zp hruzek - fmmi.vsb.cz · ferit – vzniká eutektoidní transformací austenitu. je měkký,...
TRANSCRIPT




1
Abstrakt
Tato bakalářská práce se zabývá řešením technologického návrhu odlitku. V první
části naleznete popis zadání a zadavatele práce. Pokračuje teoretická část, v níž je
nastíněna problematika litin. Hlavní částí práce je potom samotný technologický návrh
odlitku z litiny s kuličkovým grafitem. V příloze je možno nalézt strojnický výkres
výrobku a slévárenský výkres odlitku.
Klíčová slova
Slévárenství, technologický postup, odlitek, litina, vtoková soustava.
Abstract
This thesis deals with the technological design of the casting solution. The first section
describes the specification and contracting work. Continued theoretical part, which deals
with the problems of cast iron. The main section is then itself technological design of the
casting of spheroidal graphite. Attached is possible to find the product mechanical
engineering drawing and drawing casting foundry.
Keywords
Foundry, the technological process, casting, cast iron, inlet system.

2
Chtěl bych poděkovat vedoucímu této bakalářské práce prof.Ing.T. Elbelovi, Csc. za
cenné rady, vedení a dohled nad průběhem jejího zpracování. Další poděkování patří
Ing.A. Hanusovi za spoustu podnětů,informací a rad ohledně podoby práce .

3
OBSAH
1. ÚVOD…………………………………………………………………………5
1.1. Charakteristika a cíle bakalářské práce…………………………………...5
1.2. Specifikace zadání bakalářské práce……………………………………..6
1.3. Slévárna Tafonco a.s……………………………………………………..6
2. TEORETICKÁ ČÁST……………………………………………………….7
2.1. Litina jako materiál……………………………………………………….7
2.2. Dělení litin podle tvaru grafitu dle ČSN EN 1560……………………….8
2.3. Značení litin dle českých a evropských norem…………………………..10
2.4. Litiny s kuličkovým grafitem……………………………………………12
2.5. Litina EN GJS 500-7…………………………………………………….14
3. PRAKTICKÁ ČÁST……………………………………………………..…15
3.1. Poloha odlitku ve formě, počet a umístění dělících rovin…………….…15
3.2. Volba materiálu formovací směsi, modelu a jádra………………………16
3.2.1. Směs Cold – Box……………………………………………………17
3.3. Stanovení velikosti přídavků na obrábění……………………………….17
3.4. Způsob řešení jádra………………………………………………….…..18
3.5. Výpočet vtokové soustavy odlitku……………………………………...19
3.5.1. Výpočet nálitků…………………………………………………….20
3.5.2. Výpočet celkové hmotnosti odlitku………………………………...22

4
3.5.3. Výpočet doby lití……………………………………………....…..23
3.5.4. Výpočet střední výšky……………………………………………..24
3.5.5. Výpočet parametrů zářezů…………………………………………25
3.5.6. Výpočet parametrů struskovacího kanálu…………………………26
3.5.7. Výpočet parametrů vtokového kůlu………………………………28
3.5.8. Stanovení parametrů licí jamky…………………………………..29
3.6. Odplynění formy……………………………………………………..30
3.7. Výpočet vztlakové síly na horní část formy……………………….....31
3.8. Finální úpravy odlitku………………………………………………..33
4. ZÁVĚR……………………………………………………………………34
SEZNAM POUŽITÝCH ZDROJŮ………………………………………..34
SEZNAM POUŽITÝCH VELIČIN……………………………………….35
SEZNAM PŘÍLOH…………………………………………………………37

5
1. ÚVOD
Slévárenství je jednou z klasických technologií zpracování kovových materiálů.
Zjednodušeně řečeno, tato technologie spočívá v roztavení kovu a jeho odlití do předem
připravené formy. Celý postup je velice náročný jak z hlediska materiálových požadavků,
tak z hlediska spotřeby energií. Vznik slévárenství je datován do 4. tisíciletí p.ř.n.l, kdy na
území dnešní Číny vznikají první odlitky. Od této doby se slévárenská výroba neustále
navyšuje, přicházejí nové materiály i technologie. V dnešní době je tendence celý proces,
nebo jeho části automatizovat z důvodu snížení nákladů na vyrobený kus v rámci velkých
sérií odlitků. Česká republika má dnes v oblasti slévárenství své nezastupitelné místo,
odlitky českých výrobců mají ve světě velice dobrou pověst. V době celosvětové krize se
však české podniky i přes to potýkají s nedostatkem zakázek. Proto se prosazují tendence
snižování zmetkovosti, tím pádem zvyšování kvality odlitků. Jedním z předpokladů je
kvalitní technologický návrh, který omezí možnost výroby zmetku na minimum a
optimalizuje výrobní náklady.
1.1. Charakteristika a cíle bakalářské práce
Cílem bakalářské práce je vyhotovit plnohodnotný technologický postup odlitku. Je
nutno provést veškeré výpočty vtokové soustavy budoucího odlitku, dle těchto výpočtů
navrhnout vhodné parametry jednotlivých prvků. Dále je nutno přepracovat přiložený
strojnický výkres hotového odlitku na slévárenský postupový výkres s vyznačením
veškerých parametrů, které jsou potřeba pro zhotovení odlitku dané součásti. Poslední částí
technologického postupu je návrh technologií konečné úpravy odlitku na hotový výrobek.
Práce je pro větší přehlednost uvedena teoretickou částí, zahrnující charakteristiku
použitého materiálu, jeho značení pomocí českých i evropských norem a nastiňující proces
jeho výroby.

6
1.2. Specifikace zadání bakalářské práce
� Výrobkem řešeným v této práci je náboj kola nákladního automobilu.
� Jedná se o výrobek, který bude vyráběn ve velké sérii.
� Použitým materiálem je litina značená dle Evropské normy jako EN GJS 500-7,
českou obdobou této normy je ČSN 42 2305.
� Přesnost odlitku a přídavky na obrábění se musí řídit normou ČSN 01 4470.5
� Z výkresu je zřejmý trojí požadavek na drsnost povrchu, a to
Ra= 0,8; 1,6; 6,3 μm.
� U dvou ploch na výkrese je značen zákaz odebírání materiálu.
� Na dvou místech výkresu je udána tolerance odchylky kruhovitosti.
� Na dvou místech výkresu je udána tolerance odchylky kolmosti.
� Na výkrese je uvedeno celkem pět tolerancí, dle soustavy tolerancí a uložení
ISO, a sice h8, H8, H7, H13 a N7.
� Odlitek bude odléván ve slévárně Tafonco a.s., která je dceřinou společností
známého výrobce nákladních automobilů TATRA a.s. v Kopřivnici.
1.3. Slévárna Tafonco a.s.
Výroba odlitků v Kopřivnici se pyšní dlouholetou tradicí, už roku 1860 zde byla
zahájena výroba odlitků zaměřená na součásti nejen automobilů, ale i kočárů a
železničních vagónů. Kapacity slévárny postupně přestaly stačit narůstající poptávce, proto
byla roku 1972 zprovozněna slévárna nová, která přetrvala dodnes. Důležitým milníkem
pro tuto práci je zavedení užití odlitků z litiny s kuličkovým grafitem roku 1983. Po
sametové revoluci a otevření zahraničních trhů bylo potřeba stávající provoz
modernizovat, proto roku 2001 byl změněn systém tavby na kupolových pecích na systém
APCOS, roku 2002 byla zmodernizována formovací linka pro technologii GF
DYNAPLUS. Stejného roku také firma dostala svůj nynější název Tafonco a.s. V současné
době firma vyrábí odlitky z ocelí, litin a slitin hliníku pro firmy z oblasti automobilového a
strojírenského průmyslu o hmotnostech mezi 0,1 a 3500 kilogramy. Je rovněž vybavena
linkami pro závěrečnou úpravu odlitků včetně obrábění, lakování a tepelného zpracování.
Jak již bylo uvedeno, Tafonco a.s. je dceřinou společností TATRA a.s., která zaujímá
dlouhodobě stabilní místo na českém i mezinárodním trhu [1].

7
2. TEORETICKÁ ČÁST
V této části bych se nejprve chtěl věnovat litině jako materiálu, charakterizovat její
vlastnosti, popsat způsob značení dle českých i evropských norem, vysvětlit způsob dělení
litin podle tvaru grafitu v mikrostruktuře. Následně se podrobněji zaměřím na litiny
s kuličkovým grafitem, ke kterým patří i materiál EN GJS 500-7, se kterým budu pracovat
při přípravě technologického postupu odlitku v praktické části této práce.
2.1. Litina jako materiál
Litinami rozumíme materiály, které jsou slitinami železa a uhlíku, přičemž obsah
uhlíku přesahuje 2,11 [%]. Mimo železa a uhlíku jsou zde zastoupeny vždy i další
doprovodné prvky, jakými jsou křemík, síra, fosfor a další. Vyrábí se ze surového železa a
železného šrotu v kupolových pecích válcovitého tvaru při teplotách okolo 1500 [°C].
Litiny mají velice dobrou tvrdost, pevnost a zabíhavost, většina z nich má však velice
malou tažnost. To je dáno jejich strukturou. Struktura litin bývá tvořena základní kovovou
matricí a uhlíkovou fází. Kovová matrice může být různá s ohledem na chemické složení,
průběhu tuhnutí a tepelném zpracování litiny. U litin se mohou vyskytovat tyto kovové
matrice:
1. Ferit – vzniká eutektoidní transformací austenitu. Je měkký, tvárný a
houževnatý.
2. Perlit – vzniká eutektoidním rozpadem austenitu. Je tvrdý, pevný, ale křehký.
3. Ledeburit – je eutektikem v metastabilním systému, které při eutektoidní reakci
transformuje na tzv. transformovaný ledeburit.
4. Austenit – za normálních teplot se vyskytuje pouze u niklem legovaných litin. Je
měkký, tvárný, odolný vůči korozi a zvýšeným teplotám.
5. Bainit – vzniká u litin legovaných molybdenem a niklem. Vyniká pevností,
tvrdostí a poměrně dobrou houževnatostí.
6. Martenzit – vzniká bezdifúzním rozpadem austenitu při kalení litin. Je velice
tvrdý a křehký [2].

8
V soustavě železo-uhlík, tvoří uhlík samostatnou fázi. V metastabilní soustavě se
vylučuje ve formě cementitu, v soustavě stabilní ve formě grafitu.
� Cementit – jedná se intermetalickou metastabilní fázi, proto se za vhodných
podmínek může rozkládat na železo a grafit.
� Grafit – jde o čistý uhlík, který je v této podobě fází stabilní, proto se dále
nerozkládá.
Základní rozdělení litin podle struktury tedy provádíme podle toho, jak u nich probíhá
eutektická krystalizace:
� Bílé litiny – u těchto litin probíhá eutektická krystalizace v podmínkách
metastabilní rovnováhy. V jejich struktuře můžeme pozorovat cementit a perlit,
proto jsou charakteristické bílým lomem.
� Grafitické litiny – zde probíhá eutektická reakce v podmínkách stabilní
rovnováhy (výjimkou je přechodová litina, kde reakce proběhne z části
v metastabilních i stabilních podmínkách). V jejich struktuře je grafit, který ve
struktuře zůstane bez ohledu na další fázové přeměny.
Krystalizaci grafitu v litině jde ovlivnit přidáním příměsí ovlivňujících počet
krystalizačních zárodků tzv. očkovadel, nebo jejich tvar tzv.modifikátorů (viz obr.1). Dle
tvaru grafitu dělíme litiny dle normy ČSN EN 1560 (viz. Kapitola 2.2.) [2].
Obr. 1 Dělení litin podle eutektické krystalizace [2].

9
2.2. Dělení litin podle tvaru grafitu dle ČSN EN 1560
Grafitické litiny dělíme dle tvaru grafitu, který můžeme pozorovat na metalografickém
výbrusu jejich řezu. Tvar grafitu se nám na něm může jevit jako plošný útvar. Ve
skutečnosti nám však tvoří prostorové tvary, náhodně rozložené v objemu. Grafit může být
lupínkový (obr. 2), vločkový (obr. 3), vermikulární (obr. 4), pavoukovitý (obr. 5),
nedokonale zrnitý (obr. 6) a zrnitý (obr. 7) [2].
Obr. 2 Lupínkový grafit [2]. Obr. 3 Vločkový grafit[2]. Obr. 4 Vermikulární grafit [2].
Obr. 5 Pavoukovitý grafit [2]. Obr. 6 Nedokonale zrnitý grafit [2]. Obr. 7 Zrnitý grafit [2].
Částice grafitu ve struktuře ale narušují nosný průřez kovové matrice a tím zhoršují její
mechanické vlastnosti. Jak můžeme vidět na obr. 8, tvar grafitu nám plně ovlivňuje, jak silně
bude struktura kovové matrice narušena. Vlevo je grafit lupínkový, který nám kvůli ostrým
hranám strukturu matrice znatelně oslabuje, vpravo grafit kuličkový, který nám strukturu
oslabuje minimálně. S oslabením struktury kovové matrice klesá i houževnatost a pevnost
litiny [2].

10
Obr. 8 Vliv tvaru grafitu na koncentraci napětí [2].
2.3. Značení litin dle českých a evropských norem
Starší česká norma ČSN 42 0006 je již oficiálně téměř nevyužívá. V některých
provozech a převážně ve starší literatuře se s ní však ještě můžeme setkat. Proto zde
v tabulce 1 uvádím způsob značení litin dle této normy.
Tabulka 1. Značení litin dle starší normy ČSN 42 0006 [2].
ČSN 42 2X YY.AB
ČSN Pozice má neměnné složení znaků
42 Pozice označuje třídu (materiály na odlitky)
2 Pozice rozděluje litiny, oceli
X
Zabývá se grafitickými litinami
3 Litina s kuličkovým grafitem LKG
4 Litina s lupínkovým grafitem LLG
5 Temperovaná litina LVG
YY Vyjadřuje pevnost Rm v tahu v desítkách Mpa
A První dodatková číslice (druh tepelného zpracování)
B Druhá dodatková číslice (způsob odlévání)
Podle evropské normy ČSN EN 1560, která přesně předepisuje možné značení
grafitických litin je možno značit dvěma způsoby:
� Zkrácené značení dle mechanických vlastností nebo chemického složení.
� Číselné značení [2].
Rozhodl jsem se zde uvést značení podle mechanických vlastností, které je v praxi
častěji užívaným. Litina je označena 5 – 6 znaky, kromě prvních dvou, které jsou pro litiny

11
vždy stejné, obsahuje toto označení typu grafitu, matrice a hodnoty základních
mechanických vlastností dané litiny. Veškeré doplňující informace jsou v tabulce 2.
EN GJ x x - x - x
1. Pozice obsahuje EN
2. Pozice obsahuje znaky GJ (G označuje odlitek, J značí litinu)
3. Pozice označuje tvar grafitu (velké písmeno)
4. Pozice označuje mikrostrukturu nebo makrostrukturu (matrice)
5. Pozice uvádí mechanické vlastnosti nebo chemické složení litiny
6. Pozice udává dodatečné požadavky na odlitek
Tabulka 2. Doplňující informace ke značení slitin dle ČSN EN 1560 [2].
Tvar grafitu (3. pozice) L Lupínkový S Kuličkový M Vločkový (temperový uhlík) V Červíkovitý Y Zvláštní tvar N Bez grafitu (bílá litina) Struktura matrice (4. pozice) – není nutné ji udávat A Austenit M Martenzit Q Struktura po kalení F Ferit L Ledeburit T Struktura po zušlechťování P Perlit B Neoduhličená struktura (temperovaná - černý lom) W Oduhličená struktura (temperovaná - bílý lom) Mechanické vlastnosti (5, 6. pozice) Označení pevnosti (číslice udává min. zaručenou pevnost v tahu v Mpa) Označení tažnosti (číslice udává nejmenší hodnotu v %) Způsob výroby zkušebních těles: S odděleně litý vzorek U přilitý vzorek C vzorek vyříznutý z odlitku Označení tvrdosti: HB podle Brinella HV podle Vickerse HR podle Rockwella Označení teploty zkoušky rázem v ohybu: RT pokojová teplota LT nízká teplota Chemické značení (5. pozice) X Třímístná číslice (značí stonásobek procenta uhlíku) Legující prvky (jejich chemická značka) Množství v procentech se odděluje pomlčkami

12
2.4. Litiny s kuličkovým grafitem
Mechanické vlastnosti litin s kuličkovým grafitem závisí na množství a velikosti grafitu,
na složení kovové matrice a na rychlosti ochlazování odlitku. V porovnání s ostatními litinami
má litina s kuličkovým grafitem zpravidla vyšší pevnost, modul pružnosti, tvrdost (perlitické
matrice), tažnost a vrubovou houževnatost. V současnosti tato litina u většiny aplikací pomalu
nahrazuje dokonce oceli na odlitky. Podle toho, zda požadujeme matrici feritickou (obr. 9),
feriticko – perlitickou (obr. 10), nebo perlitickou (obr. 11) se odvíjí minimální množství prvků
ve slitině (tabulka 3). V případě izotermického zušlechťování může vzniknout i matrice
bainitická, litiny s touto matricí nazýváme ADI litiny (obr. 12).
obr. 9 Feritická matrice [2]. obr. 10 Perlitická matrice [2].
obr. 11 Feriticko-perlitická matrice [2]. obr. 12 Bainitická matrice[2].

13
Tabulka 3. Minimální množství prvků pro požadovaný druh matrice [2].
Struktura % C % Si % Mn % P % S % Mg
Ferit v litém stavu nebo
po žíhání < 4,00 < 2,5 < 0,2 < 0,05 < 0,01 0,03-0,06
Ferit/perlit v litém stavu
nebo po žíhání < 4,00 1,7- 2,8 < 0,3 < 0,1 < 0,01 0,03-0,06
Perlit v litém stavu nebo
po normalizačním žíhání < 4,00 1,7- 2,8 0,5-0,25 < 0,1 < 0,01 0,03-0,06
Poměrně složitým technologickým problémem je vytvoření kuličkového grafitu. Částice
grafitu ve formě kuliček jsou totiž velice složitými polykrystaly. Aby vznikly, nestačí jen
železo, uhlík a křemík, ale musíme do taveniny dostat prvky, které zajistí růst zárodků grafitu
do kulovitého tvaru. Tuto operaci nazýváme modifikace, přidané látky modifikátory.
Modifikátorem je nejčastěji hořčík a jeho slitiny. Existuje několik metod, jak modifikátor do
litiny dostat: metoda polívací v otevřené pánvi, ponornou metodou, průtokovými metodami,
modifikování čistým hořčíkem v konvertoru [12]. Druhy modifikátorů jsou:
� Kovový hořčík - je charakteristický intenzivní reakcí s tekutým kovem, proto se
používá ve spojení s postupy, které řídí intenzitu této reakce.
� Slitiny hořčíku s niklem (Mg-Ni nebo Mg–Si–Fe-Ni) - jsou těžší jako tekutý základný
kov. Mají dobrou účinnost, protože zůstávají na dně pánve.
� Slitiny hořčíku s křemíkem a dalšími přísadami (Mg–Si–Ca–Al-Fe) - jsou
v současnosti nejvíc používanými.
Před nebo po modifikaci, která pouze ovlivní růst zárodků grafitu do kulatého tvaru, je
nutno vnést do litiny očkovadlo, které zvýší počet krystalizačních zárodků. Mechanismus
očkování spočívá v tom, že prvky očkovadla snižují rozpustnost uhlíku v tavenině, takže
vznikají lokální shluky grafitu, což jsou v podstatě nové zárodky [12].
Po chybách v modifikaci, nebo při špatných rychlostech ochlazování můžou vzniknout
nežádoucí tvary grafitu, jako vermikulární, explodovaný, lupínkový mezibuňkový nebo
chunky grafit. Tyto tvary grafitu jsou naprosto nepřípustné [12].

14
2.5. Litina EN GJS 500-7
Jedná se o litinu s kuličkovým grafitem a feriticko – perlitickou kovovou matricí. Její
výroba je velice obtížná, protože je třeba udržet obsah feritu v kovové matrici ve velmi malém
rozmezí. Její zaručená pevnost v tahu Rm je 500 MPa, minimální tažnost A je 7 %. Vzhledem
k tomu, že zabíhavost této litiny se svými hodnotami přibližuje ocelím na odlitky, je
minimální šířka stěny odlitku 5 mm. Díky svým dobrým mechanickým vlastnostem je vhodná
pro středně mechanicky namáhané součásti namáhané otěrem, jako jsou ozubená kola,
brzdové bubny, náboje kol, tělesa ventilů (viz. obr. 13) a další [2].
obr. 13 Těleso ventilu z litiny EN GJS 500-7 [13]

15
3. PRAKTICKÁ ČÁST
V praktické části se budu zabývat samotným technologickým řešením odlitku náboje
kola z litiny EN ČSN 500-7. Předpokládaná sériovost výrobku se pohybuje v řádech tisíců
kusů. Bude nutno vyřešit několik technických problémů. Odborná literatura doporučuje
řešit je v tomto pořadí:
1. Poloha odlitku ve formě, počet a umístění dělících rovin,
2. Volba materiálu formovací směsi, modelu a jader.
3. Velikost přídavků na obrábění u obráběných ploch výrobku dle zadané přesnosti.
4. Způsob řešení jader.
5. Samotný výpočet vtokové soustavy odlitku.
6. Odplynění formy.
7. Výpočet vztlakové síly na horní část formy.
8. Finální úpravy odlitku [3].
3.1. Poloha odlitku ve formě, počet a umístění dělících rovin
Volba polohy odlitku ve formě a vhodné umístění dělících rovin je poměrně složitou
záležitostí, která vyžaduje zachování jistých pravidel. Při svém praktickém řešení odlitku
jsem se řídil pravidly:
� Dodržení zásady usměrněného tuhnutí – pro jednoduchost nálitkování se snažíme
místa možných tepelných uzlů posunout do horní části odlitku.
� Minimální počet dělících rovin
� Dělící plocha pokud možno rovinná
� Minimální počet jader, pokud možno žádná jádra v horní části formy – umístění
jader do horní části formy je náročné a nese s sebou rizika poškození formy.
� Osu rotačních odlitků pokud možno umístit vertikálně - zajistí rovnoměrnější
vlastnosti po obvodu rotace odlitku [3].
Při dodržení výše uvedených pravidel jsem došel k tomu, že odlitek umístím celý do
spodní části formy, osa rotace odlitku bude umístěna vertikálně a použiji jedno jádro (viz.
Obr. 14).

16
obr. 14 Poloha odlitku ve formě
3.2. Volba materiálu formovací směsi, modelu a jádra
Volba materiálu formovací směsi nebyla nijak náročnou. Vzhledem ke skutečnosti, že
odlitek bude odléván ve firmě Tafonco a.s., bude, z důvodu finanční nenáročnosti, dobré
regenerovatelnosti a hlavně dlouholetých zkušeností firmy s tímto materiálem, použita
standartní křemenná směs a s bentonitovým pojivem. Tato směs patří do 1. Generace
slévárenských pojivových směsí, využívajících jílových pojiv [4].
Model je v podstatě odlitkem, zvětšeným o přídavky. Jako materiál se nejčastěji
používá dřevo, které se mi osobně zdá pro danou sériovost výrobku a použití strojního
formování jako materiál nevhodný [4]. Pro větší série, hlavně při strojním formování je
daleko vhodnějším užití kovu, přičemž svými vlastnostmi pro danou aplikaci plně
vyhovují litiny s kuličkovým grafitem a feritickou matricí. Jako materiál jaderníku bych
doporučil pro jednoduchý tvar jádra běžnou konstrukční ocel třídy 11.
Vzhledem k malému objemu a vysokým požadavkům na kvalitu povrchu jsem jako
materiál jádra vybral směs Cold-Box. Tento systém je firmou Tafonco a.s. standartně
užívaný u jader do objemu 30 l [1]

17
3.2.1. Směs Cold-Box
Pojivovou směsí Cold-Box rozumíme směs ostřiva a fenolické, fenolicko-furano-
esterové, epoxidové, silikátové, či FRC pojivové směsi, která se po zaformování vytvrdí
sama (při formování vmícháváme tvrdidlo), nebo během několika vteřin profouknutím
směsi oxidem uhličitým. Tyto směsi mají oproti ostatním metodám výhodu vysoké jakosti
povrchu odlitku, zachování jeho rozměrové přesnosti a snadného odstranění i velmi
složitých jader. Oproti jádrům vytvrzovaným teplem mají také výhodu nízké energetické
náročnosti. Vzhledem k charakteru směsi jsou nejvhodnější pro výrobu malých tvarově
složitých jader s vysokými požadavky na jakost povrchu (viz.obr.15). Přímo se proto
nabízejí pro aplikace, kde nemůžeme povrch odlitku dodatečně obrábět [5].
Obr. 15 Jádra ze směsi Cold-Box [5].
3.3. Stanovení velikosti přídavků na obrábění
Přídavky na obrábění u odlitků zavádíme proto, abychom mohli dosáhnout rozměrové
tolerance nebo jakosti povrchu, dané strojnickým výkresem požadovaného výrobku.
Dáváme je všude tam, kde je na strojnickém výkrese výrobku máme požadavek na určitou
maximální tolerovanou odchylku jmenovitého rozměru [3]. Velikost přídavků dle ČSN 01
4470 závisí na:
� Stupni přesnosti - udává číslo 1-6 v pozici X normy ČSN 01 4470. X.
� Základním rozměru z [mm] – vzdálenosti dvou nejvzdálenějších obráběných
ploch.
� Směrodatném rozměru s [mm] – největším kótovaném rozměru v rovině kolmé
na základní rozměr
� Poloze dané plochy při lití – horní, spodní a boční [7].

18
Mnou zpracovávaný odlitek náboje kola má stupeň přesnosti 5, při řešení přídavků na
obrábění se tedy budu řídit tabulkou 4. Jednotlivé přídavky jsou zřejmé ze slévárenského
postupového výkresu, který je přiložen k této práci.
Tabulka 4. Přídavky na obrábění pro litiny pro stupeň přesnosti 5 [7].
Další problematikou je předlévání děr. U řešeného odlitku vzhledem k malému
průměru děr a velké požadované přesnosti jejich umístění jsem se rozhodl žádnou z děr
nepředlévat.
3.4. Způsob řešení jádra
Jádra podle funkce dělíme na jádra pravá, vytvářející vnitřní dutiny odlitku a jádra
nepravá, vytvářející vnější vpadlé části odlitků. Hlavním úkolem technologa je určit počet
jader a charakter jejich kotvení do formy, takzvaných známek [3]. Vzhledem k tomu, že
odlitek má jen jednu dutinu, která prochází celým odlitkem vertikálně, užiji jedno pravé
jádro, které bude kotveno pomocí horní a dolní známky. Parametry známek jsem určil
z tabulky 5. Dolní známku jsem opatřil tzv. pískovou lištou, která slouží k správnému
ukotvení jádra a zamezí, při případném uvolnění formovací směsi, posunutí jádra. Dále
jsem opatřil jádro výfukem pro odvod plynů a navrhl otevření jaderníku. Mezi horní
známkou a jádrem jsem navrhl vůli 2 mm [3].

19
Tabulka 5. Určení parametrů známek při znalosti jejich průměru [3].
3.5. Výpočet vtokové soustavy odlitku
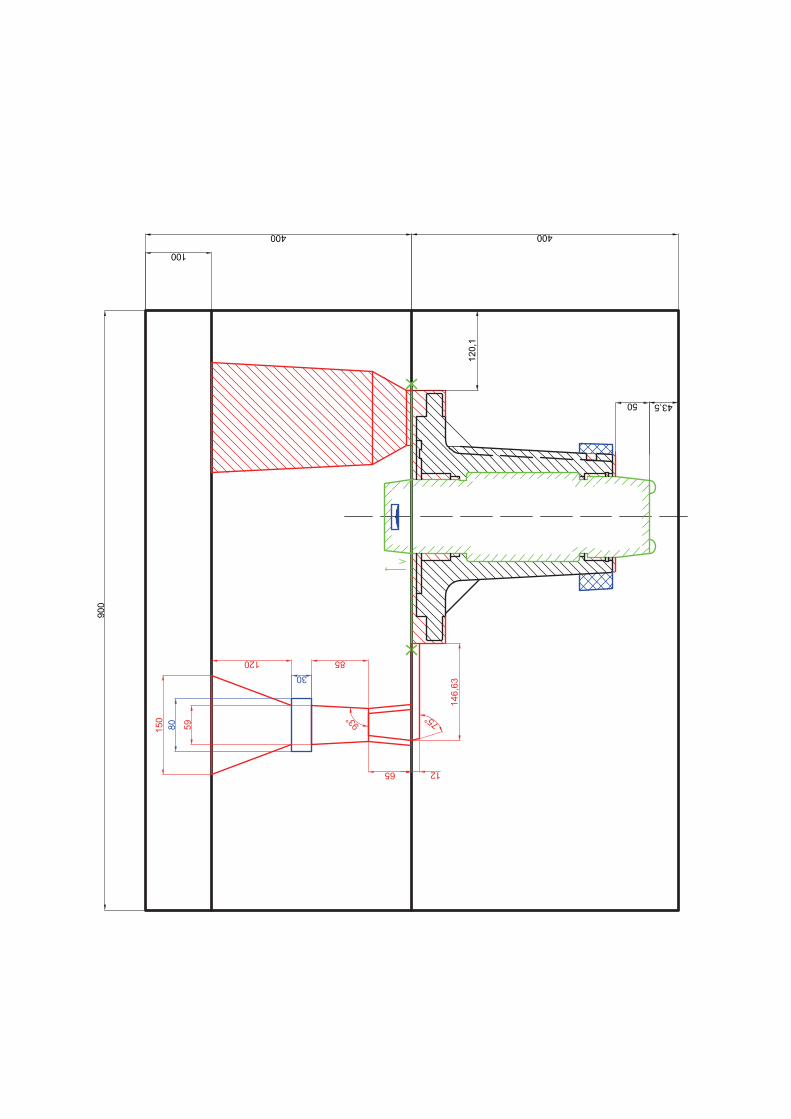
� Před samotným výpočtem jsem musel zvolit druh formovacího rámu a počet
odlitků v jednom rámu. Zde jsem opět vycházel z formovacích rámů standartně
používaných firmou Tafonco a.s. a zvolil rám o rozměrech 1450x900x400/400
mm (délka x šířka x výška horního dílu/ výška spodního dílu formy) [1]. Horní
díl rámu jsem se ale vzhledem k parametrům odlitku rozhodl zaformovat jen do
výšky 300 mm. Do tohoto rámu se při jeho velikosti vejdou 3 kusy odlitku při
zachování jednoduchosti vtokové soustavy odlitků. Umístění odlitků ve formě je
možno podrobně vidět na obrázku 16.
� Objem součásti, zvětšené o přídavky jsem spočetl tak, že jsem si součást rozložil
na parciální elementární části a jejich objem sečetl. Vyšel mi objem 8,898 dm3.
� Měrnou hmotnost ρ [kg·m-3] jsem si zjistil tabulkových hodnot [2]. Pro materiál
EN GJS 500-7 její numerická hodnota činí 7,1 kg·dm-3.

20
Obr. 16 Rozložení odlitků ve formovacím rámu
3.5.1. Výpočet nálitků
Při tuhnutí kovu dochází k jeho smršťování. Jde v podstatě o to, že v místech, kde
odlitek utuhne naposledy, vznikají při tuhnutí hluchá místa bez materiálu, takzvané
staženiny. Je to způsobeno tím, že místa tuhnoucí později kompenzují smrštění míst dříve
ztuhlých částí svého objemu. Úkolem technologa je usměrnit tuhnutí tak, aby místa
tuhnoucí naposled byly v částech formy, kde je možno je opatřit nálitky, které jim dodají
tekutý kov a tím vlastně vykompenzují smrštění celého odlitku. Metodikou výpočtů
nálitků se zabývá celá řada autorů a existuje několik způsobů jejich řešení. Já jsem zvolil
pro řešený odlitek atmosférického nálitku a metodu výpočtu jeho parametrů podle Přibyla.
Na obrázku 17 můžeme vidět návrh nálitku před výpočtem.

21
Obr. 17 Návrh počtu a umístění nálitků
� Výpočet objemu celkového objemu nálitků [8] :
V� = �∙β��(�∙β) ∙ V� [dm3] (1)
Kde:
Vn – objem nálitku [dm3].
Vo – objem odlitku včetně přídavků , v tomto případě 8,898 dm3.
x – koeficient nehospodárnosti v případě atmosférického nálitku jsem zvolil 10.
� - hodnota smrštění, v případě LKG jsem volil 4 %.
Po dosazení :
V� = 10 ∙ 0,041 − (10 ∙ 0,04) ∙ 8,898
V� = 5.932 dm

22
� Výpočet průměru a výšky nálitků [10] :
� = � ���� [dm] (2)
Kde dn je střední průměr nálitku [dm]
Po dosazení :
d� = �2 ∙ 5,932π
�
d� = 1,6 dm
h� = ��π∙��� [dm] (3)
Kde hn je výška nálitku a rn poloměr nálitku [dm]
Po dosazení :
h� = 5,932π ∙ 0,8
h� = 3 dm
3.5.2. Výpočet celkové hmotnosti odlitku
Po výpočtu objemu nálitku již znám celkový objem a mohu se tedy zaměřit na výpočet
hmotnosti odlitku. Ten provedu pomocí elementární závislosti na měrné hmotnosti litiny:
m��. = ρ ∙ (V� + V�) [kg]…………………………..….(4)
Po dosazení:
m��. = 7,1 ∙ (5,932 + 8,898)
m��. = 63 + 42
m��. = 105 kg
23
3.5.3. Výpočet doby lití
Pro to, abychom byli schopni spočítat parametry jednotlivých prvků vtokové soustavy,
potřebujeme znát dobu lití. Doba lití má velký význam, z hlediska možností vzniku vad,
proto je nutné ji stanovit přesně: Po výpočtu samotné doby lití se provádí kontrola
rychlosti stoupání ve formě, která ověří, zda jsme zvolili vhodnou metodu výpočtu [9].
Metod je totiž opět několik. Já jsem si zvolil metodu výpočtu podle Dieterta [8] :
� = � ∙ √� [s] (5)
Kde:
τ – Doba lití [s]
k – časový koeficient ,pro průřez odlitku nad 25 mm činí jeho hodnota 2.8.
G – surová hmotnost odlitku, v našem případě 63 kg
Po dosazení:
� = 2,8 ∙ √105
� = 29 �
Kontrola rychlosti stoupání kovu ve formě [9] :
v = ����.τ
[ms-1] (6)
Kde:
hodl. – výška odlitku v jeho reálné poloze ve formě, v našem případě 0,306 m
v – rychlost stoupání kovu ve formě, pro řešený odlitek platí údaje pro šířku
stěny od 0,01 do 0,04 m, ty udávají ideální dobu lití v rozmezí mez 0,01 a 0,02
ms-1.

24
Po dosazení:
v = 0,30629
v = 0,011 ms��
Doba lití 29 s je tedy pro daný odlitek vyhovující.
3.5.4. Výpočet střední výšky
Pro střední výšku nemusím volit z více vzorců, používá se totiž jediný [9] :
h!"ř. = ∙�#∙$�%� ∙$ [m] (7)
Kde:
hstř – střední výška [m]
hc – výška licího kůlu, v našem případě 0,400 m
C – celková výška odlitku, v našem případě 0,3065 m
P – výška odlitku nad rovinou zářezů, pro náš případ se tedy rovná 0 m.
Po dosazení:
h!"ř. = 2 ∙ 0,3 ∙ 0,3065 − 0 2 ∙ 0,3065
h!"ř. = 0,3 m

25
3.5.5. Výpočet parametrů zářezů
Ze zdrojů [9], [8], [3], je zřejmý vztah pro výpočet minimálního průřezu vtokové
soustavy. U přetlakových vtokových soustav, které jsou realizovány nejčastěji, mají vždy
nejmenší průřez zářezy [8] :
� Výpočet minimálního průřezu:
S&'�. = &*-.μ∙τ∙ρ∙/ ∙:∙�;<ř. [m
2] (8)
Kde:
Smin. – minimální průřez ve vtokové soustavě
μ – odpor formy proti průtoku, v našem případě dosazuji 0,42 [3].
Po dosazení:
S&'�. = 1050,42 ∙ 29 ∙ 7100 ∙ √2 ∙ 9,81 ∙ 0,3
S&'�. = 105209805
S&'�. = 5 ∙ 10�> m
� Stanovení typu zářezu
Tvar zářezů jsem pro danou aplikaci vybral lichoběžníkový, s poměrem
stran v:c:a (0,3: 1,1: 1) a délky stran spočetl dle vzorce [10]. Výsledek lze vidět i
na obrázku 18.
? = @AB ∙ C [cm2] (9)
Kde:
S – plošný obsah průřezu zářezu, dosazujeme Smin.

26
a – kratší strana lichoběžníka
v – výška lichoběžníka, víme, že v=0,3 a
c – delší strana lichoběžníka, víme, že c=1,1 a
Po dosazení:
5 = 0,315 D
D = 4 EF
v= 1,2 cm
c= 4,4 cm
obr. 18 Průřez zářezu
3.5.6. Výpočet parametrů struskovacího kanálu
Struskovacím kanálem proteče materiál pro 3 odlitky, je tedy nutné jeho výsledný
průřez vynásobit třemi. Výpočet jeho průřezu stanovíme z jednoho z ideálních poměrů
průřezů prvků vtokové soustavy [8] :
� Szářezů : Sstruskováku : Skůlu

27
3 : 5 : 4
Sz= 5 cm2
?G = (53) ∙ 5 ∙ 3
?G = 25 EF
� Stanovení typu struskovacího kanálu
Struskovací kanál jsem navrhl taky ve tvaru lichoběžníka, ale s poměrem
jednotlivých stran v:c:a (1: 0,7: 0,5) a délky stran jsem opět spočetl dle vzorce
[10]. Výsledek lze vidět i na obrázku 19.
? = @AB ∙ C [cm2] (10)
S – plošný obsah průřezu struskovacího kanálu, dosazujeme Ss.
a – kratší strana lichoběžníka víme, že a=0,5 v
v – výška lichoběžníka.
c – delší strana lichoběžníka, víme že c=0,7 v.
Po dosazení:
25 = 0,6 C
D = 3,3 EF
v = 6,5 cm
c = 4,6 cm

28
obr. 19 Rozměry struskovacího kanálu
3.5.7. Výpočet parametrů vtokového kůlu
Vtokový kůl je opět společný pro všechny tři odlitky v rámu. Jeho průřez budu tedy
opět násobit třemi. Minimální průřez stanovíme opět ze znalosti poměru průřezů
jednotlivých částí vtokové soustavy [8]:
� Szářezů : Sstruskováku : Skůlu
3 : 5 : 4
Sz= 5 cm2
?G = (53) ∙ 4 ∙ 3
?G = 20 EF

29
� Stanovení typu vtokového kůlu
Vtokový kůl jsem zvolil kruhového průřezu s minimálním průřezem v místě
jeho vyústění ve struskovací kanál. Směrem nahoru se jeho průřez zvětšuje pod
úhlem 3 ° [8]. Minimální poloměr kůlu jsem stanovil ze vzorce [10].
?G = H ∙ I [cm2] (11)
Po dosazení :
20 = H ∙ I
I = 2,5 cm
Tento poloměr je dolním poloměrem vtokového kůlu.
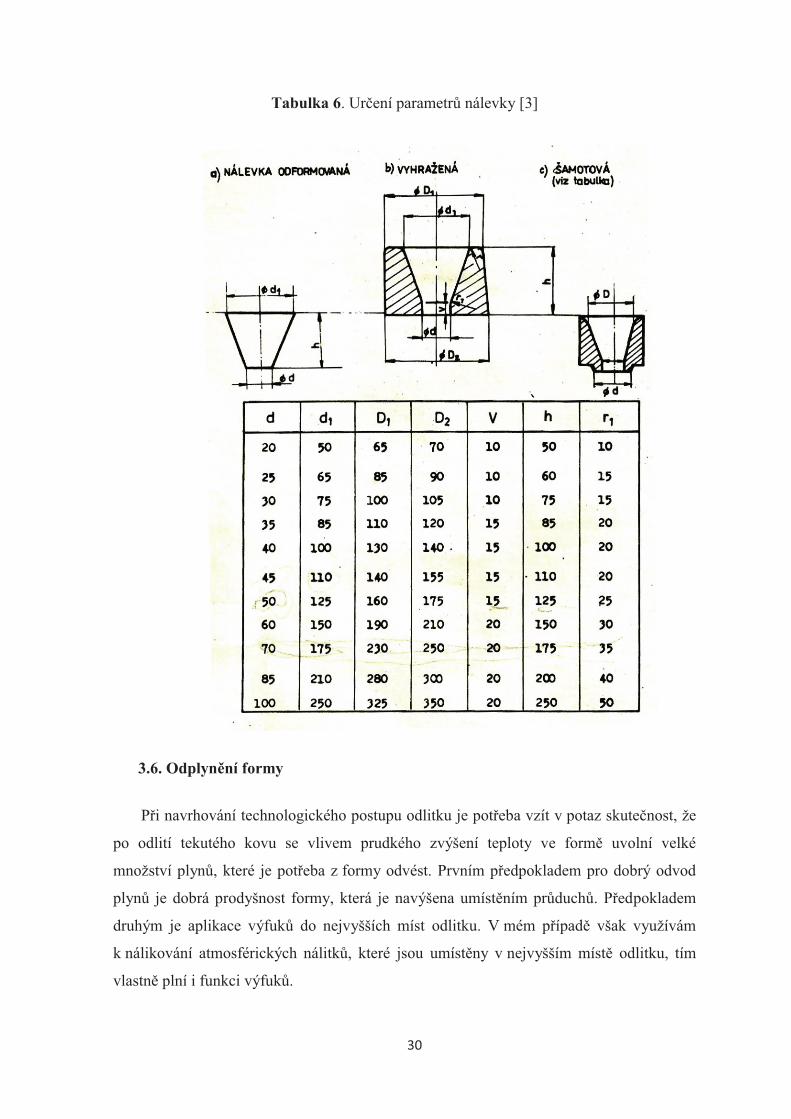
3.5.8. Stanovení parametrů licí jamky
Licí jamka slouží u litin k zadržení části strusky a ke zpomalení a usměrnění proudu
tekutého kovu. Vzhledem ke skutečnosti, že jsem se rozhodl těsně za vtok umístit
keramický filtr, nahradil jsem proto vtokovou jamku formovanou nálevkou. Její parametry
jsem určil z tabulky 6.
Filtry slouží primárně k odstranění kovových vměstků a části strusky z roztaveného
kovu a tím přímo ovlivňují mechanické vlastnosti odlévaných materiálů. V mnoha
případech pomáhají také k usměrnění toku roztaveného kovu [11]. Proto si myslím, že
v tomto případě dokáže filtr plně nahradit funkci jamky. Umístění za nálevku volím proto,
aby jej bylo možno po ztuhnutí odlitku snadno separovat.
30
Tabulka 6. Určení parametrů nálevky [3]
3.6. Odplynění formy
Při navrhování technologického postupu odlitku je potřeba vzít v potaz skutečnost, že
po odlití tekutého kovu se vlivem prudkého zvýšení teploty ve formě uvolní velké
množství plynů, které je potřeba z formy odvést. Prvním předpokladem pro dobrý odvod
plynů je dobrá prodyšnost formy, která je navýšena umístěním průduchů. Předpokladem
druhým je aplikace výfuků do nejvyšších míst odlitku. V mém případě však využívám
k nálikování atmosférických nálitků, které jsou umístěny v nejvyšším místě odlitku, tím
vlastně plní i funkci výfuků.

31
3.7. Výpočet vztlakové síly na horní část formy
Výpočet vztlakové síly na horní část formy je nutný proto, abychom si ověřili, jestli
nám stačí hmotnost horní části formy k odolání vztlakové síle, nebo je třeba formu
dodatečně zatížit. Při odlévání by se nám totiž mohla horní část formy nadzvednout či
posunout, což by nutně vedlo k výrobě zmetku. Vzorců i výpočtových metod je několik, já
jsem použil následující [9]:
J = � ∙ K ∙ ∑ MN ∙ ℎN [kg] (12)
Kde:
P – hmotnost odlévaného materiálu, působícího vztlakovou silou na horní část
formy
k – součinitel, vyjadřující náraz kovu na formu při lití. Volil jsem 1,4 [9]
γ – měrná hmotnost roztaveného kovu. Volil jsem 6900 kg m-3.
Fi – vodorovný povrch v horní části formy, vystavený tlaku sloupce kovu hi.
V mém případě F1=0,01 m2, F2=0.09 m2.
hi – výška sloupce kovu, měřená od povrchu Fi k hladině kovu ve vtoku.V mém
případě h1=0.7 m, h2= 0,3 m.
Po dosazení:
P = 1,4 ∙ 6900 ∙ (0,01 ∙ 0,7 + 0,09 ∙ 0,3)
P = 328,4 kg
Jelikož jsou však ve formě 3 odlitky, vynásobím tuto hodnotu třemi:
Pc= 985.2 kg

32
Proti této hmotnosti působí hmotnost horní části formy. Započítal jsem
pouze hmotnost formovací směsi, hmotnost rámu jsem si nechal jako pojistku:
m = ρ ∙ V [kg] (13)
Kde:
m – hmotnost formovací směsi.
ρ – hustota formovací směsi. Pro upěchovanou bentonitovou směs je její hodnota
2650 kg m-3 [9].
V – objem horního dílu formovacího rámu. V mém případě 0,3735 m3
Po dosazení:
m = 2650 ∙ 0,3735
m = 989,8 kg
Výsledná hmotnost, působící vztlakovou silou na rám odlitku lze zapsat jako:
mR = P − m [kg] (14)
Po dosazení :
mR = 985,2 − 989,8
mc = -4,6 kg
Výsledná hmotnost nutného zatížení je -4,6 kg, proto zatížení není nutné.
Případné drobné výkyvy vykompenzuje mnohonásobně hmotnost rámu.

33
3.8. Finální úpravy odlitku
Po zchladnutí je třeba odlitek vyjmout z formy, odstranit z něj prvky vtokové
soustavy, obrobit jej, opravit případné opravitelné vady a provést závěrečnou kontrolu
jakosti odlitku.
� Po vytlučení z formy je třeba odlitek zbavit formovací směsi. Tuto operaci
navrhuji provést na mechanickém střásacím stroji, poté provést otrýskání zbytků
formovací směsi
� Odstranění vtokové soustavy je vzhledem k materiálu odlitku vhodné provést
upálením pomocí kyslíko-acetylénového plamene.
� Zbytky vtokové soustavy je nejlepší individuálně obrousit pomocí ručních
kotoučových brusek.
� Vzhledem k rotačnímu tvaru obráběných ploch, je nejvhodnější toto obrábění
provést na CNC soustruzích.
� Další operací je přesné rozměření a vyvrtání děr a vyřezání závitů. To se provádí
zpravidla individuálně pomocí soustruhů, nebo sloupových vrtaček.
� Případné povrchové vady je v případě litin možné opravit svařováním, zaručeně
lze však svařit pouze temperované litiny. Proto je svařování nosných či
namáhaných částí u jiných litin, což je náš případ, naprosto nepřípustné.
� Po celkovém obrobení je nutno podrobit výrobek řádné kontrole, případně
nedestruktivním zkouškám a zmetkové kusy vrátit či opravit.

34
4. ZÁVĚR
Cílem této práce bylo zpracovat kompletní technologický návrh odlitku z litiny
s kuličkovým grafitem EN GJS 500-7. Na začátku jsem lehce teoreticky nastínil
problematiku litin jako materiálu, jejich specifikace, značení a vlastností. Následoval
samotný technologický postup, který jsem navrhl od polohy odlitku ve formovacím rámu
až po tvar a rozměry jednotlivých prvků vtokové soustavy. Nedílnou součástí práce je
slévárenský postupový výkres, který je přílohou této práce.
Odlitkem je náboj kola nákladního automobilu. Formovací směs bude bentonitová a
křemenným ostřivem, s výjimkou jediného pravého jádra, které bude vyrobeno ze směsi
Cold-Box. Odlitek bude celý ve spodní části formy umístěn tak, aby jeho osa rotace
směřovala vertikálně. Bude opatřen atmosférickým nálitkem, který budou zároveň plnit
funkci výfuku. Spodní část odlitku bude z důvodu usměrnění tuhnutí odlitku opatřena
vnějším chadítkem. Počet odlitků ve formě jsem stanovil na 3 kusy. Po výpočtu vztlakové
síly na horní část formy jsem došel k závěru, že nebude potřeba žádného dodatečného
zatížení formy.

35
SEZNAM POUŽITÝCH ZDROJŮ
[1] Tafonco a.s. [online]. 30.11.2009 [cit. 2011-05-14]. Dostupné z WWW:
<http://www.tafonco.cz/cz/predstaveni-spolecnosti.asp>.
[2] PODRABSKÝ, Tomáš ; POSPÍŠILOVÁ, Simona. Struktura a vlastnosti
grafitických litin [online]. Brno : 16.11.2006 [cit. 2011-05-14]. Dostupné z WWW:
<http://ime.fme.vutbr.cz/files/Studijni%20opory/savgl/index.php?chapter=0>.
[3] KOŘENÝ, Rudolf. Výrobní postupy odlitků. 1.vydání. Ostrava : Moravské tisk.
závody, 1989. 166 s.
[4] ELBEL, Tomáš. Základy slévárenské technologie [online]. 2006 [cit. 2011-05-15].
Dostupné z WWW:
<http://katedry.fmmi.vsb.cz/632/zaklady_slevarenske_technologie.pdf>.
[5] Mancuso Chemicals [online]. 2005 [cit. 2011-05-15]. Cold-Box. Dostupné z
WWW:<http://www.mancusochemicals.com/techsheets/Cold%20Box%20Binder%
20Use.pdf>.
[6] Denizciler a.s. [online]. 2009 [cit. 2011-05-15]. Products. Dostupné z WWW:
<http://www.denizcast.com/en_icerikler.aspx?kimlik=uretim>.
[7] ŘASA, Jaroslav; ŠVERCL, Josef. Strojnické tabulky 2. 1.vydání. Praha : Scientia,
s.r.o., 2007. 586 s.
[8] VONDRÁK, Vladimír; PAVELKOVÁ, Alena . Metalurgie litin : Vtokové soustavy
a nálitkování. Ostrava : VŠB-TUO, 1999. 102 s.
[9] SKARBINSKÝ, Michal . Navrhování technologických postupů ve slévárnách .
Praha : SNTL, 1959. 448 s.
[10] ŘASA, Jaroslav; ŠVERCL, Josef . Strojnické tabulky 1. 1.vydání. Praha : Scientia
s.r.o, 2004. 753 s
[11] BECHNÝ, Lubomír; VRÁBEL, Stanislav. Filtrácia materiálov na odliatky.
Žilina : Žilinská univerzita, 2000. 209 s.
[12] VONDRÁK, Vladimír ; HAMPL, Jiří ; HANUS, Aleš . Metalurgie litin :
Mimopecní zpracování roztavené litiny. Ostrava : VŠB-TUO, 2005. 136 s.
[13] Linzhang Changqing Machinary [online]. 2010 [cit. 2011-05-21]. Frame products.
Dostupné z WWW: <http://hdchangqing.com/FrameProducts.html>.

36
SEZNAM POUŽITÝCH VELIČIN
Ra – drsnost [μm]
Rm – pevnost v tahu [MPa]
A – tažnost [%]
z – základní rozměr [mm]
s – směrodatný rozměr [mm]
V – objem [m3]
ρ –měrná hmotnost [kg·m-3]
Vn – objem nálitku [m3].
Vo – objem odlitku včetně přídavků [m3]
x – koeficient nehospodárnosti [-]
� - hodnota smrštění [%]
dn - střední průměr nálitku [m]
hn - je výška nálitku [m]
rn - poloměr nálitku [m]
mhr. – hrubá hmotnost odlitku [kg]
τ – doba lití [s]
k – časový koeficient [-]
G – surová hmotnost odlitku [kg]
hodl. – výška odlitku v jeho reálné poloze [m]

37
v – rychlost stoupání kovu ve formě [m s-1]
hstř – střední výška [m]
hc – výška licího kůlu [m]
C – celková výška odlitku [m]
P – výška odlitku nad rovinou zářezů [m]
Smin. – minimální průřez ve vtokové soustavě [m2]
μ – odpor formy proti průtoku [-]
g – gravitační zrychlení [m.s-2]
a – kratší strana lichoběžníka [m]
v – výška lichoběžníka [m]
c – delší strana lichoběžníka [m]
Sz – průřez zářezů [m2]
Ss – průřez struskovacího kanálu [m2]
Sz – průřez vtokového kůlu [m2]
P – hmotnost působící na vršek formy [kg]
k – součinitel nárazu kovu na formu při lití [-]
γ – měrná hmotnost roztaveného kovu [kg∙m-3]
Fi –povrch vystavený tlaku sloupce kovu [m2]
hi – výška sloupce kovu [m]
π – Ludolfovo číslo [-]

38
SEZNAM PŘÍLOH
Příloha č.1. Výrobní postup odlitku
Příloha č.2. Strojírenský výkres součásti
Příloha č.3. Slévárenský postupový výkres
Příloha č.4. Výkres umístění odlitku ve formě

VŠB-TU Ostrava Katedra slévárenství
Ostrava Poruba VÝROBNÍ POSTUP ODLITKU
Číslo modelu: 1 Číslo výkresu: 1
Název odlitku Náboj kola Forma
Počet vyráběných kusů Cca 1000ks/rok Formovací směs Bentonitová
Materiál odlitku EN GJS 500-7 Složení: ostřivo Křemenný písek
Přejímací podmínky ČSN 42 12 42.00 pojivo bentonit
Hmotnost odlitku 105[kg] přísady voda
Využití tekutého kovu [%] Jádra
Smrštění model. zařízení [%] Formovací směs Cold-Box
Model 1 Složení: ostřivo Záleží na druhu
Jaderníky 1 pojivo Záleží na druhu
Volné nálitky 2 přísady Záleží na druhu
Počet odlitků v rámu 3 Sušení forem a jader ne
Rozměry form. rámu: horní 1400x 900/ 400 [mm]
Rozměry form. rámu:spodní 1400x 900/ 400 [mm] Chladítka vnější ano
Tvrdost formy Chladítka vnitřní ne
Povrchová úprava Teplota odlévání 1370 – 1350 [°C]
Náčrtek odlitku:
Výrobní postup vypracoval: Lukáš Hrůzek
Dne: 18.5.2011
Studijní skupina: HB3MTA01

Vtoková soustava SK : SS : SZ Čištění odlitků
Strojní 4 : 5 : 3
Doba lití 29[s] První čištění vibrační rošt
Vtokový kůl ø 25 [mm] Opravy vad Svařování(jen povrchové) Struskovák
a = 33 b = 46 h = 65
Odstranění vtoků Kyslíko-acetylénový plamen
Odstranění nálitků Kyslíko-acetylénový plamen
Rozváděcí kanál Struskovák Tepelné zpracování Bez TZ
Zářezy: počet 1
rozměry a = 40 b = 44 h = 12
Nálitky: počet 1 Výpočet x = 10 Tryskání ano - broky
ß = 0,04 Konečné čištění ano – ruční bruska
Vnál = 5,932dm2
Ošetření nálitků bez ošetření
a h
b
a
b



300
20
165
111
121
134
111
110
10
175,63 166
2
25
81,8
165

78,5
78,5
7878
379
1258
206,5
44
150
150
413
9696
1450
150
59
5980150
146,63
120,1
900