zavarivanje i termicka obrada
TRANSCRIPT

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 1
PREDGOVOR Obzirom da je zavarivanje jedna od tehnologija u oblikovanju metalnih
konstrukcija svih vrsta počev od mostogradnje, industrijskih hala, brodogradnje, mašinogradnje, visokih peći i drugih metalurških postrojenja, procesna industrije pa do atomskih centrala, reaktivnih motora, svemirskih letilica itd. ovim udžbenikom su se željele dati osnovne upute u zavarivanju i pojavama koje prate ovu tehnologiju. Širina primjene i značaj radova koji se zavarivanjem ostvaruju su razlozi zbog kojih se osjećala veoma jaka potreba za ovakvom knjigom, koja će dati osnove pojmova pri zavarivanju i njegovim posljedicama u slučaju primjene raznovrsnih čelika koji su u upotrebi - od konstrukcionih niskougljičnih pa preko niskolegiranih do visokolegiranih : nehrđajućih, vatrootpornih i drugih čelika. S druge strane veoma velika primjena je i konstrukcija obojenih metala i njihovih legura, pa je i tu trebalo dati osnovne smjernice i karakteristike ovih materijala. U knjizi ZAVARIVANJE I TERMIČKA OBRADA prikazane su termičke karakteris - tike procesa zavarivanja, karakteristike gasnog i elektro postupaka zavarivanja te pojave koje prate zavarivanje kao deformacije i sl. i otklanjanje istih. Značajno je napomenuti da je ovdje dato posebno mjesto termičkoj obradi, a posebno onoj koja prati tehnologiju zavarivanja. Prikazan je i uvod u nove tehnologije (automatizira - nog i robotiziranog) karaktera. Na kraju je data jedna od mogućih organizacija zava- rivačke proizvodnje. Knjiga je rađena uglavnom prema nastavnom planu i programu FAKULTETA ELEKTROTEHNIKE I MAŠINSTVA, odsjeka ENERGETSKO MAŠINSTVO na trećoj godini studija UNIVERZITETA U TUZLI.
Dakle knjiga je namijenjena studentima, inženjerima u proizvodnji u različitim granama privrede, tehničarima i svim onim koji se bave zavarivanjem. Knjiga obuhvata i dio standarda kroz koji se provlači tehnologija zavarivanja. Korišteni su dijelovi postojećeg standarda koji nadomješta BAS, zatim su korišteni DIN i EN.
Naša privreda je na takvom nivou da joj ova knjiga treba, i ona je tu, da dade skroman doprinos u revitalizaciji industrije, postojećoj proizvodnji kao i korištenju novih tehnologija .
Na kraju autor se želi zahvaliti racenzentima, te posebice tehničkom uredništvu Mr. Kemalu Mujkiću, dipl. inž. maš., asistentu Jasminu Smajiću , dipl. inž. el., studentima Eldinu Huremoviću i Admiru Avdiću, koji su uložili dosta truda na koncipiranju teksta, crteža itd. Autor je zahvalan kolegama profesorima i asistentima: Muhamedu Mehmedoviću, Emiru Šariću, Sandiri Alagić i Izetu Aliću, te privrednicima i TPK-u koji su na bilo koji način pomogli da ova knjiga bude dostupna javnosti.
Posebno je zahvalan svojoj porodici na strpljenju pri radu na ovoj knjizi . Takođe je zahvalan svima onima koji na korektan način budu dali primjed
- be na uočene greške .
DŽAFER KUDUMOVIĆ

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 2
Ovu knjigu posvećujem svojim rahmetli roditeljima
Džafer Kudumović
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 3
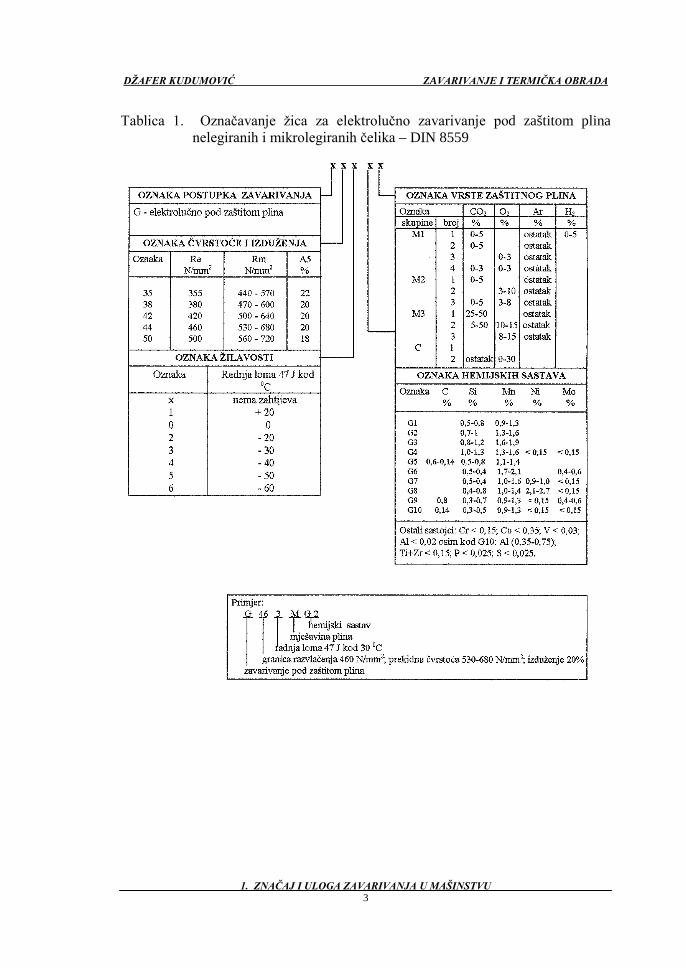
Tablica 1. Označavanje žica za elektrolučno zavarivanje pod zaštitom plina nelegiranih i mikrolegiranih čelika – DIN 8559

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 4
Tablica 2. Označavanje žice za TIG zavarivanje nelegiranih i
mikrolegiranih čelika – DIN 8559

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 5
Tablica 3. Označavanje punjenih žica za elektrolučno zavarivanje pod
zaštitom i bez zaštite plina - DIN 8559 (priprema za EN)

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 6

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 7
Tablica 4. Dodatni materijali za elektrolučno zavarivanje čelika otpornih
na povišenim temperaturama – DIN 8575

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 8
Tablica 5. Označavanje dodatnih materijala za zavarivanje nehrđajućih i
vatrootpornih čelika – DIN 8556

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 9

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 10
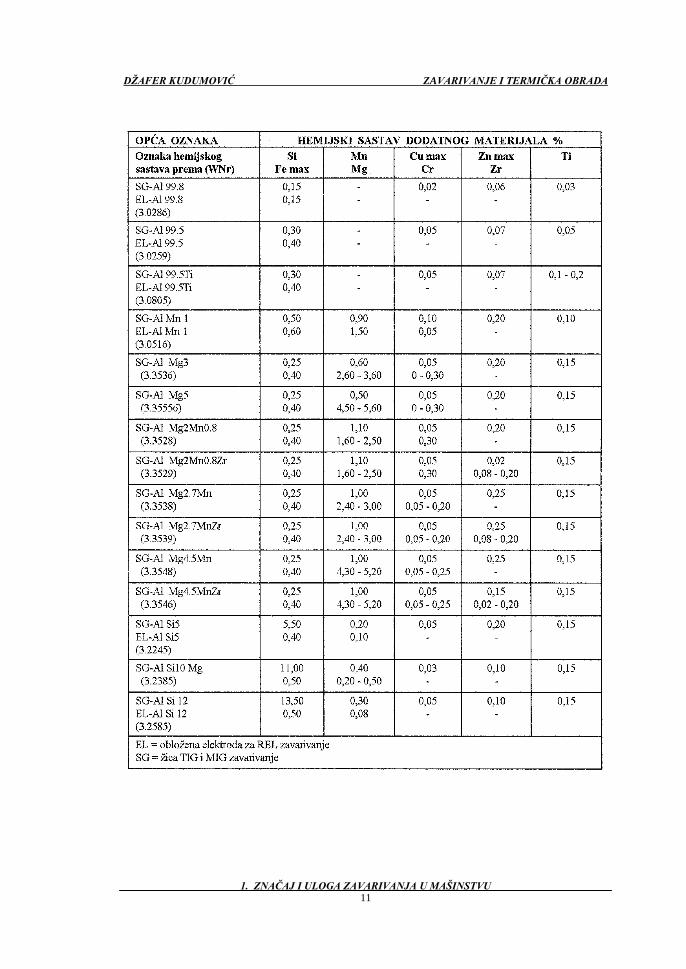
Tablica 6. Označavanje dodatnih materijala za zavarivanje aluminijuma i
aluminijskih legura – DIN 1732
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 11

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 12
Tablica 7. Označavanje dodatnih materijala za zavarivanje bakra i

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 13
bakarnih legura – 1733

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 14
Tablica 8. Pregled najčešće primjenjivanih nehrđajućih, hemijski
otpornih i vatrootpornih čelika uz preporuku žica za zavarivanje

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 15
Tablica 9. Pregled sitnozrnatih čelika uz preporuke žica za MAG
zavarivanje
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 16
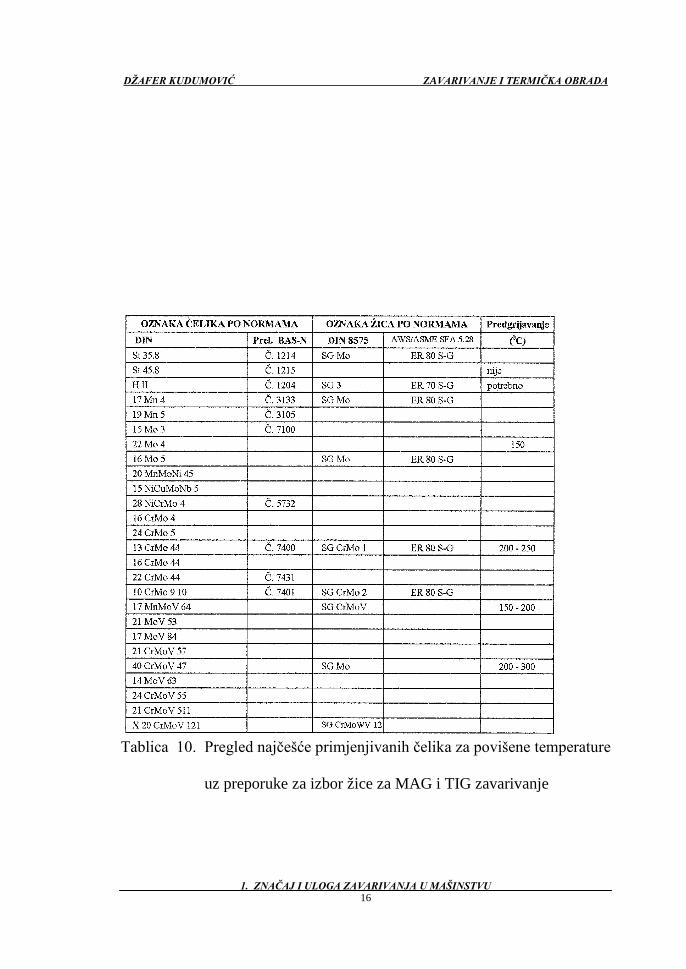
Tablica 10. Pregled najčešće primjenjivanih čelika za povišene temperature
uz preporuke za izbor žice za MAG i TIG zavarivanje

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 17
Tablica 11. Pregled općih konstrukcijskih čelika I, uz preporuku, za izbor
žice za MAG i TIG zavarivanje

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 18
Tablica 12. Pregled Al i Al-legura uz preporuku žica za MIG zavarivanje

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 19
Tablica 13. Uvjeti MIG zavarivanja Al i Al-legura
Tablica 14. Orijentacijski podaci za ručno TIG zavarivanje aluminija
izmjeničnom strujom

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 20
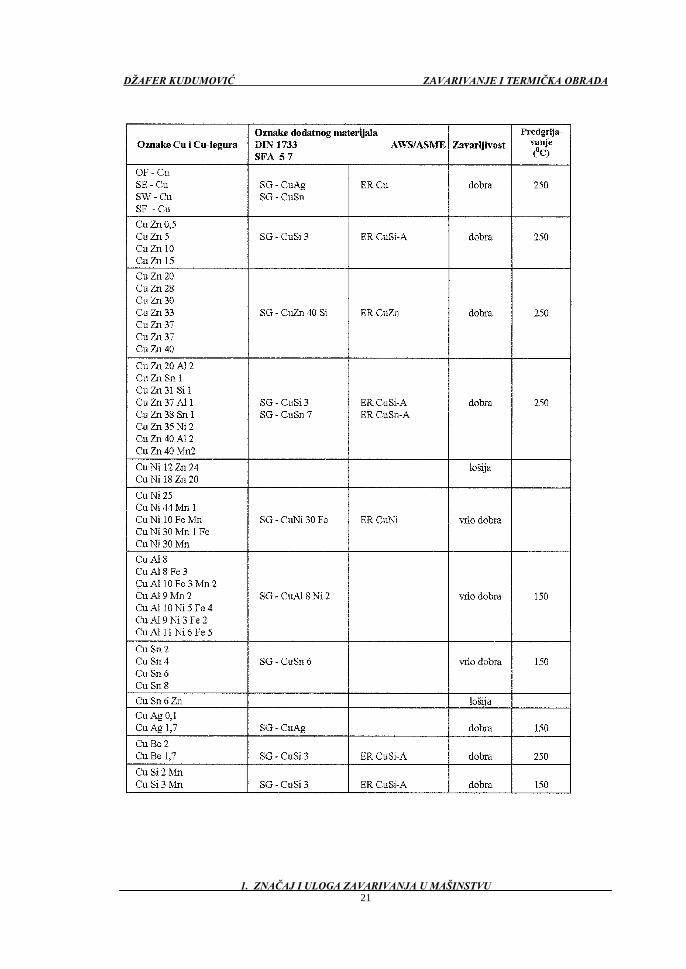
Tablica 15. Pregled Cu i Cu-legura uz preporuku žica za MIG i TIG
zavarivanje
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 21

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 22
Tablica 16. Orijentacijski parametri za MIG zavarivanje bakra
Tablica 17. Orjentacijski podaci za TIG zavarivanje bakra i legura

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 23

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 24
Tablica 18. Označavanje dodatnih materijala za navarivanje – DIN 8555
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 25
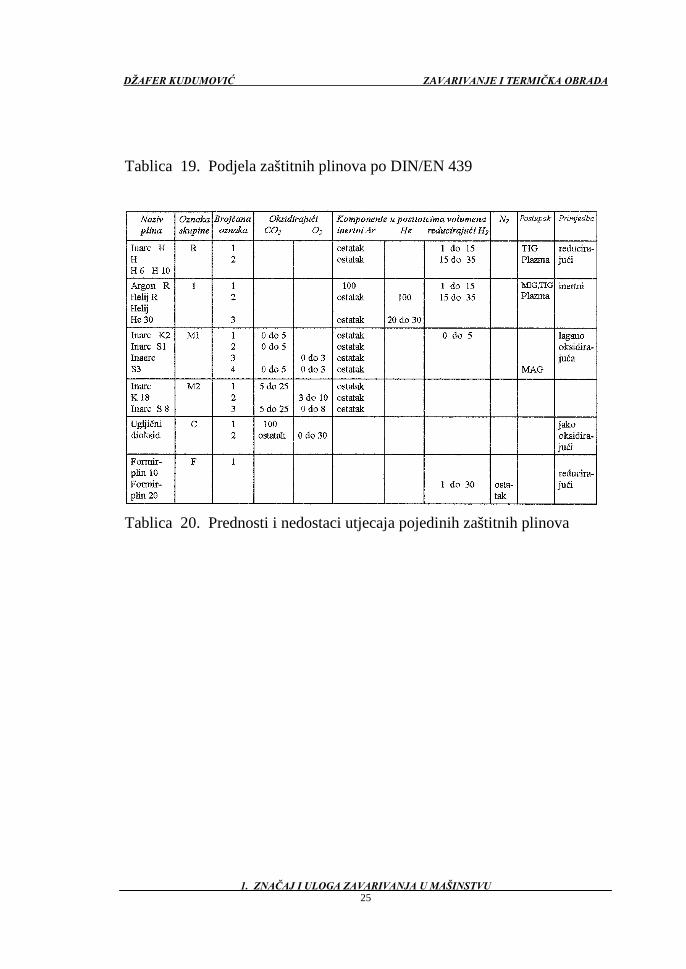
Tablica 19. Podjela zaštitnih plinova po DIN/EN 439
Tablica 20. Prednosti i nedostaci utjecaja pojedinih zaštitnih plinova

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 26
Tablica 21. Dimenzije kolutova i masa namotane žice (DIN 8559)
Tablica 22. Kriteriji ocjene pogreške plinskih uključaka i šupljina u zavara
(EN 25817/92)

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 27

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 28
Tablica 23. Kriteriji ocjene pogreške čvrstih uključaka u metalu zavara
(EN 25817/92)

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 29
Recenzenti :
Dr Azra Imamović, vanredni profesor Dr Džemo Tufekčić, vanredni profesor
Štampa : DJL OFF-SET Tuzla Za štampariju : Sadika Murić, direktor Tehnička obrada :
Kemal Mujkić, diplomirani inženjer mašinstva Avdić Admir, student Huremović Eldin, student
Sadržaj 1. Značaj i uloga zavarivanja u mašinstvu -------------------------------------------- 1
2. Osnovni pojmovi iz fizike metala i klasifikacija postupaka
zavarivanja ---------------------------------------------------------------------------------------------------------------------- 4
2.1. Fizika elektrolučnog zavarivanja ------------------------------------------------ 6 2.2. Klasifikacija postupaka zavarivanja ------------------------------------------ 16
3. Toplinski procesi pri zavarivanju -------------------------------------------------- 18
3.1. Toplinski osnovi ------------------------------------------------------------------ 18 3.2. Izvori topline pri zavarivanju -------------------------------------------------- 20 3.2.1. Trenutni nepokretni izvori topline ------------------------------------ 20 3.2.2. Pokretni izvori topline neprekidnog dejstva ------------------------ 23 3.2.3. Snažni brzopokretni izvori topline ----------------------------------- 27 3.3. Period toplinskog zasićivanja i izjednačavanja temperature pri zagrijavanju tijela pokretnim izvorima topline ----------------------------- 29 3.4. Utjecaj ivice tijela na prostiranje topline ------------------------------------ 31 3.5. Zagrijavanje i taljenje metala pri zavarivanju ------------------------------ 35 3.5.1. Termički ciklus pri jednoprolazanom zavarivanju ---------------- 38 3.5.2. Termički ciklus pri višeslojnom zavarivanju ----------------------- 42 3.6. Zagrijavanje metala gasnim plamenom -------------------------------------- 47
4. Metalurgija zavarivanja -------------------------------------------------------------- 53
4.1. Struktura zavarenih spojeva ---------------------------------------------------- 53 4.2. Apsorpcija gasova u šavovima ------------------------------------------------ 60 4.2.1. Apsorpcija oksigena u šavovima ------------------------------------- 61 4.2.2. Apsorpcija azota u šavovima ------------------------------------------ 62

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 30
4.2.3. Apsorpcija vodika u šavovima ---------------------------------------- 64 4.3. Prsline u zavarenim spojevima ------------------------------------------------ 66 4.3.1. Hladne prsline pri zavarivanju ---------------------------------------- 70 4.3.2. Postupci za sprečavanje obrazovanja prslina ----------------------- 71 4.4. Određivanje temperature predgrijavanja prema metodi BWRA -------- 72 4.5. Kristalizacija i procesi u zoni utjecaja topline ------------------------------ 75 4.5.1. Struktura materijala šava ----------------------------------------------- 75 4.5.2. Transformacije u osnovnom materijalu ----------------------------- 77 4.5.3. Fizikalno - hemijske promjene ---------------------------------------- 79 4.5.4. Praktične posljedice ----------------------------------------------------- 80
5. Zavarivački materijali ----------------------------------------------------------------- 82
5.1. Željezo ------------------------------------------------------------------------------ 85 5.1.1. Čelik ------------------------------------------------------------------------ 87 5.1.1.1. Ugljični čelici ------------------------------------------------- 90 5.1.1.2. Utjecaj ugljika na osobine čelika -------------------------- 91 5.1.1.3. Čelik različitih postupaka proizvodnje ------------------- 94 5.1.1.4. Ugljični čelik opće namjene -------------------------------- 95 5.1.1.5. Deformaciono ojačan čelik --------------------------------- 96 5.1.1.6. Legirani čelici ------------------------------------------------- 97 5.1.2. Podjela čelika ------------------------------------------------------------ 103 5.1.3. Označavanje čelika ----------------------------------------------------- 108 5.1.3.1. Čelici sa negarantiranim sastavom ---------------------- 109 5.1.3.2. Čelici sa garantiranim sastavom ------------------------- 109 5.2. Nikal i njegove legure ---------------------------------------------------------- 111 5.2.1. Zavarljivost nikla i njegovih legura --------------------------------- 113 5.2.2. Određene specifičnosti tehnologije zavarivanja nikla i njegovih legura ------------------------------------------------------- 115 5.3. Aluminij i njegove legure ------------------------------------------------------ 116 5.3.1. Zavarljivost aluminija i njegovih legura --------------------------- 119 5.3.2. Struktura i osobine zavarenog spoja -------------------------------- 122 5.3.3. Određene specifičnosti tehnologije zavarivanja aluminija i njegovih legura ------------------------------------------ 124 5.4. Zavarivanje magnezija i njegovih legura ----------------------------------- 127 5.4.1. Osobine magnezija i njegovih legura ------------------------------- 127 5.4.2. Zavarljivost magnezija i njegovih legura -------------------------- 129 5.4.3. Specifičnosti tehnologije zavarivanja magnezija i njegovih legura ------------------------------------------------------- 131 5.5. Zavarivanje bakra i njegovih legura ----------------------------------------- 131 5.5.1. Osnovna znanja o osobinama bakra i njegovim legurama ------ 131 5.5.2. Zavarljivost bakra i njegovih legura -------------------------------- 134 5.5.3. Specifičnosti tehnologije zavarivanja bakra i njegovih legura ------------------------------------------------------- 136 5.6. Primjer zavarivanja cijevi od bakarnih legura ----------------------------- 138

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 31
6. Dodatni materijali --------------------------------------------------------------------- 140
6.1. Elektrode i žice za zavarivanje ----------------------------------------------- 140 6.1.1. Obložene elektrode ----------------------------------------------------- 140 6.1.2. Podjela obloženih elektroda ------------------------------------------ 142 6.1.3. Označavanje obloženih elektroda ----------------------------------- 143 6.1.4. Karakteristike pojedinih vrsta obloge ------------------------------- 146 6.1.5. Osnovna pravila u izboru elektroda --------------------------------- 148 6.1.6. Osnovna pravila u rukovanju elektrodama ------------------------ 150 6.2. Žice za MIG/MAG zavarivanje ---------------------------------------------- 151 6.3. Netopiva elektroda -------------------------------------------------------------- 151 6.4. Zaštitni plinovi pri zavarivanju ----------------------------------------------- 152 6.4.1. Plinovi i žica za plinsko zavarivanje -------------------------------- 155 6.4.2. Uloga plinova pri zavarivanju ---------------------------------------- 156 6.4.3. Tehnološki činitelji pri automatiziranom i robotiziranom zavarivanju ------------------------------------------- 160 6.5. Karakteristike i zavarivanje pod zaštitom praška EPP) ------------------ 164 6.5.1. Prašak za zavarivanje u zaštiti praška (EPP) ---------------------- 164 6.5.2. Karakteristike primjene i razvoja MIG/MAG impulsnog zavarivanja ------------------------------------------------ 165 6.6. Podloge pri zavarivanju prvog sloja ----------------------------------------- 166 6.6.1. Metalne podloge -------------------------------------------------------- 170 6.6.2. Keramičke podloge ----------------------------------------------------- 171 6.6.3. Podloge iz stakla -------------------------------------------------------- 171 6.6.4. Načini pričvršćivanja podloga --------------------------------------- 172 6.7. Žičane elektrode za zavarivanje niskougljičnih, mikrolegiranih
i niskolegiranih čelika ---------------------------------------------------------------------------------------------- 174
7. Postupci zavarivanja ------------------------------------------------------------------ 182
7.1. Ručno elektrolučno zavarivanje ---------------------------------------------- 182 7.1.1. Definicije pojmova i nazivi ------------------------------------------- 182 7.1.2. Ručno zavarivanje obloženom elektrodom ------------------------ 185 7.1.3. Režimi ručnog zavarivanja ------------------------------------------- 186 7.1.4. Zavarivanje položenom elektrodom -------------------------------- 199 7.1.5. Gravitaciono zavarivanje ---------------------------------------------- 200 7.1.6. Zavarivanje pod vodom ----------------------------------------------- 201 7.2. Zavarivanje u zaštiti praška --------------------------------------------------- 202 7.2.1. Automatsko zavarivanje pod praškom------------------------------ 204 7.2.2. Režimi automatskog i poluautomatskog zavarivanja pod praškom ------------------------------------------------------------- 206 7.2.3. Proračun režima zavarivanja prema zadanim dimenzijama šava ------------------------------------------------------- 211 7.2.4. Utjecaj promjena mrežnog napona na oblik i dimenzije šava pri automatskom i poluautomatskom zavarivanju pod praškom --------------------------------------------- 219

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 32
7.2.5. Zavarivanje sučeljenih spojeva -------------------------------------- 221 7.2.6. Zavarivanje preklopnih i T-spojeva --------------------------------- 223 7.2.7. Zavarivanje kružnih šavova ------------------------------------------ 225 7.2.8. Montaža spojeva prije zavarivanja ---------------------------------- 228 7.2.9. Poluautomatsko zavarivanje pod praškom ------------------------- 228 7.3. Teorijske osnove elektrolučnog zavarivanja taljivom žičanom elektrodom u zaštiti plina ------------------------------------------------------ 229 7.3.1. Podjela postupka -------------------------------------------------------- 230 7.3.2. Električni luk u zaštiti plina i polaritet žičane elektrode -------- 231 7.3.3. Elektrolučno zavarivanje taljivom žičanom elektrodom u zaštiti inertnog plina (varijanta MIG) ---------------------------- 232 7.3.4. Elektrolučno zavarivanje taljivom žičanom elektrodom
u zaštiti aktivnog plina (varijanta MAG) --------------------------------------------------------------- 233
7.3.5. Prenos dodatnog metala kroz električni luk ----------------------- 234 7.3.6. Utjecaj jačine struje ---------------------------------------------------- 235 7.3.7. Kratkospojeni prenos -------------------------------------------------- 236 7.3.7.1. Krupnokapljičasti prenos ---------------------------------- 237 7.3.7.2. Prenos u mlazu ----------------------------------------------- 238 7.3.7.3. Pulsirajući prenos ------------------------------------------- 240 7.3.7.4. Oblasti prenosa dodatnog metala pri zavarivanju varijantom MAG --------------------------------------------- 241 7.3.8. Specijalne varijante GMAW (MSG) postupka zavarivanja --------------------------------------------------------------- 242 7.3.9. Zaštitni plinovi ---------------------------------------------------------- 242 7.3.9.1. Argon ----------------------------------------------------------- 243 7.3.9.2. Ugljičnidioksid ----------------------------------------------- 245 7.3.9.3. Skladištenje i distribucija ugljičnogdioksida ----------- 245 7.3.9.4. Plinske smješe ------------------------------------------------ 247 7.3.10. Uređaji i pribor -------------------------------------------------------- 251 7.3.10.1. Sastavni dijelovi i opis ------------------------------------ 251 7.3.10.2. Izvor struje zavarivanja ----------------------------------- 253 7.3.10.3. Pištolj za zavarivanje sa crijevima i kablovima ---------------------------------------------------- 254 7.3.10.4. Uređaj za dovođenje žičane elektrode ----------------- 256 7.3.10.5. Komandni ormar ------------------------------------------- 257 7.3.10.6. Pomoćna oprema------------------------------------------- 258 7.3.11. Priprema osnovnog metala za zavarivanje ----------------------- 258 7.3.12. Tehnologija izvođenja operacije zavarivanja -------------------- 264 7.3.12.1. Podešavanje promijenjivih veličina -------------------- 264 7.3.12.2. Uspostavljanje i prekidanje električnog luka --------- 264 7.3.12.3. Pripajanje sastavnih dijelova radnog komada ------- 265 7.3.12.4. Plan zavarivanja ------------------------------------------- 266 7.3.13. Greške pri zavarivanju varijantama MIG/MAG ---------------- 266 7.4. Zavarivanje netaljivom (volframovom) elektrodom u zaštiti

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 33
argona (TIG) ---------------------------------------------------------------------- 268 7.5. Plinsko zavarivanje ------------------------------------------------------------- 271 7.5.1. Zavarivački plamen ---------------------------------------------------- 272 7.5.2. Tehnologija plinskog zavarivanja ----------------------------------- 273 7.5.3. Razvijači acetilena ------------------------------------------------------ 275 7.5.3.1. Oprema razvijača acetilena ------------------------------- 277 7.5.3.2. Centrale za acetilen ----------------------------------------- 280
8. Specijalni postupci zavarivanja ---------------------------------------------------- 281
8.1. Elektrootporno zavarivanje (EO) --------------------------------------------- 281 8.1.1. Uređaji za zavarivanje električnim otporom ---------------------- 282 8.1.2. Sučeljeno zavarivanje električnim otporom ----------------------- 285 8.1.2.1. Sučeljeno zavarivanje zbijanjem -------------------------- 285 8.1.2.2. Elektrootporno tačkasto zavarivanje -------------------- 287 8.1.2.3. Bradavičasto elektrootporno zavarivanje--------------- 289 8.1.2.4. Elektrootporno šavno zavarivanje ----------------------- 289 8.1.2.5. Visokofrekventno zavarivanje ----------------------------- 290 8.1.2.6. Elektrootporno zavarivanje iskrenjem (varničenjem) ------------------------------------------------- 290 8.1.2.7. Preklopno zavarivanje električnim otporom -----------297 8.2. Zavarivanje pod troskom ------------------------------------------------------ 301 8.3. Aluminotermijsko zavarivanje ------------------------------------------------ 302 8.4. Lijevačko zavarivanje ---------------------------------------------------------- 303 8.5. Zavarivanje elektronskim snopom ------------------------------------------- 303 8.6. Zavarivanje plazmom ----------------------------------------------------------- 305 8.7. Zavarivanje laserom ------------------------------------------------------------ 305 8.8. Kovačko zavarivanje ----------------------------------------------------------- 309 8.9. Zavarivanje trenjem ------------------------------------------------------------- 309 8.10. Zavarivanje ultrazvukom ------------------------------------------------------ 309 8.11. Difuzijsko zavarivanje---------------------------------------------------------- 311 8.12. Zavarivanje eksplozijom ------------------------------------------------------- 311 8.13. Hladno zavarivanje -------------------------------------------------------------- 313
9. Toplinsko rezanje ---------------------------------------------------------------------- 314
9.1. Plinsko rezanje ------------------------------------------------------------------- 314 9.2. Rezanje šupljom obloženom elektrodom i kisikom (oxy - arc) -------- 316 9.3. Rezanje ugljenom elektrodom i stlačenim zrakom (arc - air) ----------- 317 9.4. Rezanje plazmom---------------------------------------------------------------- 317
10. Primjena robota u tehnologiji zavarivanja ------------------------------------- 320
10.1. Razvitak ostalih područja ------------------------------------------------------ 321 10.2. Strukture vođenja robota i fleksibilnih sistema ---------------------------- 323 10.3. Kompjutersko vođenje robota i fleksibilnih proizvodnih sistema ----- 329 10.4. Ekonomska opravdanost primjene robota za zavarivanje --------------- 330

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 34
11. Zavarljivost metala -------------------------------------------------------------------- 333
11.1. Zavarljivost ugljičnih konstrukcionih čelika ------------------------------- 335 11.1.1. Zavarljivost niskougljičnih konstrukcionih čelika -------------- 335 11.1.2. Zavarljivost srednje i visokougljičnih konstrukcijskih čelika -------------------------------------------------------------------- 336 11.2. Zavarljivost niskolegiranih konstrukcijskih čelika ----------------------- 336 11.3. Zavarljivost zakaljivih čelika ------------------------------------------------- 338 11.4. Zavarljivost nehrđajućih čelika ----------------------------------------------- 342 11.4.1. Zavarljivost martenzitnih hromovih čelika ---------------------- 344 11.4.2. Zavarljivost feritnih hromovih čelika ----------------------------- 345 11.4.3. Zavarljivost austenitnih hrom - niklovih čelika ----------------- 346 11.4.4. Tehnologija zavarivanja austenitnih hrom-niklovih čelika --- 349 11.5. Zavarljivost lijevanog gvožđa ------------------------------------------------ 350 11.6. Zavarljivost bakra i njegovih legura ----------------------------------------- 352 11.6.1. Zavarivanje bakra ----------------------------------------------------- 353 11.6.2. Zavarivanje mesinga-------------------------------------------------- 354 11.6.3. Zavarivanje bronze --------------------------------------------------- 355 11.7. Zavarljivost aluminija i njegovih legura ------------------------------------ 355 11.8. Zavarivanje pri niskim temperaturama -------------------------------------- 358 11.9. Navarivanje tvrdih legura ------------------------------------------------------ 359
142. Toplinska obrada zavarenih spojeva ------------------------------------------- 362
12.1. Predgrijavanje pri zavarivanju ------------------------------------------------ 362 1412.2. Odžarivanje -------------------------------------------------------------------- 366 1412.3. Poboljšanje -------------------------------------------------------------------- 368 1412.4. Normalizacija zavarenih spojeva ------------------------------------------ 369 1412.5. Oprema za toplinsku obradu ----------------------------------------------- 370 1412.6. Karakteristike toplinskih obrada materijala ----------------------------- 371 1412.6.1. Postupci žarenja ---------------------------------------------------- 371 12.6.2. Stabilizacionao žarenje ------------------------------------------------------------- 372 1412.6.3. MEHKO ŽARENJEehko žarenje ------------------------------- 378 1412.6.4. NORMALIZACIJAormalizacija-------------------------------- 378 12.6.5. OSTALI PROCESI ŽARENJAstali procesi žarenja ------------------------- 381 1412.6.6. Temperature i proces termičke obrade za pojedine materijale383EMPERATURE I PROCES TERMIČKE OBRADE ZA POJED 12.6.7. Plinski plamenici za toplinsku obradu zavarenih spojeva ------------------- 385 1412.6.8. Postupci zagrijavanja kod žarenja -------------------------------------------- 386 1412.7. KALJENJEaljenje ------------------------------------------------------------ 386 1412.7.1. Kaljenje sa kontinualnim hlađenjem (obično kaljenje) ------------------- 387

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 35
1412.7.1.1. Kaljenje u dvije sredine ------------------------------- 387 1412.7.1.2. Stepenasto kaljenje ------------------------------------------------------------ 388 1412.7.2. Izotermno kaljenje --------------------------------------------------------------- 389 1412.7.3. Kaljenje strujom fluida ---------------------------------------------------------- 389 1412.8. ZAGRIJAVANJEagrijavanje ---------------------------------------------------- 390 1412.9. HLAĐENJE I SREDSTVA ZA HLAĐENJElađenje i sredstva za hlađenje392 1412.10. CEMENTACIJAementacija ----------------------------------------------- 393 1412.11. NITRIRANJEitriranje ------------------------------------------------------ 395 1412.12. Karbonitriranje ------------------------------------ 395ARBONITRIRANJE
13. Naponi i deformacije u zavarenim spojevima ---------------------------------- 397
13.1. Nastajanje deformacija i zaostalih napetosti ------------------------------- 397 13.2. Sprečavanje nastajanja trajnih deformacija -------------------------------- 399 13.3. Ravnanje deformiranih dijelova ---------------------------------------------- 402 13.4. Primjeri toplinskog ravnanja -------------------------------------------------- 405 13.5. Osnovne smjernice za toplinsko ravnanje pojedinih materijala -------- 407 13.5.1. Nelegirani čelici ------------------------------------------------------- 407 13.5.2. Niskolegirani čelici --------------------------------------------------- 408 13.5.3. Visokolegirani čelici-------------------------------------------------- 408 13.5.4. Lijevani čelici ---------------------------------------------------------- 409 13.5.5. Aluminij i legure aluminija ----------------------------------------- 409 13.5.6. Bakar i legure bakra -------------------------------------------------- 410 13.6. Mjerenje napona i deformAcija ---------------------------------------------- 410 13.6.1. Mehanički deformometri -------------------------------------------- 410 13.6.1.1. Deformometar sa indikatorima satnog tipa ---------- 411 13.6.1.2. Deformometri sa optičkim preobražajem ------------- 411 13.6.1.3. Deformometri sa kapacitativnim preobražajem ----- 412 13.6.1.4. Deformometar sa induktivnim preobražajima -------- 412 13.6.2. Pneumatski pretvarači ------------------------------------------------ 413 13.6.3. Elektro tenzometrija -------------------------------------------------- 414 13.6.4. Žičani tenzoregistri --------------------------------------------------- 414 13.6.5. Folijski tenzoregistri ------------------------------------------------- 415 13.6.6. Određivanje napona u dubini metala ------------------------------ 416 13.7. Inženjerski postupak računskog određivanja deformacija i napona pri zavarivanju -------------------------------------------------------- 421 13.7.1. Postupak računskog određivanja deformacija i napona pri zavarivanju --------------------------------------------- 421
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 36
13.7.2. Određivanje površine plastične deformacije --------------------- 424 13.7.3. Računsko određivanje općih deformacija pri zavarivanju ---- 427 13.7.4. Računsko određivanje lokalnih deformacija pri zavarivanju ------------------------------------------------------------- 429 13.7.5. Određivanje kutnih deformacija pri navarivanju na površinu lima ------------------------------------------------------ 430 13.7.6. Određivanje kutnih deformacija pri zavarivanju T – spojeva ------------------------------------------------------------ 433 13.8. Određivanje deformacija zavarenih okvira --------------------------------- 435 13.9. Svođenje napona i deformacija u dopuštene granice --------------------- 438
14. Proračun zavarenih spojeva -------------------------------------------------------- 440
14.1. Prikazivanje šavova spojeva -------------------------------------------------- 440 14.2. Raspodjela napona u šavovima ----------------------------------------------- 443 14.3. Proračun statički opterećenih zavarenih spojeva -------------------------- 446 14.3.1. Definiranje napona u kutnim šavovima --------------------------- 447 14.3.2. Proračun šavova sučeljenih spojeva ------------------------------- 448 14.3.3. Proračun kutnih šavova ---------------------------------------------- 448 14.3.3.1. Aksijalno napregnuti zavareni spojevi ---------------- 450 14.3.3.2. Zavareni spojevi izloženi normalnim i smičućim naponima ------------------------------------- 453 14.3.3.3. Spojevi napregnuti smičućim naponima uslijed torzije ----------------------------------------------- 455 14.4. Pregled jednadžbi za proračun zavara --------------------------------------- 460 14.5. Proračun dinamički opterećenih zavarenih spojeva ---------------------- 464
15. Kontrola i ispitivanje zavarenih spojeva ---------------------------------------- 467
15.1. Kontrola bez razaranja --------------------------------------------------------- 467 15.2. Ispitivanje bez razaranja ------------------------------------------------------- 469 15.3. Ispitivanje razaranjem ---------------------------------------------------------- 470
16. Organizacija zavarivačke proizvodnje ------------------------------------------- 472
16.1. Proizvodnja profila -------------------------------------------------------------- 472 16.2. Način izrade zavarenih profila ------------------------------------------------ 473 16.3. Linija za izradu zavarenih profila u horizontalnom položaju ----------- 477 16.4. Transporteri linije izrade lamela ---------------------------------------------- 478 16.5. Autogena rezačica za poprečno odrezivanje ------------------------------- 479 16.6. Uređaj za poprečno zavarivanje limova ------------------------------------- 480 16.7. Uređaj za brušenje nadvišenja zavara --------------------------------------- 481 16.8. Uređaj za formiranje profila --------------------------------------------------- 482 16.9. Uređaj za zavarivanje profila ------------------------------------------------- 483 16.10. Uređaj za prekretanje profila ------------------------------------------------- 484 16.11. Postrojenje za proizvodnju cijevi sa uzdužnim šavom ------------------ 484 16.12. Uvođenje robotiziranih linija u zavarivačkoj proizvodnji -------------- 486

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 37
17. Prilozi
18. Literatura
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU
Značajno mjesto u razvoju metalne industrije zauzima način spajanja metala i njihovih legura (materijala). Od prvih spajanja materijala, u nekoj vezi, do danas, došlo je do velikog razvoja postupaka i tehnologija, a naravno uočene su i bitne razlike u razvoju pojedinih tehnologija. Razvojem metalne industrije došlo je do čitavog niza novih načina dobijanja metala, obrade, spajanja kao i upotrebe metala.
Zavarivanje spada u moderniji način spajanja materijala koji omogućava nastajanje materijalnog kontinuiteta između spojenih materijala. Ovim postupkom, u odnosu na prethodne postupke spajanja, izbjegnuto je slabljenje materijala kao kod zakivanja ili spajanja zavrtnjima, nosivost se pove - ćava do nosivosti osnovnih materijala, konstrukcija je lakša i ljepša itd. sl.1. Zavarivanje, dakle, predstavlja spajanje dva elementa u jedinstvenu cjelinu. Ono je veoma primjenjivo u proizvodnji metalnih konstrukcija u reparaci - jama metalnih proizvoda. Savremena industrija ne može se zamisliti bez zavari - vanja konstrukcija:
− mostogradnja , automobilska industrija , interkontinentalne rakete , nuklearna i konvencionalna energetika, cjevovodi, prekookeanski brodovi, zgrade, strojevi itd..
Slika 1. a) Zavareni spoj b) Zakovani spoj
Zavarivanje spada u najekonomičnije načine spajanja materijala. Uštede materijala i obezbjeđivanje materijalnog kontinuiteta su osnovne prednosti koje zavarivanje pruža u konstruktivnom smislu. Zavarivanjem je omogućeno da se potisnu neke livene konstitucije koje su i teže i komplikovanije u izradi. Zavarivanje predstavlja najjednostavniji i najjeftiniji način nanošenja sloje- va metala na osnovnu masu drugog metala.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 38
Prednosti zavarivanja u odnosu na druge postupke spajanja materijala jesu slijedeće : − Zavarivanjem se postiže bolje iskorištenje materijala i lakša konstitucija. − Zavarivanje se može primjeniti za sve konstrukcije. − Zavarivanje se primjenjuje u svim područjima metaloprerađivačke industrije i
konstruktorima daje gotovo neograničene mogućnosti. − Spada u red najjeftinijih postupaka spajanja metala.
Kao tehnološki postupak zavarivanje ima i svojih ograničavajućih faktora, a to su :
− Utjecaj čovjeka na kvalitet. − Postojanje strukturnih nehomogenosti. − Mogućnosti prisustva grešaka materijalne nehomogenosti. − Mogućnost prisustva unutrašnjih napetosti. Sva ova ograničenja dovela su do nastanka niza standarda i propisa kojima podliježu zavarene konstrukcije.
Razvoj zavarivačkih postupaka kroz historiju Tragovi zavarivanja su vidljivi još u brončanom dobu, gdje je na nekim proizvodima ostvareno zavarivanje tlakom. U Britanskom muzeju nalazi se neko - liko željeznih alata iz starog Egipta i Sirije izvedenih kovačkim zavarivanjem i tlakom. U srednjem vijeku značajan broj oružja je izveden u zavarivačkoj izvedbi. Moderan zavarivački proces počeo se odvijati pojavom dva faktora u zavarivačkoj tehnologiji i to : otkrićem acetilena i otkrićem električnog luka.
Električni luk je otkriven prvi put između ugljičnih elektroda, otkrio ga je Nikolaj Bernados, te se prvi put pojavio u tehnici zavarivanja 1881 god.
Godine 1885. postupak je prvi put patentiran u Engleskoj, a 1887. god. u SAD-u.
Godine 1892. javljaju se ideje o primjeni metalnih elektroda, dok se do tada koristila uglavnom ugljična elektroda.
Od 1907. do 1914. god. Šveđanin Kjelberg intenzivno radi na usavršavanju metalnih elektroda sa mineralnom oblogom na bazi silikata, karbonata i drugih minerala.
Od 1885. do 1900. god. prof. Elih Thompson prijavljuje čitav niz patenata iz područja elektrootpornog zavarivanja kao što su tačkasto, šavno i sučeljeno elektrootporno zavarivanje.Lindeovim otkrićem dobijanja kisika plinsko zavari - vanje dolazi do izražaja.
U periodu od 1900. do 1918. god. plinsko zavarivanje i zavarivanje oblo - ženom elektrodom čine glavne zavarivačke postupke u svijetu.
Prvi svjetski rat dovodi do nagle ekspanzije potrošnje materijala, ali i do razvoja tehnike zavarivanja.
Godine 1914. Englezi prave prvi brod u potpuno zavarivačkoj izvedbi. Sanacija sabotažom oštećenog broda u Njujorškoj luci, primjenom teh -
nike zavarivanja imala je presudan značaj na primjenu zavarivanja u brodogradnji. Tokom prvog svjetskog rata u SAD-u je formiran Ratni komitet za zavari -
vanje koji je 1919. godine prerastao u Američko društvo za zavarivanje AWS, sa osnovnim zadatkom, da se bavi razvojem zavarivanja i srodnih postupaka.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 39
1920. godine se pojavljuje zavarivanje topljivom elektrodom. To je bilo otkriće P.O.Nobela koje se odmah počelo primjenjivati u Američkoj automobil - skoj industriji. Ovo zavarivanje vršeno je u atmosferi azota i kisika da bi H.M.Hobart 1926. god. prvi put upotrijebio inertni plin i plinsku mlaznicu.
Hobort, upotrebom helijuma 1920 god., stvara preduvjete da bi 1941. god. nastao TIG postupak namijenjen prije svega vazduhoplovnoj industriji za zavari - vanje lahkih legura.
Izraziti porast proizvodnje zavarenih konstrukcija od lahkih legura doveo je 1948. god. do pojave MIG postupka koji je kasnije našao široku primjenu u visokolegiranim i ostalim čeličnim zavarenim konstrukcijama.
1953. god. Ljubovski i Novošilov, istražujući zavarivačke postupke uspje - šno su primjenili kao zaštitni plin CO2 , te su željeli MIG postupak uvesti u masov- nu proizvodnju. Time je nastao CO2 postupak koji je kasnije doživio različite modifikacije. Primjena pulsirajućih struja počinje 1960. godine a korištena je uglavnom kod TIG i MIG/MAG postupaka.
Otkrićem CO2 postupka dolazi do razvoja specijalnih dodatnih materijala sa unutrašnjom mineralnom oblogom, tako da spoljna zaštita nije više neophodna.
Godine 1930. Američka kompanija za cjevovode je razvila postupak za zavarivanje cijevi električnim lukom pod pritiskom. Ova tehnologija je prodana i afirmisana kod firme Linde koja ga je usavršila, tako da je ovaj postupak odigrao važnu ulogu u brodogradnji u drugom svjetskom ratu. Ova tehnologija je danas veoma produktivna i ima široku primjenu.
Na svjetskoj izložbi u Briselu 1958. godine prvi put je prezentiran postu - pak zavarivanja pod elektrošljakom osvojen i razvijen u Institutu Patona.
Postupak je razvijen za debele i srednje debele materijale i doživio je čitav niz modifikacija od kojih je svakako najznačajnija ona iz 1961. god. izvršena od strane ARCOS-a.
Godine 1957. Robert Gage je razvio proces sličan TIG-u gdje je primje - nom plazme postigao mnogo veću konstrukciju topline i temperature u električ - nom luku. Postupak je poznat pod imenom plazma, a naročito efikasan pokazao se za termičko sječenje metala.
Elektronsko zavarivanje, koje kao izvor topline koristi fokusirani snop elektrona u vakumu, te se paralelno razvijao u Njemačkoj i Francuskoj a naročito za potrebe u nuklearnoj industriji. Danas taj postupak ima široku primjenu.
Posljednja riječ zavarivanja je zavarivanje laserom.Za sada cijena opreme limitira njenu primjenu, ali ona je sve eklatantnija.
Danas, svi proizvodi ili su proizvedeni tehnologijom zavarivanja ili opre - mom i postrojenjima koja su zavarena.
Zavarivanje je tehnologija jakih, jer se zavarivanjem pored potrošenih dobara proizvode i proizvodna dobra, čime se nesumnjivo jača reproduktivna moć države. 2. OSNOVNI POJMOVI IZ FIZIKE METALA I KLASIFIKACIJA POSTUPAKA ZAVARIVANJA Metali i njihove legure u čvrstom stanju imaju kristalnu strukturu. U čvo - rovima
prostorno formirane kristalne rešetke smješteni su po određenom rasporedu atomi, koji osciliraju oko svog ravnotežnog položaja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 40
Porastom temperature atoma povećava se srednja amplituda njihovog oscilovanja. Uzajamni utjecaj atoma određuje rastojanje između čvorova kristalne rešetke.
Na slici 2.1. prikazan je karakter uzajamnog utjecaja dvije pozitivno naele - ktrisane čestice, koje se nalaze u polju pokretnih elektrona.
Kao dvije mase čestice se privlače, ali se isto tako kao dvije pozitivno na- elektrisane čestice odbijaju. Uzajamni utjecaj dva atoma nastao kao rezultat djelo - vanja sile privlačenja Fpr i sile odbijanja Fod , prikazan je punom linijom (rezul - tantna sila u ovisnosti od rastojanja). Parametar kristalne rešetke metala pri određenoj temperaturi, koji za većinu metala iznosi (3-5) 10-8
Slika 2.1. Dejstvo atoma (Ovisnost sila privlaćenja i odbijanja) prema njihovom rastojanju
Za spajanje dva čvrsta tijela neophodno je dovesti atome na površinu spoja na
navedeno rastojanje. To se može postići pritiskom. Približno dovođenje zrna strukture vrši se sa difuzijom i prekristalizacijom spoja.
Svojstva metala na mjestu spoja biće slična svojstvima metala u tačkama izvan spoja, ako se vrši proces difuzije i prekristalizacije.
cm, dat je na slici kao rastojanje (a) i predstavlja ravnotežno rastojanje između atoma.
Slika 2.2. a) Stanje prije obrade b) Dejstvo pritiska c) Struktura poslije difuzije i prekristalizacije Moguće je također prikazati zavisnost temperature i pritiska pri zavariva - nju
čistog željeza iz kojih se vidi da je sa porastom temperature potreban manji
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 41
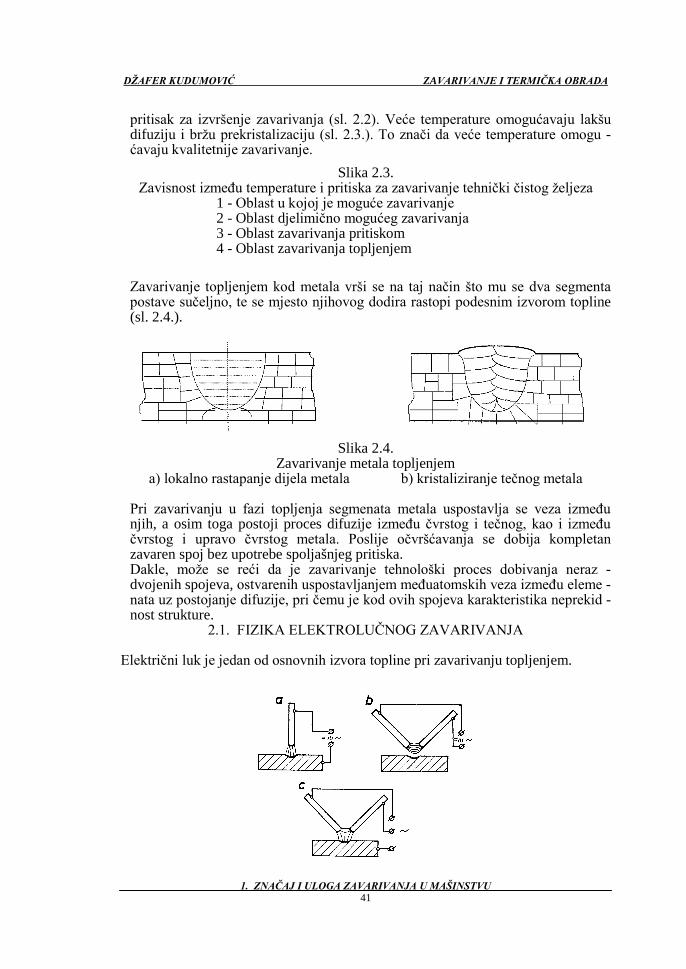
pritisak za izvršenje zavarivanja (sl. 2.2). Veće temperature omogućavaju lakšu difuziju i bržu prekristalizaciju (sl. 2.3.). To znači da veće temperature omogu - ćavaju kvalitetnije zavarivanje.
Slika 2.3. Zavisnost između temperature i pritiska za zavarivanje tehnički čistog željeza
1 - Oblast u kojoj je moguće zavarivanje 2 - Oblast djelimično mogućeg zavarivanja 3 - Oblast zavarivanja pritiskom 4 - Oblast zavarivanja topljenjem
Zavarivanje topljenjem kod metala vrši se na taj način što mu se dva segmenta
postave sučeljno, te se mjesto njihovog dodira rastopi podesnim izvorom topline (sl. 2.4.).
Slika 2.4. Zavarivanje metala topljenjem
a) lokalno rastapanje dijela metala b) kristaliziranje tečnog metala
Pri zavarivanju u fazi topljenja segmenata metala uspostavlja se veza između njih, a osim toga postoji proces difuzije između čvrstog i tečnog, kao i između čvrstog i upravo čvrstog metala. Poslije očvršćavanja se dobija kompletan zavaren spoj bez upotrebe spoljašnjeg pritiska.
Dakle, može se reći da je zavarivanje tehnološki proces dobivanja neraz - dvojenih spojeva, ostvarenih uspostavljanjem međuatomskih veza između eleme - nata uz postojanje difuzije, pri čemu je kod ovih spojeva karakteristika neprekid - nost strukture.
2.1. FIZIKA ELEKTROLUČNOG ZAVARIVANJA Električni luk je jedan od osnovnih izvora topline pri zavarivanju topljenjem.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 42
Slika 2.5. Vrste zavarivačkog luka
Na sl.2.5.a električni luk se uspostavlja između elektrode i osnovnog mate- rijala,
dok se na sl.2.5.b luk uspostavlja između dvije elektrode (nezavistan luk). Na sl.2.5.c je prikazana shema trofaznog luka. Ovdje se luk uspostavlja između dvije elektrode, kao i između osnovnog materijala i svake elektrode i to u ritmu promjena trofazne struje.
Pošto u svakom momentu gori najmanje po jedan luk, to su ovdje uvjeti za jonizaciju pri zavarivanju naizmjeničnom strujom najpovoljniji.
Slika 2.6. Elektrolučno zavarivanje
a) zavarivanje topljivom elektrodom; b) zavarivanje netopljivom elektrodom; 1) osnovni materijal; 2) topljiva elektroda; 3) Volframova elektroda; 4) dodatni materijal. Na sl.2.6.a prikazana je shema elektrolučnog zavarivanja topljivom elektro -
dom, dok je na sl.2.6.b prikazana shema elektrolučnog zavarivanja netopljivom (Volframovom) elektrodom, gdje se dodatni materijal dodaje sa strane.
Za zavarivački luk se upotrebljava istosmjerna ili naizmjenična struja, jednofazna ili višefazna, sa mrežnom ili povećanom učestalošću. Kao izvor naiz –
mjenične struje služi transformator za zavarivanje, dok kao izvor istosmjerne struje služi generator ili ispravljač za zavarivanje pri pravoj polarnosti (minus pol na elektrodi) ili pri obratnoj polarnosti (plus pol na elektrodi).
Zavarivački luk
Zavarivački luk predstavlja vrstu stabilnog električnog pražnjenja kroz gasni
prostor između elektroda. Karakteristika ovakvog pražnjenja su mali napon između elektroda, velika gustina struje i visoke temperature gasa.
Pri zavarivanju istosmjernom strujom elektroda vezana na pozitivan pol izvora struje zove se anoda, a elektroda vezana za negativan pol katoda. Međutim, pri zavarivanju naizmjeničnom strujom polarnost elektroda se u toku vremena mijenja u skladu sa učestanošću naizmjenične struje. Razmak između elektrode i osnovnog materijala nazivamo dužina luka. Pri zavarivanju sa malim strujama (kod ručnog zavarivanja) dužina luka je približno jednaka razmaku između vrha elektrode i površine osnovnog materijala. Međutim, pri zavarivanju sa velikim strujama (kod automatskog zavarivanja pod praškom) dužina luka je jednaka raz - maku između vrha elektrode i površine rastopa na osnovnom materijalu.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 43
Na slici 2.7. data je shema zavarivačkog luka, na kojoj oznake predstavljaju sljedeće:
Ul - napon luka, u V; Uk- katodni pad napona, u V; UA- anodni pad napona, u V; Us
- pad napona u stubu luka, u V; 1- katodna mrlja; 2- katodna oblast; 3- stub luka; 4- anodna oblast; 5- anodna mrlja: l- dužina luka, u mm.
Slika 2.7. Shema zavarivačkog luka
Iz dijagrama pada napona na sl.2.7. proizilazi: Ul=UK + Us + UA
Na površini anode i katode nalaze se anodna i katodna mrlja. To su užareni dijelovi anode i katode kroz koje prolazi sva struja luka. Postojanje užarene katodne mrlje je neophodan uvjet uspostavljanja i održavanja zavarivačkog luka. U normalnim uvjetima gasovi se sastoje iz neutralnih atoma i molekula, ne sadrže slobodne elektrone i ne posjeduju električnu provodnost tj. izolatori su. Da bi neki gas postao provodnik električne struje neophodno je da se u njemu nalaze slobodni elektroni i joni. Atom iz koga se izdvojio elektron (ima manjak elektrona) postaje pozitivan jon, dok atom koji ima višak elektrona postaje negativan jon. Kretanje elektrona i pozitivnih i negativnih jona nazivamo električnom strujom. Proces obrazovanja jona iz atoma i molekula gasa zove se jonizacija. Emisijom elektrona sa površine katode se vrši jonizacija gasa u prostoru između elektroda.
Emisija elektrona sa površine katode se vrši pod utjecajem sljedećih faktora: Termoelektronska emisija nastaje usljed sposobnosti užarene katodne mrlje da
emituje elektrone. Kod teško topljivih materijala, kao što su volfram i grafit, termoelektronska emisija igra važnu ulogu, dok je kod elektroda od željeza ta uloga znatno manja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 44
Autoelektronska emisija nastaje pod utjecajem spoljnjeg električnog polja, koje izaziva emisiju elektrona sa površine katode. Električno polje stvara izvor struje za zavarivanje. Značaj autoelektronske emisije opada sa porastom temperature, pa je ova emisija primarna kod nižih temperatura katode.
Emisija elektrona kao rezultat udara jona u katodu. Zbog udaranja pozitivnih jona u katodu dolazi do izbacivanja elektrona sa katode. Odnos broja izbačenih elektrona prema broju jona iznosi od 0.3 do 1. Potencijalna i kinetička energija pozitivnih jona se, usljed udara u katodu, pretvara u toplinu povećavajući brzinu topljenja elektrode.
Jonizacija gasa u luku. Da bi se elektron odvojio od atoma, pri čemu se dobija slobodan elektron i pozitivan jon, potrebno je utrošiti izvjesnu količinu energije, koja se zove potencijal jonizacije (brojčano je izražen u voltima). Za svaki elemenat je potrebna određena energija za njegovu jonizaciju. Veličina potencijala jonizacije za neke elemente je data u narednoj tablici.
Tabela 2.1. Elemenat K Na Ca Fe C H O2 N2 2 Potencijal jonizacije
(V) 4.3 5.11 6.11 7.83 11.22 13.5 13.6 14.5
Ukoliko je niži potencijal jonizacije nekog elementa, utoliko je njegov utjecaj povoljniji na stabilnost zavarivačkog luka.
Početna jonizacija se vrši energijom dobijenom kao rezultat neelastičnog sudaranja atoma i molekula gasa koji se nalazi u prostoru između elektroda i elektrona emitovanih sa površine katode. Takva jonizacija gasa se vrši prema shemi:
usporenbrzi eAAe 20 ++ +←→
gdje je: ebrzi - brzi elektron (emitovan sa katode i ubrzan električnim poljem);
A0 i A+ - neutralni atom gasa i pozitivni jon; 2eusporen - usporen elektron.
Dopunska jonizacija gasa u prostoru između elektroda vrši se usljed termičke jonizacije i jonizacije zračenjem.
Termička jonizacija postaje značajna tek kod 17500C. Njena suština se sastoji u tome da kod povišenih temperatura raste broj sudaranja elektrona sa atomima i molekulama gasa i na taj način se povećava mogućnost obrazovanja jona.
Jonizacija zračenjem (fotojonizacija) se sastoji u sposobnosti ultraljubi - častih zrakova da jonizuju gasove sa malim potencijalom jonizacije.
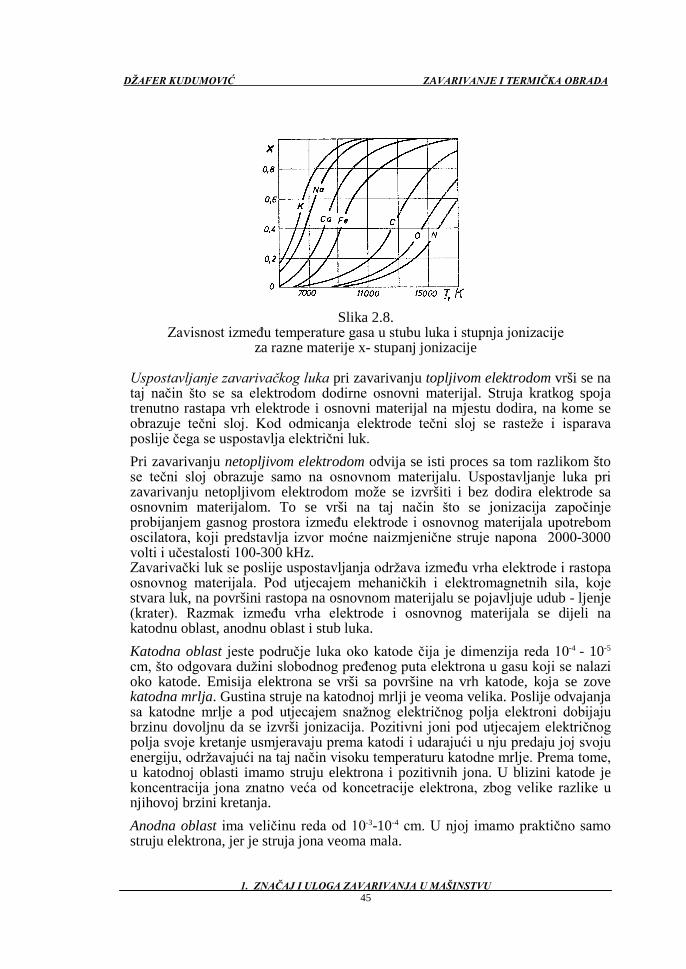
Stepen jonizacije gasa predstavlja odnos broja jonizovanih prema broju neutralnih čestica. Pri atmosferskom pritisku stupanj jonizacije se mijenja sa temperaturom i potencijalom jonizacije, odnosno vrstom materije (Sl.2.8.).
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 45
Slika 2.8. Zavisnost između temperature gasa u stubu luka i stupnja jonizacije
za razne materije x- stupanj jonizacije Uspostavljanje zavarivačkog luka pri zavarivanju topljivom elektrodom vrši se na
taj način što se sa elektrodom dodirne osnovni materijal. Struja kratkog spoja trenutno rastapa vrh elektrode i osnovni materijal na mjestu dodira, na kome se obrazuje tečni sloj. Kod odmicanja elektrode tečni sloj se rasteže i isparava poslije čega se uspostavlja električni luk.
Pri zavarivanju netopljivom elektrodom odvija se isti proces sa tom razlikom što se tečni sloj obrazuje samo na osnovnom materijalu. Uspostavljanje luka pri zavarivanju netopljivom elektrodom može se izvršiti i bez dodira elektrode sa osnovnim materijalom. To se vrši na taj način što se jonizacija započinje probijanjem gasnog prostora između elektrode i osnovnog materijala upotrebom oscilatora, koji predstavlja izvor moćne naizmjenične struje napona 2000-3000 volti i učestalosti 100-300 kHz.
Zavarivački luk se poslije uspostavljanja održava između vrha elektrode i rastopa osnovnog materijala. Pod utjecajem mehaničkih i elektromagnetnih sila, koje stvara luk, na površini rastopa na osnovnom materijalu se pojavljuje udub - ljenje (krater). Razmak između vrha elektrode i osnovnog materijala se dijeli na katodnu oblast, anodnu oblast i stub luka.
Katodna oblast jeste područje luka oko katode čija je dimenzija reda 10-4 - 10-5
cm, što odgovara dužini slobodnog pređenog puta elektrona u gasu koji se nalazi oko katode. Emisija elektrona se vrši sa površine na vrh katode, koja se zove katodna mrlja. Gustina struje na katodnoj mrlji je veoma velika. Poslije odvajanja sa katodne mrlje a pod utjecajem snažnog električnog polja elektroni dobijaju brzinu dovoljnu da se izvrši jonizacija. Pozitivni joni pod utjecajem električnog polja svoje kretanje usmjeravaju prema katodi i udarajući u nju predaju joj svoju energiju, održavajući na taj način visoku temperaturu katodne mrlje. Prema tome, u katodnoj oblasti imamo struju elektrona i pozitivnih jona. U blizini katode je koncentracija jona znatno veća od koncetracije elektrona, zbog velike razlike u njihovoj brzini kretanja.
Anodna oblast ima veličinu reda od 10-3-10-4 cm. U njoj imamo praktično samo struju elektrona, jer je struja jona veoma mala.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 46
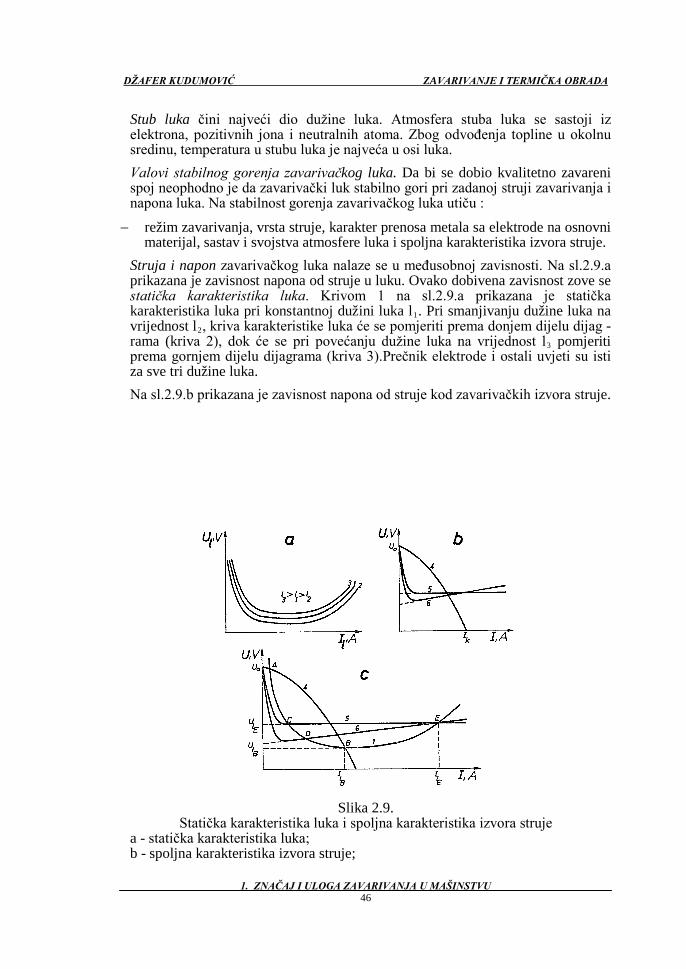
Stub luka čini najveći dio dužine luka. Atmosfera stuba luka se sastoji iz elektrona, pozitivnih jona i neutralnih atoma. Zbog odvođenja topline u okolnu sredinu, temperatura u stubu luka je najveća u osi luka.
Valovi stabilnog gorenja zavarivačkog luka. Da bi se dobio kvalitetno zavareni spoj neophodno je da zavarivački luk stabilno gori pri zadanoj struji zavarivanja i napona luka. Na stabilnost gorenja zavarivačkog luka utiču :
− režim zavarivanja, vrsta struje, karakter prenosa metala sa elektrode na osnovni materijal, sastav i svojstva atmosfere luka i spoljna karakteristika izvora struje.
Struja i napon zavarivačkog luka nalaze se u međusobnoj zavisnosti. Na sl.2.9.a prikazana je zavisnost napona od struje u luku. Ovako dobivena zavisnost zove se statička karakteristika luka. Krivom 1 na sl.2.9.a prikazana je statička karakteristika luka pri konstantnoj dužini luka l1. Pri smanjivanju dužine luka na vrijednost l2, kriva karakteristike luka će se pomjeriti prema donjem dijelu dijag - rama (kriva 2), dok će se pri povećanju dužine luka na vrijednost l3
Slika 2.9. Statička karakteristika luka i spoljna karakteristika izvora struje
a - statička karakteristika luka; b - spoljna karakteristika izvora struje;
pomjeriti prema gornjem dijelu dijagrama (kriva 3).Prečnik elektrode i ostali uvjeti su isti za sve tri dužine luka.
Na sl.2.9.b prikazana je zavisnost napona od struje kod zavarivačkih izvora struje.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 47
c - sistem luka - izvor struje; Ul - napon luka; Il - struja luka; Ik
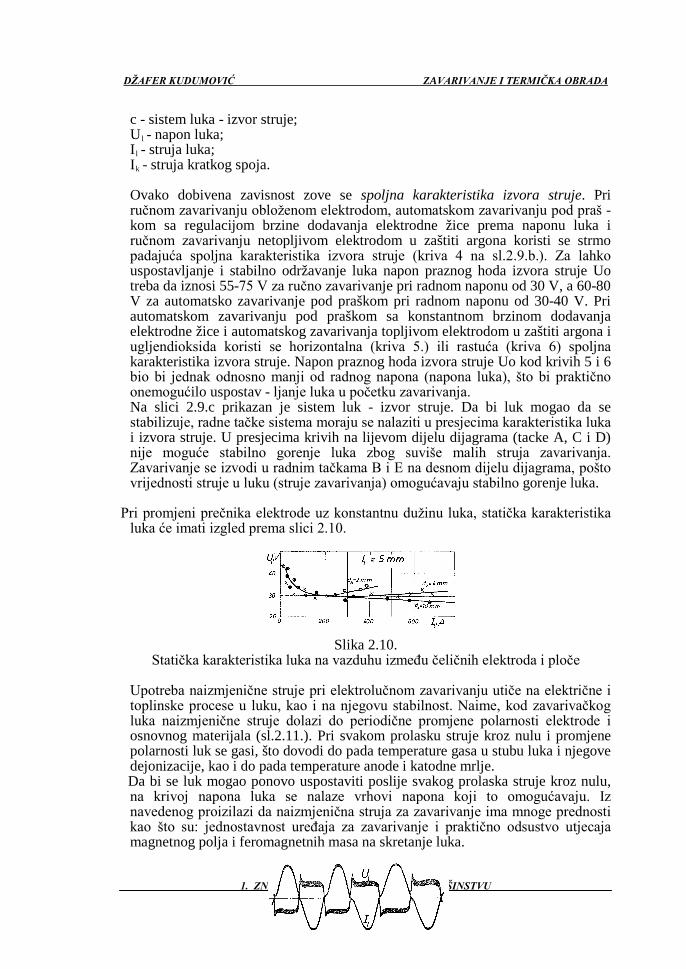
Pri promjeni prečnika elektrode uz konstantnu dužinu luka, statička karakteristika luka će imati izgled prema slici 2.10.
- struja kratkog spoja. Ovako dobivena zavisnost zove se spoljna karakteristika izvora struje. Pri
ručnom zavarivanju obloženom elektrodom, automatskom zavarivanju pod praš - kom sa regulacijom brzine dodavanja elektrodne žice prema naponu luka i ručnom zavarivanju netopljivom elektrodom u zaštiti argona koristi se strmo padajuća spoljna karakteristika izvora struje (kriva 4 na sl.2.9.b.). Za lahko uspostavljanje i stabilno održavanje luka napon praznog hoda izvora struje Uo treba da iznosi 55-75 V za ručno zavarivanje pri radnom naponu od 30 V, a 60-80 V za automatsko zavarivanje pod praškom pri radnom naponu od 30-40 V. Pri automatskom zavarivanju pod praškom sa konstantnom brzinom dodavanja elektrodne žice i automatskog zavarivanja topljivom elektrodom u zaštiti argona i ugljendioksida koristi se horizontalna (kriva 5.) ili rastuća (kriva 6) spoljna karakteristika izvora struje. Napon praznog hoda izvora struje Uo kod krivih 5 i 6 bio bi jednak odnosno manji od radnog napona (napona luka), što bi praktično onemogućilo uspostav - ljanje luka u početku zavarivanja.
Na slici 2.9.c prikazan je sistem luk - izvor struje. Da bi luk mogao da se stabilizuje, radne tačke sistema moraju se nalaziti u presjecima karakteristika luka i izvora struje. U presjecima krivih na lijevom dijelu dijagrama (tacke A, C i D) nije moguće stabilno gorenje luka zbog suviše malih struja zavarivanja. Zavarivanje se izvodi u radnim tačkama B i E na desnom dijelu dijagrama, pošto vrijednosti struje u luku (struje zavarivanja) omogućavaju stabilno gorenje luka.
Slika 2.10. Statička karakteristika luka na vazduhu između čeličnih elektroda i ploče
Upotreba naizmjenične struje pri elektrolučnom zavarivanju utiče na električne i
toplinske procese u luku, kao i na njegovu stabilnost. Naime, kod zavarivačkog luka naizmjenične struje dolazi do periodične promjene polarnosti elektrode i osnovnog materijala (sl.2.11.). Pri svakom prolasku struje kroz nulu i promjene polarnosti luk se gasi, što dovodi do pada temperature gasa u stubu luka i njegove dejonizacije, kao i do pada temperature anode i katodne mrlje.
Da bi se luk mogao ponovo uspostaviti poslije svakog prolaska struje kroz nulu, na krivoj napona luka se nalaze vrhovi napona koji to omogućavaju. Iz navedenog proizilazi da naizmjenična struja za zavarivanje ima mnoge prednosti kao što su: jednostavnost uređaja za zavarivanje i praktično odsustvo utjecaja magnetnog polja i feromagnetnih masa na skretanje luka.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 48
Slika 2.11. Promjena struje zavarivanja i napona luka kod naizmjenične struje
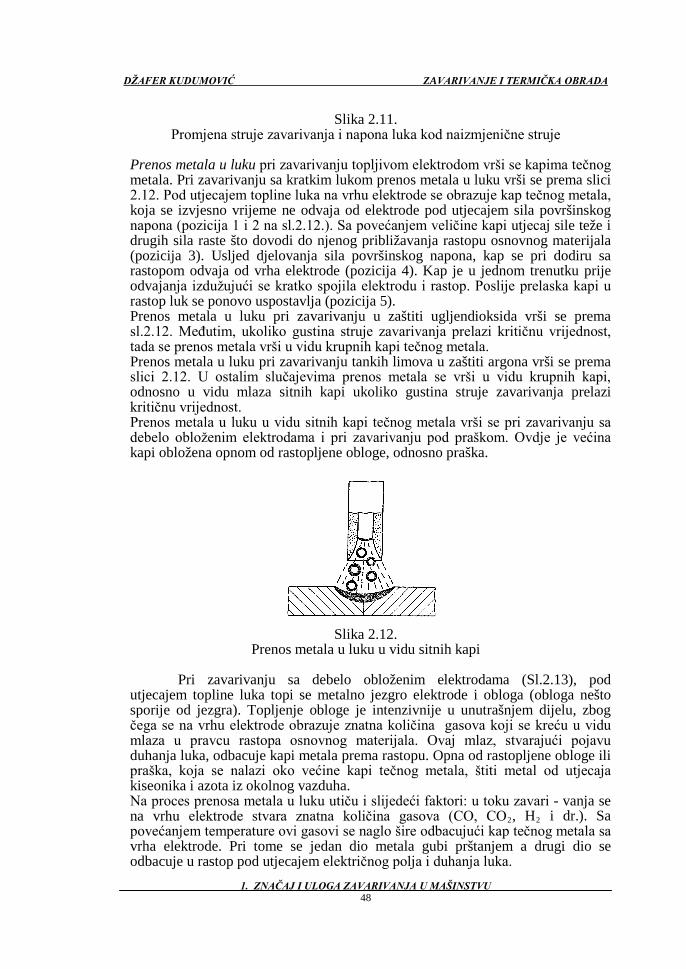
Prenos metala u luku pri zavarivanju topljivom elektrodom vrši se kapima tečnog
metala. Pri zavarivanju sa kratkim lukom prenos metala u luku vrši se prema slici 2.12. Pod utjecajem topline luka na vrhu elektrode se obrazuje kap tečnog metala, koja se izvjesno vrijeme ne odvaja od elektrode pod utjecajem sila površinskog napona (pozicija 1 i 2 na sl.2.12.). Sa povećanjem veličine kapi utjecaj sile teže i drugih sila raste što dovodi do njenog približavanja rastopu osnovnog materijala (pozicija 3). Usljed djelovanja sila površinskog napona, kap se pri dodiru sa rastopom odvaja od vrha elektrode (pozicija 4). Kap je u jednom trenutku prije odvajanja izdužujući se kratko spojila elektrodu i rastop. Poslije prelaska kapi u rastop luk se ponovo uspostavlja (pozicija 5).
Prenos metala u luku pri zavarivanju u zaštiti ugljendioksida vrši se prema sl.2.12. Međutim, ukoliko gustina struje zavarivanja prelazi kritičnu vrijednost, tada se prenos metala vrši u vidu krupnih kapi tečnog metala.
Prenos metala u luku pri zavarivanju tankih limova u zaštiti argona vrši se prema slici 2.12. U ostalim slučajevima prenos metala se vrši u vidu krupnih kapi, odnosno u vidu mlaza sitnih kapi ukoliko gustina struje zavarivanja prelazi kritičnu vrijednost.
Prenos metala u luku u vidu sitnih kapi tečnog metala vrši se pri zavarivanju sa debelo obloženim elektrodama i pri zavarivanju pod praškom. Ovdje je većina kapi obložena opnom od rastopljene obloge, odnosno praška.
Slika 2.12. Prenos metala u luku u vidu sitnih kapi
Pri zavarivanju sa debelo obloženim elektrodama (Sl.2.13), pod
utjecajem topline luka topi se metalno jezgro elektrode i obloga (obloga nešto sporije od jezgra). Topljenje obloge je intenzivnije u unutrašnjem dijelu, zbog čega se na vrhu elektrode obrazuje znatna količina gasova koji se kreću u vidu mlaza u pravcu rastopa osnovnog materijala. Ovaj mlaz, stvarajući pojavu duhanja luka, odbacuje kapi metala prema rastopu. Opna od rastopljene obloge ili praška, koja se nalazi oko većine kapi tečnog metala, štiti metal od utjecaja kiseonika i azota iz okolnog vazduha.
Na proces prenosa metala u luku utiču i slijedeći faktori: u toku zavari - vanja se na vrhu elektrode stvara znatna količina gasova (CO, CO2, H2 i dr.). Sa povećanjem temperature ovi gasovi se naglo šire odbacujući kap tečnog metala sa vrha elektrode. Pri tome se jedan dio metala gubi prštanjem a drugi dio se odbacuje u rastop pod utjecajem električnog polja i duhanja luka.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 49
Gustina struje u elektrodi je veća nego u osnovnom materijalu što dovodi do obrazovanja većeg napona električnog polja u zoni elektrode. Zbog toga se pojavljuje uzdužna sila koja utiče na kretanje rastopljenog metala od elektrode prema rastopu osnovnog materijala.
Prijenos metala u luku u vidu kapi može se pratiti pomoću oscilograma (sl.2.13.).
Slika 2.13. Oscilogrami struje i napona luka
a - pri ručnom zavarivanju tanko obloženom elektrodom (u vidu krupnih kapi); b - pri zavarivanju pod praškom (u vidu sitnih kapi). Sopstveno magnetno polje stvoreno istosmjernom strujom, pri zavarivanju vrši
skretanje luka u zavisnosti od mjesta vezivanja osnovnog materijala za izvor struje (sl.2.14.). Skretanje luka postaje znatno pri zavarivanju istosmjernom strujom iznad 300 A. Pri ručnom zavarivanju skretanje luka se može smanjiti ako se elektroda nagne na istu stranu na koju skreće luk.
Slika 2.14. Utjecaj sopstvenog magnetnog polja na skretanje zavarivačkog luka
Pri zavarivanju u blizini feromagnetnih masa što dovodi do skretanja luka prema
tim masama (sl.2.15). Pri zavarivanju naizmjeničnom strujom skretanje luka je znatno manje nego pri zavarivanju istosmjernom strujom, zbog stvaranja promjenjivog magnetnog polja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 50
Slika 2.15. Utjecaj feromagnetnih masa na skretanje luka
a - pri zavarivanju ugaonog šava; b - pri zavarivanju V-šava; c - utjecaj ivice lima na skretanje luka. Zavarivački luk kao izvor topline. Zavarivački luk predstavlja koncentri - sani
izvor topline u kome se električna energija pretvara u toplinsku. Izdvajanje topline se vrši na anodnoj i katodnoj mrlji i na cijeloj dužini luka. Najveća toplina se izdvaja na sredini anodne i katodne mrlje, dok se prema krajevima smanjuje prema sljedećem zakonu:
2
maxkr
r eqq −⋅=
gdje je: qr- specifični toplinski fluks na rastojanju r od centra izvora topline, u W/cm2 ; qmax- najveći specifični toplinski fluks u centru izvora topline, u W/cm2; k- koeficijent koncetracije toplinskog fluksa, u cm-2
Slika 2.16. Raspodjela topline dovedene na površinu osnovnog materijala
a - pri zavarivanju ugljenom elektrodom (I
; r- rastojanje od ose izvora topline u cm. Na sl.2.16. je prikazana raspodjela topline dovedene na površinu osnovnog
materijala različitim postupcima zavarivanja (Gausove krive prema jednadžbi). Iz sl.2.16. se vidi da je toplinski fluks znatno veći kod zavarivanja pod praškom nego kod ručnog zavarivanja.
z=900 A ; Ul=36 V; k=1,1); b - pri zavarivanju obloženom elektrodom (Iz=1100 A; Ul=37,5 V ; k =1,26); c - pri zavarivanju pod praškom (Iz=900 A ; Ul=37 V; k=6); qr - specifični toplinski fluks, u W/cm2.
Ukupna toplinska moć
ZIUq ⋅= 11
zavarivačkog luka predstavlja količinu topline koja se izdvoji u luku u jedinici vremena :
(W)
gdje je: Ul - napon luka, u V

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 51
Iz
efZ nIUq ⋅⋅= 1
- struja zavarivanja ,u A. Jedan dio ukupne toplinske moći luka se troši na zagrijavanje i topljenje
osnovnog i dodatnog materijala, dok se drugi dio troši na odvođenje topline u okolnu sredinu i na gubitke usljed isparavanja i prštanja tečnog metala. Dio ukupne toplinske moći luka koji se troši na zagrijavanje i topljenje osnovnog i dodatnog materijala, zove se efektivna toplinska moć zavarivačkog luka i iznosi:
gdje je: nef -efektivni koeficijent korisnog dejstva zavarivačkog luka;
q = q1 ⋅ nef
Vrijednost koeficijenata nef
− Zavarivanje netopljivom elektrodom u zaštiti argona: n
za razne postupke zavarivanja:
ef
− Zavarivanje topljivom elektrodom u zaštiti ugljendioksida: n = 0.50 -0.60
ef
− Zavarivanje topljivom elektrodom u zaštiti argona: n = 0.58 -0.72
ef
− Zavarivanje topljivom elektrodom sa debelom oblogom: n = 0.70 -0.80
ef
− Zavarivanje pod praškom: n = 0.70 -0.85
ef
Toplinski bilans zavarivačkog luka prikazuje raspodjelu ukupne toplinske moći na zagrijavanje i topljenje osnovnog i dodatnog materijala i na razne gubitke. Na slici 2.17. je prikazan toplinski bilans zavarivačkog luka za dva postupka zavarivanja. Iz navedenih podataka se vidi da se toplina izdvojena u luku najraci - onalnije koristi pri automatskom zavarivanju pod praškom.
= 0.80 -0.95
Slika 2.17 Toplinski bilans zavarivačkog luka
a - Za ručno zavarivanje obloženom elektrodom; b - Za automatsko zavarivanje pod praškom.
2.2. KLASIFIKACIJA POSTUPKA ZAVARIVANJA

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 52
Zavarivački postupci se mogu dijeliti na nekoliko grupa, zavisno od toga šta se uzima kao osnova podjele. Najčešća podijela je prema vrsti energije koja se koristi pri zavarivanju i prema stanju metala u području spoja u trenutku zavarivanja.
Podjela postupka prema vrsti energije
Pri zavarivanju kod topljenja metala učestvuje nekoliko vrsta energije, a koja je
energija dominantna u procesu topljenja, zavarivanje nosi naziv prema toj vrsti energije. Tako postoje grupe postupaka prema sljedećim energijama:
1. Mehanička energija (npr. hladno zavarivanje, zavarivanje trenjem). 2. Hemijska energija(npr. gasno zavarivanje, aluminotermijsko zavarivanje). 3. Električna energija (npr. elektrolučno zavarivanje, zavarivanje pod troskom). 4. Elektromehanička energija (npr.zavarivanje električnim otporom). 5. Hemijsko mehanička energija (npr. kovačko zavarivanje, gasno zavarivanje
pritiskom itd.). Podjela postupaka zavarivanja prema stanju metala
U području spoja, prema stanju metala prilikom zavarivanja, postupci zavarivanja
se dijele na slijedeće grupe: A) Zavarivanje pritiskom koje može biti :
1. Gasno zavarivanje pritiskom 2. Zavarivanje električnim otporom :
a) sučeljno zavarivanje (pritiskom i razmicanjem) b) preklopno zavarivanje (točkasto, bradavičasto i šavno)
3. Zavarivanje indukciono 4. Zavarivanje trenjem 5. Koračno zavarivanje 6. Hladno zavarivanje 7. Zavarivanje ultrazvukom 8. Zavarivanje difuzijom 9. Aluminotermijsko zavarivanje pritiskom.
B) Zavarivanje topljenjem 1. Gasno zavarivanje 2. Elektrolučno zavarivanje:
a) zavarivanje obloženom elektrodom b) zavarivanje položenom elektrodom c) gravitaciono zavarivanje d) zavarivanje pod praškom e) zavarivanje u zaštitnom gasu f) zavarivanje ugljenom elektrodom
3. Zavarivanje pod troskom 4. Aluminotermijsko zavarivanje topljenjem 5. Livačko zavarivanje 6. Zavarivanje elektronskim snopom 7. Zavarivanje plazmom 8. Zavarivanje laserom.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 53
Pri zavarivanju pritiskom je potrebna primjena velikog pritiska sa odgova - rajućim uređajima. To ograničava veličinu dijelova koji se zavaruju.
Pri zavarivanju topljenjem je potreban samo dovoljno jak izvor topline. Uređaj za zavarivanje se kreće po objektu koji se zavaruje , pa je moguće zavariti i veoma velike konstrukcije. Zbog toga se postupci zavarivanja topljenjem masovno koriste za izradu metalnih konstrukcija, koje mogu imati praktično neograničene dimenzije.
3. TOPLINSKI PROCESI PRI ZAVARIVANJU Većina postupaka zavarivanja se zasniva na zagrijavanju materijala do plastičnog
stanja ili do topljenja. Pri tome dolazi do promjene stanja i svojstava materijala koji se zavaruje. Naime, zagrijavanje i hlađenje izaziva u materijalu topljenje, kristalizaciju, strukturne promjene, pojavu sopstvinih napona i deformacija. Da bi se mogle predvidjeti navedene promjene potrebno je poznavati temperaturu materijala koji se zavaruje i njene promjene u toku vremena.
3.1. TOPLINSKI OSNOVI
Sheme zagrijavanog tijela pri zavarivanju. Prostiranje topline zavisi od oblika i
dimenzija tijela. Kod zavarivanja elementi mogu biti vrlo složenog oblika, što proračune o prostiranju topline čini veoma otežanim. Zbog toga se kod proračuna koriste računske sheme zagrijavanog tijela (sl.3.1.).
Beskonačno tijelo (sl.3.1.a) ima tako velike dimenzije u pravcu osa xx, yy i zz da nijedna njegova površina ne utječe na prostiranje topline u njemu. Izvor topline se nalazi u tački 0. Ova shema se koristi samo kod teorijskih razmatranja
Polubeskonačno tijelo (sl.3.1.b) ima samo jednu graničnu površinu z=0 na kojoj djeluje izvor topline. Ostale površine ne utječu na prostiranje topline u tijelu jer se nalaze na znatnoj udaljenosti od izvora topline. Ova shema se koristi pri navarivanju na površinu masivnog tijela ili debele ploče.
Ploča srednje debljine jeste tijelo ograničeno paralelnim ravnima z=0 i z=d (sl.3.1.c). Ravan z=d utječe na prostiranje topline u tijelu. Ova shema se koristi pri navarivanju na ploču srednje debljine.
Tanka ploča ima malu debljinu d (sl.3.1.d). Ovdje se temperatura po debljini ploče može smatrati praktično izjednačenom. Ova shema se koristi kod sučeonog zavarivanja dvije tanke ploče sa potpunim provarivanjem (u jednom prolazu zavarivanja) po čitavoj njihovoj debljini.
Štap (sl.3.1.e) jeste tijelo cilindričnog oblika kod koga se smatra da je temperatura na poprečnim presjecima ravnomjerna. Ova shema se koristi pri suče - ljenom zavarivanju električnim otporom.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 54
Slika 3.1. Računske sheme zagrijavanog tijela
a - beskonačno tijelo ; b - polubeskonačno tijelo (masivno tijelo ili debela ploča); c - ploča srednje debljine ; d - tanka ploča ; e - štap.
Toplinskofizičke karakteristike metala. Kod toplinskih proračuna javljaju se slije -
deće toplinskofizičke karakteristike metala : Količina topline Q, sadržana u tijelu ili dobijena od izvora topline, u J. Toplina q, dobijena od izvora topline, u W. Specificna toplina c, u J/kgK. Koeficijent provođenja topline λ , u W/m K. Zapreminski toplinski kapacitet cρ, u J/m3K . Koeficijent temperaturne provodljivosti a= λ / cρ, u m2/s. Koeficijent površinskog odavanja topline (zračenjem i konvekcijom) α ,u
W/m2K. U narednoj tablici date su numeričke vrijednosti navedenih toplinskofizi - čkih
karakteristika za razne metale u zavisnosti od karakterističnih srednjih tempe - ratura.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 55
Tablica 3.1
Metal Tsr (o
λ (W/cmK) C)
cρ (J/cm3
a (cmK) 2/s)
Niskougljični i niskolegirani čelik 500 - 600 0.38 - 0.42 4.9 - 5.2 0.075 - 0.09 Nehrđajući austenitni Cr-Ni čelik 600 0.25 - 0.33 4.7 - 4.8 0.053 - 0.07 Bakar 400 3.7 - 3.8 3.85 - 4.0 0.95 - 0,96 Mesing 350 - 400 1.17 3.45 0.34 Aliminij 300 2.7 2.7 1.0 Tehnički titan 700 0.17 2.8 0.06
Temperaturu neke tačke tijela pri zavarivanju moguće je izračunati pod uslovom
da je u svakom momentu zadovoljena diferencijalna jednadžba provođe - nja topline, koja je data u slijedećem obliku:
∂∂
λρ
∂∂
∂∂
∂∂
Tt c
Tx
Ty
Tz
a T= + +
= ∇
2
2
2
2
2
22
gdje je: ∇2
a) prema vrsti raspodjele: koncentrisan i raspodjeljen (po nekom zakonu) izvor topline;
T - Laplasov operator; a = α /c ρ - koeficijent temparaturske provodljivosti.
Osim toga, potrebno je poznavati početnu temperaturu tijela i uvjete prenosa topline sa granica tijela u okolnu sredinu.
3.2. IZVORI TOPLINE PRI ZAVARIVANJU
Zagrijavanje tijela pri zavarivanju možemo vršiti različitim izvorima topline, koje
dijelimo:
b) prema dužini djelovanja: trenutnog i neprekidnog djelovanja; c) prema položaju u odnosu na neku tačku u toku vremena: nepokretan, pokretan i
brzopokretan izvor topline. 3.2.1. Trenutni nepokretni izvori topline Trenutni tačkasti izvor topline postoji u slučaju kada se u vrlo malu zapreminu
tijela za veoma mali vremenski interval dovede izvjesna količina topline Q. U sljedećem momentu toplina će se raširiti po tijelu na osnovu diferencijalne jednadžbe provođenja topline. Ako navedene uvjete uzmemo u obzir pri rješavanju jednadžbe , onda će proces provođenja topline u beskonačnom tijelu sl.3.1.a. biti izražen sljedećom jednadžbom (prema N.N.Rikalinu)
)]4()[(
23
2
)4(aRe
atc
QT −⋅=πρ

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 56
T - temperatura posmatrane tačke sa kordinatama x, y, z, u 0C t - vrijeme mjereno od trenutka dovođenja topline, u s; R = (x2+y2+z2 )1/2
∞
- rastojanje od posmatrane tačke do početka koordinatnog sistema gdje je bila dovedena toplina Q, u cm, a - karakteristike temperaturne provodljivosti.
Pri t=0 u svim tačkama gdje R≠0 imamo d a je T=0. U tački R=0 p ri t=0 temperatura T → .
U ovom slučaju izoterme imaju oblik površine lopte sa centrom u tački 0, a najviša temperatura je uvijek u toj tački.
Za proces provođenja topline u polubeskonačnom tijelu (sl.3.2.a) vrijedi sve što je rečeno za beskonačno tijelo, samo se u jednačini umjesto Q stavlja 2Q. To je zbog toga što se toplina kod polubeskonačnog tijela prostire samo na jednu stranu od ravni x0y, uz pretpostavku da nema odvođenja topline u okolnu sredinu sa te ravni (jer je mala u odnosu na toplinu koja se odvodi u dubinu tijela, pa se može zanemariti).
Tada će za polubeskonačno tijelo jednadžba dobiti sljedeći oblik:
)]4()[(
23
2
)4(
2 atReatc
QT −⋅=πρ
U ovom slučaju izoterme imaju oblik površine polulopte sa centrom u tački 0.
Slika 3.2.
Oblici izotermi a - polubeskonacno tijelo (debela ploča); b - tanka ploča; c - štap.
Trenutni linijski izvor topline predstavlja niz trenutnih tačkastih izvora topline,
razmještenih po nekoj liniji, koja djeluje istovremeno (slika 3.2.b, debela linija 00´). Temperaturno polje kod tanke ploče od trenutskog linijskog izvora topline (pod predpostavkom da nema odvođenja topline sa površina z=0 i z=d) dobija se

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 57
putem integriranja temperaturnih polja od trenutnih tačkastih izvora topline, što je izraženao sljedećom jednadžbom:
−⋅= atr
eatdc
QT 42
4πρ
gdje je: r = (x2+y2)1/2
( )[ ]btatreatdc
QT +−⋅=42
4πρ
- rastojanje posmatrane tačke od izvora topline; d - debljina ploče.
U ovom slučaju izoterme imaju oblik cilindara sa zajedničkom osom 0z. Međutim, ako se odvođenje topline u okolnu sredinu ne može zanemariti (što je
obično kod tankih ploča) onda jednadžba dobija sljedeći oblik:
gdje je:
b = 2α / cqd - koeficijent, koji uzima u obzir brzinu pada temperature zbog
površinskog odvajanja topline u okolnu sredinu. Koeficijent 2 ukazuje na to da se toplina odvodi sa dvije površine ploče : z=0 i
z=d. Trenutni površinski izvor topline predstavlja niz trenutnih tačkastih izvora
topline, razmještenih po nekoj površini, koji djeluju istovremeno (sl.3.2.c, šrafirana površina). Temparaturno polje od trenutnog površinskog izvora topline u štapu (pod predpostavkom da nema odvođenja topline sa površine štapa u okolnu sredinu) dato je jednadžbom:
)]4()[(21
2
)4(atxe
atAcQT −⋅=πρ
gdje je: x - rastojanje posmatranog presjeka od presjeka u kome se dovodi
toplina, A - površina poprečnog presjeka štapa.
U ovom slučaju temparaturno polje je linijsko, pošto temperatura zavisi samo od rastojanja x i vremena t.
Ukoliko je odvođenje topline sa površine štapa u okolnu sredinu znatno, to će temperatura na poprečnom presjeku štapa biti neravnomjerna. Tada ćemo imati:
( ))()4()(
21
2
)4(btatxe
atAcQT +−⋅=πρ
gdje je: b = α.O/cqA O - obim poprečnog presjeka štapa.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 58
3.2.2. Pokretni izvori topline neprekidnog dejstva Određivanje jednadžbe temperaturnog polja kod prostiranja topline od pokretnog
izvora topline konstantne snage vrši se po principu superpozicije. Naime, čitav period dejstva izvora topline se dijeli na beskonačno male odsječke vremena dt. Dejstvo izvora topline u toku vremena dt predstavlja se kao dejstvo trenutnog izvora topline. Integriranjem se dobija tražena jednadžba temperaturnog polja. Na osnovu iznešenog biti će razmotreno nekoliko karakterističnih primjera pokretnih izvora topline.
Pokretni tačkasti izvor topline na površini polubeskonačnog tijela. Neka se tačkasti izvor topline konstantne snage q kreće konstantnom brzinom v pravo - linijski po osi x počev od tačke 0o (3.3.a).
Slika 3.3.
Shema kretanja izvora topline neprekidnog dejstva a - tačkasti izvor topline na površini polubeskonačnog tijela; b - linijski izvor topline u tankoj ploči; c - površinski izvor topline u štapu.
Koordinatni sistem se nalazi u tački 0 i kreće se zajedno sa izvorom topline koji
je u tu tačku stigao poslije vremena th. Da bi smo odredili temperaturu u tački A (x,y,z), moramo odrediti promjenu temperature u toj tački od trenutnog izvora topline, koji je djelovao u tački 0´ u toku vremena dt. Od momenta dovođenja topline u tačku 0´ prošlo je vrijeme t. Ako u jednadžbu stavimo da je Q = qdt a rastojanje R=0´A =((x+vt)2 +y2+z2)1/2
23
)]4()))(())(())(([(
)4(2
atcedtqdT
atzzyyvtxvtx
πρ
++++−⋅⋅=
, to ćemo dobiti sljedeće:
Smatraćemo promjenu temperature od svih elementarnih izvora topline na liniji 0o0, vršeći integriranje u vremenskom području od 0 do th:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 59
( ) ( ) ( )[ ]
23
23
0
)4())(()4())((2
)4(
)]()[(21
ac
tdteeqT
tatRRatvvavx
πρ
⋅⋅⋅
=∫
−−−
gdje je: R2=x2+y2+z2
Jednadžba definiše temperaturno polje u polubeskonačnom tijelu u počet - nom periodu zagrijavanja, tj. kada se temperatura pojedinih tačaka tijela nepre - kidno povećava. Poslije izvjesnog vremena od početka dovođenja topline, dostiže se tzv. granično stanje, kada temperatura tačaka u odnosu na pokretni koordinatni sistem prestaje da se mijenja u toku vremena. Ovo stanje se postiže pri th ∞→ , pa ga nazivamo kvazistacionarno stanje.
Za granično stanje jednadžba poslije integriranja dobija oblik:
[ ]R
eqTaxRv
gs πλ2
)2()]([ +−⋅=
Temperaturno polje graničnog stanja za polubeskonačno tijelo u slučaju pokretnog tačkastog izvora topline prikazano je na slici 3.4.
Pokretni linijski izvor topline u tankoj ploči. Na sl 3.3.b prikazan je linijski izvor topline snage q, ravnomjerno raspodijeljen po debljini tanke ploče koji se kreće konstantnom brzinom v. Površine ploče z=0 i z=d odaju toplinu u okolnu sredinu.
Jednadžbu, koja definiše temperaturno polje u tankoj ploči, dobiti ćemo analogno kao kod tačkastog izvora topline na površini polubeskonačnog tijela. Promjena temperature u tački A od trenutnog izvora topline, koji djeluje u tački 0′, na osnovu jednadžbe i sl.3.3b
23
)()4()])(())(([
)4( atcqedtqdT
btatyyvtxvtx
π
−+++−⋅⋅=
iznosi:
Poslije integriranja od 0 do th
Tq e e dt t
d
vx a v v t a b t R R atth
=
⋅ ⋅ ⋅
− − + −∫( ) [ ( )( ) ( )] ( )( ) ( ) ( / )2 4 4
0
4πλ
dobijamo sljedeću jednadžbu:
gdje je: r2=x2+y2

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 60
Slika 3.4.
Temperaturno polje graničnog stanja pri kretanju tačkastog izvora topline po površini polubeskonačnog tijela (debele ploče iz niskougljičnog čelika).
Režim zavarivanja: q=4,2 kW; v=0,1 cm/s a) izoterme na površini x0y (isprekidana linija označava tačke sa
maksimalnim temperaturama); b) izoterme na poprečnom presjeku kroz tačku 0 (u ravni y0z); c) promjena temperature po pravama paralelnim osi x na površini
polubeskonačnog tijela; d) promjena temperature po pravama paralelnim osi y u poprečnom
presjeku y0z; e) šema položaja koordinatnih osa.
Jednadžba definira temperaturno polje u tankoj ploči u periodu zagrijava - nja, dok za granično stanje dobija oblik:
Tq e K r v a b a
dgs
vx a
=⋅ ⋅ +−[ ] [( ) ( )] ( )2
02 2 1 24
2πλ
gdje je: K0r[(v2/4a2)+(b/a)]1/2=Ko(u) - Beselova funkcija imaginarnog argumenta
druge vrste nultog reda. b=2α/cρd.
Pri zagrijavanju tanke ploče linijskim izvorom topline smatra se da se temperatura po njenoj debljini ne mijenja. Na slici 3.5 prikazano je temperaturno polje graničnog stanja kod tanke ploče.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 61
Slika 3.5.
Temperatursko polje graničnog stanja pri kretanju linijskog izvora topline u tankoj ploči iz niskougljičnog čelika debljine 1 cm.
Režim zavarivanja : q=4,2 kW; v=0,1 cm/s. a) shema položaja koordinatnih osa; b) izoterme na površini ploče (isprekidana linija označava tačke sa
maksimalnim temperaturama); c) promjena temperature u produžecima paralelnim osi x; d) promjena temperature u presjecima paralelnim osi y.
Pokretni površinski izvor topline u štapu. Na sl.3.3.c je prikazan površinski izvor
topline snage q, ravnomjerno raspodjeljen po poprečnom presjeku štapa A, koji se kreće konstantnom brzinom v u pravcu ose štapa. Površina štapa odaje toplinu u okolnu sredinu. Promjena temperature u tački A od trenutnog površin - skog izvora topline, koji je djelovao na tački 0´ iznosi:
21
)()4()])([(
)4( atcpAedtqdT
btatvtxvtx
π
−++−⋅⋅=
Integriranjem promjene temperature od svih trenutnih izvora topline u granicama od 0 do th
d
tdteeqT
htatRRtbatvvavx
πλ4
)/(0
)4())((])4())(([)2(
⋅⋅⋅
=∫ −+−−
dobijamo:
Jednadžba važi za period porasta temperature u štapu. U slučaju graničnog stanja jednadžb
[ ]
])()4()([2 22
)()4)(4()(()2()(
abavAeqT
abaavvxavx
gs+⋅
⋅=
+⋅−−
λ
Kod graničnog stanja, pri zagrijavanju štapa površinskim izvorom topline, usvaja se pretpostavka
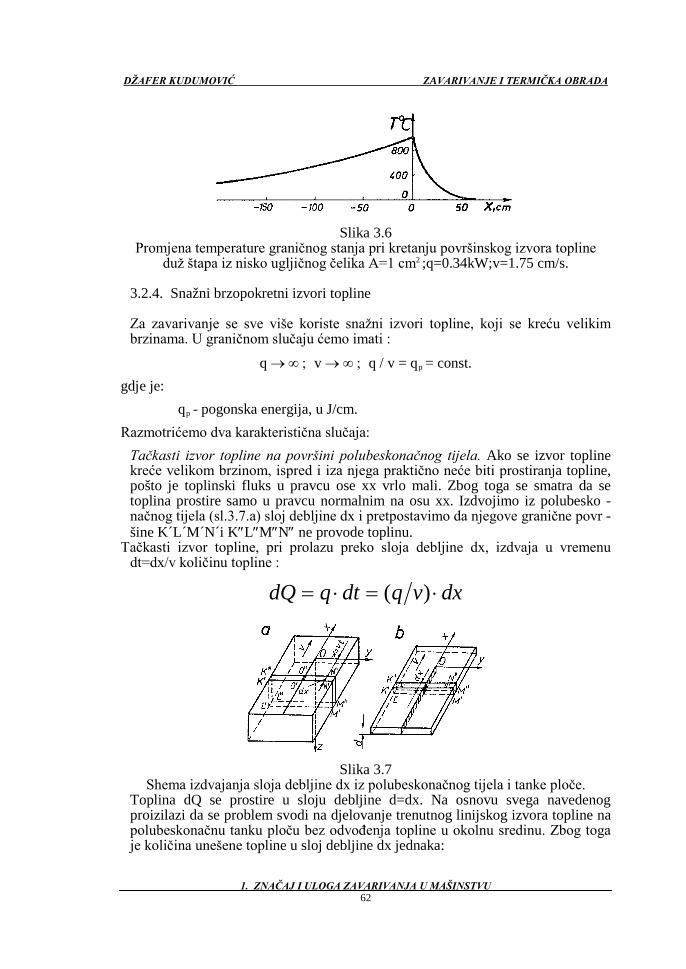
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 62
Slika 3.6
Promjena temperature graničnog stanja pri kretanju površinskog izvora topline duž štapa iz nisko ugljičnog čelika A=1 cm2 ;q=0.34kW;v=1.75 cm/s.
3.2.4. Snažni brzopokretni izvori topline Za zavarivanje se sve više koriste snažni izvori topline, koji se kreću velikim
brzinama. U graničnom slučaju ćemo imati :
q → ∞ ; v → ∞ ; q / v = qp = const. gdje je:
qp
dxvqdtqdQ ⋅=⋅= )(
- pogonska energija, u J/cm. Razmotrićemo dva karakteristična slučaja: Tačkasti izvor topline na površini polubeskonačnog tijela. Ako se izvor topline
kreće velikom brzinom, ispred i iza njega praktično neće biti prostiranja topline, pošto je toplinski fluks u pravcu ose xx vrlo mali. Zbog toga se smatra da se toplina prostire samo u pravcu normalnim na osu xx. Izdvojimo iz polubesko - načnog tijela (sl.3.7.a) sloj debljine dx i pretpostavimo da njegove granične povr - šine K´L´M´N´i K″L″M″N″ ne provode toplinu.
Tačkasti izvor topline, pri prolazu preko sloja debljine dx, izdvaja u vremenu dt=dx/v količinu topline :
Slika 3.7
Shema izdvajanja sloja debljine dx iz polubeskonačnog tijela i tanke ploče. Toplina dQ se prostire u sloju debljine d=dx. Na osnovu svega navedenog
proizilazi da se problem svodi na djelovanje trenutnog linijskog izvora topline na polubeskonačnu tanku ploču bez odvođenja topline u okolnu sredinu. Zbog toga je količina unešene topline u sloj debljine dx jednaka:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 63
vq
dxdQ
⋅= 2
Zamjenjujući gornje vrijednosti u jednadžbi dobivamo slijedeće:
[ ]T
q evtgs
r r at
=⋅ −[( )( ) ( )]4
2πλ
gdje je : r2=y2+z2 t - vrijeme, računato od momenta kada izvor topline prođe ravan u kojoj se nalazi posmatrana tačka.
Promjena temperature za razmatrani slučaj prikazana je na slici 3.8.
Slika 3.8.
Promjena temperature pri kretanju snažnog brzopokretnog tačkastog izvora topline po površini masivnog tijela (debele ploče iz niskougljičnog čelika)
Režim zavarivanja: q =20,9 kW ; v =1 cm/s. a - izoterme na površini tijela;
b - promjena temperature po linijama paralelnim osi x. Linijski izvor topline u tankoj ploči. Izdvojimo na slici 3.7.b (analogno
predhodnom slučaju) sloj debljine dx i predpostavimo da ne provodi toplinu na svojim bokovima. Toplina dQ = (q/v) dx, koju je izvor topline izdvojio u sloju debljine dx, prostire se samo u smjeru ose y u skladu sa jednadžbom za trenutni površinski izvor topline u štapu.
Površina sloja je: dA = d⋅dx. Jednadžbu provođenja topline za granično stanje za slučaj na slici 3.7.b dobijamo
ako zamijenimo snagu izvora topline
dvq
dxddQ
⋅=
⋅
a koordinatu x sa koordinatom y, uzimajući pri tome u obzir površinsko odvođenje topline u okolni prostor:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 64
( )tcdveqT
btatyy
gs ρπλ4
)()]4())(([
⋅⋅⋅
=−−
gdje je: b=2α/cρd. Ako zagrijavano tijelo ima početnu temperaturu, to će jednadžba i imati slijedeći
oblik:
0
)4())(([
2T
vteqT
atrr
gs +
⋅
=−
λπ
0
)()]4())(([
)4(T
tcdveqT
btatyy
gs +
⋅⋅⋅
=−−
ρπλ
gdje je : To - početna temperatura ili temperatura predgrijevanja tijela. 3.3. PERIOD TOPLINSKOG ZASIĆIVANJA I IZJEDNAČAVANJA TEMPERATURE PRI ZAGRIJAVANJU TIJELA POKRETNIM IZVORIMA TOPLINE Period toplinskog zasićivanja. Od početka djelovanja izvora topline tempe- ratura
pojedinih tačaka tijela, u odnosu na pokretni koordinatni sistem, neprekidno se povećava sve do trenutka postizanja graničnog stanja. Tada temperatura pojedi - nih tačaka tijela, u odnosu na pokretni koordinatni sistem, prestaje da se mijenja sa vremenom. Taj period povećavanja temperature naziva se period toplinskog zasićavanja. Zbog složenosti jednadžbe, temperature u tijelu u periodu toplinskog zasićavanja se izračunavaju pomoću nomograma. Izrazimo temperaturu T u perio - du toplinskog zasićivanja kao proizvod između temperature graničnog stanja i koeficijenta toplinskog zasićavanja ψ:
gsTT ⋅=ψ Koeficijenti toplinskog zasićavanja su prikazani na slici 3.9 u zavisnosti od
bezdimenzijalnog kriterijuma vremena τ i bezdimenzijalnog rastojanja ρ od izvora topline do posmatrane tačke.
Nomogram za određivanja ψ3
)2()(
3 avR
=ρ
(slika 3.9.a) za tačkasti izvor topline konstruiran je u zavisnosti od :
i )4(
)( 2
3 atv h⋅
=τ
Nomogram za određivanje ψ2
+
⋅=
ab
avr 2
2
2 4ρ
(slika 3.9.b) za linijski izvor topline konstruiran je u zavisnosti od:
i [ ]bavth +⋅= )4( 22τ
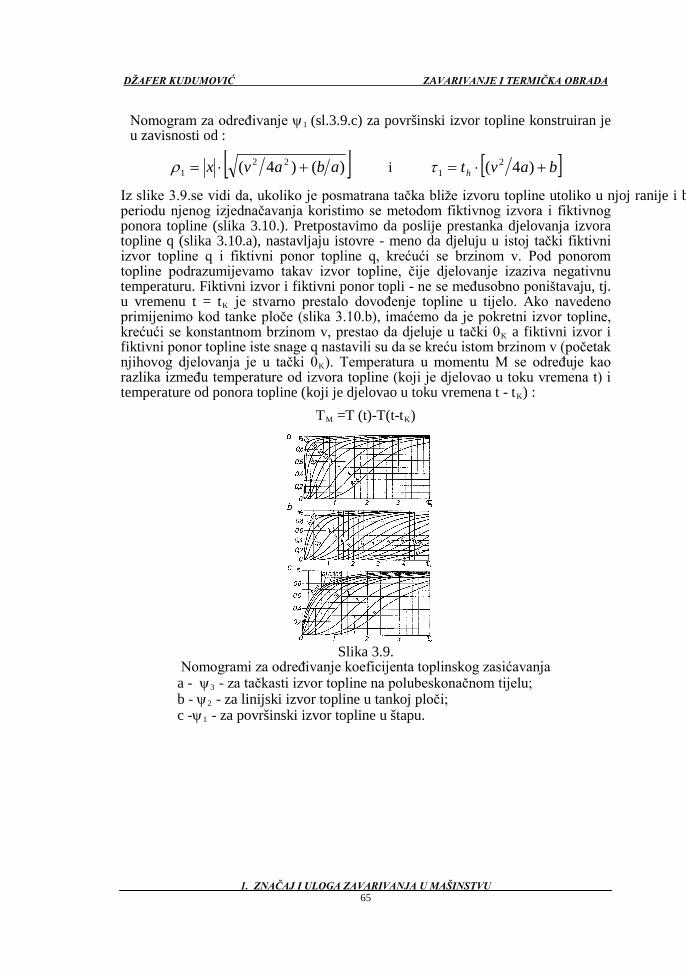
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 65
Nomogram za određivanje ψ1
[ ])()4( 221 abavx +⋅=ρ
(sl.3.9.c) za površinski izvor topline konstruiran je u zavisnosti od :
i [ ]bavth +⋅= )4( 21τ
Iz slike 3.9.se vidi da, ukoliko je posmatrana tačka bliže izvoru topline utoliko u njoj ranije i b periodu njenog izjednačavanja koristimo se metodom fiktivnog izvora i fiktivnog ponora topline (slika 3.10.). Pretpostavimo da poslije prestanka djelovanja izvora topline q (slika 3.10.a), nastavljaju istovre - meno da djeluju u istoj tački fiktivni izvor topline q i fiktivni ponor topline q, krećući se brzinom v. Pod ponorom topline podrazumijevamo takav izvor topline, čije djelovanje izaziva negativnu temperaturu. Fiktivni izvor i fiktivni ponor topli - ne se međusobno poništavaju, tj. u vremenu t = tK je stvarno prestalo dovođenje topline u tijelo. Ako navedeno primijenimo kod tanke ploče (slika 3.10.b), imaćemo da je pokretni izvor topline, krećući se konstantnom brzinom v, prestao da djeluje u tački 0K a fiktivni izvor i fiktivni ponor topline iste snage q nastavili su da se kreću istom brzinom v (početak njihovog djelovanja je u tački 0K). Temperatura u momentu M se određuje kao razlika između temperature od izvora topline (koji je djelovao u toku vremena t) i temperature od ponora topline (koji je djelovao u toku vremena t - tK
T) :
M =T (t)-T(t-tK
Slika 3.9. Nomogrami za određivanje koeficijenta toplinskog zasićavanja a - ψ
)
3 - za tačkasti izvor topline na polubeskonačnom tijelu; b - ψ2 - za linijski izvor topline u tankoj ploči; c -ψ1 - za površinski izvor topline u štapu.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 66
Slika 3.10
)]()([)()( 2222 kgskgsgsM tttTttTtTT −−⋅=−⋅−⋅= ψψψψ
. Shema djelovanja fiktivnog izvora i fiktivnog ponora topline
Jednadžbu možemo izraziti uz pomoć jednadžbe na slijedeći način:
Temperaturu graničnog stanja i koeficijente toplinskog zasićavanja nalazi- mo prema odgovarajućim formulama i nomogramima. Ukoliko je izvor topline djelovao dovoljno dugo (pa je tk veliko) da je bilo dostignuto granično stanje u trenutku prestanka njegovog djelovanja, t postaje također veliko a ψ2
)](1[ 2 kgsM ttTT −−= ψ
(t ) = 1 Tada ćemo imati :
3.4. UTJECAJ IVICE TIJELA NA PROSTIRANJE TOPLINE Zavarivani elementi su ograničenih dimenzija. Iako se u mnogim slučaje - vima utjecaj ograničen Zavarivanje tanke ploče pri kretanju izvora topline u blizini njene ivice. Neka se
izvor topline kreće na rastojanju yo od ivice ploče (slika 3.11). Pri rješavanju ovog problema primijenit ćemo metod fiktivnog izvora topline. Ako ivicu I-I smatramo ne prolaznom za toplinu, tada će se toplina od nje reflektovati. Zatim, pretpostavimo da je ploča beskonačna i da se u njoj kreću u isto vrijeme istom brzinom dva izvora topline jednake snage. Promjena temperature u toj beskonačnoj ploči prikazana je na slici 3.11.a isprekidanom linijom 1 od stvarnog izvora topline a isprekidanom linijom 1´ od fiktivnog izvora topline. Punom linijom prikazan je zbir temperatura od stvarnog i fiktivnog izvora topline, što daje stvarnu promjenu temperature ( koja uzima u obzir refleksiju topline od ivice I-I ).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 67
Temperatura u nekoj tački A tanke ploče na slici 3.11.b određuje se slijedećo
+
⋅⋅+
+
⋅⋅⋅
⋅
=−
ab
avrK
ab
avrK
deqT
avx
gs 2
2
202
2
10
)2()[(
442πλ
gdje je:
221 yxr +=
20
22 )2( yyxr −+=
Slika 3.11. Shema uvođenja fiktivnog pokretnog izvora topline q´1
a) promjena temperature 1 i 1´ od izvora topline q
zbog uzimanja u obzir refleksije topline od ivice I-I
1 i q1
b) shema kretanja izvora topline q
´ i stvarna promjena temperature, koja uzima u obzir refleksiju topline od ivice I-I (puna linija);
1 i q1´ Zavarivanje dvije uske tanke ploče. Pri zavarivanju dvije uske ploče refleksiju
topline od njihovih ivica možemo uzeti u obzir uvođenjem dva dopun - ska fiktivna izvora topline q
u ploči.
1´ = q1″ = q1
Slika 3.12. Shema uvođenja fiktivnih izvora topline radi uzimanja u obzir
refleksije topline od ivice ploče
(slika 3.12.a). Temperatura tačke A se određuje kao zbir temperatura od tri izvora topline, koji djeluju u tankoj ploči.
a) pri zavarivanju dvije uske ploče; b) pri zavarivanju počev od ivice ploče.
Zavarivanje počev od ivice tanke ploče. Ovdje postoji utjecaj perioda toplinskog zasićavanja i refleksije topline od ivice I-I (slika3.12.b). Utjecaj refle - ksije topline se uzima u obzir uvođenjem fiktivnog izvora topline, koji počinje da se kreće iz tačke 0 istovremeno sa stvarnim izvorom topline, ali u suprotnom pravcu. Temperatura u tački A se određuje kao zbir temperatura od stvarnog i fiktivnog izvora topline, koji djeluju u tankoj ploči beskonačnih dimenzija.
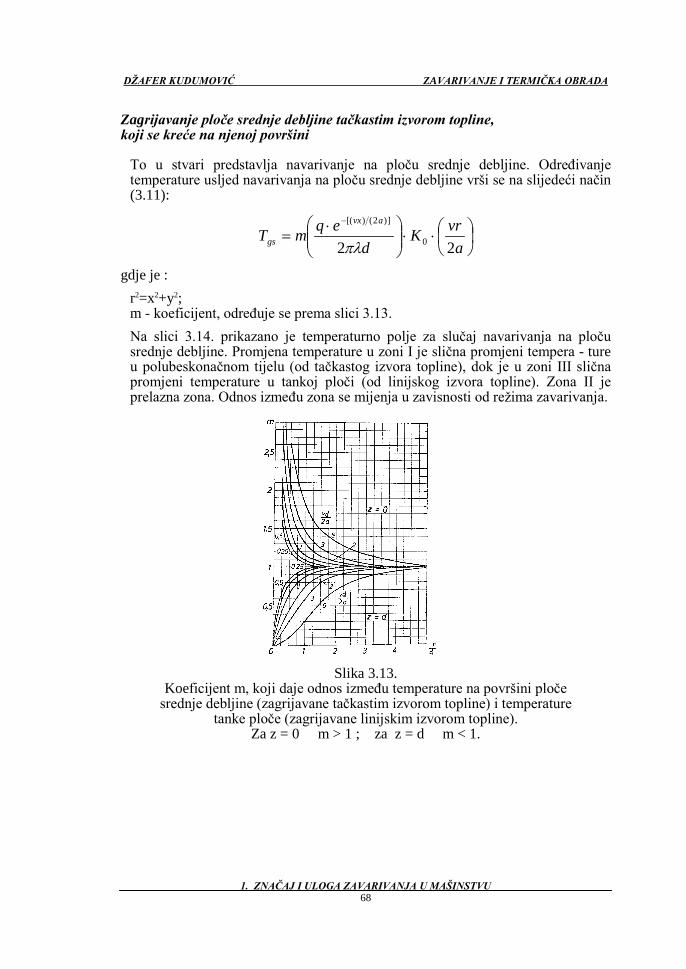
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 68
Zagrijavanje ploče srednje debljine tačkastim izvorom topline, koji se kreće na njenoj površini To u stvari predstavlja navarivanje na ploču srednje debljine. Određivanje
temperature usljed navarivanja na ploču srednje debljine vrši se na slijedeći način (3.11):
⋅⋅
⋅=
−
avrK
deqmT
avx
gs 22 0
])2()[(
πλ
gdje je : r2=x2+y2
Na slici 3.14. prikazano je temperaturno polje za slučaj navarivanja na ploču srednje debljine. Promjena temperature u zoni I je slična promjeni tempera - ture u polubeskonačnom tijelu (od tačkastog izvora topline), dok je u zoni III slična promjeni temperature u tankoj ploči (od linijskog izvora topline). Zona II je prelazna zona. Odnos između zona se mijenja u zavisnosti od režima zavarivanja.
; m - koeficijent, određuje se prema slici 3.13.
Slika 3.13. Koeficijent m, koji daje odnos između temperature na površini ploče
srednje debljine (zagrijavane tačkastim izvorom topline) i temperature tanke ploče (zagrijavane linijskim izvorom topline).
Za z = 0 m > 1 ; za z = d m < 1.
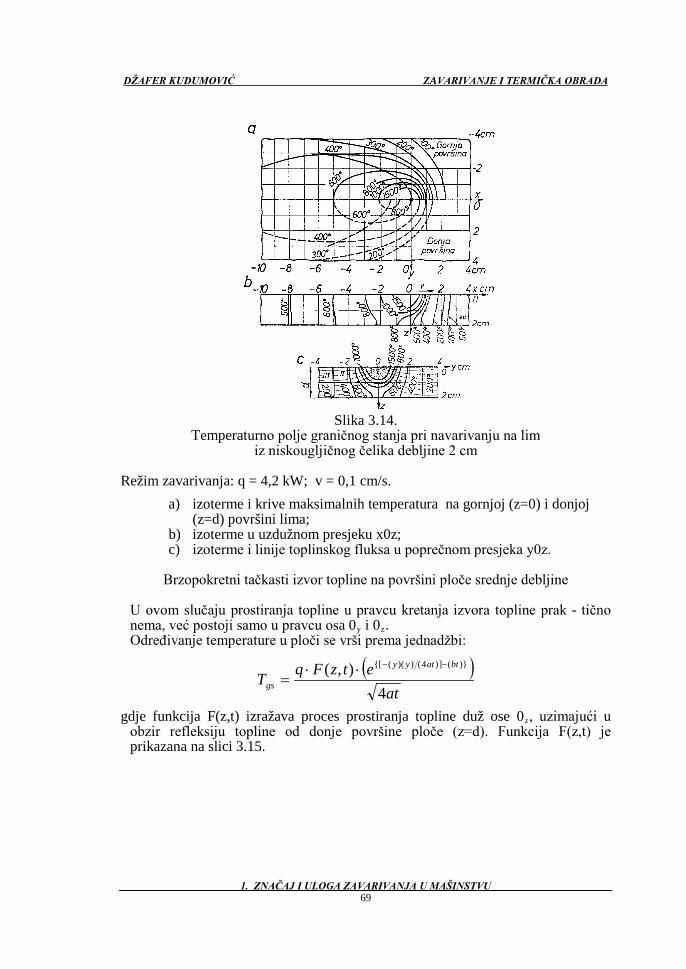
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 69
Slika 3.14. Temperaturno polje graničnog stanja pri navarivanju na lim
iz niskougljičnog čelika debljine 2 cm
Režim zavarivanja: q = 4,2 kW; v = 0,1 cm/s. a) izoterme i krive maksimalnih temperatura na gornjoj (z=0) i donjoj
(z=d) površini lima; b) izoterme u uzdužnom presjeku x0z; c) izoterme i linije toplinskog fluksa u poprečnom presjeka y0z.
Brzopokretni tačkasti izvor topline na površini ploče srednje debljine
U ovom slučaju prostiranja topline u pravcu kretanja izvora topline prak - tično
nema, već postoji samo u pravcu osa 0y i 0z
( )at
etzFqTbtatyy
gs 4),( )(])4())(([ −−⋅⋅
=
. Određivanje temperature u ploči se vrši prema jednadžbi:
gdje funkcija F(z,t) izražava proces prostiranja topline duž ose 0z, uzimajući u obzir refleksiju topline od donje površine ploče (z=d). Funkcija F(z,t) je prikazana na slici 3.15.
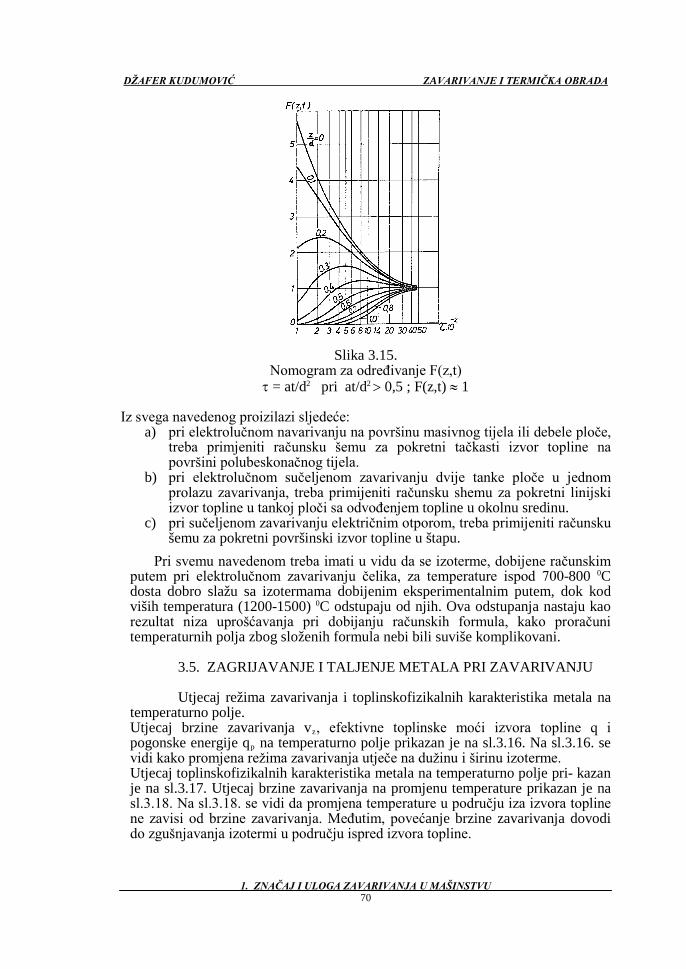
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 70
Slika 3.15. Nomogram za određivanje F(z,t)
τ = at/d2 pri at/d2
a) pri elektrolučnom navarivanju na površinu masivnog tijela ili debele ploče, treba primjeniti računsku šemu za pokretni tačkasti izvor topline na površini polubeskonačnog tijela.
> 0,5 ; F(z,t) ≈ 1 Iz svega navedenog proizilazi sljedeće:
b) pri elektrolučnom sučeljenom zavarivanju dvije tanke ploče u jednom prolazu zavarivanja, treba primijeniti računsku shemu za pokretni linijski izvor topline u tankoj ploči sa odvođenjem topline u okolnu sredinu.
c) pri sučeljenom zavarivanju električnim otporom, treba primijeniti računsku šemu za pokretni površinski izvor topline u štapu.
Pri svemu navedenom treba imati u vidu da se izoterme, dobijene računskim putem pri elektrolučnom zavarivanju čelika, za temperature ispod 700-800 0C dosta dobro slažu sa izotermama dobijenim eksperimentalnim putem, dok kod viših temperatura (1200-1500) 0C odstupaju od njih. Ova odstupanja nastaju kao rezultat niza uprošćavanja pri dobijanju računskih formula, kako proračuni temperaturnih polja zbog složenih formula nebi bili suviše komplikovani.
3.5. ZAGRIJAVANJE I TALJENJE METALA PRI ZAVARIVANJU
Utjecaj režima zavarivanja i toplinskofizikalnih karakteristika metala na
temperaturno polje. Utjecaj brzine zavarivanja vz, efektivne toplinske moći izvora topline q i
pogonske energije qp na temperaturno polje prikazan je na sl.3.16. Na sl.3.16. se vidi kako promjena režima zavarivanja utječe na dužinu i širinu izoterme.
Utjecaj toplinskofizikalnih karakteristika metala na temperaturno polje pri- kazan je na sl.3.17. Utjecaj brzine zavarivanja na promjenu temperature prikazan je na sl.3.18. Na sl.3.18. se vidi da promjena temperature u području iza izvora topline ne zavisi od brzine zavarivanja. Međutim, povećanje brzine zavarivanja dovodi do zgušnjavanja izotermi u području ispred izvora topline.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 71
Slika 3.16. Utjecaj režima zavarivanja na temperaturno polje graničnog stanja
u ploči debljine 1 cm od niskougljičnog čelika a) promjena brzine zavarivanja vzb) promjena efektivne toplinske moći izvora topline q pri v
pri q = const; z
c) promjena efektivne toplinske moći q i brzine zavarivanja v= const;
z pri qp
=const.
Slika 3.17 Utjecaj toplinskofizikalnih karakteristika metala na temperaturno polje
graničnog stanja u ploči debljine 1cm (q=4,2 kw; vza) niskougljični čelik;
=0,2 cm/s)
b) Cr-Ni čelik; c) aluminij ; d) bakar.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 72
Slika 3.18. Utjecaj brzine kretanja tačkastog izvora topline po površini polubeskonačnog tijela
na promjenu temperature duž ose 0x ( q = 4,2 kw ) Dužina rastopa Na sl.3.19. prikazan je izgled rastopa i njegove dimenzije.Rastop ima oblik
izoterme koja odgovara temperaturi topljenja Ttop
osnovnog materijala. Parametri rastopa su dužina, širina i dubina(sl.3.19).
Slika 3.19. Izgled i dimenzije rastopa
Pri određivanju dužine rastopa, obrazovanog pri navarivanju na masivno tijelo
brzopokretnim izvorom topline imamo :
[ ]tv
eqTz
atrr
gs πλ2
)]4())([(−⋅=
gdje je: r2=y2+z2
Pošto nas interesuje samo maksimalna dužina rastopa, to ćemo u gornju jednadžbu staviti da je r=0. Tada ćemo imati :
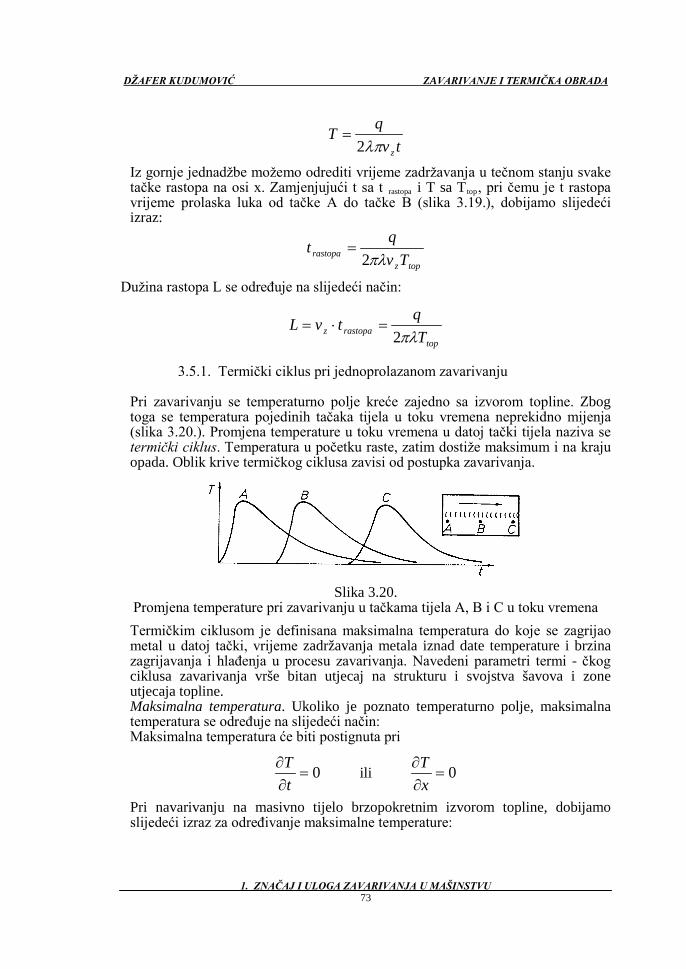
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 73
tvqT
zλπ2=
Iz gornje jednadžbe možemo odrediti vrijeme zadržavanja u tečnom stanju svake tačke rastopa na osi x. Zamjenjujući t sa t rastopa i T sa Ttop
topzrastopa Tv
qtπλ2
=
, pri čemu je t rastopa vrijeme prolaska luka od tačke A do tačke B (slika 3.19.), dobijamo slijedeći izraz:
Dužina rastopa L se određuje na slijedeći način:
toprastopaz T
qtvLπλ2
=⋅=
3.5.1. Termički ciklus pri jednoprolazanom zavarivanju
Pri zavarivanju se temperaturno polje kreće zajedno sa izvorom topline. Zbog
toga se temperatura pojedinih tačaka tijela u toku vremena neprekidno mijenja (slika 3.20.). Promjena temperature u toku vremena u datoj tački tijela naziva se termički ciklus. Temperatura u početku raste, zatim dostiže maksimum i na kraju opada. Oblik krive termičkog ciklusa zavisi od postupka zavarivanja.
Slika 3.20. Promjena temperature pri zavarivanju u tačkama tijela A, B i C u toku vremena
Termičkim ciklusom je definisana maksimalna temperatura do koje se zagrijao metal u datoj tački, vrijeme zadržavanja metala iznad date temperature i brzina zagrijavanja i hlađenja u procesu zavarivanja. Navedeni parametri termi - čkog ciklusa zavarivanja vrše bitan utjecaj na strukturu i svojstva šavova i zone utjecaja topline.
Maksimalna temperatura. Ukoliko je poznato temperaturno polje, maksimalna temperatura se određuje na slijedeći način:
Maksimalna temperatura će biti postignuta pri
0=∂∂
tT
ili 0=∂∂
xT
Pri navarivanju na masivno tijelo brzopokretnim izvorom topline, dobijamo slijedeći izraz za određivanje maksimalne temperature:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 74
220max 234,02rvc
qrvec
qTTzz ⋅⋅
=⋅⋅
=−ρρπ
gdje je: r2 = y2 + z
−
⋅⋅⋅=
−
⋅⋅⋅⋅=−
aby
ydvcq
aby
ydvceqTT
zz 21242,0
21
2
22
0max ρρπ
2 Analogno tome, za sučeljeno zavarivanje dvije tanke ploče (u jednom prolazu
zavarivanja) imaćemo slijedeće:
Slika 3.21.
Određivanje maksimalne temperature a - tačkasti izvor topline na površini polubesko Drugi postupak za određivanje maksimalne temperature može se izvesti uz
pomoć dijagrama na slici 3.21. Prvo se izračuna vrijednost za vz . l /2a (gdje je l = y) a zatim se nalazi vrijednost na ordinati. Iz izraza na ordinati (gdje je T = Tmax
tTvhl ∂
∂=
) lahko se izračuna maksimalna temperatura. Kriva na slici 3.21.b. ne uzima u obzir odvođenje topline u okolnu sredinu.
Brzina hlađenja. Brzina hlađenja se izračunava diferenciranjem izraza za temperaturu po vremenu:
Pri navarivanju na površinu masivnog tijela i sučeljenom zavarivanju dvije tanke ploče (uzevši u obzir početnu temperaturu) koristimo izraze. Pošto je brzina hlađenja za tačke u blizini šava skoro ista kao za tačke na njegovoj osi, to u izraze stavljamo da je r = 0, odnosno y = 0. Tada ćemo imati:
tvqTT
z ⋅⋅=−
πλ20
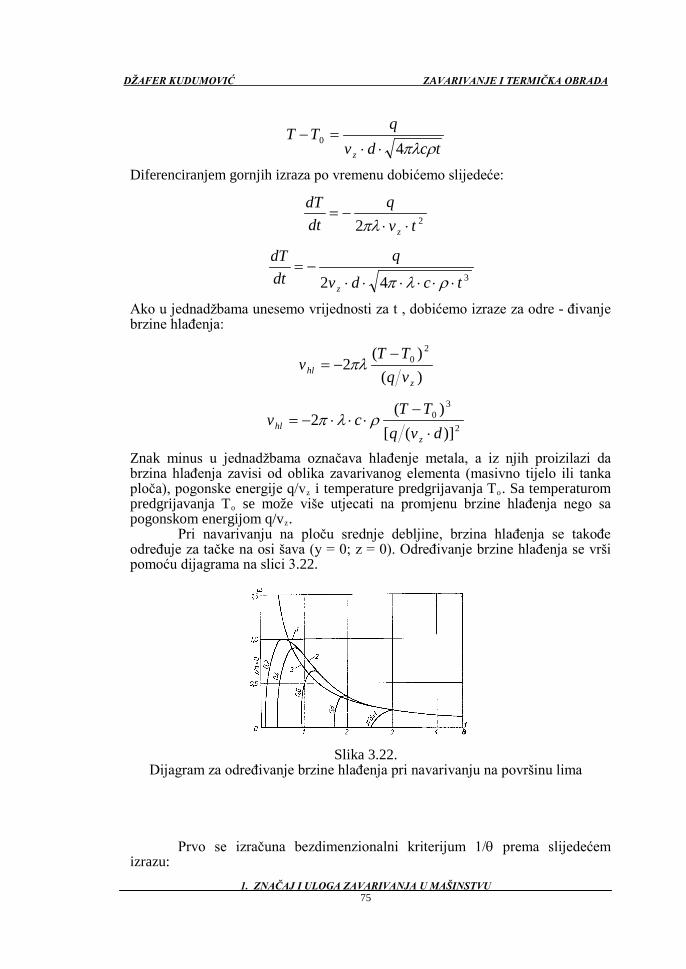
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 75
tcdvqTT
z ρπλ40
⋅⋅=−
Diferenciranjem gornjih izraza po vremenu dobićemo slijedeće:
22 tvq
dtdT
z ⋅⋅−=
πλ
342 tcdv
qdtdT
z ⋅⋅⋅⋅⋅⋅−=
ρλπ
Ako u jednadžbama unesemo vrijednosti za t , dobićemo izraze za odre - đivanje brzine hlađenja:
)()(
22
0
zhl vq
TTv
−−= πλ
2
30
)]([)(
2dvq
TTcv
zhl ⋅
−⋅⋅⋅−= ρλπ
Znak minus u jednadžbama označava hlađenje metala, a iz njih proizilazi da brzina hlađenja zavisi od oblika zavarivanog elementa (masivno tijelo ili tanka ploča), pogonske energije q/vz i temperature predgrijavanja To. Sa temperaturom predgrijavanja To se može više utjecati na promjenu brzine hlađenja nego sa pogonskom energijom q/vz
Pri navarivanju na ploču srednje debljine, brzina hlađenja se takođe određuje za tačke na osi šava (y = 0; z = 0). Određivanje brzine hlađenja se vrši pomoću dijagrama na slici 3.22.
.
Slika 3.22. Dijagram za određivanje brzine hlađenja pri navarivanju na površinu lima
Prvo se izračuna bezdimenzionalni kriterijum 1/θ prema slijedećem
izrazu:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 76
)()2(1
02 TTcd
vq z
−⋅⋅⋅⋅=
ρπθ
Zatim se iz dijagrama na slici 3.22. odredi bezdimenzionalni kriterijum 1/θ. Na kraju se brzina hlađenja pri navarivanju na ploču srednje debljine odredi prema slijedećem izrazu:
)()(
22
0
zhl vq
TTv
−⋅⋅−= λπω
Vrijeme zadržavanja metala iznad date temperature. Na slici 3.23. prikazana je promjena temperature date tačke u toku procesa zavarivanja (termički ciklus).
Slika 3.23. Termički ciklus zavarivanja
Na slici 3.23. znače: tzadrž - vrijeme zadržavanja date tačke iznad temperature T; Tmax - maksimalna temperatura koju je dostigla data tačka; To
)()(
0max3 TT
vqft zzadrž −⋅
=λ
- početna tempertura. Vrijeme zadržavanja metala iznad date temperature biće jednako: Pri navarivanju na površinu masivnog tijela:
Pri sučeljenom zavarivanju dvije tanke ploče (u jednom prolazu zavarivanja):
( )[ ]( )2
0max
2
2 TTcdvqft z
zadrž −⋅⋅⋅⋅
=ρλ

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 77
gdje su f2 i f3 koeficijenti koji zavise od θ = (T - To) / (Tmax - To). Koeficijenti f2 i f3
Slika 3.24. Nomogram za određivanje koeficijenata f
se određuju prema slici 3.24.
2 i f3
Brzina hlađenja. Pri višeslojnom zavarivanju sa dugačkim slojevima, najveću brzinu hlađenja ima prvi sloj zbog hladnog osnovnog materijala. Na slici 3.25. prikazana je promjena temperature za date tačke osnovnog materijala pri višeslojnom zavarivanju sa dugačkim slojevima.
.
3.5.2. Termički ciklus pri višeslojnom zavarivanju Pri višeslojnom zavarivanju, toplinski utjecaj na metal zavisi od toga da li se zavarivanje izvodi s Višeslojno zavarivanje sa dugačkim slojevima. Pod zavarivanjem sa dugačkim
slojevima podrazumijeva se izvođenje jednog sloja po čitavoj dužini zavarenog spoja većoj od 0,5 - 1 m.
Slika 3.25. Termički ciklus pri višeslojnom zavarivanju sa dugačkim slojevima
Određivanje brzine hlađenja prvog sloja vrši se prema izrazu na strani 42, tj. kao za navarivanje na ploču srednje debljine. Pri tome se uvodi koeficijent korekcije za određivanje računske pogonske energije (q/vz) rač i računske debljine d rač (slika 3.26.).
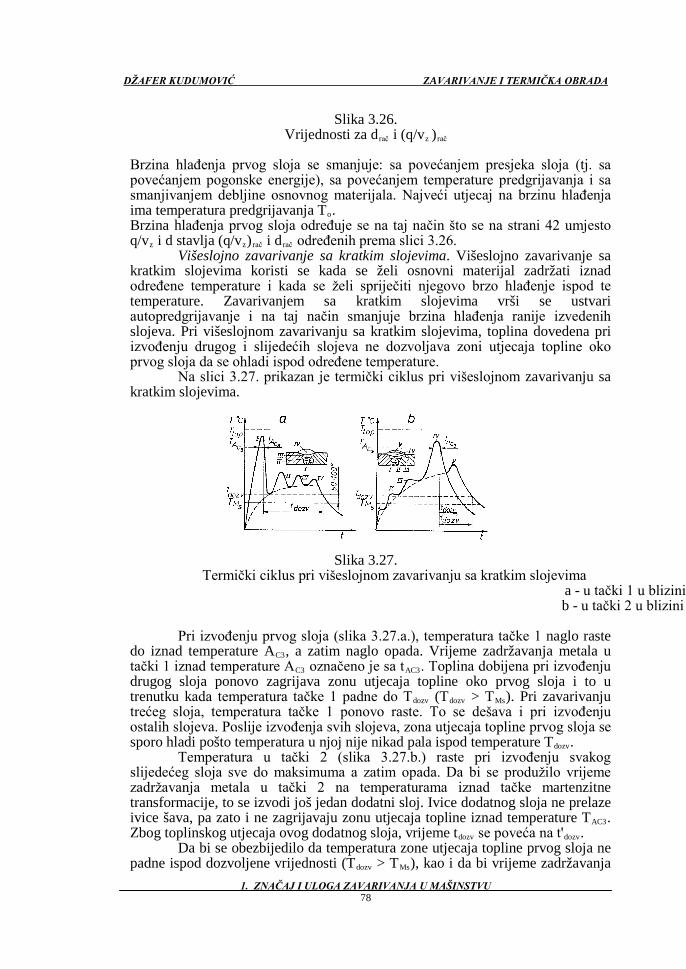
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 78
Slika 3.26. Vrijednosti za drač i (q/vz )rač
Brzina hlađenja prvog sloja se smanjuje: sa povećanjem presjeka sloja (tj. sa
povećanjem pogonske energije), sa povećanjem temperature predgrijavanja i sa smanjivanjem debljine osnovnog materijala. Najveći utjecaj na brzinu hlađenja ima temperatura predgrijavanja To.
Brzina hlađenja prvog sloja određuje se na taj način što se na strani 42 umjesto q/vz i d stavlja (q/vz) rač i drač
Na slici 3.27. prikazan je termički ciklus pri višeslojnom zavarivanju sa kratkim slojevima.
određenih prema slici 3.26. Višeslojno zavarivanje sa kratkim slojevima. Višeslojno zavarivanje sa
kratkim slojevima koristi se kada se želi osnovni materijal zadržati iznad određene temperature i kada se želi spriječiti njegovo brzo hlađenje ispod te temperature. Zavarivanjem sa kratkim slojevima vrši se ustvari autopredgrijavanje i na taj način smanjuje brzina hlađenja ranije izvedenih slojeva. Pri višeslojnom zavarivanju sa kratkim slojevima, toplina dovedena pri izvođenju drugog i slijedećih slojeva ne dozvoljava zoni utjecaja topline oko prvog sloja da se ohladi ispod određene temperature.
Slika 3.27. Termički ciklus pri višeslojnom zavarivanju sa kratkim slojevima
a - u tački 1 u blizini b - u tački 2 u blizini
Pri izvođenju prvog sloja (slika 3.27.a.), temperatura tačke 1 naglo raste
do iznad temperature AC3, a zatim naglo opada. Vrijeme zadržavanja metala u tački 1 iznad temperature AC3 označeno je sa tAC3. Toplina dobijena pri izvođenju drugog sloja ponovo zagrijava zonu utjecaja topline oko prvog sloja i to u trenutku kada temperatura tačke 1 padne do Tdozv (Tdozv > TMs). Pri zavarivanju trećeg sloja, temperatura tačke 1 ponovo raste. To se dešava i pri izvođenju ostalih slojeva. Poslije izvođenja svih slojeva, zona utjecaja topline prvog sloja se sporo hladi pošto temperatura u njoj nije nikad pala ispod temperature Tdozv.
Temperatura u tački 2 (slika 3.27.b.) raste pri izvođenju svakog slijedećeg sloja sve do maksimuma a zatim opada. Da bi se produžilo vrijeme zadržavanja metala u tački 2 na temperaturama iznad tačke martenzitne transformacije, to se izvodi još jedan dodatni sloj. Ivice dodatnog sloja ne prelaze ivice šava, pa zato i ne zagrijavaju zonu utjecaja topline iznad temperature TAC3. Zbog toplinskog utjecaja ovog dodatnog sloja, vrijeme tdozv se poveća na t'dozv
Da bi se obezbijedilo da temperatura zone utjecaja topline prvog sloja ne padne ispod dozvoljene vrijednosti (T
.
dozv > TMs), kao i da bi vrijeme zadržavanja
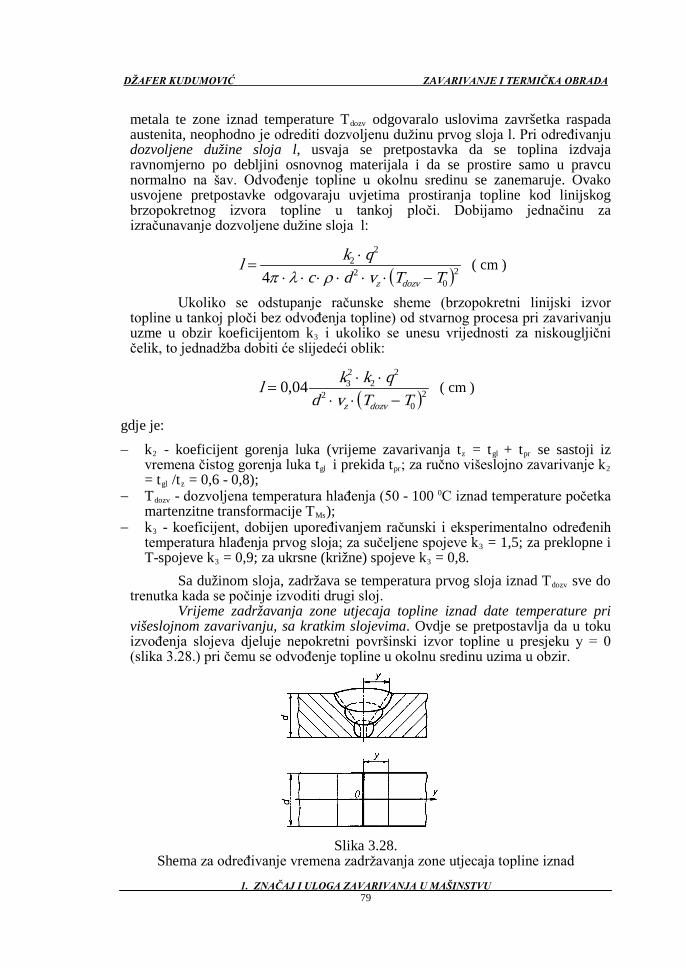
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 79
metala te zone iznad temperature Tdozv
( )20
2
22
4 TTvdcqkl
dozvz −⋅⋅⋅⋅⋅⋅⋅
=ρλπ
odgovaralo uslovima završetka raspada austenita, neophodno je odrediti dozvoljenu dužinu prvog sloja l. Pri određivanju dozvoljene dužine sloja l, usvaja se pretpostavka da se toplina izdvaja ravnomjerno po debljini osnovnog materijala i da se prostire samo u pravcu normalno na šav. Odvođenje topline u okolnu sredinu se zanemaruje. Ovako usvojene pretpostavke odgovaraju uvjetima prostiranja topline kod linijskog brzopokretnog izvora topline u tankoj ploči. Dobijamo jednačinu za izračunavanje dozvoljene dužine sloja l:
( cm )
Ukoliko se odstupanje računske sheme (brzopokretni linijski izvor topline u tankoj ploči bez odvođenja topline) od stvarnog procesa pri zavarivanju uzme u obzir koeficijentom k3
( )20
2
22
2304,0
TTvdqkkl
dozvz −⋅⋅⋅⋅
=
i ukoliko se unesu vrijednosti za niskougljični čelik, to jednadžba dobiti će slijedeći oblik:
( cm )
gdje je:
− k2 - koeficijent gorenja luka (vrijeme zavarivanja tz = tgl + tpr se sastoji iz vremena čistog gorenja luka tgl i prekida tpr; za ručno višeslojno zavarivanje k2 = tgl /tz
− T = 0,6 - 0,8);
dozv - dozvoljena temperatura hlađenja (50 - 100 0C iznad temperature početka martenzitne transformacije TMs
− k);
3 - koeficijent, dobijen upoređivanjem računski i eksperimentalno određenih temperatura hlađenja prvog sloja; za sučeljene spojeve k3 = 1,5; za preklopne i T-spojeve k3 = 0,9; za ukrsne (križne) spojeve k3
Sa dužinom sloja, zadržava se temperatura prvog sloja iznad T = 0,8.
dozv
Slika 3.28. Shema za određivanje vremena zadržavanja zone utjecaja topline iznad
sve do trenutka kada se počinje izvoditi drugi sloj.
Vrijeme zadržavanja zone utjecaja topline iznad date temperature pri višeslojnom zavarivanju, sa kratkim slojevima. Ovdje se pretpostavlja da u toku izvođenja slojeva djeluje nepokretni površinski izvor topline u presjeku y = 0 (slika 3.28.) pri čemu se odvođenje topline u okolnu sredinu uzima u obzir.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 80
date temperature pri višeslojnom zavarivanju sa kratkim slojevima. Računska toplinska moć luka iznosi:
qkkq qrač ⋅⋅= 2
gdje je:
− q - efektivna toplinska moć zavarivačkog luka, u W; − k2
− k - koeficijent gorenja luka (0,6 . 0,8);
q - koeficijent dovođenja topline luka, koji uzima u obzir oblik spoja (za sučeljeni spoj kq = 1; za preklopni i T-spoj kq = 0,67; za križni spoj kq
Vrijeme zadržavanja t = 0,6).
dozv zone utjecaja topline prvog sloja iznad tempe - rature Tdozv
Slika 3.29. Nomogrami za određivanje vremena zadržavanja t
izračunava se pomoću slike 3.29.
dozv.
Pri proračunu zadržavanja tdozv zone utjecaja topline iznad temperature Tdozv
( )abTT
qld
dozvrač
⋅−⋅⋅
= 012λθ
, uvode se bezdimenzionalne veličine za odvođenje topline u slučaju djelo - vanja nepokretnog površinskog izvora topline u štapu:
Bezdimenzionalna temperatura posmatrane tačke :
gdje je: d - debljina osnovnog materijala, u ( cm ); l - dužina sloja, u ( cm ); b = 2α/c⋅ρ⋅drač
( )2OAdrač =
- koeficijent, u ( 1/s );
- računski prečnik štapa , u ( cm )
A = d⋅l - površina poprečnog presjeka štapa, u ( cm2 ); O/2 - polovina obima štapa, u ( cm ).
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 81
Bezdimenzionalno rastojanje zone utjecaja topline od ravni u kojoj se nalazi izvor topline:
aby ⋅=1ρ
gdje je: − y - računsko rastojanje zone utjecaja topline od površinskog izvora topline
koje je jednako polovini širine razmaka na vrhu žlijeba kod sučeljenih spojeva, odnosno polovini katete šava kod T - spojeva.
Bezdimenzionalno vrijeme zavarivanja u toku potpunog izvođenja dijela višeslojnog šava uključujući i prekide:
+
−⋅⋅=⋅ 1)1(
2kn
vlbtbz
z
gdje je: vz - brzina zavarivanja sloja, u cm/;
n - broj slojeva.
Pošto se odrede vrijednosti za θ1, ρ1 i b⋅tz, iz dijagrama na slici 3.29. dobije se veličina b⋅tdozv.
Dozvoljeno vrijeme zadržavanja zone utjecaja topline prvog sloja iznad Tdozv
( )btbt z
dozv⋅
=1
iznosi:
Dozvoljeno vrijeme zadržavanja zone utjecaja topline posljednjeg sloja (na površini šava) iznad Tdozv
( ) ( ) zz
dozvpovršdozv tkv
ltt −⋅
+=2
1
iznosi:
3.6. ZAGRIJAVANJE METALA GASNIM PLAMENOM Pri zagrijavanju metala gasnim plamenom koriste se obični gorionici (sa jednim
plamenom) i linijski gorionici (sa više plamenova u jednom redu). Postoje i gorionici sa više plamenova raspoređenih u više redova. Na slici 3.30. prikazan je izgled gorionika i raspodjele specifičnog toplinskog fluksa.
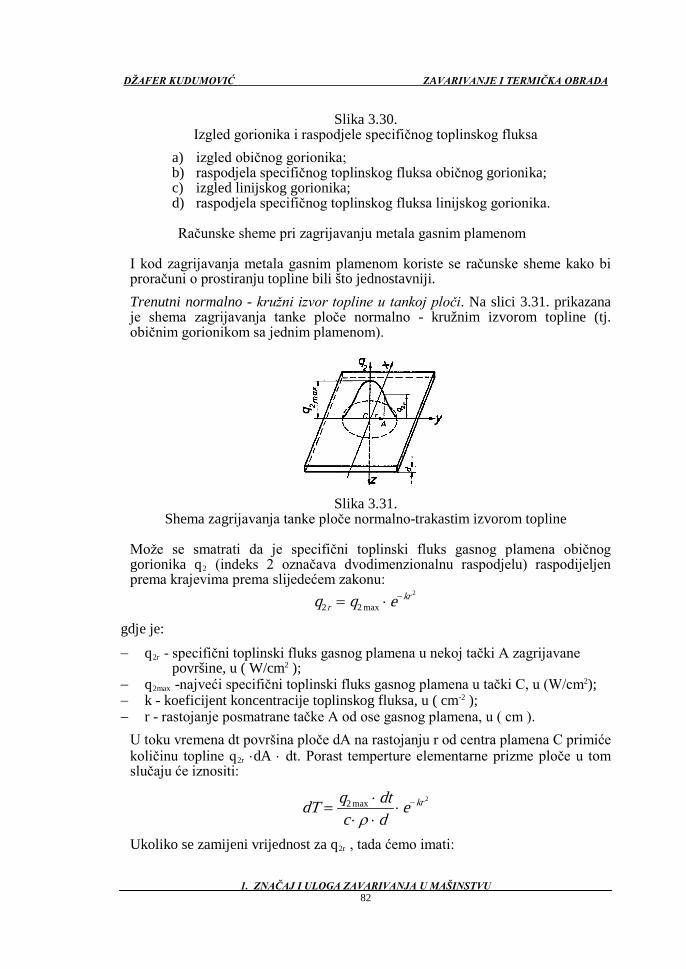
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 82
Slika 3.30. Izgled gorionika i raspodjele specifičnog toplinskog fluksa
a) izgled običnog gorionika; b) raspodjela specifičnog toplinskog fluksa običnog gorionika; c) izgled linijskog gorionika; d) raspodjela specifičnog toplinskog fluksa linijskog gorionika.
Računske sheme pri zagrijavanju metala gasnim plamenom
I kod zagrijavanja metala gasnim plamenom koriste se računske sheme kako bi
proračuni o prostiranju topline bili što jednostavniji. Trenutni normalno - kružni izvor topline u tankoj ploči. Na slici 3.31. prikazana
je shema zagrijavanja tanke ploče normalno - kružnim izvorom topline (tj. običnim gorionikom sa jednim plamenom).
Slika 3.31. Shema zagrijavanja tanke ploče normalno-trakastim izvorom topline
Može se smatrati da je specifični toplinski fluks gasnog plamena običnog
gorionika q2
2
max22kr
r eqq −⋅=
(indeks 2 označava dvodimenzionalnu raspodjelu) raspodijeljen prema krajevima prema slijedećem zakonu:
gdje je:
− q2r površine, u ( W/cm
- specifični toplinski fluks gasnog plamena u nekoj tački A zagrijavane 2
− q );
2max -najveći specifični toplinski fluks gasnog plamena u tački C, u (W/cm2
− k - koeficijent koncentracije toplinskog fluksa, u ( cm);
-2
− r - rastojanje posmatrane tačke A od ose gasnog plamena, u ( cm ). );
U toku vremena dt površina ploče dA na rastojanju r od centra plamena C primiće količinu topline q2r
2max2 kredcdtqdT −⋅
⋅⋅⋅
=ρ
⋅dA ⋅ dt. Porast temperture elementarne prizme ploče u tom slučaju će iznositi:
Ukoliko se zamijeni vrijednost za q2r , tada ćemo imati:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 83
2max2 kredcdtqdT −⋅
⋅⋅⋅
=ρ
Može se izabrati takav fiktivan koncentriran izvor topline koji će dovesti do iste promjene temperature koju izaziva normalno - kružni izvor topline. Takvom fiktivnom izvoru topline odgovara linijski izvor topline koji prolazi kroz centar C normalno- kružnog izvora topline po osi Cz, a čija je toplina dovedena za to
( )( )[ ] 0
2 4
04ttare
ttadcdtqT +⋅−⋅
+⋅⋅⋅⋅⋅⋅
=πρ
ranije.
Tada ćemo imati:
gdje je: q = Q/dt; q u W; to
Trenutni normalno - trakasti izvor topline u tankoj ploči. Na slici 3.32. prikazana je shema zagrijavanja tanke ploče normalno - trakastim izvorom topline (tj. linijskim gorionikom sa više plamenova u jednom redu).
= 1/4ak.
Slika 3.32. Shema zagrijavanja tanke ploče normalno - trakastim izvorom topline
Promjena specifičnog toplinskog fluksa plamena linijskog gorionika definirana je slijedećim zakonom:
2
max2,2kv
yx eqq −⋅=
gdje je: − q2x,y
− q
- specifični toplinski fluks u nekoj tački sa koordinatama x,y u granicama radne dužine gorionika (tj. pri 0 ≤ x ≤ l ), u ( W/cm );
2max - najveći specifični toplinski fluks (koji je jednak po čitavoj dužini ose gorionika), u ( W/cm2
− k - koeficijent koncentracije specifičnog toplinskog fluksa plamena linijskog gorionika, u ( cm
);
-2
Toplina q )
2y.dA.dt dovedena kroz elementarnu površinu dA, trenutno se širi po debljini ploče, ravnomjerno zagrijavajući elementarnu prizmu dA.d. Ukoliko se primijeni analogan način razmatranja kao u prethodnom slučaju, može se zaključiti da se promjena temperature u tankoj ploči izazvane trenutnim dejstvom normalno - trakastog izvora topline može posmatrati kao rezultat djelovanja

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 84
trenutnog fiktiv - nog površinskog izvora topline, koji je doveo istu količinu topline u ravan x0z za to
( )( )[ ] 0
2 4
0
1
4ttaye
ttadcdtqT +⋅−⋅
+⋅⋅⋅⋅⋅⋅
=πρ
ranije. Proces prostiranja topline u tankoj ploči od trenutnog normalno -
trakastog izvora topline biće izražen slijedećom jednadžbom:
gdje je: q1 = Q . d/dt; q1 u ( W/cm ); to
Pokretni normalno - kružni izvor topline u tankoj ploči. Neka se plamen običnog gorion Slika 3.33
Shema zagrijavanja tanke ploče normalno - kružnim izvorom topline
= 1/4ak.
Centar izvora topline u momentu th nalazi se u tački C na rastojanju v.th od tačke
Oo. Pokretni koordinantni sistem nalazi se u tački O na rastojanju v.to
( ) ( )[ ] ( )[ ] ( )[ ] ( )
⋅⋅+⋅
⋅⋅= ∫
+⋅+−⋅⋅−⋅−
0
0
22 )4(40
2
4
tt
t
tbavtaraxvh
tdtetbe
dqTλπ
od centra izvora topline C. Temperatura neke tačke A u periodu toplinskog zasići - vanja određuje se na slijedeći način:
Pošto prethodni izraz definiše proces u periodu toplinskog zasićivanja, to ćemo imati slijedeće (uz korištenje koeficijenta toplinskog zasićivanja):
( ) [ ]);();()(4 02202220
)2( 0 τρψττρψρλπ
−+⋅⋅⋅⋅⋅
= +⋅− Ked
qT btaxv
gdje je:
ab
avr +⋅= 2
2
2 4ρ ; htb
av
⋅
+=
4
2
τ 0
2
0 4tb
av
⋅
+=τ
Prema tome, temperatura u nekoj tački A nastala dejstvom pokretnog normalno - kružnog izvora topline, jednaka je temperaturi nastaloj kao pri zagrijavanju pokretnim linijskim izvorom topline koji djeluje za to ranije.
Temperatura tačke O fiktivnog izvora topline za granično stanje određuje se slijedećom jednadžbom:
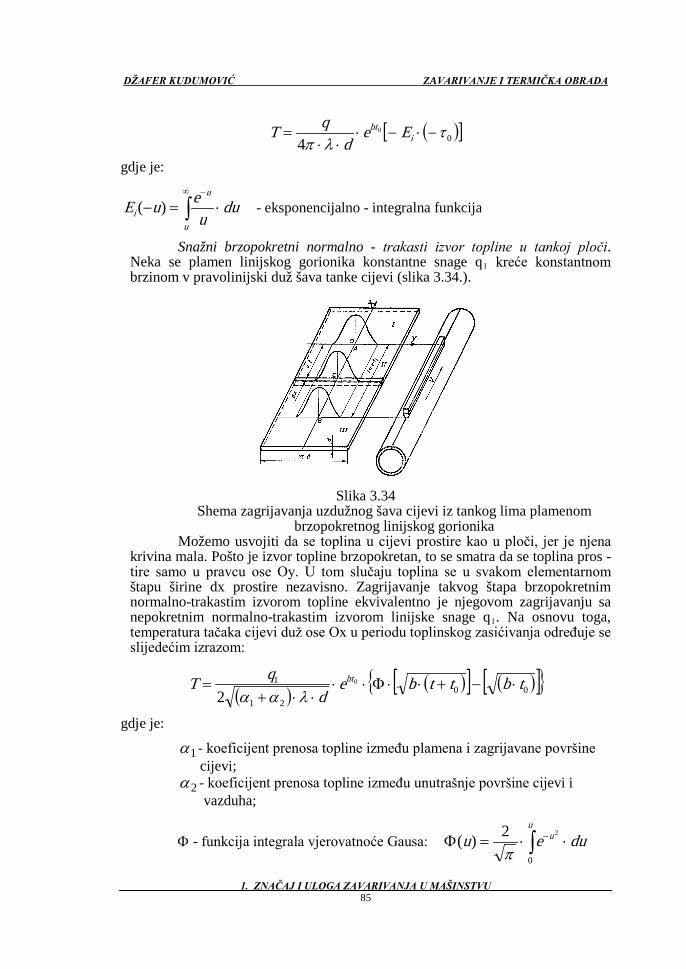
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 85
( )[ ]00
4τ
λπ−⋅−⋅
⋅⋅= i
bt Eed
qT
gdje je:
duu
euEu
u
i ⋅=− ∫∞ −
)( - eksponencijalno - integralna funkcija
Snažni brzopokretni normalno - trakasti izvor topline u tankoj ploči. Neka se plamen linijskog gorionika konstantne snage q1
Slika 3.34 Shema zagrijavanja uzdužnog šava cijevi iz tankog lima plamenom
brzopokretnog linijskog gorionika Možemo usvojiti da se toplina u cijevi prostire kao u ploči, jer je njena
krivina mala. Pošto je izvor topline brzopokretan, to se smatra da se toplina pros - tire samo u pravcu ose Oy. U tom slučaju toplina se u svakom elementarnom štapu širine dx prostire nezavisno. Zagrijavanje takvog štapa brzopokretnim normalno-trakastim izvorom topline ekvivalentno je njegovom zagrijavanju sa nepokretnim normalno-trakastim izvorom linijske snage q
kreće konstantnom brzinom v pravolinijski duž šava tanke cijevi (slika 3.34.).
1
( )( )[ ] ( )[ ] 00
21
1 0
2tbttbe
dqT bt ⋅−+⋅⋅Φ⋅⋅
⋅⋅+=
λαα
. Na osnovu toga, temperatura tačaka cijevi duž ose Ox u periodu toplinskog zasićivanja određuje se slijedećim izrazom:
gdje je:
α1 - koeficijent prenosa topline između plamena i zagrijavane površine cijevi; α2 - koeficijent prenosa topline između unutrašnje površine cijevi i vazduha;
Φ - funkcija integrala vjerovatnoće Gausa: ∫ ⋅⋅=Φ −u
u dueu0
22)(π

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 86
Trenutni normalno - kružni izvor topline na površini polubeskonačnog tijela. Na slici 3.35. prikazana je shema zagrijavanja površine polubeskonačnog tijela trenutnim normalno - kružnim izvorom topline.
Slika 3.35. Shema zagrijavanja površine polubeskonačnog tijela trenutnim
normalno - kružnim izvorom topline Ovaj proces prostiranja topline može se prikazati slijedećom jednadžbom:
( )[ ] ( )[ ]
( )0
44
442 0
22
ttae
tae
cdtqT
ttartaz
+⋅⋅⋅
⋅⋅⋅
⋅⋅
=+⋅−⋅−
ππρ
U jednadžbi drugi množilac predstavlja trenutni fiktivni površinski izvor topline čije dejstvo počinje u momentu t = 0 a čija se toplina prostire u dubinu tijela paralelno osi Oz.
Treći množilac jednadžbe predstavlja fiktivni linijski izvor topline koji se poklapa sa osom Oz. Ovaj izvor topline počinje da djeluje za to ranije.
Snažni brzopokretni normalno - kružni izvor topline na površini polubes - konačnog tijela. Na slici 3.36. prikazana je shema zagrijavanja površine polubes - konačnog tijela snažnim brzopokretnim normalno - kružnim izvorom topline.
Pri zagrijavanju površine debele ploče plamenom gorionika koji se brzo kreće, proces prostiranja topline može se izraziti slijedećom jednačinom:
( )[ ] ( )[ ]
( )0
44
442 0
22
ttae
tae
vcqT
ttaytaz
+⋅⋅⋅
⋅⋅⋅
⋅⋅=
+⋅−⋅−
ππρ

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 87
Slika 3.36 Shema zagrijavanja površine polubeskonačnog tijela snažnim
brzopokretnim normalno - kružnim izvorom topline 4. METALURGIJA ZAVARIVANJA
4.1. STRUKTURA ZAVARENIH SPOJEVA
Proces obrazovanja šava, pri zavarivanju topljenjem vrši na slijedeći način
(uz kretanje elektrode u smjeru zavarivanja): Prvo se rastopi osnovni materijal do dubine uvara i rastop potisne
suprotno od smjera zavarivanja (sl. 4.1.). Zatim se tako obrazovano udubljenje popuni smje - šom rastopljenog osnovnog i dodatnog materijala. Na kraju dolazi do kristalizacije šava.
Primarna kristalizacija šava, tj. obrazovanje primarne strukture šava, izvo - di se u uvjetima istovremenog zagrijavanja rastopa zavarivačkim izvorom topline i njegovog hlađenja okolnom masom osnovnog materijala. Pri tome se front kristali- zacije kreće sa izvorom topline a promjena temperature u tačkama rastopa je neravnomjerna. Zbog toga ne postoje uvjeti da se u rastopu obrazuju centri (jezgra) kristalizacije.
Slika 4.1. Uzdužni presjek rastopa
Zato kristalizacija počinje od postojećih centara kristalizacije, tj. od zrna
osnovnog materijala koja se nalaze oko rastopa. Kristaliti u šavu rastu normalno na površinu hlađenja u smjeru suprotnom od smjera odvođenja topline, tj. u dubinu rastopa. Rastući kristaliti imaju stubičasti oblik (sl.
4.2.). Slika 4.2.
Shema rasta kristalita od granice topljenja prema dubini rastopa Prema teoriji periodične kristalizacije, kristalizacija rastopa se vrši sa
zastojima, koji nastaju zbog periodičnog izdvajanja latentne topline kristalizacije. To utječe da kristaliti rastu u slojevima, pri čemu kao centri kristalizacije za svaki slijedeći spoj služe neravnine na površini prethodnog

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 88
sloja. Periodičnost kristaliza - cije rastopa utječe na pojavu slojevitosti šava. Na slici 4.3. prikazana je stubičasta i slojevita struktura šava.
Slika 4.3. Shema stubičaste (-----) i slojevite ( ___ ) strukture šava
Šavovi malog poprečnog presjeka imaju jasno izraženu stubičastu i sloje -
vitu strukturu. Međutim, šavovi većeg poprečnog presjeka imaju slojevitu strukturu samo u blizini linije topljenja, dok je na ostalom dijelu šava takva struktura slabo izražena. Primarna struktura stubičastog kristalita je dendritna. Svaki stubičasti kristalit sastoji se iz grupe isto orijentisanih dendrita. Ovi dendriti rastu počev od kristalita osnovnog materijala na liniji topljenja. Ukoliko je krupniji stubičasti kristalit, utoliko su razvijeniji i njegovi dendriti. U korijenu šava, tj. u prvom kristalizacionim sloju, nalaze se najmanji dendriti. U gornjem dijelu šava, dendriti su više razvijeni. Ova pojava, koja se naziva dendritna nejednakost, utječe da centralni dio šava i njegova periferija mogu imati različit sastav.
Segregacija u šavu. Segregacijom se naziva neravnomjerna raspodjela ele- menata i hemijskih spojeva u metalu. Segregaciji su veoma skloni ugljik, sumpor i fosfor, dok su bakar, silicijum i molibden srednje skloni segregaciji. U šavu se pojavljuju unutarkristalitna, međukristalitna i lokalna segregacija.
Unutarkristalitna segregacija nastaje kao posljedica postojanja intervala kritalizacije i različitog obogaćivanja segregacionim primjesama centralnog i peri - fernog dijela kristalita (sl. 4.4.).
Kristalizacija legure sastava A-A počinje pri temperaturi Ttop
Slika 4.4. Shema nastajanja unutarkristalisane segregacije i.k. - interval kristalizacije
(sl. 4.4.). Kristalizacija metala vrši se prvenstveno duž osa budućih kristalita.
Ovdje je sadržaj primjesa minimalan. Sa padom temperature i porastom kristalita, rastop se obogaćuje primjesama. Količina primjesa u rastopu je

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 89
najveća u tački E. Centralni dijelovi kristalita imaju sastav sličan čistom metalu, dok su periferni dijelovi obogaćeni primjesama.
Međukristalitna segregacija nastaje kao posljedica obrazovanja na grani - cama rastućih kristalita, lahkotopljivih eutektikuma i primjesa u obliku međukri - stalitnog sloja. Ovdje naročitu opasnost predstavlja lahkotopljiv eutektikum sum - pornog tipa.
Lokalna segregacija nastaje zbog toga što se kristalizacija perifernih i centralnih dijelova šava ne odvija istovremeno. Zajedno sa rastom kristalita, preostali rastop se potiskuje u centralni dio šava. Ovaj dio rastopa sadrži u većem procentu razne štetne primjese. Zbog toga se u ovom dijelu šava mogu pojaviti prsline. Lokalna segregacija je veoma uočljiva kod jednoprolaznih šavova većeg poprečnog presjeka.
Segregacija (naročito lokalna i međukristalitna) izaziva opadanje mehani - čkih karakteristika šav Postupci regulacije primarne kristalizacije šavova. Da bi se smanjila neho-
mogenost šava i povećala njegova postojanost prema obrazovanju kristalizacionih prslina, neophodno je izvršiti pravilan izbor koeficijenta oblika uvara ψu
Slika 4.5. Utjecaj oblika šava na položaj segregacionih primjesa
Na slici 4.5.a. prikazan je šav koji ima mali koeficijent oblika uvara i nepovoljnu kristalizaciju. Kod ovakvog šava kristaliti rastu pod uglom od oko 180
. Koefici - jent oblika uvara zavisi od postupka zavarivanja, režima zavarivanja i sastava osnovnog i dodatnog materijala. Na slici 4.5. prikazana su dva karakteristična oblika šava.
0 i sučeljavaju se u sredini šava. Ovdje je sa linije sučeljavanja kristalita otežano udaljavanje štetnih primjesa iz rastopa. Zbog toga su ovakvi šavovi skloni ka obrazovanju kristalizacionih prslina, šavovi sa većim koeficijentom oblika uvara prikazani na slici 4.5.b. imaju znatno povoljniju kristalizaciju. To omogućava rastućim kristalitima da štetne primjese lahko izguraju na površinu šava u trosku. Ovakvi šavovi su postojani protiv obrazovanja kristalizacionih prslina i imaju dobre mehaničke karakteristike.
Šav visoke čvrstoće i plastičnosti, koji je postojan protiv obrazovanja kristalizacionih prslina, mo ili mehaničkim vibracijama. Utjecaj višeslojnosti šavova na njihovu strukturu. Jednoprolazni šav ima
karakterističnu stubičastu strukturu. Kod višeprolaznih, odnosno višeslojnih šavo - va, dolazi do promjene takve strukture. Svaki slijedeći sloj vrši toplinski utjecaj na prethodni sloj. Ustvari, vrši se termička obrada prethodnog sloja. To dovodi do nestajanja stubičaste i obrazovanja sitnozrnaste strukture prethodnog sloja. Na taj način se postiže usitnjavanje zrna svih prethodnih slojeva, pri čemu će samo površinski sloj zadržati stubičastu strukturu.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 90
Vidmanštetenova struktura Vidmanštetenova struktura ima tri ili četiri pravca orijentacije. Bitno utječe
na mehaničke karakteristike zavarenog spoja. Zbog izrazito krupnih zrna, ova struktura izaziva povećanje krtosti i znatan pad udarne žilavosti čelika. Na slici 4.6. prikazana je potpuna Vidmanštetonova struktura.
Slika 4.6. Potpuna Vidmanštetonova struktura u gasno zavarenom šavu
čelika sa 0,15% C (uvećanje 100 x)
Na obrazovanje Vidmanštetenove strukture utječu slijedeći faktori : 1. Hemijski sastav čelika. Pri sadržaju ugljika u čeliku od 0,2 - 0,4% (za slaba
pregrijavanja), dolazi do obrazovanja Vidmanštetenove strukture. Kada tempe- ratura pregrijavanja raste, obrazovanje ove strukture se proširuje u oblast nižih koncentracija ugljika. Legira jući elementi mangan, hrom i molibden olakša - vaju obrazovanje Vidmanštetenove strukture.
2. Temperatura pregrijavanja u γ - oblasti. Ukoliko su više temperature pregrija - vanja u γ - oblasti (tj. ako se polazi od krupnozrnastog austenita), utoliko lakše dolazi do obrazovanja Vidmanštetenove strukture.
3. Brzina hlađenja, počev od temperature pregrijavanja u γ - oblasti. Ukoliko su brzine hlađenja manje, utoliko je lakše obrazovanje Vidmanštetenove struk - ture.
Iz svega navedenog proizilazi da pregrijavanje ima presudan utjecaj na obrazovanje Vidmanštetenove strukture. Vidmanštetenova struktura može se obra - zovati kako u šavu, tako i u pregrijanom dijelu osnovnog materijala. Takođe se ova struktura može obrazovati i pri oksiacetilenskom rezanju velikih masa metala. Pri gasnom zavarivanju postoje najpovoljniji uvjeti za obrazovanje Vidmanštetenove strukture. Ukoliko svi uvjeti potrebni za njeno obrazovanje nisu ispunjeni, Vid - manštetenova struktura može biti nepotpuno formirana. Vidmenštetenova struktura se može ukloniti termičkom obradom (normalizacijom) ili se izvođenjem korjenog zavara može poboljšati.
Utjecaj zavarivanja na zonu utjecaja topline

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 91
Između šava i nepromijenjenog osnovnog materijala nalazi se prelazna zona. Ova zona se naziva zona utjecaja topline (skraćeno ZUT) i ne može se izbjeći pri zavarivanju (sl. 4.7.). U zoni utjecaja topline nalazi se osnovni materijal, koji se pri zavarivanju nije istopio niti je promjenio svoj
hemijski sastav. Slika 4.7.
Zona utjecaja topline Međutim, u zoni utjecaja topline došlo je do promjene strukture i mehaničkih
karakteristika osnovnog materijala, zbog termičke obrade koja je izvršena u toku procesa zavarivanja. U tablici 4.1. navedene su širine zone utjecaja topline u zavisnosti od postupaka zavarivanja.
Tablica 4.1.
Postupak zavarivanja
Širina dijelova zone utjecaja topline Ukupna širina zone
utjecaja topline ( mm )
Dio pregrijavanja
( mm )
Dio normalizacije
( mm )
Dio nepotpun
e ( mm )
Ručno zavarivanje obloženom elektrodom 2,2 1,6 2,2 6
Zavarivanje pod praškom 0,8 – 1,2 0,8 – 1,7 0,7 – 0,8 2,3 – 3,7
Gasno zavarivanje 21 4 2 27
Na slici 4.8. prikazana je promjena temperature u zoni utjecaja topline u zavisnosti od vremena za neku tačku. Maksimalna temperatura na granici topljenja jednaka je temperaturi topljenja osnovnog materijala. Oblik krive na slici 4.8. zavisi od postupka zavarivanja. Na strukturu neke tačke u zoni utjecaja topline utječu: maksimalna temperatura (Tmax) do koje se zagrijala data tačka, vrijeme koje je provela data tačka na maksimalnoj temperaturi, brzina njenog zagrijavanja i hlađenja i postupak zavarivanja.
Na slici 4.9. prikazana je promjena temperature u toku vremena za razne tačke u zoni utjecaja topline. Struktura i mehanička svojstva zone utjecaja topline mogu biti promijenjena uslijed toplinskog dejstva procesa zavarivanja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 92
Slika 4.8. Promjena temperature Slika 4.9. Promjena temperature u zoni utjecaja topline u zoni utjecaja topline
Pri tome, može doći kako do otpuštanja zone utjecaja topline (pad čvrtoće), tako i do njenog zakaljivanja (obrazovanje tvrdih i krtih struktura i prslina). U tom slučaju, zona utjecaja topline postaje slabo mjesto u zavarenom spoju.
Na slici 4.10. prikazana je struktura zone utjecaja topline pri zavarivanju niskougljičnog čelika.
Slika 4.10. Struktura zone utjecaja topline pri zavarivanju niskougljičnog čelika
Dio nepotpunog rastapanja 1 predstavlja usko prelazno područje između šava i osnovnog materijala. Temperaturni interval likvidus-solidus kod niskouglji - čnih čelika iznosi oko 30 - 40 0C. Zbog toga, dio nepotpunog rastapanja ima malu širinu (pri gasnom zavarivanju iznosi 0,15 do 0,20 mm; pri elektrolučnom zavari - vanju iznosi 0,08 - 0,1 mm). U ovom dijelu se istovremeno nalaze tečna i čvrsta faza, što olakšava razvoj krupnih zrna. Opaža se neposredno srašćivanje kristalita šava sa zrnima osnovnog materijala. Dio pregrijavanja 2 nalazi se u području između temperature solidusa i 1100 0C. U ovim uvjetima zrna se ukrupnjavaju, dok kasnija prekristalizacija u toku hlađenja ne uspijeva da ih znatnije usitni. Zbog toga je osnovni materijal u dijelu pregrijavanja krupnozrnast, pa čvrstoća i plasti - čnost opadaju. U ovom dijelu se može obrazovati Vidmanštetenova

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 93
struktura. Dio normalizacije ili kaljenja 3 nalazi se u području između AC3 i 1000 0C. U ovom dijelu zrno austenita ne uspijeva znatnije da poraste zbog kratkotrajnog zadrža - vanja osnovnog materijala pri ovim temperaturama. Kasnija prekristalizacija pri hlađenju dovodi do usitnjavanja zrna. Ovaj dio osnovnog materijala ima visoka mehanička svojstva (čvrstoću, plastičnost, žilavost). Dio nepotpune normalizacije 4 nalazi se u području između AC1 i AC3. Ovdje dio ferita ne uspijeva da se transformiše u austenit već zadržava stare dimenzije zrna. Dio ferita koji se uspio transformisati u austenit, izdvaja se iz austenita pri kasnijem hlađenju i obrazuje nova zrna ferita. Iz ostatka austenita obrazuje se perlit. Prema tome, struktura ovog dijela sastoji se iz krupnih zrna ferita (koja se nisu transformisala) i razmještenih oko njih sitnih zrna ferita i perlita (koja su nastala kao rezultat transformacije). Mehanička svojstva ovog dijela osnovnog materijala su lošija nego dijela norma - lizacije. Dio rekristalizacije 5 pojavljuje se pri zavarivanju niskougljičnih čelika prethodno izloženih deformaciji na hladno. Ovaj dio nalazi se u području između 500 0C i AC1. Rekristalizacija čelika ovdje se vrši izrastanjem novih zrna strukture u strukturi nastaloj pri plastičnoj deformaciji na hladno. Kod vruće valjanih niskougljičnih čelika, pri zavarivanju se u ovom dijelu struktura ne mora mijenjati. Dio plave krtosti 6 nalazi se u području između 200 i 500 0
Slika 4.11. Promjena tvrdoće zavarenog spoja
Faktori koji utječu na građu zrna u zavarenom spoju
C. Ovdje dolazi do pada plastičnih svojstava osnovnog materijala bez vidljive promjene strukture. Pojava plave krtosti se objašnjava izdvajanjem submikroskopskih čestica karbida iz čvrstog rastvora α- željeza. Granice između navedenih dijelova zone utjecaja topline nisu oštre, nego je prelaz od jedne strukture ka drugoj postepen. Čelici osjetljivi na termičku obradu imaju karakterističnu promjenu tvrdoće u zoni utjeca- ja topline (sl. 4.11.) Dijagram na slici 4.11. prikazuje stanje poslije zavarivanja (bez termičke obrade zavarenog spoja). Porast tvrdoće dovodi do povećanja krtosti i pada plastičnosti čelika. Zbog toga, dozvoljena tvrdoća zavarenih spojeva iznosi 300 do 350 HB.
Gasno zavarivanje. Kod ovog postupka zavarivanja, količina istovremeno rastopljenog metala je veća nego kod elektrolučnog zavarivanja a zadržava

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 94
se u tečnom stanju relativno dugo. Brzina hlađenja šava pri temperaturi topljenja iznosi do 350 0
Dobijena struktura šava je krupnozrna sa nepravilnim oblicima kristalita i bez određene orijentacije. Međutim, na ivicama žlijeba kristalizacija se vrši u pravcima upravnim na izoterme odvođenja topline tj. struktura šava na granici top - ljenja je orijentisana. U osnovnom materijalu pored šava, nalazi se dio pregrija - vanja sa vrlo krupnim zrnima.
C/min.
Slika 4.12. Utjecaj termičkog ciklusa zavarivanja na veličinu zrna u zoni utjecaja topline U ovom dijelu se često obrazuje Vidmanštetenova struktura. Zrna se sma -
njuju sa udaljavanjem od ose šava (sl. 4.12.). Elektrolučno zavarivanje. Ovdje je količina istovremeno rastopljenog metala
veoma mala, dok je brzina hlađenja veoma velika i u zavisnosti od debljine osnovnog materijala može da dostigne pri temperaturi topljenja 1500 - 1600 0C/min. Dobijena struktura šava je stubičasta dendritna, sa jasnom orijentacijom a naziva se bazaltna struktura. Ova struktura se može usitniti žarenjem šava na temperaturi iznad AC3. Zbog toga, u višeprolaznom šavu samo površinski zavar ima bazaltnu strukturu, dok svi ostali zavari imaju sitnozrnastu strukturu. To znači da toplinsko dejstvo gornjih zavara normalizuje strukturu donjih zavara, pa dolazi do ustinjavanja strukture. Dio pregrijavanja u osnovnom materijalu je znatno uži nego kod gasnog zavarivanja (sl. 4.12.).
4.2. APSORPCIJA GASOVA U ŠAVOVIMA
Apsorpcija gasova se vrši ne samo u rastopu nego i u kapima tečnog elektrodnog metala. Proc temperature metala povećava se i rastvorljivost gasova u njemu. Međutim, prelaskom metala u stanje ključanja rastvorljivost gasova naglo opada i postaje jednaka nuli. Proces rastvaranja gasova u tečnom metalu počinje sa prijanjanjem atoma gasa na površinu metala (absorpcija). Zatim, absorbovani gas obrazuje sa površinskim slojem metala rastvor i hemijske spojeve (hemisorpcija).
Na kraju, proizvodi hemisorpcije prodiru u dubinu tečnog metala. Procesi adsorpcije i hemisorpcije odvijaju se praktično trenutno. Prodriranje proizvoda hemisorpcije u dubinu tečnog metala vrši se sporije. Pri tome, veliku ulogu igra mehaničko miješanje rastopa, uz najčešće burno izdvajanje gasova.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 95
4.2.1. Apsorpcija oksigena u šavovima Željezo sa oksigenom obrazuje tri oksida : 2Fe + O2 2FeO (fero - oksid sa 22,7 % O2 4Fe
); 3O4 + O2 6Fe2O3 (feri - oksid ili hematit sa 30,06 % O2
6FeO + O);
2 2Fe3O4 (fero - feri oksid ili magnetit sa 27,64% O2). Fero - oksid FeO najviše utječe na svojstva željeza, zato što je od svih gore
navedenih oksida samo on rastvorljiv u željezu. Ostali oksidi se ne rastvaraju u željezu, već se u njemu nalaze kao posebni uključci. Pri temperaturi topljenja željeza, granična rastvorljivost kisika u željezu iznosi 0,16 %, dok je pri sobnoj temperaturi vrlo mala (sl. 4.13.). Pri 572 0
4FeO
C se FeO, koji se nalazi u željezu izvan čvrstog rastvora, razlaže prema slijedećoj reakciji:
Pri sobnoj temperaturi, Fe3O4
Slika 4.13. Dijagram stanja željezo - kisik
Istovremeno sa oksidacijom željeza, oksigen izaziva oksidaciju niza legirajućih elementa:
ostaje u željezu kao uključak. Ugljik i silicij znatno snižavaju rastvorljivost oksigena u željezu.
Mn Si + Paralelno sa navedenom oksidacijom mogu se odvijati reakcije između
legirajućih elemenata i fero - oksida: FeO + C FeO + Mn
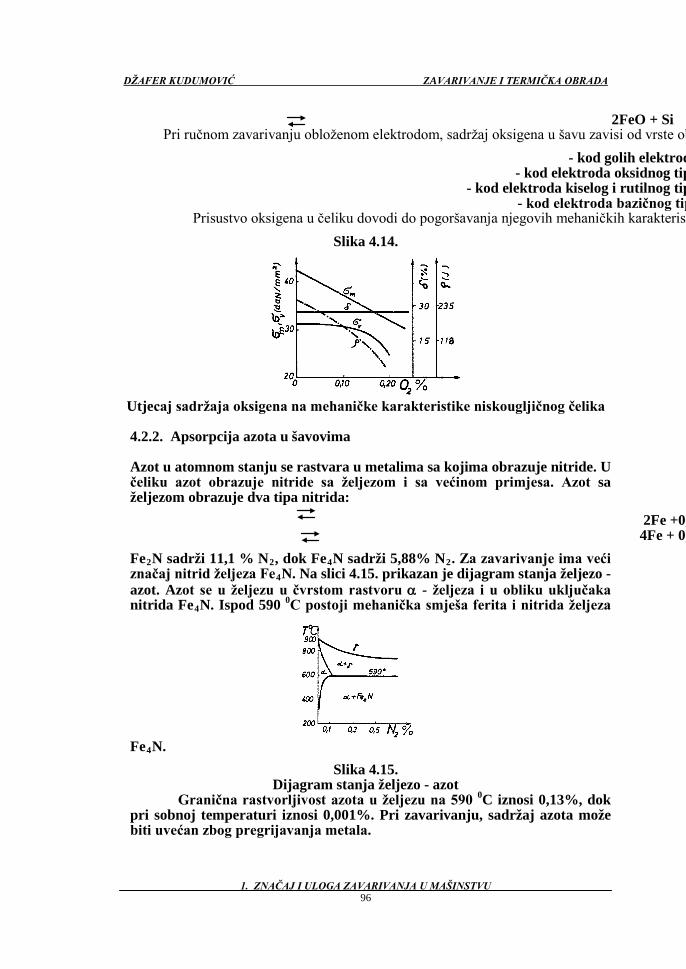
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 96
2FeO + Si Pri ručnom zavarivanju obloženom elektrodom, sadržaj oksigena u šavu zavisi od vrste ob - kod golih elektrod - kod elektroda oksidnog tip - kod elektroda kiselog i rutilnog tip - kod elektroda bazičnog tip Prisustvo oksigena u čeliku dovodi do pogoršavanja njegovih mehaničkih karakterist
Slika 4.14.
Utjecaj sadržaja oksigena na mehaničke karakteristike niskougljičnog čelika 4.2.2. Apsorpcija azota u šavovima Azot u atomnom stanju se rastvara u metalima sa kojima obrazuje nitride. U
čeliku azot obrazuje nitride sa željezom i sa većinom primjesa. Azot sa željezom obrazuje dva tipa nitrida:
2Fe +0, 4Fe + 0, Fe2N sadrži 11,1 % N2, dok Fe4N sadrži 5,88% N2. Za zavarivanje ima veći
značaj nitrid željeza Fe4N. Na slici 4.15. prikazan je dijagram stanja željezo - azot. Azot se u željezu u čvrstom rastvoru α - željeza i u obliku uključaka nitrida Fe4N. Ispod 590 0C postoji mehanička smješa ferita i nitrida željeza
Fe4N. Slika 4.15.
Dijagram stanja željezo - azot Granična rastvorljivost azota u željezu na 590 0C iznosi 0,13%, dok
pri sobnoj temperaturi iznosi 0,001%. Pri zavarivanju, sadržaj azota može biti uvećan zbog pregrijavanja metala.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 97
Azot obrazuje nitride i sa legirajućim elementima u čeliku. Među naročito postojane na visokim temperaturama spadaju nitridi silicijuma i titana. Rastvor - ljivost azota u željezu znatno zavisi od temperature (sl. 4.16.). Na dijagramu se vidi da se, pri prelazu željeza iz čvrstog u tečno stanje, rastvorljivost azota znatno povećava.
Slika 4.16. Rastvorljivost azota i vodika u željezu u zavisnosti od temperature
Pri ručnom zavarivanju obloženom elektrodom, sadržaj azota u šavu zavisi
od vrste obloge i iznosi: - kod elektroda oksidnog tip - kod elektroda kiselog tip - kod elektroda celuloznog tipa
Slika 4.17. Utjecaj sadržaja azota na mehaničke karakteristike niskougljičnog čelika
Prisustvo azota u željezu veoma utiče na njegova svojstva. Na slici 4.17. prikazan je utjecaj azota 4.2.3. Apsorpcija vodika u šavovima Granična rastvorljivost vodika u čvrstom željezu pri 1530 0C iznosi 8
cm3/100 g metala, dok u tečnom željezu iznosi 28 cm3/100 g metala. Na slici 4.16. prikazana je rastvorljivost vodika u željezu u zavisnosti od temperature.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 98
Vodik se u željezu ili čeliku nalazi u molekularnom H2
2H
stanju kao međukristalitni gasni uključak, često pod visokim tlakom ili u atomnom H stanju u međuprostorima kristalne rešetke. Vodik ima sposobnost da lahko difunduje u kristalnu rešetku željeza čak i pri sobnim temperaturama. Brzina difuzije vodika je znatno manja u martenzitnoj nego u perlitnoj strukturi, dok legirajući elementi usporavaju oslobađanje vodika (naročito hrom i silicijum).
Pri ručnom zavarivanju obloženom elektrodom, sadržaj vodika u šavu zavisi od vrste obloge i iznosi:
- kod elektroda sa celuloznom oblogom: do - kod elektroda sa oksidnom i rutilnom oblogom; do - kod elektroda sa bazičnom oblogom: do Ukoliko se vodik nađe u oksidisanom tečnom metalu, doći će do slijedeće
reakcije:
H Iz ovih jednadžbi proizilazi da prisustvo oksigena u tečnom metalu ograni-
čava koncentraciju vodika u njemu. Utjecaj vodika na osobine šavova. Prisustvo vodika u šavu dovodi do
obrazovanja slijedećih grešaka: 1. Prštanje metala. Razlika rastvorljivosti vodika u tečnom i čvrstom metalu
dovodi do njegovog burnog izdvajanja iz rastopa. Ovo izaziva gubitke uslijed prštanja metala.
2. Obrazovanje mjehurova. Prekomjerna zasićenost rastopa gasovima ili njegovo suviše brzo očvršćavanje dovodi do obrazovanja mjehurova, u kojima se gaso - vi nalaze pod tlakom. Ovi gasovi su najčešće jedinjenje vodika H2O, H2S i CH4
FeO + 2H
, čije se obrazovanje odvija prema slijedećim reakcijama:
H Fe3C + 2H2
3. Obrazovanje “ribljih očiju”. “Riblje oči” se pojavljuju u prelomima šavova. Imaju oblik bijelih kružnih mrlja prečnika od 1 - 10 mm i teže da se obrazuju oko uključaka. “Riblje oči” obično prate mikroprsline. Na slici 4.18. prikazan je izgled “ribljeg oka” na prelomu epruvete za ispitivanje zatezne čvrstoće.
Pojava mjehurova je naročito izražena pri zavarivanju sa vlažnim elektrodama ili ako je okolina zasićena vlagom.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 99
Slika 4.18. Izgled “ribljeg oka”
Ukoliko se zavaruje elektrodama sa vlažnom oblogom, šav će
apsorbovati veliku količinu vodika. Pošto je vodik osnovni uzrok obrazovanja “ribljih očiju”, to će se na prelomu takvog šava pojaviti “riblje oči”. Obrazovanje “ribljih očiju” moguće je samo na prelomima šavova pri ispitivanju zatezanjem na kidalici, tj. samo pri malim brzinama deformacije. Pri ispitivanju epruvete na udarnu žilavost, nikada se ne pojavljuju “riblje oči” (zbog velikih brzina deformacije). “Riblje oči” se obrazuju samo u procesu razaranja čelika i to poslije granice razvlačenja (sl. 4.19.). Prema tome, ukoliko u šavu nisu obrazovane prsline pri hlađenju, “riblje oči” ne mogu imati nepovoljno dejstvo u oblasti elastičnih deformacija.
Slika 4.19. Obrazovanje “ribljih očiju” (praćeno ultrazvukom) u
procesu razaranja čelika na kidalici.
Faktori koji utječu na odstranjivanje vodika iz šavova. Navodimo slijedeće faktore :
1. Zavarivanje sa dobro osušenim elektrodama i to sa niskovodičnim elektrodama (kao što su bazične elektrode);
2. Neprekidnim zavarivanjem šava, bez međuhlađenja; 3. Zavarivanje elektrodama velikog prečnika sa povećanom jačinom struje; 4. Termička obrada zavarenih spojeva pri temperaturama ispod γ - oblasti
(pri 600-650 0
Utjecaj vodika na mehaničke karakteristike šavova. Taj utjecaj se sastoji u slijedećem:
C).
1. Vodik izaziva povećanje osjetljivosti osnovnog materijala prema obrazovanju prslina. Poslije očvršćavanja, vodik se u čeliku nalazi u atomnom stanju. Pošto je atomni vodik nestabilan, ukoliko se nađe u zoni pogodnoj za svoje rekom - binovanje (uključci, mjehurovi, međukristalitne praznine), to će doći do njegove transformacije u molekularni vodik. Ovaj proces izaziva

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 100
jako lokalno povećanje tlaka u čeliku. Do pojave prslina dolazi ukoliko zona utjecaja topline nije u stanju da izdrži plastičnu deformaciju koja je potrebna da apsorbuje nastale sopstvene napone.
2. Vodik izaziva smanjivanje izduženja zavarene epruvete kod probe na zatezanje. Ovdje se u prelomu uvijek nalaze “riblje oči”.
3. Vodik izaziva pad žilavosti materijala šava za 20 - 25%.
4.3. PRSLINE U ZAVARENIM SPOJEVIMA Razlikujemo nekoliko naziva za prsline u zavarenim spojevima. Pod
mikroprslinama podrazumijevaju se prsline koje se mogu otkriti pod mikroskopom. Zatim, imamo prsline koje se mogu otkriti vizuelnim pregledom ili pomoću lupe. Na kraju, imamo pukotine koje predstavljaju velike prsline. Pod terminima lom ili prelom podrazumijeva se potpuno razaranje zavarenog spoja.
Na slici 4.20. prikazan je položaj prslina u sučeljenom spoju.
Slika 4.20. Položaj prslina u sučeljenom spoju
Vruće prsline pri zavarivanju Pod vrućim prslinama podrazumijevaju se kristalizacione prsline, čije
obrazovanje počinje u procesu primarne kristalizacije šava, a mogu se dalje razvijati u čvrstom stanju u toku hlađenja. To su prsline međukristalitnog tipa. Vruće prsline mogu biti u odnosu na šav uzdužne i poprečne, a mogu da se pojave i na površini šava. Šav pri očvršćavanju prolazi kroz efektivni interval kristalizacije u kome se nalazi u čvrsto -tečnom stanju. Ovaj interval se još naziva temperaturski interval krtosti, pošto u čvrsto - tečnom stanju metal ima povećanu krtost. Veličina temperaturnog intervala krtosti zavisi od hemijskog sastava šava. Pri zavarivanju dolazi do neravnomjernog zagrijavanja i hlađenja osnovnog materijala, kao i do ukliještenja zavarivanih elemenata. To otežava skraćenje šava u toku hlađenja, pa se njegovo očvršćavanje izvodi u uvjetima zatežućih napona. Zatežući naponi izazivaju plastičnu deformaciju šava, koja se povećava sa opadanjem temperature. Ukoliko u temperaturskom intervalu krtosti skraćenje šava prelazi deformacionu sposobnost metala na datoj temperaturi, doći će do obrazovanja vrućih prslina. Uvjeti za obrazovanje vrućih prslina nastaju kada se pojavi bitna razlika između stvarne deformacije i toplinske deformacije, koja bi nastala ako bi se šav skratio proporcionalno padu temperature u procesu hlađenja (sl. 4.21.).
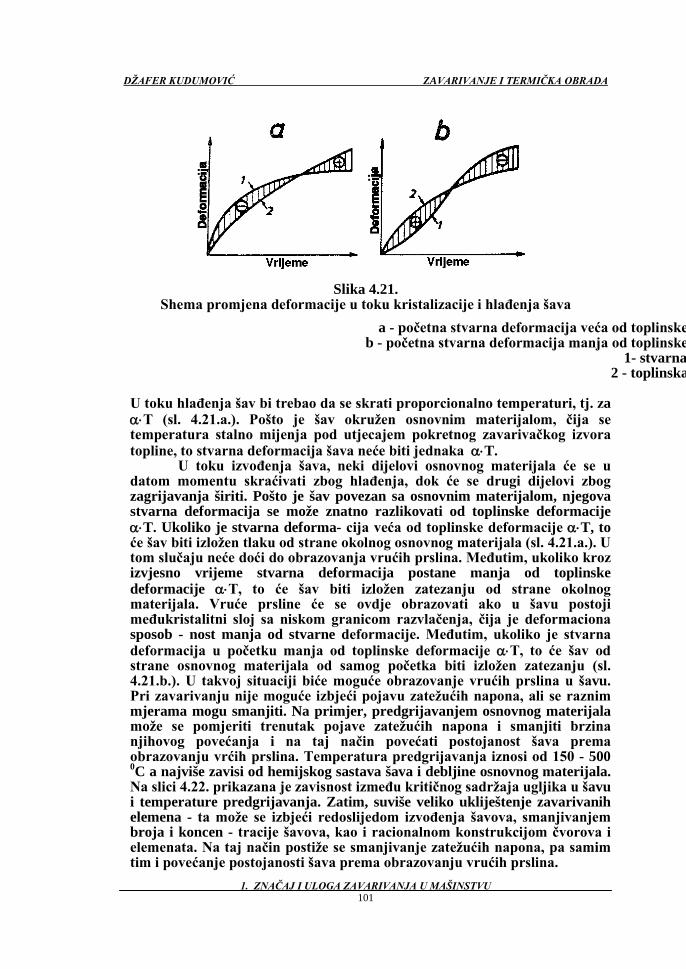
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 101
Slika 4.21. Shema promjena deformacije u toku kristalizacije i hlađenja šava
a - početna stvarna deformacija veća od toplinske b - početna stvarna deformacija manja od toplinske
1- stvarna 2 - toplinska U toku hlađenja šav bi trebao da se skrati proporcionalno temperaturi, tj. za
α⋅T (sl. 4.21.a.). Pošto je šav okružen osnovnim materijalom, čija se temperatura stalno mijenja pod utjecajem pokretnog zavarivačkog izvora topline, to stvarna deformacija šava neće biti jednaka α⋅T.
U toku izvođenja šava, neki dijelovi osnovnog materijala će se u datom momentu skraćivati zbog hlađenja, dok će se drugi dijelovi zbog zagrijavanja širiti. Pošto je šav povezan sa osnovnim materijalom, njegova stvarna deformacija se može znatno razlikovati od toplinske deformacije α⋅T. Ukoliko je stvarna deforma- cija veća od toplinske deformacije α⋅T, to će šav biti izložen tlaku od strane okolnog osnovnog materijala (sl. 4.21.a.). U tom slučaju neće doći do obrazovanja vrućih prslina. Međutim, ukoliko kroz izvjesno vrijeme stvarna deformacija postane manja od toplinske deformacije α⋅T, to će šav biti izložen zatezanju od strane okolnog materijala. Vruće prsline će se ovdje obrazovati ako u šavu postoji međukristalitni sloj sa niskom granicom razvlačenja, čija je deformaciona sposob - nost manja od stvarne deformacije. Međutim, ukoliko je stvarna deformacija u početku manja od toplinske deformacije α⋅T, to će šav od strane osnovnog materijala od samog početka biti izložen zatezanju (sl. 4.21.b.). U takvoj situaciji biće moguće obrazovanje vrućih prslina u šavu. Pri zavarivanju nije moguće izbjeći pojavu zatežućih napona, ali se raznim mjerama mogu smanjiti. Na primjer, predgrijavanjem osnovnog materijala može se pomjeriti trenutak pojave zatežućih napona i smanjiti brzina njihovog povećanja i na taj način povećati postojanost šava prema obrazovanju vrćih prslina. Temperatura predgrijavanja iznosi od 150 - 500 0C a najviše zavisi od hemijskog sastava šava i debljine osnovnog materijala. Na slici 4.22. prikazana je zavisnost između kritičnog sadržaja ugljika u šavu i temperature predgrijavanja. Zatim, suviše veliko ukliještenje zavarivanih elemena - ta može se izbjeći redoslijedom izvođenja šavova, smanjivanjem broja i koncen - tracije šavova, kao i racionalnom konstrukcijom čvorova i elemenata. Na taj način postiže se smanjivanje zatežućih napona, pa samim tim i povećanje postojanosti šava prema obrazovanju vrućih prslina.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 102
Slika 4.22. Zavisnost između kritičnog sadržaja ugljika u šavu i temperature
predgrijavanja To ( ψu
Hemijski sastav šava bitno utječe na sastav međukristalnog sloja, pa samim tim i na postojanost šava prema obrazovanju vrućih prslina. Sumpor u obliku sulfida željeza (FeS) obrazuje po granicama zrna lahkotopljiv eutektikum Fe + FeS, čija je temperatura topljenja 985
= 4)
0C. To povećava sklonost šava ka obrazova - nju vrućih prslina. Mangan, koji ima veći afinitet prema sumporu nego prema željezu, vezuje sumpor u teškotopljiv sulfid mangana (MnS) globularnog oblika, pa na taj način povećava postojanost šava prema obrazovanju vrućih prslina. Na slici 4.23. prikazan je utjecaj sumpora na pojavu vrućih prslina u zavisnosti od sadržaja ugljika i mangana u čeliku (Pogodin - ov dijagram). Iz slike 4.23. se vidi da se pri zavarivanju čelika sa 0,10% ugljika, može dopustiti koncentracija sumpora do 0,08% pri 0,6% mangana a da ne dođe do obrazovanja vrućih prslina. Međutim, za čelik sa 0,14% ugljika, maksimalno dozvoljena koncentracija sumpora iznosit 0,05%. Iz slike 4.23. proizilazi da porast sadržaja sumpora i ugljika u čeliku povećava, dok porast sadržaja mangana smanjuje sklonost ka obrazovanju vrućih prslina. Na obrazovanje vrućih prslina utječe i silicijum, mada u manjoj mjeri nego ugljik i sumpor. Vruće prsline se mogu obrazovati i u zoni utjecaja topline. I ovdje je uzrok obrazovanja prslina lahkotopljiv sloj po granicama zrna. Pri tome je sitnozrnasta struktura postojanija prema obrazovanju vrućih prslina nego krupno - zrnasta
struktura, zbog veće ukupne površine zrna. Slika 4.23.
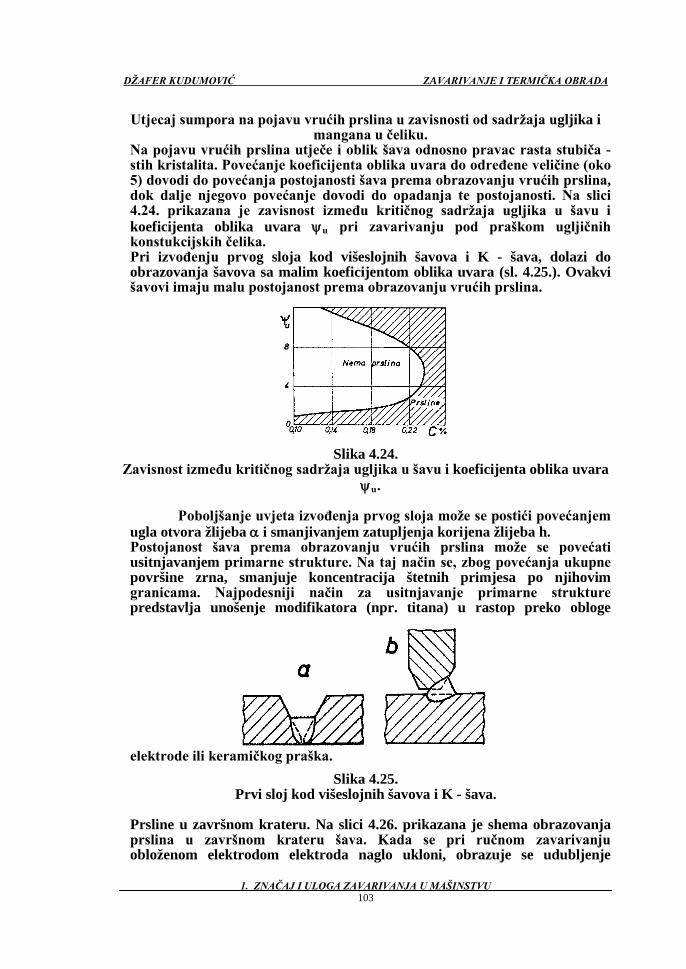
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 103
Utjecaj sumpora na pojavu vrućih prslina u zavisnosti od sadržaja ugljika i mangana u čeliku.
Na pojavu vrućih prslina utječe i oblik šava odnosno pravac rasta stubiča - stih kristalita. Povećanje koeficijenta oblika uvara do određene veličine (oko 5) dovodi do povećanja postojanosti šava prema obrazovanju vrućih prslina, dok dalje njegovo povećanje dovodi do opadanja te postojanosti. Na slici 4.24. prikazana je zavisnost između kritičnog sadržaja ugljika u šavu i koeficijenta oblika uvara ψu
Pri izvođenju prvog sloja kod višeslojnih šavova i K - šava, dolazi do obrazovanja šavova sa malim koeficijentom oblika uvara (sl. 4.25.). Ovakvi šavovi imaju malu postojanost prema obrazovanju vrućih prslina.
pri zavarivanju pod praškom ugljičnih konstukcijskih čelika.
Slika 4.24. Zavisnost između kritičnog sadržaja ugljika u šavu i koeficijenta oblika uvara
ψu
Postojanost šava prema obrazovanju vrućih prslina može se povećati usitnjavanjem primarne strukture. Na taj način se, zbog povećanja ukupne površine zrna, smanjuje koncentracija štetnih primjesa po njihovim granicama. Najpodesniji način za usitnjavanje primarne strukture predstavlja unošenje modifikatora (npr. titana) u rastop preko obloge
elektrode ili keramičkog praška. Slika 4.25.
Prvi sloj kod višeslojnih šavova i K - šava.
.
Poboljšanje uvjeta izvođenja prvog sloja može se postići povećanjem ugla otvora žlijeba α i smanjivanjem zatupljenja korijena žlijeba h.
Prsline u završnom krateru. Na slici 4.26. prikazana je shema obrazovanja prslina u završnom krateru šava. Kada se pri ručnom zavarivanju obloženom elektrodom elektroda naglo ukloni, obrazuje se udubljenje
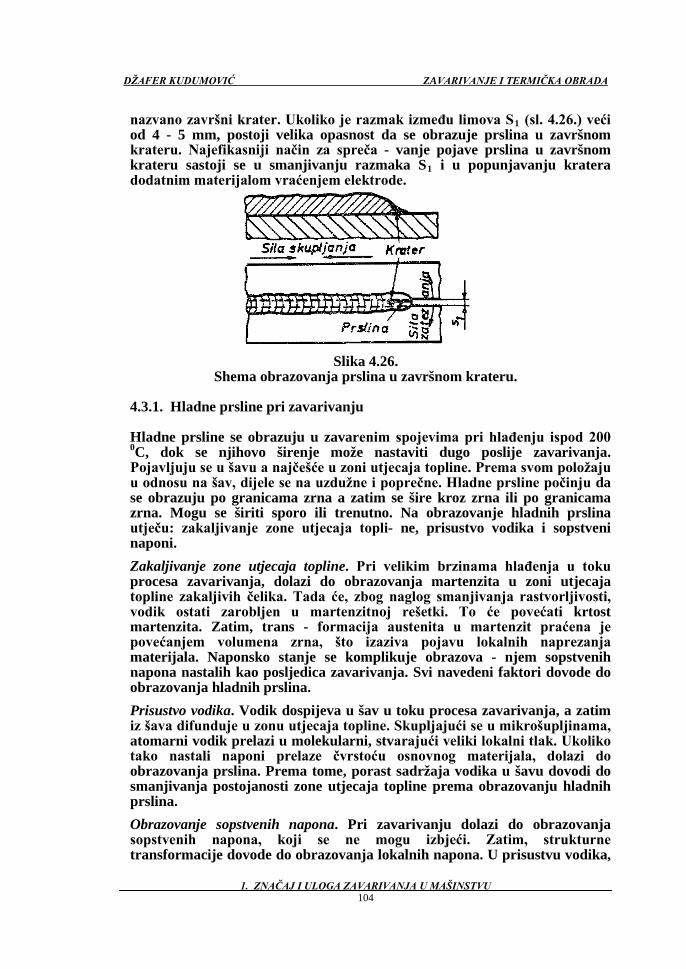
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 104
nazvano završni krater. Ukoliko je razmak između limova S1 (sl. 4.26.) veći od 4 - 5 mm, postoji velika opasnost da se obrazuje prslina u završnom krateru. Najefikasniji način za spreča - vanje pojave prslina u završnom krateru sastoji se u smanjivanju razmaka S1
Slika 4.26. Shema obrazovanja prslina u završnom krateru.
4.3.1. Hladne prsline pri zavarivanju Hladne prsline se obrazuju u zavarenim spojevima pri hlađenju ispod 200
i u popunjavanju kratera dodatnim materijalom vraćenjem elektrode.
0
Obrazovanje sopstvenih napona. Pri zavarivanju dolazi do obrazovanja sopstvenih napona, koji se ne mogu izbjeći. Zatim, strukturne transformacije dovode do obrazovanja lokalnih napona. U prisustvu vodika,
C, dok se njihovo širenje može nastaviti dugo poslije zavarivanja. Pojavljuju se u šavu a najčešće u zoni utjecaja topline. Prema svom položaju u odnosu na šav, dijele se na uzdužne i poprečne. Hladne prsline počinju da se obrazuju po granicama zrna a zatim se šire kroz zrna ili po granicama zrna. Mogu se širiti sporo ili trenutno. Na obrazovanje hladnih prslina utječu: zakaljivanje zone utjecaja topli- ne, prisustvo vodika i sopstveni naponi.
Zakaljivanje zone utjecaja topline. Pri velikim brzinama hlađenja u toku procesa zavarivanja, dolazi do obrazovanja martenzita u zoni utjecaja topline zakaljivih čelika. Tada će, zbog naglog smanjivanja rastvorljivosti, vodik ostati zarobljen u martenzitnoj rešetki. To će povećati krtost martenzita. Zatim, trans - formacija austenita u martenzit praćena je povećanjem volumena zrna, što izaziva pojavu lokalnih naprezanja materijala. Naponsko stanje se komplikuje obrazova - njem sopstvenih napona nastalih kao posljedica zavarivanja. Svi navedeni faktori dovode do obrazovanja hladnih prslina.
Prisustvo vodika. Vodik dospijeva u šav u toku procesa zavarivanja, a zatim iz šava difunduje u zonu utjecaja topline. Skupljajući se u mikrošupljinama, atomarni vodik prelazi u molekularni, stvarajući veliki lokalni tlak. Ukoliko tako nastali naponi prelaze čvrstoću osnovnog materijala, dolazi do obrazovanja prslina. Prema tome, porast sadržaja vodika u šavu dovodi do smanjivanja postojanosti zone utjecaja topline prema obrazovanju hladnih prslina.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 105
navedeni naponi povećavaju krtost zone utjecaja topline. Zona utjecaja topline je već pri kraju strukturnih transformacija izložena složenom naponskom stanju (sl. 4.27.). U zoni utjecaja topline po dužini šava djeluje tlačni napon σ1, dok poprečno na šav djeluje zatežući napon σ2. Pri takvim uvjetima se na granici zrna, pod kutem od 450
Slika 4.27. Shema nastajanja prsline po granicama zrna u zoni utjecaja topline
4.3.2. Postupci za sprečavanje obrazovanja prslina
Za sprečavanje obrazovanja prslina u zavarenim spojevima koriste se slije
prema uzdužnoj osi šava, pojavljuju znatni smičući naponi. Takvo naponsko stanje dovodi do obrazovanja početne prsline, koja zatim nastavlja da se širi. Po pravilu, početak obrazovanja hladnih prslina povezan je sa granicama krupnih zrna.
1. Upotreba niskovodičnih elektroda (npr. Bazičnih elektroda) i to sa većim prečnikom elektrode. Najbolje je koristiti elektrode koje su osušene pri 300 - 400 0
2. Upotreba austenitnih elektroda tipa 18% Cr - 8% Ni. Pri zavarivanju sa ovim elektrodama, veća rastvorljivost vodika u austenitnom materijalu šava zadržava vodik da ne difunduje u zonu utjecaja topline.
C.
3. Predgrijavanje osnovnog materijala smanjuje brzinu hlađenja. To je najefikas - niji postupak za sprečavanje obrazovanja prslina u zoni utjecaja topline. Pred - grijavanjem osnovnog materijala postiže se slijedeće: strukturna transformacija se pomjera ka ravnotežnim strukturama; smanjuju se lokalna naprezanja izazvana strukturnim transformacijama; olakšava se difuzija vodika iz šava. Na slici 4.28. prikazana je veza između tvrdoće u zoni utjecaja topline (odn. obrazovanja martenzita) i predgrijavanja. Ukoliko je veći sadržaj ugljika u čeliku, odnosno ukoliko je čelik više legiran, utoliko je potrebno osnovni materijal predgrijati na višu temperaturu, kako bi se izbjeglo zakaljivanje i obrazovanje prslina u zoni utjecaja topline.
Slika 4.28. Promjena tvrdoće u zoni utjecaja topline

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 106
1 - bez predgrijavanja; 2 - sa predgrijavanjem do 200 0
Sklonost osnovnog materijala ka obrazovanju prslina ne zavisi samo od brzine hlađenja. Brzina prolaska kroz temperaturni interval između 150 i 120
C. Kod kratkih šavova (pri montažnom pripajanju elemenata) postoji velika
opasnost od obrazovanja prslina. Ovdje mala količina unijete topline dovodi do velikih brzina hlađenja. Zbog toga, kratki šavovi treba da imaju dužinu najmanje 2 - 3 cm.
0
Slika 4.29. Utjecaj brzine hlađenja na obrazovanje prslina.
Krive na slici 4.29. prikazuju slijedeće:
1 - φ 3,2 mm (ima prslina); 2 - φ 5 mm (ima prslina); 3 - φ 5 mm sa predgrijavanjem do 100
C takođe utječe na obrazovanje prslina u osnovnom materijalu. Na slici 4.29. prikazan je utjecaj brzine hlađenja na obrazovanje prslina.
0C (nema prslina); 4 - φ 6 mm (ima prslina).
Pošto debljina osnovnog materijala bitno utječe na brzinu hlađenja, to ona
utječe i na obrazovanje strukture kaljenja u zoni utjecaja topline. Kako je
već nave- deno, struktura kaljenja može da dovede do obrazovanja prslina
u zoni utjecaja topline.
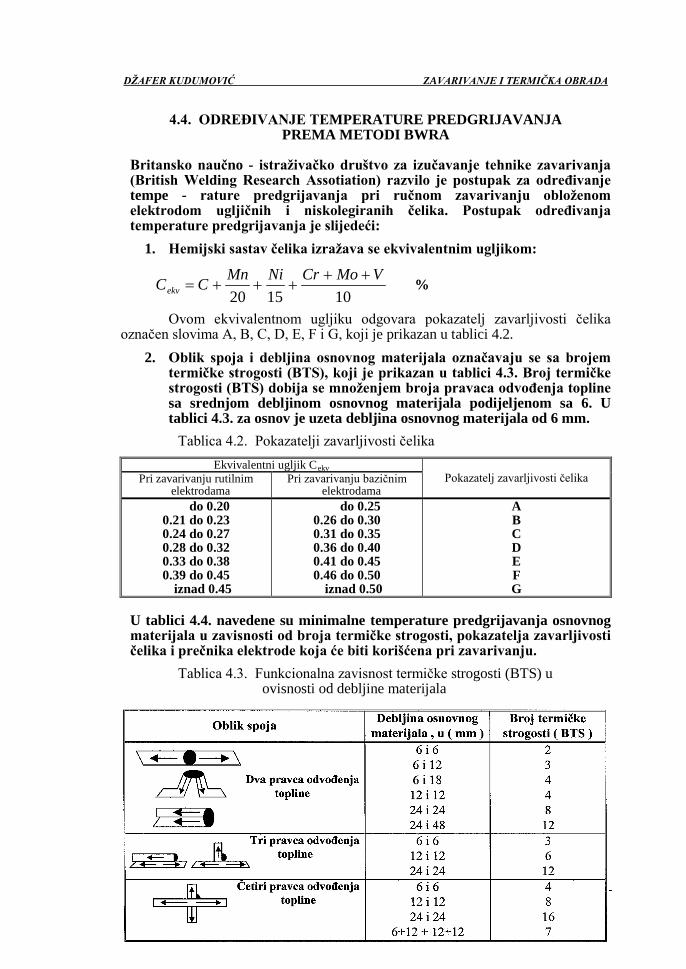
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 107
4.4. ODREĐIVANJE TEMPERATURE PREDGRIJAVANJA PREMA METODI BWRA
Britansko naučno - istraživačko društvo za izučavanje tehnike zavarivanja
(British Welding Research Assotiation) razvilo je postupak za određivanje tempe - rature predgrijavanja pri ručnom zavarivanju obloženom elektrodom ugljičnih i niskolegiranih čelika. Postupak određivanja temperature predgrijavanja je slijedeći:
1. Hemijski sastav čelika izražava se ekvivalentnim ugljikom:
101520
VMoCrNiMnCCekv++
+++= %
Ovom ekvivalentnom ugljiku odgovara pokazatelj zavarljivosti čelika označen slovima A, B, C, D, E, F i G, koji je prikazan u tablici 4.2.
2. Oblik spoja i debljina osnovnog materijala označavaju se sa brojem termičke strogosti (BTS), koji je prikazan u tablici 4.3. Broj termičke strogosti (BTS) dobija se množenjem broja pravaca odvođenja topline sa srednjom debljinom osnovnog materijala podijeljenom sa 6. U tablici 4.3. za osnov je uzeta debljina osnovnog materijala od 6 mm.
Tablica 4.2. Pokazatelji zavarljivosti čelika Ekvivalentni ugljik C
Pokazatelj zavarljivosti čelika ekv
Pri zavarivanju rutilnim elektrodama
Pri zavarivanju bazičnim elektrodama
do 0.20 0.21 do 0.23 0.24 do 0.27 0.28 do 0.32 0.33 do 0.38 0.39 do 0.45 iznad 0.45
do 0.25 0.26 do 0.30 0.31 do 0.35 0.36 do 0.40 0.41 do 0.45 0.46 do 0.50 iznad 0.50
A B C D E F G
U tablici 4.4. navedene su minimalne temperature predgrijavanja osnovnog
materijala u zavisnosti od broja termičke strogosti, pokazatelja zavarljivosti čelika i prečnika elektrode koja će biti korišćena pri zavarivanju.
Tablica 4.3. Funkcionalna zavisnost termičke strogosti (BTS) u ovisnosti od debljine materijala

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 108
Tablica 4.4. Minimalne temperature predgrijavanja u fukciji (BTS)
Broj termičke strogosti (BTS)
Pokazatelj zavarljivosti
čelika
Minimalna temperatura predgrijavanja osnovnog materijala u ( oC ) Prečnik elektrode u ( mm )
3.2 4 5 6 8
2 D 0 E 50 F 125 25
3 C 0 D 75 E 100 25 F 150 100 25
4 C 50 D 100 25 E 125 75 F 175 125 75
6
B 50 C 100 25 D 150 100 25 E 175 125 75 F 225 175 125 75
8
A 25 B 75 25 C 125 75 25 D 175 125 75 E 200 150 125 50 25 F 225 200 175 125 50
12
A 75 25 B 125 75 25 C 150 125 75 D 200 175 125 75 E 225 200 175 100 50 F 250 225 200 150 125
16
A 75 25 B 125 75 50 C 175 150 125 50 25 D 200 175 175 125 50 E 225 200 200 150 100 F 250 250 225 200 150
24 A 75 25 B 125 75 50 25 C 175 150 125 75 25

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 109
D 200 175 175 125 100 E 225 200 200 175 150 F 250 250 225 200 200
4.5. KRISTALIZACIJA I PROCESI U ZONI UTJECAJA TOPLINE Ovdje su prikazane strukturne transformacije u različitim zonama zavare -
nog spoja iz više vrsta čelika: promjene veličina zrna i vrste novih struktura koje nastaju pri fizičko - hemijskim transformacijama.
U ovom poglavlju ćemo razmotriti promjene struktura zavarenih spojeva u cjelini i definirati ćemo procese obrazovanja struktura koje kristališu pri hlađenju počev od tečnog metala (materijal šava) ili struktura prekristalizacije u čvrstom stanju (osnovni materijal).
4.5.1. Struktura materijala šava
Posmatrajmo u Fe-C dijagramu (slika 4.30.) dva čelika, jedan podeutekto -
idni ( C = 0 , 6 0 %, o zna čen sa I ), a drug i nadeutekto idni ( C = 1 % ), dovedena u tečno stanje (Tt < 1500 0
Pri temperaturi razlaganja austenita u podeutektoidnom čeliku I u tački c prvo se izlučuje ferit ili α - željezo, čime se stvaraju zrna ferita; poslije toga se izlučuje cementit po liniji ES, obrazujući perlitni agregat.
C) i pustimo ih da se lagano hlade. Pri prelasku krive likvidusa u tačkama d i e, prve klice kristalizacije se pojavljuju pri koncentraciji ugljika od 0,25 % za čelik I (tačka a) i 0,40 % C za nadeutektoidni čelik. Broj obrazovanih klica saglasno zakonu Tammann-a određen je, s jedne strane, brojem klica koje se obrazuju pri datoj temperaturi, a s druge strane, brzinom rasta γ - kristala koja zavisi od date brzine hlađenja. U oblasti tečna faza + γ - čvrsti rastvor, povećanjem količine γ - čvrstog rastvora po linijama dd’ i ee’ koncentracija ugljika se povećava. U tačkama d’ i e’ na krivoj solidusa, sadržaj ugljika u čvrstoj fazi iznosi 0,60 % za čelik I i 1% za nadeutektoidni čelik.
Obrazovanje primarnih γ - kristala u oblasti likvidus - solidus (tečno - čvrsto stanje) karakteriše se dendritnim poretkom, pri čemu se svaki dendrit može posmatrati kao kristalografska cjelina. Ako prihvatimo prema Beljajevu, nastajanje obrazovanja primarnih kristala u oblasti iznad područja γ - čvrstog rastvora, onda se za vrijeme hlađenja, oko svakog dentrita javlja veliki broj zrna γ, ili zrna austenita.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 110
Slika 4.30. Dijagram stanja ugljičnih čelika
U podeutektoidnom čeliku, veoma sporo hlađenom do sobne temperature, zapažaju se dva sastojka: α - ferit u obliku polja ili mreže, i perlit (Feα - Fe3
Vidi se da između dimenzija γ i α zrna postoji određena uzajamna zavisnost: krupno γ- zrno daje krupno α- zrno, a ako je zrno γ - željeza sitno, onda se obrazuje sitnozrno α - željezo. Ako postoji uzajamni odnos ne postoji sličnost, tj. α - zrno ne predstavlja tačnu sliku γ - zrna. Nasuprot tome, cementitna mreža u nadeutektoidnim čelicima potpuno tačno karakteriše veličinu γ - zrna. Za određiva- nje veličine austenitnog zrna neophodno je potrebno prisustvo cementitne mreže po granicama zrna; u ovom cilju, čelik se podvrgava cementaciji na temperaturama austenitnizacije (proba Mak Kejd - En
C). Razlaganje austenita u nadeutektoidnom čeliku započinje u tački f sa
izlučivanjem cementita; proces obrazovanja perlita koji sleduje ovom izlučivanju analogan je prethodnom slučaju. Poslije hlađenja, posmatranjem pod mikrosko - pom, poslije odgovarajućeg nagrizanja izbruska, vidi se cementitna mreža po granicama perlitnih zrna.
U tako ohlađenom čeliku sa razvijenim zrnima ferita struktura će biti gruba i pri određenoj kristalnoj orijentaciji takvu strukturu nazivamo Vidmanštetenovom. Ovu strukturu ćemo kasnije detaljnije proučiti. Ako se sada ova livena struktura ponovnim zagrijavanjem prevede u oblast γ - čvrstog rastvora pri prelazu linije transformacije GS javiće se mnoštvo sitnih γ zrna, pa ćemo pri hlađenju do sobne temperature, pošto je transformacija γ → α reverzibilna, - ponovo naći strukturu sitnozrnog ferita združenu sa perlitnim agregatom.
1). Razmotrimo sada proces očvršćavanja čelika III čiji je sadržaj ugljika oko
0,10 %, što je često slučaj pri upotrebi zavarljivih čelika spajanih plinskim ili elektrolučnim zavarivanjem (slika 4.30.)
Pri prelazu likvidusa u g, izlučene klice su kristali δ - željeza, sa veoma niskom koncentracijom ugljika (C < 0,05%); klice se obogaćuju ugljikom do 0,07% pri temperaturi od 1 490 0C. Peritektična transformacija, do koje dolazi pri ovoj temperaturi, javlja se kao rezultat uzajamnog dejstva δ - željeza sa tečnom fazom B sa 0,55% ugljika, kojom prilikom se obrazuje čvrst rastvor γ - željeza. Između 1 490 0C i tačke g’ (1 450 0C) jednovremeno su prisutne dvije faze δ + γ, koje pri prelazu linije NJ obrazuju jednofaznu austenitnu strukturu, ili zrna γ.
Proces kristalizacije koji slijedi identičan je procesu u slučaju podeutektoidnog čelika, to jest, u tački k na liniji GS pri temperaturi od oko 870 0
U čvrstom stanju, pri prelazu linije GP, dolazi do izlučivanja tercijarnog cementita. Takvu strukturu možemo često sresti u šavovima, kako u stanju neposredno poslije zavarivanja, tako i u termički obrađenom stanju. Strukture šavova, dobijene plinskim i elektrolučnim zavarivanjem, su
C, takođe nastupa izlučivanje feritne faze a iz nje zrna ferita α. Ako je sadržaj ugljika u čeliku manji od 0,05 %, onda tečna faza neposredno prelazi u δ - željezo, a transformacija δ → γ se odvija po liniji NJ.
1 Mc Quaid Ehn; ova je proba standardizovana u SAD ( prim.Prev. )
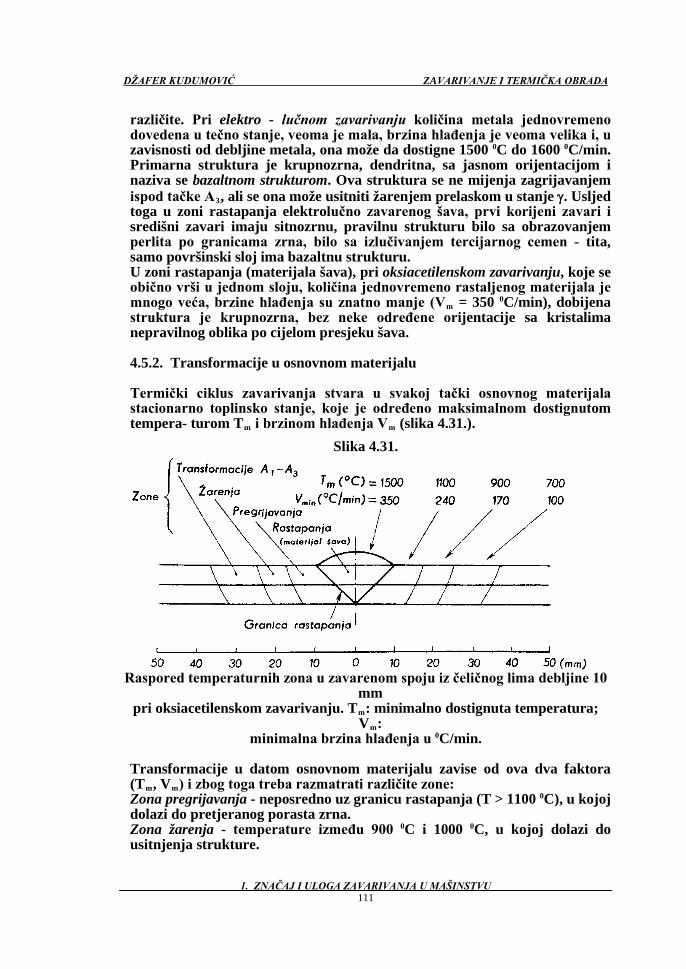
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 111
različite. Pri elektro - lučnom zavarivanju količina metala jednovremeno dovedena u tečno stanje, veoma je mala, brzina hlađenja je veoma velika i, u zavisnosti od debljine metala, ona može da dostigne 1500 0C do 1600 0C/min. Primarna struktura je krupnozrna, dendritna, sa jasnom orijentacijom i naziva se bazaltnom strukturom. Ova struktura se ne mijenja zagrijavanjem ispod tačke A3, ali se ona može usitniti žarenjem prelaskom u stanje γ. Usljed toga u zoni rastapanja elektrolučno zavarenog šava, prvi korijeni zavari i središni zavari imaju sitnozrnu, pravilnu strukturu bilo sa obrazovanjem perlita po granicama zrna, bilo sa izlučivanjem tercijarnog cemen - tita, samo površinski sloj ima bazaltnu strukturu.
U zoni rastapanja (materijala šava), pri oksiacetilenskom zavarivanju, koje se obično vrši u jednom sloju, količina jednovremeno rastaljenog materijala je mnogo veća, brzine hlađenja su znatno manje (Vm = 350 0
Termički ciklus zavarivanja stvara u svakoj tački osnovnog materijala stacionarno toplinsko stanje, koje je određeno maksimalnom dostignutom tempera- turom T
C/min), dobijena struktura je krupnozrna, bez neke određene orijentacije sa kristalima nepravilnog oblika po cijelom presjeku šava.
4.5.2. Transformacije u osnovnom materijalu
m i brzinom hlađenja Vm
Raspored temperaturnih zona u zavarenom spoju iz čeličnog lima debljine 10 mm
pri oksiacetilenskom zavarivanju. T
(slika 4.31.). Slika 4.31.
m: minimalno dostignuta temperatura; Vm:
minimalna brzina hlađenja u 0C/min. Transformacije u datom osnovnom materijalu zavise od ova dva faktora
(Tm, Vm) i zbog toga treba razmatrati različite zone: Zona pregrijavanja - neposredno uz granicu rastapanja (T > 1100 0C), u kojoj
dolazi do pretjeranog porasta zrna. Zona žarenja - temperature između 900 0C i 1000 0C, u kojoj dolazi do
usitnjenja strukture.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 112
Zona transformacije (zona pod utjecajem topline) između A1 i A3 (720 0C do 910 0
Slika 4.32. Utjecaj temperature na porast zrna
U ovoj zoni mogu doći do izražaja sekundarni procesi: obrazovanje
tercijarnog cementita, izlučivanje nitrida gvožđa (Fe
C) - koja se karakteriše temperaturama nižim od temperatura u zoni žarenja.
4N), itd. Najzad osnovni materijal koji nije izmijenjen, za temperature ispod A1 (720
0C). Razmotrimo sada detaljnije strukturne transformacije u ovim zonama.
Kada se čelik lagano zagrije od sobne temperature do temperature iznad tačke A3, neće se zapaziti nikakva vidna promjena u sitnozrnoj strukturi sve do izvjesne temperature Ti (slika 4.32.) a zatim neka zrna počinju da rastu pa dolazi do obrazovanja mješovite strukture sa krupnim i sitnim zrnima. Počev od ovog momenta, pri daljem povišenju temperature krupna zrna počinju da apsorbuju sitna i procentualna količina krupnih zrna se ravnomjerno povećava. Temperatura Ts, pri kojoj se struktura sastoji samo iz krupnih zrna, naziva se temperaturom pregrija - vanja.
Temperatura uostalom nije jedini faktor koji utječe na porast zrna. Počev od temperature Ti
Združeni utjecaj ova dva faktora, za jedan sasvim niskougljični čelik, prikazan je na dijagramu na slici 4.33. Vidi se da se za temperaturu od 1200
, pri konstantnoj temperaturi, veličina zrna raste s vremenom, a ovaj porast je utoliko brži ukoliko se više približavamo temperaturi pregrijavanja.
0C potpuno pregrijavanje dostiže tek poslije osam sahata, dok je pri temperaturi od 1300 0C potrebno dva sahata.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 113
Slika 4.33. Utjecaj temperature i vremena zagrijavanja na porast zrna
Pri temperaturama ispod 1200 0
a) U zoni rastapanja (materijal šava) temperatura dostiže tačku topljenja a brzine hlađenja su reda 350 - 400
C, pri bilo kojoj dužini vremena zagrija - vanja, obrazuju se samo mješovite strukture, koje se sastoje kako iz krupnih, tako i iz sitnih zrna.
4.5.3. Fizikalno - hemijske promjene 1. Oksiacetilensko zavarivanje Očevidno je da priroda obrazovnih struktura pri oksiacetilenskom zavari -
vanju za datu vrstu čelika, zavisi na prvom mjestu od debljine limova; toplinski ciklus zavarivanja je uglavnom određen ovim parametrom. Razmotrimo šta se dešava u raznim zonama zavarenog spoja (slika 4.31.) za slučaj kada je debljina lima 10 mm:
0
b) U zoni pregrijavanja osnovnog materijala, koja se nalazi na nekoliko milimetara od ose šava, dostignute temperature su još uvijek vrlo visoke (1100 do 1500
C/min. To je oblast maksimalnog kaljenja; ali problem se komplikuje superpozicijom hemijskih transformacija, naročito za obične čelike usljed gubitka korisnih elemenata: ugljika, mangana, silicija. Zbog toga je ova zona često manje zakaljena nego susjedne zone osnovnog materijala.
0C) a hlađenje veoma brzo (brzina hlađenja 200 do 300 0
c) U zoni zagrijavanja, podvrgnutoj dejstvu temperatura nešto iznad 900
C/min). Toplinsko, neminovno dolazi do porasta zrna i znatne strukturne transfor - macije uslijed kaljenja, čija priroda zavisi od vrste čelika. U ovoj zoni nema hemijskih promjena.
0C, koja se zove još i zona žarenja, metal teži normalizovanoj strukturi, sa usitnjenim zrnom, ali ova transformacija ne može biti potpuna obzirom da je brzina hlađenja još uvijek velika (170 do 200 0
d) U zoni pod utjecajem topline, koja se prostire u temperaturnom intervalu A
C/min).
1 - A3 (720 do 900 0
2. Elektrolučno zavarivanje Dostignute temperature u različitim zonama transformacije, uvjetuju, u
slučaju elektrolučnog zavarivanja, znatno veće brzine hlađenja, što izaziva energič- nije kaljenje metala.
Praktično, različite zone su skoncentrirane u veoma maloj zapremini i prostiru se na 4-5 mm od ivice žlijeba, nezavisno od debljine limova. Ovo proizila- zi iz samog postupka elektrolučnog zavarivanja koji se izvodi u više malih zavara koji teže da normalizuju strukturu donjih slojeva (usitnjenje zrna).
Nanošenje slijedećih zavara utječe, u izvjesnoj mjeri, na strukture zona transformacije osnovnog materijala.
C), promjene mogu imati različit vid, najčešće može nastupiti globulizacija lamelarnih agregata sa tendencijom ka koagulaciji bez bitne promjene feritnih zrna. Ova oblast zone pod utjecajem topline se proteže na rastojanju 20 - 25 mm od ose šava.
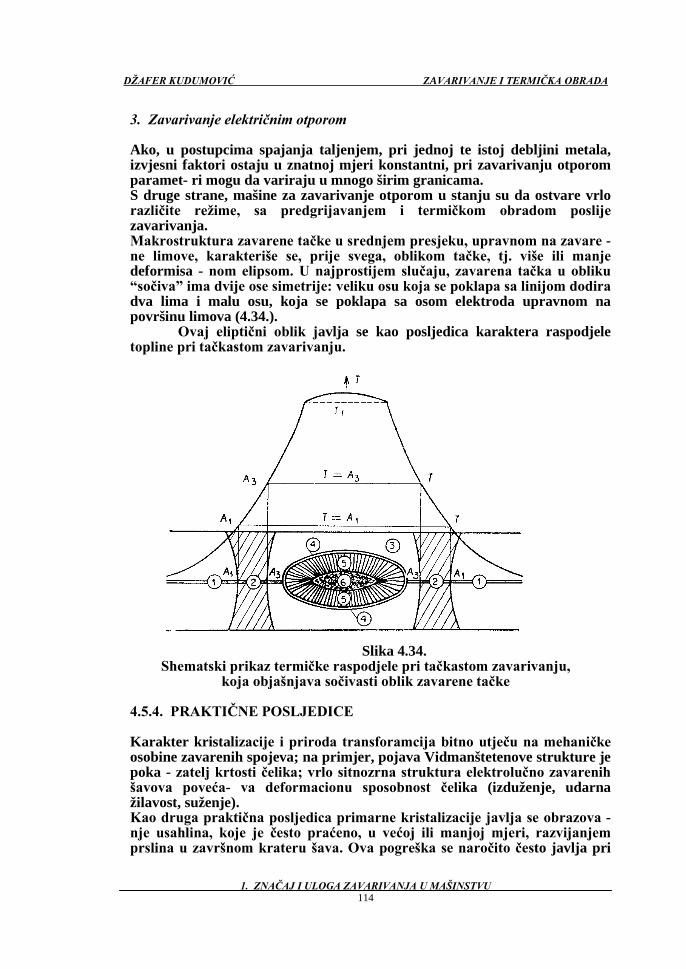
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 114
3. Zavarivanje električnim otporom Ako, u postupcima spajanja taljenjem, pri jednoj te istoj debljini metala,
izvjesni faktori ostaju u znatnoj mjeri konstantni, pri zavarivanju otporom paramet- ri mogu da variraju u mnogo širim granicama.
S druge strane, mašine za zavarivanje otporom u stanju su da ostvare vrlo različite režime, sa predgrijavanjem i termičkom obradom poslije zavarivanja.
Makrostruktura zavarene tačke u srednjem presjeku, upravnom na zavare - ne limove, karakteriše se, prije svega, oblikom tačke, tj. više ili manje deformisa - nom elipsom. U najprostijem slučaju, zavarena tačka u obliku “sočiva” ima dvije ose simetrije: veliku osu koja se poklapa sa linijom dodira dva lima i malu osu, koja se poklapa sa osom elektroda upravnom na površinu limova (4.34.).
Ovaj eliptični oblik javlja se kao posljedica karaktera raspodjele topline pri tačkastom zavarivanju.
Slika 4.34. Shematski prikaz termičke raspodjele pri tačkastom zavarivanju,
koja objašnjava sočivasti oblik zavarene tačke 4.5.4. PRAKTIČNE POSLJEDICE Karakter kristalizacije i priroda transforamcija bitno utječu na mehaničke
osobine zavarenih spojeva; na primjer, pojava Vidmanštetenove strukture je poka - zatelj krtosti čelika; vrlo sitnozrna struktura elektrolučno zavarenih šavova poveća- va deformacionu sposobnost čelika (izduženje, udarna žilavost, suženje).
Kao druga praktična posljedica primarne kristalizacije javlja se obrazova - nje usahlina, koje je često praćeno, u većoj ili manjoj mjeri, razvijanjem prslina u završnom krateru šava. Ova pogreška se naročito često javlja pri
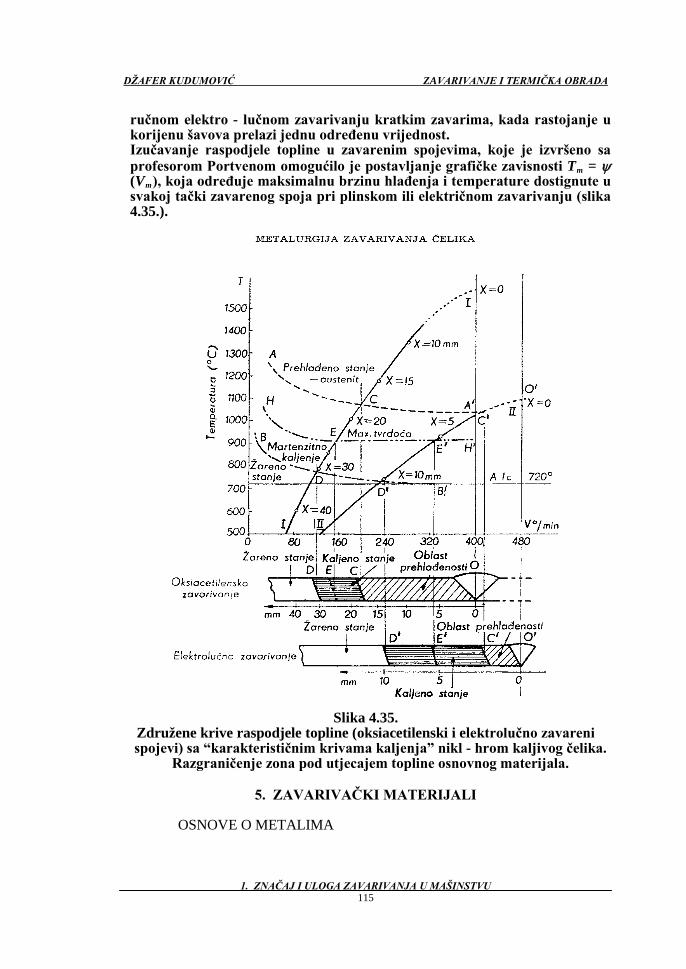
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 115
ručnom elektro - lučnom zavarivanju kratkim zavarima, kada rastojanje u korijenu šavova prelazi jednu određenu vrijednost.
Izučavanje raspodjele topline u zavarenim spojevima, koje je izvršeno sa profesorom Portvenom omogućilo je postavljanje grafičke zavisnosti Tm = ψ (Vm
Slika 4.35. Združene krive raspodjele topline (oksiacetilenski i elektrolučno zavareni spojevi) sa “karakterističnim krivama kaljenja” nikl - hrom kaljivog čelika.
Razgraničenje zona pod utjecajem topline osnovnog materijala.
5. ZAVARIVAČKI MATERIJALI
OSNOVE O METALIMA
), koja određuje maksimalnu brzinu hlađenja i temperature dostignute u svakoj tački zavarenog spoja pri plinskom ili električnom zavarivanju (slika 4.35.).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 116
U stručnoj literaturi postoji mnogo definicija pojma metal, mada se u suštini sve te definicije svode na isto. Tako se u hemiji pod metalima podra - zumijeva određena grupa elemenata, raspoređena u lijevom dijelu Mendeljejevog sistema. Elementi te grupe, stupajući u hemijsku reakciju sa elementima, poznatim pod nazivom kao nemetali, odaju pomenutim svoje spoljašnje, takozvane valentne elektrone. To se događa zbog toga što u metalu spoljašnji elektroni nisu čvrsto povezani sa jezgrom. Osim toga, na spoljašnjim elektronskim ljuskama metala nalazi se malo elektrona (svega 1 do 2), dok u nemetala ih ima daleko više (5 do 8). Svi elementi raspoređeni u Mendeljejevom sistemu lijevo od galijuma, indijuma i talijuma su metali, a oni, raspoređeni desno od arsena, antimona i bizmuta su nemetali.
Elementi raspoređeni u prelaznim grupama mogu pripadati metalima (olovo, kalaj, antimon, indij, talij, bizmut), nemetalima (ugljik, azot, fosfor, arsen, kisik, sumpor), ili zauzimati središnji (prelazni) položaj (galij, silicij, germanij, selen, telur).
U tehnici se pod metalom podrazumijevaju materije koje posjeduju karak - terističan metalni sjaj, u određenoj mjeri prisutan kod svih metala, i plastičnost. Prema tom obilježju metali se lahko razlikuju od nemetala, npr. Drveta, kamena, stakla ili porculana.
V.M. Lomonosov je definirao metale kao svijetla tijela, koja je moguće kovati. Tim osobinama raspolažu ne samo čisti elementi (npr. željezo, bakar, aluminijum i dr.), već i složenije materije, u čiji sastav može ulaziti više metala, često sa primjesama znatnih količina nemetala. Takve supstance nose naziv metal - ne legure.
Prema tome, u širem tumačenju, metalne legure se mogu takođe nazvati metalima.Osim metalnog sjaja i plastičnosti, svi metali posjeduju visoku električnu i toplinsku provodljivost.
Na osnovu prethodno izloženog, može se zaključiti da postoji određena razlika u shvatanjima metala kao čistog hemijskog elementa i metala kao supstan - ce, ali i jedna i druga definicija uslovljene su specifičnostima unutrašnje građe atoma metalnih supstanci, koja je ista u čistim metalima i njihovim legurama.
Specifičnost građe metalnih supstanci sastoji se u tome, da su sve one, uglavnom, sastavljene od takvih atoma, u kojima su spoljašnji elektroni slabo povezani sa jezgrom. To uslovljava i posebni karakter hemijskog uzajamnog djelo- vanja atoma metala, kao i metalne osobine. Elektroni imaju negativno punjenje, pa je dovoljno da se stvori mala razlika potencijala da bi došlo do premještanja elektrona u smjeru prema pozitivno napunjenom polu. Tako se obrazuje električna struja. Zbog toga se metali pojavljuju kao dobri provodnici električne struje, a nemetali kao loši.
Karakteristična električna osobina metala je i ta, što sa povećanjem tempe - rature kod svih (bez izuzetaka) električna provodljivost se umanjuje.
Pri hemijskom uzajamnom djelovanju između metala i nemetala spoljašnji elektroni atoma metala prelaze prema atomima nemetala. Atom metala se pri tome preobražava u pozitivni jon, a atom nemetala u negativni jon.
Prema tome, slaba veza spoljašnjih elektrona sa jezgrom uslovljava hemij - ske i fizičke osobine metala.
Na osnovu prethodno pobrojanih specifičnosti metala i njihovih legura, može se zaključiti da isti imaju karakterističnu kristalnu strukturu. U određenim mjestima kristalne rešetke raspoređuju se pozitivno napunjeni joni, a spoljašnji slobodni elektroni obrazuju lahko tečljivu tečnost (elektronski gas), koja se kreće u svim

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 117
pravcima bez određenog reda. Pri određenim uvjetima, npr., pri stvaranju razlike potencijala, kretanje elektrona dobija određeni smjer i pojavljuje se elektri - čna struja.
U teoriji metalnog stanja metal se razmatra kao supstanca, sastavljena od pozitivno napunjenih jona, okruženih negativno napunjenim česticama-elektroni - ma, slabo povezanim sa jezgrom. Ti elektroni se neprekidno premještaju unutra metala i ne pripadaju ni jednom atomu, već cjelokupnosti atoma.
Na taj način, kao karakteristična specifičnost kristalne strukture metala pojavljuje se prisustvo elektronskog gasa unutra metala, slabo povezanog s poziti - vno napunjenim jonima. Lahko premještanje tih elektrona unutra metala i slaba njihova veza sa atomima daju metalima određene metalne osobine (visoka elektri - čna i toplinska provodljivost, metalni sjaj, plastičnost i dr.).
PODJELA METALA
Metali se međusobno razlikuju prema strukturi i osobinama. Pored toga, metale je
moguće po određenim obilježjima objediniti u grupe (tabela 5.1.).
Tabela 5.1. Podjela metala Napominje se da se data podjela (prema A.P. Guljaevu) ne slaže sa uobičajenom,
prema kojoj se pod crnim metalima podrazumijevaju željezo i njegove legure, a pod obojenim svi ostali metali.
Shodno podjeli po A.P. Guljaevu, svi metali se mogu podijeliti na dvije

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 118
Crni metali imaju tamnosivu boju, veliku zapreminsku masu (osim alkal - nozemnih), visoku temperaturu topljenja, relativno visoku tvrdoću i, u mnogim slučajevima, posjeduju polimorfizam. Kao najtipičniji metal te grupe pojavljuje se željezo.
Obojeni metali, prije svega, imaju karakterističnu boju: crvenu, žutu, bijelu. Posjeduju veliku pla Crni metali se sa svoje strane mogu podijeliti na s 1. Željezni metali, gdje spadaju željezo, kobalt, nikal (takozvani feromagnetici) i
mangan, koji je blizak prethodnim po osobinama. Kobalt, nikal i mangan se često primjenjuju kao dodaci legurama željeza, a takođe u ulozi osnove za odgovarajuće legure, slične po osobinama visokolegiranim čelicima.
2. Teško topljivi metali, čija je temperatura topljenja viša nego željeza tj. iznad 1539 0
3. Uranovi metali (aktinoidi) prvenstveno se primjenjuju u legurama za atomsku energetiku.
C), primjenjuju se kao dodaci legiranim čelicima, a takođe u ulozi osnove za odgovarajuće legure.
4. Rijetko zemni metali obuhvataju lantan, cerij, neodij, prazeodij i dr., objedi - njene pod nazivom lantanoida, i, sa njima po osobinama, intrij i skandij. Ti metali imaju vrlo bliske hemijske osobine, ali dosta različite fizičke (tempera - tura taljenja i dr.). Oni se primjenjuju kao dodaci legurama drugih elemenata. U prirodnim uvjetima susreću se zajedno i, zbog teškoća razdvajanja na zaseb - ne elemente, za dodavanje se obično koristi legura koja sadrži 40 do 45% cerija i 45 do 50% svih drugih rijetkozemnih elemenata.
5. Alkalno zemni metali u slobodnom metalnom stanju se ne primjenjuju, izuzev u specijalnim slučajevima (npr., u ulozi toplonoša u atomskim reaktorima).
Obojeni metali se dijele na: 1. Lahki metali (berilij, magnezij, aluminij), koji posjeduju malu zapreminsku
masu. 2. Plemeniti metali, u koje spadaju: srebro, zlato i metali platinske grupe (platina,
paladij, iridij, radij, osmij i rutenij). U njih može da spada i “poluplemeniti” bakar. Posjeduju visoku otpornost prema koroziji.
3. Lahko topljivi metali obuhvataju: cink, kadmij, živu, olovo, kalaj, bizmut, talij, antimon i elemente sa oslabljenim metalnim osobinama (galij, germanij).
Primjena metala određena je njihovom rasprostranjenošću u prirodi, a sa istorijskog aspekta razvojem tehnike.
U stvarnosti, glavni udio po proizvodnji i primjeni ima željezo legure čelika. To je povezano sa nizom razloga: mala cijena, najbolje mehaničke osobine, mogućnost masovne proizvodnje i velika rasprostranjenost njegovih ruda u prirodi.
Bez obezbjeđenja čelika u potrebnoj količini ne može se razvijati ni jedna industrijska grana. Zato se obim proizvodnje čelika uzima kao važan pokazatelj tehničke i ekonomske moći zemlje.
5.1. ŽELJEZO
Željezo i legure na njegovoj osnovi, a među njima i čelik, odlikuju se kristalnom
strukturom, koja se karakteriše određenim, zakonskim rasporedom atoma u porastu. Kristalna struktura se može predstaviti u obliku prostorne rešetke, u čijim

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 119
čvorovima su raspoređeni atomi. Ustvari, u čvorovima kristalne rešetke nijesu raspoređeni atomi, već pozitivno naelektrisani joni, a između njih se kreću slobodni elektroni. Međutim, uobičajeno je da se govori da se u čvorovima kristalne rešetke nalaze atomi. Svaki atom (jon) ima isti broj susjednih atoma, koji su raspoređeni na podjednakom rastojanju od njega.
Obično željezo, kao i svaki drugi metal, nikada nije apsolutno čisto, već uvijek sadrži primjese. Danas se najčešće koristi takozvano tehničko željezo, koje se proizvodi u velikim količinama u martinovskim pećima. Ono sadrži približno 99,8 do 99,9% željeza i 0,1 do 0,2% primjesa, kojih može da bude desetak i više elemenata. U stotim dijelovima procenta, u njemu se nalaze ugljik (približno 0,02%) i bakar (približno 0,1%), a ostali elementi u hiljaditim i desetohiljaditim dijelovima procenta.
U nastavku se navode određeni podaci za željezo tehničke čistoće. Osobine željeza, a takođe i drugih metala visoke čistoće, mogu se bitno razlikovati od metala obične ili visoke tehničke čistoće.
Temperatura topljenja željeza je 1539 0C (+5 0C). Za razliku od mnogih drugih metala, željezo se u čvrstom stanju može nalaziti u
obliku dvije alotropske modifikacije:
Kristalna rešetka α željeza je kubna prostorno centrirana, a γ željeza kubična površinski centrirana. Pri temperaturi ispod 911 0C i od 1392 do 1539 0C željezo se javlja kao α, a u intervalu od 911 do 1392 0C kao γ. Pri zagrijavanju na 911 0C dolazi do α → γ preobražaja, a na 1392 0C do γ → α preobražaja. Tempera- ture faznih preobražaja određene su na vrlo čistom željezu, pa je u praksi dozvo - ljeno da se za tehničko željezo koriste zaokružene vrijednosti 1535, 1400, 910 0C umjesto 1539, 1392, 911 0
Osobine
C.
Visokotemperaturna modifikacija željeza (poznata kao δ željezo) ne pred - stavlja novi alotropski oblik.
Postojanje nekog metala (materije) u više kristalnih oblika poznato je kao polimorfizam ili alotropija. Različiti kristalni oblici određene materije nazivaju se polimorfnim ili alotropskim modifikacijama.
Mehaničke osobine tehničkog željeza karakterišu se slijedećim vrijedno – stima dati Tabela 5.2. Mehaničke osobine tehničkog željeza
Vrijednosti Zatezna čvrstoća 250⋅106 Pa (25 dN/mm2); Granica tečenja (razvlačenja) 120⋅106 Pa (12 dN/mm2); Izduženje 50 % Sušenje 85% Tvrdoća 80 HB
Navedeni pokazatelji mogu se mijenjati u određenim granicama, pošto osobine željeza zavise od niza faktora (npr. Povećanje dimenzija zrna smanjuje tvrdoću).
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 120
Na 768 0C željezo doživljava magnetni preobražaj. Iznad 768 0C željezo postaje nemagnetično.
Željezo obrazuje sa mnogim elementima rastvore. Sa metalima obrazuje supstitucijske, a sa ugljikom, azotom i vodikom interstikcijske rastvore.
Posebno je važno obrazovanje rastvora ugljika u željezu. Rastvorivost ugljika u željezu. Rastvorivost ugljika u željezu bitno zavisi od toga u kakvom kristalnom obliku se nalazi željezo. Rastvorivost ugljika u α željezu je neznatna (manje od 0.02%) i sto puta veća (do 2%) u γ željezu.
U čisto geometrijskim rasuđivanjima, smatra se da α željezo ne rastvara a γ željezo rastvara ugljik. Međutim, u stvarnosti α željezo rastvara ugljik u vrlo maloj količini. Prema podacima različitih naučnika, vrijednost maksimalne rastvorivosti ugljika u α željezu se razlikuje. Najčešće pominjana vrijednost je 0.02%, pa se ona najčešće u razmatranjima i usvaja kao maksimalna vrijednost rastvorivosti ugljika u α željezu.
Čvrsti rastvor ugljika i drugih elemenata u α željzu naziva se ferit, a u γ željezu austenit.
Definicija ferita kao čvrstog rastvora ugljika u α željezu opravdana je samo pri razmatranju dijagrama stanja Fe-C. Čistije željezo, koje sadrži tragove ugljika, a takođe i različite legure željeza bez ugljika, sa kubnom prostornom rešet- kom, ima takođe strukturu ferita.
Kristalna struktura austenita može se predstaviti kao površinski centrirana kubna rešetka, koja se sastoji od atoma željeza, a u koju su uvedeni atomi ugljika manjeg prečnika.
Parametar rešetke α željeza, bez ugljika, na sobnoj temperaturi jednak je 2,86 , a γ željeza 3.56 . Posljednja veličina je uslovna, pošto γ željezo bez ugljika na sobnoj temperaturi ne postoji.
Ugljik se u austenitu nalazi u obliku jona. Hemijsko jedinjenje ugljika sa željezom (kabrid željeza Fe3C) naziva se cementit.
Pošto je rastvorivost ugljika u α željezu mala, to, pri normalnim temperaturama, u većini slučajeva u strukturu čelika se uvode visokougljične faze u obliku cementita ili drugog karbida.
Temperatura topljenja cementita je oko 1250 0C. Cementit ne doživljava alotropske preobražaje, ali pri niskim temperaturama on je slabo feromagnetičan. Magnetne osobine gubi na 217 0C. Odlikuje se velikom tvrdoćom (> 800 HB, lahko grebe staklo), ali vrlo malom, praktično nultom, plastičnošću. Te su osobine, vjerovatno, posljedica složene građe kristalne rešetke cementita.
Cementit može da obrazuje supstitucijske čvrste rastvore. Atomi ugljika mogu se zamijeniti atomima nemetala (azot, kisik), a atomi željeza drugim meta - lima (mangan, hrom, volfram i dr.). Takav čvrsti rastvor, sa osnovom rešetke cementita, naziva se legirani cementit.
Cementit je nepostojano jedinjenje i pri određenim uvjetima se raspada sa obrazovanjem slobodnog ugljika u obliku grafita. Taj proces ima praktični značaj kod livenog gvožđa.
5.1.1. Čelik
Opšti podaci

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 121
Čelik je legura željeza (Fe) sa sadržajem ugljika (C) do 1,7% (masenih), mada ima literaturnih podataka da se taj sadržaj kreće i do 2%. Pored željeza, kao osnove, i ugljika, koji se uvodi namjerno, jer jako utiče na osobine čelika, čak i pri neznatnoj promjeni njegovog sadržaja, u čeliku se nalazi mnogo drugih elemenata. Njihovo prisustvo prouzrokovano je tehnološkim uvjetima proizvodnje, nemoguć - nošću potpunog njihovog udaljavanja iz metala, ili usljed slučajnih okolnosti, a mogu se i specijalno uvoditi, kao ugljik, sa ciljem promjene strukture i osobina čelika. Prema klasifikaciji N.T. Gudcova, svi hemijski elementi (primjese), koje sadrži čelik, mogu se podijeliti na četiri grupe :
a) Stalne ili uobičajene primjese. U tu grupu spadaju mangan (Mn) i silicij (Si), a takođe i aluminij (Al), koji se,
kao silicijum i mangan, primjenjuje u ulozi dezoksidatora. Ovi elementi se moraju uvoditi u metal pri proizvodnji čelika da bi se dobio dobro dezoksi - disani čelik.U neumirenim čelicima sadržaj silicija i aluminija je mali. U stalne primjese spadaju sumpor (S) i fosfor (P), zbog toga što se od njih nemoguće osloboditi pri masovnoj proizvodnji čelika. Iako se u izvjesnim čelicima namjerno ostavljaju, oni se uvijek smatraju kao nečistoće.
b) Skrivene primjese. Tu spadaju kisik (O), vodik (H) i azot (N), koji su prisutni u bilo kom
čeliku u vrlo malim količinama. Metode njihovog hemijskog određivanja su složene, pa se zato sadržaj tih elemenata u običnim tehničkim uvjetima ne navodi.
c) Slučajne primjese. U tu grupu spadaju primjese koje dolaze iz šarže ili slučajno u tehnološ -
kom procesu proizvodnje, kao što su: olovo (Pb), cink (Zn), antimon (Sb), kalaj (Sn), arsen (As) itd.
d) Legirajući elementi. U te elemente spadaju elementi koje se namjerno uvode u čelik u određe -
nim količinama, u cilju promjene strukture i osobina čelika. U tu grupu spada – ju : hrom (Cr), nikal (Ni), volfram (W), molibden (Mo), vanadij (W), kobalt (Co), titan (Ti), niobij (Nb), bakar (Cu), cirkonij (Zr), magnezij (Mg) bor (B), aluminij (Al) i drugi.
U čeliku prisutni elementi se mogu nalaziti u slijede 1. U slobodnom stanju. Olovo, srebro i bakar, zbog prevelike atomske zapremine
ne obrazuju hemijska jedinjenja sa željezom. Osim toga, srebro i olovo se ne rastvaraju u čvrstom željezu, a rastvorljivost bakra iznosi približno oko 1%. Zato pri prisustvu u čeliku vrlo malih količina olova, srebra ili bakra (bakra iznad 1%) oni se nalaze u slobodnom stanju u obliku metalnih uključaka.
2. Obrazuju intermetalna jedinjenja. Tu osobinu ima većina legirajućih elemena - ta, ali samo pri takvim njihovim sadržajima, koji se praktično ne sreću u običnim industrijskim čelicima. Zato se može smatrati da se u običnim masov - nim čelicima ne sreću intermetalna jedinjenja legirajućih elemenata.U visoko - legiranim čelicima obrazuju se intermetalna jedinjenja, što ima veliki značaj za te čelike.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 122
3. Obrazuju okside i druga nemetalna jedinjenja. U tu grupu spadaju elementi koji imaju veću srodnost (afinitet) u odnosu na kisik nego željezo. Zato u procesu proizvodnje čelika takvi elementi, uvedeni u zadnjoj fazi topljenja, dezoksidišu čelik, oduzimajući kisik od željeza.
FeO + M → MO + Fe U ovoj shematskoj formuli reakcije pod M se podrazumijevaju bilo koji
legirajući element - dezoksidator. Kao rezultat dezoksidacije obrazuju se oksidi Al2O3, TiO2, V2O5 i dr. U posljednje vrijeme primjenjuje se dezoksidacija pomoću ugljika. U tom slučaju produkti dezoksidacije su u gasnom stanju (2FeO + C = 2Fe + CO2
4. Rastvaraju se u cementitu ili obrazuju samostalne karbidne faze. Tom osobi - nom odlikuju se elementi koji imaju afinitet prema ugljiku. Kao elementi koji su skloni prema obrazovanju karbida pojavljuju se samo oni koji su raspore - đeni u periodičnom sistemu elemenata lijevo od željeza (Cr, Ti, Nb, Zr i dr.).
) i udaljavaju se iz metala potpuno pri vakumiranju. Pored velikog afiniteta prema kisiku, određeni elementi imaju veći afinitet prema
sumporu od željeza, pa se pri njihovom uvođenju obrazuju sulfidi. Količina oksida, sulfida i drugih nemetalnih uključaka u običnim industrijskim čelicima je mala i zavisi od metode topljenja. Najviše nemetalnih uključaka ima u neumirenom martinovskom čeliku, a posebno u besemerovskom, dok ih u umirenom čeliku ima manje i u elektročeliku još manje. Čelik dobijen topljenjem u vakumu (a takođe čelik pretopljen pod troskom) sadrži samo neznatne količine nemetalnih uključaka.
Dotični elementi se, pored toga što obrazuju karbide, rastvaraju u željezu. Prema tome, oni se u izvjesnoj razmjeri, uglavnom u zavisnosti od njihovog sadržaja i sadržaja ugljika, raspoređuju između tih dviju faza.
5. U željezu se u značajnim količinama može rastvarati većina legirajućih eleme - nata, osim ugljika, azota, kisika i bora i metaloida, koji su udaljeni od željeza u periodičnom sistemu. Elementi, raspoređeni od željeza lijevo raspoređuju se između željeza (osnove) i karbida, a elementi raspoređeni desno od željeza (kobalt, nikal, bakar i drugi), obrazuju samo rastvore sa željezom i ne ulaze u karbide.
Na taj način, kao zaključak se može konstatirati da se legirajući elementi prvenstveno rastvaraju u osnovnim fazama čelika (ferit, austenit, cementit) ili obrazuju specijalne karbide. Pod specijalnim karbidima podrazumijevaju se karbidi obrazovani sa sudjelovanjem elemenata sklonih obrazovanju karbida, a imaju različitu formulu i kristalnu rešetku od cementita.
Osnovni fazni preobražaji u čeliku Čelik, kao legura željeza, takođe se odlikuje odgovarajućim faznim preo -
bražajima. Do njih dolazi, kao i kod željeza, pri promjeni uvjeta (npr. Tempera - ture), uslijed čega jedno stanje postaje manje stabilno (ima veću vrijednost slobo - dne energije) od drugog.
Kao osnovne alotropske modifikacije čelika - - m

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 123
Austenit je čvrsti rastvor ugljika u γ željezu. Martenzit je prezasićeni čvrsti rastvor ugljika u α željezu (ista koncentra - cija
ugljika kao u polaznom austenitu). Perlit je autektoidna smješa od ferita i karbida (cementita), koji su se obrazovali
istovremeno (vrlo mala ravnotežna rastvorljivost ugljika u feritu se zanemaruje). U čeliku se pri termičkoj obradi, a i pri zavarivanju, uočavaju četiri osnov - na
fazna preobražaja: 1) Preobražaj perlita u austenit, do koga dolazi pri zagrijavanju iznad tačke A1
(temperatura stabilne ravnoteže austenit-perlit). Na tim temperaturama, od tri osnovne faze najmanju slobodnu energiju posjeduje austenit (prema Fe3
2) Preobražaj austenita u perlit, koji se događa ispod tačke A1.
C dijagramu).
3) Preobražaj austenita u martenzit. Taj preobražaj se događa ispod temperature metastabilne ravnoteže austenit-martenzit (TM). Pri TM kao stabilnija faza pojavljuje se perlit, ali je rad, potreban za obrazovanje martenzita od austenita, manji, nego za obrazovanje perlita.Zbog toga, ispod TM
Na taj način, austenitno-martenzitni preobražaj javlja se kao neki međupre- obražaj u procesu prelaza austenita u perlit.
obrazovanje perlita (feritno.karbidne smješe) od austenita može se dogoditi samo preobražajem martenzita koji prethodno nastaje od austenita.
4) Preobražaj martenzita u perlit, odnosno u feritno-karbidnu smješu. Do njega dolazi pri svim temperaturama, pošto je slobodna energija martenzita veća od slobodne energije perlita pri bilo kojoj temperaturi.
Promjene slobodnih energija osnovnih struktura pokazuje da je moguć preobražaj martenzita u austenit iznad temperature TM. Međutim, taj preobražaj nije zapažen eksperimentalno. To je, očigledno, zbog toga što prvo dolazi do preobražaja martenzit-perlit (raspadanje martenzita).
Preobražaj perlita u martenzit je nemoguć, pošto pri svim temperaturama martenzit posjeduju već Prethodno razmotreni fazni preobražaji su prouzrokovani temperaturom. Promjenom pritiska, drugog termodinamičkog faktora, može doći do strukturnih
preobražaja, do kojih ne dolazi pri nepromijenjenom (9,81⋅104
Dijagram fazne ravnoteže pri temperaturi i pritisku, kao nezavisno promje- nljivim, dat je na slici 5.1.
Pa=1 at) pritisku.
Slika 5.1.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 124
Oblast α, γ i ε faze željeza zavisnosti od temperature i pritiska Pri visokim pritiscima moguće je obrazovanje željeza sa heksagonalnom gusto
složenom rešetkom (takozvano ε željezo). Trojna tačka ravnoteže nalazi se kod T = 527 0C i P = 130 . 108 Pa (130 kbar). Iznad 527 0C, pri povećanju pritiska moguće je α → γ → ε prelaz, a ispod direktan α → ε prelaz.
Pritisak se još ne koristi za obrazovanje struktura u čeliku zbog tehnološke složenosti. Takođe, je nedovoljno jasno koliko je efektivno u pogledu dobijanja posebnih osobina. Određeni elementi utječu slično pritisku. Tako, npr., pri viso - kom sadržaju mangana, uz normalan pritisak, obrazuje se ε faza.
5.1.1.1. Ugljični čelici
Ugljični čelik je osnovni metalurški materijal u industriji. U crnoj metalur - giji se
proizvodi približno 90% ugljičnog čelika i 10% legiranog. Ugljični čelik industrijske proizvodnje je složena legura po hemijskom sastavu.
Osim željeza, kao osnove, čiji sadržaj se može mijenjati od 97,0 do 99,5%, u njemu postoji još mnogo elemenata. Prisustvo tih elemenata uslovljeno je tehno - loškim karakteristikama proizvodnje (mangan, silicij) ili nemogućnošću potpunog njihovog udaljavanja iz metala (sumpor, fosfor, kisik, azot, vodik), a takođe i drugim okolnostima (krom, nikal, bakar i dr.).
Čelici različite proizvodnje (martinovski, basemerovski itd.) uglavnom se razlikuju po sadržaju navedenih primjesa.
Međutim, jedan elemenat specijalno se uvodi u prosti ugljični čelik. To je ugljik, te je on osnovni elemenat, pomoću koga se mijenjaju osobine legure željeza. Prirodno je što se te legure (pri C < 1,7 %) nazivaju ugljični čelici.
Struktura i osobine čelika mogu se mijenjati u širokim granicama pomoću termičke obrade. Takva je većina osobina i one se mijenjaju pri termičkoj obradi. Druge, strukturno neosjetljive osobine, praktično ne zavise od strukture. U njih spadaju krutost (modul elastičnosti E i modul smicanja G).
Tvrdoća i čvrstoća čelika mogu se povećati termičkom obradom za dva do pet puta (u poređenju sa odžarenim stanjem, lagano ohlađenim), a modul elastično- sti pri tome se mijenja manje od 5%.
U većini slučajeva, od datog komada se traži krutost. Za davanje neophod - ne krutosti radnom komadu, konstruktor bira odgovarajuću površinu i oblik po - prečnog presjeka elemenata radnog komada. Pri tome se obično pokazuje da su stvarna naprezanja u elementima znatno manja od granice tečenja. Prirodno je da u tom slučaju ojačavanje toplinskom obradom otpada, pošto su dovoljne osobine čvrstoće metala u sirovom, toplinski neobrađenom stanju.
U onim slučajevima, kada je čvrstoća čelika u sirovom stanju nedovoljna, primjenjuje se termička obrada. Pred čelike, koji se podvrgavaju termičkoj obradi postavljaju se određeni povišeni zahtjevi (npr., uže granice u pogledu sadržaja ugljika i dr.). Takav čelik je često poznat kao čelik povišenog kvaliteta.
5.1.1.2. Utjecaj ugljika na osobine čelika Sa povećanjem sadržaja ugljika mijenja se struktura čelika. Čelik, koji sadrži
0,8% C, sastoji se samo od perlita, a čelik, koji sadrži više od 0,8% C, osim perlita, sadrži i sekundarni cementit, dok, pri sadržaju ugljika ispod 0,8% struktura čelika se sastoji od ferita i perlita.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 125
Povećanje sadržaja ugljika u čeliku dovodi do povećanja čvrstoće i smanjenja plastičnosti (sl. 5.2.).
Slika 5.2. Utjecaj ugljika na mehaničke osobine čelika
Slika 5.3. Utjecaj ugljika na temperaturu prelaza u krto stanje željeza.
Navedene mehaničke osobine odnose se na toplovaljane radne komade bez termičke obrade, tj. Pri strukturi perlit + ferit (ili perlit + cementit). Brojke su srednje vrijednosti i mogu se mijenjati u granicama ± 10% u zavisnosti od sadržaja primjesa, uvjeta hlađenja poslije valjanja itd. Ako se čelik primjenjuje u obliku odlivka, tada grublja ljevena struktura posjeduje lošije osobine od onih na slici 5.2. (uglavnom se smanjuju osobine plastičnosti).
Bitan utjecaj pokazuje ugljik na osobine žilavosti. Kao što se vidi sa slike 5.3. povećanje sadržaja ugljika dovodi do povišenja temperature prelaza u krto stanje i umanjenja udarne žilavosti u oblasti žilavog loma na temperaturama iznad temperature prelaza u krto stanje.
Utjecaj stalnih primjesa na osobine čelika
Kao stalne primjese u ugljičnom čeliku smatraju se mangan, silicij, fosfor,
sumpor, a takođe i gasovi (vodik, kisik, azot), u različitim količinama stalno prisut- ni u tehničkim vrstama čelika.
Obično se sadržaj tih elemenata ograničava slijedećim gornjim granicama (u %); 0,8 Mn; 0,6 Si; 0,05 P; 0,05 S.
Pri većem njihovom sadržaju, čelik pripada legiranim čelicima, kod kojih se ti elementi specijalno uvode, pa je otuda i došao naziv legirani čelici.
U nastavku je razmotren utjecaj sta Mangan se uvodi u bilo koji čelik radi dezoksidacije:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 126
FeO + Mn → MnO + Fe tj. radi odstranjenja štetnih primjesa oksida željeza. Mangan takođe udalja- va
štetna jedinjenja sumpora sa željezom, rastvara se u feritu i cementitu. Mangan znatno utječe na osobine čelika, povećavajući čvrstoću u toplo - valjanim
radnim komadima, mijenjajući, uz to, i neke druge osobine. Pošto je sadržaj mangana u svim čelicima približno podjednak, to njegov utjecaj na čelik različitog sastava ostaje približno isti.
Utjecaj silicija u početnim dodacima sličan je utjecaju mangana. On dezoksidiše čelik prema reakciji:
2FeO + Si → 2Fe + SiO2 Silicij se strukturno ne zapaža, pošto je potpuno rastvoren u feritu, osim onog
dijela, koji u obliku oksida silicija nije uspio da izroni u trosku, već je ostao u metalu u obliku silikatnih uključaka.
Rude željeza, a takođe topitelj i gorivo, sadrže određenu količinu fosfora, koji u procesu proizvodnje livenog gvožđa ostaje u njemu u različitom stepenu i zatim prelazi u čelik.
Rastvorljivost fosfora u α željezu 1,2%. Prisustvo fosfora iznad te količine (koja se umanjuje sa povećanjem sadržaja ugljika) dovodi do obrazovanja fosfida željeza (Fe3
P faze), koja se sreće u sivim livenim gvožđima. Rastvarajući se u feritu, fosfor oštro povećava temperaturu prelaza u krto
stanje (sl. 5.4.).
Slika 5.4. Utjecaj fosfora na temperaturu prelaza u krto stanje čelika (0,2% C; 1% Mn).
Treba istaći da je fosfor u određenim slučajevima poželjan. Tako, npr., on
olakšava obradu čelika rezanjem, a u prisustvu bakra povećava otpornost prema koroziji.
Kao i fosfor, sumpor dospijeva u metal iz ruda, a takođe iz gasova peći (kao produkt gorenja goriva javlja se SO2). Najveći sadržaj sumpora je u besemer - ovskom čeliku (do 0,06%).
Obično sadržaj sumpora u visokokvalitetnom čeliku ne prelazi 0,02 do 0,03%. U čelicima običnog kvaliteta dozvoljava se sadržaj sumpora 0,03 do 0,05%.
Sumpor se ne rastvara u željezu i bilo koja njegova količina obrazuje sa željezom jedinjenje poznato pod nazivom sulfid željeza (FeS), koji ulazi u sastav eutektikuma, obrazovanog pri 988 0C.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 127
Za razliku od drugih štetnih primjesa, sumpor ne povećava, već čak snižava temperaturu prelaza u krto stanje, premda povećava i udarnu žilavost pri žilavom lomu (sl. 5.5.).
Slika 5.5. Utjecaj sumpora na osobine žilavosti čelika.
Drugim riječima, sumpor povećava otpornost prema žilavom lomu, a prema
krtom smanjuje. Gasovi vodik, azot i kisik nalaze se u čeliku u malim količinama, koje zavise od
načina proizvodnje. Vodik, azot i kisik mogu se nalaziti u slijedećim oblicima : - u gasovitom stanju u različitim nesavršentsvima strukture; - u α čvrstom rastvoru; - u obliku različitih jedinjenja, takozvanih nemetalnih uključaka (nitridi, oksidi).
5.1.1.3. Čelik različitih postupaka proizvodnje U zavisnosti od usvojenog postupka proizvodnje, čelici se razlikuju po
osobinama. Ko što je poznato, čelik se proizvodi (topi) u različitim pećima, pa se, shodno
tome, može podijeliti na besemerovski, martinovski, kiseonično-konver - torski i elektročelik.
U Besemerovom konvertoru tečno lijevano gvožđe se produhava vazdu - hom. Kisik iz vazduha jedini se sa primjesama u lijevenom gvožđu (tu spada i ugljik) i lijeveno gvožđe se transformiše u čelik. Taj postupak proizvodnje je vrlo produktivan, ali se sumpor i fosfor ne udaljavaju u dovoljnom stepenu, a metal se zasićava gasovima, naročito azotom.
Besemerovski čelik, zbog povećanog sadržaja plinova, u prvom redu azota, razlikuje se od martinovskog većom čvrstoćom, ali manjon plastičnošću, zatim sklonošću prema starenju, većom zaprljanošću nemetalnim uključcima. Zbog toga što je kvalitet besemerovskog čelika nizak, taj proces postaje zastario i zamje - njuje ga takozvani kisično-konvertorski postupak, kod koga se umjesto vazduha upotrebljava tehnički čisti kisik sa vrlo malom zaprljanošću azotom (produhavanje se obično izvodi odozgo pod kutom prema površini rastopljenog metala). Zahva - ljujući tome, sadržaj azota u metalu je nizak. Takav metal naziva se konvertorski, a po osobinama on se praktično ne razlikuje od martinovskog.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 128
Premda se glavna masa metala običnog kvaliteta radi u Simens-Martino - vim pećima, ipak, polazeći od tehničko-ekonomskih rasuđivanja, cjelishodno je većinu čelika proizvoditi konvertorskim postupkom i on će, vjerovatno, postepeno potisnuti postupak proizvodnje čelika u Simens-Martinovim pećima.
Pri proizvodnji u Simens-Martinovim pećima i kisično-konvertorskim postupkom, izborom odgovarajućih troski i režima vođenja topljenja, moguće je u znatnom stupnju udaljiti sumpor i fosfor. Troske, pomoću kojih se čisti rastopljeni metal od primjesa, sastoje se od bazičnih (CaO i MgO) i kiselih (SiO2) oksida. U zavisnosti od sastava troski, obloga peći treba da bude ili bazična (magnezit ili kromomagnezit), ili kisela (silikoopeka), da bi se izbjegle reakcije između obloge i troske. Ako troska ima bazičnu reakciju (tj. nalaze se u višku bazični oksidi MgO i CaO), tada ona udaljava iz metala veći dio fosfora i dio sumpora. Znači, pri relativno nečistoj šarži, dobija se dovoljno čist metal u pogledu sadržaja sumpora i fosfora, mada dobija se dovoljno čist metal u pogledu sadržaja sumpora i fosfora, mada i zasićeniji kisikom. Pri kiselom procesu proizvodnje u troski postoji višak SiO2
Tako se čelik jedne iste oznake može razlikovati po primjesama, koje se često ne uzimaju u obzir standardima i tehničkim uvjetima, a to može jako da utječe na osobine. Posebno jak utjecaj imaju intersticijske primjese (vodik, azot, kisik i
, u prisustvu koga se sumpor i fosfor ne udaljavaju iz metala, ali je zasićenje metala kisikom u manjem stupnju. Zato su za kiseli postupak u Simens-Martinovoj peći potrebni čistiji polazni materijali u pogledu sadržaja sumpora i fosfora (skuplji materijali). Ako je to obezbjeđeno, tada se dobija metal boljeg kvaliteta, pošto sadrži manje kisika.
Martinovski čelik se u većini slučajeva proizvodi bazičnim procesom, a samo za određene namjene, kada se traži velika čistoća u pogledu nemetalnih uključaka (oksida) i manja zasićenost kisikom, izrađuje se skuplji kiseli marti - novski čelik.
Udaljavanje sumpora, fosfora i kisika iz metala postiže se u najvećem stupnju u elektropećima (lučnim ili indukcionim). Uz to što je skuplji, elektročelik je i kvalitetniji, pa se zato taj postupak upotrebljava, prvenstveno, za proizvodnju legiranih i visokolegiranih čelika (vatrootpornih čelika, alatnih čelika i dr.).
U zavisnosti od načina dezoksidacije, čelik može da bude umiren (dezoksidisan pomoću mangana, silicijuma i aluminijuma) i neumiren (dezoksidan samo pomoću mangana). Prema tome, neumireni čelik se razlikuje od umirenog po hemijskom sastavu. Prvi skoro ne sadrži silicijuma (Si < 0,05%), a drugi ga sadrži u normalnoj količini (0,12 do 0,3%). Pošto neumireni čelik, kao lošije dezoksidisan, sadrži više kisika, on zaostaje u pogledu kvaliteta iza umirenog.
Međupoložaj po kvalitetu zauzima takozvani poluumireni čelik, dezoksi - disan manganom i aluminijem, koji počinje da se primjenjuje umjesto neumirenog i umirenog čelika. Čelik, dezoksidisan pomoću aluminija, odlikuje se finozrnastom strukturom i većom žilavošću, čak i pri niskim temperaturama. Utjecaj starenja kod tog čelika daleko je manji. Poluumi- reni čelik sadrži obično 0,05 do 0,10% Si.
Čelici, pored uobičajenih primjesa, mogu da sadrže različite slučajne primjese. U staro gvožđe dospijevaju komadi legiranih krom-nikal čelika, pa čelik, dobijen topljenjem starog gvožđa, obično sadrži u određenoj količini elemente kojima se obično legira čelik (krom, nikal i dr.). Određene rude sadrže primjese koje se teško odstranjuju (npr. Arsen), pa čelik, koji se dobija topljenjem tih ruda, sadrži te primjese. Suprotno, određene rude praktično nemaju onečišćenja drugim elemen - tima, pa je čelik, dobijen od tih ruda, vrlo čist.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 129
ugljik), a tipične primjese, koje onečišćavaju metal su fosfor i sumpor. Mnogi obojeni metali su takođe štetni.
Kao zaključak se može navesti da osobine čelika zavise od postupka njegove proizvodnje, jer od posljednjeg zavisi sadržaj raznih primjesa u metalu i njihov raspored.
5.1.1.4. Ugljični čelik opće namjene
Toplovaljani čelik, koji dolazi iz željezara u obliku valjanih proizvoda (šipke
različitog presjeka, grede, profili, limovi, cijevi itd.) najrasprostranjeniji je materijal u primjeni pri proizvodnji mašina, metalnih konstrukcija, predmeta široke upotrebe itd. U saglasnosti sa odgovarajućim standardima, taj čelik treba da ispunjava određene zahtjeve. Ti zahtjevi su propisani u standardima zemalja npr. DIN (St 52; St 45.8.; 19 Mn5; StE47 itd.).
Ako se čelik koristi za radne komade koji se ne podvrgavaju toplinskoj obradi, tada se struktura i osobine, koje je čelik dobio po izlasku iz pogona valjanja željezare, zadržavaju i kod korisnika. U tom slučaju čelik se isporučuje korisniku samo prema mehaničkim osobinama.
Ako se čelik kod korisnika podvrgava toplinskoj obradi (zavarivanje, kovanje, presovanje u toplom itd.) tada se polazna struktura i mehaničke osobine ne zadržavaju. U dotičnom slučaju za korisnika glavni značaj dobija sastav čelika, pošto isti određuje režim toplinske obrade i konačne mehaničke osobine, čeličnih radnih komada. U tom slučaju čelik se isporučuje korisniku prema hemijskom sastavu i mehaničkim osobinama istovremeno.
To posebno dolazi do izražaja kada se čelik podvrgava zavarivanju, pošto se u zoni utjecaja topline zavarenog spoja mijenjaju osobine metala, pa je veoma važno znati hemijski sastav, jer zapravo on određuje osobine čelika u pomenutoj zoni.
5.1.1.5. Deformaciono ojačan čelik Ako metal opteretimo do nivoa granice tečenja, tada, poslije odstranjenja istog, u
metalu neće doći do promjena. Ako opterećenje pređe granicu tečenja, tada u metalu dođe do određene plastične deformacije.
Pri ponovnom opterećenju metala, njegova sposobnost plastične deforma - cije se umanjuje, a granica tečenja povećava. Da bi se dovelo do plastične defor - macije, treba primjeniti veće naprezanje, što znači da je metal čvršći (jači).
Oblici proizvoda izrađuju se u željezarama valjanjem, presovanjem i vuče- njem u hladnom stanju. Kao posljedica takve obrade, dolazi do deformacionog ojačavanja metala, koje može biti ukinuto docnijim rekristalizacionim žarenjem. Nabrojani proizvodi mogu se od strane željezara isporučivati u odžarenom ili deformaciono ojačanom stanju.
Za odžareno stanje mehaničke osobine su određene, uglavnom, sastavom čelika, a, u prvom redu, sadržajem ugljika.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 130
Za deformaciono ojačano stanje osobine jako zavise od stupnja deforma - cijskog ojačavanja kao što se vidi sa slike 5.6.
Slika 5.6. Utjecaj stupnja deformacije na granicu čvrstoće žice s različitim sadržajem ugljika Pri maksimalnom deformacijskom ojačavanju (deformacija 96 do 97%)
visokougljičnog čelika (1,2% C) postiže se čvrstoća koja prelazi 3924.106 Pa (400 dN/mm2). Očigledno je da se poslije takvog stupnja deformacije dobija veoma tanka žica. Stvarno, maksimalne vrijednosti čvrstoće (4709 do 4905).106 Pa (480 do 500 dN/mm2) dobijene su samo na žici prečnika 0,1 mm od visokugljičnog čelika poslije značajnih deformacija (98%).
Deformaciono ojačana žica tankih presjeka poslije značajnih stupnjeva deformacije upotrebljava se za izradu užadi. Obično se za tu svrhu upotrebljava čelik sa 0,6 do 0,8% C, koji poslije deformacije 80 do 90% dobija čvrstoću (1766 do 2943) . 106 Pa (180 do 300 dN/mm2).
Konkretnim tehničkim uvjetima i standardima određuju se osobine, sastav, tolerancije dimenzija, stanje površine i drugi zahtjevi za žice različite polufabrikate (cijevi, limove, trake), dobijene metodom hladne plastične deformacije.
Posebne grupe ugljičnog čelika su čelik za limove za hladno presovanje i čelik za obradu rezanjem na automatima. Međutim, pošto pomenuti čelici nijesu interesantni sa stanovišta zavarivanja, to o njima neće biti govora.
5.1.1.6. Legirani čelici Pod legiranim čelikom podrazumijeva se čelik kod koga na osobine odlučujuću
ulogu imaju legirajući elementi, tj. Oni elementi koji se namjerno ostavljaju ili uvode u čelik, kako bi se dobile potrebne osobine.
Prema postojećim standardima DIN 8856 kao legirani čelik smatra se svaki čelik koji sadrži jedan ili više legirajućih elemenata u količini većoj od navedene (u %) :

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 131
Prema postojećim standardima legirani čelici se dijele na niskolegirane i visokolegirane.
Niskolegirani čelik je onaj čelik u kome je ukupni sadržaj legirajućih elemenata manji ili jednak 5%.
Visokolegirani čelik je onaj čelik u kome je ukupni sadržaj legirajućih elemenata veći od 5%.
Prema podacima iz stručne literature, legirani čeli
− niskolegirani; − srednjelegirani i − visokolegirani.
U novije vrijeme razvijen je takozvani mikrolegirani čelik. Pod niskolegiranim čelikom podrazumijeva se čelik u kome ukupni sadržaj
legirajućih elemenata ne prelazi 5% (izuzimajući ugljik). Pod srednjelegiranim čelikom podrazumijeva se čelik sa ukupnim sadrža - jem
legirajućih elemenata od 5 do 10% (izuzimajući ugljik). Kao visokolegirani čelik smatra se čelik sa ukupnim sadržajem legirajućih
elemenata preko 10 % (izuzimajući ugljik). U slučaju dodavanja legirajućih elemenata u minimalnom iznosu kaže se da se
radi o mikrolegiranju, a takav čelik poznat je kao mikrolegirani. Legirajući elementi, koji su dodati u minimalnim količinama, svojim izlučivajućim efektima i utjecajem dovode do finozrnaste strukture čelika, pa čelik dobija povećanu granicu tečenja i otpornost prema krtom lomu, čak i kod nižih temperatura. Zbog toga, ovaj čelik nalazi sve veću primjenu u mašinogradnji i građevinarstvu.
Napominje se da je ova podjela legiranih čelika na: mikro-, nisko-, srednje- i visokolegirane najpodesnije sa stanovišta izučavanja zavarivanja istih.
Utjecaj elemenata na polimorfizam željeza Svi elementi koji se rastvaraju u željezu utječu na temperaturni interval postojanja
njegovih alotropskih modifikacija, tj. pomjeraju tačke A3 i A4 po temperaturnoj skali.
Određeni broj elemenata (Mn, Ni, C, N, Cu, B i dr.) pomjeraju tačku A4 prema višim temperaturama, a tačku A3
Druga grupa elemenata (Si, Al, Mo, Cr, Ti, Nb, W, V i dr.) pomjera tačku A4 prema nižim temperaturama, a tačku A
prema nižim i, na taj način, proširuju oblast postojanja γ modifikacije. Jedino kobalt (Co) pomjera obje tačke prema višim temperaturama, ali, ipak, širi oblast γ. Ovi elementi poznati su pod nazivom kao austenizatori.
3 prema višim temperaturama, sužavajući γ oblast, a proširujući α oblast. Oni su poznati pod nazivom kao feritizatori. To je shematski prikazano na slici 5.7.
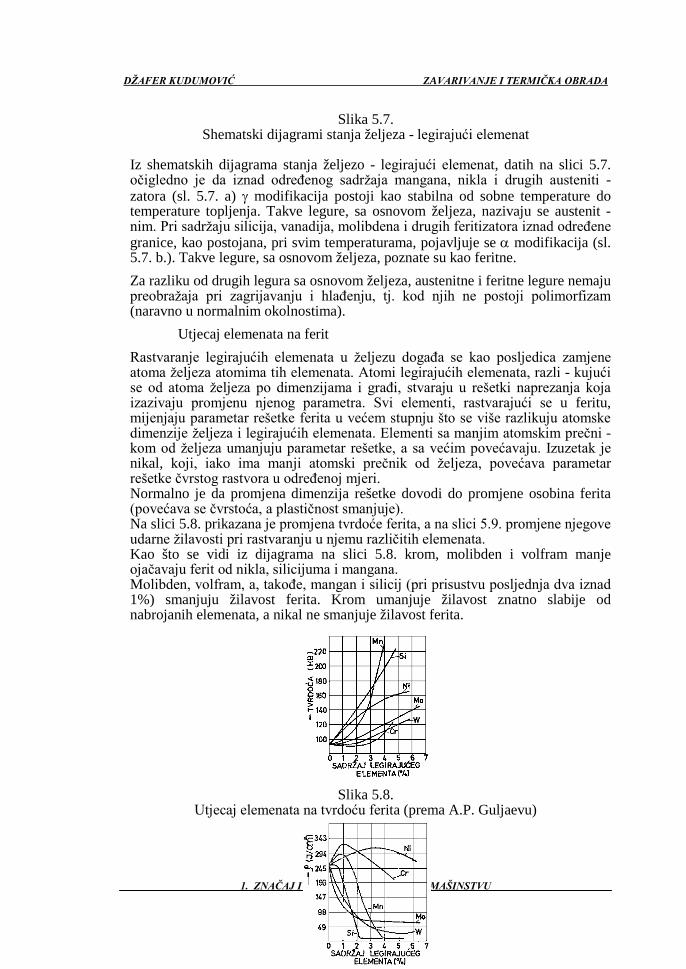
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 132
Slika 5.7. Shematski dijagrami stanja željeza - legirajući elemenat
Iz shematskih dijagrama stanja željezo - legirajući elemenat, datih na slici 5.7.
očigledno je da iznad određenog sadržaja mangana, nikla i drugih austeniti - zatora (sl. 5.7. a) γ modifikacija postoji kao stabilna od sobne temperature do temperature topljenja. Takve legure, sa osnovom željeza, nazivaju se austenit - nim. Pri sadržaju silicija, vanadija, molibdena i drugih feritizatora iznad određene granice, kao postojana, pri svim temperaturama, pojavljuje se α modifikacija (sl. 5.7. b.). Takve legure, sa osnovom željeza, poznate su kao feritne.
Za razliku od drugih legura sa osnovom željeza, austenitne i feritne legure nemaju preobražaja pri zagrijavanju i hlađenju, tj. kod njih ne postoji polimorfizam (naravno u normalnim okolnostima).
Utjecaj elemenata na ferit Rastvaranje legirajućih elemenata u željezu događa se kao posljedica zamjene
atoma željeza atomima tih elemenata. Atomi legirajućih elemenata, razli - kujući se od atoma željeza po dimenzijama i građi, stvaraju u rešetki naprezanja koja izazivaju promjenu njenog parametra. Svi elementi, rastvarajući se u feritu, mijenjaju parametar rešetke ferita u većem stupnju što se više razlikuju atomske dimenzije željeza i legirajućih elemenata. Elementi sa manjim atomskim prečni - kom od željeza umanjuju parametar rešetke, a sa većim povećavaju. Izuzetak je nikal, koji, iako ima manji atomski prečnik od željeza, povećava parametar rešetke čvrstog rastvora u određenoj mjeri.
Normalno je da promjena dimenzija rešetke dovodi do promjene osobina ferita (povećava se čvrstoća, a plastičnost smanjuje).
Na slici 5.8. prikazana je promjena tvrdoće ferita, a na slici 5.9. promjene njegove udarne žilavosti pri rastvaranju u njemu različitih elemenata.
Kao što se vidi iz dijagrama na slici 5.8. krom, molibden i volfram manje ojačavaju ferit od nikla, silicijuma i mangana.
Molibden, volfram, a, takođe, mangan i silicij (pri prisustvu posljednja dva iznad 1%) smanjuju žilavost ferita. Krom umanjuje žilavost znatno slabije od nabrojanih elemenata, a nikal ne smanjuje žilavost ferita.
Slika 5.8. Utjecaj elemenata na tvrdoću ferita (prema A.P. Guljaevu)
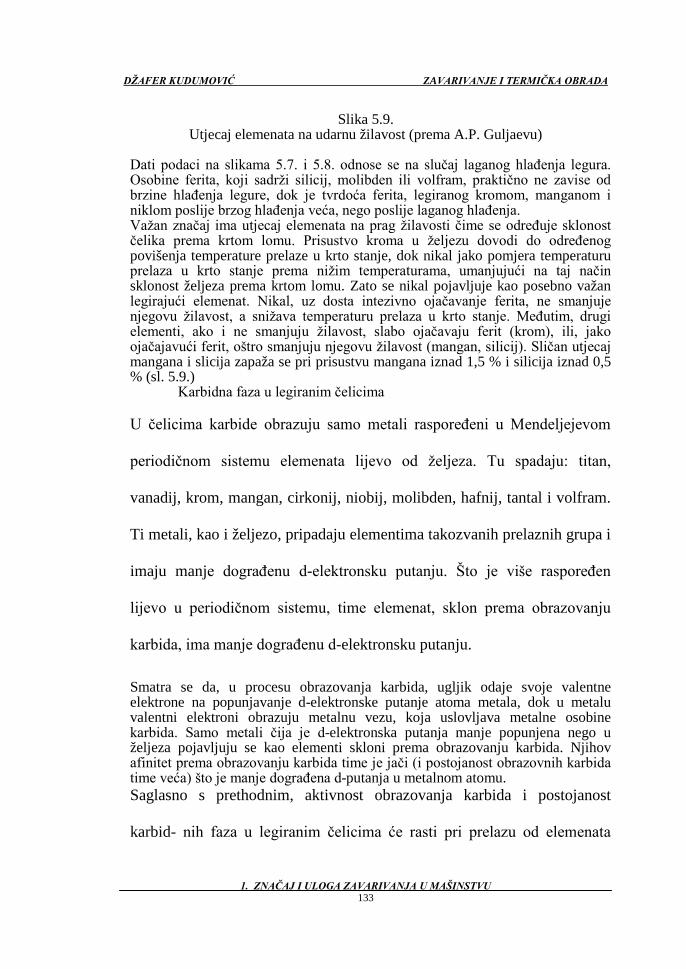
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 133
Slika 5.9. Utjecaj elemenata na udarnu žilavost (prema A.P. Guljaevu)
Dati podaci na slikama 5.7. i 5.8. odnose se na slučaj laganog hlađenja legura.
Osobine ferita, koji sadrži silicij, molibden ili volfram, praktično ne zavise od brzine hlađenja legure, dok je tvrdoća ferita, legiranog kromom, manganom i niklom poslije brzog hlađenja veća, nego poslije laganog hlađenja.
Važan značaj ima utjecaj elemenata na prag žilavosti čime se određuje sklonost čelika prema krtom lomu. Prisustvo kroma u željezu dovodi do određenog povišenja temperature prelaze u krto stanje, dok nikal jako pomjera temperaturu prelaza u krto stanje prema nižim temperaturama, umanjujući na taj način sklonost željeza prema krtom lomu. Zato se nikal pojavljuje kao posebno važan legirajući elemenat. Nikal, uz dosta intezivno ojačavanje ferita, ne smanjuje njegovu žilavost, a snižava temperaturu prelaza u krto stanje. Međutim, drugi elementi, ako i ne smanjuju žilavost, slabo ojačavaju ferit (krom), ili, jako ojačajavući ferit, oštro smanjuju njegovu žilavost (mangan, silicij). Sličan utjecaj mangana i slicija zapaža se pri prisustvu mangana iznad 1,5 % i silicija iznad 0,5 % (sl. 5.9.)
Karbidna faza u legiranim čelicima U čelicima karbide obrazuju samo metali raspoređeni u Mendeljejevom
periodičnom sistemu elemenata lijevo od željeza. Tu spadaju: titan,
vanadij, krom, mangan, cirkonij, niobij, molibden, hafnij, tantal i volfram.
Ti metali, kao i željezo, pripadaju elementima takozvanih prelaznih grupa i
imaju manje dograđenu d-elektronsku putanju. Što je više raspoređen
lijevo u periodičnom sistemu, time elemenat, sklon prema obrazovanju
karbida, ima manje dograđenu d-elektronsku putanju.
Smatra se da, u procesu obrazovanja karbida, ugljik odaje svoje valentne elektrone na popunjavanje d-elektronske putanje atoma metala, dok u metalu valentni elektroni obrazuju metalnu vezu, koja uslovljava metalne osobine karbida. Samo metali čija je d-elektronska putanja manje popunjena nego u željeza pojavljuju se kao elementi skloni prema obrazovanju karbida. Njihov afinitet prema obrazovanju karbida time je jači (i postojanost obrazovnih karbida time veća) što je manje dograđena d-putanja u metalnom atomu.
Saglasno s prethodnim, aktivnost obrazovanja karbida i postojanost
karbid- nih faza u legiranim čelicima će rasti pri prelazu od elemenata

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 134
mangana i kroma prema elementima: molibden, vanadij, volfram, titan i
dr., koji imaju manje dogra - đene d-putanje, nego mangan i krom. To
znači, npr., da pri prisustvu u čeliku istovremeno kroma i niobija, treba
očekivati u prvom redu obrazovanje karbida niobija (u ravnotežnim
uvjetima).
Utjecaj legirajućih elemenata na kinetiku raspadanja austenita
Utjecaj legirajućih elemenata na kinetiku raspadanja austenita je vrlo veliki. Elementi, koji se rastvaraju samo u feritu, ili cementitu, ne obrazujući specijalne
karbide, pokazuju samo kvantitativni utjecaj na procese preobražaja. Oni mogu da ubrzavaju preobražaj (samo kobalt), ili da ga usporavaju (većina elemenata, kao što su: mangan, nikal, bakar i dr.).
Elementi, skloni prema obrazovanju karbida izazivaju, ne samo kvantita - tivne, već i kvalitativne promjene u kinetici izotermičkog preobražaja. Tako, legi - rajući elementi koji obrazuju karbide rastvorljive u austenitu, na različitim tempe - raturama različito utječu na brzinu raspadanja austenita:
- Od 700 do 500 0C (obrazovanje perlita) usporava - Od 500 do 400 0C vrlo značajno usporava - Od 400 do 300 0
Shematski prikaz dijagrama izotermičkog preobražaja (prikazan je samo početak preobražaja) da
C (obrazovanje beinita) ubrzava Na taj način, u čelicima legiranim elementima koji su skloni prema obra -
zovanju karbida (krom, molibden, volfram) uočavaju se dva maksimuma brzine izotermičkog raspadanja austenita, odvojena oblašću visoke postojanosti pothla - đenog austenita.
Izotermičko raspadanje austenita ima dva jasno izražena intervala preobražaja: - preobražaj u pločaste strukture (perlitni preobražaj) i - preobražaj u igličaste struke (beinitni preobražaj).
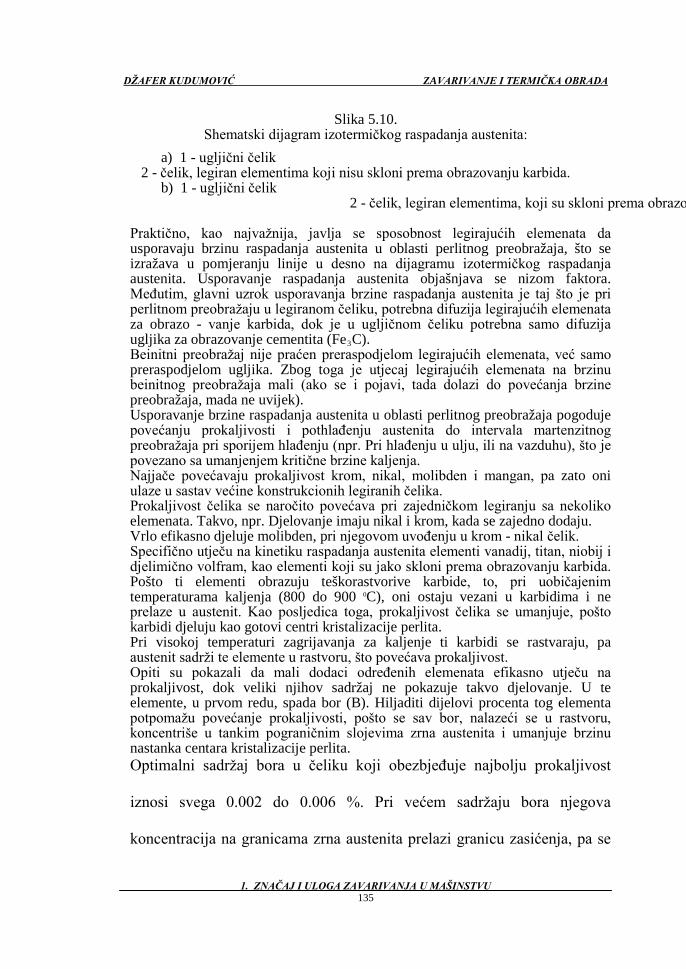
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 135
Slika 5.10. Shematski dijagram izotermičkog raspadanja austenita:
a) 1 - ugljični čelik 2 - čelik, legiran elementima koji nisu skloni prema obrazovanju karbida. b) 1 - ugljični čelik 2 - čelik, legiran elementima, koji su skloni prema obrazo Praktično, kao najvažnija, javlja se sposobnost legirajućih elemenata da
usporavaju brzinu raspadanja austenita u oblasti perlitnog preobražaja, što se izražava u pomjeranju linije u desno na dijagramu izotermičkog raspadanja austenita. Usporavanje raspadanja austenita objašnjava se nizom faktora. Međutim, glavni uzrok usporavanja brzine raspadanja austenita je taj što je pri perlitnom preobražaju u legiranom čeliku, potrebna difuzija legirajućih elemenata za obrazo - vanje karbida, dok je u ugljičnom čeliku potrebna samo difuzija ugljika za obrazovanje cementita (Fe3C).
Beinitni preobražaj nije praćen preraspodjelom legirajućih elemenata, već samo preraspodjelom ugljika. Zbog toga je utjecaj legirajućih elemenata na brzinu beinitnog preobražaja mali (ako se i pojavi, tada dolazi do povećanja brzine preobražaja, mada ne uvijek).
Usporavanje brzine raspadanja austenita u oblasti perlitnog preobražaja pogoduje povećanju prokaljivosti i pothlađenju austenita do intervala martenzitnog preobražaja pri sporijem hlađenju (npr. Pri hlađenju u ulju, ili na vazduhu), što je povezano sa umanjenjem kritične brzine kaljenja.
Najjače povećavaju prokaljivost krom, nikal, molibden i mangan, pa zato oni ulaze u sastav većine konstrukcionih legiranih čelika.
Prokaljivost čelika se naročito povećava pri zajedničkom legiranju sa nekoliko elemenata. Takvo, npr. Djelovanje imaju nikal i krom, kada se zajedno dodaju.
Vrlo efikasno djeluje molibden, pri njegovom uvođenju u krom - nikal čelik. Specifično utječu na kinetiku raspadanja austenita elementi vanadij, titan, niobij i
djelimično volfram, kao elementi koji su jako skloni prema obrazovanju karbida. Pošto ti elementi obrazuju teškorastvorive karbide, to, pri uobičajenim temperaturama kaljenja (800 do 900 0
Optimalni sadržaj bora u čeliku koji obezbjeđuje najbolju prokaljivost
iznosi svega 0.002 do 0.006 %. Pri većem sadržaju bora njegova
koncentracija na granicama zrna austenita prelazi granicu zasićenja, pa se
C), oni ostaju vezani u karbidima i ne prelaze u austenit. Kao posljedica toga, prokaljivost čelika se umanjuje, pošto karbidi djeluju kao gotovi centri kristalizacije perlita.
Pri visokoj temperaturi zagrijavanja za kaljenje ti karbidi se rastvaraju, pa austenit sadrži te elemente u rastvoru, što povećava prokaljivost.
Opiti su pokazali da mali dodaci određenih elemenata efikasno utječu na prokaljivost, dok veliki njihov sadržaj ne pokazuje takvo djelovanje. U te elemente, u prvom redu, spada bor (B). Hiljaditi dijelovi procenta tog elementa potpomažu povećanje prokaljivosti, pošto se sav bor, nalazeći se u rastvoru, koncentriše u tankim pograničnim slojevima zrna austenita i umanjuje brzinu nastanka centara kristalizacije perlita.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 136
pojavljuju suvišne faze bara (boridi), koje djeluju kao centri kristalizacije
perlita, te se prokaljivost umanjuje.
Utjecaj legirajućih elemenata na martenzitni preobražaj
Legirajući elementi ne utječu na kinetiku martenzitnog preobražaja, koja je,
očigledno, slična za sve čelike. Njihov utjecaj se ovdje pokazuje isključivo na položaj temperaturnog intervala martenzitnog preobražaja. To se sa svoje strane odražava i na količinu zaostalog austenita, koja se fiksira u zakaljenom čeliku. Određeni elementi povišuju martenzitnu tačku i umanjuju količinu zaostalog austenita (aluminij, kobalt), drugi ne utječu na nju (silicij), a većina snižava martenzitnu tačku i povećava količinu zaostalog austenita (sl. 5.11.). Iz dija - grama je očigledno da 5% mangana snižava martenzitnu tačku do 0 0
Slika 5.11. Utjecaj legirajućih elemenata na temperaturu martenzitnog preobražaja (a) i količinu zaostalog austenita (b). Čelik sadrži 1% C (prema V.D. Sadovskom)
Utjecaj legirajućih elemenata na rast zrna austenita
Skoro svi legirajući elementi umanjuju sklonost austenitnog zrna prema rastu.
Izuzetak čine mangan i bor, koji potpomažu rast zrna. Nikal, kobalt silicij i bakar (elementi koji ne obrazuju karbide) relativno
slabo utječu na rast zrna.
Krom, molibden, volfram, vanadij i titan jako sitno zrno (elementi su nabrojani po redoslijedu rasta sile njihovog djelovanja). Ta razlika se pojavljuje kao direktna posljedica različite postojanosti karbida (i nitrida) tih elemenata. Suvišni karbidi, nerastvoreni u austenitu, koče rast austenitnog zrna. Zato čelik, u prisustvu i male količine nerastvorenih karbida, zadržava sitnozrnastu strukturu do vrlo visokih temperatura zagrijavanja.
Utjecaj legirajućih elemenata na preobražaje pri otpuštanju
C. Prema tome, pri takvom (ili većem) sadržaju mangana moguće je fiksirati austetnitno stanje.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 137
Legirajući elementi usporavaju proces raspadanja martenzita. Određeni elementi, kao nikal i mangan, utječu neznatno, dok većina (krom, molibden, silicij i dr.) utječe vrlo upadljivo.
To je povezano sa time što procesi pri otpuštanju imaju difuzioni karakter i većina legirajućih elemenata usporava karbidni preobražaj, naročito na stadijumu koagulacije.
Na početnom stadijuju raspadanja martenzita u legiranim čelicima se obrazuje karbid, koji ima isti sastav (u pogledu legirajućih elemenata), kao i martenzit. Na tom stadijumu otpuštanja utjecaj legirajućih elemenata na smanjenje čvrstoće martenzita je mali. Na višoj temperaturi dolazi do kidanja koherentnosti i preobražaja ε karbida u cementit ili specijalni karbid. Na tom stadijumu otpuštanja dolazi do smanjenja čvrstoće. Većina legirajućih elemenata pomjera te procese prema višim temperaturama.
Za dobijanje istih rezultata čelik legiran takvim elementima, kao što su krom, molibden, silicij i dr., treba zagrijavati pri otpuštanju do viših temperatura ili povećavati trajanja otpuštanja u poređenju sa ugljičnim čelikom.
5.1.2. Podjela čelika
Svi čelici se mogu po - hemij - m - načinu
Podjela čelika prema hemisjkom sastavu Prema hemijskom sastavu, čeli Kao što je već ranije iznešeno, u ugljičnom čeliku ugljik se javlja kao osnovni
legirajući elemenat, koji određuje mehaničke osobine čelika. Prema sadržaju ugljika, ovaj čelik se mož - niskougljični ( - srednjeugljični (od 0,25 d - visokougljični (od 0,4 Legirani čelici se mogu - m - - sre - v
Podjela čelika prema mikrostrukturi

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 138
Uzimajući u obzir strukturu, dobijenu poslije hlađenja uzoraka male deblji- ne na mirnom vazduhu, mogu se izdvojiti slijedeće grupe čelika :
Pored ove podjele na osnovne grupe, postoje i - fe - feritno - martenzitno -
Čelici perlitne grupe odlikuju se relativno malim sadržajem legirajućih
elemenata, dok martenzitni imaju značajni sadržaj, a austenitni visok
sadržaj legirajućih elemenata.
Dobijanje ovih grupa čelika povezano je sa kinetikom raspadanja austenita. Sa povećanjem sadržaja legirajućih elemenata postojanost austenita u feritnoj i perlitnoj oblasti povećava, a temperaturna oblast martenzitnog preobražaja se sni - žava, što se odražava na dijagramima izotermičkog raspadanja austenita (sl.
5.12.). Slika 5.12.
Dijagram izotermičkog raspadanja austenita za čelike tri grupe (shematski prikaz): a) perlitna grupa; b) martenzitna grupa i c) austenitna grupa
Za legirane čelike perlitne grupe, kao i za ugljične, kriva brzine hlađenja na
vazduhu presijeca oblast perlitnog raspadanja i dobijaće se strukture perlit, sorbit, trustit.
U čelicima martenzitne grupe oblast perlitnog raspadanja već je značajno pomjerena udesno. Zato hlađenje na vazduhu ne dovodi do preobražaja u perlitnoj oblasti. Austenit se ovdje pothlađuje, bez raspadanja, do temperature martenzitnog preobražaja (MN), gdje dolazi do obrazovanja martenzita.
Dalje povećanje sadržaja ugljika i legirajućeg elementa, ne samo što pom - jera udesno oblast perlitnog raspadanja, već i snižava martenzitnu tačku, dovodeći je u oblast temperatura ispod 0 0C. U tom slučaju, čelik, ohlađen na vazduhu do sobne temperature, zadržava stanje austenita.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 139
Naglašava se da je razmotrena podjela uvjeta i odnosi se na slučaj hlađenja uzoraka relativno malih dimenzija na zraku. Mijenjajući uvjete hlađenja, moguće je dobiti i različite strukture. Tako, pri kaljenju perlitnog čelika može se dobiti martenzitna struktura, a pri laganom hlađenju čelik martenzitne grupe doživljava preobražaj u perlitnoj oblasti. Hlađenje austenitnog čelika ispod nule može izazvati u njemu martenzitni preobražaj.
Podjela čelika prema načinu proizvodnje
Prema načinu proizvodnje mogu se razlikovati :
- čelik običnog kvalite - čelik povišenog kvaliteta - čelik visokog kval
Podjela čelika prema namjeni Prema namjeni mogu se razlikovati slijedeće klase čelika:
I - čelik za noseće konstrukcije (građ II - konstrukcioni čeli III IV - čelik sa posebnim fizičkim
I. Čelik za noseće konstrukcije se koristi u građevinarstvu za izradu hala, mostova, rezervoara itd. Po hemijskom sastavu ovaj čelik je, uglavnom, niskougljični, a po načinu proizvodnje čelik običnog kvaliteta. Obično se ne podvrgava termičkoj obradi i koristi se u stanju isporuke. Isporučuje se u toplovaljanom stanju, mada postoji mogućnost poboljšavanja njegovih mehaničkih osobina pomoću odgovarajuće termičke obrade (normali - zacija). Isporučuje se, uglavnom, prema mehaničkim osobinama. Na zahtjev potrošača, mogu da se garantuju:
- sadržaj ugljika, mangana i silicija; - sadržaj sumpora i fosfora; - sadržaj hroma
Pored navedenog, može da se garantuje žilavost, ugao savijanja i zavarljivost. Ovi dopunski zahtjevi se utvrđuju sporazumno između proiz - vođača i potrošača.
Neumireni čelik se rijetko primjenjuje za izradu zavarenih konstruk - cija, a poluumireni ima određenu primjenu, posebno ako je dezoksidisan pomoću aluminija.
Srednjeugljični i legirani čelici se ne primjenjuju široko u građevinar - stvu kao niskougljični, pošto njihova primjena dovodi do usložavanja tehnologije zavarivanja (primjena predgrijavanja, otpuštanja, ili žarenja zavarenog komada, a ponekad, za dobijanje optimalnih mehaničkih osob - ina, je potrebna i potpuna termička obrada poslije zavarivanja).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 140
Međutim, u posljednje vrijeme naglo se povećala primjena finozrnastih mikrolegiranih čelika povećane granice tečenja (razvlačenja).
II. Konstrukcioni čelik za strojogradnju je, po hemijskom sastavu, ugljični ili legirani, a po načinu proizvodnje, čelik povišenog i visokog kvaliteta.
Ovaj čelik, prema osobinama koje određuju njegovu primjenu, može se podijeliti na:
II.1 - čelik opće namjene i II.2 - čelik posebne namjene.
II.1 Čelik opće namjene koristi se za izradu različitih dijelova u raznim granama mašinske industrije (automobilska, vazduhoplovna, bro - dogradnja, mašine alatke i dr.). Namijenjen je za elemente, čija je izrada vezana za zavarivanje (razni zavareni podsklopovi i sklopovi) i dijelove, čija je izrada vezana za posebnu termičku obradu. Čelik namijenjen za elemente čija je izrada povezana sa zavarivanjem, uglavnom, je nisko - ugljični, mikro- i niskolegirani čelik, povišenog kvaliteta.
Čelik namijenjen za dijelove, čija je izrada povezana za posebnu termičku obradu, uglavnom, je srednjeugljični, nisko - i srednjelegirani čelik, povišenog i visokog kvaliteta, koji se uglavnom odabira prema mehaničkim osobinama. Ovaj čelik može imati, pri istom sadržaju ugljika, ali različitom sadržaju legirajućih elemenata, slične mehaničke osobine pri maloj debljini ili malom prečniku uzorka, a znatno da se razlikuje u pog - ledu mehaničkih osobina pri velikim dimenzijama uzorka. Zbog toga je neophodno da se čelik, namijenjen za dijelove, čija je izrada vezana za posebnu termičku obradu, bira uzimanjem u obzir i debljine dijelova, odnosno njihovih prečnika, pa, prema tome, i prokaljivost.
Povezano sa tim, dotični čelik se može podijeliti na:
− čelik male prokaljivosti (potpuno se kali u uzorcima prečnika 10 do 15 mm);
− čelik srednje prokaljivosti (potpuno se kali u uzorcima prečnika 25 do 35 mm);
− čelik povećane prokaljivosti (potpuno se kali u uzorcima prečnika 50 do 75 mm);
− čelik velike prokaljivosti (potpuno se kali u uzorcima prečnika 75 do 100 mm). Ovaj čelik treba da ima veliku čvrstoću i žilavost poslije termičke obrade.
II.2. Čelik posebne namjene primjenjuje se: − za izradu različitih dijelova u željeznič kom transportu; DIN (100 Cr2;
105Cr4; 100 CrMn6 itd.). − za opruge; DIN (38Si6; 46Si7; 51Si7; 60SiMn5; 38 Si7; Ck67;
51MnV7; 52MnCrB3; 51CrMoV4; 50CrV4 itd.). − kao čelik za obradu na automatima (povećana obradivost); DIN (9S20;
9SMn28; 10SMnPb28; 9SMn36; 9SMnPb36 itd.). − kao čelik otporan prema habanju; − kao čelik otporan prema koroziji; − za rad pod opterećenjem na povišenim temperaturama; DIN (19 Mn5;
Ck 35; X20 CrMoV 121; 28 Ni Cr Mo4; 14 MoV63 itd.).
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 141
− kao čelik velike čvrstoće. III. Alatni čelik je, po hemijskom sastavu, visokougljični, nisko - i srednje -
legirani, a po načinu proizvodnje, čelik povišenog i visokog kvaliteta, izuzev, u rijetkim slučajevima (npr., za najmanje odgovorni bravarski alat, može biti običnog kvaliteta).
Prema sadržaju ugljika, ovaj čelik je obično nadeutektoidni (C > 0,8 %), po čemu se on bitno razlikuje od čelika za noseće konstrukcije i konstrukcionog čelika za mašinogradnju. Samo u posebnim slučajevima, alatni čelik se primjenjuje kao konstrukcioni čelik u mašinogradnji (kuglični ležajevi, opruge).
Alatni čelik se može podijel
− rezni alat; − alat za obradu deformacijom u hladnom i toplom stanju; − kovačke kalupe i − mjerne instrumente.
IV. Čelik sa posebnim fizičkim osobinama je, po hemijskom sastavu, visoko- legirani čelik, a po načinu proizvodnje, čelik povišenog i visokog kvaliteta, koji, u pojedinim slučajevima, zahtijeva ispunjavanje specijalnih mjera livenja (u vakuumu, pod troskom, ili u atmosferi inertnih gasova) i docnije termičku obradu. U ove čelike mogu se svrstati čelici:
− sa određenim koeficijentom toplinskog širenja; − sa modulom elastičnosti koji ne zavisi od temperature; − magnetni; − nemagnetni; − sa velikom električnom otpornošću.
Dakle, u ovu klasu čelika svrstani su samo oni čelici, čije su fizičke osobine, u uvjetima primjene, najbitnije, dok mehaničke osobine imaju podređen značaj, dok su čelici, koji se ocjenjuju i po mehaničkim i po fizičko-hemijskim osobinama (npr. za rad pod opterećenjem, na povišenim temperaturama i dr.) svrstani u klasu II (konstrukcioni čelici za mašino - gradnju).
Potrebno je naglasiti da se ni jednom podjelom čelika ne mogu okarak- terisati sve njihove osobine. Tako se, npr. Na osnovu podjele prema namjeni ne mogu oštro razdvojiti klase čelika I, II i III, pošto se međusobno preklapaju u određenim oblastima primjene. Međutim, ova podjela čelika je najprihvatljivija sa stanovišta zavarivanja.
Radi preglednosti i daljeg sistematskog izlaganja materije o zavarivanju čelika daje se tabela 5.3.
Tabela 5.3. Podjela čelika I Čelik za noseće
konstrukcije (građevinski
čelik)
U GRAĐEVINARSTVU : - HALE - MOSTOVI - REZERVOARI I DRUGO
NISKOUGLJIČNI I MIKRO - I NISKOLEGIRANI,
OBIČNOG I POVIŠENOG KVALITETA

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 142
II K
ON
STR
UK
CIO
NI Č
EL
IK Z
A
MA
ŠIN
OG
RA
DN
JU
II.1
ČELIK OPĆE
NAMJENE
ZA ELEMENTE U MAŠINOGRADNJI
ČIJA JE IZRADA VEZANA ZA ZAVARIVANJE
NISKOUGLJIČNI I MIKRO - I NISKOLEGIRANI,
OBIČNOGI POVIŠENOG KVALITETA
ZA DIJELOVE U MAŠINOGRADNJI , ČIJA JE IZRADA VEZANA ZA POSEBNU TERMIČKU OBRADU
(KALJENJE , CEMENTACIJA I DR. )
SREDNJEUGLJIČNI I NISKO-
I SREDNJELEGIRANI , POVIŠENOG I VISOKOG KVALITETA
II.2 ČELIK POSEBN
E NAMJEN
E
U MAŠINOGRADNJI : - ZA IZRADU DIJELOVA U ŽELJEZNIČKOM TRANSPORTU , OPRUGA , DIJELOVA OTPORNIH NA HABANJE , DIJELOVA OTPORNIH NA KOROZIJU ; - ZA OBRADU NA AUTOMATIMA ; - ZA RAD NA POVIŠENIM TEMPERATURAMA POD OPTEREĆENJEM ; - KAO ČELIK VELIKE ČVRSTOĆE
NISKO-SREDNJE I VISOKO - UGLJIČNI , NISKO-SREDNJE
I VISOKO - LEGIRANI , POVIŠENOG I VISOKOG KVALITETA.
III ALATNI ČELIK
ZA : - REZNI ALAT - ALAT ZA OBRADU
DEFORMACIJOM U HLADNOG I TOPLOM STANJU ; - KOVAČKE KALUPE ; - MIJERNE INSTRUMENTE.
VISOKOUGLJIČNI , NISKO - I SREDNJELEGIRANI ,
POVIŠENOG I VISOKOG KVALITETA
IV ČELIK SA POSEBNIM
FIZIKALNIM SOBINAMA
U : - PRECIZNOJ MEHANICI ; - ELEKTROTEHNICI ; - MIJERNO - REGULACIONOJ TEHNICI.
VISOKOLEGIRANI , POVIŠENOG I VISOKOG KVALITETA ( ČESTO SA POSEBNIM ZAHTJEVIMA PRI LIVENJU )
5.1.3. Označavanje čelika
Postojećim standardom koji se primjenjuje propisano je označavanje čelika. Oznaka se sasto
− slovnog simbola “Č”, kojim se označava čelik; − osnovne oznake, koja se sastoji od četiri brojčana simbola, kojima se
označava vrsta čelika i − dopunske oznake, koja se sastoji od jednog ili dva brojčana simbola,
kojima se označava stanje čelika. Dijelovi oznake odvajaju se međusobno tačkama, a redaju se po prethodno
navedenom redoslijedu. Prema potrebi, slovni simbol “Č” i dopunska oznaka mogu Osnovna oznaka označava osobine čelika pomoću odgovarajućih brojčanih
simbola. Pri tome je izvršena podjela čelika na čelike sa negarantiranim sastavom i čelike sa garantiranim sastavom.
5.1.3.1. Čelici sa negarantiranim sastavom
U ovu grupu svrstavaju se ugljični čelici trgovačkog kvaliteta, ugljični čelici sa
propisanim mehaničkim osobinama, a bez propisanog hemijskog sastava, ili sa

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 143
propisanom čistoćom u pogledu sadržaja S i P, ili, za određene svrhe, sa propisanim sadržajem nekog elementa.
Simbol na prvom mjestu, iza slova “Č”, je “O” i označava pripadnost čelika ovoj grupi.
Simbol na drugom mjestu označava grupu minimalne zatezne čvrstoće, i to kod toplovaljanih čelika u stanju isporuke, odnosno u normalizovanom stanju (ako je taj vid termičke obrade izveden), a kod hladno deformacionih čelika u stanju koje je prethodilo hladnoj deformaciji.
Minimalna zatezna čvrstoća (nosi naziv nazivna čvrstoća) gradirana je odgovarajućim simbolima, i to na slijedeći način:
− simbol o, bez propisanih osobina (trgovački kvalitet); − simbol 1, u iznosu od 324 . 106 Pa (33 dN/mm2
− simbol 2, (334 do 353) . 10);
6 Pa (34 do 36 dN/mm2
− simbol 3, (363 do 383) . 10);
6 Pa (37 do 39 dN/mm2
− simbol 4, (392 do 481) . 10);
6 Pa (40 do 49 dN/mm2
− simbol 5, (491 do 579) . 10);
6 Pa (50 do 59 dN/mm2
− simbol 6, (585 do 677) . 10);
6 Pa (60 do 69 dN/mm2
− simbol 7, u iznosu od 687 . 10);
6 Pa (70 dN/mm2
Simbol na trećem i četvrtom mjestu označava redni br ).
− od 0 do 44 su ugljični čelici sa negarantiranom čistoćom i čelici trgovač - kog kvaliteta;
− od 45 do 80 su ugljični čelici sa garantiranom čistoćom i (ili), za određene svrhe, sa garantiranim sadržajem pojedinih elemenata i
− od 90 do 99 je slobodno.
5.1.3.2. Čelici sa garantiranim sastavom U ovu grupu spadaju ugljični čelici sa propisanim hemijskim sastavom i legirani
čelici. Simbol na prvom mjestu, iza slova “Č”, može biti:
− Kod ugljičnih čelika, sa propisanim sastavom, taj simbol je 1; − Kod legiranih čelika on označava brojčani simbol najutjecajnijeg
legirajućeg elementa prema : Pod najutjecajnijim legirajućim elementom podrazumijeva se onaj eleme - nat čiji
srednji sadržaj u čeliku, izražen u procentima, pomnožen sa faktorom vrijednosti, daje najveću cifru. Kao drugi utjecajni legirajući elemenat smatra se onaj elemant, kod koga pomenuti proizvod daje prvu manju cifru u odnosu na prethodnu. Faktori vrijednosti pojedinih legirajućih eleemenata su:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 144
Ako u višestruko legiranim čelicima više legirajućih elemenata ima isti proizvod procentualnog srednjeg sadržaja i faktora vrijednosti, kao najutjecajniji će se smatrati onaj legirajući elemenat, koji ima najveći faktor vrijednosti, a kao drugi utjecajni elemenat onaj koji ima prvi manji faktor vrijednosti.
Simbol na drug
− kod ugljičnih čelika, sa propisanim sastavom, desetostruka vrijednost maksi - malnog procenta ugljika, zaokruženog na desetine. Ako je, npr. U čeliku 0,90 % i više ugljika, brojčani simbol na drugom mjestu je 9;
− kod legiranih čelika drugi po redu utjecajni legirajući elemenat; − kod jednostruko legiranih čelika on je uvijek 1. Simbol na trećem i četvrtom mjestu predstavlja redni br
− od 0 do 19 su ugljični čelici sa propisanim sastavom i legirani čelici koji nisu namijenjeni termičkoj obradi;
− od 20 do 29 su ugljični i legirani čelici za cementaciju; − od 30 do 39 su ugljični i legirani čelici za poboljšanje; − od 40 do 49 su ugljični i legirani čelici za alate; − od 50 do 59 su visokolegirani čelici za alate; − od 60 do 69 su čelici sa naročitim fizičkim osobinama; − od 70 do 79 su čelici hemijski postojani i vatrootporni; − od 80 do 89 je slobodno i − od 90 do 99 su čelici za automate i ostali čelici. Dopunskom oznakom označava se stan
− Bez termičke obrade “0”; − žareno “1”; − žareno na najbolju obradivost “2”; − normalizovano “3”; − poboljšano “4”; − hladno deformisano “5”; − ljušteno, ili brušeno “6”; − podešeno po naročitim uputstvima “9”.
Dopunska oznaka odnosi se isključivo na proizvode (valjani i vučeni čelik) u isporučenom stanju. Ona se ne odnosi na gotove ugrađene dijelove, pa zato je ne treba upotrebljavati kao oznaku materijala na crtežima. Koristi se u standardima i drugoj dokumentaciji, koja se odnosi na porudžbine, odnosno isporuku.
Posebne oznake mogu se dodati u posebnim slučajevima, kao, npr. garan - tirana zavarljivost označava se slovom “V”.
Označavanje čelika bojom u skladištima definisano je posebnim dopunama standarda.
Tehnički uvjeti za izradu i isporuku konstrukcionih čelika definirani su također standardima.
5.2. NIKAL I NJEGOVE LEGURE
Osnovna znanja o osobinama i primjeni
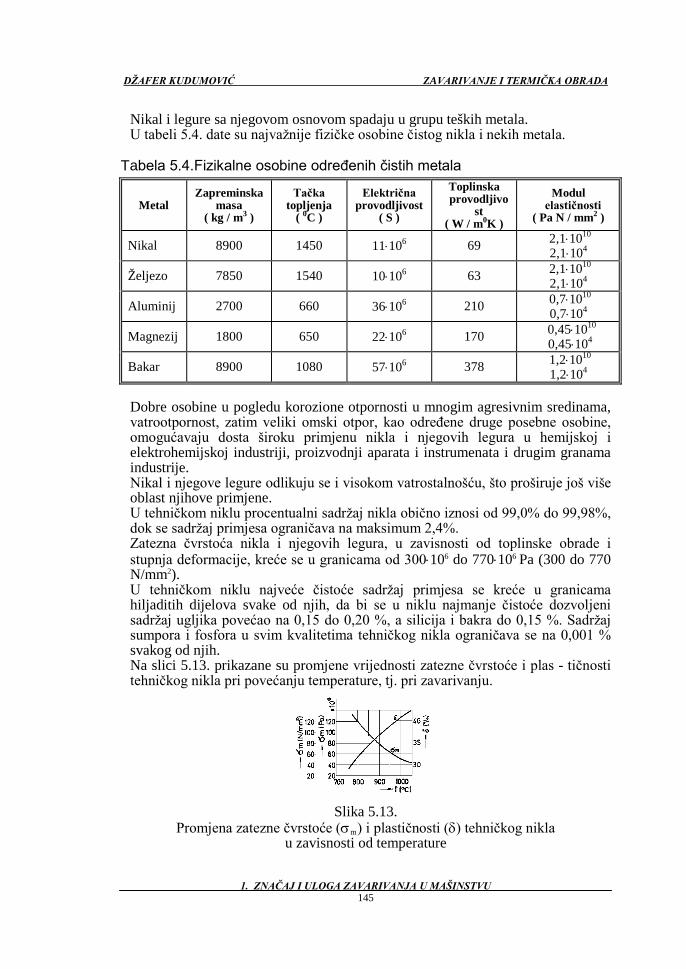
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 145
Nikal i legure sa njegovom osnovom spadaju u grupu teških metala. U tabeli 5.4. date su najvažnije fizičke osobine čistog nikla i nekih metala.
Tabela 5.4.Fizikalne osobine određenih čistih metala
Metal Zapreminska
masa ( kg / m3
Tačka topljenja
( ) 0
Električna provodljivost
( S ) C )
Toplinska provodljivo
st ( W / m0
Modul elastičnosti
( Pa N / mmK ) 2 )
Nikal 8900 1450 11⋅10 69 6 2,1⋅1010 2,1⋅104
Željezo 7850 1540 10⋅10 63 6 2,1⋅1010
2,1⋅104
Aluminij 2700 660 36⋅10 210 6 0,7⋅1010 0,7⋅104
Magnezij 1800 650 22⋅10 170 6 0,45⋅1010
0,45⋅104
Bakar 8900 1080 57⋅10 378 6 1,2⋅1010
1,2⋅104 Dobre osobine u pogledu korozione otpornosti u mnogim agresivnim sredinama,
vatrootpornost, zatim veliki omski otpor, kao određene druge posebne osobine, omogućavaju dosta široku primjenu nikla i njegovih legura u hemijskoj i elektrohemijskoj industriji, proizvodnji aparata i instrumenata i drugim granama industrije.
Nikal i njegove legure odlikuju se i visokom vatrostalnošću, što proširuje još više oblast njihove primjene.
U tehničkom niklu procentualni sadržaj nikla obično iznosi od 99,0% do 99,98%, dok se sadržaj primjesa ograničava na maksimum 2,4%.
Zatezna čvrstoća nikla i njegovih legura, u zavisnosti od toplinske obrade i stupnja deformacije, kreće se u granicama od 300⋅106 do 770⋅106 Pa (300 do 770 N/mm2
Slika 5.13. Promjena zatezne čvrstoće (σ
). U tehničkom niklu najveće čistoće sadržaj primjesa se kreće u granicama
hiljaditih dijelova svake od njih, da bi se u niklu najmanje čistoće dozvoljeni sadržaj ugljika povećao na 0,15 do 0,20 %, a silicija i bakra do 0,15 %. Sadržaj sumpora i fosfora u svim kvalitetima tehničkog nikla ograničava se na 0,001 % svakog od njih.
Na slici 5.13. prikazane su promjene vrijednosti zatezne čvrstoće i plas - tičnosti tehničkog nikla pri povećanju temperature, tj. pri zavarivanju.
m) i plastičnosti (δ) tehničkog nikla u zavisnosti od temperature

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 146
Relativno niske mehaničke osobine čistog i tehničkog nikla, kao i niska vatrootpornost, ograničavaju njihovu primjenu u izradi konstrukcija. U konstruk - cijama su daleko širu primjenu dobile legure sa osnovom nikla, koje se mogu podijeliti na tri osnovne grupe:
- korozio - Koroziono postojane legure nikla upotrebljavaju se za izradu radnih komada,
koji su u procesu eksploatacije izloženi dejstvu agresivne sredine (npr. kiselina), pri normalnim i povišenim temperaturama. Naročito su poznate tako - zvane legure monel metal i inkonel.
Monel metal je legura nikla koja, pored nikla, sadrži 27 do 29% Cu, 2 do 3% Fe i 1,2 do 4,8 % Mn. Po strukturi, pripada legurama tipa čvrstih rastvora, jer bakar i nikal posjeduju neograničenu rastvorivost. Ova legura je otporna prema fluorovodoničnoj kiselini, rastvorima sumporne kiseline, morskoj vodi i koncen - trovanim bazama.
Inkonel je legura nikla koja, pored nikla, sadrži 15 do 27% Cr i 6 do 10% Fe. Primjenjuje se za izradu dijelova povećane čvrstoće, a odlikuje se i visokom korozionom postojanošću. Za razliku od monel metala, inkonel je otporan i u uvjetima oksidacione sredine i na visokim temperaturama (posjeduje vatrostal - nost).
Kao koroziono postojane, poznate su i legure sa molibdenom (u granicama 16 do 30 % Mo), pri čemu one istovremeno mogu da sadrže i dodatke volframa (do 5,5 %) i hroma (do 18%). Ove legure se odlikuju otpornošću prema solnoj kiselini na normalnoj i povišenim temperaturama (do blizu temperature ključanja), zavisno od tipa legure i to pri svim koncentracijama pomenute kiseline. Postoje legure ovog tipa koje su otporne i prema razblaženoj sumpornoj kiselini, i to na tempe - raturama do blizu temperature ključanja.
Legure nikla sa dodacima Mo, Cr i W mogu biti otporne i prema oksidi - rajućim sredinama, pri srednjim radnim temperaturama, kao i na vazduhu do oko 1090 0C.
Vatrootporne legure sa osnovom nikla dijele se na deformišuće (namijenjene za obradu deformacijom) i livene (namijenjene za obradu livenjem).
Većina vatrootpornih legura sadrži krom (u koncentracijama 13 do 16% ili 19 do 22%), a takođe i dodatke ti, Al, Mo, W, Nb, C, B, Zr i dr. Štetne primjese u ovim legurama su lahkotopljivi metali (Pb, Sn, Sb, Bi), koji smanjuju vatro - otpornost.
Vatrostalne legure (otporne prema hemijskoj koroziji površine u gasnoj sredini, odnosno u suhoj vazdušnoj atmosferi na povišenim temperaturama) sa osnovom nikla upotrebljavaju se za izradu grejnih elemenata peći, kao i za druge radne komade, koji su izloženi temperaturama 700 do 1100 0C.Povećanje vatro - stalnosti postiže se uvođenjem kroma u sastav nikla (u sadržaju 15 do 35 %). Dopunsko povećanje vatrostalnosti legura nikla, koje sadrže krom, postiže se uvo - đenjem aluminija i malih dodataka cerija, kalcija, torija i silicija u njihov sastav.
5.2.1. Zavarljivost nikla i njegovih legura
Pri zavarivanju nikla i njegovih legura nailazi se na slijed

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 147
1. Velika sklonost prema obrazovanju pora u šavovima, čiji je nastanak povezan sa promjenom rastvorljivosti kisika, vodika i azota pri prelazu metala iz tečnog u čvrsto stanje.U dodiru sa kisikom, na površini nikla se obrazuje oksidna naslaga nikla (NiO). Rastvorljivost ovog oksida u tečnom metalu je znatna, dok je njegova rastvorljivost u čvrstom metalu neznatna. Na temperaturi 1438 0
Rastvorljivost vodika u niklu mijenja se sa promjenom temperature, što se vidi iz dijagrama na slici 5.14.
C oksid nikla obrazuje se niklom eutektikum, u kome se sadrži do 1,1% NiO.
Slika 5.14. Promjena rastvorljivosti vodika u niklu u zavisnosti od temperature
Pri prelazu nikla iz čvrstog u tečno stanje, rastvorljivost vodika u istom se
skokovito povećava, tako da u blizini temperature topljenja (1450 0C) iznosi oko 41 cm3/100 g. Pri daljem povišenju temperature rastvorljivost vodonika u niklu se i dalje povećava.
Azot se, praktično, ne rastvara u čvrstom niklu do temperature topljenja. U tečnom niklu, naročito u uvjetima kada je električni luk uspostavljen, rastvor - ljivost azota može dostići znatne vrijednosti. Azot, dospijevajući u rastop, djelimično obrazuje nepostojane nitride tipa Ni3N, a djelimično gasovitu fazu, koja, takođe, potpomaže obrazovanje pora.
Prema tome, pri dospijevanju navedenih plinova u rastop, dolazi do odvi - janja određenih reakcija, a, kao rezultat tih reakcija, obrazuju se produkti koji, zbog nerastvorljivosti u čvrstom stanju, pogoduju obrazovanju pora. Drugim riječima, umanjenje rastvorljivosti vodika i azota pri prelazu metala iz tečnog u čvrsto stanje u procesu kristalizacije dovodi do obrazovanja pora, kao poslje - dica izdvajanja gasova, odnosno produkta njihovih reakcija.
Zahvaljujući velikoj rastvorljivosti vodika u tečnom niklu, pojava poroz - nosti uslijed vodika pri zavarivanju nikla visoke čistoće malo je vjerovatna, pošto se kritična koncentracija vodika (40 % i više) u stvarnim uvjetima zavarivanja teško dostiže.
Osnovni i najopasniji izvor pora pri zavarivanju nikla visoke čistoće je azot. Pri elektrolučnom zavarivanju u zaštiti argona, prisustvo azota u zoni zavari - vanja iznad 0,05 % već dovodi do poroznosti u metalu šava.
Pri zavarivanju tehničkog nikla, koji sadrži ugljik u granicama 0,15 do 0,20%, obrazovanje pora u metalu šava je povezano sa reakcijom:
NiO + C = Ni + CO gdje je ugljenmonoksid uzrok poroznosti. Pri zavarivanju nikla sa visokim sadržajem kisika u atmosferi koja sadrži
vodik, može da dođe do reakcije:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 148
NiO + 2H = Ni + H2O Reakcija dezoksidacije Ni naročito je moguća pri hlađenju, kada se NiO,
zbog umanjene rastvorljivosti, izdvaja u obliku samostalne faze. Povezano sa tim, reakcije dezoksidacije mogu biti uzročnik, ne samo pojava pora, već i krtosti nikla, zbog obrazovanja mikropukotina, do kojih dolazi uslijed obrazov- nih gasovitih produkata (H2
2. Velika je sklonost metala prema obrazovanju toplih (kristalizacionih) pukotina. Ta sklonost povezana je za obrazovanje, po granicama krupnih zrna, lahko - topljivih eutektikuma Ni
O). Pošto pri zavarivanju nije isključena oksidacija nikla, to je za dobijanje
šavova sa dovoljno visokim osobinama, oslobođenih od pora i pukotina, neophodno obezbijediti dobru zaštitu zone zavarivanja od atmosferskog vazdu- ha, kao i dobru dezoksidaciju i prečišćavanje rastopa. Taj problem može biti djelimično riješen primjenom odgovarajućih topitelja, koji su sposobni da vezuju okside nikla, ili uvođenjem u rastop jakih dezoksidanata (aluminij, titan i dr.). Kao efikasna mjera za spriječavanje poroznosti primjenjuje se zavariva - nje kratkim električnim lukom (do 1,5 mm), čime se jako smanjuje usisavanje gasova iz atmosfere.
3S + Ni (Tt = 645 0C) i Ni3P + Ni (Tt = 880 0
Rast kristalnog zrna moguće je ograničiti primjenom režima zavarivanja sa malom pogonskom energijom, kao i uvođenje, u malim količinama, u metal šava odgovarajućih modifikatora (titan, aluminij, molibden), koji usitnjavaju kristalnu strukturu.
Pri zavarivanju legura nikla najveću opasnost predstavlja obrazovanje kristalizacionih pukotina, pri kristalizaciji metala šava. Osnovni način spre - čavanja njihove pojave jeste primjena dodatnih metala visoke čistoće, oslobo - đenih od primjesa, koje imaju sposobnost likviranja i obrazovanja lahko - topljivih uključaka pri kristalizaciji.
C), koji imaju transkristalnu strukturu. Zbog toga je neophodno ograničavati sadržaj sumpora i fosfora na 0,001 % svakog od njih i to u svim kvalitetima tehničkog nikla, a takođe i u dodatnim metalima za njegovo zavarivanje. Dodavanjem određenih elemenata (do 5% Mn i do 0,1% Mo), moguće je vezati sumpor u jedinjenja sa višom temperaturom topljenja.
3. Manja tečljivost metala rastopa. Pri zavarivanju nikla i njegovih legura metal rastopa manje je tečljiv nego pri zavarivanju čelika, a dubina uvarivanja je manja, pa je zato neophodno povećati kut otvora žlijeba.
5.2.2. Određene specifičnosti tehnologije zavarivanja nikla i njegovih legura
U pogledu tehnologije zavarivanja, nikal i njegove legure su najbliži
visokolegirani austenitnim koroziono postojanim čelicima. Pri izboru postupka i razradi tehnologije zavarivanja, pored vođenja računa o sprečavanju greša osobinama (koroziono postojane, vatro - otporne i vatrostalne), šavovi imaju iste ili slične osobine sa osnovnim metalom. Međutim, nije uvijek neophodno da se dobije isti sastav metala šava i osnovnog
metala, a često je to i neizvodljivo, jer se ne mogu da izbjegnu pore, pukotine i druge greške pri istom sastavu metala šava i osnovnog metala. Zato se radi izbjegavanja tih grešaka metalurškog karaktera i na taj način dobijanja potrebnih osobina zavarenog spoja, pribjegava u tim slučajevima kompleksnom legiranju.
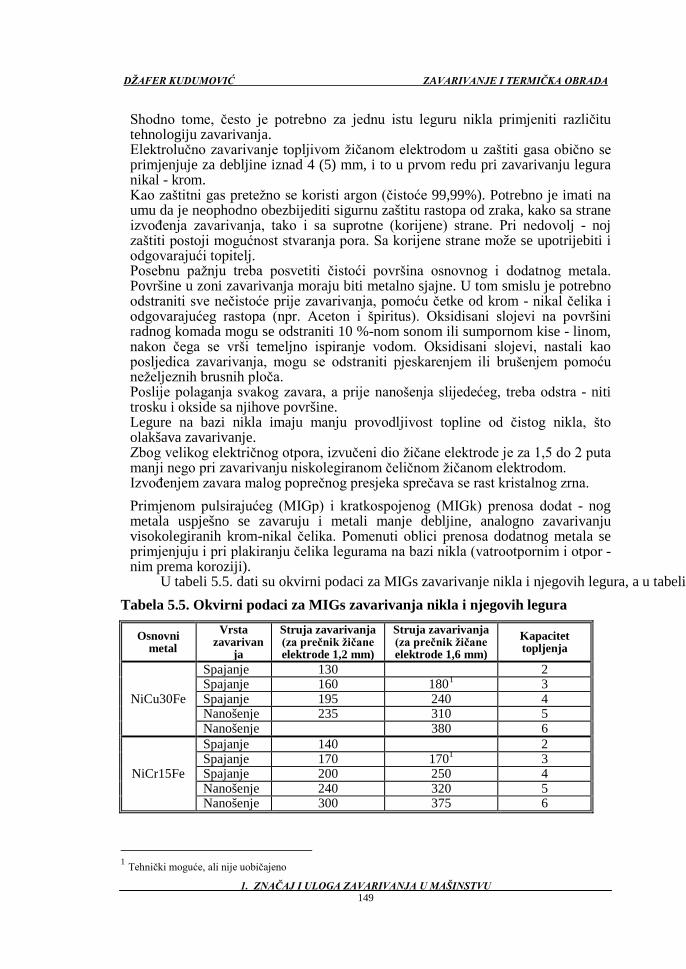
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 149
Shodno tome, često je potrebno za jednu istu leguru nikla primjeniti različitu tehnologiju zavarivanja.
Elektrolučno zavarivanje topljivom žičanom elektrodom u zaštiti gasa obično se primjenjuje za debljine iznad 4 (5) mm, i to u prvom redu pri zavarivanju legura nikal - krom.
Kao zaštitni gas pretežno se koristi argon (čistoće 99,99%). Potrebno je imati na umu da je neophodno obezbijediti sigurnu zaštitu rastopa od zraka, kako sa strane izvođenja zavarivanja, tako i sa suprotne (korijene) strane. Pri nedovolj - noj zaštiti postoji mogućnost stvaranja pora. Sa korijene strane može se upotrijebiti i odgovarajući topitelj.
Posebnu pažnju treba posvetiti čistoći površina osnovnog i dodatnog metala. Površine u zoni zavarivanja moraju biti metalno sjajne. U tom smislu je potrebno odstraniti sve nečistoće prije zavarivanja, pomoću četke od krom - nikal čelika i odgovarajućeg rastopa (npr. Aceton i špiritus). Oksidisani slojevi na površini radnog komada mogu se odstraniti 10 %-nom sonom ili sumpornom kise - linom, nakon čega se vrši temeljno ispiranje vodom. Oksidisani slojevi, nastali kao posljedica zavarivanja, mogu se odstraniti pjeskarenjem ili brušenjem pomoću neželjeznih brusnih ploča.
Poslije polaganja svakog zavara, a prije nanošenja slijedećeg, treba odstra - niti trosku i okside sa njihove površine.
Legure na bazi nikla imaju manju provodljivost topline od čistog nikla, što olakšava zavarivanje.
Zbog velikog električnog otpora, izvučeni dio žičane elektrode je za 1,5 do 2 puta manji nego pri zavarivanju niskolegiranom čeličnom žičanom elektrodom.
Izvođenjem zavara malog poprečnog presjeka sprečava se rast kristalnog zrna. Primjenom pulsirajućeg (MIGp) i kratkospojenog (MIGk) prenosa dodat - nog
metala uspješno se zavaruju i metali manje debljine, analogno zavarivanju visokolegiranih krom-nikal čelika. Pomenuti oblici prenosa dodatnog metala se primjenjuju i pri plakiranju čelika legurama na bazi nikla (vatrootpornim i otpor - nim prema koroziji).
U tabeli 5.5. dati su okvirni podaci za MIGs zavarivanje nikla i njegovih legura, a u tabeli Tabela 5.5. Okvirni podaci za MIGs zavarivanja nikla i njegovih legura
Osnovni metal
Vrsta zavarivan
ja
Struja zavarivanja (za prečnik žičane elektrode 1,2 mm)
Struja zavarivanja (za prečnik žičane elektrode 1,6 mm)
Kapacitet topljenja
NiCu30Fe
Spajanje 130 2 Spajanje 160 1801 3 Spajanje 195 240 4 Nanošenje 235 310 5 Nanošenje 380 6
NiCr15Fe
Spajanje 140 2 Spajanje 170 170 3 1
Spajanje 200 250 4 Nanošenje 240 320 5 Nanošenje 300 375 6
1 Tehnički moguće, ali nije uobičajeno

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 150
Tabela 5.6. Okvirni podaci za MIGk zavarivanje nikla i njegovih legura (sučeljeni spoj:V-žlijeb,ugao otvora žlijeba 750,otvor grla žlijeba 1,5 mm,visina grla žlijeba 0,8 mm)
Osnovni metal
Prečnik žičane
eletrode ( 0,88 mm )
Napon praznog
hoda ( V )
Napon električnog
luka ( V )
Jačina struje ( A )
Broj kratkih spojeva
( 1 / sec )
Brzina dovođenja
žičane elektrode ( m / min )
Kapacitet topljenja
( kg / h )
LC-Ni99 S-NiTi4 32 21 190 140 10,5 2,9 NiCu30Fe S-NiCu32Ti 28 20 170 150 12 3,3 NiCr15Fe S-NiCr20 32 20 110 15 6,3 1,8
5.3. ALUMINIJ I NJEGOVE LEGURE
Osobine aluminija i njegovih legura
Aluminij i njegove legure spadaju u grupu lahkih metala. Oni su pogodni za
izradu različitih konstrukcija zahvaljujući maloj zapreminskoj masi, koja je približno tri puta manja u odnosu na čelik, relativno velikoj čvrstoći, dobroj obradljivosti i sposobnosti deformiranja, povišenoj postojanosti na niskim tempera- turama, kao i korozionoj postojanosti prema vazduhu i različitim oksidirajućim sredinama. Zahvaljujući nabrojanim osobinama, poluproizvodi od aluminija i nje - govih legura (limovi, profili, cijevi) se primjenjuju u mnogim granama industrije (mašinogradnja, brodogradnja, avioindustrija, građevinarstvo, saobraćaj, hemijska industrija, industrija prehrambenih proizvoda, elektrotehnika itd.).
Visoka koroziona postojanost i dobra toplinska i električna provodljivost čine legure aluminija u mnogim slučajevima teško zamjenljivim konstrukcionim metalom. U tabeli 5.4. date su određene fizičke osobine čistog aluminija.
Čist aluminij ima malu zateznu čvrstoću, pa o tome treba voditi računa. Zatezna čvrstoća (σm) čistog aluminija je manja od 100 ⋅ 106 Pa (100 N/mm2
Kao teoretska granica, koja dijeli legure u dvije navedene grupe, služi oblast rastvorljivosti eleme Slika 5.15.
). Kao čist, aluminij se uglavnom koristi za izradu proizvoda od kojih se zahtijeva koroziona otpornost prema odgovarajućoj sredini, u prvom redu prema vazduhu i različitim oksidirajućim sredinama.
Aluminij i njegove legure posjeduju nisku temperaturu topljenja i malu vrijednost modula elastičnosti, pa o tome treba voditi računa pri izradi određenih radnih komada.
Legure aluminja mogu se podijeliti u dvije os - deformišuće, namijenjene za preradu plastičnom deformacijom i - livene, namijenjene za izradu polufabri

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 151
Podjela legura aluminija prema binarnom sistemu: 1. - Deformišuće legure, 2. - Livene legure,
I - legure koje ne ojačavaju termički, II - legure koje termički ojačavaju. Deformišuće legure imaju koncentraciju legirajućih elemanta ispod granice
rastvorljivosti i one se pri zagrijavanju mogu prevesti u jednofazno stanje, koje obezbjeđuje njihovu visoku sposobnost deformiranja. Upotrebljavaju se za izradu proizvoda plastičnom deformacijom.
Livene legure sadrže legirajuće elemente iznad granice rastvorljivosti i imaju u strukturi eutektik Većina elemenata, kojima se vrši legiranje aluminija, ima ograničenu
rastvorljivost u istom. Rastvorljivost legirajućih elemenata u aluminiju mijenja se sa promjenom temperature. To daje legurama aluminija sposobnost da ojačavaju odgovarajućom toplinskom obradom (toplinsko taloženje). U suštini, jačanje top - linskim taloženjem treba da je svojstveno za sve legure koje imaju koncentraciju legirajućih elemenata iznad granice rastvorljivosti istih na sobnoj temperaturi.
Shodno prethodnom, legure aluminij
− legure koje se ojačavaju toplinskom obradom, gdje spadaju čvrsti rastvori sa koncentracijom legirajućih elemenata ispod granice rastvorljivosti elemenata na sobnoj temperaturi i
− legure koje se ojačavaju toplinskom obradom, u koje spadaju legure sa koncentracijom legirajućih elemenata iznad granice rastvorljivosti istih na sobnoj temperaturi.
Između livenih i deformišućih legura, koje imaju sposobnost ojačavanja, mogu se nalaziti legure sa malim efektom ojačavanja.
Prisustvo legirajućih elemenata u sastavu legure iznad granice njihove rastvorljivosti na sobnoj temperaturi treba posmatrati kao neophodan, ali ne i siguran uslov sposobnosti legura da ojačavaju toplinskim taloženjem.
U deformišuće legure koje se toplinski ne ojačavaju spadaju uglavnom tehnički aluminij i njegove legure sa manganom i magnezijom, a u legure koje se toplinski ojačavaju spadaju legure aluminija sa cinkom, bakrom i drugim elemen - tima.
U livene legure spadaju legure sa značajnim sadržajem silicija ili bakra. Zavarene konstrukcije uglavnom se izvode od deformišućih legura alumi - nija,
koje se toplinski ne ojačavaju, a koje se koriste u deformaciono ojačanom stanju (hladnom plastičnom deformacijom). Posljednjih godina se za izradu zava - renih konstrukcija primjenjuju sve više deformišuće legure aluminija koje se ojačavaju toplinskom obradom.
Pri zavarivanju legura aluminija koje se toplinski ne ojačavaju, utjecaj toplinskog ciklusa zavarivanja ne dovodi do bitnog smanjenja čvrstoće u zoni utjecaja topline. Međutim, pri zavarivanju legura koje toplinski ojačavaju veliku teškoću izaziva smanjenje čvrstoće metala u zoni utjecaja tiopline, do čega dolazi usljed izdvajanja intermetalida pod dejstvom toplinskog ciklusa zavarivanja, tako da čvrstoća u pomenutoj zoni iznosi 60 do 70 % čvrstoće osnovnog metala. Primjenom potpune toplinske obrade (kaljenja i vještačko toplinsko taloženje) poslije zavarivanja uspostavljaju se polazne osobine metala u toplinski neojačanom stanju, dok je efekat prirodnog taloženja (starenja) nedovoljan za potpuno uspostavljanje polaznih osobina metala u zoni utjecaja topline.
Livene legure aluminija nalaze ograničenu primjenu u izradi zavarenih konstrukcija. Zavarivanje na ovim legurama prvenstveno se primjenjuje u cilju

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 152
otklanjanja grešaka na odlivcima, a može se primjenjivati i pri spajanju lijevanih dijelova sa dijelovima od deformišućih legura.
Kao stalne primjese u tehničkom aluminiju i njegovim legurama pojavljuju se željezo i silicijum.
U tabeli 5.7. dati su kvaliteti aluminija i njegovih legura prema DIN 1725.
Tabela 5.7. Aluminij i njegove legure za izradu zavarenih konstrukcija (prema DIN 1725)
Oznaka Legirajući elementi ( % ) Mn Mg Si Zn Cu
Čisti aluminij Al 99,8 Al 99,5
Legura tipa Al - Mn ( neojačavajuća ) AlMn 0,9 do 1,4
Legura tipa Al - Mg ( neojačavajuća ) AlMg3 2,6 do 3,0 AlMg5 4,3 do 5,5
Legura tipa Al - Mg - Mn ( neojačavajuća ) AlMgMn 0,5 do 1,1 1,6 do 2,5 AlMg4,5Mn 0,6 do 1,0 4,0 do 4,9
Legura tipa Al - Mg - Si ( ojačavajuća ) AlMgSi0,5 0,4 do 0,8 0,35 do 0,70 AlMgSi1 0,4 do 1,0 0,6 do 1,2 0,75 do 1,3
Legura tipa Al - Zn Mg ( ojačavajuća , bez dodatka bakra ) AlZnMg1 0,1 do 0,5 1,0 do 1,4 4,5 do 5,0
Livene legure tipa : G-AlSi , G-AlSiMg , G-AlSiCu G-AlSi12 0 do 0,5 11 do 13,5 G-AlSi10Mg 0 do 0,5 0,2 do 0,4 9 do 11 G-AlSi6Cu4 0,3 do 0,6 0,1 do 0,3 5 do 7 3 do 5
5.3.1. Zavarljivost aluminija i njegovih legura
Osnovne teškoće do kojih dolazi pri zavarivanju aluminija i njegovih legura 1. Prisustvo i mogućnost brzog obrazovanja teškotopljivog oksida Al2O3 (tačka
topljenja Tt = 2050 0C) na očišćenoj površini. Pošto je zapreminska masa dotičnog oksida veća od zapreminske mase aluminija, on otežava rastapanje stranica žlijeba i potpomaže prljanje metala šava česticama oksidne naslage u obliku nemetalnih uključaka. Zato je neophodno očistiti stranice žlijeba i ostale površine u zoni zavarivanja od oksidne srame. Takođe je potrebno očistiti i površinu dodatnog metala od oksidne naslage. Čišćenje površina od oksidne naslage izvodi se mehaničkim putem i nagrizanjem. Razaranje oksidne naslage pri elektrolučnom zavarivanju postiže se djelovanjem struje pri održavanju električnog luka ili utjecajem komponenata iz elektrode na oksid aluminija.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 153
Pri zavarivanju jednosmjernom strujom obrnutog (+) polariteta struja ima “čisteće” djelovanje za svo vrijeme zavarivanja, dok pri zavarivanju naizmje - ničnom strujom to djelovanje uglavnom ima u poluperiodu kada se radni komad pojavljuje kao katoda (-). Ova sposobnost raspršujućeg djelovanja katode koristi se pri elektrolučnom zavarivanju topljivom žičanom elektrodom u zaštiti gasa. Najvjerovatniji mehanizam djelovanja električne struje sastoji se u tome što pokretni joni, dospijevajući velikom brzinom do površine metala, udaraju u istu, razaraju oksidnu naslagu i tako, kao posljedica tog katodnog raspršavanja, dolazi do odstranjenja naslage. Djelovanjem struje može biti razorena samo relativno tanka oksidna naslaga, dok se naslaga veće debljine mora odstraniti mehaničkim ili hemijskim putem neposredno prije zavarivanja.
2. Veliko i dosta naglo smanjenje čvrstoće na visokim temperaturama pri zavari - vanju može da dovede do odvajanja čvrstog metala na nerastopljenom dijelu stranice žlijeba pod dejstvom težine rastopa.
Promjene određenih mehaničkih osobina čistog aluminija u zavisnosti od
temperature date su na slici 5.16. Slika 5.16.
Promjena zatezne čvrstoće (σm
3. Velika sklonost prema pojavi deformacija pri zavarivanju uslijed velike vrije - dnosti koeficijenta toplinskog širenja i malog modula elastičnosti aluminija. Da bi se deformacije smanjile na što manju vrijednost, potrebno je izvršiti stezanje limova, koji se zavaruju, mehanički (stegama), pneumatski ili hidraulično i specijalnim alatima. Zbog visoke toplinske provodljivosti aluminija, naprave i pribore za stezanje treba izrađivati od metala koji imaju malu toplinsku provodljivost (visokolegirani nehrđajući čelici).
), relativnog izduženja ( δ ) i suženja poprečnog presjeka ( ψ ) aluminija u zavisnosti od temperature
Kada dođe do odvajanja određenog dijela čvrstog metala sa stranica žlije - ba,
rastopljeni aluminij, pošto posjeduje visoku tečljivost, može da isteče kroz otvor grla žlijeba. Dimenzije rastopa teško je kontrolisati, jer aluminij, praktič - no, ne mijenja boju pri zagrijavanju. Pri jednoslojnom zavarivanju, uz korišće - nje velike pogonske energije, neophodno je, radi sprečavanja progorijevanja ili odvajanja dijelova čvrstog metala sa stranica žlijeba, primjenjivati odgovara - juće podložne ploče od nehrđajućeg čelika, a ponekad i od grafita.
4. Obrazovanje pora u metalu šava. Za razliku od čelika, pore u aluminiju prven - stveno se raspoređuju u unutrašnjosti šava, a mogu se sresti i u blizini njegove granice stapanja sa osnovnim metalom. Kao osnovni uzročnik pojave pora u

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 154
šavovima na aluminiju smatra se vodik, čija je rastvorljivost u aluminiju u zavisnosti od temperature prikazana na slici 5.17.
Slika 5.17.
Promjena rastvorljivosti vodika u aluminiju u zavisnosti od temperature
Vodik, rastvoren u tečnom metalu (rastopu) obavezno se, u količini 90 do 95% svoje zapremine, izdvaja iz metala u momentu njegovog očvršćivanja. To izdvajanje otežava oksidna naslaga i mali koeficijent difuzije vodika u alumi - niju, pa vodik ostaje zarobljen u očvrsnutom metalu, što dovodi do poroznosti.
Najveću sklonost prema obrazovanju pora posjeduju legure tipa Al - Mg. Borba protiv poroznosti pri zavarivanju aluminija i njegovih legura je
prvostepeni zadatak, koji stoji pred tehnolozima. Potrebno je prije zavarivanja odstraniti oksidnu naslagu i masnoće, kako sa stranica žlijeba, tako i sa ostalih površina osnovnog metala u zoni zavarivanja. Odstranjivanje masnoće vrši se ispiranjem toplom vodom ili organskim rastvorima. Pri odmašćivanju pomoću trihloretilena dolazi do stvaranja fozgena u procesu zavarivanja pod utjecajem infracrvenih zraka iz električnog luka. O tome se posebno mora viditi računa, jer fozgen može biti vrlo opasan za izvršioca.
Pri zavarivanju limova većih debljina primjenjuje se predgrijavanje pri čemu je važno održavati temperaturu predgrijavanja u toku zavarivanja u inter- valu od 100 do 400 0C (zavisno od tipa legure). Predgrijavanjem se usporava kristalizacija metala rastopa i potpomaže brže odstranjivanje gasova (u prvom redu vodika), te se tako umanjuje poroznost.
Pri zavarivanju debelih limova od legura tipa Al - Mg dovoljno je predgrijavanje u intervalu od 100 do 150 0
5. Obrazovanje toplih (kristalizacionih) i hladnih pukotina. Metal šava je sklon prema obrazovanju pukotina zbog nastajanja grube stubičaste strukture i izdva- janja lahkotopljivih eutektikuma po granicama zrna, a i zbog pojave znatnih napona zatezanja nastalih uslijed skupljanja aluminija.
C. Mehaničke osobine zavarenog spoja pri primjeni predgrijavanja su vrlo niske.
Azot se, praktično, ne rastvara u aluminiju, a gradi nitrid aluminija, koji prelazi u trosku, te zato ne izaziva pojavu poroznosti pri zavarivanju.
Obrazovanje kristalizacionih pukotina pri zavarivanju tehnički čistog aluminija i legura Al - Mn zavisi od sadržaja željeza i silicija u metalu šava.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 155
Povećanje sadržaja silicija do 0,6 % dovodi do smanjenja otpornosti prema obrazovanju kristalizacionih pukotina u šavu. Lahkotopljivi eutektikum (Tt = 577 0C) dovodi do pojave pukotina. Pri sadržaju silicija iznad 5%, obrazovani eutektikum “zaliječuje” pukotine. Pri uobičajenom sadržaju silicija (0,2 do 0,5%), u metal šava se uvodi željezo (Fe>Si), što dovodi do vezivanja silicija u stabilno jedinjenje Fe-Si-Al, koje ulazi u sastav teškotopljivog peritektikuma, pa se na taj način povećava otpornost metala šava prema obrazovanju kristali - zacionih pukotina. Sadržaj silicija od 0,1% već je dovoljan za obrazovanje pukotina u šavu, a sadržaj željeza od 0,1 % je nedovoljan za njihovo spreča - vanje. Zbog toga aluminij i legure Al - Mn, sa sadržajem željeza i silicija po 0,05 do 0,15 %, imaju malu otpornost prema obrazovanju kristalizacionih pukotina. Među legurama aluminija najmanju otpornost prema obrazovanju kristalizacionih pukotina posjeduje legura AlMg2. Magnezij ovdje ima sličnu ulogu kao željezo u prethodnom slučaju. Veću otpornost prema obrazovanju pomenutih pukotina posjeduju legure AlMg5 i AlMg6 koje sadrže 5 do 6 % Mg.
Predgrijavanje (naročito lokalno) nekih legura aluminija do temperature 200 (250)0C, za razliku od čelika, ne potpomaže sprečavanje kristalizacionih pukotina, pošto dovodi do znatnog povećanja dimenzija kristala, napona i pojave deformacije.
Dopunske teškoće pri zavarivanju legura aluminija dolaze uslijed obrazo - vanja hladnih pukotina, koje se pojavljuju u zavarenim spojevima zakaljivih (Al-Zn-Mg) legura. Dotične pukotine se pojavljuju usporeno, kroz određeni period vremena poslije zavarivanja i dovode do usporenog razaranja zavarenog spoja. Kao sredstvo za sprečavanje nastajanja hladnih pukotina primjenjuje se predgrijavanje u intervalu temperatura 200 do 250 0
6. Zbog velike toplinske provodljivosti aluminija, pri predgrijavanju treba kori - stiti jake izvore topline sa koncentrisanim zagrijavanjem. U nizu slučajeva je dovoljno zagrijavanje samo početnih dijelova žlijeba do temperature od 120 do 150
C. Pri tome dolazi do blagovremenog djelimičnog izdvajanja intermetalidnih faza iz čvrstog rastvora i do koagulacije, smanjuju se naponi zavarivanja i strukturni naponi, tj. eliminišu se uzročnici nastanka hladnih pukotina. Pokazatelji mehaničke čvr - stoće se pri tome neznatno smanjuju.
0
5.3.2. Struktura i osobine zavarenog spoja
Pri kristalizaciji metala rastopa od čistog aluminija obrazuje se gruba kristalna
struktura (stubičasti kristali). Poprečne dimenzije kristala su mnogo veće nego pri zavarivanju čelika, pa se zato lakše obrazuju pukotine. Finija struktura metala šava, pri zavarivanju aluminija i njegovih legura, dobija se modificiranjem i magnetnim miješanjem metala rastopa u procesu zavarivanja. Kao modifikatori mogu se koristiti titan, cirkonij, bor i drugi elementi.
C prije zavarivanja. Međutim, u određenim slučajevima je potrebno pred - grijavanje čitavom dužinom, kao i održavanje temperature u predviđenim granicama u toku zavarivanja.
Bez obzira na postupak zavarivanja, pri zavarivanju aluminija i njegovih legura dolazi do velikih brzina hlađenja metala šava i usmjerenog odvođenja topline. To dovodi do dendritske likvacije i pojave eutektikuma u strukturi metala šava, a time i do smanjenja plastičnosti i čvrstoće istog, kao i pojave pukotina. Pravilnim
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 156
izborom postupka zavarivanja, dodatnog metala i režima zavarivanja može se regulirati količina obrazovanog eutektikuma u metalu šava, a time se omogućuje dobijanje zavarenog spoja zadovoljavajućih osobina, bez pukotina.
Pri zavarivanju aluminija i njegovih legura u zoni utjecaja topline dolazi do rekristalizacije, prvenstveno u pravcu valjanja.
U zoni utjecaja topline čistog aluminijuma i legura koje toplinski ne ojača - vaju dolazi do rasta zrna i smanjenja čvrstoće (ako je radni komad prethodno bio hladno deformiran) izazvanog otpuštanjem. Intezitet rasta i smanjenja čvrstoće pri zavarivanju zavise od postupka i režima zavarivanja, kao i od temperature predgrijavanja. Praksa pokazuje da, pri zavarivanju aluminija, metal šava ima približno istu čvrstoću kao osnovni metal u odžarenom stanju, a ona se kreće u granicama (60 do 80) 106 Pa (60 do 80 N/mm2).
Pri zavarivanju legura Al - Mn, koje toplinski ne ojačavaju, makrostruktura metala šava je finija. Još finija je struktura metala šava legura Al - Mg, koje takođe toplinski ne ojačavaju. Vrlo fina je i struktura metala šava legura koje sadrže veliku količinu legirajućih elemenata, što je povezano sa utjecajem tih legirajućih dodataka.
Metal šava legure Al - Mn ima približno iste mehaničke osobine kao i osnovni metal.
Pri zavarivanju legura Al - Mg teško je dobiti metal šava mehaničkih osobina jednakih sa osobinama osnovnog metala. Naime, zavarljivost ovih legura, iako one pripadaju legurama koje toplinski ne ojačavaju, pogoršava se zbog njiho - ve povećane osjetljivosti prema toplinskom ciklusu zavarivanja i sklonosti dijela osnovnog metala neposredno uz šav prema ispupčavanju (bubrenju), što dovodi do određenih grešaka, praktično do prekida u šavu. Kao osnovni uzrok pomenute pojave bubrenja smatra se reakcija magnezija sa vodenom parom, kao i nagomila - vanje vodika u mikrošupljinama, čime se povećava pritisak. Sa povećanjem sadržaja magnezija usložava se tehnologija zavarivanja legura Al - Mg.
Smanjenje čvrstoće metala šava legura Al - Mg zapaža se naročito pri usporenom hlađenju u procesu kristalizacije, što je povezano sa osiromašenjem čvrstog rastvora u pogledu sadržaja magnezija.
Pri zavarivanju legura aluminija koje toplinski ojačavaju teško je dobiti zavareni spoj iste čvrstoće kao osnovni metal, ako se ne primjeni docnija toplinska obrada (kaljenje i otpuštanje). Do smanjenja čvrstoće dolazi u zoni utjecaja topline uslijed izdvajanja intermetalida, pa čvrstoća zavarenog spoja iznosi svega 60 do 70 % čvrstoće osnovnog metala.
Kao najopasnija pojava, koja dovodi do jakog smanjenja osobina čvrstoće i obrazovanja pukotina, smatra se otapanje granica zrna. Tečni međuslojevi između zrna smanjuju mehaničke osobine metala u zagrijanom stanju, a, uz to, često dovode i do pojave pukotina. U dijelovima zavarenog spoja u kojima je došlo do otapanja granica zrna često dolazi do krtog razaranja.
U pogledu otpornosti prema koroziji u atmosferskim uvjetima, zavareni spojevi aluminija i njegovih legura neznatno zaostaju za osnovnim metalom. Međutim, drugačije je ponašanje spojeva u različitim agresivnim sredinama. Npr. zavareni spoj, izveden na aluminiju visoke čistoće, ima u azotnoj kiselini približno jednaku korozionu otpornost sa osnovnim metalom. Sa povećanjem sadržaja željeza i silicija koroziona otpornost metala šava opada u većem stupnju nego osnovnog metala. Koroziona otpornost metala šava koji sadrži primjese može se povećati plastičnom obradom u toplom stanju (kao posljedica žarenja zavarenog spoja).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 157
Izučavanje strukturnih promjena do kojih dolazi u zoni utjecaja topline industrijskih legura aluminija, kompleksno legiranih, povezano je sa određenim teškoćama usljed prisustva velikih količina faza složenog sastava.
U preradi i zavarivanju aluminija i njegovih legura treba se do detalja upoznati sa svim specifičnostima osnovnog metala. Dodatni metal se mora prilago- diti osnovnom metalu da bi se, uz zadovoljenje i ostalih uvjeta, zavarivanje moglo uspješno izvesti. 5.3.3. Određene specifičnosti tehnologije zavarivanja aluminija i njegovih legura
Aluminij i njegove legure uglavnom se zavaruju postupcima elektrolučnog zavarivanja u za Navode se slijedeći :
− Pri upotrebi argona ili smješe argona i helija nije potrebna primjena praška (topitelja). To znatno pojednostavljuje operacije poslije zavarivanja, posebno za spojeve kod kojih postoji opasnost od korozije, koja može početi ako se ne uklone ostaci topitelja.Osim toga, pri zavarivanju varijantom MIG sa žičanom elektrodom na plus (+) polu, zahvaljujući katodnom raspršivanju (bombar - dovanju površine metala pozitivnim inima i izlasku elektrona iz obrazovane toplinske mrlje), dolazi do razaranja oksidne naslage, a pod zaštitom argona oksid aluminija se ne može ponovo obrazovati;
− zahvaljujući koncentrisanom dovođenju topline pri zaštiti pomoću argona, omogućuju se velike brzine zavarivanja;
− primjenom, zavarivanja u zaštiti argona (MIG varijanta) uža je zona utjecaja topline čime se omogućuje, i pored dvostruko veće vrijednosti koeficijenta toplinskog širenja aluminija u odnosu na čelik, svođenje deformacija na mini - mum;
− uža zona utjecaja topline dovodi do smanjenja oblasti u kojima, kao posljedica zagrijavanja, dolazi do smanjenja čvrstoće metala;
− kontrola rastopa za vrijeme zavarivanja pruža zavarivaču veliku sigurnost pri radu tako da on, poslije relativno kraćeg vremena obuke, može izvoditi kvali - tetne šavove.
Postupak zavarivanja metalnom žičanom elektrodom u zaštiti inertnog gasa (varijanta MIG) primjenjuje se uglavnom za debljine metala iznad 3 mm. Pri zavarivanju aluminija i njegovih legura debljina ispod 3 mm električni luk nije stabilan, naročito pri prenosu u mlazu na manjim vrijednostima jačine struje. Varijantom MIG može se zavarivati poluautomatski i automatski. Najpogodniji je horizontalni položaj zavarivanja, mada se zavarivanje može izvoditi vrlo uspješno i u prinudnim položajima.
Zavarivanje žičanim elektrodama prečnika ispod 1,2 (1,5) mm je otežano zbog nedovoljne čvrstoće aluminija. Stabilnost električnog luka, pri primjeni žičanih elektroda prethodno navedenih u mlazu, pri jačinama struje iznad 130 A, čime se omogućuje zavarivanje metala debljina iznad 4 (5) mm. Uobičajeni pre - čnik žičane elektrode je 1,6 mm. Žičanim elektrodama ovog prečnika omogućuje se dobro zavarivanje i u prinudnim položajima.
U normalnim uvjetima rada, za čiste aluminijske limove debljine do 10 mm i legure aluminija debljine do 15 mm ne treba primjenjivati predgrijavanje. Ovo ne treba uzeti kao pravilo jer primjena predgrijavanja zavisi još od niza utjecajnih faktora (toplinska provodljivost, spoljna temperatura, uvjeti zavarivanja i dr.).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 158
Zavarivanje varijantom MIG sa prenosom dodatnog metala u mlazu (MIGs) primjenjuje se na metale veće debljine. Preimućstvo ovog oblika prenosa dodatnog metala ogleda se u boljem miješanju rastopa, pa je manja vjerovatnoća dobijanja krupnih nemetalnih (oksidnih) uključaka u metalu šava. Kao problem se pojavljuje mogućnost obrazovanja pora. Međutim, poroznost u manjoj mjeri, najčešće, nije opasna, pošto se u, najgorem, slučaju može odraziti jedino na malo smanjenje mehaničkih osobina. Pri automatskom (MIGs) zavarivanju primjenjuju se podmetači sa odgovarajućim žljebom za oblikovanje korijene strane šava. Jedna od teškoća pri primjeni prenosa dodatnog metala u mlazu je otežano upravljanje procesom topljenja žičane elektrode, kao i teže obezbjeđenje sigurne zaštite zone zavarivanja od utjecaja vazduha.
Primjenom pulsirajućeg prenosa dodatnog metala (MIGp) proširuje se oblast primjene zavarivanj prinudnim položajima. Na slici 5.18. prikazana su područja struja zavarivanja pri primjeni pulsi - rajućeg (MIGp) i preno
Slika 5.18. Područja opterećenja raznih prečnika žičane elektrode pri MIGs i MIGp
zavarivanju aluminija U tabeli 5.8. dati su okvirni podaci za MIGs zavarivanje aluminija i njegovu legura
Tabela 5.8.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 159
Okvirni podaci za MIGs zavarivanje aluminija (Al 99,5; jednosmjerna struja; zaštita argonom)
Horizontalni položaj zavarivanja; Vertikalni (odozdo naviše) položaj zavarivanja; Nadglavni položaj zavarivanja; Za legure aluminijuma, kao ALMgSi i AlMg, struja zavarivanja iznosi 75 do 85%
od navedenih vrijednosti u tabeli; Navedene brzine zavarivanja odnose se na zavarivanje sučeljenih spojeva u
horizontalnom položaju. Pri zavarivanju u vertikalnom i nadglavnom položaju brzina zavarivanja je znatno manja. U ovim položajima zavarivanja potrebno je smanjiti jačinu struje i birati žičanu elektrodu manjeg prečnika.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 160
Pri zavarivanju aluminija i njegovih legura treba imati na umu slijedeće prak
− potrebno je prije zavarivanja ukloniti slojeve oksida sa površina stranica žli - jeba i sa ostalih površina u zoni zavarivanja. Prije polaganja svakog slijedećeg zavara neophodno je očistiti površinu prethodnog zavara;
− čišćenje treba izvoditi isključivo četkom od nehrđajućeg čelika, sa žicama malog prečnika, naročito u fazi zavarivanja, izuzev ako se dijelovi nagrizaju neposredno prije zavarivanja. Ako se dijelovi nagrizaju, oni se moraju naknad- no neutralisati (pasivizirati). Pri tome je potrebna konsultacija sa isporučiocem;
− na površinama radnog komada ne smiju se praviti duboki zarezi pri čišćenju, pošto oni mogu kasnije postati žarišta korozije;
− pri pripremi “I” spojeva (za debljine do 5 mm) ivice lima na korijenoj strani moraju biti malo oborene (1 mm/450
− pripoje treba izvoditi u propisanom redoslijedu i na propisanom rastojanju. Treba imati na umu visoku toplinsku provodljivost i veliki koeficijent toplinskog širenja aluminija i njegovih legura. Pripoji ne smiju biti suviše kratki jer treba da izdrže napone uslijed zavarivanja, a da se pri tome u njima ne pojave pukotine. Radi predostrožnosti, pripoje treba ukloniti brušenjem.
), pošto oksidni sloj u donjem dijelu čeonih strana nije obuhvaćen potpuno električnim lukom, pa ostaje kao jedan razdvojeni sloj u šavu. Obaranjem ivica sa korijene strane postiže se potiski - vanje ovog sloja na donju stranu šava, zahvaljujući propadanju tečnog metala rastopa;
5.4. ZAVARIVANJE MAGNEZIJUMA I NJEGOVIH LEGURA 5.4.1. Osobine magnezija i njegovih legura
Čisti magnezij zbog male korozione postojanosti i male čvrstoće (80⋅106 do 110⋅106 Pa, odnosno 80 do 110 N/mm2), kao i male plastičnosti, nije pogodan kao konstrukcioni metal za izradu zavarenih konstrukcija. Relativno mala čvrstoća i plastičnost čistog magnezija objašnjavaju se time što magnezij ima heksagonalnu rešetku koja, na normalnoj temperaturi, ima samo jednu ravan klizanja. Na tempe - raturi 200 do 300 0
Najčešće se koriste aluminij i cink kao legirajući elementi koji ojačavaju čvrsti rastvor legura magnezija. Međutim, njihovo ojačavajuće djelovanje ispoljava se do temperatura 150 (200)
C plastičnost magnezija se povećava uslijed pojave novih ravni klizanja.
U tehnici se kao konstrukcioni metali upotrebljavaju, uglavnom, legure magnezija, koje imaju veću čvrstoću, uz zadržavanje male mase, kojom se odlikuje magnezij. Kao osnovni legirajući elementi, za dobijanje legure magnezija koriste se mangan, aluminij, cink, cerij, i cirkonij.
Od svih konstrukcionih metala legure magnezija se odlikuju najmanjom zapreminskom masom (oko četiri puta manja nego u željeza, a oko jedan i po put manja nego u aluminija). Ovako mala zapreminska masa omogućuje primjenu ovih legura u konstrukcijama koje, iz tehnoloških razloga, treba da budu vrlo lahke. Zahvaljujući vrlo maloj zapreminskoj masi, specifični pokazatelji osobina mnogih legura sa osnovom magnezija, nadmašuju analogne pokazatelje osobina čelika povećane čvrstoće, aluminijskih legura velike čvrstoće, pa čak i nekih legura sa osnovom titana.
0C. Na ovim temperaturama vatrootporne osobine magnezija posebno povećavaju neodijum (Nd) i (u manjem iznosu) torijum (Th).
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 161
Ojačavajuće djelovanje torijuma ispoljava se u velikoj mjeri na temperaturama 250 do 300 0
− deformišuće, namijenjene za dobijanje proizvoda plastičnom deformacijom i
C. Povećana osjetljivost magnezija i njegovih legura prema koroziji u mnogim sredstvima objašnj najbolja metoda zaštite magnezija i njegovih legura od korozije. Vrlo efikasna mjera zaštite od korozije su kromne prevlake (na bazi soli kromne kiseline). Za zgušnjavanje oksidnih naslaga, u sastav legura magnezija često se uvode dodaci berilija. Pri kristalizaciji magnezij je sklon obrazovanju grube kristalne strukture. Za usitnjavanje zrna i p Analogno legurama aluminija, magnezijeve legure se mogu
− livene, namijenjene za dobijanje odlivaka. Prema utjecaju toplinske obrade legure magnezij
− ojačavajuće (povećavaju osobine čvrstoće pri toplinskoj obradi) i − neojačavajuće (ne povećavaju osobine čvrstoće pri toplinskoj obradi). U pogledu primjene, legure magnezija se mogu podijeliti u tri osnovne grupe :
− za opštu upotrebu; − legure velike čvrstoće i − vatrootporne Legure magnezija uglavnom, nalaze primjenu u avioindustriji, proizvodnji raketa,
brodogradnji, za izradu posuda za petrolej, mineralna ulja, foto kaseta itd. Prema sistemu legiranja može se izdvojiti nekoliko grupa deformišućih legura magnezija :
− legure tipa Mg - Mn, u kojima se mijenja sadržaj mangana, uz to se vrši dopunsko legiranje cerijem, u cilju usitnjenja strukture i povećanja mehaničkih osobina. Legure ovog tipa toplinski ne ojačavaju i relativno se dobro zavaruju;
− legure tipa Mg - Al - Zn, sa ograničenim sadržajem legirajućih elemenata. Pri ograničenom sadržaju legirajućih elemenata (npr. Do 8% Al), one ne ojačavaju toplinskom obradom;
− legure tipa Mg - Zn - Zr, u kojima cink ima ulogu elementa za ojačavanje, a cirkonij ulogu modifikatora. Ove legure ojačavaju toplinskom obradom (stare - nje na 160 do 170 0
U vatrootporne legure spadaju i legure tipa Mg - Th - Mn, Mg - Al - C Livene legure magnezija upotrebljavaju se, uglavnom, za dobijanje odliva- ka.
Ove legure imaju povećanu sklonost prema obrazovanju toplih pukotina u šavovima, prema pojavi pora, kao i pukotina uslijed skupljanja. Zavaruju se, uglavnom, u cilju otklanjanja grešaka livenja.
5.4.2. Zavarljivost magnezija i njegovih legura
C u trajanju 24 časa), odlikuju se velikom vatrootpornošću i lošom zavarljivošću.
Teškoće do kojih dolazi pri zavarivanju magnezija i njegovih legura pove -
zane su sa specifičnim osobinama istih i uglavnom se svode na slijedeće:
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 162
− magnezij posjeduje veliki afinitet prema kisiku. Kao rezultat toga pojavljuje se oksid MgO koji prekriva površinu metala u obliku naslage.Temperatura topljenja oksida magnezija je oko 2800 0C, a zapreminska masa oko 3650 kg/m3
Prije početka zavarivanja, potrebno je legure magnezija očistiti od sopstve- ne oksidne naslage i vještački nanijetih prevlaka, a nanijeti zaštitnu prevlaku na površine zavarenog spoja poslije zavarivanja.
Poslije mehaničkog čišćenja površina legura magnezija treba pristupiti odmah zavarivanju, jer u roku od 2 do 3 sahata dolazi do ponovne oksidacije, koja otežava zavarivanje i pogoršava kvalitet šava;
. Oksidna naslaga na površini legura magnezija otežava proces zava - rivanja zbog visoke temperature topljenja, pa zbog toga ona mora biti odstranjena ili razorena u procesu zavarivanja. Odstranjivanje se može vršiti mehaničkim putem prije početka zavarivanja, a za razaranje se može koristiti efekat katodnog raspršivanja ili odgovarajući topitelji. Sopstvena oksidna naslaga na površini legura magnezija slabo štiti metal od utjecaja atmosfere i vlage, čak i na sobnoj temperaturi. Prodirući kroz rastresitu naslagu, kisik neprekidno uzajamno djeluje sa unutrašnjim slojevima metala, te tako izaziva njegovu dalju oksidaciju. Pri povišenju temperature, oksidacija magnezija se naglo povećava, a to otežava proces zavarivanja. Oksidna naslaga na površini legura magnezija ima i sposobnost apsorbovanja velike količine vlage.
− pored kisika, u atmosferi oko rastopa mogu biti prisutni CO, CO2
Na temperaturama 600 do 700
, vodena para, azot i vodik. Magnezij reaguje sa svim tim gasovitim materijama, obrazuje karbide, nitride i okside.
0C i višim magnezij reaguje sa azotom i obrazuje nitrid Mg3N2. Nitridi, ne samo da služe kao žarišta korozije, već nepovoljno utječu i na mehaničke osobine legure magnezija, čiji šavovi inače imaju slabije osobine plastičnosti u odnosu na šavove legura aluminija.
Za razliku od drugih gasova, vodik se može rastvoriti u magneziju. Rastvorljivost vodika u magneziju u zavisnosti od temperature pri PH2 = 9,81 . 104
Slika 5.19. Promjena rastvorljivosti vodika u magneziju u zavisnosti
od temperature pri pH
Pa (1 at) prikazana je na slici 5.19.
2 = 9,81 . 104 Pa (1 at).
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 163
Zbog smanjenja rastvorljivosti vodika pri kristalizaciji postoji mogućnost njegovog izdvajanja u obliku mjehurova, što dovodi do obrazovanja pora. U slučaju zavarivanja, uz normalan spoljašnji pritisak, kritična koncentracija vodika koja može dovesti do obrazovanja pora iznosi ≥ 50 cm3/100 grama.
U prisustvu elemenata koji imaju veliki afinitet prema vodiku (npr. cirkonij), kritična koncentracija vodika u tečnom metalu može se povećati.
U realnim uvjetima zavarivanja, kritične vrijednosti koncentracije vodika i vlage u atmosferi zaštitnog plina, koje mogu izazvati poroznost pri zavarivanju legura magnezija, dosta su velike i praktično nedostižne.
Osnovni realni uzrok pojave poroznosti pri zavarivanju magnezijevih legura je vodik, obrazovan pri razlaganju ostataka vlage, sadržane u česticama oksidne naslage koje su pomiješane sa rastopom. Vodik se u ovom slučaju izdvaja u molekularnom obliku, mimoilazeći stadijum rastvaranja. Pored zaštite zone zavarivanja od vazduha, za spriječavanje pojave poroznosti potrebno je čišćenje oksidne naslage (da ne dospije u rastop) sa površina osnovnog i dodatnog metala, kao i pravilna obrada stranica žlijeba:
Sklonost prema obrazovanju toplih (kristalizacionih) pukotina. Magnezij i mnoge njegove legure (prvenstveno one koje ne sadrže modifikatore) pri krista - lizaciji obrazuju grubozrnastu strukturu. Osim toga, većina elemenata posjeduje ograničenu rastvorljivost u magneziju, pa zato obrazuju sa njim sisteme sa eutektikumom. Pri tome se uglavnom obrazuju lahkotopljivi eutektikumi kao što su: MgCu (Tt = 485 0C), MgAl (Tt = 436 0C) i Mg Ni (Tt = 508 0
− sklonost legura magnezija, naročito onih koje sadrže mangan, prema rastu zrna u zoni utjecaja topline. Zato treba izbjegavati veliko pregrijavanje metala (npr. Nagomilavanje šavova na jednom mjestu, višeslojno zavarivanje bez prekida za hlađenje itd.);
C). Ti lahkotopljivi eutektikumi, u obliku tankih neprekidnih međuslojeva po granicama zrna, često dovode do obrazovanja toplih (kristalizacionih) pukotina.
Kao tehnološka mjera predostrožnosti preporučuje se postavljanje odgova- rajućih podmetača na početku i kraju zavarenih spojeva za odvođenje topline, kao i izvođenje kraćih šavova i šavova manjeg poprečnog presjeka poslije izvođenja dugačkih šavova velikog poprečnog presjeka;
− veliki koeficijent toplinskog širenja magnezija dovodi do znatnih deformacija radnog komada, pa o tome treba voditi računa.
5.4.3. Specifičnosti tehnologije zavarivanja magnezija i njegovih legura Zavarivanje magnezija i njegovih legura uspješno se realizuje primjenom
varijante MIG, uz primjenu argona kao zaštitnog gasa, u prvom redu. Primjenom ove varijante isključuje se opasnost od pojave korozije spoja (ne primjenjuju se topitelji i nema obrazovanja troske), pa otpada neophodnost specijalne obrade zavarenih spojeva u cilju odstranjenja topitelja i troske kao uzročnika korozije. Zavarivanje metalnom žičanom elektrodom u zaštiti argana uglavnom se primje – njuje za debljine metala iznad 5 mm, pri čemu se veće debljine zavaruju primje - nom prenosa dodatnog metala. Varijanta MIG može se primjenjivati u poluauto - matskom i automatskom obliku. U oba slučaja zavaruje se primjenom jednosmjer - ne struje, sa žičanom elektrodom na plus (+) polu.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 164
Zahvaljujući dobrom miješanju rastopa, umanjuje se opasnost od pojav - ljivanja oksidnih uključaka u metalu šava.
Sučeljno, bez skošavanja stranica žlijeba, u jednom prolazu mogu se zava - rivati limovi debljine 5 do 10 mm.
Vrlo je perspektivna varijanta MIG sa pulsirajućim prenosom dodatnog metala (MIGp), pogotovo za zavarivanje manjih debljina i u težim položajevima zavarivanja.
Pri zavarivanju varijantom MIG potrebno je održavati što je moguće kraći električni luk, kako bi se obezbijedila sigurna zaštita zone zavarivanja i realizovale prednosti ove varijante (odstranjivanje oksidne, naslage efektom katodnog rasprši - vanja). U cilju smanjenja pregrijavanja, zavarivanje treba izvoditi sa povećanim brzinama.
Čvrstoća zavarenih spojeva, zavisno od kvaliteta zavarivanja, iznosi 60 do 90% čvrstoće osnovnog metala.
Varijanta MIG može se upotrebljavati i za popravljanje grešaka na odlivcima legura magnezija.
Za spriječavanje nastanka hladnih pukotina zavareni sklopovi se obično podvrgavaju žarenju na oko 250 0
Sa povećanjem temperature osobine čvrstoće i plastičnosti bakra mijenjaju se u dosta širokim granicama, što se vidi na slici 5.20.
C, u trajanju 0,5 do 1 sahat. Neposredno pred početak zavarivanja treba površine oko žljeba (u širini 30 mm)
očistiti mehanički (grebačem i četkama od nehrđajućeg čelika) ili hemijskim sredstvima od sopstvene oksidne naslage, vještački nanesenih prevlaka i nečistoća. Očišćene radne komade treba odmah zavarivati da ne bi došlo do ponovne oksida - cije. Ako dođe do ponovne oksidacije, postupak čišćenja treba ponoviti neposredno prije zavarivanja. Po završetku zavarivanja, potrebno je nanijeti zaštitnu prevlaku na površinu zavarenog spoja.
Osnovni i najpoželjniji tip spoja za zavarivanje legura megnezija je sučeljni spoj.
5.5. ZAVARIVANJE BAKRA I NJEGOVIH LEGURA
5.5.1. Osnovna znanja o osobinama bakra i njegovih legura Bakar i njegove legure spadaju u grupu teških metala. U tabeli 5.4. nave - dene su
najvažnije fizičke osobine čistog bakra. Čist bakar, zahvaljujući svojoj dobroj električnoj i toplinskoj provod - ljivosti,
kao i korozionoj postojanosti, zauzima značajno mjesto u elektrotehničkoj i hemijskoj industriji, a posebno u izradi pribora i alata. Dobro se obrađuje plastičnom deformacijom u hladnom i toplom stanju, a posjeduje i dovoljnu otpornost prema prelazu u krto stanje na niskim temperaturama. Zadržava visoke hemijske osobine u uvjetima niskih temperatura.
Sadržaj primjesa u najčistijem bakru iznosi do 0,01 %, a u bakru najmanje čistoće do 1 %. Kao primjese u bakru mogu biti: Bi, Sb, As, Fe, Ni, Pb, Sn, S, Zn, P, O.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 165
Slika 5.20. Promjena zatezne čvrstoće (σm
− mesinge;
), jediničnog izduženja (δ) i suženja (ψ) bakra u zavisnosti od temperature
Legure bakra, zahvaljujući boljim mehaničkim osobinama od čistog bakra, često
se primjenjuju u mašinogradnji. One posjeduju i otpornost prema habanju i koroziji (naročito u morskoj vodi). U zavisnosti od sadržaja legirajućih elemenat, mogu se podijeliti na:
− bronze i − bakar - nikal legure.
Mesinzi su legure bakra sa cinkom. Mogu se podijeliti u dvije grupe :
− jednofazni (prosti) i − višefazni (složeni)
Jednofazni mesing sadrži cink, kao legirajući dodatak, u sadržaju do 42%. Ima α strukturu, pa je poznat i kao α mesing. Zahvaljujući dobroj plastičnosti dobro se obrađuje plstičnom deformacijom u toplom i hladnom stanju.
Višefazni mesinzi, pored cinka, sadrže i druge legirajuće elemente (Al, Fe, Ni, Si). U njima sadržaj cinka iznosi iznad 42%. Struktura im je ( α + β ) i β, a posjeduju veću čvrstoću i tvrdoću u odnosu na α mesing.
Uopšte uzevši, mesinzi posjeduju veću čvrstoću u odnosu na čisti bakar ( σm se kreće do 500 . 106 Pa, odnosno 500 N/mm2
Osnovni metal
). Pri sadržaju cinka u leguri iznad 20%, pojavljuje se sklonost prema korozionom
razaranju i obrazovanju pukotina pri lokalnom zagrijavanju. Mesinzi se primjenjuju široko kao konstrukcioni metali tamo gdje se zahti- jeva
veća čvrstoća i veća koroziona postojanost u odnosu na čisti bakar. Bronze su legure sa osnovnom bakra u kojima se cink ne pojavljuje kao osnovni
legirajući elemenat, već kalaj, aluminij, silicij, mangan, berilij, hrom, željezo i drugi. Naziv dobijaju u zavisnosti od osnovnog legirajućeg elementa. Tako su široku primjenu našle kalajne (2 do 10% Sn), aluminijske (4 do 12% Al), silicijske (0,5 do 3,5% Si), manganske (4,5 do 5,5% Mn), berilijske (1,9 do 2,5% Be) i hromne bronze (0,4 do 1% Cr).
Bakar - nikal legure mogu da sadrže do 30 % Ni, a takođe i željezo i mangan. Legura bakra i nikla, sa sadržajem 30% Ni, poznata je kao monel. Bakar - nikal legure odlikuju se, uglavnom, velikom čvrstoćom i korozionom postojanošću. Široko se primjenjuju kao konstrukcioni metali za izradu cjevovoda i posuda za rad u agresivnim sredinama (morska voda, rastvori soli, organske kisjeline).
U tabeli 5.9. date su vrijednosti zatezne čvrstoće za bakar i neke njegove legure. Podaci su uzeti iz DIN normi.
Tabela 5.9. Bakar i njegove legure (prema DIN normama)
Oznaka Zatezna čvrstoća Pa ( N/mm2 )
Dezoksidisani bakar ( DIN 1787 )
SD – Cu SF – Cu SE – Cu
( 200 do 370 ) ⋅ 106 200 do 370

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 166
Silicijska bronza ( 2 do 5 % Si ) ( DIN 17666 ) CuSi3Mn ( 350 do 600 ) ⋅ 106
350 do 600
Aluminijska bronza ( 5 do 14 % Al ) ( DIN 17665 )
AlBz5(CuAl5) ( 320 do 450 ) ⋅ 106
320 do 450
AlBz8(CuAl8) ( 350 do 550 ) ⋅ 106 350 do 550
Kalajna bronza ( do 2 % Sn ) ( DIN 17662 )
SnBz6(CuSn6) ( 360 do 650 ) ⋅ 106 360 do 650
SnBz8(CuSn8) ( 400 do 700 ) ⋅ 106 400 do 700
Mesing ( 5 do 45 % Zn ) ( DIN 17660 ) Ms58(CuZn39Pb3) ( 370 do 680 ) ⋅ 106
370 do 680 Bakar–nikal legure ( 5 do 40 % Ni ) ( DIN 17664 ) CuNi30Fe ( 350 do 480 ) ⋅ 106
350 do 480 Za zavarivanje u zaštiti gasa koristi se uglavnom dezoksidisani bakar. Bakar kvaliteta SECu ugla Od legura bakra u zaštiti gasa uglavnom se zavaruju one navedne u tabeli 5.9.
kod kojih su od posebnog značaja velika čvrstoća, postojanost prema koroziji i habanju.
Nečistoće i neznatni dodaci primjesa znatno mogu izmijeniti osobine bakra i njegovih legura. Pri povećanju sadržaja nečistoća opadaju toplinska i električna provodljivost, kao i istezanje, a čvrstoća se povećava.
5.5.2. Zavarljivost bakra i njegovih legura Složeni sastav legura sa osnovnom bakra prouzrokuje određene teškoće pri
zavarivanju istih. Pri ocjeni zavarljivosti bakra i njegovih legura, neophodno je uzimati u obzir
razliku ovih metala od veličine drugih konstrukcionih metala (čelika, aluminija, titana i dr.). Tako, npr. Bakar ima 6 puta veću toplinsku provodljivost od željeza, koeficijent toplinskog širenja 1,5 puta veći od čelika, a skupljanje pri očvršćavanju 2 puta veće nego kod čelika. Sve ovo stvara velike teškoće pri zavarivanju radnih komada od bakra i njegovih legura.
Pri zavarivanju bakra i njegovih legura treba voditi računa o slijedećim spe
− brza oksidacija metala u rastopljenom stanju. Kisik se slabo rastvara u čvrstom bakru. Pri povišenju temperature, bakar se aktivno oksidiše, obrazujući pri tome oksid Cu2
Pri očvršćavanju oksid bakra obrazujue sa bakrom lahkotopljivi eutekti - kum Cu - Cu
O. Ovaj oksid se rastvara u tečnom metalu, a u čvrstom metalu vrlo ograničeno.
2O (temperatura topljenja 1064 0C), koji se raspoređuje po grani - cama zrna, smanjujući plastičnost metala, što može dovesti do obrazovanja toplih (kristalizacionih) pukotina. Pored toga, on može biti i uzročnik smanje - nja korozione otpornosti bakra. Mala koncentracija kisika već utječe na sniže - nje temperature topljenja bakra, a pri sadržaju kisika od 0,38% (što odgovara 3,4% Cu2O) obrazuje se lahkotopljivi eutektikum. Shodno prethodnom, a usli -

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 167
jed vremenske ograničenosti mogućnosti metalurške obrade metala rastopa (kratko vrijeme boravka u rastopljenom stanju zbog velike toplinske provod - ljivosti bakra), neophodno je uvođenje jakih dezoksidanata (fosfora, mangana, silicija i dr.), uz ograničenje sadržaja kisika do 0,03 %. U naročito odgovornim konstrukcijama (npr. Brodski cjevovodi, posude itd.), sadržaj kisika se ne dozvoljava iznad 0,01 %. Potrebno je imati na umu da se pri primjeni fosfora, u cilju dezoksidacije, njegov sadržaj mora ograničavati, pošto on takođe obrazuje lahkotopljive eutektikume.
Dezoksidant, učestvujući u metalurškom procesu zavarivanja, pored dezoksidacije, istovremeno legira metal, pa to može smanjiti korozionu posto - janost i električnu provodljivost metala:
- prisustvo određenih primjesa pogoduje sklonosti metala šavova prema obrazo - vanju pukotina. Kao opasne primjese u tom pogledu smatraju se bizmut i olovo. Bizmut, obrazujući niz oksida, daje lahkotopljivi eutektikum (Tt = 270 0C), a olovo, obrazujući takođe okside, daje lahkotopljivi eutektikum sa temperaturom topljenja 326 0
Pri zavarivanju aluminijskih bronzi lahko se obrazuje teškotopljivi oksid Al
C. Zato se sadržaj bizmuta ograničava ispod 0,002%, a olova ispod 0,005%, ili se oni vezuju u teškotopljiva jedinjenja pomoću uvođenja u rastop cerija i cirkonija, koji istovremeno imaju ulogu modifikatora.
2O3
- bakar i njegove legure u rastopljenom stanju aktivno apsorbuju gasove, naro - čito kisik i vodik, koji štetno utječu na tehnološke osobine i osobine čvrstoće. U čvrstom stanju bakar neznatno rastvara vodik. Na slici 5.21. prikazana je promjena rastvorljivosti vodika u bakru sa temperaturom.
koji prlja rastop, pogoršava topljenje metala i osobine zavarenog spoja. Za njegovo razaranje primjenjuju se topitelji na bazi fluorida, alkalnih i drugih metala;
Slika 5.21. Promjena rastvorivosti vodika u bakru sa temperaturom
pri pH2 = 9,81 . 104 Pa (1 at) Pri kristalizaciji metala rastopa, koja se odigrava vrlo brzo, zbog velike toplinske
provodljivosti bakra, dolazi do naglog smanjenja rastvorljivosti vodika u metalu, pa atomarni vodik ne uspijeva da napusti metal. Oksid bakra se redukuje pomoću vodika, pri tome se obrazuje vodena para, pa to dovodi do pojave pora i pukotina u šavu. Dakle, kao uzročnici poroznosti mogu biti vodik, koji nije uspio da se izdvoji iz metala rastopa pri kristalizaciji, i vodena para, koja se pojavljuje kao rezultat reakcije vodika sa kisikom iz oksida bakra (Cu2
Nagomilana vodena para u mikrošupljinama metala šava stvara pritisak, što dovodi do značajnih naprezanja i obrazovanja velikog broja mikropukotina. Ta pojava je poznata kao vodena bolest bakra. Kao mjera za spriječavanje vodene
O).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 168
bolesti bakra koristi se smanjenje količine vodika u zoni zavarivanja (primjena suhih zaštitnih gasova).
Bakar i njegove legure u tečnom stanju mogu reagovati i sa ugljenmono - ksidom (CO) i sa ugljendioksidom (CO2
- pri zavarivanju bakra i njegovih legura dolazi do obrazovanja toplih (kristaliza- cionih) pukotina. To je preuzrokovano velikim koeficijentom toplinskog šire - nja, provodljivošću, kao i prisustvom štetnih primjesa (kisika, antimona, bizmuta, arsena, sumpora, olova), koje sa bakrom obrazuju lahkotopljive eute - ktikume. Za obezbjeđenje odgovarajućih osobina čvrstoće metala šava potre - bno je ograničiti sadržaj štetnih primjesa;
), pri čemu može dolaziti do dezoksidacije bakra, što takođe pogoduje obrazovanju pora.
Afinitet bakra prema azotu je vrlo mali. Azot je nerastvorljiv u bakru, pa se on ne pojavljuje kao uzročnik poroznosti, te se može koristiti kao zaštitni gas pri zavarivanju bakra.
U pogledu otpornosti prema pojavi pora prednost se daje jednostranim sučeljenim spojevima sa potpunim provarivanjem, dok je zavarivanje unakrsnih i preklopnih spojeva znatno otežano zbog pojave pora.
Pojava pora i mikoropukotina može biti povezana sa pojavama skupljanja u procesu kristalizacije
- u šavovima bakra i njegovih legura dolazi do obrazovanja krupnozrnaste strukture. To je povezano sa dobrom toplinskom provodljivošću bakra i njego - vih legura, što potpomaže intezivno provođenje topline od šava u osnovni metal. Pri tome dolazi do stvaranja povoljnih uvjeta za usmjerenu kristalizaciju od zone stapanja prema sredini rastopa. Pošto se ne obrazuju novi centri kristalizacije, u šavu se obrazuje zona sa kristalima selektivne orijentacije. Kristali se izdužuju i obrazuju stubičastu strukturu u šavu;
− dobra toplinska provodljivost bakra otežava lokalno zagrijavanje, pa su za zavarivanje potrebni jaki, sa koncentrisanim dovođenje, izvori topline. Usitnje- ne krupnozrnaste strukture metala šava, pri zavarivanju višeslojnih šavova, moguće je iskivanjem svakog prethodno položenog zavara dok se nalazi na temperaturi iznad 600 0
− veliki koeficijent toplinskog širenja bakra i njegovih legura zahtijeva primjenu dopunskih mjera u cilju smanjenja deformacija zavarene konstrukcije;
C;
− izražena tečljivost bakra i njegovih legura u rastopljenom stanju (naročito bronze) otežava njihovo zavarivnje u vertikalnom, a posebno u nadglavnom položaju. Za obrazovanje korijenog zavara bez grešaka neophodna je primjena podložnih ploča (podmetača) od grafita;
− pri zavarivanju mesinga pojavljuju se posebne teškoće. U procesu zavarivanja cink jako isparava i sagorijeva (temperatura ključanja cinka je 907 0C, što je znatno ispod temperature topljenja bakra), pa to smanjuje njegov sadržaj u metalu šava i pogoršava kvalitet šava (pojavljuje se poroznost, smanjuje se čvrstoća). Pri tome se zagađuje i okolna atmosfera parama cinka i njegovih legura, koje su štetne po zdravlje zavarivača. Ova teškoća može se donekle ublažiti predgrijavanjem radnog komada u intervalu temperatura od 300 do 350 0C i povećanjem brzine zavarivanja, čime se umanjuje realizovanje tečnog metala i isparavanja cinka. Predgrijavanje je neophodno samo pri zavarivanju

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 169
mesinga debljine iznad 10 mm i pri zavarivanju dijelova koji se jako razlikuju po debljini (u ovom slučaju se predgrijava dio veće debljine).
5.5.3. Specifičnosti tehnologije zavarivanja bakra i njegovih legura
Odabrani postupak zavarivanja treba da omogući maksimalno koncentri - sano zagrijavanje radn sa dobrim osobinama (mehaničkim, korozio - nim itd).
Ona obezbjeđuje dobijanje metala šava sa minimalnom količinom štetnih primjesa. Koriste se izvori jednosmjerne struje, sa žičanom elektrodom na plus (+) polu.
Zavarivanje varijantom MIG sa prenosom dodatnog metala u mlazu (MIGs) je pogodno za radne komade većih debljina (iznad 4 mm), a primjenjuje se vrlo uspješno i pri zavarivanju sučeljenih spojeva u kombinaciji sa TIG postup - kom. Postupkom TIG se izvodi korijeni zavar, a pomoću MIGs zavari popune. Varijanta MIGs je pogodna za izvođenje i ugaonih šavova bakra i njegovih legura. Takođe se uspješno primjenjuje pri zavarivanju bakarnih polucijevi na rezervoare ili dna rezervoara.
Zavarivanje varijantom MIG sa pulsirajućim prenosom dodatnog metala (MIGp) vrlo se uspješno primjenjuje umjesto TIG postupka zavarivanja bakra i njegovih legura. Odlikuje se većim brzinama zavarivanja, a i mogućnošću primjene u prinudnim položajima zavarivanja.
Metal debljine do 5 mm zavaruje se sa predgrijavanjem do 350 0C, a sa povećanjem debljine temperatura predgrijavanja se povećava na 600 do 800 0C. Vrlo je važno temperaturu predgrijavanja održavati u toku čitavog procesa zavarivanja, što se postiže dodatnim zagrijavanjem radnog komada.
U nizu slučajeva, naročito pri zavarivanju u zaštiti azota, primjenjuju se topitelji na bazi bora, sa dodacima odgovarajućih dezoksidatora (aluminijumov prašak, ferofosfor, feromangan i dr.), čime se poboljšava kvalitet šava.
Stranice žljeba i površinu žičane elektrode treba temeljno očistiti prije zavarivanja. Čišćenje se izvodi mehaničkim putem (metalna četka, grebač, brusni papir i dr.) i nagrizanjem odgovarajućim sredstvom (rastvori azotne, sone i sum - porne kisjeline), a zatim se vrši ispiranje u vodi ili alkaliji sa sušenjem u toplom vazduhu.
Pri zavarivanju bakra i njegovih legura, naročito pri prenosu dodatnog metala u mlazu (MIGs), koji se primjenjuje za debele limove, dolazi do razvijanja metalnih para, od kojih treba zaštiti zavarivača (prema potrebi treba da koristi i gas masku).
Za zaštitu se najčešće koristi argon (čistoće 99,96 do 99,99% Ar), dok je upotreba helijuma ograničena zbog deficitarnosti i visoke cijene.
Kao zaštitni gas može se koristiti i azot (sa dopunskim njegovim sušenjem i prečišćavanjem silikagelom), zahvaljući tome što se azot ne rastvara u bakru i ne stupa sa njim u reakciju. Upotrebom azota postiže se, pored ekonomskog efekta (velika razlika u cijeni u odnosu na argon i helij), još jedan značajan efekat, u suštini ekonomskog karaktera.
Cjelishodna je upotreba smješe sa 70 do 80% Ar i 20 do 30% N2 radi uštede argona ipovećanja produktivnosti (povećava se dubina uvarivanja).
Moguće je zavarivanje bakra i u zaštiti vodika. Uređaji i oprema za zavarivanje bakra i njegovih legura su isti kao i za
zavarivanje drugih metala.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 170
Preporučuje se upotreba prečnika žičane elektrode od 1,6 mm i zavarivanje u nagnutom položaju pod uglom od 450
Osnovni metal
kako bi se smanjila opasnost od nastajanja “ulegnutih” šavova.
U tabeli 5.10. dati su okvirni podaci za zavarivanje bakra i njegovih legura varijantom MIG sa prenosom dodatnog metala u mlazu (MIGs).
Tabela 5.10. Okvirni podaci za MIGs zavarivanje bakra i njegovih legura
Debljina osnovnog
metala ( mm )
Prečnik žičane
elektrode ( mm )
Jačina struje
zavarivanja ( A )
Potrošnja čistog
argona ( l/min )
Napomena
SD – Cu Čisti bakar SF - Cu
≤ 6 1.6 250 do 300 18 do 20 Zavariv i sa prečnikom 2,4 mm 6 do 10 1.6 250 do 300 18 do 20
10 do 20 2.4 380 do 420 18 do 20 Predgrijavanje na 300 do 600 oC 10 2.4 400 do 420 18 do 20
Aluminijske bronze CuAl5 i CuAl8
≤ 6 1.6 225 do 270 18 do 20 6 do 10 1.6 225 do 270 18 do 20
Kalajne bronze CuSn4 i CuSn8
≤ 6 1.2 200 do 210 18 do 20 6 do 10 1.6 210 do 240 18 do 20
Legure bakar – nikl CuNi5Fe i CuNi30Fe
≤ 6 1.2 190 do 210 18 do 20 Ne zavarivati suviše pregrijan radni komad
6 do 12 1.6 210 do 300 18 do 20 > 12 1.6 210 do 300 18 do 20
Legure bakar – cink CuZn40 i CuZn39Pb
≤ 6 1.2 200 do 210 18 do 20 12 do 30 1.6 210 do 240 18 do 20
Silicijska bronza CuSi2Mn
≤ 6 1.6 280 do 320 18 do 20 6 do 12 1.6 300 do 350 18 do 20
20 1.6 320 do 360 18 do 20 2.4 400 do 460 18 do 20
5.6. PRIMJER ZAVARIVANJA CIJEVI OD BAKARNIH LEGURA
Cijevni sklop primarnog dijela izmjenjivača sastavljen je od 502 cijevi dimenzija
φ22 / φ19 x 6200 mm (debljina stijenke 1,5 mm) u kvaliteti Č.1212. Zbog nedostatka projektom predviđenih cijevi, ugrađene su mesingane
cijevi dimenzija φ20 / φ17,5 x 6180 mm. Pošto ni mesingane cijevi nisu imale potrebnu dužinu, iste su nastavljene plinskim zavarivanjen kao što je prikazano na slici 5.22.
Nastavljanje mesinganih cijevi zavarivanjem
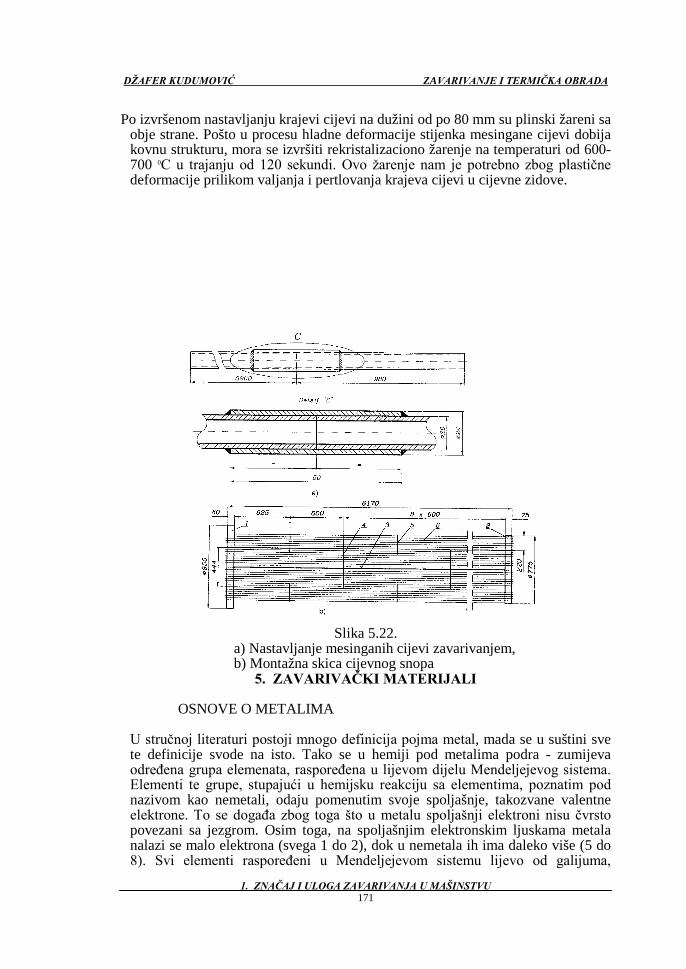
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 171
Po izvršenom nastavljanju krajevi cijevi na dužini od po 80 mm su plinski žareni sa obje strane. Pošto u procesu hladne deformacije stijenka mesingane cijevi dobija kovnu strukturu, mora se izvršiti rekristalizaciono žarenje na temperaturi od 600-700 0
Slika 5.22. a) Nastavljanje mesinganih cijevi zavarivanjem, b) Montažna skica cijevnog snopa
5. ZAVARIVAČKI MATERIJALI
OSNOVE O METALIMA
C u trajanju od 120 sekundi. Ovo žarenje nam je potrebno zbog plastične deformacije prilikom valjanja i pertlovanja krajeva cijevi u cijevne zidove.
U stručnoj literaturi postoji mnogo definicija pojma metal, mada se u suštini sve te definicije svode na isto. Tako se u hemiji pod metalima podra - zumijeva određena grupa elemenata, raspoređena u lijevom dijelu Mendeljejevog sistema. Elementi te grupe, stupajući u hemijsku reakciju sa elementima, poznatim pod nazivom kao nemetali, odaju pomenutim svoje spoljašnje, takozvane valentne elektrone. To se događa zbog toga što u metalu spoljašnji elektroni nisu čvrsto povezani sa jezgrom. Osim toga, na spoljašnjim elektronskim ljuskama metala nalazi se malo elektrona (svega 1 do 2), dok u nemetala ih ima daleko više (5 do 8). Svi elementi raspoređeni u Mendeljejevom sistemu lijevo od galijuma,

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 172
indijuma i talijuma su metali, a oni, raspoređeni desno od arsena, antimona i bizmuta su nemetali.
Elementi raspoređeni u prelaznim grupama mogu pripadati metalima (olovo, kalaj, antimon, indij, talij, bizmut), nemetalima (ugljik, azot, fosfor, arsen, kisik, sumpor), ili zauzimati središnji (prelazni) položaj (galij, silicij, germanij, selen, telur).
U tehnici se pod metalom podrazumijevaju materije koje posjeduju karak - terističan metalni sjaj, u određenoj mjeri prisutan kod svih metala, i plastičnost. Prema tom obilježju metali se lahko razlikuju od nemetala, npr. Drveta, kamena, stakla ili porculana.
V.M. Lomonosov je definirao metale kao svijetla tijela, koja je moguće kovati. Tim osobinama raspolažu ne samo čisti elementi (npr. željezo, bakar, aluminijum i dr.), već i složenije materije, u čiji sastav može ulaziti više metala, često sa primjesama znatnih količina nemetala. Takve supstance nose naziv metal - ne legure.
Prema tome, u širem tumačenju, metalne legure se mogu takođe nazvati metalima.Osim metalnog sjaja i plastičnosti, svi metali posjeduju visoku električnu i toplinsku provodljivost.
Na osnovu prethodno izloženog, može se zaključiti da postoji određena razlika u shvatanjima metala kao čistog hemijskog elementa i metala kao supstan - ce, ali i jedna i druga definicija uslovljene su specifičnostima unutrašnje građe atoma metalnih supstanci, koja je ista u čistim metalima i njihovim legurama.
Specifičnost građe metalnih supstanci sastoji se u tome, da su sve one, uglavnom, sastavljene od takvih atoma, u kojima su spoljašnji elektroni slabo povezani sa jezgrom. To uslovljava i posebni karakter hemijskog uzajamnog djelo- vanja atoma metala, kao i metalne osobine. Elektroni imaju negativno punjenje, pa je dovoljno da se stvori mala razlika potencijala da bi došlo do premještanja elektrona u smjeru prema pozitivno napunjenom polu. Tako se obrazuje električna struja. Zbog toga se metali pojavljuju kao dobri provodnici električne struje, a nemetali kao loši.
Karakteristična električna osobina metala je i ta, što sa povećanjem tempe - rature kod svih (bez izuzetaka) električna provodljivost se umanjuje.
Pri hemijskom uzajamnom djelovanju između metala i nemetala spoljašnji elektroni atoma metala prelaze prema atomima nemetala. Atom metala se pri tome preobražava u pozitivni jon, a atom nemetala u negativni jon.
Prema tome, slaba veza spoljašnjih elektrona sa jezgrom uslovljava hemij - ske i fizičke osobine metala.
Na osnovu prethodno pobrojanih specifičnosti metala i njihovih legura, može se zaključiti da isti imaju karakterističnu kristalnu strukturu. U određenim mjestima kristalne rešetke raspoređuju se pozitivno napunjeni joni, a spoljašnji slobodni elektroni obrazuju lahko tečljivu tečnost (elektronski gas), koja se kreće u svim pravcima bez određenog reda. Pri određenim uvjetima, npr., pri stvaranju razlike potencijala, kretanje elektrona dobija određeni smjer i pojavljuje se elektri - čna struja.
U teoriji metalnog stanja metal se razmatra kao supstanca, sastavljena od pozitivno napunjenih jona, okruženih negativno napunjenim česticama-elektroni - ma, slabo povezanim sa jezgrom. Ti elektroni se neprekidno premještaju unutra metala i ne pripadaju ni jednom atomu, već cjelokupnosti atoma.
Na taj način, kao karakteristična specifičnost kristalne strukture metala pojavljuje se prisustvo elektronskog gasa unutra metala, slabo povezanog s poziti - vno

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 173
napunjenim jonima. Lahko premještanje tih elektrona unutra metala i slaba njihova veza sa atomima daju metalima određene metalne osobine (visoka elektri - čna i toplinska provodljivost, metalni sjaj, plastičnost i dr.).
PODJELA METALA
Metali se međusobno razlikuju prema strukturi i osobinama. Pored toga, metale je
moguće po određenim obilježjima objediniti u grupe (tabela 5.1.).
Tabela 5.1. Podjela metala Napominje se da se data podjela (prema A.P. Guljaevu) ne slaže sa uobičajenom,
prema kojoj se pod crnim metalima podrazumijevaju željezo i njegove legure, a pod obojenim svi ostali metali.
Shodno podjeli po A.P. Guljaevu, svi metali se mogu podijeliti na dvije Crni metali imaju tamnosivu boju, veliku zapreminsku masu (osim alkal -
nozemnih), visoku temperaturu topljenja, relativno visoku tvrdoću i, u mnogim slučajevima, posjeduju polimorfizam. Kao najtipičniji metal te grupe pojavljuje se željezo.
Obojeni metali, prije svega, imaju karakterističnu boju: crvenu, žutu, bijelu. Posjeduju veliku pla Crni metali se sa svoje strane mogu podijeliti na s 6. Željezni metali, gdje spadaju željezo, kobalt, nikal (takozvani feromagnetici) i
mangan, koji je blizak prethodnim po osobinama. Kobalt, nikal i mangan se
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 174
često primjenjuju kao dodaci legurama željeza, a takođe u ulozi osnove za odgovarajuće legure, slične po osobinama visokolegiranim čelicima.
7. Teško topljivi metali, čija je temperatura topljenja viša nego željeza tj. iznad 1539 0
8. Uranovi metali (aktinoidi) prvenstveno se primjenjuju u legurama za atomsku energetiku.
C), primjenjuju se kao dodaci legiranim čelicima, a takođe u ulozi osnove za odgovarajuće legure.
9. Rijetko zemni metali obuhvataju lantan, cerij, neodij, prazeodij i dr., objedi - njene pod nazivom lantanoida, i, sa njima po osobinama, intrij i skandij. Ti metali imaju vrlo bliske hemijske osobine, ali dosta različite fizičke (tempera - tura taljenja i dr.). Oni se primjenjuju kao dodaci legurama drugih elemenata. U prirodnim uvjetima susreću se zajedno i, zbog teškoća razdvajanja na zaseb - ne elemente, za dodavanje se obično koristi legura koja sadrži 40 do 45% cerija i 45 do 50% svih drugih rijetkozemnih elemenata.
10. Alkalno zemni metali u slobodnom metalnom stanju se ne primjenjuju, izuzev u specijalnim slučajevima (npr., u ulozi toplonoša u atomskim reaktorima).
Obojeni metali se dijele na: 4. Lahki metali (berilij, magnezij, aluminij), koji posjeduju malu zapreminsku
masu. 5. Plemeniti metali, u koje spadaju: srebro, zlato i metali platinske grupe (platina,
paladij, iridij, radij, osmij i rutenij). U njih može da spada i “poluplemeniti” bakar. Posjeduju visoku otpornost prema koroziji.
6. Lahko topljivi metali obuhvataju: cink, kadmij, živu, olovo, kalaj, bizmut, talij, antimon i elemente sa oslabljenim metalnim osobinama (galij, germanij).
Primjena metala određena je njihovom rasprostranjenošću u prirodi, a sa istorijskog aspekta razvojem tehnike.
U stvarnosti, glavni udio po proizvodnji i primjeni ima željezo legure čelika. To je povezano sa nizom razloga: mala cijena, najbolje mehaničke osobine, mogućnost masovne proizvodnje i velika rasprostranjenost njegovih ruda u prirodi.
Bez obezbjeđenja čelika u potrebnoj količini ne može se razvijati ni jedna industrijska grana. Zato se obim proizvodnje čelika uzima kao važan pokazatelj tehničke i ekonomske moći zemlje.
5.1. ŽELJEZO
Željezo i legure na njegovoj osnovi, a među njima i čelik, odlikuju se kristalnom
strukturom, koja se karakteriše određenim, zakonskim rasporedom atoma u porastu. Kristalna struktura se može predstaviti u obliku prostorne rešetke, u čijim čvorovima su raspoređeni atomi. Ustvari, u čvorovima kristalne rešetke nijesu raspoređeni atomi, već pozitivno naelektrisani joni, a između njih se kreću slobodni elektroni. Međutim, uobičajeno je da se govori da se u čvorovima kristalne rešetke nalaze atomi. Svaki atom (jon) ima isti broj susjednih atoma, koji su raspoređeni na podjednakom rastojanju od njega.
Obično željezo, kao i svaki drugi metal, nikada nije apsolutno čisto, već uvijek sadrži primjese. Danas se najčešće koristi takozvano tehničko željezo, koje se proizvodi u velikim količinama u martinovskim pećima. Ono sadrži približno 99,8 do 99,9% željeza i 0,1 do 0,2% primjesa, kojih može da bude desetak i više

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 175
elemenata. U stotim dijelovima procenta, u njemu se nalaze ugljik (približno 0,02%) i bakar (približno 0,1%), a ostali elementi u hiljaditim i desetohiljaditim dijelovima procenta.
U nastavku se navode određeni podaci za željezo tehničke čistoće. Osobine željeza, a takođe i drugih metala visoke čistoće, mogu se bitno razlikovati od metala obične ili visoke tehničke čistoće.
Temperatura topljenja željeza je 1539 0C (+5 0C). Za razliku od mnogih drugih metala, željezo se u čvrstom stanju može nalaziti u
obliku dvije alotropske modifikacije:
Kristalna rešetka α željeza je kubna prostorno centrirana, a γ željeza kubična površinski centrirana. Pri temperaturi ispod 911 0C i od 1392 do 1539 0C željezo se javlja kao α, a u intervalu od 911 do 1392 0C kao γ. Pri zagrijavanju na 911 0C dolazi do α → γ preobražaja, a na 1392 0C do γ → α preobražaja. Tempera- ture faznih preobražaja određene su na vrlo čistom željezu, pa je u praksi dozvo - ljeno da se za tehničko željezo koriste zaokružene vrijednosti 1535, 1400, 910 0C umjesto 1539, 1392, 911 0
Osobine
C. Visokotemperaturna modifikacija željeza (poznata kao δ željezo) ne pred - stavlja
novi alotropski oblik. Postojanje nekog metala (materije) u više kristalnih oblika poznato je kao
polimorfizam ili alotropija. Različiti kristalni oblici određene materije nazivaju se polimorfnim ili alotropskim modifikacijama.
Mehaničke osobine tehničkog željeza karakterišu se slijedećim vrijedno – stima dati Tabela 5.2. Mehaničke osobine tehničkog željeza
Vrijednosti Zatezna čvrstoća 250⋅106 Pa (25 dN/mm2); Granica tečenja (razvlačenja) 120⋅106 Pa (12 dN/mm2); Izduženje 50 % Sušenje 85% Tvrdoća 80 HB
Navedeni pokazatelji mogu se mijenjati u određenim granicama, pošto osobine željeza zavise od niza faktora (npr. Povećanje dimenzija zrna smanjuje tvrdoću).
Na 768 0C željezo doživljava magnetni preobražaj. Iznad 768 0
U čisto geometrijskim rasuđivanjima, smatra se da α željezo ne rastvara a γ željezo rastvara ugljik. Međutim, u stvarnosti α željezo rastvara ugljik u vrlo
C željezo postaje nemagnetično.
Željezo obrazuje sa mnogim elementima rastvore. Sa metalima obrazuje supstitucijske, a sa ugljikom, azotom i vodikom interstikcijske rastvore.
Posebno je važno obrazovanje rastvora ugljika u željezu. Rastvorivost ugljika u željezu. Rastvorivost ugljika u željezu bitno zavisi od toga u kakvom kristalnom obliku se nalazi željezo. Rastvorivost ugljika u α željezu je neznatna (manje od 0.02%) i sto puta veća (do 2%) u γ željezu.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 176
maloj količini. Prema podacima različitih naučnika, vrijednost maksimalne rastvorivosti ugljika u α željezu se razlikuje. Najčešće pominjana vrijednost je 0.02%, pa se ona najčešće u razmatranjima i usvaja kao maksimalna vrijednost rastvorivosti ugljika u α željezu.
Čvrsti rastvor ugljika i drugih elemenata u α željzu naziva se ferit, a u γ željezu austenit.
Definicija ferita kao čvrstog rastvora ugljika u α željezu opravdana je samo pri razmatranju dijagrama stanja Fe-C. Čistije željezo, koje sadrži tragove ugljika, a takođe i različite legure željeza bez ugljika, sa kubnom prostornom rešet- kom, ima takođe strukturu ferita.
Kristalna struktura austenita može se predstaviti kao površinski centrirana kubna rešetka, koja se sastoji od atoma željeza, a u koju su uvedeni atomi ugljika manjeg prečnika.
Parametar rešetke α željeza, bez ugljika, na sobnoj temperaturi jednak je 2,86 , a γ željeza 3.56 . Posljednja veličina je uslovna, pošto γ željezo bez ugljika na sobnoj temperaturi ne postoji.
Ugljik se u austenitu nalazi u obliku jona. Hemijsko jedinjenje ugljika sa željezom (kabrid željeza Fe3C) naziva se cementit.
Pošto je rastvorivost ugljika u α željezu mala, to, pri normalnim temperaturama, u većini slučajeva u strukturu čelika se uvode visokougljične faze u obliku cementita ili drugog karbida.
Temperatura topljenja cementita je oko 1250 0C. Cementit ne doživljava alotropske preobražaje, ali pri niskim temperaturama on je slabo feromagnetičan. Magnetne osobine gubi na 217 0
e) Stalne ili uobičajene primjese.
C. Odlikuje se velikom tvrdoćom (> 800 HB, lahko grebe staklo), ali vrlo malom, praktično nultom, plastičnošću. Te su osobine, vjerovatno, posljedica složene građe kristalne rešetke cementita.
Cementit može da obrazuje supstitucijske čvrste rastvore. Atomi ugljika mogu se zamijeniti atomima nemetala (azot, kisik), a atomi željeza drugim meta - lima (mangan, hrom, volfram i dr.). Takav čvrsti rastvor, sa osnovom rešetke cementita, naziva se legirani cementit.
Cementit je nepostojano jedinjenje i pri određenim uvjetima se raspada sa obrazovanjem slobodnog ugljika u obliku grafita. Taj proces ima praktični značaj kod livenog gvožđa.
5.1.1. Čelik
Opšti podaci Čelik je legura željeza (Fe) sa sadržajem ugljika (C) do 1,7% (masenih), mada
ima literaturnih podataka da se taj sadržaj kreće i do 2%. Pored željeza, kao osnove, i ugljika, koji se uvodi namjerno, jer jako utiče na osobine čelika, čak i pri neznatnoj promjeni njegovog sadržaja, u čeliku se nalazi mnogo drugih elemenata. Njihovo prisustvo prouzrokovano je tehnološkim uvjetima proizvodnje, nemoguć - nošću potpunog njihovog udaljavanja iz metala, ili usljed slučajnih okolnosti, a mogu se i specijalno uvoditi, kao ugljik, sa ciljem promjene strukture i osobina čelika. Prema klasifikaciji N.T. Gudcova, svi hemijski elementi (primjese), koje sadrži čelik, mogu se podijeliti na četiri grupe :

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 177
U tu grupu spadaju mangan (Mn) i silicij (Si), a takođe i aluminij (Al), koji se, kao silicijum i mangan, primjenjuje u ulozi dezoksidatora. Ovi elementi se moraju uvoditi u metal pri proizvodnji čelika da bi se dobio dobro dezoksi - disani čelik.U neumirenim čelicima sadržaj silicija i aluminija je mali. U stalne primjese spadaju sumpor (S) i fosfor (P), zbog toga što se od njih nemoguće osloboditi pri masovnoj proizvodnji čelika. Iako se u izvjesnim čelicima namjerno ostavljaju, oni se uvijek smatraju kao nečistoće.
f) Skrivene primjese. Tu spadaju kisik (O), vodik (H) i azot (N), koji su prisutni u bilo kom
čeliku u vrlo malim količinama. Metode njihovog hemijskog određivanja su složene, pa se zato sadržaj tih elemenata u običnim tehničkim uvjetima ne navodi.
g) Slučajne primjese. U tu grupu spadaju primjese koje dolaze iz šarže ili slučajno u tehnološ -
kom procesu proizvodnje, kao što su: olovo (Pb), cink (Zn), antimon (Sb), kalaj (Sn), arsen (As) itd.
h) Legirajući elementi. U te elemente spadaju elementi koje se namjerno uvode u čelik u određe -
nim količinama, u cilju promjene strukture i osobina čelika. U tu grupu spada – ju : hrom (Cr), nikal (Ni), volfram (W), molibden (Mo), vanadij (W), kobalt (Co), titan (Ti), niobij (Nb), bakar (Cu), cirkonij (Zr), magnezij (Mg) bor (B), aluminij (Al) i drugi.
U čeliku prisutni elementi se mogu nalaziti u slijede 4. U slobodnom stanju. Olovo, srebro i bakar, zbog prevelike atomske zapremine
ne obrazuju hemijska jedinjenja sa željezom. Osim toga, srebro i olovo se ne rastvaraju u čvrstom željezu, a rastvorljivost bakra iznosi približno oko 1%. Zato pri prisustvu u čeliku vrlo malih količina olova, srebra ili bakra (bakra iznad 1%) oni se nalaze u slobodnom stanju u obliku metalnih uključaka.
5. Obrazuju intermetalna jedinjenja. Tu osobinu ima većina legirajućih elemena - ta, ali samo pri takvim njihovim sadržajima, koji se praktično ne sreću u običnim industrijskim čelicima. Zato se može smatrati da se u običnim masov - nim čelicima ne sreću intermetalna jedinjenja legirajućih elemenata.U visoko - legiranim čelicima obrazuju se intermetalna jedinjenja, što ima veliki značaj za te čelike.
6. Obrazuju okside i druga nemetalna jedinjenja. U tu grupu spadaju elementi koji imaju veću srodnost (afinitet) u odnosu na kisik nego željezo. Zato u procesu proizvodnje čelika takvi elementi, uvedeni u zadnjoj fazi topljenja, dezoksidišu čelik, oduzimajući kisik od željeza.
FeO + M → MO + Fe U ovoj shematskoj formuli reakcije pod M se podrazumijevaju bilo koji
legirajući element - dezoksidator. Kao rezultat dezoksidacije obrazuju se oksidi Al2O3, TiO2, V2O5 i dr. U posljednje vrijeme primjenjuje se dezoksidacija

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 178
pomoću ugljika. U tom slučaju produkti dezoksidacije su u gasnom stanju (2FeO + C = 2Fe + CO2
6. Rastvaraju se u cementitu ili obrazuju samostalne karbidne faze. Tom osobi - nom odlikuju se elementi koji imaju afinitet prema ugljiku. Kao elementi koji su skloni prema obrazovanju karbida pojavljuju se samo oni koji su raspore - đeni u periodičnom sistemu elemenata lijevo od željeza (Cr, Ti, Nb, Zr i dr.).
) i udaljavaju se iz metala potpuno pri vakumiranju. Pored velikog afiniteta prema kisiku, određeni elementi imaju veći afinitet prema
sumporu od željeza, pa se pri njihovom uvođenju obrazuju sulfidi. Količina oksida, sulfida i drugih nemetalnih uključaka u običnim industrijskim čelicima je mala i zavisi od metode topljenja. Najviše nemetalnih uključaka ima u neumirenom martinovskom čeliku, a posebno u besemerovskom, dok ih u umirenom čeliku ima manje i u elektročeliku još manje. Čelik dobijen topljenjem u vakumu (a takođe čelik pretopljen pod troskom) sadrži samo neznatne količine nemetalnih uključaka.
Dotični elementi se, pored toga što obrazuju karbide, rastvaraju u željezu. Prema tome, oni se u izvjesnoj razmjeri, uglavnom u zavisnosti od njihovog sadržaja i sadržaja ugljika, raspoređuju između tih dviju faza.
7. U željezu se u značajnim količinama može rastvarati većina legirajućih eleme - nata, osim ugljika, azota, kisika i bora i metaloida, koji su udaljeni od željeza u periodičnom sistemu. Elementi, raspoređeni od željeza lijevo raspoređuju se između željeza (osnove) i karbida, a elementi raspoređeni desno od željeza (kobalt, nikal, bakar i drugi), obrazuju samo rastvore sa željezom i ne ulaze u karbide.
Na taj način, kao zaključak se može konstatirati da se legirajući elementi prvenstveno rastvaraju u osnovnim fazama čelika (ferit, austenit, cementit) ili obrazuju specijalne karbide. Pod specijalnim karbidima podrazumijevaju se karbidi obrazovani sa sudjelovanjem elemenata sklonih obrazovanju karbida, a imaju različitu formulu i kristalnu rešetku od cementita.
Osnovni fazni preobražaji u čeliku Čelik, kao legura željeza, takođe se odlikuje odgovarajućim faznim preo -
bražajima. Do njih dolazi, kao i kod željeza, pri promjeni uvjeta (npr. Tempera - ture), uslijed čega jedno stanje postaje manje stabilno (ima veću vrijednost slobo - dne energije) od drugog.
Kao osnovne alotropske modifikacije čelika - - m
Austenit je čvrsti rastvor ugljika u γ željezu. Martenzit je prezasićeni čvrsti rastvor ugljika u α željezu (ista koncentra - cija
ugljika kao u polaznom austenitu). Perlit je autektoidna smješa od ferita i karbida (cementita), koji su se obrazovali
istovremeno (vrlo mala ravnotežna rastvorljivost ugljika u feritu se zanemaruje). U čeliku se pri termičkoj obradi, a i pri zavarivanju, uočavaju četiri osnov - na
fazna preobražaja:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 179
4) Preobražaj perlita u austenit, do koga dolazi pri zagrijavanju iznad tačke A1 (temperatura stabilne ravnoteže austenit-perlit). Na tim temperaturama, od tri osnovne faze najmanju slobodnu energiju posjeduje austenit (prema Fe3
5) Preobražaj austenita u perlit, koji se događa ispod tačke A1.
C dijagramu).
6) Preobražaj austenita u martenzit. Taj preobražaj se događa ispod temperature metastabilne ravnoteže austenit-martenzit (TM). Pri TM kao stabilnija faza pojavljuje se perlit, ali je rad, potreban za obrazovanje martenzita od austenita, manji, nego za obrazovanje perlita.Zbog toga, ispod TM
Na taj način, austenitno-martenzitni preobražaj javlja se kao neki međupre- obražaj u procesu prelaza austenita u perlit.
obrazovanje perlita (feritno.karbidne smješe) od austenita može se dogoditi samo preobražajem martenzita koji prethodno nastaje od austenita.
5) Preobražaj martenzita u perlit, odnosno u feritno-karbidnu smješu. Do njega dolazi pri svim temperaturama, pošto je slobodna energija martenzita veća od slobodne energije perlita pri bilo kojoj temperaturi.
Promjene slobodnih energija osnovnih struktura pokazuje da je moguć preobražaj martenzita u austenit iznad temperature TM. Međutim, taj preobražaj nije zapažen eksperimentalno. To je, očigledno, zbog toga što prvo dolazi do preobražaja martenzit-perlit (raspadanje martenzita).
Preobražaj perlita u martenzit je nemoguć, pošto pri svim temperaturama martenzit posjeduju već Prethodno razmotreni fazni preobražaji su prouzrokovani temperaturom. Promjenom pritiska, drugog termodinamičkog faktora, može doći do strukturnih
preobražaja, do kojih ne dolazi pri nepromijenjenom (9,81⋅104
Dijagram fazne ravnoteže pri temperaturi i pritisku, kao nezavisno promje- nljivim, dat je na slici 5.1.
Pa=1 at) pritisku.
Slika 5.1. Oblast α, γ i ε faze željeza zavisnosti od temperature i pritiska
Pri visokim pritiscima moguće je obrazovanje željeza sa heksagonalnom gusto
složenom rešetkom (takozvano ε željezo). Trojna tačka ravnoteže nalazi se kod T = 527 0C i P = 130 . 108 Pa (130 kbar). Iznad 527 0
Pritisak se još ne koristi za obrazovanje struktura u čeliku zbog tehnološke složenosti. Takođe, je nedovoljno jasno koliko je efektivno u pogledu dobijanja
C, pri povećanju pritiska moguće je α → γ → ε prelaz, a ispod direktan α → ε prelaz.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 180
posebnih osobina. Određeni elementi utječu slično pritisku. Tako, npr., pri viso - kom sadržaju mangana, uz normalan pritisak, obrazuje se ε faza.
5.1.1.1. Ugljični čelici
Ugljični čelik je osnovni metalurški materijal u industriji. U crnoj metalur - giji se
proizvodi približno 90% ugljičnog čelika i 10% legiranog. Ugljični čelik industrijske proizvodnje je složena legura po hemijskom sastavu.
Osim željeza, kao osnove, čiji sadržaj se može mijenjati od 97,0 do 99,5%, u njemu postoji još mnogo elemenata. Prisustvo tih elemenata uslovljeno je tehno - loškim karakteristikama proizvodnje (mangan, silicij) ili nemogućnošću potpunog njihovog udaljavanja iz metala (sumpor, fosfor, kisik, azot, vodik), a takođe i drugim okolnostima (krom, nikal, bakar i dr.).
Čelici različite proizvodnje (martinovski, basemerovski itd.) uglavnom se razlikuju po sadržaju navedenih primjesa.
Međutim, jedan elemenat specijalno se uvodi u prosti ugljični čelik. To je ugljik, te je on osnovni elemenat, pomoću koga se mijenjaju osobine legure željeza. Prirodno je što se te legure (pri C < 1,7 %) nazivaju ugljični čelici.
Struktura i osobine čelika mogu se mijenjati u širokim granicama pomoću termičke obrade. Takva je većina osobina i one se mijenjaju pri termičkoj obradi. Druge, strukturno neosjetljive osobine, praktično ne zavise od strukture. U njih spadaju krutost (modul elastičnosti E i modul smicanja G).
Tvrdoća i čvrstoća čelika mogu se povećati termičkom obradom za dva do pet puta (u poređenju sa odžarenim stanjem, lagano ohlađenim), a modul elastično- sti pri tome se mijenja manje od 5%.
U većini slučajeva, od datog komada se traži krutost. Za davanje neophod - ne krutosti radnom komadu, konstruktor bira odgovarajuću površinu i oblik po - prečnog presjeka elemenata radnog komada. Pri tome se obično pokazuje da su stvarna naprezanja u elementima znatno manja od granice tečenja. Prirodno je da u tom slučaju ojačavanje toplinskom obradom otpada, pošto su dovoljne osobine čvrstoće metala u sirovom, toplinski neobrađenom stanju.
U onim slučajevima, kada je čvrstoća čelika u sirovom stanju nedovoljna, primjenjuje se termička obrada. Pred čelike, koji se podvrgavaju termičkoj obradi postavljaju se određeni povišeni zahtjevi (npr., uže granice u pogledu sadržaja ugljika i dr.). Takav čelik je često poznat kao čelik povišenog kvaliteta.
5.1.1.2. Utjecaj ugljika na osobine čelika Sa povećanjem sadržaja ugljika mijenja se struktura čelika. Čelik, koji sadrži
0,8% C, sastoji se samo od perlita, a čelik, koji sadrži više od 0,8% C, osim perlita, sadrži i sekundarni cementit, dok, pri sadržaju ugljika ispod 0,8% struktura čelika se sastoji od ferita i perlita.
Povećanje sadržaja ugljika u čeliku dovodi do povećanja čvrstoće i smanjenja plastičnosti (sl. 5.2.).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 181
Slika 5.2. Utjecaj ugljika na mehaničke osobine čelika
Slika 5.3. Utjecaj ugljika na temperaturu prelaza u krto stanje željeza.
Navedene mehaničke osobine odnose se na toplovaljane radne komade bez termičke obrade, tj. Pri strukturi perlit + ferit (ili perlit + cementit). Brojke su srednje vrijednosti i mogu se mijenjati u granicama ± 10% u zavisnosti od sadržaja primjesa, uvjeta hlađenja poslije valjanja itd. Ako se čelik primjenjuje u obliku odlivka, tada grublja ljevena struktura posjeduje lošije osobine od onih na slici 5.2. (uglavnom se smanjuju osobine plastičnosti).
Bitan utjecaj pokazuje ugljik na osobine žilavosti. Kao što se vidi sa slike 5.3. povećanje sadržaja ugljika dovodi do povišenja temperature prelaza u krto stanje i umanjenja udarne žilavosti u oblasti žilavog loma na temperaturama iznad temperature prelaza u krto stanje.
Utjecaj stalnih primjesa na osobine čelika
Kao stalne primjese u ugljičnom čeliku smatraju se mangan, silicij, fosfor,
sumpor, a takođe i gasovi (vodik, kisik, azot), u različitim količinama stalno prisut- ni u tehničkim vrstama čelika.
Obično se sadržaj tih elemenata ograničava slijedećim gornjim granicama (u %); 0,8 Mn; 0,6 Si; 0,05 P; 0,05 S.
Pri većem njihovom sadržaju, čelik pripada legiranim čelicima, kod kojih se ti elementi specijalno uvode, pa je otuda i došao naziv legirani čelici.
U nastavku je razmotren utjecaj sta Mangan se uvodi u bilo koji čelik radi dezoksidacije:
FeO + Mn → MnO + Fe tj. radi odstranjenja štetnih primjesa oksida željeza. Mangan takođe udalja- va
štetna jedinjenja sumpora sa željezom, rastvara se u feritu i cementitu. Mangan znatno utječe na osobine čelika, povećavajući čvrstoću u toplo - valjanim
radnim komadima, mijenjajući, uz to, i neke druge osobine. Pošto je sadržaj mangana u svim čelicima približno podjednak, to njegov utjecaj na čelik različitog sastava ostaje približno isti.
Utjecaj silicija u početnim dodacima sličan je utjecaju mangana. On dezoksidiše čelik prema reakciji:
2FeO + Si → 2Fe + SiO2

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 182
Silicij se strukturno ne zapaža, pošto je potpuno rastvoren u feritu, osim onog dijela, koji u obliku oksida silicija nije uspio da izroni u trosku, već je ostao u metalu u obliku silikatnih uključaka.
Rude željeza, a takođe topitelj i gorivo, sadrže određenu količinu fosfora, koji u procesu proizvodnje livenog gvožđa ostaje u njemu u različitom stepenu i zatim prelazi u čelik.
Rastvorljivost fosfora u α željezu 1,2%. Prisustvo fosfora iznad te količine (koja se umanjuje sa povećanjem sadržaja ugljika) dovodi do obrazovanja fosfida željeza (Fe3
P faze), koja se sreće u sivim livenim gvožđima. Rastvarajući se u feritu, fosfor oštro povećava temperaturu prelaza u krto
stanje (sl. 5.4.).
Slika 5.4. Utjecaj fosfora na temperaturu prelaza u krto stanje čelika (0,2% C; 1% Mn).
Treba istaći da je fosfor u određenim slučajevima poželjan. Tako, npr., on
olakšava obradu čelika rezanjem, a u prisustvu bakra povećava otpornost prema koroziji.
Kao i fosfor, sumpor dospijeva u metal iz ruda, a takođe iz gasova peći (kao produkt gorenja goriva javlja se SO2). Najveći sadržaj sumpora je u besemer - ovskom čeliku (do 0,06%).
Obično sadržaj sumpora u visokokvalitetnom čeliku ne prelazi 0,02 do 0,03%. U čelicima običnog kvaliteta dozvoljava se sadržaj sumpora 0,03 do 0,05%.
Sumpor se ne rastvara u željezu i bilo koja njegova količina obrazuje sa željezom jedinjenje poznato pod nazivom sulfid željeza (FeS), koji ulazi u sastav eutektikuma, obrazovanog pri 988 0
Za razliku od drugih štetnih primjesa, sumpor ne povećava, već čak snižava temperaturu prelaza u krto stanje, premda povećava i udarnu žilavost pri žilavom lomu (sl. 5.5.).
C.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 183
Slika 5.5. Utjecaj sumpora na osobine žilavosti čelika.
Drugim riječima, sumpor povećava otpornost prema žilavom lomu, a prema
krtom smanjuje. Gasovi vodik, azot i kisik nalaze se u čeliku u malim količinama, koje zavise od
načina proizvodnje. Vodik, azot i kisik mogu se nalaziti u slijedećim oblicima : - u gasovitom stanju u različitim nesavršentsvima strukture; - u α čvrstom rastvoru; - u obliku različitih jedinjenja, takozvanih nemetalnih uključaka (nitridi, oksidi).
5.1.1.3. Čelik različitih postupaka proizvodnje U zavisnosti od usvojenog postupka proizvodnje, čelici se razlikuju po
osobinama. Ko što je poznato, čelik se proizvodi (topi) u različitim pećima, pa se, shodno
tome, može podijeliti na besemerovski, martinovski, kiseonično-konver - torski i elektročelik.
U Besemerovom konvertoru tečno lijevano gvožđe se produhava vazdu - hom. Kisik iz vazduha jedini se sa primjesama u lijevenom gvožđu (tu spada i ugljik) i lijeveno gvožđe se transformiše u čelik. Taj postupak proizvodnje je vrlo produktivan, ali se sumpor i fosfor ne udaljavaju u dovoljnom stepenu, a metal se zasićava gasovima, naročito azotom.
Besemerovski čelik, zbog povećanog sadržaja plinova, u prvom redu azota, razlikuje se od martinovskog većom čvrstoćom, ali manjon plastičnošću, zatim sklonošću prema starenju, većom zaprljanošću nemetalnim uključcima. Zbog toga što je kvalitet besemerovskog čelika nizak, taj proces postaje zastario i zamje - njuje ga takozvani kisično-konvertorski postupak, kod koga se umjesto vazduha upotrebljava tehnički čisti kisik sa vrlo malom zaprljanošću azotom (produhavanje se obično izvodi odozgo pod kutom prema površini rastopljenog metala). Zahva - ljujući tome, sadržaj azota u metalu je nizak. Takav metal naziva se konvertorski, a po osobinama on se praktično ne razlikuje od martinovskog.
Premda se glavna masa metala običnog kvaliteta radi u Simens-Martino - vim pećima, ipak, polazeći od tehničko-ekonomskih rasuđivanja, cjelishodno je većinu čelika proizvoditi konvertorskim postupkom i on će, vjerovatno, postepeno potisnuti postupak proizvodnje čelika u Simens-Martinovim pećima.
Pri proizvodnji u Simens-Martinovim pećima i kisično-konvertorskim postupkom, izborom odgovarajućih troski i režima vođenja topljenja, moguće je u znatnom stupnju udaljiti sumpor i fosfor. Troske, pomoću kojih se čisti rastopljeni metal od primjesa, sastoje se od bazičnih (CaO i MgO) i kiselih (SiO2) oksida. U zavisnosti od sastava troski, obloga peći treba da bude ili bazična (magnezit ili kromomagnezit), ili kisela (silikoopeka), da bi se izbjegle reakcije između obloge i troske. Ako troska ima bazičnu reakciju (tj. nalaze se u višku bazični oksidi MgO i CaO), tada ona udaljava iz metala veći dio fosfora i dio sumpora. Znači, pri relativno nečistoj šarži, dobija se dovoljno čist metal u pogledu sadržaja sumpora i fosfora, mada dobija se dovoljno čist metal u pogledu sadržaja sumpora i fosfora, mada i zasićeniji kisikom. Pri kiselom procesu proizvodnje u troski postoji višak SiO2, u prisustvu koga se sumpor i fosfor ne

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 184
udaljavaju iz metala, ali je zasićenje metala kisikom u manjem stupnju. Zato su za kiseli postupak u Simens-Martinovoj peći potrebni čistiji polazni materijali u pogledu sadržaja sumpora i fosfora (skuplji materijali). Ako je to obezbjeđeno, tada se dobija metal boljeg kvaliteta, pošto sadrži manje kisika.
Martinovski čelik se u većini slučajeva proizvodi bazičnim procesom, a samo za određene namjene, kada se traži velika čistoća u pogledu nemetalnih uključaka (oksida) i manja zasićenost kisikom, izrađuje se skuplji kiseli marti - novski čelik.
Udaljavanje sumpora, fosfora i kisika iz metala postiže se u najvećem stupnju u elektropećima (lučnim ili indukcionim). Uz to što je skuplji, elektročelik je i kvalitetniji, pa se zato taj postupak upotrebljava, prvenstveno, za proizvodnju legiranih i visokolegiranih čelika (vatrootpornih čelika, alatnih čelika i dr.).
U zavisnosti od načina dezoksidacije, čelik može da bude umiren (dezoksidisan pomoću mangana, silicijuma i aluminijuma) i neumiren (dezoksidan samo pomoću mangana). Prema tome, neumireni čelik se razlikuje od umirenog po hemijskom sastavu. Prvi skoro ne sadrži silicijuma (Si < 0,05%), a drugi ga sadrži u normalnoj količini (0,12 do 0,3%). Pošto neumireni čelik, kao lošije dezoksidisan, sadrži više kisika, on zaostaje u pogledu kvaliteta iza umirenog.
Međupoložaj po kvalitetu zauzima takozvani poluumireni čelik, dezoksi - disan manganom i aluminijem, koji počinje da se primjenjuje umjesto neumirenog i umirenog čelika. Čelik, dezoksidisan pomoću aluminija, odlikuje se finozrnastom strukturom i većom žilavošću, čak i pri niskim temperaturama. Utjecaj starenja kod tog čelika daleko je manji. Poluumi- reni čelik sadrži obično 0,05 do 0,10% Si.
Čelici, pored uobičajenih primjesa, mogu da sadrže različite slučajne primjese. U staro gvožđe dospijevaju komadi legiranih krom-nikal čelika, pa čelik, dobijen topljenjem starog gvožđa, obično sadrži u određenoj količini elemente kojima se obično legira čelik (krom, nikal i dr.). Određene rude sadrže primjese koje se teško odstranjuju (npr. Arsen), pa čelik, koji se dobija topljenjem tih ruda, sadrži te primjese. Suprotno, određene rude praktično nemaju onečišćenja drugim elemen - tima, pa je čelik, dobijen od tih ruda, vrlo čist.
Tako se čelik jedne iste oznake može razlikovati po primjesama, koje se često ne uzimaju u obzir standardima i tehničkim uvjetima, a to može jako da utječe na osobine. Posebno jak utjecaj imaju intersticijske primjese (vodik, azot, kisik i ugljik), a tipične primjese, koje onečišćavaju metal su fosfor i sumpor. Mnogi obojeni metali su takođe štetni.
Kao zaključak se može navesti da osobine čelika zavise od postupka njegove proizvodnje, jer od posljednjeg zavisi sadržaj raznih primjesa u metalu i njihov raspored.
5.1.1.4. Ugljični čelik opće namjene
Toplovaljani čelik, koji dolazi iz željezara u obliku valjanih proizvoda (šipke
različitog presjeka, grede, profili, limovi, cijevi itd.) najrasprostranjeniji je materijal u primjeni pri proizvodnji mašina, metalnih konstrukcija, predmeta široke upotrebe itd. U saglasnosti sa odgovarajućim standardima, taj čelik treba da ispunjava određene zahtjeve. Ti zahtjevi su propisani u standardima zemalja npr. DIN (St 52; St 45.8.; 19 Mn5; StE47 itd.).
Ako se čelik koristi za radne komade koji se ne podvrgavaju toplinskoj obradi, tada se struktura i osobine, koje je čelik dobio po izlasku iz pogona valjanja

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 185
željezare, zadržavaju i kod korisnika. U tom slučaju čelik se isporučuje korisniku samo prema mehaničkim osobinama.
Ako se čelik kod korisnika podvrgava toplinskoj obradi (zavarivanje, kovanje, presovanje u toplom itd.) tada se polazna struktura i mehaničke osobine ne zadržavaju. U dotičnom slučaju za korisnika glavni značaj dobija sastav čelika, pošto isti određuje režim toplinske obrade i konačne mehaničke osobine, čeličnih radnih komada. U tom slučaju čelik se isporučuje korisniku prema hemijskom sastavu i mehaničkim osobinama istovremeno.
To posebno dolazi do izražaja kada se čelik podvrgava zavarivanju, pošto se u zoni utjecaja topline zavarenog spoja mijenjaju osobine metala, pa je veoma važno znati hemijski sastav, jer zapravo on određuje osobine čelika u pomenutoj zoni.
5.1.1.5. Deformaciono ojačan čelik Ako metal opteretimo do nivoa granice tečenja, tada, poslije odstranjenja istog, u
metalu neće doći do promjena. Ako opterećenje pređe granicu tečenja, tada u metalu dođe do određene plastične deformacije.
Pri ponovnom opterećenju metala, njegova sposobnost plastične deforma - cije se umanjuje, a granica tečenja povećava. Da bi se dovelo do plastične defor - macije, treba primjeniti veće naprezanje, što znači da je metal čvršći (jači).
Oblici proizvoda izrađuju se u željezarama valjanjem, presovanjem i vuče- njem u hladnom stanju. Kao posljedica takve obrade, dolazi do deformacionog ojačavanja metala, koje može biti ukinuto docnijim rekristalizacionim žarenjem. Nabrojani proizvodi mogu se od strane željezara isporučivati u odžarenom ili deformaciono ojačanom stanju.
Za odžareno stanje mehaničke osobine su određene, uglavnom, sastavom čelika, a, u prvom redu, sadržajem ugljika.
Za deformaciono ojačano stanje osobine jako zavise od stupnja deforma - cijskog ojačavanja kao što se vidi sa slike 5.6.
Slika 5.6. Utjecaj stupnja deformacije na granicu čvrstoće žice s različitim sadržajem ugljika

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 186
Pri maksimalnom deformacijskom ojačavanju (deformacija 96 do 97%) visokougljičnog čelika (1,2% C) postiže se čvrstoća koja prelazi 3924.106 Pa (400 dN/mm2). Očigledno je da se poslije takvog stupnja deformacije dobija veoma tanka žica. Stvarno, maksimalne vrijednosti čvrstoće (4709 do 4905).106 Pa (480 do 500 dN/mm2) dobijene su samo na žici prečnika 0,1 mm od visokugljičnog čelika poslije značajnih deformacija (98%).
Deformaciono ojačana žica tankih presjeka poslije značajnih stupnjeva deformacije upotrebljava se za izradu užadi. Obično se za tu svrhu upotrebljava čelik sa 0,6 do 0,8% C, koji poslije deformacije 80 do 90% dobija čvrstoću (1766 do 2943) . 106 Pa (180 do 300 dN/mm2
− niskolegirani;
). Konkretnim tehničkim uvjetima i standardima određuju se osobine, sastav,
tolerancije dimenzija, stanje površine i drugi zahtjevi za žice različite polufabrikate (cijevi, limove, trake), dobijene metodom hladne plastične deformacije.
Posebne grupe ugljičnog čelika su čelik za limove za hladno presovanje i čelik za obradu rezanjem na automatima. Međutim, pošto pomenuti čelici nijesu interesantni sa stanovišta zavarivanja, to o njima neće biti govora.
5.1.1.6. Legirani čelici Pod legiranim čelikom podrazumijeva se čelik kod koga na osobine odlučujuću
ulogu imaju legirajući elementi, tj. Oni elementi koji se namjerno ostavljaju ili uvode u čelik, kako bi se dobile potrebne osobine.
Prema postojećim standardima DIN 8856 kao legirani čelik smatra se svaki čelik koji sadrži jedan ili više legirajućih elemenata u količini većoj od navedene (u %) :
Prema postojećim standardima legirani čelici se dijele na niskolegirane i visokolegirane.
Niskolegirani čelik je onaj čelik u kome je ukupni sadržaj legirajućih elemenata manji ili jednak 5%.
Visokolegirani čelik je onaj čelik u kome je ukupni sadržaj legirajućih elemenata veći od 5%.
Prema podacima iz stručne literature, legirani čeli
− srednjelegirani i − visokolegirani.
U novije vrijeme razvijen je takozvani mikrolegirani čelik. Pod niskolegiranim čelikom podrazumijeva se čelik u kome ukupni sadržaj
legirajućih elemenata ne prelazi 5% (izuzimajući ugljik). Pod srednjelegiranim čelikom podrazumijeva se čelik sa ukupnim sadrža - jem
legirajućih elemenata od 5 do 10% (izuzimajući ugljik). Kao visokolegirani čelik smatra se čelik sa ukupnim sadržajem legirajućih
elemenata preko 10 % (izuzimajući ugljik).
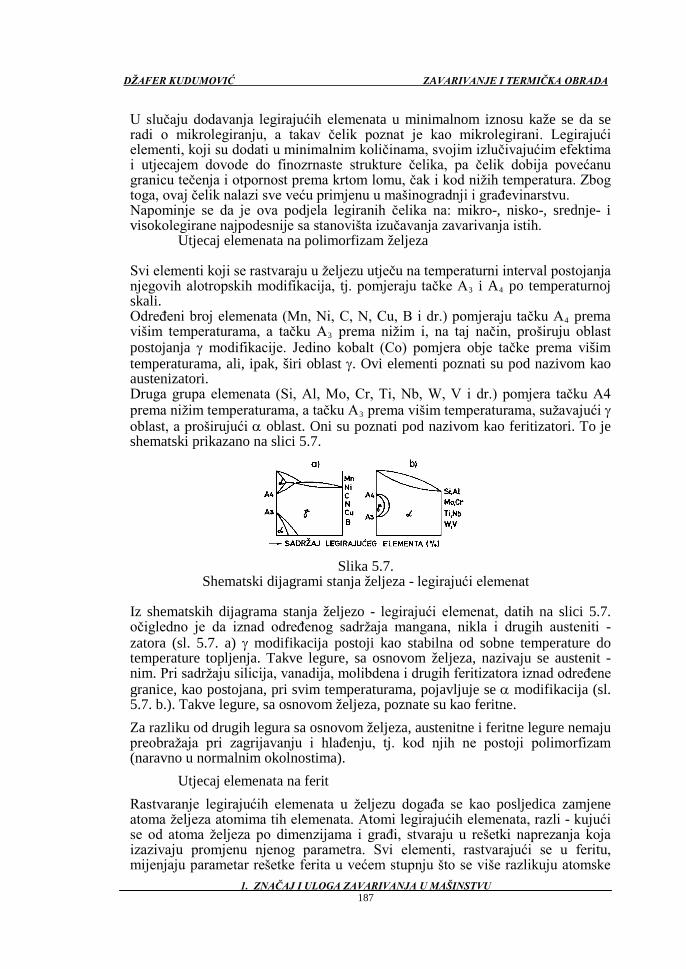
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 187
U slučaju dodavanja legirajućih elemenata u minimalnom iznosu kaže se da se radi o mikrolegiranju, a takav čelik poznat je kao mikrolegirani. Legirajući elementi, koji su dodati u minimalnim količinama, svojim izlučivajućim efektima i utjecajem dovode do finozrnaste strukture čelika, pa čelik dobija povećanu granicu tečenja i otpornost prema krtom lomu, čak i kod nižih temperatura. Zbog toga, ovaj čelik nalazi sve veću primjenu u mašinogradnji i građevinarstvu.
Napominje se da je ova podjela legiranih čelika na: mikro-, nisko-, srednje- i visokolegirane najpodesnije sa stanovišta izučavanja zavarivanja istih.
Utjecaj elemenata na polimorfizam željeza Svi elementi koji se rastvaraju u željezu utječu na temperaturni interval postojanja
njegovih alotropskih modifikacija, tj. pomjeraju tačke A3 i A4 po temperaturnoj skali.
Određeni broj elemenata (Mn, Ni, C, N, Cu, B i dr.) pomjeraju tačku A4 prema višim temperaturama, a tačku A3
Druga grupa elemenata (Si, Al, Mo, Cr, Ti, Nb, W, V i dr.) pomjera tačku A4 prema nižim temperaturama, a tačku A
prema nižim i, na taj način, proširuju oblast postojanja γ modifikacije. Jedino kobalt (Co) pomjera obje tačke prema višim temperaturama, ali, ipak, širi oblast γ. Ovi elementi poznati su pod nazivom kao austenizatori.
3
Slika 5.7. Shematski dijagrami stanja željeza - legirajući elemenat
Iz shematskih dijagrama stanja željezo - legirajući elemenat, datih na slici 5.7.
očigledno je da iznad određenog sadržaja mangana, nikla i drugih austeniti - zatora (sl. 5.7. a) γ modifikacija postoji kao stabilna od sobne temperature do temperature topljenja. Takve legure, sa osnovom željeza, nazivaju se austenit - nim. Pri sadržaju silicija, vanadija, molibdena i drugih feritizatora iznad određene granice, kao postojana, pri svim temperaturama, pojavljuje se α modifikacija (sl. 5.7. b.). Takve legure, sa osnovom željeza, poznate su kao feritne.
Za razliku od drugih legura sa osnovom željeza, austenitne i feritne legure nemaju preobražaja pri zagrijavanju i hlađenju, tj. kod njih ne postoji polimorfizam (naravno u normalnim okolnostima).
Utjecaj elemenata na ferit
prema višim temperaturama, sužavajući γ oblast, a proširujući α oblast. Oni su poznati pod nazivom kao feritizatori. To je shematski prikazano na slici 5.7.
Rastvaranje legirajućih elemenata u željezu događa se kao posljedica zamjene atoma željeza atomima tih elemenata. Atomi legirajućih elemenata, razli - kujući se od atoma željeza po dimenzijama i građi, stvaraju u rešetki naprezanja koja izazivaju promjenu njenog parametra. Svi elementi, rastvarajući se u feritu, mijenjaju parametar rešetke ferita u većem stupnju što se više razlikuju atomske

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 188
dimenzije željeza i legirajućih elemenata. Elementi sa manjim atomskim prečni - kom od željeza umanjuju parametar rešetke, a sa većim povećavaju. Izuzetak je nikal, koji, iako ima manji atomski prečnik od željeza, povećava parametar rešetke čvrstog rastvora u određenoj mjeri.
Normalno je da promjena dimenzija rešetke dovodi do promjene osobina ferita (povećava se čvrstoća, a plastičnost smanjuje).
Na slici 5.8. prikazana je promjena tvrdoće ferita, a na slici 5.9. promjene njegove udarne žilavosti pri rastvaranju u njemu različitih elemenata.
Kao što se vidi iz dijagrama na slici 5.8. krom, molibden i volfram manje ojačavaju ferit od nikla, silicijuma i mangana.
Molibden, volfram, a, takođe, mangan i silicij (pri prisustvu posljednja dva iznad 1%) smanjuju žilavost ferita. Krom umanjuje žilavost znatno slabije od nabrojanih elemenata, a nikal ne smanjuje žilavost ferita.
Slika 5.8. Utjecaj elemenata na tvrdoću ferita (prema A.P. Guljaevu)
Slika 5.9.
Utjecaj elemenata na udarnu žilavost (prema A.P. Guljaevu) Dati podaci na slikama 5.7. i 5.8. odnose se na slučaj laganog hlađenja legura.
Osobine ferita, koji sadrži silicij, molibden ili volfram, praktično ne zavise od brzine hlađenja legure, dok je tvrdoća ferita, legiranog kromom, manganom i niklom poslije brzog hlađenja veća, nego poslije laganog hlađenja.
Važan značaj ima utjecaj elemenata na prag žilavosti čime se određuje sklonost čelika prema krtom lomu. Prisustvo kroma u željezu dovodi do određenog povišenja temperature prelaze u krto stanje, dok nikal jako pomjera temperaturu prelaza u krto stanje prema nižim temperaturama, umanjujući na taj način sklonost željeza prema krtom lomu. Zato se nikal pojavljuje kao posebno važan legirajući elemenat. Nikal, uz dosta intezivno ojačavanje ferita, ne smanjuje njegovu žilavost, a snižava temperaturu prelaza u krto stanje. Međutim, drugi
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 189
elementi, ako i ne smanjuju žilavost, slabo ojačavaju ferit (krom), ili, jako ojačajavući ferit, oštro smanjuju njegovu žilavost (mangan, silicij). Sličan utjecaj mangana i slicija zapaža se pri prisustvu mangana iznad 1,5 % i silicija iznad 0,5 % (sl. 5.9.)
Karbidna faza u legiranim čelicima U čelicima karbide obrazuju samo metali raspoređeni u Mendeljejevom
periodičnom sistemu elemenata lijevo od željeza. Tu spadaju: titan,
vanadij, krom, mangan, cirkonij, niobij, molibden, hafnij, tantal i volfram.
Ti metali, kao i željezo, pripadaju elementima takozvanih prelaznih grupa i
imaju manje dograđenu d-elektronsku putanju. Što je više raspoređen
lijevo u periodičnom sistemu, time elemenat, sklon prema obrazovanju
karbida, ima manje dograđenu d-elektronsku putanju.
Smatra se da, u procesu obrazovanja karbida, ugljik odaje svoje valentne elektrone na popunjavanje d-elektronske putanje atoma metala, dok u metalu valentni elektroni obrazuju metalnu vezu, koja uslovljava metalne osobine karbida. Samo metali čija je d-elektronska putanja manje popunjena nego u željeza pojavljuju se kao elementi skloni prema obrazovanju karbida. Njihov afinitet prema obrazovanju karbida time je jači (i postojanost obrazovnih karbida time veća) što je manje dograđena d-putanja u metalnom atomu.
Saglasno s prethodnim, aktivnost obrazovanja karbida i postojanost
karbid- nih faza u legiranim čelicima će rasti pri prelazu od elemenata
mangana i kroma prema elementima: molibden, vanadij, volfram, titan i
dr., koji imaju manje dogra - đene d-putanje, nego mangan i krom. To
znači, npr., da pri prisustvu u čeliku istovremeno kroma i niobija, treba
očekivati u prvom redu obrazovanje karbida niobija (u ravnotežnim
uvjetima).
Utjecaj legirajućih elemenata na kinetiku raspadanja austenita
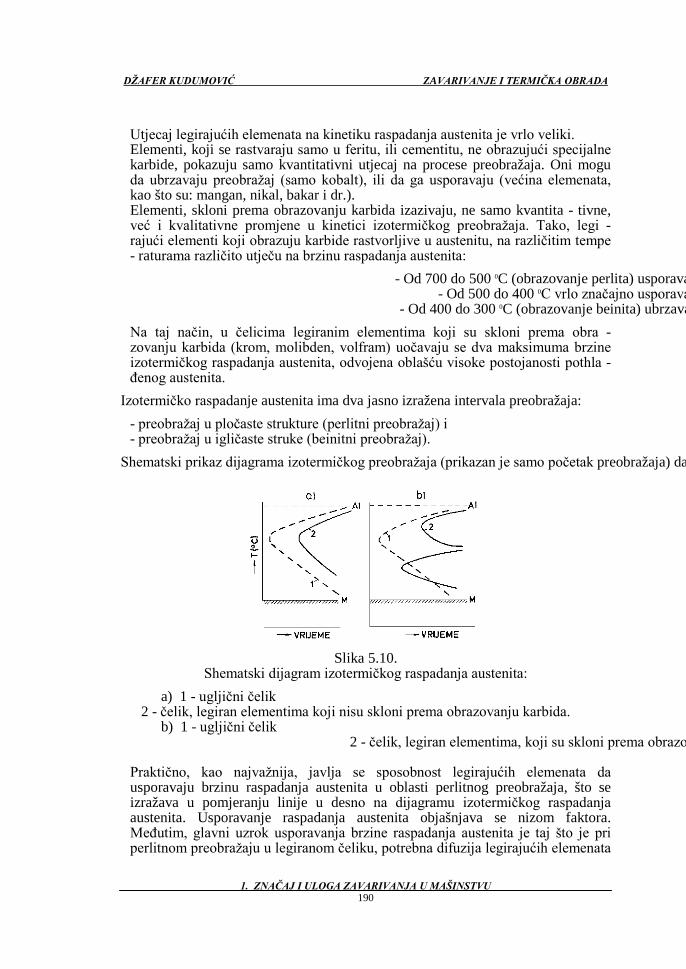
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 190
Utjecaj legirajućih elemenata na kinetiku raspadanja austenita je vrlo veliki. Elementi, koji se rastvaraju samo u feritu, ili cementitu, ne obrazujući specijalne
karbide, pokazuju samo kvantitativni utjecaj na procese preobražaja. Oni mogu da ubrzavaju preobražaj (samo kobalt), ili da ga usporavaju (većina elemenata, kao što su: mangan, nikal, bakar i dr.).
Elementi, skloni prema obrazovanju karbida izazivaju, ne samo kvantita - tivne, već i kvalitativne promjene u kinetici izotermičkog preobražaja. Tako, legi - rajući elementi koji obrazuju karbide rastvorljive u austenitu, na različitim tempe - raturama različito utječu na brzinu raspadanja austenita:
- Od 700 do 500 0C (obrazovanje perlita) usporava - Od 500 do 400 0C vrlo značajno usporava - Od 400 do 300 0
Shematski prikaz dijagrama izotermičkog preobražaja (prikazan je samo početak preobražaja) da
C (obrazovanje beinita) ubrzava Na taj način, u čelicima legiranim elementima koji su skloni prema obra -
zovanju karbida (krom, molibden, volfram) uočavaju se dva maksimuma brzine izotermičkog raspadanja austenita, odvojena oblašću visoke postojanosti pothla - đenog austenita.
Izotermičko raspadanje austenita ima dva jasno izražena intervala preobražaja: - preobražaj u pločaste strukture (perlitni preobražaj) i - preobražaj u igličaste struke (beinitni preobražaj).
Slika 5.10. Shematski dijagram izotermičkog raspadanja austenita:
a) 1 - ugljični čelik 2 - čelik, legiran elementima koji nisu skloni prema obrazovanju karbida. b) 1 - ugljični čelik 2 - čelik, legiran elementima, koji su skloni prema obrazo Praktično, kao najvažnija, javlja se sposobnost legirajućih elemenata da
usporavaju brzinu raspadanja austenita u oblasti perlitnog preobražaja, što se izražava u pomjeranju linije u desno na dijagramu izotermičkog raspadanja austenita. Usporavanje raspadanja austenita objašnjava se nizom faktora. Međutim, glavni uzrok usporavanja brzine raspadanja austenita je taj što je pri perlitnom preobražaju u legiranom čeliku, potrebna difuzija legirajućih elemenata
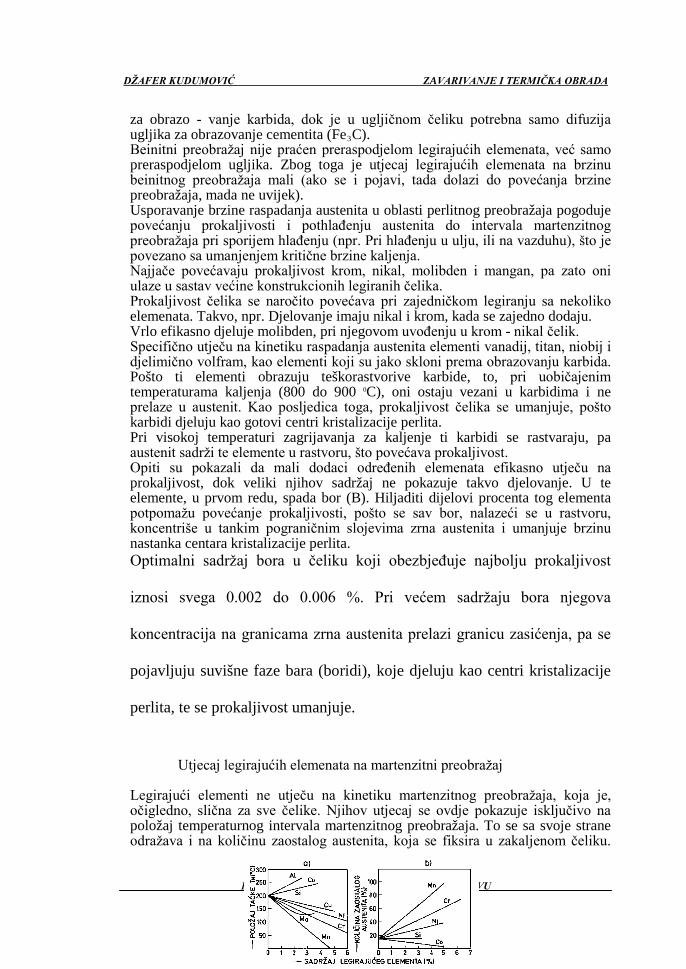
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 191
za obrazo - vanje karbida, dok je u ugljičnom čeliku potrebna samo difuzija ugljika za obrazovanje cementita (Fe3C).
Beinitni preobražaj nije praćen preraspodjelom legirajućih elemenata, već samo preraspodjelom ugljika. Zbog toga je utjecaj legirajućih elemenata na brzinu beinitnog preobražaja mali (ako se i pojavi, tada dolazi do povećanja brzine preobražaja, mada ne uvijek).
Usporavanje brzine raspadanja austenita u oblasti perlitnog preobražaja pogoduje povećanju prokaljivosti i pothlađenju austenita do intervala martenzitnog preobražaja pri sporijem hlađenju (npr. Pri hlađenju u ulju, ili na vazduhu), što je povezano sa umanjenjem kritične brzine kaljenja.
Najjače povećavaju prokaljivost krom, nikal, molibden i mangan, pa zato oni ulaze u sastav većine konstrukcionih legiranih čelika.
Prokaljivost čelika se naročito povećava pri zajedničkom legiranju sa nekoliko elemenata. Takvo, npr. Djelovanje imaju nikal i krom, kada se zajedno dodaju.
Vrlo efikasno djeluje molibden, pri njegovom uvođenju u krom - nikal čelik. Specifično utječu na kinetiku raspadanja austenita elementi vanadij, titan, niobij i
djelimično volfram, kao elementi koji su jako skloni prema obrazovanju karbida. Pošto ti elementi obrazuju teškorastvorive karbide, to, pri uobičajenim temperaturama kaljenja (800 do 900 0
Legirajući elementi ne utječu na kinetiku martenzitnog preobražaja, koja je, očigledno, slična za sve čelike. Njihov utjecaj se ovdje pokazuje isključivo na položaj temperaturnog intervala martenzitnog preobražaja. To se sa svoje strane odražava i na količinu zaostalog austenita, koja se fiksira u zakaljenom čeliku.
C), oni ostaju vezani u karbidima i ne prelaze u austenit. Kao posljedica toga, prokaljivost čelika se umanjuje, pošto karbidi djeluju kao gotovi centri kristalizacije perlita.
Pri visokoj temperaturi zagrijavanja za kaljenje ti karbidi se rastvaraju, pa austenit sadrži te elemente u rastvoru, što povećava prokaljivost.
Opiti su pokazali da mali dodaci određenih elemenata efikasno utječu na prokaljivost, dok veliki njihov sadržaj ne pokazuje takvo djelovanje. U te elemente, u prvom redu, spada bor (B). Hiljaditi dijelovi procenta tog elementa potpomažu povećanje prokaljivosti, pošto se sav bor, nalazeći se u rastvoru, koncentriše u tankim pograničnim slojevima zrna austenita i umanjuje brzinu nastanka centara kristalizacije perlita.
Optimalni sadržaj bora u čeliku koji obezbjeđuje najbolju prokaljivost
iznosi svega 0.002 do 0.006 %. Pri većem sadržaju bora njegova
koncentracija na granicama zrna austenita prelazi granicu zasićenja, pa se
pojavljuju suvišne faze bara (boridi), koje djeluju kao centri kristalizacije
perlita, te se prokaljivost umanjuje.
Utjecaj legirajućih elemenata na martenzitni preobražaj

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 192
Određeni elementi povišuju martenzitnu tačku i umanjuju količinu zaostalog austenita (aluminij, kobalt), drugi ne utječu na nju (silicij), a većina snižava martenzitnu tačku i povećava količinu zaostalog austenita (sl. 5.11.). Iz dija - grama je očigledno da 5% mangana snižava martenzitnu tačku do 0 0C. Prema tome, pri takvom (ili većem) sadržaju mangana moguće je fiksirati austetnitno stanje.
Slika 5.11. Utjecaj legirajućih elemenata na temperaturu martenzitnog preobražaja (a) i količinu zaostalog austenita (b). Čelik sadrži 1% C (prema V.D. Sadovskom)
Utjecaj legirajućih elemenata na rast zrna austenita
Skoro svi legirajući elementi umanjuju sklonost austenitnog zrna prema rastu.
Izuzetak čine mangan i bor, koji potpomažu rast zrna. Nikal, kobalt silicij i bakar (elementi koji ne obrazuju karbide) relativno
slabo utječu na rast zrna.
Krom, molibden, volfram, vanadij i titan jako sitno zrno (elementi su nabrojani po redoslijedu rasta sile njihovog djelovanja). Ta razlika se pojavljuje kao direktna posljedica različite postojanosti karbida (i nitrida) tih elemenata. Suvišni karbidi, nerastvoreni u austenitu, koče rast austenitnog zrna. Zato čelik, u prisustvu i male količine nerastvorenih karbida, zadržava sitnozrnastu strukturu do vrlo visokih temperatura zagrijavanja.
Utjecaj legirajućih elemenata na preobražaje pri otpuštanju
Legirajući elementi usporavaju proces raspadanja martenzita. Određeni elementi,
kao nikal i mangan, utječu neznatno, dok većina (krom, molibden, silicij i dr.) utječe vrlo upadljivo.
To je povezano sa time što procesi pri otpuštanju imaju difuzioni karakter i većina legirajućih elemenata usporava karbidni preobražaj, naročito na stadijumu koagulacije.
Na početnom stadijuju raspadanja martenzita u legiranim čelicima se obrazuje karbid, koji ima isti sastav (u pogledu legirajućih elemenata), kao i martenzit. Na tom stadijumu otpuštanja utjecaj legirajućih elemenata na smanjenje čvrstoće martenzita je mali. Na višoj temperaturi dolazi do kidanja koherentnosti i preobražaja ε karbida u cementit ili specijalni karbid. Na tom stadijumu otpuštanja dolazi do smanjenja čvrstoće. Većina legirajućih elemenata pomjera te procese prema višim temperaturama.
Za dobijanje istih rezultata čelik legiran takvim elementima, kao što su krom, molibden, silicij i dr., treba zagrijavati pri otpuštanju do viših temperatura ili povećavati trajanja otpuštanja u poređenju sa ugljičnim čelikom.
5.1.2. Podjela čelika
Svi čelici se mogu po

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 193
- hemij - m - načinu
Podjela čelika prema hemisjkom sastavu Prema hemijskom sastavu, čeli Kao što je već ranije iznešeno, u ugljičnom čeliku ugljik se javlja kao osnovni
legirajući elemenat, koji određuje mehaničke osobine čelika. Prema sadržaju ugljika, ovaj čelik se mož - niskougljični ( - srednjeugljični (od 0,25 d - visokougljični (od 0,4 Legirani čelici se mogu - m - - sre - v
Podjela čelika prema mikrostrukturi Uzimajući u obzir strukturu, dobijenu poslije hlađenja uzoraka male deblji- ne na
mirnom vazduhu, mogu se izdvojiti slijedeće grupe čelika : Pored ove podjele na osnovne grupe, postoje i - fe - feritno - martenzitno -
Čelici perlitne grupe odlikuju se relativno malim sadržajem legirajućih
elemenata, dok martenzitni imaju značajni sadržaj, a austenitni visok
sadržaj legirajućih elemenata.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 194
Dobijanje ovih grupa čelika povezano je sa kinetikom raspadanja austenita. Sa povećanjem sadržaja legirajućih elemenata postojanost austenita u feritnoj i perlitnoj oblasti povećava, a temperaturna oblast martenzitnog preobražaja se sni - žava, što se odražava na dijagramima izotermičkog raspadanja austenita (sl.
5.12.). Slika 5.12.
Dijagram izotermičkog raspadanja austenita za čelike tri grupe (shematski prikaz): d) perlitna grupa; e) martenzitna grupa i f) austenitna grupa
Za legirane čelike perlitne grupe, kao i za ugljične, kriva brzine hlađenja na
vazduhu presijeca oblast perlitnog raspadanja i dobijaće se strukture perlit, sorbit, trustit.
U čelicima martenzitne grupe oblast perlitnog raspadanja već je značajno pomjerena udesno. Zato hlađenje na vazduhu ne dovodi do preobražaja u perlitnoj oblasti. Austenit se ovdje pothlađuje, bez raspadanja, do temperature martenzitnog preobražaja (MN), gdje dolazi do obrazovanja martenzita.
Dalje povećanje sadržaja ugljika i legirajućeg elementa, ne samo što pom - jera udesno oblast perlitnog raspadanja, već i snižava martenzitnu tačku, dovodeći je u oblast temperatura ispod 0 0
Prema namjeni mogu se razlikovati slijedeće klase čelika:
C. U tom slučaju, čelik, ohlađen na vazduhu do sobne temperature, zadržava stanje austenita.
Naglašava se da je razmotrena podjela uvjeta i odnosi se na slučaj hlađenja uzoraka relativno malih dimenzija na zraku. Mijenjajući uvjete hlađenja, moguće je dobiti i različite strukture. Tako, pri kaljenju perlitnog čelika može se dobiti martenzitna struktura, a pri laganom hlađenju čelik martenzitne grupe doživljava preobražaj u perlitnoj oblasti. Hlađenje austenitnog čelika ispod nule može izazvati u njemu martenzitni preobražaj.
Podjela čelika prema načinu proizvodnje
Prema načinu proizvodnje mogu se razlikovati :
- čelik običnog kvalite - čelik povišenog kvaliteta - čelik visokog kval
Podjela čelika prema namjeni

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 195
I - čelik za noseće konstrukcije (građ II - konstrukcioni čeli III IV - čelik sa posebnim fizičkim
II. Čelik za noseće konstrukcije se koristi u građevinarstvu za izradu hala, mostova, rezervoara itd. Po hemijskom sastavu ovaj čelik je, uglavnom, niskougljični, a po načinu proizvodnje čelik običnog kvaliteta. Obično se ne podvrgava termičkoj obradi i koristi se u stanju isporuke. Isporučuje se u toplovaljanom stanju, mada postoji mogućnost poboljšavanja njegovih mehaničkih osobina pomoću odgovarajuće termičke obrade (normali - zacija). Isporučuje se, uglavnom, prema mehaničkim osobinama. Na zahtjev potrošača, mogu da se garantuju:
- sadržaj ugljika, mangana i silicija; - sadržaj sumpora i fosfora; - sadržaj hroma
Pored navedenog, može da se garantuje žilavost, ugao savijanja i zavarljivost. Ovi dopunski zahtjevi se utvrđuju sporazumno između proiz - vođača i potrošača.
Neumireni čelik se rijetko primjenjuje za izradu zavarenih konstruk - cija, a poluumireni ima određenu primjenu, posebno ako je dezoksidisan pomoću aluminija.
Srednjeugljični i legirani čelici se ne primjenjuju široko u građevinar - stvu kao niskougljični, pošto njihova primjena dovodi do usložavanja tehnologije zavarivanja (primjena predgrijavanja, otpuštanja, ili žarenja zavarenog komada, a ponekad, za dobijanje optimalnih mehaničkih osob - ina, je potrebna i potpuna termička obrada poslije zavarivanja).
Međutim, u posljednje vrijeme naglo se povećala primjena finozrnastih mikrolegiranih čelika povećane granice tečenja (razvlačenja).
V. Konstrukcioni čelik za strojogradnju je, po hemijskom sastavu, ugljični ili legirani, a po načinu proizvodnje, čelik povišenog i visokog kvaliteta.
Ovaj čelik, prema osobinama koje određuju njegovu primjenu, može se podijeliti na:
II.1 - čelik opće namjene i II.2 - čelik posebne namjene.
II.1 Čelik opće namjene koristi se za izradu različitih dijelova u raznim granama mašinske industrije (automobilska, vazduhoplovna, bro - dogradnja, mašine alatke i dr.). Namijenjen je za elemente, čija je izrada vezana za zavarivanje (razni zavareni podsklopovi i sklopovi) i dijelove, čija je izrada vezana za posebnu termičku obradu. Čelik namijenjen za elemente čija je izrada povezana sa zavarivanjem, uglavnom, je nisko - ugljični, mikro- i niskolegirani čelik, povišenog kvaliteta.
Čelik namijenjen za dijelove, čija je izrada povezana za posebnu termičku obradu, uglavnom, je srednjeugljični, nisko - i srednjelegirani čelik, povišenog i visokog kvaliteta, koji se uglavnom odabira prema mehaničkim osobinama. Ovaj čelik može imati, pri istom sadržaju ugljika, ali različitom sadržaju legirajućih elemenata, slične mehaničke osobine pri

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 196
maloj debljini ili malom prečniku uzorka, a znatno da se razlikuje u pog - ledu mehaničkih osobina pri velikim dimenzijama uzorka. Zbog toga je neophodno da se čelik, namijenjen za dijelove, čija je izrada vezana za posebnu termičku obradu, bira uzimanjem u obzir i debljine dijelova, odnosno njihovih prečnika, pa, prema tome, i prokaljivost.
Povezano sa tim, dotični čelik se može podijeliti na:
− čelik male prokaljivosti (potpuno se kali u uzorcima prečnika 10 do 15 mm);
− čelik srednje prokaljivosti (potpuno se kali u uzorcima prečnika 25 do 35 mm);
− čelik povećane prokaljivosti (potpuno se kali u uzorcima prečnika 50 do 75 mm);
− čelik velike prokaljivosti (potpuno se kali u uzorcima prečnika 75 do 100 mm). Ovaj čelik treba da ima veliku čvrstoću i žilavost poslije termičke obrade.
II.2. Čelik posebne namjene primjenjuje se: − za izradu različitih dijelova u željeznič kom transportu; DIN (100 Cr2;
105Cr4; 100 CrMn6 itd.). − za opruge; DIN (38Si6; 46Si7; 51Si7; 60SiMn5; 38 Si7; Ck67;
51MnV7; 52MnCrB3; 51CrMoV4; 50CrV4 itd.). − kao čelik za obradu na automatima (povećana obradivost); DIN (9S20;
9SMn28; 10SMnPb28; 9SMn36; 9SMnPb36 itd.). − kao čelik otporan prema habanju; − kao čelik otporan prema koroziji; − za rad pod opterećenjem na povišenim temperaturama; DIN (19 Mn5;
Ck 35; X20 CrMoV 121; 28 Ni Cr Mo4; 14 MoV63 itd.). − kao čelik velike čvrstoće.
VI. Alatni čelik je, po hemijskom sastavu, visokougljični, nisko - i srednje - legirani, a po načinu proizvodnje, čelik povišenog i visokog kvaliteta, izuzev, u rijetkim slučajevima (npr., za najmanje odgovorni bravarski alat, može biti običnog kvaliteta).
Prema sadržaju ugljika, ovaj čelik je obično nadeutektoidni (C > 0,8 %), po čemu se on bitno razlikuje od čelika za noseće konstrukcije i konstrukcionog čelika za mašinogradnju. Samo u posebnim slučajevima, alatni čelik se primjenjuje kao konstrukcioni čelik u mašinogradnji (kuglični ležajevi, opruge).
Alatni čelik se može podijel
− rezni alat; − alat za obradu deformacijom u hladnom i toplom stanju; − kovačke kalupe i − mjerne instrumente.
VII. Čelik sa posebnim fizičkim osobinama je, po hemijskom sastavu, visoko- legirani čelik, a po načinu proizvodnje, čelik povišenog i visokog kvaliteta, koji, u pojedinim slučajevima, zahtijeva ispunjavanje specijalnih mjera livenja (u vakuumu, pod troskom, ili u atmosferi inertnih gasova) i docnije termičku obradu. U ove čelike mogu se svrstati čelici:
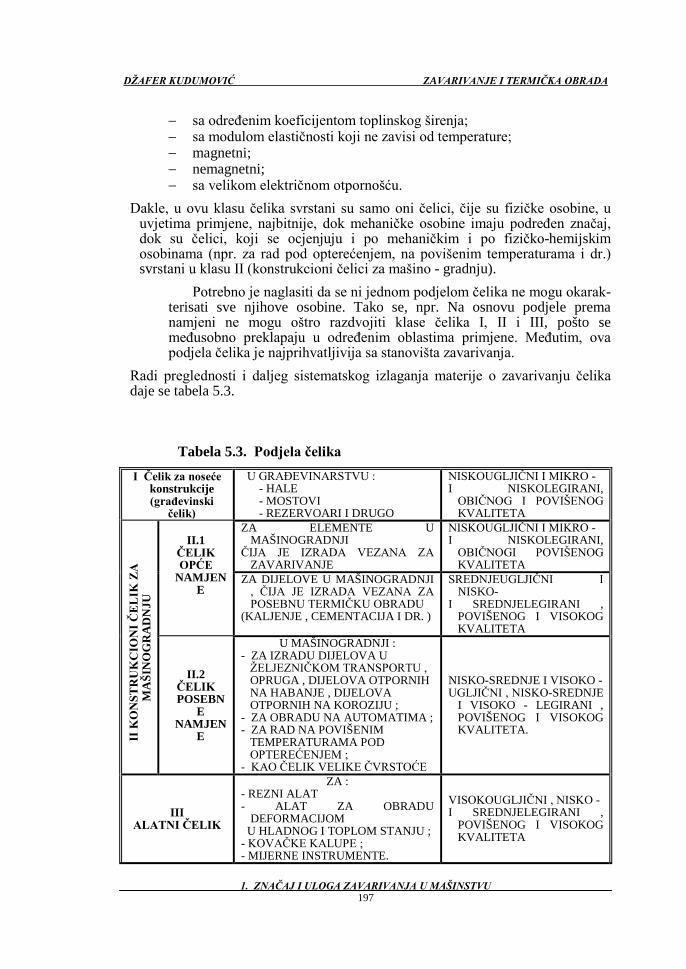
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 197
− sa određenim koeficijentom toplinskog širenja; − sa modulom elastičnosti koji ne zavisi od temperature; − magnetni; − nemagnetni; − sa velikom električnom otpornošću.
Dakle, u ovu klasu čelika svrstani su samo oni čelici, čije su fizičke osobine, u uvjetima primjene, najbitnije, dok mehaničke osobine imaju podređen značaj, dok su čelici, koji se ocjenjuju i po mehaničkim i po fizičko-hemijskim osobinama (npr. za rad pod opterećenjem, na povišenim temperaturama i dr.) svrstani u klasu II (konstrukcioni čelici za mašino - gradnju).
Potrebno je naglasiti da se ni jednom podjelom čelika ne mogu okarak- terisati sve njihove osobine. Tako se, npr. Na osnovu podjele prema namjeni ne mogu oštro razdvojiti klase čelika I, II i III, pošto se međusobno preklapaju u određenim oblastima primjene. Međutim, ova podjela čelika je najprihvatljivija sa stanovišta zavarivanja.
Radi preglednosti i daljeg sistematskog izlaganja materije o zavarivanju čelika daje se tabela 5.3.
Tabela 5.3. Podjela čelika I Čelik za noseće
konstrukcije (građevinski
čelik)
U GRAĐEVINARSTVU : - HALE - MOSTOVI - REZERVOARI I DRUGO
NISKOUGLJIČNI I MIKRO - I NISKOLEGIRANI,
OBIČNOG I POVIŠENOG KVALITETA
II K
ON
STR
UK
CIO
NI Č
EL
IK Z
A
MA
ŠIN
OG
RA
DN
JU
II.1
ČELIK OPĆE
NAMJENE
ZA ELEMENTE U MAŠINOGRADNJI
ČIJA JE IZRADA VEZANA ZA ZAVARIVANJE
NISKOUGLJIČNI I MIKRO - I NISKOLEGIRANI,
OBIČNOGI POVIŠENOG KVALITETA
ZA DIJELOVE U MAŠINOGRADNJI , ČIJA JE IZRADA VEZANA ZA POSEBNU TERMIČKU OBRADU
(KALJENJE , CEMENTACIJA I DR. )
SREDNJEUGLJIČNI I NISKO-
I SREDNJELEGIRANI , POVIŠENOG I VISOKOG KVALITETA
II.2 ČELIK POSEBN
E NAMJEN
E
U MAŠINOGRADNJI : - ZA IZRADU DIJELOVA U ŽELJEZNIČKOM TRANSPORTU , OPRUGA , DIJELOVA OTPORNIH NA HABANJE , DIJELOVA OTPORNIH NA KOROZIJU ; - ZA OBRADU NA AUTOMATIMA ; - ZA RAD NA POVIŠENIM TEMPERATURAMA POD OPTEREĆENJEM ; - KAO ČELIK VELIKE ČVRSTOĆE
NISKO-SREDNJE I VISOKO - UGLJIČNI , NISKO-SREDNJE
I VISOKO - LEGIRANI , POVIŠENOG I VISOKOG KVALITETA.
III ALATNI ČELIK
ZA : - REZNI ALAT - ALAT ZA OBRADU
DEFORMACIJOM U HLADNOG I TOPLOM STANJU ; - KOVAČKE KALUPE ; - MIJERNE INSTRUMENTE.
VISOKOUGLJIČNI , NISKO - I SREDNJELEGIRANI ,
POVIŠENOG I VISOKOG KVALITETA
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 198
IV ČELIK SA POSEBNIM
FIZIKALNIM SOBINAMA
U : - PRECIZNOJ MEHANICI ; - ELEKTROTEHNICI ; - MIJERNO - REGULACIONOJ TEHNICI.
VISOKOLEGIRANI , POVIŠENOG I VISOKOG KVALITETA ( ČESTO SA POSEBNIM ZAHTJEVIMA PRI LIVENJU )
5.1.3. Označavanje čelika
Postojećim standardom koji se primjenjuje propisano je označavanje čelika. Oznaka se sasto
− slovnog simbola “Č”, kojim se označava čelik; − osnovne oznake, koja se sastoji od četiri brojčana simbola, kojima se
označava vrsta čelika i − dopunske oznake, koja se sastoji od jednog ili dva brojčana simbola,
kojima se označava stanje čelika. Dijelovi oznake odvajaju se međusobno tačkama, a redaju se po prethodno
navedenom redoslijedu. Prema potrebi, slovni simbol “Č” i dopunska oznaka mogu Osnovna oznaka označava osobine čelika pomoću odgovarajućih brojčanih
simbola. Pri tome je izvršena podjela čelika na čelike sa negarantiranim sastavom i čelike sa garantiranim sastavom.
5.1.3.1. Čelici sa negarantiranim sastavom
U ovu grupu svrstavaju se ugljični čelici trgovačkog kvaliteta, ugljični čelici sa
propisanim mehaničkim osobinama, a bez propisanog hemijskog sastava, ili sa propisanom čistoćom u pogledu sadržaja S i P, ili, za određene svrhe, sa propisanim sadržajem nekog elementa.
Simbol na prvom mjestu, iza slova “Č”, je “O” i označava pripadnost čelika ovoj grupi.
Simbol na drugom mjestu označava grupu minimalne zatezne čvrstoće, i to kod toplovaljanih čelika u stanju isporuke, odnosno u normalizovanom stanju (ako je taj vid termičke obrade izveden), a kod hladno deformacionih čelika u stanju koje je prethodilo hladnoj deformaciji.
Minimalna zatezna čvrstoća (nosi naziv nazivna čvrstoća) gradirana je odgovarajućim simbolima, i to na slijedeći način:
− simbol o, bez propisanih osobina (trgovački kvalitet); − simbol 1, u iznosu od 324 . 106 Pa (33 dN/mm2
− simbol 2, (334 do 353) . 10);
6 Pa (34 do 36 dN/mm2
− simbol 3, (363 do 383) . 10);
6 Pa (37 do 39 dN/mm2
− simbol 4, (392 do 481) . 10);
6 Pa (40 do 49 dN/mm2
− simbol 5, (491 do 579) . 10);
6 Pa (50 do 59 dN/mm2
− simbol 6, (585 do 677) . 10);
6 Pa (60 do 69 dN/mm2
− simbol 7, u iznosu od 687 . 10);
6 Pa (70 dN/mm2
Simbol na trećem i četvrtom mjestu označava redni br ).
− od 0 do 44 su ugljični čelici sa negarantiranom čistoćom i čelici trgovač - kog kvaliteta;
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 199
− od 45 do 80 su ugljični čelici sa garantiranom čistoćom i (ili), za određene svrhe, sa garantiranim sadržajem pojedinih elemenata i
− od 90 do 99 je slobodno.
5.1.3.2. Čelici sa garantiranim sastavom U ovu grupu spadaju ugljični čelici sa propisanim hemijskim sastavom i legirani
čelici. Simbol na prvom mjestu, iza slova “Č”, može biti:
− Kod ugljičnih čelika, sa propisanim sastavom, taj simbol je 1; − Kod legiranih čelika on označava brojčani simbol najutjecajnijeg
legirajućeg elementa prema : Pod najutjecajnijim legirajućim elementom podrazumijeva se onaj eleme - nat čiji
srednji sadržaj u čeliku, izražen u procentima, pomnožen sa faktorom vrijednosti, daje najveću cifru. Kao drugi utjecajni legirajući elemenat smatra se onaj elemant, kod koga pomenuti proizvod daje prvu manju cifru u odnosu na prethodnu. Faktori vrijednosti pojedinih legirajućih eleemenata su:
Ako u višestruko legiranim čelicima više legirajućih elemenata ima isti proizvod
procentualnog srednjeg sadržaja i faktora vrijednosti, kao najutjecajniji će se smatrati onaj legirajući elemenat, koji ima najveći faktor vrijednosti, a kao drugi utjecajni elemenat onaj koji ima prvi manji faktor vrijednosti.
Simbol na drug
− kod ugljičnih čelika, sa propisanim sastavom, desetostruka vrijednost maksi - malnog procenta ugljika, zaokruženog na desetine. Ako je, npr. U čeliku 0,90 % i više ugljika, brojčani simbol na drugom mjestu je 9;
− kod legiranih čelika drugi po redu utjecajni legirajući elemenat; − kod jednostruko legiranih čelika on je uvijek 1. Simbol na trećem i četvrtom mjestu predstavlja redni br
− od 0 do 19 su ugljični čelici sa propisanim sastavom i legirani čelici koji nisu namijenjeni termičkoj obradi;
− od 20 do 29 su ugljični i legirani čelici za cementaciju; − od 30 do 39 su ugljični i legirani čelici za poboljšanje; − od 40 do 49 su ugljični i legirani čelici za alate; − od 50 do 59 su visokolegirani čelici za alate; − od 60 do 69 su čelici sa naročitim fizičkim osobinama; − od 70 do 79 su čelici hemijski postojani i vatrootporni; − od 80 do 89 je slobodno i

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 200
− od 90 do 99 su čelici za automate i ostali čelici. Dopunskom oznakom označava se stan
− Bez termičke obrade “0”; − žareno “1”; − žareno na najbolju obradivost “2”; − normalizovano “3”; − poboljšano “4”; − hladno deformisano “5”; − ljušteno, ili brušeno “6”; − podešeno po naročitim uputstvima “9”.
Dopunska oznaka odnosi se isključivo na proizvode (valjani i vučeni čelik) u isporučenom stanju. Ona se ne odnosi na gotove ugrađene dijelove, pa zato je ne treba upotrebljavati kao oznaku materijala na crtežima. Koristi se u standardima i drugoj dokumentaciji, koja se odnosi na porudžbine, odnosno isporuku.
Posebne oznake mogu se dodati u posebnim slučajevima, kao, npr. garan - tirana zavarljivost označava se slovom “V”.
Označavanje čelika bojom u skladištima definisano je posebnim dopunama standarda.
Tehnički uvjeti za izradu i isporuku konstrukcionih čelika definirani su također standardima.
5.2. NIKAL I NJEGOVE LEGURE
Osnovna znanja o osobinama i primjeni
Nikal i legure sa njegovom osnovom spadaju u grupu teških metala. U tabeli 5.4. date su najvažnije fizičke osobine čistog nikla i nekih metala.
Tabela 5.4.Fizikalne osobine određenih čistih metala
Metal Zapreminska
masa ( kg / m3
Tačka topljenja
( ) 0
Električna provodljivost
( S ) C )
Toplinska provodljivo
st ( W / m0
Modul elastičnosti
( Pa N / mmK ) 2 )
Nikal 8900 1450 11⋅10 69 6 2,1⋅1010 2,1⋅104
Željezo 7850 1540 10⋅10 63 6 2,1⋅1010
2,1⋅104
Aluminij 2700 660 36⋅10 210 6 0,7⋅1010 0,7⋅104
Magnezij 1800 650 22⋅10 170 6 0,45⋅1010
0,45⋅104
Bakar 8900 1080 57⋅10 378 6 1,2⋅1010
1,2⋅104 Dobre osobine u pogledu korozione otpornosti u mnogim agresivnim sredinama,
vatrootpornost, zatim veliki omski otpor, kao određene druge posebne osobine, omogućavaju dosta široku primjenu nikla i njegovih legura u hemijskoj i

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 201
elektrohemijskoj industriji, proizvodnji aparata i instrumenata i drugim granama industrije.
Nikal i njegove legure odlikuju se i visokom vatrostalnošću, što proširuje još više oblast njihove primjene.
U tehničkom niklu procentualni sadržaj nikla obično iznosi od 99,0% do 99,98%, dok se sadržaj primjesa ograničava na maksimum 2,4%.
Zatezna čvrstoća nikla i njegovih legura, u zavisnosti od toplinske obrade i stupnja deformacije, kreće se u granicama od 300⋅106 do 770⋅106 Pa (300 do 770 N/mm2
Slika 5.13. Promjena zatezne čvrstoće (σ
). U tehničkom niklu najveće čistoće sadržaj primjesa se kreće u granicama
hiljaditih dijelova svake od njih, da bi se u niklu najmanje čistoće dozvoljeni sadržaj ugljika povećao na 0,15 do 0,20 %, a silicija i bakra do 0,15 %. Sadržaj sumpora i fosfora u svim kvalitetima tehničkog nikla ograničava se na 0,001 % svakog od njih.
Na slici 5.13. prikazane su promjene vrijednosti zatezne čvrstoće i plas - tičnosti tehničkog nikla pri povećanju temperature, tj. pri zavarivanju.
m
Inkonel je legura nikla koja, pored nikla, sadrži 15 do 27% Cr i 6 do 10% Fe. Primjenjuje se za izradu dijelova povećane čvrstoće, a odlikuje se i visokom korozionom postojanošću. Za razliku od monel metala, inkonel je otporan i u
) i plastičnosti (δ) tehničkog nikla u zavisnosti od temperature
Relativno niske mehaničke osobine čistog i tehničkog nikla, kao i niska
vatrootpornost, ograničavaju njihovu primjenu u izradi konstrukcija. U konstruk - cijama su daleko širu primjenu dobile legure sa osnovom nikla, koje se mogu podijeliti na tri osnovne grupe:
- korozio - Koroziono postojane legure nikla upotrebljavaju se za izradu radnih komada,
koji su u procesu eksploatacije izloženi dejstvu agresivne sredine (npr. kiselina), pri normalnim i povišenim temperaturama. Naročito su poznate tako - zvane legure monel metal i inkonel.
Monel metal je legura nikla koja, pored nikla, sadrži 27 do 29% Cu, 2 do 3% Fe i 1,2 do 4,8 % Mn. Po strukturi, pripada legurama tipa čvrstih rastvora, jer bakar i nikal posjeduju neograničenu rastvorivost. Ova legura je otporna prema fluorovodoničnoj kiselini, rastvorima sumporne kiseline, morskoj vodi i koncen - trovanim bazama.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 202
uvjetima oksidacione sredine i na visokim temperaturama (posjeduje vatrostal - nost).
Kao koroziono postojane, poznate su i legure sa molibdenom (u granicama 16 do 30 % Mo), pri čemu one istovremeno mogu da sadrže i dodatke volframa (do 5,5 %) i hroma (do 18%). Ove legure se odlikuju otpornošću prema solnoj kiselini na normalnoj i povišenim temperaturama (do blizu temperature ključanja), zavisno od tipa legure i to pri svim koncentracijama pomenute kiseline. Postoje legure ovog tipa koje su otporne i prema razblaženoj sumpornoj kiselini, i to na tempe - raturama do blizu temperature ključanja.
Legure nikla sa dodacima Mo, Cr i W mogu biti otporne i prema oksidi - rajućim sredinama, pri srednjim radnim temperaturama, kao i na vazduhu do oko 1090 0C.
Vatrootporne legure sa osnovom nikla dijele se na deformišuće (namijenjene za obradu deformacijom) i livene (namijenjene za obradu livenjem).
Većina vatrootpornih legura sadrži krom (u koncentracijama 13 do 16% ili 19 do 22%), a takođe i dodatke ti, Al, Mo, W, Nb, C, B, Zr i dr. Štetne primjese u ovim legurama su lahkotopljivi metali (Pb, Sn, Sb, Bi), koji smanjuju vatro - otpornost.
Vatrostalne legure (otporne prema hemijskoj koroziji površine u gasnoj sredini, odnosno u suhoj vazdušnoj atmosferi na povišenim temperaturama) sa osnovom nikla upotrebljavaju se za izradu grejnih elemenata peći, kao i za druge radne komade, koji su izloženi temperaturama 700 do 1100 0
4. Velika sklonost prema obrazovanju pora u šavovima, čiji je nastanak povezan sa promjenom rastvorljivosti kisika, vodika i azota pri prelazu metala iz tečnog u čvrsto stanje.U dodiru sa kisikom, na površini nikla se obrazuje oksidna naslaga nikla (NiO). Rastvorljivost ovog oksida u tečnom metalu je znatna, dok je njegova rastvorljivost u čvrstom metalu neznatna. Na temperaturi 1438
C.Povećanje vatro - stalnosti postiže se uvođenjem kroma u sastav nikla (u sadržaju 15 do 35 %). Dopunsko povećanje vatrostalnosti legura nikla, koje sadrže krom, postiže se uvo - đenjem aluminija i malih dodataka cerija, kalcija, torija i silicija u njihov sastav.
5.2.1. Zavarljivost nikla i njegovih legura
Pri zavarivanju nikla i njegovih legura nailazi se na slijed
0
Rastvorljivost vodika u niklu mijenja se sa promjenom temperature, što se vidi iz dijagrama na slici 5.14.
C oksid nikla obrazuje se niklom eutektikum, u kome se sadrži do 1,1% NiO.
Slika 5.14. Promjena rastvorljivosti vodika u niklu u zavisnosti od temperature
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 203
Pri prelazu nikla iz čvrstog u tečno stanje, rastvorljivost vodika u istom se skokovito povećava, tako da u blizini temperature topljenja (1450 0C) iznosi oko 41 cm3/100 g. Pri daljem povišenju temperature rastvorljivost vodonika u niklu se i dalje povećava.
Azot se, praktično, ne rastvara u čvrstom niklu do temperature topljenja. U tečnom niklu, naročito u uvjetima kada je električni luk uspostavljen, rastvor - ljivost azota može dostići znatne vrijednosti. Azot, dospijevajući u rastop, djelimično obrazuje nepostojane nitride tipa Ni3N, a djelimično gasovitu fazu, koja, takođe, potpomaže obrazovanje pora.
Prema tome, pri dospijevanju navedenih plinova u rastop, dolazi do odvi - janja određenih reakcija, a, kao rezultat tih reakcija, obrazuju se produkti koji, zbog nerastvorljivosti u čvrstom stanju, pogoduju obrazovanju pora. Drugim riječima, umanjenje rastvorljivosti vodika i azota pri prelazu metala iz tečnog u čvrsto stanje u procesu kristalizacije dovodi do obrazovanja pora, kao poslje - dica izdvajanja gasova, odnosno produkta njihovih reakcija.
Zahvaljujući velikoj rastvorljivosti vodika u tečnom niklu, pojava poroz - nosti uslijed vodika pri zavarivanju nikla visoke čistoće malo je vjerovatna, pošto se kritična koncentracija vodika (40 % i više) u stvarnim uvjetima zavarivanja teško dostiže.
Osnovni i najopasniji izvor pora pri zavarivanju nikla visoke čistoće je azot. Pri elektrolučnom zavarivanju u zaštiti argona, prisustvo azota u zoni zavari - vanja iznad 0,05 % već dovodi do poroznosti u metalu šava.
Pri zavarivanju tehničkog nikla, koji sadrži ugljik u granicama 0,15 do 0,20%, obrazovanje pora u metalu šava je povezano sa reakcijom:
NiO + C = Ni + CO gdje je ugljenmonoksid uzrok poroznosti. Pri zavarivanju nikla sa visokim sadržajem kisika u atmosferi koja sadrži
vodik, može da dođe do reakcije: NiO + 2H = Ni + H2O
Reakcija dezoksidacije Ni naročito je moguća pri hlađenju, kada se NiO, zbog umanjene rastvorljivosti, izdvaja u obliku samostalne faze. Povezano sa tim, reakcije dezoksidacije mogu biti uzročnik, ne samo pojava pora, već i krtosti nikla, zbog obrazovanja mikropukotina, do kojih dolazi uslijed obrazov- nih gasovitih produkata (H2
5. Velika je sklonost metala prema obrazovanju toplih (kristalizacionih) pukotina. Ta sklonost povezana je za obrazovanje, po granicama krupnih zrna, lahko - topljivih eutektikuma Ni
O). Pošto pri zavarivanju nije isključena oksidacija nikla, to je za dobijanje
šavova sa dovoljno visokim osobinama, oslobođenih od pora i pukotina, neophodno obezbijediti dobru zaštitu zone zavarivanja od atmosferskog vazdu- ha, kao i dobru dezoksidaciju i prečišćavanje rastopa. Taj problem može biti djelimično riješen primjenom odgovarajućih topitelja, koji su sposobni da vezuju okside nikla, ili uvođenjem u rastop jakih dezoksidanata (aluminij, titan i dr.). Kao efikasna mjera za spriječavanje poroznosti primjenjuje se zavariva - nje kratkim električnim lukom (do 1,5 mm), čime se jako smanjuje usisavanje gasova iz atmosfere.
3S + Ni (Tt = 645 0C) i Ni3P + Ni (Tt = 880 0C), koji imaju transkristalnu strukturu. Zbog toga je neophodno ograničavati sadržaj

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 204
sumpora i fosfora na 0,001 % svakog od njih i to u svim kvalitetima tehničkog nikla, a takođe i u dodatnim metalima za njegovo zavarivanje. Dodavanjem određenih elemenata (do 5% Mn i do 0,1% Mo), moguće je vezati sumpor u jedinjenja sa višom temperaturom topljenja.
Rast kristalnog zrna moguće je ograničiti primjenom režima zavarivanja sa malom pogonskom energijom, kao i uvođenje, u malim količinama, u metal šava odgovarajućih modifikatora (titan, aluminij, molibden), koji usitnjavaju kristalnu strukturu.
Pri zavarivanju legura nikla najveću opasnost predstavlja obrazovanje kristalizacionih pukotina, pri kristalizaciji metala šava. Osnovni način spre - čavanja njihove pojave jeste primjena dodatnih metala visoke čistoće, oslobo - đenih od primjesa, koje imaju sposobnost likviranja i obrazovanja lahko - topljivih uključaka pri kristalizaciji.
6. Manja tečljivost metala rastopa. Pri zavarivanju nikla i njegovih legura metal rastopa manje je tečljiv nego pri zavarivanju čelika, a dubina uvarivanja je manja, pa je zato neophodno povećati kut otvora žlijeba.
5.2.2. Određene specifičnosti tehnologije zavarivanja nikla i njegovih legura
U pogledu tehnologije zavarivanja, nikal i njegove legure su najbliži
visokolegirani austenitnim koroziono postojanim čelicima. Pri izboru postupka i razradi tehnologije zavarivanja, pored vođenja računa o sprečavanju greša osobinama (koroziono postojane, vatro - otporne i vatrostalne), šavovi imaju iste ili slične osobine sa osnovnim metalom. Međutim, nije uvijek neophodno da se dobije isti sastav metala šava i osnovnog
metala, a često je to i neizvodljivo, jer se ne mogu da izbjegnu pore, pukotine i druge greške pri istom sastavu metala šava i osnovnog metala. Zato se radi izbjegavanja tih grešaka metalurškog karaktera i na taj način dobijanja potrebnih osobina zavarenog spoja, pribjegava u tim slučajevima kompleksnom legiranju. Shodno tome, često je potrebno za jednu istu leguru nikla primjeniti različitu tehnologiju zavarivanja.
Elektrolučno zavarivanje topljivom žičanom elektrodom u zaštiti gasa obično se primjenjuje za debljine iznad 4 (5) mm, i to u prvom redu pri zavarivanju legura nikal - krom.
Kao zaštitni gas pretežno se koristi argon (čistoće 99,99%). Potrebno je imati na umu da je neophodno obezbijediti sigurnu zaštitu rastopa od zraka, kako sa strane izvođenja zavarivanja, tako i sa suprotne (korijene) strane. Pri nedovolj - noj zaštiti postoji mogućnost stvaranja pora. Sa korijene strane može se upotrijebiti i odgovarajući topitelj.
Posebnu pažnju treba posvetiti čistoći površina osnovnog i dodatnog metala. Površine u zoni zavarivanja moraju biti metalno sjajne. U tom smislu je potrebno odstraniti sve nečistoće prije zavarivanja, pomoću četke od krom - nikal čelika i odgovarajućeg rastopa (npr. Aceton i špiritus). Oksidisani slojevi na površini radnog komada mogu se odstraniti 10 %-nom sonom ili sumpornom kise - linom, nakon čega se vrši temeljno ispiranje vodom. Oksidisani slojevi, nastali kao posljedica zavarivanja, mogu se odstraniti pjeskarenjem ili brušenjem pomoću neželjeznih brusnih ploča.
Poslije polaganja svakog zavara, a prije nanošenja slijedećeg, treba odstra - niti trosku i okside sa njihove površine.
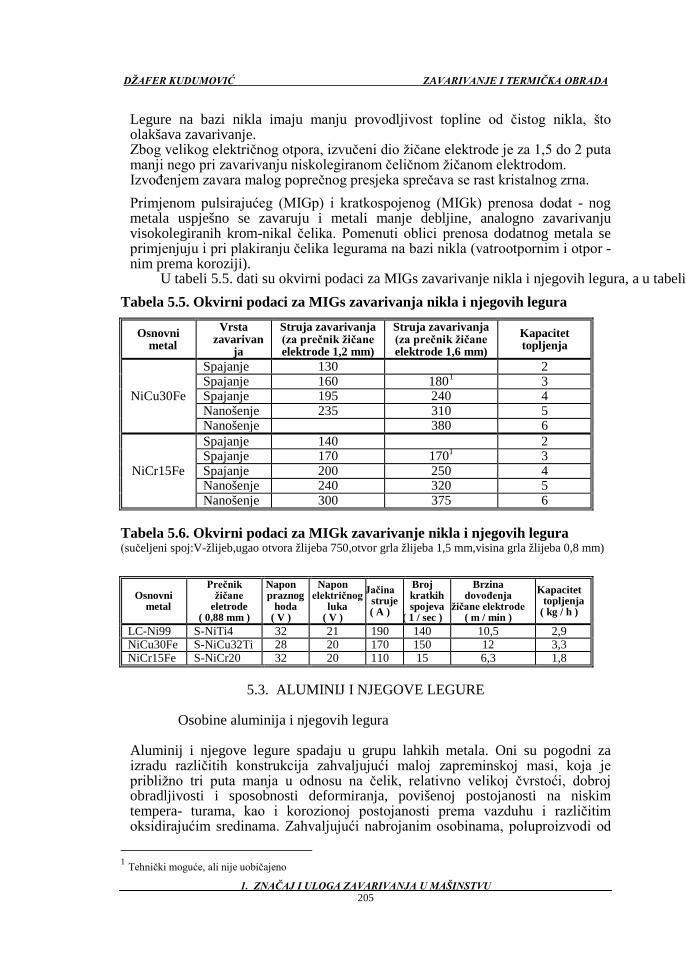
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 205
Legure na bazi nikla imaju manju provodljivost topline od čistog nikla, što olakšava zavarivanje.
Zbog velikog električnog otpora, izvučeni dio žičane elektrode je za 1,5 do 2 puta manji nego pri zavarivanju niskolegiranom čeličnom žičanom elektrodom.
Izvođenjem zavara malog poprečnog presjeka sprečava se rast kristalnog zrna. Primjenom pulsirajućeg (MIGp) i kratkospojenog (MIGk) prenosa dodat - nog
metala uspješno se zavaruju i metali manje debljine, analogno zavarivanju visokolegiranih krom-nikal čelika. Pomenuti oblici prenosa dodatnog metala se primjenjuju i pri plakiranju čelika legurama na bazi nikla (vatrootpornim i otpor - nim prema koroziji).
U tabeli 5.5. dati su okvirni podaci za MIGs zavarivanje nikla i njegovih legura, a u tabeli Tabela 5.5. Okvirni podaci za MIGs zavarivanja nikla i njegovih legura
Osnovni metal
Vrsta zavarivan
ja
Struja zavarivanja (za prečnik žičane elektrode 1,2 mm)
Struja zavarivanja (za prečnik žičane elektrode 1,6 mm)
Kapacitet topljenja
NiCu30Fe
Spajanje 130 2 Spajanje 160 1801 3 Spajanje 195 240 4 Nanošenje 235 310 5 Nanošenje 380 6
NiCr15Fe
Spajanje 140 2 Spajanje 170 170 3 1
Spajanje 200 250 4 Nanošenje 240 320 5 Nanošenje 300 375 6
Tabela 5.6. Okvirni podaci za MIGk zavarivanje nikla i njegovih legura (sučeljeni spoj:V-žlijeb,ugao otvora žlijeba 750,otvor grla žlijeba 1,5 mm,visina grla žlijeba 0,8 mm)
Osnovni metal
Prečnik žičane
eletrode ( 0,88 mm )
Napon praznog
hoda ( V )
Napon električnog
luka ( V )
Jačina struje ( A )
Broj kratkih spojeva
( 1 / sec )
Brzina dovođenja
žičane elektrode ( m / min )
Kapacitet topljenja
( kg / h )
LC-Ni99 S-NiTi4 32 21 190 140 10,5 2,9 NiCu30Fe S-NiCu32Ti 28 20 170 150 12 3,3 NiCr15Fe S-NiCr20 32 20 110 15 6,3 1,8
5.3. ALUMINIJ I NJEGOVE LEGURE
Osobine aluminija i njegovih legura
Aluminij i njegove legure spadaju u grupu lahkih metala. Oni su pogodni za
izradu različitih konstrukcija zahvaljujući maloj zapreminskoj masi, koja je približno tri puta manja u odnosu na čelik, relativno velikoj čvrstoći, dobroj obradljivosti i sposobnosti deformiranja, povišenoj postojanosti na niskim tempera- turama, kao i korozionoj postojanosti prema vazduhu i različitim oksidirajućim sredinama. Zahvaljujući nabrojanim osobinama, poluproizvodi od
1 Tehnički moguće, ali nije uobičajeno
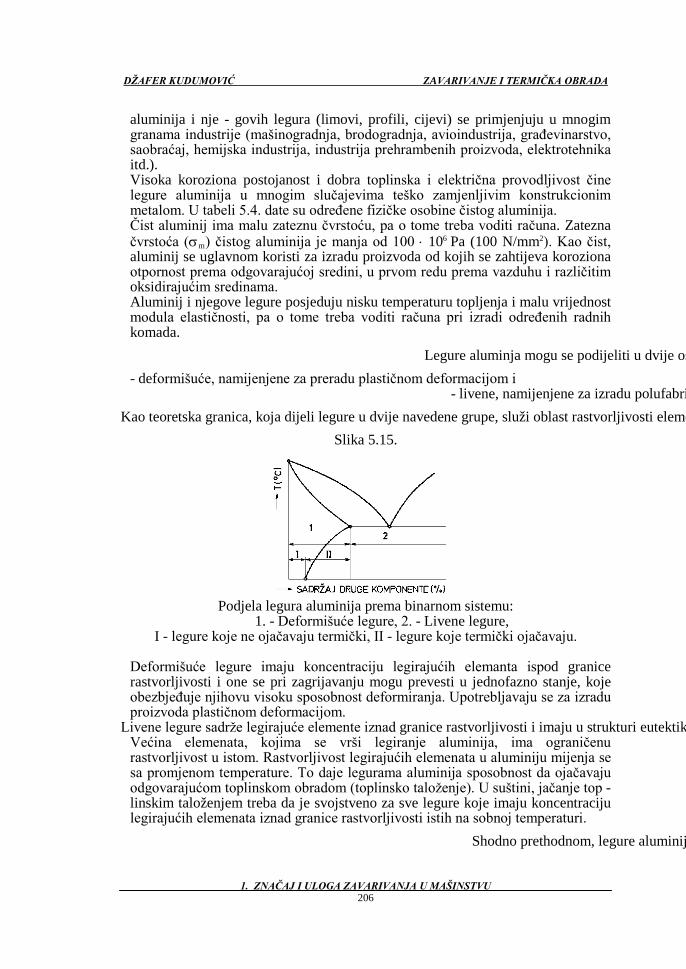
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 206
aluminija i nje - govih legura (limovi, profili, cijevi) se primjenjuju u mnogim granama industrije (mašinogradnja, brodogradnja, avioindustrija, građevinarstvo, saobraćaj, hemijska industrija, industrija prehrambenih proizvoda, elektrotehnika itd.).
Visoka koroziona postojanost i dobra toplinska i električna provodljivost čine legure aluminija u mnogim slučajevima teško zamjenljivim konstrukcionim metalom. U tabeli 5.4. date su određene fizičke osobine čistog aluminija.
Čist aluminij ima malu zateznu čvrstoću, pa o tome treba voditi računa. Zatezna čvrstoća (σm) čistog aluminija je manja od 100 ⋅ 106 Pa (100 N/mm2
Kao teoretska granica, koja dijeli legure u dvije navedene grupe, služi oblast rastvorljivosti eleme Slika 5.15.
). Kao čist, aluminij se uglavnom koristi za izradu proizvoda od kojih se zahtijeva koroziona otpornost prema odgovarajućoj sredini, u prvom redu prema vazduhu i različitim oksidirajućim sredinama.
Aluminij i njegove legure posjeduju nisku temperaturu topljenja i malu vrijednost modula elastičnosti, pa o tome treba voditi računa pri izradi određenih radnih komada.
Legure aluminja mogu se podijeliti u dvije os - deformišuće, namijenjene za preradu plastičnom deformacijom i - livene, namijenjene za izradu polufabri
Podjela legura aluminija prema binarnom sistemu: 1. - Deformišuće legure, 2. - Livene legure,
I - legure koje ne ojačavaju termički, II - legure koje termički ojačavaju. Deformišuće legure imaju koncentraciju legirajućih elemanta ispod granice
rastvorljivosti i one se pri zagrijavanju mogu prevesti u jednofazno stanje, koje obezbjeđuje njihovu visoku sposobnost deformiranja. Upotrebljavaju se za izradu proizvoda plastičnom deformacijom.
Livene legure sadrže legirajuće elemente iznad granice rastvorljivosti i imaju u strukturi eutektik Većina elemenata, kojima se vrši legiranje aluminija, ima ograničenu
rastvorljivost u istom. Rastvorljivost legirajućih elemenata u aluminiju mijenja se sa promjenom temperature. To daje legurama aluminija sposobnost da ojačavaju odgovarajućom toplinskom obradom (toplinsko taloženje). U suštini, jačanje top - linskim taloženjem treba da je svojstveno za sve legure koje imaju koncentraciju legirajućih elemenata iznad granice rastvorljivosti istih na sobnoj temperaturi.
Shodno prethodnom, legure aluminij

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 207
− legure koje se ojačavaju toplinskom obradom, gdje spadaju čvrsti rastvori sa koncentracijom legirajućih elemenata ispod granice rastvorljivosti elemenata na sobnoj temperaturi i
− legure koje se ojačavaju toplinskom obradom, u koje spadaju legure sa koncentracijom legirajućih elemenata iznad granice rastvorljivosti istih na sobnoj temperaturi.
Između livenih i deformišućih legura, koje imaju sposobnost ojačavanja, mogu se nalaziti legure sa malim efektom ojačavanja.
Prisustvo legirajućih elemenata u sastavu legure iznad granice njihove rastvorljivosti na sobnoj temperaturi treba posmatrati kao neophodan, ali ne i siguran uslov sposobnosti legura da ojačavaju toplinskim taloženjem.
U deformišuće legure koje se toplinski ne ojačavaju spadaju uglavnom tehnički aluminij i njegove legure sa manganom i magnezijom, a u legure koje se toplinski ojačavaju spadaju legure aluminija sa cinkom, bakrom i drugim elemen - tima.
U livene legure spadaju legure sa značajnim sadržajem silicija ili bakra. Zavarene konstrukcije uglavnom se izvode od deformišućih legura alumi - nija,
koje se toplinski ne ojačavaju, a koje se koriste u deformaciono ojačanom stanju (hladnom plastičnom deformacijom). Posljednjih godina se za izradu zava - renih konstrukcija primjenjuju sve više deformišuće legure aluminija koje se ojačavaju toplinskom obradom.
Pri zavarivanju legura aluminija koje se toplinski ne ojačavaju, utjecaj toplinskog ciklusa zavarivanja ne dovodi do bitnog smanjenja čvrstoće u zoni utjecaja topline. Međutim, pri zavarivanju legura koje toplinski ojačavaju veliku teškoću izaziva smanjenje čvrstoće metala u zoni utjecaja tiopline, do čega dolazi usljed izdvajanja intermetalida pod dejstvom toplinskog ciklusa zavarivanja, tako da čvrstoća u pomenutoj zoni iznosi 60 do 70 % čvrstoće osnovnog metala. Primjenom potpune toplinske obrade (kaljenja i vještačko toplinsko taloženje) poslije zavarivanja uspostavljaju se polazne osobine metala u toplinski neojačanom stanju, dok je efekat prirodnog taloženja (starenja) nedovoljan za potpuno uspostavljanje polaznih osobina metala u zoni utjecaja topline.
Livene legure aluminija nalaze ograničenu primjenu u izradi zavarenih konstrukcija. Zavarivanje na ovim legurama prvenstveno se primjenjuje u cilju otklanjanja grešaka na odlivcima, a može se primjenjivati i pri spajanju lijevanih dijelova sa dijelovima od deformišućih legura.
Kao stalne primjese u tehničkom aluminiju i njegovim legurama pojavljuju se željezo i silicijum.
U tabeli 5.7. dati su kvaliteti aluminija i njegovih legura prema DIN 1725.
Tabela 5.7. Aluminij i njegove legure za izradu zavarenih konstrukcija (prema DIN 1725)
Oznaka Legirajući elementi ( % ) Mn Mg Si Zn Cu
Čisti aluminij Al 99,8 Al 99,5

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 208
Legura tipa Al - Mn ( neojačavajuća ) AlMn 0,9 do 1,4
Legura tipa Al - Mg ( neojačavajuća ) AlMg3 2,6 do 3,0 AlMg5 4,3 do 5,5
Legura tipa Al - Mg - Mn ( neojačavajuća ) AlMgMn 0,5 do 1,1 1,6 do 2,5 AlMg4,5Mn 0,6 do 1,0 4,0 do 4,9
Legura tipa Al - Mg - Si ( ojačavajuća ) AlMgSi0,5 0,4 do 0,8 0,35 do 0,70 AlMgSi1 0,4 do 1,0 0,6 do 1,2 0,75 do 1,3
Legura tipa Al - Zn Mg ( ojačavajuća , bez dodatka bakra ) AlZnMg1 0,1 do 0,5 1,0 do 1,4 4,5 do 5,0
Livene legure tipa : G-AlSi , G-AlSiMg , G-AlSiCu G-AlSi12 0 do 0,5 11 do 13,5 G-AlSi10Mg 0 do 0,5 0,2 do 0,4 9 do 11 G-AlSi6Cu4 0,3 do 0,6 0,1 do 0,3 5 do 7 3 do 5
5.3.1. Zavarljivost aluminija i njegovih legura
Osnovne teškoće do kojih dolazi pri zavarivanju aluminija i njegovih legura 3. Prisustvo i mogućnost brzog obrazovanja teškotopljivog oksida Al2O3 (tačka
topljenja Tt = 2050 0
Pri zavarivanju jednosmjernom strujom obrnutog (+) polariteta struja ima “čisteće” djelovanje za svo vrijeme zavarivanja, dok pri zavarivanju naizmje - ničnom strujom to djelovanje uglavnom ima u poluperiodu kada se radni komad pojavljuje kao katoda (-). Ova sposobnost raspršujućeg djelovanja katode koristi se pri elektrolučnom zavarivanju topljivom žičanom elektrodom u zaštiti gasa. Najvjerovatniji mehanizam djelovanja električne struje sastoji se u tome što pokretni joni, dospijevajući velikom brzinom do površine metala, udaraju u istu, razaraju oksidnu naslagu i tako, kao posljedica tog katodnog raspršavanja, dolazi do odstranjenja naslage. Djelovanjem struje može biti razorena samo relativno tanka oksidna naslaga, dok se naslaga veće debljine mora odstraniti mehaničkim ili hemijskim putem neposredno prije zavarivanja.
C) na očišćenoj površini. Pošto je zapreminska masa dotičnog oksida veća od zapreminske mase aluminija, on otežava rastapanje stranica žlijeba i potpomaže prljanje metala šava česticama oksidne naslage u obliku nemetalnih uključaka. Zato je neophodno očistiti stranice žlijeba i ostale površine u zoni zavarivanja od oksidne srame. Takođe je potrebno očistiti i površinu dodatnog metala od oksidne naslage. Čišćenje površina od oksidne naslage izvodi se mehaničkim putem i nagrizanjem. Razaranje oksidne naslage pri elektrolučnom zavarivanju postiže se djelovanjem struje pri održavanju električnog luka ili utjecajem komponenata iz elektrode na oksid aluminija.
4. Veliko i dosta naglo smanjenje čvrstoće na visokim temperaturama pri zavari - vanju može da dovede do odvajanja čvrstog metala na nerastopljenom dijelu stranice žlijeba pod dejstvom težine rastopa.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 209
Promjene određenih mehaničkih osobina čistog aluminija u zavisnosti od
temperature date su na slici 5.16. Slika 5.16.
Promjena zatezne čvrstoće (σm
5. Velika sklonost prema pojavi deformacija pri zavarivanju uslijed velike vrije - dnosti koeficijenta toplinskog širenja i malog modula elastičnosti aluminija. Da bi se deformacije smanjile na što manju vrijednost, potrebno je izvršiti stezanje limova, koji se zavaruju, mehanički (stegama), pneumatski ili hidraulično i specijalnim alatima. Zbog visoke toplinske provodljivosti aluminija, naprave i pribore za stezanje treba izrađivati od metala koji imaju malu toplinsku provodljivost (visokolegirani nehrđajući čelici).
), relativnog izduženja ( δ ) i suženja poprečnog presjeka ( ψ ) aluminija u zavisnosti od temperature
Kada dođe do odvajanja određenog dijela čvrstog metala sa stranica žlije - ba,
rastopljeni aluminij, pošto posjeduje visoku tečljivost, može da isteče kroz otvor grla žlijeba. Dimenzije rastopa teško je kontrolisati, jer aluminij, praktič - no, ne mijenja boju pri zagrijavanju. Pri jednoslojnom zavarivanju, uz korišće - nje velike pogonske energije, neophodno je, radi sprečavanja progorijevanja ili odvajanja dijelova čvrstog metala sa stranica žlijeba, primjenjivati odgovara - juće podložne ploče od nehrđajućeg čelika, a ponekad i od grafita.
6. Obrazovanje pora u metalu šava. Za razliku od čelika, pore u aluminiju prven - stveno se raspoređuju u unutrašnjosti šava, a mogu se sresti i u blizini njegove granice stapanja sa osnovnim metalom. Kao osnovni uzročnik pojave pora u šavovima na aluminiju smatra se vodik, čija je rastvorljivost u aluminiju u zavisnosti od temperature prikazana na slici 5.17.
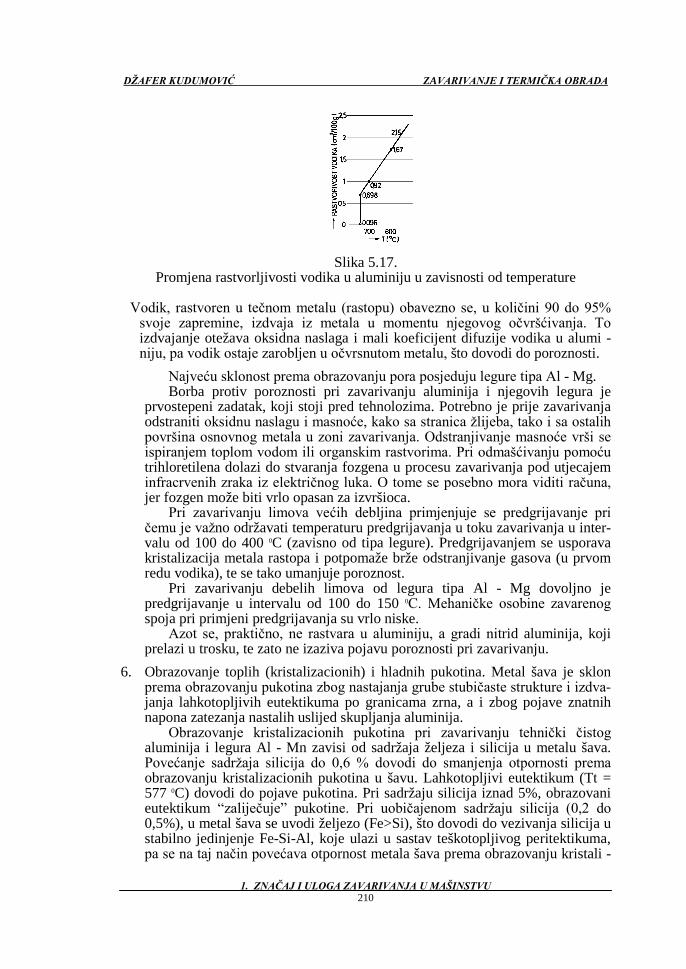
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 210
Slika 5.17. Promjena rastvorljivosti vodika u aluminiju u zavisnosti od temperature
Vodik, rastvoren u tečnom metalu (rastopu) obavezno se, u količini 90 do 95%
svoje zapremine, izdvaja iz metala u momentu njegovog očvršćivanja. To izdvajanje otežava oksidna naslaga i mali koeficijent difuzije vodika u alumi - niju, pa vodik ostaje zarobljen u očvrsnutom metalu, što dovodi do poroznosti.
Najveću sklonost prema obrazovanju pora posjeduju legure tipa Al - Mg. Borba protiv poroznosti pri zavarivanju aluminija i njegovih legura je
prvostepeni zadatak, koji stoji pred tehnolozima. Potrebno je prije zavarivanja odstraniti oksidnu naslagu i masnoće, kako sa stranica žlijeba, tako i sa ostalih površina osnovnog metala u zoni zavarivanja. Odstranjivanje masnoće vrši se ispiranjem toplom vodom ili organskim rastvorima. Pri odmašćivanju pomoću trihloretilena dolazi do stvaranja fozgena u procesu zavarivanja pod utjecajem infracrvenih zraka iz električnog luka. O tome se posebno mora viditi računa, jer fozgen može biti vrlo opasan za izvršioca.
Pri zavarivanju limova većih debljina primjenjuje se predgrijavanje pri čemu je važno održavati temperaturu predgrijavanja u toku zavarivanja u inter- valu od 100 do 400 0C (zavisno od tipa legure). Predgrijavanjem se usporava kristalizacija metala rastopa i potpomaže brže odstranjivanje gasova (u prvom redu vodika), te se tako umanjuje poroznost.
Pri zavarivanju debelih limova od legura tipa Al - Mg dovoljno je predgrijavanje u intervalu od 100 do 150 0
6. Obrazovanje toplih (kristalizacionih) i hladnih pukotina. Metal šava je sklon prema obrazovanju pukotina zbog nastajanja grube stubičaste strukture i izdva- janja lahkotopljivih eutektikuma po granicama zrna, a i zbog pojave znatnih napona zatezanja nastalih uslijed skupljanja aluminija.
C. Mehaničke osobine zavarenog spoja pri primjeni predgrijavanja su vrlo niske.
Azot se, praktično, ne rastvara u aluminiju, a gradi nitrid aluminija, koji prelazi u trosku, te zato ne izaziva pojavu poroznosti pri zavarivanju.
Obrazovanje kristalizacionih pukotina pri zavarivanju tehnički čistog aluminija i legura Al - Mn zavisi od sadržaja željeza i silicija u metalu šava. Povećanje sadržaja silicija do 0,6 % dovodi do smanjenja otpornosti prema obrazovanju kristalizacionih pukotina u šavu. Lahkotopljivi eutektikum (Tt = 577 0C) dovodi do pojave pukotina. Pri sadržaju silicija iznad 5%, obrazovani eutektikum “zaliječuje” pukotine. Pri uobičajenom sadržaju silicija (0,2 do 0,5%), u metal šava se uvodi željezo (Fe>Si), što dovodi do vezivanja silicija u stabilno jedinjenje Fe-Si-Al, koje ulazi u sastav teškotopljivog peritektikuma, pa se na taj način povećava otpornost metala šava prema obrazovanju kristali -

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 211
zacionih pukotina. Sadržaj silicija od 0,1% već je dovoljan za obrazovanje pukotina u šavu, a sadržaj željeza od 0,1 % je nedovoljan za njihovo spreča - vanje. Zbog toga aluminij i legure Al - Mn, sa sadržajem željeza i silicija po 0,05 do 0,15 %, imaju malu otpornost prema obrazovanju kristalizacionih pukotina. Među legurama aluminija najmanju otpornost prema obrazovanju kristalizacionih pukotina posjeduje legura AlMg2. Magnezij ovdje ima sličnu ulogu kao željezo u prethodnom slučaju. Veću otpornost prema obrazovanju pomenutih pukotina posjeduju legure AlMg5 i AlMg6 koje sadrže 5 do 6 % Mg.
Predgrijavanje (naročito lokalno) nekih legura aluminija do temperature 200 (250)0C, za razliku od čelika, ne potpomaže sprečavanje kristalizacionih pukotina, pošto dovodi do znatnog povećanja dimenzija kristala, napona i pojave deformacije.
Dopunske teškoće pri zavarivanju legura aluminija dolaze uslijed obrazo - vanja hladnih pukotina, koje se pojavljuju u zavarenim spojevima zakaljivih (Al-Zn-Mg) legura. Dotične pukotine se pojavljuju usporeno, kroz određeni period vremena poslije zavarivanja i dovode do usporenog razaranja zavarenog spoja. Kao sredstvo za sprečavanje nastajanja hladnih pukotina primjenjuje se predgrijavanje u intervalu temperatura 200 do 250 0
7. Zbog velike toplinske provodljivosti aluminija, pri predgrijavanju treba kori - stiti jake izvore topline sa koncentrisanim zagrijavanjem. U nizu slučajeva je dovoljno zagrijavanje samo početnih dijelova žlijeba do temperature od 120 do 150
C. Pri tome dolazi do blagovremenog djelimičnog izdvajanja intermetalidnih faza iz čvrstog rastvora i do koagulacije, smanjuju se naponi zavarivanja i strukturni naponi, tj. eliminišu se uzročnici nastanka hladnih pukotina. Pokazatelji mehaničke čvr - stoće se pri tome neznatno smanjuju.
0
5.3.2. Struktura i osobine zavarenog spoja
Pri kristalizaciji metala rastopa od čistog aluminija obrazuje se gruba kristalna
struktura (stubičasti kristali). Poprečne dimenzije kristala su mnogo veće nego pri zavarivanju čelika, pa se zato lakše obrazuju pukotine. Finija struktura metala šava, pri zavarivanju aluminija i njegovih legura, dobija se modificiranjem i magnetnim miješanjem metala rastopa u procesu zavarivanja. Kao modifikatori mogu se koristiti titan, cirkonij, bor i drugi elementi.
Bez obzira na postupak zavarivanja, pri zavarivanju aluminija i njegovih legura dolazi do velikih brzina hlađenja metala šava i usmjerenog odvođenja topline. To dovodi do dendritske likvacije i pojave eutektikuma u strukturi metala šava, a time i do smanjenja plastičnosti i čvrstoće istog, kao i pojave pukotina. Pravilnim izborom postupka zavarivanja, dodatnog metala i režima zavarivanja može se regulirati količina obrazovanog eutektikuma u metalu šava, a time se omogućuje dobijanje zavarenog spoja zadovoljavajućih osobina, bez pukotina.
Pri zavarivanju aluminija i njegovih legura u zoni utjecaja topline dolazi do rekristalizacije, prvenstveno u pravcu valjanja.
C prije zavarivanja. Međutim, u određenim slučajevima je potrebno pred - grijavanje čitavom dužinom, kao i održavanje temperature u predviđenim granicama u toku zavarivanja.
U zoni utjecaja topline čistog aluminijuma i legura koje toplinski ne ojača - vaju dolazi do rasta zrna i smanjenja čvrstoće (ako je radni komad prethodno bio
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 212
hladno deformiran) izazvanog otpuštanjem. Intezitet rasta i smanjenja čvrstoće pri zavarivanju zavise od postupka i režima zavarivanja, kao i od temperature predgrijavanja. Praksa pokazuje da, pri zavarivanju aluminija, metal šava ima približno istu čvrstoću kao osnovni metal u odžarenom stanju, a ona se kreće u granicama (60 do 80) 106 Pa (60 do 80 N/mm2).
Pri zavarivanju legura Al - Mn, koje toplinski ne ojačavaju, makrostruktura metala šava je finija. Još finija je struktura metala šava legura Al - Mg, koje takođe toplinski ne ojačavaju. Vrlo fina je i struktura metala šava legura koje sadrže veliku količinu legirajućih elemenata, što je povezano sa utjecajem tih legirajućih dodataka.
Metal šava legure Al - Mn ima približno iste mehaničke osobine kao i osnovni metal.
Pri zavarivanju legura Al - Mg teško je dobiti metal šava mehaničkih osobina jednakih sa osobinama osnovnog metala. Naime, zavarljivost ovih legura, iako one pripadaju legurama koje toplinski ne ojačavaju, pogoršava se zbog njiho - ve povećane osjetljivosti prema toplinskom ciklusu zavarivanja i sklonosti dijela osnovnog metala neposredno uz šav prema ispupčavanju (bubrenju), što dovodi do određenih grešaka, praktično do prekida u šavu. Kao osnovni uzrok pomenute pojave bubrenja smatra se reakcija magnezija sa vodenom parom, kao i nagomila - vanje vodika u mikrošupljinama, čime se povećava pritisak. Sa povećanjem sadržaja magnezija usložava se tehnologija zavarivanja legura Al - Mg.
Smanjenje čvrstoće metala šava legura Al - Mg zapaža se naročito pri usporenom hlađenju u procesu kristalizacije, što je povezano sa osiromašenjem čvrstog rastvora u pogledu sadržaja magnezija.
Pri zavarivanju legura aluminija koje toplinski ojačavaju teško je dobiti zavareni spoj iste čvrstoće kao osnovni metal, ako se ne primjeni docnija toplinska obrada (kaljenje i otpuštanje). Do smanjenja čvrstoće dolazi u zoni utjecaja topline uslijed izdvajanja intermetalida, pa čvrstoća zavarenog spoja iznosi svega 60 do 70 % čvrstoće osnovnog metala.
Kao najopasnija pojava, koja dovodi do jakog smanjenja osobina čvrstoće i obrazovanja pukotina, smatra se otapanje granica zrna. Tečni međuslojevi između zrna smanjuju mehaničke osobine metala u zagrijanom stanju, a, uz to, često dovode i do pojave pukotina. U dijelovima zavarenog spoja u kojima je došlo do otapanja granica zrna često dolazi do krtog razaranja.
U pogledu otpornosti prema koroziji u atmosferskim uvjetima, zavareni spojevi aluminija i njegovih legura neznatno zaostaju za osnovnim metalom. Međutim, drugačije je ponašanje spojeva u različitim agresivnim sredinama. Npr. zavareni spoj, izveden na aluminiju visoke čistoće, ima u azotnoj kiselini približno jednaku korozionu otpornost sa osnovnim metalom. Sa povećanjem sadržaja željeza i silicija koroziona otpornost metala šava opada u većem stupnju nego osnovnog metala. Koroziona otpornost metala šava koji sadrži primjese može se povećati plastičnom obradom u toplom stanju (kao posljedica žarenja zavarenog spoja).
Izučavanje strukturnih promjena do kojih dolazi u zoni utjecaja topline industrijskih legura aluminija, kompleksno legiranih, povezano je sa određenim teškoćama usljed prisustva velikih količina faza složenog sastava.
U preradi i zavarivanju aluminija i njegovih legura treba se do detalja upoznati sa svim specifičnostima osnovnog metala. Dodatni metal se mora prilago- diti osnovnom metalu da bi se, uz zadovoljenje i ostalih uvjeta, zavarivanje moglo uspješno izvesti.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 213
5.3.3. Određene specifičnosti tehnologije zavarivanja aluminija i njegovih legura Aluminij i njegove legure uglavnom se zavaruju postupcima elektrolučnog zavarivanja u za Navode se slijedeći :
− Pri upotrebi argona ili smješe argona i helija nije potrebna primjena praška (topitelja). To znatno pojednostavljuje operacije poslije zavarivanja, posebno za spojeve kod kojih postoji opasnost od korozije, koja može početi ako se ne uklone ostaci topitelja.Osim toga, pri zavarivanju varijantom MIG sa žičanom elektrodom na plus (+) polu, zahvaljujući katodnom raspršivanju (bombar - dovanju površine metala pozitivnim inima i izlasku elektrona iz obrazovane toplinske mrlje), dolazi do razaranja oksidne naslage, a pod zaštitom argona oksid aluminija se ne može ponovo obrazovati;
− zahvaljujući koncentrisanom dovođenju topline pri zaštiti pomoću argona, omogućuju se velike brzine zavarivanja;
− primjenom, zavarivanja u zaštiti argona (MIG varijanta) uža je zona utjecaja topline čime se omogućuje, i pored dvostruko veće vrijednosti koeficijenta toplinskog širenja aluminija u odnosu na čelik, svođenje deformacija na mini - mum;
− uža zona utjecaja topline dovodi do smanjenja oblasti u kojima, kao posljedica zagrijavanja, dolazi do smanjenja čvrstoće metala;
− kontrola rastopa za vrijeme zavarivanja pruža zavarivaču veliku sigurnost pri radu tako da on, poslije relativno kraćeg vremena obuke, može izvoditi kvali - tetne šavove.
Postupak zavarivanja metalnom žičanom elektrodom u zaštiti inertnog gasa (varijanta MIG) primjenjuje se uglavnom za debljine metala iznad 3 mm. Pri zavarivanju aluminija i njegovih legura debljina ispod 3 mm električni luk nije stabilan, naročito pri prenosu u mlazu na manjim vrijednostima jačine struje. Varijantom MIG može se zavarivati poluautomatski i automatski. Najpogodniji je horizontalni položaj zavarivanja, mada se zavarivanje može izvoditi vrlo uspješno i u prinudnim položajima.
Zavarivanje žičanim elektrodama prečnika ispod 1,2 (1,5) mm je otežano zbog nedovoljne čvrstoće aluminija. Stabilnost električnog luka, pri primjeni žičanih elektroda prethodno navedenih u mlazu, pri jačinama struje iznad 130 A, čime se omogućuje zavarivanje metala debljina iznad 4 (5) mm. Uobičajeni pre - čnik žičane elektrode je 1,6 mm. Žičanim elektrodama ovog prečnika omogućuje se dobro zavarivanje i u prinudnim položajima.
U normalnim uvjetima rada, za čiste aluminijske limove debljine do 10 mm i legure aluminija debljine do 15 mm ne treba primjenjivati predgrijavanje. Ovo ne treba uzeti kao pravilo jer primjena predgrijavanja zavisi još od niza utjecajnih faktora (toplinska provodljivost, spoljna temperatura, uvjeti zavarivanja i dr.).
Zavarivanje varijantom MIG sa prenosom dodatnog metala u mlazu (MIGs) primjenjuje se na metale veće debljine. Preimućstvo ovog oblika prenosa dodatnog metala ogleda se u boljem miješanju rastopa, pa je manja vjerovatnoća dobijanja krupnih nemetalnih (oksidnih) uključaka u metalu šava. Kao problem se pojavljuje mogućnost obrazovanja pora. Međutim, poroznost u manjoj mjeri, najčešće, nije opasna, pošto se u, najgorem, slučaju može odraziti jedino na malo smanjenje mehaničkih osobina. Pri automatskom (MIGs) zavarivanju primjenjuju se podmetači sa odgovarajućim žljebom za oblikovanje korijene strane šava.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 214
Jedna od teškoća pri primjeni prenosa dodatnog metala u mlazu je otežano upravljanje procesom topljenja žičane elektrode, kao i teže obezbjeđenje sigurne zaštite zone zavarivanja od utjecaja vazduha.
Primjenom pulsirajućeg prenosa dodatnog metala (MIGp) proširuje se oblast primjene zavarivanj prinudnim položajima. Na slici 5.18. prikazana su područja struja zavarivanja pri primjeni pulsi - rajućeg (MIGp) i preno
Slika 5.18. Područja opterećenja raznih prečnika žičane elektrode pri MIGs i MIGp
zavarivanju aluminija U tabeli 5.8. dati su okvirni podaci za MIGs zavarivanje aluminija i njegovu legura
Tabela 5.8.
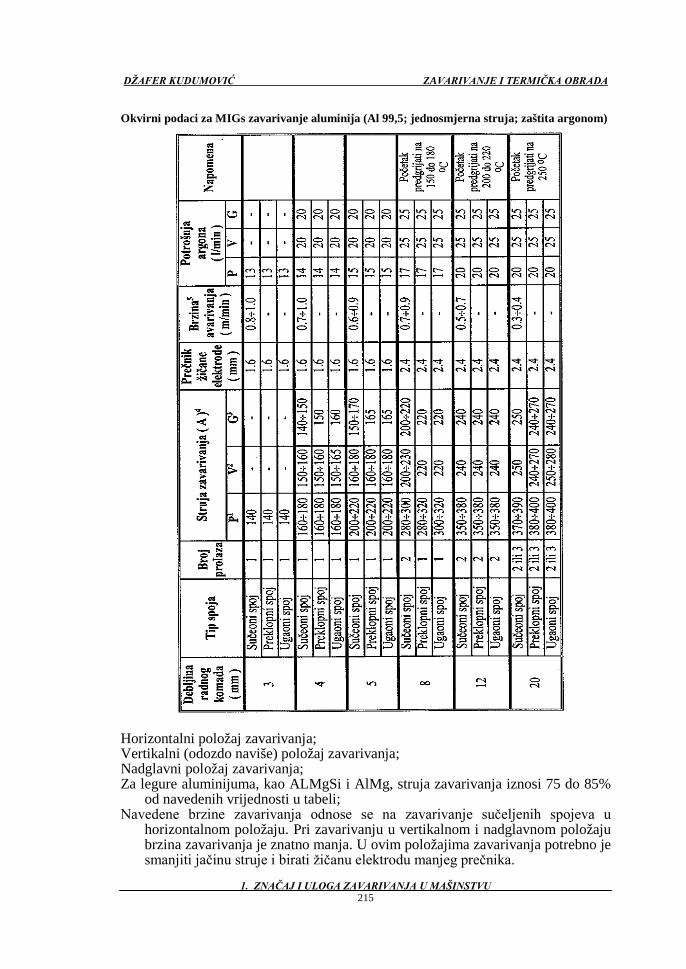
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 215
Okvirni podaci za MIGs zavarivanje aluminija (Al 99,5; jednosmjerna struja; zaštita argonom)
Horizontalni položaj zavarivanja; Vertikalni (odozdo naviše) položaj zavarivanja; Nadglavni položaj zavarivanja; Za legure aluminijuma, kao ALMgSi i AlMg, struja zavarivanja iznosi 75 do 85%
od navedenih vrijednosti u tabeli; Navedene brzine zavarivanja odnose se na zavarivanje sučeljenih spojeva u
horizontalnom položaju. Pri zavarivanju u vertikalnom i nadglavnom položaju brzina zavarivanja je znatno manja. U ovim položajima zavarivanja potrebno je smanjiti jačinu struje i birati žičanu elektrodu manjeg prečnika.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 216
Pri zavarivanju aluminija i njegovih legura treba imati na umu slijedeće prak
− potrebno je prije zavarivanja ukloniti slojeve oksida sa površina stranica žli - jeba i sa ostalih površina u zoni zavarivanja. Prije polaganja svakog slijedećeg zavara neophodno je očistiti površinu prethodnog zavara;
− čišćenje treba izvoditi isključivo četkom od nehrđajućeg čelika, sa žicama malog prečnika, naročito u fazi zavarivanja, izuzev ako se dijelovi nagrizaju neposredno prije zavarivanja. Ako se dijelovi nagrizaju, oni se moraju naknad- no neutralisati (pasivizirati). Pri tome je potrebna konsultacija sa isporučiocem;
− na površinama radnog komada ne smiju se praviti duboki zarezi pri čišćenju, pošto oni mogu kasnije postati žarišta korozije;
− pri pripremi “I” spojeva (za debljine do 5 mm) ivice lima na korijenoj strani moraju biti malo oborene (1 mm/450
− pripoje treba izvoditi u propisanom redoslijedu i na propisanom rastojanju. Treba imati na umu visoku toplinsku provodljivost i veliki koeficijent toplinskog širenja aluminija i njegovih legura. Pripoji ne smiju biti suviše kratki jer treba da izdrže napone uslijed zavarivanja, a da se pri tome u njima ne pojave pukotine. Radi predostrožnosti, pripoje treba ukloniti brušenjem.
), pošto oksidni sloj u donjem dijelu čeonih strana nije obuhvaćen potpuno električnim lukom, pa ostaje kao jedan razdvojeni sloj u šavu. Obaranjem ivica sa korijene strane postiže se potiski - vanje ovog sloja na donju stranu šava, zahvaljujući propadanju tečnog metala rastopa;
5.4. ZAVARIVANJE MAGNEZIJUMA I NJEGOVIH LEGURA 5.4.1. Osobine magnezija i njegovih legura
Čisti magnezij zbog male korozione postojanosti i male čvrstoće (80⋅106 do 110⋅106 Pa, odnosno 80 do 110 N/mm2), kao i male plastičnosti, nije pogodan kao konstrukcioni metal za izradu zavarenih konstrukcija. Relativno mala čvrstoća i plastičnost čistog magnezija objašnjavaju se time što magnezij ima heksagonalnu rešetku koja, na normalnoj temperaturi, ima samo jednu ravan klizanja. Na tempe - raturi 200 do 300 0
Najčešće se koriste aluminij i cink kao legirajući elementi koji ojačavaju čvrsti rastvor legura magnezija. Međutim, njihovo ojačavajuće djelovanje ispoljava se do temperatura 150 (200)
C plastičnost magnezija se povećava uslijed pojave novih ravni klizanja.
U tehnici se kao konstrukcioni metali upotrebljavaju, uglavnom, legure magnezija, koje imaju veću čvrstoću, uz zadržavanje male mase, kojom se odlikuje magnezij. Kao osnovni legirajući elementi, za dobijanje legure magnezija koriste se mangan, aluminij, cink, cerij, i cirkonij.
Od svih konstrukcionih metala legure magnezija se odlikuju najmanjom zapreminskom masom (oko četiri puta manja nego u željeza, a oko jedan i po put manja nego u aluminija). Ovako mala zapreminska masa omogućuje primjenu ovih legura u konstrukcijama koje, iz tehnoloških razloga, treba da budu vrlo lahke. Zahvaljujući vrlo maloj zapreminskoj masi, specifični pokazatelji osobina mnogih legura sa osnovom magnezija, nadmašuju analogne pokazatelje osobina čelika povećane čvrstoće, aluminijskih legura velike čvrstoće, pa čak i nekih legura sa osnovom titana.
0C. Na ovim temperaturama vatrootporne osobine magnezija posebno povećavaju neodijum (Nd) i (u manjem iznosu) torijum (Th).
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 217
Ojačavajuće djelovanje torijuma ispoljava se u velikoj mjeri na temperaturama 250 do 300 0
− deformišuće, namijenjene za dobijanje proizvoda plastičnom deformacijom i
C. Povećana osjetljivost magnezija i njegovih legura prema koroziji u mnogim sredstvima objašnj najbolja metoda zaštite magnezija i njegovih legura od korozije. Vrlo efikasna mjera zaštite od korozije su kromne prevlake (na bazi soli kromne kiseline). Za zgušnjavanje oksidnih naslaga, u sastav legura magnezija često se uvode dodaci berilija. Pri kristalizaciji magnezij je sklon obrazovanju grube kristalne strukture. Za usitnjavanje zrna i p Analogno legurama aluminija, magnezijeve legure se mogu
− livene, namijenjene za dobijanje odlivaka. Prema utjecaju toplinske obrade legure magnezij
− ojačavajuće (povećavaju osobine čvrstoće pri toplinskoj obradi) i − neojačavajuće (ne povećavaju osobine čvrstoće pri toplinskoj obradi). U pogledu primjene, legure magnezija se mogu podijeliti u tri osnovne grupe :
− za opštu upotrebu; − legure velike čvrstoće i − vatrootporne Legure magnezija uglavnom, nalaze primjenu u avioindustriji, proizvodnji raketa,
brodogradnji, za izradu posuda za petrolej, mineralna ulja, foto kaseta itd. Prema sistemu legiranja može se izdvojiti nekoliko grupa deformišućih legura magnezija :
− legure tipa Mg - Mn, u kojima se mijenja sadržaj mangana, uz to se vrši dopunsko legiranje cerijem, u cilju usitnjenja strukture i povećanja mehaničkih osobina. Legure ovog tipa toplinski ne ojačavaju i relativno se dobro zavaruju;
− legure tipa Mg - Al - Zn, sa ograničenim sadržajem legirajućih elemenata. Pri ograničenom sadržaju legirajućih elemenata (npr. Do 8% Al), one ne ojačavaju toplinskom obradom;
− legure tipa Mg - Zn - Zr, u kojima cink ima ulogu elementa za ojačavanje, a cirkonij ulogu modifikatora. Ove legure ojačavaju toplinskom obradom (stare - nje na 160 do 170 0
U vatrootporne legure spadaju i legure tipa Mg - Th - Mn, Mg - Al - C Livene legure magnezija upotrebljavaju se, uglavnom, za dobijanje odliva- ka.
Ove legure imaju povećanu sklonost prema obrazovanju toplih pukotina u šavovima, prema pojavi pora, kao i pukotina uslijed skupljanja. Zavaruju se, uglavnom, u cilju otklanjanja grešaka livenja.
5.4.2. Zavarljivost magnezija i njegovih legura
C u trajanju 24 časa), odlikuju se velikom vatrootpornošću i lošom zavarljivošću.
Teškoće do kojih dolazi pri zavarivanju magnezija i njegovih legura pove -
zane su sa specifičnim osobinama istih i uglavnom se svode na slijedeće:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 218
− magnezij posjeduje veliki afinitet prema kisiku. Kao rezultat toga pojavljuje se oksid MgO koji prekriva površinu metala u obliku naslage.Temperatura topljenja oksida magnezija je oko 2800 0C, a zapreminska masa oko 3650 kg/m3
Prije početka zavarivanja, potrebno je legure magnezija očistiti od sopstve- ne oksidne naslage i vještački nanijetih prevlaka, a nanijeti zaštitnu prevlaku na površine zavarenog spoja poslije zavarivanja.
Poslije mehaničkog čišćenja površina legura magnezija treba pristupiti odmah zavarivanju, jer u roku od 2 do 3 sahata dolazi do ponovne oksidacije, koja otežava zavarivanje i pogoršava kvalitet šava;
. Oksidna naslaga na površini legura magnezija otežava proces zava - rivanja zbog visoke temperature topljenja, pa zbog toga ona mora biti odstranjena ili razorena u procesu zavarivanja. Odstranjivanje se može vršiti mehaničkim putem prije početka zavarivanja, a za razaranje se može koristiti efekat katodnog raspršivanja ili odgovarajući topitelji. Sopstvena oksidna naslaga na površini legura magnezija slabo štiti metal od utjecaja atmosfere i vlage, čak i na sobnoj temperaturi. Prodirući kroz rastresitu naslagu, kisik neprekidno uzajamno djeluje sa unutrašnjim slojevima metala, te tako izaziva njegovu dalju oksidaciju. Pri povišenju temperature, oksidacija magnezija se naglo povećava, a to otežava proces zavarivanja. Oksidna naslaga na površini legura magnezija ima i sposobnost apsorbovanja velike količine vlage.
− pored kisika, u atmosferi oko rastopa mogu biti prisutni CO, CO2
Na temperaturama 600 do 700
, vodena para, azot i vodik. Magnezij reaguje sa svim tim gasovitim materijama, obrazuje karbide, nitride i okside.
0C i višim magnezij reaguje sa azotom i obrazuje nitrid Mg3N2. Nitridi, ne samo da služe kao žarišta korozije, već nepovoljno utječu i na mehaničke osobine legure magnezija, čiji šavovi inače imaju slabije osobine plastičnosti u odnosu na šavove legura aluminija.
Za razliku od drugih gasova, vodik se može rastvoriti u magneziju. Rastvorljivost vodika u magneziju u zavisnosti od temperature pri PH2 = 9,81 . 104
Slika 5.19. Promjena rastvorljivosti vodika u magneziju u zavisnosti
od temperature pri pH
Pa (1 at) prikazana je na slici 5.19.
2 = 9,81 . 104 Pa (1 at).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 219
Zbog smanjenja rastvorljivosti vodika pri kristalizaciji postoji mogućnost njegovog izdvajanja u obliku mjehurova, što dovodi do obrazovanja pora. U slučaju zavarivanja, uz normalan spoljašnji pritisak, kritična koncentracija vodika koja može dovesti do obrazovanja pora iznosi ≥ 50 cm3/100 grama.
U prisustvu elemenata koji imaju veliki afinitet prema vodiku (npr. cirkonij), kritična koncentracija vodika u tečnom metalu može se povećati.
U realnim uvjetima zavarivanja, kritične vrijednosti koncentracije vodika i vlage u atmosferi zaštitnog plina, koje mogu izazvati poroznost pri zavarivanju legura magnezija, dosta su velike i praktično nedostižne.
Osnovni realni uzrok pojave poroznosti pri zavarivanju magnezijevih legura je vodik, obrazovan pri razlaganju ostataka vlage, sadržane u česticama oksidne naslage koje su pomiješane sa rastopom. Vodik se u ovom slučaju izdvaja u molekularnom obliku, mimoilazeći stadijum rastvaranja. Pored zaštite zone zavarivanja od vazduha, za spriječavanje pojave poroznosti potrebno je čišćenje oksidne naslage (da ne dospije u rastop) sa površina osnovnog i dodatnog metala, kao i pravilna obrada stranica žlijeba:
Sklonost prema obrazovanju toplih (kristalizacionih) pukotina. Magnezij i mnoge njegove legure (prvenstveno one koje ne sadrže modifikatore) pri krista - lizaciji obrazuju grubozrnastu strukturu. Osim toga, većina elemenata posjeduje ograničenu rastvorljivost u magneziju, pa zato obrazuju sa njim sisteme sa eutektikumom. Pri tome se uglavnom obrazuju lahkotopljivi eutektikumi kao što su: MgCu (Tt = 485 0C), MgAl (Tt = 436 0C) i Mg Ni (Tt = 508 0
− sklonost legura magnezija, naročito onih koje sadrže mangan, prema rastu zrna u zoni utjecaja topline. Zato treba izbjegavati veliko pregrijavanje metala (npr. Nagomilavanje šavova na jednom mjestu, višeslojno zavarivanje bez prekida za hlađenje itd.);
C). Ti lahkotopljivi eutektikumi, u obliku tankih neprekidnih međuslojeva po granicama zrna, često dovode do obrazovanja toplih (kristalizacionih) pukotina.
Kao tehnološka mjera predostrožnosti preporučuje se postavljanje odgova- rajućih podmetača na početku i kraju zavarenih spojeva za odvođenje topline, kao i izvođenje kraćih šavova i šavova manjeg poprečnog presjeka poslije izvođenja dugačkih šavova velikog poprečnog presjeka;
− veliki koeficijent toplinskog širenja magnezija dovodi do znatnih deformacija radnog komada, pa o tome treba voditi računa.
5.4.3. Specifičnosti tehnologije zavarivanja magnezija i njegovih legura Zavarivanje magnezija i njegovih legura uspješno se realizuje primjenom
varijante MIG, uz primjenu argona kao zaštitnog gasa, u prvom redu. Primjenom ove varijante isključuje se opasnost od pojave korozije spoja (ne primjenjuju se topitelji i nema obrazovanja troske), pa otpada neophodnost specijalne obrade zavarenih spojeva u cilju odstranjenja topitelja i troske kao uzročnika korozije. Zavarivanje metalnom žičanom elektrodom u zaštiti argana uglavnom se primje – njuje za debljine metala iznad 5 mm, pri čemu se veće debljine zavaruju primje - nom prenosa dodatnog metala. Varijanta MIG može se primjenjivati u poluauto - matskom i automatskom obliku. U oba slučaja zavaruje se primjenom jednosmjer - ne struje, sa žičanom elektrodom na plus (+) polu.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 220
Zahvaljujući dobrom miješanju rastopa, umanjuje se opasnost od pojav - ljivanja oksidnih uključaka u metalu šava.
Sučeljno, bez skošavanja stranica žlijeba, u jednom prolazu mogu se zava - rivati limovi debljine 5 do 10 mm.
Vrlo je perspektivna varijanta MIG sa pulsirajućim prenosom dodatnog metala (MIGp), pogotovo za zavarivanje manjih debljina i u težim položajevima zavarivanja.
Pri zavarivanju varijantom MIG potrebno je održavati što je moguće kraći električni luk, kako bi se obezbijedila sigurna zaštita zone zavarivanja i realizovale prednosti ove varijante (odstranjivanje oksidne, naslage efektom katodnog rasprši - vanja). U cilju smanjenja pregrijavanja, zavarivanje treba izvoditi sa povećanim brzinama.
Čvrstoća zavarenih spojeva, zavisno od kvaliteta zavarivanja, iznosi 60 do 90% čvrstoće osnovnog metala.
Varijanta MIG može se upotrebljavati i za popravljanje grešaka na odlivcima legura magnezija.
Za spriječavanje nastanka hladnih pukotina zavareni sklopovi se obično podvrgavaju žarenju na oko 250 0
Sa povećanjem temperature osobine čvrstoće i plastičnosti bakra mijenjaju se u dosta širokim granicama, što se vidi na slici 5.20.
C, u trajanju 0,5 do 1 sahat. Neposredno pred početak zavarivanja treba površine oko žljeba (u širini 30 mm)
očistiti mehanički (grebačem i četkama od nehrđajućeg čelika) ili hemijskim sredstvima od sopstvene oksidne naslage, vještački nanesenih prevlaka i nečistoća. Očišćene radne komade treba odmah zavarivati da ne bi došlo do ponovne oksida - cije. Ako dođe do ponovne oksidacije, postupak čišćenja treba ponoviti neposredno prije zavarivanja. Po završetku zavarivanja, potrebno je nanijeti zaštitnu prevlaku na površinu zavarenog spoja.
Osnovni i najpoželjniji tip spoja za zavarivanje legura megnezija je sučeljni spoj.
5.5. ZAVARIVANJE BAKRA I NJEGOVIH LEGURA
5.5.1. Osnovna znanja o osobinama bakra i njegovih legura Bakar i njegove legure spadaju u grupu teških metala. U tabeli 5.4. nave - dene su
najvažnije fizičke osobine čistog bakra. Čist bakar, zahvaljujući svojoj dobroj električnoj i toplinskoj provod - ljivosti,
kao i korozionoj postojanosti, zauzima značajno mjesto u elektrotehničkoj i hemijskoj industriji, a posebno u izradi pribora i alata. Dobro se obrađuje plastičnom deformacijom u hladnom i toplom stanju, a posjeduje i dovoljnu otpornost prema prelazu u krto stanje na niskim temperaturama. Zadržava visoke hemijske osobine u uvjetima niskih temperatura.
Sadržaj primjesa u najčistijem bakru iznosi do 0,01 %, a u bakru najmanje čistoće do 1 %. Kao primjese u bakru mogu biti: Bi, Sb, As, Fe, Ni, Pb, Sn, S, Zn, P, O.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 221
Slika 5.20. Promjena zatezne čvrstoće (σm
− mesinge;
), jediničnog izduženja (δ) i suženja (ψ) bakra u zavisnosti od temperature
Legure bakra, zahvaljujući boljim mehaničkim osobinama od čistog bakra, često
se primjenjuju u mašinogradnji. One posjeduju i otpornost prema habanju i koroziji (naročito u morskoj vodi). U zavisnosti od sadržaja legirajućih elemenat, mogu se podijeliti na:
− bronze i − bakar - nikal legure.
Mesinzi su legure bakra sa cinkom. Mogu se podijeliti u dvije grupe :
− jednofazni (prosti) i − višefazni (složeni)
Jednofazni mesing sadrži cink, kao legirajući dodatak, u sadržaju do 42%. Ima α strukturu, pa je poznat i kao α mesing. Zahvaljujući dobroj plastičnosti dobro se obrađuje plstičnom deformacijom u toplom i hladnom stanju.
Višefazni mesinzi, pored cinka, sadrže i druge legirajuće elemente (Al, Fe, Ni, Si). U njima sadržaj cinka iznosi iznad 42%. Struktura im je ( α + β ) i β, a posjeduju veću čvrstoću i tvrdoću u odnosu na α mesing.
Uopšte uzevši, mesinzi posjeduju veću čvrstoću u odnosu na čisti bakar ( σm se kreće do 500 . 106 Pa, odnosno 500 N/mm2
Osnovni metal
). Pri sadržaju cinka u leguri iznad 20%, pojavljuje se sklonost prema korozionom
razaranju i obrazovanju pukotina pri lokalnom zagrijavanju. Mesinzi se primjenjuju široko kao konstrukcioni metali tamo gdje se zahti- jeva
veća čvrstoća i veća koroziona postojanost u odnosu na čisti bakar. Bronze su legure sa osnovnom bakra u kojima se cink ne pojavljuje kao osnovni
legirajući elemenat, već kalaj, aluminij, silicij, mangan, berilij, hrom, željezo i drugi. Naziv dobijaju u zavisnosti od osnovnog legirajućeg elementa. Tako su široku primjenu našle kalajne (2 do 10% Sn), aluminijske (4 do 12% Al), silicijske (0,5 do 3,5% Si), manganske (4,5 do 5,5% Mn), berilijske (1,9 do 2,5% Be) i hromne bronze (0,4 do 1% Cr).
Bakar - nikal legure mogu da sadrže do 30 % Ni, a takođe i željezo i mangan. Legura bakra i nikla, sa sadržajem 30% Ni, poznata je kao monel. Bakar - nikal legure odlikuju se, uglavnom, velikom čvrstoćom i korozionom postojanošću. Široko se primjenjuju kao konstrukcioni metali za izradu cjevovoda i posuda za rad u agresivnim sredinama (morska voda, rastvori soli, organske kisjeline).
U tabeli 5.9. date su vrijednosti zatezne čvrstoće za bakar i neke njegove legure. Podaci su uzeti iz DIN normi.
Tabela 5.9. Bakar i njegove legure (prema DIN normama)
Oznaka Zatezna čvrstoća Pa ( N/mm2 )
Dezoksidisani bakar ( DIN 1787 )
SD – Cu SF – Cu SE – Cu
( 200 do 370 ) ⋅ 106 200 do 370
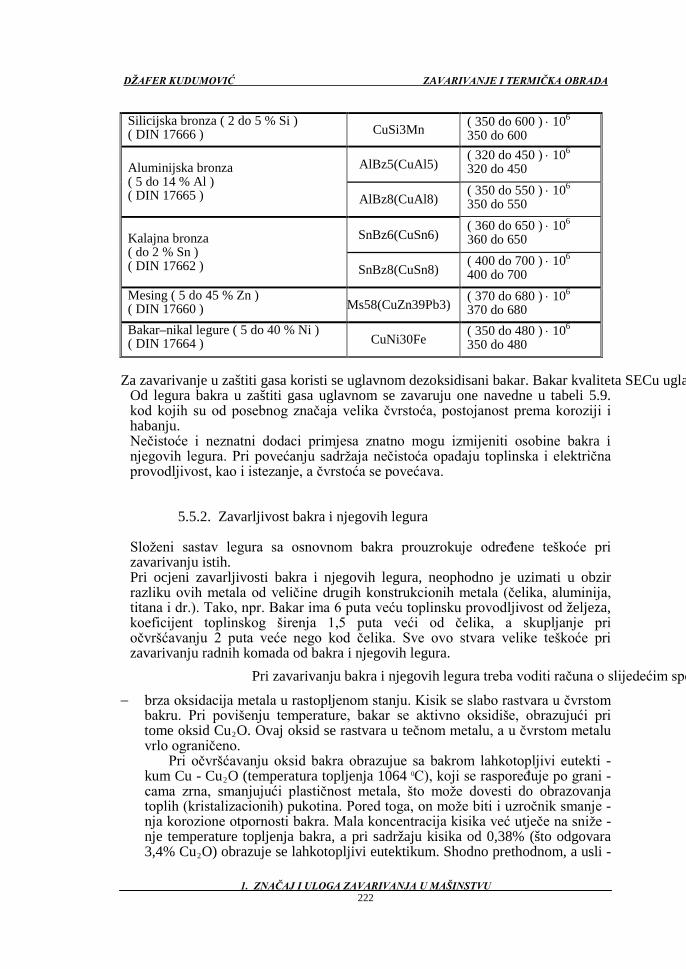
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 222
Silicijska bronza ( 2 do 5 % Si ) ( DIN 17666 ) CuSi3Mn ( 350 do 600 ) ⋅ 106
350 do 600
Aluminijska bronza ( 5 do 14 % Al ) ( DIN 17665 )
AlBz5(CuAl5) ( 320 do 450 ) ⋅ 106
320 do 450
AlBz8(CuAl8) ( 350 do 550 ) ⋅ 106 350 do 550
Kalajna bronza ( do 2 % Sn ) ( DIN 17662 )
SnBz6(CuSn6) ( 360 do 650 ) ⋅ 106 360 do 650
SnBz8(CuSn8) ( 400 do 700 ) ⋅ 106 400 do 700
Mesing ( 5 do 45 % Zn ) ( DIN 17660 ) Ms58(CuZn39Pb3) ( 370 do 680 ) ⋅ 106
370 do 680 Bakar–nikal legure ( 5 do 40 % Ni ) ( DIN 17664 ) CuNi30Fe ( 350 do 480 ) ⋅ 106
350 do 480 Za zavarivanje u zaštiti gasa koristi se uglavnom dezoksidisani bakar. Bakar kvaliteta SECu ugla Od legura bakra u zaštiti gasa uglavnom se zavaruju one navedne u tabeli 5.9.
kod kojih su od posebnog značaja velika čvrstoća, postojanost prema koroziji i habanju.
Nečistoće i neznatni dodaci primjesa znatno mogu izmijeniti osobine bakra i njegovih legura. Pri povećanju sadržaja nečistoća opadaju toplinska i električna provodljivost, kao i istezanje, a čvrstoća se povećava.
5.5.2. Zavarljivost bakra i njegovih legura Složeni sastav legura sa osnovnom bakra prouzrokuje određene teškoće pri
zavarivanju istih. Pri ocjeni zavarljivosti bakra i njegovih legura, neophodno je uzimati u obzir
razliku ovih metala od veličine drugih konstrukcionih metala (čelika, aluminija, titana i dr.). Tako, npr. Bakar ima 6 puta veću toplinsku provodljivost od željeza, koeficijent toplinskog širenja 1,5 puta veći od čelika, a skupljanje pri očvršćavanju 2 puta veće nego kod čelika. Sve ovo stvara velike teškoće pri zavarivanju radnih komada od bakra i njegovih legura.
Pri zavarivanju bakra i njegovih legura treba voditi računa o slijedećim spe
− brza oksidacija metala u rastopljenom stanju. Kisik se slabo rastvara u čvrstom bakru. Pri povišenju temperature, bakar se aktivno oksidiše, obrazujući pri tome oksid Cu2
Pri očvršćavanju oksid bakra obrazujue sa bakrom lahkotopljivi eutekti - kum Cu - Cu
O. Ovaj oksid se rastvara u tečnom metalu, a u čvrstom metalu vrlo ograničeno.
2O (temperatura topljenja 1064 0C), koji se raspoređuje po grani - cama zrna, smanjujući plastičnost metala, što može dovesti do obrazovanja toplih (kristalizacionih) pukotina. Pored toga, on može biti i uzročnik smanje - nja korozione otpornosti bakra. Mala koncentracija kisika već utječe na sniže - nje temperature topljenja bakra, a pri sadržaju kisika od 0,38% (što odgovara 3,4% Cu2O) obrazuje se lahkotopljivi eutektikum. Shodno prethodnom, a usli -

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 223
jed vremenske ograničenosti mogućnosti metalurške obrade metala rastopa (kratko vrijeme boravka u rastopljenom stanju zbog velike toplinske provod - ljivosti bakra), neophodno je uvođenje jakih dezoksidanata (fosfora, mangana, silicija i dr.), uz ograničenje sadržaja kisika do 0,03 %. U naročito odgovornim konstrukcijama (npr. Brodski cjevovodi, posude itd.), sadržaj kisika se ne dozvoljava iznad 0,01 %. Potrebno je imati na umu da se pri primjeni fosfora, u cilju dezoksidacije, njegov sadržaj mora ograničavati, pošto on takođe obrazuje lahkotopljive eutektikume.
Dezoksidant, učestvujući u metalurškom procesu zavarivanja, pored dezoksidacije, istovremeno legira metal, pa to može smanjiti korozionu posto - janost i električnu provodljivost metala:
- prisustvo određenih primjesa pogoduje sklonosti metala šavova prema obrazo - vanju pukotina. Kao opasne primjese u tom pogledu smatraju se bizmut i olovo. Bizmut, obrazujući niz oksida, daje lahkotopljivi eutektikum (Tt = 270 0C), a olovo, obrazujući takođe okside, daje lahkotopljivi eutektikum sa temperaturom topljenja 326 0
Pri zavarivanju aluminijskih bronzi lahko se obrazuje teškotopljivi oksid Al
C. Zato se sadržaj bizmuta ograničava ispod 0,002%, a olova ispod 0,005%, ili se oni vezuju u teškotopljiva jedinjenja pomoću uvođenja u rastop cerija i cirkonija, koji istovremeno imaju ulogu modifikatora.
2O3
- bakar i njegove legure u rastopljenom stanju aktivno apsorbuju gasove, naro - čito kisik i vodik, koji štetno utječu na tehnološke osobine i osobine čvrstoće. U čvrstom stanju bakar neznatno rastvara vodik. Na slici 5.21. prikazana je promjena rastvorljivosti vodika u bakru sa temperaturom.
koji prlja rastop, pogoršava topljenje metala i osobine zavarenog spoja. Za njegovo razaranje primjenjuju se topitelji na bazi fluorida, alkalnih i drugih metala;
Slika 5.21. Promjena rastvorivosti vodika u bakru sa temperaturom
pri pH2 = 9,81 . 104 Pa (1 at) Pri kristalizaciji metala rastopa, koja se odigrava vrlo brzo, zbog velike toplinske
provodljivosti bakra, dolazi do naglog smanjenja rastvorljivosti vodika u metalu, pa atomarni vodik ne uspijeva da napusti metal. Oksid bakra se redukuje pomoću vodika, pri tome se obrazuje vodena para, pa to dovodi do pojave pora i pukotina u šavu. Dakle, kao uzročnici poroznosti mogu biti vodik, koji nije uspio da se izdvoji iz metala rastopa pri kristalizaciji, i vodena para, koja se pojavljuje kao rezultat reakcije vodika sa kisikom iz oksida bakra (Cu2
Nagomilana vodena para u mikrošupljinama metala šava stvara pritisak, što dovodi do značajnih naprezanja i obrazovanja velikog broja mikropukotina. Ta pojava je poznata kao vodena bolest bakra. Kao mjera za spriječavanje vodene
O).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 224
bolesti bakra koristi se smanjenje količine vodika u zoni zavarivanja (primjena suhih zaštitnih gasova).
Bakar i njegove legure u tečnom stanju mogu reagovati i sa ugljenmono - ksidom (CO) i sa ugljendioksidom (CO2
- pri zavarivanju bakra i njegovih legura dolazi do obrazovanja toplih (kristaliza- cionih) pukotina. To je preuzrokovano velikim koeficijentom toplinskog šire - nja, provodljivošću, kao i prisustvom štetnih primjesa (kisika, antimona, bizmuta, arsena, sumpora, olova), koje sa bakrom obrazuju lahkotopljive eute - ktikume. Za obezbjeđenje odgovarajućih osobina čvrstoće metala šava potre - bno je ograničiti sadržaj štetnih primjesa;
), pri čemu može dolaziti do dezoksidacije bakra, što takođe pogoduje obrazovanju pora.
Afinitet bakra prema azotu je vrlo mali. Azot je nerastvorljiv u bakru, pa se on ne pojavljuje kao uzročnik poroznosti, te se može koristiti kao zaštitni gas pri zavarivanju bakra.
U pogledu otpornosti prema pojavi pora prednost se daje jednostranim sučeljenim spojevima sa potpunim provarivanjem, dok je zavarivanje unakrsnih i preklopnih spojeva znatno otežano zbog pojave pora.
Pojava pora i mikoropukotina može biti povezana sa pojavama skupljanja u procesu kristalizacije
- u šavovima bakra i njegovih legura dolazi do obrazovanja krupnozrnaste strukture. To je povezano sa dobrom toplinskom provodljivošću bakra i njego - vih legura, što potpomaže intezivno provođenje topline od šava u osnovni metal. Pri tome dolazi do stvaranja povoljnih uvjeta za usmjerenu kristalizaciju od zone stapanja prema sredini rastopa. Pošto se ne obrazuju novi centri kristalizacije, u šavu se obrazuje zona sa kristalima selektivne orijentacije. Kristali se izdužuju i obrazuju stubičastu strukturu u šavu;
− dobra toplinska provodljivost bakra otežava lokalno zagrijavanje, pa su za zavarivanje potrebni jaki, sa koncentrisanim dovođenje, izvori topline. Usitnje- ne krupnozrnaste strukture metala šava, pri zavarivanju višeslojnih šavova, moguće je iskivanjem svakog prethodno položenog zavara dok se nalazi na temperaturi iznad 600 0
− veliki koeficijent toplinskog širenja bakra i njegovih legura zahtijeva primjenu dopunskih mjera u cilju smanjenja deformacija zavarene konstrukcije;
C;
− izražena tečljivost bakra i njegovih legura u rastopljenom stanju (naročito bronze) otežava njihovo zavarivnje u vertikalnom, a posebno u nadglavnom položaju. Za obrazovanje korijenog zavara bez grešaka neophodna je primjena podložnih ploča (podmetača) od grafita;
− pri zavarivanju mesinga pojavljuju se posebne teškoće. U procesu zavarivanja cink jako isparava i sagorijeva (temperatura ključanja cinka je 907 0C, što je znatno ispod temperature topljenja bakra), pa to smanjuje njegov sadržaj u metalu šava i pogoršava kvalitet šava (pojavljuje se poroznost, smanjuje se čvrstoća). Pri tome se zagađuje i okolna atmosfera parama cinka i njegovih legura, koje su štetne po zdravlje zavarivača. Ova teškoća može se donekle ublažiti predgrijavanjem radnog komada u intervalu temperatura od 300 do 350 0C i povećanjem brzine zavarivanja, čime se umanjuje realizovanje tečnog metala i isparavanja cinka. Predgrijavanje je neophodno samo pri zavarivanju

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 225
mesinga debljine iznad 10 mm i pri zavarivanju dijelova koji se jako razlikuju po debljini (u ovom slučaju se predgrijava dio veće debljine).
5.5.3. Specifičnosti tehnologije zavarivanja bakra i njegovih legura
Odabrani postupak zavarivanja treba da omogući maksimalno koncentri - sano zagrijavanje radn sa dobrim osobinama (mehaničkim, korozio - nim itd).
Ona obezbjeđuje dobijanje metala šava sa minimalnom količinom štetnih primjesa. Koriste se izvori jednosmjerne struje, sa žičanom elektrodom na plus (+) polu.
Zavarivanje varijantom MIG sa prenosom dodatnog metala u mlazu (MIGs) je pogodno za radne komade većih debljina (iznad 4 mm), a primjenjuje se vrlo uspješno i pri zavarivanju sučeljenih spojeva u kombinaciji sa TIG postup - kom. Postupkom TIG se izvodi korijeni zavar, a pomoću MIGs zavari popune. Varijanta MIGs je pogodna za izvođenje i ugaonih šavova bakra i njegovih legura. Takođe se uspješno primjenjuje pri zavarivanju bakarnih polucijevi na rezervoare ili dna rezervoara.
Zavarivanje varijantom MIG sa pulsirajućim prenosom dodatnog metala (MIGp) vrlo se uspješno primjenjuje umjesto TIG postupka zavarivanja bakra i njegovih legura. Odlikuje se većim brzinama zavarivanja, a i mogućnošću primjene u prinudnim položajima zavarivanja.
Metal debljine do 5 mm zavaruje se sa predgrijavanjem do 350 0C, a sa povećanjem debljine temperatura predgrijavanja se povećava na 600 do 800 0C. Vrlo je važno temperaturu predgrijavanja održavati u toku čitavog procesa zavarivanja, što se postiže dodatnim zagrijavanjem radnog komada.
U nizu slučajeva, naročito pri zavarivanju u zaštiti azota, primjenjuju se topitelji na bazi bora, sa dodacima odgovarajućih dezoksidatora (aluminijumov prašak, ferofosfor, feromangan i dr.), čime se poboljšava kvalitet šava.
Stranice žljeba i površinu žičane elektrode treba temeljno očistiti prije zavarivanja. Čišćenje se izvodi mehaničkim putem (metalna četka, grebač, brusni papir i dr.) i nagrizanjem odgovarajućim sredstvom (rastvori azotne, sone i sum - porne kisjeline), a zatim se vrši ispiranje u vodi ili alkaliji sa sušenjem u toplom vazduhu.
Pri zavarivanju bakra i njegovih legura, naročito pri prenosu dodatnog metala u mlazu (MIGs), koji se primjenjuje za debele limove, dolazi do razvijanja metalnih para, od kojih treba zaštiti zavarivača (prema potrebi treba da koristi i gas masku).
Za zaštitu se najčešće koristi argon (čistoće 99,96 do 99,99% Ar), dok je upotreba helijuma ograničena zbog deficitarnosti i visoke cijene.
Kao zaštitni gas može se koristiti i azot (sa dopunskim njegovim sušenjem i prečišćavanjem silikagelom), zahvaljući tome što se azot ne rastvara u bakru i ne stupa sa njim u reakciju. Upotrebom azota postiže se, pored ekonomskog efekta (velika razlika u cijeni u odnosu na argon i helij), još jedan značajan efekat, u suštini ekonomskog karaktera.
Cjelishodna je upotreba smješe sa 70 do 80% Ar i 20 do 30% N2 radi uštede argona ipovećanja produktivnosti (povećava se dubina uvarivanja).
Moguće je zavarivanje bakra i u zaštiti vodika. Uređaji i oprema za zavarivanje bakra i njegovih legura su isti kao i za
zavarivanje drugih metala.
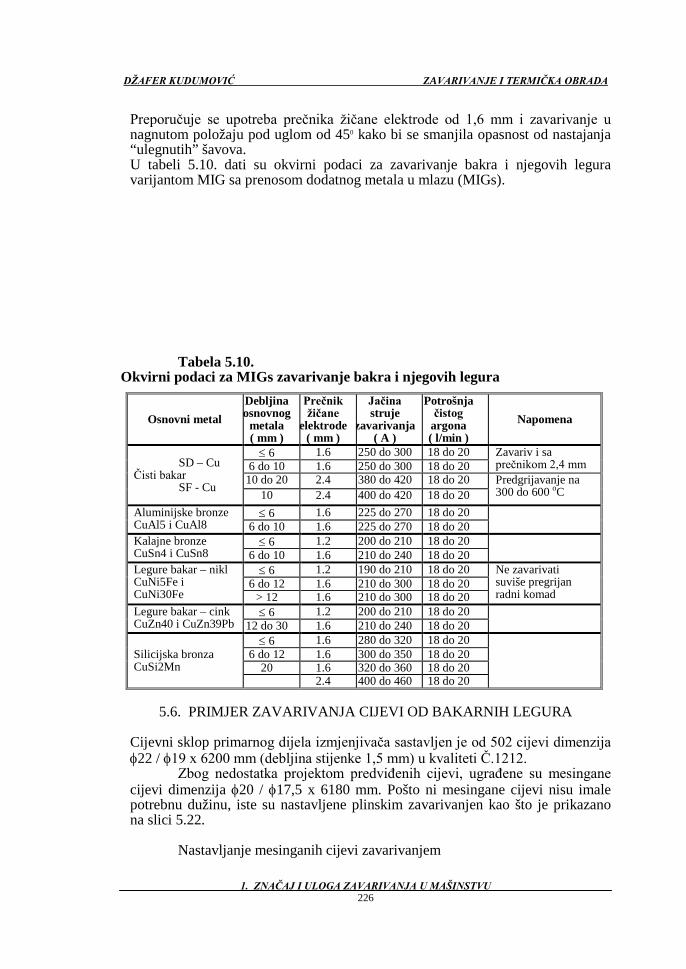
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 226
Preporučuje se upotreba prečnika žičane elektrode od 1,6 mm i zavarivanje u nagnutom položaju pod uglom od 450
Osnovni metal
kako bi se smanjila opasnost od nastajanja “ulegnutih” šavova.
U tabeli 5.10. dati su okvirni podaci za zavarivanje bakra i njegovih legura varijantom MIG sa prenosom dodatnog metala u mlazu (MIGs).
Tabela 5.10. Okvirni podaci za MIGs zavarivanje bakra i njegovih legura
Debljina osnovnog
metala ( mm )
Prečnik žičane
elektrode ( mm )
Jačina struje
zavarivanja ( A )
Potrošnja čistog
argona ( l/min )
Napomena
SD – Cu Čisti bakar SF - Cu
≤ 6 1.6 250 do 300 18 do 20 Zavariv i sa prečnikom 2,4 mm 6 do 10 1.6 250 do 300 18 do 20
10 do 20 2.4 380 do 420 18 do 20 Predgrijavanje na 300 do 600 oC 10 2.4 400 do 420 18 do 20
Aluminijske bronze CuAl5 i CuAl8
≤ 6 1.6 225 do 270 18 do 20 6 do 10 1.6 225 do 270 18 do 20
Kalajne bronze CuSn4 i CuSn8
≤ 6 1.2 200 do 210 18 do 20 6 do 10 1.6 210 do 240 18 do 20
Legure bakar – nikl CuNi5Fe i CuNi30Fe
≤ 6 1.2 190 do 210 18 do 20 Ne zavarivati suviše pregrijan radni komad
6 do 12 1.6 210 do 300 18 do 20 > 12 1.6 210 do 300 18 do 20
Legure bakar – cink CuZn40 i CuZn39Pb
≤ 6 1.2 200 do 210 18 do 20 12 do 30 1.6 210 do 240 18 do 20
Silicijska bronza CuSi2Mn
≤ 6 1.6 280 do 320 18 do 20 6 do 12 1.6 300 do 350 18 do 20
20 1.6 320 do 360 18 do 20 2.4 400 do 460 18 do 20
5.6. PRIMJER ZAVARIVANJA CIJEVI OD BAKARNIH LEGURA
Cijevni sklop primarnog dijela izmjenjivača sastavljen je od 502 cijevi dimenzija
φ22 / φ19 x 6200 mm (debljina stijenke 1,5 mm) u kvaliteti Č.1212. Zbog nedostatka projektom predviđenih cijevi, ugrađene su mesingane
cijevi dimenzija φ20 / φ17,5 x 6180 mm. Pošto ni mesingane cijevi nisu imale potrebnu dužinu, iste su nastavljene plinskim zavarivanjen kao što je prikazano na slici 5.22.
Nastavljanje mesinganih cijevi zavarivanjem

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 227
Po izvršenom nastavljanju krajevi cijevi na dužini od po 80 mm su plinski žareni sa obje strane. Pošto u procesu hladne deformacije stijenka mesingane cijevi dobija kovnu strukturu, mora se izvršiti rekristalizaciono žarenje na temperaturi od 600-700 0
Slika 5.22. a) Nastavljanje mesinganih cijevi zavarivanjem, b) Montažna skica cijevnog snopa
7. POSTUPCI ZAVARIVANJA
7.1. RUČNO ELEKTROLUČNO ZAVARIVANJE
7.1.1. Definicije pojmova i nazivi Na osnovu standarda postoje slijedeće definicije pojmova i naziva : ZAVARENI SPOJ je cjelina, ostvarena zavarivanjem, koja obuhvata do -
dirne dijelove zavarenih komada. Okarakteristan je međusobnim položajem zava - renih dijelova.
C u trajanju od 120 sekundi. Ovo žarenje nam je potrebno zbog plastične deformacije prilikom valjanja i pertlovanja krajeva cijevi u cijevne zidove.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 228
ŽLIJEB je pripremljeno mjesto na osnovnom materijalu radi uspješne izrade šava. Elementi žlijeba su prikazani na slici 7.1.
Slika 7.1. Elementi žlijeba
ZAVAR je očvrsnuti rastaljeni dodatni materijal nastao u jednom prolazu
zavarivanja (slika 7.5.b.). SLOJ dobijamo ako žlijeb ispunjavamo poprečnim klaćenjem vrha elektro- de u toku zavarivanja ŠAV je materijalizovano mjesto spajanja a predstavlja očvrsnuti rastaljeni
metal koji je stvoren prilikom zavarivanja taljenjem (u jednom ili u više prolaza zavarivanja). U slučaju zavarivanja tlakom šav nastaje očvršćavanjem materijala koji je pri zavarivanju bio omekšan. Šav se može sastojati iz jednog ili više zavara ili slojeva.
Elementi šava su prikazani na slici 7.2.
Slika 7.2.
Elementi šava
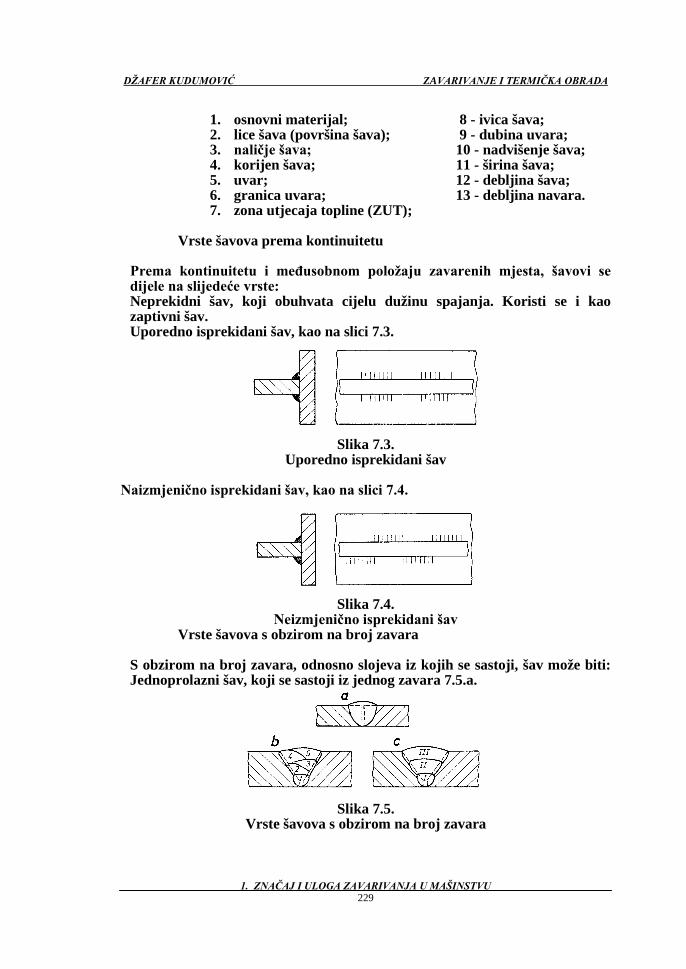
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 229
1. osnovni materijal; 8 - ivica šava; 2. lice šava (površina šava); 9 - dubina uvara; 3. naličje šava; 10 - nadvišenje šava; 4. korijen šava; 11 - širina šava; 5. uvar; 12 - debljina šava; 6. granica uvara; 13 - debljina navara. 7. zona utjecaja topline (ZUT);
Vrste šavova prema kontinuitetu
Prema kontinuitetu i međusobnom položaju zavarenih mjesta, šavovi se
dijele na slijedeće vrste: Neprekidni šav, koji obuhvata cijelu dužinu spajanja. Koristi se i kao
zaptivni šav. Uporedno isprekidani šav, kao na slici 7.3.
Slika 7.3. Uporedno isprekidani šav
Naizmjenično isprekidani šav, kao na slici 7.4.
Slika 7.4. Neizmjenično isprekidani šav
Vrste šavova s obzirom na broj zavara S obzirom na broj zavara, odnosno slojeva iz kojih se sastoji, šav može biti:
Jednoprolazni šav, koji se sastoji iz jednog zavara 7.5.a.
Slika 7.5. Vrste šavova s obzirom na broj zavara
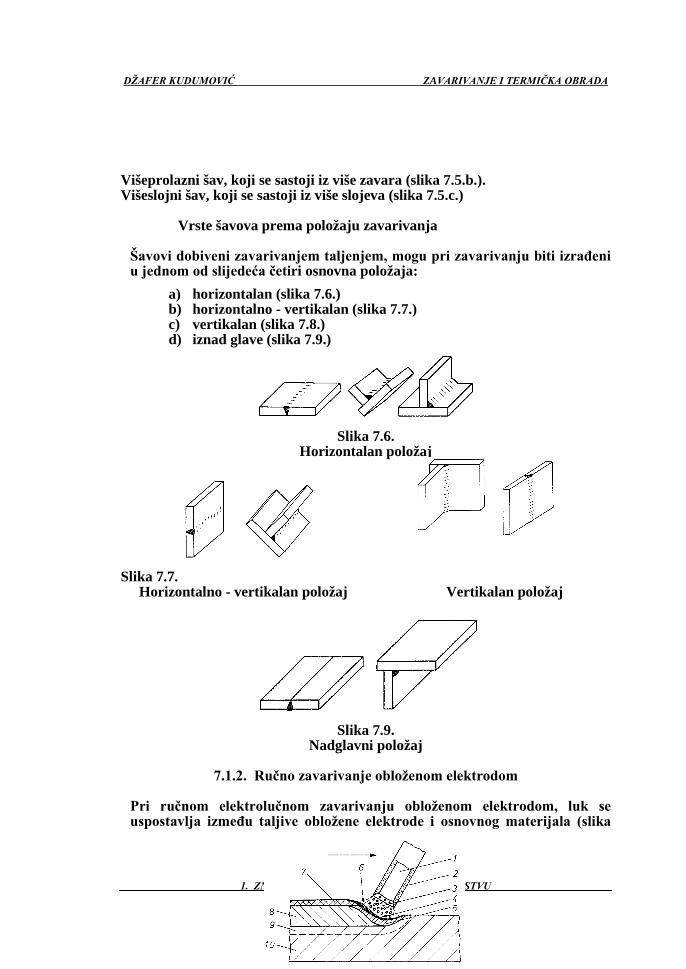
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 230
Višeprolazni šav, koji se sastoji iz više zavara (slika 7.5.b.). Višeslojni šav, koji se sastoji iz više slojeva (slika 7.5.c.)
Vrste šavova prema položaju zavarivanja Šavovi dobiveni zavarivanjem taljenjem, mogu pri zavarivanju biti izrađeni
u jednom od slijedeća četiri osnovna položaja: a) horizontalan (slika 7.6.) b) horizontalno - vertikalan (slika 7.7.) c) vertikalan (slika 7.8.) d) iznad glave (slika 7.9.)
Slika 7.6. Horizontalan položaj
Slika 7.7. Horizontalno - vertikalan položaj Vertikalan položaj
Slika 7.9. Nadglavni položaj
7.1.2. Ručno zavarivanje obloženom elektrodom
Pri ručnom elektrolučnom zavarivanju obloženom elektrodom, luk se
uspostavlja između taljive obložene elektrode i osnovnog materijala (slika

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 231
7.10.). Slika 7.10.
Shema ručnog elektrolučnog zavarivanja obloženom elektrodom 1 - metalno jezgro elektrode; 2 - obloga elektrode; 3 - električni luk; 4 - krater; 5 - talina;
Elektroda se sastoji iz metalnog jezgra cilindričnog oblika (dužine od 300 do
450 mm i prečnika od 2 do 6 mm) i omotača koji se zove obloga. Metalno jezgro elektrode se vezuje na izvor struje. Uslijed dejstva topline luka topi se obloga i metalno jezgro elektrode. Rastaljeni metal jezgra elektrode služi kao dodatni materijal koji popunjava žlijeb obrazujući šav. Pri taljenju obloge elektrode obrazuje se troska koja prekriva rastaljeni metal.
U procesu ručnog elektrolučnog zavarivanja elektroda se pomjera u smjeru zavarivanja približno konstantnom brzinom. Pri tom vrh elektrode može da se kreće na slijedeće načine (slika 7.11.):
Slika 7.11. Kretanje vrha elektrode pri zavarivanju
Svi zavarivački radovi dijele se na navarivanje i zavarivanje. Navarivanje podrazumijeva izvođenje više zavara, postavljenih jedan uz
drugi sa određenim međusobnim preklapanjem, kako bi se dobio kompaktan navaren sloj metala. Navarivanje se vrši onda kada se želi na površinu elementa nanijeti sloj metala sa traženim osobinama (npr. sloj metala velike tvrdoće) ili kada se žele povećati dimenzije istrošenom elementu (kod reparature). To znači, da se navarivanje koristi kako pri izradi novih tako i pri popravljanju istrošenih elemenata. Primjena navarivanja je ekonomična samo u slučaju ako je debljina nanijetog sloja metala veća od 1 - 2 mm. Za manje debljine nanijetog sloja metala primjenjuju se drugi tehnološki postupci.
Zavarivanjem nazivamo spajanje dva ili više elemenata u jednu nerazdvo - jivu cjelinu, izvođenjem jednog ili više zavara ili slojeva na mjestu spoja. Zavari - vanje elemenata i konstrukcija predstavlja najrasprostranjeniju vrstu zavarivačkih radova.
7.1.3. Režimi ručnog zavarivanja
Režim ručnog zavarivanja uglavnom zavisi od debljine osnovnog
materija- la i položaja šava u prostoru u toku zavarivanja a određen je strujom zavarivanja. Na osnovu toga imati ćemo slijedeće :
Prečnik elektrode se određuje u zavisnosti od debljine lima koji se zavaruje:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 232
Debljina lima, u mm……….. 2 3 4-5 6-8 9-12 13-15 16-20 >20
Prečnik elektrode, u mm…. 2 3 3-4 4 4-5 5 5-6 6 Kod debljine limova iznad 4 mm izvršenje zavarivanja se obavlja sa
više zavara ili slojeva. Ako na mjestu spoja postoji žlijeb (naprimjer, kao kod V-šava) prvi (korijeni) zavar se obično izvodi sa elektrodom prečnika 3 - 4 mm zbog težih uvjeta rada u dnu žlijeba, dok se ostali zavari izvode sa elektrodama većeg prečnika. Poslije popunjavanja žlijeba sa svim predviđenim zavarima, korijen šava se izžlijebi izvede završni (pokrivni) korijeni zavar sa elektrodom prečnika 3 mm za limove debljine do 5 mm a sa elektrodom prečnika 4 mm za limove debljine 6 mm i više.
Struja zavarivanja se određuje prema odabranom prečniku elektrode i predstavlja važan uvjet za dobijanje kvalitetnog zavarenog spoja. Vrijednosti za struju zavarivanja propisuje proizvođač elektroda u optimalnim granicama koje obezbjeđuju dobijanje kvalitetnog šava.
Smanjivanje struje zavarivanja ispod njene donje granice pogoršava stabilnost luka i dovodi do nedovoljnog uvara, dok njeno povećanje iznad gornje granice dovodi do pregrijavanja elektrode, opadanja obloge, prštanja rastaljenog metala i dobijanja vrlo neravne površine šava. Smatra se da se elektroda na kraju svog taljenja nesmije zagrijati više od 600 - 800 0
Slika 7.12. Zavisnost struje zavarivanja od prečnika elektrode
C. Na slici 7.12. date su vrijednosti za struju zavarivanja u zavisnosti od prečnika elektrode. Optimalne veličine struje zavarivanja se nalaze u području između crtkanih linija.
Struja zavarivanja se može odrediti u zavisnosti od prečnika elektrode i dozvoljene gustine struje prema slijedećem izrazu:
ez AjI ⋅=
gdje je: Iz - struja zavarivanja, u A; j - dozvoljena gustina struje, u A/mm2; Ae - πde
2/4 - površina poprečnog presjeka jezgra elektrode, u mm2. Dozvoljena gustina struje za rut Za de, u mm……… Dozvolj. j, u A/mm2

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 233
Za približno određivanje struje zavarivanja može se u praksi koristiti
ez dmI ⋅=
gdje je: Iz - struja zavarivanja, u A; m - koeficijent (m = 30 kod de = 3 mm i m = 40 - 50 kod de = 4 - 6 mm); de - prečnik elektrode, u mm Na osnovu dijagrama na slici 7.12. dobijene su slijedeće srednje vrijednosti
struje zavarivanja u zavisnosti od prečnika elektrode: de, u mm…………. Iz, u A……………. Navedene vrijednosti za struju zavarivanja treba smatrati kao opću
preporuku, pošto na njenu veličinu utječu (osim prečnika elektrode) tip obloge elektrode, debljina osnovnog materijala, oblik zavarenog spoja i njegov položaj u prostoru.
Pri zavarivanju u vertikalnom položaju, struja zavarivanja se smanjuje za 15 - 20% u odnosu na p Pri zavarivanju u položaju iznad glave, struja zavarivanja se smanjuje za
20-25% u odnosu na potrebnu struju zavarivanja u horizontalnom položaju a prečnik elektrode ne treba da bude veći od 4 mm. Radi olakšavanja prenosa materijala sa vrha elektrode u šav, zavarivanje u položaju iznad glave treba vršiti sa kratkim lukom.
Kod veće brzine zavarivanja struja zavarivanja se mora povećati, dok se kod manje brzine mora smanjiti. Ova zakonitost je definirana uvođenjem pojma pogonska energija qp = q/vz
( ) edA ⋅÷= 861
(J/cm). Na režim zavarivanja još utječe dužina (odnosno napon) luka. Dužina luka
ne treba da bude veća od prečnika jezgra elektrode. Dubina uvara pri ručnom elektrolučnom zavarivanju sučeljenih spojeva iznosi od 1,5- 4 mm, dok širina šava zavisi od prečnika elektrode i veličine poprečnih oscilacija vrha elektrode.
Pri zavarivanju sučeljenih spojeva u horizontalnom položaju, radi obezbjeđenja optimalnih uslova za formiranje šava, površina poprečnog presjeka jednog zavara mora biti u slijedećem odnosu prema prečniku elektrode:
Za prvi (korijeni) zavar:
Za ostale zavare: ( ) edA ⋅÷= 1281
gdje je: A1 - površina poprečnog presjeka korijenog zavara, u mm2; An - površina poprečnog presjeka svakog od ostalih zavara, u mm2; de - prečnik elektrode, u mm.
Površina poprečnog presjeka jednog zavara u zavisnosti od odabranog tipa i prečnika elektrode, struje i brzine zavarivanja određuje se prema slijedećem izrazu:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 234
ρα
⋅⋅
=z
zzz v
IA
gdje je: Az – površina poprečnog presjeka jednog zavara, u cm2; αz - koeficijent taljenja, u g/Ah; Iz - struja zavarivanja, u A; vz - brzina zavarivanja, u cm/h; ρ - gustina metala zavara, u g/cm3
ρα
⋅⋅
=z
zzz A
Iv
. Ako odredimo površinu poprečnog presjeka jednog zavara prema prethod -
nom izrazu možemo izračunati brzinu zavarivanja na osnovu izraza.
cm / h
Brzina ručnog elektrolučnog zavarivanja iznosi do 15 m/h. Kod proračuna deformacija uslijed zavarivanja neophodno je odrediti
pogon- sku energiju, koja je data slijedećim izrazom:
z
efzl
zp v
IUvqq
η⋅⋅== J / cm
Ako se brzina zavarivanja odredi p
ρα
⋅⋅⋅
=z
zzz A
Iv3600
cm / h
to iz prethodnog izraza možemo dobiti odnos Iz/vz
z
z
z
z AvI
αρ⋅⋅
=3600
:
cm / h
Ako u prethodnom izrazu zamijenimo, napravimo zamjenu dobićemo slijedeći izraz za qp
z
efzlp
AUq
αρη ⋅⋅⋅⋅
=3600
:
J / cm
Pri ručnom elektrolučnom zavarivanju sa raznim vrstama obloženih elektroda malo se mijenjaju napon luka, efektivni koeficijent korisnog dejstva i koeficijent taljenja. Ako se u zadnjem izrazu zamijene odgovarajuće srednje vrijednosti, to ćemo imati:
zp Aq ⋅= 605 J / cm
gdje je: Az - površina poprečnog presjeka jednog zavara, u mm2.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 235
Za praktične proračune prethodni izraz daje dovoljno tačne vrijednosti pogonske energije qp
3212 AAAAuk ++=
, pa se može koristiti pri proračunu deformacija uslijed zavarivanja.
Za određivanje potrebnog broja zavara u jednom šavu neophodno je izračunati ukupnu površinu poprečnog presjeka navarenog metala. Navedena površina za V - šav (slika 7.13.) može se izračunati na slijedeći način:
odnosno
( ) ( ) ( )[ ]622322 112 ++⋅⋅⋅+⋅+⋅= stgfcdstgfAuk αα mm
Kod X - šava proračun ukupne površine poprečnog presjeka navarenog
metala vrši se na sličan način kao kod V - šava, ali za obje strane.
2
Slika 7.13. Ukupna površina poprečnog presjeka navarenog metala za V - šav
Za približno određivanje ukupne površine poprečnog presjeka navarenog
metala za razne vrste šavova kod sučeljenih spojeva može se koristiti dijagram na slici 7.14.
Ako je poznata ukupna površina poprečnog presjeka navarenog metala za dati šav, površina poprečnog presjeka prvog (korijenog) zavara A1 i površina poprečnog presjeka svakog od ostalih zavara An
11 +−
=n
ukA
AAn
, možemo odrediti potreban broj zavara (broj prolaza zavarivanja) prema slijedećem izrazu:
Pri zavarivanju kutnih šavova prečnik elektrode se obično određuje u zavisnosti od katete šava:
Kateta šava k, u mm……….. Prečnik elektrode de, u mm.
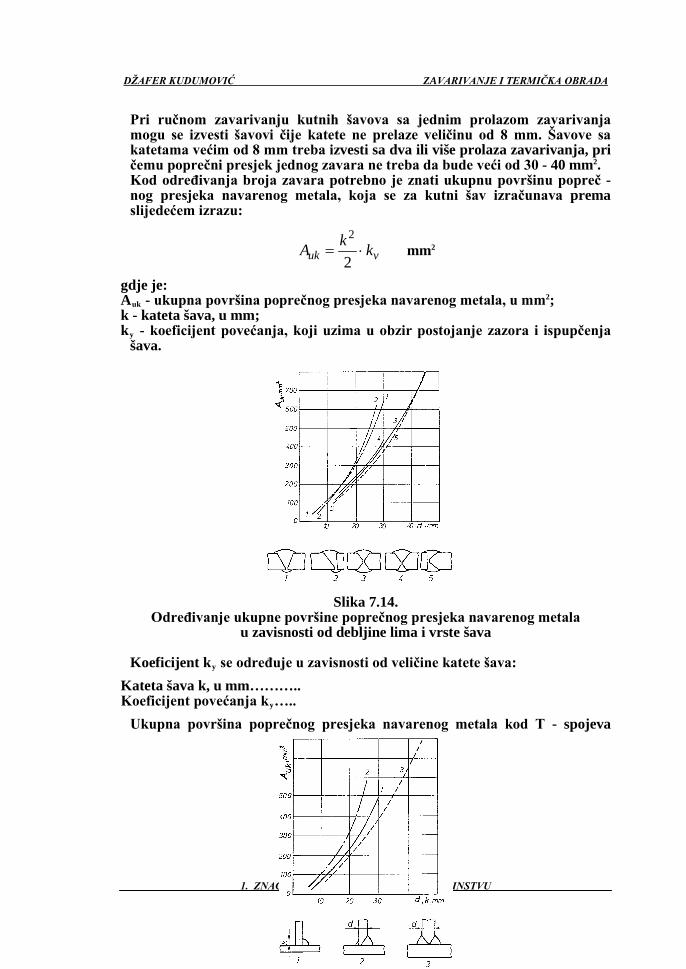
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 236
Pri ručnom zavarivanju kutnih šavova sa jednim prolazom zavarivanja mogu se izvesti šavovi čije katete ne prelaze veličinu od 8 mm. Šavove sa katetama većim od 8 mm treba izvesti sa dva ili više prolaza zavarivanja, pri čemu poprečni presjek jednog zavara ne treba da bude veći od 30 - 40 mm2
vuk kkA ⋅=2
2
. Kod određivanja broja zavara potrebno je znati ukupnu površinu popreč -
nog presjeka navarenog metala, koja se za kutni šav izračunava prema slijedećem izrazu:
mm2
gdje je: Auk - ukupna površina poprečnog presjeka navarenog metala, u mm2; k - kateta šava, u mm; ky
Slika 7.14. Određivanje ukupne površine poprečnog presjeka navarenog metala
u zavisnosti od debljine lima i vrste šava Koeficijent k
- koeficijent povećanja, koji uzima u obzir postojanje zazora i ispupčenja šava.
y se određuje u zavisnosti od veličine katete šava: Kateta šava k, u mm……….. Koeficijent povećanja ky
Ukupna površina poprečnog presjeka navarenog metala kod T - spojeva …..
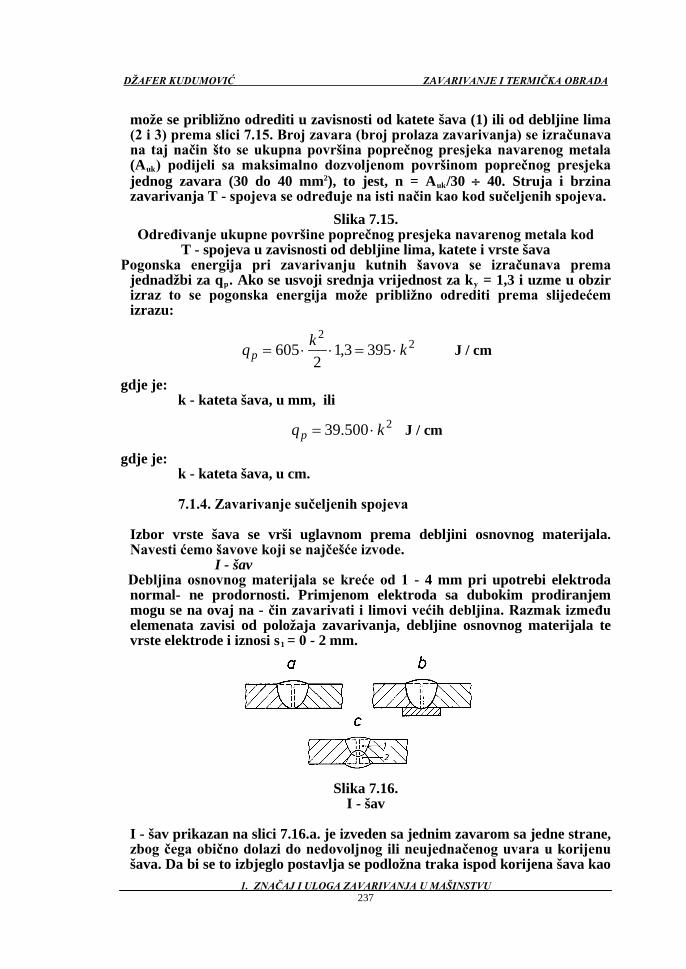
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 237
može se približno odrediti u zavisnosti od katete šava (1) ili od debljine lima (2 i 3) prema slici 7.15. Broj zavara (broj prolaza zavarivanja) se izračunava na taj način što se ukupna površina poprečnog presjeka navarenog metala (Auk) podijeli sa maksimalno dozvoljenom površinom poprečnog presjeka jednog zavara (30 do 40 mm2), to jest, n = Auk/30 ÷ 40. Struja i brzina zavarivanja T - spojeva se određuje na isti način kao kod sučeljenih spojeva.
Slika 7.15. Određivanje ukupne površine poprečnog presjeka navarenog metala kod
T - spojeva u zavisnosti od debljine lima, katete i vrste šava Pogonska energija pri zavarivanju kutnih šavova se izračunava prema
jednadžbi za qp. Ako se usvoji srednja vrijednost za ky
22
3953,12
605 kkqp ⋅=⋅⋅=
= 1,3 i uzme u obzir izraz to se pogonska energija može približno odrediti prema slijedećem izrazu:
J / cm
gdje je: k - kateta šava, u mm, ili
2500.39 kqp ⋅= J / cm
gdje je: k - kateta šava, u cm.
7.1.4. Zavarivanje sučeljenih spojeva
Izbor vrste šava se vrši uglavnom prema debljini osnovnog materijala.
Navesti ćemo šavove koji se najčešće izvode. I - šav
Debljina osnovnog materijala se kreće od 1 - 4 mm pri upotrebi elektroda normal- ne prodornosti. Primjenom elektroda sa dubokim prodiranjem mogu se na ovaj na - čin zavarivati i limovi većih debljina. Razmak između elemenata zavisi od položaja zavarivanja, debljine osnovnog materijala te vrste elektrode i iznosi s1
Slika 7.16. I - šav
= 0 - 2 mm.
I - šav prikazan na slici 7.16.a. je izveden sa jednim zavarom sa jedne strane, zbog čega obično dolazi do nedovoljnog ili neujednačenog uvara u korijenu šava. Da bi se to izbjeglo postavlja se podložna traka ispod korijena šava kao

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 238
na slici 7.16.b. Na ovaj način se mogu zavariti limovi debljine 3 - 8 mm pri čemu je s1
V - šav
= 2 - 8 mm. Podložna traka može biti od istog metala kao i osnovni materijal, u kom slučaju ostaje privarena uz šav. Ako je podložna traka od drugog metala (obično Cu), tada se uklanja poslije zavarivanja. I - šav sa podložnom trakom se najčešće primjenjuje u slučajevima kada je nepristupačan korijen šava (naprimjer, kod sučeljenog zavarivanja cijevi). Šavovi izvedeni prema slici 7.16.a. i b. se primjenjuju samo kod statički opterećenih elemenata. Ukoliko je zavareni elemenat izložen promjenljivom ili udarnom opterećenju, tada se I - šav izvodi na taj način što se korijen šava izžlijebi i ponovo zavari slika 7.16.c.). Ovo je potrebno zbog toga što neprovaren korijen i podložna traka izazivaju povećanje koncentracije napona zbog naglog skretanja linija sila.
V - šav se izvodi kod limova debljine od 5 - 15 mm. Ugao otvora žlijeba α = 600. Razmak u korijenu žlijeba s1
Slika 7.17. V - šav
a - V - šav izveden sa više zavara; 1 - k b - V - šav izveden sa više slojeva; p - završni (pokrivni) k
U slučajevima na slici 7.17. a i b. potrebno je izžlijebiti korijen šava i izvesti
završni korijeni zavar. Dubina žlijeba za završni korijeni zavar treba da iznosi 2 - 3 mm i na njegovim stranicama nesmije biti grešaka. Kod opterećenja zavarenih elemenata na zamor, izvođenje završnog korijenog zavara je obavezno.
= 0,4 mm. Zatupljenje korijena žlijeba h = 0 - 3 mm. V - šav može biti izveden sa više zavara (slika 7.17.a.) ili sa više slojeva (slika 7.17.b.). Brojevi označavaju redoslijed izvođenja.
X - šav X - šav se izvodi kod limova debljine od 15 - 30 mm (slika 7.18.). Ugao otvora
žlijeba α =600. Razmak u korijenu žlijeba s1=0-4 mm. Zatupljenje korijena žlijeba h =1-3 mm. X - šav može biti izveden sa više zavara ili sa više slojeva. Kod X - šava treba voditi računa o redoslijedu zavarivanja pošto to utječe na pojavu kutne deformacije, koja je inače kod ovog šava najmanja. Na slici 7.18. je brojevima označen redoslijed izvođenja zavara. Korijen X - šava treba obavezno izžlijebiti prije nego se pristupi zavarivanju sa druge strane žlijeba, to jest prije izvođenja pokrivnog korijena zavara.
Slika 7.18.
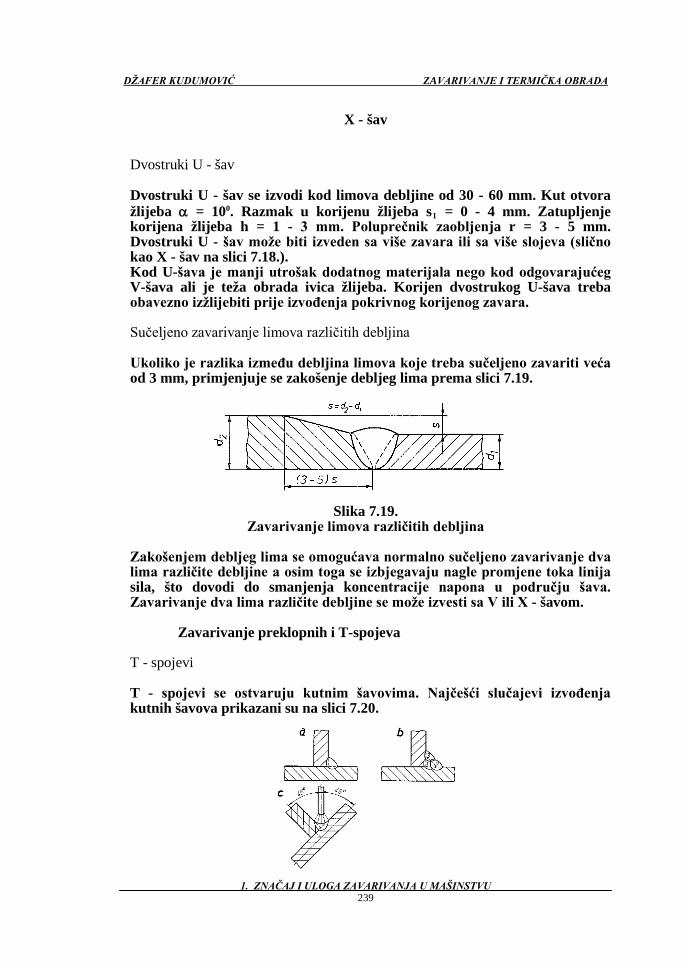
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 239
X - šav Dvostruki U - šav Dvostruki U - šav se izvodi kod limova debljine od 30 - 60 mm. Kut otvora
žlijeba α = 100. Razmak u korijenu žlijeba s1
Ukoliko je razlika između debljina limova koje treba sučeljeno zavariti veća od 3 mm, primjenjuje se zakošenje debljeg lima prema slici 7.19.
= 0 - 4 mm. Zatupljenje korijena žlijeba h = 1 - 3 mm. Poluprečnik zaobljenja r = 3 - 5 mm. Dvostruki U - šav može biti izveden sa više zavara ili sa više slojeva (slično kao X - šav na slici 7.18.).
Kod U-šava je manji utrošak dodatnog materijala nego kod odgovarajućeg V-šava ali je teža obrada ivica žlijeba. Korijen dvostrukog U-šava treba obavezno izžlijebiti prije izvođenja pokrivnog korijenog zavara.
Sučeljeno zavarivanje limova različitih debljina
Slika 7.19. Zavarivanje limova različitih debljina
Zakošenjem debljeg lima se omogućava normalno sučeljeno zavarivanje dva
lima različite debljine a osim toga se izbjegavaju nagle promjene toka linija sila, što dovodi do smanjenja koncentracije napona u području šava. Zavarivanje dva lima različite debljine se može izvesti sa V ili X - šavom.
Zavarivanje preklopnih i T-spojeva
T - spojevi T - spojevi se ostvaruju kutnim šavovima. Najčešći slučajevi izvođenja
kutnih šavova prikazani su na slici 7.20.
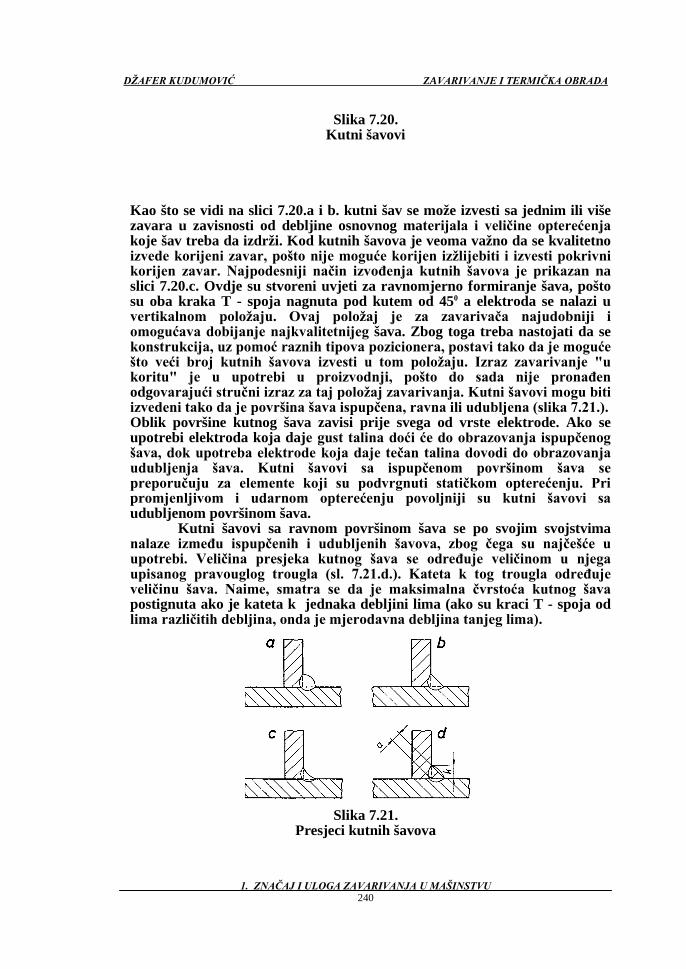
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 240
Slika 7.20. Kutni šavovi
Kao što se vidi na slici 7.20.a i b. kutni šav se može izvesti sa jednim ili više
zavara u zavisnosti od debljine osnovnog materijala i veličine opterećenja koje šav treba da izdrži. Kod kutnih šavova je veoma važno da se kvalitetno izvede korijeni zavar, pošto nije moguće korijen izžlijebiti i izvesti pokrivni korijen zavar. Najpodesniji način izvođenja kutnih šavova je prikazan na slici 7.20.c. Ovdje su stvoreni uvjeti za ravnomjerno formiranje šava, pošto su oba kraka T - spoja nagnuta pod kutem od 450
Slika 7.21. Presjeci kutnih šavova
a elektroda se nalazi u vertikalnom položaju. Ovaj položaj je za zavarivača najudobniji i omogućava dobijanje najkvalitetnijeg šava. Zbog toga treba nastojati da se konstrukcija, uz pomoć raznih tipova pozicionera, postavi tako da je moguće što veći broj kutnih šavova izvesti u tom položaju. Izraz zavarivanje "u koritu" je u upotrebi u proizvodnji, pošto do sada nije pronađen odgovarajući stručni izraz za taj položaj zavarivanja. Kutni šavovi mogu biti izvedeni tako da je površina šava ispupčena, ravna ili udubljena (slika 7.21.).
Oblik površine kutnog šava zavisi prije svega od vrste elektrode. Ako se upotrebi elektroda koja daje gust talina doći će do obrazovanja ispupčenog šava, dok upotreba elektrode koja daje tečan talina dovodi do obrazovanja udubljenja šava. Kutni šavovi sa ispupčenom površinom šava se preporučuju za elemente koji su podvrgnuti statičkom opterećenju. Pri promjenljivom i udarnom opterećenju povoljniji su kutni šavovi sa udubljenom površinom šava.
Kutni šavovi sa ravnom površinom šava se po svojim svojstvima nalaze između ispupčenih i udubljenih šavova, zbog čega su najčešće u upotrebi. Veličina presjeka kutnog šava se određuje veličinom u njega upisanog pravouglog trougla (sl. 7.21.d.). Kateta k tog trougla određuje veličinu šava. Naime, smatra se da je maksimalna čvrstoća kutnog šava postignuta ako je kateta k jednaka debljini lima (ako su kraci T - spoja od lima različitih debljina, onda je mjerodavna debljina tanjeg lima).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 241
Prema tome, povećanje katete šava k iznad debljine lima nema nikakvog
opravdanja. Kod proračuna čvrstoće šava mjerodavna je računska debljina kutnog šava "a" (slika 7.21.d.). Za kutne šavove prema slijci 7.21. nije potrebna izrada posebnog žlijeba, pa je priprema ivica limova jednostavna. Međutim, oblik ovakvih kutnih šavova dovodi do naglog skretanja linija sila, što je vrlo nepovoljno kod opterećenja konstrukcija na zamor. U tom slučaju se preporučuju 1/2 V i K - šavovi kod kojih je skretanje linija sila znatno povoljnije, pa je i koncentracija napona manja (slika 7.22.).
Slika 7.22. 1/2 V i K - šav
1/2 V - šav se primjenjuje kod limova debljine od 5 - 15 mm. Ovaj šav je
naročito podesan za zavarivanje sučeljenih i T - spojeva u horizontalno - vertikalnom položaju. Kut otvora žlijeba α = 500. Razmak u korijenu žlijeba s1 = 0 - 4 mm. Zatupljenje u korijenu žlijeba h = 0 - 3 mm.
K - šav se primjenjuje kod limova debljine od 12 - 60 mm. Kut otvora žlijeba α = 500. Razmak u korijenu žlijeba s1
Preklopni spojevi
= 0 - 4 mm. Zatupljenje u korijenu žlijeba h = 0 - 3 mm.
Kutni šavovi se primjenjuju i kod izvođenja preklopnih spojeva. Način izvođenja preklopnih spojeva je prikazan na slici 7.23. Preklopni spojevi se primjenjuju prilično rijetko i to najčešće za spajanje krajeva kutnika sa
limom. Slika 7.23.
Preklopni spoj

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 242
Osnovni nedostatak preklopnih spojeva je u povećanoj koncentraciji napona u odnosu na sučeljene spojeve, kao i u nepotrebnom utrošku materijala za preklop. Debljina limova d obično ne prelazi 10 - 12 mm.
Postupci izvođenja šavova
Slika 7.24. Postupci izvođenja šavova :
- strelice A i A' pokazuju opći smjer - strelice 1, 2, 3, 4, 5 i 1', 2', 3', 4' po i redoslijed zavarivanja povratn Da bi se smanjile deformacije konstrukcija uslijed zavarivanja, preporuču -
ju se slijedeći najvažniji postupci pri ručnom elektrolučnom zavarivanju: Kratki šavovi (čija dužina ne prelazi 250 - 300 mm) zavaruju se bez prekida
prema slici 7.24. Šavovi srednje dužine (od 300 - 1000 mm) se zavaruju ili bez prekida od
sredine prema krajevima (slika 7.24.b.) ili povratnim korakom (slika 7.24.c.) ili na preskok povratnim korakom (slika 7.24.d.).
Dugački šavovi (iznad 1000 mm) se zavaruju povratnim korakom od sredine prema krajevima, najčešće sa dva zavarivača koji rade istovremeno (slika 7.24.e.).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 243
Zavarivanje povratnim korakom utječe na smanjivanje deformacija uslijed
zavarivanja na način kako je to prikazano na (slici 7.25). Slika 7.25.
Utjecaj zavarivanja povratnim korakom na smanjivanje deformacije uslijed zavarivanja
a) Shema zavarivanja povratnim korakom; b) promjena temperature uslijed zavarivanja; c) poprečni naponi uslijed zavarivanja povratnim korakom; d) poprečni naponi uslijed zavarivanja bez prekida po čitavoj
dužini šava; e) opći smjer zavarivanja; f) 1, 2, 3, 4 - smjer i redoslijed zavarivanja povratnim
korakom.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 244
Slika 7.26. Izvođenje šavova po dužini kada je debljina osnovnog materijala
veća od 20 - 25 mm a) izvođenje prvog sloja; b) poprečni presjek šavova prikazanih na slikama
pod c, d i e; c) zavarivanje u blikovima; d) zavarivanje u sekcijama (kaskadno); e) zavarivanje u "piramidi"; l- dozvoljena
Pri zavarivanju elemenata velike debljine, popunjavanje žlijeba slojevima
bez prekida se ne smije vršiti, kako zbog nastajanja znatnih deformacija uslijed zavarivanja, tako i zbog mogućnosti pojave prslina u prvom sloju šava. Naime, prvi sloj šava se suviše ohladi prije izvođenja drugog sloja, pa se svi naponi nastali pri hlađenju koncentrišu u njemu zbog velike razlike između površine poprečnog presjeka tog sloja i osnovnog materijala (slika 7.26.a.). Ukoliko materijal šava ne može da izdrži nastale napone dolazi do pojave prslina. Da bi se spriječilo stvaranje prslina, pri zavarivanju elemenata velike debljine treba da bude mali vremenski razmak između izvođenja susjednih slojeva. U tu svrhu se primjenjuju postupci izvođenja višeslojnih šavova, koji su prikazani na slici 7.26.c do e. Njihov poprečni presjek prikazan je na slici 7.26.b. Kod zavarivanja u blokovima (slika 7.26.c.) susjedni slojevi se ne smiju poklapati radi onemogućavanja stvaranja grešaka na početku i na kraju pojedinih slojeva odnosno blokova.
Kod zavarivanja u sekcijama (slika 7.26.d.) čim se izvrši zavarivanje jednog sloja odmah se prelazi na zavarivanje slijedećeg sloja, kako bi se izbjeglo da se prethodno zavareni sloj ohladi. Zavarivanje u "piramidi" se izvodi od sredine krajevima istovremeno sa dva zavarivača, na način kako je to prikazano na slici 7.26.e.
7.1.4. Zavarivanje položenom elektrodom
Zavarivanje položenom elektrodom jeste postupak poluautomatskog zava -
rivanja sučeljenih i T - spojeva (slika 7.27.). Kod ovog postupka zavarivanja se specijalne elektrode sa debelom oblogom dužine 1,5 - 2,0 m postavljaju u horizontalni položaj u žlijeb kod sučeljenog spoja, odnosno u kut kod T -
spoja. Slika 7.27.
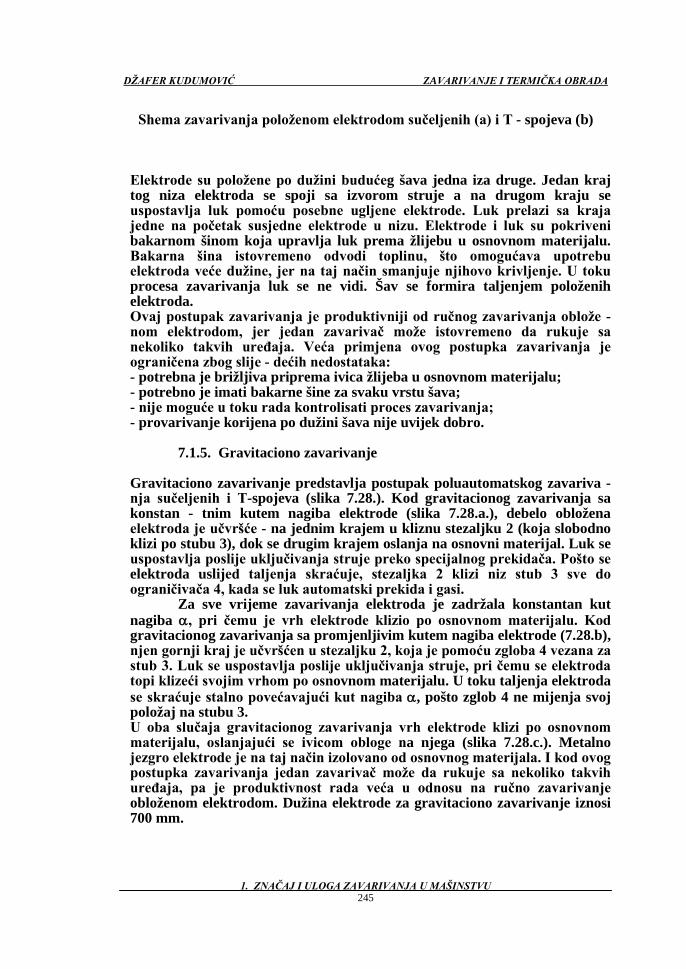
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 245
Shema zavarivanja položenom elektrodom sučeljenih (a) i T - spojeva (b) Elektrode su položene po dužini budućeg šava jedna iza druge. Jedan kraj
tog niza elektroda se spoji sa izvorom struje a na drugom kraju se uspostavlja luk pomoću posebne ugljene elektrode. Luk prelazi sa kraja jedne na početak susjedne elektrode u nizu. Elektrode i luk su pokriveni bakarnom šinom koja upravlja luk prema žlijebu u osnovnom materijalu. Bakarna šina istovremeno odvodi toplinu, što omogućava upotrebu elektroda veće dužine, jer na taj način smanjuje njihovo krivljenje. U toku procesa zavarivanja luk se ne vidi. Šav se formira taljenjem položenih elektroda.
Ovaj postupak zavarivanja je produktivniji od ručnog zavarivanja oblože - nom elektrodom, jer jedan zavarivač može istovremeno da rukuje sa nekoliko takvih uređaja. Veća primjena ovog postupka zavarivanja je ograničena zbog slije - dećih nedostataka:
- potrebna je brižljiva priprema ivica žlijeba u osnovnom materijalu; - potrebno je imati bakarne šine za svaku vrstu šava; - nije moguće u toku rada kontrolisati proces zavarivanja; - provarivanje korijena po dužini šava nije uvijek dobro.
7.1.5. Gravitaciono zavarivanje Gravitaciono zavarivanje predstavlja postupak poluautomatskog zavariva -
nja sučeljenih i T-spojeva (slika 7.28.). Kod gravitacionog zavarivanja sa konstan - tnim kutem nagiba elektrode (slika 7.28.a.), debelo obložena elektroda je učvršće - na jednim krajem u kliznu stezaljku 2 (koja slobodno klizi po stubu 3), dok se drugim krajem oslanja na osnovni materijal. Luk se uspostavlja poslije uključivanja struje preko specijalnog prekidača. Pošto se elektroda uslijed taljenja skraćuje, stezaljka 2 klizi niz stub 3 sve do ograničivača 4, kada se luk automatski prekida i gasi.
Za sve vrijeme zavarivanja elektroda je zadržala konstantan kut nagiba α, pri čemu je vrh elektrode klizio po osnovnom materijalu. Kod gravitacionog zavarivanja sa promjenljivim kutem nagiba elektrode (7.28.b), njen gornji kraj je učvršćen u stezaljku 2, koja je pomoću zgloba 4 vezana za stub 3. Luk se uspostavlja poslije uključivanja struje, pri čemu se elektroda topi klizeći svojim vrhom po osnovnom materijalu. U toku taljenja elektroda se skraćuje stalno povećavajući kut nagiba α, pošto zglob 4 ne mijenja svoj položaj na stubu 3.
U oba slučaja gravitacionog zavarivanja vrh elektrode klizi po osnovnom materijalu, oslanjajući se ivicom obloge na njega (slika 7.28.c.). Metalno jezgro elektrode je na taj način izolovano od osnovnog materijala. I kod ovog postupka zavarivanja jedan zavarivač može da rukuje sa nekoliko takvih uređaja, pa je produktivnost rada veća u odnosu na ručno zavarivanje obloženom elektrodom. Dužina elektrode za gravitaciono zavarivanje iznosi 700 mm.
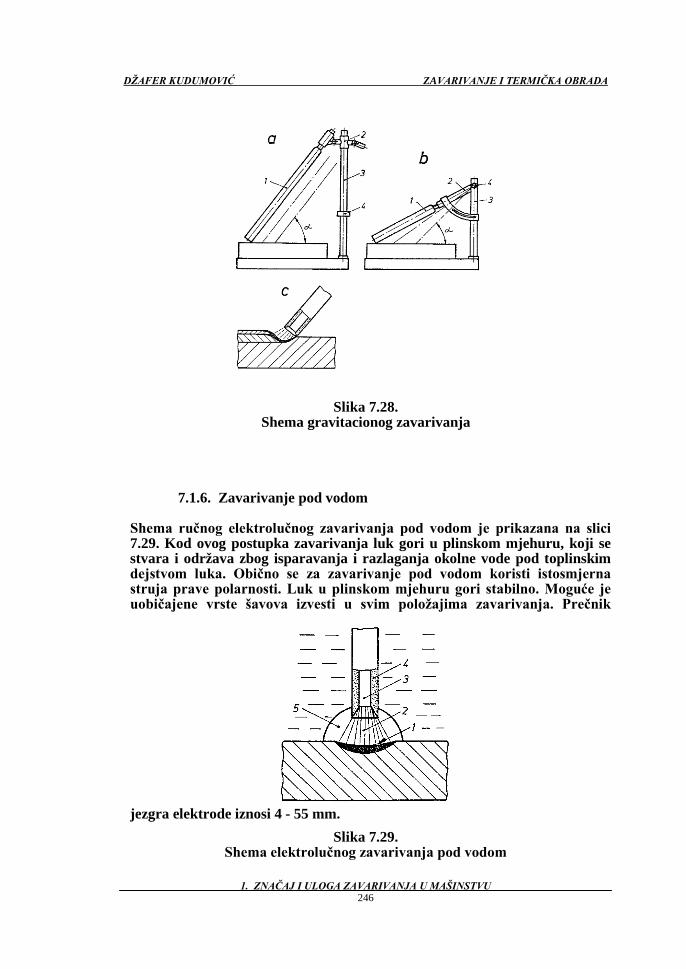
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 246
Slika 7.28.
Shema gravitacionog zavarivanja
7.1.6. Zavarivanje pod vodom Shema ručnog elektrolučnog zavarivanja pod vodom je prikazana na slici
7.29. Kod ovog postupka zavarivanja luk gori u plinskom mjehuru, koji se stvara i održava zbog isparavanja i razlaganja okolne vode pod toplinskim dejstvom luka. Obično se za zavarivanje pod vodom koristi istosmjerna struja prave polarnosti. Luk u plinskom mjehuru gori stabilno. Moguće je uobičajene vrste šavova izvesti u svim položajima zavarivanja. Prečnik
jezgra elektrode iznosi 4 - 55 mm. Slika 7.29.
Shema elektrolučnog zavarivanja pod vodom

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 247
2 - luk;
3 - jezg Obloga elektrode je premazana otpornim vodonepropusnim
premazom. Šavovi izvedeni pod vodom zadovoljavaju u pogledu čvrstoće. Međutim, dolazi do povećanog sadržaja vodika u talini, što dovodi do obrazovanja pora i pada plastičnosti metala šava. Struktura metala zavarenog spoja pokazuje znake bržeg hlađenja poslije zavarivanja, dok je zona utjecaja topline sužena. Zavarivanje pod vodom je moguće u riječnoj i u morskoj vodi. Obično se izvodi do 30 - 40 m dubine zbog zavarivača ronioca, koji mora da radi u vrlo teškim uvjetima visokog vodenog pritiska. Perspektiva razvoja zavarivanja pod vodom se kreće u pravcu primjene poluautomata i automata sa korišćenjem argona kao zaštitnog plina.
7.2. ZAVARIVANJE POD PRAŠKOM
Sa ciljem da se poveća produktivnost rada i poboljša kvalitet zavarivanja, u
proizvodnji zavarenih konstrukcija uveden je niz automata za elektrolučno zavarivanje. Principijelna shema jednog takvog automata prikazana je na slici 7.30.
Slika 7.30. Shema automata za elektrolučno zavarivanje
1 - bubanj sa koturom elektrodne žice; 6 - točkići za dodavanje ele 2 - komandna tabla; 3 - pokretno postolje; 4 - elektromotor; 5 - reduktor; Elektromotor 4 preko reduktora 5 pokreće točkiće 6 koji elektrodnu žicu
dodaju prema osnovnom materijalu. Električni luk se uspostavlja između vrha elektrodne žice 7 i osnovnog materijala. Dodavanje elektrodne žice se vrši u skladu sa brzinom njenog taljenja, pri čemu dužina luka pri zavarivanju ostaje približno konstantna. Dovod struje za zavarivanje na elektrodnu žicu se vrši na nekoliko centimetara od luka. Pošto se elektrodna žica neprekidno dodaje, to je njeno zagrijavanje Džulovom toplinom malo. Ovo omogućuje upotrebu većih gustina struje zavarivanja, pri čemu ne dolazi do pregrijavanja elektrodne žice.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 248
Automat se nalazi na pokretnom postolju. Poseban elektromotor, preko reduktora, pokreće pogonske točkove postolja. Automat se kreće pravolinijski konstantnom brzinom, pri čemu se brzina kretanja može kontinualno mijenjati.
Prema načinu regulacije rada automata sa taljivom elektrodnom žicom, postoje dvije vrste automata:
− Automati sa regulacijom brzine dodavanja elektrodne žice u toku zavarivanja;
− Automati sa konstantnom brzinom dodavanja elektrodne žice u toku zavarivanja.
Kod automata prvog tipa najčešće se koriste uređaji kod kojih se vrši regulacija brzine dodavanja elektrodne žice prema naponu luka. Kod ove vrste automata je uspostavljena veza između brzine dodavanja elektrodne žice i napona luka, odnosno dužine luka. Pri normalnom (zadanom) naponu luka, odnosno dužini luka, automat dodaje elektrodnu žicu brzinom koja je približno jednaka brzina njenog taljenja. Ukoliko dođe do smanjenja dužine luka (npr. zbog pojave ispup - čenja na zavarivanom elementu), automat smanjuje brzinu dodavanja elektrodne žice. Ovo dovodi do povećanja dužine i napona luka te uspostavljanja prvobitnog stanja. Međutim, ukoliko dođe do povećanja dužine luka (npr. zbog udubljenja na zavarivanom elementu), automat povećava brzinu dodavanja elektrodne žice. Ovo dovodi do smanjenja dužine i napona luka na njihove prvobitne, odnosno zadane vrijednosti. U toku procesa zavarivanja, brzina dodavanja elektrodne žice se na gore opisani način stalno mijenja, odnosno usklađuje sa zadanim naponom (i dužinom) luka. Savremeni automati održavaju napon luka sa tačnošću od ± 0,5 V. Ovo odgovara održavanju dužine luka sa tačnošću od ± 0,2 - 0,3 mm, što je nemoguće postići pri ručnom zavarivanju. Prema tome, automati prvog tipa promjenom brzine dodavanja elektrodne žice pomoću odgovarajućeg regulatora, održavaju režim zavarivanja na konstantnim (zadanim) vrijednostima.
Kod automata drugog tipa vrši se dodavanje elektrodne žice sa konstantom brzinom koja je jednaka brzini njenog taljenja. Ovdje brzina dodavanja elektrodne žice ne zavisi od napona luka ili drugih faktora. Kod ovog automata samoregulaci - ja luka pri zavarivanju taljivom elektrodom je toliko jako izražena da nije potrebna primjena posebnog regulatora kao kod automata prvog tipa. Samoregulacija luka nastaje zato što se brzina taljenja elektrodne žice mijenja sa povećanjem dužine luka. Naime, brzina taljenja elektrodne žice se smanjuje sa povećanjem dužine luka, dok se povećava sa smanjivanjem dužine luka. To znači da kod automata sa konstantnom brzinom dodavanja elektrodne žice, svaka promjena dužine luka izaziva promjenu brzine taljenja elektrodne žice. Na intezitet samoregulacije luka najveći utjecaj imaju gustina struje zavarivanja i oblik spoljne karakteristike izvora struje.
Pri malim gustinama struje, samoregulacija se odvija tako sporo da ne može dovoljno brzo da prati promjene dužine luka. Sa povećanjem gustine struje raste brzina taljenja elektrodne žice i pojačava utjecaj samoregulacije. Pri gustini struje od 15 - 25 A/mm2 i brzini dodavanja elektrodne žice od 0,5 - 1 m/min, neophodna je upotreba automatske regulacije brzine dodavanja elektrodne žice. U ovom slučaju nije moguća
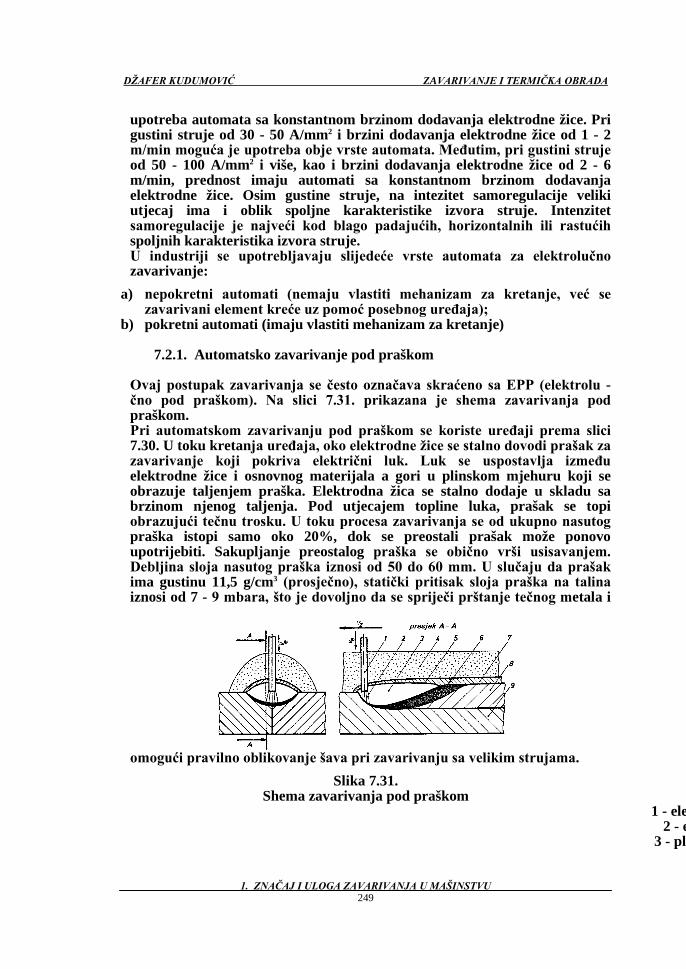
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 249
upotreba automata sa konstantnom brzinom dodavanja elektrodne žice. Pri gustini struje od 30 - 50 A/mm2 i brzini dodavanja elektrodne žice od 1 - 2 m/min moguća je upotreba obje vrste automata. Međutim, pri gustini struje od 50 - 100 A/mm2
a) nepokretni automati (nemaju vlastiti mehanizam za kretanje, već se zavarivani element kreće uz pomoć posebnog uređaja);
i više, kao i brzini dodavanja elektrodne žice od 2 - 6 m/min, prednost imaju automati sa konstantnom brzinom dodavanja elektrodne žice. Osim gustine struje, na intezitet samoregulacije veliki utjecaj ima i oblik spoljne karakteristike izvora struje. Intenzitet samoregulacije je najveći kod blago padajućih, horizontalnih ili rastućih spoljnih karakteristika izvora struje.
U industriji se upotrebljavaju slijedeće vrste automata za elektrolučno zavarivanje:
b) pokretni automati (imaju vlastiti mehanizam za kretanje)
7.2.1. Automatsko zavarivanje pod praškom Ovaj postupak zavarivanja se često označava skraćeno sa EPP (elektrolu -
čno pod praškom). Na slici 7.31. prikazana je shema zavarivanja pod praškom.
Pri automatskom zavarivanju pod praškom se koriste uređaji prema slici 7.30. U toku kretanja uređaja, oko elektrodne žice se stalno dovodi prašak za zavarivanje koji pokriva električni luk. Luk se uspostavlja između elektrodne žice i osnovnog materijala a gori u plinskom mjehuru koji se obrazuje taljenjem praška. Elektrodna žica se stalno dodaje u skladu sa brzinom njenog taljenja. Pod utjecajem topline luka, prašak se topi obrazujući tečnu trosku. U toku procesa zavarivanja se od ukupno nasutog praška istopi samo oko 20%, dok se preostali prašak može ponovo upotrijebiti. Sakupljanje preostalog praška se obično vrši usisavanjem. Debljina sloja nasutog praška iznosi od 50 do 60 mm. U slučaju da prašak ima gustinu 11,5 g/cm3 (prosječno), statički pritisak sloja praška na talina iznosi od 7 - 9 mbara, što je dovoljno da se spriječi prštanje tečnog metala i
omogući pravilno oblikovanje šava pri zavarivanju sa velikim strujama. Slika 7.31.
Shema zavarivanja pod praškom 1 - ele 2 - e 3 - pli

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 250
5 - Pri automatskom zavarivanju pod praškom koristi se istosmjerna ili
naizmjenična struja jačine do 1000-2000 A. Napon luka iznosi od 25-455 V. Prečnik elektrodne žice najčešće iznosi 2-5 mm a koeficijent taljenja do 14-18 g/Ah. Debljina limova koji se mogu zavariti iznose od 2-100 mm. Pri normalnim režimima automatskog zavarivanja pod praškom, volumen taline iznosi 10-20 cm3 (pri lučnom elektroluč - nom zavarivanju iznosi 1-2 cm3
− duboko rastapanje osnovnog materijala omogućava da se na ivicama limova izvode manja zakošenja (npr. Y - šav), ili da se zakošenja uopšte ne izvode (do određene debljine limova);
) a dubina uvara 15-20 mm, što omogućava sučeljeno zavarivanje limova debljine 15 20 mm bez zakošenja njihovih ivica. Automatsko zavarivanje pod praškom se izvodi u horizontalnom položaju. Kod ovog postupka zavarivanja nije potrebno izžlijebiti korijen šava kao kod ručnog elektrolučnog zavarivanja, zbog toga što veliki volumen taline i dubina uvara omogućavaju potpuno rastapanje korijena šava i prelaz postojećih uključaka u trosku.
Zavarivanje pod praškom ima slijed
− smanjuje se udio materijala elektrodne žice u metalu šava (2/3 šava otpada na rastaljeni osnovni materijal a samo 1/3 materijal elektrodne žice);
− produktivnost rada se povećava u odnosu na ručno elektrolučno zavarivanje do 10 puta;
− gubici zbog sagorijevanja i prštanja tečnog metala ne prelaze 2% težine rastaljenog metala elektrodne žice;
− zaštita zavarivača nije potrebna pošto luk gori pod slojem praška; − šavovi imaju glatku površinu, visok kvalitet i sporije se hlade (nego pri
ručnom elektrolučnom zavarivanju). Osim navedenih prednosti, zavarivanje pod praškom ima i slijede
− proces zavarivanja se zbog sloja praška ne može pratiti, pa je potrebna velika preciznost kod obrade ivica osnovnog materijala;
− utrošak praška i njegova cijena su prilično veliki, što bitno utječe na ukupnu cijenu zavarivanja.
Automatsko zavarivanje pod praškom se koristi za zavarivanje niskouglji - čnih konstrukcionih č Slika 7.32.
Automatsko zavarivanje pod praškom sa dvije elektrode

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 251
Radi povećanja produktivnosti rada, koriste se automati sa (najčešće) dvije elektrode. Postoje dvije vrste takvih automata:
a-zavarivanje sa zajedničkim rastalom (slika 7.32.a.) u koji ulazi rastaljeni metal sa obje elektrodne žice. Kristalizacija se odvija jedinstveno za čitav talina.
b-zavarivanje sa posebnim rastalima (slika 7.32.b.). U ovom slučaju svaki luk obrazuje svoj talina. Minimalni razmak između lukova je određen dužinom taline a maksimalni vremenom zadržavanja troske u tečnom stanju, jer se zavariva- nje drugog luka mora izvoditi po tečnoj troski (zbog stabilnosti gorenja luka).
7.2.2. Režimi automatskog i poluautomatskog zavarivanja pod
praškom Utjecaj režima zavarivanja na dimenzije i oblik poprečnog presjeka šava Osnovne dimenzije šava izvedenog automatskim i poluatomatskim
zavarivanjem pod praškom date su na slici 7.33.
Slika 7.33. Osnovne dimenzije šava izvedenog zavarivanjem pod praškom
b hu - d Odnos širine šava b i dubine uvara hu naziva se koeficijent oblika
uvara ψu
uu h
b=ψ
:
Odnos širine šava b i nadvišenja šava c naziva se koeficijent oblika nadvišenja šava ψc
cb
c =ψ
:
Kod dobro oblikovanih šavova, vrijednost koeficijenta oblika nadvišenja šava nalazi se u području od 7 - 10. Vrijednosti ψc < 7 dobijaju se kod uskih šavova sa visokim nadvišenjem šava. Takvi šavovi nisu pogodni za dinamička opterećenja zbog povećane koncentracije napona na mjestima prelaza između osnovnog materijala i materijala šava. Vrijednosti ψc > 10

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 252
dobijaju se kod širokih šavova sa niskim nadvišenjem šava. Ovi šavovi imaju velike vrijednosti za ψu, što takođe nije preporučljivo. Ukoliko proračun pokaže da je ψc
Struja zavarivanja. Sa povećanjem struje zavarivanja povećava se količina topline unijete u osnovni materijal, dok zbog porasta pritiska plinova dolazi do povećanog duvanja luka. Ovo dovodi do većeg istiskivanja rastaljenog metala ispod luka i njegovog dubljeg prodiranja u osnovni materijal. Uslijed toga dolazi do povećanja dubine uvara. Takođe se povećava udio osnovnog materijala u metalu šava. Zbog znatnog prodiranja luka u osnovni materijal dolazi do malog porasta širine šava, dok se nadvišenje šava povećava uslijed povećanja volumena rastaljenog metala elektrode. Sa porastom struje zavarivanja koeficijent oblika uvara ψ
< 7, biće neophodno da se ivice limova zakose kako bi žlijeb primio višak materijala nadvišenja šava.
Da bi se mogao proračunom odrediti režim zavarivanja koji će obezbijediti dobijanje šava željenih dimenzija i oblika njegovog poprečnog presjeka, neophod - no je utvrditi vezu između parametara režima zavarivanja i osnovnih dimenzija te oblika poprečnog presjeka šava. Na promjenu dimenzija i oblika poprečnog presje- ka šava utječu slijedeći parametri zavarivanja:
u
Slika 7.34. Promjena dimenzije šava u zavisnosti od parametara režima zavarivanja
(naizmjenična struja; prašak OSC - 45) a - pri promjeni struje zavarivanja I
se smanjuje. Na slikama 7.34.a i 7.35.d. prikazan je utjecaj povećanja struje zavarivanja na dimenzije i oblik poprečnog presjeka šava.
z (de = 4 mm); vz = 30 m/h; Ul = 35 - 36 V);
b - pri promjeni napona luka Ul (de = 4 mm; Iz = 800 A; vz = 25 - 30 m/h, Ul =
35 - 36 V); c - pri promjeni gustine struje j (vz = 30 m/h; Ul = 35 - 36 V). Gustina struje. Smanjivanje prečnika elektrodne žice (pri konstantnoj struji
zavarivanja) dovodi do povećanja gustine struje. To utječe na povećanje dubine uvara i nadvišenja šava, dok se širina šava smanjuje (slika 7.34.d.).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 253
Napon luka se mijenja proporcionalno sa dužinom luka. Sa povećanjem dužine luka povećava se napon luka i dio topline koji se troši na taljenje praška i elektrodne žice. To dovodi do povećanja širine šava, dok se dubina uvara i nadvišenje šava nešto smanjuju (slika 7.34.b i 7.35.b.). Sa
povećanjem napona luka koeficijent oblika uvara ψu
Slika 7.35. Utjecaj struje zavarivanja (a), napona luka (b) i brzine zavarivanja (a) na
dimenzije i oblik poprečnog presjeka Brzina zavarivanja. Sa povećanjem brzine zavarivanja smanjuje se vrijeme
toplinskog dejstva luka na osnovni materijal. To dovodi do smanjivanja dubine šava, dok se dubina uvara i nadvišenja šava smanjuju u manjoj mjeri (slika 7.34.c). Pri brzinama zavarivanja većim od 80 m/h, na ivicama šava se obrazuju zarezi.
Nagib elektrode. Zavarivanje se može izvoditi sa elektrodnom žicom koja je postavljena vertikalno, "uglom naprijed" i "uglom natrag" (u odnosu na osu po dužini šava). U svakom od navedenih položaja, luk nastoji da ostane u pra v cu elektro dne žice, što utječe na o blik taline pa sa mim tim i na o blik poprečnog presjeka šava. Pri zavarivanju "uglom naprijed" (slika 7.36.a.) toplina zagrijava metal ispred luka, dok je istiskivanje taline ispod luka smanjeno. To dovodi do povećanja širine šava, dok se dubina uvara i nadvišenje šava smanjuju.
se povećava.
Pri zavarivanju "uglom natrag" (slika 7.36.b.) talina se zbog duhanja luka stalno istiskuje ispod luka. To dovodi do povećanja dubine uvara i nadvišenja šava, dok se širina šava smanjuje. Zavarivanje "uglom natrag" se primjenjuje vrlo rijetko zbog mogućnosti pojave zona nerastapanja na
ivicama šava. Slika 7.36.
Utjecaj ugla nagiba elektrodne žice na dimenzije i oblik poprečnog presjeka šava

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 254
Veza između dimenzija šava i režima zavarivanja Da bi se moglo osigurati dobivanje šava željenih dimenzija i oblika po -
prečnog presjeka, potrebno je utvrditi vezu između parametara režima zavarivanja i osnovnih dimenzija šava. Dimenzije i oblik se određuju količinom topline.
( ))4()( 2
2tare
vqT ⋅⋅−⋅
⋅⋅=
λπ
Ako logaritmujemo, dobićemo slijedeće:
[ ] [ ]tartvqT ⋅⋅−−⋅⋅= 4()(ln)2()(lnln 2λπ
Ako diferenciramo, dobićemo (prvi član desnog dijela je konstanta):
2
2
411
tar
ttT
T ⋅⋅+−=
∂∂
⋅
A odatle:
−
⋅⋅⋅=
∂∂ 1
4
2
tar
tT
tT
Maksimalna temperatura će biti postignuta pri ∂ T/ ∂ t = 0, to jest kada je r2
art⋅
=4
2
max
/4at-1 = 0, pa imamo:
Maksimalna temperatura se može odrediti ako se napravi smjena:
( )12
42max −⋅
⋅⋅⋅⋅⋅
= erv
aqTλπ
Ako se u zamjeni a = λ /cρ, odnosno λ = acρ, tada dobijamo:
2max2
rvceqT
⋅⋅⋅⋅⋅⋅
=ρπ
Pošto stavimo odgovarajuće oznake, onda će kvadrat rastojanja od luka do izoterme taljenja biti dat slijedećom jednadžbom:
topz Tvceqr
⋅⋅⋅⋅⋅=
ρπ22
Za tačkasti izvor topline površina izoterme taljenja na poprečnom presjeku polubeskonačnog tijela jeste polukrug čiji je poluprečnik r. Ta površina u stvari predstavlja površinu uvara koja je ograničena izotermom Ttop i iznosi :
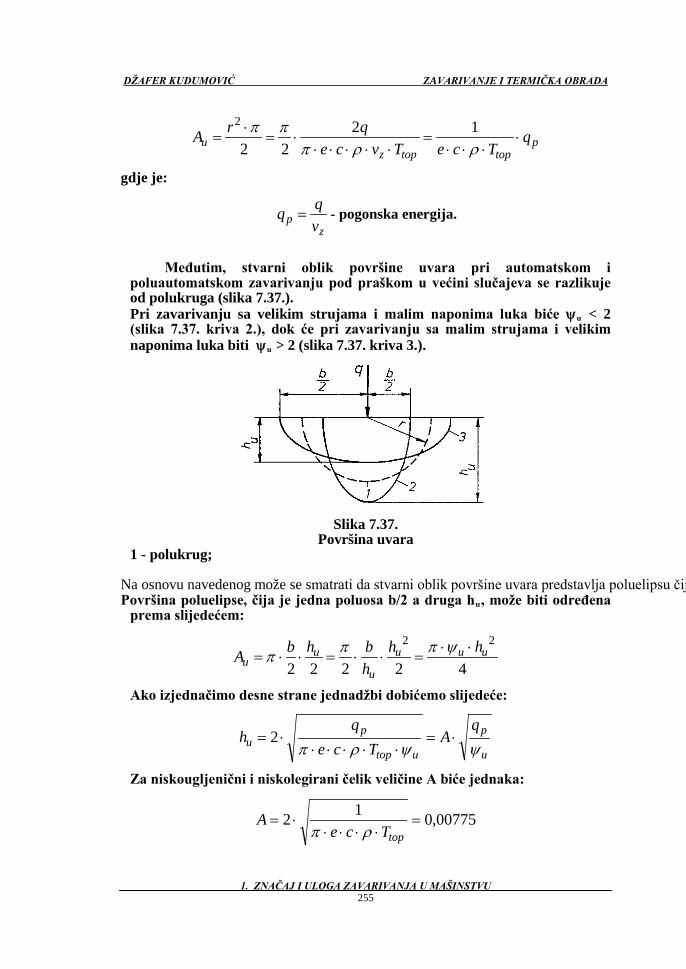
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 255
ptoptopz
u qTceTvce
qrA ⋅⋅⋅⋅
=⋅⋅⋅⋅⋅
⋅=⋅
=ρρπ
ππ 1222
2
gdje je:
zp v
qq = - pogonska energija.
Međutim, stvarni oblik površine uvara pri automatskom i
poluautomatskom zavarivanju pod praškom u većini slučajeva se razlikuje od polukruga (slika 7.37.).
Pri zavarivanju sa velikim strujama i malim naponima luka biće ψu < 2 (slika 7.37. kriva 2.), dok će pri zavarivanju sa malim strujama i velikim naponima luka biti ψu
Slika 7.37. Površina uvara
1 - polukrug; Na osnovu navedenog može se smatrati da stvarni oblik površine uvara predstavlja poluelipsu čij Površina poluelipse, čija je jedna poluosa b/2 a druga h
> 2 (slika 7.37. kriva 3.).
u
42222
22uuu
u
uu
hhhbhbA ⋅⋅
=⋅⋅=⋅⋅=ψπππ
, može biti određena prema slijedećem:
Ako izjednačimo desne strane jednadžbi dobićemo slijedeće:
u
p
utop
pu
qA
Tceq
hψψρπ
⋅=⋅⋅⋅⋅⋅
⋅= 2
Za niskougljenični i niskolegirani čelik veličine A biće jednaka:
00775,012 =⋅⋅⋅⋅
⋅=topTce
Aρπ

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 256
Ako ovako izračunatu vrijednost za veličinu A zamijenimo u prethodne izraze biće slijedeće:
u
pu
qh
ψ⋅= 007775,0 cm
Prema gornjem možemo odrediti dubinu uvara hu ako izračunamo pogon - sku energiju qp i ako je poznat koeficijent oblika uvara ψu
z
efzl
zp v
IUvqq
η⋅⋅==
. Ovdje je:
J / cm
Koeficijent oblika uvara ψu uglavnom zavisi od veličine struje zavari - vanja, napona luka i prečnika elektrode. Naime, eksperimentalno je utvrđeno da koeficijent oblika uvara ψ malo zavisi od brzine zavarivanja. U području brzina koje se najčešće koriste pri automatskom zavarivanju pod praškom, može se zbog toga smatrati da ψu
pdhh uu +=+ 21
ne zavisi od brzine zavarivanja.
7.2.3. Proračun režima zavarivanja prema zadanim dimenzijama šava
Režimi zavarivanja sučeljenih spojeva sa obje strane. Pri zavarivanju
sučeljenih spojeva sa obje strane prema slici 7.38. mora biti zadovoljen slijedeći uvjet:
Slika 7.38. Dimenzije sučeljeno zavarenog spoja
p - preklapanje (3 - 4 mm) Prvo se izračuna dubina uvara hu1
( )3221 ÷+
=
dhu
za prvu stranu prema slijedećem izrazu:
mm
zatim se odredi struja zavarivanja Iz imajući u v idu da se sa svakih 80 do 100 A postiže dubina uvara od 1 mm:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 257
( ) 110080 uz hI ⋅÷=
Dozvoljena gustina struje j pri automatskom zavarivanju pod praškom sučeljenih spojeva u zavis de, u mm...……. j, u A/mm2
jId z
e ⋅⋅=
π2
……. Pošto je određena struja zavarivanja i dozvoljena gustina struje, određuje se prečnik elektrodne ž
Eksperimentalno je utvrđeno da se pri automatskom zavarivanju pod praškom postiže šav zadovoljavajućeg oblika ako je ispunjen slijedeći uvjet:
Za de = 4 - 6 mm: Iz ⋅ vz = 20.000 ÷ 30.000 Am/h
Za de = 2 mm: Iz ⋅ vz = 8.000 ÷12.000 Am/h
Na osnovu toga, brzina zavarivanja se može odrediti na slijedeći način: Za de
( )z
z Iv
3103020 ⋅÷=
= 4 - 6 mm:
m / h
Za de
( )z
z Iv
310128 ⋅÷=
= 2 mm:
m / h
Ovdje treba imati u vidu da se pri automatskom zavarivanju pod praškom brzina zavarivanja kreće od 15 - 60 m/h, dok se kod poluautomatskog zavarivanja pod praškom nalazi u području od 10 - 35 m/h. Zatim se za usvojeni prečnik elektrodne žice i izračunatu struju zavarivanja odabere optimalni napon luka U l i nalazi koeficijent oblika uvara ψu. Poslije određivanja pogonske energije qp, vrši se izračunavanje dubine uvara hu1 i širine šava b. Pošto se prethodno odredi površina poprečnog presjeka zavara Az vrši se izračunavanje nadvišenja šava c prema i koeficijenta oblika nadvišenja šava ψc. Ukoliko dubina uvara i ostale dimenzije šava ne zadovoljavaju u početku postavljenim zahtjevima, vrši se potrebna korekcija.
Proračun režima zavarivanja i dimenzija šava za drugu stranu sučeljenog spoja se počinje određivanjem dubine uvara hu2
Režimi zavarivanja sučeljenih spojeva sa obje strane ako postoji žlijeb ili razmak između limova. Vrsta šava, razmak između limova i žlijeb utječu
. Zatim se određuju ostale veličine režima zavarivanja i dimenzija šava analogno kao za prvu stranu sučeljenog spoja. Inače, dubine uvara treba da budu dovoljno velike da se zavar 1 i 2 međusobno preklapaju za 3 - 4 mm, kako bi se obezbijedio kvalitetan šav po čitavoj debljini sučeljenog spoja.
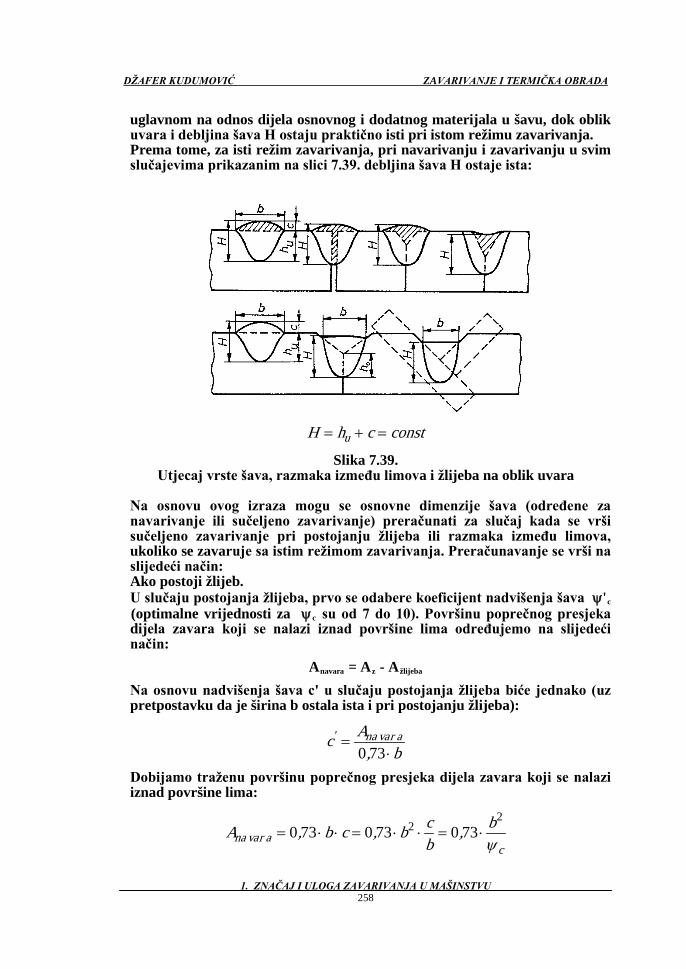
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 258
uglavnom na odnos dijela osnovnog i dodatnog materijala u šavu, dok oblik uvara i debljina šava H ostaju praktično isti pri istom režimu zavarivanja.
Prema tome, za isti režim zavarivanja, pri navarivanju i zavarivanju u svim slučajevima prikazanim na slici 7.39. debljina šava H ostaje ista:
constchH u =+=
Slika 7.39. Utjecaj vrste šava, razmaka između limova i žlijeba na oblik uvara
Na osnovu ovog izraza mogu se osnovne dimenzije šava (određene za
navarivanje ili sučeljeno zavarivanje) preračunati za slučaj kada se vrši sučeljeno zavarivanje pri postojanju žlijeba ili razmaka između limova, ukoliko se zavaruje sa istim režimom zavarivanja. Preračunavanje se vrši na slijedeći način:
Ako postoji žlijeb. U slučaju postojanja žlijeba, prvo se odabere koeficijent nadvišenja šava ψ'c
(optimalne vrijednosti za ψc su od 7 do 10). Površinu poprečnog presjeka dijela zavara koji se nalazi iznad površine lima određujemo na slijedeći način:
Anavara = Az - A
b,Ac avarna'
⋅=
730
žlijeba Na osnovu nadvišenja šava c' u slučaju postojanja žlijeba biće jednako (uz
pretpostavku da je širina b ostala ista i pri postojanju žlijeba):
Dobijamo traženu površinu poprečnog presjeka dijela zavara koji se nalazi iznad površine lima:
cavarna
b,bcb,cb,A
ψ
22 730730730 ⋅=⋅⋅=⋅⋅=

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 259
Potrebna površina žlijeba se određuje prema Ažlijeba = Az - A
A
navara Na osnovu izračunate potrebne površine žlijeba, dobija se dubina žlijeba:
žlijeba = f2
Slika 7.40. Poprečni presjeci šavova
tg (α/2)
( )2αtgA
f zlijeba=
gdje je: α - ugao žlijeba (60 - 700
cH'hu −=1
). Po što je H = co nst, stva rna dubina uva ra za slučaj postoja nja žlijeba
određuje se u saglasnosti sa:
Na ovaj način su određene dimenzije šava na prvoj strani sučeljenog spoja, slika 7.40. Zatim se odredi dubina uvara hu2
Ako postoji razmak između limova: Razmak između limova se ostavlja kako bi bilo omogućeno sučeljeno zavarivanje limova većih debljina bez izrade žlijeba. U ovom slučaju dio taline prodire u razmak, pri čemu se nadvišenje šava smanjuje a dubina uvara povećava. Prvo se odredi dubina uvara, širina šava, nad - višenje šava i debljina šava pri određenom režimu zavarivanja za
na drugoj strani sučeljenog spoja. Određivanje ostalih dimenzija šava vrši se analognim postupcima kao za prvu stranu spoja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 260
slučaj sučeljenog spoja bez žlijeba i razmaka između limova. Zatim se izračuna nadvišenje šava c za slučaj kada postoji razmak između limova na osnovu:
Az = Anavara + A
11730 scsHcb,A ''z ⋅−⋅+⋅⋅=
razmaka
( )1
12
7302
sb,sHtgfAc z'
−⋅⋅−−
=α
Na kraju se izračuna dubina uvara hu1. Određivanje dimenzija šava na drugoj strani spoja vrši se postupkom koji je ranije objašnjen.
Ako postoji žlijeb i razmak između limova. Prvo se odredi dubina uvara, širina šava, nadvišenje šava i debljina šava pri određenom režimu zavarivanja za slučaj sučeljenog spoja bez žlijeba i razmaka između limova. Zatim se izračuna nadvišenje šava c' za slučaj kada postoji žlijeb i razmak između limova na slijedeći način:
Az = Anavara + Ažlijeba + A
( ) 112 2730 scsHtgfcb,A ''
z ⋅−⋅++⋅⋅= α
razmaka
( )1
12
7302
sb,sHtgfAc z'
−⋅⋅−−
=α
Na kraju se izračuna dubina uvara hu1'. Određivanje dimenzija šava na drugoj strani spoja vrši se postupkom koji je ranije objašnjen.
Režimi zavarivanja sučeljenih spojeva sa obje strane uz primjenu višepro - laznih šavova. Zavarivanje sučeljenih spojeva uz primjenu višeprolaznih šavova se koristi onda kada nije moguće popuniti žlijeb u jednom prolazu zavarivanja auto - matom slika 7.41. Pri proračunu režima zavarivanja prvog zavara na prvoj strani spoja, treba odrediti takav režim zavarivanja koji će omogućiti postizanje maksi - malne dubine uvara. Ovo je potrebno zato da se poslije izvođenja prvog zavara i sa druge strane ostvari njihovo međusobno preklapanje za 3 - 4 mm. Međutim, zbog mogućnosti pojave vrućih prslina uslijed nepovoljnih uvjeta kristalizacije, utvrđeno je da se one neće pojaviti ako pri izvođenju prvog zavara gustine struje ne prelaze slijedeće vrijednosti:
de, u mm............ j, u A/mm2....... Proračun režima zavarivanja prvog zavara se vrši na slijedeći način: Prvo se odabere prečnik elektrodne žice i izračuna struja zavarivanja u
zavisnosti od dozvoljene gustine struje. Zatim se prema slici odabere optimalni napon luka i koeficijent oblika uvara. Brzina zavarivanja se izračuna prema prethodnim jednadžbama. Pošto se prethodno izračuna pogonska energija qp, zatim se odredi dubina uvara hu. Poslije toga se proračunaju širina šava b, površina poprečnog presjeka zavara Az1 prema nadvišenje šava c i debljina šava H.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 261
Sve ovo se određuje kao da nema žlijeba ni razmaka između limova.
Slika 7.41. Dimenzije višeprolaznih šavova
Pošto smo već izračunali površinu poprečnog presjeka prvog zavara Az1
( )21
αtgAh z'
z =
, visina ispunjavanja žlijeba se određuje slijedećom formulom:
U slučaju da postoji razmak između limova, visina ispunjavanja žlijeba se određuje slijedećom formulom:
( )21
αtgsHA'h z
z⋅−
=
Pretpostavimo da je debljina prvog zavara H pri zavarivanju uz postojanje žlijeba ista kao i pri zavarivanju bez žlijeba za isti režim zavarivanja. Tada se veličina zatupljenja rastaljenog prvim zavarom na prvoj strani sučeljenog spoja izračunava slijedećom formulom:
h'o = H - h'ž Režim zavarivanja ostalih zavara na prvoj strani sučeljenog spoja se
određuje iz uvjeta potrebnih za ispunjavanje žlijeba. Površina žlijeba se određuje prema slije
Ažlijeba = f2 tg (α/2) Površina poprečnog presjeka dijela zavara koji se nalazi iznad površine lima
se određuje pošto se prethodno odabere koeficijent nadvišenja šava ψ'c
'c
avarnab,A
ψ
2730 ⋅=
:
Širina šava b mora biti veća od širine žlijeba za 2 - 3 mm sa svake strane:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 262
b = bžlijeba + 2(2 ÷ 3) Pošto je bžlijeba / 2 = f tg (α/2), to je bžlijeba
( )3222
2 ÷+
=αftgb
= 2f tg (α/2). Širina šava b će tada biti jednaka:
Ukupna površina poprečnog presjeka navarenog metala sa jedne strane sučeljenog spoja je jednaka:
Auk=Ažlijeba + A
1zukostali AAA +=
navara Površina dijela žlijeba koju treba da ispune ostali zavari sa jedne strane
sučeljenog spoja iznosi:
Ako prvo odredimo režim zavarivanja ostalih zavara i provjerimo da li je širina šava veća od širine žlijeba a zatim izračunamo površinu poprečnog presjeka svakog od ostalih zavara Az
z
zzz v
IA⋅⋅
⋅=
ρα
3600
:
tada će broj potrebnih ostalih zavara iznositi:
z
ostaliA
An =
Režim zavarivanja prvog zavara sa druge strane sučeljenog spoja određuje se iz uvjeta osiguranja rastapanja zatupljenja, odnosno potrebnog međusobnog preklapanja prvih zavara sa obje strane:
hphh +=+ "0
'0
gdje je: h'o - dubina rastapanja zatupljenja od prvog zavara na prvoj strani sučeljenog spoja; h"o
− zavarivanje "u koritu", pri čemu se elektrodna žica nalazi u vertikalnom položaju;
- dubina rastapanja zatupljenja od prvog zavara na drugoj strani sučeljenog spoja; p - preklapanje prvih zavara; h - zatupljenje.
Režimi zavarivanja ugaonih šavova. Pri automatskom i poluautomatskom zavarivanju pod praškom, ugaoni šavovi se izvode na slijedeće načine:
− zavarivanje sa nagnutom elektrodnom žicom. Pri zavarivanju "u koritu", ugaone šavove možemo smatrati kao šavove
sučeljenih spojeva uz postojanje žlijeba čiji je kut α = 900. Pri zavarivanju
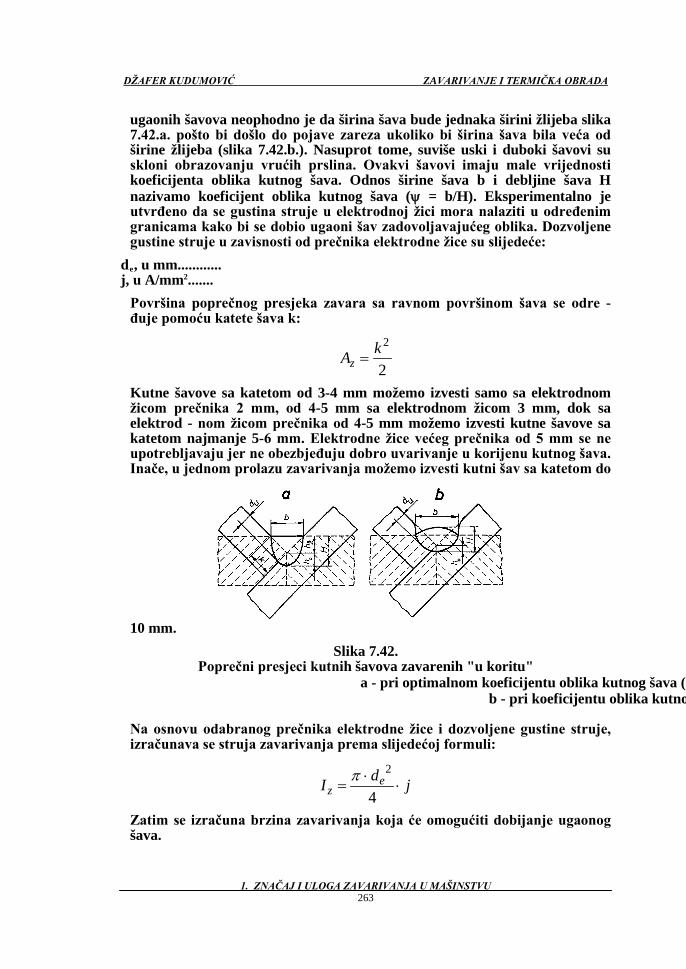
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 263
ugaonih šavova neophodno je da širina šava bude jednaka širini žlijeba slika 7.42.a. pošto bi došlo do pojave zareza ukoliko bi širina šava bila veća od širine žlijeba (slika 7.42.b.). Nasuprot tome, suviše uski i duboki šavovi su skloni obrazovanju vrućih prslina. Ovakvi šavovi imaju male vrijednosti koeficijenta oblika kutnog šava. Odnos širine šava b i debljine šava H nazivamo koeficijent oblika kutnog šava (ψ = b/H). Eksperimentalno je utvrđeno da se gustina struje u elektrodnoj žici mora nalaziti u određenim granicama kako bi se dobio ugaoni šav zadovoljavajućeg oblika. Dozvoljene gustine struje u zavisnosti od prečnika elektrodne žice su slijedeće:
de, u mm............ j, u A/mm2
2
2kAz =
....... Površina poprečnog presjeka zavara sa ravnom površinom šava se odre -
đuje pomoću katete šava k:
Kutne šavove sa katetom od 3-4 mm možemo izvesti samo sa elektrodnom žicom prečnika 2 mm, od 4-5 mm sa elektrodnom žicom 3 mm, dok sa elektrod - nom žicom prečnika od 4-5 mm možemo izvesti kutne šavove sa katetom najmanje 5-6 mm. Elektrodne žice većeg prečnika od 5 mm se ne upotrebljavaju jer ne obezbjeđuju dobro uvarivanje u korijenu kutnog šava. Inače, u jednom prolazu zavarivanja možemo izvesti kutni šav sa katetom do
10 mm. Slika 7.42.
Poprečni presjeci kutnih šavova zavarenih "u koritu" a - pri optimalnom koeficijentu oblika kutnog šava ( b - pri koeficijentu oblika kutno Na osnovu odabranog prečnika elektrodne žice i dozvoljene gustine struje,
izračunava se struja zavarivanja prema slijedećoj formuli:
jdI ez ⋅
⋅=
4
2π
Zatim se izračuna brzina zavarivanja koja će omogućiti dobijanje ugaonog šava.
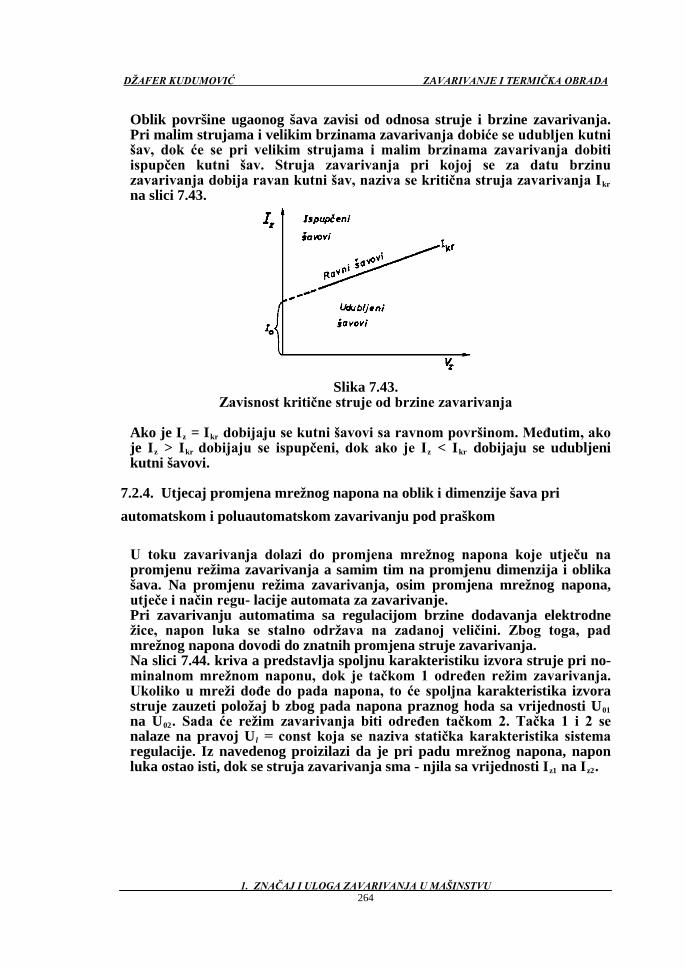
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 264
Oblik površine ugaonog šava zavisi od odnosa struje i brzine zavarivanja. Pri malim strujama i velikim brzinama zavarivanja dobiće se udubljen kutni šav, dok će se pri velikim strujama i malim brzinama zavarivanja dobiti ispupčen kutni šav. Struja zavarivanja pri kojoj se za datu brzinu zavarivanja dobija ravan kutni šav, naziva se kritična struja zavarivanja Ikr
Slika 7.43. Zavisnost kritične struje od brzine zavarivanja
Ako je I
na slici 7.43.
z = Ikr dobijaju se kutni šavovi sa ravnom površinom. Međutim, ako je Iz > Ikr dobijaju se ispupčeni, dok ako je Iz < Ikr dobijaju se udubljeni kutni šavovi.
7.2.4. Utjecaj promjena mrežnog napona na oblik i dimenzije šava pri automatskom i poluautomatskom zavarivanju pod praškom U toku zavarivanja dolazi do promjena mrežnog napona koje utječu na
promjenu režima zavarivanja a samim tim na promjenu dimenzija i oblika šava. Na promjenu režima zavarivanja, osim promjena mrežnog napona, utječe i način regu- lacije automata za zavarivanje.
Pri zavarivanju automatima sa regulacijom brzine dodavanja elektrodne žice, napon luka se stalno održava na zadanoj veličini. Zbog toga, pad mrežnog napona dovodi do znatnih promjena struje zavarivanja.
Na slici 7.44. kriva a predstavlja spoljnu karakteristiku izvora struje pri no- minalnom mrežnom naponu, dok je tačkom 1 određen režim zavarivanja. Ukoliko u mreži dođe do pada napona, to će spoljna karakteristika izvora struje zauzeti položaj b zbog pada napona praznog hoda sa vrijednosti U01 na U02. Sada će režim zavarivanja biti određen tačkom 2. Tačka 1 i 2 se nalaze na pravoj U l = const koja se naziva statička karakteristika sistema regulacije. Iz navedenog proizilazi da je pri padu mrežnog napona, napon luka ostao isti, dok se struja zavarivanja sma - njila sa vrijednosti Iz1 na Iz2.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 265
Slika 7.44. Utjecaj pada mrežnog napona na promjenu režima zavarivanja pri Ul
Pri zavarivanju automatima sa konstantnom brzinom dodavanja elektrodne žice, pad mrežnog napona dovodi do znatnog napona luka, dok malo utječe na struju zavarivanja. Na slici 7.45. kriva a predstavlja spoljnu karakteristiku izvora struje pri nominalnom mrežnom naponu. Režim zavarivanja je određen tačkom 1, koja predstavlja presjek spoljne karakteristike izvora struje i krive U
= const. Kod blago padajućih spoljnih karakteristika izvora struje, isti pad mrežnog
napona dovodi do veće promjene struje zavarivanja nego kod strmo padajućih spoljnih karakteristika. Prema tome, promjena mrežnog napona pri zavarivanju automatima sa regulacijom brzine dodavanja elektrodne žice dovodi do promjena dimenzija šava uslijed promjena struje zavarivanja. Struja zavarivanja uglavnom utječe na dubinu uvara. Zbog toga, pad mrežnog napona pri zavarivanju sa velikim strujama dovodi do znatnog smanjivanja dubine uvara.
l = f (Iz). Kriva U l = f (Iz
Slika 7.45. Utjecaj pada mrežnog napona na promjenu režima zavarivanja pri v
) se naziva statička karakteristika sistema regulacije. Ako dođe do pada mrežnog napona, spoljna karakteristika izvora struje zauzima položaj b, dok je režim zavarivanja određen tačkom 2.
e
Na slici 7.45. je vidljivo da se pri padu mrežnog napona struja zavarivanja neznatno se mijenja za razliku od napona luka čije su promjene znatne. Pri velikim brzinama dodavanja elektrodne žice, (a to znači pri velikim strujama zavarivanja), kriva U
= const.
l = f (Iz) dobija kos položaj. To dovodi do
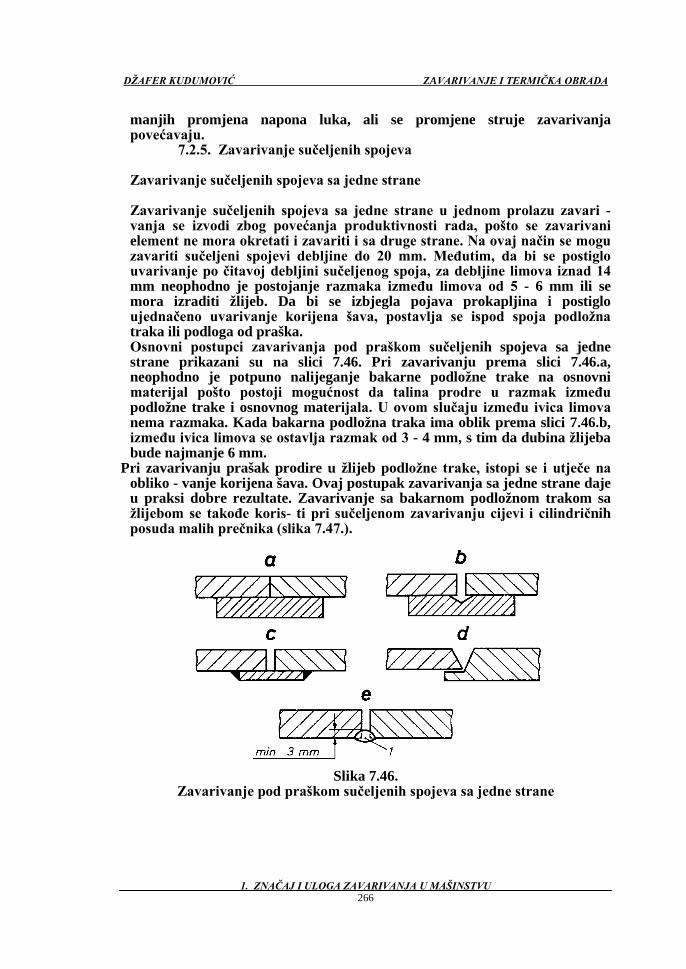
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 266
manjih promjena napona luka, ali se promjene struje zavarivanja povećavaju.
7.2.5. Zavarivanje sučeljenih spojeva Zavarivanje sučeljenih spojeva sa jedne strane Zavarivanje sučeljenih spojeva sa jedne strane u jednom prolazu zavari -
vanja se izvodi zbog povećanja produktivnosti rada, pošto se zavarivani element ne mora okretati i zavariti i sa druge strane. Na ovaj način se mogu zavariti sučeljeni spojevi debljine do 20 mm. Međutim, da bi se postiglo uvarivanje po čitavoj debljini sučeljenog spoja, za debljine limova iznad 14 mm neophodno je postojanje razmaka između limova od 5 - 6 mm ili se mora izraditi žlijeb. Da bi se izbjegla pojava prokapljina i postiglo ujednačeno uvarivanje korijena šava, postavlja se ispod spoja podložna traka ili podloga od praška.
Osnovni postupci zavarivanja pod praškom sučeljenih spojeva sa jedne strane prikazani su na slici 7.46. Pri zavarivanju prema slici 7.46.a, neophodno je potpuno nalijeganje bakarne podložne trake na osnovni materijal pošto postoji mogućnost da talina prodre u razmak između podložne trake i osnovnog materijala. U ovom slučaju između ivica limova nema razmaka. Kada bakarna podložna traka ima oblik prema slici 7.46.b, između ivica limova se ostavlja razmak od 3 - 4 mm, s tim da dubina žlijeba bude najmanje 6 mm.
Pri zavarivanju prašak prodire u žlijeb podložne trake, istopi se i utječe na obliko - vanje korijena šava. Ovaj postupak zavarivanja sa jedne strane daje u praksi dobre rezultate. Zavarivanje sa bakarnom podložnom trakom sa žlijebom se takođe koris- ti pri sučeljenom zavarivanju cijevi i cilindričnih posuda malih prečnika (slika 7.47.).
Slika 7.46. Zavarivanje pod praškom sučeljenih spojeva sa jedne strane
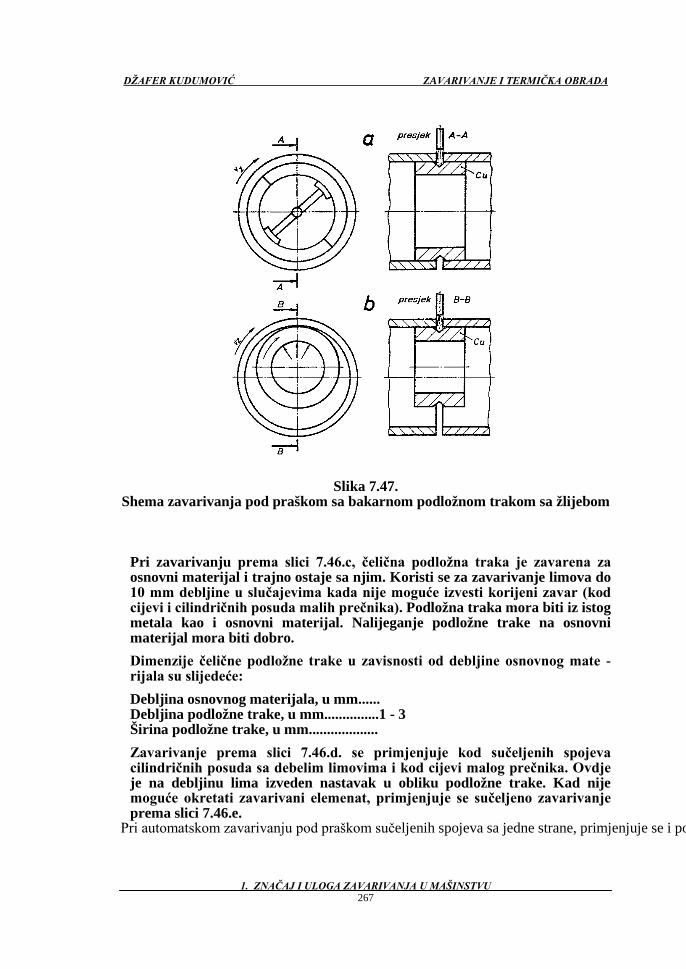
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 267
Slika 7.47.
Shema zavarivanja pod praškom sa bakarnom podložnom trakom sa žlijebom Pri zavarivanju prema slici 7.46.c, čelična podložna traka je zavarena za
osnovni materijal i trajno ostaje sa njim. Koristi se za zavarivanje limova do 10 mm debljine u slučajevima kada nije moguće izvesti korijeni zavar (kod cijevi i cilindričnih posuda malih prečnika). Podložna traka mora biti iz istog metala kao i osnovni materijal. Nalijeganje podložne trake na osnovni materijal mora biti dobro.
Dimenzije čelične podložne trake u zavisnosti od debljine osnovnog mate - rijala su slijedeće:
Debljina osnovnog materijala, u mm...... Debljina podložne trake, u mm...............1 - 3 Širina podložne trake, u mm................... Zavarivanje prema slici 7.46.d. se primjenjuje kod sučeljenih spojeva
cilindričnih posuda sa debelim limovima i kod cijevi malog prečnika. Ovdje je na debljinu lima izveden nastavak u obliku podložne trake. Kad nije moguće okretati zavarivani elemenat, primjenjuje se sučeljeno zavarivanje prema slici 7.46.e.
Pri automatskom zavarivanju pod praškom sučeljenih spojeva sa jedne strane, primjenjuje se i po

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 268
Slika 7.48. Shema zavarivanja sa podlogom od praška
1 - osnov 2 - prašak za Pošto se prethodno osnovni materijal namjesti u potreban položaj, u gume-
nu cijev se dovede vazduh pod pritiskom, koji preko azbestnog platna vrši pritisak na prašak za zavarivanje. Na taj način prašak sprečava isticanje taline iz šava i utječe na oblik korijena šava.
7.2.6. Zavarivanje preklopnih i T-spojeva
Zavarivanje preklopnih i T - spojeva se izvodi "u koritu" i sa nagnutom
elektrodnom žicom (slika 7.49.)
Slika 7.49. Shema zavarivanja preklopnih i T - spojeva
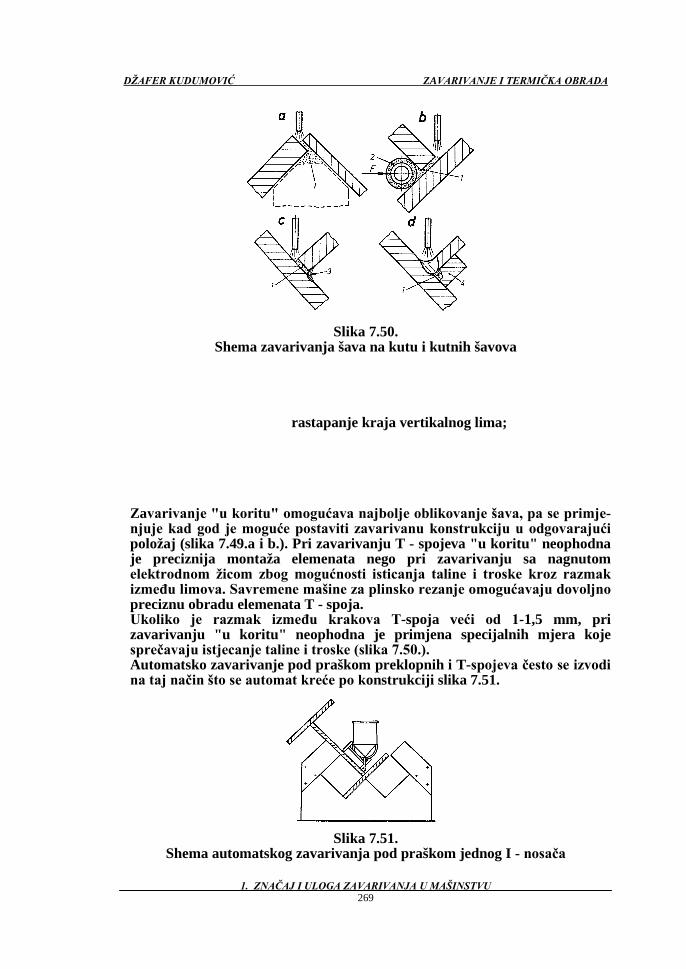
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 269
Slika 7.50. Shema zavarivanja šava na kutu i kutnih šavova
rastapanje kraja vertikalnog lima;
Zavarivanje "u koritu" omogućava najbolje oblikovanje šava, pa se primje-
njuje kad god je moguće postaviti zavarivanu konstrukciju u odgovarajući položaj (slika 7.49.a i b.). Pri zavarivanju T - spojeva "u koritu" neophodna je preciznija montaža elemenata nego pri zavarivanju sa nagnutom elektrodnom žicom zbog mogućnosti isticanja taline i troske kroz razmak između limova. Savremene mašine za plinsko rezanje omogućavaju dovoljno preciznu obradu elemenata T - spoja.
Ukoliko je razmak između krakova T-spoja veći od 1-1,5 mm, pri zavarivanju "u koritu" neophodna je primjena specijalnih mjera koje sprečavaju istjecanje taline i troske (slika 7.50.).
Automatsko zavarivanje pod praškom preklopnih i T-spojeva često se izvodi na taj način što se automat kreće po konstrukciji slika 7.51.
Slika 7.51. Shema automatskog zavarivanja pod praškom jednog I - nosača
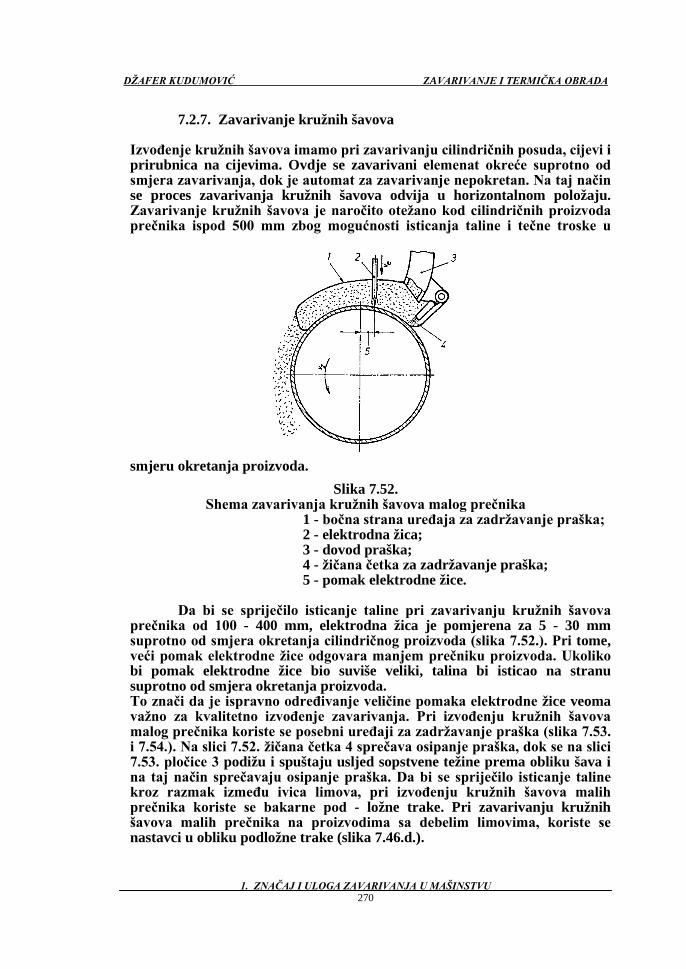
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 270
7.2.7. Zavarivanje kružnih šavova Izvođenje kružnih šavova imamo pri zavarivanju cilindričnih posuda, cijevi i
prirubnica na cijevima. Ovdje se zavarivani elemenat okreće suprotno od smjera zavarivanja, dok je automat za zavarivanje nepokretan. Na taj način se proces zavarivanja kružnih šavova odvija u horizontalnom položaju. Zavarivanje kružnih šavova je naročito otežano kod cilindričnih proizvoda prečnika ispod 500 mm zbog mogućnosti isticanja taline i tečne troske u
smjeru okretanja proizvoda. Slika 7.52.
Shema zavarivanja kružnih šavova malog prečnika 1 - bočna strana uređaja za zadržavanje praška; 2 - elektrodna žica; 3 - dovod praška; 4 - žičana četka za zadržavanje praška; 5 - pomak elektrodne žice.
Da bi se spriječilo isticanje taline pri zavarivanju kružnih šavova
prečnika od 100 - 400 mm, elektrodna žica je pomjerena za 5 - 30 mm suprotno od smjera okretanja cilindričnog proizvoda (slika 7.52.). Pri tome, veći pomak elektrodne žice odgovara manjem prečniku proizvoda. Ukoliko bi pomak elektrodne žice bio suviše veliki, talina bi isticao na stranu suprotno od smjera okretanja proizvoda.
To znači da je ispravno određivanje veličine pomaka elektrodne žice veoma važno za kvalitetno izvođenje zavarivanja. Pri izvođenju kružnih šavova malog prečnika koriste se posebni uređaji za zadržavanje praška (slika 7.53. i 7.54.). Na slici 7.52. žičana četka 4 sprečava osipanje praška, dok se na slici 7.53. pločice 3 podižu i spuštaju usljed sopstvene težine prema obliku šava i na taj način sprečavaju osipanje praška. Da bi se spriječilo isticanje taline kroz razmak između ivica limova, pri izvođenju kružnih šavova malih prečnika koriste se bakarne pod - ložne trake. Pri zavarivanju kružnih šavova malih prečnika na proizvodima sa debelim limovima, koriste se nastavci u obliku podložne trake (slika 7.46.d.).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 271
Slika 7.53. Uređaj za zadržavanje praška
1 - elektrodna žica; 2 - dovod praška; 3 - garnitura pločica;
Ukoliko prečnik proizvoda dozvoljava zavarivanje automatom i sa unutra -
šnje strane, to se izvodi zavarivanje sa obje strane. U ovakvim slučajevima prvo se izvede zavarivanje sa unutrašnje strane, pa se radi sprečavanja isticanja taline kroz razmak između ivica limova koristi podloga od praška.
Slika 7.54. Shema zavarivanja kružnih šavova sa podlogom od praška na pokretnoj
remenici 1 - ele 2 - mjesto dodav Uređaj prikazan na slici 7.55. se takođe pokreće uslijed sile trenja, dok se
pritisak na proizvod ostvaruje djelovanjem posebne opruge (koja je ugrađena u taj uređaj).
Slika 7.55. Okretni uređaj sa podlogom od praška

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 272
Izvođenje kružnih šavova velikih prečnika se vrši na specijalnim kretnim uređajima za zavarivan Izvođenje kutnih šavova na cilindričnim elementima malih prečnika vrši se
na okretnom uređaju prema slici 7.57. U pogledu režima zavarivanja, pri izvođenju kružnih šavova treba imati u
vidu slijedeće: − izabrati najmanju moguću struju zavarivanja koja osigurava dobijanje
potrebne dubine uvara; − izabrati najmanji mogući napon luka koji osigurava dobro oblikovanje
šava; − izabrati brzinu zavarivanja reda 30 - 40 m/h; − kut nagiba elektrodne žice prema vertikali treba da iznosi 10 - 150
suprotno od smjera okretanja proizvoda.
Slika 7.56. Okretni uređaj za zavarivanje kružnih šavova velikih prečnika
Slika 7.57. Shema izvođenja kružnih šavova na okretnom uređaju
7.2.8. Montaža spojeva prije zavarivanja

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 273
Pri montaži spojeva prije zavarivanja mora se voditi računa o tome da razmak između limova bude jednak po čitavoj dužini spoja kako bi kvalitet šava bio svuda isti. Ovo se odnosi i na međusobni pomak limova spoja po
visini. Slika 7.58.
Ulazne i izlazne pločice Zbog toga se limovi pri montaži prvo ručno spoje kratkim šavovima. Duži-
na kratkih šavova zavisi od debljine limova spoja i iznosi od 20 - 80 mm a njihov međusobni razmak ne smije biti veći od 500 mm. Na kraju se kratkim šavovima pričvršćuju ulazne i izlazne pločice (slika 7.58.). Naime, pošto se zavarivani elementi prije montaže odrežu na tačne dimenzije, to ulazna pločica služi da automat na njoj započne a izlazna da završi zavarivanje. Poslije zavarivanja se te pločice odrežu. Na taj način se postiže da početak i kraj šava budu kvalitetno izvedeni.
7.2.9. Poluautomatsko zavarivanje pod praškom
Pri poluautomatskom zavarivanju pod praškom, elektrodna žica se dodaje
automatski, dok se držač elektrode pomjera ručno po žlijebu budućeg šava (slika 7.59.).
Mehanizam 4 odmotava elektrodnu žicu sa kotura 3 i potiskuje je kroz fleksibilnu cijev 2 u držač elektrode 1 u područje žlijeba. Prašak za zavarivanje se nalazi u posudi na samom držaču elektrode odakle se slobodnim padom dovodi u područje zavarivanja.
Slika 7.59. Shema poluatomatskog zavarivanja pod praškom
1 - držač elektrode; 2 - fleksibilna cijev;
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 274
3 - kotur sa elektrodnom žicom; 6 - osnovni materijal. Inače, sam proces zavarivanja je isti kao kod automatskog zavarivanja pod
praškom. Ravnomjerno pomicanje držača elektrode moguće je samo ako brzina zavarivanja ne prelazi 30 - 40 m/h. Pri poluautomatskom zavarivanju se koristi naizmjenična i istosmjerna struja.
Poluatomatsko zavarivanje sučeljenih spojeva sa jedne strane najčešće se primjenjuje za limove od 3 - 6 mm debljine, uz obaveznu upotrebnu podložne trake ili podloge od praška. Poluautomatsko zavarivanje sučeljenih spojeva sa obje strane primjenjuje se za zavarivanje limova debljine od 3-20 mm. Režimi polu - automatskog zavarivanja pod praškom srednjih i debelih limova mogu se odrediti na način koji je ranije naveden za automatsko zavarivanje pod praškom.
7.3. TEORIJSKE OSNOVE ELEKTROLUČNOG ZAVARIVANJA
TALJIVOM ŽIČANOM ELEKTRODOM U ZAŠTITI PLINA Elektrolučno zavarivanje u zaštiti inertnog i aktivnog plina je uopćeni
naziv za sve varijante postupaka elektrolučnog zavarivanja taljivom žičanom elektrodom. Skraćena slovna oznaka za ovaj postupak elektrolučnog zavarivanja u nas do sada nije uvedena. U američkoj literaturi ovaj postupak je poznat pod skraćenicom GMAW, što dolazi od izraza "GAS - METAL - ARC - WELDING", dok je u njemačkoj literaturi usvojena skraćena oznaka MSG, što dolazi od izraza "METALL - SCHUTZGASSCHWEIßEN".
Kod ovog postupka zavarivanja žičana elektroda se koristi za uspostavlja - nje električnog luka i kao dodatni metal. Električni luk je izvor topline za zavariva- nje, a uspostavlja se između taljive žičane elektrode i radnog komada. Zaštita taline i kapi dodatnog metala, kao lakše uspostavljanje električnog luka, ostvaruje se dovođenjem spolja odgovarajućeg zaštitnog plina ili plinske smješe.
Osnovna osobina postupaka je zavarivanje velikom gustinom struje, pri - mjena malih prečnika žičane elektrode uz upotrebu odgovarajućeg zaštitnog plina.
Kada je postupak otkriven, primjenjivan je, uglavnom, za zavarivanje aluminija. Tada je uveden izraz MIG ("METAL - INERT - GAS"), koji je korišćen kao skraćenica za pomenuti postupak zavarivanja. Sada se ova skraćenica koristi za označavanje jedne od varijanti postupka zavarivanja u zaštiti plina.
Kasnije je razvijena varijanta postupaka sa upotrebom aktivnog plina (u prvom redu CO2
Svi komercijalno značajni metali, kao što su: konstrukcioni čelici, nehrđa - jući čelici, vatrootporni čelici, nikal i njegove legure, aluminij i njegove
) i plinskih smješa za zaštitu zone zavarivanja, što je dovelo do izraza MAG ("METAL - AKTIV - GAS"). Ova varijanta postupka odlikuje se nešto manjim gustinama struje zavarivanja, što omogućava primjenu na širi dijapa- zon metala. Ovaj kasniji razvoj uslovio je prihvatanje izraza GMAW (MSG) za uopšteni naziv postupka, jer se za zaštitu koriste inertni i aktivni plin, kao i njihove smješe.
GMAW (MSG) postupak zavarivanja je razvijen kao poluautomatski mehaniziran i automatski.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 275
legure, bakar i njegove legure, titan i njegove legure, kao i raznorodni metali, mogu se zavarivati ovim postupkom i to u svim položajima.
7.3.1. Podjela postupka
Osnovna podjela postupka zavarivanja u zaštiti plina može se izvršiti prema: - vrsti za - obliku električnog luka, odnosno prenosa dod
Podjela prema vrsti zaštitnog plina Prema vrsti zaštitnog plina postupak se dijeli na varijante : - zavarivanje u zaštiti inertnog plina (MIG); to je zavarivanje taljivom
žičanom elektrodom u zaštiti inertnih plinova (argon, helij ili njihove smješe).
- Zavarivanje u zaštiti aktivnog plina, (MAG); to je zavarivanje taljivom žičanom elektrodom u zaštiti aktivnog plina (ugljičnodioksid i smješe).
Za skraćeno označavanje mogu se upotrebljavati i dopunski simboli, kao: - MAGC (zavarivanje u zaštiti CO2
a) MIGs - elektrolučno zavarivanje taljivom žičanom elektrodom u zaštiti inertnog plina, sa prenosom dodatnog metala u mlazu (Spray - Arc);
plina); - MAGM (zavarivanje u zaštiti plinskih smješa).
Podjela prema obliku električnog luka Podjela postupka zavarivanja taljivom žičanom elektrodom u zaštiti plina
može se izvršiti i prema obliku električnog luka, zavisno od načina prenosa dodatnog metala ka osnovnom. U tom cilju, uz oznaku varijante postupka zavari - vanja, može da se doda odgovarajući simbol, koji govori o obliku električnog luka. Kao primjer navode se slijedeće oznake:
b) MIGp - elektrolučno zavarivanje taljivom žičanom elektrodom u zaštiti inertnog plina, sa pulsirajućim prenosom dodatnog metala;
c) MAGk - elektrolučno zavarivanje taljivom žičanom elektrodom u zaštiti aktivnog plina, sa kratkospojenim prenosom (Short - Arc). Postoji mogućnost proširenja načina označavanja dodavanjem oznake i za zaštitni plin (DIN 51680 daje detaljnija uputstva).
U tabeli 7.1. data je podjela postupka zavarivanja prema obliku električnog luka, odnosno prenosa dodatnog metala.
Tabela 7.1. Podjela postupaka prema obliku električnog luka Naziv električnog
luka Oblik prenosa dodatnog metala Simbol Napomena

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 276
Normalni ( Spray – Arc ) Prenos u mlazu s Bez kratkog spoja
“ Dugi “ Krupnokapljičasti I Uz pojavu kratkog spoja
“ Kratki “ ( Short – Arc ) Kratkospojeni k U kratkom spoju
Pulsirajući
Pulsirajući ( mogućnost regulisanja
veličine kapljice u zavisnosti od frekvencije
kapanja )
p Bez kratkog spoja
7.3.2. Električni luk u zaštiti plina i polaritet žičane elektrode Električni luk u zaštiti plina je, u načelu, metalni luk. Ovaj električni luk je
sličan sa električnim lukom pri zavarivanju obloženom elektrodom. Zavarivanje u zaštiti plina daje svjetliji električni luk, zahtijeva veću gusti -
nu električne struje, a ostvaruje se drugačijim prenosom dodatnog metala u poređe- nju sa drugim postupcima elektrolučnog zavarivanja. Obrazovanje električnog luka zavisi od niza faktora, kao što su: zaštitni plin (napon jonizacije), vrsta taljive žiča - ne elektrode, vrsta osnovnog metala, promjenljive veličine režima zavarivanja i dr.
Kao i kod ručnog elektrolučnog zavarivanja obloženom elektrodom, i kod zavarivanja u zaštiti plina postoje slijedeća područja:
− područje anodnog pada napona (područje plus pola); − područje katodnog pada napona (područje minus pola) i − plazma područje (stub električnog luka). Pri zavarivanju jednosmjernom strujom postoji direktna i indirektna polarizacija. Direktna polari najčešće se koristi jednosmjerna struja indirektne polarizacije. Ova vrsta električne veze daje stabilniji električni luk, ravnomjerniji prenos dodatnog metala, relativno male gubitke uslijed razbrizgavanja i veću dubinu uvarivanja. Jednosmjerna struja direktne polarizacije rijetko se koristi, jer električni luk postaje vrlo nestabilan, čak i ako je koeficijent taljenja veći, pri istoj jačini struje, od koeficijenta taljenja sa indirektnom polariza - cijom. Izuzetak čini navarivanje, gdje je taljiva žičana elektroda povezana na minus (-) pol. U ovom slučaju se postiže veći koeficijent taljenja žičane elektrode bez pregrijavanja i ravnomjerniji i manji uvar. Naizmjenična struja nije našla primjenu u postupku elektrolučnog zavari -
vanja taljivom žičanom elektrodom u zaštiti plina iz dva razloga: a) Električni luk se prekida tokom svakog poluciklusa, čim se struja smanji
na nulu, i ne može se ponovo uspostaviti ukoliko se katoda dovoljno ohladi. Treba imati na umu da se, pri uobičajenim frekvencijama od 50 Hz, polarizacija smanjuje sa dvostrukim brojem frekvencija, tj. 100 puta u sekundi.
b) Zamjena poluciklusa indirektnog polariteta direktnim dovodi do nestabilnosti električnog luka.
Temperatura u električnom luku je različita i zavisi od sastava plazme
(stuba) električnog luka, pa je umnogome određuju vrsta zaštitnog plina, taljiva žičana elektroda, metal koji se zavaruje, kao i jačina struje. Radi
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 277
upoređenja daju se karakteristične temperature u električnom luku za varijantu MIG, postupak ruč - nog elektrolučnog zavarivanja obloženom elektrodom i TIG postupak zavarivanja:
a) MIG, u osi stuba elektrolučnog luka preko 8000 0K, a u katodnoj mrlji elektrode oko 3000 0
b) Ručno elektrolučno, u električnom luku od 5000 do 6000 K;
0
c) TIG, u osi stuba električnog luka od 10 000 do 30 000 K; 0K, a u katodnoj
mrlji elektrode od 2000 do 5000 0
7.3.3. Elektrolučno zavarivanje taljivom žičanom elektrodom u
zaštiti inertnog plina (varijanta MIG) To je varijanta GMAW (MSG) postupka elektrolučnog zavarivanja talji -
vom žičanom elektrodom u zaštiti inertnog plina. Kao zaštitni plin koristi se čisti inertni plin ili plinska smješa. Ova varijanta našla je široku primjenu u zavarivanju čelika, aluminija, bakra, magnezija, nikla, titana, kao i njihovih legura.
Pri zavarivanju neželjeznih metala kao zaštitni plin uglavnom se koristi argon, čistoće 99,95%.
Za specijalne svrhe zavarivanja koriste se smješe argona i helijuma. Pri zavarivanju čelika kao zaštitni plin može se koristiti argon sa dodacima
ugljičnih - dioksida i kisika. Dodavanjem ugljičnogdioksida ili kisika argonu dobija se tečljiviji talina, stabilizuje se električni luk, smanjuje razbrizgavanje i postiže bolje uvarivanje. Osim toga, time se smanjuje mogućnost nastajanja pora, jer talina, zahvaljujući povećanoj tečljivosti, manje sprečava izlazak plinova na povr - šinu. Pri zavarivanju varijantom MIG i oksidaciji legirajućih elemenata metala, on postaje grubokapljičast zbog oksidacije površine vrha žičane elektrode. Neznatni dodaci ugljičnogdioksida ili kisika (u iznosu od 1 do 5%) argonu stvaraju aktivnu smješu koja djeluje na talina. Djelovanje aktivnih plinova iz ove smješe je neznat - no, pa primjena smješa sa navedenim iznosima aktivnih dodataka pripada varijatni MIG.
U praksi se, pri zavarivanju viskolegiranih čelika, argonu dodaje 1 do 3% kisika. Pored kisika, kvalitet zavara se poboljšava dodavanjem vodika argonu.
Pri zavarivanju bakra inertnom plinu se dodaje azot. Varijanta MIG može se primjenjivati u širokom dijapazonu debljina osnov-
nog metala. Donja granica se ne može tačno odrediti. To zavisi od tipa zavarenog spoja, dozvoljenih grešaka u šavu, dimenzija radnog komada (zbog mogućeg odvođenja topline), kao i stručnosti zavarivača.
K.
Varijanta MIG sa pulsirajućim prenosom dodatnog metala (MIGp) hrom - nikl čelika, aluminija i njegovih legura, zbog svoje veće snage, postaje konkuren - tna TIG postupku zavarivanja. Uslijed velike količine topline, koja se stvara pri MIG zavarivanju, zavarivač mora voditi računa da ne dođe do pregrijavanja u zoni zavarivanja, jer to može da prouzrokuje stvaranje dubokih zareza na stranicama žlijeba. Zbog toga treba strogo voditi računa o pravilnom izboru vođenja žičane elektrode, odnosno pištolja
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 278
za zavarivanje. Primjenom žičanih elektroda manjeg prečnika, ovaj problem se znatno umanjuje.
7.3.4. Elektrolučno zavarivanje taljivom žičanom elektrodom u
zaštiti aktivnog plina (varijanta MAG) Ova varijanta GMAW (MSG) postupka zavarivanja razlikuje se od vari -
jante MIG samo po vrsti zaštitnog plina. Pri zavarivanju varijantom MAG kao zaštitni plin koristi se ugljičnidiok -
sid (CO2) i plinske smješe ugljičnogdioksida sa argonom, kisikom, odnosno smješa sva tri plina. Zaštitno djejstvo ugljičnogdioksida, odnosno plinskih smješa, ogleda se u izolovanju zone zavarivanja (električnog luka i taline) od vazduha.
Široku primjenu varijanta MAG je našla u poluautomatskom i automat - skom zavarivanju žičanom elektrodom (prečnika 0,8 do 2 mm) niskougljičnih i niskougljičnih niskolegiranih čelika.
Stepen zaštite i dezoksidacije metala pri zavarivanju u zaštiti ugljičnog dioksida može biti povećan primjenom punjene žičane elektrode. Izborom zaštit - nog plina može se mijenjati dubina uvarivanja i širina zavara, a na taj način, i oblik istog. Dobro provođenje topline kroz CO2 plin uslovljeno je njegovom disocija - cijom. Naime, CO2
gdje je: Q utrošena toplina na disocijaciju CO
plin se u električnom luku, pod dejstvom visoke temperature, razlaže prema formuli:
2 plina. Kada disocirani plin dospije do spoljne granice električnog luka, u hladniju zonu (uglavnom je to radni komad), reakcija se odvija sa desna u lijevo.
Pri tome se oslobađa utrošena toplina na disocijaciju (oko 283878⋅103
− električni luk bez kratkih spojeva (MAGs);
J/mol, odnosno 67590 kcal/mol). Više topline dospijeva na površinu radnog komada, što utječe na postizanje dubljeg i užeg uvara.
Pri zavarivanju u zaštiti ugljičnogdioksida, čak i kod visokih gustina struje, teško je dobiti prenos dodatnog metala u mlazu. Oslobođeni kisik prouzrokuje takav prenos dodatnog metala pri kome lako nastaju kratki spojevi. Nepravilan karakter prenosa dodatnog metala, između ostalog, uvjetovan je jakim sužavanjem električnog luka i smanjenjem dimenzija mrlje zagrijavanja. To treba uzimati u obzir pri izboru režima zavarivanja i izvora za napajanje strujom.
Izborom struje, napona, prečnika taljive žičane elektrode i zaštitnog plina može se postići:
− električni luk sa malo kratkih spojeva (MAGI) i − kratki električni luk sa puno kratkih spojeva (MAGk). Kod ovog posljednjeg prenosa dodatnog metala dobija se manji uvar. Kao
posljedica uronjavanja krupnih kapi dodatnog metala pojavljuje se razbrizgavanje. Primjenom plinskih smješa razbrizgavanje je znatno manje nego pri upotrebi čistog CO2 plina. Pri zavarivanju u zaštiti CO2 plina dolazi do oksidacije metala i, na taj način, do gubitka željeza i dijela legirajućih

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 279
elemenata. Naime, slobodni kisik u električnom luku prvenstveno vrši oksidaciju jednog dijela pratećih elemenata (silicij i mangan) i obrazuje trosku. Za kompenzaciju tih gubitaka i potpunu dezoksidaciju zavarivanje se izvodi taljivim žičanim elektrodama sa povećanim sadržajem mangana i silicija u odnosu na njihov sadržaj u obloženim elektrodama.
Osnovna prednost varijante MAG, u poređenju sa varijantom MIG, sastoji se u ekonomičnosti. Ugljičnidioksid se proizvodi u velikim količinama, pa nema problema oko snabdijevanja, a i cijena mu je znatno niža od cijene argona. Kvalitet šavova, dobijen zavarivanjem varijantom MAG, sasvim je zadovoljavajući.
Varijanta MAG sa kratkospojnim prenosom dodatnog metala (MAGk), pri zavarivanju ugljičnih
7.3.5. Prenos dodatnog metala kroz električni luk Istraživanja su pokazala, da se prenos dodatnog metala kroz električni luk,
pri zavarivanju postupkom elektrolučnog zavarivanja u zaštiti plina, može bitno mijenjati, što zavisi od slijedećih faktora:
− napon električnog luka; − zaštitni plin; − jačina, odnosno gustina struje zavarivanja; − karakteristika izvora struje; − sastav dodatnog metala; − dužina izvučenog (slobodnog) dijela žičane elektrode iz kontaktne vođice. Kod prenosa finim kapljicama, bez kratkih spojeva, smjer kapljica može da
bude aksijalan i neaksijalan. Direktno aksijalni prenos odnosi se na kretanje samih kapljica duž linije, koja predstavlja nastavak uzdužne ose žičane elektrode. Neaksijalni prenos se ostvaruje u bilo kom drugom pravcu, koji se razlikuje od pravca uzdužne ose žičane elektrode.
Da bi se optimalno iskoristile mogućnosti postupka zavarivanja u zaštiti plina, neophodno je poznavati utjecaj svakog od prethodno navedenih faktora. U nastavku će biti razmotrena dva najznačajnija faktora tj. njihov utjecaj na oblik prenosa dodatnog metala. O ostalim navedenim faktorima i njihovom utjecaju govori se u poglavlju o utjecaju različitih promjenljivih veličina na proces zavari - vanja.
Utjecaj procentualnog sadržaja ugljičnogdioksida u argonu na oblik prenosa dodatnog metala utvrđen je snimanjem električnog luka velikom brzinom (8000 snimaka u sekundi). Kada se snimljeni film projektuje brzinom od 16 do 24 snimaka u sekundi, fenomen prenosa dodatnog metala može se lijepo vidjeti od trenutka otkidanja kapljice do ponovnog formiranja slijedeće.
8. SPECIJALNI POSTUPCI ZAVARIVANJA
8.1. ELEKTROOTPORNO ZAVARIVANJE (EO) Postupci kod kojih se metal zagrijava i tali toplinom koja nastaje uslijed
otpora prolazom električne energije nazivaju se elektrootporni postupci zavariva - nja. Prilikom elektrootpornog zavarivanja nema pojave

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 280
električnog luka, a za oblikovanje spoja potrebno je primjeniti uz toplinsku i mehaničku energiju.
Otpor kojim se vodič suprostavlja prolasku struje proporcionalnan je dužini vodiča, a obrnuto proporcionalan presjeku. Osim toga, specifični otpor je karakteristika svakog materijala. Izraz za računanje otpora je:
AtR ⋅
=ρ
Količina topline koja se oslobo di na otpo ru u o dređenom otpo ru mo že se izračunati po Jouleovom zakonu:
∫ ⋅⋅= dtIRQ
odnosno pojednostavljeno:
tRIQ ⋅⋅= 2
gdje je: Q = oslobođena toplina I = struja koja teče kroz vodič R = omski otpor vodiča t = vrijeme
Ovdje se radi o pretpostavci da je I = konst. i R = konst. U stvarnosti R nije konstantan, j novi veći otpor. Uz postojeći otpor materijala vodiča, na mjestu dodira pojavit će se dodatni kontaknti otpor R (slika 8.1.)
tRIQ kk ⋅⋅= 2
Slika 8.1. Na mjestu nehomogenosti javlja se različiti otpor od otpora homogenog vodiča
Kontaktni otpor ovisi o sili prijanjanja dijelova, stanju površine, vrsti spoja
(kod zavarivanja), o vrsti dodatnog materijala ili lema (kod lemljenja). Takođe, može se izračunati i toplina nastala na mjestu kontakta i ona iznosi:
tRIQ k ⋅⋅= 2 Iz prethodnih razmatranja možemo zaključiti da ključnu ulogu u procesu
zavarivanja ima kontaktni otpor među zavarivanim limovima. Otpori materijala ne igraju važnu ulogu u oblikovanju spoja zbog njihovog malog udjela u ukupnom otporu i njih možemo zanemariti.
8.1.1. Uređaji za zavarivanje električnim otporom
Postoji veliki broj tipova uređaja za zavarivanje električnim otporom. Ovdje
će biti objašnjen samo njihov električni dio. Na slici 8.2. prikazana je električna shema uređaja za zavarivanje električnim otporom. Ta shema je
I
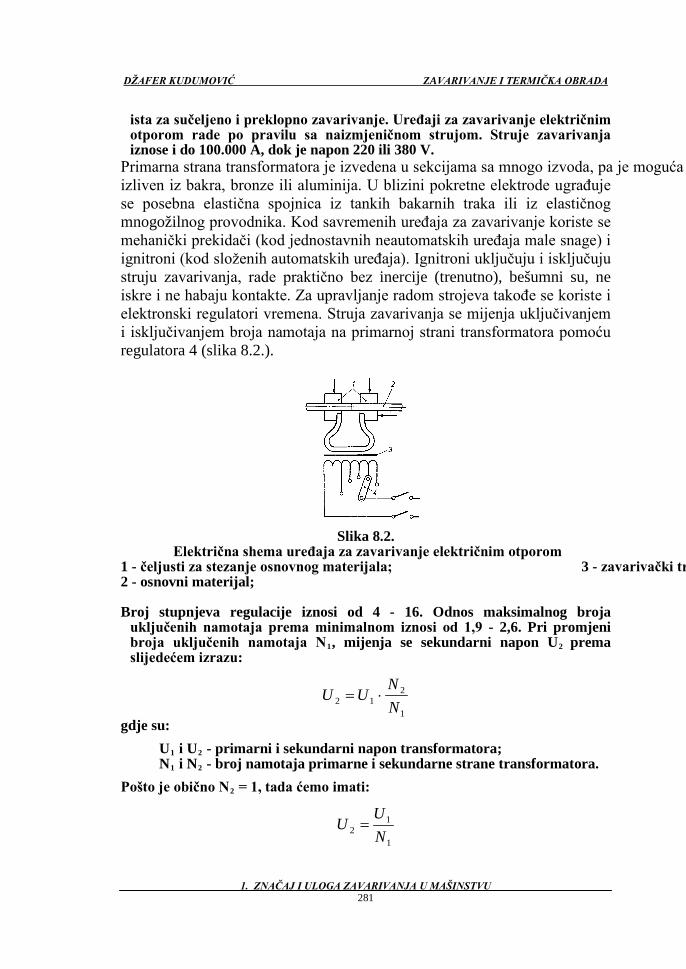
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 281
ista za sučeljeno i preklopno zavarivanje. Uređaji za zavarivanje električnim otporom rade po pravilu sa naizmjeničnom strujom. Struje zavarivanja iznose i do 100.000 A, dok je napon 220 ili 380 V.
Primarna strana transformatora je izvedena u sekcijama sa mnogo izvoda, pa je moguća izliven iz bakra, bronze ili aluminija. U blizini pokretne elektrode ugrađuje se posebna elastična spojnica iz tankih bakarnih traka ili iz elastičnog mnogožilnog provodnika. Kod savremenih uređaja za zavarivanje koriste se mehanički prekidači (kod jednostavnih neautomatskih uređaja male snage) i ignitroni (kod složenih automatskih uređaja). Ignitroni uključuju i isključuju struju zavarivanja, rade praktično bez inercije (trenutno), bešumni su, ne iskre i ne habaju kontakte. Za upravljanje radom strojeva takođe se koriste i elektronski regulatori vremena. Struja zavarivanja se mijenja uključivanjem i isključivanjem broja namotaja na primarnoj strani transformatora pomoću regulatora 4 (slika 8.2.).
Slika 8.2. Električna shema uređaja za zavarivanje električnim otporom
1 - čeljusti za stezanje osnovnog materijala; 3 - zavarivački tr 2 - osnovni materijal; Broj stupnjeva regulacije iznosi od 4 - 16. Odnos maksimalnog broja
uključenih namotaja prema minimalnom iznosi od 1,9 - 2,6. Pri promjeni broja uključenih namotaja N1, mijenja se sekundarni napon U2
1
212 N
NUU ⋅=
prema slijedećem izrazu:
gdje su: U1 i U2 - primarni i sekundarni napon transformatora; N1 i N2 - broj namotaja primarne i sekundarne strane transformatora.
Pošto je obično N2
1
12 N
UU =
= 1, tada ćemo imati:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 282
Struja zavarivanja teče od sekundarne strane transformatora prema elektro- dama. Rastojanje od sekundarne strane transformatora, kao i površina koju obu - hvata sekundarna kontura, moraju biti što manji pošto od toga zavisi omski i induktivni pad napona u sekundarnom kolu pa samim tim i struja zavarivanja.
Struja zavarivanja se određuje prema slijedećem izrazu:
( )22
22
2
RRX
UI z
++=
gdje je: Iz - struja zavarivanja, u [A]; U2 - napon praznog hoda transformatora (između krajeva elektroda), u
[V]; X2 - induktivni otpor sekundarne konture, u [Ω]; R2
Kod uređaja za zavarivanje električnim otporom, induktivni otpor sekun - darne konture često je veći od omskog otpora. Zbog toga, struja zavarivanja zavisi uglavnom od induktivnog otpora sekundarne konture. Zbog velikog induktivnog otpora, uređaji za zavarivanje električnim otporom imaju padajuću spoljnu karakte- ristiku izvora struje. Na slici 8.3. prikazana je spoljna karakteristika izvora struje uređaja za zavarivanje električnim
otporom. Slika 8.3.
Spoljna karakteristika izvora struje uređaja za zavarivanje električnim otporom
a - strmo padajuća (1) i blago padajuća (2) spoljna ka b - određivanje stepena uključenja primarne strane tra
- omski otpor sekundarne konture, u [Ω]; R - omski otpor osnovnog materijala, u [Ω].
Presjek spoljne karakteristike izvora struje sa apscisom u tački I2 (slika 8.3.a.) odgovara kratkom spoju (direktno spojene elektrode; U2 = 0), dok presjek sa ordinatom u tački U2 odgovara praznom hodu transformatora (elektrode razmaknute; U2 = Uo; I2 = 0). Da bi se dobili zavareni spojevi istog kvaliteta na cijeloj konstrukciji pri preklopnom zavarivanju, nije poželjno da se struja zavari - vanja bitno mijenja u toku samog procesa zavarivanja. Zbog toga se preporučuje da uređaji za tačkasto i šavno

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 283
zavarivanje imaju strmo padajuću spoljnu karakteristiku (slika 8.3.a, kriva 1.). Međutim, kod sučeljenog zavarivanja preporučuje se da uređaji za zavarivanje imaju blago padajuću spoljnu karakteristiku (slika 8.3.a, kriva 2.). To je potrebno zbog toga što, u momentu nastajanja dodira pojedinih tačaka čela osnovnog materijala, dolazi do naglog povećanja struje zavarivanja. Ovo ubrzava zagrijavanje i izbacivanje tih djelića metala, pa proces topljenja napreduje stabilno. Blago padajuća spoljna karakteristika omogućuje takvo pove - ćanje struje zavarivanja.
Za zadanu struju zavarivanja i poznati otpor elementa koji se zavaruje, može se odrediti potrebni sekundarni napon transformatora. Ako na slici 8.3. b. unesemo napon i struju zavarivanja, na osnovu njihovog presjeka (tačka A) možemo odrediti stupanj na koji treba uključiti transformator da bi se izvršilo željeno zavarivanje.
Za ostvarivanje tlaka na elektrodama kod uređaja veće snage, primjenjuje se pneumatski ili pneumatsko - hidraulični sistem. Međutim, kod uređaja male snage tlak se ostvaruje ručnim ili nožnim mehanizmom.
Indukativni otpor X2
Pomoću dijagrama na slici 8.4. mogu se odrediti orijentacione vrijednosti za indukativni otpor X
sekundarne konture uređaja za zavarivanje elektri - čnim otporom zavisi kako od površine koju obuhvata ta kontura, tako od dimenzija i oblika zavarivane konstrukcije koja se unosi u tu konturu (zbog toga što metal zavarivane konstrukcije posjeduje magnetne osobine).
2
Slika 8.4. Zavisnost induktivnog otpora sekundarne konture od površine A
koju obuhvata ta kontura
Međutim, tačne vrijednosti za induktivni otpor X
sekundarne konture uređaja za zavarivanje električnim otporom.
2 mogu se izračunati za određeni uređaj prema posebnom proračunu.
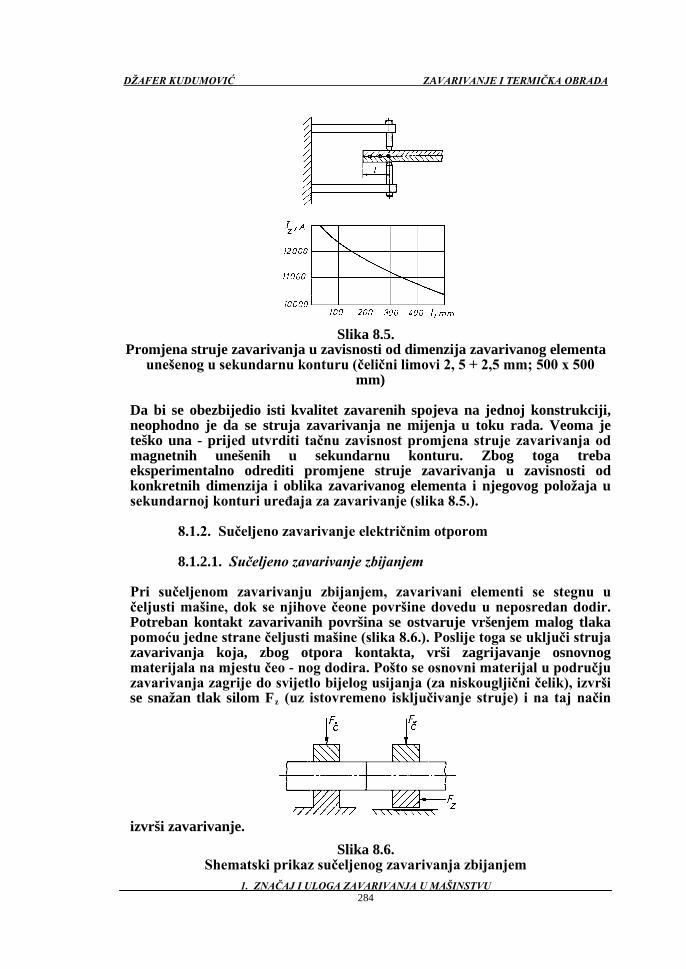
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 284
Slika 8.5. Promjena struje zavarivanja u zavisnosti od dimenzija zavarivanog elementa
unešenog u sekundarnu konturu (čelični limovi 2, 5 + 2,5 mm; 500 x 500 mm)
Da bi se obezbijedio isti kvalitet zavarenih spojeva na jednoj konstrukciji,
neophodno je da se struja zavarivanja ne mijenja u toku rada. Veoma je teško una - prijed utvrditi tačnu zavisnost promjena struje zavarivanja od magnetnih unešenih u sekundarnu konturu. Zbog toga treba eksperimentalno odrediti promjene struje zavarivanja u zavisnosti od konkretnih dimenzija i oblika zavarivanog elementa i njegovog položaja u sekundarnoj konturi uređaja za zavarivanje (slika 8.5.).
8.1.2. Sučeljeno zavarivanje električnim otporom
8.1.2.1. Sučeljeno zavarivanje zbijanjem
Pri sučeljenom zavarivanju zbijanjem, zavarivani elementi se stegnu u
čeljusti mašine, dok se njihove čeone površine dovedu u neposredan dodir. Potreban kontakt zavarivanih površina se ostvaruje vršenjem malog tlaka pomoću jedne strane čeljusti mašine (slika 8.6.). Poslije toga se uključi struja zavarivanja koja, zbog otpora kontakta, vrši zagrijavanje osnovnog materijala na mjestu čeo - nog dodira. Pošto se osnovni materijal u području zavarivanja zagrije do svijetlo bijelog usijanja (za niskougljični čelik), izvrši se snažan tlak silom Fz (uz istovremeno isključivanje struje) i na taj način
izvrši zavarivanje. Slika 8.6.
Shematski prikaz sučeljenog zavarivanja zbijanjem
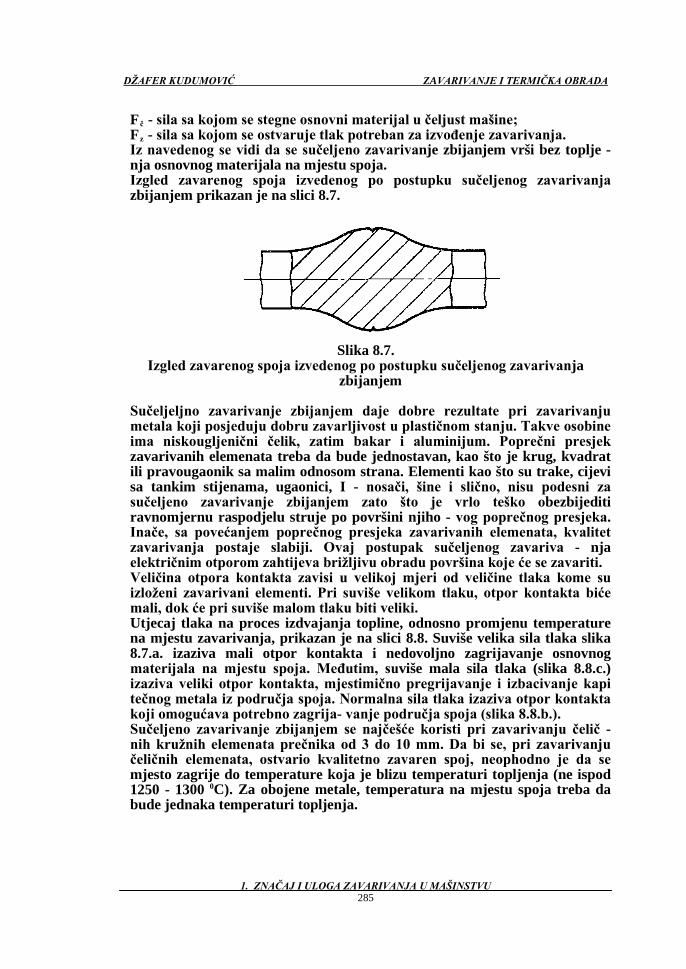
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 285
Fč - sila sa kojom se stegne osnovni materijal u čeljust mašine; Fz
Izgled zavarenog spoja izvedenog po postupku sučeljenog zavarivanja zbijanjem prikazan je na slici 8.7.
- sila sa kojom se ostvaruje tlak potreban za izvođenje zavarivanja. Iz navedenog se vidi da se sučeljeno zavarivanje zbijanjem vrši bez toplje -
nja osnovnog materijala na mjestu spoja.
Slika 8.7. Izgled zavarenog spoja izvedenog po postupku sučeljenog zavarivanja
zbijanjem Sučeljeljno zavarivanje zbijanjem daje dobre rezultate pri zavarivanju
metala koji posjeduju dobru zavarljivost u plastičnom stanju. Takve osobine ima niskougljenični čelik, zatim bakar i aluminijum. Poprečni presjek zavarivanih elemenata treba da bude jednostavan, kao što je krug, kvadrat ili pravougaonik sa malim odnosom strana. Elementi kao što su trake, cijevi sa tankim stijenama, ugaonici, I - nosači, šine i slično, nisu podesni za sučeljeno zavarivanje zbijanjem zato što je vrlo teško obezbijediti ravnomjernu raspodjelu struje po površini njiho - vog poprečnog presjeka. Inače, sa povećanjem poprečnog presjeka zavarivanih elemenata, kvalitet zavarivanja postaje slabiji. Ovaj postupak sučeljenog zavariva - nja električnim otporom zahtijeva brižljivu obradu površina koje će se zavariti.
Veličina otpora kontakta zavisi u velikoj mjeri od veličine tlaka kome su izloženi zavarivani elementi. Pri suviše velikom tlaku, otpor kontakta biće mali, dok će pri suviše malom tlaku biti veliki.
Utjecaj tlaka na proces izdvajanja topline, odnosno promjenu temperature na mjestu zavarivanja, prikazan je na slici 8.8. Suviše velika sila tlaka slika 8.7.a. izaziva mali otpor kontakta i nedovoljno zagrijavanje osnovnog materijala na mjestu spoja. Međutim, suviše mala sila tlaka (slika 8.8.c.) izaziva veliki otpor kontakta, mjestimično pregrijavanje i izbacivanje kapi tečnog metala iz područja spoja. Normalna sila tlaka izaziva otpor kontakta koji omogućava potrebno zagrija- vanje područja spoja (slika 8.8.b.).
Sučeljeno zavarivanje zbijanjem se najčešće koristi pri zavarivanju čelič - nih kružnih elemenata prečnika od 3 do 10 mm. Da bi se, pri zavarivanju čeličnih elemenata, ostvario kvalitetno zavaren spoj, neophodno je da se mjesto zagrije do temperature koja je blizu temperaturi topljenja (ne ispod 1250 - 1300 0C). Za obojene metale, temperatura na mjestu spoja treba da bude jednaka temperaturi topljenja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 286
Slika 8.8. Promjena temperature u zavisnosti od veličine tlaka pri sučeljenom
zavarivanju zbijanjem Za obojene metale dovoljan je uvjet za dobijanje kvalitetnog zvarenog spoja
da se metal na površini kontakta zagrije do temperature topljenja. Eksperimentalno je utvrđeno da se postiže zavaren spoj dobrog kvaliteta ako
se gustina struje i vrijeme zavarivanja nalaze u slijedećem odnosu. 310⋅=⋅ atj
gdje je: j - gustina struje, u A/cm2; t - vrijeme zavarivanja, u s; a - koeficijent.
Koeficijent “a” za razne metale ima slijedeće vrijednosti: Čelik: za prečnike do 10 mm prečnike iznad 10 mm Bakar Mesing Aluminij: za oksidirane površine kontakta za svježe očišćene površine kontakta do 20
8.1.2.2. Elektrootporno tačkasto zavarivanje Kod tačkastog zavarivanja, čija je shema prikazana slikom 8.9. toplina se
razvija usljed otpora protjecanju struje između dodirnih površina radnih komada koji su pritisnuti elektrodama iz bakrenih legura. Takvo zavarivanje može biti jed - notačkasto ili višetačkasto. Kod višetačkastog zavarivanja struja prolazi istovre - meno kroz više tačaka tako da se dobiva i više zavarenih mjesta.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 287
Slika 8.9. Shematski prikaz elektrootpornog tačkastog zavarivanja
Najrašireniji je slučaj primjene jednotačkastog dvostranog zavarivanja gdje
se elektrode nalaze s obje strane zavarenog spoja, ali je moguće izvesti i jednostrano zavarivanje, slika 8.10.
Slika 8.10. Osnovni načini izvođenja tačkastog zavarivanja
Osnovni utjecajni činitelji kod tačkastog zavarivanja ovisno o vrsti i
debljini materijala su: − jakost struje zavarivanja − sila tlaka između elektroda − vrijeme trajanja prolaska struje.
Kako najveći otpor mora biti na mjestu spoja, elektrode koje provode struju moraju biti izrađene od materijala koji je dobar vodič struje (Cu - legure). Uz to elektrode treba stalno hladiti jer se one u radu zagrijavaju kako zbog dodira s radnim komadom koji na mjestu zavarivanja ima visoku temperaturu tako i zbog vlastitog otpora. Pri tome se teži da se jednom elektrodom izradi što više spojeva (tačaka) bez zamjene ili dotjerivanja vrha elektrode. To je razlog da se elektrode ne rade od čistog bakra, koji je bolji vodič topline i manjeg specifičnog otpora nego legure, koje zbog legirajućih dodataka imaju bolja mehanička svojstva, to jest produžuje se vijek trajanja elektrode.
Postupak tačkastog elektrootpornog zavarivanja je vrlo prikladan za robotiziranje, tako da su prvi industrijski roboti bili namijenjeni upravo za tačkasto zavarivanje u automobilskoj industriji.
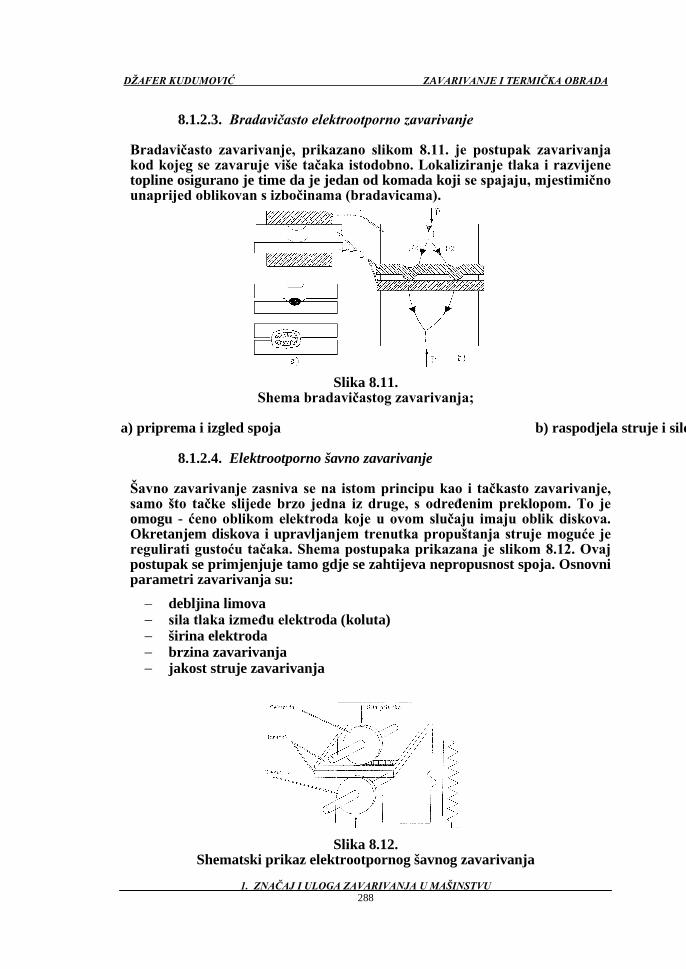
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 288
8.1.2.3. Bradavičasto elektrootporno zavarivanje Bradavičasto zavarivanje, prikazano slikom 8.11. je postupak zavarivanja
kod kojeg se zavaruje više tačaka istodobno. Lokaliziranje tlaka i razvijene topline osigurano je time da je jedan od komada koji se spajaju, mjestimično unaprijed oblikovan s izbočinama (bradavicama).
Slika 8.11. Shema bradavičastog zavarivanja;
a) priprema i izgled spoja b) raspodjela struje i sile
8.1.2.4. Elektrootporno šavno zavarivanje Šavno zavarivanje zasniva se na istom principu kao i tačkasto zavarivanje,
samo što tačke slijede brzo jedna iz druge, s određenim preklopom. To je omogu - ćeno oblikom elektroda koje u ovom slučaju imaju oblik diskova. Okretanjem diskova i upravljanjem trenutka propuštanja struje moguće je regulirati gustoću tačaka. Shema postupaka prikazana je slikom 8.12. Ovaj postupak se primjenjuje tamo gdje se zahtijeva nepropusnost spoja. Osnovni parametri zavarivanja su:
− debljina limova − sila tlaka između elektroda (koluta) − širina elektroda − brzina zavarivanja − jakost struje zavarivanja
Slika 8.12. Shematski prikaz elektrootpornog šavnog zavarivanja

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 289
8.1.2.5. Visokofrekventno zavarivanje Visokofrekventno zavarivanje obuhvaća grupu elektrootpornih postupaka
koji koriste visokofrekventne struje u cilju koncentriranja toplinske energije na željeno mjesto. Uglavnom postoje dvije osnovne varijante postupka:
− visokofrekventno šavno zavarivanje − visokofrekventno zavarivanje uz tlak
Postupci su u biti slični, a razlika je u načinu dovođenja visokofrekventne struje. U prvom slučaju struja se dovodi preko kliznih elektroda, a u drugom slučaju putem indukcione zavojnice kojom se u radnom komadu stvara toplina. Frekvencije se obično kreću od 10 do 500 kHz. Sila tlaka kojom se oblikuje spoj ostvaruje se pomoću tlačnih valjaka (slika 8.13.).
Slika 8.13. Šavno zavarivanje cijevi visokofrekventnim obuhvatnim induktorom
Ovaj postupak je naročito pogodan za zavarivanje cijevi, profila i ostalih
proizvoda izrađenih iz kontinuirane trake.Drugi način dovoda struje je preko klizača.
Struja se klizačem dovodi na rubove materijala ali prije njihovog dodira. Ona teče duž rubova spoja do tačke zavarivanja između valjaka - pritiskivača i natrag, do drugog klizača. Zbog visoke frekvencije struja teče samo rubovima, do dubine od nekoliko desetaka milimetara, i samo u tom području materijal se grije. U tom području neposredno prije “zatvaranja” spoja materijal je zagrijan do plasti - čnog stanja, te primjenom tlaka nastaje spoj.
Rubovi materijala pri zavarivanju moraju biti približno paralelni i čisti. Postupak se primjenjuje za većinu uobičajenih metala, a i za spajanje nekih razno - rodnih metala. Proces je potpuno automatiziran, odvija se uz vrlo velike brzine, do 150 m/min, za cijevi tankih stijenki.
8.1.2.6. Elektrootporno zavarivanje iskrenjem (varničenjem)
Kod sučeljenog zavarivanja iskrenjem (slika 8.14.), primicanjem i odmica-
njem pomične čeljusti u kojoj se nalazi stegnut radni komad prema drugoj nepomičnoj čeljusti nastaju kratki spojevi i električni lukovi na dodirnoj površini, gdje je materijal izbočen a uslijed topline sučeljeni krajevi komada se zagrijavaju.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 290
Slika 8.14. Princip sučeljenog zavarivanja
To je faza predgrijavanja. Kada su sučeljene površine i njihova
okolina dovoljno predgrijane, radni komadi se završno primiču jedan prema drugom, protiče velika struja zavarivanja, te nastaje intezivno zagrijavanje, eksplozivno taljenje i isparavanje metala uz stvaranje električnih lukova na lokalitetima gdje je materijal izbačen. Nakon što se određena dužina krajeva radnih komada rastali i djelimično izgori, nastupa faza sabijanja. Radni komadi se međusobno sabijaju velikom silom te se oblikuje zavareni sloj. Kod ovog postupka na nastanak topline osim zagrijavanja usljed otpora utječe i toplina razvijena u električnim lukovima.
Pri zavarivanju zatvorenih kontura (slika 8.15.), dolazi do pojave šantira - nja struje. Zbog toga se pri zavarivanju zatvorenih kontura mora povećati struja zavarivanja za 20 - 50 % u odnosu na struju potrebnu za zavarivanje otvorenih kontura. Mada se zatvorene konture mogu zavariti svim postupcima sučeljenog zavarivanja električnim otporom, najčešće se primjenjuje postupak zavarivanja neprekidnim varničenjem.
Slika 8.15. Sučeljeno zavarivanje zatvorenih kontura I2 = Iz + Iš
Proces zavarivanja neprekidnim varničenjem se može pratiti na dijagramu
koji prikazuje približavanje zavarivanih elemenata u toku vremena (slika 8.16.).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 291
Slika 8.16. Dijagram put - vrijeme pri sučeljenom zavarivanju neprekidnim iskrenjem
lv + lz
Slika 8.17. Promjena temperature u štapu pri sučeljenom zavarivanju neprekidnim
varničenjem Zbog toga se takvi elementi moraju zavarivati po postupku sučeljenog
zavarivanja varničenjem sa predgrijavanjem. Sučeljeno zavarivanje varničenjem sa predgrijavanjem. I kod ovog postup- ka
se razmaknuti zavarivani elementi prethodno stegnu u čeljusti mašine. Poslije uključivanja struje zavarivanja, zavarivani elementi se dovedu u međusobni krat - kotrajni dodir a zatim se razdvoje. Pri tome dolazi do snažnog iskrenja sa izbacivanjem rastaljenih dijelova metala pod utjecajem magnetnog polja sekun - darne konture. Zatim dolazi do periodičnog primicanja i razdvajanja zavarivanih elemenata uz stalno uključenu struju zavarivanja. U toku procesa primicanja i razdvajanja dolazi do topljenja neravnina na čeonim površinama zavarivanih ele - menata. Kada dođe do ravnomjernog rastapanja čitave čeone površine zavarivanih elemenata na mjestu spoja i dovoljnog zagrijavanja po dubini tih elemenata, izvrši se snažnim tlakom njihovo zbijanje. Struja zavarivanja se isključi u toku procesa zbijanja. U toku zavarivanja zavarivani elementi se skrate za unaprijed zadanu dužinu.
Vrijeme zadržavanja kod jednog primicanja zavarivanih elemenata iznosi od (0,5 – 3) s a kod razdvajanja od (2 – 6) s. Broj primicanja i razdvajanja u toku zavarivanja se kreće od 5 - 30, što zavisi od dimenzija poprečnog presjeka zavarivanih elemenata.
- ukupno skraćivanje elemenata pri zavarivanju Promjena temperature u štapu pri sučeljenom zavarivanju neprekidnim
varničenjem prikazana je na slici 8.17. Ukoliko je prečnik štapa veći do 15 - 20 mm, porast temperature po dubini osnovnog materijala nije dovoljan.
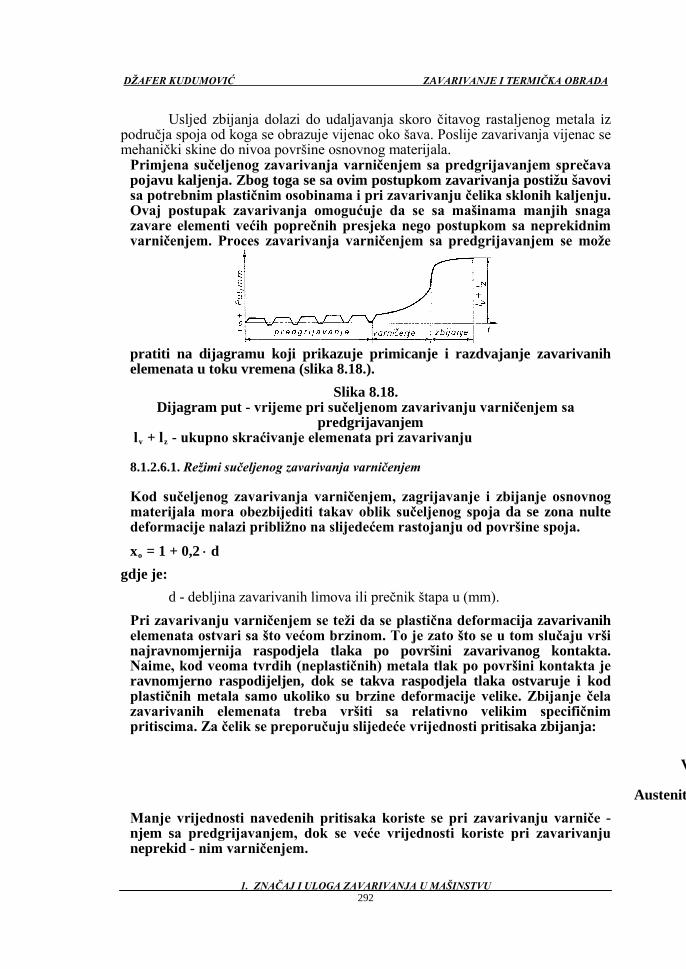
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 292
Usljed zbijanja dolazi do udaljavanja skoro čitavog rastaljenog metala iz područja spoja od koga se obrazuje vijenac oko šava. Poslije zavarivanja vijenac se mehanički skine do nivoa površine osnovnog materijala. Primjena sučeljenog zavarivanja varničenjem sa predgrijavanjem sprečava
pojavu kaljenja. Zbog toga se sa ovim postupkom zavarivanja postižu šavovi sa potrebnim plastičnim osobinama i pri zavarivanju čelika sklonih kaljenju. Ovaj postupak zavarivanja omogućuje da se sa mašinama manjih snaga zavare elementi većih poprečnih presjeka nego postupkom sa neprekidnim varničenjem. Proces zavarivanja varničenjem sa predgrijavanjem se može
pratiti na dijagramu koji prikazuje primicanje i razdvajanje zavarivanih elemenata u toku vremena (slika 8.18.).
Slika 8.18. Dijagram put - vrijeme pri sučeljenom zavarivanju varničenjem sa
predgrijavanjem lv + lz - ukupno skraćivanje elemenata pri zavarivanju 8.1.2.6.1. Režimi sučeljenog zavarivanja varničenjem Kod sučeljenog zavarivanja varničenjem, zagrijavanje i zbijanje osnovnog
materijala mora obezbijediti takav oblik sučeljenog spoja da se zona nulte deformacije nalazi približno na slijedećem rastojanju od površine spoja.
xo = 1 + 0,2 ⋅ d gdje je:
d - debljina zavarivanih limova ili prečnik štapa u (mm). Pri zavarivanju varničenjem se teži da se plastična deformacija zavarivanih
elemenata ostvari sa što većom brzinom. To je zato što se u tom slučaju vrši najravnomjernija raspodjela tlaka po površini zavarivanog kontakta. Naime, kod veoma tvrdih (neplastičnih) metala tlak po površini kontakta je ravnomjerno raspodijeljen, dok se takva raspodjela tlaka ostvaruje i kod plastičnih metala samo ukoliko su brzine deformacije velike. Zbijanje čela zavarivanih elemenata treba vršiti sa relativno velikim specifičnim pritiscima. Za čelik se preporučuju slijedeće vrijednosti pritisaka zbijanja:
V Austenit Manje vrijednosti navedenih pritisaka koriste se pri zavarivanju varniče -
njem sa predgrijavanjem, dok se veće vrijednosti koriste pri zavarivanju neprekid - nim varničenjem.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 293
Pri proračunu režima zavarivanja prvo se izračuna x0. Zatim se prema vrsti čelika usvoji vrijednost za tlak p. Na rastojanju x0 mora biti takva temperatura da usvojeni tlak p ne može da ostvari znatniju deformaciju. Ovaj uvjet će biti zadovoljen ako je izabrani tlak p približno jednak granici razvlačenja pri tempera - turi na rastojanju x0
2
1
−⋅=
topv T
Tp σ
. Na osnovu toga ćemo imati:
Na slici 8.19. prikazan je dijagram za izbor dužine skraćivanje (2⋅lv
Slika 8.19. Dijagram za izbor dužine skraćivanja za čelične elemente
Na slici 8.20. date su praktične granice za vrijeme varničenja t
) u zavisnosti od površine poprečnog presjeka A zavarivanog elementa.
v
Slika 8.20. Praktične granice za gustinu struje i vrijeme varničenja za čelične elemente
i gustinu struje j.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 294
Pošto se usvoji vrijeme varničenja, izračuna se srednja brzina varničenja prema slijedećoj formuli:
v
vv t
lV
⋅=
2
Na slici 8.21. su grafički predstavljene funkcije Φ(x, t) i e-vx/2a
( )axvtop etxTtxT 2),(),( ⋅−⋅Φ⋅=
, koje su konstruisane prema jednadžbi. Na osnovu dijagrama na slici 8.21. određuje se tem- peratura u zavisnosti od usvojene srednje brzine varničenja i vremena varničenja:
Ovdje se smatra da je temperatura na čelu zavarivanih elemenata jednaka
temperaturi topljenja čelika. Da bi se ostvario zavareni spoj dobrog kvaliteta, neophodno je da se zona oko šava dužine 2⋅xo zagrije iznad temperature plastične deformacije (za čelik Tpl=500-700 0C), kako bi se mogla postići zadovoljavajuća plastična deformacija. Ta temperatura zagrijavanja na rastojanju xo se izračunava prema formuli za usvojeni tlak p i σv.
Ukoliko je temperatura izračunata prema T(x,t) jednaka ili veća od one izračunate prema (p;σv
Slika 8.21. Dijagram za određivanje temperature pri sučeljenom zavarivanju
varničenjem za čelične elemente (za x = x
), tada nije potrebno predgrijavanje. Prema tome, zavari - vanje se može izvesti po postupku neprekidnog varničenja. Međutim, ukoliko je proračun obrnut onda je neophodno izvesti zavarivanje po postupku varničenjem sa predgrijavanjem ili se mora produžiti vrijeme varničenja. Struja zavarivanja se određuje na osnovu izbora gustine struje prema slici 8.20. i veličini poprečnog presjeka zavarivanog elementa.
0)
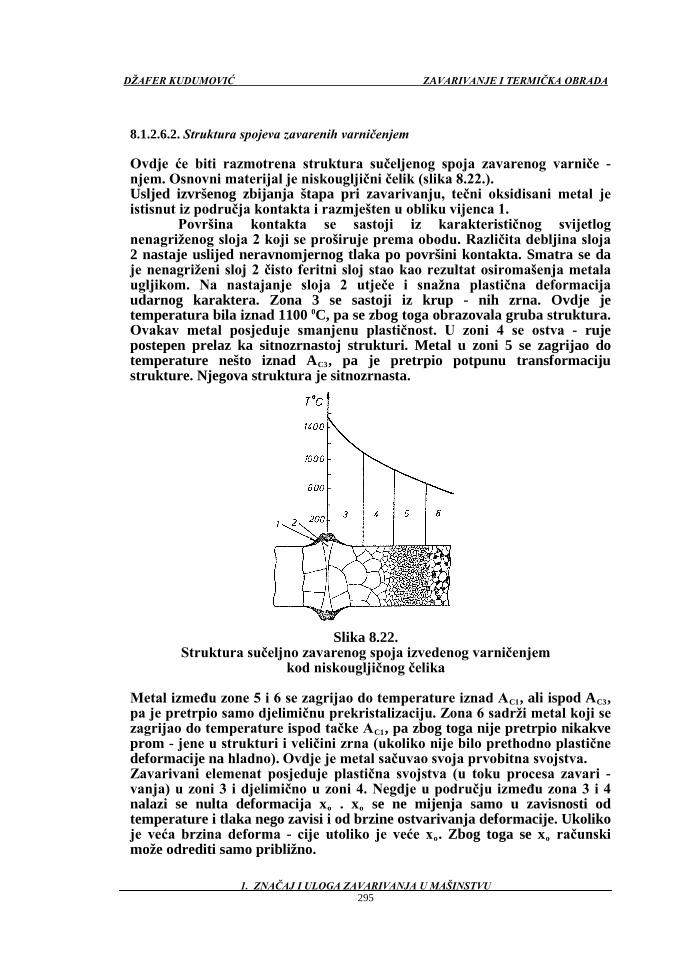
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 295
8.1.2.6.2. Struktura spojeva zavarenih varničenjem Ovdje će biti razmotrena struktura sučeljenog spoja zavarenog varniče -
njem. Osnovni materijal je niskougljični čelik (slika 8.22.). Usljed izvršenog zbijanja štapa pri zavarivanju, tečni oksidisani metal je
istisnut iz područja kontakta i razmješten u obliku vijenca 1. Površina kontakta se sastoji iz karakterističnog svijetlog
nenagriženog sloja 2 koji se proširuje prema obodu. Različita debljina sloja 2 nastaje uslijed neravnomjernog tlaka po površini kontakta. Smatra se da je nenagriženi sloj 2 čisto feritni sloj stao kao rezultat osiromašenja metala ugljikom. Na nastajanje sloja 2 utječe i snažna plastična deformacija udarnog karaktera. Zona 3 se sastoji iz krup - nih zrna. Ovdje je temperatura bila iznad 1100 0C, pa se zbog toga obrazovala gruba struktura. Ovakav metal posjeduje smanjenu plastičnost. U zoni 4 se ostva - ruje postepen prelaz ka sitnozrnastoj strukturi. Metal u zoni 5 se zagrijao do temperature nešto iznad AC3
Slika 8.22. Struktura sučeljno zavarenog spoja izvedenog varničenjem
kod niskougljičnog čelika Metal između zone 5 i 6 se zagrijao do temperature iznad A
, pa je pretrpio potpunu transformaciju strukture. Njegova struktura je sitnozrnasta.
C1, ali ispod AC3, pa je pretrpio samo djelimičnu prekristalizaciju. Zona 6 sadrži metal koji se zagrijao do temperature ispod tačke AC1, pa zbog toga nije pretrpio nikakve prom - jene u strukturi i veličini zrna (ukoliko nije bilo prethodno plastične deformacije na hladno). Ovdje je metal sačuvao svoja prvobitna svojstva.
Zavarivani elemenat posjeduje plastična svojstva (u toku procesa zavari - vanja) u zoni 3 i djelimično u zoni 4. Negdje u području između zona 3 i 4 nalazi se nulta deformacija xo . xo se ne mijenja samo u zavisnosti od temperature i tlaka nego zavisi i od brzine ostvarivanja deformacije. Ukoliko je veća brzina deforma - cije utoliko je veće xo. Zbog toga se xo računski može odrediti samo približno.
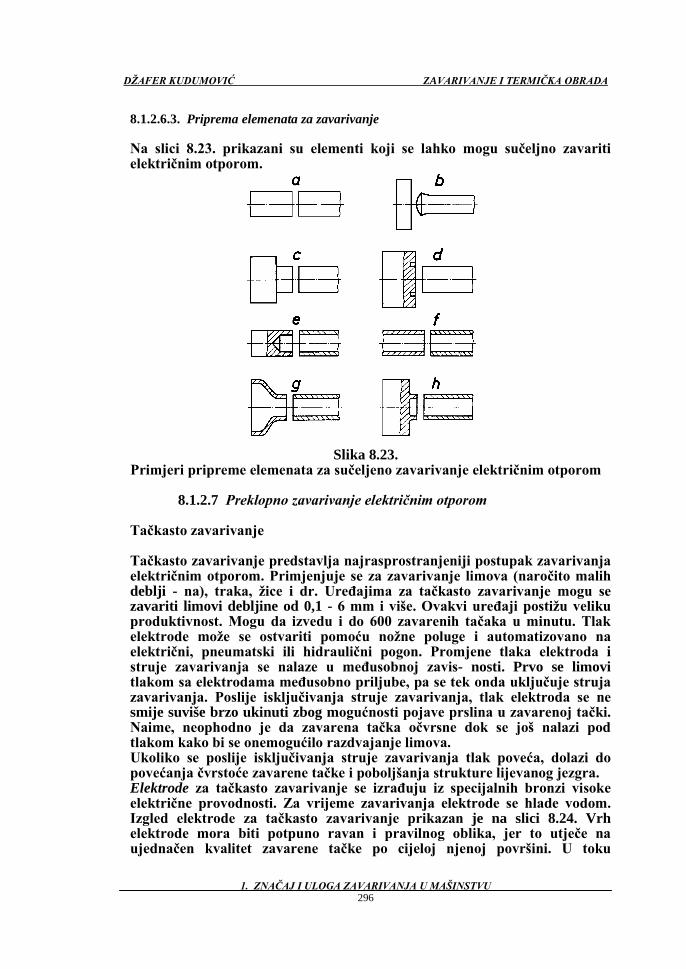
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 296
8.1.2.6.3. Priprema elemenata za zavarivanje Na slici 8.23. prikazani su elementi koji se lahko mogu sučeljno zavariti
električnim otporom.
Slika 8.23. Primjeri pripreme elemenata za sučeljeno zavarivanje električnim otporom
8.1.2.7 Preklopno zavarivanje električnim otporom
Tačkasto zavarivanje Tačkasto zavarivanje predstavlja najrasprostranjeniji postupak zavarivanja
električnim otporom. Primjenjuje se za zavarivanje limova (naročito malih deblji - na), traka, žice i dr. Uređajima za tačkasto zavarivanje mogu se zavariti limovi debljine od 0,1 - 6 mm i više. Ovakvi uređaji postižu veliku produktivnost. Mogu da izvedu i do 600 zavarenih tačaka u minutu. Tlak elektrode može se ostvariti pomoću nožne poluge i automatizovano na električni, pneumatski ili hidraulični pogon. Promjene tlaka elektroda i struje zavarivanja se nalaze u međusobnoj zavis- nosti. Prvo se limovi tlakom sa elektrodama međusobno priljube, pa se tek onda uključuje struja zavarivanja. Poslije isključivanja struje zavarivanja, tlak elektroda se ne smije suviše brzo ukinuti zbog mogućnosti pojave prslina u zavarenoj tački. Naime, neophodno je da zavarena tačka očvrsne dok se još nalazi pod tlakom kako bi se onemogućilo razdvajanje limova.
Ukoliko se poslije isključivanja struje zavarivanja tlak poveća, dolazi do povećanja čvrstoće zavarene tačke i poboljšanja strukture lijevanog jezgra.
Elektrode za tačkasto zavarivanje se izrađuju iz specijalnih bronzi visoke električne provodnosti. Za vrijeme zavarivanja elektrode se hlade vodom. Izgled elektrode za tačkasto zavarivanje prikazan je na slici 8.24. Vrh elektrode mora biti potpuno ravan i pravilnog oblika, jer to utječe na ujednačen kvalitet zavarene tačke po cijeloj njenoj površini. U toku
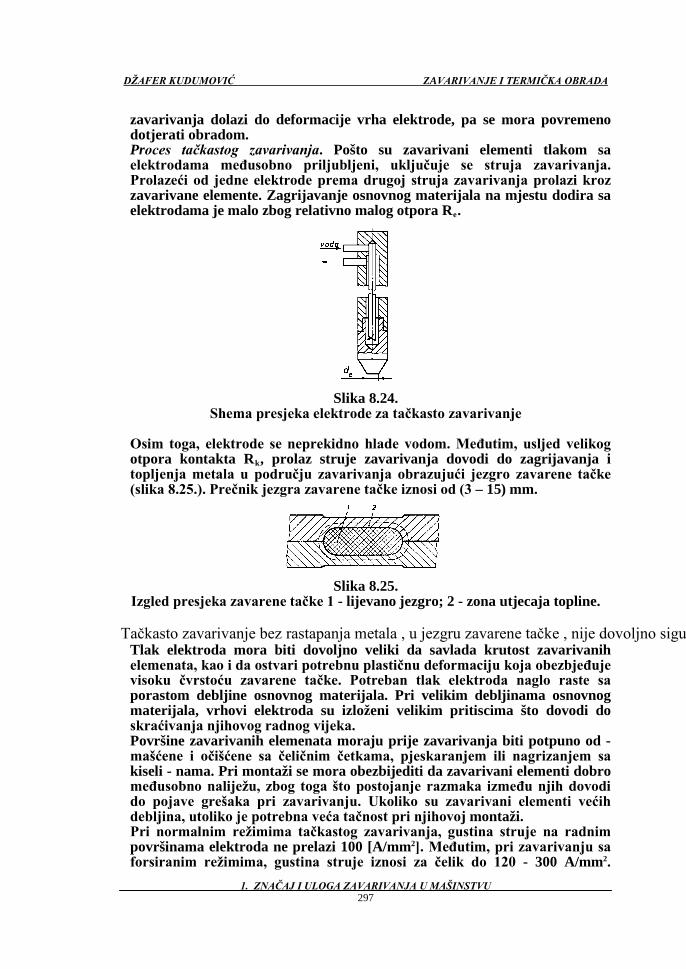
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 297
zavarivanja dolazi do deformacije vrha elektrode, pa se mora povremeno dotjerati obradom.
Proces tačkastog zavarivanja. Pošto su zavarivani elementi tlakom sa elektrodama međusobno priljubljeni, uključuje se struja zavarivanja. Prolazeći od jedne elektrode prema drugoj struja zavarivanja prolazi kroz zavarivane elemente. Zagrijavanje osnovnog materijala na mjestu dodira sa elektrodama je malo zbog relativno malog otpora Re
Slika 8.24. Shema presjeka elektrode za tačkasto zavarivanje
Osim toga, elektrode se neprekidno hlade vodom. Međutim, usljed velikog
otpora kontakta R
.
k
Slika 8.25. Izgled presjeka zavarene tačke 1 - lijevano jezgro; 2 - zona utjecaja topline.
Tačkasto zavarivanje bez rastapanja metala , u jezgru zavarene tačke , nije dovoljno sigu Tlak elektroda mora biti dovoljno veliki da savlada krutost zavarivanih
elemenata, kao i da ostvari potrebnu plastičnu deformaciju koja obezbjeđuje visoku čvrstoću zavarene tačke. Potreban tlak elektroda naglo raste sa porastom debljine osnovnog materijala. Pri velikim debljinama osnovnog materijala, vrhovi elektroda su izloženi velikim pritiscima što dovodi do skraćivanja njihovog radnog vijeka.
Površine zavarivanih elemenata moraju prije zavarivanja biti potpuno od - mašćene i očišćene sa čeličnim četkama, pjeskaranjem ili nagrizanjem sa kiseli - nama. Pri montaži se mora obezbijediti da zavarivani elementi dobro međusobno naliježu, zbog toga što postojanje razmaka između njih dovodi do pojave grešaka pri zavarivanju. Ukoliko su zavarivani elementi većih debljina, utoliko je potrebna veća tačnost pri njihovoj montaži.
, prolaz struje zavarivanja dovodi do zagrijavanja i topljenja metala u području zavarivanja obrazujući jezgro zavarene tačke (slika 8.25.). Prečnik jezgra zavarene tačke iznosi od (3 – 15) mm.
Pri normalnim režimima tačkastog zavarivanja, gustina struje na radnim površinama elektroda ne prelazi 100 [A/mm2]. Međutim, pri zavarivanju sa forsiranim režimima, gustina struje iznosi za čelik do 120 - 300 A/mm2.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 298
Normalni režimi zahtijevaju duže vrijeme zavarivanja i manju snagu mašine. Forsirani režimi zahtijevaju veću snagu mašine i kraće vrijeme zavarivanja, ali postižu i veću produktivnost rada. Tlak elektroda obično iznosi od 30 - 80 N/mm2
Jednostrano tačkasto zavarivanje. Pri tačkastom zavarivanju, pojedine konstrukcije nije moguće obuhvatiti elektrodama. U tom slučaju se primjenjuje postupak jednostranog tačkastog zavarivanja (slika 8.26.).
. Tačkasto se zavaruju elementi iz niskougljičnih čelika, legiranih čelika
austenitnog nehrđajućeg čelika zatim iz aluminija, aluminijevih i magnezijevih legura.
Zavarivanje legiranih čelika koji su skloni kaljenju treba izvoditi sa nor - malnim režimima. Pri zavarivanju sa forsiranim režimima dolazi do zakaljivanja jezgra tačke i zone utjecaja topline, kao i do povećanja sklonosti ka obrazovanju prslina. Poslije zavarivanja ovakvih čelika potrebna je termička obrada radi pobolj- šanja strukture i uklanjanja unutrašnjih napona. Često se primjenjuje termička obrada na samoj mašini propuštanjem struje po završetku zavarivanja. Da bi se smanjio raspad austenita i izdvajanje karbida, zavarivanje austenitnih nehrđajućih čelika izvodi se sa forsiranim režimima sa najmanje mogućim vremenom zavari - vanja.
Slika 8.26. Shema jednostranog tačkastog zavarivanja
a - sa bakarnom podlogom ; b - bez bakarne podloge ; c - sa jalovom elektrodom.
Najčešće se koriste uređaji koji istovremeno zavare po dvije tačke (slika 8.26.
a. i b.). Takav postupak se naziva jednostrano dvotačkasto zavarivanje. Ponekad se koristi jednotačkasto zavarivanje sa jalovom elektrodom (slika 8.26.c.).
Uređaji za mnogotačkasto zavarivanje mogu imati do 100 i više elektroda a rade po principu jednostranog dvotačkastog zavarivanja. Postoje dvije vrste uređaja za mnogotačkasto zavarivanje:
− Kod prve vrste uređaja se sa jednim parom elektroda ostvari tlak i pusti struja zavarivanja kroz njih. Zatim se struja isključi a elektrode razmaknu. Sada se tlak ostvari sa slijedećim parom elektroda i pusti struja kroz njih. Tako se nastavi redom sa svim parovima elektroda.
− Kod druge vrste uređaja se izvrši tlak odjednom sa svim parovima elektroda. Zatim se propušta struja zavarivanja prvo kroz jedan par elektroda a zatim kroz drugi i tako redom.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 299
Ovakvim sistemom se postiže manje krivljenje i veća tačnost izrade konstru - kcija. Navedene vrste uređaja za mnogotačkasto zavarivanje koriste se u masovnoj proizvodnji.
Šantiranje struje. Pri zavarivanju niza tačaka, jedan dio struje I2 se zbog manjeg omskog otpora odvodi kroz najbližu ranije zavarenu tačku. Taj dio struje naziva se struja šantiranja (slika 8.27.). Ovdje je I2 = Iz + Iš
Slika 8.27. Šema šantiranja struje
Struja šantiranja opada sa povećanjem koraka između zavarenih tačaka
(slika 8.28.). Pošto se sekundarna struja praktično ne mijenja, to se može smatrati da je:
I
.
2 = Iz + I Za praktične uvjete tačkastog zavarivanja, uzima se da je t/d
š
e > 3, pri čemu je de prečnik vrha elektrode. Za niskougljenični čelik: t = (3,5 - 4,5)de
Slika 8.28. Odnos između struje zavarivanja i struje šantiranja kod čelične
ploče širine 100 mm u zavisnosti od veličine koraka a) d
.
e = 12 mm; d = 2 mm; b) de = 13 mm; d = 4 mm.
Režimi tačkastog zavarivanja. Pri proračunu režima tačkastog zavarivanja
smatra se da je poznat osnovni materijal, njegova debljina d i prečnik jezgra zavarenih tačaka dT.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 300
Dimenzije jezgra zavarenih tačaka određuju se u zavisnosti od debljine osnovnog materijala:
d (mm) …0,3 0,4 - 0,6 0,7 - 0,8 0,9 - 1,1 1,2 - 1,4 1,5 - 1,6 1,8 - 2,2 dT (mm) ..2,5 3 3,5 4 5 6 7 d(mm)…..2,5 - 2,8 3 - 3,2 3,5 - 3,8 4 4,5 5 5,5 6 dT
Pri zavarivanju pod troskom, toplina se izdvaja pri prolasku električne struje kroz rastaljenu trosku (slika 8.29.)
(mm)....... 8 9 10 11 12 13 14 15 8.2. ZAVARIVANJE POD TROSKOM
Slika 8.29. Shematski prikaz postupka zavarivanja pod zaštitom troske
Zavarivani elementi su postavljeni vertikalno, međusobno razmaknuti za 20
- 40 mm i to bez zakošenja njihovih ivica. Radi oblikovanja šava, sprečavanja isticanja taline i rastaljene troske, služe bakarni ograničavači taline koji se hlade vodom. Proces zavari -
Na slici 8.30. prikazani su primjeri pripreme ivica limova, postavljanja ulazne i izlaznih pločica.
vanja se izvodi u vertikalnom položaju odozdo prema gore, uz upotrebu ulazne i izlaznih pločica (slika 8.29.). Prvo se prašak za zavarivanje pod troskom naspe u najniži dio ulazne pločice. Zatim se uspostavlja električni luk između elektrodne žice i dna ulazne pločice. Kada se prašak rastali, obrazovana rastaljena troska plavi i gasi luk pa proces prelazi u zavarivanje pod troskom (električnog luka više nema). U toku daljeg procesa zavarivanja, struja prolazi kroz rastaljenu trosku (između elektrodne žice i taline), pri čemu se izdvaja toplina koja održava njenu visoku temperaturu. Dubina rastaljene troske iznosi od 25 - 70 mm. Temperatura rastaljene troske je viša od temperature topljenja metala. Zbog toga se topi elektrodna žica i osnovni materijal obrazujući talinu ispod rastaljene troske. Pošto zavarivanje napreduje prema gore, talina se hladi obrazujući šav. U toku zavarivanja prašak se stalno dodaje u rastaljenu trosku. Ograničivači taline se ravnomjerno pomjeraju prema gore oblikujući šav. Pošto se šav izvede do kraja, ulazna i izlazna pločice se odrežu do nivoa ivica zavarenih limova.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 301
Slika 8.30. Primjeri pripreme ivica limova pri zavarivanju pod troskom
1 - ulazna pločica; 2 - izlazne pločice. Kod ovog postupka zavarivanja utrošak praška je 15 - 30 puta manji nego
pri zavarivanju pod praškom. Šav se obrazuje uglavnom od rastaljenog metala elektrodne žice. Pri zavarivanju sa jednom elektrodnom žicom mogu se zavariti elementi do 60 mm debljine, a ako se vrh elektrodne žice poprečno kreće i do 150 - 200 mm. Ukoliko se istovremeno zavaruje sa više elektrodnih žica, mogu se zavariti elementi i do 2000 mm debljine (slika 8.31.).
Usporeno zagrijavanje i hlađenje zone utjecaja topline onemogućava pojavu kaljenja. Međutim, dugi boravak metala na temperaturama iznad 1000 0
Obično se koristi elektrodna žica prečnika 2,5 ili 3 mm, naizmjenična struja 600 - 900 A (za jednu elektrodnu žicu) i radni napon 30 - 50 V, dok koeficijent topljenja iznosi 25 - 35 g/Ah. Radi povećanja produktivnosti rada, koriste se elektrodne žice prečnika 5 - 6 mm. Ukoliko se koriste elektrodne žice u obliku trake debljine 10 - 12 mm i širine do 120 mm, tada nije potrebno poprečno kretanje vrha elektrodne žice. Međutim, u ovom slučaju su potrebni vrlo snažni izvori struje. Zavarivanje pod troskom je ekonomično pri spajanju limova debljine iznad 30 mm. Koristi se za zavarivanje čelika i livenog gvožđa, zatim aluminijuma, bakra, titana i njihovih legura. Zavarivanje se izvodi u jednom prolazu zavarivanja. Produktivnost rada je 5-15 puta veća nego kod višeslojnog automatskog zavariva - nja pod praškom.
C dovodi do rasta zrna, dok je širina zone utjecaja toplote nekoliko puta veća nego kod elektrolučnog zavarivanja. Zbog toga se poslije zavarivanja vrši normalizacija zavarenog spoja.
8.3. ALUMINOTERMIJSKO ZAVARIVANJE
Kod ovog postupka zavarivanja se koristi toplina koja se izdvaja u procesu
egzotermičke reakcije između krupnozrnastog praška aluminija i oksida željeza iste veličine zrna (oko 1 mm). Pošto se navedena smješa zagrije u jednoj tački do temperature oko 1000 0C, započinje njeno gorenje koje protiče vrlo burno prema slijedećoj reakciji:
3Fe3O4 + 8Al = 4Al2 Smješa sagori za 20 - 30 sekundi.
Slika 8.31. Zavarivanje pod troskom
istovremeno sa više elektrodnih žica
1 - elektrodne žice, 2 - rastaljena troska, 3 - talina, 4 - šav, 5 - ograničivači taline, 6 osnovni materijal

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 302
Aluminotermijsko zavarivanje tlakom (slika 8.32.a) izvodi se bez znatnijeg topljenja osnovnog materijala. Ovdje se preko ivice lonca na mjesto spoja prvo sipa tečna troska koja kvasi osnovni materijal obrazujući na njegovoj površini tanak sloj. Taj sloj sprečava spajanje dodatnog i osnovnog materijala. Tečni dodatni materijal služi samo kao izvor topline koja zagrijava mjesto spoja, pa se može odstraniti poslije zavarivanja. Pošto se
mjesto spoja zagrije do plastičnog stanja, izvrši se tlak pomoću snažne prese i na taj način izvrši zavarivanje. Ovaj postupak zavarivanja se rijetko koristi.
Slika 8.32. Shema aluminotermijskog zavarivanja
a - aluminotermijsko zavariv b - aluminotermijsko zavarivanj Aluminotermijsko zavarivanje topljenjem (slika 8.32.b.) izvodi se sa
razmakom između zavarivanih elemenata od 10 - 12 mm, dok se rastaljena smješa ispušta kroz dno lonca. Zagrijan dodatni materijal topi osnovni materijal na mjestu spoja i sa njim obrazuje šav. Tečna troska iz lonca služi samo kao dopunski izvor topline i omogućava sporije hlađenje šava. Ovaj postupak zavarivanja se može izvoditi na terenu.
Aluminotermijsko zavarivanje se može koristiti i za remont krupnih elemenata od čelika i lijevanog gvožđa. Pri aluminotermijskom zavarivanju lije - vanog gvožđa koristi se specijalna smješa sa velikim sadržajem ferosilicija. Inače, aluminotermijsko zavarivanje ima ograničenu primjenu (npr. za zavarivanje šina).
8.4. LIJEVAČKO ZAVARIVANJE
Lijevačko zavarivanje je slično proizvodnji odlivaka. Mjesto spoja je obu -
hvaćeno kalupom. Osnovni materijal se prvo predgrije a zatim zalije pripremljenim rastaljenim metalom. Sa ovim postupkom se zavaruju plemeniti metali, bakar i bronza. Koristi se za popravku odlivaka i lijeva gvožđa.
8.5. ZAVARIVANJE ELEKTRONSKIM SNOPOM
Kod ovog postupka zavarivanja, zagrijavanje osnovnog materijala na mje -
stu spoja do topljenja izvodi se bombardovanjem snopom brzopokretnih elektrona u vakumu (slika 8.33.). Udarajući u površinu osnovnog materijala,

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 303
brzopokretni elektroni odaju svoju kinetičku energiju koja se pretvara u toplinu. Na taj način se zagrijava osnovni materijal na mjestu spoja u toku procesa zavarivanja. Tempera - tura na mjestu udaranja elektrona dostiže 5000 - 6000 0
Zbog zagrijavanja katode do visokih temperatura, dolazi do termoelektron-
ske emisije, tj. do emisije elektrona sa površine katoda. Katoda je izrađena od lantan heksaborida (LaB
C.
6) koji ima veliku sposobnost da emituje elektrone. Pove - ćanje brzine kretanja elektrona vrši se pomoću ubrzavajuće anode 4, dok se koncentracija elektrona vrši pomoću fokusirajućeg elektromagnetnog sočiva 5. Navođenje elektronskog snopa po liniji spoja vrši se pomoću elektromagnetnog sistema 6. Zavarivanje se izvodi u hermetički zatvorenoj komori u kojoj se neprekidno održava vakum od 1,33.10-4 do 1,33.10-6 mbara. Vakum je neophodan kako zbog slobodnog kretanja elektrona (bez sudaranja sa molekulama plina i pojave jonizacije), tako i zbog obezbjeđenja čistoće taline (bez kisika i azota). Vakum se stalno održava sa specijalnim vakum - pumpama. Radni napon uređaja za zavarivanje elektronskim snopom iznosi od 20 - 30 kV, dok struja nije veća od 1A. Zagrijavana površina na osnovnom materijalu iznosi od 0,1 - 20 mm2
Poprečni presjek šava ima karakterističan izgled (slika 8.34.). Ovim postupkom se mogu zavariti limovi do 50 mm debljine bez zakošenja njihovih ivica (u jednom prolazu zavarivanja). Neki uređaji imaju mehanizam za dodavanje elektrodne žive.
i može se po želji mijenjati. Veoma velika gustina energije u elektronskom snopu omogu - ćava postizanje velike dubine uvara.
Slika 8.34. Izgled poprečnog presjeka šava izvedenog elektronskim snopom
Slika 8.33. Shema zavarivanja elektronskim snopom
1. katoda, 2. prikatodna elektroda, 3. elektronski snop, 4. ubrzavajuća anoda, 5. fokusirajuće elektromagnetno sočivo, 6. elektromagnetni sistem za skretanje
snopa elektrona, 7. osnovni materijal, 8. šav.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 304
Zavarivanje elektronskim snopom se koristi za spajanje elemenata iz teškotopljivih i kemijski aktivnih metala (kao što su volfram, molibden, niobij, tantal, cirkonij, vanadij, i dr.) te njihovih legura. Takođe se mogu zavarivati konstrukcije iz nehrđajućih čelika i lahkih legura. Ovaj postupak zavarivanja je posebno interesantan za spajanje elemenata u kosmosu.
8.6. ZAVARIVANJE PLAZMOM Pri zavarivanju sa ovim postupkom, osnovni materijal se zagrijava plaz -
mom (slika 8.35.). Plazma predstavlja visoko jonizovan plin. Temperatura plazme iznosi do 20000-30000 0C. Za potrebe zavarivanja, plazma se obrazuje na taj način što se radni plin (argon ili smješa argona sa vodikom) propušta kroz električni luk, koji se održava najčešće između volframove elektrode i osnovnog materijala. Širenje plina sa porastom temperature dovodi do povećanja brzine njegovog istjecanja iz mlaznice na 300-1000 m/s. Plazmom se mogu zavarivati tanki limovi iz niskougljičnih i nehrđajućih
čelika, kao i teškotopljivih metala. Često se u držač elektrode (plazmatron) dovode istovremeno (ali odvoje- no) dva plina. J plazme dajući mu cilindrični ili konusni oblik.
8.7. ZAVARIVANJE LASEROM Zagrijavanje osnovnog materijala se vrši pomoću optičkog kvantnog gene-
ratora (lasera) koji emituje svjetlosne zrake koncentrisane na malu površinu (slika 8.36.). Kao rezultat dejstva svjetlosnih zraka, tačka na površini osnovnog materi - jala se zagrije do temperature topljenja. Na tom mjestu se obrazuje zavarena tačka.
Rubinova šipka 1 (slika 8.36.) izrađena je od sintetičkog rubina (oksid aluminijuma Al2O3 sa malim dodatkom oksida hroma Cr2O3). Oba čela rubinove šipke su posrebrena. Gornje čelo pokriveno je debelim slojem srebra pa zato odbija zrake, dok je donje čelo pokriveno tankim slojem srebra pa odbija zrake samo iznad određenog inteziteta. Naime, impuls lasera se sastoji iz serije pojedinačnih vrhova koji se razlikuju po amplitudi. Impuls ne smije izazvati ključanje taline, jer to dovodi do snižavanja kvaliteta zavarivanja. Zbog toga se snaga impulsa mora ograničiti.
Slika 8.35. Shema zavarivanja plazmom
1. držač elektrode, 2. izolator, 3. volframova elektroda
(katoda), 4. mlaznica od bakra, 5. dodatni materijal, 6. plazma, 7 osnovni materijal
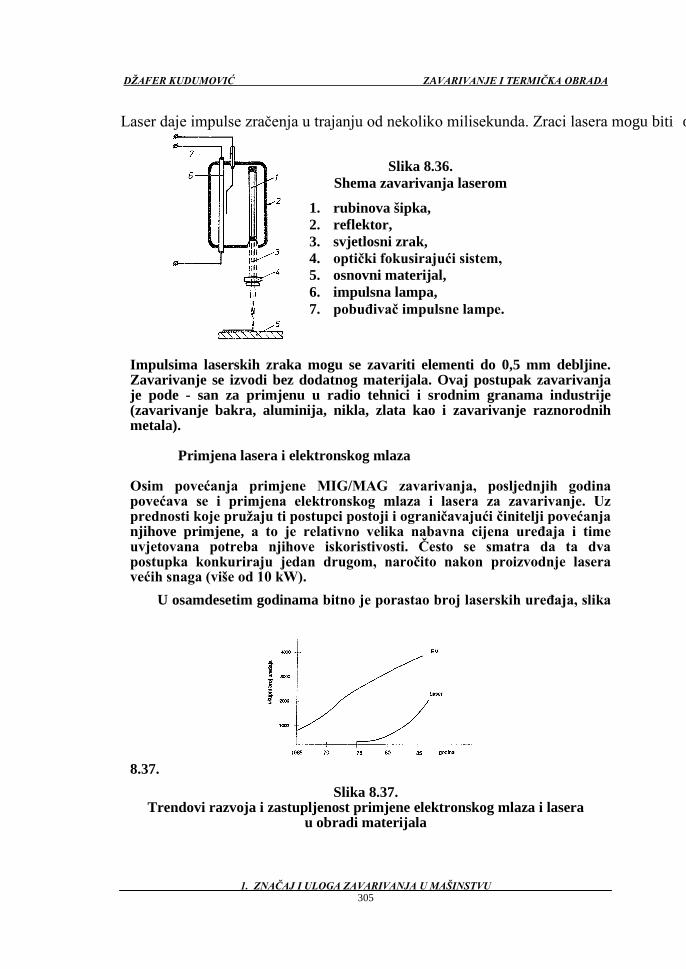
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 305
Laser daje impulse zračenja u trajanju od nekoliko milisekunda. Zraci lasera mogu biti fo
Impulsima laserskih zraka mogu se zavariti elementi do 0,5 mm debljine.
Zavarivanje se izvodi bez dodatnog materijala. Ovaj postupak zavarivanja je pode - san za primjenu u radio tehnici i srodnim granama industrije (zavarivanje bakra, aluminija, nikla, zlata kao i zavarivanje raznorodnih metala).
Primjena lasera i elektronskog mlaza
Osim povećanja primjene MIG/MAG zavarivanja, posljednjih godina
povećava se i primjena elektronskog mlaza i lasera za zavarivanje. Uz prednosti koje pružaju ti postupci postoji i ograničavajući činitelji povećanja njihove primjene, a to je relativno velika nabavna cijena uređaja i time uvjetovana potreba njihove iskoristivosti. Često se smatra da ta dva postupka konkuriraju jedan drugom, naročito nakon proizvodnje lasera većih snaga (više od 10 kW).
U osamdesetim godinama bitno je porastao broj laserskih uređaja, slika
8.37. Slika 8.37.
Trendovi razvoja i zastupljenost primjene elektronskog mlaza i lasera u obradi materijala
Slika 8.36. Shema zavarivanja laserom
1. rubinova šipka, 2. reflektor, 3. svjetlosni zrak, 4. optički fokusirajući sistem, 5. osnovni materijal, 6. impulsna lampa, 7. pobuđivač impulsne lampe.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 306
Iako se kod oba postupka može mlaz fokusirati na jednako malu površinu i time postići jednaka gustoća energije postoje razlike u primjeni.
Takozvani CO2
Zbog toga pada penetracija pri zavarivanju laserom u atmosferi, slika
8.38. Slika 8.38.
Ovisnost penetracije o snazi izvora za zavarivanje elektronskim i laserskim mlazom
laser, koji je najviše zastupljen u industriji ima manji uči - nak pri zavarivanju aluminija i bakra zbog njihove velike toplinske vodljivosti i reflektirajuće površine zavarivačke taline. Kod oba postupka dolazi do isparavanja materijala pri zavarivanju, ali elektronski mlaz lakše prolazi kroz paru nego laser - ska zraka.
Pri zavarivanju laserom u vakumu se gubi osnovna prednost lasera. Uspoređujući ga s elektoronskim mlazom, koji ima paralelniji mlaz elektrona i puno veći stupanj iskorištenja, lahko se ustanovi da su relativni troškovi puno manji za zavarivanje elektronskim mlazom, slika 8.39.
Slika 8.39. Relativna cijena uređaja za zavarivanje EM i laserom

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 307
Iz slike 8.39. je vidljivo da ta konstatacija vrijedi za snage izvora iznad 2 kW. Uzimajući to u obzir, naročito pri zavarivanju debelih limova lahko se može
ustanoviti da su troškovi zavarivanja elektronskim mlazom najmanji, slika 8.40.
Slika 8.40. Ukupni troškovi zavarivanja za različite postupke
Najnovija istraživanja su usmjerena prema primjeni elektronskog mlaza u
normalnoj atmosferi čime bi otpale skupe i složene vakuumske komore. Sve činjenice su rezultirale povećanjem broja uređaja za zavarivanje
elektronskim mlazom, naročito u industrijski razvijenim zemljama. Na slici 8.41. prikazana je zastupljenost uređaja za zavarivanje elektronskim mlazom za pojedine industrije u Japanu.
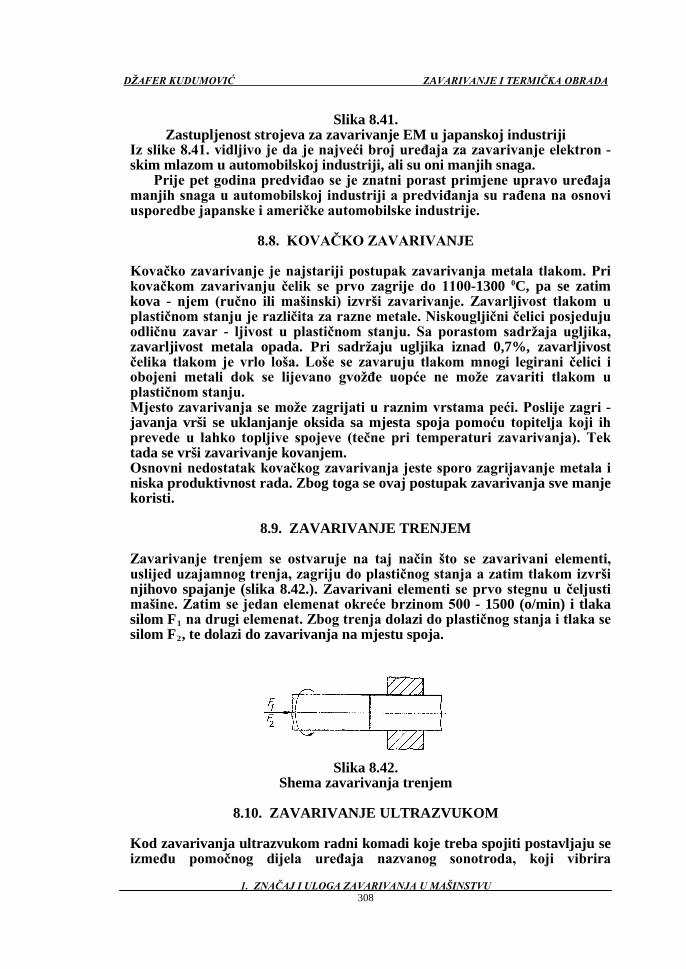
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 308
Slika 8.41. Zastupljenost strojeva za zavarivanje EM u japanskoj industriji
Iz slike 8.41. vidljivo je da je najveći broj uređaja za zavarivanje elektron - skim mlazom u automobilskoj industriji, ali su oni manjih snaga.
Prije pet godina predviđao se je znatni porast primjene upravo uređaja manjih snaga u automobilskoj industriji a predviđanja su rađena na osnovi usporedbe japanske i američke automobilske industrije.
8.8. KOVAČKO ZAVARIVANJE
Kovačko zavarivanje je najstariji postupak zavarivanja metala tlakom. Pri
kovačkom zavarivanju čelik se prvo zagrije do 1100-1300 0C, pa se zatim kova - njem (ručno ili mašinski) izvrši zavarivanje. Zavarljivost tlakom u plastičnom stanju je različita za razne metale. Niskougljični čelici posjeduju odličnu zavar - ljivost u plastičnom stanju. Sa porastom sadržaja ugljika, zavarljivost metala opada. Pri sadržaju ugljika iznad 0,7%, zavarljivost čelika tlakom je vrlo loša. Loše se zavaruju tlakom mnogi legirani čelici i obojeni metali dok se lijevano gvožđe uopće ne može zavariti tlakom u plastičnom stanju.
Mjesto zavarivanja se može zagrijati u raznim vrstama peći. Poslije zagri - javanja vrši se uklanjanje oksida sa mjesta spoja pomoću topitelja koji ih prevede u lahko topljive spojeve (tečne pri temperaturi zavarivanja). Tek tada se vrši zavarivanje kovanjem.
Osnovni nedostatak kovačkog zavarivanja jeste sporo zagrijavanje metala i niska produktivnost rada. Zbog toga se ovaj postupak zavarivanja sve manje koristi.
8.9. ZAVARIVANJE TRENJEM
Zavarivanje trenjem se ostvaruje na taj način što se zavarivani elementi,
uslijed uzajamnog trenja, zagriju do plastičnog stanja a zatim tlakom izvrši njihovo spajanje (slika 8.42.). Zavarivani elementi se prvo stegnu u čeljusti mašine. Zatim se jedan elemenat okreće brzinom 500 - 1500 (o/min) i tlaka silom F1 na drugi elemenat. Zbog trenja dolazi do plastičnog stanja i tlaka se silom F2
Slika 8.42. Shema zavarivanja trenjem
8.10. ZAVARIVANJE ULTRAZVUKOM
, te dolazi do zavarivanja na mjestu spoja.
Kod zavarivanja ultrazvukom radni komadi koje treba spojiti postavljaju se između pomočnog dijela uređaja nazvanog sonotroda, koji vibrira

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 309
ultrazvučnom frekvencijom i nepomičnog dijela, nakovnja (slika 8.43.). Sonotroda pritiskuje određenom, razmjerno malom, silom na radne komade. Ultrazvučne vibracije sonotrade, koje su paralelne s površinom gornjeg dijela, prenose se na njega što s druge strane dovodi do relativnog gibanja po dodirnoj površini u odnosu na donji, nepomični dio.
Sonotroda je dio uređaja koji elektromagnetske oscilacije visoke frekven - cije pretvara u Kod zavarivanja metala, pri dovoljno velikom tlaku i amplitudi gibanja
dolazi do tečenja materijala vrškova površinskih neravnina dijelova u dodiru. Isto - vremeno zbog smičnog naprezanja na prionutim površinama (oksidi, nečistoće itd.) dolazi do njihihovog otkidanja i odbacivanja u stranu. Ostvarena toplina trenja dovodi materijal u području zavarivanja u kvazirastaljeno stanje. U takvom slučaju, zbog prisnog kontakta počinju djelovati međuatomarne sile te se oblikuje zavareni spoj.
Uređaji za zavarivanje imaju snagu i do 2,5 kW s radnim frekvencijama do 20 kHz. Za mikrozavarivanja proizvode se mali aparati koji su jednake konstruk - cije.
Slika 8.43. Zavarivanje ultrazvukom
Zavarivanje ultrazvukom pogodno je i pri zavarivanju neželjeznih materi -
jala (Al, Cu i legure), plastičnih masa i stakla te kombinacija raznorodnih materijala, i to u području malih debljina (do oko 1….2 mm). Postupak je

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 310
pogodan za zavarivanje tankih žica i metalnih folija (čak i debljine 0,005 mm) međusobno ili za deblje dijelove.
8.11. DIFUZIJSKO ZAVARIVANJE
Difuzijsko zavarivanje je postupak spajanja materijala pod djelovanjem tlaka uz povišenu
Slika 8.44. Shematski prikaz uređaja za difuzijsko zavarivanje
Sam postupak se odvija kroz nekoliko faza međusobno zavisnih, koje se odvijaju jedna iza druge ili istovremeno. Površine materijala, gledano mikroskop - ski, nisu nikad sasvim glatke, što znači da dva međusobno pritisnuta dijela zapravo nisu u dodiru po čitavoj dodirnoj površini. Da bi se to ostvarilo nužno je osigurati plastično tečenje materijala, a to ovisi o temperaturi i vremenu.
Spoj se ostvaruje kad se razmak dodirnih ploha smanji na veličinu kon - stanti rešetke metala. Time je omogućeno kretanje elektrona preko granične površine.
Kod idealno izvedenog zavarenog spoja ne vidi se linija spajanja niti mikroskopskim pregledom strukture.
Zavarivanje se odvija u vakuumiranim komorama (vakuum od 10-4 do 10-3 mb) a zagrijavanje radnih komada najčešće indukcionim putem ili nekim drugim načinom indirektnog elektrootpornog zagrijavanja.
Postupak je primjenljiv za zavarivanje čelika svih vrsta, te neželjeznih materijala a naročito za kombinacije raznorodnih materijala loše zavarljivosti. Područje debljina za koje je primjenljiv ovaj postupak kreće se od 1 do više od 100 mm.
8.12. ZAVARIVANJE EKSPLOZIJOM
Zavarivanje eksplozijom ostvaruje se u hladnom stanju djelovanjem oko -
mitog tlačnog opterećenja u kombinaciji s tangencijalnim. Uslijed takvog djelo - vanja sila istiskuje se površinski sloj oksidiranog materijala na dodirnim plohama koje je potrebno spojiti, a koji bi onemogućio zavarivanje. Nužan visoki tlak izme - đu dijelova koje treba zavariti ostvaruje se detonacijskim izgaranjem eksplozivnog punjenja, koje potiskuje gornji dio, obično namješten pod kutem od 2 do 250 brzi - nom od 100 do 1000 m/s prema donjem nepomičnom dijelu. Tlak u času sudara iznosi od 10 do 100 kb.
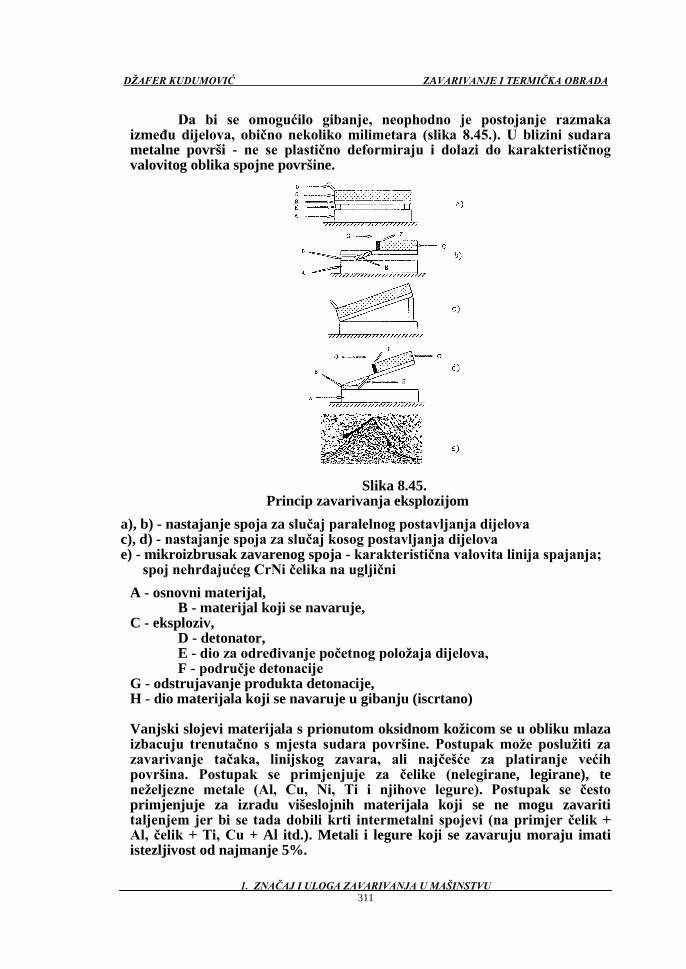
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 311
Da bi se omogućilo gibanje, neophodno je postojanje razmaka između dijelova, obično nekoliko milimetara (slika 8.45.). U blizini sudara metalne površi - ne se plastično deformiraju i dolazi do karakterističnog valovitog oblika spojne površine.
Slika 8.45. Princip zavarivanja eksplozijom
a), b) - nastajanje spoja za slučaj paralelnog postavljanja dijelova c), d) - nastajanje spoja za slučaj kosog postavljanja dijelova e) - mikroizbrusak zavarenog spoja - karakteristična valovita linija spajanja; spoj nehrđajućeg CrNi čelika na ugljični A - osnovni materijal,
B - materijal koji se navaruje, C - eksploziv,
D - detonator, E - dio za određivanje početnog položaja dijelova, F - područje detonacije
G - odstrujavanje produkta detonacije, H - dio materijala koji se navaruje u gibanju (iscrtano) Vanjski slojevi materijala s prionutom oksidnom kožicom se u obliku mlaza
izbacuju trenutačno s mjesta sudara površine. Postupak može poslužiti za zavarivanje tačaka, linijskog zavara, ali najčešće za platiranje većih površina. Postupak se primjenjuje za čelike (nelegirane, legirane), te neželjezne metale (Al, Cu, Ni, Ti i njihove legure). Postupak se često primjenjuje za izradu višeslojnih materijala koji se ne mogu zavariti taljenjem jer bi se tada dobili krti intermetalni spojevi (na primjer čelik + Al, čelik + Ti, Cu + Al itd.). Metali i legure koji se zavaruju moraju imati istezljivost od najmanje 5%.
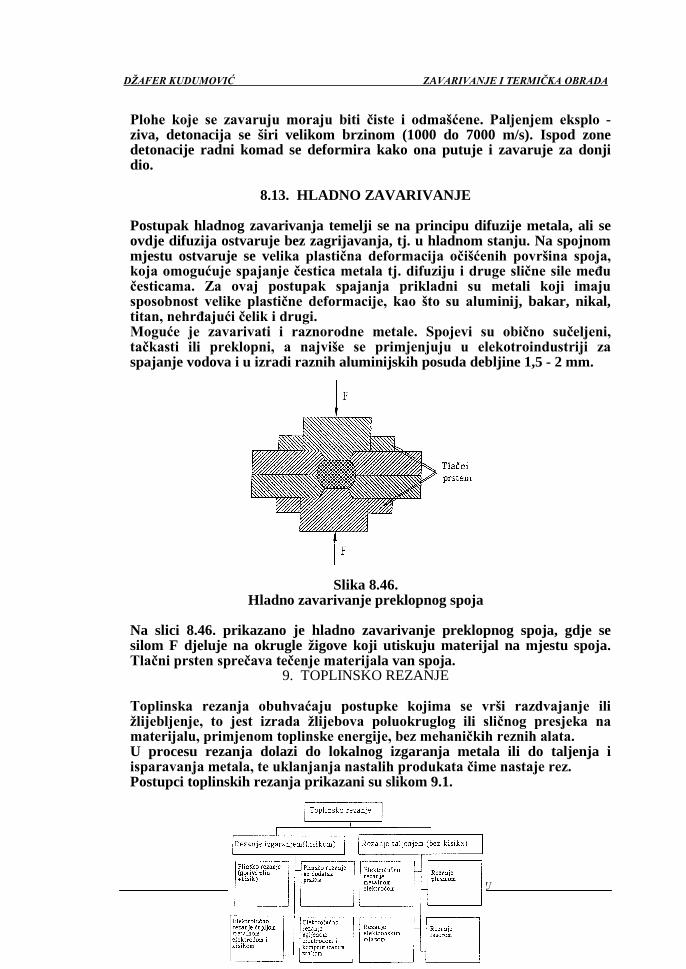
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 312
Plohe koje se zavaruju moraju biti čiste i odmašćene. Paljenjem eksplo - ziva, detonacija se širi velikom brzinom (1000 do 7000 m/s). Ispod zone detonacije radni komad se deformira kako ona putuje i zavaruje za donji dio.
8.13. HLADNO ZAVARIVANJE
Postupak hladnog zavarivanja temelji se na principu difuzije metala, ali se
ovdje difuzija ostvaruje bez zagrijavanja, tj. u hladnom stanju. Na spojnom mjestu ostvaruje se velika plastična deformacija očišćenih površina spoja, koja omogućuje spajanje čestica metala tj. difuziju i druge slične sile među česticama. Za ovaj postupak spajanja prikladni su metali koji imaju sposobnost velike plastične deformacije, kao što su aluminij, bakar, nikal, titan, nehrđajući čelik i drugi.
Moguće je zavarivati i raznorodne metale. Spojevi su obično sučeljeni, tačkasti ili preklopni, a najviše se primjenjuju u elekotroindustriji za spajanje vodova i u izradi raznih aluminijskih posuda debljine 1,5 - 2 mm.
Slika 8.46. Hladno zavarivanje preklopnog spoja
Na slici 8.46. prikazano je hladno zavarivanje preklopnog spoja, gdje se
silom F djeluje na okrugle žigove koji utiskuju materijal na mjestu spoja. Tlačni prsten sprečava tečenje materijala van spoja.
9. TOPLINSKO REZANJE Toplinska rezanja obuhvaćaju postupke kojima se vrši razdvajanje ili
žlijebljenje, to jest izrada žlijebova poluokruglog ili sličnog presjeka na materijalu, primjenom toplinske energije, bez mehaničkih reznih alata.
U procesu rezanja dolazi do lokalnog izgaranja metala ili do taljenja i isparavanja metala, te uklanjanja nastalih produkata čime nastaje rez.
Postupci toplinskih rezanja prikazani su slikom 9.1.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 313
Slika 9.1. Postupci toplinskog rezanja
9.1. PLINSKO REZANJE
Postupak rezanja gdje metal izgara u struji čistog kisika, pri temperaturama
nižim od temperature taljenja naziva se plinsko rezanje (rezanje kisikom, autogeno rezanje). Troska, to jest oksidi metala nastali izgaranjem duhaju se mlazom kisika i nastaje rez. Da bi proces rezanja uopće započeo treba materijal na mjestu reza zagrijati na temperaturu zapaljenja i tek tada dovesti kisik u kojem će metal izgarati.
Na slici 9.2. prikazan je uređaj za ručno plinsko rezanje koji nastaje zamje- nom plamenika za plinsko zavarivanje reznim uređajem.
Slika 9.2. Shematski prikaz plinskog ručnog rezanja
a) uređaj, Zagrijavanje materijala do temperature zapaljenja vrši se plamenom za
predgrijavanje koji se sastoji obično od acetilena i kisika iako se mogu koristiti i drugi gorivi plinovi (na primjer propan/butan itd.).
Plinsko rezanje može se mehanizirati. Tada vođenje plamenika po liniji rezanja preuzima uređaj vođen optički pomoću fotoćelija koje “čitaju nacrt”, magnetskim kopiranjem neke šablone načinjene od feromagnetskog materijala ili računski (CNC).
Rez ostvaren plinskim postupkom može biti vrlo kvalitetan, hrapavosti kakva se postiže grubom strojnom obradom, uz ispravno odabrane parametre (odabir sapnice, tlak i čistoća kisika i gorivih plinova, brzina rezanja, razmak sapnica - radni komad). Tipične greške na reznim površinama ostvarenim plinskim rezanjem i njihovi uzroci prikazani su u tablici 9.1.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 314
Tablica 9.1. Greške pri plinskom rezanju
Tako razlikujemo materijale koji ispunjavaju uvjete rezljivosti, a koji se mogu definirati na slijedeći način:
1. Tp < Tt T
; p = temperatura zapaljenja,
Tt
2. T = temperatura taljenja materijala koji se reže
to < T T
t to
3. Toplina nastala izgaranjem, plus toplina predgrijavanja moraju biti dovoljne za održavanje temperature zapaljenja.
= temperatura taljenja oksida
Područje primjene postupka je ovim uvjetima ograničeno na nelegirane, niskolegirane i niskougljične čelike. Uspješno se režu limovi od debljine 3……4 mm pa do praktički neograničenih debljina. Kod rezanja tanjih limova ima teškoća s odvođenjem topline i rubovi se tale pa se moraju koristiti specijalne sapnice. Plinskim rezanjem može se izvršiti kvalitetna priprema rubova za zavarivanje raznih oblika (I, V, X, U), slika 9.3.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 315
Slika 9.3. Mogućnosti rezanja raznih oblika rubova
9.2. Rezanje šupljom obloženom elektrodom
i kisikom (oxy - arc)
Kod ovog postupka rezanja uspostavlja se električni luk između šuplje
obložene elektrode i radnog komada. Pretvorbom električne energije u luku u toplinu dolazi do taljenja i izgaranja metala radnog komada. Sile koje djeluju u električnom luku, potpomognute kinetičkom energijom kisika koji se dovodi kroz centralni kanal kroz elektrodu, pri jednolikom pomicanju elektrode u smjeru rezanja izbacuju nastale produkte oblikujući rez (slika 9.4.).
U ovom slučaju električni luk ima sličan zadatak kao plamen za pred - grijavanje kod plinskog rezanja, dok izgaranje radnog komada osigurava struju kisika. Obloga elektrode može sadržavati željezni prašak, a i samim izgaranjem metala elektrode dobiva se egzotermnom reakcijom dodatna količina topline.
Postupak se može primijeniti na sve čelične materijale te neželjezne metale u području debljina od 1 do 100 mm. Za izvođenje postupka nužna su posebna kliješta koja osim kabla za struju imaju i kanal za dovod kisika. Protokom kisika upravlja se obično posebnim ventilom smještenim na zaštitnoj maski. Kod rezanja, najprije se uz okomito držanje elektrode napravi početna rupa, a zatim se elektroda vodi u smjeru reza pod kutem od oko 300
Kvaliteta reza je prilično loša i ne može se usporediti onom koja se ostvaruje kod plinskog rezanja. Postupak se najčešće koristi kod razrezivanja odbačenih konstrukcija u manje dijelove, kada kvaliteta reza nije važna. Prednost postupka je u tome da je moguće rezati sve metalne materijale.
.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 316
Slika 9.4. Shematski prikaz rezanja šupljom obloženom elektrodom i kisikom
9.3. REZANJE UGLJENOM ELEKTRODOM I STLAČENIM ZRAKOM (ARC - AIR)
Kod ovog postupka toplinskog rezanja uspostavlja se električni luk između
ugljene elektrode i radnog komada. Toplina proizvedena u električnom luku tali, spaljuje i djelimično isparava metal radnog komada. Zajedničkim djelovanjem sila u električnom luku i kinetičke energije stlačenog zraka koji se dovodi kroz posebne kanale na kliještima paraleleno s elektrodom dolazi do izduhivanja nastale taline i oblikovanja reza (slika 9.5.). Elektroda je obično pobakrena ili obložena tankim bakrenim limom radi boljeg električnog kontakta i čvrstoće, a sam materijal elektrode je smjesa ugljena i grafita. Uobičajeni su promjeri elektrode od 4 do 20 mm.
Slika 9.5. Shematski prikaz rezanja ugljenom elektrodom i komprimiranim zrakom
Električni luk se napaja energijom iz izvora istosmjerne ili izmjenične struje,
ovisno o tipu ugljene elektrode. Izvor mora biti dosta velike snage, obično više od 500 A. U slučaju primjene istosmjerne struje, elektroda se uglavnom spaja na + pol.
Za odvijanje postupka koristi se stlačeni zrak, najčešće iz razvodne mreže u radionicama ili iz boca, a potrebno je ostvariti tlak od 3 do 10 bara.
Ovaj postupak se može koristiti i za rezanje, ali se češće koristi za žljeb - ljenje, to jest izradu poluokruglih žlijebova, ili otklanjanje greške u zavarenim spojevima. Postupak je primjenljiv za sve električki vodljive materijale (čelici, sivi lijev, neželjezni metal) i to u području debljina od 1 pa do 100 mm. Žljebljenje se može izvoditi ručno ali i mehanizirano. Kvaliteta reza kod ovog postupka je lošija nego kod plinskog rezanja.
9.4. REZANJE PLAZMOM
Rezanje plazmom je postupak rezanja koji se zasniva isključivo na energiji dovedenoj izvana, to koja je spojena na ( - ) pol izvora struje i radnog komada ili sapnice pištolja samog uređaja (slika 9.6.).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 317
Slika 9.6. Shema plazma uređaja za rezanje
Prema tome postoje i dvije vrste uređaja: u prvom slučaju govori se o
pištolju s prenesenim lukom a u drugom o neprenesenom luku. U svakom slučaju električni luk formiran je obično hlađenom sapnicom izrađenom od bakra, to jest luk se ne oblikuje slobodno.
U plazmenom plinu koji prolazi kroz luk dolazi njegovim zagrijavanjem do disocijacije i ionizacije na račun energije električnog luka. Temperatura u električnom luku je vrlo visoka jer je luk koncentriran oblikom sapnice u usko područje. Primjer raspodjele temperature duž električnog luka u slučaju plazma te TIG postupka gdje se luk oblikuje slobodno, prikazan je
slikom 9.7. Slika 9.7.
Prikaz raspodjele temperature u električnom luku kod TIG i plazma postupka
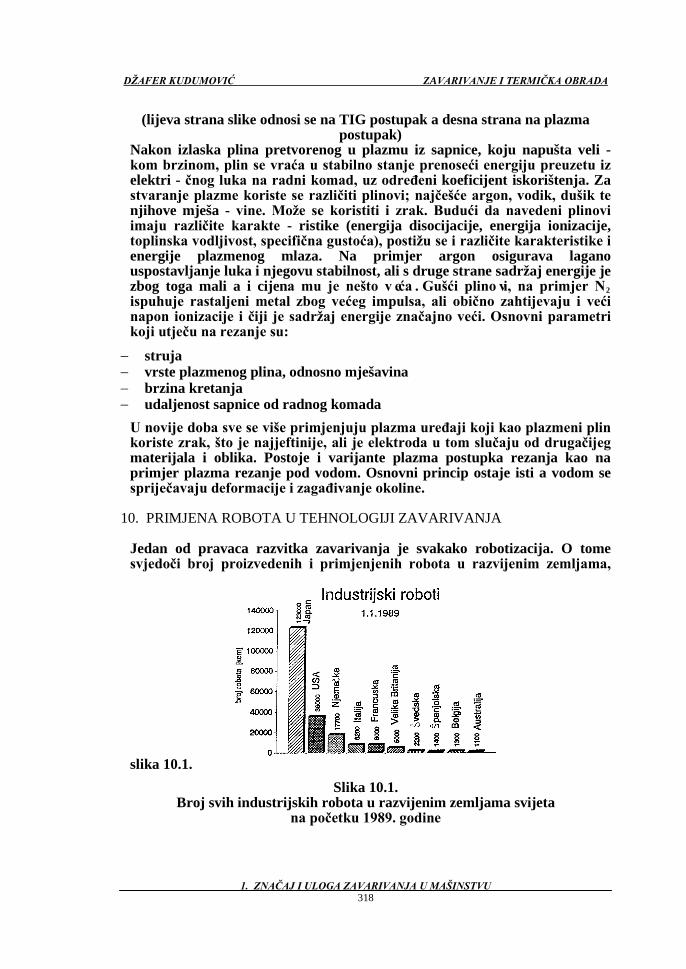
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 318
(lijeva strana slike odnosi se na TIG postupak a desna strana na plazma postupak)
Nakon izlaska plina pretvorenog u plazmu iz sapnice, koju napušta veli - kom brzinom, plin se vraća u stabilno stanje prenoseći energiju preuzetu iz elektri - čnog luka na radni komad, uz određeni koeficijent iskorištenja. Za stvaranje plazme koriste se različiti plinovi; najčešće argon, vodik, dušik te njihove mješa - vine. Može se koristiti i zrak. Budući da navedeni plinovi imaju različite karakte - ristike (energija disocijacije, energija ionizacije, toplinska vodljivost, specifična gustoća), postižu se i različite karakteristike i energije plazmenog mlaza. Na primjer argon osigurava lagano uspostavljanje luka i njegovu stabilnost, ali s druge strane sadržaj energije je zbog toga mali a i cijena mu je nešto v eća . Gušći plino vi, na primjer N2
− struja
ispuhuje rastaljeni metal zbog većeg impulsa, ali obično zahtijevaju i veći napon ionizacije i čiji je sadržaj energije značajno veći. Osnovni parametri koji utječu na rezanje su:
− vrste plazmenog plina, odnosno mješavina − brzina kretanja − udaljenost sapnice od radnog komada U novije doba sve se više primjenjuju plazma uređaji koji kao plazmeni plin
koriste zrak, što je najjeftinije, ali je elektroda u tom slučaju od drugačijeg materijala i oblika. Postoje i varijante plazma postupka rezanja kao na primjer plazma rezanje pod vodom. Osnovni princip ostaje isti a vodom se spriječavaju deformacije i zagađivanje okoline.
10. PRIMJENA ROBOTA U TEHNOLOGIJI ZAVARIVANJA Jedan od pravaca razvitka zavarivanja je svakako robotizacija. O tome
svjedoči broj proizvedenih i primjenjenih robota u razvijenim zemljama,
slika 10.1. Slika 10.1.
Broj svih industrijskih robota u razvijenim zemljama svijeta na početku 1989. godine

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 319
Podaci za bivšu Saveznu Republiku Njemačku pokazuju da se još uvijek najveći broj robota koristi za zavarivanje, više od 7.000 u odnosu na ukupni broj od 17.700, slika 10.2.
Za razvijene zemlje svijeta porast broja robota za zavarivanje počeo je padati, zbog toga što je došlo do zasićenja industrije, naročito automobilske, koja je bila najveći kupac. Sadašnji kupci u razvijenim zemljama traže sve složenije robote koji trebaju biti sastavni dio fleksibilnih proizvodnih sistema i nemaju više samo jednu namjenu (na primjer zavarivanje). Od robota se također zahtijeva mogućnost programiranja za vrijeme rada, tj. ne smije biti zastoja u radu radi programiranja.
Slika 10.2. Područje primjene robota u bivšoj SR Njemačkoj
U Republici Bosne i Hercegovine robotizacija još uvijek nije zauzela mjesto koje je nužno za veću i bolju proizvodnju i uklapanje u svjetske proizvodne tokove. Broj zavarivačkih robota bi se još uvijek mogao brojiti na prste u susjednim drža - vama i stručnjaci praktično znaju za svaki postojeći robot i u susjednim državama.
10.1. RAZVITAK OSTALIH PODRUČJA
Za razvoj automatizacije, robotizacije i upravljanje procesom zavarivanja
vrlo je važan razvoj senzora. Senzori za vođenje glave za zavarivanje, upravljanje procesom zavarivanja i
za nadzor razvijaju se na različitim principima u ovisnosti o namjeni senzora. Dok su na početku prevladavali kontaktni i optički senzori danas sve više prevladavaju senzori koji reagiraju na promjene u električnom luku. Za osiguranje kvalitete i nadzor, razvoj se kreće u smjeru video i laserskih senzora povezanih s kompjuter - skim programima.
Na slici 10.3. dat je pregled broja prijavljenih patenata za senzore u Japanu prema principu rada i namjeni. Pregled je načinjen za razdoblja od 1971. do 1980. i od 1980. do 1985.godine. Drugo važno područje za upravljanje procesom zavari - vanja i proizvodnjom, a najviše za istraživanje je razvoj kompjuterske tehnologije u zavarivanju.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 320
Slika 10.3. Prijavljeni patenti za senzore prema principu rada i svrsi u Japanu
a) 1971 - 1980. Godine, Kompjuterska tehnologija je znatno razvijenija u ostalim područjima proiz-
vodnje u odnosu na proizvodnju zavarivanjem, ali ipak i u području zavarivanja ulažu se veliki napori za razvoj softverske podrške (software) tehnologiji zavari - vanja i vođenju procesa kod opreme za zavarivanje.
Za zavarivanje je načinjena softverska podrška ili je u toku razvoj u slije - dećim područjima:
Kompjuterska tehnologija u konstrukciji, proizvodnji i istraživanju zavarenih konstrukcija:
− Planiranje − Terminski planovi − Analiza troškova − Donošenje odluka
Pohranjivanje podataka i dobivanje podataka. Osiguranje podataka u odgovarajućem postupku zavarivanja:
− Automatizirana proizvodnja − Kompjuterski nacrtni crteži − Numeričko kontrolirano plinsko rezanje − Kompjuterski kontrolirani proces zavarivanja
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 321
− Razvitak “intelegentnih” strojeva za zavarivanje Istraživanje i razvoj:
− Simulacija pojava u zavarivanju − Optimalizacija uvjeta zavarivanja − Analiza ponašanja u eksploataciji, obrada podataka − Automatizacija laboratorija
S više ili manje uspjeha načinjeni su ili se rade slijedeći kompjuterski programi za zavarivanje:
− Analiza toplinskog toka: − Veličina i oblik izvora topline − Utjecaj temperature na toplinska svojstva materijala − Utjecaj isijavanja − Zavarivanje pod vodom − Kompleksni spojevi (sučeljeni, kutni) − Praktični postupci (višeslojno zavarivanje predgrijavanje i sl.)
− Metalurgija zavarivanja: − Skrućivanje metala zavara − Predviđanje metalurških struktura − Optimalni uvjeti zavarivanja
− Toplinska naprezanja: − Zaostala naprezanja i deformacije − Prelazna toplinska naprezanja i pokretanje metala − Zaostala naprezanja − Deformacije − Stupanj ukliještenja
− Analiza ponašanja u toku eksploatacije: − Utjecaj zaostalih naprezanja na krhki lom − Utjecaj metala zavara i ZUT-a − Rast pukotine u zavaru pod cikličkim opterećenjem − Čvrstoća izvijanja zavarenih stupova i ploča
Vrlo je nezahvalno predviđanje razvoja postupka zavarivanja u današnje doba, kada se sve grane tehnologije brzo razvijaju. No, nešto je lakše predvidjeti smjer istraživanja, koja na kraju uvijek ne moraju dati pozitivne rezultate. 10.2. STRUKTURE VOĐENJA ROBOTA I FLEKSIBILNIH SISTEMA
U ovom dijelu pregledno se izlažu osnovne strukture vođenja robota i fleksibilnih sistema, te se razmatra trend vođenja u toj izuzetno važnoj klasi realnih sistema.
Industrijski robot je složeni sistem sastavljen od mehaničkog dijela (manipulator), pogonskog sistema (aktuatori), senzora, te upravljačkog

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 322
sistema (mikroprocesori, računala). Standardna forma dinamičkog modela manipulatora sa n - stupnjeva slobode gibanja može se dati:
( ) ( ) ( ),tPq,qNqqM =+⋅ ( ) nRtP ∈
gdje je: q(t) - realni vektor generaliziranih koordinata dim. (n x 1) M - je realna matrica inercija dim (n x n), N - je realni vektor centrifugalnih, Coriolis - ovih i gravitacijskih sila
dim. (n x 1), a P(t) - je realni vektor upravljačkih (pogonskih) momenata i/ili sila.
Dinamički modeli manipultora su izrazito nelinearne forme, što otežava postupke analize, sinteze, te vođenje te klase sistema. Izborom varijabli stanja:
,qXI = ,qXII = ( )TTII
TI XXX =
Sistem forme dinamičkog modela se može provesti na formu prostora stanja. Pri tome je XI - realni vektor pozicija dim. (n x 1), XII
Na slikama 10.4. do 10.6. sa crta - tačka - crta je označen manipulacioni prostor manipulatora.
- je realni vektor brzina dim. (n x 1), a X - je realni vektor ukupnog stanja manipulatora (pozicije + brzine), dim. (2n x 1). Prikaz i dobivanje dinamičkih modela manipulatora posebno se računa, gdje je izložen i model manipulatora koji uzima u obzir i viskozno (fluidičko) trenje.
Manipulatori mogu biti različite konfiguracije. Osnovne konfiguracije, su: kartezijanske (Cartesian) sl. 10.4. polarna, slika
10.5., cilindrična slika 10.6. i rotacijske (jointed arm) slika 10.7. Svaka od navedenih konfiguracija posjeduje svoje područje primjene u
kojem ima određene prednosti u odnosu na ostale konfiguracije. Međutim, najveći broj manipulatora posjeduje rotacijsku (jointed arm) konfiguraciju, slika 10.7.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 323
Slika 10.4. Kartezijanska (Cartesian) konfiguracija manipulatora , odnosno XYZ -
manipulator
Slika 10.5. Polarna konfiguracija manipulatora sa pet stupnjeva slobode gibanja (q1
…..q5
Slika 10.6. Cilindrična konfiguracija manipulatora sa četiri stupnja slobode gibanja
(q
)
1…..q4
Pored navedenih osnovnih konfiguracija manipultora postoje i druge konfiguracije specijalnih namjena.
). Industrijski manipulatori se uglavnom izrađuju sa dvije do šest stupnjeva
sloboda gibanja, ali se najčešće susreću manipulatori sa pet stupnjeva sloboda gibanja.
Slika 10.7.
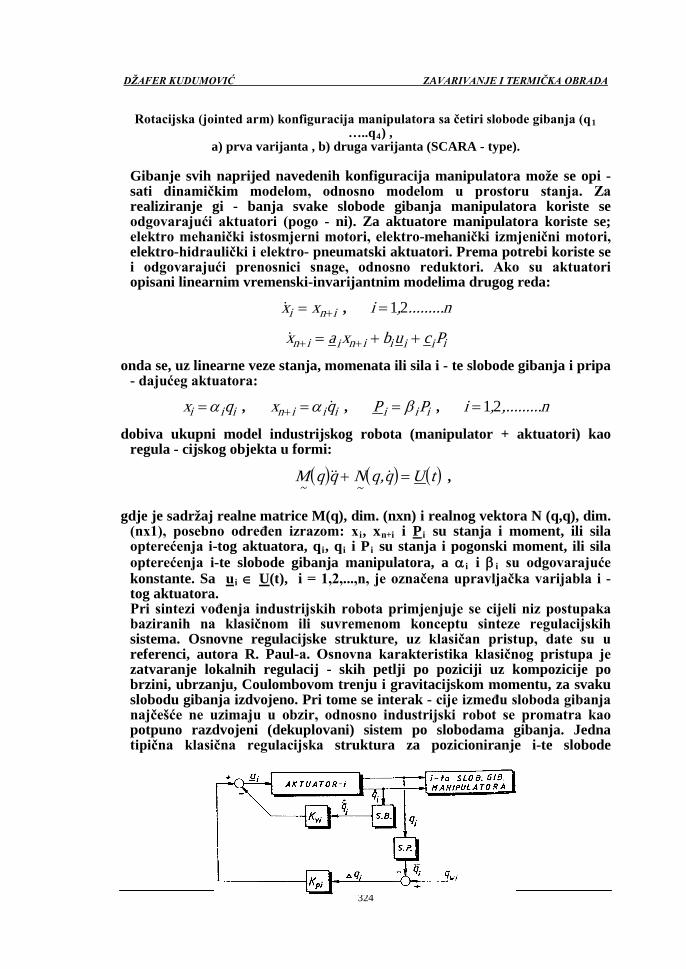
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 324
Rotacijska (jointed arm) konfiguracija manipulatora sa četiri slobode gibanja (q1 …..q4
ini xx +=
) , a) prva varijanta , b) druga varijanta (SCARA - type).
Gibanje svih naprijed navedenih konfiguracija manipulatora može se opi -
sati dinamičkim modelom, odnosno modelom u prostoru stanja. Za realiziranje gi - banja svake slobode gibanja manipulatora koriste se odgovarajući aktuatori (pogo - ni). Za aktuatore manipulatora koriste se; elektro mehanički istosmjerni motori, elektro-mehanički izmjenični motori, elektro-hidraulički i elektro- pneumatski aktuatori. Prema potrebi koriste se i odgovarajući prenosnici snage, odnosno reduktori. Ako su aktuatori opisani linearnim vremenski-invarijantnim modelima drugog reda:
, n.........,i 21=
iiiiiniin Pcubxax ++= ++
onda se, uz linearne veze stanja, momenata ili sila i - te slobode gibanja i pripa - dajućeg aktuatora:
iii qx α= , iiin qx α=+ , iii PP β= , n,.........,i 21=
dobiva ukupni model industrijskog robota (manipulator + aktuatori) kao regula - cijskog objekta u formi:
( ) ( ) ( )tUq,qNqqM~~
=+ ,
gdje je sadržaj realne matrice M(q), dim. (nxn) i realnog vektora N (q,q), dim. (nx1), posebno određen izrazom: xi, xn+i i Pi su stanja i moment, ili sila opterećenja i-tog aktuatora, qi, qi i Pi su stanja i pogonski moment, ili sila opterećenja i-te slobode gibanja manipulatora, a α i i β i su odgovarajuće konstante. Sa ui
Pri sintezi vođenja industrijskih robota primjenjuje se cijeli niz postupaka baziranih na klasičnom ili suvremenom konceptu sinteze regulacijskih sistema. Osnovne regulacijske strukture, uz klasičan pristup, date su u referenci, autora R. Paul-a. Osnovna karakteristika klasičnog pristupa je zatvaranje lokalnih regulacij - skih petlji po poziciji uz kompozicije po brzini, ubrzanju, Coulombovom trenju i gravitacijskom momentu, za svaku slobodu gibanja izdvojeno. Pri tome se interak - cije između sloboda gibanja najčešće ne uzimaju u obzir, odnosno industrijski robot se promatra kao potpuno razdvojeni (dekuplovani) sistem po slobodama gibanja. Jedna tipična klasična regulacijska struktura za pozicioniranje i-te slobode
∈ U(t), i = 1,2,...,n, je označena upravljačka varijabla i - tog aktuatora.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 325
gibanja, qi, uz kompenzacijsku petlju po brzini, qi, prikazana je na slici 10.8. Slika 10.8.
Pozicioniranje i-te slobode gibanja manipulatora uz kompenzaciju po brzini. Na slici 10.8. sa S.P. je označen senzor pozicije, S.B. - je senzor brzine, qi i qi
su izmjerene pozicija i brzina i-tog aktuatora, respektivno, ∆qi = qwi - qi, qwi - je željena pozicija i-te slobode gibanja, a ui - upravljačka varijabla i-tog aktuatora. Sinteza konstantnih pojačanja pozicije Kpi i pojačanje brzine Kvi i-tog aktuatora data je u posebnim referencama.
Zadatak je regulacijske strukture sa slike 10.8. da i-ti zglob manipulatora iz neke početne pozicije dovede u željenu poziciju qwi. Pri tome se pretpostavlja da se istovremeno izvodi samo jedna i to i-ta sloboda gibanja, odnosno da je moment inercije mehanizma oko i-tog zgloba konstantan, ili ta promjena momenta inercije nije velika. Pored navedenog, struktura sa slike 10.8., uz konstantna pojačanja Kpi i Kvi, može zadovoljiti ako je ekvivalentni moment inercije motora (aktuatora) i-te slobode gibanja značajno veći u odnosu na promjenu momenta inercije mehaniz - ma, za sve moguće položaje mehanizma. Inače se sinteza pojačanja brzine i - tog aktuatora Kvi izvodi za maksimalni moment inercije oko i-tog zgloba Mii = max Mii (qj), i ≠ j , i,j = 1,2,..,n. Regulacijskoj strukturi sa slike 10.8. mogu se, kao što je naprijed navedeno, pridružiti kompenzacijske petlje po gravitacijskom momentu, po ubrzanju i po Coulomb-ovom trenju. Za eliminiranje statičke pogreške po poziciji često se strukturi sa slike 10.8. pridružuje integracijsko djelovanje u odnosu na pogrešku pozicije ∆qi (i = 1,2,….,n). Na taj način realizira se dobro poznati PID - regulator (proporcionalno, integracijsko i derivacijsko djelovanje) po svakoj slobodi gibanja manipulatora. Kad se regulacijskoj strukturi sa slike 10.8. na ulaz dovode konstantan signal qwi (željena pozicija i-tog zgloba mehanizma), onda se robot, nakon prijelaznog procesa, postavlja (pozicionira) u željenu poziciju. Takvo vođenje robota naziva se pozicioniranje.
Međutim od industrijskog robota se često zahtijeva da njegova prihvatnica prati neku prostornu trajektoriju (na primjer prostorni zavar) sa što je moguće manjom pogreškom.
U tom slučaju prijelazni proces od početne do završne pozicije robota nije više proizvoljan, već se zahtijeva da svaki zglob manipulatora realizira određenu nominalnu trajektoriju. Da bi se to realiziralo izdvojeno po svakoj i-toj slobodi gibanja uvodi se lokalno nominalno (programsko) upravljanje uwi, i = 1,2,…,n. Detaljan prikaz sinteze lokalnog nominalnog upravljanja uwi (kojim se vrši predkompenzacija (engl. Feed-forward) u odnosu na nominalnu trajektoriju). Pri tome se izračunavanje lokalnog nominalnog upravljanja i-te slobode gibanja vrši za minimalni moment inercije mehanizma u odnosu na i-ti zglob Mii=min Mii (qjw), i,j = 1,2,…,n, i ≠ j, da bi se izbjegli preskoci, odnosno prebačaji. Treba zapaziti da je logika izbora momenta inercije mehanizma za i-ti zglob u ovom slučaju suprotna u odnosu na izbor toga momenta kod računanja pojačanja brzine Kvi.
Ako na i-ti zglob i pripadajući i-ti aktuator ne djeluju poremećaji, onda će lokalno nominalno upravljanje uwi realizirati željenu nominalnu trajektoriju qwi i-te slobode gibanja.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 326
Međutim, od suvremenih robota se zahtijeva da obave određenu operaciju u čim je moguće kraćem vremenu, te da precizno prate veoma brze trajektorije. Zbog toga se često istovremeno izvode gotovo sve slobode gibanja manipulatora. Kod takvog gibanja moment inercije mehanizma oko i-tog zgloba, Mii(q), se značajno mijenja, djeluju interakcijski momenti inercija Mij(q), i≠j, koji su izvan-dijagonalni elementi matrice M(q), mijenjaju se gravitacijski momenti, djeluju centrifugalni i Coriolis-ovi momenti (elementi vektora N (q, q)). Zbog svih tih promjena, odnosno djelovanja, klasične strukture vođenja industrijskih robota gdje se najčešće ne obezbjeđuju precizno praćenje brzih trajektorija. U tom smislu bilo je nužno razviti novi, djelotvorniji, pristup vođenju odnosno sintezi vođenja suvremenih industrijskih robota.
Od suvremenog sistema za vođenje industrijskih robota zahtijeva se automatsko planiranje trajektorija prihvatnice i zglobova robota, odnosno svih pokreta nužnih za realiziranje određene operacije (pristup predmetu, predorijenta - cija prihvatnice, prihvat predmeta, orijentacija predmeta, premještanje predmeta uz zaobilaženje prepreka, pozicioniranje i orijentacija predmeta u procesu montaže, vraćanje prihvatnice u početnu poziciju). Za realiziranje takvog vođenja koristi se hijerarhijski pristup upravljanju industrijskim robotima i to u tri nivoa.
Postoji više pristupa sintezi suvremenih upravljačkih algoritama industrij - skih robota, a ovdje će se spomenuti samo tri osnovna koncepta; nominalno prog - ramsko upravljanje, globalno upravljanje i koncept eksterne linearizacije.
Moguće je kombinirati nominalno programsko upravljanje sa globalnim upravljanjem.
U novije vrijeme za upravljanje u industrijskoj robotici, kao za širu klasu nelinearnih sistema, sve se više koristi koncept eksterne linearizacije. Po tom kon - ceptu uvodi se nelinearno upravljanje industrijskim robotom, koje u uvjetima zat - vorene (i/ili otvorene) petlje obezbjeđuje lenearno ponašanje industrijskog robota.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 327
~ ~
Na slici 10.9. sa q, q, qw i qw su označeni realni vektori pozicija, brzina, te željenih (normalnih referentnih) pozicija i brzina, sve respektivno a svi ti vektori su dim. (n x 1), gdje je n-broj osnaženih sloboda gibanja industrijskog robota. Crtica iznad varijable označava izmjerenu vrijednost
te varijable. Sa S. P. je ozna - čen skup senzora pozicija, a sa S. B. odgovarajući skup senzora brzine. Pri tome je bitno da se mjerenje pozicije i brzine svake slobode gibanja obavlja na samom manipulatoru (mehanički dio robota).
Slika 10.9. Vođenje industrijskog robota po konceptu eksterne linearizacije
Naime, uobičajeno mjerenje pozicije i brzine na izlaznoj osovini pogon - skog
motora (aktuatora) može dovesti do netaočnog (neadekvatnog) mjerenja uzro- kovanog mehaničkim histerezama, a pored toga mjerenjem na samom manipula - toru uzima se u obzir kašenjenje signala na prijenosnom sistemu (reduktori) te elastičnost štapova manipulatora. Sa r(t) je označeno željeno (nominalno, referentno) ubrzanje robota, a ZI je vektor odstupanja (pogreške) pozicija, dok je ZII
( ) ( ) ( )[ ] ( )q,qNZKZKtrqMtU~IIIIII~
+++=
vektor odstupanja brzina, u odnosu na nominalne pozicije i brzine, raspektivno. Sa MPL je označeno množenje (multipliciranje) signala koji ulaze u tačku s tom oznakom.
Nelinearno upravljanje U(t) koje obezbjeđuje linearno ponašanje sistema sa slike 10.9. u uvjetima zatvorene petlje doređeno je sa:
gdje se preko elemenata M i N vrši kompenzacija kopletne dinamike industrij - skog robota, a KI i KII
Fleksibilni proizvodni sistem (FPS) je složeni sistem varijabilne strukture, budući se sastoji od više podsistema (sistema), (obradni strojevi, roboti, transportni sistemi, montaža, laseri i dr.), koji u određenim intervalima
su multivarijabilni regulatori pozicija i brzina, respektivno.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 328
vremena dolaze u međusobne “kontakte” (interakcije), čime se mijenja struktura takvog sistema. Prema tome sturkuru vođenja FPS treba prilagoditi varijabilnoj strukturi vođenog objekta, pri čemu hijerahijska struktura vođenja predstavlja osnovnu značajku pristupa vođenju FPS. U principu postoje, za sada, dva pristupa toj problematici. Kod prvog pristupa koristi se teorija diskretnih događaja, a drugi pristup koristi koncept prostora stanja, odnosno generaliziranih koordinata i brzina, u kontinu - iranoj ili diskretnoj formi. Naime, prvi pristup je pogodan za sekvencijski dio dinamike FPS, a drugi pristup više odgovara kontinuiranim dinamičkim pojavama u FPS. Može se očekivati da će kombinacija ta dva pristupa dati bolje rezultate u odnosu na svaki pristup pojedinačno.
10.3. KOMPJUTERSKO VOĐENJE ROBOTA I FLEKSIBILNIH
PROIZVODNIH SISTEMA U ovom odjeljku najprije se izlažu osnove kompjuterskog vođenja indus -
trijskih robota, a zatim se analiza kompjuterskog vođenja proširuje i na fleksibilne proizvodne sisteme. Treba odmah reći da je kompjuterska implementacija algori - tama vođenja industrijskih robota znatno složenija u odnosu na implementaciju algoritama vođenja nekih drugih objekata (procesi, numerički upravljani alatni strojevi i dr.). To se tumači činjenicom da su dinamički modeli industrijskih robota veoma složene nelinearne forme, što povlači i određenu složenu formu odgovara - jućih algoritama vođenja. Pored toga na suvremene robote, koji sve više rade u sklopu fleksibilnih proizvodnih sistema, nameću se sve strožiji zahtjevi u smislu brzine gibanja (preko 10 m/s) i ubrzanja (preko 5⋅9,81 (m/s2
Struktura sistema za vođenje industrijskih robota sadrži komponente prikazane na slici 10.10.
), pa u takvim uvjetima, za procesiranje zakona vođenja, stoji na raspolaganju iznos vremena reda veličine 1 ms. Ako se pri tome zahtijeva i precizno praćenje prostornih trajektorija robota, što povlači potrebu za djelimičnom ili potpunom kompenzacijom dinamike robota u realnom vremenu, postoje jasno da se rješenje problema implementacije algoritama vođenja industrijskih robota treba tražiti u primjeni simboličkih modela robota, paralelnog procesiranja, kompjutora matrične arhitekture sa sklopovima vrlo visokog stupnja integracije (VLSI), odnosno kompjutora pete, a kasnije i šeste generacije.
Implementacija vođenja industrijskih robota se bazira na hijerahijskoj strukturi; planiranje trajektorija (prvi i najviši nivo), transformacija eksternih u interne koordinate, odnosno rješavanje inverznog kinematičkog problema (drugi nivo) i precizno i brzo praćenje željenih trajektorija industrijskog robota (treći nivo). Od suvremenih industrijskih robota često se zahtijeva izvođenje sva tri hijerahijska nivoa u realnom vremenu, što još više otežava implementaciju vođenja te klase realnih sistema. Strukture algoritama vođenja industrijskih robota diskuti - rane su takođe a sinteza odgovarajućih algoritama vođenja izložena je kasnije.
Slika 10.10. Struktura sistema
za vođenje industrijskih robota

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 329
Informacije o stanju robota i njegove okoline dobivaju se preko odgovara - jućih senzora. Za obradu podataka sa senzora koristi se jadan ili, po potrebi, više procesora u paralelnom radu.
Obrađeni podaci sa senzora odlaze preko multiprocesorske sabirnice na ostale jedinice gdje se koriste za potrebe vođenja, obučavanja, super - nadzora, alarmiranja, koordinacije sa drugim sistemima (multirobotsko vođenje i dr.), te za zapisivanje, odnosno protokoliranje rada robota. Blok za obučavanje olakšava zadavanje radnog zadatka robota kod izuzetno složenih prostornih trajktorija koje se ciklički ponavljaju (farbanje, prostorni zavari u serijskoj proizvodnji i dr.).
Sa stajališta vođenja robota ključnu ulogu imaju mikroprocesori za vođenje, koji preko izlaznih jedinica upravljaju sa aktuatorima robota. Mikroproce- sori za vođenje izračunavaju upravljačke varijable za svaku slobodu gibanja, koristeći obrađene informacije sa senzora, podatke o željenoj trajektoriji industrij - skog robota, te zadati algoritam vođenja.
10.4. EKONOMSKA OPRAVDANOST PRIMJENE ROBOTA ZA
ZAVARIVANJE Postoji čitav niz činitelja koji su utjecali na uvođenje robota u proizvodne
procese. Jedan američki proizvođač robotske opreme u upitniku za analizu prim - jene robota u proizvodnji potencijalnog korisnika navodi kao osnovne pokretače robotizacije u proizvodnji slijedeće činitelje:
− povećanje proizvodnosti − unapređenje kvalitete − povećanje sigurnosti − uklapanje u već automatiziranu proizvodnju − estetski razlozi.
Naravno da postoje i drugi razlozi, ali prvo što treba proučiti pri uvođenju robota u proizvodnju zavarivanjem je:
Ekonomska isplativost uvođenja robota u proizvodnju Cijena elemenata sistema za zavarivanje robotom je visoka i progresivno
raste s brojem komponenata koje su međusobno povezane. Za očekivati je od takve opreme da kontinuirano obavlja funkciju ne bi li što prije opravdala investiciju. Velike serije izradaka to omogućuju vrlo brzo, u razvijenim zemljama kroz najviše tri godine, dok manje serije zahtije- vaju precizne analize isplativosti.
Robotizaciju zavarivanja mora nužno pratiti i razvoj cijelog proizvodnog sistema, jer sam robot (roboti) neće značajno poboljšati poslovanje poduzeća. Nužno je obaviti promjene koje su uzrokovane primjenom robota u cijelom proizvodnom sistemu, od konstrukcije izratka sve do povećanja prodaje. Uređenje okoline, reorganizacija proizvodnje, razne racio - nalizacije, edukacija radnika itd. Predstavljaju elemente u kojima robotizacija ima smisla.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 330
Do danas se opcija robotizacije u R BiH se vrlo rijetko uzimala u obzir kod projektira- nja proizvodnih procesa, ali ekonomska utrka na tržišta će primorati proizvođače na razmišljanja o robotizaciji.
Kod proračuna troškova (ukupnih) po komadu polazi se od: a) VELIČINE SERIJE Kod fleksibilne proizvodnje dominantni trošak je trošak pripreme serije.
Osim broja komada u seriji, mora postojati i dovoljan broj serija kako bi se robot u 3 godine isplatio.
Broj komada u seriji b) VARIJABLE PROCESA Kod robotiziranog zavarivanja moguća je ušteda u procesu zavarivanja
zavarivanjem većim brzinama. Rezultat je kraći ciklus. Brzina zavarivanja Napon zavarivanja Struja zavarivanja Ukupna duljina zavara Potrošnja žice Cijena žice Potrošnja plina Cijena plina Koeficijent iskorištenja žice Snaga robotske opreme Vrijeme posluživanja robota sa jednim komadom: tposl (min) c) ISKORIŠTENJE RADA ROBOTA O geometriji izratka ovisi i putanja gibanja robota. Kod većih predmeta sa
većom duljinom i manjim brojem zavara, efikasnost rada robota će biti veća. Duljina narednih pokreta Lnp (m) Brzina neradnih pokreta vnp (m/s) Vrijeme okretanja pozicionera ili zamjene komada: tpoz (s) Ukupno vrijeme neradnih pokreta: tnp = ( Lnp/vnp ) + tpoz (s) d) PRORAČUN PROCESA ZAVARIVANJA Trošak žice po metru zav. Tž = mt Cž (Ef/1 Trošak žice po komadu Trošak plina po metru Trošak plina po komadu Tehnološko vrijeme Efikasnost robota Ukupno vrijeme po komadu tk Potrošnja el. energije za zavarivanje po komadu: Trošak el. energije za zavarivanje Tel.z. = Cen Ee Trošak el. energije za robot: Tel.r = Sr tk/60 Ce

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 331
Cijena rada poslužioca: Ukupni trošak zavarivanja po komadu: e) TROŠKOVI PRIPREME I ZAVARIVANJA PO KOMADU Troškovi pripreme po komadu Tpsk = UTPS/Bk Troškovi pripreme i zavarivanja po komadu f) PRORAČUN VREMENA IZRADE SERIJE Vrijeme izrade serije g) PRORAČUN INDIREKTNIH TROŠKOVA Cijena indirektnih troškova Cind (DE Angažirana površina radnog mjesta A (m2) Indirektni troškovi: h) PRORAČUN TROŠKOVA INVESTICIJE PO KOMADU Tinv = (Vis/Ss/Bs/Dm/tao/Mg) UIT/Bk (DEM/kom) i) PRORAČUN KAMATA PO KOMADU TK = UIT GK/100 VIS/Ss/Bs/Dm/Mg/Bk j) PRORAČUN UKUPNIH TROŠKOVA PO KOMADU UTK = Tinv + Tpzk + Tind
Cilj proba zavarljivosti sastoji se u određivanju osjetljivosti šava i zone utjecaja topline na pojavu prslina pri zavarivanju datog čelika sa datim postupkom. Pošto zavarljivost zavisi od niza faktora, to nije moguće utvrditi
+ TK (DEM/kom) Tek nakon uvođenja, praćenja i analize novog postrojenja moguće je
konstatirati pravi efekat investiranja u novu opremu. Ekonomske analize se temelje na stanju organizirane i predviđene okoline i daju podatak koji se u proizvodnji treba nastojati postići.
11. ZAVARLJIVOST METALA
Međunarodni institut za zavarivanje (MIZ) u svojim dokumentima dao je
slijedeću definiciju zavarljivosti: “Metal smatramo onda zavarljivim kada, koristeći određen postupak zava-
rivanja, za određenu namjenu, postižemo homogen zavaren spoj odgovarajućom tehnikom zavarivanja, koji odgovara postavljenim zahtjevima o njegovim mehanič- kim osobinama, a ujedno zadovoljava kao sastavni dio čitave konstrukcije”.
Kao što proizilazi iz navedene definicije, zavarljivost ne zavisi samo od osobina metala nego i od postupka zavarivanja. Naime, pri zavarivanju sa jednim postupkom jedan metal može pokazati dobru zavarljivost, dok pri zavarivanju sa nekim drugim postupkom može pokazati lošu zavarljivost. Ukoliko je zavarljivost loša, moraju se preduzeti specijalne mjere predostrožnosti kako bi se ostvario zadovoljavajaući zavareni spoj.
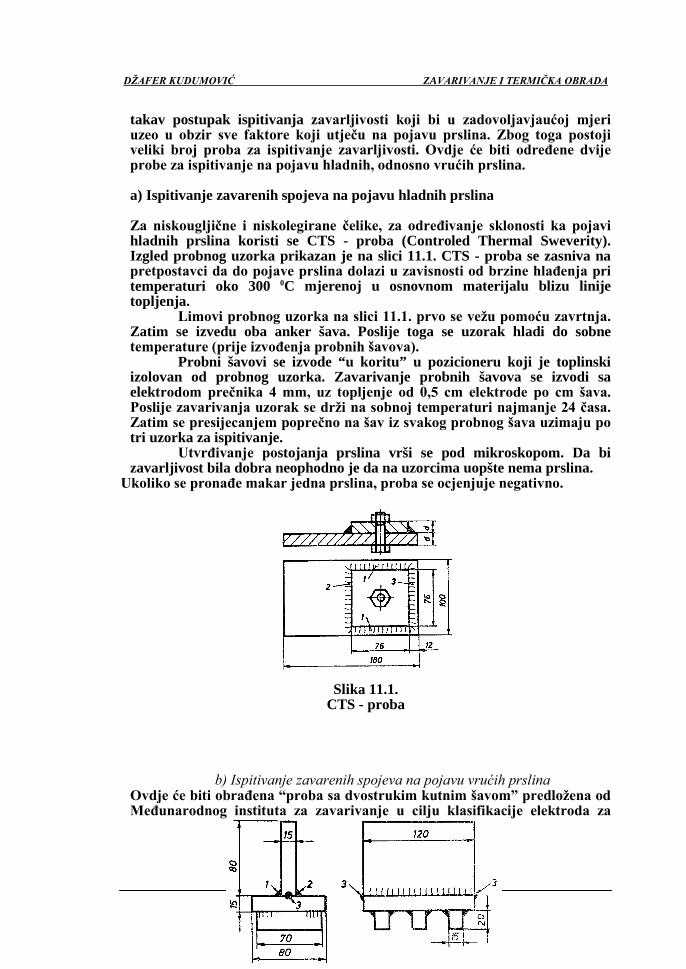
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 332
takav postupak ispitivanja zavarljivosti koji bi u zadovoljavjaućoj mjeri uzeo u obzir sve faktore koji utječu na pojavu prslina. Zbog toga postoji veliki broj proba za ispitivanje zavarljivosti. Ovdje će biti određene dvije probe za ispitivanje na pojavu hladnih, odnosno vrućih prslina.
a) Ispitivanje zavarenih spojeva na pojavu hladnih prslina Za niskougljične i niskolegirane čelike, za određivanje sklonosti ka pojavi
hladnih prslina koristi se CTS - proba (Controled Thermal Sweverity). Izgled probnog uzorka prikazan je na slici 11.1. CTS - proba se zasniva na pretpostavci da do pojave prslina dolazi u zavisnosti od brzine hlađenja pri temperaturi oko 300 0
Slika 11.1. CTS - proba
C mjerenoj u osnovnom materijalu blizu linije topljenja.
Limovi probnog uzorka na slici 11.1. prvo se vežu pomoću zavrtnja. Zatim se izvedu oba anker šava. Poslije toga se uzorak hladi do sobne temperature (prije izvođenja probnih šavova).
Probni šavovi se izvode “u koritu” u pozicioneru koji je toplinski izolovan od probnog uzorka. Zavarivanje probnih šavova se izvodi sa elektrodom prečnika 4 mm, uz topljenje od 0,5 cm elektrode po cm šava. Poslije zavarivanja uzorak se drži na sobnoj temperaturi najmanje 24 časa. Zatim se presijecanjem poprečno na šav iz svakog probnog šava uzimaju po tri uzorka za ispitivanje.
Utvrđivanje postojanja prslina vrši se pod mikroskopom. Da bi zavarljivost bila dobra neophodno je da na uzorcima uopšte nema prslina.
Ukoliko se pronađe makar jedna prslina, proba se ocjenjuje negativno.
b) Ispitivanje zavarenih spojeva na pojavu vrućih prslina Ovdje će biti obrađena “proba sa dvostrukim kutnim šavom” predložena od
Međunarodnog instituta za zavarivanje u cilju klasifikacije elektroda za

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 333
zavari - vanje niskougljičnih i niskolegiranih čelika (slika 11.2.). Proba sa dvostrukim kut - nim šavom predstavlja T-spoj čiji je donji lim pojačan sa rebrima. Ispitivanje se sastoji u izvođenju “u koritu” jednoprolaznih kutnih šavova 1 i 2 koristeći maksimalnu jačinu struje zavarivanja koju preporučuje proizvođač upotrijebljene elektrode.
Slika 11.2. Proba sa dvostrukim kutnim šavom
Poslije izvođenja šava 1 (prekid najviše do 5 sekundi) izvodi se šav 2 i to u suprotnom smjeru. njihanja vrha elektroda sa konstantnom brzinom zavarivanja. Ispitivanje se vrši na slijedeći način: prvo se pregledom utvrdi da li su se poslije hlađenja na oba probna šava pojavile prsline. Zatim se probni šav 2 lomi (pošto je prethodno šav 1 odstranjen mehaničkom obradom). Pregledom preloma šava 2 utvrđuje se da li postoje prsline. Ukoliko postoji makar jedna prslina, proba se ocjenjuje negativno.
c) Orijentaciona ocjena zavarljivosti čelika prema ekvivalentnom sadržaju ugljika
Moguće je orijentaciono ocjeniti zavarljivost čelika prema njegovom
hemijskom sastavu, čiji se utjecaj na sklonost ka pojavi prslina određuje pomoću ekvivalentnog sadržaja ugljika Cekv
101520VMCNMCC orin
ekv++
+++=
. Postoji više različitih formula za izračuna - vanje ekvivalentnog sadržaja ugljika. Pored već navedene formule, navodimo za ugljične i niskolegirane čelike slijedeću formulu:
%
U ovoj formuli su elementi dati u procentima njihovog sadržaja u čeliku. Smatra se da čelik datog hemijskog sastava ima zadovoljavajuću zavarljivost ukoliko je Cekv < 0,45%. Međutim, ukoliko je Cekv
Iznad određenih debljina većih gabarita, mora se izvršiti predgrijavanje osnovnog materijala, upotrijebiti elektrode velikih prečnika ili primjeniti postupak izvođenja šavova. Na ovaj način se smanjuje brzina hlađenja
> 0,45%, pri zavarivanju treba vršiti predgrijavanje osnovnog materijala kako bi se spriječila pojava prslina. Napominjemo da je ovakva ocjena zavarljivosti čelika približna.
11.1 ZAVARLJIVOST UGLJIČNIH KONSTRUKCIONIH ČELIKA
Pod ugljičnim konstrukcionim čelicima podrazumijevaju se čelici koji sadrže
od 0,1 - 0,75% C, zatim mangana do 0,7%, silicija do 0,4%, fosfora do 0,05% i sumpora do 0,07%.
11.1.1. Zavarljivost niskougljičnih konstrukcionih čelika Niskougljični konstrukcioni čelici sadrže do 0,25% ugljika i odlikuju se
dobrom zavarljivošću. Međutim, do pogoršavanja zavarljivosti mogu dovesti elementi kao što su ugljik, fosfor i sumpor ukoliko se nalaze iznad dozvoljenih vrijednosti. Pored hemijskog sastava niskougljičnih konstrukcionih čelika, na zavarljivost utječe i debljina osnovnog materijala.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 334
zavarenog spoja. Loša zavarljivost se ispoljava u pojavi prslina u neposrednoj blizini šava (na strani materijala). Pojava prslina može se spriječiti na slijedeće načine:
1. Izborom elektrode. Prisustvo vodika u šavu dovodi do pojave prslina. Zato treba koristiti niskovodične elektrode (npr. bazične). Takođe treba koristiti elektrode većeg prečnika, pošto one zahtijevaju veće struje zavarivanja, što dovodi do unošenja u osnovni materijal veće količine topline a samim tim i do smanjivanja brzine hlađenja.
2. Postupkom zavarivanja. Prvi zavar je najosjetljiviji na pojavu prslina zbog svoje male zapremine u odnosu na hladni osnovni materijal. Preporučuje se zavarivanje korijena šava sa elektrodama većeg prečnika i izbjegavanje kratkih zavara.
Inače, ugaoni šavovi su osjetljiviji na pojavu prslina nego suč
11.1.2. Zavarljivost srednje i visokougljičnih konstrukcijskih čelika Srednjeugljični konstrukcijski čelici sadrže od 0,26 - 0,45% ugljika. Pove -
ćan sadržaj ugljika pogoršava zavarljivost ovih čelika, pa je njihovo zavarivanje otežano. Veći sadržaj ugljika povećava osjetljivost šava ka obrazovanju kristali - zacionih prslina i dovodi do obrazovanja krtih struktura i hladnih prslina u zoni utjecaja topline.
Povećanje otpornosti šava ka obrazovanju kristalizacionih prslina se posti - že snižavanjem sadržaja ugljika u talinu i malom dubinom uvara (kako bi se smanjio udio osnovnog materijala u šavu). Ovdje se koriste specijalne obložene elektrode sa smanjenim sadržajem ugljika (od 0,08 do 0,1% C). Šav se u tom slučaju legira sa manganom i silicijem preko elektrode kako bi po čvrstoći odgovarao osnovnom materijalu.
Pri zavarivanju srednjeugljičnih konstrukcijskih čelika, obrazovanje krtih struktura u zoni utjecaja topline se sprečava usporavanjem hlađenja osnovnog materijala. Usporavanje hlađenja se postiže smanjivanjem brzine zavarivanja ili predgrijavanjem osnovnog materijala. Ukoliko je veći sadržaj ugljika u osnovnom materijalu, utoliko mora biti viša temperatura predgrijavanja. Da bi se dobio zavaren spoj velikih deformacionih sposobnosti, poslije zavarivanja se vrši termička obrada.
Visokougljični konstrukcijski čelici sadrže od 0,46 - 0,75% ugljika i spadaju u red teško zavarljivih metala. Ovdje je potrebno predgrijavanje osnovnog materijala i termička obrada poslije zavarivanja. Takođe se koriste specijalne obložene elektrode sa smanjenim sadržajem ugljika. Visokougljični konstrukcijski čelici se po pravilu ne koriste za izradu zavarenih konstrukcija zbog velike sklonosti ka obrazovanju prslina. Međutim, zavarivanje ovih čelika se izvodi kod remontnih radova i to prije svega pri navarivanju mašinskih elemenata.
11.2. ZAVARLJIVOST NISKOLEGIRANIH KONSTRUKCIJSKIH ČELIKA Ovi čelici se odlikuju sadržajem ugljika do 0,23% i sadržajem legirajućih
elemenata ukupno do 5%. Koriste se za izradu zavarenih konstrukcija različite namjene. U odnosu na niskougljične konstrukcijske čelike, ovi čelici imaju pove - ćanu čvrstoću. Orijentaciona ocjena zavarljivosti niskolegiranih
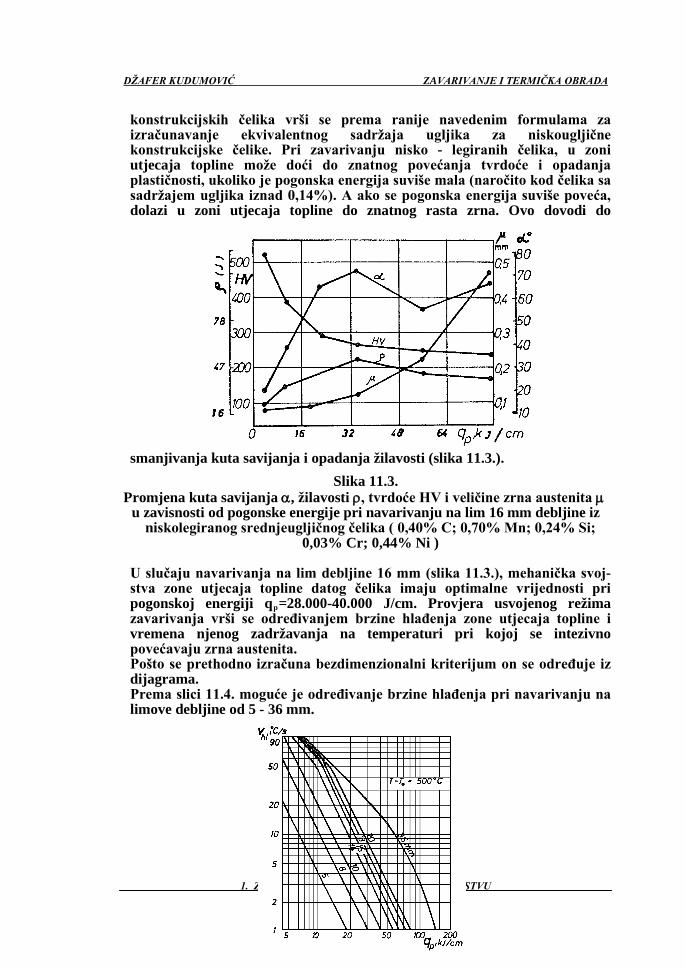
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 335
konstrukcijskih čelika vrši se prema ranije navedenim formulama za izračunavanje ekvivalentnog sadržaja ugljika za niskougljične konstrukcijske čelike. Pri zavarivanju nisko - legiranih čelika, u zoni utjecaja topline može doći do znatnog povećanja tvrdoće i opadanja plastičnosti, ukoliko je pogonska energija suviše mala (naročito kod čelika sa sadržajem ugljika iznad 0,14%). A ako se pogonska energija suviše poveća, dolazi u zoni utjecaja topline do znatnog rasta zrna. Ovo dovodi do
smanjivanja kuta savijanja i opadanja žilavosti (slika 11.3.). Slika 11.3.
Promjena kuta savijanja α, žilavosti ρ, tvrdoće HV i veličine zrna austenita µ u zavisnosti od pogonske energije pri navarivanju na lim 16 mm debljine iz
niskolegiranog srednjeugljičnog čelika ( 0,40% C; 0,70% Mn; 0,24% Si; 0,03% Cr; 0,44% Ni )
U slučaju navarivanja na lim debljine 16 mm (slika 11.3.), mehanička svoj-
stva zone utjecaja topline datog čelika imaju optimalne vrijednosti pri pogonskoj energiji qp
Prema slici 11.4. moguće je određivanje brzine hlađenja pri navarivanju na limove debljine od 5 - 36 mm.
=28.000-40.000 J/cm. Provjera usvojenog režima zavarivanja vrši se određivanjem brzine hlađenja zone utjecaja topline i vremena njenog zadržavanja na temperaturi pri kojoj se intezivno povećavaju zrna austenita.
Pošto se prethodno izračuna bezdimenzionalni kriterijum on se određuje iz dijagrama.
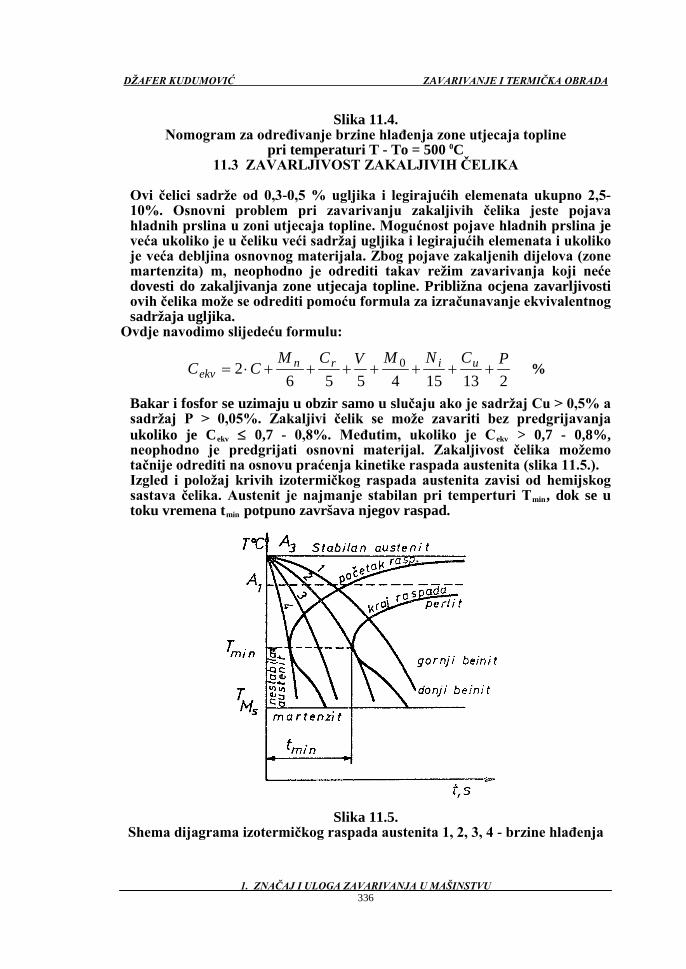
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 336
Slika 11.4. Nomogram za određivanje brzine hlađenja zone utjecaja topline
pri temperaturi T - To = 500 0
2131545562 0 PCNMVCM
CC uirnekv +++++++⋅=
C 11.3 ZAVARLJIVOST ZAKALJIVIH ČELIKA
Ovi čelici sadrže od 0,3-0,5 % ugljika i legirajućih elemenata ukupno 2,5-
10%. Osnovni problem pri zavarivanju zakaljivih čelika jeste pojava hladnih prslina u zoni utjecaja topline. Mogućnost pojave hladnih prslina je veća ukoliko je u čeliku veći sadržaj ugljika i legirajućih elemenata i ukoliko je veća debljina osnovnog materijala. Zbog pojave zakaljenih dijelova (zone martenzita) m, neophodno je odrediti takav režim zavarivanja koji neće dovesti do zakaljivanja zone utjecaja topline. Približna ocjena zavarljivosti ovih čelika može se odrediti pomoću formula za izračunavanje ekvivalentnog sadržaja ugljika.
Ovdje navodimo slijedeću formulu:
%
Bakar i fosfor se uzimaju u obzir samo u slučaju ako je sadržaj Cu > 0,5% a sadržaj P > 0,05%. Zakaljivi čelik se može zavariti bez predgrijavanja ukoliko je Cekv ≤ 0,7 - 0,8%. Međutim, ukoliko je Cekv
Izgled i položaj krivih izotermičkog raspada austenita zavisi od hemijskog sastava čelika. Austenit je najmanje stabilan pri temperturi T
> 0,7 - 0,8%, neophodno je predgrijati osnovni materijal. Zakaljivost čelika možemo tačnije odrediti na osnovu praćenja kinetike raspada austenita (slika 11.5.).
min, dok se u toku vremena tmin
Slika 11.5. Shema dijagrama izotermičkog raspada austenita 1, 2, 3, 4 - brzine hlađenja
potpuno završava njegov raspad.
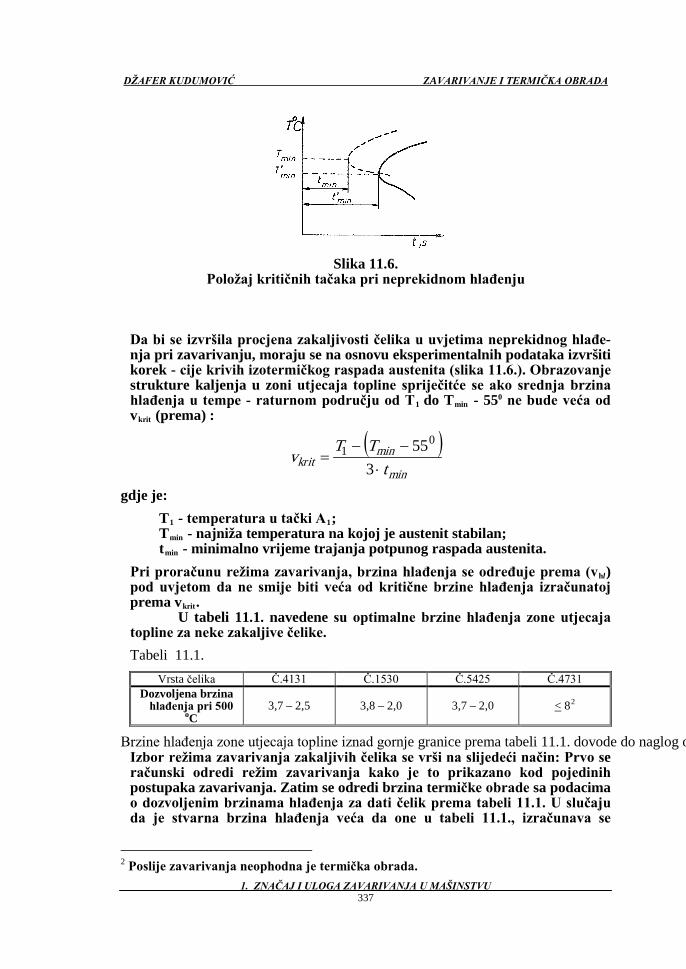
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 337
Slika 11.6. Položaj kritičnih tačaka pri neprekidnom hlađenju
Da bi se izvršila procjena zakaljivosti čelika u uvjetima neprekidnog hlađe-
nja pri zavarivanju, moraju se na osnovu eksperimentalnih podataka izvršiti korek - cije krivih izotermičkog raspada austenita (slika 11.6.). Obrazovanje strukture kaljenja u zoni utjecaja topline spriječitće se ako srednja brzina hlađenja u tempe - raturnom području od T1 do Tmin - 550 ne bude veća od vkrit
( )min
minkrit t
TTv⋅
−−=
3550
1
(prema) :
gdje je: T1 - temperatura u tački A1; Tmin - najniža temperatura na kojoj je austenit stabilan; tmin - minimalno vrijeme trajanja potpunog raspada austenita.
Pri proračunu režima zavarivanja, brzina hlađenja se određuje prema (vhl) pod uvjetom da ne smije biti veća od kritične brzine hlađenja izračunatoj prema vkrit
Vrsta čelika
. U tabeli 11.1. navedene su optimalne brzine hlađenja zone utjecaja
topline za neke zakaljive čelike. Tabeli 11.1.
Č.4131 Č.1530 Č.5425 Č.4731 Dozvoljena brzina
hlađenja pri 500 o
3,7 – 2,5 C
3,8 – 2,0 3,7 – 2,0 < 82
Brzine hlađenja zone utjecaja topline iznad gornje granice prema tabeli 11.1. dovode do naglog o Izbor režima zavarivanja zakaljivih čelika se vrši na slijedeći način: Prvo se
računski odredi režim zavarivanja kako je to prikazano kod pojedinih postupaka zavarivanja. Zatim se odredi brzina termičke obrade sa podacima o dozvoljenim brzinama hlađenja za dati čelik prema tabeli 11.1. U slučaju da je stvarna brzina hlađenja veća da one u tabeli 11.1., izračunava se
2 Poslije zavarivanja neophodna je termička obrada.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 338
potrebna temperatura predgrija - vanja To
Pomoću nomograma na slici 11.7. možemo odrediti neophodnu tempera - turu predgrijavanja T
osnovnog materijala. Pri zavarivanju zakaljivih čelika može se koristiti autopredgrijavanje osnovnog materijala na način kako je to prikazano na slici 3.27. Sve što je navedeno pri razmatranju u vezi sa slikom 3.27. može se primjeniti i u ovom slučaju a takođe važi i proračun koji je tom prilikom naveden. Višeslojno zavarivanje sa kratkim slojevima prema slici 3.27. može se koristiti pri zavarivanju zakaljivih čelika umjesto predgrijavanja osnovnog materijala ili zajedno sa malim predgrijavanjem.
o
Slika 11.7. Nomogram za određivanje temperature predgrijavanja T
pri navarivanju na površinu masivnog tijela (kada je ω = 1).
o
Pri izvođenju prvog sloja na čeliku konačne debljine, takođe se može
koristiti nomogram na slici 11.7. (uz pomoć nomograma na slici 11.8.).
Slika 11.8. Nomogram za određivanje bezdimenzionalnog kriterijuma

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 339
Kod duboko prekaljivih čelika, vrijeme raspada austenita znatno je duže od vremena zadržavanja iznad temperature martenzitne transformacije pri njihovom zavarivanju. Zbog toga nije moguće izbjeći zakaljivanje zone utjecaja topline i uz korišćenje višeslojnog zavarivanja sa kratkim slojevima zajedno sa predgrijava - njem. Da bi se spriječila pojava prslina zbog promjene zapremine uslijed obrazovanja martenzita, neophodno je da temperatura zakaljene zone ne padne ispod 120 - 150 0C. Ovaj uvjet se može zadovoljiti proračunom dužine sloja l prema proračunu dužine sloja. Pri tome je neophodno predvidjeti samootpuštanje (niskotemperaturno) zone utjecaja topline prethodnog sloja pomoću toplinskog utjecaja slijedećeg sloja. U tom cilju je neophodno da se odredi takav režim zavarivanja slijedećeg sloja, koji će omogućiti da se čitava zakaljena zona prethod- nog sloja zagrije do temperature otpuštanja, tj. do 600-700 0C. Kao ilustracija navedenog, na slici 11.9. prikazana je principijelna shema zavarivanja sa slojevima pomoću kojih se postiže otpuštanje cijele zakaljene zone.
Prethodno izračunati: Tmin - To (prema slici 11.7.); d i qp
(prema slici 3.26.).
Slika 11.9. Principijelna shema zavarivanja sa slojevima radi otpuštanja zakaljene zone a - pri izvođenju prvog sloja; b - pri izvođenju drugog sloja; c - pri izvođenju trećeg sloja; d - pri izvođenju četvrtog sloja; 1 - prvi sloj; 2 - zona kaljenja od prvog sloja; 7 - zona otpuštanja od 3 - drugi sloj; 4 - zona otpuštanja od drugog sloja; 9 5 - zona kaljenja od drugog sloja; 10 - zona otpuštanja od č
Pri izvođenju prvog i drugog sloja, obrazuje se zona kaljenja 2 i 5 (slika 11.9.
a i b.), dok se samo poslije drugog sloja obrazuje zona otpuštanja 4. Pri izvo - đenju trećeg sloja sa nešto manjom brzinom nego za prvi i drugi sloj, obrazovaće se zona otpuštanja 7 (slika 11.9.c). Pri izvođenju četvrtog sloja, režim zavarivanja mora biti tako odabran da otpuštanje obuhvati cijelu preostalu zakaljenju zonu (slika 11.9.d.). Ovdje ćemo imati slijedeće. Pri navarivanju na površinu masivnog tijela, maksimalna temperatura na rastojanju r biće jednaka:
22
rvceqTmax
⋅⋅⋅⋅⋅⋅
=ρπ

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 340
Ukoliko u gornju jednadžbu stavimo c ⋅ ρ = 5,2, to će rastojanje r do izoterme Tmax
maxz Tvq,r
⋅⋅= 2120
biti jednako:
Pri sučeljenom zavarivanju dvije tanke ploče bez odvođnja topline u okolnu sredinu, maksimalna temperatura na rastojanju y od ose šava iznosiće na osnovu proračuna temperature tankih ploča.
ydcvq,T
zmax ⋅⋅⋅⋅
⋅=
ρ2420
Odatle dobijamo rastojanje y do izoterme Tmax
maxz Tdcvq,y⋅⋅⋅⋅
⋅=
ρ2420
:
Ukoliko se u prethodnu jednadžbu stavi da je c ⋅ ρ = 5,2 i uvede koeficijent k3 (sa kojim se uzima u obzir odstupanje računske šeme od stvarnog procesa), to će rastojanje y do izoterme Tmax
maxz Tdvqk,y
⋅⋅⋅
⋅= 30460
biti jednako:
11.4. ZAVARLJIVOST NEHRĐAJUĆIH ČELIKA
Kod nehrđajućih čelika, hrom je osnovni legirajući elemenat, koji im
omogućava da budu otporni prema koroziji. Pri koncentraciji hroma najmanje 12%, dolazi do obrazovanja tanke površinske opne oksida hroma oko zrna, koja štiti čelik od dalje oksidacije.
Na slici 11.10. prikazan je dijagram stanja sistema željezo - hrom.
Slika 11.10. Dijagram stanja sistema željezo - hrom; t. f. - tečna faza
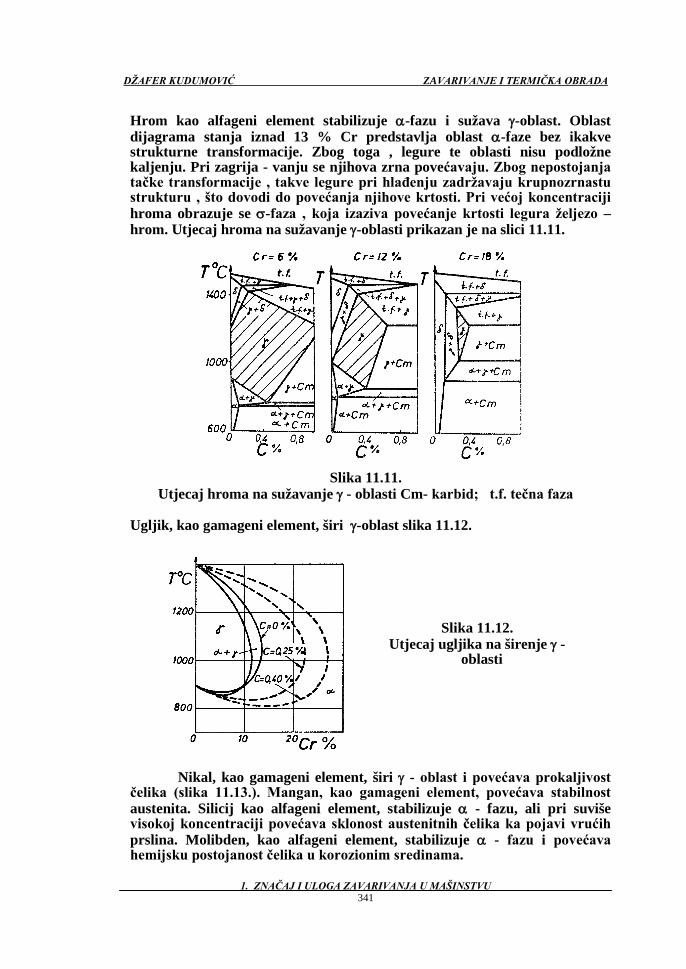
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 341
Hrom kao alfageni element stabilizuje α-fazu i sužava γ-oblast. Oblast dijagrama stanja iznad 13 % Cr predstavlja oblast α-faze bez ikakve strukturne transformacije. Zbog toga , legure te oblasti nisu podložne kaljenju. Pri zagrija - vanju se njihova zrna povećavaju. Zbog nepostojanja tačke transformacije , takve legure pri hlađenju zadržavaju krupnozrnastu strukturu , što dovodi do povećanja njihove krtosti. Pri većoj koncentraciji hroma obrazuje se σ-faza , koja izaziva povećanje krtosti legura željezo – hrom. Utjecaj hroma na sužavanje γ-oblasti prikazan je na slici 11.11.
Slika 11.11. Utjecaj hroma na sužavanje γ - oblasti Cm- karbid; t.f. tečna faza
Ugljik, kao gamageni element, širi γ-oblast slika 11.12.
Nikal, kao gamageni element, širi γ - oblast i povećava prokaljivost
čelika (slika 11.13.). Mangan, kao gamageni element, povećava stabilnost austenita. Silicij kao alfageni element, stabilizuje α - fazu, ali pri suviše visokoj koncentraciji povećava sklonost austenitnih čelika ka pojavi vrućih prslina. Molibden, kao alfageni element, stabilizuje α - fazu i povećava hemijsku postojanost čelika u korozionim sredinama.
Slika 11.12. Utjecaj ugljika na širenje γ -
oblasti
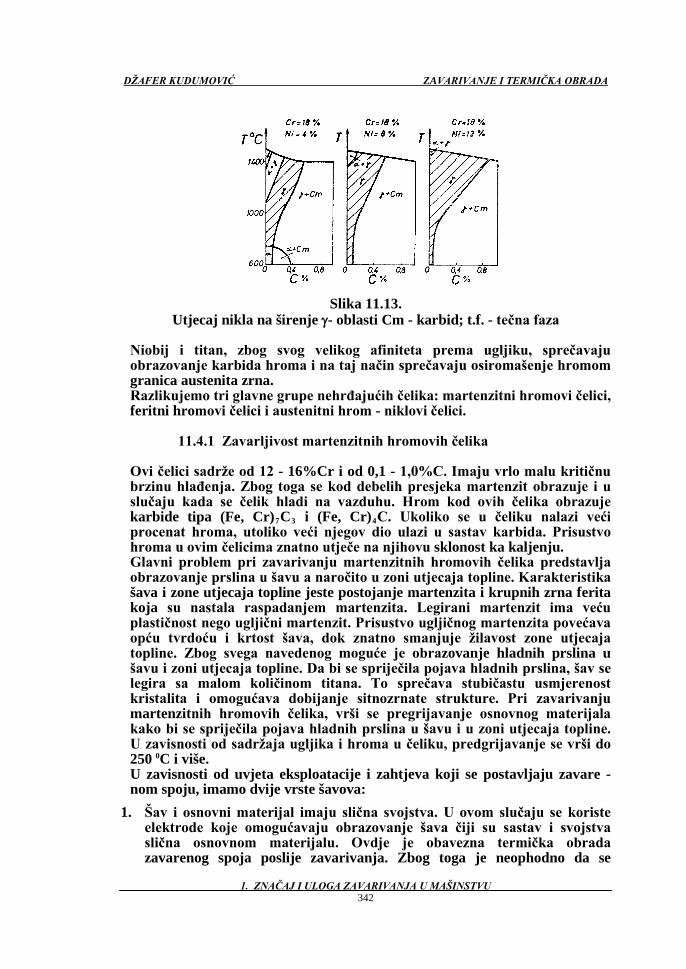
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 342
Slika 11.13. Utjecaj nikla na širenje γ- oblasti Cm - karbid; t.f. - tečna faza
Niobij i titan, zbog svog velikog afiniteta prema ugljiku, sprečavaju
obrazovanje karbida hroma i na taj način sprečavaju osiromašenje hromom granica austenita zrna.
Razlikujemo tri glavne grupe nehrđajućih čelika: martenzitni hromovi čelici, feritni hromovi čelici i austenitni hrom - niklovi čelici.
11.4.1 Zavarljivost martenzitnih hromovih čelika
Ovi čelici sadrže od 12 - 16%Cr i od 0,1 - 1,0%C. Imaju vrlo malu kritičnu
brzinu hlađenja. Zbog toga se kod debelih presjeka martenzit obrazuje i u slučaju kada se čelik hladi na vazduhu. Hrom kod ovih čelika obrazuje karbide tipa (Fe, Cr)7C3 i (Fe, Cr)4C. Ukoliko se u čeliku nalazi veći procenat hroma, utoliko veći njegov dio ulazi u sastav karbida. Prisustvo hroma u ovim čelicima znatno utječe na njihovu sklonost ka kaljenju.
Glavni problem pri zavarivanju martenzitnih hromovih čelika predstavlja obrazovanje prslina u šavu a naročito u zoni utjecaja topline. Karakteristika šava i zone utjecaja topline jeste postojanje martenzita i krupnih zrna ferita koja su nastala raspadanjem martenzita. Legirani martenzit ima veću plastičnost nego ugljični martenzit. Prisustvo ugljičnog martenzita povećava opću tvrdoću i krtost šava, dok znatno smanjuje žilavost zone utjecaja topline. Zbog svega navedenog moguće je obrazovanje hladnih prslina u šavu i zoni utjecaja topline. Da bi se spriječila pojava hladnih prslina, šav se legira sa malom količinom titana. To sprečava stubičastu usmjerenost kristalita i omogućava dobijanje sitnozrnate strukture. Pri zavarivanju martenzitnih hromovih čelika, vrši se pregrijavanje osnovnog materijala kako bi se spriječila pojava hladnih prslina u šavu i u zoni utjecaja topline. U zavisnosti od sadržaja ugljika i hroma u čeliku, predgrijavanje se vrši do 250 0
1. Šav i osnovni materijal imaju slična svojstva. U ovom slučaju se koriste elektrode koje omogućavaju obrazovanje šava čiji su sastav i svojstva slična osnovnom materijalu. Ovdje je obavezna termička obrada zavarenog spoja poslije zavarivanja. Zbog toga je neophodno da se
C i više. U zavisnosti od uvjeta eksploatacije i zahtjeva koji se postavljaju zavare -
nom spoju, imamo dvije vrste šavova:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 343
zavareni spoj poslije zavarivanja ohladi na vazduhu od 150 - 200 0C. zatim se vrši žarenje u peći pri 900 0C. Na kraju se zavareni spoj sporo hladi u peći do 600 0
2. Šav i osnovni materijal nemaju slična svojstva. Ukoliko nije potrebno da mehanička svojstva šava i osnovnog materijala budu slična, koriste se elektrode koje daju šav sa austenitnom strukturom. U tom slučaju nije potrebna termička obrada zavarenog spoja poslije zavarivanja. Prividno linija topljenja ima veću tvrdoću nego šav i osnovni materijal zbog povećanog sadržaja ugljika i hroma. Porast tvrdoće u zoni oko linije topljenja dovodi do pada čvrstoće zavarenog spoja. Zbog toga se ovakav postupak zavarivanja ne koristi pri izradi konstrukcija izloženih znatnim opterećenjima u toku eksploatacije.
C uz dalje hlađenje na vazduhu. Na ovaj način se dobije zavareni spoj koji ima mehanička svojstva slična osnovnom materijalu.
11.4.2. Zavarljivost feritnih hromovih čelika
Ovi čelici sadrže od 16 - 30%Cr i od 0,05 - 0,25%C. Visok sadržaj hroma i
nizak sadržaj ugljika utječu da se obrazuje mala količina austenita. Ovakvi čelici se sastoje uglavnom od ferita i karbida. Sve to dovodi do toga da se obrazuje mala količina martenzita, koji bitno ne povećava tvrdoću čelika. Pri brzom hlađenju, ovi čelici nisu skloni zakaljivanju pošto praktično ne dolazi do faznih transformacija. Zavarivanje feritnih hromovih čelika praćeno je slijedećim problemima:
Sklonost ka rastu zrna. Feritni hromovi čelici su skloni ka stvaranju velikih zrna ferita pri temperaturama iznad 1150 0
1. Pri zadržavanju čelika u temperaturnom području od 350 - 500
C. Povećanje zrna se vrši vrlo brzo. Pošto kod ovih čelika ne dolazi do faznih transformacija u toku zagrijavanja i hlađenja, to nije moguće naknadnom termičkom obradom prevesti metal u normal - nu sitnozrnastu strukturu. Ukrupnjivanje zrna dovodi do opadanja plastičnosti i pojave krtosti ovih čelika. Da bi se spriječilo ukrupnjavanje zrna, treba odabrati režim zavarivanja sa malom pogonskom energijom, dok zavarivanje treba izvoditi sa kratkim šavovima malih poprečnih presjeka. Na ovaj način se smanjuje uno - šenje topline u osnovni materijal a time omogućuje njegovo brzo hlađenje. Radi usitnjavanja zrna u šavu, koriste se elektrode koje sadrže modifikatore (Ti, Al).
Sklonost ka povećavanju krtosti. Ukoliko se šav i zona utjecaja topline dugo zadržavaju na visokim temperaturama, može doći do znatnog gubitka plastičnosti, što dovodi do povećanja krtosti. Poznata su dva uzorka povećanja krtosti:
0
2. Izlučivanje sekundarnih karbida hroma po granicama zrna dovodi do opadanja plastičnosti ovih čelika. Da bi se to spriječilo, vrši se predgrijavanje osnovnog materijala na 150 - 180
C, dolazi do pojave toplinske krtosti (ili 475 - stepene krtosti). Ovoj vrsti povećanja krtosti doprinose hrom, vanadijum, silicijum, niobijum a u manjem obimu titan i aluminijum. Sama priroda ove pojave nije još dovoljno ispitana.
0
Međukristalna korozija. Međukristalna korozija se odvija prvenstveno po granicama zrna i to kod dijelova osnovnog materijala koji se nalaze
C.
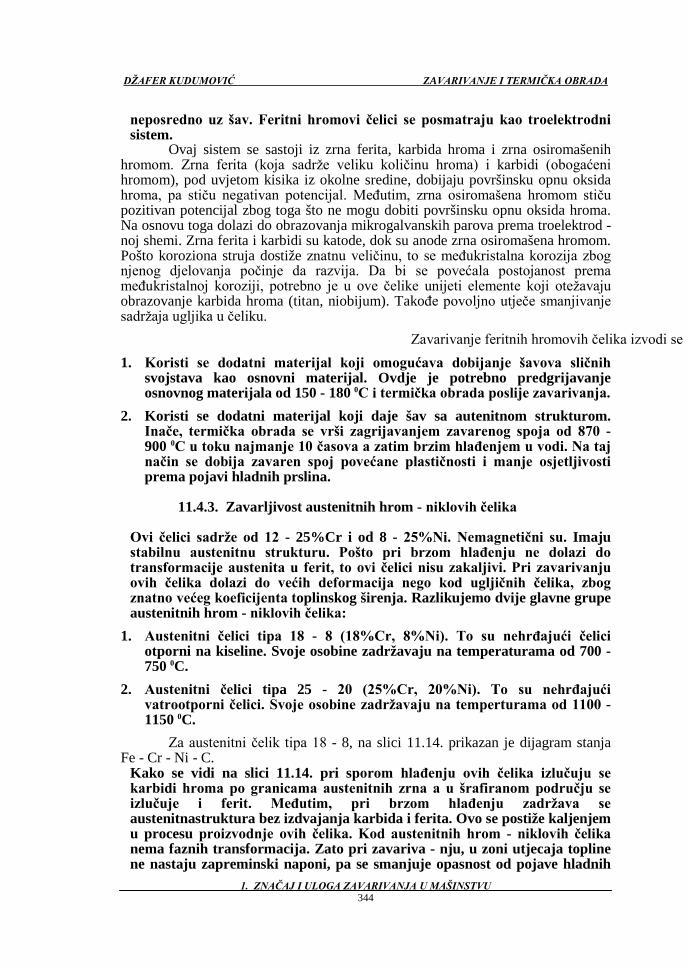
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 344
neposredno uz šav. Feritni hromovi čelici se posmatraju kao troelektrodni sistem.
Ovaj sistem se sastoji iz zrna ferita, karbida hroma i zrna osiromašenih hromom. Zrna ferita (koja sadrže veliku količinu hroma) i karbidi (obogaćeni hromom), pod uvjetom kisika iz okolne sredine, dobijaju površinsku opnu oksida hroma, pa stiču negativan potencijal. Međutim, zrna osiromašena hromom stiču pozitivan potencijal zbog toga što ne mogu dobiti površinsku opnu oksida hroma. Na osnovu toga dolazi do obrazovanja mikrogalvanskih parova prema troelektrod - noj shemi. Zrna ferita i karbidi su katode, dok su anode zrna osiromašena hromom. Pošto koroziona struja dostiže znatnu veličinu, to se međukristalna korozija zbog njenog djelovanja počinje da razvija. Da bi se povećala postojanost prema međukristalnoj koroziji, potrebno je u ove čelike unijeti elemente koji otežavaju obrazovanje karbida hroma (titan, niobijum). Takođe povoljno utječe smanjivanje sadržaja ugljika u čeliku. Zavarivanje feritnih hromovih čelika izvodi se 1. Koristi se dodatni materijal koji omogućava dobijanje šavova sličnih
svojstava kao osnovni materijal. Ovdje je potrebno predgrijavanje osnovnog materijala od 150 - 180 0
2. Koristi se dodatni materijal koji daje šav sa autenitnom strukturom. Inače, termička obrada se vrši zagrijavanjem zavarenog spoja od 870 - 900
C i termička obrada poslije zavarivanja.
0
11.4.3. Zavarljivost austenitnih hrom - niklovih čelika
Ovi čelici sadrže od 12 - 25%Cr i od 8 - 25%Ni. Nemagnetični su. Imaju
stabilnu austenitnu strukturu. Pošto pri brzom hlađenju ne dolazi do transformacije austenita u ferit, to ovi čelici nisu zakaljivi. Pri zavarivanju ovih čelika dolazi do većih deformacija nego kod ugljičnih čelika, zbog znatno većeg koeficijenta toplinskog širenja. Razlikujemo dvije glavne grupe austenitnih hrom - niklovih čelika:
C u toku najmanje 10 časova a zatim brzim hlađenjem u vodi. Na taj način se dobija zavaren spoj povećane plastičnosti i manje osjetljivosti prema pojavi hladnih prslina.
1. Austenitni čelici tipa 18 - 8 (18%Cr, 8%Ni). To su nehrđajući čelici otporni na kiseline. Svoje osobine zadržavaju na temperaturama od 700 - 750 0
2. Austenitni čelici tipa 25 - 20 (25%Cr, 20%Ni). To su nehrđajući vatrootporni čelici. Svoje osobine zadržavaju na temperturama od 1100 - 1150
C.
0
Za austenitni čelik tipa 18 - 8, na slici 11.14. prikazan je dijagram stanja Fe - Cr - Ni - C.
C.
Kako se vidi na slici 11.14. pri sporom hlađenju ovih čelika izlučuju se karbidi hroma po granicama austenitnih zrna a u šrafiranom području se izlučuje i ferit. Međutim, pri brzom hlađenju zadržava se austenitnastruktura bez izdvajanja karbida i ferita. Ovo se postiže kaljenjem u procesu proizvodnje ovih čelika. Kod austenitnih hrom - niklovih čelika nema faznih transformacija. Zato pri zavariva - nju, u zoni utjecaja topline ne nastaju zapreminski naponi, pa se smanjuje opasnost od pojave hladnih

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 345
prslina. Pri zavarivanju austenitnih hrom-niklovih čelika pojav - ljuju se slijedeći problemi:
Sklonost šava pojavi kristalizacionih prslina. Pri zavarivanju
austenitnih hrom – niklovih čelika, postoji povećana sklonost ka pojavi kristalizacionih prslina u šavu sa austenitnom strukturom. Ove prsline se često nazivaju “vruće prsline”. Uzroci pojave kristalizacionih prslina su slijedeći:
1. Toplinsko fizikalna svojstva austenitnih hrom-niklovih čelika. Ovi čelici imaju manji koeficijent provođenja topline a veći koeficijent toplinskog širenja nego ugljični čelici. To povećava napone (i njihovu neravnomjernu raspodjelu) koji nastaju pri kristalizaciji šava.
2. Transkristalna struktura šava. Primarna transkristalna dendritna struktura u šavu nastaje kao posljedica nemogućnosti strukturnih transformacija u očvr - slom metalu. Ovdje svaki slijedeći sloj ne može da vrši usitnjavanje strukture prethodnog sloja kao kod ugljičnih čelika. Zbog toga se kristali, svakog slijedećeg sloja nastavljaju na kristal prethodnog sloja.
3. Postojanje lahkotopljivog eutektičkog sloja na granicama stubičastih kristala. Temperatura očvršćavanja ovog sloja je niža nego kristala austenita. Ukoliko talina sadrži kritične količine fosfora, sumpora ili silicija, doći će do obrazovanja legurea sa niskom tačkom topljenja. U fazi očvršćavanja čelika, ove legure će se raširiti oko kristala u obliku tečnog sloja. U procesu hlađenja doći će do skupljanja čelika, što će izazvati međukristalne prsline. Pojava kristalizacionih prslina u šavu se može
spriječiti na slijedeći način: Slika 11.14.
Dijagram stanja Fe - Cr - Ni - C austenitnog hrom - niklovog čelika tipa 18 - 8 (sastav kod 0% C; 18% Cr; 8 % Ni; 74 % Fe); t. f. - tečna faza
Ukoliko se kroz elektrodu obezbijede uvjeti za izlučivanje δ-faze po
granicama austenitnih zrna, doći će do razaranja i usitnjavanja transkristalne strukture. To će dovesti do povećanja ukupne površine granica između kristala, pa sloj lahkotopljivog eutektikuma postaje
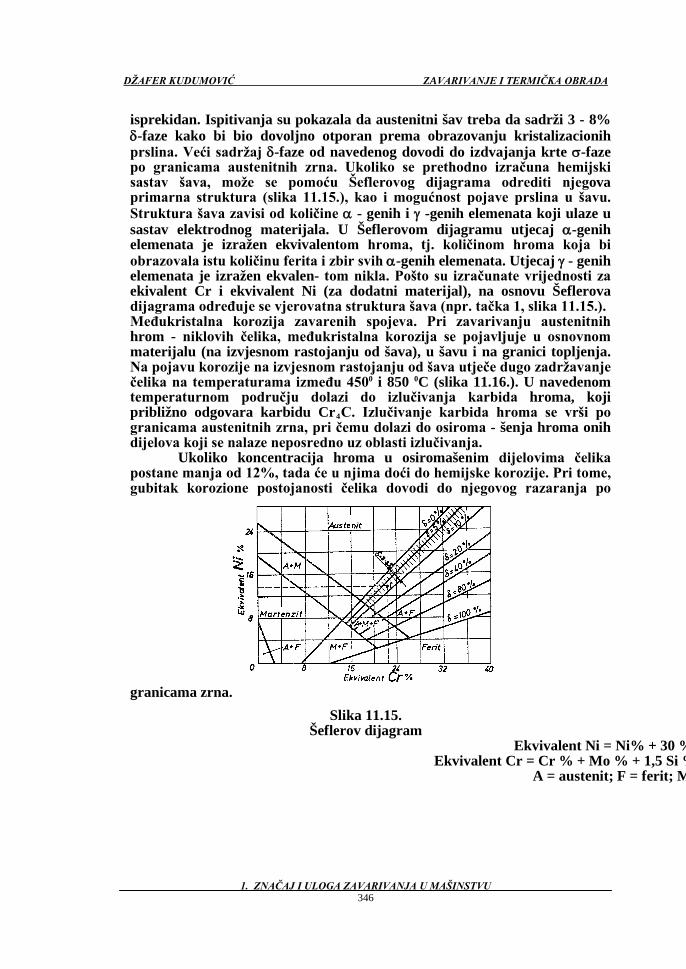
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 346
isprekidan. Ispitivanja su pokazala da austenitni šav treba da sadrži 3 - 8% δ-faze kako bi bio dovoljno otporan prema obrazovanju kristalizacionih prslina. Veći sadržaj δ-faze od navedenog dovodi do izdvajanja krte σ-faze po granicama austenitnih zrna. Ukoliko se prethodno izračuna hemijski sastav šava, može se pomoću Šeflerovog dijagrama odrediti njegova primarna struktura (slika 11.15.), kao i mogućnost pojave prslina u šavu. Struktura šava zavisi od količine α - genih i γ -genih elemenata koji ulaze u sastav elektrodnog materijala. U Šeflerovom dijagramu utjecaj α-genih elemenata je izražen ekvivalentom hroma, tj. količinom hroma koja bi obrazovala istu količinu ferita i zbir svih α-genih elemenata. Utjecaj γ - genih elemenata je izražen ekvalen- tom nikla. Pošto su izračunate vrijednosti za ekivalent Cr i ekvivalent Ni (za dodatni materijal), na osnovu Šeflerova dijagrama određuje se vjerovatna struktura šava (npr. tačka 1, slika 11.15.).
Međukristalna korozija zavarenih spojeva. Pri zavarivanju austenitnih hrom - niklovih čelika, međukristalna korozija se pojavljuje u osnovnom materijalu (na izvjesnom rastojanju od šava), u šavu i na granici topljenja. Na pojavu korozije na izvjesnom rastojanju od šava utječe dugo zadržavanje čelika na temperaturama između 4500 i 850 0C (slika 11.16.). U navedenom temperaturnom području dolazi do izlučivanja karbida hroma, koji približno odgovara karbidu Cr4
Ukoliko koncentracija hroma u osiromašenim dijelovima čelika postane manja od 12%, tada će u njima doći do hemijske korozije. Pri tome, gubitak korozione postojanosti čelika dovodi do njegovog razaranja po
granicama zrna. Slika 11.15.
Šeflerov dijagram Ekvivalent Ni = Ni% + 30 % Ekvivalent Cr = Cr % + Mo % + 1,5 Si % A = austenit; F = ferit; M
C. Izlučivanje karbida hroma se vrši po granicama austenitnih zrna, pri čemu dolazi do osiroma - šenja hroma onih dijelova koji se nalaze neposredno uz oblasti izlučivanja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 347
Slika 11.16. Shema međukristalne korozije u osnovnom materijalu
pri zagrijavanju usljed zavarivanja.
Slika 11.17. Zavisnost međukristalne korozije austenitnih Cr - Ni čelika od temperature i
vremena Mogućnost pojave međukristalne korozije u zavisnosti od temperature i
vremena prikazane je na slici 11.17. Iz slike 11.17. se vidi da se na temperaturi od 730- 750 0C nalazi najmanje vrijeme zadržavanja, koje je potrebno da čelik postane osjetljiv na međukristalnu koroziju. To vrijeme se naziva kritično (tkrit
Iznad i ispod navedene temperature dolazi do povećanja vremena potreb - nog da čelik postane osjetljiv na međukristalnu koroziju, dok se iznad 850
).
0C takva osjetljivost ne opaža. Na veličinu tkrit utječe i sadržaj ugljika u čeliku (slika 11.18.). Ukoliko je veći sadržaj ugljika u čeliku, utoliko je tkrit manje. Zbog toga, snižavanje sadržaja ugljika u austenitnim hrom - niklovim čelicima predstavlja jedno od sredstava za borbu protiv
međukristalne korozije. Slika 11.18.
Utjecaj sadržaja ugljika u čeliku na zavisnost međukristalne korozije od temperature i trajanja zagrijavanja

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 348
11.4.4. Tehnologija zavarivanja austenitnih hrom - niklovih čelika Plinsko zavarivanje. Koristi se za zavarivanje limova malih debljina (d < 3
mm). Glavni problem pri plinskom zavarivanju ovih čelika predstavlja obrazovanje teško topljivog oksida hroma. Zbog toga je neophodno u toku zavarivanja koristiti topitelj, koji je sposoban da obrazovani oksid prevede u trosku. Takođe se mora brižljivo regulirati plamen za zavarivanje.
Ručno zavarivanje obloženom elektrodom. Sa ovim postupkom se mogu zavariti limovi bilo kojih debljina bez ikakvih tehnoloških teškoća. Korišćenje bazičnih elektroda omogućuje dobijanje taline potrebnog hemijskog sastava. Bazične elektrode efikasno prevode u trosku obrazovni oksid hroma. Kod ovih ele- ktroda koristi se istosmjerna struja. Pri ručnom zavarivanju obloženom elektrodom potrebna je brižljiva obrada ivica limova.
Zavarivanje u zaštiti argona. Ovdje nije potrebno koristiti topitelj, jer argon efikasno štiti talinu o kod limova debljih od 4 mm. Zavarivanje pod praškom. Tehnologija zavarivanja pod praškom ovih čelika
praktično se ne razlikuje od zavarivanja niskougljičnih čelika. Zavarivanje se izvodi sa istosmjernom strujom, najčešće sa elektrodnom žicom prečnika 2 i 3 mm. Pošto je temperatura topljenja austenitnih čelika niža za 50 - 150 0
1. U šavu i zoni utjecaja topline, pri velikim brzinama hlađenja, mogu se pojaviti dijelovi bijelog ljeva. Pošto su vrlo tvrdi (> 500 HB), ovi dijelovi se teško mehanički obrađuju.
C nego kod ugljičnih čelika, to struju zavarivanja treba smanjiti za 10 - 30%, kako bi se dobila ista dubina uvara kao kod ugljičnih čelika.
Zavarivanje električnim otporom. Ovdje pri zavarivanju ne nastaju nikakve tehnološke teškoće. Moguće je izvoditi tačkasto, šavno i sučeljeno zavarivanje. Jedini problem predstavlja izlučivanje karbida hroma uslijed dugog dejstva termič - kog ciklusa zavarivanja na čelik. U odnosu na niskougljične čelike treba koristiti kraće vrijeme zavarivanja, manju struju zavarivanja i veće pritiske između elektro - da (ovo posljednje zbog povišene krutosti limova iz nehrđajućeg čelika).
11.5. ZAVARLJIVOST LIJEVANOG GVOŽĐA
Lijevano gvožđe sadrži ugljik (više od 1,7%), zatim silicij, mangan, sumpor i
fosfor u količinama većim nego kod čelika. Liveno gvožđe je vrlo krto i lomi se praktično bez deformacije. Zbog toga je, više nego drugi metali, pri zavarivanju sklono ka obrazovanju prslina. Zavarljivost livenog gvožđa je loša prije svega zbog sadržaja velikih količina ugljika, sumpora i fosfora. Sivi ljev se može mehanički obrađivati. Koristi se za izradu strojnih dijelova različite namjene. Bijeli ljev ima veliku tvrdoću, pa se ne može mehanički obrađivati. Sivi ljev se zavaruje u cilju remonta strojnih dijelova i odlivaka. Zavarivanjem se uklanjaju defekti nastali u procesu eksploatacije (prsline, lomovi, habanje), dok se kod odlivaka zavarivanjem uklanjaju greške nastale u procesu livenja (prsline, šupljine, usahline). Zavarivanje sivog ljeva praćeno je slijedećim problemima:
2. U šavu i zoni utjecaja topline, velika brzina hlađenja dovodi do pojave martenzita. Ovakvi zavareni spojevi su skloni ka obrazovanju prslina.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 349
3. Neravnomjerno zagrijavanje metala pri zavarivanju dovodi do pojave znatnih sopstvenih napona. Tako nastali naponi su uzrok obrazovanja prslina u šavu i zoni utjecaja topline. Ovo je povezano sa malom čvrstoćom i plastičnošću sivog ljeva.
4. Pri zavarivanju dolazi do izdvajanja plinova iz taline (CO, SO2, H2
5. Zavarivanje sivog ljeva moguće je izvoditi samo u horizontalnom položaju. To je zbog smanjene gustine taline i skoro trenutnog prelaza sivog ljeva iz čvrstog u tečno stanje.
), što dovodi do obrazovanja pora u šavu.
Najefikasnije sredstvo za sprečavanje pojave dijelova bijelog ljeva, zaka - ljenih dijelova, prslina i pora predstavlja predgrijavanje osnovnog materijala i njegovo sporo hlađenje poslije zavarivanja. To dovodi do poboljšanja strukture sivog ljeva i do smanjivanja sopstvenih napona u zavarenom spoju.
U talinu se unose povećane količine ugljika i silicija (grafitizatori), kako bi se osiguralo dobijanje šava iz sivog ljeva a spriječilo obrazovanje dijelova bijelog ljeva. Ukoliko brzine hlađenja omogućavaju proces grafitizacije, ovakvi šavovi nisu skloni ka obrazovanju prslina. Sivi ljev se najčešće zavaruje sa slijedećim Plinsko zavarivanje. Plinsko zavarivanje je podesno za remont dijelova iz
sivog ljeva. Koriste se gorionici za jednu veličinu manji, nego što je potrebno zavarivanje čelika iste debljine. Zavarivački plamen treba da je sa nešto viška acetilena, kako bi se spriječilo osiromašenje taline ugljikom. Kao dodatni materijal koristi se šipka iz sivog ljeva sa povećanim sadržajem silicija (3 do 3,5%). Šipke su poluokruglog (ili okruglog) poprečnog presjeka sa stranicama od 4-12 mm, dok im dužina iznosi 500 mm. Kao topitelj koristi se bazični prašak za zavarivanje sivog ljeva. Pri zavarivanju vrši se predgrijavanje osnovnog materijala od 600 - 700 0
Toplo elektrolučno zavarivanje. Zbog velikog volumena taline, zavarivanje se izvodi u horizontalnom položaju. Mjesto spoja je obuhvaćeno kalupom, kako bi se spriječilo oticanje taline (slika 11.19.). Prvo se ivice spoja mehanički obrade. Zatim se mjesto spoja obuhvati kalupom i izvrši predgrijavanje do 600-700
C (u peći ili po mo ću plinskog plamena). Poslije zavarivanja zavaren spoj se sporo hladi (u suhom pijesku, umotan u azbestno platno ili u peći u kojoj je vršeno predgrijavanje). Ovako dobijen šav ima strukturu sivog ljeva i dobro se mehanički obrađuje. Inače, plinsko zavarivanje se koristi pri remontu mašinskih dijelova iz sivog ljeva.
0C. Poslije zavarivanja zavareni spoj se sporo hladi. Zavarivanje se izvodi sa oblože - nim elektrodama iz sivog ljeva prečnika od 8-20 mm sa povećanim sadržajem silicijuma (3,5-4%) i to bez prekida. Ovako dobijen šav ima strukturu sivog ljeva i dobro se mehanički obrađuje. Ovaj postupak zavarivanja zahtijeva mnogo rada oko pripreme, pa se zbog toga rijetko koristi.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 350
Slika 11.19. Toplo elektrolučno zagrijavanje sivog ljeva
Hladno elektrolučno zavarivanje. Kod ovog postupka zavarivanja ne vrši se
predgrijavanje osnovnog materijala. Zavaruje se sa kratkim šavovima (40 - 50 mm) i sa smanjenom strujom zavarivanja, kako bi se smanjio dio osnovnog materijala u šavu i naponi uslijed zavarivanja. Može se zavarivati u svim položajima zavarivanja.
Na slici 11.20. prikazan je poprečni presjek šava izvedenog čeličnom obloženom elektrodom. Šav 1 (slika 11.20.) sastoji se iz visokougljičnog čelika (0,7 - 0,9%C) sa znatnom količinom mangana i silicija, a obrazovan je iz sivog ljeva osnovnog materijala i niskougljičnog čelika čelične elektrode. Šav ima veliku tvrdoću, pošto se zbog velike brzine hlađenja nalazi u zakaljenom stanju.
Zona 2 je široka oko 1 mm, sastoji se iz bijelog ljeva i vrlo je tvrda i krta. Zona 3 je zakaljena. Nedostatak hladnog zavarivanja sivog ljeva čeličnim oblože - nim elektrodama sastoji se u suviše velikoj krtosti i tvrdoći
zavarenog spoja. Slika 11.20.
Šav izveden čeličnom obloženom elektrodom 1 - šav; 2 - zona bijelog ljeva; 3 - za
Ovako izvedeni zavareni spojevi se teško mehanički obrađuju. Radi smanjivanja tvrdoće šava i zone utjecaja topline, pri hladnom zavarivanju sivog ljeva koriste se obložene elektrode na bazi nikla (min 99% Ni) ili monel - metala (70% Ni; 30% Cu). Šavovi izvedeni ovim elektrodama se mogu mehanički obrađivati. Sa ovim elektrodama se može zavarivati u svim položajima, ali se dobijaju šavovi koji imaju malu čvrstoću.
11.6. ZAVARLJIVOST BAKRA I NJEGOVIH LEGURA
Temperatura topljenja tehnički čistog bakra iznosi 1083 0C. Bakar posjeduje
veliku toplinsku i elektrolučnu provodnost. U području od 250 - 550 0C opada plastičnost bakra, što pri njegovoj deformaciji može dovesti do pojave prslina. Prisustvo u bakru bizmuta, antimona, kisika, sumpora i fosfora je štetno. Naročito je opasno prisustvo bizmuta i olova, koji pri očvršćavanju obrazuju krt i lahkotopljiv sloj oko zrna bakra (temperatura topljenja bizmuta iznosi 270 0C a olova 327 0C). Kisik obrazuje sa bakrom okside
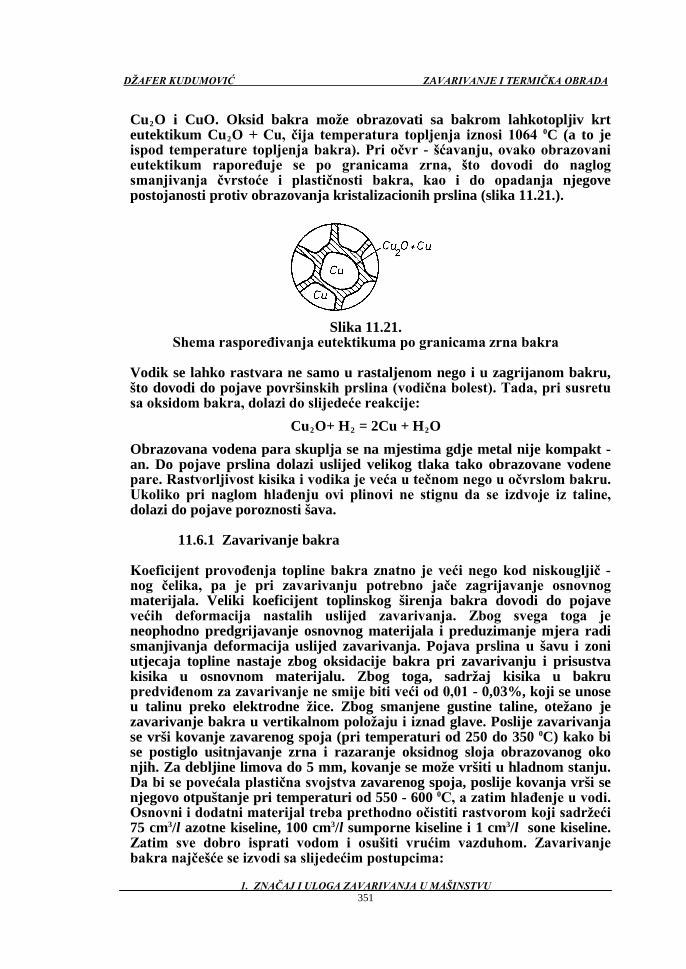
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 351
Cu2O i CuO. Oksid bakra može obrazovati sa bakrom lahkotopljiv krt eutektikum Cu2O + Cu, čija temperatura topljenja iznosi 1064 0
Slika 11.21. Shema raspoređivanja eutektikuma po granicama zrna bakra
Vodik se lahko rastvara ne samo u rastaljenom nego i u zagrijanom bakru,
što dovodi do pojave površinskih prslina (vodična bolest). Tada, pri susretu sa oksidom bakra, dolazi do slijedeće reakcije:
Cu
C (a to je ispod temperature topljenja bakra). Pri očvr - šćavanju, ovako obrazovani eutektikum rapoređuje se po granicama zrna, što dovodi do naglog smanjivanja čvrstoće i plastičnosti bakra, kao i do opadanja njegove postojanosti protiv obrazovanja kristalizacionih prslina (slika 11.21.).
2O+ H2 = 2Cu + H2O Obrazovana vodena para skuplja se na mjestima gdje metal nije kompakt -
an. Do pojave prslina dolazi uslijed velikog tlaka tako obrazovane vodene pare. Rastvorljivost kisika i vodika je veća u tečnom nego u očvrslom bakru. Ukoliko pri naglom hlađenju ovi plinovi ne stignu da se izdvoje iz taline, dolazi do pojave poroznosti šava.
11.6.1 Zavarivanje bakra
Koeficijent provođenja topline bakra znatno je veći nego kod niskougljič -
nog čelika, pa je pri zavarivanju potrebno jače zagrijavanje osnovnog materijala. Veliki koeficijent toplinskog širenja bakra dovodi do pojave većih deformacija nastalih uslijed zavarivanja. Zbog svega toga je neophodno predgrijavanje osnovnog materijala i preduzimanje mjera radi smanjivanja deformacija uslijed zavarivanja. Pojava prslina u šavu i zoni utjecaja topline nastaje zbog oksidacije bakra pri zavarivanju i prisustva kisika u osnovnom materijalu. Zbog toga, sadržaj kisika u bakru predviđenom za zavarivanje ne smije biti veći od 0,01 - 0,03%, koji se unose u talinu preko elektrodne žice. Zbog smanjene gustine taline, otežano je zavarivanje bakra u vertikalnom položaju i iznad glave. Poslije zavarivanja se vrši kovanje zavarenog spoja (pri temperaturi od 250 do 350 0C) kako bi se postiglo usitnjavanje zrna i razaranje oksidnog sloja obrazovanog oko njih. Za debljine limova do 5 mm, kovanje se može vršiti u hladnom stanju. Da bi se povećala plastična svojstva zavarenog spoja, poslije kovanja vrši se njegovo otpuštanje pri temperaturi od 550 - 600 0C, a zatim hlađenje u vodi. Osnovni i dodatni materijal treba prethodno očistiti rastvorom koji sadržeći 75 cm3/l azotne kiseline, 100 cm3/l sumporne kiseline i 1 cm3/l sone kiseline. Zatim sve dobro isprati vodom i osušiti vrućim vazduhom. Zavarivanje bakra najčešće se izvodi sa slijedećim postupcima:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 352
Plinsko zavarivanje. Ovdje je neophodno koristiti topitelj čiji je zadatak da obrazovani oksid prevede u trosku. Zbog velikog koeficijenta provođenja topline, potrebno je koristiti 1,5 - 2 puta jače gorionike nego kod niskougljičnog čelika iste debljine osnovnog materijala. Preporučuje se korišćenje gorionika sa potrošnjom acetilena od 150 - 200 l/h na 1 mm debljine osnovnog materijala. Dodatni materijal je žica iz bakra legiranog sa fosforom i silicijom. Zavarivanje se izvodi sa normalnim plamenom u jednom prolazu zavarivanja.
Ručno zavarivanje obloženom elektrodom. Zavarivanje se izvodi sa istosmjernom strujom obratne polarnosti, u jednom prolazu zavarivanja. Obložene elektrode su sa jezgrom iz bakra ili bronze, najčešće prečnika 4-6 mm. Zavarivanje se izvodi bez klaćenja vrha elektrode. Pri zavarivanju limova debljine od 5-10 mm, vrši se predgrijavanje osnovnog materijala od 250-300 0C, dok se kod debljina iznad 20 mm vrši predgrijavanje od 700-750 0C. Sučeljeni spojevi se izvode sa podložnom grafitnom ili čeličnom trakom.
Zavarivanje u zaštiti argona. Zavarivanje se izvodi sa netopljivom (volframovom) elektrodom a rjeđe sa topljivom elektrodom. Pri zavarivanju vol - framovom elektrodom, osnovni materijal deblji od 4 mm mora se predgrijavati do 800 0C. Kao dodatni materijal koristi se žica iz bakra ili bronze. Struja je istosmjerna prave polarnosti. Pri zavarivanju topljivom elektrodom, koristi se istosmjerna struja obratne polarnosti. Kao dodatni materijal koristi se elektrodna žica iz bakra ili bronze. Predgrijavanje osnovnog materijala do10 mm debljine vrši se na početku šava od 200-300 0C. Elementi većih debljina zavaruju se sa početnim i dopunskim predgrijavanjem.
11.6.2. Zavarivanje mesinga
Osnovni problem pri zavarivanju mesinga (legura bakra sa cinkom)
predstavlja isparavanje cinka. Isparavanjem se smanjuje sadržaj cinka u talini, što dovodi do pojave poroznosti šava i pada čvrstoće zavarenog spoja. Isparavanje cinka nastaje kao posljedica njegove niske temperature ključanja (906 0C).
Pri isparavanju cink obrazuje u vazduhu teškotopljivi oksid cinka ZnO u obliku prašine. Gubitak cinka pri isparavanju iz taline iznosi 25% pri plinskom zavarivanju, dok pri elektrolučnom zavarivanju iznosi 40%. Pare cinka i oksid cinka su veoma otrovni za ljude. Zbog toga se radna prostorija mora dobro provjetravati u toku zavarivanja mesinga. Ukoliko je osnovni materijal deblji od 10 mm, vrši se njegovo predgrijavanje od 300 - 350 0C. Poslije zavarivanja šavovi se iskivaju i otpuštaju pri temperaturi od 600 - 650 0
Plinsko zavarivanje. Koristi se oksidirajući plamen, sa viškom kisika od 30 - 40%. To dovodi do obrazovanja oksida cinka na površini taline, koji smanjuje dalje ispravanje i sagorijevanje cinka. Koristi se topitelj koji je predviđen za zavarivanje bakra. Ivice spoja se prije zavarivanja moraju očistiti čeličnom četkom ili papirom za čišćenje. Ukoliko na ivicama spoja ima oksida, vrši se njegovo čišćenje sa 10 % - nim. rastvorom azotne kiseline, uz ispiranje sa vrućom vodom. Potrošnja acetilena treba da bude 100 - 120
C, a zatim hlade na vazduhu. Zavarivanje mesinga najčešće se izvodi sa slijedećim postupcima:
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 353
l/h acetilena na 1 mm debljine osnovnog materijala. Kao dodatni materijal koristi se žica iz mesinga sa 0,3 - 0,7 % Si. Silicij vrši dezoksidaciju taline a smanjuje isparavanje i oksidaciju cinka.
Ručno zavarivanje obloženom elektrodom. Najčešće se koristi pri zavari - vanju limova debljih od 5 mm. Struja je istosmjerna prave polarnosti. Jezgro obložene elektrode je iz mesinga ili bronze. Zavarivanje se izvodi u jednom prolazu zavarivanja, jer višeslojno zavarivanje dovodi do pojave prslina.
Zavarivanje u zaštiti argona. Zavarivanje se izvodi volframovom elektro - dom sa istosmjernom strujom prave polarnosti. Kao dodatni materijal koristi se žica iz mesinga ili bronze.
11.6.3. Zavarivanje bronze
Bronze (legure bakra sa olovom, silicijem, manganom, aluminijem i dr.)
imaju malu plastičnost a povećanu gustinu taline. Zavarljivost neke bronze veoma mnogo zavisi od njenog hemijskog sastava. Prije zavarivanja vrši se predgrijavanje osnovnog materijala od 350 - 450 0C (livene bronze od 500 - 600 0C). Poslije zavarivanja valjanih bronzi vrši se kovanje šava a zatim otpuštanje pri temperaturi od 550 - 600 0C i hlađenje u vodi. Otpuštanje livenih bronzi vrši se pri temperaturi od 600 - 700 0C sa hlađenjem u vodi, dok se kovanje šava ne izvodi. Zavarivanje bronzi najčešće se izvodi sa slijedećim postupcima:
Plinsko zavarivanje. Koristi se pri remontu lijevanih dijelova i navarivanju površina. Potrošnja acetilena treba da bude 100-150 /h acetilena na 1 mm debljine osnovnog materijala. Zavarivački plamen je redukujući (sa viškom acetilena). Dodatni materijal je iz žice sličnog sastava kao i osnovni materijal. Za zavarivanje aluminijske bronze koristi se topitelj predviđen za zavarivanje aluminija, dok se za ostale bronze koristi topitelj predviđen za zavarivanje bakra.
Ručno zavarivanje obloženom elektrodom. Koristi se istosmjerna struja obratne polarnosti. Jezgro obložene elektrode je iz bronze sličnog sastava kao i osnovni materijal. Zavarivanje se izvodi bez prekida u jednom prolazu zavarivanja.
11.7. ZAVARLJIVOST ALUMINIJA I NJEGOVIH LEGURA
Temperatura topljenja čistog aluminija iznosi 657 0C. Aluminij posjeduje
veliku toplinsku i električnu provodnost. Koeficijent toplinskog širenja je oko dva puta veći nego kod niskougljičnog čelika.
Na vazduhu se na površini aluminija obrazuje tanak sloj oksida aluminija Al2O3, koji ga štiti od korozije. Temperatura topljenja oksida aluminija iznosi 2050 0C. Većina aluminijskih zavarenih konstrukcija se izrađuje iz valjanih legura aluminija termički neojačanih (tipa Al-Mg). Termički ojačane legure (tipa duraluminij) nalaze ograničenu primjenu pri zavarivanju topljenjem, dok se tačkasto zavarivanje ovih legura nešto više koristi. Zavarivanje ljevenih legura aluminija koristi se pri otklanjanju defekata nastalih kao posljedica lijevanja ili u cilju remonta mašinskih dijelova. Pri zavarivanju aluminija i njegovih legura dolazi do pojave slijedećih grešaka:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 354
Obrazovanje oksida aluminija Al2O3. Aluminij je hemijski vrlo aktivan prema kisiku. Zbog toga se na površini aluminija brzo obrazuje teško topljiv sloj oksida aluminija Al2O3. Pri zavarivanju topljivom elektrodom, oksid aluminija pokriva ne samo talinu nego i kapi rastaljenog elektrodnog metala. To sprečava stapanje kapi elektrodnog metala sa osnovnim materijalom. Oksid aluminija ima veću gustinu nego sam aluminij. Zbog toga je otežano njegovo izdvajanje iz taline, pa dolazi do obrazovanja krtih uključaka u šavu i pada mehaničkih karakteristika zavarenog spoja. Korišćenje topitelja ili elektroda sa specijalnom oblogom pred - stavlja najefikasnije sredstvo da se oksid aluminija, u toku procesa zavarivanja, stalno izdvaja iz taline i prevodi u trosku.
Obrazovanje plinskih pora u šavu. Ispitivanjima je utvrđeno da vodik izaziva poroznost pri zavarivanju aluminija i njegovih legura. Vodik je rastvorljiv mnogo više u tečnom nego u očvrslom aluminiju. Zbog toga, pri kristalizaciji, vodik mora da se skoro sasvim izdvoji iz taline. Pošto je izdvajanje vodonika iz taline otežano zbog postojanja oksidne opne na njegovoj površini, to dolazi do obrazovanja pora u šavu. U zavisnosti od načina postanka, imamo dvije vrste poroznosti: plinsku i zbog skupljanja. Plinska poroznost nastaje kao posljedica naglog pada rastvorljivosti vodika u aluminiju u momentu kristalizacije šava. Ovakve pore su okruglog ili ovalnog oblika. Plinska poroznost će se pojaviti ukoliko sadržaj vodika u tečnom aluminiju iznosi 0,69 cm3/ 100 g metala ili više (u čvrstom aluminiju sadržaj vodika iznosi 0,036 cm3/100 g metala). Poroznost zbog skupljanja češće se pojavljuje kod legura aluminija. Nastaje kao posljedica pojave skupljanja pri očvršćavanju. Ovdje se pore prvenstveno pojavljuju u blizini granice rastapanja, dok je njihov oblik nepravilan. Inače, razvijaju se u mikro šuplji - nama,koje nastaju zbog skupljanja na granicama rastućih kristala.
Vodik dolazi u talinu iz vlage koja se nalazi na površini osnovnog i dodatnog materijala, iz zaštitnog plina ili iz obloge elektrode. Tada, pri zavarivanju aluminija dolazi do slijedeće reakcije:
2Al + 3H2O = Al2O3 + 6H Pojava poroznosti se može spriječiti brižljivim čišćenjem osnovnog i
dodatnog materijala, dobrom zaštitom i visokom čistoćom zaštitnog plina, izborom optimalnog režima zavarivanja i predgrijavanjem osnovnog materijala.
Pri zavarivanju aluminija i njegovih legura, može doći do obrazovanja vrućih prslina, koje nastaju u toku kristalizacije šava. Kod nekih legura aluminija može doći do obrazovanja hladnih prslina, koje se mogu pojaviti i nekoliko mjeseci poslije zavarivanja. Sklonost legura aluminija ka obrazovanju prslina poveća se sa povećanjem količine legirajućih elemenata u njima. U periodu hlađenja šava, nastaju zatežući naponi. Ukoliko se oko zrna u šavu obrazovao sloj eutektikuma, koji je u trenutku kristalizacije zrna ostao tečan, nastali zatežući naponi će dovesti do obrazovanja vrućih (kristalizacionih) prslina. Sklonost ka obrazovanju vrućih prslina povećava se sa povećanjem intervala kristalizacije metala. Dodatkom silicija u talinu, sužava se interval kristalizacije i na taj način smanjuje mogućnost pojave vrućih prslina.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 355
Pri zavarivanju legura aluminija, veoma veliki značaj ima pravilan izbor dodatnog materijala. Najpovoljnije je da dodatni materijal ima isti hemijski sastav kao osnovni materijal.
Međutim, takav izbor dodatnog materijala nije dobar, zbog povišene sklonosti većine legura aluminija ka obrazovanju vrućih prslina. Zbog toga se dodatni materijal legira sa silicijem, manganom, magnezijem, željezom, titanom, bakrom i drugim elementima. Hemijski sastav dodatnog materijala zavisi od tipa legure aluminija od koje je izrađen osnovni materijal. Prema tome, izbor dodatnog materijala se vrši prema tipu legure osnovnog materijala. Pri zavarivanju tehnički čistog aluminija, dodatni materijal se legira sa malim procentom željeza i silicija.
Na obrazovanje hladnih prslina, pored metalurških faktora, mogu da utječu i neke tehnološke operacije, kao što je kovanje. Sprečavanje obrazovanja hladnih prslina se vrši predgrijavanjem osnovnog materijala od 200 - 220 0C.
Zavarivanje aluminija
Prije zavarivanja ivice spoja moraju se brižljivo očistiti mehanički ili
hemijski. Mehanički: strugačem, pjeskaranjem ili čeličnom četkom. Hemijski: pranjem sa vodenim rastvorom kaustične sode, te neophodno je dugotrajno ispiranje ivica spoja protočnom vodom, radi sprečavanja pojave korozije. Prije zavarivanja vrši se predgrijavanje osnovnog materijala do 250 - 300 0C. Poslije plinskog zavarivanja (zbog topitelja) i ručnog zavarivanja obloženom elektrodom, vrši se skidanje troske čeličnom četkom i pranje šava vrućom vodom. Nakon zavarivanja elemenata iz livenih legura aluminija, vrši se otpuštanje na temperaturi od 300 - 350 0
Zavarivanje u zaštiti organa. Zavaruje se netopljivom (volframovom) i topljivom elektrodom. Hemijski sastav dodatnog materijala je sličan hemijskom sastavu osnovnog materijala. Koristi se argon visoke čistoće. Pri zavarivanju netopljivom elektrodom, koristi se volframova elektroda sa dodatkom oksida torija. Da bi se omogućilo razaranje opne teškotopljivog oskida aluminija, koristi se naizmjenična struja. Razaranje oksida aluminija vrši se pri poluperiodi struje kada je osnovni materijal katoda. Tada dolazi do bombardovanja površine osnovnog materijala teškim pozitivnim jonima
C uz sporo hlađenje.
Plinsko zavarivanje. Koristi se redukujući plamen (sa neznatnim viškom acetilena). Potrošnja acetilena iznosi 100 l/h na 1 mm debljine osnovnog materi - jala. Obavezna je upotreba topitelja, koji je sposoban da obrazovani oksid prevede u torsku. Kao dodatni materijal koristi se žica iz aluminija sa oko 5% Si. Ovakav dodatni materijal daje kompaktan šav sa glatkom površinom. Takođe se postiže najmanje skupljanje šava pri očvršćavanju. Pri zavarivanju aluminija koris- te se gorionici za jedan broj manji, kao pri zavarivanju niskougljičnog čelika iste deblji - ne osnovnog materijala.
Ručno zavarivanje obloženom elektrodom. Zavarivanje se izvodi sa isto - smjernom strujom obratne polarnosti, bez klaćenja vrha elektrode. Koristi se za zavarivanje elemenata debljine 4 mm i više. Po pravilu se sučeljeni spojevi zavaruju sa obje strane. Jezgro elektrode je sličnog hemijskog sastava kao i osnovni materijal. Zavarivanje se izvodi u horizontalnom i vertikalnom položaju i to sa podloženom čeličnom trakom, kako bi se onemogućilo isticanje taline kroz korijen šava.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 356
argona. Ukoliko bi se koristila istosmjerna struja obratne polarnosti, došlo bi takođe do razaranja oksida aluminija. Međutim, pošto pri zavarivanju istosmjernom strujom obratne polarnosti dolazi do pregrija - vanja i topljenja volframove elektrode, to je moguće zavarivanje aluminija samo sa naizmjeničnom strujom. Na ovaj način se može ukloniti samo tanka opna oksida aluminija. Zbog toga se prije zavarivanja mora izvršiti skidanje oksida aluminija mehaničkim ili hemijskim putem. Pri zavarivanju topljivom elektrodom, koristi se istosmjerna struja obratne polarnosti, pošto se na taj način vrši temeljitije razaranje i uklanjanje oksidne opne nego sa naizmjeničnom strujom. Zavarivanje topljivom elektrodom koristi se za spajanje elemenata debljih od 4 mm.
Zavarivanje električnim otporom. Sučeljeno zavarivanje aluminija obično se izvodi po postupku neprekidnog varničenja. Često se koristi i tačkasto zavari - vanje aluminija, mada je otežano činjenicom da aluminij ima veliku električnu provodnost i da se brzo topi u procesu zavarivanja. Moguće je i šavno zavarivanje aluminija, ali su u tom slučaju potrebni uređaji za zavarivanje velike snage.
Zavarivanje legura aluminija Pri zavarivanju legura aluminija, koriste se isti postupci zavarivanja kao
kod aluminija. Pri zavarivanju legura aluminija termički neojačanih (tipa Al - Mg i Al - Mn), čvrstoća zavarenog spoja iznosi 85-95% od čvrstoće osnovnog materijala. Koristi se dodatni materijal koji se bira prema tipu legure osnovnog materijala. Pri zavarivanju legura aluminija termički ojačanih (tipa duraluminij), čvrstoća zavarenog spoja iznosi 50-60% od čvrstoće osnovnog materijala. Meha - nička svojstva zavarenog spoja ne mogu biti poboljšana naknadnom termičkom obradom. Pri zavarivanju termički ojačanih legura aluminija, u zoni utjecaja topline dolazi do strukturnih promjena, koje dovode do pada čvrstoće, smanjivanja korozione postojanosti i povećanja sklonosti ka obrazovanju prslina. Takođe je moguća pojava kristalizacionih prslina u šavu. Zbog svega navedenog, zavarivanja ovih legura treba izvoditi sa dodatnim materijalom koji sadrži željezo, titan, nikal i druge elemente. Problemi koji se pojavljuju pri zavarivanju legura tipa duraluminij do sada nisu potpuno riješeni.
11.8. ZAVARIVANJE PRI NISKIM TEMPERATURAMA
Ispitivanja su pokazala da zavarivanje pri niskim temperaturama u izvjes -
noj mjeri utječe na mehanička svojstva šava. Čvrstoća šava se nešto povećava a plastičnost smanjuje, dok apsolutna promjena ovih veličina nije velika. Niske temperature takođe utječu na smanjivanje postojanosti šava protiv obrazovanja kristalizacionih prslina i na pojavu pora. Inače, struktura šava i zona utjecaja topline se znatnije ne mijenja. Pri zavarivanju na niskim temperaturama, treba koristiti čelike koji su specijalno predviđeni za rad na niskim temperaturama. Takvi čelici imaju povećanu postojanost protiv prelaza u krto stanje, dok zona utjecaja topline malo mijenja svoja
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 357
svojstva uslijed dejstva procesa zavarivanja. Pri projektiranju zavarenih konstrukcija predviđenih za rad pri niskim temperaturama, treba izbjegavati naglu promjenu presjeka međusobno spojenih elemenata i koncentraciju više šavova na jednom mjestu. Pri zavarivanju konstrukcije na niskim temperaturama, ovo može dovesti do znatne koncentracije napona i do pojave krtog loma. Treba posebno paziti da se odaberu pravilni režimi zavarivanja i oblici spojeva, dok šavovi treba da su lahko dostupni sa obje strane. Sučeljeni spojevi moraju biti zavareni sa obje strane. Nije dobro koristiti isprekidane šavove. Obložene elektrode, praškovi za zavarivanje i elektrodne žice moraju se čuvati u zagrijanim skladištima pri temperaturi višoj od 15 0C. Prašak za zavarivanje i obložene elektrode mogu se donijeti na radno mjesto neposredno prije početka zavarivanja u dobro zatvorenoj kutiji. Elektrodna žica se postavlja na uređaj za zavarivanje takođe neposredno prije početka zavarivanja. Uređaji za zavarivanje treba da su podmazani uljima i mastima predviđenim za rad pri niskim tempe - raturama. Za zavarivanje treba koristiti istosmjernu struju. Radno mjesto zavariva - ča mora biti zaštićeno od vjetra i padavina. Poseban uređaj za grijanje ruku treba da se nalazi neposredno uz radno mjesto zavarivača.
Ne treba ispravljati elemente u hladnom stanju pri niskim temperaturama. Obradu ivica osnovnog materijala treba vršiti oksiacetilenskim rezanjem ili brušenjem. Učvršćivanje elemenata pri montaži treba vršiti podesnim steznim uređajima, dok kratke šavove treba izbjegavati. Prije zavarivanja ivice spoja treba dobro očistiti od korozije, masti i prljavštine. Treba prvo izvesti šavove koji izazivaju najveće skupljanje (npr. poprečni šavovi).
Početak i kraj šava treba izvesti uz pomoć ulazne pločice. Sve šavove treba izvoditi bez prekida po čitavoj njihovoj dužini. Pri višeslojnom zavarivanju, prva dva sloja po čitavoj njihovoj dužini treba izvoditi sa predgrijavanjem osnovnog materijala od 180 - 200 0C. Ukoliko se izvodi višeslojno zavarivanje elemenata debljih od 60 mm, vrši se predgrijavanje osnovnog materijala pri zavarivanju svih slojeva. Žlijebljenje korijena šava smije se vršiti samo postupkom topljenja ili brušenja. Ukoliko se žlijebljenje korijena šava vrši sjekačem, mora se vršiti pred - grijavanje osnovnog materijala od 100-120 0C. Preporučuje, se šavove malog poprečnog presjeka na elementima debljine iznad 18 mm, izvoditi sa predgrija - vanjem osnovnog materijala do 220-240 0C. Ručno i poluataomatski treba zavari - vati u “piramidi”. Preporučuje se izvoditi dvostrane šavove istovrmeno sa obje strane. Ukoliko se vrši popravka šavova, takve dijelove treba zavarivati sa predgri - javanjem od 180-200 0C. Okretanje, transport, utovar i istovar gotovih konstrukcija i montažnih elemenata treba vršiti tako da se isključi njihovo deformiranje i udarci. Pri niskim temperaturama nije dozvoljeno savijanje elemenata na kojima su izvedeni zavareni spojevi.
Prema “Pravilniku o tehničkim normativima za izradu predmeta i konstru - kcija zavarivanjem”, pri zavarivanju treba se pridržavati slijedećeg:
“Za osnovne materijale za koje tehnologijom nije predviđeno predgrija - vanje, zavarivanje se može bez naročite predostrožnosti vršiti ako je temperatura okoline viša od 0 0C i ako nema vjetra i kiše. U protivnom, ako se zavarivanje vrši napolju, moraju se preduzeti odgovarajuće mjere za zaštitu od vjetra i kiše. Kod temperature niže od 0oC obavezna je primjena predgrijavanja osnovnog materijala”.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 358
11.9. NAVARIVANJE TVRDIH LEGURA Pod navarivanjem tvrdih legura podrazumijeva se nanošenje sloja metala
tehnikom zavarivanja sa ciljem da se poveća tvrdoća radne površine nekog elementa. Tvrde legure se odlikuju velikom tvrdoćom (55 - 94 HRc). Ove legure zadržavaju svoju tvrdoću pri zagrijavanju do visokih temperatura, dok se meha - nički teško obrađuju. Zbog toga, navarivanje treba tako izvesti da se potreba za naknadnom mehaničkom obradom svede na minimum. Tvrde legure sa vrlo visokom tvrdoćom su krte, pa teško podnose udarna opterećenja. Osnovu svih tvrdih legura čine karbidi metala, koji se ne razlažu i ne rastvaraju pri visokim temperaturama. Najvažniji su karbidi hroma, volframa, titana i mangana. Pošto su karbidi metala vrlo krti, to se radi dobijanja tvrdih legura zrna karbida povezuje podesnim metalom. Za tu svrhu najčešće se koriste željezo, nikl i kobalt. Tvrde legure se dijele na slijedeće grupe.
Lijevane legure. Postoje dvije vrste ovih legura: steliti i legure - surogati. Steliti predstavljaju karbide volframa i hroma, koji su cementirani kobaltom i željezom. Ove legure su skupe zbog sadržaja visokog procenta volframa i kobalta. Nasuprot tome, legure - surogati su jeftinije, jer ne sadrže volfram i kobalt a sastoje se iz legure željeza i hroma sa malim procentom nikla. Tvrdoću ovim legurama daje karbid hroma. Temperatura topljenja lijevanih legura je nešto niža od temperature topljenja čelika i iznosi 1300 - 1350 0C. Proizvode se u obliku lijevanih šipki dužine 300-400 mm a prečnika 5-8 mm. Lijevane legure imaju tvrdoću od 70-80 HRc. Koriste se za navarivanje radnih površina izloženih haba - nju. Otpornost na habanje zadržavaju od 600-700 0
Legure u obliku praška. To je ustvari smješa od koje se, u procesu topljenja pri navarivanju, dobija tvrda legura na površini osnovnog materijala. Po spoljašnjem izgledu to je grubozrnast prašak, veličine zrna od 1-3 mm. Ove legure su jeftine. Postoje dvije vrste ovih legura. Prva legura je na bazi volframa a topi se na 2700
C. Navarivanje tvrdih legura se izvodi po pravilu u dva sloja. Prvi sloj ne može služiti kao radni sloj, jer predstavlja tvrde legure sa osnovnim materijalom, pa nema mehanička svojstva čiste tvrde legure. Prema tome, prvi sloj služi kao osnova za nanošenje drugog sloja, koji predstavlja skoro čistu tvrdu leguru i ima tražena mehanička svojstva. Navarivanje treba izvoditi tako da se dobije najmanja dubina uvara.
Osnovni materijal mora biti rastaljen po čitavoj površini navarivanja, bez neuvarenih mjesta. Pri plinskom navarivanju, osnovni materijal mora biti predgrijan do
crvenog usijanja, kako bi se onemogućila pojava prslina. Sa plamenom se prvo površina osnovnog materijala dovodi do početka topljenja. Zatim se u plamen unosi dodatni materijal (šipka) i njenim rastaljenim metalom maže površina osnovnog materijala. Na prvi sloj se na isti način nanosi drugi sloj, vodeći računa o tome da rastapanje prvog sloja treba da bude minimalno.
Pri ručnom navarivanju obloženom elektrodom, koriste se elektrode sa oblogom koja ne sadrži a zahtijeva visoka tvrdoća i otpornost na habanje.
0C. Njena tvrdoća iznosi 80 - 82 HRc. Druga legura je bez volframa a topi se na 1300-1350 0C. Njena tvrdoća iznosi 76-79 HRc. Druga legura je jeftinija od prve legure. Navarivanje se izvodi tako što se elektrolučno ugljenom elektrodom prvo zagrije osnovni materijal do crvenog usijanja a zatim se na njegovu površinu naspe sloj praška debljine
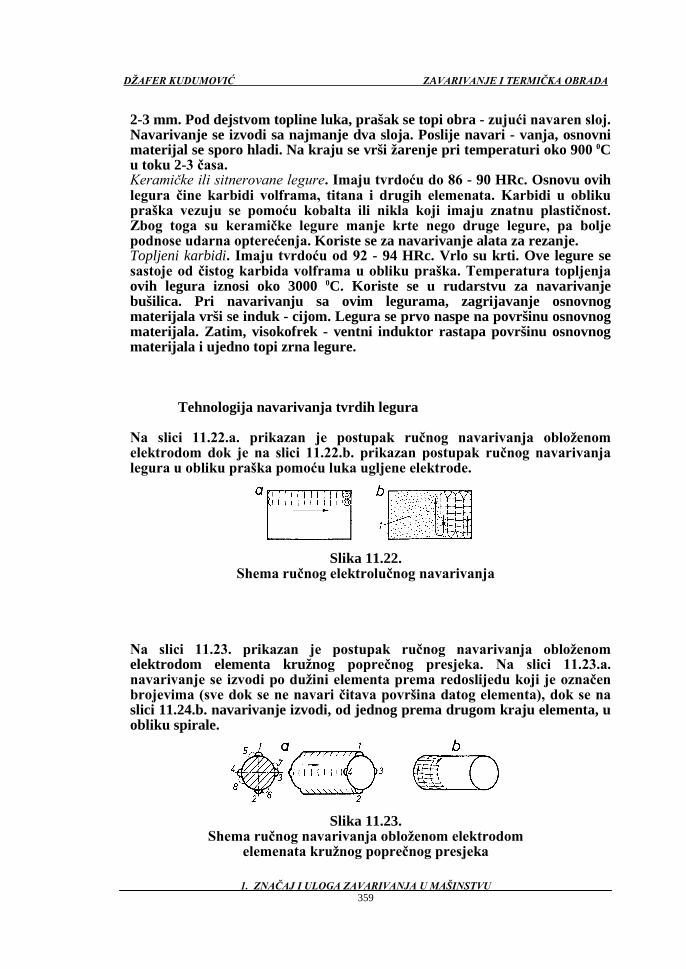
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 359
2-3 mm. Pod dejstvom topline luka, prašak se topi obra - zujući navaren sloj. Navarivanje se izvodi sa najmanje dva sloja. Poslije navari - vanja, osnovni materijal se sporo hladi. Na kraju se vrši žarenje pri temperaturi oko 900 0C u toku 2-3 časa.
Keramičke ili sitnerovane legure. Imaju tvrdoću do 86 - 90 HRc. Osnovu ovih legura čine karbidi volframa, titana i drugih elemenata. Karbidi u obliku praška vezuju se pomoću kobalta ili nikla koji imaju znatnu plastičnost. Zbog toga su keramičke legure manje krte nego druge legure, pa bolje podnose udarna opterećenja. Koriste se za navarivanje alata za rezanje.
Topljeni karbidi. Imaju tvrdoću od 92 - 94 HRc. Vrlo su krti. Ove legure se sastoje od čistog karbida volframa u obliku praška. Temperatura topljenja ovih legura iznosi oko 3000 0
Na slici 11.22.a. prikazan je postupak ručnog navarivanja obloženom elektrodom dok je na slici 11.22.b. prikazan postupak ručnog navarivanja legura u obliku praška pomoću luka ugljene elektrode.
C. Koriste se u rudarstvu za navarivanje bušilica. Pri navarivanju sa ovim legurama, zagrijavanje osnovnog materijala vrši se induk - cijom. Legura se prvo naspe na površinu osnovnog materijala. Zatim, visokofrek - ventni induktor rastapa površinu osnovnog materijala i ujedno topi zrna legure.
Tehnologija navarivanja tvrdih legura
Slika 11.22. Shema ručnog elektrolučnog navarivanja
Na slici 11.23. prikazan je postupak ručnog navarivanja obloženom
elektrodom elementa kružnog poprečnog presjeka. Na slici 11.23.a. navarivanje se izvodi po dužini elementa prema redoslijedu koji je označen brojevima (sve dok se ne navari čitava površina datog elementa), dok se na slici 11.24.b. navarivanje izvodi, od jednog prema drugom kraju elementa, u obliku spirale.
Slika 11.23. Shema ručnog navarivanja obloženom elektrodom
elemenata kružnog poprečnog presjeka

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 360
142. TOPLINSKA OBRADA ZAVARENIH SPOJEVA Toplinskom obradom nastoji se osnovnom metalu povratiti ona osnovna
svojstva koja su promijenjena zavarivanjem. Izbor vrste i režima toplinske obrade ovisi o vrsti materijala i veličini promjena koje su nastale u zavarenom spoju.
Toplinska obrada može se podijeliti na: toplinsku obradu prije i tiojekom
zavarivanja te toplinsku obradu nakon zavarivanja. U toplinskoj obradi
prije i toijekom zavarivanja najvažnije je predgrijavanje. Kao toplinska
obrada poslije zavarivanja najčešće se primjenjuje odžarivanje radi
smanjenja zaostalih napetosti. Vrlo rijetko se provodi normalizacija,
otvrdnjavanje, gušenje i popuštanje. Kod popravaka zavarivanjem često se
primjenjuje i toplinska obrada poboljšavanja.
12.1. PREDGRIJAVANJE PRI ZAVARIVANJU Predgrijavanjem se snižavaju temperaturne razlike između zagrijanog i
nezagrijanog mjesta u području zavarivanja. Povišenjem temperature materijala smanjuje se brzina odvođenja topline a time i sklonost otvrdnjvanju (zakaljivanju) u ZUT-u kod pojedinih vrsta čelika, odnosno omogućava se lakše zavarivanje metala i legura s visokim koeficijentom toplinske vodljivosti, kao što je to npr. bakar.
Uvjeti predgrijavanja ovise o vrsti materijala, hemijskom sastavu, debljini materijala, načinu odvođenja topline (oblik spoja), temperaturi okoline i količini energije koja se unosi prilikom zavarivanja.
Za predgrijavanje pri zavarivanju čelika hemijski sastav je prvi u slijedu promatranja. Poznato je da su čelici s povišenim ugljikom i višelegirani čelici skloni otvrdnjvanju u ZUT-u, a time i pukotinama. Da bi se utvrdio utjecaj pojedinih legirajućih elemenata sastava čelika na svojstva otvrdnjavanja, izračuna - va se vrijednost C-ekvivalenta. Izrazi za izračunavanje Cekv. Su različiti. Najčešće upotrebljavani izraz za Cekv
5241354156VPSCCMNMCC iuroin
ekv ++++++++=
je:
Orijentacijski, kod nelegiranih ili niskolegiranih čelika i normalne tempe - rature okoline Cekv prelazi vrijednost od 0,45 potrebno je predgrijavanje i to:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 361
za vrijednost od 0,45 do 0,60 na temperaturu 100-250 0C a iznad 0,60 na temperaturu 250-350 0
250350 ,CeT up −⋅=
C. Potrebna temperatura predgrijavanja izračunava se i po jednoj od poznatih
usvojenih metoda (BWRA, Seferian i dr.). Primjer izračunavanja temperature predgrijavanja prema Seferianu: - izraz za izračunavanje temperature predgrijavanja čelika je:
gdje je: Ceu = ukupni ekvivalent ugljika (sastoji se iz Cek + Ced) 0,25 = broj koji odgovara gornjoj granici ugljika u zavarljivim čelicima Cek
oirnk MN)CM(CCe ⋅+⋅++⋅+⋅=⋅ 282040360360
= hemijski C - ekvivalent izračunava se po izrazu:
Ced = dimenzionalni Cekv. Na hemijski Cekv znatno utječe debljina materijala i nju valja uzeti u obzir. Dimenzionalni Cekv
kd Ced,Ce ⋅⋅= 0050
izračunava se po izraz:
0,05 = koeficijent utjecajnosti debljine materijala određen eksperimentalno
d = debljina materijala u milimetrima Ukupni Cekv (Ceu) određuje se prema izraz: Ceu = Cek (1 + 0,005 . d)
( ) 2502815165040250360360 ,,,,Cek ⋅++⋅+⋅=⋅
Primjer: Čelik Č.4730 Debljina lima 12 mm Sastav čelika C = 0,25%; Si = 0,25%; Mn = 0,65%; Cr = 1,15%; Mo = 0,25%.
- prvo se pronalazi Cek:
Pošto je poznat Cek i debljina lima, izračunava se Ce
( ) 4901200501460 ,,,Ceu =⋅+⋅=u
Na kraju se izračunava temperatura predgrijavanja:
250350 ,CeT up −⋅=
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 362
C,,,T op 172490350250490350 =⋅=−⋅=
Taj način izračunavanja odnosi se na nelegirane i niskolegirane čelike. U slučaju zavarivanja raznorodnih čelika, složenije je pronalaženje temperature pred- grijavanja.
Visokolegirani nehrđajući i vatrootporni austenitni čelici koji imaju visok sadržaj kroma (8-25% Cr) i visok sadržaj nikla (8-25%) te nizak sadržaj ugljika, ne predgrijavaju se. Feritni čelici koji imaju visok sadržaj kroma (13-29% Cr), nizak sadržaj nikla ili molibdena i nizak sadržaj ugljika, predgrijavaju se na temperaturu od oko 200 0C. Martenzitni čelici sa srednjim sadržajem kroma (13 - 18% Cr) i povišenim sadržajem ugljika (0,20 - 0,90 % C) izbjegavaju se zavarivati. Ako se zavaruju ili navaruju predgrijavaju se na približno 300 0
– čisti aluminij kao Al 99,5 - Al 99,9 na 300
C. Aluminij i aluminijske legure nužno je predgrijavati već i radi toga da bi se
uspješno moglo provoditi zavarivanje (velika toplinska vodljivost). Temperatura predgrijavanja ovisi o vrsti aluminija, odnosno legure, debljini materijala i postup - ku zavarivanja. Veći sadržaj legirajućih elemenata smanjuje toplinsku vodljivost, a time i temperaturu predgrijavanja. Kod zavarivanja MIG postupkom zbog veće iskoristivosti električnog luka veći je unos topline nego kod zavarivanja TIG postupkom, pa je u tom slučaju niža temperatura predgrijavanja, ili se predgrija - vanje obavlja samo kod početka zavarivanja. Mogla bi se preporučiti slijedeća temperatura predgrijavanja kod zavarivanja aluminija i Al - legura:
0C - 350 0
– legure Al MgSi na 250 C;
0C - 300 0
– legure AlMg, AlCuMg, AlMg2, AlMg3, AlMg3Si, AlMgMn na 150-200 C;
0
– legure AlZnMgCu na oko 100 C;
0
Kod zavarivanja bakra i legura bakra nužno je predgrijavanje da bi se uopće postiglo dobro taljenje i zavarivanje. Temperature predgrijavanja su vrlo visoke, a moglo bi se odrediti odnosnom: Tp = 45⋅s (max 600
C.
0C), gdje je s = debljina materijala. Kod plinskog zavarivanja praktički ne treba predgrijavati jer se predgrijavanje osigurava tehnikom rada tokom zavarivanja.
Temperature predgrijavanja legura bakra različite su, ovisno o sastavu legure. Znatno su manje nego kod bakra. Mogle bi se izračunati navedenim odno - som kao kod bakra, umanjujući ga približno za udio smanjene toplinske vodljivosti u odnosu na bakar.
Poznato je da se deblji materijali brže hlade od tanjih. Zavarivanjem dove - dena toplina brže se odvodi kod debljih nego kod tanjih limova, tako da se prepo - ručuje predgrijavanje čelika većih debljina i onda kad je Cekv manji od vrijednosti 0,45.
Temperatura okoline utječe na temperaturno stanje materijala. Ljeti, na primjer, kada se zavaruje na suncu, nema potrebe za predgrijavanjem nekih čelika koji se inače predgrijavaju. Kod temperature okoline ispod 5 0
Dovođenje topline kod zavarivanja može se provesti u više pravaca, što ovisi o obliku spoja. Ne može se jednako računati s brzinom odvođenja topline u
C obavezno je pred - grijavanje i onih čelika koji se inače ne predgrijavaju.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 363
križnom spoju isto kao u sučeljenom spoju, iako debljine materijala mogu biti iste. Intezitet odvođenja topline je veći što je više smjerova odvođenja.
Količina toplinske energije koja se unosi prilikom zavarivanja također je bitna. Što je dovedena e Praktične upute u vezi s predgrijavanjem mogle bi se sažeti u slijedećim: − predgrijavanje se provodi u zoni uz pripremljeni spoj. Širina zone pred -
grijavanja iznosi oko 10 debljina materijala, sa svake strane spoja, ne veće od 250 mm;
− mjerenje temperature predgrijavanja je obavezno. Mjeri se najčešće kontakt - nim termometrom ili termokredama. Ako se mjeri termokredama preporuča se mjerenje sa tri termokrede, odgovarajućom, prve niže i prve više vrijednosti. Time se postiže tačnost mjerenja temperature termokredama;
− temperatura predgrijavanja kontrolira se i sa suprotne strane mjesta zagrija - vanja. Time se provjerava predgrijavanje po cijelom presjeku materijala;
− predgrijavanje ne smije biti prenaglo. Presporo predgrijavanje je neekono - mično. Prenaglo predgrijavanje uzrokuje deformacije i lomove pripojenih dijelova pripremljenih za zavarivanje.
− na materijalima koji zahtijevaju predgrijavanje prije zavarivanja, to se mora provoditi i kod stavljanja pripoja ili privarivanja raznih pomagala. Predgrija - vaju se lokalno, na mjestu pripoja:
− za vrijeme zavarivanja ili navarivanja kontrolira se međuslojna temperatura koja ne smije odstupati od zahtijevane više od ±20 0
− predgrijavanje se može provesti plamenicima, odnosno plinskim plamenom, elektrootporno ili indukcijski. Ako se izvodi plinskim plamenom preporučuju se plinovi propanbutan, zemni plin uz stlačeni zrak ili samo plin. Ne preporu - čuje se predgrijavanje acetilenom i kisikom.
C. Ako treba, provodi se dogrijavanje ili čeka na ohlađivanje do tzv. međuslojne temperature;
Dio opreme koja se koristi za predgrijavanje prikazan je slikom 12.1. dok je slikom 12.2. prikazan dio opreme u radu.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 364
Slika 12.1. Shematski prikaz jednostavne opreme za predgrijavanje
Slika 12.2. A - elektrootporno predgrijavanje i zavarivanje
B - plinsko predgrijavanje i zavarivanje 1412.2. ODŽARIVANJE
Odžarivanje je toplinska obrada koja se provodi radi smanjivanja zaostalih napetosti u zavarenom spoju:
− kod nelegiranih čelika većih debljina ( ≥ 30 mm i više); − kod niskolegiranih čelika i kod manjih debljina ( ≥ 6 mm i više); − kod visokolegiranih čelika
Osim smanjivanja zaostalih napetosti u zavarenom spoju, ta toplinska obrada koristi se i za popuštanje napetosti hladno obrađivanih čelika, npr. hladno savinutih plašteva ili nekih drugih profila.
Propisima i standardima određuje se kad valja provoditi toplinsku obradu odžarivanja.
Odžarivanje čelika se izvodi na temperaturi ispod temperature početka strukturnih promjena, odnosno ispod tačke pretvorbe (A1
− postupno zagrijavanje do temperature odžarivanja;
). Zaostale napetosti nastale zavarivanjem, odžarivanjem praktički gotovo
nestaju. Proces odžarivanja može se podijeliti u tri faze:
− zadržavanje na temperaturi odžarivanja; − postupno hlađenje.
Vrijeme zagrijavanja, odžarivanja i hlađenja ovisi o vrsti čelika i debljini radnog komada. Brzina zagrijavanja kod nelegiranih čelika u praksi se kreće 80 - 100 0C na sat. Isto tolika je i brzina hlađenja. Kod niskolegiranih čelika brzina zagrijavanja je znatno niža, oko 50 0C na sat pa čak i niža. Zadržavanje na tempe - raturi odžarivanja kreće se 2-3 minute po mm debljine stijenke radnog komada, ali najmanje 30 minuta. Kontrolirano hlađenje odvija se do 200 0C.
Odstupanje od zadane temperature u procesu odžarivanja ne bi smjelo biti veće od ±10 0C.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 365
Podatke za odžarivanje pojedinih vrsta čelika preporučuju proizvođači čelika, standardi i smjernice. Orijentacijski, nelegirani čelici odžaruju se na temperaturi 600-650 0C. Niskolegirani čelici, s povišenim sadržajem legiranih elemenata, odžaruju se na temperaturi 660-690 0C pa i višoj. Tako se npr. čelik 13CrMo44 odžaruje na temperaturi 600-700 0C, a čelik 10CrMo910 na temperaturi 650-750 0C (DIN 17175). Temperatura odžarivanja sitnozrnatih čelika ne bi smjela biti viša od 620 0C.
Kod visokolegiranih vatrootpornih čelika temperatura odžarivanja je znatno viša, 750-800 0C. Međutim, kod ovih temperatura odžarivanja postoji opasnost različitih izlučivanja npr. kromovih karbida na granici zrna, a time i pojava sklonosti interkristalnoj koroziji. Stoga se izbjegava toplinska obrada odža - rivanjem, naročito ako su čelici izloženi visokim temperaturama u eksploataciji. Čisti austenitni čelici odžaruju se na temperaturi 900-950 0C i odmah hlade na zraku, tako da se kritična temperatura izlučivanja kromovih karbida (između 450 i 800 0C) brzo prelazi. I kod tih čelika se izbjegava odžarivanje. U praksi se malo susreću zavareni austetnitni čelici velikih debljina.
Poseban problem je kod odžarivanja raznorodnih čelika. Čest je primjer spoja između čelika 13CrMo44 i 10CrMo910. Izabere li se temperatura odžari - vanja za čelik 13CrMo44, neće se dovoljno otpustiti otvrdnuta zona u ZUT-u na strani čelika 10CrMo910. Izabere li se temperatura odžarivanja za čelik 20CrMo910, strana na čeliku 13CrMo44 bit će previše popuštena, smanjit će se određena svojstva tog čelika. U ovom slučaju postoji rješenje: spoj mora biti zavaren dodatnim materijalom za čelik 13CrMo44 i temperatura odžarivanja je 680-700 0C. tako će zavar i ZUT na tom čeliku biti odžaren a ostat će nešto tvrđa zona u ZUT- čelika 10CrMo910 o kojoj valja brinuti (može se dopustiti do 300 HV).
Zavareni spoj nelegiranog ili niskolegiranog čelika s visokolegiranim CrNi čelikom u pravilu se ne odžaruje. Ukoliko se iz bilo kojih razloga mora odžarivati, ne smije se prekoračiti temperatura od 600 0
Odžarivanjem se (slika 1412.3.), osim smanjenja zaostalih napetosti postiže smanjenje tvrdoće u ZUT-u zavarenog spoja. To djelovanje odžarivanja je za zavarenu konstrukciju u pojedinim slučajevima važnije od smanjenja
C. Zagrijavanje, zadržavanje i hlađenje po mogućnosti mora biti što brže. Kod viših temperatura i dužeg trajanja odžarivanja difundira ugljik iz nelegiranog čelika u austenitnu strukturu zavara, a prijelazna zona zavara može postati krhka (martenzitna). U takvim slučajevima se navaruje dovoljno visok (6 mm) prijelazni sloj odgovarajućim dodatnim materija - lom (najpovoljnijim po Schaffler - ovom dijagramu, obično iz grupe CrNi 29/10, uz predgrijavanje i odžarivanje nakon navarivanja. Slijedi potom spajanje i zavari - vanje s CrNi čelikom, bez predgrijavanja i bez naknadnog odžarivanja zavarenog spoja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 366
zaostalih napetosti, a naročito je važno kod čelika sklonih otvrdnjavanju (u ZUT-u) kod zavarivanja. Taj učinak toplinske obrade (smanjenje tvrdoće u ZUT-u) naziva se popuštanje.
Slika 1412.3. Dijagram odžarivanja
Kod zavarivanja ili navarivanja čelika sklonih otvrdnjavanju u praksi se
provodi kombinirana toplinska obrada: predgrijavanje (zavarivanje) i nastavljanje odžarivanja slika 1412.4.
Slika 1412.4. Dijagram toplinske obrade parnog ventila od lijevanog niskolegiranog čelika
DIN GS-17CrMoV5 11, popravljenog zavarivanjem
1412.3. POBOLJŠANJE Ova vrsta toplinske obrade, slika 1412.5. primjenjuje se nakon zavarivanja
čelika za poboljšanje. Svrha joj je povećanje žilavosti uz zadržavanje
visoke čvrstoće.
Proces je slijedeći:
− najprije se obavlja zagrijavanje na temperaturu nešto iznad linije A3
− potom se provodi naglo hlađenje do linije A;
1
vrijeme
i dalje, određenom brzinom (kao kod otvrdnjavanja);

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 367
− nakon toga ponovo se provodi zagrijavanje na temperaturu iznad 400 0C a ispod tačke A1
Slika 1412.5. Dijagram toplinske obrade poboljšanjem
Takvom toplinskom obradom specijalnih čelika za poboljšanje dobiva se otvrdnjavanjem vrlo visoka čvrstoća, a naknadnim popuštanjem dobra žilavost i granica razvlačenja. Stoga su čelici otporni na velika i složena dinamička napre - zanja.
Vrijednosti temperature i vremena kod ove toplinske obrade ovise o sasta - vu čelika za poboljšanje. Preporuke o tome daju proizvođači čelika, a određene su i standardima.
, a potom se postupno hladi.
1412.4. NORMALIZACIJA ZAVARENIH SPOJEVA Toplinska obrada normalizacijom provodi se radi dovođenja grubozrnate,
otvrdnute ili nejednolike strukture u “ normalnu ” strukturu čelika. Kod zavarivanja čelika sklonih otvrdnjavanju struktura u ZUT- u može
otvrdnuti toliko da postane sklona pukotinama. Odžarivanjem se takva tvrdoća nešto smanji, ali ne značajno. Normalizacijom se prekomjerno otvrdnjavanje može potpuno otkloniti i dovesti u područje “normalnih” tvrdoća osnovnog materijala. Normalizacijom se takva struktura dovodi u “normalno” prvobitno stanje.
Kod zavarivanja postupcima koji proizvode veliku količinu taline, npr. zavarivanje pod troskom (EPT) ili u nekim slučajevima i kod EPP zavarivanja, dobiva se grubozrnata dendritna ljevačka struktura. Normalizacijom se struktura usitnjava.
Da bi se izvršila kvalitetna normalizacija, slika 1412.6. potrebno je: − prekoračiti temperaturu iznad linije Ac3
− držati radni komad na toj temperaturi što kraće vrijeme, toliko da se jednoliko progrije;
za što manji iznos;
− brzina grijanja u području pretvorbe treba biti što veća;
THa = temperatura otvrdnjavanja TAn1 = temperatura popuštanja tHa = vrijeme otvrdnjavanja tAb = vrijeme hlađenja tH = vrijeme držanja na temperaturi popuštanja tA = vrijeme hlađenja poslije popuštanja

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 368
− hladiti na mirnom zraku, odnosno vrstu i brzinu hlađenja prilagoditi radnom komadu.
Slika 1412.6. Dijagram toplinske obrade normalizacije
Postupak toplinske obrade normalizacijom je vrlo složen i skup pa se
izbjegava gdje god je to moguće. Kod temperature normalizacije čvrstoća materi - jala smanji se do te mjere da radni komad uslijed vlastite težine može promijeniti svoj oblik tako da više ne odgovara namjeni.
1412.5. OPREMA ZA TOPLINSKU OBRADU Osnovni zahtjevi koji se postavljaju na opremu za toplinsku obradu
zavarenih konstrukcija su: − mogućnost vrlo fine regulacije zagrijavanja i hlađenja; − mogućnost stalne kontrole temperature radnog komada; − mogućnost snimanja (ispisivanja) režima grijanja i hlađenja radnog
komada; − odgovarajuće veličine i oblici opreme u odnosu na radne komade; − ekonomičnost opreme. Najpoznatije su i najpouzdanije peći za odžarivanje koje se mogu zagrijavati električnom energij mjesta ”, slika 1412.7. U posljednje vrijeme vrlo intezivno se radi na usavršavanju raznih drugih jeftinih uređaja za odžarivanje. Najpoznatiji su prijenosni uređaji za elektrootporno i indukcijsko odžarivanje zavarenih spojeva. Slijedećim slikama prikazano je nekoliko primjera opreme za toplinsku obradu ( sl.1412.8. i sl. 1412.9. )
Slika 1412.7. Toplinska obrada odžarivanjem
TN = temperatura normalizacije tH = vrijeme držanja na temperaturi normalizacije tA = vrijeme hlađenja do 20 0C
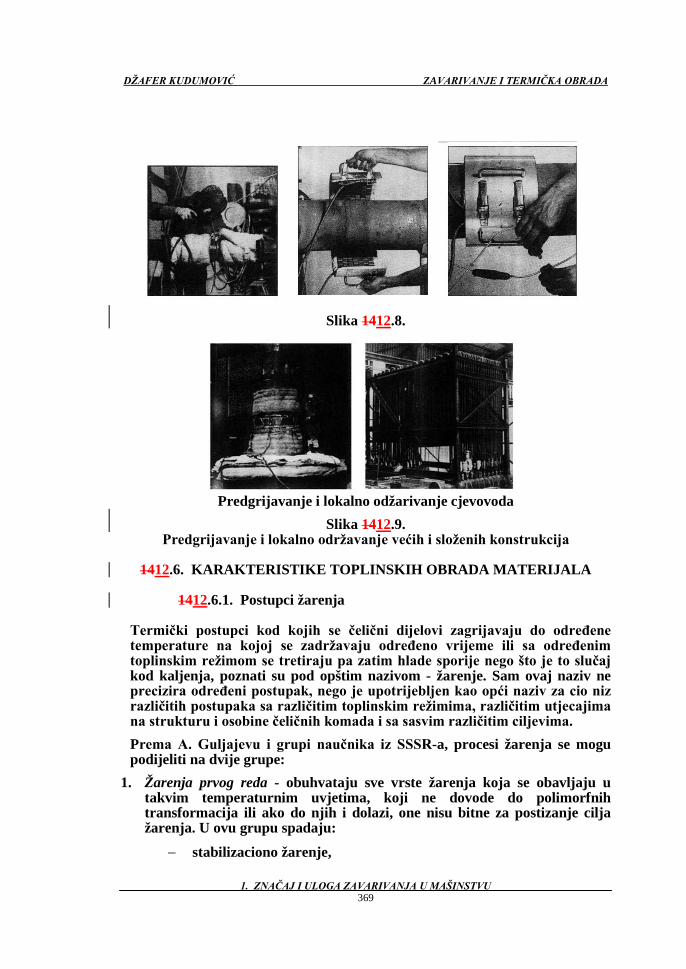
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 369
Slika 1412.8.
Predgrijavanje i lokalno odžarivanje cjevovoda Slika 1412.9.
Predgrijavanje i lokalno održavanje većih i složenih konstrukcija
1412.6. KARAKTERISTIKE TOPLINSKIH OBRADA MATERIJALA
1412.6.1. Postupci žarenja Termički postupci kod kojih se čelični dijelovi zagrijavaju do određene
temperature na kojoj se zadržavaju određeno vrijeme ili sa određenim toplinskim režimom se tretiraju pa zatim hlade sporije nego što je to slučaj kod kaljenja, poznati su pod opštim nazivom - žarenje. Sam ovaj naziv ne precizira određeni postupak, nego je upotrijebljen kao opći naziv za cio niz različitih postupaka sa različitim toplinskim režimima, različitim utjecajima na strukturu i osobine čeličnih komada i sa sasvim različitim ciljevima.
Prema A. Guljajevu i grupi naučnika iz SSSR-a, procesi žarenja se mogu podijeliti na dvije grupe:
1. Žarenja prvog reda - obuhvataju sve vrste žarenja koja se obavljaju u takvim temperaturnim uvjetima, koji ne dovode do polimorfnih transformacija ili ako do njih i dolazi, one nisu bitne za postizanje cilja žarenja. U ovu grupu spadaju:
− stabilizaciono žarenje,

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 370
− homogenizaciono žarenje, − visoko žarenje i − rekristalizaciono žarenje.
2. Žarenja drugog reda su ona kod kojih polimorfne transformacije uslovljavaju obavljanje procesa i neposredni su njegov cilj. U ovu grupu se mogu ubrojati slijedeće vrste žarenja:
− normalizacija, − potpuno žarenje, − nepotpuno žarenje, − mehko žarenje i − izotermno žarenje.
U proizvodnom mašinstvu najveći značaj imaju one vrste žarenja koje se primjenjuju na već gotovo završenim komadima, a to su: stabilizaciono žarenje, visoko žarenje, normalizacija i mehko žarenje. Ostali postupci imaju manji značaj. Stoga su ovdje obrađeni značajni postupci žarenja.
1412.6.2. Stabilizacionao žarenje
Naziv stabilizaciono žarenje uzet je iz francuske terminologije i ovdje se,
zbog svoje kratkoće, predlaže da označi postupak žarenja koji ima za cilj smanji - vanje zaostalih napona, što istovremeno dovodi i do "stabilizacije" stanja.
Pod zaostalim naponima podrazumijevaju se uravnoteženi naponi unutar jednog komada koji nije pod dejstvom spoljnih sila. Za obrazovanje zaostalih napona neophodno je da nastane zapreminska razlika pojedinih oblasti u komadu (kao kod toplinskih napona), razlika u stupnju deformisanja pojedinh zrnaca polikristalne strukture (slučaj kod deformacionog ojačavanja) ili postojanje nekog defekta unutar kristalne rešetke pojedinih zrnaca u strukturi (tačkaste greške, dislokacije). Stabilizaciono žarenje ima za cilj smanjivanje zaostalih napona upra - vo od prvog uzročnika njihovog nastajanja: zapreminskih razlika pojedinih makro oblasti unutar komada. Ako su razlike u zapreminama pojedinačnih, temperatura u pojedinim slojevima komada, naponi se nazivaju toplinski a oni će se javiti u procesu zagrijavanja ili hlađenja komada. Ovakvi toplinski naponi koji su uravno - teženi unutar komada nestaće, poslije izjednačavanja temperatura, ako je njihov najveći iznos bio ispod granice elastičnosti materijala. Ali, ako je napon izazvan temperaturnom razlikom mjestimično veći od granice elastičnosti materijala, nas - taće lokalne trajne deformacije srazmjerne naponima, pa se, poslije izjednačenja temperatura, napon neće u potpunosti izgubiti. Ovako nastali naponi se nazivaju zaostali toplinski naponi.
Stabilizacionim žarenjem se, u principu, mogu smanjivati naponi prve dvije vrste ali se ono koristi u najvećoj mjeri za smanjivanje napona prve vrste, a samo izuzetno i napona druge vrste. Naponi druge vrste se uklanjaju relaksacijom i rekristalizacijom. Dijelovi o d čelika ko ji su deformacio no ojačani ili, iz bilo kog razloga, plastično deformisani, pri stabilizacionom žarenju će biti zagrijani iznad praga rekristalizacije tako da će primarni efekat, koji smanjuje napone, biti rekri - stalizacija koja je povezana sa

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 371
promjenama u strukturi, dok kod stabilizacionog žarenja nema nikakve promjene strukture. Naponi treće vrste koji su posljedica naponskih polja grešaka kristalne rešetke se ne mogu smanjivati stabilizacionim žarenjem, a zapreminski naponi koji su posljedica prinudnog rastvora ugljika u tetragonalnom martenzitu, se smanjuju procesima otpuštanja.
Najvažniji slučajevi kada se primjenjuje stabilizaciono žarenje su slučajevi toplinskih napona u odlivcima, termički obrađivanim i zavarivanim dijelovima ali, takođe, i napona od plastičnog deformiranja ili obrade rezanjem. Stabilizaciono žarenje se primjenjuje uvijek kada postoji opasnost od nepovoljnih posljedica zaostalih napona. Ovi se naponi sabiraju sa naponima od spoljnog opterećenja pa mogu nastati nedopušteno veliki rezultujući naponi koji deformišu komad, smanju- ju njegovu sigurnost, a u težim slučajevima, dovode i do loma. Treba imati u vidu da su zaostali naponi uvijek višeosni, pa stoga imaju presudan utjecaj na povećanu krtost opterećenog dijela. Naprotiv, stabilizaciono žarenje se ne primjenjuje u slučajevima prisustva zaostalih napona ako se dijelovi podvrgavaju nekom od vidova termičke obrade koji imaju za cilj izmjenu strukture (normalizaciji, pobolj - šavanju itd.) kao što je to redovan slučaj kod odlivaka od čelika, a često i kod zavarenih konstrukcija. Stabilizaciono žarenje se ne smije primjenjivati kod plastično deformiranih dijelova ako pri rekristalizaciji postoji opasnot od grube strukture.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 372
Tabela 1412.1.
Vrsta sivog liva Parametri procesa stabilizacije sivog liva
brzina zagrijavanja o
temperatura C / čas o
trajanje časova C
brzina hlađenja oC / čas
VDG - N1 - 19643
dovoljno sporo da ne dođe do deformacije i
pucanja
jedan čas za svakih 25
mm debljine
zida odlivka4
30 do 40 kod prostih komada
do 300 a kod nepovoljnih do
100 oC
nelegiran 500 - 550 nisko legiran 550 - 600 visoko legiran 600 - 650
K:Zeppelzauer i P.Brezina uklanjanje
500
2 120
elegirani sivi v
80% napona 550 90% napona 590
isko legiran sa r, Ni ,Sn
80% napona 565 90% napona 595
isko legiran sa u , Mo
80% napona 590 90% napona 615
isoko legiran sa r , Ni
80% napona 595 90% napona 625
G.Adojan i saradnici 30 - 180
3 - 4
SL 15 530 - 550 do 300 oC
10 do 30 SL 21 550 - 570 do 350 oC
10 do 30 SL 28 580 - 600 do 400 oC
10 do 30 SL 35 600 - 620 do 400 oC
10 do 30 Činjenica da i poslije stabilizacionog žarenja ostaje u odlivcima 10% do
20% unutrašnjih napona, od velikog je značaja u slučajevima potrebe za
3 Preporuka udruženja njemačkih livaca (VDG) 4 Ukupno vrijeme = vrijeme progrijavanja i vrijeme zadržavanja. Sva ostala vremena u tablici su samo vremena zadržavanja, tj. neophodno vrijeme poslije potpunog progrijavanja komada

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 373
velikom tačnošću mehaničke obrade rezanjem koja se preduzima poslije
žarenja na odlivku (iz tabele 1412.1.).
Prema svemu što je rečeno grafikon za stabilizaciono žarenje će imati izgled prema slici 1412.10.
Slika 1412.10.
Grafikon stabilizacionog žarenja odlivaka od sivog liva Hlađenje malim brzinama do koga dolazi poslije stabilizacionog žarenja,
obavlja se obično u zatvorenim pećima, pod uvjetom da je izolacija peći tako predviđena da se ovakvo hlađenje može postići. Treba imati u vidu da obične kalioničke peći nemaju za ovu svrhu zadovoljavajuću toplinsku izolaciju.
Slučaj zavarenih konstrukcija Drugi važan slučaj u mašinstvu je pojava napona u zavarenim konstruk -
cijama. Pri zavarivanju dolazi do lokalnog zagrijavanja komada na vrlo visoke temperature dok je dalja okolina ovog mjesta ostala hladna. Ove vrlo velike temperaturne razlike izazivaju , pri hlađenju zbog ometanog širenja i skupljanja komada , unutrašnje napone koji u tehnologiji zavarivanja a i u primjeni zavarenih konstrukcija predstavljaju ozbiljan problem. Ovako nastali zaostali naponi su u suštini toplinski naponi ali mogu nastati i drugačije (na primjer zbog promjene strukture u zavarenom čeličnom dijelu : prokaljivanje, visoko žarenje itd.). Unu - trašnji naponi kod zavarivanja mogu imati velike intenzitete, tako da je redovna pojava da se još u toku samog zavarivanja dijelovi deformišu.
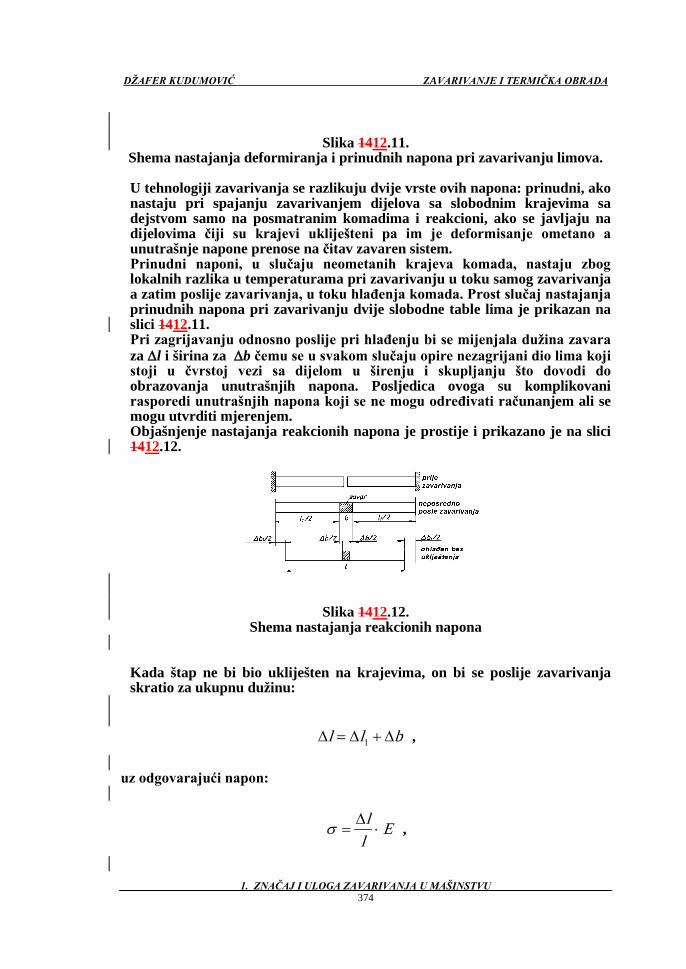
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 374
Slika 1412.11.
Shema nastajanja deformiranja i prinudnih napona pri zavarivanju limova. U tehnologiji zavarivanja se razlikuju dvije vrste ovih napona: prinudni, ako
nastaju pri spajanju zavarivanjem dijelova sa slobodnim krajevima sa dejstvom samo na posmatranim komadima i reakcioni, ako se javljaju na dijelovima čiji su krajevi ukliješteni pa im je deformisanje ometano a unutrašnje napone prenose na čitav zavaren sistem.
Prinudni naponi, u slučaju neometanih krajeva komada, nastaju zbog lokalnih razlika u temperaturama pri zavarivanju u toku samog zavarivanja a zatim poslije zavarivanja, u toku hlađenja komada. Prost slučaj nastajanja prinudnih napona pri zavarivanju dvije slobodne table lima je prikazan na slici 1412.11.
Pri zagrijavanju odnosno poslije pri hlađenju bi se mijenjala dužina zavara za ∆l i širina za ∆b čemu se u svakom slučaju opire nezagrijani dio lima koji stoji u čvrstoj vezi sa dijelom u širenju i skupljanju što dovodi do obrazovanja unutrašnjih napona. Posljedica ovoga su komplikovani rasporedi unutrašnjih napona koji se ne mogu određivati računanjem ali se mogu utvrditi mjerenjem.
Objašnjenje nastajanja reakcionih napona je prostije i prikazano je na slici 1412.12.
Slika 1412.12.
Shema nastajanja reakcionih napona Kada štap ne bi bio ukliješten na krajevima, on bi se poslije zavarivanja
skratio za ukupnu dužinu:
bll ∆+∆=∆ 1 ,
uz odgovarajući napon:
Ell
⋅∆
=σ ,

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 375
Pri ovome je ∆l uvjetovano toplinskim promjenama dužine čeličnih dijelova:
tll ∆⋅⋅=∆ β ,
Kod zavarenih elemenata je uočena ova pojava po ponašanju elemenata pri
lomu u zavisnosti od debljine što je shematski prikazano na slici 1412.13.
Utjecaju koji imaju višeosni naponi, a koji je u toliko izrazitiji u koliko je lim
deblji, treba pridodati i druge utjecaje, a prije svega utjecaj koji ima žilavost čelika. Kod čelika male čvrstoće a velike žilavosti unutrašnji naponi će teško moći da dostignu toliki iznos da ugroze sigurnost zavarene veze jer se lokalnim plastičnim deformisanjem opasni dio ovih napona rasterećuje.
Na primjer, žilavost konstrukcionog ugljeničnog čelika na temperaturi 20 0
Preporučena brzina zagrijavanja zavarenih konstrukcija pri stabilizaci - onom žarenju je 100 do 150
C iznosi o Iz svega što je navedeno proizilazi da se u kritičnim slučajevima zavarene
konstrukcije moraju podvrći postupku uklanjanja unutrašnjih napona. Od postoje - ćih metoda najprostije je stabilizaciono žarenje. Stabilizaciono žarenje uklanja najveći dio napona nastalih zavarivanjem, ali istovremeno i eventualne zaostale napone od valjanja ili nastale pri ispravljanju dijelova ili eventualnom formiranju deformiranjem na hladno.
0C/čas. Ova brzina najlakše se postiže ako se komadi za žarenje stave u hladnu peć i zatim zagrijavaju zajedno sa peći. Preporučene temperature za zavarene konstrukcije su između 600 i 650 0C. Na radnoj tempera - turi komadi treba da se zadrže dok se, prije svega, ne progrije i najmasivnije mjesto, a zatim da se zadrže još neko vrijeme da bi se obavio proces plastičnog deformiranja. Za ukupno vrijeme na temperaturi stabilizacije prema iskustvu preporučuje se 3 do 4 minuta za svaki mm najveće debljine komada, ali ne manje od 20 minuta. Hlađenje komada je i ovdje važna operacija, naročito njegov dio do 300 0
Slika 1412.13. Shematski prikaz utjecaja
debljine lima na krtost loma
C kako ne bi ponovo nastali unutrašnji naponi.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 376
Slika 1412.14.
Grafikon stabilizacionog žarenja zavarenih konstrukcija Brzina hlađenja treba da bude 50 do 100 0
Ovo je prikazano na slici 1412.15. za zavareni kotlovski lim srednje debljine.
C/čas, što se može ostvariti hlađenjem komada u zatvorenoj peći ukoliko je toplinska izolacija peći zadovolja - vajuća. Grafikon stabilizacionog žarenja zavarenih konstrukcija u općem slučaju daje slika 1412.14.
Stabilizacionim žarenjem se ne uklanjaju u potpunosti unutrašnji naponi u zavarenim konstrukcijama. U kolikoj mjeri će se žarenjem ukloniti naponi zavisi u najvećoj mjeri od temperature žarenja.
Slika 1412.15.
Veličina zaostalog napona poslije stabilizacionog žarenja u zavisnosti od temperature i trajanja žarenja
Za stabilizaciono žarenje zavarenih sklopova ili cijelih konstrukcija
neophodna je peć odgovarajuće veličine, što predstavlja nesavladivi problem kada su u pitanju veliki objekti (brodovi, cisterne, sudovi pod pritiskom, parni kotlovi itd.). Stoga je mnogo istraživan postupak stabilizacionog žarenja samo uz lokalno zagrijavanje onih zona u kojima je bilo toplinskog utjecaja.
Kod zavarenih konstrukcija postoje i takvi slučajevi kada se stabilizaciono žarenje ne smije primjenjivati. To je, prije svega, kada se zavarena konstrukcija podvrgava nekom drugom postupku termičke obrade (na primjer normalizaciji). Ovo je redovan slučaj kod čeličnih odlivaka, a vrlo često i kod zavarenih konstruk- cija od kojih se traži velika sigurnost.
Stabilizaciono žarenje vatrootpornih čelika ili legura vrši se na relativno visokim temperaturama (red veličina 850 0
Slučaj zavarenih elemenata od vatrootpornih čelika
C u tra ja nju 2 časa ) ko je su različite kod raznih legura. Stabilizaciono žarenje ima za posljedicu gubljenje efekata prethod - nog disperzionog ojačavanja, stoga se poslije njega preduzima ponovo proces disperizionog ojačavanja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 377
Kod cijevi od perlitnih vatrootpornih čelika (ugljičnih ili nisko legiranih) može se koristiti stabilizaciono žarenje, pod uvjetom da se toleriše smanjenje vatrootpornosti za 10% do 20%. Smanjivanjem zaostalih napona, što je od velikog značaja, povećava se plastičnost zavarenog mjesta. Stabilizaciono žarenje u ovakvim slučajevima ne mora se primjenjivati uvijek, nego samo ako su cijevi većih debljina i kod visokih radnih temperatura.
F. Hromočenko preporučuje primjenu stabilizacionog žarenja u slijedećim slučajevima :
− − kod cijevi od ugljičnog perlitnog čelika čija je debljina zida 35 mm i više, a
za radne temperature samo do 4500C. U ovom slučaju stabilizaciono žarenje treba obaviti na 650 do 680 0
− kod nisko legiranog perlitnog čelika sa molibdenom, hromom i vanadijem , ako je prečnik cijevi iznad 20 mm a radna temperatura do 450
C, uz sporo hlađenje u azbestnom omotaču i
0C. Stabiliza - ciono žarenje se vrši na 710 do 740 0
Navedene preporuke važe za parovode dok je kod kotlovskih cijevi povolj- nije obavljanje osnovne termičke obrade (poboljšavanje ili dispersiono ojačavanje).
Brzina zagrijavanja kod stabilizacionog žarenja treba da bude dovoljno mala da se ne bi ponovo obrazovali toplinski naponi. Ovo naročito važi za temperaturnu oblast do 550
C (ispod A1 za posmatrane čelike).
0C u kojoj su još postojane visoke mehaničke osobine ovih čelika. Prema standardima SAD, na primjer, ova brzina zagrijavanja ne smije biti veća od 200 do 3000C/čas. Iznad ove temperature povoljna je veća brzina zagrijavanja (nikako manje od 100 0
1412.6.3. MEHKO ŽARENJEehko žarenje
C/čas) da bi se u što manjoj mjeri oštetila disperiziono ojačana struktura.
Ovaj proces stabilizacionog žarenja može se izvesti u pećima ili lokalnim zagrijavanjem (gorionikom ili indukciono).
Mehko žarenje je vrsta termičke obrade kojom se struktura čelika sa
prugastim perlitom, zagrijavanjem na temperaturu oko perlitne (neposredno ispod, iznad ili oscilovanjem oko nje), prugasti perlit prevodi u najmekšu strukturu čelika. A to je upravo struktura u kojoj je cementit izdvojen u obliku loptica (zrnasti perlit). Cilj ovog žarenja je dobijanje strukture pogodne za dalju obradu bilo rezanjem, plastičnim deformiranjem ili termički.
Cilj mehkog žarenja je koagulacija cementita, što se postiže zagrijavanjem do temperature nastajanja ili razaranja perlita. Dugim zadržavanjem u ovoj oblasti doći će do koagulacije cementita. Temperatura mehkog žarenja je kod konstrukcionih čelika nešto ispod perlitne temperature A1 a proces koagulacije se ubrzava podizanjem ove temperature nešto iznad perlitne ili

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 378
oscilovanjem oko nje. Kod čelika sa višim sadržajem ugljika ove su temperature nešto više:
Prema C, Chaussinu: − zagrijavanje nekoliko časova na temperaturi nešto iznad A1 pa zatim
sporo hlađenje (0,5 0
− ciklično zagrijavanje oko AC/min)
1 (680 do 720 0C) tako da pri oscilovanju hlađenje uvijek teče sporo (0,5 0
Poslije završenog procesa žarenja, hlađenje se do temperature 550 do 600 C/min).
0C obavlja vrlo sporo (u peći) sa najvećom brzinom 0,5 0
C/min. Grafikon ove termičke obrade daje slika 1412.1416.
Slika 1412.16. Grafikoni procesa mehkog žarenja:
a) sa jednokratnim zagrijavanjem i b) sa cikličnim zagrijavanjem
1412.6.4. NORMALIZACIJAormalizacija U ovom dijelu su, pored normalizacije koja je samo jedan od specijalnih
slučajeva žarenja drugog reda, obrađeni i drugi slični postupci žarenja potpuno žarenje, nepotpuno žarenje, izotermno žarenje kao i dalji postupci koji se ovdje mogu ubrojati kao što su perlitiziranje i penetriranje (slika 1412.17.)

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 379
Slika 1412.17.
Shematski prikaz žarenja na perlitnu strukturu: (a) normalizacija, (b) nepotpuno žarenje pri kontinualntom
hlađenju, (c) i (d) isto obavljeno izotermno.
Kao što se iz termokinetičkog dijagrama vidi, bitan utjecaj na strukturu
čelika a prema tome i na njegove osobine, ima veličina pothlađenja koje određuje temperaturu početka i kraja transformacije. Ove temperature zavise od vrste čelika, jer razni elementi prisutni u čeliku utječu na stabilnost austenita. Tako sa porastom sadržaja ugljika (u ugljičnom i nisko legiranim čelicima) raste stabilnost austenita, pa će ista linija hlađenja austenita u termokinetičkom dijagramu sjeći liniju početka i kraja transformacije na nižim temperaturama na kojima se ostvaruju više mehaničke osobine. Uzroci za ovo su slijedeći :
1. 2.1. ferit i cementit koji nastaju na nižim temperaturama finije su disperzirani
i sitnijeg zrna jer kod većeg pothlađenja u trenutku početka perlitne transforma - cije nastaje veći broj jezgra transformacije;
3.2. ukoliko je veće pothlađenje, nastaće manja količina ferita na račun perlita (u odnosu na količinu koja odgovara ravnotežnim uvjetima). Stoga će perlit sadr- žavati manju količinu ugljika od 0,8% koliko ga sadrži ravnotežni eutektoid.
Ovaj slučaj nastaje kod normalizacije kod koje je definirano hlađenje koje odgovara brzini hlađenja na mirnom vazduhu. Zagrijavanje za ovaj postupak vrši se u austenitu oblast (A3 + 30 do 50 0
Slučaj zavarenih konstrukcija
C). U ovom slučaju će pothlađenje biti nešto veće pa će stoga struktura koja nastaje biti finiji prugasti perlit. Ovo važi uglavnom za komade manjih presjeka i čelike relativno male prokaljivosti (ugljični i nisko legirani).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 380
Kod zavarenih konstrukcija, čiji se elementi povezuju topljenjem osnovnog i dodatnog materijala (elektrode), zbog posebnih uvjeta pri nastajanju strukture očvršćavanjem i hlađenjem, koji se razlikuju od normalnih tehnoloških uvjeta pri proizvodnji čelika, obrazuje se drukčija struktura, uglavnom nepovoljnih osobina. Izuzetno velika toplinska snaga koja je neophodna za lokalno taljenje zahtjeva i znatno više radne temperature (pregrijavanja u tečnom stanju) koje su posljedica visoke temperature električnog luka ili acetilenskog plamena.
Drugi važan faktor koji izaziva odstupanje od normalne strukture je način hlađenja preko odvođenja topline kroz osnovni metal. Ovo toplinsko dejstvo se ne odnosi samo na zavar već i na osnovni materijal na koji je toplina zavarivanja imala dejstvo koje je jako različito u zavisnosti od temperature na koju se zagrije okolna zona osnovnog materijala. Ova toplinska dejstva se mogu predstaviti kao što to pokazuje shema na slici 1412.18.
U samom zavaru nastaje cjevasta primarna struktura sa igličastim
kristalima usmjernim ka mjestu u zavaru koje je posljednje očvrslo. Igličasti kristali rastu u suprotnom smjeru od smjera toplinskog fluksa. Kod elektrolučnog zavarivanja iglice su izrazite ali su sitnije zbog kratkotrajnog dejstva moćnog toplinskog izvora. Ovaj efekat je veći kod elektrolučnog zavarivanja ako se radi sa golom elektrodom. Pri tom su iglice cjevastih kristala
sitne. Pri radu sa obloženom elektrodom proces je sporiji jer se jedan dio
topline luka troši za taljenje obloge, pa u ovom slučaju nastaju krupnije iglice. Kod plinskog zavarivanja zbog manje dovedene snage i sporijeg procesa zavarivanja cjevasti primarni kristali su manje izraziti, ali su zato iglice znatno krupnije.
Neposredno pored zavara u utjecajnoj toplinskoj zoni javlja se uska oblast djelimičnog taljenja koja je upravo uvjet za spajanje zavarivanjem. Ova zona odgovara mjestima sa temperaturama između likvidusa i solidusa.
U susjednoj oblasti su temperature između solidusa i 1100 0C u kojoj i pri kratkom vremenu zadržavanja dolazi do visokog žarenja, čija je posljedica krupno- zrna struktura. Ispod ove temperature pa sve do A3
Slika 12.18. Toplinski utjecaj zavara na okolinu
nastaće oblast
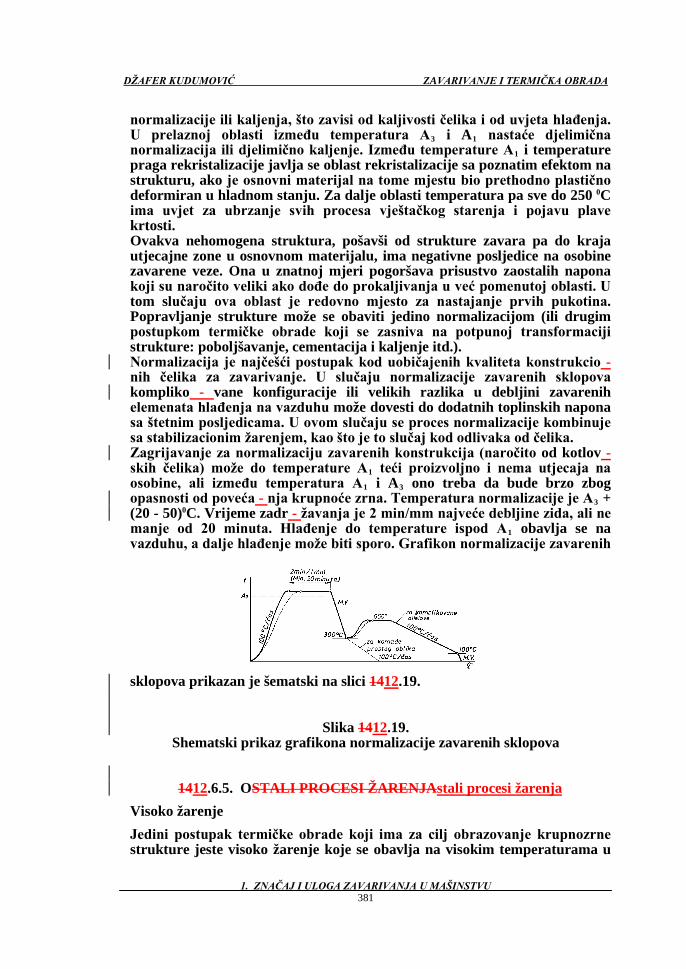
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 381
normalizacije ili kaljenja, što zavisi od kaljivosti čelika i od uvjeta hlađenja. U prelaznoj oblasti između temperatura A3 i A1 nastaće djelimična normalizacija ili djelimično kaljenje. Između temperature A1 i temperature praga rekristalizacije javlja se oblast rekristalizacije sa poznatim efektom na strukturu, ako je osnovni materijal na tome mjestu bio prethodno plastično deformiran u hladnom stanju. Za dalje oblasti temperatura pa sve do 250 0
Zagrijavanje za normalizaciju zavarenih konstrukcija (naročito od kotlov - skih čelika) može do temperature A
C ima uvjet za ubrzanje svih procesa vještačkog starenja i pojavu plave krtosti.
Ovakva nehomogena struktura, pošavši od strukture zavara pa do kraja utjecajne zone u osnovnom materijalu, ima negativne posljedice na osobine zavarene veze. Ona u znatnoj mjeri pogoršava prisustvo zaostalih napona koji su naročito veliki ako dođe do prokaljivanja u već pomenutoj oblasti. U tom slučaju ova oblast je redovno mjesto za nastajanje prvih pukotina. Popravljanje strukture može se obaviti jedino normalizacijom (ili drugim postupkom termičke obrade koji se zasniva na potpunoj transformaciji strukture: poboljšavanje, cementacija i kaljenje itd.).
Normalizacija je najčešći postupak kod uobičajenih kvaliteta konstrukcio - nih čelika za zavarivanje. U slučaju normalizacije zavarenih sklopova kompliko - vane konfiguracije ili velikih razlika u debljini zavarenih elemenata hlađenja na vazduhu može dovesti do dodatnih toplinskih napona sa štetnim posljedicama. U ovom slučaju se proces normalizacije kombinuje sa stabilizacionim žarenjem, kao što je to slučaj kod odlivaka od čelika.
1 teći proizvoljno i nema utjecaja na osobine, ali između temperatura A1 i A3 ono treba da bude brzo zbog opasnosti od poveća - nja krupnoće zrna. Temperatura normalizacije je A3 + (20 - 50)0C. Vrijeme zadr - žavanja je 2 min/mm najveće debljine zida, ali ne manje od 20 minuta. Hlađenje do temperature ispod A1
1412.6.5. OSTALI PROCESI ŽARENJAstali procesi žarenja
obavlja se na vazduhu, a dalje hlađenje može biti sporo. Grafikon normalizacije zavarenih
sklopova prikazan je šematski na slici 1412.19.
Slika 1412.19. Shematski prikaz grafikona normalizacije zavarenih sklopova
Visoko žarenje Jedini postupak termičke obrade koji ima za cilj obrazovanje krupnozrne
strukture jeste visoko žarenje koje se obavlja na visokim temperaturama u
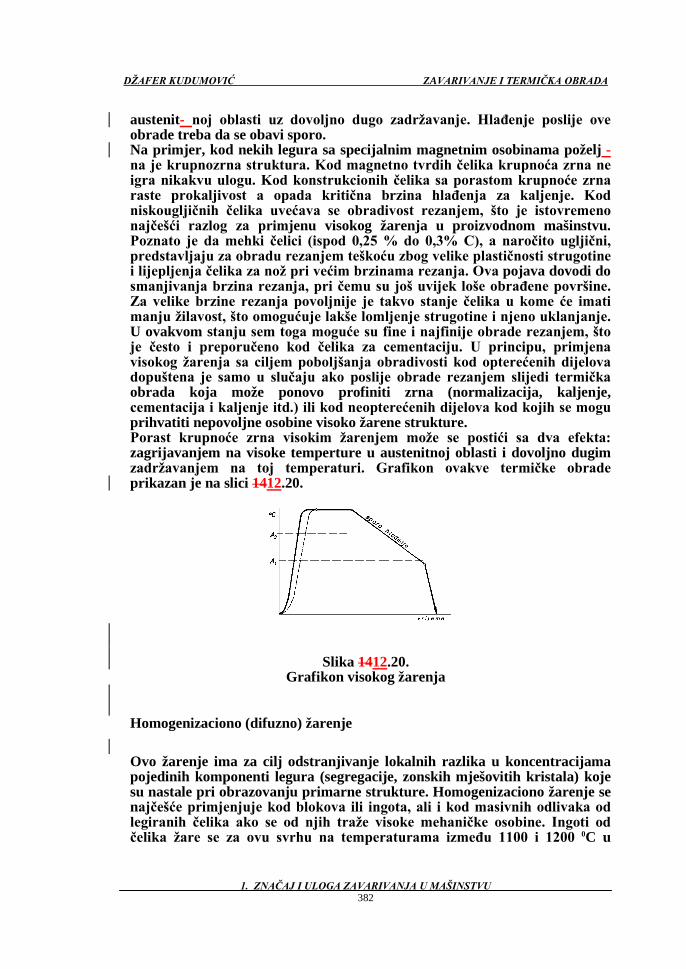
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 382
austenit- noj oblasti uz dovoljno dugo zadržavanje. Hlađenje poslije ove obrade treba da se obavi sporo.
Na primjer, kod nekih legura sa specijalnim magnetnim osobinama poželj - na je krupnozrna struktura. Kod magnetno tvrdih čelika krupnoća zrna ne igra nikakvu ulogu. Kod konstrukcionih čelika sa porastom krupnoće zrna raste prokaljivost a opada kritična brzina hlađenja za kaljenje. Kod niskougljičnih čelika uvećava se obradivost rezanjem, što je istovremeno najčešći razlog za primjenu visokog žarenja u proizvodnom mašinstvu. Poznato je da mehki čelici (ispod 0,25 % do 0,3% C), a naročito ugljični, predstavljaju za obradu rezanjem teškoću zbog velike plastičnosti strugotine i lijepljenja čelika za nož pri većim brzinama rezanja. Ova pojava dovodi do smanjivanja brzina rezanja, pri čemu su još uvijek loše obrađene površine. Za velike brzine rezanja povoljnije je takvo stanje čelika u kome će imati manju žilavost, što omogućuje lakše lomljenje strugotine i njeno uklanjanje. U ovakvom stanju sem toga moguće su fine i najfinije obrade rezanjem, što je često i preporučeno kod čelika za cementaciju. U principu, primjena visokog žarenja sa ciljem poboljšanja obradivosti kod opterećenih dijelova dopuštena je samo u slučaju ako poslije obrade rezanjem slijedi termička obrada koja može ponovo profiniti zrna (normalizacija, kaljenje, cementacija i kaljenje itd.) ili kod neopterećenih dijelova kod kojih se mogu prihvatiti nepovoljne osobine visoko žarene strukture.
Porast krupnoće zrna visokim žarenjem može se postići sa dva efekta: zagrijavanjem na visoke temperture u austenitnoj oblasti i dovoljno dugim zadržavanjem na toj temperaturi. Grafikon ovakve termičke obrade prikazan je na slici 1412.20.
Slika 1412.20.
Grafikon visokog žarenja Homogenizaciono (difuzno) žarenje Ovo žarenje ima za cilj odstranjivanje lokalnih razlika u koncentracijama
pojedinih komponenti legura (segregacije, zonskih mješovitih kristala) koje su nastale pri obrazovanju primarne strukture. Homogenizaciono žarenje se najčešće primjenjuje kod blokova ili ingota, ali i kod masivnih odlivaka od legiranih čelika ako se od njih traže visoke mehaničke osobine. Ingoti od čelika žare se za ovu svrhu na temperaturama između 1100 i 1200 0C u

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 383
trajanju od 12 do 15 časova, pa zatim polahko hlade do temperature 250 do 280 0C tako da je ciklus vrlo dug (80 do 100 čas).
Kod čeličnih odlivaka se homogenizaciono žarenje obavlja na visokim
temperaturama u austenitnoj oblasti (950 do 1150 0
Slika 1412.21. Grafikon homogenizacionog žarenja
Često je neophodno stepenasto zagrijavanje. Hlađenje odlivaka iz istih se razloga obavlja sporo (u zatvorenoj peći).
C) i zadržava na ovoj temperaturi određeno vrijeme (5 - 10 časova), što zavisi od veličine komada i vrste čelika. Hlađenje treba da se obavi u zatvorenoj peći. Grafikon ove termičke obrade daje slika 1412.21.
Rekristalizaciono žarenje Poslije obrade čelika plastičnim deformiranjem u hladnom stanju (presova-
nje, savijanje, duboko izvlačenje itd.) dolazi do pojave ojačavanja uz smanjivanje žilavosti.
Rekristalizaciono žarenje se obavlja u oblasti temperatura nižih od tempe - rature početka transformacije A1, najčešće na temperaturama 550 do 720 0
1412.6.6. Temperature i proces termičke obrade za pojedine materijaleEMPERATURE I PROCES TERMIČKE OBRADE ZA
POJEDINE MATERIJALE
C.
U gradnji termičkih i hemijskih aparata upotrebljavaju se različiti čelici, i to
nelegirani i niskolegirani čelici otporni kod povišenih temperatura, kao i austenitni čelici, te su dati tabelarno podaci za predgrijavanje, kao i žarenje pojedinih čelika prema tabelama 1412.2. i 1412.3. U praksi se pojavljuju čelici raznih proizođača pod raznim nazivima, odnosno prema standardima pojedinih zemalja, pa postoje usporedbene tabele pojedinih istovrsnih čelika radi lakšeg snalaženja.
Ove usporedbe čelika, koji su u različitim zemljama slično legirani, mogu služiti samo kao oslonac. Odstupanja u sadržaju legiranja mogu utjecati na osobine. Tačna usporedba hemijskog sastava, osobina čvrstoće i vladanja na koroziju je stoga neophodna, kada se ima u obzir zamjena kvaliteta sličnih sastava.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 384
Tabela 1412.2. TOPLINSKA OBRADA ČELIKA OTPORNOG KOD POVIŠENIH TEMPERATURA
OZNAKA znaka
čelikaČELIKA
Toplinska obrada prije odnosno poslije zavarivanja
Opaska
Predgrijavanje Postupak žarenja
ate-rijal br. DIN
Deb
ljina
st
ijenk
e m
m
o Žar
enje
C
o
Drž
anje
na
tem
p.
min
. min
uta
C
Hla
đenj
e na
0935 9Mn5 > 6 200 620 - 570 30 zrak 15 mm nije neophodno 15 mm neophodno žariti reko 6 mm debljine stijenke treba retpostaviti elektrolučno zavarivanje akon zavarivanja ohladiti na 00-150oC i tada odmah žariti
5415 5Mo3 > 10 150 - 200 700 - 660 15 * zrak
7335 3CrMo44 > 10 200 - 300 780 - 730 20 zrak
7380 0CrMo910 > 6 200 - 300 780 - 730 20 zrak
8025 0CrSiMoV7 > 6 200 - 300 780 - 730 30 zrak
8050 2CrSiMo9 > 6 100 - 300 780 - 750 30 - 45 zrak
4998 X20CrMoVW121 > 6 200 - 300 780 - 740 1-2 sata prema debljini zrak
4961 X8CrNiNb1613 100 950 - 850 20 * zrak ebljina stijenke do 5 mm varivati TIG-om emperatura predmeta u blizini vara ne smije prekoračiti za ijeme zavarivanja 300-350oC Nakon zavarivanja žariti,kada e mora računati s naponsko- areznom korozijom
4989 X8CrNiMoNb1616 100 950 - 850 20 * zrak
4988 X8CrNiMoVNb1613 100 800 - 750 20 * zrak
Nakon zavarivanja treba provesti posebnu toplinsku obradu u kotlovskim
bubnjevima koji podliježu propisima za materijal i izradu.
Tabela 1412.3.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 385
Temperature toplinske obrade nehrđajućeg i protiv kiselina otpornog čelika
Oznaka čelika
Toplinska obrada prije odnosno poslije zavarivanja
Opaska
Predgrijavanje
Postupak žarenja
Mateerijal br. DIN
Deb
ljina
st
ijenk
e m
m
Žare
nje
o Drž
anje
na
te
mp.
m
in. m
inut
a
C
Hla
đenj
e na
4001 X10Cr13 > 3 100 - 300 800 - 750 30 - 45 zrak rimijeniti austenitni dodatni materijal ada su zavareni spojevi više napreg- uti. Nakon zavarivanja preporučuje se plinska obrada. Obrada je potrebna ada mora biti zavareni spoj otporan rotiv interkristalne korozije.
4002 X5CrAl13 > 3 100 - 300 800 - 750 30 - 45 zrak
4016 X8Cr17 > 3 100 - 300 800 - 750 30 - 45 zrak
4501 X8CrTi17 > 3 100 - 300 - - -
4115 X8CrMo17 > 3 100 - 300 800 - 750 30 - 45 zrak akon zavarivanja preporučuje se top- nska obrada. Obrada je potrebna kad ora biti zavareni spoj otporan protiv terkristalne korozije.
4523 X8CrMoTi17 > 3 100 - 300 - - -
4300 X12CrNi188 100 - 200 1100 - 1050 20 ektrolučno odnosno TIG-zavarivanje ma prednost. Kada se traži otpornost rotiv raspada zrna potrebna je toplin - a obrada nakon zavarivanja.
4031 X5CrNi189 100 - 200 950 - 850 20 * zrak retpostavlja se elektrolučno odnosno IG zavarivanje Nakon zavarivanja žariti kad se mora čunati sa naponskom korozijom.
4541 X10CrNiTi189 100 - 200 950 - 850 20 * zrak 4550 X10CrNiNb189 100 - 200 950 - 850 20 * zrak 4401 X8CrNiMo1810 100 - 200 1050 - 1100 20 zrak 4571 X10CrNiMoTi1810 100 - 200 1050 - 1100 20 zrak 4580 X10CrNiMoNb1810 100 - 200 1050 - 1100 20 zrak
4395 X5CrNiMoCuNb1818 100 - 200 900 - 950 20 zrak retpostavlja se elektrolučno odnosno IG - zavarivanje
SAŽETAK PROPISA ZA ŽARENJE
− Toplinsku obradu poslije zavarivanja treba izvoditi kao zadnju operaciju
prije hidraulične probe. Ukoliko se pojavi potreba zavarivanja radi popravaka nakon toplinske obrade, spremnici se moraju ponovo toplinski obraditi.
− Gdje god je moguće toplinsku obradu treba provoditi u cjelini u zatvorenoj peći. Gdje je nepraktično ili nemoguće izvođenje žarenja cijelog spremnika ili cjevovoda u peći, metodu toplinske obrade koja će biti upotrijebljena treba ugovoriti između kupca i proizvođača.
− Sudovi mogu biti žareni i djelimično u zatvorenoj peći, pazeći da bude odgovarajuće preklapanje žarenog dijela i da je dio izvan peći zaštićen, tako da temperaturni gradijent ne bude štetan.
− Dijelovi suda ili bilo koji drugi dio suda može biti žaren radi uklanjanja napona (naponski žaren) uzdužnih spojeva ili kompliciranih zavarenih detalja prije nego se kompletira cijeli sud. Svaki kružni zavar koji nije prethodno toplinski obrađen može biti žaren nakon zavarivanja dovršenog spoja. Kod toga treba paziti da bude odgovarajuće područje zagrijavanja na svaku stranu od središnjice zavara.
− Ogranci ili druga privarena pričvršćenja mogu se lokalno naponski žariti zagrijavanjem zaštićenog obodnog područja oko čitavog suda.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 386
− Temperature na koje treba zagrijavati materijal radi uklanjanja napona trebaju biti u propisanom području za pojedini materijal. Povišenje temperature mora biti u ovisnoti o debljini materijala i u skladu s pojedinim propisima. Za vrijeme zagrijavanja odstupanja temperature u dijelu suda koji se žari moraju biti unutar propisanih granica. Vrijeme držanja na određenoj temperaturi, kao i hlađenje, mora biti također u ovisnosti o debljini materijala i u skladu s propisima. Sve temperature trebaju biti bilježene kontinuirano i automatski.
− Žarenje se može provoditi i kod nižih temperatura od propisanih, uz produženje propisanog vremena žarenja.
1412.6.7. Plinski plamenici za toplinsku obradu zavarenih spojeva
Temperature termičke obrade kotlovskih cijevi kao i neke definicije toplin-
ske obrade koje se kod zavarenih spojeva najčešće pojavljuju , a to su: Žarenje za uklanjanje napona znači prema DIN 1701414: “Žarenje kod neke
temperature ispod donje granice pretvorbe Acl najčešće ispod 650 0C, te naknad - nim laganim hlađenjem radi izjednačenja unutarnjih napetosti, a bez znatnih promjena postojećih svojstava”.
Popuštanje znači, prema DIN 1701414: “Zagrijavanje poslije prethodnog kaljenja, hladnog oblikovanja ili zavarivanja, a na temperaturu između temperature prostorije i donje tačke pretvorbe Ac l, te održavanje kod te temperature i naknadno svrsishodno hlađenje”.
Temperature uklanjanja navedene su u odgovarajućim mjerodavnim normama i listićima za materijale (Werkstoffblatern).
Normalizirajuće žarenje znači prema DIN 17014: “Zagrijavanje na tempe - raturu malo iznad gornje tačke pretvorbe Ac3 (kod perlitskih čelika iznad donje tačke pretvorbe Ac l
Tabela 1412.4.a.
) te naknadnim hlađenjem na mirnom zraku”.
Oznaka vrste čelika
Oblikovanje o
Temperature vruće prerade i termičke obrade
C Normalizacija o
Kaljenje C o
Popuštanje C o
Žarenje za uklanjanje napona poslije zavarivanja C oC
Č 1215 između
110 i 850
900 do 930 - 650 do 700 Č 1214 870 do 900 - 650 do 700 Č 7100 910 do 940 - 660 do 700 Č 7400 - 910 do 940 650 do 720 680 do 720 Č 7401 - 900 do 960 680 do 780 730 do 780
Tabela 1412.4.ba. Vrsta čelika Prerada u Normalizaciono Poboljšanje Žarenje za

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 387
skraćeni naziv po DIN-u
toplom o
žarenje C o
Temp. kaljenja C o
Temp. napuštanja C o
uklanjanje napona poslije
zavarivanja C oC
St. 35,8
između 110 i 850
900 d0 930 - - 650 do 700 St. 45,8 870 do 900 - - 650 do 700 15Mo3 910 do 940 - - 660 do 700
13CrMo44 - 910 do 940 650 do 720 680 do 720 10CrMo9 10 - 900 do 960 680 do 780 730 do 780
Normalizirajuće žarenje gotovog proizvoda potrebno je u ovim
a) kada se zahtijevana svojstva zavarenog spoja mogu postići samo kroz norma - lizirajuće žarenje, ili
b) ako je proizvod prije ili poslije zavarivanja bio podvrgnut toplinskom obliko - vanju, bilo da je toplinska obrada završena u temperaturnom području koje odgovara području normalizacije, ili kod hladno oblikovanih proizvoda, ukoli - ko je pri tom prekoračena vrijednost od 5% za istezanje vanjskih vlakana.
− Neku posebnu toplinsku obradu treba odrediti ako osnovni materijal ili materijal samog zavara prilikom zavarivanja poprimi neku nedozvoljenu tvrdoću.
− Temperature termičke obrade kotlovskih cijevi. U tabeli broj: 1412.4.a. navedene su temperature termičke obrade kotlovskih cijevi za čelične bešavne cijevi s garantiranim mehaničkim osobinama na povišenim temperaturama, dok tabela 1412.4.b. daje podatke za bešavne cijevi iz vatrootpornog čelika.
1412.6.8. Postupci zagrijavanja kod žarenja
Danas se zagrijavanja u svrhu žarenja, odnosno predgrijavanja, vrše na
više načina:
1. Električnom energijom a) elektrootporno direktno ili indirektno b) indukciono 2. Plinom a) direktno b) indirektno 3. Ložnim uljem - indirektno
1412.7. KALJENJEALJENJE Pod kaljenjem se najčešće podrazumijeva proces termičke obrade u kome se
dio čelika zagrijava na temperaturu iznad A3 (ili iznad A1), a zatim dovoljno br - zim hlađenjem dovodi do nastajanja neravnotežne strukture martenzita

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 388
kod većine konstrukcionih i alatnih čelika. Osnovni cilj kaljenja je povećavanje tvrdoće.
Kaljenje je često jedna operacija iza koje dolaze uvijek i druge (npr. otpuštanje).
Operacija kaljenja se preduzima u okviru raznih procesa termičke obrade i
sa različitim ciljevima:
1. povećanje tvrdoće alata ili povećanje kontaktne čvrstoće jako opterećenih dijelova (kotrljajući ležajevi i slično).
2. poboljšavanje mehaničkih osobina konstrukcionih čelika (ponekad i alatnih) koje nosi naziv poboljšavanje a sastoji se iz kaljenja i visokotemperaturnog otpuštanja.
3. poboljšavanje mehaničkih osobina konstrukcionih čelika (ponekad i alatnih) postupkom koji nosi naziv disperziono ojačavanje a sastoji se iz kaljenja na prezasićeni rastvor i otpuštanja (starenja).
4. kaljenje je jedna od operacija u okviru termičke obrade cementiranih dijelova;
5. kaljenje je jedna od operacija u mnogim varijantama termomehaničkih obrada;
6. kaljenjem se povećava stabilnost strukture austenitnih čelika (hemijski postojanih ili manganskog čelika otpornog na habanje).
Prema načinu hlađenja, proces kaljenja se može izvesti na više načina. 1412.7.1. Kaljenje sa kontinualnim hlađenjem (obično kaljenje) Ovaj način kaljenja se obavlja tako što se komad zagrijan na temperaturu
kaljenja stavlja u rashladno sredstvo, gdje se definitivno rashlađuje do temperature sredstava. Ovo je najprostiji način kaljenja i široko se primjenjuje, a naročito je pogodan za mehanizovane i automatizovane procese. Grafikon ovog načina kaljenja dat je na slici 1412.22.
Slika 1412.22.
Grafikon običnog kaljenja sa niskim otpuštanjem
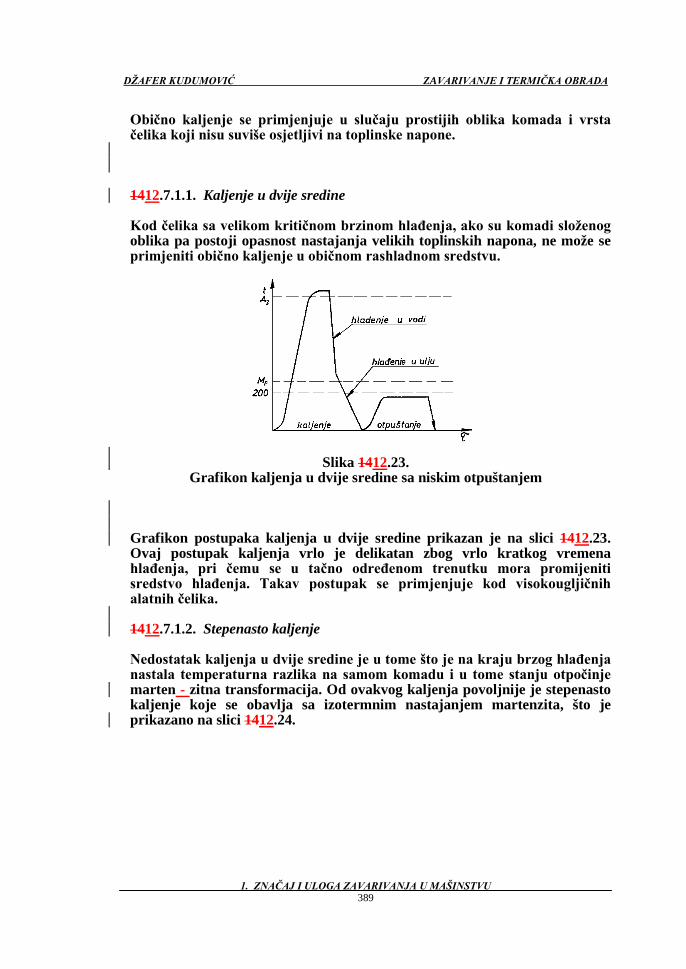
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 389
Obično kaljenje se primjenjuje u slučaju prostijih oblika komada i vrsta čelika koji nisu suviše osjetljivi na toplinske napone.
1412.7.1.1. Kaljenje u dvije sredine Kod čelika sa velikom kritičnom brzinom hlađenja, ako su komadi složenog
oblika pa postoji opasnost nastajanja velikih toplinskih napona, ne može se primjeniti obično kaljenje u običnom rashladnom sredstvu.
Slika 1412.23.
Grafikon kaljenja u dvije sredine sa niskim otpuštanjem Grafikon postupaka kaljenja u dvije sredine prikazan je na slici 1412.23.
Ovaj postupak kaljenja vrlo je delikatan zbog vrlo kratkog vremena hlađenja, pri čemu se u tačno određenom trenutku mora promijeniti sredstvo hlađenja. Takav postupak se primjenjuje kod visokougljičnih alatnih čelika.
1412.7.1.2. Stepenasto kaljenje Nedostatak kaljenja u dvije sredine je u tome što je na kraju brzog hlađenja
nastala temperaturna razlika na samom komadu i u tome stanju otpočinje marten - zitna transformacija. Od ovakvog kaljenja povoljnije je stepenasto kaljenje koje se obavlja sa izotermnim nastajanjem martenzita, što je prikazano na slici 1412.24.
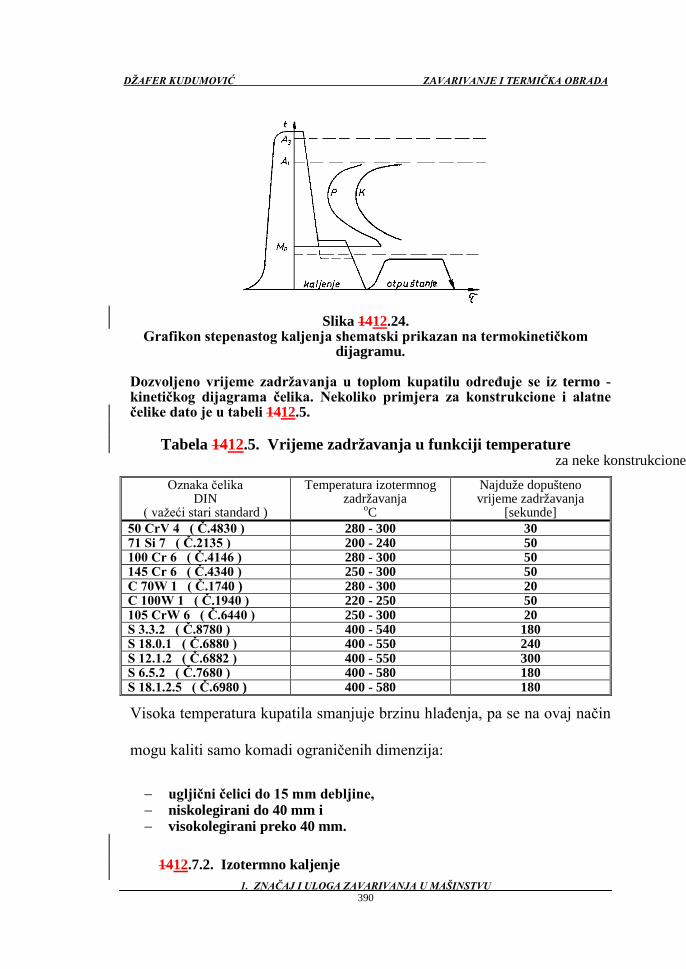
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 390
Slika 1412.24.
Grafikon stepenastog kaljenja shematski prikazan na termokinetičkom dijagramu.
Dozvoljeno vrijeme zadržavanja u toplom kupatilu određuje se iz termo -
kinetičkog dijagrama čelika. Nekoliko primjera za konstrukcione i alatne čelike dato je u tabeli 1412.5.
Tabela 1412.5. Vrijeme zadržavanja u funkciji temperature
za neke konstrukcione Oznaka čelika
DIN ( važeći stari standard )
Temperatura izotermnog zadržavanja
o
Najduže dopušteno vrijeme zadržavanja
[sekunde] C 50 CrV 4 ( Č.4830 ) 280 - 300 30 71 Si 7 ( Č.2135 ) 200 - 240 50 100 Cr 6 ( Č.4146 ) 280 - 300 50 145 Cr 6 ( Č.4340 ) 250 - 300 50 C 70W 1 ( Č.1740 ) 280 - 300 20 C 100W 1 ( Č.1940 ) 220 - 250 50 105 CrW 6 ( Č.6440 ) 250 - 300 20 S 3.3.2 ( Č.8780 ) 400 - 540 180 S 18.0.1 ( Č.6880 ) 400 - 550 240 S 12.1.2 ( Č.6882 ) 400 - 550 300 S 6.5.2 ( Č.7680 ) 400 - 580 180 S 18.1.2.5 ( Č.6980 ) 400 - 580 180
Visoka temperatura kupatila smanjuje brzinu hlađenja, pa se na ovaj način
mogu kaliti samo komadi ograničenih dimenzija:
− ugljični čelici do 15 mm debljine, − niskolegirani do 40 mm i − visokolegirani preko 40 mm.
1412.7.2. Izotermno kaljenje
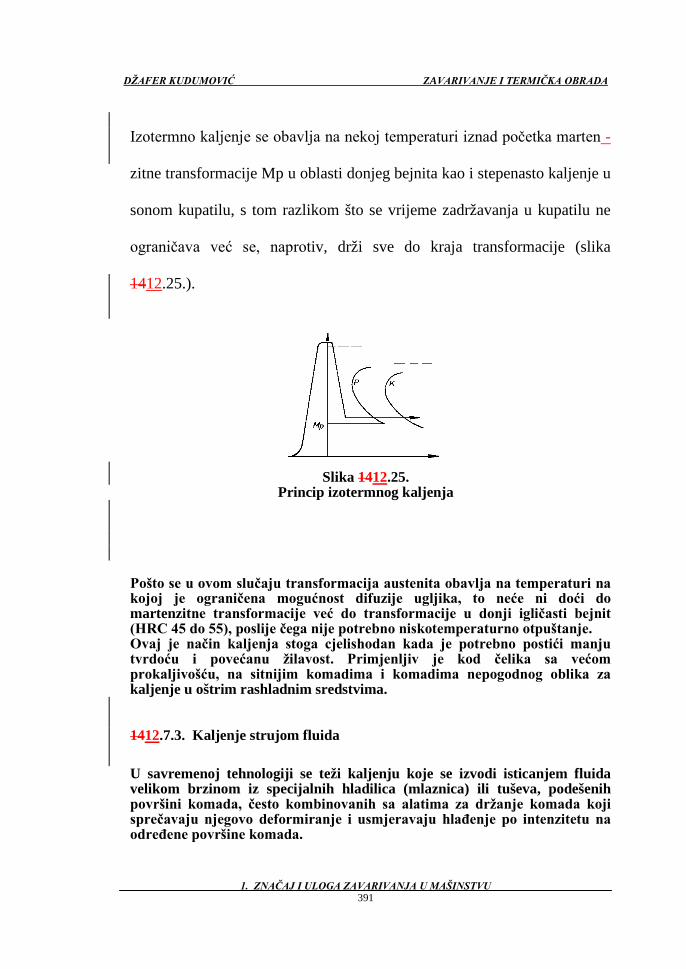
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 391
Izotermno kaljenje se obavlja na nekoj temperaturi iznad početka marten -
zitne transformacije Mp u oblasti donjeg bejnita kao i stepenasto kaljenje u
sonom kupatilu, s tom razlikom što se vrijeme zadržavanja u kupatilu ne
ograničava već se, naprotiv, drži sve do kraja transformacije (slika
1412.25.).
Slika 1412.25.
Princip izotermnog kaljenja Pošto se u ovom slučaju transformacija austenita obavlja na temperaturi na
kojoj je ograničena mogućnost difuzije ugljika, to neće ni doći do martenzitne transformacije već do transformacije u donji igličasti bejnit (HRC 45 do 55), poslije čega nije potrebno niskotemperaturno otpuštanje.
Ovaj je način kaljenja stoga cjelishodan kada je potrebno postići manju tvrdoću i povećanu žilavost. Primjenljiv je kod čelika sa većom prokaljivošću, na sitnijim komadima i komadima nepogodnog oblika za kaljenje u oštrim rashladnim sredstvima.
1412.7.3. Kaljenje strujom fluida U savremenoj tehnologiji se teži kaljenju koje se izvodi isticanjem fluida
velikom brzinom iz specijalnih hladilica (mlaznica) ili tuševa, podešenih površini komada, često kombinovanih sa alatima za držanje komada koji sprečavaju njegovo deformiranje i usmjeravaju hlađenje po intenzitetu na određene površine komada.
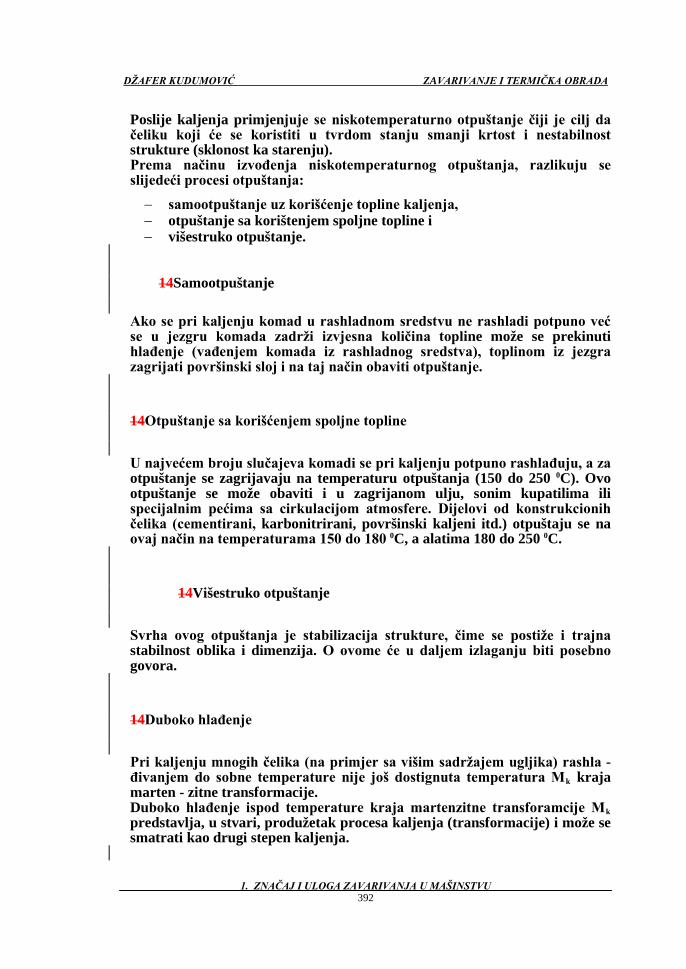
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 392
Poslije kaljenja primjenjuje se niskotemperaturno otpuštanje čiji je cilj da čeliku koji će se koristiti u tvrdom stanju smanji krtost i nestabilnost strukture (sklonost ka starenju).
Prema načinu izvođenja niskotemperaturnog otpuštanja, razlikuju se slijedeći procesi otpuštanja:
− samootpuštanje uz korišćenje topline kaljenja, − otpuštanje sa korištenjem spoljne topline i − višestruko otpuštanje.
14Samootpuštanje
Ako se pri kaljenju komad u rashladnom sredstvu ne rashladi potpuno već
se u jezgru komada zadrži izvjesna količina topline može se prekinuti hlađenje (vađenjem komada iz rashladnog sredstva), toplinom iz jezgra zagrijati površinski sloj i na taj način obaviti otpuštanje.
14Otpuštanje sa korišćenjem spoljne topline
U najvećem broju slučajeva komadi se pri kaljenju potpuno rashlađuju, a za
otpuštanje se zagrijavaju na temperaturu otpuštanja (150 do 250 0C). Ovo otpuštanje se može obaviti i u zagrijanom ulju, sonim kupatilima ili specijalnim pećima sa cirkulacijom atmosfere. Dijelovi od konstrukcionih čelika (cementirani, karbonitrirani, površinski kaljeni itd.) otpuštaju se na ovaj način na temperaturama 150 do 180 0C, a alatima 180 do 250 0
14Duboko hlađenje
C.
14Višestruko otpuštanje
Svrha ovog otpuštanja je stabilizacija strukture, čime se postiže i trajna
stabilnost oblika i dimenzija. O ovome će u daljem izlaganju biti posebno govora.
Pri kaljenju mnogih čelika (na primjer sa višim sadržajem ugljika) rashla -
đivanjem do sobne temperature nije još dostignuta temperatura Mk kraja marten - zitne transformacije.
Duboko hlađenje ispod temperature kraja martenzitne transforamcije Mk predstavlja, u stvari, produžetak procesa kaljenja (transformacije) i može se smatrati kao drugi stepen kaljenja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 393
Duboko hlađenje smanjuje količinu preostalog austenita, pa cilj ove obrade može biti povećanje tvrdoće, stabilnosti dimenzija i poboljšavanje magnetnih osobina.
1412.8. ZAGRIJAVANJEAGRIJAVANJE
Zagrijavanje dijelova za kaljenje u pećima ili toplim kupatilima obavlja se u
dvije faze koje se najprostije mogu odrediti snimanjem linija zagrijavanja u peći ili toplom kupatilu (slika 1412.26.).
Slika 1412.26.
Shema snimanja promjene temperature za vrijeme zagrijavanja a) u peći , b) u toplom kupatilu ,
I termoelemenat za mjerenje temperature sredine u kojoj se vrši zagrijavanje ,
II termoelemenat na povr III termoelemenat u je U zavisnosti od brzine zagrijavanja i sposobnosti čelika za provođenje
topline temperatura na površini komada brže će rasti nego u jezgru (slika 1412.27.)
Slika 1412.27. Grafikon procesa zagrijavanja
I linija promjena temperature peći (sredine) snimljena termoelementom , I, II linije promjene temperature na površini komada (termoelemenat II) i III linija promjene temperature u jezgru komada (termoelemenat III).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 394
14PEĆI ZA TERMIČKU OBRADUPeći za termičku obradu Termički postupci (kaljenje, žarenje, cementacija, temperovanje itd.) obav-
ljaju se u specijalnim pećima. U njima se vrši zagrijavanje komada, obavljanje raznih procesa na povišenim temperaturama, a ponekad i hlađenje komada. Njihova konstrukcija može se razlikovati po energetskom izvoru i namjeni. Prema temperaturama za koje su predviđene, a time i prema namjeni, peći se mogu podijeliti na:
1. peći za otpuštanje 2. peći za žarenje i otpuštanje 3. peći za žarenja, kaljenje i cementaciju 60 4. peći za kaljenje brzoreznog čelika Prema energetskom izvoru i vrsti toplinskog nosioca, peći se dijele na: 1. peći sa direktnim ili indirektnim zagrijavanjem komada pomoću topline
nastale sagorijevanjem čvrstog, tečnog ili gasovitog goriva ili pomoću električne energije u atmosferi produkata sagorijevanja, vazduha ili zaštitnog gasa i
2. zagrijavanje u toplim kupatilima sa rastopljenim solima ili metalom. Lonac u kome je rastopljeno sredstvo za zagrijavanje može se zagrijavati sagorijeva - njem goriva ili električnom energijom.
Klasifikacija peći prema konstrukciji data je u tabeli1412.6.
Tabela 1412.6. Vrste peći prema načinu rada
Način rada Vrsta peći
peći sa diskontinualnim procesom komorna peć mufolna peć vertikalna ( dubinska ) peć zvonasta peć ( sa liftom )
peći sa kontinualnim procesom
peći sa kotrljanjem komada prolazna peć tunelska peć karuselna peć rotaciona peć
1412.9. HLAĐENJE I SREDSTVA ZA HLAĐENJELAĐENJE I SREDSTVA
ZA HLAĐENJE Hlađenje je, pri termičkoj obradi , isto toliko važna tehnološka operacija kao
i zagrijavanje , pa se gotovo za sve vidove termičke obrade propisuje određena brzina hlađenja.Prema brzini kojom se ono vrši , mogu se razlikovati tri načina hlađenja:
− sporo,

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 395
− normalno i − brzo.
U termičkoj obradi se pod normalnim hlađenjem podrazumijeva hlađenje na mirnom vazduhu, što bi trebalo da odgovara uvjetima hlađenja čeličnih polufabri - kata poslije obrade plastičnim deformiranjem na toplo.
Sporo hlađenje se obavlja najčešće u zatvorenoj peći. U ovom slučaju propisana mala brzina hlađenja ima utjecaja na izbor toplinske izolacije peći.
Za tehniku termičke obrade najznačajnije je brzo hlađenje, a posebno
hlađenje koje se primjenjuje pri kaljenju. Regulirano hlađenje čelika se brzinom hlađenja većom od kritične , može
obaviti u odgovarajućoj oblasti temperatura sa dva različita fizička mehanizma: pretežno konvekcijom ili konvekcijom sa prenosom mase.
Da bi se obavila transformacija austenita u martenzit , potrebno je da brzina hlađenja bude veća od kritične:
v > vkr
Kritična brzina hlađenja zavisi od vrste čelika, ali i od veličine i oblika komada.
.
14SREDSTVA ZA HLAĐENJEredstva za hlađenje
Dva najvažnija sredstva za hlađenje jesu voda i ulje. Voda ima veću brzinu
hlađenja i koristi se za kaljenje ugljičnih čelika, dok se ulje koristi za kaljenje čelika sa manjim kritičnim brzinama hlađenja - legirane čelike. Najvažnija sredstva za hlađenje su slijedeća:
1. Ulje, 2. Voda i rastvori soli (NaCl, NaOH), 3. Topla kupatila sa solima ili metalima i 4. Gasovi (vazduh ili zaštitni gasovi).
Koriste se i kombinirana sredstva, kao što je emulzija vode sa uljem sa raznim sadržajima ulja. Posebnu oblast hlađenja čini hlađenje mlazom vazduha , vode, ulja ili kombinacije navedenih sredstava , pod općim nazivom kaljenje tušem.
14Ulje za kaljenje Za kaljenje se gotovo isključivo koriste mineralna ulja. Glavne karakte -
ristike ulja koje se koriste za hlađenje jesu: specifična toplina, tačka ključanja, toplina isparavanja, toplinska provodljivost i viskozitet.
Najpovoljnije ulje u praksi je sa viskozitetom oko 4,50 oE na temperaturi 50 0C. Ulje sa većim viskozitetom lijepi se za komad za vrijeme kaljenja.
Najpovoljnije uvjete hlađenja daju ulja na 40 do 80 0C. Na izbor tempera - ture ulja za kaljenje imaju utjecaja i način kretanja komada kroz ulje, sistem za hlađenje ulja, kao i karakteristike komada za kaljenjem, tako da se najviše koriste temperature između 20 i 40 0C pa do 60 0C.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 396
14POVRŠINSKOovršinsko ojačavanje i njegova primjena
OJAČAVANJE I NJEGOVA PRIMJENA Metode površinskog ojačavanja primjenjuju se na već obrađenim dijelo -
vima pripremljenim za primjenu (izuzetna, mala naknadna obrada treba samo da obezbijedi postizanje određene tačnosti). Cilj ovog ojačanja je da se osobine povr - šinskog sloja do određene dubine tako promjene da se ponašanje dijela u radnim uvjetima mijenja u pozitivnom smislu. Neposredni ciljevi ovakvih promjena površinskog sloja su:
− poboljšavanje mehaničkih osobina dijelova, a naročito dinamičke čvrstoće;
− povećanje otpornosti na habanje ili − povećanje hemijskih postojanosti ili vatrostalnosti. Za mašinstvo je od posebnog značaja povećanje dinamičke čvrstoće. Ono se
postiže različitim postupcima, čiji je pregled dat u tabeli 1412.7. Tabela 1412.7. Toplinske obrade u fukciji postupaka
Grupa postupaka Postupak Obrada cijelog komada
Klasična termička obrada poboljšanje disperziono ojačavanje
Termomehanička obrada termomehanička obrada Površinska obrada
Naklep tretiranje sačmom , valjanje
Hemijsko - termička obrada cementacija nitriranje karbonitriranje
Difuziona metalizacija uvođenje u površinski sloj raznih elemenata : Cr , Si , B , Al , Nb itd. ili njihovih kombinacija
Površinsko kaljenje indukciono kaljenje kaljenje gorionikom
1412.10. CEMENTACIJAEMENTACIJA
Cementacija je najstariji i najrasprostranjeniji postupak površinskog pove -
ćavanja tvrdoće. Sastoji se u naugljičenju površinskog sloja mehkog i žilavog čelika, sa malim sadržajem ugljika (najčešće ispod 0,3 %). Poslije kaljenja poveća- će se tvrdoća samo u naugljičnom površinskom sloju, dok će jezgro komada, zbog malog sadržaja ugljika, ostati žilavo.
Prednosti cementacije u odnosu na obično kaljenje su : 1. Jezgro cementiranog i kaljenog komada ima veliku žilavost zbog niskog
sadržaja ugljika , 2. Dijelovi komada koji su zaštićeni od cementacije mogu se i poslije kaljenja
obrađivati rezanjem , 3. Niskougljični čelik je lakši za obradu i jeftiniji od čelika za kaljenje ,

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 397
4. Postupkom običnog kaljenja, koji ima za cilj povećanje površinske tvrdoće , ne može se postići nikakav siguran rezultat u pogledu uvećavanja dinamičke čvrstoće.
Prednosti cementacije u odnosu na nitriranje više su ekonomske prirode , ali ipak imaju značajne posljedice :
1. Zbog sporog i skupog procesa nitriranje je primjenjivano samo za tanke ojača - ne slojeve.
2. Nitrirana površina se dalje ne obrađuje termički , a pošto je velike tvrdoće to je isključena i obrada rezanjem.
Ni u odnosu na površinsko kaljenje prednosti cementacije nisu brojne , ali su veoma značajne :
1. Za cementaciju uopće nema značaja kakav oblik ima površina kojoj treba povećati tvrdoću.
2. Pošto se poslije procesa cementacije primjenjuje još završna termička obrada , opasnost od povećanja krupnoće zrnaca za vrijeme cementacije bezopasna je kada se u naknadnoj termičkoj obradi može ispraviti krupnoća strukture.
3. 4. 5.3. Cementacijom i kaljenjem može se postići mnogo viša površinska tvrdoća ,
pa i otpornost na habanje. 6.4. Postrojenje za površinsko kaljenje je skuplje i manja mu je univerzalnost
u pogledu mogućnosti primjene za različite dijelove nego što je to slučaj kod cementacije.
7.5. Za razliku od cementacije , površinsko kaljenje zahtijeva posebnu i ne jeftinu pripremu.
Najvažniji nedostaci cementacije u odnosu na postupke sa kojima je vršeno poređenje su:
1. Tvrdoća cementiranog i kaljenog sloja zasnovana je na prisustvu martenzita u strukturi.
2. Cementirani sloj je nehomogena legura u pogledu sadržaja ugljika. 3. Zbog većeg sadržaja ugljika, u površinskom sloju će u slučaju cementacije
uvijek biti prisutna veća količina preostalog austenita. 4. Kako čelici za cementaciju imaju nizak sadržaj ugljika , pa i manju
čvrstoću u poboljšanom stanju. 5. Postupak termičke obrade poslije cementacije (kaljenje , poboljšavanje
itd.) je komplikovan i delikatan , tako da zahtijeva iskustvo i stroge tehnološke uvjete da bi se ostvarili ponovljeni rezultati.
6. Zbog dugotrajnog zagrijavanja, pri cementaciji na visokim temperaturama ( preko 900C ) na kojima je čvrstoća čelika vrlo mala , ako oblik komada nije pogodan ili je pogrešno postavljen za vrijeme cementacije dolazi do deformira- nja komada već pod dejstvom sopstvene težine.
7. Prednosti cementacije se mogu iskoristiti samo kod relativno manjih komada jer se za vrijeme procesa zagrijava čitav komad.
1412.11. NITRIRANJEITRIRANJE

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 398
Kada se odlučuje o izboru vrste hemijsko - termičkog postupka , moraju se
imati u vidu i njihovi nedostaci , koje posjeduje i nitriranje. Prije svega, osnovna mana ovog procesa je mala brzina difuzije azota , pa je proces nitriranja dugotrajan i skup. Stoga se , u cilju racionalnosti , teži samo primjeni relativno tankih nitrira - nih slojeva.
Na slici 1412.28. prikazana je dubina prodiranja azota u zavisnosti od vreme- na nitriranja i temperature.
Slika 1412.28.
Zavisnost dubine nitriranog sloja od trajanja i temperature nitriranja Nitriranje se može koristiti za povišenje postojanosti tvrdoće na višim
temperaturama kod alata od brzoreznog čelika. Jedina mana ovog postupka je nemogućnost da se smanji krtost, čak ni pri vrlo niskim stepenima disocijacije amonijaka. Proces nitriranja se u ovom slučaju može primjeniti na dva načina: kao završna operacija poslije kaljenja i otpuštanja alata, ili prije kaljenja.
Utjecaji koje ima nitriranje na osobine dijelova mogu se sistematizirati prema slijedećem :
− nitriranje uvećava otpornost na habanje površinskih slojeva, pri čemu je ova osobina uglavnom posljedica velike površinske tvrdoće ;
− nitriranje povećava dinamičku čvrstoću, naročito dijelova sa efektom zareza, što je posljedica povećane čvrstoće površinskog sloja i postojanja pritisnih unutrašnjih napona u površinskom nitriranom sloju i
− povećanje korozione postojanosti površinskog sloja u vlažnom atmosferksom vazduhu i običnoj vodi, što je posljedica veće hemijske stabilnosti nitrida.
1412.12. KARBONITRIRANJEARBONITRIRANJE
Nazivi: karbonitriranje, nitrocementacija i cijaniranje, kojima bi se mogli
dodati i drugi termini, označuju procese hemijsko- termičke obrade pomoću kojih se u površinski sloj istovremeno uvode ugljik i azot. Terminologija za ove procese nije ujednačena i gotovo je haotična.
Sam naziv karbonitriranje ne kazuje o kome je procesu riječ pa mu se mora dodati još i podatak o tome da li je:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 399
− pretežno obavljena cementacija ili nitriranje; − komad kaljen poslije hemijsko - termičke obrade ili nije; − postupak obavljen na čeliku za cementaciju, nitriranje ili nekom drugom. Karbonitriranje tečnim sredstvom - u cijanovim solima vrlo je
rasprostranjen postupak (često samo pod nazivom cementacija tečnim sredstvom).Ali, u posljed - nje vrijeme postoji težnja da se u većoj mjeri razvije karbonitriranje gasovitim sredstvom, prvenstveno zbog toga što se, slično kao kod plinske cementacije, proces može lahko kontrolirati i automatizirati.
I u odnosu na plinsku cementaciju plinsko karbonitriranje ima niz prednosti:
− bržu adsorpciju i difuziju ugljika zbog aktivirajućeg dejstva azota, pa je za istu temperaturu proces kraći nego kod cementacije;
− obavlja se na nižim temperaturama, pa je manje deformiranje dijelova pri direktnom kaljenju;
− prokaljivost karbonitriranog sloja je veća zbog prisustva azota; − manja sklonost atmosfere ka obrazovanju čađi i − jeftinije je održavanje peći zbog nižih temperatura. Najbitnija prednost karbonitriranja je povećana otpornost na habanje u
odnosu na cementirani sloj. Neki autori govore i o srednje temperaturnom procesu karbonitriranja kao,
na primer, u podjeli koju je dao V. Rajces: − niskotemperaturno…………………………540 do 560 0
− srednjetemperaturno……………………….800 do 860 C, 0
− visokotemperaturno ……………………….830 do 960 C i
0
Primjenu ima i oblast temperatura od 720 do 740 C.
0C. Na izbor temperature karbonitriranja utječe prvenstveno potrebna dubina
karbonitriranog sloja i aktivnost sredstva. Struktura koja nastaje u karbonitriranom sloju uvjetovana je količinom
ugljika i azota uvedenih u površinski sloj, odnosom tih količina, vrstom legure Fe - C koja je podvrgnuta karbonitriranju i završnom termičkom obradom.
Odnos količine azota i ugljika kojim se obogaćuje površinski sloj može se podešavati reguliranjem ugljičnog i azotnog potencijala sredstva, a na njega veoma utječe i temperatura procesa. Ako su konstantna oba potencijala sredstva , pri nižim radnim temperaturama preovlađivaće obogaćivanje azotom , a ukoliko je tempe - ratura viša , proces teče pretežno sa naugljičenjem.
13. NAPONI I DEFORMACIJE U ZAVARENIM SPOJEVIMA
13.1. NASTAJANJE DEFORMACIJA I ZAOSTALIH NAPETOSTI

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 400
Unos topline pri zavarivanju utječe na pojavu niza problema u izradi zavarenih konstrukcija, a također i kod popravaka zavarivanjem. Između ostalih, znatne poteškoće su zaostale napetosti i trajne deformacije u području zavarenog spoja.
Nerijetko zaostala naprezanja, kao posljedica zavarivanja, nadilaze čvrsto - ću, što može rezultirati i lomom konstrukcije u području zavarenog spoja. Isti uzrok može biti i razlogom deformacije konstrukcije , napetosne korozije itd.
Trajne deformacije zavarene konstrukcije su promjene oblika u području zavara ili cijele konstrukcije, do kojih dolazi tokom i nakon zavarivanja. Također su nastale kao posljedica utjecaja topline tokom zavarivanja (navarivanja) ili zagrijavanja. Ostaju trajno ukoliko se konstrukcija posebno ne izravna ili nije bila eventualno preddeformirana.
Zaostale napetosti i trajne deformacije su povezane. Ako postoji moguć - nost deformacije, zaostale napetosti su manje i obrnuto, kad nisu omogućene deformacije (upetost konstrukcije) zaostale napetosti su veće. Nisu jednake kod svih konstrukcija i kod svih materijala. Ukoliko je konstrukcija jako upeta i masiv - na, neće biti deformacija, ali su jake zaostale napetosti. Ako je konstrukcija slobodnija a materijali su manjih debljina dolazi do deformacija uz manje zaostale napetosti.
Sprečavanje, odnosno smanjivanje zaostalih napetosti i trajnih deformacija može se obavljati prije zavarivanja, u toku i poslije zavarivanja. Prije zavarivanja postiže se pravilnim oblikovanjem zavarene konstrukcije, izborom optimalnog oblika i dimenzija spoja, najpovoljnijih postupaka zavarivanja ili navarivanja, preddeformacijama, ukrućenjima, predgrijavanjem itd. Tokom zavarivanja obavlja se pravilnim redoslijedom zavarivanja ili navarivanja i ispravnim parametrima te ostalim uslovima zavarivanja. Poslije zavarivanja zaostale napetosti mogu se sma - njiti toplinskom obradom, a deformacije se mogu ukloniti ravnanjem konstrukcije na toplo ili na hladno.
Pojednostavljen prikaz nastajanja zaostalih napetosti i deformacija prika - zan je slikama 13.1. i 13.2. Rastezanje zbog zagrijavanja i hlađenja jedno je od fizikalnih svojstava metala. Ako se slobodni radni komad jednakomjerno zagrijava, npr. u peći, on će povećati obujam i širiti se u svim pravcima. Ako se isto tako jednakomjerno hladi, vrati će se u prvobitno stanje bez trajnih deformacija i zaosta- lih napetosti. Međutim, ako je radni komad upet ili se lokalno zagrijava, doći će do određenih promjena. U njemu će se stvoriti zaostale napetosti ili će nastupiti trajne deformacije s manjim zaostalim napetostima.
Nesimetrično lokalno zagrijavanje je ono kad se zagrijavanje izvodi samo s jedne strane radnog komada, što uzrokuje trajne deformacije uz manje zaostale napetosti.
Simetrično lokalno zagrijavanje je ono kad se istodobno, s jedne i druge strane radnog komada (simetrično), dovodi jednaka količina topline. Tako se održava ravnoteža pa ne dolazi do deformacije, ali su zaostale napetosti povećane, slika 13.1.
Zaostale napetosti su vrlo složene za izučavanje i nije ih jednostavno pojasniti. Pojednostavljen prikaz dat je na slici 13.2. Zavareni spoj se nakon hlađenja skrati i poput napete (razvučene) opruge tlači okolni materijal (A).
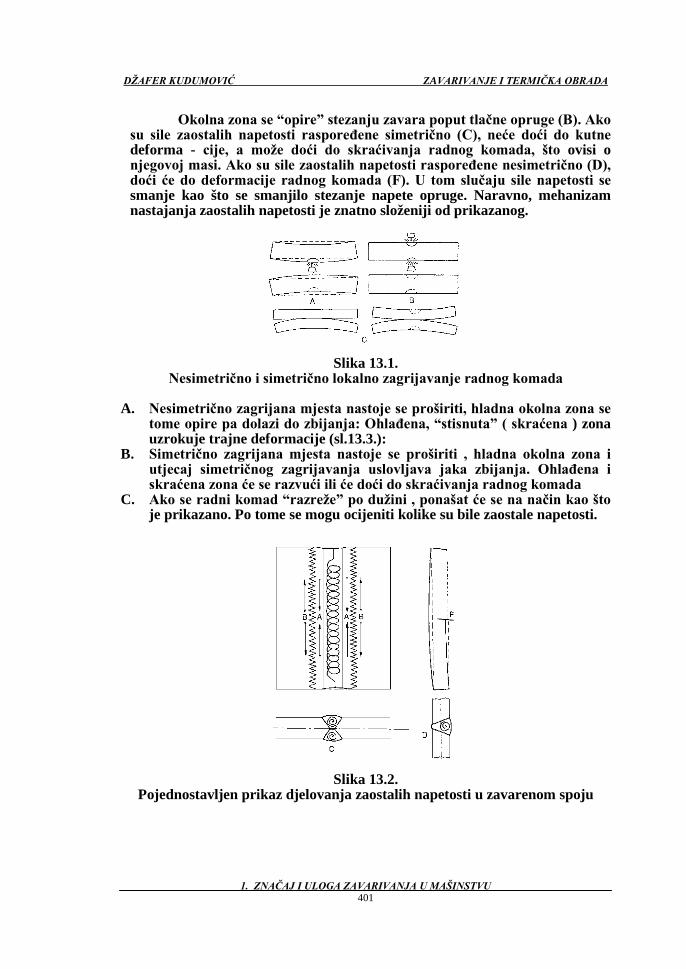
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 401
Okolna zona se “opire” stezanju zavara poput tlačne opruge (B). Ako su sile zaostalih napetosti raspoređene simetrično (C), neće doći do kutne deforma - cije, a može doći do skraćivanja radnog komada, što ovisi o njegovoj masi. Ako su sile zaostalih napetosti raspoređene nesimetrično (D), doći će do deformacije radnog komada (F). U tom slučaju sile napetosti se smanje kao što se smanjilo stezanje napete opruge. Naravno, mehanizam nastajanja zaostalih napetosti je znatno složeniji od prikazanog.
Slika 13.1.
Nesimetrično i simetrično lokalno zagrijavanje radnog komada A. Nesimetrično zagrijana mjesta nastoje se proširiti, hladna okolna zona se
tome opire pa dolazi do zbijanja: Ohlađena, “stisnuta” ( skraćena ) zona uzrokuje trajne deformacije (sl.13.3.):
B. Simetrično zagrijana mjesta nastoje se proširiti , hladna okolna zona i utjecaj simetričnog zagrijavanja uslovljava jaka zbijanja. Ohlađena i skraćena zona će se razvući ili će doći do skraćivanja radnog komada
C. Ako se radni komad “razreže” po dužini , ponašat će se na način kao što je prikazano. Po tome se mogu ocijeniti kolike su bile zaostale napetosti.
Slika 13.2.
Pojednostavljen prikaz djelovanja zaostalih napetosti u zavarenom spoju

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 402
Slika 13.3.
Vrste trajnih deformacija A - izvijanje ; B -kutna deformacija.
Utjecaj postupka zavarivanja na deformacije može se pojednostavljeno
prikazati : − zavarivanje plinskim plamenom uzrokuje najveće deformacije; − MIG/MAG zavarivanje daje najmanje deformacije; − EPP zavarivanje uzrokuje deformacije približno kao MIG/MAG odnosno
nešto veće, ovisno o ostalim uvjetima zavarivanja; − REL zavarivanje daje manje deformacije od plinskog, ali veće od
MIG/MAG postupka; − sa stajališta deformacija TIG zavarivanje je nepovoljnije od REL i
MIG/MAG postupka zavarivanja.
13.2. SPREČAVANJE NASTAJANJA TRAJNIH DEFORMACIJA Deformacija konstrukcija ili njezinog dijela iznad dopuštenih tolerancija
mora se ispravljati. Ravnanje konstrukcije ponekad je vrlo skupo pa se preporučuje izlaz tražiti u sprečavanju deformacija.
Sprečavanje deformacija može se provesti na više načina: − preddeformacijama, − redoslijedom zavarivanja, − ukrućivanjem konstrukcije, − raskivanjem.
Primjer jednostavnog ukrućivanja tokom zavarivanja tankih limova prikazan je slikom 13.4.
Slika 13.4.
Ukrućivanje tankih limova - jednostavno rješenje
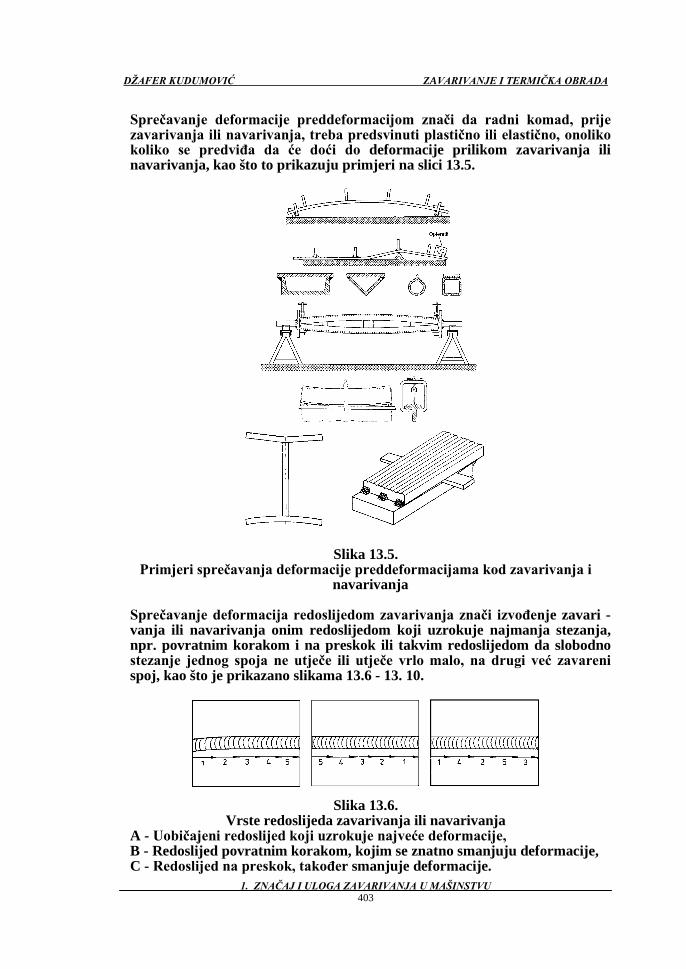
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 403
Sprečavanje deformacije preddeformacijom znači da radni komad, prije zavarivanja ili navarivanja, treba predsvinuti plastično ili elastično, onoliko koliko se predviđa da će doći do deformacije prilikom zavarivanja ili navarivanja, kao što to prikazuju primjeri na slici 13.5.
Slika 13.5.
Primjeri sprečavanja deformacije preddeformacijama kod zavarivanja i navarivanja
Sprečavanje deformacija redoslijedom zavarivanja znači izvođenje zavari -
vanja ili navarivanja onim redoslijedom koji uzrokuje najmanja stezanja, npr. povratnim korakom i na preskok ili takvim redoslijedom da slobodno stezanje jednog spoja ne utječe ili utječe vrlo malo, na drugi već zavareni spoj, kao što je prikazano slikama 13.6 - 13. 10.
Slika 13.6.
Vrste redoslijeda zavarivanja ili navarivanja A - Uobičajeni redoslijed koji uzrokuje najveće deformacije, B - Redoslijed povratnim korakom, kojim se znatno smanjuju deformacije, C - Redoslijed na preskok, također smanjuje deformacije.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 404
Slika 13.7.
Primjeri redoslijeda zavarivanja “zakrpa”
Slika 13.8.
Primjeri redoslijeda navarivanja A. Navarivanje reznih ivica noža redoslijedom na preskok, B. Navarivanje rukavca ili osovine, prihvatljiv redoslijed, C. Navarivanje rukavca ili osovine, ispravniji redoslijed, D. Redoslijed navarivanja većih površina, podjela na manje
plohe, dužine i širine približno potrošnji jedne elektrode Vrlo je važno kojim će se redom zavarivati pojedini spojevi na određenoj
konstrukciji. Nepravilno izabrani redoslijed zavarivanja pojedinih slojeva nemi - novno dovodi do deformacije. Osnovno je pravilo ispravnog redoslijeda što više osigurati mogućnost slobodnog stezanja kod zavarivanja pojedinih spojeva kao što je prikazano i slikama 13.9. i 13.10.
Slika 13.9.
Sprečavanje deformacija međusobno zavarenih limova, uzdužni i poprečni spojevi
A - Spojeni lim iz više ploča; B - Pogrešan redoslijed zavarivanja i nastajanje
deformacije;
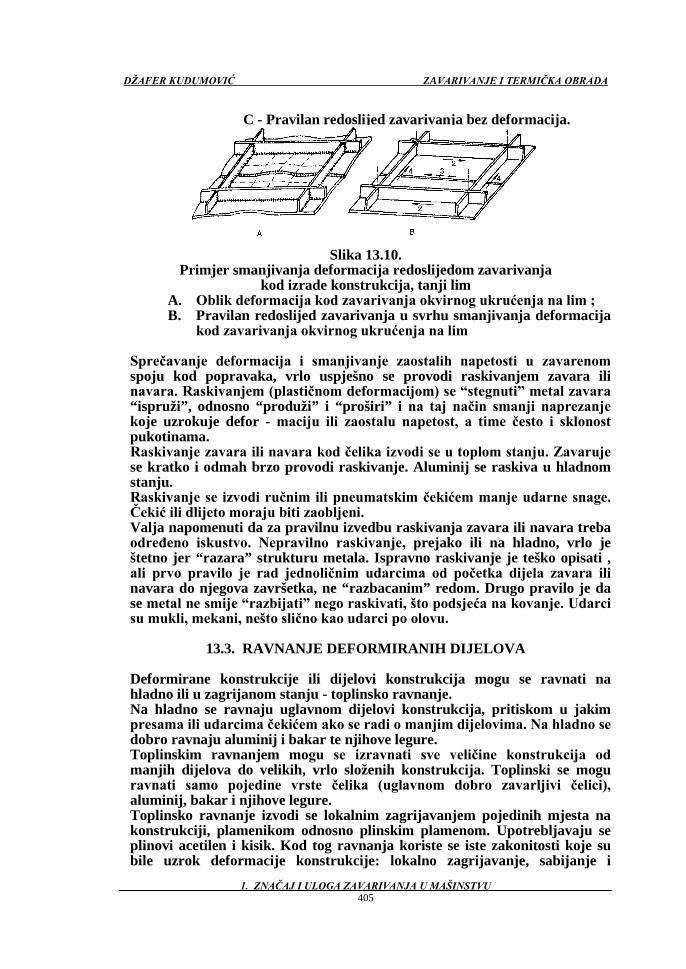
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 405
C - Pravilan redoslijed zavarivanja bez deformacija.
Slika 13.10.
Primjer smanjivanja deformacija redoslijedom zavarivanja kod izrade konstrukcija, tanji lim
A. Oblik deformacija kod zavarivanja okvirnog ukrućenja na lim ; B. Pravilan redoslijed zavarivanja u svrhu smanjivanja deformacija
kod zavarivanja okvirnog ukrućenja na lim Sprečavanje deformacija i smanjivanje zaostalih napetosti u zavarenom
spoju kod popravaka, vrlo uspješno se provodi raskivanjem zavara ili navara. Raskivanjem (plastičnom deformacijom) se “stegnuti” metal zavara “ispruži”, odnosno “produži” i “proširi” i na taj način smanji naprezanje koje uzrokuje defor - maciju ili zaostalu napetost, a time često i sklonost pukotinama.
Raskivanje zavara ili navara kod čelika izvodi se u toplom stanju. Zavaruje se kratko i odmah brzo provodi raskivanje. Aluminij se raskiva u hladnom stanju.
Raskivanje se izvodi ručnim ili pneumatskim čekićem manje udarne snage. Čekić ili dlijeto moraju biti zaobljeni.
Valja napomenuti da za pravilnu izvedbu raskivanja zavara ili navara treba određeno iskustvo. Nepravilno raskivanje, prejako ili na hladno, vrlo je štetno jer “razara” strukturu metala. Ispravno raskivanje je teško opisati , ali prvo pravilo je rad jednoličnim udarcima od početka dijela zavara ili navara do njegova završetka, ne “razbacanim” redom. Drugo pravilo je da se metal ne smije “razbijati” nego raskivati, što podsjeća na kovanje. Udarci su mukli, mekani, nešto slično kao udarci po olovu.
13.3. RAVNANJE DEFORMIRANIH DIJELOVA
Deformirane konstrukcije ili dijelovi konstrukcija mogu se ravnati na
hladno ili u zagrijanom stanju - toplinsko ravnanje. Na hladno se ravnaju uglavnom dijelovi konstrukcija, pritiskom u jakim
presama ili udarcima čekićem ako se radi o manjim dijelovima. Na hladno se dobro ravnaju aluminij i bakar te njihove legure.
Toplinskim ravnanjem mogu se izravnati sve veličine konstrukcija od manjih dijelova do velikih, vrlo složenih konstrukcija. Toplinski se mogu ravnati samo pojedine vrste čelika (uglavnom dobro zavarljivi čelici), aluminij, bakar i njihove legure.
Toplinsko ravnanje izvodi se lokalnim zagrijavanjem pojedinih mjesta na konstrukciji, plamenikom odnosno plinskim plamenom. Upotrebljavaju se plinovi acetilen i kisik. Kod tog ravnanja koriste se iste zakonitosti koje su bile uzrok deformacije konstrukcije: lokalno zagrijavanje, sabijanje i
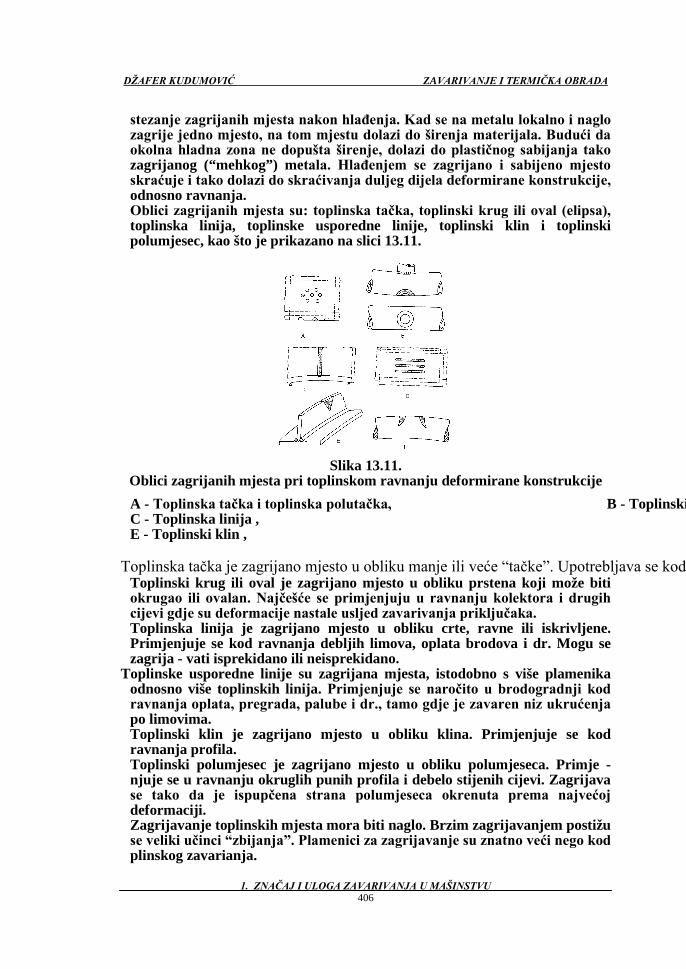
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 406
stezanje zagrijanih mjesta nakon hlađenja. Kad se na metalu lokalno i naglo zagrije jedno mjesto, na tom mjestu dolazi do širenja materijala. Budući da okolna hladna zona ne dopušta širenje, dolazi do plastičnog sabijanja tako zagrijanog (“mehkog”) metala. Hlađenjem se zagrijano i sabijeno mjesto skraćuje i tako dolazi do skraćivanja duljeg dijela deformirane konstrukcije, odnosno ravnanja.
Oblici zagrijanih mjesta su: toplinska tačka, toplinski krug ili oval (elipsa), toplinska linija, toplinske usporedne linije, toplinski klin i toplinski polumjesec, kao što je prikazano na slici 13.11.
Slika 13.11.
Oblici zagrijanih mjesta pri toplinskom ravnanju deformirane konstrukcije A - Toplinska tačka i toplinska polutačka, B - Toplinski C - Toplinska linija , E - Toplinski klin ,
Toplinska tačka je zagrijano mjesto u obliku manje ili veće “tačke”. Upotrebljava se kod Toplinski krug ili oval je zagrijano mjesto u obliku prstena koji može biti
okrugao ili ovalan. Najčešće se primjenjuju u ravnanju kolektora i drugih cijevi gdje su deformacije nastale usljed zavarivanja priključaka.
Toplinska linija je zagrijano mjesto u obliku crte, ravne ili iskrivljene. Primjenjuje se kod ravnanja debljih limova, oplata brodova i dr. Mogu se zagrija - vati isprekidano ili neisprekidano.
Toplinske usporedne linije su zagrijana mjesta, istodobno s više plamenika odnosno više toplinskih linija. Primjenjuje se naročito u brodogradnji kod ravnanja oplata, pregrada, palube i dr., tamo gdje je zavaren niz ukrućenja po limovima.
Toplinski klin je zagrijano mjesto u obliku klina. Primjenjuje se kod ravnanja profila.
Toplinski polumjesec je zagrijano mjesto u obliku polumjeseca. Primje - njuje se u ravnanju okruglih punih profila i debelo stijenih cijevi. Zagrijava se tako da je ispupčena strana polumjeseca okrenuta prema najvećoj deformaciji.
Zagrijavanje toplinskih mjesta mora biti naglo. Brzim zagrijavanjem postižu se veliki učinci “zbijanja”. Plamenici za zagrijavanje su znatno veći nego kod plinskog zavarianja.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 407
Mjesta zagrijavanja mogu se hladiti: vodom, zrakom ili bez posebnog postupka hlađenja. Naglijim hlađenjem povećava se učinak ravnanja. Hladiti treba po mogućnosti okolinu zagrijanog mjesta. Na taj način se postiže da u rastezanju i stezanju sudjeluje samo zagrijano područje i sprečava da toplina prijeđe u okolinu. Vodom se mogu hladiti nelegirani niskougljični čelici, dok se ostali hlade zrakom ili na slobodnoj atmosferi.
Osnovno je pravilo kod ravnanja izmjeriti označiti deformaciju prije početka zagrijavanja te ocijeniti, odrediti i obilježiti veličine i mjesta toplinskog zagrijavanja. Ravnanje se obavlja samo u području deformacija. Bolje je zagrija - vati manji broj mjesta i tokom ravnanja pratiti ispravljanje deformacije. Nikad se ne zagrijava dva puta isto mjesto.
Veličine plamenika izbiru se prema debljini materijala koji se zagrijava. Za čelik debljine do 3 mm odabiru se plamenici broja koji približno odgovara debljini lima. Za debljine 4 - 8 mm odabire se plamenik broj 6, a iznad tih debljina bira se najveći broj plamenika. Kod zagrijavanja debelih materijala koristi se više plame - nika i određeni redoslijed zagrijavanja.
Držanje i vođenje plamenika kod toplinskog zagrijavanja mora biti jednolično, s jednak zacrtanom mjestu. Brzina napredovanja je vezana za brzinu zagrija - vanja. Nikad se ne smije vraćati s plamenikom na već zagrijanu zonu. Tehnika zagrijavanja je vrlo važna. Često se pogrešno zagrijava široka površina klateći plamenikom po cijeloj površini. Takvo zagrijavanje ima mali učinak.
Slika 13.12.
A - Držanje i vođenje plamenika kod zagrijavanja u toplinskom ravnanju ;
B - Zagrijavanje jednim plamenikom ; C - Zagrijavanje višestrukim plamenikom; D - Indukcijsko zagrijavanje

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 408
13.4. PRIMJERI TOPLINSKOG RAVNANJA Ovi primjeri dati su na slikama (sl. 13.13.-13.22.).
Slika 13.13.
Primjer toplinskog ravnanja deformiranog I - profila
f - izvijanje I - profila B - toplinski klin 450. Primjenjuje se kod većih deformacija. Broj zagrijanih
mjesta ovisi o veličini deformacija. C - toplinska polutačka veličine r = 30 mm. Obično veći broj zagrijanih
mjesta. Primjenjuje se kod manjih deformacija. d - izvijanje I - profila po dužini E - toplinski klin 300 veličine nešto više od polovine struka profila. Broj
zagrijanih mjesta ovisi o veličini deformacije
Slika 13.14.
Primjer toplinskog ravnanja deformiranog U profila
f - deformacije po dužini B - toplinski klin 450 istodobno na oba kraka. Primjenjuje se kod većih deformacija. Broj zagrijanih mjesta ovisi o veličini deformacije i profila C - toplinska polutačka r = 30 mm. Obično veći broj zagrijanih mjesta.
Primjenjuje se kod manjih deformacija. d - deformacija po dužini E - toplinski klin kombiniran sa širokom linijom po pojasu profila F - toplinska tačka po rubovima veličine blizu 80 mm. Obično veći broj zagrijanih mjesta

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 409
Slika13.15.
Primjer toplinskog ravnanja deformiranog kutnika
a i d izvijanje po dužini B i F - toplinski klin 30- 450
primjenjuje se kod većih deformacija, broj zagrijanih
mjesta ovisi o veličini deformacije i profila C - toplinska polutačka r = 30 mm, veći broj zagrijanih mjesta. Primjenjuje se
kod manjih deformacija e - izvijanje po dužini. Toplinski klin istodobno na oba kraka, primjenjuje se
kod većih deformacija. Broj zagrijanih mjesta ovisi o veličini deformacije i
profila. D - toplinska tačka veličine 60 mm, obično veći broj zagrijanih mjesta.
Primjenjuje se kod manjih deformacija
Slika 13.16. Slika 13.17.
Toplinsko ravnanje savijenog kutijastog Toplinsko ravanje usukanog kutijastog
nosača nosača
Slika 13.18.
Toplinsko ravnanje deformiranog kolektora sa zavarenim priključcima Zagrijana mjesta u obliku toplinskog kruga s redoslijedom zagrijavanja

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 410
Slika 13.19. Slika 13.20. Toplinsko ravnanje cijevi na cijevnoj liri Način ravnanja deformirane
f - Deformacija prirubnice , tanji limovi A - Mjesto zagrijavanja u obliku tačke ili elipse
Slika 13.21.
Priprema za ravnanje osovine ili cijevi
Slika 13.22.
Osnovni principi redoslijeda zagrijavanja kod toplinskog ravnanja oplata 13.5. Osnovne smjernice za toplinsko ravnanje
pojedinih materijala
Mogu se ravnati sve vrste čelika, aluminij i legure, bakar i legure, nikl i
legure, titan i dr. Uglavnom, svi materijali koji se kod zavarivanja deformiraju, mogu se određenim načinom zagrijavanja i hlađenja izravnati. Pri tome valja upozoriti da se pojedini materijali mogu toplinski ravnati bez većih problema. Kod nekih se moraju poduzimati specifični tehnološki zahvati, dok se kod nekih toplinsko ravnanje ne primjenjuje jer može izazvati izuzetno štetne posljedice. U većini slučajeva bolje je i ekonomičnije spriječiti deformacije radnog komada kod zavarivanja i izbjeći toplinsko

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 411
ravnanje, ali ima slučajeva gdje je to tehnološki neizvodljivo ili preskupo, pa je potrebno naknadno ravnanje.
13.5.1. Nelegirani čelici
Brojni konstrukcijski nelegirani čelici sa sniženim sadržajem ugljika, do 0,20
% , toplinski se ravnaju bez poteškoća. Zagrijavanje se provodi u području 600 - 800 0C. Hladiti se može i vodom.
Nelegirani čelici sa sadržajem ugljika 0,20- 0,30 posto također se mogu toplinski ravnati bez posebnih teškoća, ali se ne smiju hladiti vodom nego na mirnom zraku. Zagrijavanje se provodi u području temperatura od 600do 800 0C.
Nelegirani čelici s većim sadržajem ugljika od 0,30 % u pravilu se ne ravnaju toplinski. Tanji limovi još se i mogu ravnati, ali ne i deblji. Ti čelici su skloni zakaljivanju te stvaranju pukotina.
Nelegirani čelici za kotlovske limove i cijevi, sa sadržajem ugljika do 0,20 % , također se mogu toplinski ravnati bez teškoća. Zagrijavaju se od 600 do 800 0C. Nije preporučljivo hlađenje vodom, naročito kod debljih materijala.
Nelegirani čelici za kotlovske limove i cijevi sa sadržajem ugljika 0,20- 0,26 % također se mogu toplinski ravnati zagrijavanjem od 600 do 800 0C. Hladi se na mirnom zraku.
Nelegirani čelici za brodske limove sa sadržajem ugljika do 0,20 % toplinski se ravnaju bez teškoća. Zagrijavaju se od 600 do 800 0C. Mogu se hladiti vodom.
13.5.2. Niskolegirani čelici Niskolegirani toplinski postojani čelici za kotlovske limove i cijevi kao:
17Mn4; 19Mn5; 13CrMo44; 10CrMo910; 19Mn6, toplinski se mogu ravnati. Za - grijavaju se na 600-650 0C, uz strogu i kvalitetnu kontrolu praćenja zagrijavanja. Hlađenje je na mirnom zraku. Toplinsko ravnanje se obavlja uvijek prije odžariva - nja. Ako postrojenje ili konstrukcija podliježu nadzoru neke institucije, potrebna je suglasnost za provedbu toplinskog ravnanja.
Niskolegirani čelici povećanih čvrstoća iz grupe kao: CrMo, CrMoV, CrNiMo, MnNiV, MoV, MnMo, NiCrMoCo i sl. skloni su zakaljivanju i pukoti - nama kod zavarivanja. Izbjegava se toplinsko ravnanje takvih čelika. Sitnozrnati čelici se, u pravilu toplinski ne ravnaju. U slučaju da se nešto mora “spašavati” toplinskim ravnanjem, valja savjetovati proizvođača čelika, te tražiti suglasnost nadzornih tijela. Temperatura zagrijavanja ne smije prijeći 600 0
− Površinu mjesta zagrijanja potrebno je dobro očistiti. Zagrijavanje onečišćenih površina može štetno djelovati na svojstva osnovnog materijala.
C. Hlađenje se odvija na mirnom zraku. Mjesta zagrijavanja trebaju biti što manja a vrijeme zagrijavanje što kraće.
13.5.3. Visokolegirani čelici Visokolegirani CrNi i CrNiMo čelici otporni na djelovanje korozije u
principu se mogu toplinski ravnati. Pri tom valja poštivati osnovna pravila.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 412
− Potrebno je primjenjivati male površine mjesta zagrijavanja. Ti čelici imaju dva puta veće toplinsko istezanje od nelegiranih čelika. Zagrijavanje više malih top- linskih mjesta daje veći učinak ravnanja nego jedno veliko mjesto zagrijavanja.
− Treba upotrijebiti manji broj plamenika. Odvođenje topline kod tih čelika je znatno manje nego kod nelegiranih čelika. Radi toga se bira manji broj plame - nika. Time se osigurava da ne dođe do pregrijavanja čelika.
− Plamen mora biti strogo neutralan ili s preticanjem kisika. Ne smije se zagrija - vati s preticanjem acetilena jer može doći do naugljičenja površine materijala. Jezgra plamena ne smije dodirivati površinu lima prilikom zagrijavanja.
− Zagrijavanje mora biti što brže. Kod predugačkog vremena zagrijavanja materijal je sklon pogrubljenju zrna.
− Vrijeme zagrijavanja zajedno s vremenom hlađenja treba biti što kraće. Prijeko je potrebno nastojati da se toplina što manje razilazi. Temperatura zagrijavanja je oko 650 0C. Kod tih čelika učinak sabijanja postiže se već kod temperature od 450 0
Mjesto zagrijavanja treba što brže ohladiti. Hladiti se može vodom. C.
− Promjenu boje ili “oksidnu kožicu” koja se oblikuje na mjestu povišena zagrija- vanja treba savjesno ukloniti brušenjem, poliranjem, “bajcanjem” i drugim sred- stvima koja se radi toga primjenjuju.
U slučaju ravnanja cijevi ili posuda gdje se unutarnje strane ne može brustiti i polirati, prije zagrijavanja prostor treba puniti neutralnim plinom koji sprečava stvaranje oksidne kožice ili vršiti “bajcati” (kiselinski očistiti) tekućim sredstvima. − Radi postizanja što boljeg učinka ravnanja preporuča se stezanje,
opterećivanje ili udaranje oko mjesta zagrijavanja. Pritom alati naprave obavezno moraju biti od nehrđajućeg čelika na mjestima gdje se dodiruju s osnovnim materijalom.
− Radnici koji izvode toplinsko ravnanje moraju biti izvježbani za taj posao. Vatrootporni CrNi austenitni čelici također se mogu toplinski ravnati.
Vrijede ista pravila kao kod toplinskog ravnanja CrNi čelika otpornih na djelovanje korozije.
Feritni i martenzitni Cr čelici se izbjegavaju ravnati toplinskim postupcima jer su skloni pogrubljenju zrna strukture, te zakaljivanju i pukotinama.
13.5.4. Lijevani čelici Lijevani čelici se u pravilu toplinski ne ravnaju, i relativno se malo susreću u
zavarivanju. U principu bi se mogli ravnati toplinskim zagrijavanjem ako ispunjavaju određene uslove: nizak sadržaj ugljika kod nelegiranih lijevanih čelika ili austenitna struktura kod legiranih lijevanih čelika.
13.5.5. Aluminij i legure aluminija Aluminij i aluminijske legure koje se u praksi zavaruju, mogu se toplinski
ravnati. Pri tome valja poštivati slijedeća osnovna pravila.
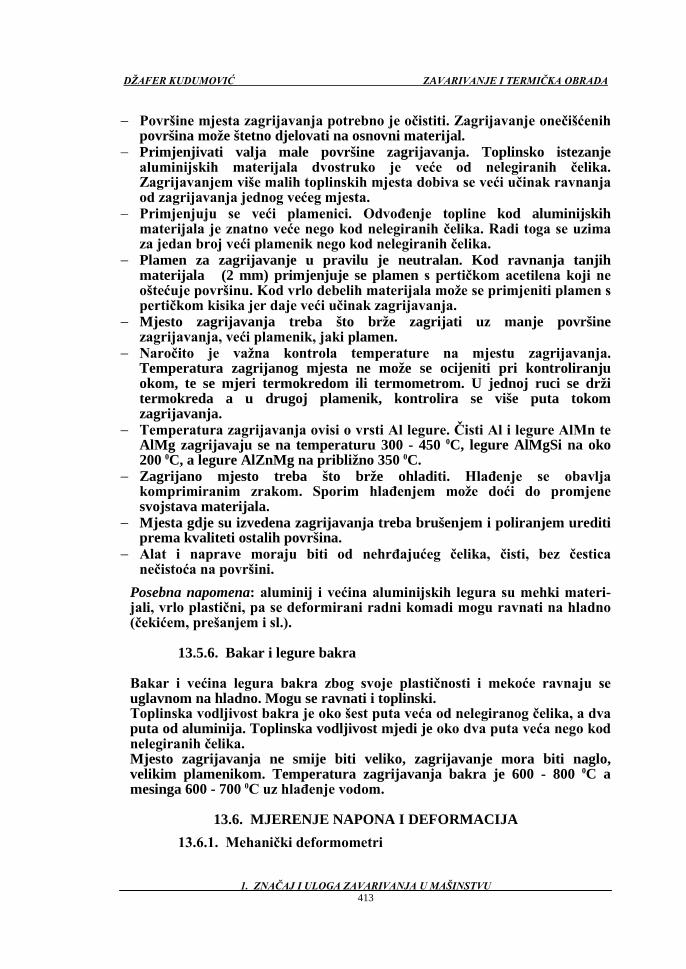
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 413
− Površine mjesta zagrijavanja potrebno je očistiti. Zagrijavanje onečišćenih površina može štetno djelovati na osnovni materijal.
− Primjenjivati valja male površine zagrijavanja. Toplinsko istezanje aluminijskih materijala dvostruko je veće od nelegiranih čelika. Zagrijavanjem više malih toplinskih mjesta dobiva se veći učinak ravnanja od zagrijavanja jednog većeg mjesta.
− Primjenjuju se veći plamenici. Odvođenje topline kod aluminijskih materijala je znatno veće nego kod nelegiranih čelika. Radi toga se uzima za jedan broj veći plamenik nego kod nelegiranih čelika.
− Plamen za zagrijavanje u pravilu je neutralan. Kod ravnanja tanjih materijala (2 mm) primjenjuje se plamen s pertičkom acetilena koji ne oštećuje površinu. Kod vrlo debelih materijala može se primjeniti plamen s pertičkom kisika jer daje veći učinak zagrijavanja.
− Mjesto zagrijavanja treba što brže zagrijati uz manje površine zagrijavanja, veći plamenik, jaki plamen.
− Naročito je važna kontrola temperature na mjestu zagrijavanja. Temperatura zagrijanog mjesta ne može se ocijeniti pri kontroliranju okom, te se mjeri termokredom ili termometrom. U jednoj ruci se drži termokreda a u drugoj plamenik, kontrolira se više puta tokom zagrijavanja.
− Temperatura zagrijavanja ovisi o vrsti Al legure. Čisti Al i legure AlMn te AlMg zagrijavaju se na temperaturu 300 - 450 0C, legure AlMgSi na oko 200 0C, a legure AlZnMg na približno 350 0
− Zagrijano mjesto treba što brže ohladiti. Hlađenje se obavlja komprimiranim zrakom. Sporim hlađenjem može doći do promjene svojstava materijala.
C.
− Mjesta gdje su izvedena zagrijavanja treba brušenjem i poliranjem urediti prema kvaliteti ostalih površina.
− Alat i naprave moraju biti od nehrđajućeg čelika, čisti, bez čestica nečistoća na površini.
Posebna napomena: aluminij i većina aluminijskih legura su mehki materi- jali, vrlo plastični, pa se deformirani radni komadi mogu ravnati na hladno (čekićem, prešanjem i sl.).
13.5.6. Bakar i legure bakra
Bakar i većina legura bakra zbog svoje plastičnosti i mekoće ravnaju se
uglavnom na hladno. Mogu se ravnati i toplinski. Toplinska vodljivost bakra je oko šest puta veća od nelegiranog čelika, a dva
puta od aluminija. Toplinska vodljivost mjedi je oko dva puta veća nego kod nelegiranih čelika.
Mjesto zagrijavanja ne smije biti veliko, zagrijavanje mora biti naglo, velikim plamenikom. Temperatura zagrijavanja bakra je 600 - 800 0C a mesinga 600 - 700 0C uz hlađenje vodom.
13.6. MJERENJE NAPONA I DEFORMACIJA
13.6.1. Mehanički deformometri

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 414
Mehanički deformometri se široko primjenjuju u praksi eksperimentalnih ispitivanja naponsko - deformacionog stanja zavarenih konstrukcija. U zavisnosti od potrebne tačnosti mjerenja, i dijapazona izmjerene veličine, razrađeni su različi tipovi mehaničkih deformometra.
Mehanički deformometra sastoje se iz dva osnovna dijela: tijelo sa siste - mom poluge (ručice) i pretvarača deformacija. U zavisnosti od konstrukcije mjer - nih poluga deformometra, postavljenih na bazu mjerenja pripremljenu u vidu otvo - renog prečnika 0,8 1,2 mm (slika 13.23 a) ili u vidu sferičnog udubljenja (slika 13.23.b.). Izmjerena deformacija baze pomoću ručnog sistema ustupa se na preo - bražaj deformometra. Najčešće kvalitetan preobrazitelj deformacije primjenjuje indikatore satnog tipa, sistema ogledala, indikativna, mehanička, pneumatska i neke druge.
13.6.1.1. Deformometar sa indikatorima satnog tipa Principijelna shema takvog deformometra prikazana je na slici 13.24. gdje
on ima dvije poluge 1 i 3 koje se stavljaju na pripremljenu bazu ispitivanog proizvoda. Poluga 1 je nepokretna, a poluga 3 pokretna. Ispitivana deformacija baze B preko pokretne poluge 3, pomijera polugu indikatora 2. Rezultat mjerenja ovisi o odnosu krakova a i b pokretne ručice. Prilikom dugotrajne upotrebe deformometra, neophodno je konstantno kontrolirati pravilnost uređaja tj. da li se nalazi na nultom podioku indikatora. Za to se mora koristiti kontrolna ploča sa nanesenom bazom, ravnom bazom deformometra.
Slika 13.23. Slika 13.24. Ba ze deformo metra Shema meha ničkog
deformometra s indikatorom časovnog tipa Deformometre možemo primjenjivati za mjerenje vremenskih i zaostalih
deformacija.
13.6.1.2. Deformometri sa optičkim preobražajem Ako su potrebna veća uvećanja izmjerenih deformacija primjenjuju se
mehanički deformometri sa optičkim preobražajima deformacija. Principijelna shema ovakvog deformometra prikazana je na slici 13.25.
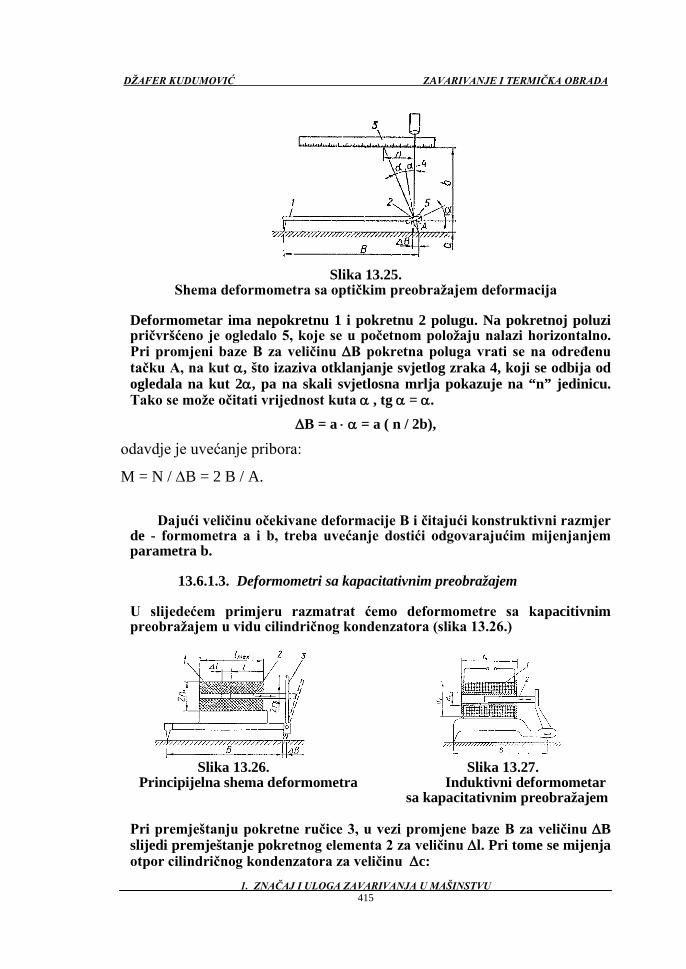
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 415
Slika 13.25.
Shema deformometra sa optičkim preobražajem deformacija Deformometar ima nepokretnu 1 i pokretnu 2 polugu. Na pokretnoj poluzi
pričvršćeno je ogledalo 5, koje se u početnom položaju nalazi horizontalno. Pri promjeni baze B za veličinu ∆B pokretna poluga vrati se na određenu tačku A, na kut α, što izaziva otklanjanje svjetlog zraka 4, koji se odbija od ogledala na kut 2α, pa na skali svjetlosna mrlja pokazuje na “n” jedinicu. Tako se može očitati vrijednost kuta α , tg α = α.
∆B = a ⋅ α = a ( n / 2b),
odavdje je uvećanje pribora:
M = N / ∆B = 2 B / A.
Dajući veličinu očekivane deformacije B i čitajući konstruktivni razmjer de - formometra a i b, treba uvećanje dostići odgovarajućim mijenjanjem parametra b.
13.6.1.3. Deformometri sa kapacitativnim preobražajem
U slijedećem primjeru razmatrat ćemo deformometre sa kapacitivnim
preobražajem u vidu cilindričnog kondenzatora (slika 13.26.)
Slika 13.26. Slika 13.27. Principijelna shema deformometra Induktivni deformometar sa kapacitativnim preobražajem Pri premještanju pokretne ručice 3, u vezi promjene baze B za veličinu ∆B
slijedi premještanje pokretnog elementa 2 za veličinu ∆l. Pri tome se mijenja otpor cilindričnog kondenzatora za veličinu ∆c:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 416
( )∆∆
cl
r rH B=
⋅ ⋅0 088
2,
lnπ ε
gdje je: ε - odnosi se na električnu provodnost (za vazduh ε = 1) rH , rB - spoljašnji i unutrašnji prečnici cilindričnog k
Pri mjerenju izmjena otpora u dijelu ∆c/c = 104 ÷ 103, primjenjuje se metod mosta, a za ∆c/c = 10-5 ÷ 10-6 primjenjuje se rezonantni metod ili metod kucanja. U praksi, zavisno od cilja i veličine očekivane deformacije primjenjuju se različiti zapreminski pretvarači.
13.6.1.4. Deformometar sa indukativnim preobražajima Najviše se primjenjuju induktivni preobražaji solarnog tipa (slika 13.27.). U
osnovi rada preobražaja leži zavisnost induktivnog i aktivnog suprostavljanja kalema 1, napojena promjenljivim tokom, od premještanja pokretnog elementa 2, vezana sa prstenom poluge deformometra. Pri tome se mijenja vazdušni zazor u kalemu prema izmjeni otpora u magnetnom lancu i induktivnosti L kalema.
13.6.2. Pneumatski pretvarači U IEC po imenu E.O. Patona AN USSR razrađeni su pneumokontaktni
pretvarači principijelne sheme kao na slici 13.28.
Slika13.28.
Shema pneumokontaktnog pretvarača deformacija
Princip njihovog rada zasnovan je na gubitku vazduha kroz mjerni otvor, izazvan premještanjem pokretne poluge deformometra. Preobražaji na komori 1 sa dva otvora su ulazni F1 i izlazni F2 otvor. Pri punjenju komore vazduhom, pri postojanom pritisku H usljed obilježavanja prečnikom otvora F1 i F2, brzina isteka iz otvora F2 razlikovat će se od brzina dovoda vazduha u ko mo ri i usta no vit će se tla k h koji za v isi od uzajamnog odnosa efektivnih platformi F1 i F2 prolaznih proreza oba otvora. Pri tom efektivna platforma F2 zavisi od zazora z, koji se mijenja u rezultatu premještanja pokretne ručice (poluge) deformometra. Za pneumo kontaktni

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 417
pretvarač koristi se dovod vazduha u komori pod niskim pritiskom (H =49, 05 ⋅ 102 - 117 ⋅ 102
hH
FF
=
+
1 2
1
2
) MPa Tada je tlak izražen:
koji dozvoljava kvalitetna ocjenjivanja izmjerenog parametra z pri mjernom pritisku h. Za mjerenje pritiska h koriste se manometarski i neracionalni sistemi. U manometarskim sitemima koristi se Burdonova cijev, sifoni, tečni manometri itd. Kod neracionalnih sistema kao osjetljivi element pojavljuje se rotometar, registru - jući brzinu toka. Najviše su rasprostranjeni manometarski sistemi sa tečnim osjetnim elementom tečnim manometrom (vodeni, živin, ...). Izvještaj prikazan u tečnim manometrima proizvodi se vizuelno po vertikalnoj liniji skale po izjedna - čenoj tečnosti. Različiti mehanički deformometri dozvoljavaju, u zavisnosti od zadatka analiziranog osiguranja potrebne tačnosti eksperimenata i neophodni dija - pazon izmjerenih očekivanih deformacija. Tačnost mjerenja zavisi od konstrukcije deformometra.
13.6.3. Elektro tenzometrija Široko se primjenjuje pri određivanju napona, mjerenih tokom vremena.
Suština metode zasniva se na mjerenju deformacija baza pomoću tenzoregistra. U osnovi, rad tenzoregistra ovisi od položaja aktivnog otpora provodnika R i njegove dužine l, sječenja provodnika F i datom otporu ρ :
RF
= ⋅
ρ
1
Pri dejstvu na tenzoregistar zatežućim ili pritisnim deformacijama izmje - niće se geometrijski razmjer provodnika tenzoregistra i kao rezultat njegovog suprostavljanja odnos izmjerenog otpora:
∆ ∆RR
ll
S=
⋅
gdje je: S - koeficijent tenzoosjećajnog tenzoregistra , određenih eksperimentalno za različite materijale provodnika tenzoregistra.
Ukoliko u izrazu odnos ∆l/l ima određenu elastičnost defomracije ε, to je:
( )( )εupr
RRS=∆
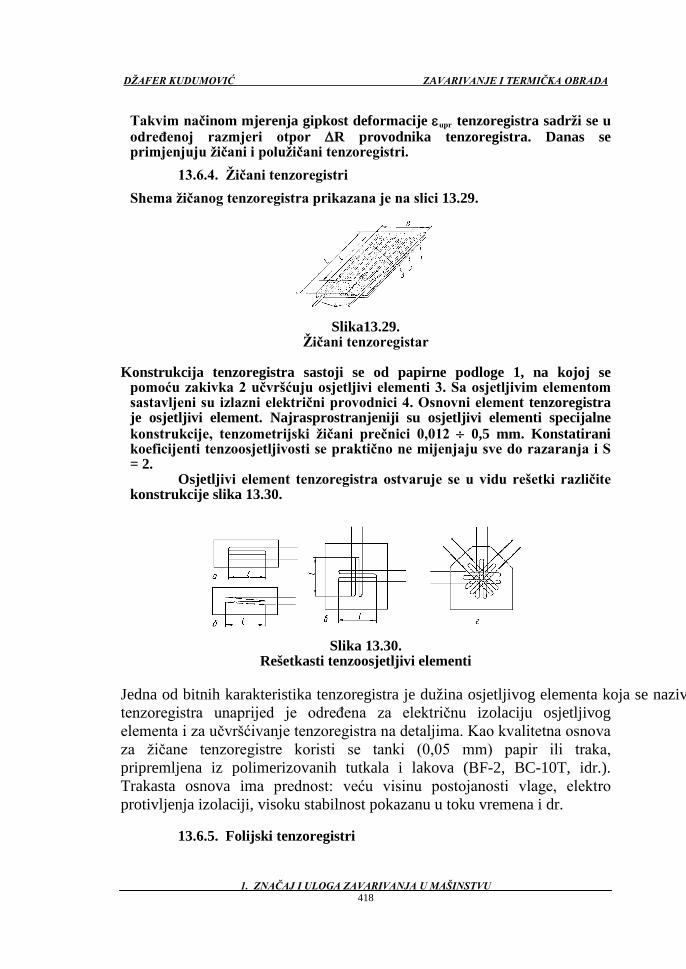
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 418
Takvim načinom mjerenja gipkost deformacije εupr tenzoregistra sadrži se u određenoj razmjeri otpor ∆R provodnika tenzoregistra. Danas se primjenjuju žičani i polužičani tenzoregistri.
13.6.4. Žičani tenzoregistri Shema žičanog tenzoregistra prikazana je na slici 13.29.
Slika13.29.
Žičani tenzoregistar Konstrukcija tenzoregistra sastoji se od papirne podloge 1, na kojoj se
pomoću zakivka 2 učvršćuju osjetljivi elementi 3. Sa osjetljivim elementom sastavljeni su izlazni električni provodnici 4. Osnovni element tenzoregistra je osjetljivi element. Najrasprostranjeniji su osjetljivi elementi specijalne konstrukcije, tenzometrijski žičani prečnici 0,012 ÷ 0,5 mm. Konstatirani koeficijenti tenzoosjetljivosti se praktično ne mijenjaju sve do razaranja i S = 2.
Osjetljivi element tenzoregistra ostvaruje se u vidu rešetki različite konstrukcije slika 13.30.
Slika 13.30.
Rešetkasti tenzoosjetljivi elementi Jedna od bitnih karakteristika tenzoregistra je dužina osjetljivog elementa koja se naziv tenzoregistra unaprijed je određena za električnu izolaciju osjetljivog elementa i za učvršćivanje tenzoregistra na detaljima. Kao kvalitetna osnova za žičane tenzoregistre koristi se tanki (0,05 mm) papir ili traka, pripremljena iz polimerizovanih tutkala i lakova (BF-2, BC-10T, idr.). Trakasta osnova ima prednost: veću visinu postojanosti vlage, elektro protivljenja izolaciji, visoku stabilnost pokazanu u toku vremena i dr.
13.6.5. Folijski tenzoregistri

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 419
Našli su široku primjenu u zadnje vrijeme zahvaljujući visokim metrolo - gičnim karakteristikama. Osjetljivi element 1 dobija se od tankog metala (folije) debljine 2 ÷ 10 µm žigosani ili nagrizeni. Obično se koristi konstantno pri normalnoj temperaturi i pri povećanju temperature (do 300 0C). Tenzometri s folijom su prikazani na slici 13.31.
Slika 13.31.
Tenzoregistri s folijom Tipovi rešetki osjetljivih elemenata tenzoregistra sa folijom prikazani su
na slici13.32. a, b, c, d.
Slika 13.32.
Tipovi konstrukcije rešetki Folijski tenzoregistri koriste se sa bazom 0,3 mm i više. Kao podloga koristi
se traka napravljena od sintetičke smole ili papira.
13.6.6. Određivanje napona u dubini metala Da bi odredili napon u zavarenom spoju, primjenjuje se metod dubokih
zavarivanja, razrađen u MVTU, po imenu N.E. Baumana i metoda predložena od Kijevskog politehničkog instituta.
Metod dubokog zavarivanja sastoji se u određivanju deformacija metala pomoću tenzoregistra postavljenog u dubini metala. U općem slučaju, da bi
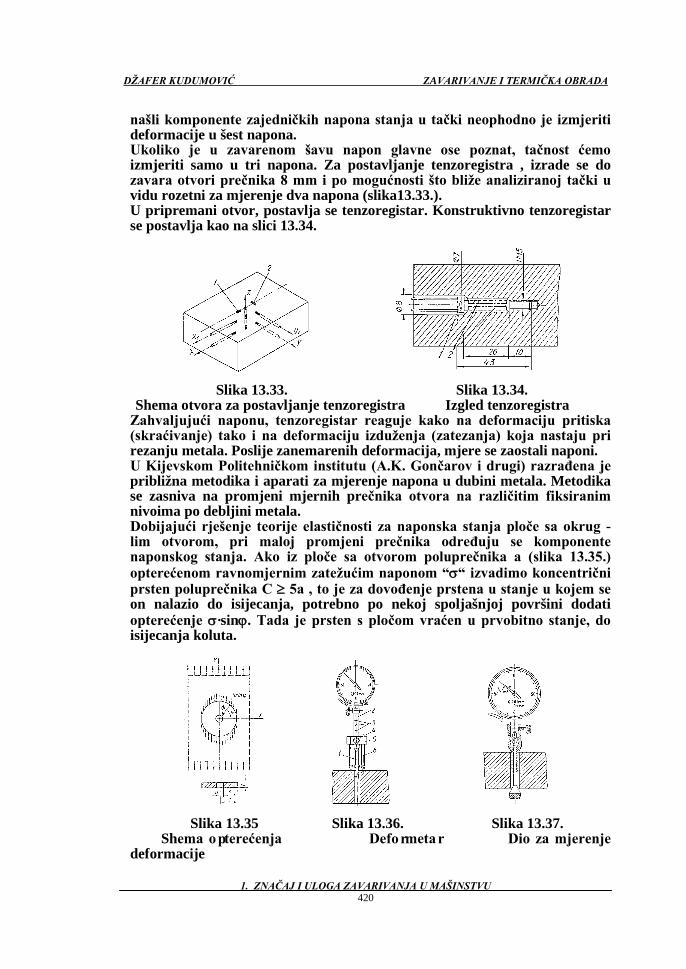
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 420
našli komponente zajedničkih napona stanja u tački neophodno je izmjeriti deformacije u šest napona.
Ukoliko je u zavarenom šavu napon glavne ose poznat, tačnost ćemo izmjeriti samo u tri napona. Za postavljanje tenzoregistra , izrade se do zavara otvori prečnika 8 mm i po mogućnosti što bliže analiziranoj tački u vidu rozetni za mjerenje dva napona (slika13.33.).
U pripremani otvor, postavlja se tenzoregistar. Konstruktivno tenzoregistar se postavlja kao na slici 13.34.
Slika 13.33. Slika 13.34. Shema otvora za postavljanje tenzoregistra Izgled tenzoregistra Zahvaljujući naponu, tenzoregistar reaguje kako na deformaciju pritiska
(skraćivanje) tako i na deformaciju izduženja (zatezanja) koja nastaju pri rezanju metala. Poslije zanemarenih deformacija, mjere se zaostali naponi.
U Kijevskom Politehničkom institutu (A.K. Gončarov i drugi) razrađena je približna metodika i aparati za mjerenje napona u dubini metala. Metodika se zasniva na promjeni mjernih prečnika otvora na različitim fiksiranim nivoima po debljini metala.
Dobijajući rješenje teorije elastičnosti za naponska stanja ploče sa okrug - lim otvorom, pri maloj promjeni prečnika određuju se komponente naponskog stanja. Ako iz ploče sa otvorom poluprečnika a (slika 13.35.) opterećenom ravnomjernim zatežućim naponom “σ“ izvadimo koncentrični prsten poluprečnika C ≥ 5a , to je za dovođenje prstena u stanje u kojem se on nalazio do isijecanja, potrebno po nekoj spoljašnjoj površini dodati opterećenje σ·sinϕ. Tada je prsten s pločom vraćen u prvobitno stanje, do isijecanja koluta.
Slika 13.35 Slika 13.36. Slika 13.37. Shema opterećenja Deformetar Dio za mjerenje
deformacije

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 421
( )σ
α β ε α β
α βxzdx dy a v
=+ + ⋅ ⋅ ⋅ +
−
∆ ∆ 22 2 ;
( )σ
α β ε α β
α βxzdx dy a v
=+ + ⋅ ⋅ ⋅ +
−
∆ ∆ 22 2 ;
σ ε σ σz z x yE v v= ⋅ + ⋅ + ⋅
gdje je: ∆dx, ∆dy - promjena prečnika otvora usljed napona, u pravcu osa
x i y.
α = + − + + −
C
FECl
hl
hcl
hc
lc
2 256
6 173
11 426
1 763
23
2, , ,
β = + + + + +
C
FEl
ch c
lhl
hcl
2 22 8 63
236 3 2 6
,
ε zt
t=∆
∆t - promjena debljine prstena,
( )[ ]l ch h
c c n= −
−
−2 ln
ν - poasonov koeficijent F - površina poprečnog presjeka prstena E - mod
Deformometar je predstavljen indikatorom unutrašnjosti 1 tipa N I (slika 13.36.). Po njegovom tijelu pomjera se specijalni klizač 5 sa tri jezgra jednake dužine, koji imaju završetke izrađene u obliku konusa. Kroz tijelo 2, burgijom 9 mm probušena su udubljenja 3. Pomoću tih udubljenja i zavrtnja 4, specijalni klizač 5 se fiksira u određenom položaju na tijelo, sa konusima na fiksnoj dubini. Uređaj je satnog tipa 1 IGM sa vrijednostima podioka od 0,001 mm. Deformo - metar na određenoj dubini, mjeri prečnike u dva uzajamno okomita pravca do x i do y. Istovremeno pomoću specijalnog klizača (slika 13.37.) mjeri se debljina materijala. Zatim se iz zavara šupljom burgijom reže cilindrični stub metala osom koja se poklapa sa osom baze otvora. Prečnik stupca je c = 5d. Poslije bušenja šupljom burgijom žlijeba po dubini Z (slika 13.38.) ponovo se mjeri debljina materijala, po razlici prije i poslije bušenja isječka određuje se deformacija:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 422
ε zt t
t11 0
0=
−
Na isti način se određuje promjena debljine materijala poslije bušenja žlijeba na dubinu Z2 (εZ2) i ta ko sv e do potpuno g isječka stubca. Zatim se stubac progura (slika 13.38.) i do visine t i odrede prečnici d ix i diy na tom rastojanju od površine. Određujemo izmjenu prečnika :
dix = dix + dox, diy = diy - doy
Dobijeno značenje ∆d.
ix, ∆diy, εz su suprotnih predznaka i pretpostavlja - jući (hipoteza) da su naponi ravnomjerno raspoređeni po visini stupca, izračunava - mo napon u svakom sloju na dubini materijala.
Slika 13.39.
Shema zaostalih napona po debljini sloja Na slici 13.39. prikazan je raspored zaostalih napona u zavaru po debljini pri zavarivanju
Određivanje napona nerazarajućom magnetnoelektričnom metodom Ako pri provođenju eksperimentalnih radova razaranje može biti dopušte -
no, to se pri određivanju napona u realnim zavarenim konstrukcijama razaranje ne dopušta. Zato se u posljednje vrijeme koristi ova nerazarajuća metoda. Poznato je da se pod dejstvom mehaničkog napona značajno mijenja svojstvo feromagnetnog materijala. To se objašnjava time da se pod dejstvom napona deformiše rešetka i atomi se pomijeraju u datom položaju, tako da se mijenja i karakter magnetnog uzajamnog dejstva između atoma kristala. Odnosno, mijenja se ili magnetna prodornost µ ili indukcija B.
Slika 13.38. Shema naprezanja
mjernog stupca

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 423
Veza između izmjena magneta prodornosti µ i djelovanja napona σ može se opisati izrazom :
∆µµ π
λ µ σ0
0 01
= ⋅ ⋅
gdje je: ∆µ - je odnos izmjena magne µo - početna magnetsk λo - koeficijent magnet
Slika 13.40.
Zavisnost promjena magnetičnosti u odnosu od mehaničkih napona Na slici 13.40. prikazana je zavisnost koja ima nelinearan karakter.
Odnosno, pri σ> 20 MPa, ta zavisnost je praktički linija u dijelu elastične deformacije metala. Pri čemu će maksimalna promjena magnetne pronicljivosti imati mjesto po pravcu dejstva glavnih napona. U slučaju napona na istezanje magnetna pronicljivost narasta, a u slučaju naprezanja na tlak opada.
Takvim načinom, izmjerivši promjenu magnetne pronicljivosti u rezultatu stanja napona, koristeći grafikon εµ = f(σ) možemo odrediti veličinu stanja napona kod tijela. Zadatak određivanja napona svodi se prema mjerenju promjene magnet- ne pronicljivosti i korištenje izrađenog grafikona εµ=f(σ) za dati feromagnetni materijal. Za mjerenje promjene magnetne pronicljivosti koriste se različite kon - strukcije magnetno električnih uređaja. U praksi se primjenjuju konstrukcije četvo- ropolarnih magnetičnih uređaja. A. Mehanov i dr. Datičk napravili su diferencijalni deformometar transformatorskog tipa, prvobitni namotaj i induktorski namotaji razmješteni su pod uglom 900 jedni prema drugom (slika 13.41.).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 424
Slika 13.41.
Shema četveropolarnog magnetnog uređaja Na površini ispitanog metala obrazuje se magnetni most (slika 13.41.)
vučnog sektora. Za naponsko stanje metala magnetno suprostavljanje u susjednom vučnom sektoru biti će jednaka :
R C Rµ µ+ ∆
gdje je: Rµ - magnetno suprostavljanje dijela be ∆Rµ - povećanje odnosa u rezultatu dejstva elast
Ukoliko su ∆Rµ u uzajamno normalnom pravcu na ravni to proizvode debalans magnetnog mosta.Porast i u rezultatu debalansa magnetnog mosta EDC u indikatorskom namotaju će odgovarati elastičnom naponu. Tako dobijeni signal u vidu EDC na induktorskom omotaču ide na ulaz elektronskog pojačivača. Pojačani signal je električna veličina, zato za izbor odgovarajućih elastičnih napona tom signalu su potrebni posebni pribori. Opterećenje se postiže stupnjevito, na posebne načine sa istovremenim prikazom rezultata napona i električnog pojačivača.
Modeli se pripremaju iz materijala proizvoda, oni se podvrgavaju kontroli nivoa elastičnih napona.
13.7. INŽENJERSKI POSTUPAK RAČUNSKOG ODREĐIVANJA DEFORMACIJA I NAPONA PRI ZAVARIVANJU
13.7.1. Postupak računskog određivanja deformacija i napona pri
zavarivanju Metal gubi svoja elastična svojstva zbog visokih temperatura u toku procesa
zavarivanja. Zbog toga granica razvlačenja pada na nulu ( slika 13.42. i slika 13.43. )
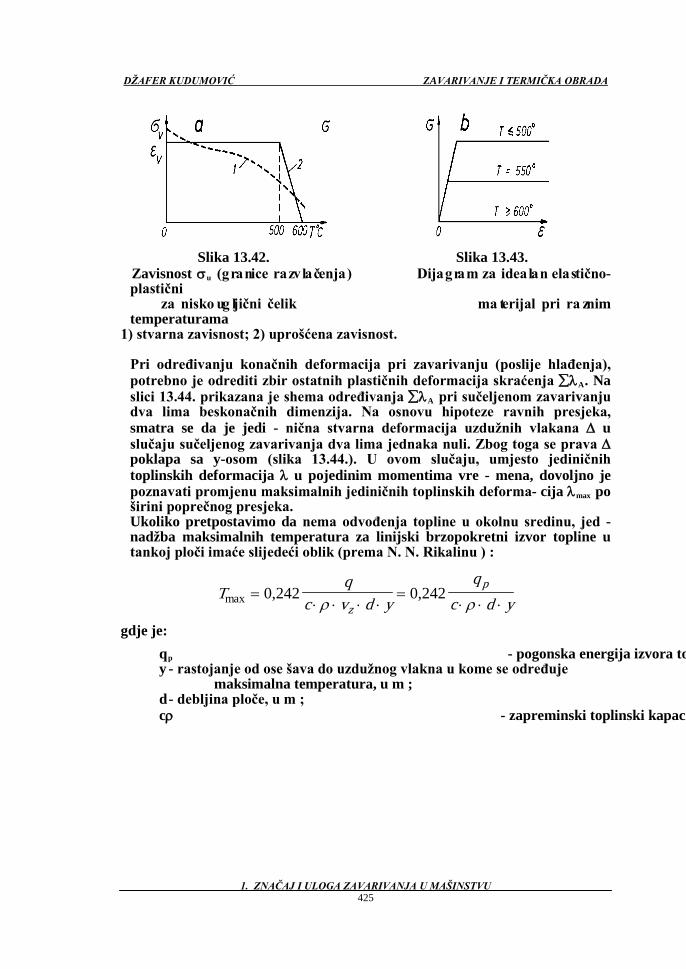
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 425
Slika 13.42. Slika 13.43. Zavisnost σu (granice razvlačenja) Dijagram za idealan elastično-
plastični za nisko ug ljični čelik ma terijal pri ra znim
temperaturama 1) stvarna zavisnost; 2) uprošćena zavisnost. Pri određivanju konačnih deformacija pri zavarivanju (poslije hlađenja),
potrebno je odrediti zbir ostatnih plastičnih deformacija skraćenja ∑λA. Na slici 13.44. prikazana je shema određivanja ∑λA pri sučeljenom zavarivanju dva lima beskonačnih dimenzija. Na osnovu hipoteze ravnih presjeka, smatra se da je jedi - nična stvarna deformacija uzdužnih vlakana ∆ u slučaju sučeljenog zavarivanja dva lima jednaka nuli. Zbog toga se prava ∆ poklapa sa y-osom (slika 13.44.). U ovom slučaju, umjesto jediničnih toplinskih deformacija λ u pojedinim momentima vre - mena, dovoljno je poznavati promjenu maksimalnih jediničnih toplinskih deforma- cija λmax
Tq
c v d yq
c d yz
pmax , ,=
⋅ ⋅ ⋅ ⋅=
⋅ ⋅ ⋅0 242 0 242
ρ ρ
po širini poprečnog presjeka.
Ukoliko pretpostavimo da nema odvođenja topline u okolnu sredinu, jed - nadžba maksimalnih temperatura za linijski brzopokretni izvor topline u tankoj ploči imaće slijedeći oblik (prema N. N. Rikalinu ) :
gdje je: qp - pogonska energija izvora to y - rastojanje od ose šava do uzdužnog vlakna u kome se određuje maksimalna temperatura, u m ; d - debljina ploče, u m ; cρ - zapreminski toplinski kapaci

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 426
Na osnovu prethodnog može se maksimalna jedinična toplina deformacija
pri sučeljenom zavarivanju dvije tanke ploče izraziti na slijedeći način:
λ αα
ρmax max ,= ⋅ =⋅
⋅ ⋅ ⋅T
qc d y
p0 242
Za dati materijal, debljinu lima i režim zavarivanja, jednadžba maksimal - nih toplinskih deformacija max predstavljaće hiperbolu (slika 13.44.a).
Ako je ∆ = 0 (kao na slici 13.44.a.), plastična deformacija skraćenja ε pply za
neko vlakno y (kod koga je λmax>εv
ε λ εpply y vy= −max
) pri zagrijavnaju će iznositi (prema N.O. Okerblomu).
Na slici 13.44.a. prikazani su dijagrami deformacija, koje bi nastale u pojedinim vlaknima pri zagrijavanju. Vlakna koja su pri zagrijavanju pretrpjela plastičnu deformaciju skraćenja, pri hlađenju bi se morala skratiti prema krivoj ε pply
(slika 13.44.b.). Ovo bi se dogodilo samo u slučaju ako pojedina vlakna materijala ne bi bila međusobno povezana. Međutim, pri hlađenju će navedeno skraćenje spriječiti vlakna koja nisu pretrpjela plastičnu deformaciju. Zbog toga će se u vlaknima, kod kojih veličina plastične deformacije ε pply
prelazi vrijednost elastične deformacije εv, pojaviti plastična deformacija izduženja ypl. Širina zone plastične deformacije izduženja u svakom limu iznosi ypl .
Zbir ostatnih plastičnih deformacija skraćenja ∑λA
λA ABCD pplA d A d= − ⋅ = − ⋅∑ 2
poslije potpunog hlađenja zavarenih limova biće jednak :
Slika 13.44.
Shema određivanja ostatnih plastičnih deformacija skraćenja
a - pri zagrijavanju u toku procesa zavarivanja
b - poslije zavarivanja i potpunog hlađenja

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 427
Znak minus označava da su se vlakna skratila. Površina Ap pl
A A y dppl ABCD= = ⋅∫2 21
2
λλ
λ
maxmax
max
je sa slike 13.44.b. prenešena na sliku 13.44. a. i označena crtkanom linijom. Tada ćemo na osnovu slike 13.44.a. imati:
Ako se vrijednost za y iz λ zamijeni u Ap, tada ćemo dobiti slijedeće:
Aq
c dd q
c dd q
c dq
c dpplp p p p
v
v
=⋅
⋅ ⋅=
⋅
⋅ ⋅=
⋅
⋅ ⋅=
⋅
⋅ ⋅∫ ∫2 0 242 0 484 0 484 2 0 3351
2 2
, , , ln ,max
maxmax
max
max
max
α
ρλλ
α
ρλλ
α
ρ
α
ρλ
λ
ε
ε
Zamjenom Ap pl i ∑λA
λα
ρA pplpA d
qc
= − ⋅ = −⋅
⋅∑ 0,335
dobija se slijedeći izraz:
[ m2
λ µA pq= ⋅∑
]
On se može napisati u slijedećem općem obliku:
gdje je:
µα
ρ= −
⋅0 335,
c [ m3 / J ]
Koeficijent µ je konstanta materijala, koja je određena njegovim toplinsko fizikalnim karakteristikama. Na osnovu ∑λA proizilazi da zbir ostatnih plastičnih deformacija skrećenja ∑λA
µα
ρ= −
⋅= − ⋅ −0 335 0 845 10 12, ,
c
zavisi samo od režima zavarivanja i toplinsko fizikal - nih karakteristika materijala.
Za konstrukcije iz niskougljičnog i niskolegiranih čelika, prethodne formu- le imaće slijedeći oblik:
[ m3
λ µA pq= ⋅ = − ⋅ −∑ 0 845 10 12,
/ J ]
m
∆ TA
p pAq
Aq
A= = ⋅ ⋅ = − ⋅ ⋅ ⋅∑ −λ
µ 1 0 845 10 112,
2
CyI
qyI
qyIz
A pz
pz
=′
⋅ = ⋅ ⋅′
= − ⋅ ⋅ ⋅′∑ −λ µ 0 845 10 12, [ 1 / m ]
Za konstrukcije iz austenitnih Cr - Ni čelika:
( )µ = − ÷ ⋅ −1 26 1 40 10 12, , [ m3 / J ]
Za konstrukcije iz aluminijuma:
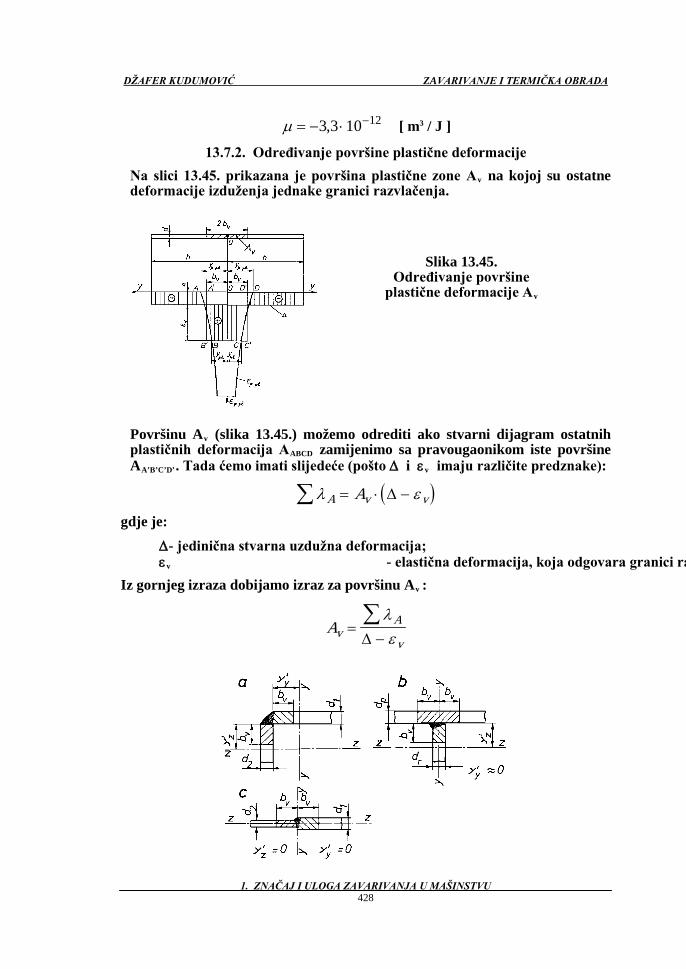
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 428
µ = − ⋅ −3 3 10 12, [ m3 / J ]
13.7.2. Određivanje površine plastične deformacije Na slici 13.45. prikazana je površina plastične zone Av
na kojoj su ostatne deformacije izduženja jednake granici razvlačenja.
Površinu Av (slika 13.45.) možemo odrediti ako stvarni dijagram ostatnih
plastičnih deformacija AABCD zamijenimo sa pravougaonikom iste površine AA’B’C’D’. Tada ćemo imati slijedeće (pošto ∆ i εv
( )λ εA v vA= ⋅ −∑ ∆
imaju različite predznake):
gdje je: ∆ - jedinična stvarna uzdužna deformacija; εv - elastična deformacija, koja odgovara granici ra
Iz gornjeg izraza dobijamo izraz za površinu Av
AvA
v=
−∑ λ
ε∆
:
Slika 13.45.
Određivanje površine plastične deformacije Av

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 429
Slika 13.46. Položaj površine Av kod nekih oblika zavarenih spojeva
Ukoliko se površina utjecaja šava ne poklapa ni sa jednom glavnom osom inercije (slika 13.46.), tada se jedinična stvarna uzdužna deformacija ∆ vlakna u centru šava može odrediti slijedećim izrazom:
∆ ∆= + ⋅ ′ + ⋅ ′T z z y yC y C y
gdje je: y'z i y'y
∆TA
A=∑ λ
- rastojanje osa zz i yy d Dalje ćemo još imati slijedeće :
; CyIz A
z
z= ⋅
′∑ λ ; CyIy A
y
y= ⋅
′∑ λ
gdje je: A - površina poprečnog presjeka zavaren Iz i Iy
( ) ( )∆ = ⋅ +
′+
′
∑ λ Az
z
y
yAyI
yI
12 2
- glavni mom Ukoliko zamijenimo gornji izraz u prethodni dobićemo slijedeće :
A zatim, zamjenom dalje dobićemo izraz za Av
( ) ( ) ( ) ( )A
AyI
yI A
yI
yI
vA
Az
z
y
yv
z
z
y
y
v
A
=
⋅
+
′
+′
−
=
+
′
+′
−
∑
∑ ∑
λ
λ εε
λ1
1
12 2 2 2
:
Sređivanjem ovog izraza dobiće se :
( ) ( )( )
A
AyI
yI q
v
z
z
y
y
v
p
=
+
′
+′
−⋅
1
12 2
ε
µ
[ m2 ]
Za niskougljične i niskolegirane čelike i qp/A < 600 J/cm3, imati ćemo :

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 430
( ) ( )A
AyI
yI q
v
z
z
y
y p
=
+
′
+′
+⋅
1
1 14 2 102 2
8, [ m2
εv = ⋅ −12 10 4
]
gdje je:
; − = ⋅εµv 14 2 108, [ J / m3 ] ; qp
( )A
AyI q
vz
z p
=
+
′
+⋅
1
1 14 2 102 8,
u J / m
Ukoliko se šav poklapa sa jednom od glavnih osa inercije (slika 13.46.b.) tada će imati slijedeći oblik :
[ m2
A
A q
v
p
=
+
⋅
11 14 2 108,
]
Za šavove kao na slici 13.46.c.:
[ m2 ]
Za austenitne Cr - Ni čelike i qp/A < 600 J/cm3
εv = ⋅ −131 10 4,
:
; ( )− = ÷ ⋅εµv 10 8 9 35 108, , [ J / m3 ]
Za aluminij i qp/A<400 J/cm3
εv = ⋅ −22 7 10 4,
:
; − = ⋅εµv 6 88 108, [ J / m3 ]
Ako je poznata površina Av, moguće je odrediti širinu plastične zone bv
bA
dvv=
∑
prema slijedećem izrazu :
gdje je : ∑d - zbir debljina zavarivanog elementa po kojima se odv procesu zavarivanja, u m.
Na osnovu gornjeg širina bv za zavarene spojeve na slici 13.46.a i c. biće jednaka :
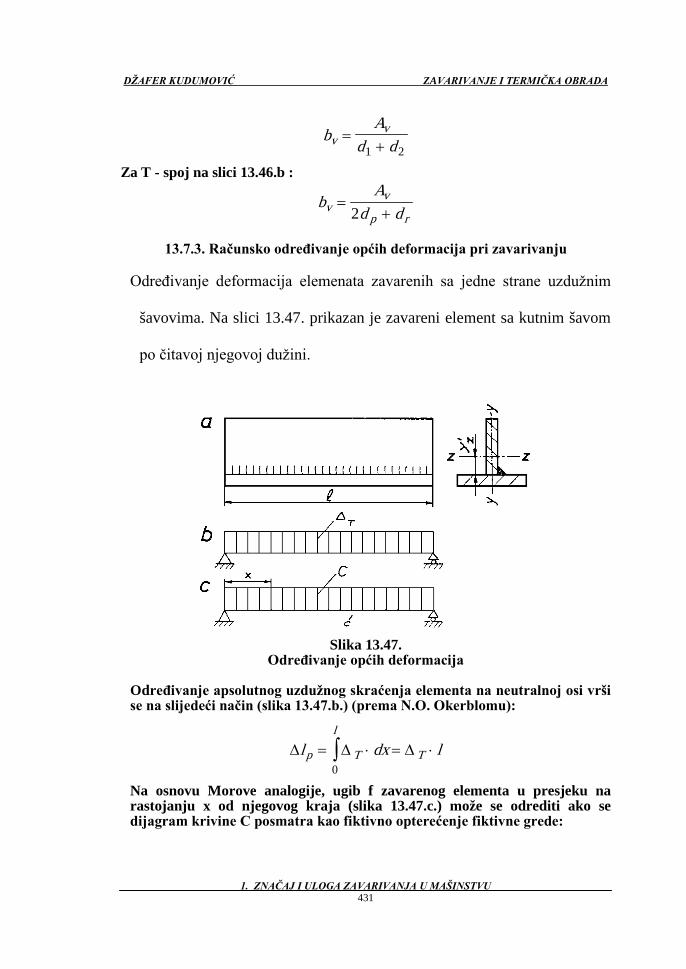
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 431
bA
d dvv=
+1 2
Za T - spoj na slici 13.46.b :
bA
d dvv
p r=
+2
13.7.3. Računsko određivanje općih deformacija pri zavarivanju
Određivanje deformacija elemenata zavarenih sa jedne strane uzdužnim
šavovima. Na slici 13.47. prikazan je zavareni element sa kutnim šavom
po čitavoj njegovoj dužini.
Slika 13.47.
Određivanje općih deformacija Određivanje apsolutnog uzdužnog skraćenja elementa na neutralnoj osi vrši
se na slijedeći način (slika 13.47.b.) (prema N.O. Okerblomu):
∆ ∆ ∆l dx lp T T
l= ⋅ = ⋅∫
0
Na osnovu Morove analogije, ugib f zavarenog elementa u presjeku na rastojanju x od njegovog kraja (slika 13.47.c.) može se odrediti ako se dijagram krivine C posmatra kao fiktivno opterećenje fiktivne grede:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 432
( )fC l
xC x C x
l xx =⋅
⋅ −⋅
=⋅
−2 2 2
2
Ugib f u sredini elementa (za x = l /2) biće jednak:
fC l
=⋅ 2
8
Na slici 13.48. prikazan je ugib f zavarene grede sa slike 13.47.
Slika 13.48.
Ugib f zavarene grede Na slici 13.49. prikazan je presjek grede sa više jednostranih kutnih
šavova.
Slika 13.49.
Poprečni presjek grede sa jednostranim kutnim šavovima (prikazan u fazama izrade)
Kod približnog određivanja općih deformacija pri zavarivanju, utjecaj po -
četnog naponskog stanja stvorenog ranije izvedenim šavovima može se zanemariti.
Ukoliko se dijelovi zavarivanog elementa prethodno međusobno spoje kratkim šavovima, opće deformacije pri zavarivanju se određuju za geometrijske karakteristike ukupnog presjeka tog elementa. Tada se krivina C određuje prema slijedećem izrazu :
Cy qIz p
z=
′ ⋅∑µ

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 433
gdje je: µ - koeficijent, određen prema prethodnom proračunu, ∑y'z⋅qp - zbir proizvoda pogonskih energija pojedinih šavov tih šavova od glavnih osa, u J; Iz - moment inercije poprečnog presjeka zavareno odnosu na glavne ose, u ( m4
C qy
Ipz
z= ⋅ ⋅
′∑µ
). Ukoliko su šavovi istih dimenzija, tada ćemo imati :
Jedinična stvarna deformacija ∆T
∆ Tpq
A= ⋅
∑µ
biće jednaka:
gdje je: ∑qp
∆ T pqnA
= ⋅ ⋅µ
- zbir pogonskih energija svih šav A - površina poprečnog presjeka elem
Ukoliko su dimenzije svih šavova jednake, tada ćemo imati slijedeće :
gdje je: n - broj jednostranih kutnih šavova na poprečn zavarenog elementa.
Ukoliko se montaža i zavarivanje izvode u fazama (na primjer, kao na slici 13.49. a i b.), tada se krivina C gotovog elementa određuje kao zbir vrijednosti krivina izračunatih posebno za svaku fazu izrade. Jedinična stvarna deformacija ∆T na neutralnoj osi gotovog elementa određuje se tako što se za svaku fazu izrade izračuna deformacija elementa na toj osi i zatim te deformacije saberu.
Početno naponsko stanje, pri zavarivanju T - spojeva sa dva kutna šava, uzima se u obzir kada je qp/A dovoljno veliko i to za elemente sa relativno malom krutošću. Ukoliko su zavareni elementi kruti, početno naponsko stanje se ne mora uzeti u obzir, jer su deformacije male.
13.7.4. Računsko određivanje lokalnih deformacija pri zavarivanju
Oblici lokalnih deformacija pri zavarivanju. Na slici 13.50. prikazani su
karakteristični oblici lokalnih deformacija pri zavarivanju.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 434
Slika 13.50.
Oblici lokalnih deformacija pri zavarivanju Pri navarivanju na površinu lima (slika 13.50.a.) i sučeljenom zavarivanju
dva lima (slika 13.50.b.) dolazi do savijanja na liniji šava za kut β. Ovakvu deformaciju nazivamo kutna deformacija. Ukoliko se limovi male dužine a velike širine sučeljeno zavare po dužini (slika 13.50.c.), doći će do njihovog deformiranja usljed kutne deformacije i sopstvene težine. Pri zavarivanju T - spojeva (slika 13.50.d.) doći će do savijanja pojasa za kut β.
Na slici 13.50.e. prikazano je zavarivanje rebara za lim, što dovodi do pojave savijanja za kut β na svakom rebru. Na slici 13.50. f. prikazan je element na kome je došlo do pojave izbočina i udubina, a na slici 13.50.g. element na čijim je krajevima došlo do pojave talasnosti.
13.7.5. Određivanje kutnih deformacija pri navarivanju na površinu
lima Na slici 13.51. prikazana je shema nastajanja kutne deformacije poprečnog
presjeka lima pri navarivanju na njegovu površinu.
Slika 13.51.
Shema nastajanja kutnih deformacija pri navarivanju na površinu lima
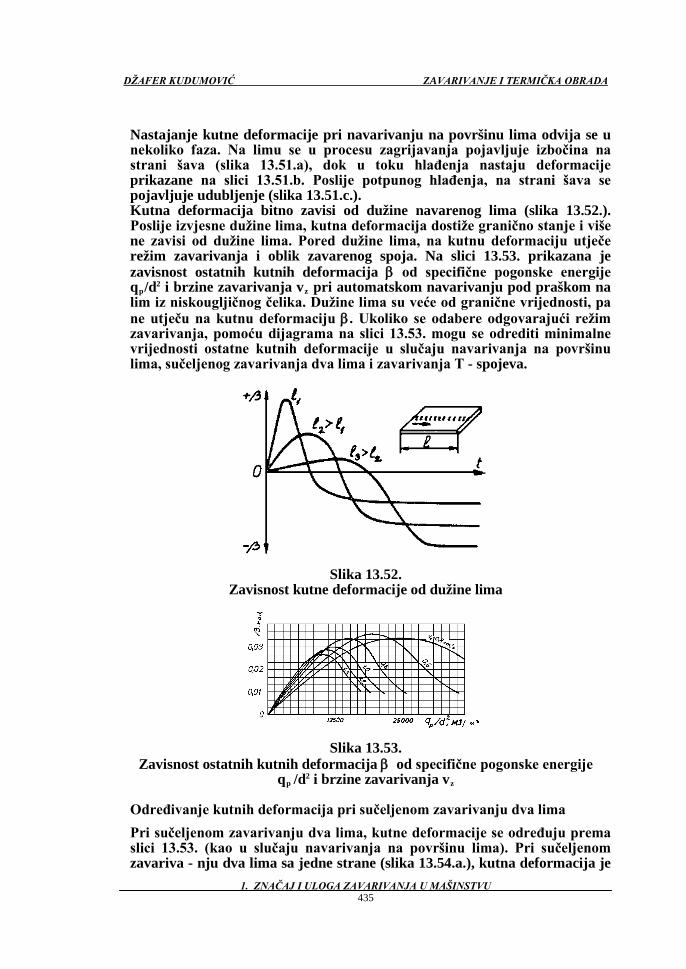
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 435
Nastajanje kutne deformacije pri navarivanju na površinu lima odvija se u
nekoliko faza. Na limu se u procesu zagrijavanja pojavljuje izbočina na strani šava (slika 13.51.a), dok u toku hlađenja nastaju deformacije prikazane na slici 13.51.b. Poslije potpunog hlađenja, na strani šava se pojavljuje udubljenje (slika 13.51.c.).
Kutna deformacija bitno zavisi od dužine navarenog lima (slika 13.52.). Poslije izvjesne dužine lima, kutna deformacija dostiže granično stanje i više ne zavisi od dužine lima. Pored dužine lima, na kutnu deformaciju utječe režim zavarivanja i oblik zavarenog spoja. Na slici 13.53. prikazana je zavisnost ostatnih kutnih deformacija β od specifične pogonske energije qp/d2 i brzine zavarivanja vz pri automatskom navarivanju pod praškom na lim iz niskougljičnog čelika. Dužine lima su veće od granične vrijednosti, pa ne utječu na kutnu deformaciju β. Ukoliko se odabere odgovarajući režim zavarivanja, pomoću dijagrama na slici 13.53. mogu se odrediti minimalne vrijednosti ostatne kutnih deformacije u slučaju navarivanja na površinu lima, sučeljenog zavarivanja dva lima i zavarivanja T - spojeva.
Slika 13.52.
Zavisnost kutne deformacije od dužine lima
Slika 13.53.
Zavisnost ostatnih kutnih deformacija β od specifične pogonske energije qp /d2 i brzine zavarivanja v
Pri sučeljenom zavarivanju dva lima, kutne deformacije se određuju prema slici 13.53. (kao u slučaju navarivanja na površinu lima). Pri sučeljenom zavariva - nju dva lima sa jedne strane (slika 13.54.a.), kutna deformacija je
z Određivanje kutnih deformacija pri sučeljenom zavarivanju dva lima

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 436
određena veličinom kuta β za hu. Pri sučeljenom zavarivanju dva lima sa obje strane (slika 13.54.b. i c.), kutne deformacije nisu jednake čak i u slučaju kada su režimi zavarivanja oba zavara jednaki. Kutna deformacija β1 od zavara 1 zavisi od dubi - ne uvara hu1, dok kutna deformacija β2 od zavara 2 zavisi od debljine lima d. Zbog toga β1≠β2
β β β= +1 2
, pa ostatna kutna deformacija β za šav zavaren sa obje strane biće jednaka zbiru kutnih deformacija oba zavara (uzevši u obzir njihove predznake):
(rad)
Kod višeprolaznih ili višeslojnih šavova (slika 13.54.d.), ostatna kutna deformacija je jednaka zbiru kutnih deformacija svakog prolaza, odnosno sloja :
β β==∑ ii
n
1 (rad)
gdje je: β i - kutna deformacija i - tog prolaza, odnosno sloja, određena za deblj
Do najvećih ostatnih kutnih deformacija dolazi pri izvođenju
Slika 13.54.
Shema određivanja ostatnih kutnih deformacija pri zavarivanju sučeljnih spojeva
U tom pogledu su X - šavovi mnogo povoljniji. Pri sučeljnom zavarivanju uskih limova, doći će do međusobnog zaokreta -
nja limova za kut β(slika 13.55.a.). Pri tome će se kraj zaokrenutog lima podići za slijedeću veličinu :

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 437
Slika 13.55. Ostatne kutne deformacije sučeljeno zavarenih limova
a - uski limovi ; b - široki limovi; c - zavisnost bβ i fmax
f bk = ⋅ β
od β pri zavarivanju širokih limova.
[ m ]
gdje je: β - kutna defor
Ugib f na sredini zavarenih limova (slika 13.55.a.) biće jednak :
fb
=⋅ β2
[ m ]
Prema tome, deformacije zavarenih limova se povećavaju sa porastom kuta β i širine limova b. Pri sučeljnom zavarivanju širokih limova, deformacije će dobiti oblik prema slici 13.55.b. zbog utjecaja sopstvene težine zavarenih limova. Za široke limove iz niskougljičnog čelika, na slici 13.55.c. prikazana je zavisnost bβ i fmax od kuta β. Iz slike 13.55.c. se vidi da bβ i fmax rastu sa porastom deblji - ne zavarenih limova. Zavisnost prikazana na slici 13.55.c. važi u slučaju limova koji slobodno leže na podlozi (tj. nisu ukliješteni sa svojim bočnim ivicama).
13.7.6. Određivanje kutnih deformacija pri zavarivanju T - spojeva
Na slici 13.56. prikazana je shema određivanja ostatnih kutnih deformacija
pri zavarivanju T-spojeva. Ostatna kutna deformacija nastala pri zavarivanju T-spojeva sastoji se iz deforamacije zaokretanja pojasa kao čvrste cjeline za kut ω1 zbog poprečnog skraćenja šava (slika 13.56.a.) i deformacije savijanja za kut β1 zbog topljenja osnovnog materijala pojasa (slika 13.56.b.). Deformacija nastala topljenjem osnovnog materijala rebra se zanemaruje.
Slika 13.56.
Shema određivanja ostatnih kutnih deformacija kod T - spojeva Pri izvođenju kutnog šava sa jedne strane T-spoja (slika 13.57.a.), kut
zaokreta lijeve polovine pojasa biće jednak:
γ ω11 1= − [ rad ]

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 438
Kut zaokreta desne polovine pojasa biće jednak (sa β1
γ ω β21 1 1= −
označen je kutem savijanja pojasa):
[ rad ]
Slika 13.57.
Shema rasporeda kuteva pri deformacijama kod T - spojeva Pri naizmjeničnom zavarivanju T-spoja sa dva kutna šava (slika 13.57.b.),
kut zaokreta lijeve strane pojasa biće jednak:
( )γ ωω β
1 1 2 12 2
2, = − +−
Kut zaokreta desne strane pojasa biće jednak:
( )γ ω β ωω β
2 1 2 1 1 22 2
2, = − − +−
Kut savijanja pojasa (poslije izvođenja oba kutna šava) biće jednak :
( ) ( )β γ γ β β1 2 1 1 2 2 1 2 1 2, , ,= − − = +
Kutovi β1 i β2 mogu se odrediti prema slici 13.53. Određivanje kutova β1 i β2
qd
d dqp
p
p rpp
=+
⋅2
2
se izvodi prema pogonskoj energiji koja se troši na pojas :
[ J / m ]
gdje je: dp i dr
β1 2 0 1 0 1, , ,= −
kd p
- debljina pojasa i Pri zavarivanju T - spojeva sa dva kutna šava, kut savijanja pojasa može se
približno odrediti prema slijedećem izrazu :
[ rad ]
gdje je : k - kateta kutnih ša

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 439
Na slici 13.58. prikazani su karakteristični slučajevi pojave ostatnih kutnih deformacija pri zavarivanju konstrukcija.
Slika 13.58.
Ostatne kutne deformacije a - pri zavarivanju I - nosača ; b- pri zavarivanju profila za ravnu sekciju
Pri zavarivanju profila za ravnu sekciju ( slika 13.58.b. ), doći će do
zaokretanja profila za kut ω i savijanja lima u području kutnog šava za kut β.
Ukoliko usvojimo da je kutna deformacija β podjednako razmještena na obje strane lima oko ojačanja i da se svaki dio sekcije širine t ponaša kao greda koja leži na dva oslonca a opterećena je momentima savijanja, tada će (zbog zaokreta oslonca grede za kut β/2) na sredini grede doći do pojave ugiba f :
ft
=⋅ β8
[ m ]
Ugib f će biti utoliko veći ukoliko je veći razmak t između profila i ukoliko je veća kutna deformacija β.
13.8. ODREĐIVANJE DEFORMACIJA ZAVARENIH OKVIRA
Okvir predstavlja sistem greda, koje su međusobno povezane
čvornim limovima (slika 13.59.). Oko okvira se nalaze limovi (plašt) spojeni na kutovima okvira uzdužnim šavovima. Na slici 13.59. prikazane grede su T - profili, koji su zavareni svojim vertikalnim krakom za okolni lim, što izaziva ugib grede.
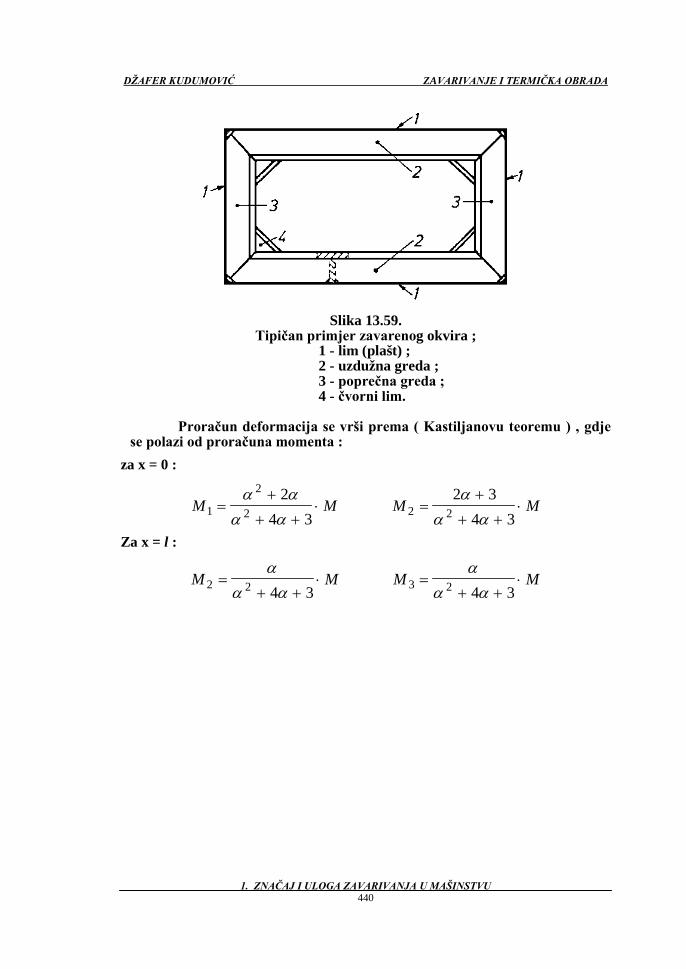
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 440
Slika 13.59.
Tipičan primjer zavarenog okvira ; 1 - lim (plašt) ; 2 - uzdužna greda ; 3 - poprečna greda ; 4 - čvorni lim.
Proračun deformacija se vrši prema ( Kastiljanovu teoremu ) , gdje
se polazi od proračuna momenta : za x = 0 :
M M1
2
22
4 3=
+
+ +⋅
α αα α
M M2 22 3
4 3=
+
+ +⋅
αα α
Za x = l :
M M2 2 4 3=
+ +⋅
αα α
M M3 2 4 3=
+ +⋅
αα α

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 441
Slika 13.60.
Računska shema određivanja općih deformacija zavarenog okvira gdje je :
α =⋅⋅
I lI L
1
2 - karakteristika krutosti okvira.
Dijagram momenata poslije izvođenja šavova na obje uzdužne grede prikazan je na slici 13.60.e, dok je linija ugiba cijelog okvira prikazana crtkanom linijom.
Ugib svake uzdužne grede biće jednak :
fM LE I
fukuzd sl=+
⋅⋅⋅
=+
⋅α
αα
α1 8 1
2
1
Ugib poprečnih greda usljed izvođenja šavova na obje uzdužne grede biće jednak :
fM lE I
M lE I
I LI L
af
lL
flpop sl ukuzd= −
+⋅
⋅⋅
= −+
⋅⋅⋅
⋅⋅
⋅= −
+⋅ ⋅ = − ⋅
11 8
11 8 1
12
2
2
2
12
12α α α
Ukoliko se potpuno zavaren okvir rastavi na montažnim šavovima na poprečnim gredama, to će deformacija uzdužne grede biti jednaka deformaciji slobodno ležeće grede :
fM L
E IC L
sl =⋅⋅
=⋅2
1
2
2 8
Pri tome će se krajevi uzdužnih greda zaokrenuti za slijedeći kut :

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 442
ϕ slM LE I
C L=
⋅⋅
=⋅
2 21
Rastavljanje okvira će povećati ugib uzdužne grede za slijedeći iznos :
f f f f frast sl ukuzd sl sl= − = −+
⋅ =
+⋅1
11
1α
α α
Iz izraza proizilazi da će ugib uzdužne grede frast
f Cl
= ⋅2
8
biti veći ukoliko je veća krutost okvira. Ovo treba imati u vidu kada se okviri izrađuju iz montažnih jedinica.
Redoslijed izvođenja šavova utiče na naponsko stanje i deformaciju zavarenog elementa. U nekim slučajevima može se zanemariti početno naponsko stanje nastalo kao posljedica prethodno izvedenih šavova,što pojednostavljuje proračune za određivanje ostatnih deformacija pri zavarivanju.
Za praksu je korisno utvrditi kolika je dozvoljena veličina deformacije do koje se ne mora uzimati u obzir početno naponsko stanje, odnosno smatra se da redoslijed izvođenja šavova bitno ne utiče na deformaciju zavarenog elementa. Najvažniji je slučaj savijanja elementa pošto se mijenjanjem redoslijeda izvođenja šavova može najviše na to utjecati.
Ugib f u sredini elementa biće jednak :
gdje je:
C qyIp
z
z= ⋅ ⋅
′µ
Ukoliko se na elementu izvede jedan uzdužni šav, tada ćemo imati:
f qyI
lp
z
z= ⋅ ⋅
′⋅µ
2
8
odnosno:
fl
qyI
lp
z
z= ⋅ ⋅
′⋅µ8
Ako usvojimo (kao tehničku normu) da je f / l = 1 / 750, tada pogonska energija ne smije preći slijedeću veličinu (pri zavarivanju niskougljičnog i niskolegiranog čelika) :
qI
y lpz
z< ⋅
′ ⋅12623 106 [ J / m ]
Pri navarivanju na traku, doći će do pojave deformacije prema slici 13.61.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 443
Slika 13.61.
Shema deformacije trake Ukoliko se navarivanje izvodi samo u jednom smjeru, traka će se deformisati
po krivoj 3-2-1-0-1’-2’-3’ (slika 13.61.b). Zbog toga, navarivanje treba izvoditi u smjeru kako je to prikazano na slici 13.61.a, pa će se traka deformirati prema krivoj 5-4-1-0-1’-4’-5’ (slika13.61.b).
Različit redoslijed izvođenja montažnih šavova I - nosača može bitno utjecati na njihovu izdržljivost pri naizmjeničnom opterećenju zbog pojave reaktivnih napona izazvanih ukliještenjem dijelova nosača.
13.9. SVOĐENJE NAPONA I DEFORMACIJA U DOPUŠTENE GRANICE Mjerenje deformacija horizontalnog spoja moguće je vršiti tenzometrijskim trakama kao na slici 13.62 i 13.63.
Slika 13.62.
Prikaz horizontalnog sastava kućišta u presjeku sa pozicijom mjernih traka
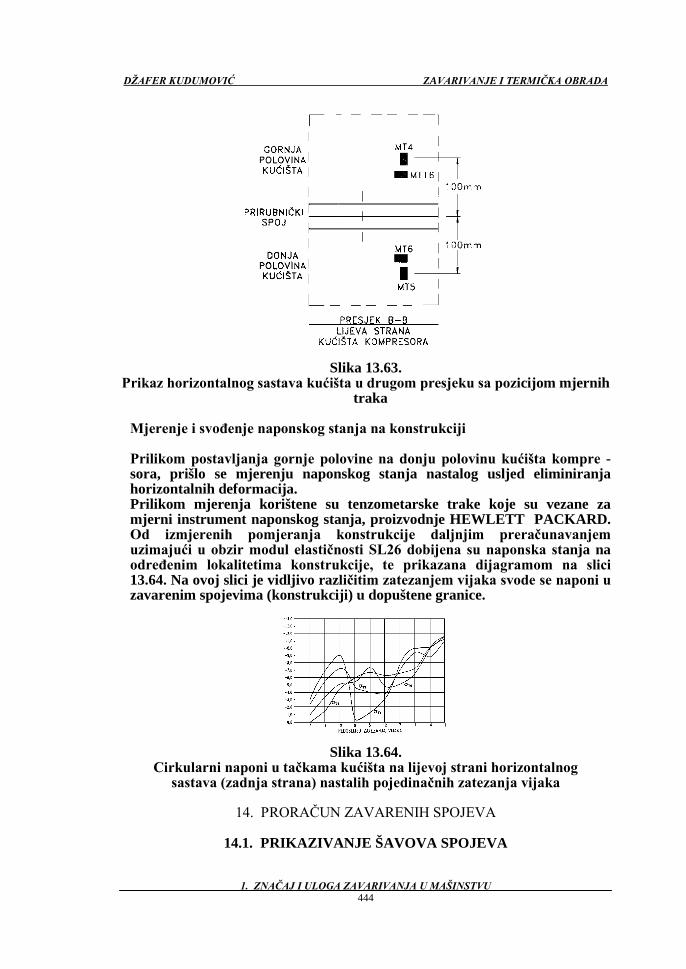
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 444
Slika 13.63.
Prikaz horizontalnog sastava kućišta u drugom presjeku sa pozicijom mjernih traka
Mjerenje i svođenje naponskog stanja na konstrukciji Prilikom postavljanja gornje polovine na donju polovinu kućišta kompre -
sora, prišlo se mjerenju naponskog stanja nastalog usljed eliminiranja horizontalnih deformacija.
Prilikom mjerenja korištene su tenzometarske trake koje su vezane za mjerni instrument naponskog stanja, proizvodnje HEWLETT PACKARD. Od izmjerenih pomjeranja konstrukcije daljnjim preračunavanjem uzimajući u obzir modul elastičnosti SL26 dobijena su naponska stanja na određenim lokalitetima konstrukcije, te prikazana dijagramom na slici 13.64. Na ovoj slici je vidljivo različitim zatezanjem vijaka svode se naponi u zavarenim spojevima (konstrukciji) u dopuštene granice.
Slika 13.64.
Cirkularni naponi u tačkama kućišta na lijevoj strani horizontalnog sastava (zadnja strana) nastalih pojedinačnih zatezanja vijaka
14. PRORAČUN ZAVARENIH SPOJEVA
14.1. PRIKAZIVANJE ŠAVOVA SPOJEVA
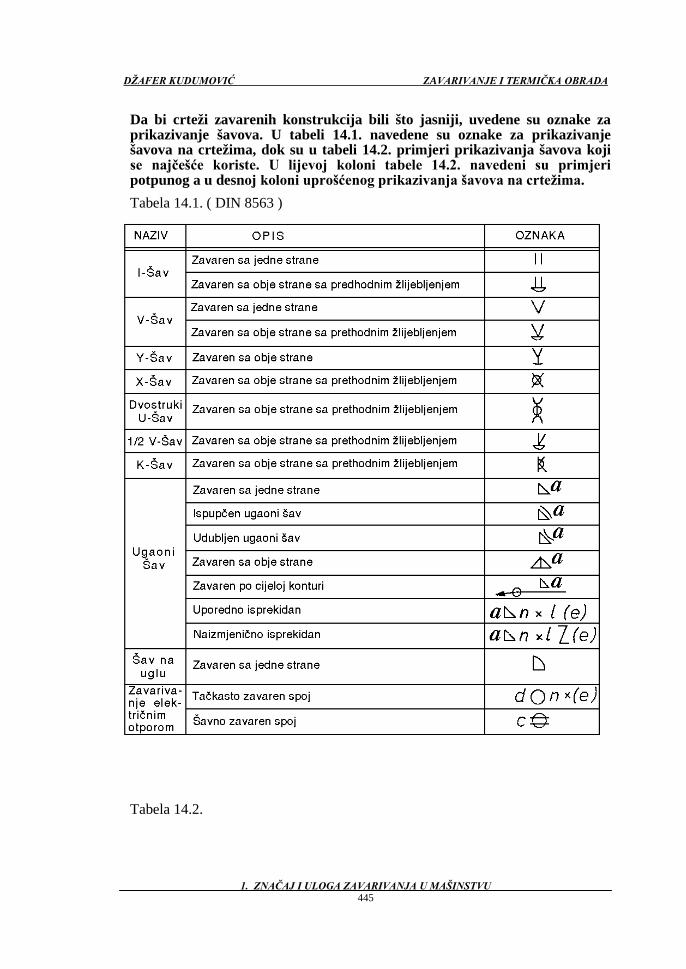
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 445
Da bi crteži zavarenih konstrukcija bili što jasniji, uvedene su oznake za prikazivanje šavova. U tabeli 14.1. navedene su oznake za prikazivanje šavova na crtežima, dok su u tabeli 14.2. primjeri prikazivanja šavova koji se najčešće koriste. U lijevoj koloni tabele 14.2. navedeni su primjeri potpunog a u desnoj koloni uprošćenog prikazivanja šavova na crtežima.
Tabela 14.1. ( DIN 8563 )
Tabela 14.2.
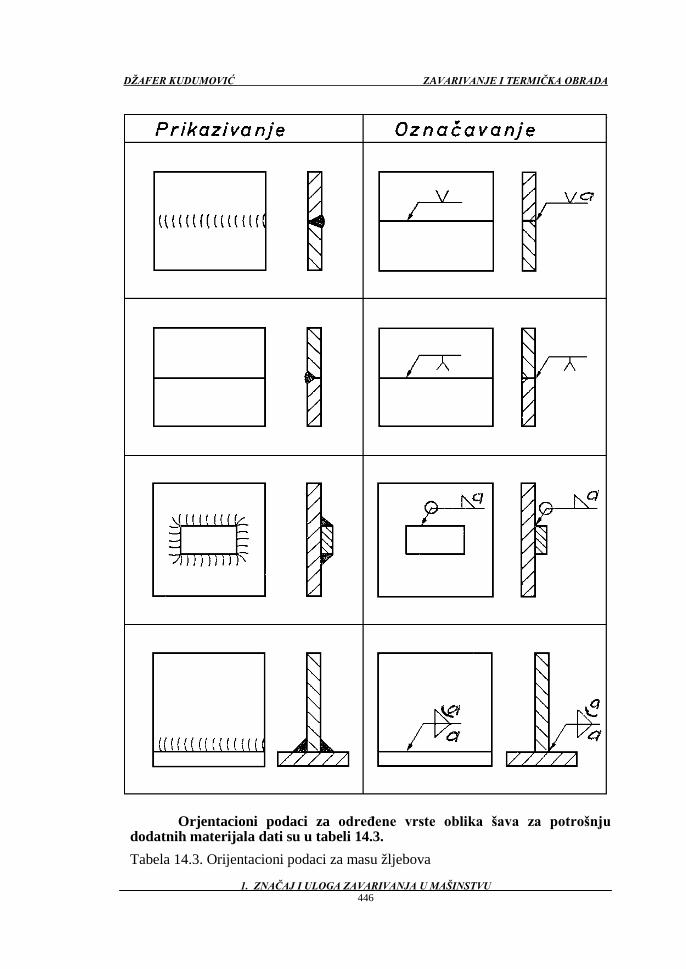
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 446
Orjentacioni podaci za određene vrste oblika šava za potrošnju dodatnih materijala dati su u tabeli 14.3.
Tabela 14.3. Orijentacioni podaci za masu žljebova

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 447
k = korijeni zavar p = popuna A = površina poprečnog presjeka šava Tabela 14.3. (Nastavak) Orijentacioni podaci za masu žljebova

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 448
14.2. RASPODJELA NAPONA U ŠAVOVIMA Kod šavova sučeljenih spojeva dolazi do najmanjeg skretanja linija sila.
Zbog toga je kod takvih šavova najmanja koncentracija napona. Na slici 14.1. prikazani su naponi u jednom V - šavu dobijeni eksperimen -
talnim putem. Ukoliko se nadvišenja lica i naličja šava uklone, neće biti skretanja linija sila, pa prema tome ni pojave koncentracije napona.
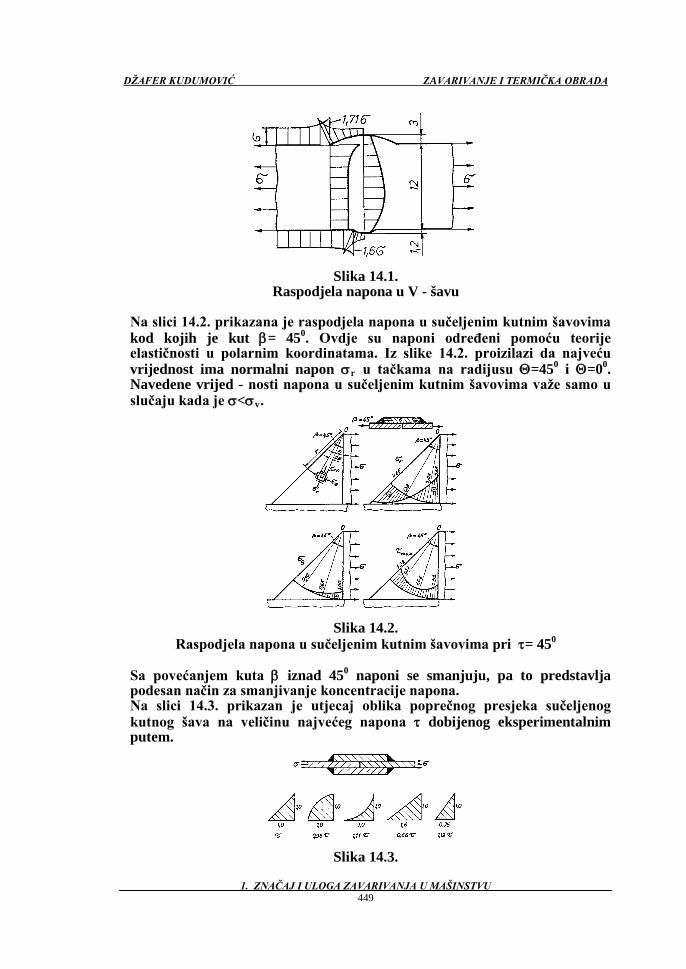
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 449
Slika 14.1.
Raspodjela napona u V - šavu Na slici 14.2. prikazana je raspodjela napona u sučeljenim kutnim šavovima
kod kojih je kut β= 450. Ovdje su naponi određeni pomoću teorije elastičnosti u polarnim koordinatama. Iz slike 14.2. proizilazi da najveću vrijednost ima normalni napon σr u tačkama na radijusu Θ=450 i Θ=00. Navedene vrijed - nosti napona u sučeljenim kutnim šavovima važe samo u slučaju kada je σ<σv.
Slika 14.2.
Raspodjela napona u sučeljenim kutnim šavovima pri τ= 450 Sa povećanjem kuta β iznad 450 naponi se smanjuju, pa to predstavlja
podesan način za smanjivanje koncentracije napona. Na slici 14.3. prikazan je utjecaj oblika poprečnog presjeka sučeljenog
kutnog šava na veličinu najvećeg napona τ dobijenog eksperimentalnim putem.
Slika 14.3.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 450
Utjecaj oblika poprečnog presjeka sučeljenog kutnog šava na veličinu najvećeg napona τ
Raspodjela napona τ kod bočnih kutnih šavova prikazana je na slici 14.4. Na veličinu napona τ utječu dužine bočnih kutnih šavova i površine poprečnih presjeka spojenih traka.
Slika 14.4.
Raspodjela napona τ kod dugačkih bočnih kutnih šavova sa kojima su spojene uske trake
a - pri A1 = A2; b Na slici 14.5. prikazana je raspodjela napona u podvezici kod kratkih
običnih kutnih šavova koji spajaju široke trake.
Slika 14.5.
Raspodjela napona σ u podvezici kod kratkih bočnih kutnih šavova Kod tačkastog zavarivanja dolazi do pojave koncentracije napona zbog
zgušnjavanja linija sila u području zavarene tačke. Utvrđeno je da koncentracija napona raste sa porastom odnosa t/dT (t = ratojanje između zavarenih tačaka; dT = prečnik zavarene tačke).
Raspodjela napona prikazana na slici 14.6. važi samo u elastičnom području.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 451
Slika 14.6.
Raspodjela napona kod tačkasto zavarenih spojeva a - izgled tačkasto zavaren
b - raspodjela napona u uzdužnom pr c - raspodjela napona po debljini elementa pored za
Utjecaj koncentracije napona na čvrstoću zavarenih spojeva pri statičkom
opterećenju Promjenom toka linija sila nastaju promjene konture napregnutog tijela ili
ako se u unutrašnjosti tijela nalaze neke greške koje narušavaju homogenost metala (na primjer, plinske pore ili uključci troske). Zbog toga, može se smatrati da svaka promjena toka linija sila u napregnutom tijelu dovodi do pojave koncentracije napona. Pojava koncentracije napona uslijed gore navedenih uzroka naziva se efekat zareza. Lom elemenata počinje na mjestima gdje se nalaze naponski vrhovi nastali uslijed pojave koncentracije napona.
14.3. PRORAČUN STATIČKI OPTEREĆENIH ZAVARENIH SPOJEVA
Na osnovu dokumenta Međunarodnog instituta za zavarivanje
(MIZ), biće prikazan proračun zavarenih spojeva. Računska debljina šava Za računsku debljinu šava sučeljnih spojeva treba uzeti debljinu osnovnog
materijala. Ukoliko se zavaruju dva lima različitih debljina, uzima se u obzir manja debljina lima. Tehnološkim mjerama mora se obezbjediti da početak i kraj šava imaju punu debljinu.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 452
Za računsku debljinu kutnih šavova treba uzeti visinu ravnokrakog pravo - kutnog trokuta ucrtanog u poprečni presjek šava (slika 14.7.).
Slika 14.7.
Računska debljina a kutnih šavova
Računska dužina šava Računskom dužinom šava kod sučeljenih spojeva smatra se dužina na kojoj
je ostvarena puna debljina šava. Računskom dužinom kutnih šavova smatra se dužina na kojoj je postignuta
predviđena debljina šava a. Ukoliko na početku i na kraju kutnog šava nije posti - gnuta potpuna debljina a, tada se od ukupne dužine šava odbija iznos od 2a.
14.3.1. Definiranje napona u kutnim šavovima
Na slici 14.8. prikazani su naponi koji djeluju u kutnim šavovima.
Slika 14.8.
Naponi u kutnim šavovima a - naponi u mjerodavnoj ravni šava; b - naponi u ravni spoja;
1 - mjerodavna ravan šava; 2 -
Na slici 14.8. znače :
σ⊥ - normalni napon koji djeluje upravno na mjerodavnu ravan šava; τ⊥ - tangencijalni napon koji djeluje u mjerodavnoj ravni šava upravno na
dužinu šava; σ|| - normalni napon koji djeluje u pravcu dužine šava; τ⊥ - tangencijalni napon koji djeluje u mjerodavnoj ravni šava u pravcu
dužine šava; n - normalni napon koji djeluje upravno na ravan spoja; t⊥ - tangencijalni napon koji djeluje u ravni spoja upravno na dužinu šava; t,, - tangencijalni napon koji djeluje u ravni spoja u pravcu dužine šava; σu - uporedni (ekvivalentni, idealni) napon;

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 453
σdop
σ τ⊥ ⊥= ⋅ =12
n
- dopušteni napon. Između napona u ravni spoja i napona u mjerodavnoj ravni šava postoje
slijedeći odnosi :
τ ⊥ ⊥= ⋅12
t τ ,, ,,= t
14.3.2. Proračun šavova sučeljenih spojeva
Kvalitetno izvedeni šavovi sučeljenih spojeva imaju istu čvrstoću kao i
osnovni materijal, pa se za njih ne vrši proračun. Međutim, ukoliko se iz ma kojih razloga sučeljeni spoj računa,
uporedni napon σu
( )σ σ σ σ σ τ τ σu dopk= + − + ⋅ + ≤ ⋅⊥ ⊥ ⊥2 2 2 23,, ,, ,,
određuje se prema hipotezi najvećeg deformacionog rada utrošenog na promjenu oblika (hipoteza Huber, Mises, Hencky). Za slučaj dvoosnog naponskog stanja, uporedni napon se određuje prema slijedećem izrazu:
Dozvoljeni naponi za šavove sučeljenih spojeva dobijaju se redukcijom dozvoljenih napona za osnovni materijal pomoću k-brojeva. Ovi k-brojevi zavise od vrste naprezanja i kvaliteta šava (tabela 14.4.)
Tabela 14.4.
Kvalitet šava
Vrsta naprezanja
Vrijednost k-brojeva ČN 24 ( RSt-72-2 ) ČN 36 ( St52-3 )
Specijalnog
kvaliteta
Zatezanje ili savijanje
Tlak Smicanje
1,0 1,0 0,6
1,0 1,0 0,6
Kvaliteta I
Zatezanje ili savijanje
Tlak Smicanje
0,8 1,0 0,6
0,8 1,0 0,6
Kvaliteta II
Zatezanje ili savijanje
Tlak Smicanje
0,72 1,0
0,55
0,65 0,8 0,5
Za određivanje koeficijenta k u gornjem izrazu mjerodavna je vrsta napre -
zanja koju definišu normalni naponi (zatezanje ili tlak). U slučaju čistog smicanja, koeficijent k treba izabrati isto kao za tlak.
Pri proračunu sučeljnih spojeva prema tabeli14.4. nisu uzeti u obzir kako lokalni vrhovi napona izazvani načinom oblikovanja spoja, tako ni ostatni naponi nastali kao posljedica zavarivanja.
14.3.3. Proračun kutnih šavova

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 454
Računska debljina šava a zavisi od postupka zavarivanja sa kojim je kutni šav izveden (slika 14.9.). Zbog veće dubine uvara, kod automatskog zavarivanja pod praškom računska debljina šava je veća za 2 mm u odnosu na ručno zavari - vanje obloženom elektrodom.
Izvršeni opiti pokazuju da u kutnim šavovima postoje višeosna naponska stanja, da su naponi neravnomjerno raspoređeni po presjeku i po dužini šava i da se u raznim stadijumima opterećenja vrši pregrupisavanje naponskih stanja. Zbog toga je tačan proračun ovih šavova težak.
Slika 14.9.
Računska debljina a kutnih šavova a - pri ručnom zavarivanju obloženom elektrodom ;
b - pri automatskom zavarivanju pod praškom (a = a izmjereno + 2 mm), (aizm = aizmjereno
σ σ τu = +⊥ ⊥2 21 8,
). Međunarodna organizacija za standardizaciju ISO (International
Standardisation Organisation) usvojila je da se uporedni napon za kutne šavove određuje prema slijedećim izrazima :
odnosno
( )σ σ τ τu = + +⊥ ⊥2 2 218, ,,
odnosno
( )σ σ τ τu = + +⊥,, ,,,2 2 218
Naslici 14.10. izvršeno je upoređenje nekoliko hipoteza o razaranju mate - rijala sa rezultatima nekih eksperimenata.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 455
Slika 14.10. Upoređenje nekoliko hipoteza o razaranju materijala sa rezultatima
holandskih eksperimenata Na slici 14.10. znače : 1. hipoteza najvećeg deformacionog rada utrošenog na promjenu oblika
(σ σ τu = +2 23 );
2. hipoteza najvećeg normalnog napona ( ( ) ( )σ σ σ τu = + +2 1 2 42 2 );
3. hipoteza prema ISO ( σ σ τu = +2 21 8, ); 4. rezultati holandskih eksperimenata. Iz slike 14.10. vidi se da se hipoteza, koju je usvojio ISO, najviše pribli - žava
rezultatima holandskih eksperimenata. Zbog toga su naši propisi usvojili tu hipotezu za proračune kutnih šavova.
Prema gore navedenim propisima, dužina kutnog šava treba da iznosi najmanje 50 mm kako bi se takav šav mogao smatrati nosećim. Takođe je određe - no da debljina nosećeg kutnog šava treba da iznosi najmanje 3 mm a najviše 0,7 dmin (dmin je debljina najtanjeg lima u zavarenom spoju). Izuzetno dmin
tFa l,, ,,= =
⋅τ
2
može biti gornja granica za debljinu kutnog šava. Naime, ukoliko je debljina kutnog šava veća, utoliko je njegova specifična čvrstoća manja. Zbog toga, pretjerano povećanje debljine kutnog šava nema nikakvog opravdanja.
14.3.3.1. Aksijalno napregnuti zavareni spojevi
Samo bočni kutni šavovi. Ukoliko se mjerodavna ravan šava okrene u ravan
dejstva sile F (slika 14.11.), tada ćemo imati slijedeće:
σ τ τ σu dop= = ≤1 8 1 342, ,,, ,,
Gornji izraz može se napisati i na slijedeći način:
σ ττ
σu dopF
a l= = =
⋅ ⋅≤1 34
0 75 0 75 2,
, ,,,,,
Prema tome, mora biti ispunjen slijedeći uslov :
Fa l dop0 75, ⋅ ⋅
≤∑
σ

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 456
Slika 14.11.
Prikaz zavarenog spoja sa bočnim kutnim šavovima Samo sučeljeni kutni šavovi. Ukoliko se mjerodavna ravan šava okrene u
ravan spoja (slika 14.12.), tada ćemo imati sljedeće :
nFa l
=⋅2
σ τ⊥ ⊥= = ⋅ = ⋅⋅
nFa l
cos4512 2
σ σ τ σ σu dop= + = ⋅ ≤⊥ ⊥ ⊥2 21 8 1 67, ,
odnosno
σ σu dopFa l
Fa l
1182
10 85 2
,,
⋅⋅
= ⋅⋅
≤
Prema tome, mora biti ispunjen slijedeći uslov:
Fa l dop0 85, ⋅ ⋅
≤∑
σ
Slika 14.12.
Prikaz zavarenog spoja sa sučeljenim kutnim šavovima Kombinacija bočnih i sučeljenih kutnih šavova. Kod ovakvih zavarenih
spojeva postoji uzajamni utjecaj između bočnih i sučeljenih kutnih šavova, koji zavisi od odnosa njihovih dužina. Na slici 14.13. prikazan je zavaren spoj sa dva bočna i prednjim sučeljenim kutnim šavom.
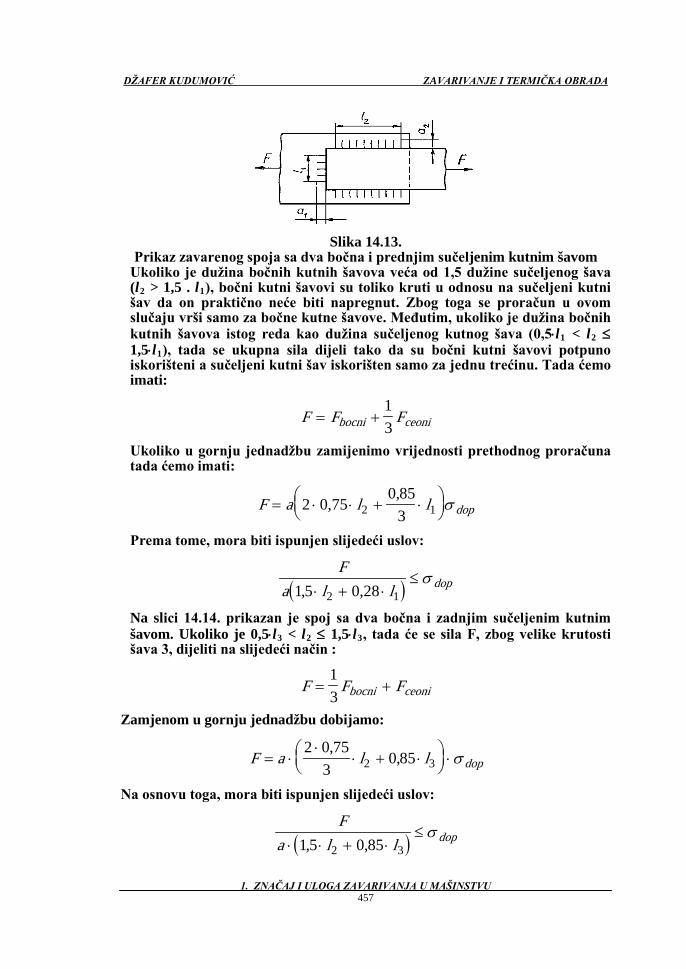
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 457
Slika 14.13.
Prikaz zavarenog spoja sa dva bočna i prednjim sučeljenim kutnim šavom Ukoliko je dužina bočnih kutnih šavova veća od 1,5 dužine sučeljenog šava
(l2 > 1,5 . l1), bočni kutni šavovi su toliko kruti u odnosu na sučeljeni kutni šav da on praktično neće biti napregnut. Zbog toga se proračun u ovom slučaju vrši samo za bočne kutne šavove. Međutim, ukoliko je dužina bočnih kutnih šavova istog reda kao dužina sučeljenog kutnog šava (0,5⋅l1 < l2 ≤ 1,5⋅l1
F F Fbocni ceoni= +13
), tada se ukupna sila dijeli tako da su bočni kutni šavovi potpuno iskorišteni a sučeljeni kutni šav iskorišten samo za jednu trećinu. Tada ćemo imati:
Ukoliko u gornju jednadžbu zamijenimo vrijednosti prethodnog proračuna tada ćemo imati:
F a l l dop= ⋅ ⋅ + ⋅
2 0 75
0 8532 1,,
σ
Prema tome, mora biti ispunjen slijedeći uslov:
( )F
a l l dop1 5 0 282 1, ,⋅ + ⋅≤ σ
Na slici 14.14. prikazan je spoj sa dva bočna i zadnjim sučeljenim kutnim šavom. Ukoliko je 0,5⋅l3 < l2 ≤ 1,5⋅l3
F F Fbocni ceoni= +13
, tada će se sila F, zbog velike krutosti šava 3, dijeliti na slijedeći način :
Zamjenom u gornju jednadžbu dobijamo:
F a l l dop= ⋅⋅
⋅ + ⋅
⋅
2 0 753
0 852 3,
, σ
Na osnovu toga, mora biti ispunjen slijedeći uslov:
( )F
a l l dop⋅ ⋅ + ⋅≤
1 5 0 852 3, ,σ
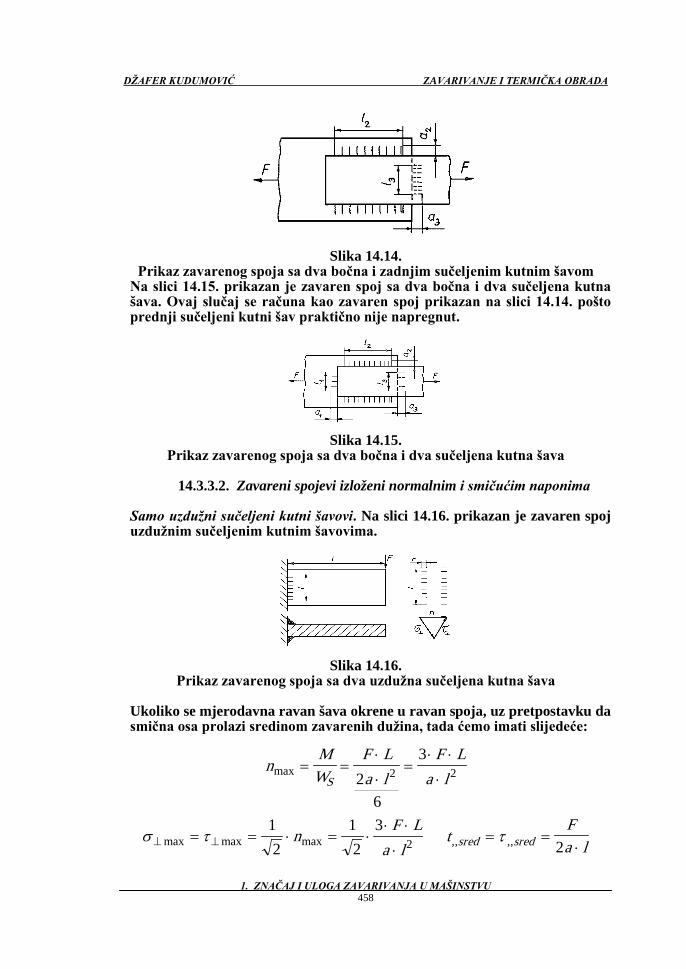
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 458
Slika 14.14.
Prikaz zavarenog spoja sa dva bočna i zadnjim sučeljenim kutnim šavom Na slici 14.15. prikazan je zavaren spoj sa dva bočna i dva sučeljena kutna
šava. Ovaj slučaj se računa kao zavaren spoj prikazan na slici 14.14. pošto prednji sučeljeni kutni šav praktično nije napregnut.
Slika 14.15.
Prikaz zavarenog spoja sa dva bočna i dva sučeljena kutna šava
14.3.3.2. Zavareni spojevi izloženi normalnim i smičućim naponima Samo uzdužni sučeljeni kutni šavovi. Na slici 14.16. prikazan je zavaren spoj
uzdužnim sučeljenim kutnim šavovima.
Slika 14.16.
Prikaz zavarenog spoja sa dva uzdužna sučeljena kutna šava Ukoliko se mjerodavna ravan šava okrene u ravan spoja, uz pretpostavku da
smična osa prolazi sredinom zavarenih dužina, tada ćemo imati slijedeće:
nM
WF La l
F La lS
max = =⋅
⋅=
⋅ ⋅
⋅26
32 2
σ τ⊥ ⊥= = ⋅ = ⋅⋅ ⋅
⋅max max max
12
12
32n
F La l
tFa lsred sred,, ,,= =
⋅τ
2

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 459
( )σ σ τ τ σu sred dop= + ⋅ + ≤⊥ ⊥max max ,,,2 2 21 8
Ako je L > l, odnosno ako je moment savijanja veliki u poređenju sa silom smicanja, tada će izraz za σu
σ σuS
dopM
W=⋅
≤0 85,
imati slijedeći oblik:
Samo poprečni sučeljeni kutni šavovi. Ovaj zavaren spoj je nepodesan za veće vrijednosti smičućih sila.
Kombinovani uzdužni i sučeljeni kutni šavovi. Na slici 14.17. prikazan je zavaren spoj između I - nosača i ploče.
Slika 14.17.
Prikaz zavarenog spoja između I - nosača i ploče Naponi se određuju tako da se mjerodavne ravni šavova okrenu u ravan
spoja. Pri tome se usvaja pretpostavka da su smičući naponi ravnomjerno raspore - đeni i da ih preuzimaju samo vetikalni šavovi. Tada ćemo imati slijedeće:
σ τ⊥ ⊥= = ⋅ = ⋅max max max12
12
nM
WS
tF
a lsred sred,, ,,= =⋅
τ2 3 3
U tački 1 djeluje samo moment savijanja:
σ σ τ σu dopn= + ⋅ = ⋅ ≤⊥ ⊥max max max, ,2 218 1 4
MWS
dop0 85, ⋅≤ σ
U tački 2 djeluju istovremeno normalni i smični naponi:
σ σ τ σu sred dopl
h a= ⋅
+⋅
+ ≤⊥2 8 1 83
1 1
22, ,max ,,
Poprečna sila se može zanemariti ako je:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 460
( )MF
l h a l al a≥
⋅ ⋅ + ⋅
⋅
2 1 20 6
2 2 2 32
3
3 3,
što se najčešće i dešava u praksi. Tada ćemo imati :
σ σ σu dopl
h al
h an=
+⋅ ⋅ =
+⋅ ⋅ ≤⊥
3
1 1
3
1 12 8 1 4max max, ,
MI
yS
dop0 85 2, ⋅⋅ ≤ σ
Uzdužni kutni šavovi koji spajaju dijelove I - nosača (slika 14.18.). Takvi šavovi su izloženi dejstvu normalnog napona σ|| i smičućeg napona τ|| (slika 14.19.).
Slika 14.18.
Prikaz uzdužnih kutnih šavova I - nosača
Slika 14.19.
Prikaz napona u uzdužnom kutnom šavu I - nosača Na osnovu slike 14.19. imaćemo slijedeće:
σ σ τ σu dop= + ≤,, ,,,2 21 8
gdje je:
σ ,, = ⋅MI
hx 2
τ ,, =⋅⋅
F SI a
x
x 2
Ukoliko postoji i napon σ⊥ (na primjer, tlak točkova na kranskoj stazi), tada mora biti ispunjen slijedeći uslov:

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 461
( )σ σ τ τ σu dop= + + ≤⊥,, ,,,2 2 21 8
14.3.3.3. Spojevi napregnuti smičućim naponima uslijed torzije
Za određivanje napona u ovakvim zavarenim spojevima koristi se više
metoda. Ovdje će biti primjenjen metod dvije sile. Samo dva bočna kutna šava. Na slici 14.20. prikazan je preklopni spoj sa dva
bočna kutna šava, pri čemu su mjerodavne ravni šavova okrenute u ravan spoja.
Slika 14.20.
Prikaz preklopnog zavarenog spoja sa dva bočna kutna šava Iz slike 14.20. proizilazi slijedeće :
( )P L F h a⋅ = + 2
FP L
h a=⋅
+ 2 τ ,, =
⋅F
a l2 2
Pošto poprečna sila P izaziva napon t⊥ = P / ( 2a2 . l2
σ τ⊥ ⊥ ⊥= = ⋅ = ⋅⋅
12
24 2 2
tP
a l
), to ćemo imati:
( )σ σ τ τ σu dop= + ⋅ + ≤⊥ ⊥2 2 21 8, ,,
Samo dva sučeljena kutna šava. Na slici 14.21. prikazan je preklopni zavaren spoj sa dva sučeljena kutna šava.
Slika 14.21.
Prikaz preklopnog zavarenog spoja sa dva sučeljena kutna šava

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 462
Iz slike 14.21. proizilazi slijedeće :
( )P L F l a⋅ = ⋅ + 1
FP L
l a=⋅
+ 1
Smičući napon od sile F će iznositi :
τ ,,MF
a l=⋅1 1
Smičući napon od sile P će iznositi :
τ ,,PP
a l=⋅2 1 1
( ) ( )σ τ τ τ τ σu M P M P dop= ⋅ + = ⋅ + ≤1 8 1 342
, ,,, ,, ,, ,,
Prema tome, treba biti zadovoljen slijedeći uslov :
τ τσ,, ,,
,M P
dop+
≤0 75
Dva bočna i dva sučeljena kutna šava. Na slici 14.22. prikazan je preklopni zavaren spoj sa dva bočna i dva sučeljena kutna šava.
Slika 14.22.
Prikaz preklopnog zavarenog spoja sa dva bočna i dva sučeljena kutna šava Moment torzije se dijeli na bočne i sučeljene kutne šavove proporcionalno
njihovoj moći nošenja na slijedeći način : Za bočne šavove (Š1
( )Mb a l h adopmax ,= ⋅ ⋅ ⋅ ⋅ +0 75 2 2 2σ
) :
Za sučeljene kutne šavove (Š2
( )Mc a l l adopmax ,= ⋅ ⋅ ⋅ ⋅ +0 75 1 1 1σ
):
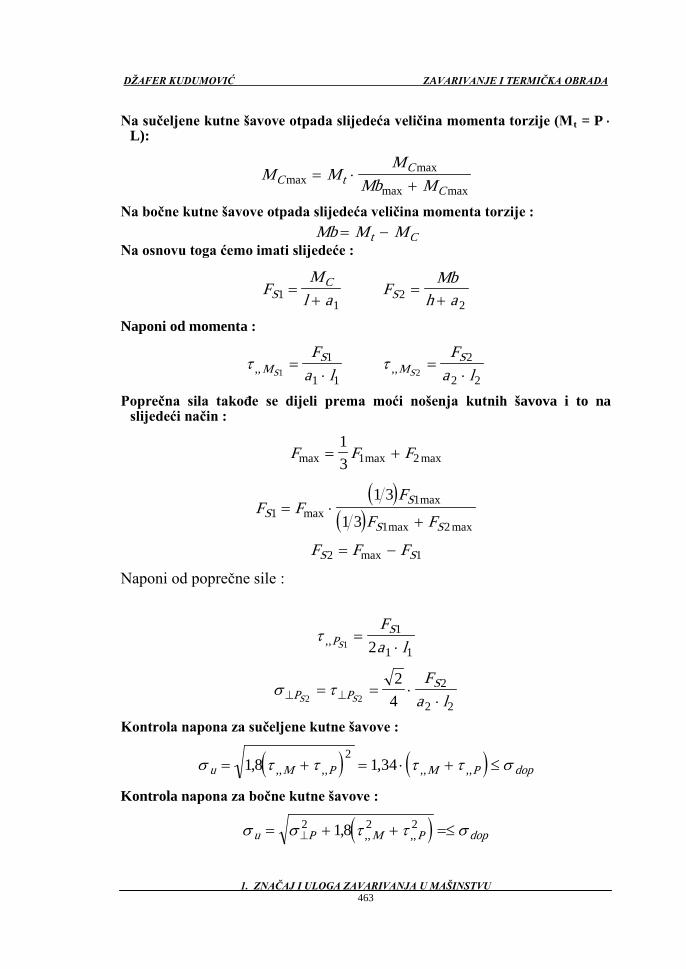
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 463
Na sučeljene kutne šavove otpada slijedeća veličina momenta torzije (Mt
M MM
Mb MC tC
Cmax
max
max max= ⋅
+
= P ⋅ L):
Na bočne kutne šavove otpada slijedeća veličina momenta torzije : Mb M Mt C= −
Na osnovu toga ćemo imati slijedeće :
FM
l aSC
11
=+
FMb
h aS22
=+
Naponi od momenta :
τ ,,MS
S
Fa l1
1
1 1=
⋅ τ ,,M
SS
Fa l2
2
2 2=
⋅
Poprečna sila takođe se dijeli prema moći nošenja kutnih šavova i to na slijedeći način :
F F Fmax max max= +13 1 2
( )( )F F
FF FS
S
S S1
1
1 2
1 3
1 3= ⋅
+maxmax
max max
F F FS S2 1= −max
Naponi od poprečne sile :
τ ,,PS
S
Fa l1
1
1 12=
⋅
σ τ⊥ ⊥= = ⋅⋅P PS
S S
Fa l2 2
24
2
2 2
Kontrola napona za sučeljene kutne šavove :
( ) ( )σ τ τ τ τ σu M P M P dop= + = ⋅ + ≤1 8 1 342
, ,,, ,, ,, ,,
Kontrola napona za bočne kutne šavove :
( )σ σ τ τ σu P M P dop= + + =≤⊥2 2 218, ,, ,,

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 464
Bočni kutni šavovi oko cijele konture nosača. Na slici 14.23. prikazan je sandučast nosač koji je zavaren za ploču oko cijele konture.
Slika 14.23.
Prikaz sandučastog nosača koji je zavaren za ploču oko cijele konture Za slučaj prikazan na slici 14.23. može se koristiti tzv. hidrodinamički
metod, pa će mjerodavni napon iznositi :
τ ,, =⋅
MA a
t2
gdje je: A - površina koju zatvara simetrala svih kutova šavova mjerodavna ravan šava okrenuta u ravan spoja; a - najmanja debljina
U slučaju da se pločom ne protivi ispupčenju pri opterećenju, izraz daje suviše male vrijednosti. Tada se mjerodavni napon može odrediti prema slijedećem izrazu:
τ ,, =⋅
MA a
t
gdje je : A - površina poprečnog presjeka ko
Bočni kutni šavovi oko konture nosača sa prekidima. Na slici 14.24. prikazan je sandučast nosač koji je zavaren za ploču oko konture sa prekidima.
Slika 14.24.
Prikaz sandučastog nosača koji je zavaren za ploču oko konture sa prekidima Ukoliko je poprečni presjek sandučastog nosača (slika 14.24.) sa odnosom l
/h između 0,5 i 2, može se koristiti metod dvije sile. Pod uslovom da su prekidi između kutnih šavova mali, metod dvije sile daje približno iste rezultate kao i hidrodinamički metod. Ukupni moment torzije Mt se dijeli prema moći nošenja kutnih šavova na slijedeći način :

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 465
( )M a l h adop2 2 2 20 75max ,= ⋅ ⋅ ⋅ ⋅ +σ
( )M a l l adop1 1 10 75max ,= ⋅ ⋅ ⋅ ⋅ +σ
Na osnovu toga ćemo imati :
( )M MM
M MF h at2
2
2 12 2= ⋅
+= ⋅ +max
max max
( )M M M F l at1 2 1 1= − = ⋅ +
Naponi se određuju prema slijedećim izrazima:
Za šavove 1: τ ,,MF
a l=
⋅1
1 1
Za šavove 2: τ ,,MF
a l=
⋅2
2 2
Pri proračunu uporednog napona, naponi određeni prema gornjem izrazu dodaju se naponima koji nastaju zbog aksijalnih sila i momenta savijanja.
Bočni kutni šavovi oko L i T - nosača. Na slici 14.25. prikazani su L i T - nosači zavareni za ploču.
Slika 14.25.
Prikaz L i T - nosača zavarenih za ploču Pošto nosači prikazni na slici 14.25. mogu da prime manje momente torzije
nego njihovi kutni šavovi, to se proračun takvih šavova obično ne vrši. Međutim, ukoliko se debeli nosači zavare za ploču sa tankim kutnim šavovima, tada se može koristiti slijedeći izraz :
τ ,, =⋅
⋅∑3
3M a
l at
14.4. PREGLED JEDNADŽBI ZA PRORAČUN ZAVARA

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 466
Pregled jednadžbi dat je tabelama od 14.5. do 14.7.. Tabela 14.5.
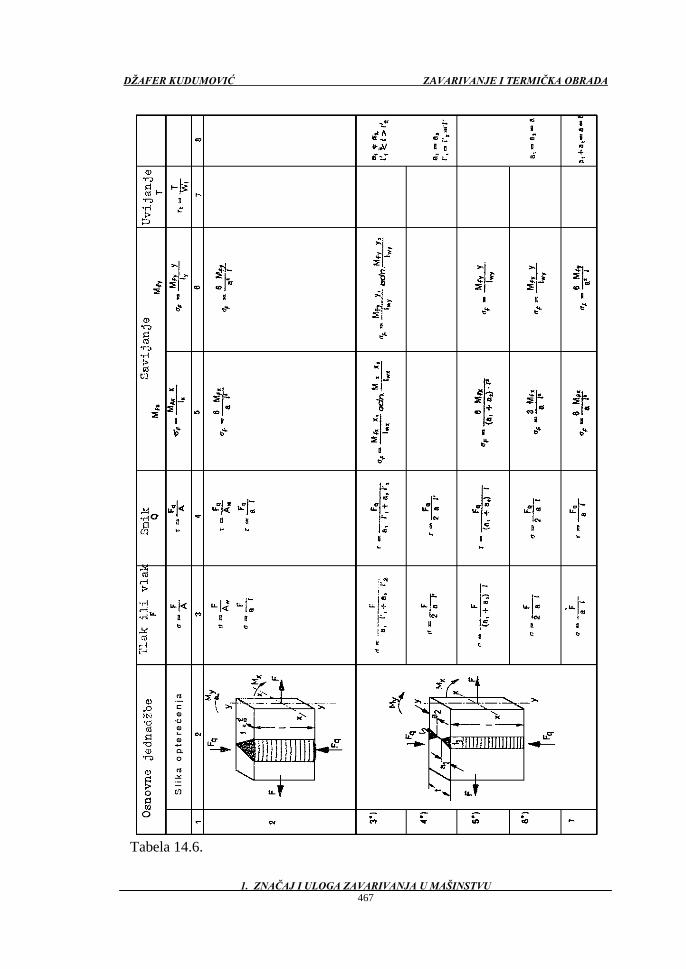
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 467
Tabela 14.6.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 468
Tabela 14.7
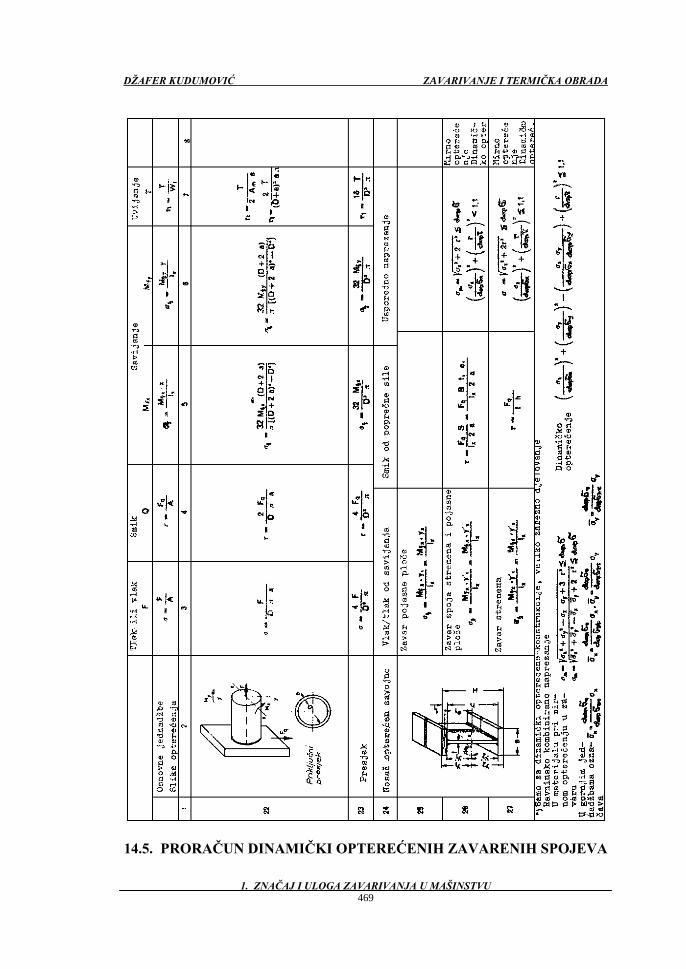
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 469
14.5. PRORAČUN DINAMIČKI OPTEREĆENIH ZAVARENIH SPOJEVA

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 470
Dimenzioniranje dinamički opterećenih zavarenih spojeva vrši se upoređivanjem računskih vrijednosti napona sa dozvoljenim naponom za zamor σDdop
σ σmax ≤ Ddop
. Pod računskim vrijednostima napona podrazumijevaju se normalni, smičući i uporedni naponi. Prema tome, mora biti zadovoljen slijedeći uslov :
; τ τmax max≤ D ; σ σu Ddopmax ≤
Dozvoljeni napon σDdop zavisi od vrste osnovnog materijala, vrste zavarenog spoja, kvaliteta šava i vrste naprezanja.
Dopuštena naprezanja
Nazivna naprezanja izračunata prema jednadžbama nauke o čvrstoći, dana
u tabelama 14.5., 14.6. i 14.7., moraju biti niža od dopuštenih. Dijelovi za koje prema propisima o preuzimanju postoji obaveza, moraju imati pružen dokaz o visini stvarnih i dopuštenih naprezanja. Pri tome se može raditi o dokazu sigurnosti u odnosu prema granici tečenja (σT) i o dokazu u odnosu prema granici izdržlji - vosti ( σD
Dopuštena naprezanja strojnih dijelova pri općem dokazu naprezanja i stabilnosti
). Izbor visine dopuštenog naprezanja ovisi o vrsti naprezanja, zareznom
djelovanju, materijalu, odnosu graničnih naprezanja k. Za mirno (statički) optere - ćene dijelove (k = 1), kod svih vrsta materijala i odgovorajućeg oblika zavara vrijednost dopuštenog naprezanja određuje se na taj način da se neovisno o prekidnoj čvrstoći materijala uzima jednak odnos između dopuštenog naprezanja i granice tečenja, približno 1:1,33. U tabeli 14.8. dane su vrijednosti dopuštenih naprezanja strojnih dijelova, a u tabeli 14.9. dopuštena naprezanja zavarenih strojnih dijelova.
Tabela 14.8.
Materijal i strojni dijelovi
Oznaka
Dopuštena uporedna
naprezanja dop σu
(N/mm2
Dopuštena vlačna
naprezanja dop σ
) (MPa) v
(N/mm2
Dopuštena tlačna
naprezanja dop σ
) (MPa) t
(N/mm2
Dopuštena smična
naprezanja dop τ
(N/mm) (MPa) 2) (MPa) St37-2 St52-3
180 270
160 240
104 156
Dopuštena normalna i smična naprezanja dinamičkih opterećenja za stroj -
ne dijelove i zavarene strojne dijelove, dana su u ovisnosti o osnovnim vrijedno - stima dopuštenih izdržljivosti dop σD(-1) za k = -1, u tabeli 14.10. Vrijednosti dopuštenih naprezanja za različite odnose graničnih naprezanja k, izračunavaju se pomoću jednadžbi u tabelama 14.11. i 14.12.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 471
Tabela 14.9. Dopuštena naprezanja u zavarima pri općem dokazu naprezanja (zavar mora imati najmanje vlačnu čvrstoću i granicu tečenja osnovnog materijala)
Tabela 14.10. Osnovne vrijednosti dopuštenih naprezanja pri dinamičkom opterećenju
dop σD(-1) za odnos graničnih naprezanja k = -1
Osnovna vrijednosti dop. naprezanja dop σD(-1) za k = -1 pri provjeri pogonske
izdržljivosti. Vrijednosti u zagradi predstavljaju vrijednosti između dviju grupa opterećenja, tako da su dopuštena naprezanja uzeta za WO i W1 i KO do K4.
Tabela 14.11. Jednadžbe za proračun dopuštenih naprezanja u ovisnosti o odnosu graničnih naprezanja k i dop σD(-1)

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 472
k je odnos graničnih naprezanja, σM je lomna čvrstoća, dop σD(k) je dopuštena dinamička izdržljivost za odnos k (indeks v, t
označavaju vlak, odnosno tlak). Tabela 14.12. Dopuštena naprezanja dop τD(k)
Strojni dijelovi
za strojne dijelove i zavare
( )( )dop
dopD k
Dv kτσ
=3
dop σDv(k) prema WO
Zavari ( )
( )dopdop
D kDv kτ
σ=
2 dop σDv(k) prema KO
Razlike dopuštenih naprezanja za pojedine materijale su najveće pri k = 1,
tj. statičkom opterećenju. Pri promjenljivim opterećenjima razlike su, prema naizmjenično promjenljivom opterećenju, tj. pri k = - 1 i s povećanjem zareznom djelovanju, sve manje.
Da bi se odredila vrijednost dopuštenog naprezanja, potrebno je najprije odrediti grupe naprezanja (npr. B5). Iz različitih mogućnosti spajanja zavarivanjem dobiva se prema tabelama zareznog djelovanja (posebne tabele za faktor k. Ovdje je faktor zareznog djelovanja k3. Kao materijal predviđen je Č. 0563 (St52 - 3).Za grupu naprezanja B5 i zarezno djelovanje k3 dobiva se iz tabele 14.9. da je dop σD(-1)=63,6 MPa. Za k = -0,7 i Fmax > Fmin
( ) ( ) ( )dopk
dopDv Dσ σ− −=−
=⋅
− ⋅ −=0 7 1
53 2
5 63 63 2 0 7
72 3,,
,,
izračunava se prema tabeli 14.10.
[ MPa ]
Za isti materijal (St52 - 3) (Č.0563), istu grupu naprezanja (B5) i isti odnos naprezanja (k = -0,7), a za zarezno djelovanje KO izračunava se dopušteno smično naprezanje prema tabeli 14.11.
Prema tabeli 14.9. dobiva se dop σDv (-1)
( ) ( )dopkDv Dvσ σ− −=
−=
⋅=0 7 1
53 2
5 118 84 4
135,,
,
= 118,8 [ MPa ] Nakon toga slijedi :
[ MPa ]
a iz toga proizilazi :
( )( )dop
dopD
Dτ
σ−
−= = =0 7
0 7
2135
295 5,
, , [ MPa ]
15. KONTROLA I ISPITIVANJE ZAVARENIH SPOJEVA

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 473
Kontrola i ispitivanja koja se koriste u zavarivanju u reparaturama zavarivanjem i srodnim tehnologijama posebno je i vrlo široko područje koje će se djelimično obraditi. Navedene su samo osnovne značajke različitih metoda ispitivanja i područje primjene. To područje se u praksi može podijeliti na tri grupacije :
− kontrola bez razaranja opće poznatim metodama: vizualnom, radiografskom, ultrazvučnom, magnetskom i prenetrantima;
− ispitivanje bez razaranja: uzimaju otiske - ispitivanje debljine materijala, ispiti- vanje tvrdoće, ispitivanje akustičnom emisijom, ispitivanje tlačnom probom, ispitivanje na nepropusnost, mjerenja dimenzija i oblika konstrukcije;
− ispitivanje razaranjem: ispitivanje mehaničkih svojstava i strukture materijala na izrezanim uzorcima, npr. žilavosti i čvrstoće, mikro i makro strukture, tvrdoće te ispitivanja mikroskopom površine loma.
Najviše se primjenjuje kontrola i ispitivanje bez razaranja. 15.1. KONTROLA BEZ RAZARANJA
Kontrola bez razaranja provodi se : − za otkrivanje pukotina i drugih pogrešaka kod utvrđivanja stanja
oštećenja; − da se nakon odstranjivanja pogrešaka sa sigurnošću provjeri da li su
zaista odstranjene; − da se nakon tlačne probe ili probnog puštanja u pogon, još jedanput
provjeri da nisu nastale nove pukotine ili se proširile prijašnje. Najpoznatija, najjednostavnija i vrlo učinkovita je vizualna kontrola. Vizu-
alnim pregledom pronalaze se vidljive pukotine, zajedi, analizira oblik i dimenzije zavara, površinske poroznosti, površinska oštećenja, istrošenost površina, probije - na mjesta, ulgenuća, deformacije i sl. Tako pronađene pogreške obično se doku - mentiraju foto snimkama, skicama ili opisivanjem. Kontrola ultrazvukom slika 15.4. primjenjuje se u preventivnoj kontroli kod utvrđivanja stanja objekata kao i kod reparatura.
Vrlo je primjenjiva na terenu za mnoge slučajeve i sve vrste materijala u otkrivanju pukotina i drugih pogrešaka na zavarenim spojevima i na osnovnom materijalu. Pogodna je i za kontrolu objekta u toku eksploatacije, npr. spremnika napunjenih medijem. Kontrola magnetskom metodom slika 15.2. upotrebljava se u otkrivanju površinskih pukotina na magnetičnim metalima (nelegirani i niskole - girani čelici). Postoji mogućnost i za otkrivanje, ali ne tako djelotvorno, ispod površinskih pukotina. Tom metodom otkrivaju se pukotine koje nisu vidljive prostim okom.
Upotrebljava se i u kontroli prilikom odstranjivanja pukotina brušenjem, koje nisu vidljive prostim okom ili koje se “zabruse” (brušenjem sakriju). Kod otkrivanja vrlo sitnih pukotina upotrebljava se magnetska metoda s fluoroscentnim česticama uz ultraljubičasto osvjetljenje.
Takvim se načinom mogu otkriti sitne površinske pukotine koje ostaju neotkrivene opisanim metodama.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 474
Kontrola penetrantima slika 15.3. vrlo je pogodna za otkrivanje površin - skih pukotina, zatim pukotina prilikom njihovog odstranjivanja brušenjem. Naroči- to je pogodna u reperaturama na terenu., kod svih vrsta metala. Jednostavna je i svakom dostupna. U većini slučajeva zamjenjuje skupu opremu. Postoji i fluor - oscentna penetrantska metoda.
Radiografska kontrola se provodi snimanjem zavarenih sučeljenih spojeva. Na terenu se upotrebljavaju izotopi, a u radionicama izotopi i rendgeni. Ponekad se, radi sigurnijeg utvrđivanja pogreške, provodi kontrola kombinacijom ultrazvu - ka i prozračavanja. Radiografskom metodom mogu se kontrolirati sve vrste metala.
Kontrola na nepropusnost provodi se nakon popravka na posudama ili kućištima u kojima su radni mediji bez tlaka ili s niskim tlakom, a ne pripadaju nadzoru IPP. Ispituju se vodom ili zrakom i sapunicom, uz vrlo mali predtlak.
Slika 15.1.
Kontrola magnetskom metodom Kontrola i ispitivanje bez razaranja na popravljenim objektima mogu biti
vremenski uvjetovani zbog roka zaustavljanja procesa eksploatacije. U nekim slučajevima postoje mogu- ćnosti takve kontrole bez zaustavljanja procesa.
Slika 15.2.
Kontrola magnetskom metodom - osnovni princip

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 475
Slika 15.3. Prikaz toka operacija kontrole penetrantima
Odstupanja oblika i dimenzija od propisanih, kao npr. za razne deformaci - je, ulegnuća, udubljenja, izbočenja i dr. oštećenja, mjere se odgovarajućim načinom prije i poslije popravka.
15.2. ISPITIVANJE BEZ RAZARANJA
Ispitivanje bez razaranja provodi se na taj način da se : − prije popravka što više dozna o stanju materijala bez oštećivanja objekta
uzimanjem uzorka, radi donošenja cjelovitije odluke o tehnologiji popravka;
− što više dozna o stanju materijala u području oštećenja bez uzimanja uzorka;
− provjeri popravljeni objekt opterećenjima sličnim eksploatacijskim uvjetima;
− provjere promjene stanja oblika i dimenzija objekta i promjene uzrokovane havarijom ili nakon popravka.
Mjerenje tvrdoće materijala slika 15.5. prijenosnim mjeračima orijenta - cijski daje uvid u sta nje ma terija la , npr. o kojem se čeliku ra di, da li je dobro ili uvjetno zavarljiv. Mjerenje tvrdoće na zavarenim spojevima (osnovnom materijalu, zoni utjecaja topline i zavaru) značajan je pokazatelj svojstva materijala na mjestu popravka zavarivanjem, navarivanjem ili toplinskom obradom.
Obavezno se provodi nakon zavarivanja uvjetno zavarljivih materijala ili nakon tvrdog navarivanja u svrhu potvrđivanja ispravnosti popravka.
Slika 15.4.
Prikaz kontrole ultrazvukom Uzimanjem otiska može se očitati struktura površine materijala i time
ocijeniti stanje materijala. Osim toga, na otisku se mogu utvrditi mikro pukotine (ispod 1 mm dužine) koje ostaju neotkrivene svim metodama kontrole bez razaranja. Uzimanje otiska uobičajeno je pri utvrđivanju stanja materijala na važnim objektima. Gdje na drugi način nije moguće utvrditi debljinu bez uzimanja uzorka, debljina materijala slika 15.6.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 476
provjerava se ultrazvučnim mjeračem. Obično je to na posudama i cjevovodima gdje se utvrđuje istrošenost korozijom, erozijom ili nekim drugim oštećenjima. Kod popravaka provjerava se da li je postignuta odgovarajuća debljina stijenke.
Slika 15.5.
Prikaz mjerenja tvrdoće Ispitivanje tlačnom probom obavezno se provodi na tlačnim posudama
nakon izvršenog popravka. Opterećuju se tlakom većim od radnog tlaka prema odgovarajućim propisima, u pravilu uz prisustvo inspektora IPP. Male neotkrivene pukotine mogu se kod tlačne probe proširiti u kritične pukotine.
Zbog toga se nakon tlačne probe ponavlja kontrola na pukotine jednom ili više opisanim metodama ispitivanja. Kod terenskog ispitivanja postoje pokretni laboratoriji za kontrolu i ispitivanje bez razaranja, za ispitivanje mehaničkih svoj - stava materijala.
Slika 15.6.
Ultrazvučno ispitivanje debljine materijala
15.3. ISPITIVANJE RAZARANJEM Ispitivanje razaranjem kod reperatura podrazumijeva izrezivanje uzorka
materijala na mjestu ili u blizini pukotine, loma i oštećenja. Prema situaciji

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 477
odnosno mogućnosti uzimanja uzorka, uzorak može biti mali u obliku strugotine bušenjem za analizu hemijskog sastava materijala, manjeg komadića materijala za metalografsku analizu ili okruglog uzorka (promjera 70 mm) za ispitivanje mehaničkih svojstava, pa sve do većih uzoraka za kompletna standardna ispitivanja mehaničkih svojstava i metalografskih analiza strukture materijala.
Najčešća ispitivanja razaranjem su : − ispitivanje hemijskog sastava materijala daje podatke o vrsti materijala; − ispitivanje udarne žilavosti, − metalografska ispitivanja daju podatke o stanju makro i mikrostrukture
materi - jala, − ispitivanje čvrstoće i plastičnosti materijala rjeđe se primjenjuje kod
reperatura zavarivanjem ili navarivanjem. 16. ORGANIZACIJA ZAVARIVAČKE PROIZVODNJE
Zavarivačka proizvodnja se može sagledati kroz nekoliko tipova
proizvodnje. Prema tipu proizvodnje možemo je podijeliti na :
− pojedinačna − maloserijska − veliko serijska − masovna
Kod proizvodnje se koriste i REL i poluautomatski, automatizirani i robotizirani postupci u zaštiti plinova i sl.
O kriteriju savremene proizvodnje će ovisiti broj korištenih robota i orga - nizacija robotskih stanica, ili ako se koriste konvencionalni postupci zavarivanja, gdje veliki utjecaj u zavarivačkom postupku ima pored stroja za zavarivanje i čovjek.
Postoji cijeli niz činitelja koji utječu na omjer troškova izrade roboti - ziranim zavarivanjem i ručnim. Vrijeme isplativosti ovisi o konkretnoj situaciji. Robot se može tretirati samo kao zamjena za zavarivača uz iste parametre zavari - vanja i kao uređaj pomoću kojeg se može ostvariti unapređenje procesa i smanjenje cijene izratka (npr. povećanjem brzine zavarivanja, povećanjem kvalitete proizvo - da itd.).
Model ekonomske analize može navesti uspoređenje ukupnih troškova izrade ručnim i robotskim zavarivanjem MAG postupkom, uz mogućnost pobolj - šanja postupka zavarivanja u slučaju zavarivanja robotom.
Model ekonomske analize je izrađen prema programu za izračunavanje isplativosti robota jednog američkog proizvođača softvera, uz nadopunu s nekim troškovima. Zbog ograničavanja sistema koji se uzima u obzir, model uzima u obzir samo sistem radnog mjesta bez utjecaja na veze sa ostalima (što se u tvornici sa više robotiziranih radnih mjesta mora uzimati u obzir), te ne uzima u obzir izradu škarta, zbog toga što je taj činitelj teško prethodno predvidjeti, već se može na njega tek naknadno utjecati.
Međutim, za sada je teško govoriti o robotiziranoj proizvodnji zavarenih konstrukcija, jer uglavnom kod nas se koriste klasični, poluautomatizirani ili

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 478
automatizirani postupci proizvodnje. Ovdje će se dati nekoliko vrsta proizvodnje, odnosno organiziranosti izrade određenih konstrukcija.
16.1. PROIZVODNJA PROFILA
Sve veća potražnja raznih profila za čelične konstrukcije hala, mostova,
zgrada i sličnih objekata traži i sve veću mehanizaciju izrade. Manji profili izrađuju se valjanjem na vruće ili hladnim formiranjem iz čeličnih traka, dok se profili od 200 mm visine na više izrađuju zavarivanjem iz lamela izrezanih iz limova. Prednost zavarenih profila je velika promjenljivost u izradi, vrlo velika prilagodljivost optimalnom obliku i veličini, što daje izrazitu prednost prema vruće valjanim profilima.
Iz slike 16.1. vidljiva je usporedba težina vruće valjanog profila INP 60 s
vruće valjanim profilom 24 WF 120 i dva zavarena profila čiji momenti otpora su otprilike jednaki.
Slika 16.1.
Usporedba težina profila
Jasno je vidljivo da su uštede u težini kod zavarenih profila znatne, te iznose 22 - 40 posto.
16.2. NAČIN IZRADE ZAVARENIH PROFILA
U ovisnosti o kapacitetu, odnosno potrebnoj količini izrade, zavareni profili
mogu se podijeliti u nekoliko grupa i to: 1. Pojedinačna i maloserijska proizvodnja, 2. Maloserijska i srednje velika proizvodnja,
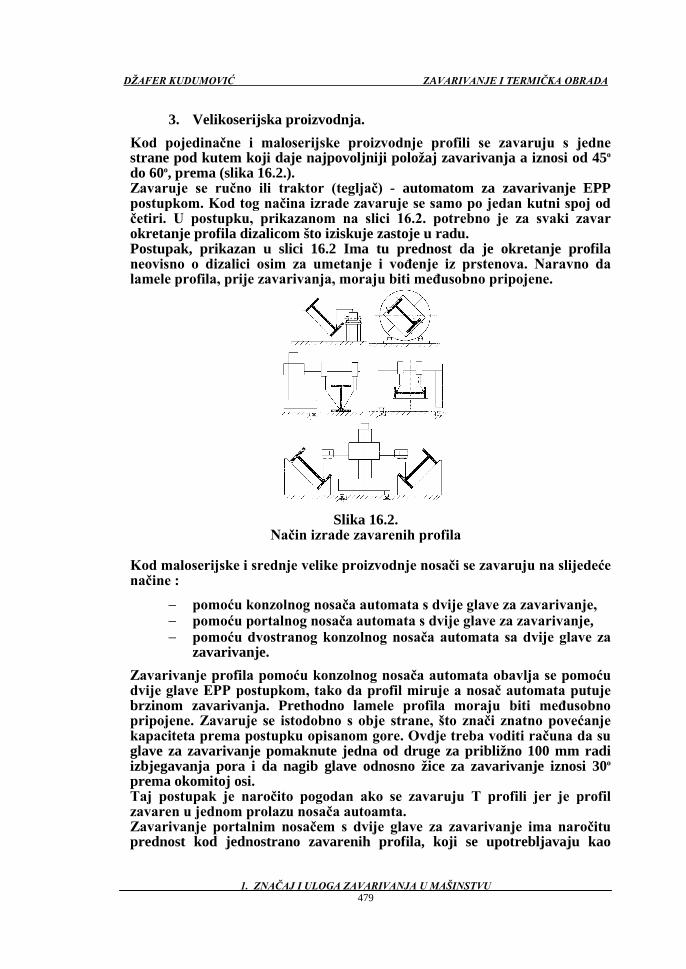
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 479
3. Velikoserijska proizvodnja. Kod pojedinačne i maloserijske proizvodnje profili se zavaruju s jedne
strane pod kutem koji daje najpovoljniji položaj zavarivanja a iznosi od 45o do 60o, prema (slika 16.2.).
Zavaruje se ručno ili traktor (tegljač) - automatom za zavarivanje EPP postupkom. Kod tog načina izrade zavaruje se samo po jedan kutni spoj od četiri. U postupku, prikazanom na slici 16.2. potrebno je za svaki zavar okretanje profila dizalicom što iziskuje zastoje u radu.
Postupak, prikazan u slici 16.2 Ima tu prednost da je okretanje profila neovisno o dizalici osim za umetanje i vođenje iz prstenova. Naravno da lamele profila, prije zavarivanja, moraju biti međusobno pripojene.
Slika 16.2.
Način izrade zavarenih profila Kod maloserijske i srednje velike proizvodnje nosači se zavaruju na slijedeće
načine : − pomoću konzolnog nosača automata s dvije glave za zavarivanje, − pomoću portalnog nosača automata s dvije glave za zavarivanje, − pomoću dvostranog konzolnog nosača automata sa dvije glave za
zavarivanje. Zavarivanje profila pomoću konzolnog nosača automata obavlja se pomoću
dvije glave EPP postupkom, tako da profil miruje a nosač automata putuje brzinom zavarivanja. Prethodno lamele profila moraju biti međusobno pripojene. Zavaruje se istodobno s obje strane, što znači znatno povećanje kapaciteta prema postupku opisanom gore. Ovdje treba voditi računa da su glave za zavarivanje pomaknute jedna od druge za približno 100 mm radi izbjegavanja pora i da nagib glave odnosno žice za zavarivanje iznosi 30o
Zavarivanje portalnim nosačem s dvije glave za zavarivanje ima naročitu prednost kod jednostrano zavarenih profila, koji se upotrebljavaju kao
prema okomitoj osi.
Taj postupak je naročito pogodan ako se zavaruju T profili jer je profil zavaren u jednom prolazu nosača autoamta.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 480
lagani nosači u građevinarstvu. Ukoliko profili trebaju biti obostrano zavareni onda se zavaruje u dva prolaza nosača automata.
Zavarivanje pomoću dvostranog konzolnog nosača ima prednost kod zavarivanja težih nosača s većom visinom zavara jer se zavaruje istodobno na dva spoja i to u najpovoljnijem položaju.
Opisanim uređajima može se izvršiti zavarivanje i zatvorenih tj. kutijastih profila pa su stoga univerzalni u primjeni.
Kod veliko serijske proizvodnje otvorenih profila upotrebljavaju se specijalni jednonamjenski uređaji poredani u liniju, tako da čine tehnološku cjelinu od pripreme lamela profila, slaganje lamela, zavarivanje profila, ravnanje nakon zavarivanja pojasnih lamela kao i odrezivanje na mjeru. Kod toga nije potrebno nikakvo pripajanje lamela, jer se sve priteže hidraulikom.
Transport limova za pripremu lamela kao i profila prilikom slaganja, zavarivanja prve strane, preokretanja, zavarivanja druge strane, poravnanja i obrezivanja, obavlja se takođe potpuno mehanizirano tako da je upotreba dizalica potrebna samo za postavljanje limova za pripremu lamela, postavljanje lamela na uređaj za oblikovanje profila i otpremu gotovih profila.
Pri zavarivanju kao i ravnanju lamela nakon zavarivanja uređaji miruju, dok profil putuje brzinom zavarivanja odnosno ravnanja, što je obratno od postupka opisanog prethodno.
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 481
Slika 16.3. Uređaj za automatsko zavarivanje profila u vertikalnom položaju
Ovdje postoje dva sistema i to :
− profil se zavaruje u vertikalnom položaju (slika 16.3.). − profil se zavaruje u horizontalnom (ležećem) položaju.
Okomiti sistem ima prednost kod zavarivanja T i L profila, dok horizontalni sistem ima prednost kod zavarivanja I, U kao i ostalih profila i stupova sa po dva zavara sa svake strane tj. sa ukupno četiri uzdužna zavara (npr. profili širokih pojasnih lemela, nesimetrični profili, hibridni profili tj. profili s pojasnim lamelama iz jedne kvalitete, a vezana lamela iz druge kvalitete materijala).

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 482
Slika 16.4.
Linija za izradu zavarenih profila
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 483
16.3. LINIJA ZA IZRADU ZAVARENIH PROFILA U HORIZONTALNOM POLOŽAJU
Opis linije Linija ovog tipa predviđena je za izradu zavarenih profila dužine do 18 m i
visine 300 - 2000 mm. Liniju možemo podijeliti u dvije linije slika 16.4. i to :
1. linija za pripremu lamela profila, 2. linija za oblikovanje, zavarivanje, ravnanje i obrezivanje profila.
Svrha linije za pripremu lamela je u tome da od osnovnih dimenzija limova 2 x 6 m pripremi lamele na potrebnu dužinu i širinu koje su potrebne za pojasne i vezne lamele pojedinih tipova i veličina nosača.
Sačmareni, premazom zaštićeni limovi elektro-magnetnom dizalicom postavljaju se na ulazni transporter tip TL-20. U ovisnosti o dužini nosača postav - lja se jedan, dva ili tri lima. Jedan lim za dužinu 6 m, dva za 12 m, tri za dužinu 18 m. Ako se radi o međudimenzijama, tada se jedan lim obrezuje na potrebnu dužinu.
Kad se stavi prvi lim na transporter tip TL - 20, transportira se dok drugi kraj lima ne dođe pod autogenu rezačicu za poprečno odrezivanje odnosno pripremu zavara. Nakon toga se odrezuje odnosno pripremi ovaj kraj. Stavljanjem na transporter drugog lima odrezuje se jedan ili oba kraja lima prema potrebi. U slučaju da je u pitanju dužina od 18 m onda se i prvi kraj trećeg lima obrezuje na mjeru. Obrezani odnosno pripremljeni limovi transportiraju se tako da zadnji kraj prvog lima i prvi kraj drugog lima dođu zajedno pod uređaj za poprečno zavarivanje, gdje se obavlja međusobno zavarivanje dvaju limova. Daljnjim pomicanjem limova po transporteru dovede se i treći lim u poziciju zavarivanja. Poslije zavarivanja ostaje sa gornje strane zavara nadvišenje kojeg treba skinuti jer smeta u daljnjem toku zavarivanja. Skidanje se obavlja mehanički posebnim uređajem tip ZU-BNZ 25 koji je pomičan po tračnicama, hoda šest metara, tako da se može vrlo brzo dovesti u položaj brušenja. Nakon brušenja lim se transportira na poseban transporter sa diskovima tip TL-20. Na području tog transportera nalazi se portalna autogena rezačica tip AR-URL 10 P koja razrezuje lim po uzdužnoj osi u lameli odgovarajuće širine prema veličini pojedinih profila. Nakon razrezivanja, lamele se odlažu na određeno mjesto u nastavku linije u dvije (ili više) grupe i to : u jednu pojasni limovi a u drugu vezni, ukoliko se radi o I profilima.
Svrha linije za oblikovanje, zavarivanje, ravnanje i obrezivanje je u tome da pripremljene lamele oblikuju odnosno složi u oblik željenog nosača, zavari, poravna nakon zavarivanja i obreže na konačnu dužinu.
Pripremljene lamele dizalicom se stavljaju u uređaj za oblikovanje tip ZU - FP - 20 i to tako da su sva tri lima u vodoravnom položaju s veznim limom u sredini. Zakretanjem pojasnih limova za 90o oblikuje se nosač koji se na početnom kraju (u smjeru putovanja nosača) ručno elektrolučno pripoji. Zatim se povlačna jedinka uređaja tip ZU - PP 20 primakne početnom kraju profila, stegne profil i pomoću stezno - povlačnih rola uvuče složeni profil u prvi uređaj za zavarivanje tip ZU- ZP - 20 H. Stezno - povlačne role uređaja za zavarivanje prihvate profil i povlače ga brzinom zavarivanja kroz uređaj.
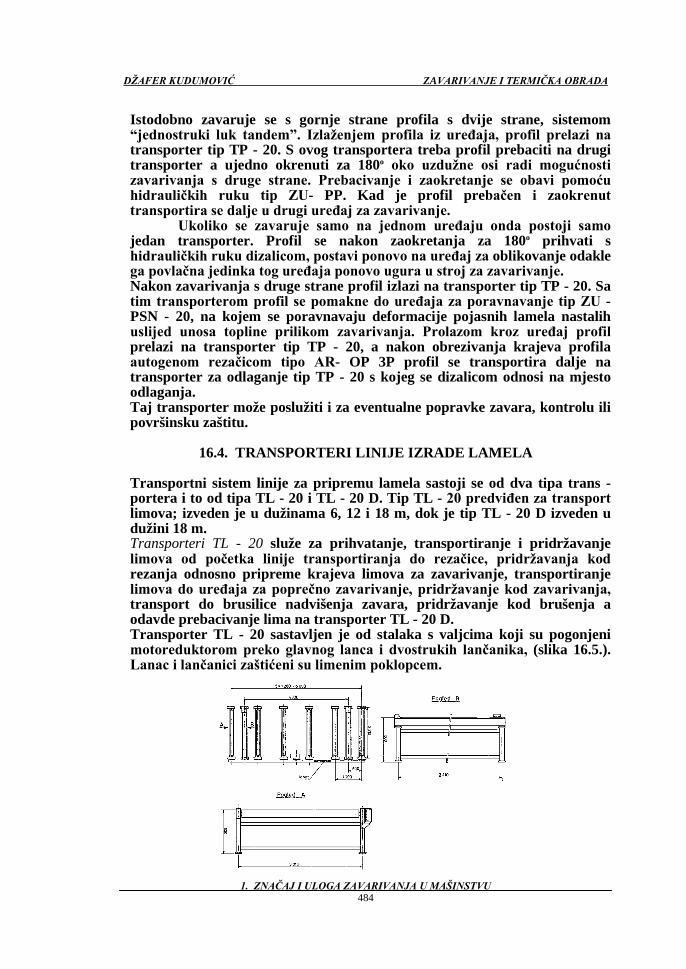
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 484
Istodobno zavaruje se s gornje strane profila s dvije strane, sistemom “jednostruki luk tandem”. Izlaženjem profila iz uređaja, profil prelazi na transporter tip TP - 20. S ovog transportera treba profil prebaciti na drugi transporter a ujedno okrenuti za 180o oko uzdužne osi radi mogućnosti zavarivanja s druge strane. Prebacivanje i zaokretanje se obavi pomoću hidrauličkih ruku tip ZU- PP. Kad je profil prebačen i zaokrenut transportira se dalje u drugi uređaj za zavarivanje.
Ukoliko se zavaruje samo na jednom uređaju onda postoji samo jedan transporter. Profil se nakon zaokretanja za 180o prihvati s hidrauličkih ruku dizalicom, postavi ponovo na uređaj za oblikovanje odakle ga povlačna jedinka tog uređaja ponovo ugura u stroj za zavarivanje.
Nakon zavarivanja s druge strane profil izlazi na transporter tip TP - 20. Sa tim transporterom profil se pomakne do uređaja za poravnavanje tip ZU - PSN - 20, na kojem se poravnavaju deformacije pojasnih lamela nastalih uslijed unosa topline prilikom zavarivanja. Prolazom kroz uređaj profil prelazi na transporter tip TP - 20, a nakon obrezivanja krajeva profila autogenom rezačicom tipo AR- OP 3P profil se transportira dalje na transporter za odlaganje tip TP - 20 s kojeg se dizalicom odnosi na mjesto odlaganja.
Taj transporter može poslužiti i za eventualne popravke zavara, kontrolu ili površinsku zaštitu.
16.4. TRANSPORTERI LINIJE IZRADE LAMELA
Transportni sistem linije za pripremu lamela sastoji se od dva tipa trans -
portera i to od tipa TL - 20 i TL - 20 D. Tip TL - 20 predviđen za transport limova; izveden je u dužinama 6, 12 i 18 m, dok je tip TL - 20 D izveden u dužini 18 m.
Transporteri TL - 20 služe za prihvatanje, transportiranje i pridržavanje limova od početka linije transportiranja do rezačice, pridržavanja kod rezanja odnosno pripreme krajeva limova za zavarivanje, transportiranje limova do uređaja za poprečno zavarivanje, pridržavanje kod zavarivanja, transport do brusilice nadvišenja zavara, pridržavanje kod brušenja a odavde prebacivanje lima na transporter TL - 20 D.
Transporter TL - 20 sastavljen je od stalaka s valjcima koji su pogonjeni motoreduktorom preko glavnog lanca i dvostrukih lančanika, (slika 16.5.). Lanac i lančanici zaštićeni su limenim poklopcem.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 485
Slika 16.5. Transporter lima - tip: TL -20
Valjci se mogu okretati s dvije brzine i to brzinom transportiranja kao i radnom, malom brzinom, koja je potrebna za podešavanje limova kod pojedinih uređaja.
Transporter je također opremljen sa slobodno okretnim okomitim valjcima postavljenim na određenom broju stalaka u ravnoj liniji a služe za pravilno vođenje lima na transporteru. S druge strane stalka nalaze se čvrsti graničnici lima. Svi valjci uležišteni su u kugličnim ležajima.
Transporter TL - 20 D služi za preuzimanje i pridržavanje ploče koju nakon zavarivanja treba uzdužno razrezati u lamele, slika 16.6.
Slika 16.6.
Transporter lima - tip: TL - 20 D Kao i tip TL - 20, sastoji se od stalaka s valjcima koji pogonjeni motor -
reduktorom preko glavnog lanca i dvostrukih lančanika zaštićenih limenim poklopcem
Obzirom da transporter služi za pridržavanje ploče za vrijeme rezanja lamele, to su valjci riješeni tako da se na malim razmacima nalaze diskovi iz lijevanog željeza, koji su međusobno stegnuti prstenima, tako da prilikom rezanja ne dolazi do oštećenja valjaka.
Nakon razrezivanja, lamele se elektromagnetskom dizalicom odlažu u produžetku transportera.
16.5. AUTOGENA REZAČICA ZA POPREČNO ODREZIVANJE
Tip AR - RKL Rezačica je namijenjena za poprečno odrezivanje limova odnosno pripre -
mu krajeva tj. potrebno iskošenje krajeva u ovisnosti o debljini lima, slika 16.7. Postavljena je na početku linije za pripremu limova.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 486
Sastoji se iz slijedećih glavnih sklopova: portalnog nosača, kolica, mehanizma za dizanje i spuštanje plamenika, plinske grupe i komandnog ormarića.
Prema tehnologiji pripreme krajeva, vrši se rezanje s jednim, dva ili tri plamenika.
Slika 16.7.
Autogena rezačica za poprečno odrezivanje (priprema zavara)
16.6. UREĐAJ ZA POPREČNO ZAVARIVANJE LIMOVA Tip ZU - PZL - H 20 Uređaj za poprečno zavarivanje namijenjen je za spajanje više limova
međusobno radi dobivanja potrebnih dužina, koje odgovaraju pojedinim dužinama profila.
Uređaj se sastoji od slijedećih elemenata, slika 16.8.: − stezne naprave, − podloške za zavarivanje, − vodoravnog nosača s kolicima za vožnju glava automata, − opreme za zavarivanje s dvije glave za zavarivanje EPP
postupkom, ispravljača, usisačem praška, − hidrauličnog agregata.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 487
Slika 16.8. Uređaj za poprečno zavarivanje
Stezna naprava sastoji se od snažne čelične konstrukcije s dva stupa, nosača podloške za zavarivanje i dva nosača hidrauličkih steznih cilindara, kojima se nezavisno mogu stezati krajevi limova koje treba zavariti.
Sila za hidrauličke cilindre dobiva se od hidrauličkog agregata. Krajevi klipnjača opremljeni su čeličnim šapama koje s donje strane imaju bakrene lamele radi zaštite od eventualnog privarivanja šape za lim.
Oprema za zavarivanje sastoji se od dvije glave za zavarivanje EPP postupkom, s dva izvora istosmjerne struje, kao i odgovarajućim upravljačkim ormarićima.
Zavarivanje jednostrano, tandem sistem - pojedinačni luk. Zavarivanje jednom žicom upotrebljava se za debljine do 17 mm, dok se
tandem sistem upotrebljava za debljine limova 12- 40 mm.
16.7. UREĐAJ ZA BRUŠENJE NADVIŠENJA ZAVARA Tip ZU- BNZ 25 Uređaj je predviđen za skidanje odnosno brušenje nadvišenja zavara, koji
ostanu nakon poprečnog zavarivanja, tako da se dobije na zavaru osnovna debljina lima.
Slika 16.9.
Uređaj za brušenje nadvišenja zavara Sastoji se od podvozja, stupa, nosača konzole i konzole, slika 16.9. Na
jednom kraju konzole nalazi se na križnom suportu glava za brušenje, stolac za poslužioca sa upravljačkom kutijom. S druge strane konzole nalazi se usisač brusnih čestica i prašine. Uređaj se kreće po tračnicama tako da može doći do mjesta brušenja. Glava sa konzolom se može vertikalno podešavati, a sama glava se može također ručno podešavati po visini pomoću ručnog kotača i vretena. Osciliranje brusne ploče u horizontalnom smjeru može se

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 488
podešavati od 0 - 100 mm čime se podešava širina brušenja. Brzina brušenja može se bezstepeno podešavati horizontalnim hodom konzole.
16.8. UREĐAJ ZA FORMIRANJE PROFILA Tip ZU - FP - 20 Uređaj se sastoji od više jedinki za oblikovanje i jedne povlačne jedinke,
koja služi da formirani profil dopremi do povlačnih valjaka uređaja za zavarivanje profila.
Broj jedinki za oblikovanje ovisan je od dužine zavarenih profila i kreće se od četiri za dužine profila od 9 m do osam za dužine od 18 m (slika 16.10).
Slika 16.10.
Uređaj za oblikovanje profila Oblikovanje profila: jedinke za formiranje podese se na određenu visinu
profila. Nagibni nosači postave se pomoću hidrauličkih cilindara u horizontalni položaj a kotači za naslon pojasnih lamela podešeni su na širinu profila. Dizalicom se postave na uređaj vezni lim i pojasni limovi u horizontalnom položaju. Zatim se aktiviraju hidraulički cilindri nagibnih nosača, tako da dođu u okomiti položaj a time su i pojasne lamele u okomitom položaju i priljubljene na vezni lim. Lamele se zatim na početku kratko pripoje.

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 489
16.9. UREĐAJ ZA ZAVARIVANJE PROFILA Tip ZU - ZP 20 H Uređaj ZU - ZP 20 H namijenjen je za zavarivanje raznih profila s veznom
pločom u vodoravnom položaju. Sastoji se od postolja (1) na kojem se nalaze dvije jedinke (2) i (3), od kojih je
jedinka (2) fiksno pričvršćena za postolje a jedinka (3) je pokretna po postolju hidrauličkim cilindrom hoda 1800 mm radi mogućnosti prilagođavanja visini pojedinih veličina profila, koji se zavaruju strojem, slika 16.11.
Obje jedinke opremljene su stezno - vodećim kotačima profila (4). Svaki kotač za sebe je pokretan s motor-reduktorom, s mogućnošću bezstepene regulacije obodne brzine, koja se podešava brzini prolaza profila kroz uređaj odnosno brzini zavarivanja.
Obadvije jedinke opremljene su sa četiri potporna kotača pojasnih traka (5).
Svaki nosač sadrži po dva potporna kotača (6) postavljena u liniji. S gornje strane postavljeni su odgovarajući stezni kotači (7), postavljeni na
konzolu koja se podešava pomoću ručnog kotača i reduktora i to za svaku konzolu posebno.
Slika 16.11.
Uređaj za zavarivanje profila Zavješenja sapnica za zavarivanje postavljena su na konzoli steznih kotača
veznog lima i spuštaju se istodobno sa steznim kotačima i tako dolaze u poziciju zavarivanja.
Oprema uređaja za zavarivanje
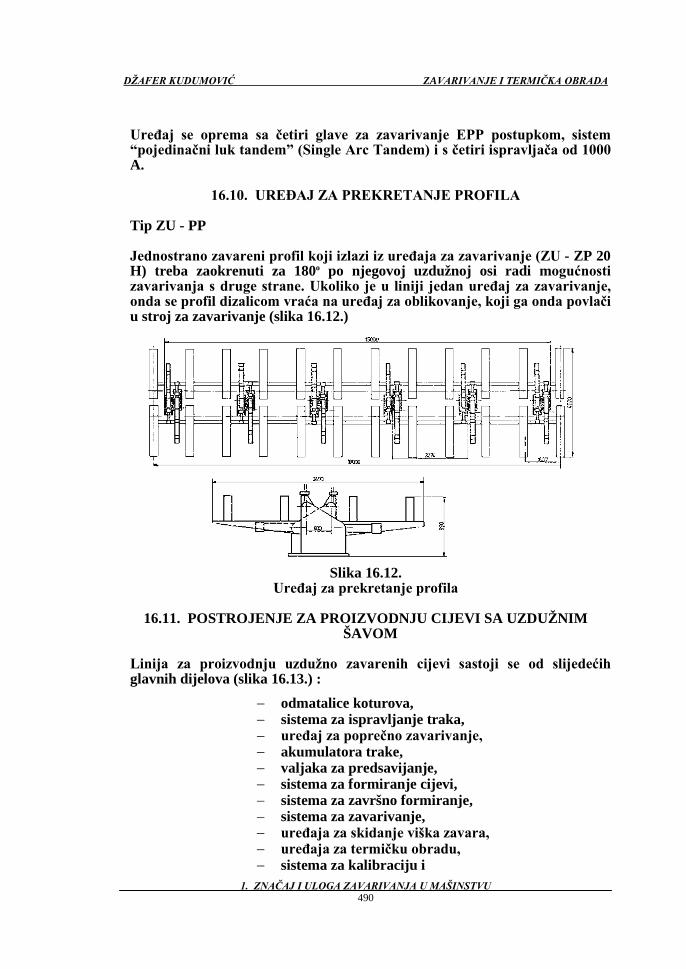
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 490
Uređaj se oprema sa četiri glave za zavarivanje EPP postupkom, sistem
“pojedinačni luk tandem” (Single Arc Tandem) i s četiri ispravljača od 1000 A.
16.10. UREĐAJ ZA PREKRETANJE PROFILA
Tip ZU - PP Jednostrano zavareni profil koji izlazi iz uređaja za zavarivanje (ZU - ZP 20
H) treba zaokrenuti za 180o po njegovoj uzdužnoj osi radi mogućnosti zavarivanja s druge strane. Ukoliko je u liniji jedan uređaj za zavarivanje, onda se profil dizalicom vraća na uređaj za oblikovanje, koji ga onda povlači u stroj za zavarivanje (slika 16.12.)
Slika 16.12.
Uređaj za prekretanje profila
16.11. POSTROJENJE ZA PROIZVODNJU CIJEVI SA UZDUŽNIM ŠAVOM
Linija za proizvodnju uzdužno zavarenih cijevi sastoji se od slijedećih
glavnih dijelova (slika 16.13.) : − odmatalice koturova, − sistema za ispravljanje traka, − uređaj za poprečno zavarivanje, − akumulatora trake, − valjaka za predsavijanje, − sistema za formiranje cijevi, − sistema za završno formiranje, − sistema za zavarivanje, − uređaja za skidanje viška zavara, − uređaja za termičku obradu, − sistema za kalibraciju i
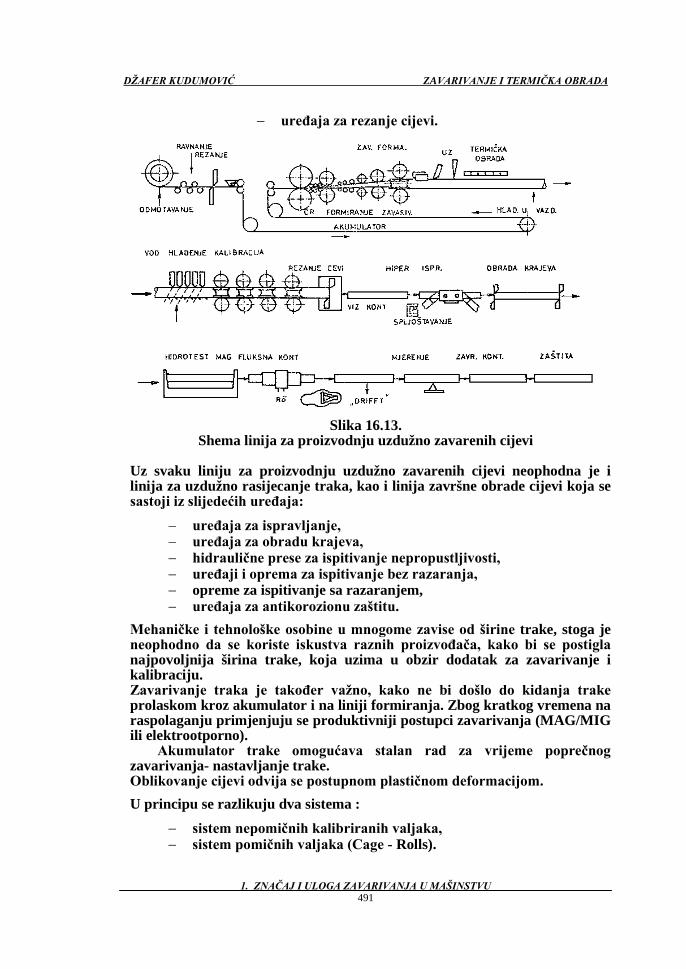
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 491
− uređaja za rezanje cijevi.
Slika 16.13.
Shema linija za proizvodnju uzdužno zavarenih cijevi Uz svaku liniju za proizvodnju uzdužno zavarenih cijevi neophodna je i
linija za uzdužno rasijecanje traka, kao i linija završne obrade cijevi koja se sastoji iz slijedećih uređaja:
− uređaja za ispravljanje, − uređaja za obradu krajeva, − hidraulične prese za ispitivanje nepropustljivosti, − uređaji i oprema za ispitivanje bez razaranja, − opreme za ispitivanje sa razaranjem, − uređaja za antikorozionu zaštitu.
Mehaničke i tehnološke osobine u mnogome zavise od širine trake, stoga je neophodno da se koriste iskustva raznih proizvođača, kako bi se postigla najpovoljnija širina trake, koja uzima u obzir dodatak za zavarivanje i kalibraciju.
Zavarivanje traka je također važno, kako ne bi došlo do kidanja trake prolaskom kroz akumulator i na liniji formiranja. Zbog kratkog vremena na raspolaganju primjenjuju se produktivniji postupci zavarivanja (MAG/MIG ili elektrootporno).
Akumulator trake omogućava stalan rad za vrijeme poprečnog zavarivanja- nastavljanje trake.
Oblikovanje cijevi odvija se postupnom plastičnom deformacijom. U principu se razlikuju dva sistema :
− sistem nepomičnih kalibriranih valjaka, − sistem pomičnih valjaka (Cage - Rolls).
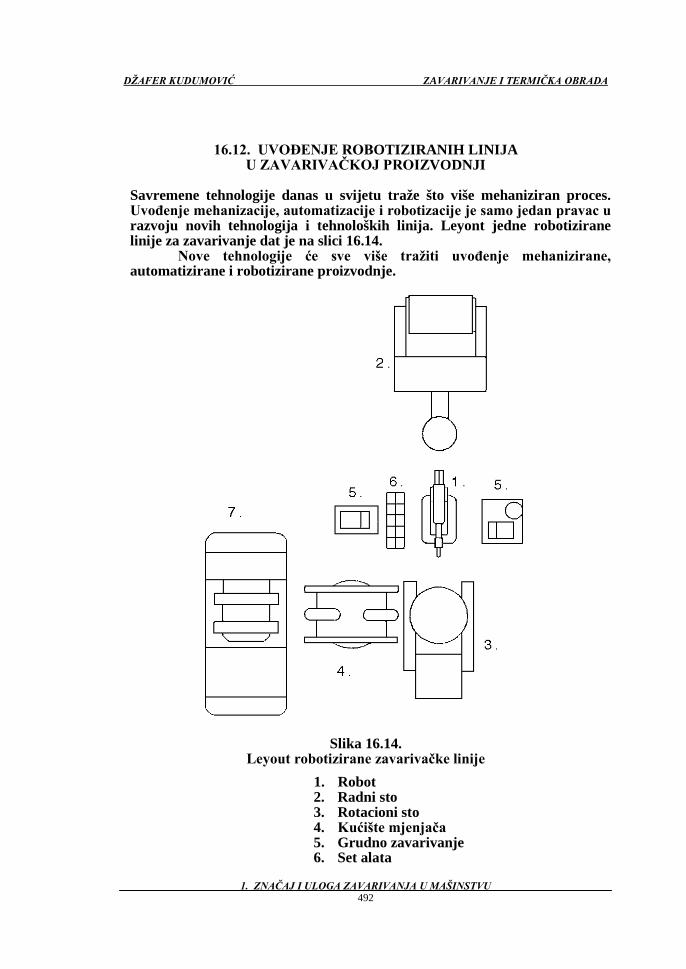
DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 492
16.12. UVOĐENJE ROBOTIZIRANIH LINIJA U ZAVARIVAČKOJ PROIZVODNJI
Savremene tehnologije danas u svijetu traže što više mehaniziran proces.
Uvođenje mehanizacije, automatizacije i robotizacije je samo jedan pravac u razvoju novih tehnologija i tehnoloških linija. Leyont jedne robotizirane linije za zavarivanje dat je na slici 16.14.
Nove tehnologije će sve više tražiti uvođenje mehanizirane, automatizirane i robotizirane proizvodnje.
Slika 16.14.
Leyout robotizirane zavarivačke linije 1. Robot 2. Radni sto 3. Rotacioni sto 4. Kućište mjenjača 5. Grudno zavarivanje 6. Set alata

DŽAFER KUDUMOVIĆ ZAVARIVANJE I TERMIČKA OBRADA
1. ZNAČAJ I ULOGA ZAVARIVANJA U MAŠINSTVU 493