your solution partner kanatiso 8501-1 / sspc-vis 1 blasting quality iso 8503 surface profile...
TRANSCRIPT
Protective Paints and Coatings
STORAGE TANKS
YOUR SOLUTION PARTNER KANAT
To provide global services and to meet the demands of the future projects, KANAT has;
a dedicated team of design, production and sales to provide the best service to customers.
extensive R&D facilities for the formulation and testing of coating solutions.
commitment to apply a safe and healthy procedures in all activities to protect employees, customers and environment.
a technical group follow up the industrial organizations such as NACE, AWWA, API, ISO, ASTM to implement new
standards and technologies in compliance with customer specifications and industrial standards.
skilled in developing solutions with qualified project team for its customers by preparing coating specifications and
inspection services by NACE certified inspectors.
technical and logistics services as a whole to customers with the advantages of the special geography at a distance
equal to east and west in the point of intersection of energy lines.
Utilizing its expertise in production of PROTECTIVE COATINGS and GENERAL INDUSTRIAL PAINTS, KANAT will
continue to protect your future and investments.
KANAT is leading manufacturer of protective paint and coating SOLUTIONS based on SUSTAINABLE FUTURE, INNOVATION
and CREATIVITY with a proven experience that dates back to 1986.
KANAT PROTECTIVE TANK COATINGS AND LININGS
1
Certified Products
High Corrosion Resistance
Excellent Chemical Resistance
High Heat Resistance in Liquid Mediums
Good Cure Characteristics at Low Temperatures / High Humidity
High Film Thickness Per Coat
Extended Recoat Time
NACE Certified Inspectors
Optimised LCC
VOC Compliance
Pitting Filling
CERTIFIED PRODUCTS
INTERIOR LININGS FOR STEEL FUEL TANKS
Protective inner linings must be resistant to three phases typically present in fuel tanks;
Water
Fuel
Fuel vapor
A fuel tank lining is characterized by resistance criteria below at elevated temperatures (~50°C);
Fuel resistance
Temperature difference resistance
Impact resistance
Softening
Darkening
Adhesion loss
Blistering
KANAT has conformity reports from third party laboratories for performance tests according to;
Atlas Cell (ASTM D6943:2003) - unleaded gasoline with 15% MTBE
MIL PRF 4556 F - Jet A1 (kerosene)
2
19255 KANEPOX NOVA WG
19570 KANEPOX HYGIENIC
RESISTANCE TO HIGH TEMPERATURES IN LIQUID MEDIUMS
NOVALAC EPOXY TECHNOLOGY
SOLVENT FREE PHENOLIC EPOXY TECHNOLOGY
Crude oil has a wide range of chemical compositions depending on the geographical conditions. Heating up to 90ºC may
be required to increase the fluidity of low gravity crude oil for pumping.
3
Solvent based, novalac epoxy
High volume solid
High chemical resistance
Resistant to fuel and crude oil
High resistance up to 95ºC in water
High resistance up to 90ºC in crude oil
High resistance up to 260°C dry temperature
with or without insulation
Good cure characteristics at low temperatures
and/or high humid environment
19300 KANEPOX NOVA PREMIUM
Solvent free hygienic epoxy lining suitable for potable water pipelines
Potable water compliance is tested by WRc-NSF according to BS 6920 and approved by WRAS
Meets the performance requirements of AWWA-C210
Meets the performance requirements of MIL PRF 4556F
Meets the performance requirements of Atlas Cell Test with 15% MTBE containing unleaded gasoline ( ASTM D6943:2003)
Excellent corrosion resistance
Excellent chemical resistance
Good cure characteristics at low temperatures and/or high humidity environment
Smooth and glossy surface appearance
Benzyl alcohol free
19570 KANEPOX HYGIENIC
KANAT meets the requirements of oil and gas industry with well equipped R&D laboratory. KANAT provides easy application for
the interior protection of storage tanks containing extensive range of petroleum products with solvent free phenolic epoxies.
High film thickness per coat
100% solid
VOC compliant
Good filling properties for pitting on tank bottoms
Excellent chemical and corrosion resistance
KANAT produces high chemical and heat resistant products based on novalac epoxy resin technology.
GOOD CURE CHARACTERISTICS AT LOW TEMPERATURES AND HIGH HUMIDITY
4
19570 KANEPOX HYGIENIC
19255 KANEPOX NOVA WG
19300 KANEPOX NOVA PREMIUM
Cure characteristics of protective coatings are very important because of various atmospheric
conditions during the field painting of a storage tank. Products with good cure characteristics
at low temperatures and/or high humidity prevent;
Curing deficiency
Cracking
Matting
Overcoating problems
KANAT produces coatings for various atmospheric conditions.
19020 KANEPOX NOVA HOLDING PRIMER
Novalac epoxy
High chemical resistance
Extended recoat window
EXTENDED RECOAT WINDOW TIME
LIFE CYCLE COST (LCC*)
5
Holding primers provide extended overcoating time period after blast cleaning. Holding primers allow application of following
coating layer in the paint system without mechanical treatment thus save time and cost.
Actual cost is sum of all the costs paid during the service life of the paint systems. LCC* can
be kept in minimum by properly selected protective coating systems.
Costs caused by unexpected failures;
Downtime of the storage tank systems for maintenance
Possible product leakage and energy loss
Environmental damages
Renewal of parts
*LCC: Life Cycle Cost
Holding primers offer particularly Life Cycle Cost (LCC*) optimization.
KANAT produces novalac epoxy paints designed specifically for fast drying even at low temperatures. The system
has very long overcoating window with excellent adhesion and elasticity. Immersion resistance to fuels, wide range
of acids, solvents and water is excellent.
6
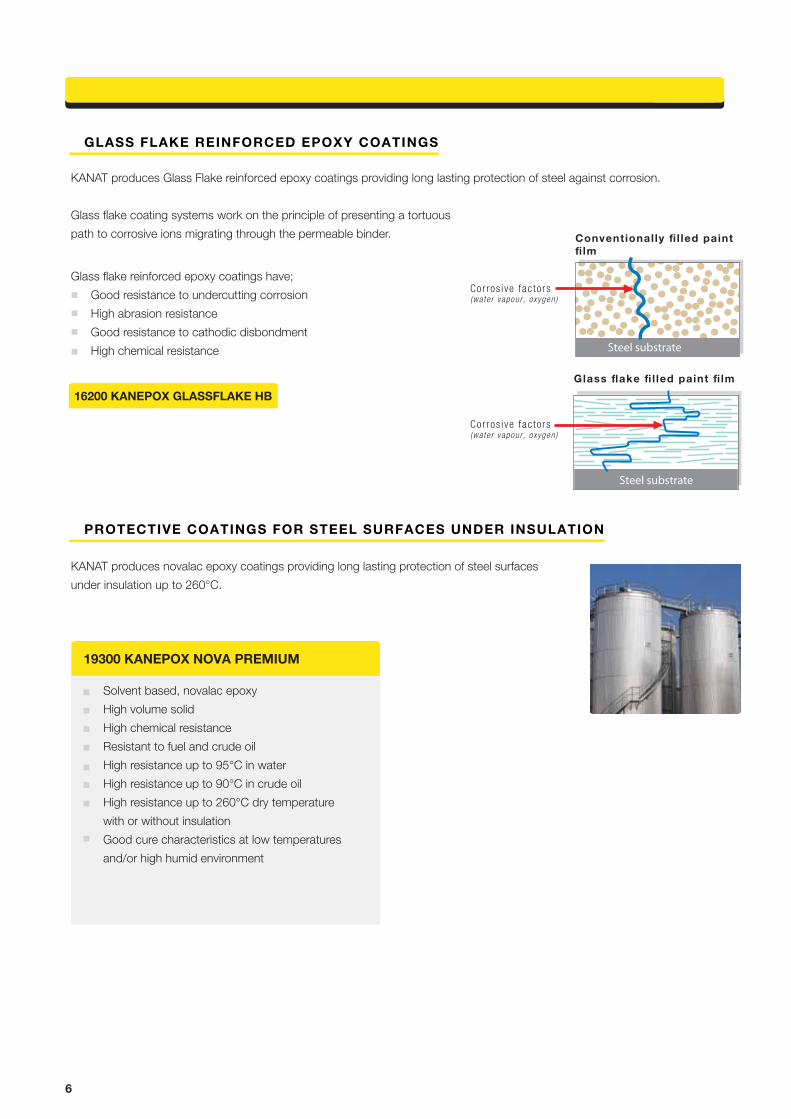
GLASS FLAKE REINFORCED EPOXY COATINGS
PROTECTIVE COATINGS FOR STEEL SURFACES UNDER INSULATION
KANAT produces Glass Flake reinforced epoxy coatings providing long lasting protection of steel against corrosion.
Glass flake coating systems work on the principle of presenting a tortuous
path to corrosive ions migrating through the permeable binder.
Glass flake reinforced epoxy coatings have;
Good resistance to undercutting corrosion
High abrasion resistance
Good resistance to cathodic disbondment
High chemical resistance
KANAT produces novalac epoxy coatings providing long lasting protection of steel surfaces
under insulation up to 260°C.
Steel substrate
Steel substrate
Conventional ly fil led paint film
Cor ros i ve fac to rs(wa te r vapour , oxygen )
Cor ros i ve fac to rs(wa te r vapour , oxygen )
Glass flake fil led paint film
16200 KANEPOX GLASSFLAKE HB
Solvent based, novalac epoxy
High volume solid
High chemical resistance
Resistant to fuel and crude oil
High resistance up to 95°C in water
High resistance up to 90°C in crude oil
High resistance up to 260°C dry temperature
with or without insulation
Good cure characteristics at low temperatures
and/or high humid environment
19300 KANEPOX NOVA PREMIUM
APPLICATION AREAS
The most widely used protective coatings suggested for storage tanks are summarised in the following table:
Storage tank coatings and linings according to application areas
15510
16200
18000
18520
18521
19255
19300
19570
Crude OilProduct codeProduct type HeavyPetrochemicals
Like Fuel Oil
LightPetrochemicalsLike Gasoline
Chemicals PotableWater
WasteWater
SOLVENT FREE HYGIENIC EPOXY LININGS
Coatings and linings must comply with BS 6920 to be acceptable for WRAS.
Suitability of non-metallic products for use in contact with water intended
for human consumption with regards to their effect on the quality of the water
(BS 6920), consists of five separate tests;
Odour and flavour of water
Appearance of water
Growth of microorganisms
The extraction of substances that may be of concern to public health
Extraction of metals
18521 KANEPOX LINING FREE
19570 KANEPOX HYGIENIC
WRAS - Water Regulation Advisory Scheme is aimed to assess the results of the testing of materials to determine their compliance
with water regulations.
7
Surface tolerant epoxy
Glass flake epoxy
Coal tar epoxy
Solvent free epoxy
Solvent free epoxy
Novalac (phenolic) epoxy
Novalac (phenolic) epoxy
Solvent free phenolic epoxy
COST OF PAINT SYSTEM
PAINT APPLICATION FIELD TESTS
paint cost 20-40%
surface preparation cost 30-60%
application cost 10-25%
general expenses 5-10%
Main elements of the total cost in a typical painting job are;
Indirect or job related cost items should also be considered when estimating the painting cost. For this reason, cost comparison
should be estimated by unit cost based on annual basis. Paint cost should be evaluated on formula.Total Costm² x Years
8
Product cost is an important element for selecting paint system. It is not only enough to
consider unit price or spreading rate, but also these do not show the total cost. The real total
cost is the sum of the costs paid during whole life cycle of paint system.
Paint failures are generally originated from application. As a solution, independent organizations
such as NACE, SSPC, FROSIO developed training programs for paint applicators and inspectors
and determined the necessary field tests.
Most of the methods and instruments employed in field tests are regulated by international
standards.
KANAT provides technical services by NACE certified inspectors during field applications;
to plan the whole work at the beginning
to assure the quality of the paint application
to measure the parameters and recording the results periodically
SURFACE PREPARATION
SURFACE PREPARATION, CONTROLS AND TESTS
Climatic Conditions Environmental Temperature, Surface
Temperature,Relative Humidity, Dew Point
ISO 8501-1 / SSPC-VIS 1 Blasting Quality
ISO 8503 Surface Profile Control
ISO 8502-3 Dust Control
SSPC-SP 12 Water Jet Cleaning
ISO 8502-6 Soluble Salt Test - BresleTest
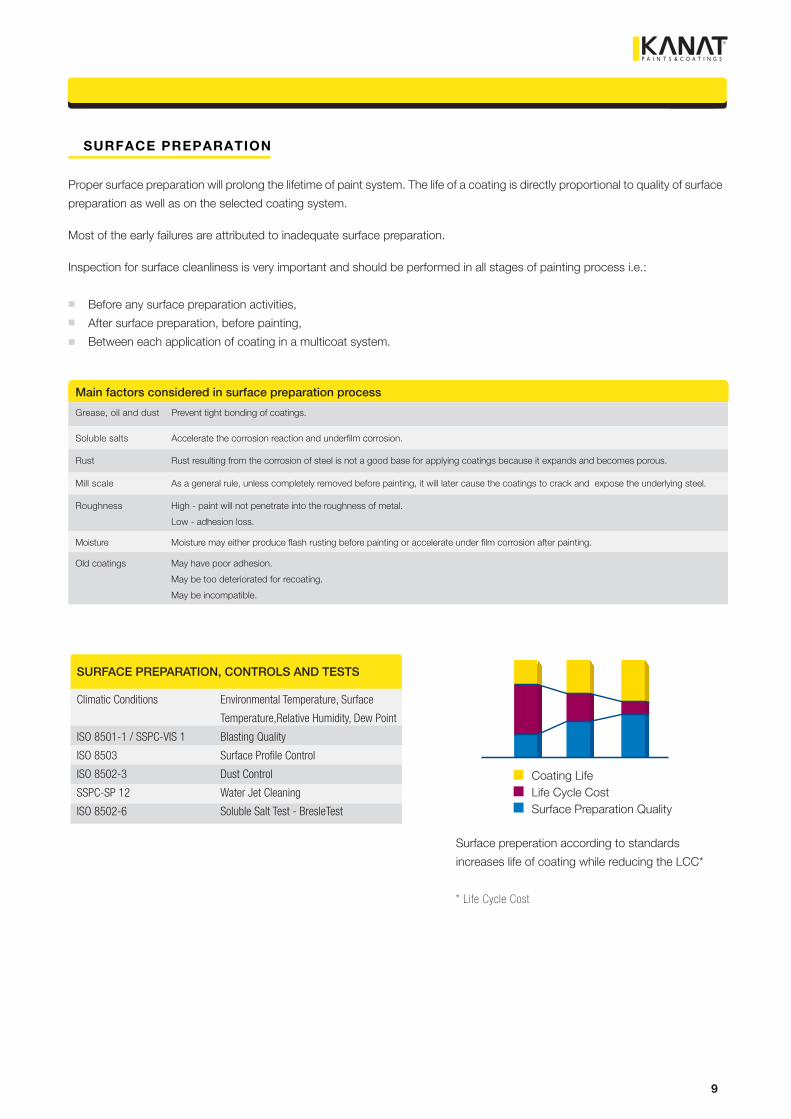
Coating LifeLife Cycle CostSurface Preparation Quality
9
Proper surface preparation will prolong the lifetime of paint system. The life of a coating is directly proportional to quality of surface
preparation as well as on the selected coating system.
Most of the early failures are attributed to inadequate surface preparation.
Inspection for surface cleanliness is very important and should be performed in all stages of painting process i.e.:
Before any surface preparation activities,
After surface preparation, before painting,
Between each application of coating in a multicoat system.
Surface preperation according to standards
increases life of coating while reducing the LCC*
* Life Cycle Cost
Main factors considered in surface preparation process
Grease, oil and dust Prevent tight bonding of coatings.
Soluble salts Accelerate the corrosion reaction and underfilm corrosion.
Rust Rust resulting from the corrosion of steel is not a good base for applying coatings because it expands and becomes porous.
Mill scale As a general rule, unless completely removed before painting, it will later cause the coatings to crack and expose the underlying steel.
Moisture Moisture may either produce flash rusting before painting or accelerate under film corrosion after painting.
Old coatings May have poor adhesion.
May be too deteriorated for recoating.
May be incompatible.
Roughness High - paint will not penetrate into the roughness of metal.
Low - adhesion loss.
EXTERIOR PROTECTION OF STORAGE TANKS
ISO 12944
Selection of proper paint system is essential for effective corrosion protection of steel structures. It is necessary for owners, inspectors
and manufacturers of coating materials to have information about corrosion protection. ISO 12944 gives adequate information to
select appropriate protective paint systems. ISO 12944 is used as a global reliable guide for the selection of different types of
protective paint systems. There are eight different sections covering issues such as the measurement of the corrosivity of various
environments, surface preparation and laboratory testing procedures.The expected durability is a period during which protective
paint system protects its quality until the maintenance painting.
ISO 12944-5 indicates three ranges of durability as low, medium and high:
Low (L) : 2-5 years
Medium (M) : 5-15 years
High (H) : more than 15 years
KANAT has third party approvals for the performance of different paint systems based on ISO 12944.
10
ASTM B117:2007 - salt spray test
ASTM D4558:2007 - condensation test
ISO 12944 Corrosivity Categories
Exterior InteriorCorrosivityCategory
Atmospheres with low level of pollution. Mostly rural areas
Unheated buildings where condensation may occur, e.g. depots, sports halls
Production rooms with high humidity and some air pollution, e.g. food - processing plants, laundries, breweries, dairies
Chemical plants, swimming pools, coastal ship and boatyards
Buildings or areas with almost permanentcondensation and with high pollution
Buildings or areas with almost permanentcondensation and with high pollution
Urban and industrial atmospheres, moderate sulphur dioxide pollution.Coastal areas with low salinity
Industrial areas and coastal areas with moderate salinity
Industrial areas with high humidity and aggressive atmosphere
Coastal and offshore areaswith high salinity
Soil (buried tanks, steel piles, steel pipes)
C2low
C3medium
C4high
C5-Ivery high (industrial)
C5-Mvery high (marine)
Im 1
Im 2
Im 3
Fresh water (river installations, hydro-electric power pl.)
Sea or brackish water (harbour areas with structures like sluice gater,locks, jetties; offshore structures)
37090 KANPOLY ACR HB
Aliphatic acrylic polyurethane
Excellent mechanical resistance
High yellowing resistance and gloss
retention
Good chemical resistance
High volume solids
37370 KANPOLY ACR ENAMEL
Aliphatic acrylic polyurethane
UV resistance is certified by third party
laboratories according to
ASTM D4758:2001
Excellent mechanical resistance
High yellowing resistance and gloss
retention
Good chemical resistance
UV RESISTANT POLYURETHANE TOPCOATS
Color and gloss retention are primary requirements for the topcoats used on the outer surface of storage tanks.
11
KANAT produces Aliphatic Acrylic Polyurethane topcoats for storage tanks in atmospheric conditions resistant to
UV radiation with excellent color retention.
Sample system:
Zinc Rich Epoxy Primer 75 µm
Coal Tar Epoxy 300 µm
TANK BOTTOM APPLICATIONS
Tank bottoms should be protected from corrosion of soil chemicals. The paint system conforming to Im-3 corrosion category
should be applied to base steel plates of tanks either new production or maintenance facilities.
12
Protective coating systems manufactured by KANAT are certified by third party laboratories according to ASTM B117:2007

SOME OF OUR INTERNATIONAL CERTIFICATES
July 2012
Electrochemical Impedance Spectroscopy Report
18521 Kanepox Lining Free Coating applied at 12 mil s Dry Film Thickness
Subject: Electrochemical Impedance Spectroscopy
Client: Kanat Paints & Coatings Inc. Client Reference: 09-0744
Distribution: Mustafa Cankat
Report Date: May 26, 2009
Document Number: 09-0744-ND-3298
Author: Nicole de Varennes
Signature: _________________________ Report Review: Hennie F Prinsloo, P. Eng.
APEGGA Permit to Practice P5158
Signature: __________________________

Kanat Boyacılık Tic. ve San. A.Ș.
Kemalpașa O.S.B. Mah.
Kemalpașa / İZMİR / TURKEY
İzmir Ankara Yolu No: 321
Phone : +90 232 878 95 00
Fax : +90 232 878 95 95
www.kanatpaints.com