wpŁyw wybranych parametrÓw procesu toczenia … · słowa kluczowe: chropowatość, toczenie, oś...
TRANSCRIPT
MODELOWANIE INŻYNIERSKIE 2016 nr 58, ISSN 1896-771X
57
WPŁYW WYBRANYCH PARAMETRÓW
PROCESU TOCZENIA NA CHROPOWATOŚĆ
POWIERZCHNI OSI KOLEJOWYCH
ZESTAWÓW KOŁOWYCH
Mariola Jureczko1a, Mateusz Pszenica2b
1Instytut Mechaniki Teoretycznej i Stosowanej, Politechnika Śląska 2 BONATRANS GROUP A.S. a [email protected], b [email protected]
Streszczenie W pracy przedstawiono wyniki badań dotyczących wpływu zmiany wybranych parametrów procesu toczenia, ta-kich jak posuw i prędkość skrawania, na wartość parametru chropowatości powierzchni osi kolejowych zestawów kołowych. Pomiary chropowatości były prowadzone dla obróbki skrawaniem powierzchni walcowej trzonu osi oraz w profilowym przejściu z trzonu do podpiaścia koła za pomocą dwóch różnych, czterostronnych płytek skrawają-cych. Dodatkowo ze względu na złożoność zjawisk wpływających na parametr chropowatości zostały wykonane badania wpływu postępującego zużycia krawędzi skrawającej na otrzymaną podczas obróbki chropowatość po-wierzchni. Badania zostały przeprowadzone w firmie BONATRANS GROUP A.S.
Słowa kluczowe: chropowatość, toczenie, oś kolejowego zestawu kołowego
INFLUENCE OF SELECTED TURNING PROCESS
PARAMETERS TO SURFACE ROUGHNESS
OF THE RAILWAY WHEEL SETS AXLES
Summary The paper presents results of studies influence of changing selected turning process parameters such as feed rate and cutting speed on surface roughness of railway wheel sets axles. Roughness measurements were made for ma-chining the cylindrical surface of the core axis and profiled transition from the core axis to the wheel seat wheels with two different quadrilateral cutting inserts. In addition, due to the complexity of the phenomena affecting the roughness parameter impact studies have been made of progressive wear on the cutting edge obtained during the treatment surface roughness. The study was carried out in the company BONATRANS GROUP A.S.
Keywords: roughness, turning, railway wheel set axle
1. WSTĘP
Transport szynowy w większości krajów na świecie jest jednym z podstawowych środków transportu zarówno towarowego, jak i osobowego. Współczesna gospodarka stawia przed transportem szynowym wymóg zwiększenia jego niezawodności i efektywności. I tak zwiększenie wydajności transportu szynowego wiąże się nieodzownie ze zwiększeniem prędkości jazdy i ładowności, co z kolei związane jest z koniecznością podniesienia mocy silników
napędzających pojazdy szynowe. Natomiast zwiększenie prędkości jazdy wymusza na konstrukcjach nowoczesne-go taboru kolejowego zwiększenie wymagań dotyczących bezpieczeństwa. Dlatego też coraz większe znaczenie, obok dokładności wymiarowo – kształtowej, zyskuje jakość powierzchni elementów pojazdów kolejowych. A ponieważ najważniejszym elementem pojazdów kolejo-wych są zestawy kołowe, odpowiedzialne za współpracę

WPŁYW WYBRANYCH PARAMETRÓW PROCESU TOCZENIA NA
taboru z szynami toru, to od jakości ich wykonania oraz ich stanu technicznego zależy w dużej mierze bezpiczeństwo transportu kolejowego [1].
Stosowanie coraz mniejszych wartości parametru chrpowatości powierzchni, który w istotny sposób wpływa na wytrzymałość zmęczeniową osi kolejowych,tolerowanie, stawia przed technologami konieczność optymalnej zmiany parametrów obróbki, a w niektórych przypadkach nawet całego procesu technologicznego. Celem badań prezentowanych w niniejszejprzedstawienie zależności chropowatości powierzchni odwybranych parametrów skrawania na podstawie obróbki osi kolejowej na tokarce numerycznej, przy użyciu dwóch płytek o różnej geometrii. Badania miałyuściślenie parametrów obróbki, takich prędkość skrawania, koniecznych do otrzymania wymganej chropowatości powierzchni na określonej części osi kolejowej, co pozwoliłoby uniknąć stosowania dodatkwych operacji polegających na dogładzaniu powierzchni.Dodatkowo w trakcie prowadzenia badań określono wpływ zużycia krawędzi skrawającej ostrza płytki nazmianę chropowatości powierzchni.
W celu przeprowadzenia badań konieczne było wykonnie modelu geometrycznego osi kolejowej w fazie obróbki kształtującej, na którym za pomocą programu posiadającego odpowiedni dla danego typu tokarki postprocesor, wykonano symulację obróbkiwirtualnej, co pozwoliło na wygenerowanKod NC posłużył jako program sterującytokarką, na której wykonano model rzeczywisty. Zaróno obróbka rzeczywista, jak i pomiary chropowatości były wykonywane w firmie BONATRANS GROUP [2] (stanowisko badawcze przedstawiono na rys.pomocą nowoczesnych profilometrów (rys.2powierzchniach walcowych oraz profilowych, natomiast pomiar wielkości zużycia krawędzi skrawającej został wykonany przy użyciu mikroskopu. Znając wszystkie wyżej wymienione zależności, można optymalizacji procesu. Jej celem było dajności przedsiębiorstwa i zmniejszenidukcji.
Rys. 1. Stanowisko badawcze (tokarka SPH 50D CNC) wraz z zamocowaną w kłach osią kolejową
WPŁYW WYBRANYCH PARAMETRÓW PROCESU TOCZENIA NA CHROPOWATOŚĆ
58
taboru z szynami toru, to od jakości ich wykonania oraz stanu technicznego zależy w dużej mierze bezpie-
Stosowanie coraz mniejszych wartości parametru chro-, który w istotny sposób wpływa
na wytrzymałość zmęczeniową osi kolejowych, oraz ich logami konieczność
optymalnej zmiany parametrów obróbki, a w niektórych przypadkach nawet całego procesu technologicznego.
badań prezentowanych w niniejszej pracy było przedstawienie zależności chropowatości powierzchni od
nia na podstawie obróbki osi kolejowej na tokarce numerycznej, przy użyciu
różnej geometrii. Badania miały na celu ch jak posuw oraz
do otrzymania wyma-powierzchni na określonej części osi
kolejowej, co pozwoliłoby uniknąć stosowania dodatko-wych operacji polegających na dogładzaniu powierzchni.
trakcie prowadzenia badań określono wpływ zużycia krawędzi skrawającej ostrza płytki na
W celu przeprowadzenia badań konieczne było wykona-nie modelu geometrycznego osi kolejowej w fazie obróbki kształtującej, na którym za pomocą programu CAM, posiadającego odpowiedni dla danego typu tokarki
ję obróbki na maszynie wygenerowanie kodu NC.
program sterujący rzeczywistą tokarką, na której wykonano model rzeczywisty. Zarów-
omiary chropowatości NATRANS GROUP A.S.
przedstawiono na rys. 1) za (rys.2 i rys. 3) na
powierzchniach walcowych oraz profilowych, natomiast skrawającej został Znając wszystkie
można było dokonać zwiększenie wy-
dajności przedsiębiorstwa i zmniejszenie kosztów pro-
badawcze (tokarka SPH 50D CNC) wraz z
2. PROBLEMATYKA TEMATU
Głównymi elementami zestawu kołowego są oś i zamcowane na niej dwa koła jezdne. Osie być tak wykonane, aby powstające naprężenia rozkład równomierny oraz charakteryzowały wytrzymałością zmęczeniową. Cechy te uzyskuje się poprzez nadanie im odpowiedniego kształtu oraz właścwy proces obróbki stali. Poza tym wierzchni osi kolejowych ma bezpośredni związek z takimi właściwościami osi jak odporność na zużycie powierzchni współpracujących z innymi komponentami, trwałość połączeń wciskowych, wytrzymałość zmęczniową związaną z powstawaniem karbu w miejscach zmian przekroju osi oraz innymi wZależności te nie zawsze wskazują, że zmniejszenie parametru chropowatości powierzchni powoduje poleszenie własności eksploatacyjnych osi.je pewne optimum, po którym dalsze zmniejszanie chropowatości powierzchni nie ma wpływu na polepsznie właściwości eksploatacyjnychkoszty produkcji [3]. Jako przykład można podać walcwą powierzchnię podpiaścia koła, gdzie odparametru chropowatości zależy jakość połączenia wciskowego oraz sam przebieg procesu na oś [4]. Obniżanie parametru chropowatości poniżej wartości Ra0,8 skutkuje niską jakością połączenia wcskowego, a w niektórych przypadkach może nawet powodować zatarcie łączonych powierzchni. Dlatetego typu powierzchni stosuje się tolerancję parametru chropowatości powierzchni.
Podane przykłady w sposób jasny pokazują istnienie zależności pomiędzy eksploatacyjnymi właściwościami osi a chropowatością ich powierzchni. Ustalenie konkrenego przebiegu tych zależności i ujęcie ich w normy i zalecenia konstrukcyjne w danym przedsiębiorstwiefundamentalne znaczenie dla produkcji osi o wymaganej jakości. Sposobem na zebranie odpowiedniej ilości dnych, które pozwoliły na dogłębne poznanie tych zalności, było wykonywanie przemysłowych pomiarów chropowatości [3].
3. POMIAR CHROPOWATOŚCI
Metodą pomiaru, która najbardziej wpisała się we współczesny przemysł, jest pomiar chropowatości powierzchni przy użyciu metod stykowych. Najspotyka się przenośne przyrządy(rys.2). Zasada działania urządzenia polega na odtwrzeniu profilu powierzchni za pomocą głowicy pomiarwej zakończonej ostrzem. Ostrze przesuwane jest ze stałą prędkością 0,1÷0,5 mm/s po powierzchni mierzonej wzdłuż wybranego odcinka pomiarowego. Pionowe ruchy głowicy są przekształcane na sygnał elektryczny, który
ROPOWATOŚĆ (…)
PROBLEMATYKA TEMATU
Głównymi elementami zestawu kołowego są oś i zamo-cowane na niej dwa koła jezdne. Osie kolejowe powinny
powstające naprężenia miały oraz charakteryzowały się dużą
Cechy te uzyskuje się poprzez nadanie im odpowiedniego kształtu oraz właści-
Poza tym chropowatość po-bezpośredni związek z
takimi właściwościami osi jak odporność na zużycie powierzchni współpracujących z innymi komponentami, trwałość połączeń wciskowych, wytrzymałość zmęcze-
powstawaniem karbu w miejscach zmian przekroju osi oraz innymi wskaźnikami jakości [3]. Zależności te nie zawsze wskazują, że zmniejszenie parametru chropowatości powierzchni powoduje polep-szenie własności eksploatacyjnych osi. Przeważnie istnie-je pewne optimum, po którym dalsze zmniejszanie chropowatości powierzchni nie ma wpływu na polepsze-nie właściwości eksploatacyjnych, a jedynie zwiększa
. Jako przykład można podać walco-podpiaścia koła, gdzie od wartości
parametru chropowatości zależy jakość połączenia procesu wtłaczania koła
. Obniżanie parametru chropowatości poniżej wartości Ra0,8 skutkuje niską jakością połączenia wci-skowego, a w niektórych przypadkach może nawet powodować zatarcie łączonych powierzchni. Dlatego dla tego typu powierzchni stosuje się tolerancję parametru
Podane przykłady w sposób jasny pokazują istnienie zależności pomiędzy eksploatacyjnymi właściwościami osi a chropowatością ich powierzchni. Ustalenie konkret-
ebiegu tych zależności i ujęcie ich w normy i w danym przedsiębiorstwie ma
produkcji osi o wymaganej posobem na zebranie odpowiedniej ilości da-
na dogłębne poznanie tych zależ-wykonywanie przemysłowych pomiarów
POMIAR CHROPOWATOŚCI
Metodą pomiaru, która najbardziej wpisała się współczesny przemysł, jest pomiar chropowatości
powierzchni przy użyciu metod stykowych. Najczęściej ośne przyrządy zwane profilometrami
. Zasada działania urządzenia polega na odtwo-rzeniu profilu powierzchni za pomocą głowicy pomiaro-wej zakończonej ostrzem. Ostrze przesuwane jest ze
po powierzchni mierzonej wzdłuż wybranego odcinka pomiarowego. Pionowe ruchy głowicy są przekształcane na sygnał elektryczny, który

MARIOLA JURECZKO, PAWEŁ PSZENICA
przy użyciu odpowiedniego oprogramowania komputrowego zamieniany jest na wynik pomiaru.
Rys. 2. Profilometr Surftest SJ-210 firmy Mitutoyopodczas wykonywania pomiarów
Do najważniejszych zalet stosowania profilometrów należy zaliczyć wysoką dokładność oraz powtarzalność pomiarów. Krótki czas pomiaru, trwający kilkanaściesekund, oraz prostota urządzenia umożliwiają kontrolę chropowatości powierzchni bezpośrednio w cyklu prdukcyjnym. Wykonanie jednego pomiaru daje szereg znormalizowanych parametrów chropowatości pwierzchni wraz z profilogramem powierzchni, aarchiwizowanie wyników pozwala na stałą kontrolę poprawności procesu produkcji. Mimo powyższych zalet profilometrów należy mieć na uwadze wady urządzeń, które głównie wynikają z zasady pomiaru i w mniejszym lub większym stopniu mają wpływ na jakość wykonywnych pomiarów. Do wad należy zaliczyć samą koniecność stosowania ostrza odwzorowującego, które posiada promień zaokrąglenia od 2 do 15 µm. Z powodu wystpowania tego ograniczenia pomiar może być obarczony błędem geometrycznym wynikającym z błędnego odwzrowania profilu rzeczywistej chropowatości powierzchni
4. METODYKA BADAWCZA
W celu przeprowadzenia badań konieczne było wykonnie modelu geometrycznego osi kolejowej. Model ryczny został opracowany w programie CAD wie rysunku wykonawczego wagonowej osi kolejozaprojektowanej przez firmę BONATRANS A.S.
Rys. 3. Model geometryczny wykorzystanej w badaniach osi kolejowej
Próby toczenia przeprowadzono narzędziami z różnymi płytkami skrawającymi na tokarce SPH 50D CNC (rys.1), wyposażonej w dwa rewolwerowe suporty mogce pomieścić 12 narzędzi każdy. Obrabiarkę t
MARIOLA JURECZKO, PAWEŁ PSZENICA
59
przy użyciu odpowiedniego oprogramowania kompute-zamieniany jest na wynik pomiaru.
firmy Mitutoyo stosowany
Do najważniejszych zalet stosowania profilometrów należy zaliczyć wysoką dokładność oraz powtarzalność
trwający kilkanaście oraz prostota urządzenia umożliwiają kontrolę
chropowatości powierzchni bezpośrednio w cyklu pro-Wykonanie jednego pomiaru daje szereg
znormalizowanych parametrów chropowatości po-wierzchni, a łatwe
wyników pozwala na stałą kontrolę Mimo powyższych zalet
profilometrów należy mieć na uwadze wady urządzeń, zasady pomiaru i w mniejszym
na jakość wykonywa-. Do wad należy zaliczyć samą koniecz-
ność stosowania ostrza odwzorowującego, które posiada Z powodu wystę-
powania tego ograniczenia pomiar może być obarczony błędem geometrycznym wynikającym z błędnego odwzo-
u rzeczywistej chropowatości powierzchni.
METODYKA BADAWCZA
W celu przeprowadzenia badań konieczne było wykona-nie modelu geometrycznego osi kolejowej. Model nume-
tał opracowany w programie CAD na podsta-wie rysunku wykonawczego wagonowej osi kolejowej zaprojektowanej przez firmę BONATRANS A.S. (rys.3).
Model geometryczny wykorzystanej w badaniach osi
Próby toczenia przeprowadzono narzędziami z różnymi płytkami skrawającymi na tokarce SPH 50D CNC
rewolwerowe suporty mogą-ce pomieścić 12 narzędzi każdy. Obrabiarkę tę dodatko-
wo wyposażono w lunetę sterowaną numerycznie, dzięki której uniknięto negatywnego zjawiska drgania przemiotu podczas obróbki. Badania realizowane były poczas rzeczywistego procesy technologicznegoseryjnej. Wykorzystany w badaniach program NC został wygenerowany przy użyciu programu CAM z odpowienim dla danego typu tokarki postprocesorem. Dodatkwo w celu weryfikacji obróbki rzeczywistej i związanej z tym redukcji kosztów przeprowadzono symulacje numryczne zaprogramowanego procesu toczenia.
Badania przeprowadzano dla dwóch różnych, stronnych płytek skrawających typu „D”, nych do obróbki wykańczającej osadzone w nożach tokarskich w dwóch różnych suprtach maszyny, co umożliwiło prowadzenie jednocześnie badań przy tych samych warunkach obróbkityp płytki posiada klasyczny pojedynczy promień naroża 1,2mm (dalej oznaczana jako Standard)płytki to płytka typu Wiper Wiper), posiadająca kilka kombinowanych ze sobą promieni. Dzięki zastosowaniu takiego rozwiązania kontakt ostrza z materiałem wydłuża się, co powoduje uzyskanie dużo lepszej jakości powierzchni dla tych samych parametrów obróbki, niżnym promieniem naroża.
Rys. 4 Płytki firmy Kennametal z pokazanymzwymiarowanymi ostrzami: a) typu DNMG 150612 MN KCP10(Standard), b) typu DNMG 150612 MW KC9125 (Wiper)
Proces toczenia został przeprowadzony dlabędącej komponentem zestawu kołowego tocznego montowanego w wózkach wagonów towarowych z masymalnym obciążeniem dla osi do 23,5 tonnana była ze stali EA1N kategorii 2 według normy EN 13261 [5].
Na potrzeby pomiarów chropowatości przeprowadzano badania dla dwóch powierzchni osi, co szczegółowo omówiono w punkcie 6. Badania przeprowadzono przy stałej prędkości obrotowej wrzeciona różnymi wartościami posuwu suportu oraz prędkości skrawania. Planując eksperymentdobrano w ten sposób, aby zapewnić wymaganą dokła
a)
b)
wo wyposażono w lunetę sterowaną numerycznie, dzięki której uniknięto negatywnego zjawiska drgania przed-miotu podczas obróbki. Badania realizowane były pod-
sy technologicznego w produkcji . Wykorzystany w badaniach program NC został
wygenerowany przy użyciu programu CAM z odpowied-nim dla danego typu tokarki postprocesorem. Dodatko-wo w celu weryfikacji obróbki rzeczywistej i związanej z
sztów przeprowadzono symulacje nume-ryczne zaprogramowanego procesu toczenia.
dla dwóch różnych, cztero-stronnych płytek skrawających typu „D”, przeznaczo-
(rys. 4). Płytki zostały ich w dwóch różnych supo-
rtach maszyny, co umożliwiło prowadzenie jednocześnie badań przy tych samych warunkach obróbki. Pierwszy typ płytki posiada klasyczny pojedynczy promień naroża
(dalej oznaczana jako Standard), drugi typ (dalej oznaczana jako
posiadająca kilka kombinowanych ze sobą Dzięki zastosowaniu takiego rozwiązania
kontakt ostrza z materiałem wydłuża się, co powoduje uzyskanie dużo lepszej jakości powierzchni dla tych
niż przy płytce z klasycz-
pokazanymi w powiększeniu i
typu DNMG 150612 MN KCP10 typu DNMG 150612 MW KC9125 (Wiper)
przeprowadzony dla osi kolejowej komponentem zestawu kołowego tocznego
montowanego w wózkach wagonów towarowych z mak-symalnym obciążeniem dla osi do 23,5 ton. Oś ta wyko-
ze stali EA1N kategorii 2 według normy EN
Na potrzeby pomiarów chropowatości przeprowadzano badania dla dwóch powierzchni osi, co szczegółowo omówiono w punkcie 6. Badania przeprowadzono przy
ędkości obrotowej wrzeciona n=650 obr/min z posuwu suportu oraz prędkości
Planując eksperyment, liczbę pomiarów dobrano w ten sposób, aby zapewnić wymaganą dokład-
WPŁYW WYBRANYCH PARAMETRÓW PROCESU TOCZENIA NA
ność i możliwie najniższy koszt. Kombinacja parametrów była wykonana w taki sposób, aby każdemu z założnych wartości posuwu odpowiadała każda z założonych prędkości skrawania. Zakres zmienności wybranych parametrów toczenia przyjęty podczas badań to:• Dla powierzchni prostoliniowych
trzonu osi) − posuw f z zakresu 0,3 ÷ 0,5 [mm
się co 0,05 [mm/obr] − prędkość skrawania Vc z zakresu 220 ÷ [m/min] zmieniająca się co 20 [m/min].
• Dla powierzchni profilowych (przejście z trzonu do podpiaścia) − posuw f z zakresu 0,1 ÷ 0,3 [mm
się co 0,05 [mm/obr]
− prędkość skrawania Vc z zakresu 220 ÷ [m/min] zmieniająca się co 20 [m/min].
5. BADANIE WPŁYWU ZUŻYCIA
OSTRZA SKRAWAJĄCEGO
Narastające zużycie krawędzi skrawającej ostrza ma znaczący wpływ na zmianę jakości obrabianej pwierzchni. Dlatego ważnym zagadnieniem podczas obróbki jest stała kontrola zużycia płytki skrawającej. Jednym z najprostszych sposobów na kontrolowanie tego procesu jest wyznaczenie w sposób doświadczalny okresu przydatności płytki do obróbki, to znaczy czdo upływu którego obrobiona przez płytkę powierzchnia spełnia założoną chropowatość powierzchni.wyznaczenia tego okresu zostały wykonane badania wpływu zużycia ostrza na chropowatość powierzchni. Badań tych nie przeprowadzano podczas rzeczywisprocesu technologicznego. Dokonywano jenie, przy stałych wartościach wszystkich parametrów obróbki. Dla każdego pomiaru, w którym ostrze było w różnym stadium zużycia, zostało wykonane zdjęcie pod mikroskopem, na którym zmierzoncia krawędzi skrawającej. Badania te wykonanodla płytki Wiper, jak i dla płytki Standard. Wyniki pomiarów zostały przedstawione na wykresie, rys.Kolejne wykonywane pomiary odpowiadają wyrażonemu w procentach okresowi trwałości ostrza, to stosunkowi czasu, jaki krawędź skrawająca obrabiała materiał, do całkowitego czasu jej przydatności do obróbki. Pomiary były prowadzone dla obróbki walcowej części trzonu, dzięki czemu uniknięto negatywnego zjawiska tworzenia się podczas obróbki wiówych.
Obie krzywe (rys. 5) wykazują się podobną charakterstyką. W pierwszej fazie używania płytek oba badane narzędzia wykazują większą o ok. 0,2 µm uzyskaną chropowatość powierzchni. Najmniejszą wartość osiągają dopiero w ¼ okresu swojej przydatności do obróbki. Wynikiem takiego przebiegu krzywej jest fakt
WPŁYW WYBRANYCH PARAMETRÓW PROCESU TOCZENIA NA CHROPOWATOŚĆ
60
Kombinacja parametrów aby każdemu z założo-
nych wartości posuwu odpowiadała każda z założonych Zakres zmienności wybranych
parametrów toczenia przyjęty podczas badań to: (część walcowa
mm/obr] zmieniający
z zakresu 220 ÷ 300
(przejście z trzonu
mm/obr] zmieniający
z zakresu 220 ÷ 300
BADANIE WPŁYWU ZUŻYCIA
SKRAWAJĄCEGO
krawędzi skrawającej ostrza znaczący wpływ na zmianę jakości obrabianej po-
wierzchni. Dlatego ważnym zagadnieniem podczas obróbki jest stała kontrola zużycia płytki skrawającej. Jednym z najprostszych sposobów na kontrolowanie tego procesu jest wyznaczenie w sposób doświadczalny okresu przydatności płytki do obróbki, to znaczy czasu,
upływu którego obrobiona przez płytkę powierzchnia spełnia założoną chropowatość powierzchni. W celu wyznaczenia tego okresu zostały wykonane badania wpływu zużycia ostrza na chropowatość powierzchni. Badań tych nie przeprowadzano podczas rzeczywistego
. Dokonywano je doświadczal-przy stałych wartościach wszystkich parametrów
Dla każdego pomiaru, w którym ostrze było zostało wykonane zdjęcie zmierzono wielkość zuży-
te wykonano zarówno tandard. Wyniki wykresie, rys. 5.
Kolejne wykonywane pomiary odpowiadają wyrażonemu w procentach okresowi trwałości ostrza, to znaczy
jaki krawędź skrawająca obrabiała materiał, do całkowitego czasu jej przydatności do obróbki. Pomiary były prowadzone dla obróbki walcowej części trzonu, dzięki czemu uniknięto negatywnego zjawiska tworzenia się podczas obróbki wiórów wstęgo-
wykazują się podobną charaktery-pierwszej fazie używania płytek oba badane
0,2 µm uzyskaną chropowatość powierzchni. Najmniejszą wartość osiągają
atności do obróbki. jest fakt, iż nowo
użyta płytka posiada bardzo ostrą krawędź skrawającą, na której występują mikronierówności, będące pozostałścią po procesie ich produkcji. Poszych kilkunastu milimetrów owa krawędź w wyniku kontaktu z materiałem obrabianym nabiera bardziej regularnego kształtu.
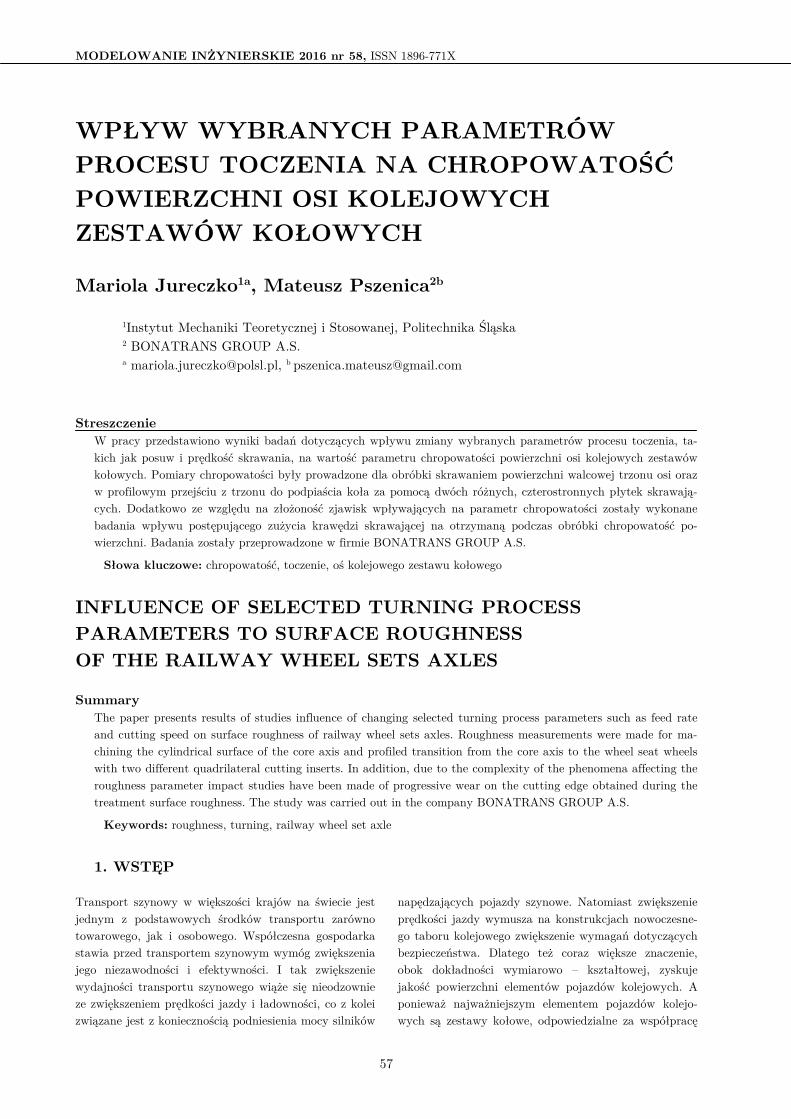
Rys. 5 Wpływ zwiększającego się zużycia krawędzi skrawającej na zmianę wielkości parametru chropowatości powierzchni dla rozpatrywanych typów płytek
Chropowatość pod wpływem zużycia narzędzia wzrosła w stosunku do pierwszego pomiaru wykonanego dla nowej płytki o około 70% dla ostrza typu Wiper, przy posuwie suportu 0,5 mm/obr, oraz o około 25% dla ostrza typu standard i posuwie suportu równym 0,3 Należy zwrócić uwagę, że zwięk65% spowodowało pogorszenie w czasie eksploatacjipłytek parametru chropowatości powierzchni o ok.
Dla każdego pomiaru chropowatości powierzchni zostały wykonane zdjęcia krawędzi skrawającej. Przeone postępującą podczas obróbki wielkość zużycia krwędzi skrawającej. Zdjęcia wykonanskopu połączonego z oprogramowaniem komputerowym przeznaczonym do ich dalszej edycji. Powiększenie rzędu 50 razy pozwoliło na bardzo dokładne pzwymiarowanie wielkości zużycia. Ostrza skrawające pokazano ze strony powierzchni natarciprzyłożenia (rys.6 i rys.7).
a)
b)
ROPOWATOŚĆ (…)
użyta płytka posiada bardzo ostrą krawędź skrawającą, nierówności, będące pozostało-
ą po procesie ich produkcji. Po przepracowaniu pierw-limetrów owa krawędź w wyniku
kontaktu z materiałem obrabianym nabiera bardziej
Wpływ zwiększającego się zużycia krawędzi skrawającej na zmianę wielkości parametru chropowatości powierzchni dla
Chropowatość pod wpływem zużycia narzędzia wzrosła w stosunku do pierwszego pomiaru wykonanego dla nowej płytki o około 70% dla ostrza typu Wiper, przy
oraz o około 25% dla ostrza i posuwie suportu równym 0,3 mm/obr.
Należy zwrócić uwagę, że zwiększenie posuwu o około spowodowało pogorszenie w czasie eksploatacji
hropowatości powierzchni o ok. 45%.
Dla każdego pomiaru chropowatości powierzchni zostały wykonane zdjęcia krawędzi skrawającej. Przedstawiają one postępującą podczas obróbki wielkość zużycia kra-wędzi skrawającej. Zdjęcia wykonano za pomocą mikro-skopu połączonego z oprogramowaniem komputerowym przeznaczonym do ich dalszej edycji. Powiększenie rzędu 50 razy pozwoliło na bardzo dokładne pokazanie oraz zwymiarowanie wielkości zużycia. Ostrza skrawające
ze strony powierzchni natarcia i powierzchni
MARIOLA JURECZKO, PAWEŁ PSZENICA
c)
d)
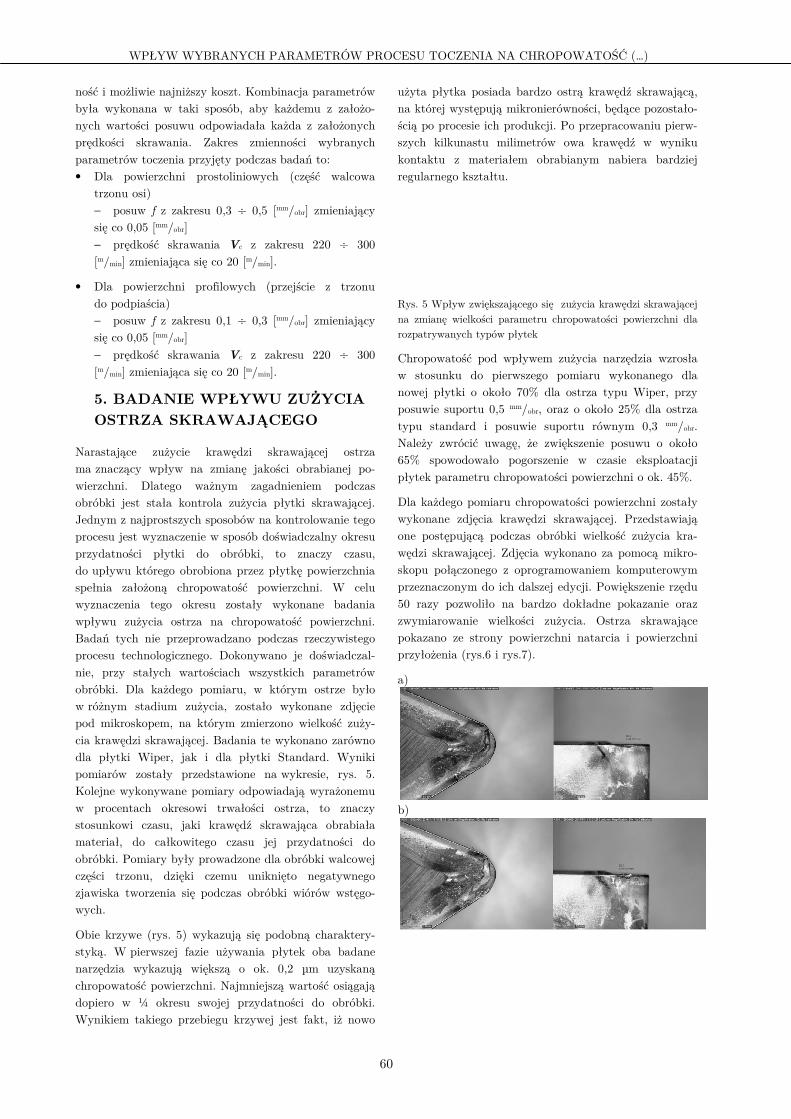
Rys. 8 Płytka typu Wiper po okresie pracy odpowiadającym: a)25% b) 50% c) 75% d) 100% nominalnego okresu trwałości
a)
b)
c)
d)
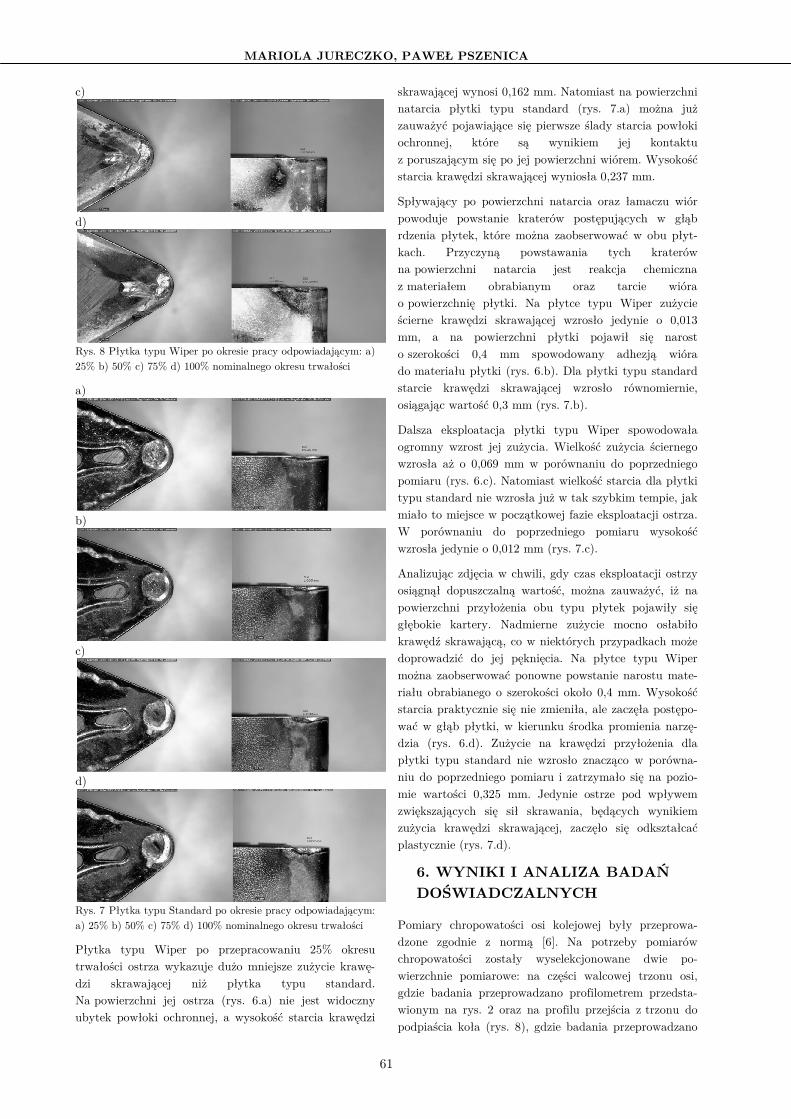
Rys. 7 Płytka typu Standard po okresie pracy odpowiadającym: a) 25% b) 50% c) 75% d) 100% nominalnego okresu trwałości
Płytka typu Wiper po przepracowaniu 25% okresu trwałości ostrza wykazuje dużo mniejszdzi skrawającej niż płytka typuNa powierzchni jej ostrza (rys. 6.a) nie jest widoczny ubytek powłoki ochronnej, a wysokość starcia krawędzi
MARIOLA JURECZKO, PAWEŁ PSZENICA
61
po okresie pracy odpowiadającym: a)
100% nominalnego okresu trwałości
po okresie pracy odpowiadającym:
25% b) 50% c) 75% d) 100% nominalnego okresu trwałości
Płytka typu Wiper po przepracowaniu 25% okresu mniejsze zużycie krawę-
dzi skrawającej niż płytka typu standard. nie jest widoczny
ubytek powłoki ochronnej, a wysokość starcia krawędzi
skrawającej wynosi 0,162 mm. Natomiastnatarcia płytki typu standard zauważyć pojawiające się pierwsze ślady ochronnej, które są wynikiem jej kontaktu z poruszającym się po jej powierzchni wiórem. starcia krawędzi skrawającej wyn
Spływający po powierzchni natarcia oraz łamaczu wiór powoduje powstanie kraterów postępujących w głąb rdzenia płytek, które można zaobserwować kach. Przyczyną powstawania tych kraterów na powierzchni natarcia jest reakcja chemiczna z materiałem obrabianym oraz tarcie wióro powierzchnię płytki. Na płytce typu Wiperścierne krawędzi skrawającej wzrosło jedynie o 0,013 mm, a na powierzchni płytki pojawił się narost o szerokości 0,4 mm spowododo materiału płytki (rys. 6.b). Dla płytki starcie krawędzi skrawającej wzrosło równomiernie, osiągając wartość 0,3 mm (rys. 7.b
Dalsza eksploatacja płytki typu Wiper ogromny wzrost jej zużycia. Wielkość wzrosła aż o 0,069 mm w porównaniu do poprzedniego pomiaru (rys. 6.c). Natomiast wieltypu standard nie wzrosła już w tak szybkim tempiemiało to miejsce w początkowej fazie eksploatacji ostrza. W porównaniu do poprzedniego pomiaru wysokość wzrosła jedynie o 0,012 mm (rys.
Analizując zdjęcia w chwili, gdy osiągnął dopuszczalną wartość, można zauważyć, iż powierzchni przyłożenia obu typu płytek pojawiły się głębokie kartery. Nadmierne zużycie mocno osłabikrawędź skrawającą, co w niektórych przypadkach może doprowadzić do jej pęknięcia. Na płytce można zaobserwować ponowne powstanie narostu matriału obrabianego o szerokości około 0,4 mm. Wysokość starcia praktycznie się nie zmieniła, ale zaczęła postępwać w głąb płytki, w kierunku środka promienia narzdzia (rys. 6.d). Zużycie na krawędzi przyłożenia dla płytki typu standard nie wzrosło znacząco w porównniu do poprzedniego pomiaru i zatrzymało się na pozimie wartości 0,325 mm. Jedynie ozwiększających się sił skrawania, będących wynikiem zużycia krawędzi skrawającej, zaczęło się odplastycznie (rys. 7.d).
6. WYNIKI I ANALIZA
DOŚWIADCZALNYCH
Pomiary chropowatości osi kolejowej były przeprowdzone zgodnie z normą [6]. Na potrzeby chropowatości zostały wyselekcjonowane dwie pwierzchnie pomiarowe: na części walcowej trzonu osigdzie badania przeprowadzano profilometrem przedstwionym na rys. 2 oraz na profilupodpiaścia koła (rys. 8), gdzie badania przeprowadzano
skrawającej wynosi 0,162 mm. Natomiast na powierzchni (rys. 7.a) można już
zauważyć pojawiające się pierwsze ślady starcia powłoki tóre są wynikiem jej kontaktu
poruszającym się po jej powierzchni wiórem. Wysokość wyniosła 0,237 mm.
natarcia oraz łamaczu wiór powoduje powstanie kraterów postępujących w głąb
zaobserwować w obu płyt-ną powstawania tych kraterów
tarcia jest reakcja chemiczna nym oraz tarcie wióra
powierzchnię płytki. Na płytce typu Wiper zużycie cej wzrosło jedynie o 0,013
hni płytki pojawił się narost szerokości 0,4 mm spowodowany adhezją wióra
.b). Dla płytki typu standard starcie krawędzi skrawającej wzrosło równomiernie,
.b).
płytki typu Wiper spowodowała . Wielkość zużycia ściernego
mm w porównaniu do poprzedniego ielkość starcia dla płytki
już w tak szybkim tempie, jak miało to miejsce w początkowej fazie eksploatacji ostrza. W porównaniu do poprzedniego pomiaru wysokość
7.c).
gdy czas eksploatacji ostrzy można zauważyć, iż na
powierzchni przyłożenia obu typu płytek pojawiły się głębokie kartery. Nadmierne zużycie mocno osłabiło
w niektórych przypadkach może pęknięcia. Na płytce typu Wiper
można zaobserwować ponowne powstanie narostu mate-riału obrabianego o szerokości około 0,4 mm. Wysokość starcia praktycznie się nie zmieniła, ale zaczęła postępo-
w kierunku środka promienia narzę-rawędzi przyłożenia dla
nie wzrosło znacząco w porówna-niu do poprzedniego pomiaru i zatrzymało się na pozio-
Jedynie ostrze pod wpływem ych się sił skrawania, będących wynikiem
zużycia krawędzi skrawającej, zaczęło się odkształcać
ANALIZA BADAŃ
DOŚWIADCZALNYCH
Pomiary chropowatości osi kolejowej były przeprowa-Na potrzeby pomiarów
zostały wyselekcjonowane dwie po-na części walcowej trzonu osi,
ano profilometrem przedsta-na profilu przejścia z trzonu do
), gdzie badania przeprowadzano

WPŁYW WYBRANYCH PARAMETRÓW PROCESU TOCZENIA NA
profilometrem przedstawionym na rys.wykonywane były w taki sposób, aby kierunek ruchu głowicy pomiarowej urządzenia był prostopadły do śladów obróbki. W celu zapewnienia poprawnprowadzonych pomiarów dokonywano ich danej powierzchni.
Rys. 8. Poglądowo pokazane miejsca pomiaru: 1 walcowej trzonu osi, 2 – na profilu przejścia z trzonu do popiaścia koła
Rys. 9. Profilometr Mahr Perthometer M1 oraz pogląd sposprzeprowadzania pomiarów
Pomiarów chropowatości dokonywano świadczalnych przeprowadzonych w warunkach producji seryjnej, a zatem nie uwzględniono zjawiskazużycia krawędzi skrawającej podczas prowadzenia obróbki na uzyskaną chropowatość powierzchnidla uzyskania bardziej wiarygodnych wyników pomiarw czasie prowadzenia badań starano się utrzymać zużcie krawędzi skrawającej na stałym, niezmiennym pziomie.
Wyniki pomiarów chropowatości powierzchntrami dla walcowej części trzonu osi zostały przedstwione na rys.10.
Rys. 10. Profilografy przedstawiające pomiar chropowatości powierzchni dla płytki typu: a) Wiper b) Standard
Na profilografie uzyskanym po obróbce płytką standard (rys. 10. b) widać, że każdy zarejestrowany pik osiąga maksymalną wysokość, a odległość pomiędzy nimi ma ścisły związek z wartością zastosowanego podczas
a)
b)
WPŁYW WYBRANYCH PARAMETRÓW PROCESU TOCZENIA NA CHROPOWATOŚĆ
62
rys. 9. Pomiary te aby kierunek ruchu
urządzenia był prostopadły do poprawności prze-ich trzykrotnie na
Poglądowo pokazane miejsca pomiaru: 1 – na części przejścia z trzonu do pod-
Profilometr Mahr Perthometer M1 oraz pogląd sposobu
dla badań do-w warunkach produk-
zjawiska wpływu zużycia krawędzi skrawającej podczas prowadzenia
na uzyskaną chropowatość powierzchni. Dlatego dla uzyskania bardziej wiarygodnych wyników pomiarów w czasie prowadzenia badań starano się utrzymać zuży-
stałym, niezmiennym po-
powierzchni profilome-dla walcowej części trzonu osi zostały przedsta-
omiar chropowatości Standard
Na profilografie uzyskanym po obróbce płytką typu widać, że każdy zarejestrowany pik
osiąga maksymalną wysokość, a odległość pomiędzy nimi ma ścisły związek z wartością zastosowanego podczas
obróbki posuwu. Natomiast dla profilografu uzyskanego po obróbce płytką typu Wiper tylko co drugie wzniesinie osiąga wartość maksimum kolejnymi pikami znajduje się powierzchnia o względnie wyrównanym przebiegu. Powodem uzyskania takiprofilu powierzchni jest nietypowy kształt ostrza narożazbudowanego z kilku różnej wielkości promieni, które powodują dodatkowe dogładzanie powierzchni podczas pracy narzędzia.
Na rys.11 i rys.12 przedstawiono wykreskości posuwu suportu oraz wartości prędkości skrawania na wartość parametru chropowatościpowierzchni walcowej części trzonu osiprzejścia z trzonu do podpiaścia koła
Rys. 11. Wpływ zmiany wielkości posuwu suportu oraz wartości prędkości skrawania na wartość parametru chropowatości powierzchni walcowej części trzonu osi, obrobionej za pomocą płytki typu: a) Wiper b) Standard
Rys. 12 Wpływ zmiany wielkości posuwu suportu oraz wartości prędkości skrawania na wartość parametru chropowatości powierzchni przejścia z trzonu do podpiaścia kołapomocą płytki typu: a) Wiper b) Standard
a)
b)
b)
a)
ROPOWATOŚĆ (…)
obróbki posuwu. Natomiast dla profilografu uzyskanego po obróbce płytką typu Wiper tylko co drugie wzniesie-
(rys. 10.a). Pomiędzy kolejnymi pikami znajduje się powierzchnia o względnie wyrównanym przebiegu. Powodem uzyskania takiego profilu powierzchni jest nietypowy kształt ostrza naroża, zbudowanego z kilku różnej wielkości promieni, które powodują dodatkowe dogładzanie powierzchni podczas
przedstawiono wykresy zmiany wiel-oraz wartości prędkości skrawania
na wartość parametru chropowatości, odpowiednio dla powierzchni walcowej części trzonu osi i powierzchni przejścia z trzonu do podpiaścia koła.
Wpływ zmiany wielkości posuwu suportu oraz wartości
prędkości skrawania na wartość parametru chropowatości powierzchni walcowej części trzonu osi, obrobionej za pomocą
Wpływ zmiany wielkości posuwu suportu oraz wartości
prędkości skrawania na wartość parametru chropowatości przejścia z trzonu do podpiaścia koła, obrobionej za
Wiper b) Standard

MARIOLA JURECZKO, PAWEŁ PSZENICA
63
W celu wykazania wpływu zmiennych niezależnych (tj. f i Vc) na zmienną zależną (Ra) przeprowadzono analizę korelacji liniowej Pearsona. Jej wyniki przedstawiono w tab.1.
Tab. 1. Współczynniki korelacji
Rys.11.a Rys.11.b Rys.12.a Rys.12.b
Vc/f 0 0 0 0
Vc/Ra -0.088 -0.0266 -0.0578 -0.033
f/Ra 0.951 0.9934 0.9925 0.9718
Analizując dane z tab.1., można zauważyć, iż pomiędzy zmiennymi niezależnymi nie występuje korelacja. Pozwa-la to na stwierdzenie, iż zmienne te nie będą się nawza-jem eliminować podczas opracowywania modelu regresji. Natomiast w stosunku do zmiennej zależnej obie nieza-leżne są skorelowane, przy czym zmienna Vc słabo ujemnie, a zmienna f mocno dodatnio. A zatem obydwie założone zmienne niezależne można wziąć pod uwagę jako potencjalne predyktory przy modelowaniu bada-nych powiązań. Następnie opracowano modele regresji:
ca VfR ⋅−⋅= 001.05917.4 (ad. rys.11.a)
ca VfR ⋅−⋅= 003.01147.12 (ad. rys.11.b)
ca VfR ⋅−⋅= 002.04282.11 (ad. rys.12.a)
ca VfR ⋅−⋅= 002.09189.9 (ad. rys.12.b)
Tab. 2. Wyniki analizy wariancji
Rys.11.a Rys.11.b Rys.12.a Rys.12.b
Błąd stan-dardowy
0.1159 0.1419 0.0936 0.1848
dolne 95%
f 4.0132 11.4062 10.9046 8.885
Vc 5.1703 12.8233 11.9518 10.9527
Górne 95%
f -0.0025 -0.0047 -0.0027 -0.00318
Vc -0.0007 -0.0024 -0.00186 -0.00151
Wyniki analiz statystycznych opracowanych modeli regresji pozwalają stwierdzić, że modele te wyjaśniają ok.: 99% (rys.11.a), 99% (rys.11.b), 99% (rys.12.a), 98% (rys.12.b) zmienności modelowanej zmiennej zależnej (uzyskane wartości współczynnika determinacji). Uzy-skane wartości współczynników regresji mieszczą się w zakresach dolnego i górnego przedziału ufności (tab. 2). Kolejne miary zgodności opracowanych modeli z danymi empirycznymi, tj. błędy standardowe estymacji, wyniki testu Fischera i odpowiadające im poziomy prawdopo-dobieństwa testowego p potwierdzają istotny statystycz-nie związek linowy.
Z uzyskanych równań regresji wynika, iż : 1. Jeżeli wartość posuwu wzrośnie o 1 mm/obr, to wartość
współczynnika chropowatości również wzrośnie o war-tość współczynnika przy tej zmiennej w równaniu:
2. Jeżeli wartość prędkości posuwu wzrośnie o 1 m/min, to wartość współczynnika chropowatości zmaleje o wartość współczynnika przy tej zmiennej w równaniu.
Analizując wykresy przedstawione na rys. 11.a, można zauważyć różnice w wielkości parametru chropowatości powierzchni przy tej samej wartości posuwu, ale dla różnych wartości prędkości skrawania. Potwierdza to wnioski wynikające z przeprowadzonej analizy staty-stycznej. Z równania regresji oraz wykresów przedsta-wionych na rys. 11.a wynika, że na jakość powierzchni obrobionej płytką typu Wiper w znaczącym stopniu wpływa nie tylko sam posuw, ale również prędkość skrawania. Dla maksymalnej wartości posuwu - 0,5 mm/obr otrzymana chropowatość powierzchni mieści się w zakresie Ra1,8 ÷ Ra2. Wraz z zmniejszaniem wartości posuwu chropowatość powierzchni maleje.
Wyniki pomiarów dla powierzchni walcowej obrobionej płytką typu standard zostały przedstawione za pomocą wykresów na rys. 11.b. Krzywe dla badanych prędkości skrawania nakładają się na siebie, a chropowatość powierzchni zmienia się w sposób bliski liniowemu w stosunku do zastosowanego posuwu. Prędkość skrawania w razie stosowania tej płytki skrawającej praktycznie nie wpływa na chropowatość obrobionej powierzchni. Pod-czas obróbki należy zastosować najbardziej optymalną prędkość skrawania, uwzględniając czas obróbki oraz wytrzymałość krawędzi skrawającej. Potwierdza to wnioski wynikające z przeprowadzonej analizy staty-stycznej.
Analizując zależności uzyskane dla płytki typu Wiper (rys. 12.a), można zauważyć, iż parametr Ra zwiększa się wraz ze wzrostem wielkości posuwu suportu, zgodnie z odpowiedni równaniem regresji. Przy wszystkich rozpatrywanych prędkościach skrawania najmniejszą wartość parametru Ra w zakresie 0,5 ÷ 0,7 µm uzyskano przy najmniejszym założonym posuwie, tj. 0,1 mm/obr. Dla maksymalnej rozpatrywanej wartości posuwu, tj. 0,3 mm/obr uzyskano wartości parametru Ra z zakresu 2,6 ÷ 2,9 µm. Dość duże chaotyczne różnice parametru chropowatości powierzchni występujące w połowie przedziału wielkości posuwu mogą być spowodowane zarysowaniem powierzchni przez powstałe podczas obróbki wióry wstęgowe. Wyniki pomiarów dotyczące płytki typu standard przedstawiono na rys. 12.b. Analizując je, można zauwa-żyć, że przy posuwie z zakresu 0,1 ÷ 0,2 mm/obr wszystkie badane prędkości skrawania charakteryzują się podob-nymi wartościami parametru chropowatości powierzchni. Wartość parametru Ra zwiększa się wraz ze zwiększa-niem wartości posuwu suportu. Również w tym przy-padku wyniki przeprowadzonych analiz statystycznych potwierdzają poprawność przeprowadzonych badań.
7. PODSUMOWANIE
Najprostszym, najszybszym, a niejednokrotnie jedynym sposobem wpłynięcia na parametr chropowatości po-wierzchni jest zmiana parametrów obróbki, takich jak

WPŁYW WYBRANYCH PARAMETRÓW PROCESU TOCZENIA NA
posuw oraz prędkość skrawania lub zmiana narzędzia skrawającego. Wyciągnięte na podstawie nych badań eksperymentalnych oraz przeprowadzonych analiz statystycznych wnioski pozwalają dobrać dla wymaganego parametru chropowatości optymalną wielkość posuwu, wartość prędkości skrawania oraz płytkę z standardowym bądź nietypowym promieniem naroża.
Uzyskane wyniki badań w sposób jednoznaczne pokazły, że głównym czynnikiem wpływającym na wartość parametru chropowatości Ra jest wielkość posuwu. Wzrost wielkości posuwu powodował jego zwiększenieZmienna ta jest mocno dodatnio skorelowane ze zmienną niezależną (tab.1.). Dotyczy to obróbki zarówno walcwych części osi kolejowej, jak i profilowych przejść między różnymi średnicami.
Kolejnym wnioskiem wypływającym z analizy uzysknych wyników jest to, iż zmiana prędkości skrawania ma minimalny wpływ na chropowatość powierzchni w obróbce walcowych części osi kolejowejwych przejść między różnymi średnicami. jest bardzo słabo ujemnie skorelowana ze zmienną niezależną (tab.1.), bez względu na zastosowany rodzaj naroża płytki.
Literatura
1. Karwala K.: Wpływ wybranej metody obróbki powierzchniowo
stali stosowanej na osie zestawów kołowych.
2. Zima R., Janoš P.: 50 let tradice výroby dvojkolí v Bohumíně.
3. Sadowski A.: Przemysłowe pomiary i sprawdzanie chropowatości powierzchni.
4. John A., Karwala K., Mrówczyńska B.:
wierzchnią i bez obróbki wstępnej dla różnych wartości wcisku.
logia i eksploatacja pojazdów samochodowych u progu XXI wieku. Kraków : Wyd
5. PN-EN 13261:2009: Kolejnictwo. Zestawy kołowe i
6. PN-M-04251:1987: Struktura geometryczna powierzchni
i parametry.
Ten artykuł dostępny jest na licencji Creative Pewne prawa zastrzeżone na rzecz autorów. Treść licencji jest dostępna na stronie http://creativecommons.org/licenses/by/3.0/pl/
WPŁYW WYBRANYCH PARAMETRÓW PROCESU TOCZENIA NA CHROPOWATOŚĆ
64
posuw oraz prędkość skrawania lub zmiana narzędzia skrawającego. Wyciągnięte na podstawie przeprowadzo-
ych oraz przeprowadzonych wnioski pozwalają dobrać dla
wymaganego parametru chropowatości optymalną wielkość posuwu, wartość prędkości skrawania oraz
bądź nietypowym promieniem
osób jednoznaczne pokaza-ły, że głównym czynnikiem wpływającym na wartość
jest wielkość posuwu. jego zwiększenie.
Zmienna ta jest mocno dodatnio skorelowane ze zmienną to obróbki zarówno walco-
wych części osi kolejowej, jak i profilowych przejść
Kolejnym wnioskiem wypływającym z analizy uzyska-miana prędkości skrawania ma
minimalny wpływ na chropowatość powierzchni zarówno walcowych części osi kolejowej oraz profilo-
wych przejść między różnymi średnicami. Zmienna ta jest bardzo słabo ujemnie skorelowana ze zmienną
, bez względu na zastosowany rodzaj
Dla powierzchni osi, które posiadają zakrzywioną geomtrię, pomiary chropowatości powierzchni wykazały przewagę płytki typu standard pod względem otrzymnego parametru Ra, który był mniejszy średnio o 0,1 ÷ 0,5 µm. Powodem tego może być nietypowy promień płytki typu Wiper, którego kontakt z takimi powierzchniami nie jest płynny i równomierny.
Zastosowana podczas badań luneta zapobiegała powstwaniu drgań osi kolejowej podczas prowadzenia obróbki. W aplikacjach, w których luneta nie jest stosowanaprzedstawione wyniki badań nitakich przypadkach parametry obróbki należy dobierać nie tylko ze względu na wymaganą chropowatość, ale również z uwagi na intensywność występobróbki drgań.
Dalsze poznanie zjawisk towarzyszących powstaniu chropowatości powierzchni powinno opierać się na badaniach wpływu stosowania cieczy chłodzącosmarującej w trakcie prowadzenia obróbki. W badaniach należałoby zbadać wpływ rodzaju zastosowanego czynika chłodząco-smarującego, jak również intensywność jego podawania.
Karwala K.: Wpływ wybranej metody obróbki powierzchniowo – wzmacniającej na wytrzymałość zmęczeniową
stali stosowanej na osie zestawów kołowych. ZN Pol. Śl. „Transport” 1995, 1, z. 27, s. 167
Zima R., Janoš P.: 50 let tradice výroby dvojkolí v Bohumíně. M-Presse plus 2012.
Sadowski A.: Przemysłowe pomiary i sprawdzanie chropowatości powierzchni. Warszawa:
John A., Karwala K., Mrówczyńska B.: Wytężenie kolejowych zestawów kołowych z technologiczną warstwą
wierzchnią i bez obróbki wstępnej dla różnych wartości wcisku. W: INTERKONMOT' 98. Konstrukcja, techn
logia i eksploatacja pojazdów samochodowych u progu XXI wieku. Kraków : Wyd. Pol. Krak
3261:2009: Kolejnictwo. Zestawy kołowe i wózki. Osie. Wymagania dotyczące wyrobu.
Struktura geometryczna powierzchni -- Chropowatość powierzchni -- Określenia podstawowe
Ten artykuł dostępny jest na licencji Creative Commons Uznanie autorstwa 3.0 Polska. Pewne prawa zastrzeżone na rzecz autorów. Treść licencji jest dostępna na stronie http://creativecommons.org/licenses/by/3.0/pl/
ROPOWATOŚĆ (…)
re posiadają zakrzywioną geome-pomiary chropowatości powierzchni wykazały
pod względem otrzyma-nego parametru Ra, który był mniejszy średnio o ok.
0,5 µm. Powodem tego może być nietypowy órego kontakt z takimi
powierzchniami nie jest płynny i równomierny.
podczas badań luneta zapobiegała powsta-waniu drgań osi kolejowej podczas prowadzenia obróbki. W aplikacjach, w których luneta nie jest stosowana, przedstawione wyniki badań nie są miarodajne. W takich przypadkach parametry obróbki należy dobierać nie tylko ze względu na wymaganą chropowatość, ale również z uwagi na intensywność występujących podczas
Dalsze poznanie zjawisk towarzyszących powstaniu powierzchni powinno opierać się na
badaniach wpływu stosowania cieczy chłodząco-a obróbki. W badaniach
by zbadać wpływ rodzaju zastosowanego czyn-smarującego, jak również intensywność
wzmacniającej na wytrzymałość zmęczeniową
167 - 174.
Warszawa: WNT, 1996.
estawów kołowych z technologiczną warstwą
W: INTERKONMOT' 98. Konstrukcja, techno-
Krak., 1998, s. 24-35.
wózki. Osie. Wymagania dotyczące wyrobu.
Określenia podstawowe
Commons Uznanie autorstwa 3.0 Polska.
Treść licencji jest dostępna na stronie http://creativecommons.org/licenses/by/3.0/pl/