Öø ß a ðø ÖøöìÜÙè êýÿêø dÿ ø ï Ö aðfâÝ éÿøøìø ó÷Öø...
TRANSCRIPT
Ref. code: 25595810037357EAN
การใชโปรแกรมทางคณตศาสตรสาหรบแกปญหาจดสรรทรพยากร เพอลดเวลาในการวางแผนการผลต
โดย
นายพศาล สนวล
การคนควาอสระนเปนสวนหนงของการศกษาตามหลกสตร วศวกรรมศาสตรมหาบณฑต
สาขาวชาการพฒนางานอตสาหกรรม ภาควชาวศวกรรมอตสาหการ คณะวศวกรรมศาสตร มหาวทยาลยธรรมศาสตร
ปการศกษา 2559 ลขสทธของมหาวทยาลยธรรมศาสตร
Ref. code: 25595810037357EAN
การใชโปรแกรมทางคณตศาสตรสาหรบแกปญหาจดสรรทรพยากร
เพอลดเวลาในการวางแผนการผลต
โดย
นายพศาล สนวล
การคนควาอสระนเปนสวนหนงของการศกษาตามหลกสตร
วศวกรรมศาสตรมหาบณฑต สาขาวชาการพฒนางานอตสาหกรรม ภาควชาวศวกรรมอตสาหการ
คณะวศวกรรมศาสตร มหาวทยาลยธรรมศาสตร ปการศกษา 2559
ลขสทธของมหาวทยาลยธรรมศาสตร
Ref. code: 25595810037357EAN
APPLYING MATHEMATICAL PROGRAMMING FOR RESOURCE ALLOCATION PROBLEM TO REDUCE PRODUCTION PLANNING
TIME
BY
MR PHISAL SRINAUL
AN INDEPENDENT STUDY SUBMITTED IN PARTIAL FULFILLMENT OF THE
REQUIREMENTS FOR THE DEGREE OF MASTER OF ENGINEERING IN INDUSTRIAL DEVELOPMENT
DEPARTMENT OF INDUSTRIAL ENGINEERING FACULTY OF ENGINEERING THAMMASAT UNIVERSITY
ACADEMIC YEAR 2016 COPYRIGHT OF THAMMASAT UNIVERSITY
Ref. code: 25595810037357EAN
(1)
หวขอการคนควาอสระ การใชโปรแกรมทางคณตศาสตรสาหรบแกปญหาจดสรรทรพยากรเพอลดเวลาในการวางแผนการผลต
ชอผเขยน นายพศาล สนวล ชอปรญญา วศวกรรมศาสตรมหาบณฑต สาขาวชา/คณะ/มหาวทยาลย สาขาวชาการพฒนางานอตสาหกรรม
คณะวศวกรรมศาสตร มหาวทยาลยธรรมศาสตร
อาจารยทปรกษาการคนควาอสระ รองศาสตราจารย ดร. วฒชย วงษทศนยกร ปการศกษา 2559
บทคดยอ
งานวจยนม วตถประสงคเพอสรางโมเดลคานวณกาลงการผลตดวยโปรแกรมทาง
คณตศาสตรสาหรบใชในการตดสนใจในสถานการณตางๆ เนองจากความตองการของลกคาทเปลยนแปลงตลอดเวลา โดยใชหลกการกาหนดการเชงเสน และเอกเซล แอลพ โซลเวอร มาชวยในการคานวณและจดสรรทรพยากรดานเครองจกรและอปกรณใหไดกาลงการผลตสงทสด โดยเรมจากการสรางแบบจาลอง หลงจากนนเขยนโปรแกรมทางคณตศาสตร โดยกาหนดตวแปรตวแปรตดสนใจเปนจานวนเครองจกรทจดสรร กาหนดฟงกชนวตถประสงคเพอใหไดกาลงการผลตสงทสด หลงจากนนสรางสมการขอจากดเงอนไขเขาไปในโมเดล และใชโซลเวอรซงเปนฟงกชนเสรมในโปรแกรมไมโครซอฟทเอกเซลมาทาการประมวลผลหาผลลพธทดทสด นอกจากนไดมการนามาโคร เอกเซล วบเอ มาพฒนาโมเดลคานวณกาลงการผลต ซงชวยลดเวลาในการทางานปจจบนจาก 16 ชวโมง เหลอ10 นาท หรอคดเปนการลดเวลาการทางานลงรอยละ 98.9
คาสาคญ: โมเดลคานวณกาลงการผลต, โปรแกรมทางคณตศาสตร, กาหนดการเชงเสน, เอกเซลแอลพ
โซลเวอร, มาโคร เอกเซล วบเอ
Ref. code: 25595810037357EAN
(2)
Independent Study Title APPLYING MATHEMATICAL PROGRAMMING FOR RESOURCE ALLOCATION PROBLEM TO REDUCE PRODUCTION PLANNING TIME
Author Mr. Phisal Srinaul Degree Master of Engineering Department/Faculty/University Industrial Development
Faculty of Engineering Thammasat University
Independent Study Advisor Assoc. Prof. Dr. Wuthichai Wongthatsanekorn Academic Years 2016
ABSTRACT
This research aims to create a mathematical model of capacity in order to
make better decision on resource capacity because of frequent changes from customers. We have applied linear programming and excel solver to allocate machine and equipment in order to achieve the maximum capacity. First, we create the mathematical model in Microsoft excel. The decision variables are number of machines for each order. The objective function is to maximize overall capacity. Various constraints are then inserted into the model. Microsoft excel solver is used to find the optimal solution. In addition, the process is automated using macro excel VBA. After implementation, this tool could help reduce the current working time from 16 hours to 10 min or 98.96%. Keywords: Capacity model, Mathematical programming, linear programing, Excel
LP solver, Macro excel VBA
Ref. code: 25595810037357EAN
(3)
กตตกรรมประกาศ
งานวจยนสามารถสาเรจลลวงดวยด ดวยความอนเคราะหของ รองศาสตราจารย ดร. วฒชย วงษทศนยกร อาจารยทปรกษา ซงไดเสยสละเวลาอนมคามาใหคาแนะนา ชแนะแนวทาง และใหความรเพมเตม ชวยตรวจสอบ และชวยแกไขขอบกพรองตางๆ ทาใหงานวจยนเสรจสมบรณ
ผวจยขอขอบคณคณะกรรมการสอบ ผชวยศาสตราจารย ดร. อภวฒน มตตามระ และผชวยศาสตราจารย ดร. สวสด ภาระราช ทไดรวมใหขอเสนอแนะเพมเตมทเปนประโยชนในการแกไขและพฒนางานวจยใหมความสมบรณยงขน
สดทายน ผวจยขอกราบขอบพระคณ บดา มารดา และครอบครวทคอยชวยสนบสนนและใหความชวยเหลอตาง ๆ ตลอดชวงระยะเวลาททางานวจยฉบบน
นายพศาล สนวล
Ref. code: 25595810037357EAN
(4)
สารบญ หนา
บทคดยอภาษาไทย (1)
บทคดยอภาษาองกฤษ (2)
กตตกรรมประกาศ (3)
สารบญตาราง (7)
สารบญภาพ (8) รายการสญลกษณและคายอ (10) บทท 1 บทนา 1 1.1 ความสาคญของปญหา 1 1.2 วตถประสงค 4 1.3 ขอบเขตการศกษา 4 1.4 วธการดาเนนงาน 4 1.5 ระยะเวลาการดาเนนงาน 5 1.6 ประโยชนทคาดวาจะไดรบ 5 บทท 2 วรรณกรรมและงานวจยทเกยวของ 6 2.1 แบบจาลอง 6 2.1.1 แบบจาลองทางคณตศาสตร 6 2.1.2 แบบจาลองเพอการตดสนใจ 6 2.1.3 แบบจาลองบนสเปรดชต 6
Ref. code: 25595810037357EAN
(5)
2.2 กาหนดการเชงเสน 8 2.2.1 ความหมายและความสาคญของกาหนดการเชงเสน 8 2.2.2 องคประกอบของการโปรแกรมเชงเสน 10 2.2.3 ขนตอนในการสรางตวแบบของปญหา 10 2.2.4 วธแกปญหาโปรแกรมเชงเสน 12 2.3 กาหนดการเชงเสนจานวนเตม 13 2.4 การแกปญหากาหนดการเชงเสนดวยเอกเซลโซลเวอร 14 2.4.1 การเลอกใชวธแกปญหาการหาผลลพธทดทสด 14 2.4.2 การเรยกใช โปรแกรมโซลเวอร 15 2.5 มาโครและเอกเซลล วบเอ 20 2.5.1 พนฐานมาโคร 21 2.5.2 พนฐาน VBA 22 2.6 งานวจยทเกยวของ 24 บทท 3 วธการดาเนนการวจย 27
3.1 ขอมลทเกยวของกบการคานวณกาลงการผลต 27 3.1.1 ผลตภณฑ 27 3.1.2 กระบวนการผลต 28
3.1.3 ขอมลทใชในการคานวณกาลงการผลต 31 3.1.4 ขอจากดเกยวกบการปรบเปลยนผลตภณฑ 32
3.2 สรางโมเดลคานวณกาลงการผลต 33 3.2.1 สรางแบบจาลองบนสเปรดชตเอกเซล 33
3.2.2 สรางแบบจาลองทางคณตศาสตร 36 3.2.3 สรางแบบจาลองทางคณตศาสตรดวยเอกเซลโซลเวอร 43 3.2.4 ทดสอบโปรแกรมโมเดลตนแบบ 47 3.2.5 เขยนโปรแกรม มาโคร เอกเซล วบเอ 52 3.2.6 สรางโมเดลคานวณกาลงการผลตสาเรจรป 59
Ref. code: 25595810037357EAN
(6)
บทท 4 ผลการวจยและอภปรายผล 63
4.1 โมเดลคานวณกาลงการผลต 63 4.1.1 โมเดลคานวณกาลงการผลต 63 4.1.2 ตารางสรปขอมลกาลงการผลตกระบวนการคอขวด 64 4.1.3 ตารางสรปขอมลกาลงการผลตลวงหนา 3 ป 65
4.2 ผลการคานวณกาลงการผลตโดยใชโปแกรมทางคณตศาสตรเทยบกบ 68 การจดสรรแบบเดม 4.3 การวเคราะหและประยกตใชกาลงการผลตทคานวณไดจากโมเดล 69
4.3.1 การวเคราะหกาลงการผลตจากตารางสรป %Utilization 69 4.3.2 การวเคราะหกาลงการผลตจากตารางสรป Demand Gap 71
บทท 5 สรปผลการวจยและขอเสนอแนะ 75
5.1 สรปผลการวจย 75 5.2 ขอเสนอแนะ 76
รายการอางอง 78 ภาคผนวก 80
ภาคผนวก ก โมเดลคานวณกาลงการผลต 81 ภาคผนวก ข คาสงบนทกมาโคร 109
ประวตผเขยน 113

Ref. code: 25595810037357EAN
(7)
สารบญตาราง
ตารางท หนา 1.1 ระยะเวลาการดาเนนงาน 5 2.1 ประเภทของกาหนดการเชงเสนจานวนเตม 13 3.1 ชอผลตภณฑกลม DSA และ SSA ทนามาทาการวจย 28 3.2 นยามอธบายกระบวนการผลตในแตละขนตอน 30 3.3 เปรยบเทยบความแตกตางกระบวนการผลตของแตละผลตภณฑ 30
3.4 ตวอยาง KPI กระบวนการ Laser welding ทใชสาหรบสราง Model 31 3.5 ตวอยาง KPI Product Palomar ทใชสาหรบสราง Model 32 3.6 ขอมลการผลตกระบวนการ Laser welding 38 3.7 ขอมลการสาหรบทดสอบโมเดลตนแบบ 47 3.8 สรปผลการทดสอบโซเวอรโมเดลตนแบบดวย UPH ทแตกตาง 50 3.9 เปรยบเทยบการจดสรรทรพยากรโดยใช Solver กบแบบ Manual 52 โดยใชขอมลจาก Test1 4.1 อธบายการวเคราะหและวางแผนการผลต 71
Ref. code: 25595810037357EAN
(8)
สารบญภาพ
ภาพท หนา 1.1 เปอรเซนการใชงานเครองจกรยอนหลง 1 ป 6 1.2 ความตองการลกคาตอเดอนลวงหนา 3 ป เทยบกบกาลงการผลตปจจบน 6 2.1 แทบขอมลเมน solver 16 2.2 ไดอะลอกบอกซ solver parameter 17 2.3 ไดอะลอกบอกซของ Change Constraint 18 2.4 ไดอะลอกบอกซของ Solver results เมอไดคาตอบ 19 2.5 ไดอะลอกบอกซของ Solver results เมอไมไดคาตอบ 20 2.6 ขนตอนการสราง Macro ในขนตอนท 1, 2 21 2.7 ขนตอนการสราง Macro ในขนตอนท 3 21 2.8 ขนตอนการสราง Macro ในขนตอนท 4 22 2.9 โคด VBA ทเกบไวใน Module หลงการบนทก Macro 23 2.10 ชอ Macro และ ชอโพซเยอร 23 3.1 กระบวนการผลตสาหรบผลตภณฑกลม DSA 29 3.2 กระบวนการผลตสาหรบผลตภณฑกลม SSA 29 3.3 ตารางคานวณกาลงการผลตโดยสรางแบบจาลองบนสเปรดชตเอกเซล 34 3.4 แผนภาพและตารางแดสงความสมพนธระบบการผลตกระบวนการ Laser welding 40
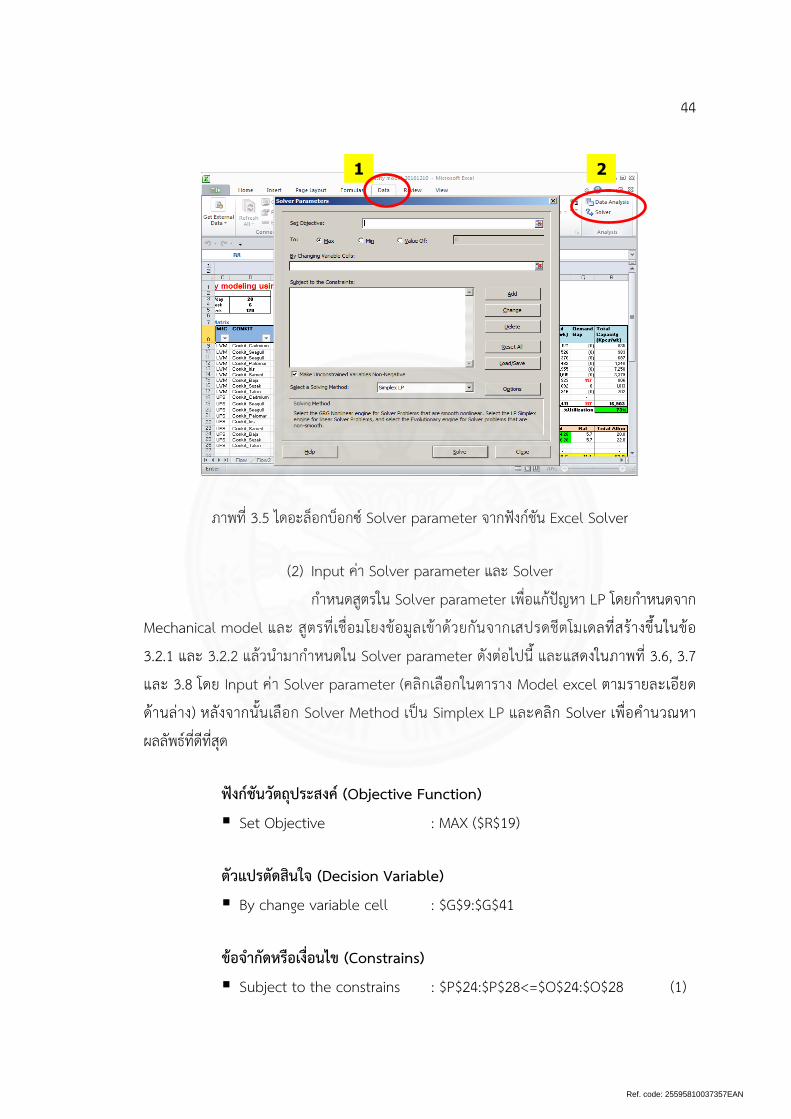
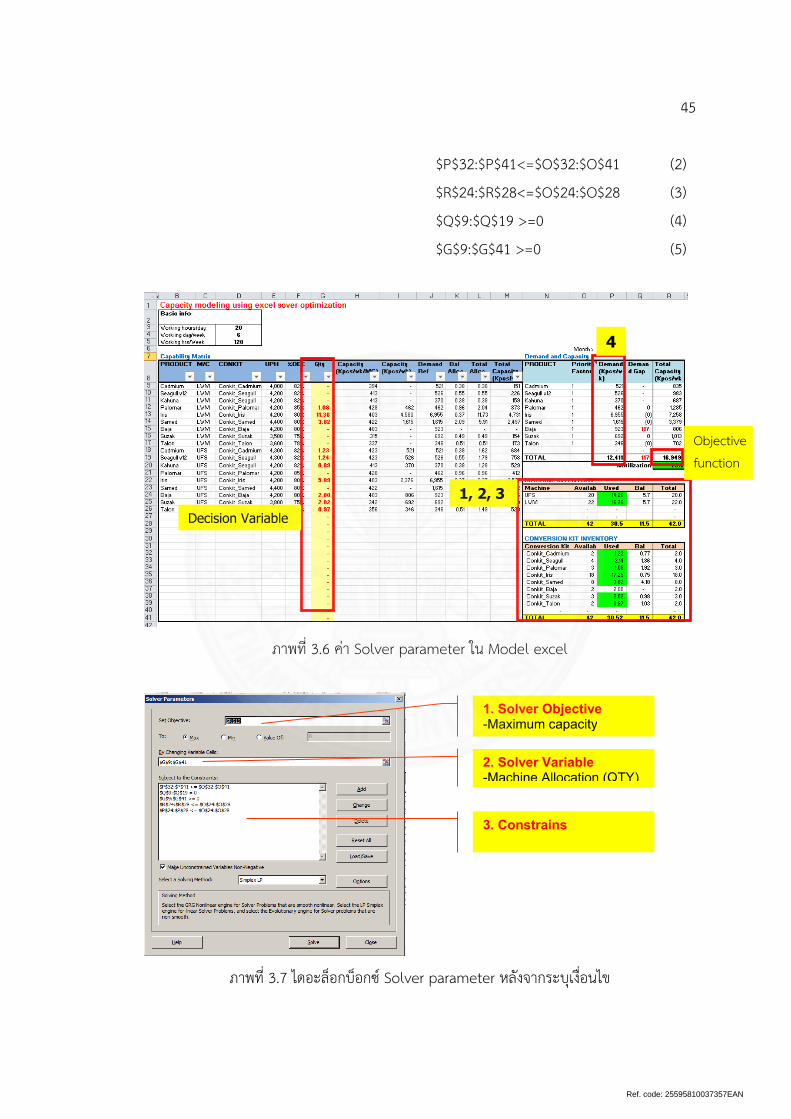
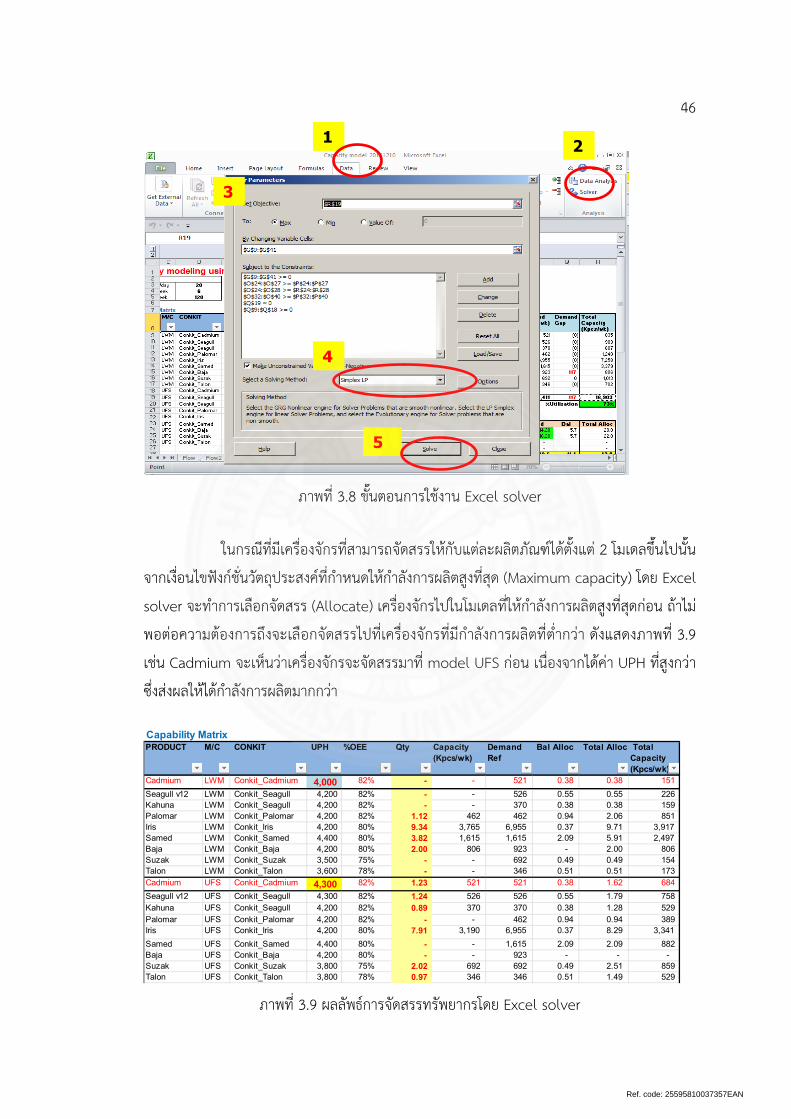
3.5 ไดอะลอกบอกซ Solver parameter จากฟงกชน Excel Solver 44 3.6 คา Solver parameter ใน Model excel 45 3.7 ไดอะลอกบอกซ Solver parameter หลงจากระบเงอนไข 45 3.8 ขนตอนการใชงาน Excel solver 46 3.9 ผลลพธการจดสรรทรพยากรโดย excel solver 46 3.10 แผนภาพและตารางแสดงความสมพนธ 48 3.11 ผลการทดสอบโมเดลตนแบบ Test1 50 3.12 ผลการทดสอบโมเดลตนแบบ Test2 50 3.13 ผลการทดสอบโมเดลตนแบบ Test3 51 3.14 ขนตอนการใชงานบนทก Macro 53 3.15 วธการเรยกใช Macro 56
Ref. code: 25595810037357EAN
(9)
3.16 Code VBA project ทบนทกจากการเขยนมาโคร 56 3.17 โมเดลคานวณกาลงการผลตกอนใชคาสง Macro 1 57 3.18 โมเดลคานวณกาลงการผลตแสดงผลลพธหลงใชคาสง Macro 1 57 3.19 ตารางสรปกอนใชคาสง Macro 2 58 3.20 ตารางสรปหลงใชคาสง Macro 2 58 3.21 โมเดลคานวณกาลงการผลตทงหมด 23 sheet 59 3.22 โมเดลสรปกาลงการผล 60 3.23 ตารางสรป %Utilization 61 3.24 ตารางสรป Demand Gap 62 4.1 ตวอยางโมเดลคานวณกาลงการผลตโดยใชโปรแกรมทางคณตศาสตร 63 4.2 ตารางสรปขอมลกาลงการผลตกระบวนการคอขวดแยกตามผลตภณฑ 64 4.3 ตารางสรปขอมลกาลงการผลตโดยรวมลวงหนา 3 ป 65 4.4 กาลงการผลตกระบวนการ Laser welding โดยการจดสรรวธเดม (Kpcs/สปดาห) 68 4.5 ตารางสรปกาลงการผลตโมเดลใหมโดยใชโปรแกรมทางคณตศาสตร (Kpcs/สปดาห) 68 4.6 ขอมลกาลงการผลตทเพมขนโดยใชโมเดลใหมเทยบกบวธเดม (Kpcs/สปดาห) 69 4.7 การวเคราะหขอมลจาก %Utilization รวม 70 4.8 การวเคราะหขอมลจาก ตาราง Demand Gap 73 4.9 การวเคราะหขอมลจากโมเดล 74 4.10 %Utilization รายผลตภณฑของ process laser welding 74 5.1 ตารางสรปผลเวลาการทางานทลดลง 76 5.2 แสดงขอผดพลาดมาโครไม run กรณจานวนคาสงมากเกนลมต 76
Ref. code: 25595810037357EAN
(10)
รายการสญลกษณและคายอ
สญลกษณ/คายอ คาเตม/คาจากดความ
VBA KPI DSA SSA UPH LP
Visual basic for application Key performance indicator Dual stage actuator Single stage actuators Unit per hour Linear programing
Ref. code: 25595810037357EAN
1
บทท 1 บทนา
1.1 ความสาคญของปญหา ปจจบนอตสาหกรรมอเลกทรอนกสในตลาดโลกนนมการเตบโตอยางรวดเรวและการแขงขนทสงมาก โดยเฉพาะอตสาหกรรมผผลตชนสวนฮารดดสกไดรฟทมการแขงขนและการเปลยนแปลงความตองการของลกคาขนลงอยตลอดเวลา นอกจากนกมตนทนการผลตทสงขนเรอยๆทกป การทบรษทจะดาเนนการธรกจใหอยรอดในธรกจไดนนมความจาเปนตองทาการลดตนทนการผลตและคาใชจายทไมจาเปนออกไป รวมถงการจดสรรทรพยากรทมอยใหคมคามากทสด เพราะบรษทมความจาเปนตองพจารณาลงทนเพมในกรณทความตองการลกคาเพมมากขน แตทรพยากรการผลตทมอยไมเพยงพอเพอสนองความตองการของลกคาในอนาคตไดทนเวลา ในขณะเดยวกนกจาเปนตองพจาณากอนตดสนใจลงทนอยางถถวนโดยตองใชทรพยากรทมอยใหมความคมคามากทสดกอนการตดสนใจลงทนเพม เพราะถาความตองการของลกคามการเปลยนแปลงลดลงในภายหลง การลงทนนนกจะเปนการเปลาประโยชนและอาจทาใหบรษทประสบภาวะขาดทนได ดงนน การวางแผนดานทรพยากรในการผลตในธรกจอตสาหกรรมตางๆ โดยเฉพาะอตสาหกรรมอเลกทรอนกสนนทมความยงยากและซบซอนคอนขางมาก ทงนเนองมาจากการจดสรรทรพยากรตางๆ ทมอยอยางจากด แตตองใชใหเกดประโยชนสงสดเพอใหคมคาแกการลงทน และสามารถตอบสนองความตองการของลกคาทเปลยนแปลงอยคลอดเวลาไดนน จงตองมการนาเครองมอทางคณตศาสตรมาวเคราะหเพอชวยในการตดสนใจแกปญหาทางธรกจ กอนทจะตดสนใจในสถานการหนงๆ ผตดสนใจมกตองการคาตอบหรอผลลพธทดทสดหรอเหมาะสมทสดมาประกอบการพจารณา เชน คาใชจายท ตาทสด การลงทนทนอยทสด เวลานอยทสด กาไรสงทสด ฯลฯ เปนจดประสงคทตองการในทกระดบ คาตอบเหลานสามารถอาศยเทคนคทางคณตศาสตรทเรยกวาลเนยรโปรแกรมมง (Linear programing) มาชวยในการวเคราะหไดอยางรวดเรว ในอดตการใชเอกเซลมาคานวณหาผลลพธทดทสดนนทาไดยากมากเพราะตองคานวณตามวธการไปทละชนกลบไปกลบมา แมตวอยางปญหางายๆ ทมตวแปรในการตดสนใจเพยงแคสองหรอสามตว ดวยเงอนไขบงคบเพยงสามหรอสเงอนไข ตองใชเวลานบเปนชวโมงหรอเปนวนในการคานวณกอนจะไดผลลพธทดทสด มาใชในการวเคราะหและชวยในการตดสนใจ ซงทาใหเกดความลาชาในการทางาน ไมทนตอการตดสนใจทความตองการของลกคานนมการเปลยนแปลงอยตลอดเวลา
Ref. code: 25595810037357EAN
2
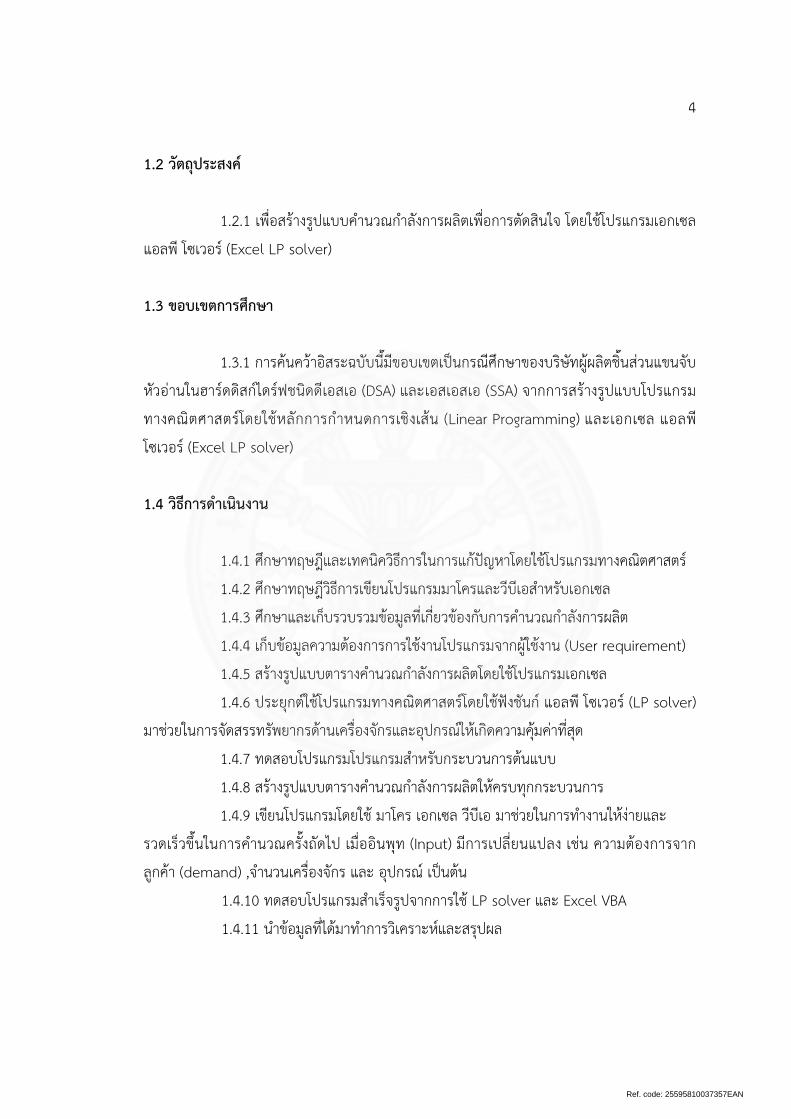
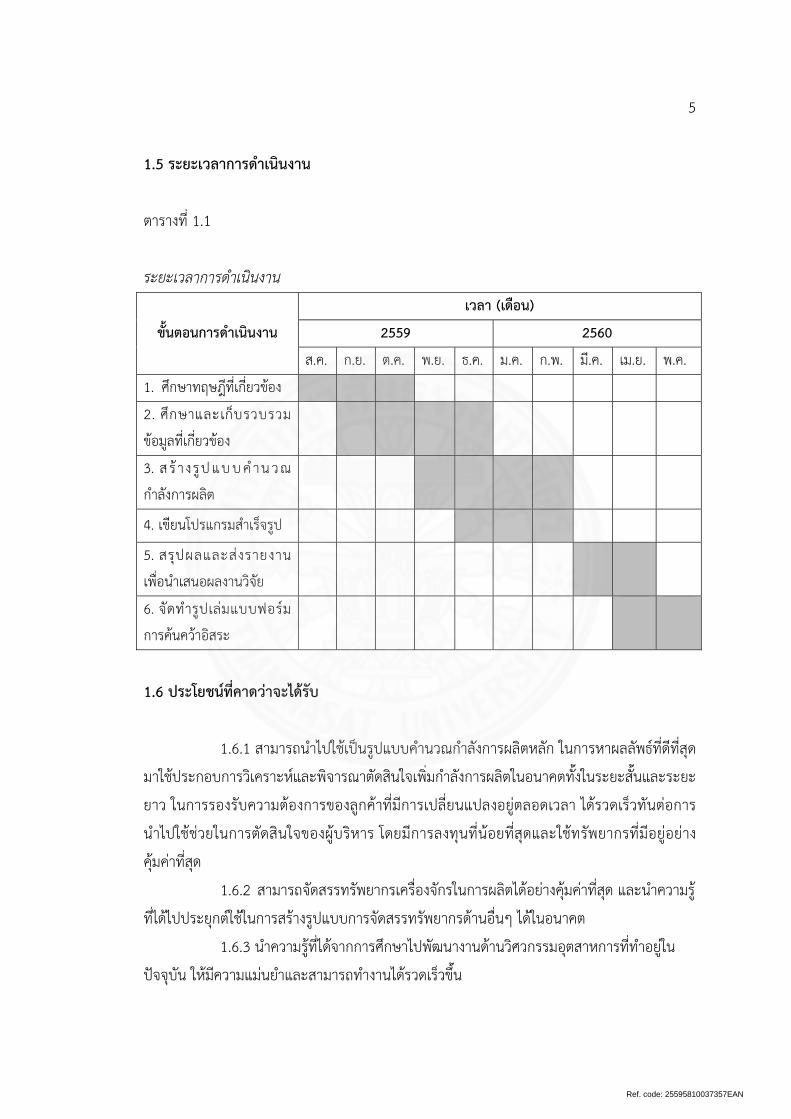
ซงปจจบนโปรแกรมเอกเซล เปนโปรแกรมทมความสามารถในการทางานสง โดยเฉพาะงานดานการคานวณ ประมวลผลและวเคราะหขอมล โดยมฟงกชน เอกเซล แอลพ โซเวอร (Excel LP solver) เปนโปรแกรมสนบสนนใชคนหาคาตอบหรอผลลพธทดทสด โดยใชเวลาในการคานวณเพยงแคไมกวนาท แมกบปญหาลเนยรโปรแกรมมงธรรมดาทมตวแปรตดสนใจนบสบตวมเงอนไขนบสบขอทแทบเปนไปไมไดหากใชการคานวณโดยใชเอกเซลสตรแบบธรรมดา ยงไปกวานน เอกเซล โซเวอร ยงสามารถใชแกปญหาลเนยรโปรแกรมมงทตองการผลลพธทเปนจานวนเตม ปญหาลเนยรโปรแกรมมงทตองการคาตอบประเภทใชหรอไมใช ทาหรอไมทา คอ ผลลพธเปนจานวนเลขไบนาร หรอปญหาทมลกษณะเปนนอนลเนยร ทาใหการศกษาและวเคราะหทาไดอยางงายดายรวดเรวกวาอดตมาก การใชแอลพโซเวอรมาชวยในการคานวณจงเปนวธการทเหมาะสมสาหรบงานวจยน นอกจากการนาเอกเซล แอลพ โซเวอร มาใชในการสรางรปแบบคานวณแลว ผวจยกเหนวาสาหรบการคานวณกาลงการผลตเพอการตดใจ โดยตองทาการคานวณตามอนพท (Input) ทเปลยนแปลงอยตลอดเวลา เชน ความตองการลกคาทมการเปลยนแปลงสปดาหละครง และจานวนเครองจกร อปกรณสาหรบเครองจกร ทมการจดสรรเปลยนแปลงเขาออกจากไลนการผลตทกวน ดงนนการคานวณทตองทาซาขนตอนเดมทกสปดาห รวมถงเพอนาไปใชพจารณาตดสนใจสาหรบการลงทนในกรณพเศษเรงดวนตางๆ การทางานทแมนยาและรวดเรวจงมความจาเปน ผวจยจงคดวาการนาเทคนคในการเขยนมาโคร (Macro) และ เอกเซลวบเอ (Excel VBA) ในเอกเซลมาใชชวยในการพฒนาโปรแกรมใหเปนแบบทาซาอตโนมตนนมความจาเปนอยางยงเพอลดเวลาในการทางานและเพมประสทธภาพในการทางานใหมากขน จากปญหาของบรษททนามาเปนกรณศกษาในงานวจยน ปจจบนการคานวณกาลงการผลตโดยใชสตรเอกเซลธรรมดาในการคานวณ โดยใชเวลาในการคานวณแตละครงคอนขางมาก นานเปนเวลาขามวนกวาทจะไดขอมลมาใชในการพจารณาตดสนใจ และปจจบนกจดสรรเครองจกรแบบแยกผลตผลตภณฑรวมถงขอจากดดานอนๆ ของเครองจกรกไมถกนามาคดอยางละเอยดถถวนในลกษณะภาพรวมของโรงงาน จงทาใหเปอรเซนการใชงานเครองจกร (Machine Utilization) คอนขางตา และมการสงซอเครองจกรบอยครงเกนความจาเปน ในอตสาหกรรมผผลตชนสวนฮารดดสกนนความตองการของลกคาในหวงโซอปทานมการเปลยนแปลงขนลงคอนขางสง ดงนนผวจยจงคดวาการศกษาและสรางแบบในการคานวณกาลงการผลตโดยใชโปรแกรมไมโครซอฟตเอกเซลแอลพโซลเวอร (Microsoft Excel LP Solver) มาชวยในการแกปญหาการคานวณทมความซบซอนหลากหลาย และใชโปรแกรมเอกเซลวบเอ (Excel VBA) มาชวยใหเกดความสะดวกรวดเรวและเพมประสทธภาพในการทางานไดดยงขน อกทงยงสามารถนาองคความรทไดไปตอยอดในงานดานอนๆ ทตองการความถกตองแมนยาและรวดเรวในการทางานไดอกดวย เหมาะ
Ref. code: 25595810037357EAN
3
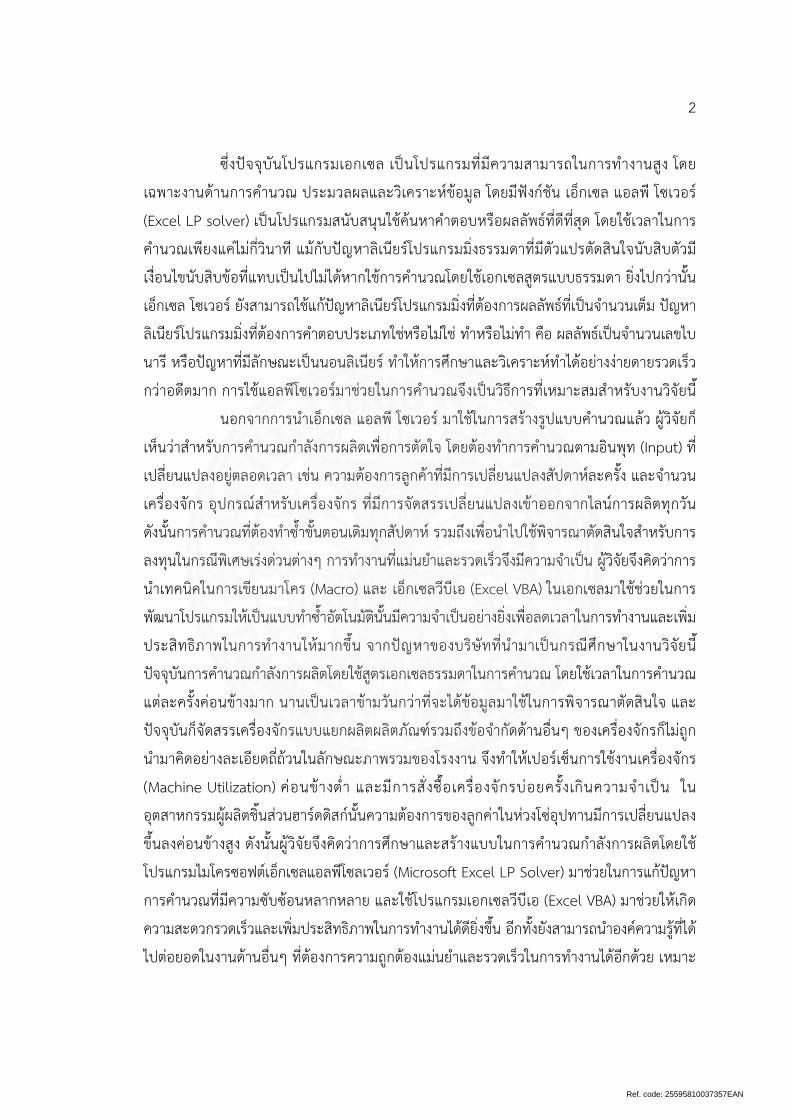
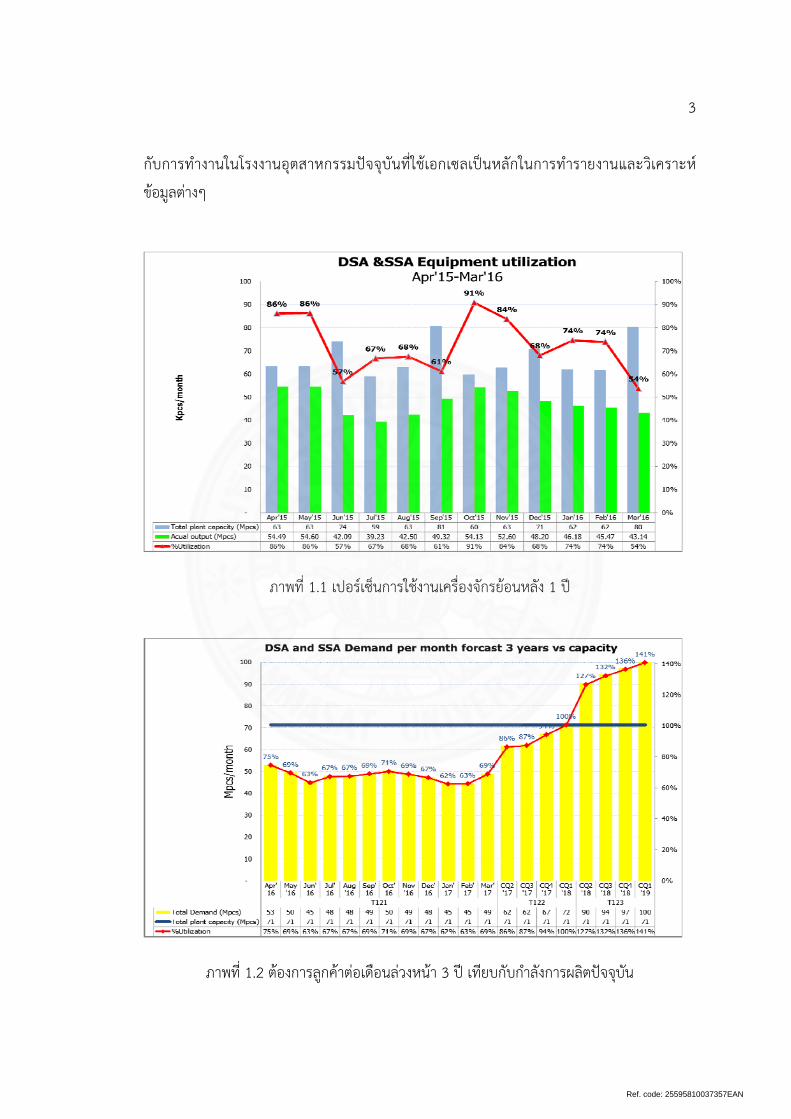
กบการทางานในโรงงานอตสาหกรรมปจจบนทใชเอกเซลเปนหลกในการทารายงานและวเคราะหขอมลตางๆ
ภาพท 1.1 เปอรเซนการใชงานเครองจกรยอนหลง 1 ป
ภาพท 1.2 ตองการลกคาตอเดอนลวงหนา 3 ป เทยบกบกาลงการผลตปจจบน
Ref. code: 25595810037357EAN
4
1.2 วตถประสงค
1.2.1 เพอสรางรปแบบคานวณกาลงการผลตเพอการตดสนใจ โดยใชโปรแกรมเอกเซล แอลพ โซเวอร (Excel LP solver) 1.3 ขอบเขตการศกษา
1.3.1 การคนควาอสระฉบบนมขอบเขตเปนกรณศกษาของบรษทผผลตชนสวนแขนจบหวอานในฮารดดสกไดรฟชนดดเอสเอ (DSA) และเอสเอสเอ (SSA) จากการสรางรปแบบโปรแกรมทางคณตศาสตรโดยใชหลกการกาหนดการเชงเสน (Linear Programming) และเอกเซล แอลพ โซเวอร (Excel LP solver) 1.4 วธการดาเนนงาน
1.4.1 ศกษาทฤษฎและเทคนควธการในการแกปญหาโดยใชโปรแกรมทางคณตศาสตร 1.4.2 ศกษาทฤษฎวธการเขยนโปรแกรมมาโครและวบเอสาหรบเอกเซล 1.4.3 ศกษาและเกบรวบรวมขอมลทเกยวของกบการคานวณกาลงการผลต 1.4.4 เกบขอมลความตองการการใชงานโปรแกรมจากผใชงาน (User requirement) 1.4.5 สรางรปแบบตารางคานวณกาลงการผลตโดยใชโปรแกรมเอกเซล 1.4.6 ประยกตใชโปรแกรมทางคณตศาสตรโดยใชฟงชนก แอลพ โซเวอร (LP solver) มาชวยในการจดสรรทรพยากรดานเครองจกรและอปกรณใหเกดความคมคาทสด 1.4.7 ทดสอบโปรแกรมโปรแกรมสาหรบกระบวนการตนแบบ 1.4.8 สรางรปแบบตารางคานวณกาลงการผลตใหครบทกกระบวนการ 1.4.9 เขยนโปรแกรมโดยใช มาโคร เอกเซล วบเอ มาชวยในการทางานใหงายและ รวดเรวขนในการคานวณครงถดไป เมออนพท (Input) มการเปลยนแปลง เชน ความตองการจากลกคา (demand) ,จานวนเครองจกร และ อปกรณ เปนตน
1.4.10 ทดสอบโปรแกรมสาเรจรปจากการใช LP solver และ Excel VBA 1.4.11 นาขอมลทไดมาทาการวเคราะหและสรปผล
Ref. code: 25595810037357EAN
5
1.5 ระยะเวลาการดาเนนงาน ตารางท 1.1 ระยะเวลาการดาเนนงาน
ขนตอนการดาเนนงาน เวลา (เดอน)
2559 2560 ส.ค. ก.ย. ต.ค. พ.ย. ธ.ค. ม.ค. ก.พ. ม.ค. เม.ย. พ.ค.
1. ศกษาทฤษฎทเกยวของ 2. ศกษาและเกบรวบรวมขอมลทเกยวของ
3. สร า งรป แบบ ค าน วณกาลงการผลต
4. เขยนโปรแกรมสาเรจรป
5. สรปผลและสงรายงานเพอนาเสนอผลงานวจย
6. จดทารปเลมแบบฟอรมการคนควาอสระ
1.6 ประโยชนทคาดวาจะไดรบ
1.6.1 สามารถนาไปใชเปนรปแบบคานวณกาลงการผลตหลก ในการหาผลลพธทดทสดมาใชประกอบการวเคราะหและพจารณาตดสนใจเพมกาลงการผลตในอนาคตทงในระยะสนและระยะยาว ในการรองรบความตองการของลกคาทมการเปลยนแปลงอยตลอดเวลา ไดรวดเรวทนตอการนาไปใชชวยในการตดสนใจของผบรหาร โดยมการลงทนทนอยทสดและใชทรพยากรทมอยอยางคมคาทสด
1.6.2 สามารถจดสรรทรพยากรเครองจกรในการผลตไดอยางคมคาทสด และนาความร ทไดไปประยกตใชในการสรางรปแบบการจดสรรทรพยากรดานอนๆ ไดในอนาคต 1.6.3 นาความรทไดจากการศกษาไปพฒนางานดานวศวกรรมอตสาหการททาอยใน ปจจบน ใหมความแมนยาและสามารถทางานไดรวดเรวขน
Ref. code: 25595810037357EAN
6
บทท 2 วรรณกรรมและงานวจยทเกยวของ
2.1 แบบจาลอง
แบบจาลอง (Model) เปนตวแทนของสถานการหรอปญหาทอยในรปแบบใหเขาใจงาย
ซงปญหาทมความซบซอน มรายละเอยดทเกยวของดวยมากมาย ในการตดสนใจแตละครงหากมการนารายละเอยดทกอยางมาพจารณาอาจทาใหตดสนใจไดไมทนเวลา การสรางแบบจาลองเปนการนาเอาลกษณะสาคญของปญหาทซบซอนมาศกษาเพอทาความเขาใจกบปญหาไดครบถวนพอ โดยแบบจาลองอาจอยในรปของวตถหรออาจอยในรปและสญลกษณทางคณตศาสตร
2.1.1 แบบจาลองทางคณตศาสตร (Mechanical model)
เปนแบบจาลองทสรางขนและใชวเคราะหโดยอาศยคณตศาสตร มกมจดประสงคเพอการตดสนใจ แบบจาลองทางคณตศาสตรไมจาเปนตองเปนแบบจาลองทตองการหาผลลพธทดทสดเสมอไป โดยบางแบบจาลองอาจะเปนการอธบายอนพต (input) กบเอาตพต (output) เทานน การสรางแบบจาลองทางคณตศาสตร ทาไดไมยากนกแตอาจไมไดผลลพธสดทายทตองการ ทงทในทางปฏบตทกกรณตวเลขนาไปสการตดสนใจ
2.1.2 แบบจาลองเพอการตดสนใจ (Decision model)
เปนแบบจาลองทมผลลพธใชประกอบการตดสนใจปรากฏอยทใดทหนง เปนแบบจาลองทใชในกระบวนการตดสนใจ อยางไรกตามตองไมลมวาผตดสนใจไมจาเปนตองตดสนใจตามผลลพธทไดจากแบบจาลอง ผตดสนใจอาจมปจจยอนทคานงถงแตไมมอยในแบบจาลองหรอไมสามารถนาเขามาไวในแบบจาลองได โดยแบบจาลองทดทสดมความมงหมายในการหาคาผลลพธทดทสดจากทางเลอกทงหมดทม
2.1.3 แบบจาลองบนสเปรดชต (Spreadsheet model) สเปรดชตใชจดขอมลใหอยในแนวนอนและแนวตง ซงอาจเปนตวหนงสอ ตวเลข
หรอความสมพนธทางตรรกะ แลวสรางความเชอมโยงระหวางขอมลตางๆ เหลานนเขาดวยกน ความสามารถทหลากหลายบนสเปรดชตทาใหเหมาะตอการสรางแบบจาลองทางคณตศาสตร แบบจาลองบนสเปรดชตแสดงไดกระชบและครบถวนแตมความซบซอนในตวของมนเอง นอกจากน
Ref. code: 25595810037357EAN
7
การไมมรปแบบมาตรฐานเปนทยอมรบในรปแบบเดยวในการสรางแบบจาลองบนสเปรดชต เปนสาเหตอกประการหนงททาใหเกดความสบสนไดงายแมวาแบบจาลองเพอหาผลลพธทดทสด ตางตองแสดงถงตวแปรตดสนใจ ฟงชนวตถประสงค และเงอนไขบงคบ อยางไรกตาม ยงเปดทางใหมอสระอกมากมาย เชนการวางรปแบบแบบจาลองใหสามารถสะดวกตอการปรบปรง หรอเปลยนแปลงความสามารถเหลานเปนประโยชนตอการหาผลลพธทดทสด แตบางครงทาใหผอนทมไดเปนผสรางแบบจาลองเขาใจไดยาก ดงนนแบบจาลองบนสเปรดชตจงมไดสรางขนมาเพอการคานวณประการเดยวแตยงใชเพอการสอสารทาความเขาใจตอผอนโดยเฉพาะผทนาแบบจาลองไปใชเพอการตดสนใจการสรางแบบจาลองบนสเปรดชตเพอหาผลลพธทดทสดไมมรปแบบตายตว ทาใหระบบระเบยบของแตละแบบจาลองแตกตางกนออกไป บางครงอาจดงายในมมมองผสรางแบบจาลองแตอาจทาใหเขาใจยากในมมมองผใช ผสรางแบบจาลองตองตดสนใจวาปญหานนมตวแปรตดสนใจอะไรบาง ฟงชนกวตถประสงคคออะไร จาเปนตองใชเงอนไขบงคบทงหมดเทาใด จะวางรปแบบจาลองอยางไร จะโยงทกเซลทใชใน สเปรดชตเขากนดวยสตรทเหมาะสมไดอยางไร โดยปกตการสรางแบบจาลอง มกเรมจากการขดขอมลลงบน สเปรดชต เชนสมประสทธของฟงกชนวตถประสงค สมประสทธของเงอนไขบงคบ คาดานขวามอของเงอนไขบงคบ โดยกอนทจะวางขอมลลงบนสเปรดชตใหนกถงภาพแบบจาลองในใจวาจะวางขอมลลกษณะอยางไร ออกแบบตารางคานวณอยางไร ตวแปรตดสนใจและฟงกชนวตถประสงคควรอยทใด การคานวณอยทได และคานวณอะไรกอนหลง จากนนจงพมพขอมลและสรางสตรคานวณลงในเซลลแตละเซลลตามคาเงอนไขบงคบแตละขอเชอมโยงไปยงเซลลทเปนทอยของตวแปรตดสนใจ โดยปกตแลวสตรเซลลทคานวณคาเงอนไขบงคบจะมโครงสรางคลายกน ขนตอนการวางรปแบบจาลองนนจงถอเปนขนตอนทยากทสด ดวยเหตนกอนการวางรปแบบจาลองลงบนสเปรดชตอาจอธบายสถานการในรปสมการพชคณตใหเหนภาพรวมของปญหาเสยกอน
สเปรดชต เอกเซล แทนตวแปรตดสนใจดวยเซลลทเปลยนคาไปเพอใหไดคาฟงกชนวตถประสงคทดทสด โดยเซลลตดสนใจนตองยอมใหคาตวเลขเปลยนแปลงไปอยางอสระ คาตวเลขในเซลตองไมใชมาจากผลการคานวณดวยสตร สวนฟงชนกวตถประสงคในเซลลแทนดวยเซลลวตถประสงค ซงมไดมเพยงเซลลเดยวเทานน อาจเปนเซลลทใหคากาไร ตนทนรวม ระยะทางรวม เปนตน เซลลนจะตองโยงความสมพนธกบเซลลทเปลยนคาได คาทเซลลวตถประสงคจะเปลยนคาตามไปดวย นอกจากนในแบบจาลองจะตองมเซลลและสตรในเซลลทเหมาะสมเพอใชเปนเงอนไขบงคบ เงอนไขบงคบทมกใชกนเปนปกตคอเงอนไขบงคบทไมใหคาเปนลบ เปนเงอนไขทกาหนดใหเซลลทเปลยนคาไปตองมคาไมเปนลบ คอตองเปนบวก ทมาของเงอนไขบงคบนปกตแลวเนองจากเหตผลทางกายภาพ (ศกดสทธ ศขสเมฆ, 2557)
Ref. code: 25595810037357EAN
8
2.2 กาหนดการเชงเสน (Linear Programming)
2.2.1 ความหมายและความสาคญของกาหนดการเชงเสน ก าหนดการเช งเส น ค อ เคร อ งม อส าห รบแ ก ปญ หาค าท เหมาะท ส ด
(Optimization problems) ซงอาจเปนคาตาสดหรอสงสดตามเปาหมายทกาหนด ซงใชแบบจาลองเชงคณตศาสตร (Mathematical programming) ในการอธบายปญหา โดยในป ค.ศ. 1947 นกคณตศาสตรชาวอเมรกนชอ จอรจ แดนตซก (George B. Dantzig) ไดพฒนาวธการสาหรบหาผลเฉลยของ LP ทเรยกวา ซมเพลก อลกอลซม (Simplex algorithm) ซงนบตงแตนนมา LP ถกนามาประยกตใชอยางแพรหลายในการหาคาทเหมาะสมทสดในธรกจ หรออตสาหกรรมประเภทตางๆ มากมาย อาทเชน ธรกจธนาคาร ธรกจสายการบน ธรกจบรการโลจสตกส อตสาหกรรมเกษตร อตสาหกรรมปาไม อตสาหกรรมการผลต เปนตน แบบจาลอง LP ประกอบดวย ฟงกชนวตถประสงค (Objective function) ซงเปนฟงกชนเชงเสน (Linear function) และเงอนไขบงคบ (Constraints) ตางๆ ซงเปนสมการเชงเสน (Linear equation) หรออสมการเชงเสน (Linear in equation) (อภชย ฤตวรฬห 2555, น. 1)
จฑารตน บษยารกษ (2553) การหาคาตอบทเหมาะสมทสด (Optimization) สามารถทาไดโดยการใชเครองมอทเรยกวาการโปรแกรมเชงเสน (Linear Programming) ซงเปนวธทรจกกนดในชดเครองมอในการหาคาตอบทเหมาะสมทสดทเรยกวาการโปรแกรมเชงคณตศาสตร (Mathematic programming) โดยสามารถนาการโปรแกรมเชงเสนมาใชงานรวมกบระบบสนบสนนการตดสนใจได การโปรแกรมเชงเสนตรงเปนเทคนคทรจกกนแพรหลายในสวนของการวจยดาเนนงานทงนเพราะวาในหลายวงการไดนาวธการนมาใชและประสบความสาเรจแลวอยางมากมาย นกบรหาร วศวกรหรอนกวทยาศาสตรในหลายๆ หนวยงานไดประยกตใชวธการทางโปรแกรมเชงเสนตรงในการแกปญหาทางการจดสรรปจจยหรอทรพยากร (Allocating Resource) ปจจยหรอทรพยากรมความหมายรวมถง วตถดบ กาลงคน เครองจกร เวลา สถานท เงนตราหรอความรความสามารถตางๆปญหาในการจดสรรปจจยและทรพยากรเกดขนเมอเราตองการจดสรรทรพยากรทมอยจากดทงขนาด ปรมาณและขอบเขตการใชงานเพอใหเกดประโยชนแกการตดสนใจใหเกดผลการดาเนนงานสงสดของระบบองคกรหรอโครงการ การจดสรรปจจยใหเกดผลการดงกลาวอาจทาไดหลายทางและหลายรปแบบซงมกจะใหผลลพธออกมาเหมอนกน
การโปรแกรมเชงเสนหรอกาหนดการเชงเสน เปนเทคนคเชงปรมาณอยางหนงทเปนทนยมนาไปใชกนอยางแพรหลายในการดาเนนงานของธรกจ ปจจบนกาหนดการเชงเสนเปนตวแบบทางคณตศาสตรททสรางขนแทนปญหาทเกดขนในองคกรเพอหาแนวทางในการแกปญหาทด
Ref. code: 25595810037357EAN
9
ทสดตามเปาหมายทตงไวและสอดคลองกบเงอนไขทมอยในปญหานนๆ โดยมความสมพนธของตวแปรตางๆ ในเปาหมายและเงอนไขของปญหาจะอยในรปเสนตรง กาหนดการเชงเสนมแนวความคดรเรมมาจากนกคณตศาสตรและนกวทยาศาสตร
หลายทานเรมจาก ในป ค.ศ. 1945 ไดมการกาหนดการเชงเสนไปใชแกปญหาดานโภชนาการในป ค.ศ. 1982 ฟอน นวแมน (Von Neuman) ใชทฤษฎหารหาคาตาสด สงสด และไดมการพฒนาเรอยมาจนกระทงในระหวางสงครามโลกครงท 2 กองทพอากาศของสหรฐอเมรกาไดนาไปใชแกปญหาดานการขนสง ปรากฏวาไดรบความสาเรจอยางมาก จงไดมผนาไปใชอยางแพรหลายในวงการทหาร อยางไรกดสงทเปนปจจยสาคญททาใหกาหนดการเชงเสนเปนทแพรหลายในวงการธรกจคอการท จอรจ แดนตซก (George B. Dantzig) ไดพฒนาการวธการคานวณเพอใชแกปญหากาหนดการเชงเสนทเรยกวา วธซมเพลก (Simplex Method) ขน ในป ค.ศ. 1947 ทาใหการแกปญหาไดอยางรวดเรวแมนยาและใชแกปญหาไดกวางขวางขนโปรแกรมเชงเสนสามารถนาไปประยกตใชกบปญหาในอตสาหกรรม การธนาคาร การศกษา การขนสง การเกษตร และการปโตรเลยม การวางแผนการจดสรรทรพยากรโดยนาปญหามาเขยนในรปของตวแบบคณตศาสตรจะเรยกวา การโปรแกรมเชงคณตศาสตร (Mathematic Programming) โดยคาวา การโปรแกรม(Programming) ในทน หมายถง การวางแผน (Planning) สวนคาวาคณตศาสตร (Mathematical) หมายถง ตวแบบคณตศาสตรของปญหาทเกดขน ดงนน การโปรแกรมเชงเสน จงเปนเทคนคทางคณตศาสตรทนามาใชวางแผนเพอจดสรรทรพยากรทมอยอยางจากดใหเกดประโยชนทสดตามวตถประสงคทกาหนดไว โดยทวไปการโปรแกรมเชงคณตศาสตรประกอบดวย ตวแปรตดสนใจ (Decision Variable) ซงแทนปรมาณของกจกรมตางๆ ทพจารณาขอจากด (Constraints) เปนเงอนไขทระบวาปญหานจะทาอะไรไดบางหรอทากจกรรมอะไรไมไดบาง สวนใหญเกยวของกบขอจากดของทรพยากรทมอย (Resource Constraints) ซงเขยนในรปความสมพนธของอตราการใชทรพยากรของแตละกจกรรม และฟงกชนวตถประสงค (Objective Function) แสดงถงประสทธผลของการใชทรพยากรเพอทากจกรรมเหลาน ในกรณทความสมพนธของตวแปรตดสนใจในขอจากดและฟงกชนวตถประสงคเปนแบบเชงเสนตรง จะเรยกการโปรแกรมเชงคณตศาสตรนวา การโปรแกรมเชงเสน (Linear Programming)
โปรแกรมเชงเสน (Linear Programming) เปนการนาคณตศาสตรมาใชในการแกปญหาท ตองการทราบ จดหรอคาตอบท เหมาะสม เพอให เกดประโยชนสงสด (Solving Optimization Problems) ตวอยางเชน ในเรองผลตอบแทนเราตองการจะไดสงทสดทจะเปนไปได (Maximize point) สวนเรองเวลาทใช ตนทน หรอวตถดบ เราตองการใหตาทสดเทาทจะเปนไปได (Minimize point) ภายใตเงอนไขและขอจากดทหลกเลยงไมได การทเรานาขอมลปญหามาสสมการ
Ref. code: 25595810037357EAN
10
คณ ตศาสตร เพ อหา Maximize Point หรอ Minimize Point อยางน ราเรยก วา โปรแกรม (Program) หรอบางครงกใชคาวา โปรแกรมทางคณตศาสตร (Mathematical Programming) ซงประกอบไปดวยองคประกอบ คอ ตวแปรตดสนใจ (Decision Variable) สมการเสนตรงทแสดงถงความสม พน ธของตวแปรตางๆ ส งสด ตาสด (Objective Function) ขอจากดหรอ เงอนไข (Constrains)
2.2.2 องคประกอบของการโปรแกรมเชงเสน
การคนหาผลลพธทดทสด เปนกระบวนการคนหาคาทดทสดของตวแปรดานหลกเกณฑหนงๆ เพอการตดสนใจทดทสด วดดวยผลลพธอยางใดอยางหนง องคประกอบของปญหาทตองการผลลพธทดทสดประกอบดวยกลมตวแปรตดสนใจ หลกเกณฑ และกลมเงอนไขทตองการเปนตวกาหนดวาการตดสนใจ ตองสอดคลองกบเงอนไขทงหมดนน โดยปญหาทตองการคนหาผลลพธทดทสดโดยทวไปมองคประกอบดงน (ศกดสทธ ศขสเมฆ, 2557)
2.2.2.1 ตวแปรตดสนใจ (Decision Variable) เปนตวแปรทผตดสนใจเลอกไดวาจะใหมคาเทาใด คาของตวแปรเหลานเปนตวกาหนดตอไป ถงผลลพธทได เชน จานวนผลต ตนทน รายได ระยะทาง เวลา เปนตน
2.2.2.2 ฟงกชนวตถประสงค (Objective Function) เปนตวแปรทตองการใหไดมคาทดทสด ไมวาจะเปนคาตาทสดหรอสงทสด
2.2.2.3 ขอจากดหรอเงอนไข (Constrains) เปนเงอนไขบงคบทตองทาตาม อาจเปนเงอนไขดานกายภาพ ดานการเงน ดานการผลต เงอนไขทางตรรกะ หรอเงอนไขดานอนๆ ขนอยกบลกษณะของปญหา ในการคนหาคาของตวแปรตดสนใจททาใหฟงกชนวตถประสงคมคาทดทสด คาทสอดคลองกบเลอนไขบงคบทงหมดเทานนจงจะเปนคาตวแปรตดสนใจนนได
2.2.3 ขนตอนในการสรางตวแบบของปญหา
การแกปญหาทเกดขนในทางธรกจ อตสาหกรรม หรอภาครฐ นกวเคราะหระบบตองศกษาปญหาทเกดขน เพอใหเขาใจถงปญหาอยางแทจรง พจารณาขอจากด สมมตฐาน และวตถประสงคของการศกษาปญหาเสยกอน แลวจงนารายละเอยดตาง ๆ มาสรางตวแบบการโปรแกรมเชงเสน ขนตอนการสรางตวแบบของปญหาสามารถสรปไดดงน (พชราภรณ เนยมมณ ,2551)
Ref. code: 25595810037357EAN
11
2.2.3.1 กาหนดตวแปรตดสนใจ (Defining decision variables) ตวแปรตดสนใจ หมายถง กจกรรมทผตดสนใจสนใจ คาของตวแปรตดสนใจทเหมาะสม คอ ปรมาณของกจกรรมทควรจะกระทา ผตดสนใจจะนาคาของตวแปรนเพอไปใชประกอบการตดสนใจ ในแตละปญหาตวแปรตดสนใจอาจแตกตางกนไป ตามลกษณะเฉพาะของปญหา เชน ปญหาดานการลงทน เราอาจตองการทราบวาควรลงทนในธรกจแตละประเภทจานวนเทาใด ปญหาดานการผลต เราตองการทราบวาควรผลตสนคาแตละชนดในแตละชวงเวลาเปนจานวนเทาใด เปนตน ตวแปรตดสนใจอาจเปนตวแปรมตเดยวหรอหมายมตกได ขนอยกบลกษณะของปญหา เชน ปญหาการลงทนขางตน อาจกาหนดให x j เปนตวแปรตดสนใจ แทนจานวนเงนลงทนทจดสรรใหกบธรกจประเภทท j สาหรบปญหาการวางแผนการผลตทกลาวขางตน อาจกาหนดให Xij เปนตวแปรตดสนใจ แทนปรมาณการผลตสนคา i ในชวงเดอนท j เปนตน
2.2.3.2 กาหนดฟงกชนเปาหมายหรอฟงกชนวตถประสงค (Defining objective function) เปนการกาหนดเปาหมายของตวแบบ เพอใหสามารถหาคาของตวแปรตดสนใจทเหมาะสมทสดซงทาใหบรรลวตถประสงคไดมากทสด โดยทวไปเราจะตองระบถงทศทางของฟงกชนน เชนเปาหมายการหาคาสงสด หรอ เปาหมายการหาคาตาสด เปนตน
2.2.3.3 กาหนดขอจากดของปญหา (Identifying constraints) เปนการกาหนดขอจากดของปญหาในเทอมของตวแปรตดสนใจ โดยทวไป ขอจากดพนฐานของปญหาการหาคาสงสด คอ ปรมาณทรพยากรทมอย ปรมาณสงสดทเปนไปไดของตวแปรตดสนใจ ขอกาหนดของผลตภณฑ(Product specifications) เปนตน ขอจากดพนฐานสาหรบปญหาการหาคาตาสด ไดแก ปรมาณตาสดของตวแปรตดสนใจ ขอกาหนดของผลตภณฑ ปรมาณทรพยากรทมอย เปนตน
2 .2 .3 .4 ส ร า ง ต ว แบ บ ก าร โป รแก รม เช ง เส น (Developing linear programming models) หลงจากไดกาหนดตวแปรตดสนใจและขอจากดตาง ๆ แลว จะนาเอาฟงกชนวตถประสงคและจากดมาพจารณารวมกน เพอใหสามารถหาผลเฉลย (Solution) ทสอดคลองกบขอจากดและทาใหฟงกชนวตถประสงคมคาดทสด
2.2.3.5 ตรวจสอบความถกตอง (Validation) เปนการตรวจสอบวาตวแบบทสรางขนนมความถกตองหรอไม กลาวคอ ตองตรวจสอบความสมพนธของตวแปรตดสนใจ ขอจากดตางๆ และฟงกชนวตถประสงคทระบไวนนวาสอดคลองกบปญหาทกาหนดไวและครบถวนหรอไมคาพารามเตอรตาง ๆ มคาทถกตองหรอไม หากตวแบบทสรางขนมความผดพลาดอนเนองมาจากสาเหตตาง ๆ เชน ระบความสมพนธไมครบถวน ความสมพนธไมถกตองคาพารามเตอรผดพลาด เปนตน ผลเฉลยทไดจากตวแบบนไมสามารถนาไปใชในการตดสนใจหรอนาไปใชวางแผนได

Ref. code: 25595810037357EAN
12
2.2.4 วธแกปญหาโปรแกรมเชงเสน (Linear programming method) โดยทวไปตวแบบการโปรแกรมเชงเสนตรงสาหรบปญหาในทางธรกจและ
อตสาหกรรมมกมตวแปรตดสนใจจานวนมาก ทาใหตวแบบมความซบซอนขน จงนยมนาเอาโปรแกรมคอมพวเตอรมาชวยในการหาผลเฉลย อยางไรกตามเราควรจะเรยนรลกษณะและวธการหาผลเฉลยอยางงายเพอใหมความเขาใจถงขนตอนของวธการหาผลเฉลย และสามารถเขาใจการทางานหรอผลเฉลยทไดจากการใชโปรแกรมคอมพวเตอรดวยสาหรบตวแบบการโปรแกรมเชงเสนตรงทมตวแปรตดสนใจเพยง 2 ตวแปร เรานยมอธบายการหาผลเฉลยวธกราฟ หากจานวนตวแปรทมากกวา 2 ตวแปร เราอาจใชวธพชคณตหรอวธวธซมเพลกซ (Simplex method) ทมพนฐานมาจากวธพชคณต
2.2.4.1 การหาผลเฉลยโดยวธกราฟ การแกปญหาโปรแกรมเชงเสนตรงดวยวธกราฟเปนวธทงายทสด และเปนวธททาใหเขาใจขนตอนพนฐานในการหาผลเฉลยเหมาะสมทสด อยางไรกตาม การเขยนกราฟทมหลายมต (Dimension) อาจทาใหเกดความยงยากในการเขยนกราฟ ดงนน จงนยมใชกบปญหาทมตวแปรตดสนใจเพยง 2 ตวแปร หรอ 3 ตวแปรเทานน หากจานวนตวแปรมากกวานนยมใชวธวธซมเพลกซ (Simplex method)
2.2.4.2 แนวคดของวธซมเพลกซ (Simplex method) เมอเราสามารถปรบตวแบบการโปรแกรมเชงเสนทอยในรปทวไปใหอยในรปแบบมาตรฐาน สมมตวาตวแบบการโปรแกรมเชงเสนมตวแปรตดสนใจทงหมด n ตว คอ x1, x2, x3, …., xn ตวแปรสวนขาดทงหมด m ตว คอ s1, s2, s3,…..,sm และ มขอจากดทงหมด m โดยขอจากดรปแบบมาตรฐานสามารถเขยนไดดงน
วตถประสงค
คาสงสด z = c1x1 +c2x2 +c3x3 +....+cnxn ขอจากดของปญหา
a11x1 +a12x2 +....+a1nxn +s1 = b1 a21x1 +a22x2 +...+a2nxn…. +s2 = b2 :
am1x1 +am2x2 +…+amnxn … +sm = bm
xj ≥ 0, j = 1, 2, 3,…, n
si ≥ 0, i = 1, 2, 3,…, m
Ref. code: 25595810037357EAN
13
ดงนน ตวแบบนม ตวแปรท งสน n+m ตวแปร จากพนฐานทางคณตศาสตร ถาจานวนตวแปร (n+m) มากกวาจานวนสมการขอจากด (m) แลวไมสามารถแกสมการเพอหาคาผลเฉลยไดกลาวคอ เราสามารถแกสมการไดกตอเมอจานวนตวแปรนอยกวาหรอเทากบจานวนสมการขอจากด ในกรณทจานวนตวแปรมากกวาจานวนสมการ (n+m > m) เราตองกาหนดคาของตวแปรอยางนอย (n+m) −m= n ตวแปรใหมคาคงท จงจะสามารถแกสมการหาคาผลเฉลยไดสาหรบการโปรแกรมเชงเสน เราเรยกผลเฉลยทสามารถหาคาไดจากการแกสมการนวา ผลเฉลยพนฐาน โดยทวไป เราจะกาหนดคาของ n ตวแปรนใหเทากบศนย และเรยกตวแปรเหลานวา ตวแปรจร สาหรบตวแปรอก m ตวแปรทไดจากการแกสมการเรยกวา ตวแปรพนฐาน 2.3 กาหนดการเชงเสนจานวนเตม (Integer Linear Programming)
กาหนดการเชงเสนจานวนเตม คอ เครองมอสาหรบแกปญหาคาทเหมาะสมทสด
เชนเดยวกบ LP โดยแบบจาลอง IP ประกอบดวยฟงกชนวตถประสงค และเงอนไขบงคบตางๆ เหมอนกบแบบจาลอง LP แตมอก 1 เงอนไขเพมเตมทแตกตางจาก LP คอ กาหนดใหตวแปรตดสนใจบางตวแปรหรอทกตวแปรมคาเปนจานวนเตม ประกอบดวยฟงกชนวตถประสงคทเปนฟงกชนเชงเสน และเงอนไขบงคบตางๆ ทอาจเปนสมการเชงเสนหรออสมการเชงเสน โดย IP สามารถแบบออกเปน 3 ประเภทตามคาของตวแปรตดสนใจ (Hillier and Lieberman, 2010) ดงน
ตารางท 2.1 ประเภทของกาหนดการเชงเสนจานวนเตม
ประเภทของ IP คาของตวแปรตดสนใจ 1. กาหนดการเชงเสนจานวนเตม (Integer Linear Programming ,ILP)
ทกตวมคาเปนจานวนเตม (Integer value)
2. กาหนดการเชงเสนจานวนเตมทวภาค (Binary Integer Linear Programming ,BILP หรอ 0-1 ILP)
ทกตวมคาเปนตวแปรทวภาค (Binary variables หรอ 0-1 variables)
3. กาหนดการเชงเสนผสม (Mixed Integer Programming ,MILP)
บางตวแปรมคาเปนจานวนเตมและบางตวแปรทเหลอมคาไมเปนจานวนเตม (No integer value)
ทมา: (อภชย ฤตวรฬห 2555, น. 1-2)
Ref. code: 25595810037357EAN
14
2.4 การแกปญหากาหนดการเชงเสนดวยเอกเซลโซลเวอร (excel solver) หลงจากสรางตวแบบการโปรแกรมเชงเสนแลว ขนตอนตอไปคอการประมวลผลตว
แบบเพอหาผลเฉลยเหมาะสมทสด ในทางปฏบตเราสามารถใช ซอฟแวรตาง ๆ ชวยในกาประมวลผล ในหวขอนขอแนะนาวธการใช Microsoft Excel Solver เพอประมวลผลตวแบบการโปรแกรมเชงเสน Standard Excel Solver ทมาพรอมกบ Microsoft Excel จะสามารถใชไดกบจานวนตวแปรตดสนใจไมเกน 200 ตวแปร และ 100 ขอจากด หากปญหามขนาดใหญกวานนจะตองใชโปรแกรม Premium Solver ของบรษท Frontline Systems โดยโปรแกรม Premium Solver สามารถแกปญหาการโปรแกรมเชงเสนทมตวแปรไดถง 2,000 ตวแปร และ 1,000 ขอจากด ถาปญหาใหญกวานกสามารถใช Premium Solver Platform ทสามารถแกปญหาการโปรแกรมเชงเสนทมตวแปรไดถง 8,000 ตวแปร และ 8,000 ขอจากด Taha (1997) Jensen (2004) และ Baker (2006) ไดแสดงวธการใช Microsoft Excel Solver ในการแกปญหาการโปรแกรมเชงเสน
โซลเวอร (solver) คอ เครองมอทชวยในการคานวณประเภทโปรแกรมเชงเสน (Linear Programming) โดยจะชวยในการหาคาตอบท เหมาะสมทสดและดทสด (Optimization) จากขอจากดหรอเงอนไขทมอย
โซลเวอร (solver) เปนโปรแกรมยอย (add-ins) หนงโปรแกรมของเอกเซล มไวเพอใชชวยวเคราะหปญหาประเภทตอการคาตอบหรอผลลพธทดทสด โดย solver สามารถหาผลลพธทดทสดทแทจรงได แตไมเสมอไป เพราะบางครงใหผลลพธทดทสดในขอบเขตหนง บางครงอาจใหเพยงผลลพธทดทสดเทาทหาไดภายในเวลาทกาหนด อยางไรกตามในทางปฏบตหรอในมมมองของผตดสนใจ ผลลพธทไดนนเปนผลลพธทดทสดทแทจรงหรอไมนน หรอจะเปนผลลพธทดทสดภายในขอบเขตหนง ไมเปนประเดนสาคญนก เพยงขอใหไดผลลพธททาใหการดาเนนการดวยฟงกชนวตถประสงคดขนกวาทเปนอยในขณะนนเทานน (ศกดสทธ ศขสเมฆ 2557, น.21-31)
2.4.1 การเลอกใชวธแกปญหาการหาผลลพธทดทสด ม 3 วธ คอ
2.4.1.1 วธ Simplex LP ใชแ ก ปญหาแบบ จาลองท เป นล เน ยร รวมถ งแบบจาลองท บงคบใหเซลลบางเซลลหรอทกเซลลตดสนใจตองเปนจานวนเตม และ/หรอเลขจานวนไบนาร
2.4.1.2 ว ธ Generalized Reduced Gradient (GRG) Nonlinear ใ ชแกปญหาแบบจาลองทเปนนอนเปนลเนยร เมอเซลลวตถประสงค (เซลลทแสดงคาวตถประสงค) และเงอนไขบงคบ เปนฟงกชนตอเนองและเปลยนแปลงอยางคอยเปนคอนไปของเซลลตดสนใจ
Ref. code: 25595810037357EAN
15
2.4.1.3 วธ Evolutionary ใชแกปญหายากๆ ทตองการผลลพธทด (ใกลผลลพธทดทสด) รวมทงปญหาทเซลลวตถประสงค และ/หรอเงอนไขบงคบเปนฟงกชนทมคาไมตอเนองหรอไมเปลยนแปลงอยางคอยเปนคอยไปของเซลลตดสนใจ
แบบจาลองเพอหาคาตอบทดทสดเปนแบบจาลองลเนยรเมอคาในเซลลวตถประสงคเปนฟงกชนลเนยรของเซลลตดสนใจ คาดานซายและดานขวาของเงอนไขบงคบทกขอเปนฟงกชนลเนยรของตวแปรตดสนใจ และเซลลตวแปรตดสนใจมคาเปนทศนยมได (เมอไมมเงอนไขบงคบเปนเลขจานวนเตม) แบบจาลองลกษณะเชนนวธ simplex LP เปนวธทดทสดหากวางรปแบบปญหาใหเปนแบบจาลองลเนยรไดและปญหานนไมใหญเกนกวาขดจากดของ solver คอ มตวแปรตดสนใจหรอเซลลทเปลยนคาไปเพอใหไดผลลพธทดทสด ไมเกน 200 เซลล และมเงอนไขบงคบไมมากกวา 100 ขอ กรณทตวแปรตดสนใจบางตวหรอทกตวมเงอนไขบงคบใหเปนเลขจานวนเตม ในทางทฤษฏแลว Simplex LP สามารถหาผลลพธทดทสดได แตในทางปฏบตแลวปญหายากๆ ทมเงอนไขบงคบใหตวแปรตดสนใจเปนเลขจานวนเตมอาจใชเวลาเปนชวโมง เปนวน หรอเปนสปดาหกวาจะไดผลลพธ ในแบบจาลองทมลกษณะเปนนอนลเนยร วธ GRG Nonlinear สามารถใชแกปญหาหาไดดในระดบหนง อยางไรกตามมขอควรระวง 2 ประการ ประการแรกการคนหาผลลพธทดทสดดวยวธการนอาจจบลงทผลลพธทดทสดภายในของเขตหนง ไมวาจะเปนปญหาทตองการคาสงสดหรอตาสด โดยไมสามารถหาผลลพธทดทสดทแทจรงไดหากเรมตนคนหาจากจดทไมเหมาะสม แตในเอกเซลล 2010 ไดแกขอจากดดงกลาวโดยมออฟชน Multi start ทาให Solver เรมคนหาผลลพธจากจดเรมตนตางกนไปเรอยๆ ทาใหมโอกาสพบผลลพธทดทสดทแทจรงได ประการทสอง หากในแบบจาลองมฟงกชน IF, ABS, MAX, Min หรอฟงกชนแบบเดยวกนอนๆ ทอางองเซลลตวแปรตดสนใจ แบบจาลองนทาใหคาในเซลลตดสนใจ เชนเซลลวตถประสงคมคาเปลยนแปลงขนลงอยางฉบพลน ไมคอยเปนคอยไป จงยากทวธ GRG Nonlinear จะหาผลลพธท ดทสดได สรปแลวท งวธ Simplex LP และวธ GRG Nonlinear แมวาจะใชแกปญหาหลากหลายทตองการผลลพธทดทสดไดโดยไมยาก แตมปญหาบางลกษณะไมเหมาะสมทจะใชทงวธทงสอง วธ Evolutionary จงเปนวธทสามทสามารถเลอกใชไดเมอมอปสรรคจาก 2 วธแรก โดยปญหาทเหมาะสาหรบวธน คอปญหาทฟงกชนวตถประสงคมคาไมตอเนองหรอมคาเปลยนแปลงขนลงไดอยางฉบพลนทนท โดยไมเปนไปตามแนวโนมทผานมา
2.4.2 การเรยกใช โปรแกรมโซลเวอร (Solver) ในการสรางแบบจาลองสเปรดชต (Spreadsheet) จดเตรยมขอมลเพอใชสาหรบการหาผลลพธ ขอมลทนามาใชไดแก สมประสทธของตวแปรทงหมดทปรากฏในฟงกชนวตถประสงค (Objective Functions) คาสมประสทธของตวแปรทงหมดในขอจากด (Constraints) จะตองกาหนด
Ref. code: 25595810037357EAN
16
ไวในเสปรดชตและควรจะมการกาหนดคาอธบายของคาเหลานดวย กาหนดเซลลใน เสปรดชต สาหรบตวแปรตดสนใจ (Decision Variables) แตละตว โดยควรทจะเลอกวางในตาแหนงเซลลทสะดวกในการทจะสามารถกาหนดสตร (Formula) สาหรบเซลลนนไดโดยงาย และควรมการกาหนดคาอธบายสาหรบเซลลเหลานดวย กาหนดเซลลสาหรบเสนอคาทจะไดจากการหาผลลพธของฟงกชนวตถประสงค และกาหนดสตรของเซลลดงกลาว โดยการแทนคาสมประสทธและตวแปรตดสนใจในสตรทกาหนดขนดวยตาแหนงของเซลลทระบคาดงกลาว กาหนดเซลลสาหรบเสนอคาของขอจากดแตละอนและกาหนดสตรของเซลลเหลาน โดยการแทนคาสมประสทธและตวแปรทเกยวของดวยตาแหนงเซลลทระบคาเหลานนในสเปรดชต หลงจากทไดสรางแบบจาลองสเปรดชตของปญหาเรยบรอยแลว ขนตอนตอไปกคอ การหาผลลพธสาหรบไมโครซอฟท เอกเซล จะมโปรแกรมเสรมของสเปรดชต ซงมชอวา โซลเวอรเพอใชในการคานวณหาผลลพธ ซงในการใชงานตองมการกาหนดพารามเตอร (Parameter) และออฟชน (Options) ใหถกตอง หลงจากนนโซลเวอรกจะประมวลผลตามทพารามเตอรและออฟชน ทกาหนดไว ผลลพธทไดจะแสดงถงคาของตวแปรตดสนใจททาใหเซลล เป าหมายมค าส งสด (Maximize) หรอ ตาสด (Minimize) ตามท ก าหนดไวในฟงก ชนวตถประสงค (พอเจตน จตพพฒนพงศ และ ชมพล มณฑาทพยกล, 2552, น. 169-170)
ศกดสทธ ศขสเมฆ (2557) เรมตนการทางานของโปรแกรมไมโครซอฟตเอกเซล โซลโวอร (Microsoft Excel Solver) โดยการปอนคาตวแปรและฟงกชนทตองการวเคราะหลงในสเปรดชต (Spreadsheet) ของโปรแกรมไมโครซอฟตเอกเซล( Microsoft Excel) จากนนทาการเลอกคาสง Solver จากเมน เครองมอ (Tools) โดยการคลกทแทบขอมล (Data) และ คลก Solver แสดงตามภาพท 2.1 จากนนจะปรากฏไดอะลอกบอกซ Solver parameter ดงแสดงในภาพท 2.2
ภาพท 2.1 แทบขอมลเมน solver
Ref. code: 25595810037357EAN
17
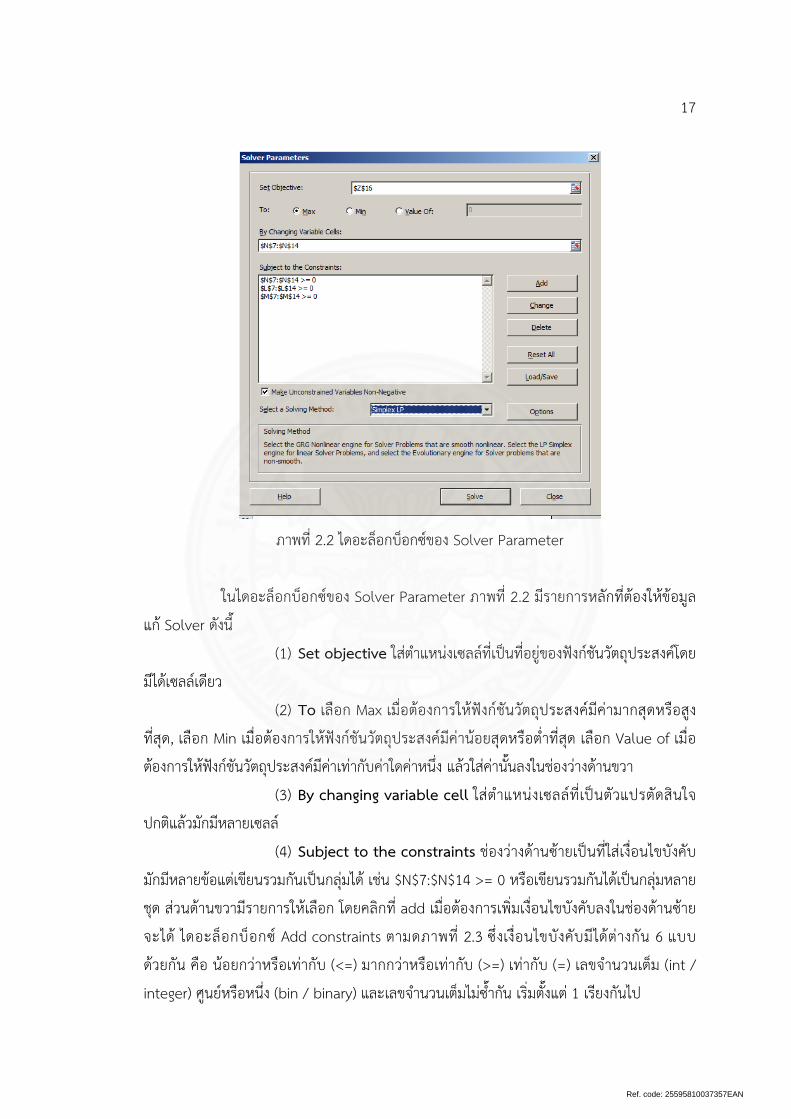
ภาพท 2.2 ไดอะลอกบอกซของ Solver Parameter
ในไดอะลอกบอกซของ Solver Parameter ภาพท 2.2 มรายการหลกทตองใหขอมล
แก Solver ดงน (1) Set objective ใสตาแหนงเซลลทเปนทอยของฟงกชนวตถประสงคโดย
มไดเซลลเดยว (2) To เลอก Max เมอตองการใหฟงกชนวตถประสงคมคามากสดหรอสง
ทสด, เลอก Min เมอตองการใหฟงกชนวตถประสงคมคานอยสดหรอตาทสด เลอก Value of เมอตองการใหฟงกชนวตถประสงคมคาเทากบคาใดคาหนง แลวใสคานนลงในชองวางดานขวา
(3) By changing variable cell ใสตาแหนงเซลลทเปนตวแปรตดสนใจ ปกตแลวมกมหลายเซลล
(4) Subject to the constraints ชองวางดานซายเปนทใสเงอนไขบงคบ มกมหลายขอแตเขยนรวมกนเปนกลมได เชน $N$7:$N$14 >= 0 หรอเขยนรวมกนไดเปนกลมหลายชด สวนดานขวามรายการใหเลอก โดยคลกท add เมอตองการเพมเงอนไขบงคบลงในชองดานซายจะได ไดอะลอกบอกซ Add constraints ตามดภาพท 2.3 ซงเงอนไขบงคบมไดตางกน 6 แบบดวยกน คอ นอยกวาหรอเทากบ (<=) มากกวาหรอเทากบ (>=) เทากบ (=) เลขจานวนเตม (int / integer) ศนยหรอหนง (bin / binary) และเลขจานวนเตมไมซากน เรมตงแต 1 เรยงกนไป
Ref. code: 25595810037357EAN
18
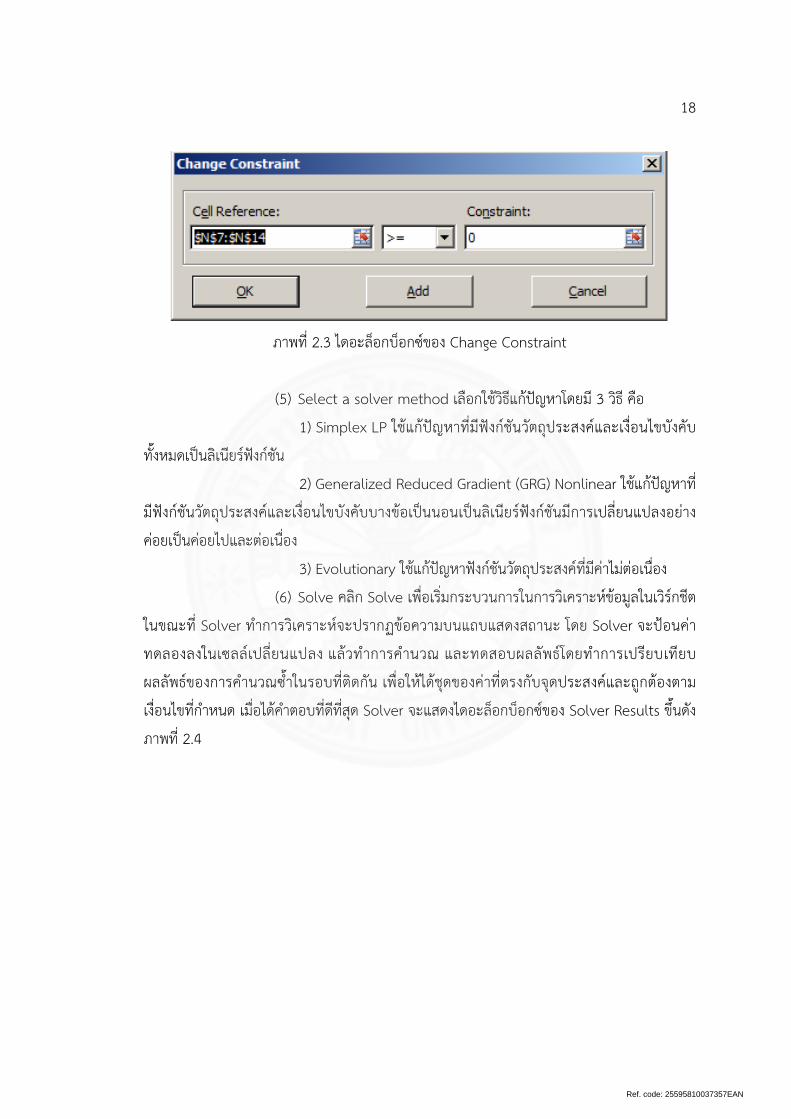
ภาพท 2.3 ไดอะลอกบอกซของ Change Constraint
(5) Select a solver method เลอกใชวธแกปญหาโดยม 3 วธ คอ
1) Simplex LP ใชแกปญหาทมฟงกชนวตถประสงคและเงอนไขบงคบทงหมดเปนลเนยรฟงกชน
2) Generalized Reduced Gradient (GRG) Nonlinear ใชแกปญหาทมฟงกชนวตถประสงคและเงอนไขบงคบบางขอเปนนอนเปนลเนยรฟงกชนมการเปลยนแปลงอยางคอยเปนคอยไปและตอเนอง
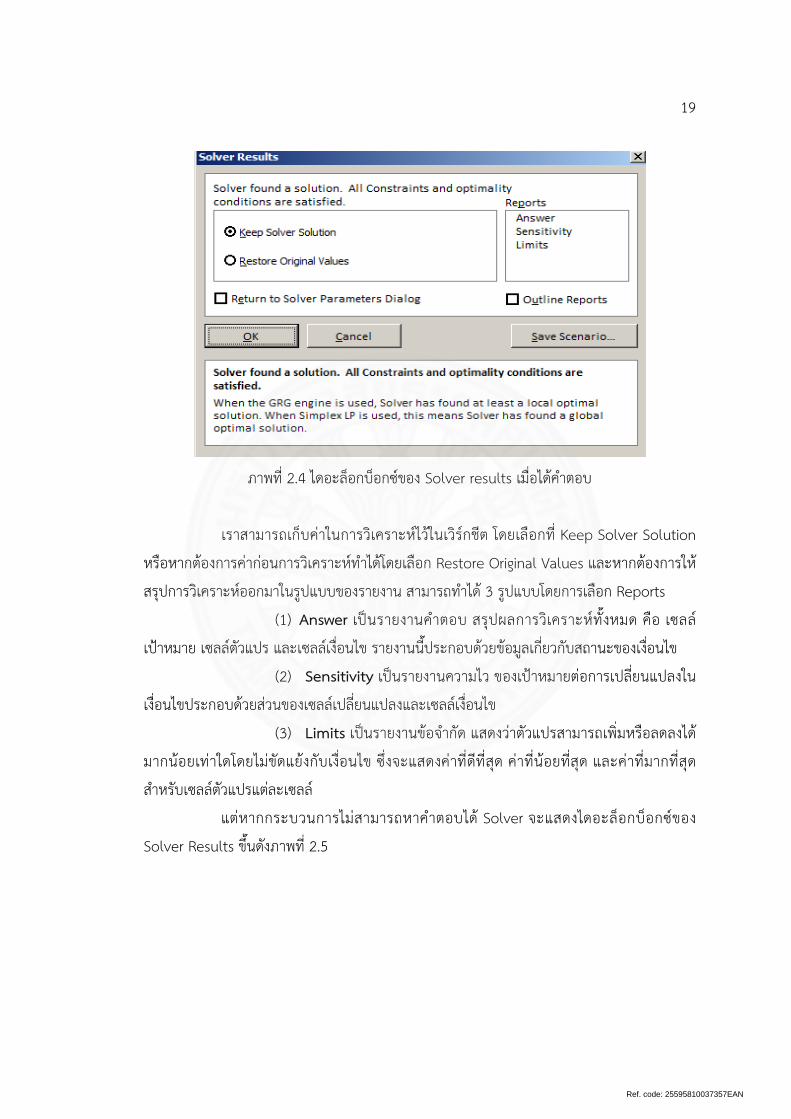
3) Evolutionary ใชแกปญหาฟงกชนวตถประสงคทมคาไมตอเนอง (6) Solve คลก Solve เพอเรมกระบวนการในการวเคราะหขอมลในเวรกชต
ในขณะท Solver ทาการวเคราะหจะปรากฏขอความบนแถบแสดงสถานะ โดย Solver จะปอนคาทดลองลงในเซลลเปลยนแปลง แลวทาการคานวณ และทดสอบผลลพธโดยทาการเปรยบเทยบผลลพธของการคานวณซาในรอบทตดกน เพอใหไดชดของคาทตรงกบจดประสงคและถกตองตามเงอนไขทกาหนด เมอไดคาตอบทดทสด Solver จะแสดงไดอะลอกบอกซของ Solver Results ขนดงภาพท 2.4
Ref. code: 25595810037357EAN
19
ภาพท 2.4 ไดอะลอกบอกซของ Solver results เมอไดคาตอบ
เราสามารถเกบคาในการวเคราะหไวในเวรกชต โดยเลอกท Keep Solver Solution
หรอหากตองการคากอนการวเคราะหทาไดโดยเลอก Restore Original Values และหากตองการใหสรปการวเคราะหออกมาในรปแบบของรายงาน สามารถทาได 3 รปแบบโดยการเลอก Reports
(1) Answer เปนรายงานคาตอบ สรปผลการวเคราะหทงหมด คอ เซลลเปาหมาย เซลลตวแปร และเซลลเงอนไข รายงานนประกอบดวยขอมลเกยวกบสถานะของเงอนไข
(2) Sensitivity เปนรายงานความไว ของเปาหมายตอการเปลยนแปลงในเงอนไขประกอบดวยสวนของเซลลเปลยนแปลงและเซลลเงอนไข
(3) Limits เปนรายงานขอจากด แสดงวาตวแปรสามารถเพมหรอลดลงไดมากนอยเทาใดโดยไมขดแยงกบเงอนไข ซงจะแสดงคาทดทสด คาทนอยทสด และคาทมากทสดสาหรบเซลลตวแปรแตละเซลล
แตหากกระบวนการไมสามารถหาคาตอบได Solver จะแสดงไดอะลอกบอกซของ Solver Results ขนดงภาพท 2.5

Ref. code: 25595810037357EAN
20
ภาพท 2.5 ไดอะลอกบอกซของ Solver results เมอไมไดคาตอบ
2.5 มาโคร และเอกเซล วบเอ (Macro and excel VBA) มาโคร (Macro) เปนอกหนงเครองมอในเอกเซลล (Excel) โดยเราสามารถกาหนดให
เอกเซลลทางานทเราทาอยประจาใหเปนอตโนมต เชน การจดรปแบบเซลล การจดรปแบบขอมล การสรางสตรหรอประมวลผลในฟงกชนตางๆ โดยเพยงแคบนทกขนตอนทางานจนเสรจแลวเกบ Macro นนไวในไฟล Excel เมอเรยกใชงาน Macro ดงกลาว Excel จะทางานตามขนตอนทบนทกไวอยางอตโนมต นอกจากการบนทก Macro ททาให Excel ทางานอตโนมต เรายงสามารถเขยนโปรแกรมภาษา VBA (Visual Basic for applications) ซงมโครงสรางเชนเดยวกบภาษา Visual Basic การเขยนโปรแกรมดวยภาษา VBA ใน Excel มขอดกวาการบนทก Macro ใหทางานตามทตองการ เนองจาก Macro ไมสามารถสรางระบบงานบางอยางได แตการเขยนโคด VBA สามารถทาได เชนการเชอมตอฐานขอมลโดยมเงอนไขการคนหาขอมล การสรางเมนเพมใน Excel และการสรางระบบงานใน Excel ทเหมอนโปรแกรมสาเรจรป (ดสต กอปรรกชาต, 2556, น. 9)
Ref. code: 25595810037357EAN
21
2.5.1 พนฐานมาโคร (Macro) 2.5.1.1 การสราง Macro
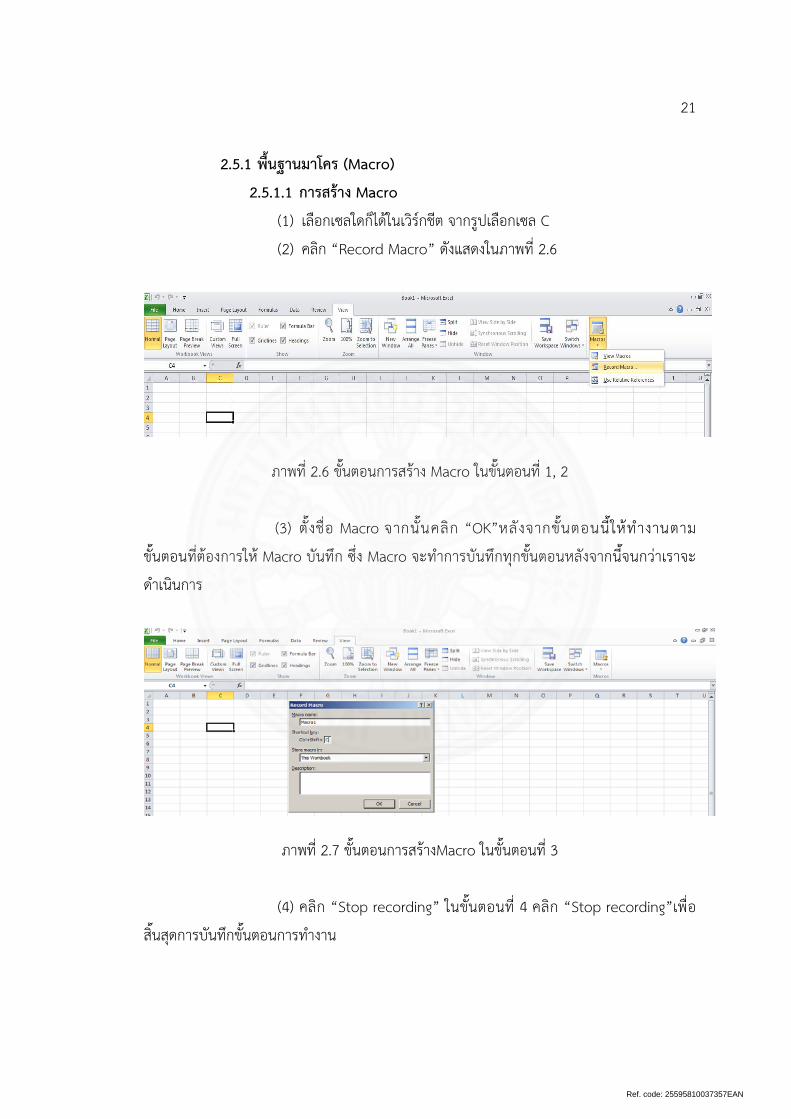
(1) เลอกเซลใดกไดในเวรกชต จากรปเลอกเซล C (2) คลก “Record Macro” ดงแสดงในภาพท 2.6
ภาพท 2.6 ขนตอนการสราง Macro ในขนตอนท 1, 2
(3) ตงชอ Macro จากนนคลก “OK”หลงจากขนตอนนใหทางานตามขนตอนทตองการให Macro บนทก ซง Macro จะทาการบนทกทกขนตอนหลงจากนจนกวาเราจะดาเนนการ
ภาพท 2.7 ขนตอนการสรางMacro ในขนตอนท 3
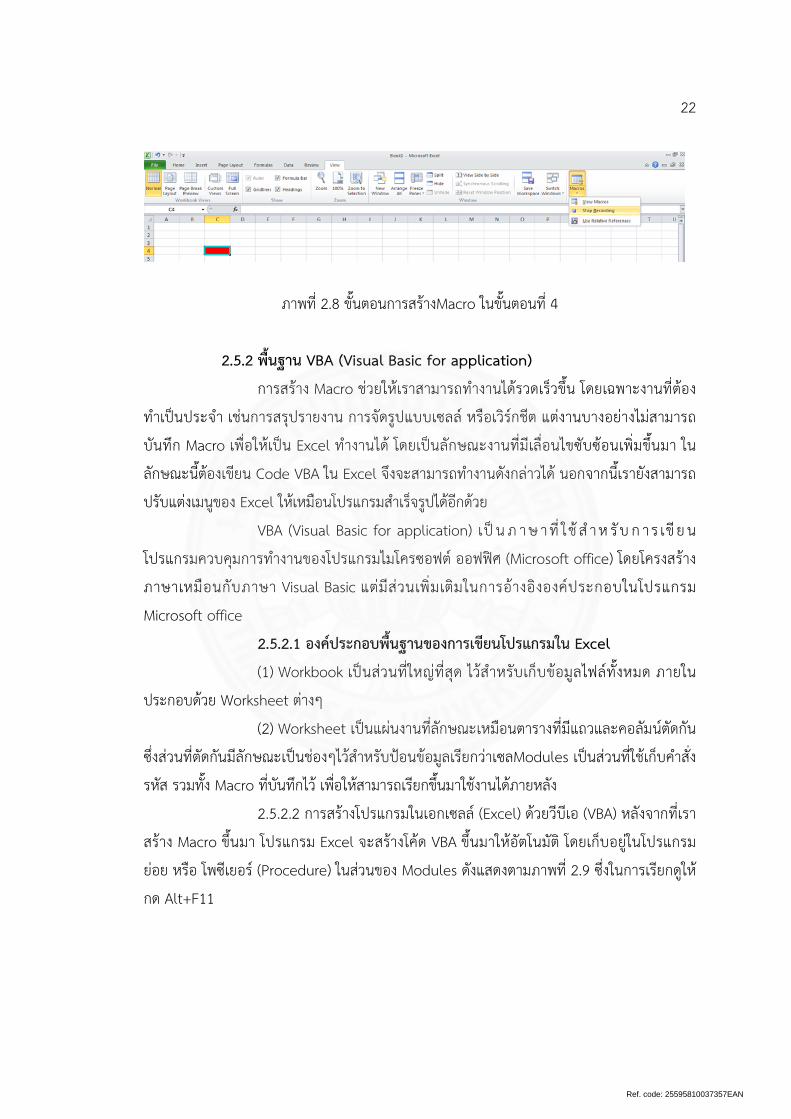
(4) คลก “Stop recording” ในขนตอนท 4 คลก “Stop recording”เพอสนสดการบนทกขนตอนการทางาน
Ref. code: 25595810037357EAN
22
ภาพท 2.8 ขนตอนการสรางMacro ในขนตอนท 4
2.5.2 พนฐาน VBA (Visual Basic for application) การสราง Macro ชวยใหเราสามารถทางานไดรวดเรวขน โดยเฉพาะงานทตอง
ทาเปนประจา เชนการสรปรายงาน การจดรปแบบเซลล หรอเวรกชต แตงานบางอยางไมสามารถบนทก Macro เพอใหเปน Excel ทางานได โดยเปนลกษณะงานทมเลอนไขซบซอนเพมขนมา ในลกษณะนตองเขยน Code VBA ใน Excel จงจะสามารถทางานดงกลาวได นอกจากนเรายงสามารถปรบแตงเมนของ Excel ใหเหมอนโปรแกรมสาเรจรปไดอกดวย
VBA (Visual Basic for application) เ ป น ภ าษ าท ใ ช ส า ห ร บ ก าร เข ย นโปรแกรมควบคมการทางานของโปรแกรมไมโครซอฟต ออฟฟศ (Microsoft office) โดยโครงสรางภาษาเหมอนกบภาษา Visual Basic แตมสวนเพมเตมในการอางององคประกอบในโปรแกรม Microsoft office
2.5.2.1 องคประกอบพนฐานของการเขยนโปรแกรมใน Excel (1) Workbook เปนสวนทใหญทสด ไวสาหรบเกบขอมลไฟลทงหมด ภายใน
ประกอบดวย Worksheet ตางๆ (2) Worksheet เปนแผนงานทลกษณะเหมอนตารางทมแถวและคอลมนตดกน
ซงสวนทตดกนมลกษณะเปนชองๆไวสาหรบปอนขอมลเรยกวาเซลModules เปนสวนทใชเกบคาสง รหส รวมทง Macro ทบนทกไว เพอใหสามารถเรยกขนมาใชงานไดภายหลง
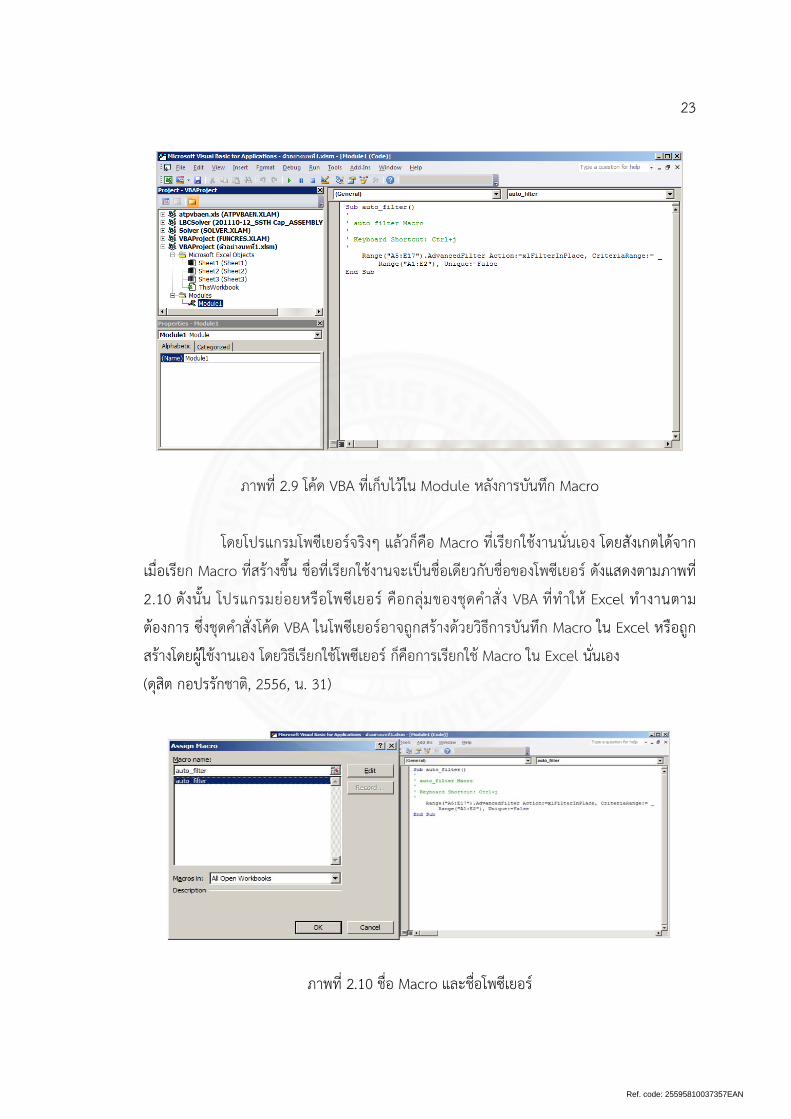
2.5.2.2 การสรางโปรแกรมในเอกเซลล (Excel) ดวยวบเอ (VBA) หลงจากทเราสราง Macro ขนมา โปรแกรม Excel จะสรางโคด VBA ขนมาใหอตโนมต โดยเกบอยในโปรแกรมยอย หรอ โพซเยอร (Procedure) ในสวนของ Modules ดงแสดงตามภาพท 2.9 ซงในการเรยกดใหกด Alt+F11
Ref. code: 25595810037357EAN
23
ภาพท 2.9 โคด VBA ทเกบไวใน Module หลงการบนทก Macro
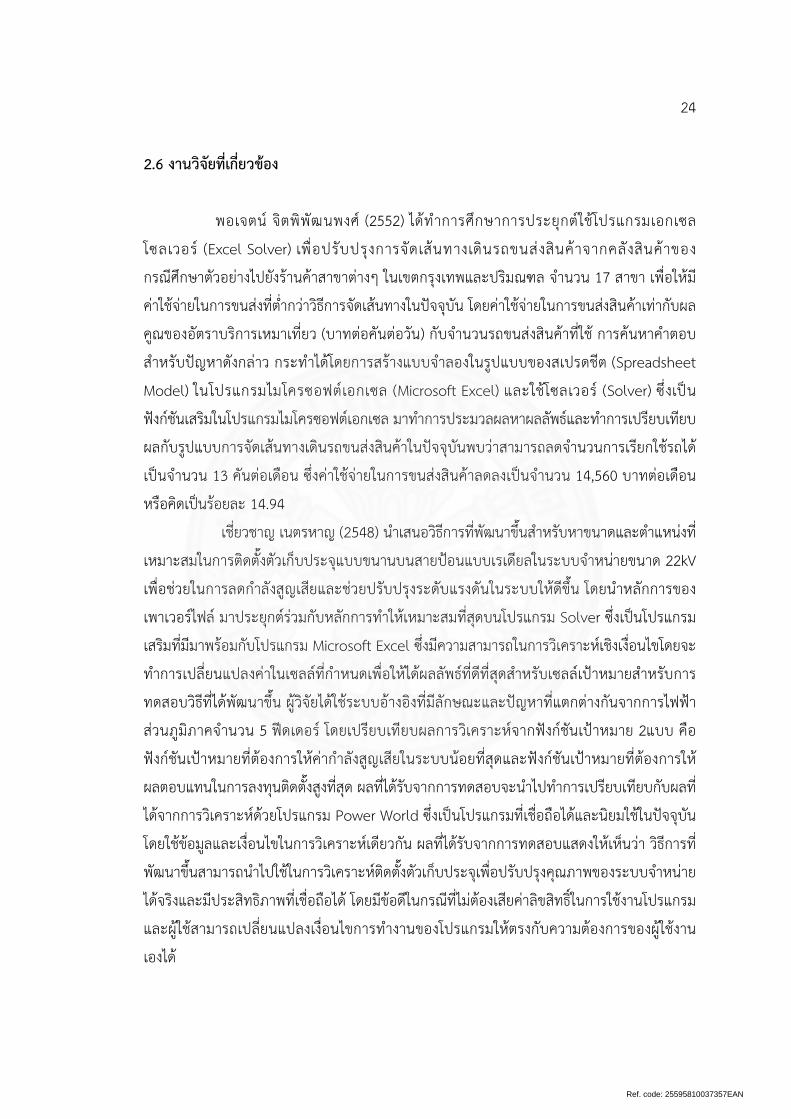
โดยโปรแกรมโพซเยอรจรงๆ แลวกคอ Macro ทเรยกใชงานนนเอง โดยสงเกตไดจากเมอเรยก Macro ทสรางขน ชอทเรยกใชงานจะเปนชอเดยวกบชอของโพซเยอร ดงแสดงตามภาพท 2.10 ดงนน โปรแกรมยอยหรอโพซเยอร คอกลมของชดคาสง VBA ททาให Excel ทางานตามตองการ ซงชดคาสงโคด VBA ในโพซเยอรอาจถกสรางดวยวธการบนทก Macro ใน Excel หรอถกสรางโดยผใชงานเอง โดยวธเรยกใชโพซเยอร กคอการเรยกใช Macro ใน Excel นนเอง (ดสต กอปรรกชาต, 2556, น. 31)
ภาพท 2.10 ชอ Macro และชอโพซเยอร
Ref. code: 25595810037357EAN
24
2.6 งานวจยทเกยวของ พอเจตน จตพพฒนพงศ (2552) ไดทาการศกษาการประยกตใชโปรแกรมเอกเซล
โซลเวอร (Excel Solver) เพอปรบปรงการจดเสนทางเดนรถขนสงสนคาจากคลงสนคาของกรณศกษาตวอยางไปยงรานคาสาขาตางๆ ในเขตกรงเทพและปรมณฑล จานวน 17 สาขา เพอใหมคาใชจายในการขนสงทตากวาวธการจดเสนทางในปจจบน โดยคาใชจายในการขนสงสนคาเทากบผลคณของอตราบรการเหมาเทยว (บาทตอคนตอวน) กบจานวนรถขนสงสนคาทใช การคนหาคาตอบสาหรบปญหาดงกลาว กระทาไดโดยการสรางแบบจาลองในรปแบบของสเปรดชต (Spreadsheet Model) ในโปรแกรมไมโครซอฟตเอกเซล (Microsoft Excel) และใชโซลเวอร (Solver) ซงเปนฟงกชนเสรมในโปรแกรมไมโครซอฟตเอกเซล มาทาการประมวลผลหาผลลพธและทาการเปรยบเทยบผลกบรปแบบการจดเสนทางเดนรถขนสงสนคาในปจจบนพบวาสามารถลดจานวนการเรยกใชรถไดเปนจานวน 13 คนตอเดอน ซงคาใชจายในการขนสงสนคาลดลงเปนจานวน 14,560 บาทตอเดอน หรอคดเปนรอยละ 14.94
เชยวชาญ เนตรหาญ (2548) นาเสนอวธการทพฒนาขนสาหรบหาขนาดและตาแหนงทเหมาะสมในการตดตงตวเกบประจแบบขนานบนสายปอนแบบเรเดยลในระบบจาหนายขนาด 22kV เพอชวยในการลดกาลงสญเสยและชวยปรบปรงระดบแรงดนในระบบใหดขน โดยนาหลกการของเพาเวอรไฟล มาประยกตรวมกบหลกการทาใหเหมาะสมทสดบนโปรแกรม Solver ซงเปนโปรแกรมเสรมทมมาพรอมกบโปรแกรม Microsoft Excel ซงมความสามารถในการวเคราะหเชงเงอนไขโดยจะทาการเปลยนแปลงคาในเซลลทกาหนดเพอใหไดผลลพธทดทสดสาหรบเซลลเปาหมายสาหรบการทดสอบวธทไดพฒนาขน ผวจยไดใชระบบอางองทมลกษณะและปญหาทแตกตางกนจากการไฟฟาสวนภมภาคจานวน 5 ฟดเดอร โดยเปรยบเทยบผลการวเคราะหจากฟงกชนเปาหมาย 2แบบ คอ ฟงกชนเปาหมายทตองการใหคากาลงสญเสยในระบบนอยทสดและฟงกชนเปาหมายทตองการใหผลตอบแทนในการลงทนตดตงสงทสด ผลทไดรบจากการทดสอบจะนาไปทาการเปรยบเทยบกบผลทไดจากการวเคราะหดวยโปรแกรม Power World ซงเปนโปรแกรมทเชอถอไดและนยมใชในปจจบน โดยใชขอมลและเงอนไขในการวเคราะหเดยวกน ผลทไดรบจากการทดสอบแสดงใหเหนวา วธการทพฒนาขนสามารถนาไปใชในการวเคราะหตดตงตวเกบประจเพอปรบปรงคณภาพของระบบจาหนายไดจรงและมประสทธภาพทเชอถอได โดยมขอดในกรณทไมตองเสยคาลขสทธในการใชงานโปรแกรมและผใชสามารถเปลยนแปลงเงอนไขการทางานของโปรแกรมใหตรงกบความตองการของผใชงาน เองได
Ref. code: 25595810037357EAN
25
จารวรรณ แกวแสนซาว และคณะ (2556) ไดนาเสนอการรวมปจจยความไมแนนอนของการจบคงานกบทรพยากร ประกอบกบตนทนทเกยวของกบความเสยงดงกลาว พจารณาในตวแบบปญหาการจดงาน โดยอาศยแนวทางแบบจาลองสองขนตอนนาเสนอโดย Dantzig ทาใหเกดเปนลกษณะหนงของปญหาการจดงานเชงเสนแบบเฟนสม แบบจาลองดงกลาวถกนาไปทดสอบแกหาคาตอบโดยใชโปรแกรมสาเรจรปไมโครซอฟตเอกเซลโซลเวอร-กโรบ รน พ.ศ. 2553 ขนาดของปญหาททดสอบไดถกขยายเพมขนจนโปรแกรมฯ ไมสามารถหาคาตอบได วธแบงสวนของเบนเดอรไดถกนามาประยกตใชโดยพฒนาขนจากโปรแกรม MATLAB R2010b เพอแกปญหาดงกลาว ผลการทดลองพบวาวธการแบงสวนของเบนเดอรสามารถขยายขนาดของการแกปญหาไดโดยเฉพาะกรณทมตวแปรตดสนใจทเกยวของมากกวา 1,000,000 ตวแปร
กานต เวโรจน และคณะ (2557) ไดทาการวจยโดยมวตถประสงคเพอเสนอแนวทางในการจดการการใชรถโดยสารของบรษทชยพฒนาขนสงเชยงใหมจากด เนองดวยทางบรษทมแผนในการเสนอขอกรมการขนสงทางบกในการยกเลกหมายเลขแสดงเสนทางทตดอยทตวรถแตละคน เพอใหรถแตละคนสามารถเดนรถในเสนทางใดกไดทาใหลดคาเสยโอกาสจากการจอดรอคอยของรถโดยสาร และเปนการลดตนทนในการจางรถโดยสารจากบรษทภายนอก ผวจยจงทาการเสนอแนวทางในการจดรปแบบการเดนรถ โดยใชการสรางแบบจาลองทางคณตศาสตร (Mathematical Model) รวมกบการใชโปรแกรม Microsoft Excel Solver มาทาการประมวลผลเพอหารปแบบการเดนรถททาใหเกดตนทนตาทสด และใชรถโดยสารนอยทสด และทาการปรบปรงผลการวจยโดยการใชเทคนคการจาลองสถานการณ (Simulation)
ปทมา อยเยน (2556) ไดทาการวจยศกษาเพอจดตารางเวลาในการเดนรถเพอใหเหมาะสมกบจานวนผมาใชบรการทมความแตกตางกนในแตละชวงเวลาของวนเพอใหไดตนทนในการดาเนนการจดตารางเวลาเดนรถทตาทสดงานวจยนใชขอมลจานวนผมาใชบรการรถขนสงมวลชน มหาวทยาลยขอนแกน 5 เดอนตงแตเดอนกนยายน 2554 ถง กมภาพนธ 2555 ตนทนในการเดนรถ มลคาเวลารอคอยของผมาใชบรการ และจานวนเทยวในการเดนรถ เพอใชแกปญหาสมการเชงเสน การจดตารางเวลาเดนรถโดยการใช Microsoft Excel Solver โดยผลทไดจากการแกปญหาเชงเสนพบวาเมอทาการจดตารางเวลาในการเดนรถใหมตามจานวนผมาใชบรการในแตละชวงเวลาแลว ทาใหลดจานวนเทยวเฉลยตอเดอนลงได 30.70% ทาใหตนทนในการดาเนนการเฉลยตอเดอนลดลงจาก 454,378 บาทตอเดอน เปน 313,373 บาทตอเดอน หรอคดเปน 31.03% และทาใหคาเฉลยในการรอคอยเปน 8 นาทตอเทยว ซงอยในเกณฑทยอมรบไดของรปแบบการเดนทางโดยระบบขนสงมวลชน
เอกมย นธเสาวภาคย และ คณะ (2552) ไดทาการวจยศกษาการวางแผนการผลตระดบยทธวธของระบบการผลตปนซเมนต มดวยการโปรแกรมทางคณตศาสตร พบวาการวาง
Ref. code: 25595810037357EAN
26
แผนการผลตมความซบซอนอยางมากเนองจากอปสงคทมความไมแนนอน จานวนเครองจกรทใชมหลายเครอง ซงแตละเครองมคาใชจายในการผลตปนซเมนตแตละชนดแตกตางกน ขอจากดของความจของคลงเกบสนคา อตราความเรวในการจายสนคา นอกจากนยงมปจจยหลกอกปจจยหนงทตองพจารณาคอคาใชจายดานพลงงานไฟฟา เนองจากเปนคาใชจายหลกรองจากคาวตถดบ และมแนวโนมสงขนสบเนองจากอตราคาไฟฟาทเพมขน ซงคาใชจายดานพลงงานไฟฟานขนอยกบวนและชวงเวลาของสปดาห งานวจยนเปนการแกปญหาการวางแผนการผลตระดบยทธวธของระบบการผลตปนซเมนตโดยมวตถประสงค คอ การประหยดาใชจายโดยรวมของการผลต ปญหาการวางแผนการผลตดงกลาวไดถกเขยนเปนโปรแกรมเชงเสนตรง มจานวนตวแปรตดสนใจ 432 ตวแปรสาหรบชวงการวางแผน 3 เดอน และไดใชโปรแกรม Excel Premium Solver ในการแกปญหา ผลการศกษาพบวาสามารถลดคาใชจายจากแผนการผลตทใชอยในปจจบนไดกวา 55 ลาบาทสาหรบวงการวางแผน 3 เดอน

Ref. code: 25595810037357EAN
27
บทท 3 วธการดาเนนการวจย
ในบทนจะกลาวถงวธและขนตอนการในการดาเนนการวจยโดยผวจยไดเรมจากการเกบ
รวบรวมขอมลทเกยวของกบการคานวณกาลงการผลต โดยทาการศกษากระบวนการผลตของแตละผลตภณฑ หลงจากนนกทาการศกษาขอจากดในการแตละกระบวนการสาหรบการผลตผลตภณฑทตางกนนนสามารถใชเครองจกรหรอชดปรบตงเครองจกร (Conversion kit) แชรกนไดหรอไม ซงรวมไปถงเรองขอจากดของชด Conversion Kit ตางๆ ในการปรบเปลยนผลตภณฑแตละครง หลงจากนนกทาการเกบรวบรวมขอมลทใชในการคานวณกาลงการผลต เชน เวลามาตรฐาน ,จานวนทสามารถผลตไดตอชวโมง (UPH :Unit Per Hour) ,ประสทธผลโดยรวมของเครองจกร (% OEE : Overall Equipment Effectiveness) เพอทาการออกแบบและสรางโมเดลทใชในการคานวณกาลงการผลตในรปแบบของแบบจาลองบนสเปรดชต (Spreadsheet model) และสรางแบบจาลองทางคณตศาสตรขนมาเพอหาผลลพธทดทสดโดยใช Excel solver มาชวยแกปญหาในโมเดลทสรางขน โดยขอสรปเปนขนตอนเปนสวนๆ ดงตอไปน
1. ขอมลทเกยวของกบการคานวณกาลงการผลต 2. สรางโมเดลคานวณกาลงการผลต
3.1 ขอมลทเกยวของกบการคานวณกาลงการผลต
เพอใหเกดความรความเขาใจในเรองกระบวนการผลต และขอจากดขอแตกตางของกระบวนการผลตกอนทจะทาการสราง Model ในการคานวณกาลงการผลต ในสวนนผวจยจะขอแยกขอมลทเกยวของกบการผลตจะแบงออกเปน 3 สวน คอ ขอมลผลตภณฑทเลอกมาทาการวจยกระบวนการผลตปจจบนของแตละผลตภณฑ ขอมลทใชในการคานวณกาลงการผลต
3.1.1 ผลตภณฑ
สาหรบผลตภณฑของบรษททผวจยนามาเปนกรณศกษาแบงผลตภณฑออกเปน 4 กลมดวยกน คอ Dual stage actuator (DSA), Single stage actuator (SSA), Conventional และ Reclaim ซงผลตภณฑทนามาทาเปนกรณศกษาในครงน คอ Dual stage actuator (DSA) และ Single stage actuator (SSA) เนองจากผลตภณฑ 2 กลมนมกระบวนการผลตทคลายกนและมการใชเครองจกร Model เดยวกนได โดยตองการเปลยนผลตภณฑทาการเปลยนแคชด conversion kit
Ref. code: 25595810037357EAN
28
และโปรแกรมเทานน นอกจากนบางผลตภณฑกสามารถใชชด Conversion kit รวมกน โดยปรบเปลยนแคโปรแกรมเทานน ซงผลตภณฑทนามาทาการวจยม DSA 5 ผลตภณฑ และ SSA 4 ผลตภณฑ ดงแสดงในตารางท 3.1 ตารางท 3.1 ชอผลตภณฑกลม DSA และ SSA ทนามาทาการวจย
กลมผลตภณฑ ชอผลตภณฑ Dual stage actuator (DSA) IRIS
SAMED SUZAK Talon Baja
Single stage actuator (SSA) Palomar Cadmium Seagull v12 Kahuna
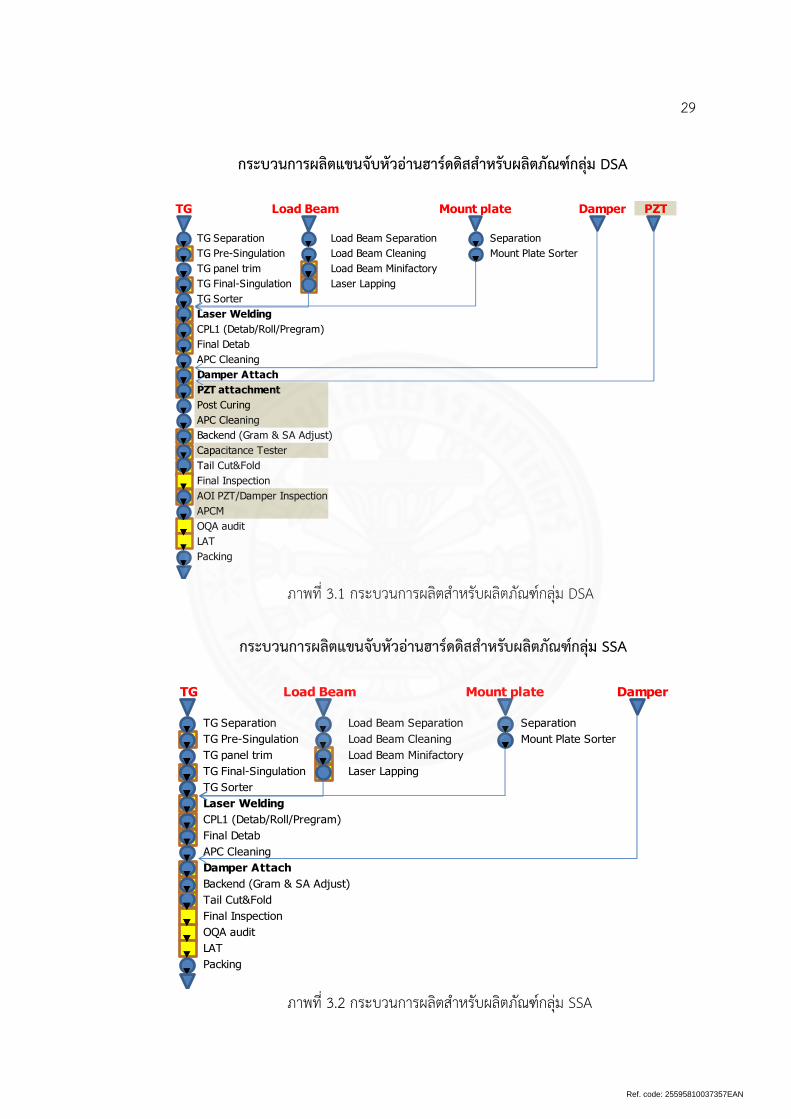
3.1.2 กระบวนการผลต
สาหรบกระบวนการผลตแตละผลตภณฑทง SSA และ DSA จะคลายกน โดยแตกตางกนเพยงแคกลมผลตภณฑ SSA จะมสวนประกอบแค 4 ชนสวน คอ mount plate, load beam, TG และ Damper โดยจะไมมการตดแผน PZT สวน DSA จะประกอบดวย 5 ชนสวน ซงเพมการตด PZT เขามา สรปไดดงน
-SSA ประกอบดวย mount plate, load beam, TG, Damper -DSA ประกอบดวย mount plate, load beam, TG, Damperและ PZT กระบวนการผลตของทง 2 กลมผลตภณฑแสดงออกมาในรปของ flow process
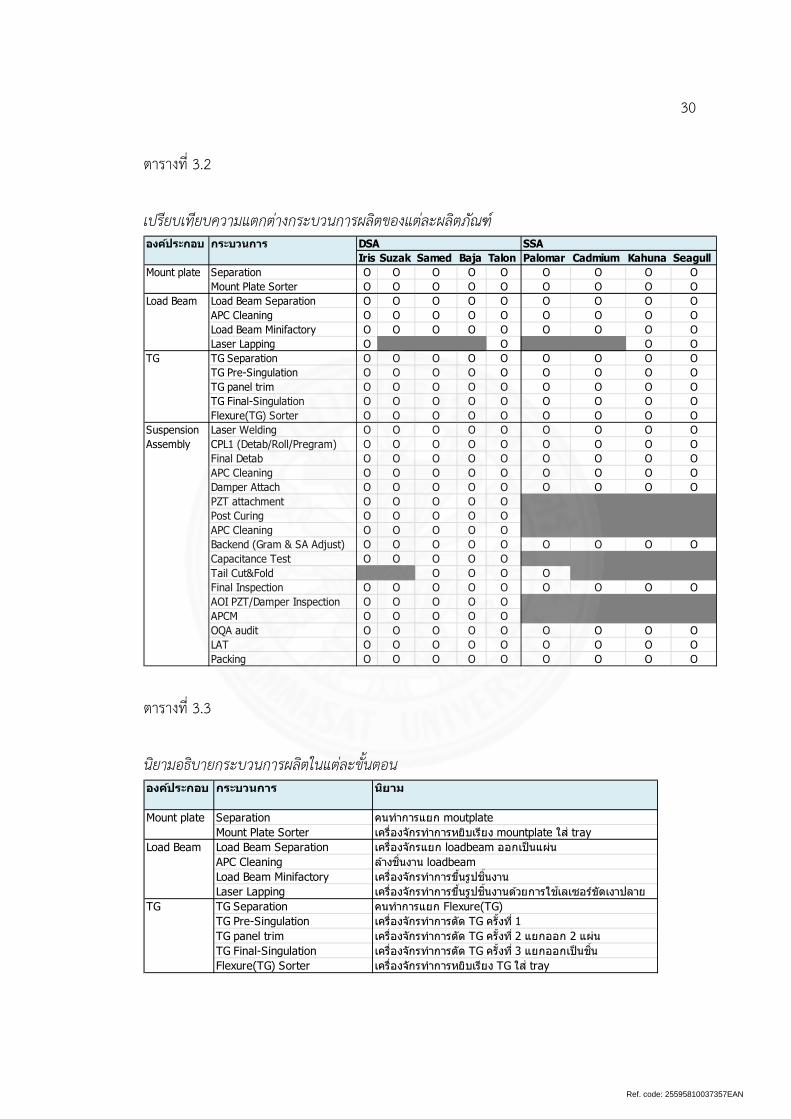
chart โดยแสดงในภาพท 3.1 และ 3.2 นอกจากนเพอเปนการเปรยบเทยบใหเหนขอแตกตางของกระบวนการผลตของแตละ Product เปรยบเทยบดงแสดงใหเหนในตารางท 3.2 นอกจากนกไดอธบายนยามของกระบวนการผลตแตละขนตอนดงแสดงในตารางท 3.3
Ref. code: 25595810037357EAN
29
กระบวนการผลตแขนจบหวอานฮารดดสสาหรบผลตภณฑกลม DSA
TG Load Beam Mount plate Damper PZT
TG Separation Load Beam Separation SeparationTG Pre-Singulation Load Beam Cleaning Mount Plate SorterTG panel trim Load Beam MinifactoryTG Final-Singulation Laser LappingTG SorterLaser WeldingCPL1 (Detab/Roll/Pregram)Final DetabAPC CleaningDamper AttachPZT attachmentPost CuringAPC CleaningBackend (Gram & SA Adjust)Capacitance TesterTail Cut&FoldFinal InspectionAOI PZT/Damper InspectionAPCMOQA auditLATPacking
ภาพท 3.1 กระบวนการผลตสาหรบผลตภณฑกลม DSA
กระบวนการผลตแขนจบหวอานฮารดดสสาหรบผลตภณฑกลม SSA
TG Load Beam Mount plate Damper
TG Separation Load Beam Separation SeparationTG Pre-Singulation Load Beam Cleaning Mount Plate SorterTG panel trim Load Beam MinifactoryTG Final-Singulation Laser LappingTG SorterLaser WeldingCPL1 (Detab/Roll/Pregram)Final DetabAPC CleaningDamper AttachBackend (Gram & SA Adjust)Tail Cut&FoldFinal InspectionOQA auditLATPacking
ภาพท 3.2 กระบวนการผลตสาหรบผลตภณฑกลม SSA
Ref. code: 25595810037357EAN
30
ตารางท 3.2 เปรยบเทยบความแตกตางกระบวนการผลตของแตละผลตภณฑ องคประกอบ กระบวนการ DSA SSA
Iris Suzak Samed Baja Talon Palomar Cadmium Kahuna SeagullMount plate Separation O O O O O O O O O
Mount Plate Sorter O O O O O O O O OLoad Beam Load Beam Separation O O O O O O O O O
APC Cleaning O O O O O O O O OLoad Beam Minifactory O O O O O O O O OLaser Lapping O O O O
TG TG Separation O O O O O O O O OTG Pre-Singulation O O O O O O O O OTG panel trim O O O O O O O O OTG Final-Singulation O O O O O O O O OFlexure(TG) Sorter O O O O O O O O O
Suspension Laser Welding O O O O O O O O OAssembly CPL1 (Detab/Roll/Pregram) O O O O O O O O O
Final Detab O O O O O O O O OAPC Cleaning O O O O O O O O ODamper Attach O O O O O O O O OPZT attachment O O O O OPost Curing O O O O OAPC Cleaning O O O O OBackend (Gram & SA Adjust) O O O O O O O O OCapacitance Test O O O O OTail Cut&Fold O O O OFinal Inspection O O O O O O O O OAOI PZT/Damper Inspection O O O O OAPCM O O O O OOQA audit O O O O O O O O OLAT O O O O O O O O OPacking O O O O O O O O O
ตารางท 3.3 นยามอธบายกระบวนการผลตในแตละขนตอน องคประกอบ กระบวนการ นยาม
Mount plate Separation คนทาการแยก moutplateMount Plate Sorter เครองจกรทาการหยบเรยง mountplate ใส tray
Load Beam Load Beam Separation เครองจกรแยก loadbeam ออกเปนแผนAPC Cleaning ลางชนงาน loadbeamLoad Beam Minifactory เครองจกรทาการข นรปชนงานLaser Lapping เครองจกรทาการข นรปชนงานดวยการใชเลเซอรขดเงาปลาย
TG TG Separation คนทาการแยก Flexure(TG)TG Pre-Singulation เครองจกรทาการตด TG ครงท 1TG panel trim เครองจกรทาการตด TG ครงท 2 แยกออก 2 แผนTG Final-Singulation เครองจกรทาการตด TG ครงท 3 แยกออกเปนชนFlexure(TG) Sorter เครองจกรทาการหยบเรยง TG ใส tray

Ref. code: 25595810037357EAN
31
องคประกอบ กระบวนการ นยาม
Suspension Laser Welding เครองจกรประกอบชนงานดวยแสงเลเซอรAssembly CPL1 (Detab/Roll/Pregram) เครองจกรข นรปชนงานดวยการตด
Final Detab เครองจกรตดชนงานแยกออกจากกนเปนชนๆAPC Cleaning เครองจกรลางชนงานDamper Attach เครองจกรตดแผน Damper ไปทช นงานPZT attachment เครองจกรตดแผน PZT ไปทช นงานPost Curing เครองจกรอบชนงานหลงตด PZT เพอใหกาวแหงAPC Cleaning เครองจกรลางชนงานBackend (Gram & SA Adjust) เครองจกรดดและวดคาCapacitance Test เครองจกรวดคาทางไฟฟาTail Cut&Fold เครองจกรดดและพบปลายหางชนงานFinal Inspection คนทาการตรวจสอบ100% ผานกลองไมโครสโคปAOI PZT/Damper Inspection เครองจกรทาการตรวจชนงานAPCM เครองจกรทาการเปลยน trayOQA audit OQA ตรวจสอบตาม AQL sampling planLAT รวม Lot กอนสงใหลกคาPacking แพคชนงานสงใหลกคา
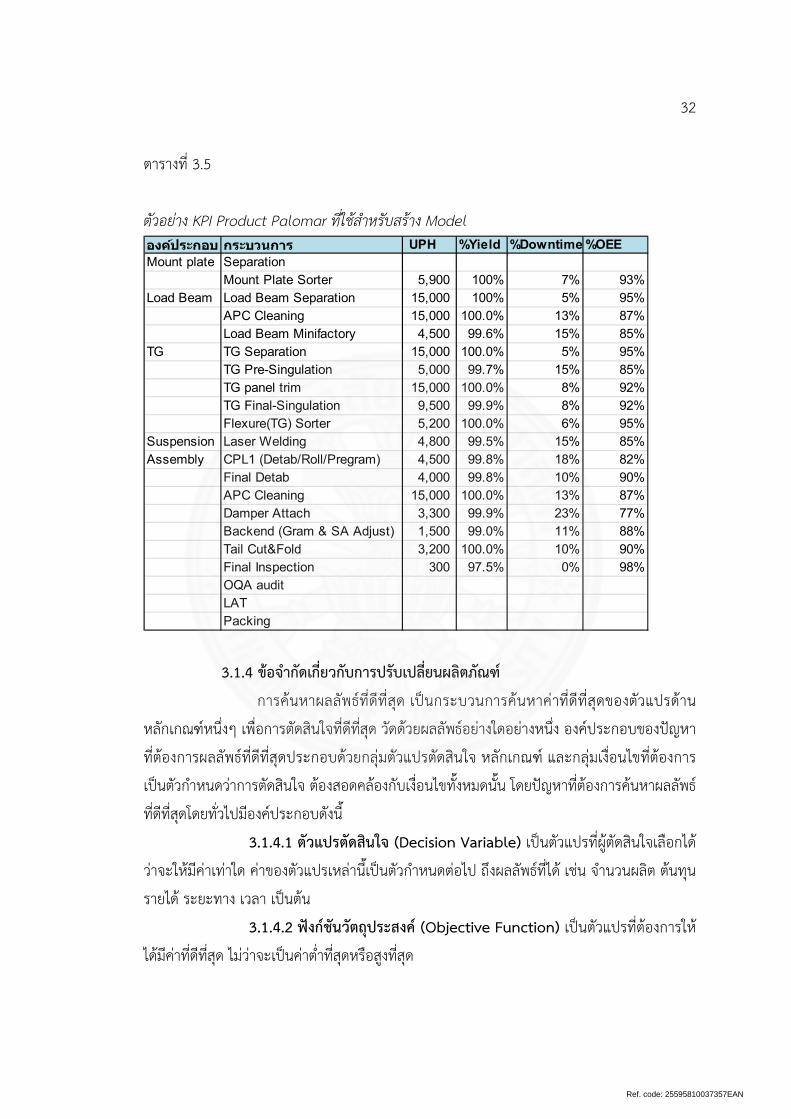
3.1.3 ขอมลทใชในการคานวณกาลงการผลต
เมอไดขอบเขตผลตภณฑทจะนามาสรางตวแบบคานวณกาลงการผลตแลว ขนตอไปผวจยจงไดทาการเกบรวบรวมขอมลตางๆ ทใชในการคานวณกาลงการผลตตามรปแบบคานวณกาลงการผลตปจจบน โดยยดถอตวเลขเปาหมายตาม KPI ของบรษทตามทแตละหนวยงานยดถอและใชในการกาหนดเปาหมายในปจจ บน ซ งประกอบดวย 3 KPI หลก คอ UPH, %Yield และ %Downtime (ในการสราง model ทาการสรปรวมคา %Yield และ %Downtime ออกมาในรปแบบของ %OEE เพอใหโมเดลในการคานวณมความกระชบ สนลง และเขาใจงาย)
ตารางท 3.4 ตวอยาง KPI กระบวนการ Laser welding ทใชสาหรบสราง Model KPI : Laser weldingProduct Model LWM Model UFS
UPH %OEE UPH %OEECadmium 4,000 82% 4,300 82%Seagull v12 4,200 82% 4,300 82%Kahuna 4,200 82% 4,200 82%Palomar 4,200 82% 4,200 82%Iris 4,200 80% 4,200 80%Samed 4,400 80% 4,400 80%Baja 4,200 80% 4,200 80%Suzak 3,500 75% 3,800 75%Talon 3,600 78% 3,800 78%
Ref. code: 25595810037357EAN
32
ตารางท 3.5 ตวอยาง KPI Product Palomar ทใชสาหรบสราง Model องคประกอบ กระบวนการ UPH %Yield %Downtime %OEEMount plate Separation
Mount Plate Sorter 5,900 100% 7% 93%Load Beam Load Beam Separation 15,000 100% 5% 95%
APC Cleaning 15,000 100.0% 13% 87%Load Beam Minifactory 4,500 99.6% 15% 85%
TG TG Separation 15,000 100.0% 5% 95%TG Pre-Singulation 5,000 99.7% 15% 85%TG panel trim 15,000 100.0% 8% 92%TG Final-Singulation 9,500 99.9% 8% 92%Flexure(TG) Sorter 5,200 100.0% 6% 95%
Suspension Laser Welding 4,800 99.5% 15% 85%Assembly CPL1 (Detab/Roll/Pregram) 4,500 99.8% 18% 82%
Final Detab 4,000 99.8% 10% 90%APC Cleaning 15,000 100.0% 13% 87%Damper Attach 3,300 99.9% 23% 77%Backend (Gram & SA Adjust) 1,500 99.0% 11% 88%Tail Cut&Fold 3,200 100.0% 10% 90%Final Inspection 300 97.5% 0% 98%OQA auditLATPacking 3.1.4 ขอจากดเกยวกบการปรบเปลยนผลตภณฑ
การคนหาผลลพธทดทสด เปนกระบวนการคนหาคาทดทสดของตวแปรดานหลกเกณฑหนงๆ เพอการตดสนใจทดทสด วดดวยผลลพธอยางใดอยางหนง องคประกอบของปญหาทตองการผลลพธทดทสดประกอบดวยกลมตวแปรตดสนใจ หลกเกณฑ และกลมเงอนไขทตองการเปนตวกาหนดวาการตดสนใจ ตองสอดคลองกบเงอนไขทงหมดนน โดยปญหาทตองการคนหาผลลพธทดทสดโดยทวไปมองคประกอบดงน
3.1.4.1 ตวแปรตดสนใจ (Decision Variable) เปนตวแปรทผตดสนใจเลอกไดวาจะใหมคาเทาใด คาของตวแปรเหลานเปนตวกาหนดตอไป ถงผลลพธทได เชน จานวนผลต ตนทน รายได ระยะทาง เวลา เปนตน
3.1.4.2 ฟงกชนวตถประสงค (Objective Function) เปนตวแปรทตองการใหไดมคาทดทสด ไมวาจะเปนคาตาทสดหรอสงทสด
Ref. code: 25595810037357EAN
33
3.1.4.3 ขอจากดหรอเงอนไข (Constrains) เปนเงอนไขบงคบทตองทาตาม อาจเปนเงอนไขดานกายภาพ ดานการเงน ดานการผลต เงอนไขทางตรรกะ หรอเงอนไขดานอนๆ ขนอยกบลกษณะของปญหาในการคนหาคาของตวแปรตดสนใจททาใหฟงกชนวตถประสงคมคาทดทสด คาทสอดคลองกบเลอนไขบงคบทงหมดเทานนจงจะเปนคาตวแปรตดสนใจนนได
โดยในการสรางจะสรางรปแบบเปรดชตในเอกเซลล เราตองทราบขอจากดตางๆของของแตละผลตภณฑโดยแยกแตละกระบวนการอยางละเอยด เพอนาขอมลดงกลาวมาเขยนฟงชนขอจากดหรอเงอนไขบงคบ (Constrains) ซงขนอยกบลกษณะของปญหา ในการคนหาคาของตวแปรตดสนใจททาใหฟงกชนวตถประสงคมคาทดทสด ซงสรปไดดงน
(1) ผลตภณฑทตางกนเมอมการปรบเปลยนผลตภณฑจะไดกาลงการผลตทตางกน ถงแมจะใชเครองจกร Model เดยวกนกตาม โดยสาเหตทตางกนเปนไดทง UPH และ %OEE
(2) ผลตภณฑทตางกนไมสามารถใชเครองจกรรวมกนไดทกผลตภณฑ (3) ผลตภณฑทตางกนเมอตองการปรบเปลยน Model บางผลตภณฑ ตอง
เปลยนทงชด Conversion kit และโปรแกรม แตในขณะทบางผลตภณฑทาการเปลยนแคโปรแกรมเทานนเนองจากใช Conversion kit แบบเดยวกน
3.2 สรางโมเดลคานวณกาลงการผลต 3.2.1 สรางแบบจาลองบนสเปรดชตเอกเซล (Spreadsheet model)
สเปรดชตใชจดขอมลใหอยในแนวนอนและแนวตง ซงอาจเปนตวหนงสอ ตวเลข หรอความสมพนธทางตรรกะ แลวสรางความเชอมโยงระหวางขอมลตางๆ เหลานนเขาดวยกน ความสามารถทหลากหลายบนสเปรดชตทาใหเหมาะตอการสรางแบบจาลองทางคณตศาสตร แบบจาลองบนสเปรดชตแสดงไดกระชบและครบถวนแตมความซบซอนในตวของมนเอง นอกจากน การไมมรปแบบมาตรฐานเปนทยอมรบในรปแบบเดยวในการสรางแบบจาลองบนสเปรดชตเปนสาเหตอกประการหนงททาใหเกดความสบสนไดงายแมวาแบบจาลองเพอหาผลลพธทดทสดตางตองแสดงถงตวแปรตดสนใจ ฟงชนวตถประสงค และเงอนไขบงคบ อยางไรกตาม ยงเปดทางใหมอสระอกมากมาย เชน การวางรปแบบแบบจาลองใหสามารถสะดวกตอการปรบปรง หรอเปลยนแปลง ความสามารถเหลานเปนประโยชนตอการหาผลลพธทดทสด แตบางครงทาใหผอนทมไดเปนผสรางแบบจาลองเขาใจไดยาก ดงนน แบบจาลองบนสเปรดชตจงมไดสรางขนมาเพอการคานวณประการเดยวแตยงใชเพอการสอสารทาความเขาใจตอผอน โดยเฉพาะผทนาแบบจาลองไปใชเพอการตดสนใจ ดงนน โมเดลทสรางขน ตองเปนรปแบบตองเปนลกษณะรายงานทเขาใจงาย ซงผวจยไดไดทาการ
Ref. code: 25595810037357EAN
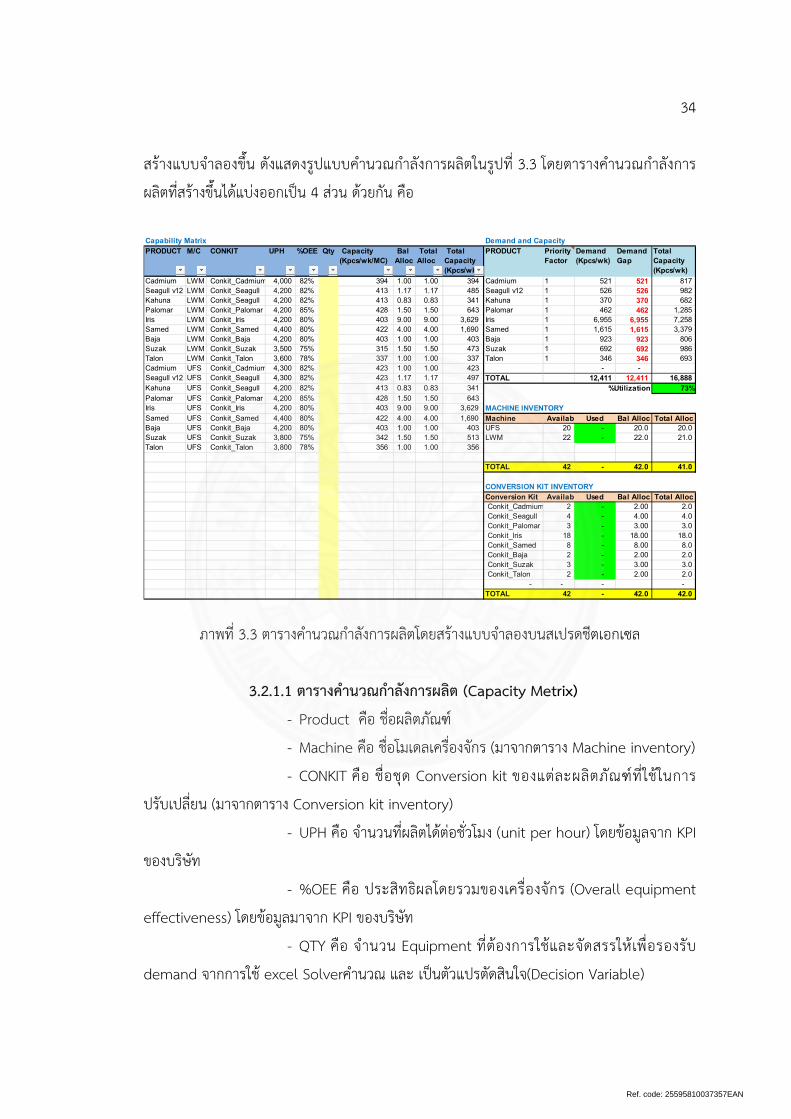
34
สรางแบบจาลองขน ดงแสดงรปแบบคานวณกาลงการผลตในรปท 3.3 โดยตารางคานวณกาลงการผลตทสรางขนไดแบงออกเปน 4 สวน ดวยกน คอ
Capability Matrix Demand and CapacityPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Cadmium LWM Conkit_Cadmium 4,000 82% 394 1.00 1.00 394 Cadmium 1 521 521 817 Seagull v12 LWM Conkit_Seagull 4,200 82% 413 1.17 1.17 485 Seagull v12 1 526 526 982 Kahuna LWM Conkit_Seagull 4,200 82% 413 0.83 0.83 341 Kahuna 1 370 370 682 Palomar LWM Conkit_Palomar 4,200 85% 428 1.50 1.50 643 Palomar 1 462 462 1,285 Iris LWM Conkit_Iris 4,200 80% 403 9.00 9.00 3,629 Iris 1 6,955 6,955 7,258 Samed LWM Conkit_Samed 4,400 80% 422 4.00 4.00 1,690 Samed 1 1,615 1,615 3,379 Baja LWM Conkit_Baja 4,200 80% 403 1.00 1.00 403 Baja 1 923 923 806 Suzak LWM Conkit_Suzak 3,500 75% 315 1.50 1.50 473 Suzak 1 692 692 986 Talon LWM Conkit_Talon 3,600 78% 337 1.00 1.00 337 Talon 1 346 346 693 Cadmium UFS Conkit_Cadmium 4,300 82% 423 1.00 1.00 423 - - Seagull v12 UFS Conkit_Seagull 4,300 82% 423 1.17 1.17 497 TOTAL 12,411 12,411 16,888 Kahuna UFS Conkit_Seagull 4,200 82% 413 0.83 0.83 341 %Utilization 73%Palomar UFS Conkit_Palomar 4,200 85% 428 1.50 1.50 643 Iris UFS Conkit_Iris 4,200 80% 403 9.00 9.00 3,629 MACHINE INVENTORYSamed UFS Conkit_Samed 4,400 80% 422 4.00 4.00 1,690 Machine Availab Used Bal Alloc Total AllocBaja UFS Conkit_Baja 4,200 80% 403 1.00 1.00 403 UFS 20 - 20.0 20.0 Suzak UFS Conkit_Suzak 3,800 75% 342 1.50 1.50 513 LWM 22 - 22.0 21.0 Talon UFS Conkit_Talon 3,800 78% 356 1.00 1.00 356
TOTAL 42 - 42.0 41.0
CONVERSION KIT INVENTORYConversion Kit Availab Used Bal Alloc Total AllocConkit_Cadmium 2 - 2.00 2.0 Conkit_Seagull 4 - 4.00 4.0 Conkit_Palomar 3 - 3.00 3.0 Conkit_Iris 18 - 18.00 18.0 Conkit_Samed 8 - 8.00 8.0 Conkit_Baja 2 - 2.00 2.0 Conkit_Suzak 3 - 3.00 3.0 Conkit_Talon 2 - 2.00 2.0
- - - - TOTAL 42 - 42.0 42.0
ภาพท 3.3 ตารางคานวณกาลงการผลตโดยสรางแบบจาลองบนสเปรดชตเอกเซล
3.2.1.1 ตารางคานวณกาลงการผลต (Capacity Metrix) - Product คอ ชอผลตภณฑ - Machine คอ ชอโมเดลเครองจกร (มาจากตาราง Machine inventory) - CONKIT คอ ชอชด Conversion kit ของแตละผลตภณฑทใชในการ
ปรบเปลยน (มาจากตาราง Conversion kit inventory) - UPH คอ จานวนทผลตไดตอชวโมง (unit per hour) โดยขอมลจาก KPI
ของบรษท - %OEE คอ ประสทธผลโดยรวมของเครองจกร (Overall equipment
effectiveness) โดยขอมลมาจาก KPI ของบรษท - QTY คอ จานวน Equipment ทตองการใชและจดสรรใหเพอรองรบ
demand จากการใช excel Solverคานวณ และ เปนตวแปรตดสนใจ(Decision Variable)
Ref. code: 25595810037357EAN
35
- Capacity คอ กาลงการผลตตอสปดาหทถกจดสรรใหแตละโมเดลโดยคานวณมากจาก (UPH x %OEE x QTY x working hour per week) / 1000
- Demand คอ ความตองการของลกคาสาหรบแตละผลตภณฑ โดยขอมลใสสตรเชองโยงมาจากตาราง Demand & Capacity - Balance allocation คอ จดสรรเครองจกรสวนทเหลอจาก demand ท
ตองการ ไปใหผลตภณฑ ซงคานวณแบบถวงนาหนกจากจานวน demand - Total allocation คอ จานวนเครองจกรอปกรณทจดสรรในการผลตแต
ละผลตภณฑ จากเครองจกรและอปกรณทมอยทงหมดโดยคานวณมาจากสตร QTY+ Balance allocation
- Total capacityคอ จานวนกาลงการผลตรวมจากเครองจกรอปกรณทมอยทงหมดโดยคานวณจากสตร (UPH x %OEE x Total allocation x working hour per week) / 1000
3.2.1.2 ตารางแสดงกาลงการผลตเทยบกบความตองการ (Demand & Capacity)
- Product คอ ชอผลตภณฑ - Demand คอ ความตองการของลกคาสาหรบแตละผลตภณฑ - CONKIT คอ ชอชด Conversion kit ของแตละผลตภณฑทใชในการ
ปรบเปลยน (มาจากตาราง Conversion kit inventory) - Demand Gap คอ ผลตางระหวาง Demand กบ Capacity ในตาราง
Capacity Metrix โดยสรางสตรใหตวเลขวงเขาหา 0 ถา Capacity เพยงพอตอ demand แตถาผลตภณฑไหน Capacity ไมพอ จะแสดงตวเลขสแดงและคานวณออกมาวาขาดอกเทาไหร ในหนวย Kpcs per week
- Total capacity คอ จานวนกาลงการผลตรวมจากเครองจกรอปกรณทมอ ยท งหมดโดยคานวณมาจากสตร (UPH x %OEE x Total allocation x working hour per week) / 1000
3.2.1.3 ตารางสรปจานวนเครองจกรทมอยและจานวนทตองการใชจรงเทยบกบdemand (Machine inventory)
- Machine คอ ชอโมเดลเครองจกร - Available QTY คอ จานวนเครองจกรทมอยในไลนการผลตแตละโมเดล
Ref. code: 25595810037357EAN
36
- Used คอ จานวนเครองจกรทตองการใชจรง โดยขอมลมาจากการใช excel Solver คานวณในตาราง Capacity Metrix ชอง “QTY”
- Balance allocation คอ จานวนเครองจกรคงเหลอจากการจดสรรโดยคานวณมาจากสตร Available QTY - Used
- Total allocation คอ จานวนผลรวมเครองจกรทสามารถจดสรรใหกบการผลตทงหมด โดยขอมลมาจาก Capacity Metrix ชอง “Total Allocation”
3.2.1.4 ตารางสรปจานวน Conversion kit ทมอยและจานวนทตองการใชจรงเทยบกบ Demand (Conversion kit inventory)
- Conversion Kit คอ ชอชดอปกรณปรบตงเครองจกร - Available QTY คอ จานวนConversion Kit ทมอยในไลนการผลตแต
ละโมเดล - Used คอ จานวน Conversion Kit ทตองการใชจรง ขอมลมาจากการ
ใช excel Solver คานวณในตาราง Capacity Metrix ชอง “QTY” - Balance allocation คอ จานวนConversion Kit คงเหลอจากการ
จดสรรโดยคานวณมาจากสตร Available QTY - Used - Total allocationคอ จานวนผลรวม Conversion Kit ทสามารถจดสรร
ใหกบการผลตทงหมด โดยขอมลมาจาก Capacity Metrix ชอง “Total Allocation”
3.2.2 สรางแบบจาลองทางคณตศาสตร (Mechanical model) หลงจากทสรางโมเดลบนเอกเซลลแลว กอนทจะใช Excel solver มาชวย
แกปญหาเราตองทาการสรางแบบจาลองทางคณตศาสตร (Mechanical model) ขนมาบนพนฐานของการหาผลลพธทดทสด โดยองคประกอบของปญหาทตองการผลลพธทดทสดประกอบดวยกลมตวแปรตดสนใจหลกเกณฑ และกลมเงอนไขทตองการเปนตวกาหนดวาการตดสนใจ ตองสอดคลองกบเงอนไขทงหมดนน โดยปญหาทตองการคนหาผลลพธทดทสดโดยทวไปมองคประกอบดงน
3.2.2.1 ตวแปรตดสนใจ (Decision Variable) เปนตวแปรทผตดสนใจเลอกไดวาจะใหมคาเทาใด คาของตวแปรเหลานเปนตวกาหนดตอไป ถงผลลพธทได เชน จานวนผลต ตนทน รายได ระยะทาง เวลา เปนตน
3.2.2.2 ฟงกชนวตถประสงค (Objective Function) เปนตวแปรทตองการใหไดมคาทดทสด ไมวาจะเปนคาตาทสดหรอสงทสด
Ref. code: 25595810037357EAN
37
3.2.2.3 ขอจากดหรอเงอนไข (Constrains) เปนเงอนไขบงคบทตองทาตาม อาจเปนเงอนไขดานกายภาพ ดานการเงน ดานการผลต เงอนไขทางตรรกะ หรอเงอนไขดานอนๆ ขนอยกบลกษณะของปญหา ในการคนหาคาของตวแปรตดสนใจททาใหฟงกชนวตถประสงคมคาทดทสด คาทสอดคลองกบเลอนไขบงคบทงหมดเทานนจงจะเปนคาตวแปรตดสนใจนนได
การแก ปญหาท เกดข น ในทางธรกจ อตสาหกรรม หรอภาครฐ นกวเคราะหระบบตองศกษาปญหาทเกดขน เพอใหเขาใจถงปญหาอยางแทจรง พจารณาขอจากด สมมตฐาน และวตถประสงคของการศกษาปญหาเสยกอน แลวจงนารายละเอยดตางๆ มาสรางตวแบบการโปรแกรมเชงเสน ขนตอนการสรางตวแบบของปญหาสามารถสรปไดดงน
(1) กาหนดตวแปรตดสนใจ (Defining decision variables) ตวแปรตดสนใจหมายถงกจกรรมทผตดสนใจสนใจ คาของตวแปรตดสนใจทเหมาะสม คอ ปรมาณของกจกรรมทควรจะกระทา ผตดสนใจจะนาคาของตวแปรนเพอไปใชประกอบการตดสนใจ ในแตละปญหาตวแปรตดสนใจอาจแตกตางกนไป ตามลกษณะเฉพาะของปญหา
(2) กาหนดฟงกชนเปาหมายหรอฟงกชนวตถประสงค (Defining objective function) เปนการกาหนดเปาหมายของตวแบบ เพอใหสามารถหาคาของตวแปรตดสนใจทเหมาะสมทสดซงทาใหบรรลวตถประสงคไดมากทสด โดยทวไปเราจะตองระบถงทศทางของฟงกชนน เชนเปาหมายการหาคาสงสด หรอเปาหมายการหาคาตาสด เปนตน
(3) กาหนดขอจากดของปญหา (Identifying constraints) เปนการกาหนดขอจากดของปญหาในเทอมของตวแปรตดสนใจ โดยทวไป ขอจากดพนฐานของปญหาการหาคาสงสด คอปรมาณทรพยากรทมอย ปรมาณสงสดทเปนไปไดของตวแปรตดสนใจ ขอกาหนดของผลตภณฑ (Product specifications) เปนตน ขอจากดพนฐานสาหรบปญหาการหาคาตาสด ไดแก ปรมาณตาสดของตวแปรตดสนใจ ขอกาหนดของผลตภณฑ ปรมาณทรพยากรทมอย เปนตน
(4 ) ส ร า ง ต ว แ บ บ ก าร โป รแ ก รม เช ง เส น (Developing linear programming models) หลงจากไดกาหนดตวแปรตดสนใจและขอจากดตางๆ แลว จะนาเอาฟงกชนวตถประสงคและจากดมาพจารณารวมกน เพอใหสามารถหาผลเฉลย (Solution) ทสอดคลองกบขอจากดและทาใหฟงกชนวตถประสงคมคาดทสด
(5) ตรวจสอบความถกตอง (Validation) เปนการตรวจสอบวาตวแบบทสรางขนนมความถกตองหรอไม กลาวคอ ตองตรวจสอบความสมพนธของตวแปรตดสนใจ ขอจากดตางๆ และฟงกชนวตถประสงคทระบไวนน วาสอดคลองกบปญหาทกาหนดไวและครบถวนหรอไมคาพารามเตอรตางๆ มคาถกตองหรอไม หากตวแบบทสรางขนมความผดพลาดอนเนองมาจากสาเหตตางๆ เชน ระบความสมพนธไมครบถวน ความสมพนธไมถกตองคาพารามเตอรผดพลาด เปนตน
Ref. code: 25595810037357EAN
38
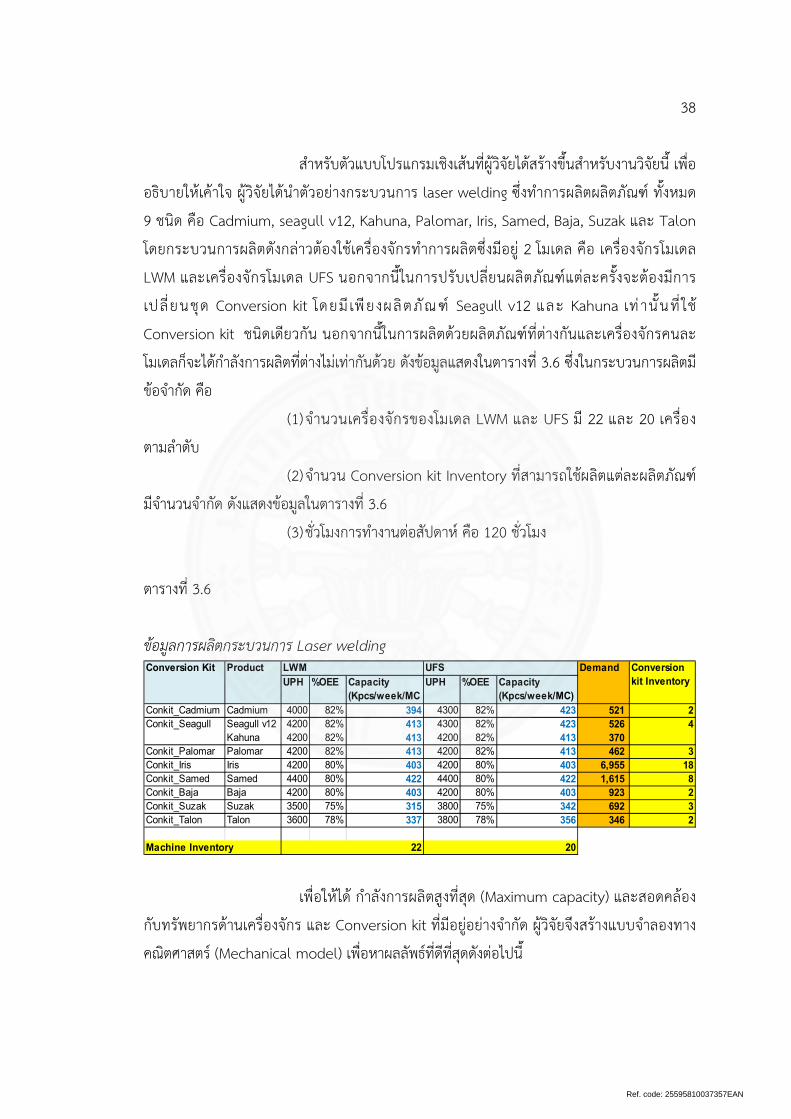
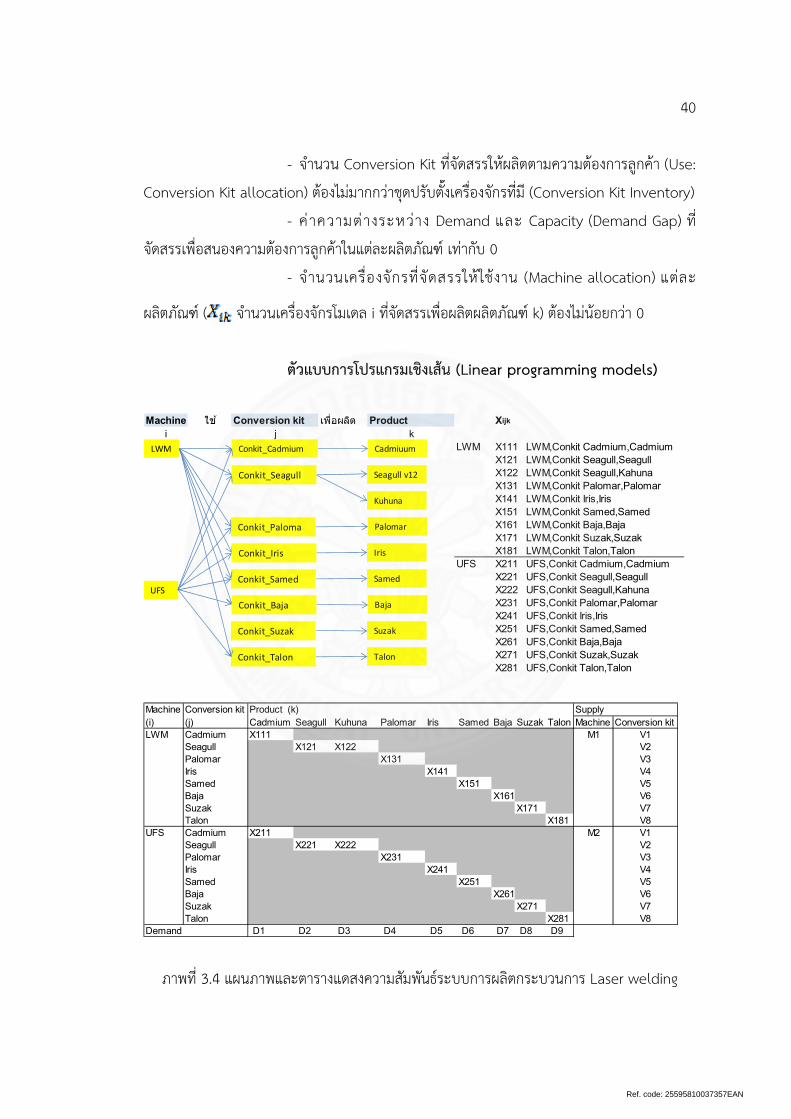
สาหรบตวแบบโปรแกรมเชงเสนทผวจยไดสรางขนสาหรบงานวจยน เพออธบายใหเคาใจ ผวจยไดนาตวอยางกระบวนการ laser welding ซงทาการผลตผลตภณฑ ทงหมด 9 ชนด คอ Cadmium, seagull v12, Kahuna, Palomar, Iris, Samed, Baja, Suzak และ Talon โดยกระบวนการผลตดงกลาวตองใชเครองจกรทาการผลตซงมอย 2 โมเดล คอ เครองจกรโมเดล LWM และเครองจกรโมเดล UFS นอกจากนในการปรบเปลยนผลตภณฑแตละครงจะตองมการเปล ยน ชด Conversion kit โดยม เพ ยงผล ต ภณ ฑ Seagull v12 และ Kahuna เท า นนท ใ ช Conversion kit ชนดเดยวกน นอกจากนในการผลตดวยผลตภณฑทตางกนและเครองจกรคนละโมเดลกจะไดกาลงการผลตทตางไมเทากนดวย ดงขอมลแสดงในตารางท 3.6 ซงในกระบวนการผลตมขอจากด คอ
(1) จานวนเครองจกรของโมเดล LWM และ UFS ม 22 และ 20 เครองตามลาดบ
(2) จานวน Conversion kit Inventory ทสามารถใชผลตแตละผลตภณฑมจานวนจากด ดงแสดงขอมลในตารางท 3.6
(3) ชวโมงการทางานตอสปดาห คอ 120 ชวโมง ตารางท 3.6 ขอมลการผลตกระบวนการ Laser welding Conversion Kit Product LWM UFS Demand
UPH %OEE Capacity (Kpcs/week/MC
UPH %OEE Capacity (Kpcs/week/MC)
Conkit_Cadmium Cadmium 4000 82% 394 4300 82% 423 521 2Conkit_Seagull Seagull v12 4200 82% 413 4300 82% 423 526 4
Kahuna 4200 82% 413 4200 82% 413 370 Conkit_Palomar Palomar 4200 82% 413 4200 82% 413 462 3Conkit_Iris Iris 4200 80% 403 4200 80% 403 6,955 18Conkit_Samed Samed 4400 80% 422 4400 80% 422 1,615 8Conkit_Baja Baja 4200 80% 403 4200 80% 403 923 2Conkit_Suzak Suzak 3500 75% 315 3800 75% 342 692 3Conkit_Talon Talon 3600 78% 337 3800 78% 356 346 2
Machine Inventory 22 20
Conversion kit Inventory
เพอใหได กาลงการผลตสงทสด (Maximum capacity) และสอดคลองกบทรพยากรดานเครองจกร และ Conversion kit ทมอยอยางจากด ผวจยจงสรางแบบจาลองทางคณตศาสตร (Mechanical model) เพอหาผลลพธทดทสดดงตอไปน
Ref. code: 25595810037357EAN
39
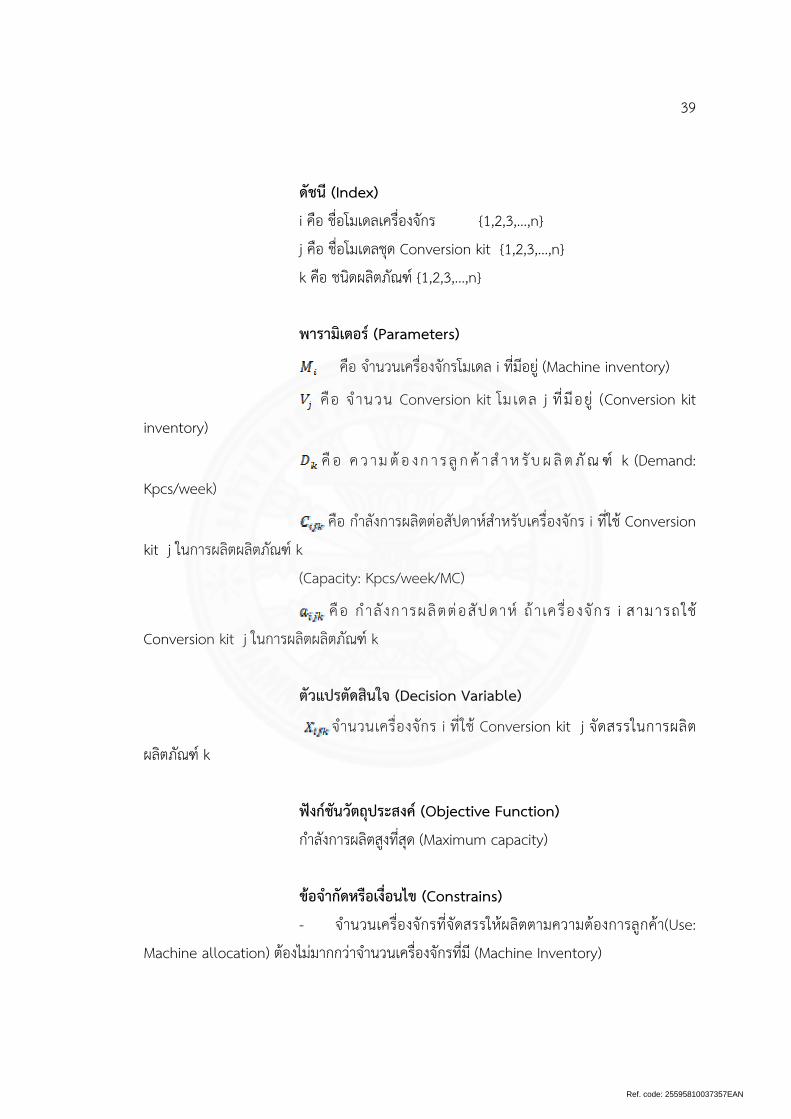
ดชน (Index) i คอ ชอโมเดลเครองจกร {1,2,3,…,n} j คอ ชอโมเดลชด Conversion kit {1,2,3,…,n} k คอ ชนดผลตภณฑ {1,2,3,…,n} พารามเตอร (Parameters)
คอ จานวนเครองจกรโมเดล i ทมอย (Machine inventory) คอ จ านวน Conversion kit โม เดล j ท ม อ ย (Conversion kit
inventory) ค อ ค ว าม ต อ งก า รล ก ค า ส า ห ร บ ผ ล ต ภ ณ ฑ k (Demand:
Kpcs/week) คอ กาลงการผลตตอสปดาหสาหรบเครองจกร i ทใช Conversion
kit j ในการผลตผลตภณฑ k (Capacity: Kpcs/week/MC)
ค อ ก าล งการผล ต ตอสปดาห ถ า เคร อ งจ กร i สามารถใช Conversion kit j ในการผลตผลตภณฑ k
ตวแปรตดสนใจ (Decision Variable) จานวนเครองจกร i ทใช Conversion kit j จดสรรในการผลต
ผลตภณฑ k ฟงกชนวตถประสงค (Objective Function) กาลงการผลตสงทสด (Maximum capacity) ขอจากดหรอเงอนไข (Constrains) - จานวนเครองจกรทจดสรรใหผลตตามความตองการลกคา(Use:
Machine allocation) ตองไมมากกวาจานวนเครองจกรทม (Machine Inventory)
Ref. code: 25595810037357EAN
40
- จานวน Conversion Kit ทจดสรรใหผลตตามความตองการลกคา (Use: Conversion Kit allocation) ตองไมมากกวาชดปรบตงเครองจกรทม (Conversion Kit Inventory)
- คาความตางระห วาง Demand และ Capacity (Demand Gap) ทจดสรรเพอสนองความตองการลกคาในแตละผลตภณฑ เทากบ 0
- จานวนเครองจกรทจดสรรใหใชงาน (Machine allocation) แตละ
ผลตภณฑ ( จานวนเครองจกรโมเดล i ทจดสรรเพอผลตผลตภณฑ k) ตองไมนอยกวา 0
ตวแบบการโปรแกรมเชงเสน (Linear programming models) Machine ใช Conversion kit เพอผลต Product Xijk
i j kLWM X111 LWM,Conkit Cadmium,Cadmium
X121 LWM,Conkit Seagull,SeagullX122 LWM,Conkit Seagull,KahunaX131 LWM,Conkit Palomar,PalomarX141 LWM,Conkit Iris,IrisX151 LWM,Conkit Samed,SamedX161 LWM,Conkit Baja,BajaX171 LWM,Conkit Suzak,SuzakX181 LWM,Conkit Talon,Talon
UFS X211 UFS,Conkit Cadmium,CadmiumX221 UFS,Conkit Seagull,SeagullX222 UFS,Conkit Seagull,KahunaX231 UFS,Conkit Palomar,PalomarX241 UFS,Conkit Iris,IrisX251 UFS,Conkit Samed,SamedX261 UFS,Conkit Baja,BajaX271 UFS,Conkit Suzak,SuzakX281 UFS,Conkit Talon,Talon
LWM
UFS
Conkit_Cadmium Cadmiuum
Conkit_Seagull
Conkit_Paloma
Conkit_Iris
Conkit_Samed
Conkit_Baja
Conkit_Suzak
Conkit_Talon
Seagull v12
Kuhuna
Baja
Suzak
Talon
Palomar
Iris
Samed
Machine Conversion kit Product (k) Supply(i) (j) Cadmium Seagull Kuhuna Palomar Iris Samed Baja Suzak Talon Machine Conversion kitLWM Cadmium X111 M1 V1
Seagull X121 X122 V2Palomar X131 V3Iris X141 V4Samed X151 V5Baja X161 V6Suzak X171 V7Talon X181 V8
UFS Cadmium X211 M2 V1Seagull X221 X222 V2Palomar X231 V3Iris X241 V4Samed X251 V5Baja X261 V6Suzak X271 V7Talon X281 V8
Demand D1 D2 D3 D4 D5 D6 D7 D8 D9
ภาพท 3.4 แผนภาพและตารางแดสงความสมพนธระบบการผลตกระบวนการ Laser welding
Ref. code: 25595810037357EAN
41
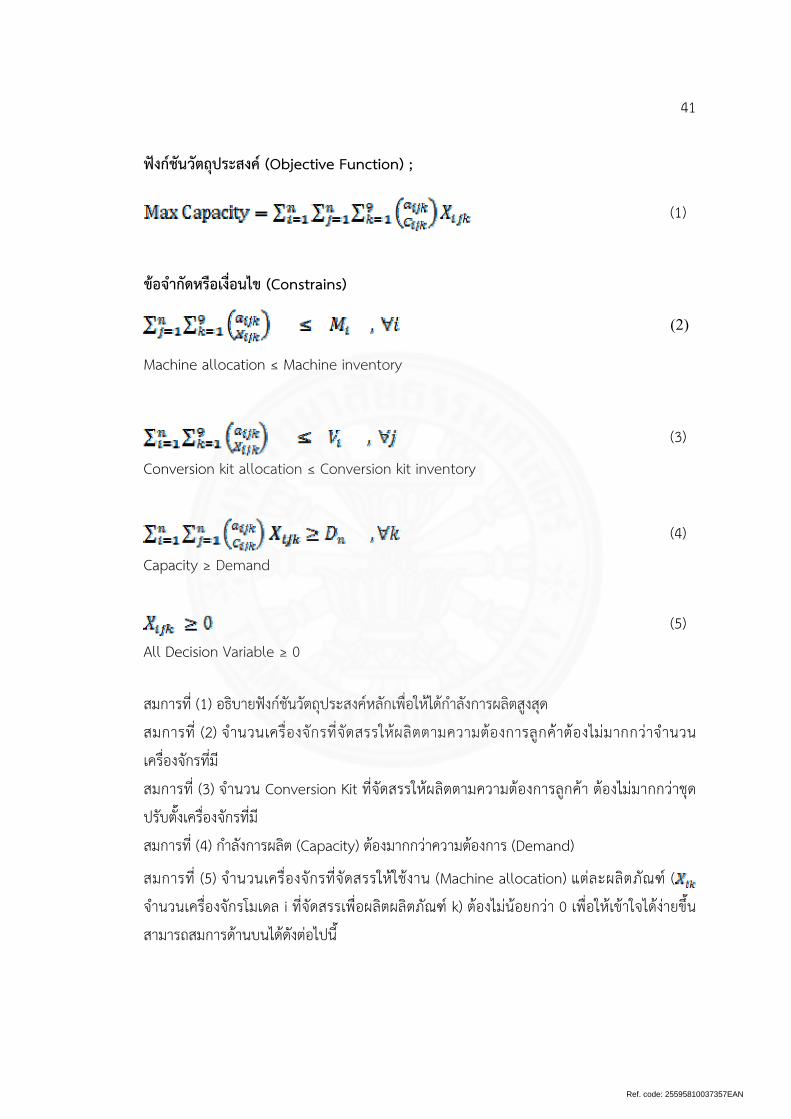
ฟงกชนวตถประสงค (Objective Function) ;
(1)
ขอจากดหรอเงอนไข (Constrains)
(2)
Machine allocation ≤ Machine inventory
(3)
Conversion kit allocation ≤ Conversion kit inventory
(4)
Capacity ≥ Demand
(5) All Decision Variable ≥ 0 สมการท (1) อธบายฟงกชนวตถประสงคหลกเพอใหไดกาลงการผลตสงสด สมการท (2) จานวนเครองจกรทจดสรรใหผลตตามความตองการลกคาตองไมมากกวาจานวนเครองจกรทม สมการท (3) จานวน Conversion Kit ทจดสรรใหผลตตามความตองการลกคา ตองไมมากกวาชดปรบตงเครองจกรทม สมการท (4) กาลงการผลต (Capacity) ตองมากกวาความตองการ (Demand) สมการท (5) จานวนเครองจกรทจดสรรใหใชงาน (Machine allocation) แตละผลตภณฑ (จานวนเครองจกรโมเดล i ทจดสรรเพอผลตผลตภณฑ k) ตองไมนอยกวา 0 เพอใหเขาใจไดงายขนสามารถสมการดานบนไดดงตอไปน
Ref. code: 25595810037357EAN
42
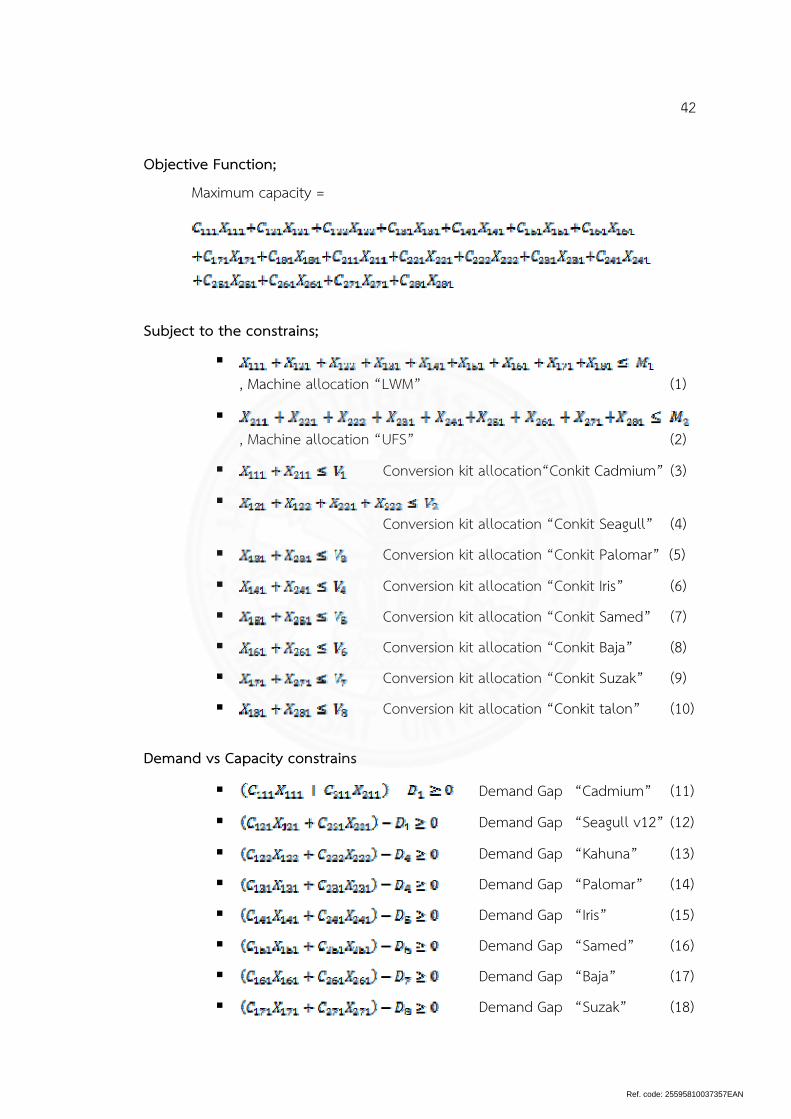
Objective Function; Maximum capacity =
Subject to the constrains;
, Machine allocation “LWM” (1)
, Machine allocation “UFS” (2) Conversion kit allocation“Conkit Cadmium” (3)
Conversion kit allocation “Conkit Seagull” (4) Conversion kit allocation “Conkit Palomar” (5) Conversion kit allocation “Conkit Iris” (6) Conversion kit allocation “Conkit Samed” (7) Conversion kit allocation “Conkit Baja” (8) Conversion kit allocation “Conkit Suzak” (9) Conversion kit allocation “Conkit talon” (10)
Demand vs Capacity constrains
Demand Gap “Cadmium” (11) Demand Gap “Seagull v12” (12) Demand Gap “Kahuna” (13) Demand Gap “Palomar” (14) Demand Gap “Iris” (15) Demand Gap “Samed” (16) Demand Gap “Baja” (17) Demand Gap “Suzak” (18)
Ref. code: 25595810037357EAN
43
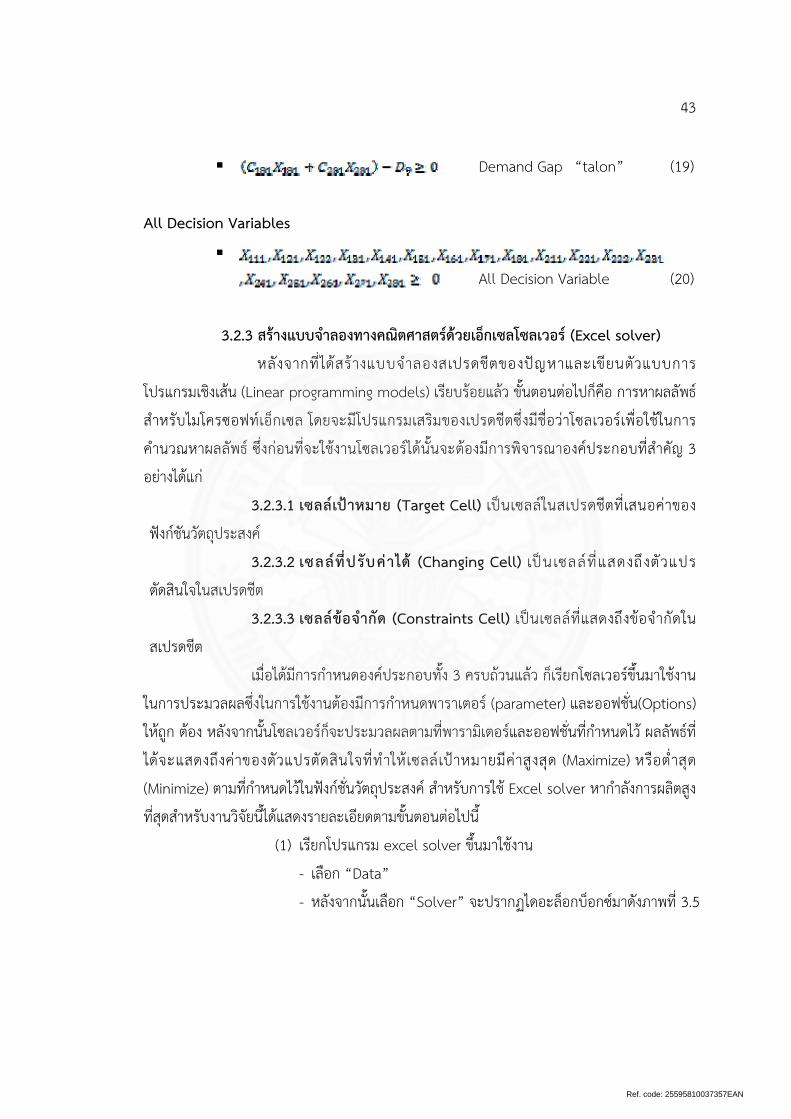
Demand Gap “talon” (19) All Decision Variables
All Decision Variable (20)
3.2.3 สรางแบบจาลองทางคณตศาสตรดวยเอกเซลโซลเวอร (Excel solver)
หลงจากท ไดสรางแบบจาลองสเปรดชตของปญหาและเขยนตวแบบการโปรแกรมเชงเสน (Linear programming models) เรยบรอยแลว ขนตอนตอไปกคอ การหาผลลพธสาหรบไมโครซอฟทเอกเซล โดยจะมโปรแกรมเสรมของเปรดชตซงมชอวาโซลเวอรเพอใชในการคานวณหาผลลพธ ซงกอนทจะใชงานโซลเวอรไดนนจะตองมการพจารณาองคประกอบทสาคญ 3 อยางไดแก
3.2.3.1 เซลลเปาหมาย (Target Cell) เปนเซลลในสเปรดชตทเสนอคาของฟงกชนวตถประสงค
3.2.3.2 เซลลทปรบคาได (Changing Cell) เปนเซลลท แสดงถงตวแปรตดสนใจในสเปรดชต
3.2.3.3 เซลลขอจากด (Constraints Cell) เปนเซลลทแสดงถงขอจากดใน สเปรดชต
เมอไดมการกาหนดองคประกอบทง 3 ครบถวนแลว กเรยกโซลเวอรขนมาใชงานในการประมวลผลซงในการใชงานตองมการกาหนดพาราเตอร (parameter) และออฟชน(Options) ใหถก ตอง หลงจากนนโซลเวอรกจะประมวลผลตามทพารามเตอรและออฟชนทกาหนดไว ผลลพธทไดจะแสดงถงคาของตวแปรตดสนใจททาใหเซลลเปาหมายมคาสงสด (Maximize) หรอตาสด(Minimize) ตามทกาหนดไวในฟงกชนวตถประสงค สาหรบการใช Excel solver หากาลงการผลตสงทสดสาหรบงานวจยนไดแสดงรายละเอยดตามขนตอนตอไปน
(1) เรยกโปรแกรม excel solver ขนมาใชงาน - เลอก “Data” - หลงจากนนเลอก “Solver” จะปรากฏไดอะลอกบอกซมาดงภาพท 3.5
Ref. code: 25595810037357EAN
44
ภาพท 3.5 ไดอะลอกบอกซ Solver parameter จากฟงกชน Excel Solver
(2) Input คา Solver parameter และ Solver กาหนดสตรใน Solver parameter เพอแกปญหา LP โดยกาหนดจาก
Mechanical model และ สตรทเชอมโยงขอมลเขาดวยกนจากเสปรดชตโมเดลทสรางขนในขอ 3.2.1 และ 3.2.2 แลวนามากาหนดใน Solver parameter ดงตอไปน และแสดงในภาพท 3.6, 3.7 และ 3.8 โดย Input คา Solver parameter (คลกเลอกในตาราง Model excel ตามรายละเอยดดานลาง) หลงจากนนเลอก Solver Method เปน Simplex LP และคลก Solver เพอคานวณหาผลลพธทดทสด
ฟงกชนวตถประสงค (Objective Function) Set Objective : MAX ($R$19)
ตวแปรตดสนใจ (Decision Variable) By change variable cell : $G$9:$G$41
ขอจากดหรอเงอนไข (Constrains) Subject to the constrains : $P$24:$P$28<=$O$24:$O$28 (1)
1 2
Ref. code: 25595810037357EAN
45
$P$32:$P$41<=$O$32:$O$41 (2) $R$24:$R$28<=$O$24:$O$28 (3) $Q$9:$Q$19 >=0 (4) $G$9:$G$41 >=0 (5)
ภาพท 3.6 คา Solver parameter ใน Model excel
ภาพท 3.7 ไดอะลอกบอกซ Solver parameter หลงจากระบเงอนไข
1. Solver Objective -Maximum capacity
2. Solver Variable -Machine Allocation (QTY)
3. Constrains
Decision Variable
Objective function
1, 2, 3
4
Ref. code: 25595810037357EAN
46
ภาพท 3.8 ขนตอนการใชงาน Excel solver
ในกรณทมเครองจกรทสามารถจดสรรใหกบแตละผลตภณฑไดตงแต 2 โมเดลขนไปนน
จากเงอนไขฟงกชนวตถประสงคทกาหนดใหกาลงการผลตสงทสด (Maximum capacity) โดย Excel solver จะทาการเลอกจดสรร (Allocate) เครองจกรไปในโมเดลทใหกาลงการผลตสงทสดกอน ถาไมพอตอความตองการถงจะเลอกจดสรรไปทเครองจกรทมกาลงการผลตทตากวา ดงแสดงภาพท 3.9 เชน Cadmium จะเหนวาเครองจกรจะจดสรรมาท model UFS กอน เนองจากไดคา UPH ทสงกวา ซงสงผลใหไดกาลงการผลตมากกวา
Capability MatrixPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk)Demand Ref
Bal Alloc Total Alloc Total Capacity (Kpcs/wk)
Cadmium LWM Conkit_Cadmium 4,000 82% - - 521 0.38 0.38 151
Seagull v12 LWM Conkit_Seagull 4,200 82% - - 526 0.55 0.55 226 Kahuna LWM Conkit_Seagull 4,200 82% - - 370 0.38 0.38 159 Palomar LWM Conkit_Palomar 4,200 82% 1.12 462 462 0.94 2.06 851 Iris LWM Conkit_Iris 4,200 80% 9.34 3,765 6,955 0.37 9.71 3,917 Samed LWM Conkit_Samed 4,400 80% 3.82 1,615 1,615 2.09 5.91 2,497 Baja LWM Conkit_Baja 4,200 80% 2.00 806 923 - 2.00 806 Suzak LWM Conkit_Suzak 3,500 75% - - 692 0.49 0.49 154 Talon LWM Conkit_Talon 3,600 78% - - 346 0.51 0.51 173 Cadmium UFS Conkit_Cadmium 4,300 82% 1.23 521 521 0.38 1.62 684
Seagull v12 UFS Conkit_Seagull 4,300 82% 1.24 526 526 0.55 1.79 758 Kahuna UFS Conkit_Seagull 4,200 82% 0.89 370 370 0.38 1.28 529 Palomar UFS Conkit_Palomar 4,200 82% - - 462 0.94 0.94 389 Iris UFS Conkit_Iris 4,200 80% 7.91 3,190 6,955 0.37 8.29 3,341
Samed UFS Conkit_Samed 4,400 80% - - 1,615 2.09 2.09 882 Baja UFS Conkit_Baja 4,200 80% - - 923 - - - Suzak UFS Conkit_Suzak 3,800 75% 2.02 692 692 0.49 2.51 859 Talon UFS Conkit_Talon 3,800 78% 0.97 346 346 0.51 1.49 529
ภาพท 3.9 ผลลพธการจดสรรทรพยากรโดย Excel solver
1 2
3
4
5
Ref. code: 25595810037357EAN
47
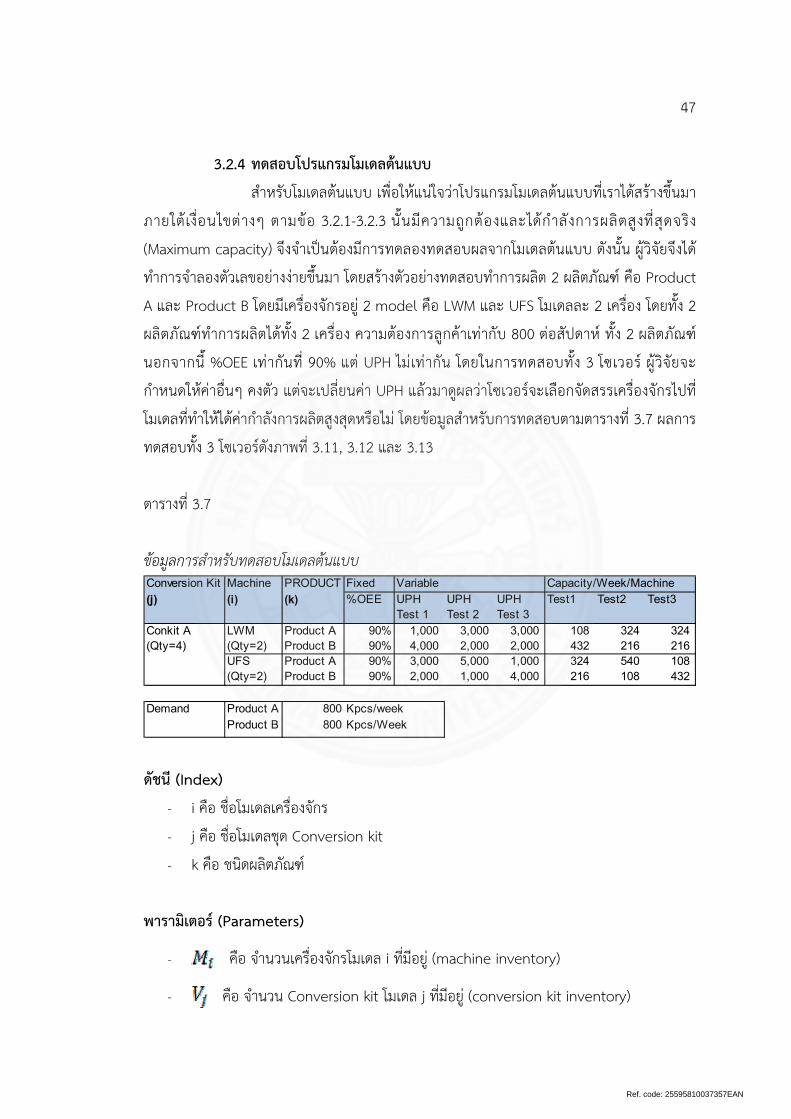
3.2.4 ทดสอบโปรแกรมโมเดลตนแบบ สาหรบโมเดลตนแบบ เพอใหแนใจวาโปรแกรมโมเดลตนแบบทเราไดสรางขนมา
ภายใตเงอนไขตางๆ ตามขอ 3.2.1-3.2.3 นนมความถกตองและไดกาลงการผลตสงทสดจรง (Maximum capacity) จงจาเปนตองมการทดลองทดสอบผลจากโมเดลตนแบบ ดงนน ผวจยจงไดทาการจาลองตวเลขอยางงายขนมา โดยสรางตวอยางทดสอบทาการผลต 2 ผลตภณฑ คอ Product A และ Product B โดยมเครองจกรอย 2 model คอ LWM และ UFS โมเดลละ 2 เครอง โดยทง 2 ผลตภณฑทาการผลตไดทง 2 เครอง ความตองการลกคาเทากบ 800 ตอสปดาห ทง 2 ผลตภณฑ นอกจากน %OEE เทากนท 90% แต UPH ไมเทากน โดยในการทดสอบทง 3 โซเวอร ผวจยจะกาหนดใหคาอนๆ คงตว แตจะเปลยนคา UPH แลวมาดผลวาโซเวอรจะเลอกจดสรรเครองจกรไปทโมเดลททาใหไดคากาลงการผลตสงสดหรอไม โดยขอมลสาหรบการทดสอบตามตารางท 3.7 ผลการทดสอบทง 3 โซเวอรดงภาพท 3.11, 3.12 และ 3.13
ตารางท 3.7 ขอมลการสาหรบทดสอบโมเดลตนแบบ Conversion Kit Machine PRODUCT Fixed Variable Capacity/Week/Machine
(j) (i) (k) %OEE UPH Test 1
UPH Test 2
UPH Test 3
Test1 Test2 Test3
Conkit A LWM Product A 90% 1,000 3,000 3,000 108 324 324 (Qty=4) (Qty=2) Product B 90% 4,000 2,000 2,000 432 216 216
UFS Product A 90% 3,000 5,000 1,000 324 540 108 (Qty=2) Product B 90% 2,000 1,000 4,000 216 108 432
Demand Product A 800 Kpcs/weekProduct B 800 Kpcs/Week
ดชน (Index)
- i คอ ชอโมเดลเครองจกร - j คอ ชอโมเดลชด Conversion kit - k คอ ชนดผลตภณฑ
พารามเตอร (Parameters)
- คอ จานวนเครองจกรโมเดล i ทมอย (machine inventory)
- คอ จานวน Conversion kit โมเดล j ทมอย (conversion kit inventory)
Ref. code: 25595810037357EAN
48
- คอ ความตองการลกคาสาหรบผลตภณฑ k (demand :Kpcs per week)
- คอ กาลงการผลตตอสปดาหสาหรบเครองจกร i ทใช conversion kit j ในการผลตผลตภณฑ k (Capacity: Kpcs/week/machine)
ตวแปรตดสนใจ (Decision Variable)
- จานวนเครองจกร i ทใช conversion kit j จดสรรในการผลตผลตภณฑ k ฟงกชนวตถประสงค (Objective Function)
- กาลงการผลตสงทสด (Maximum capacity)
ขอจากดหรอเงอนไข (Constrains) - จานวนเครองจกรทจดสรรใหผลตตามความตองการลกคา (Use: Machine allocation)
ตองไมมากกวาจานวนเครองจกรทม (Machine Inventory) - จานวน Conversion Kit ทจดสรรใหผลตตามความตองการลกคา (Use: Conversion Kit
allocation) ตองไมมากกวาชดปรบตงเครองจกรทม (Conversion Kit Inventory) - คาความตางระหวาง Demand และ Capacity (Demand Gap) ทจดสรรเพอสนองความ
ตองการลกคาในแตละผลตภณฑ เทากบ 0
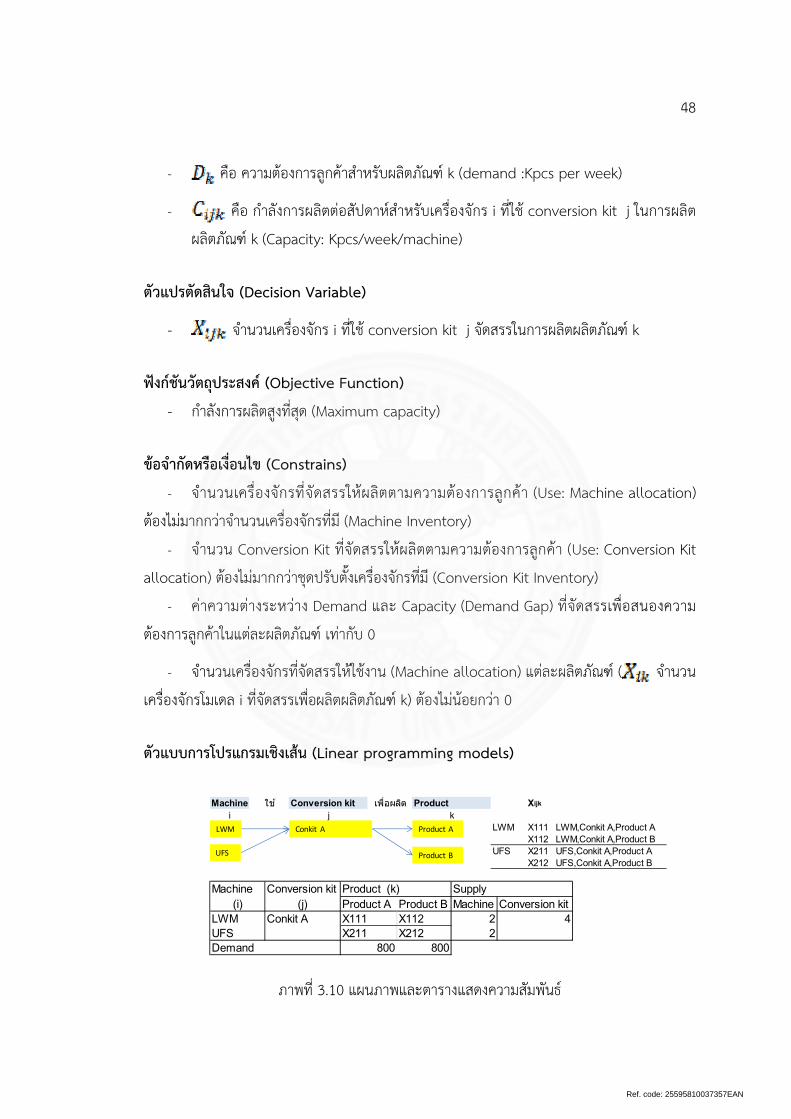
- จานวนเครองจกรทจดสรรใหใชงาน (Machine allocation) แตละผลตภณฑ ( จานวนเครองจกรโมเดล i ทจดสรรเพอผลตผลตภณฑ k) ตองไมนอยกวา 0 ตวแบบการโปรแกรมเชงเสน (Linear programming models)
Machine ใช Conversion kit เพอผลต Product Xijk
i j kLWM X111 LWM,Conkit A,Product A
X112 LWM,Conkit A,Product BUFS X211 UFS,Conkit A,Product A
X212 UFS,Conkit A,Product B
LWM
UFS
Conkit A Product A
Product B
Machine Conversion kit Product (k) Supply
(i) (j) Product A Product B Machine Conversion kitLWM Conkit A X111 X112 2 4UFS X211 X212 2Demand 800 800
ภาพท 3.10 แผนภาพและตารางแสดงความสมพนธ

Ref. code: 25595810037357EAN
49
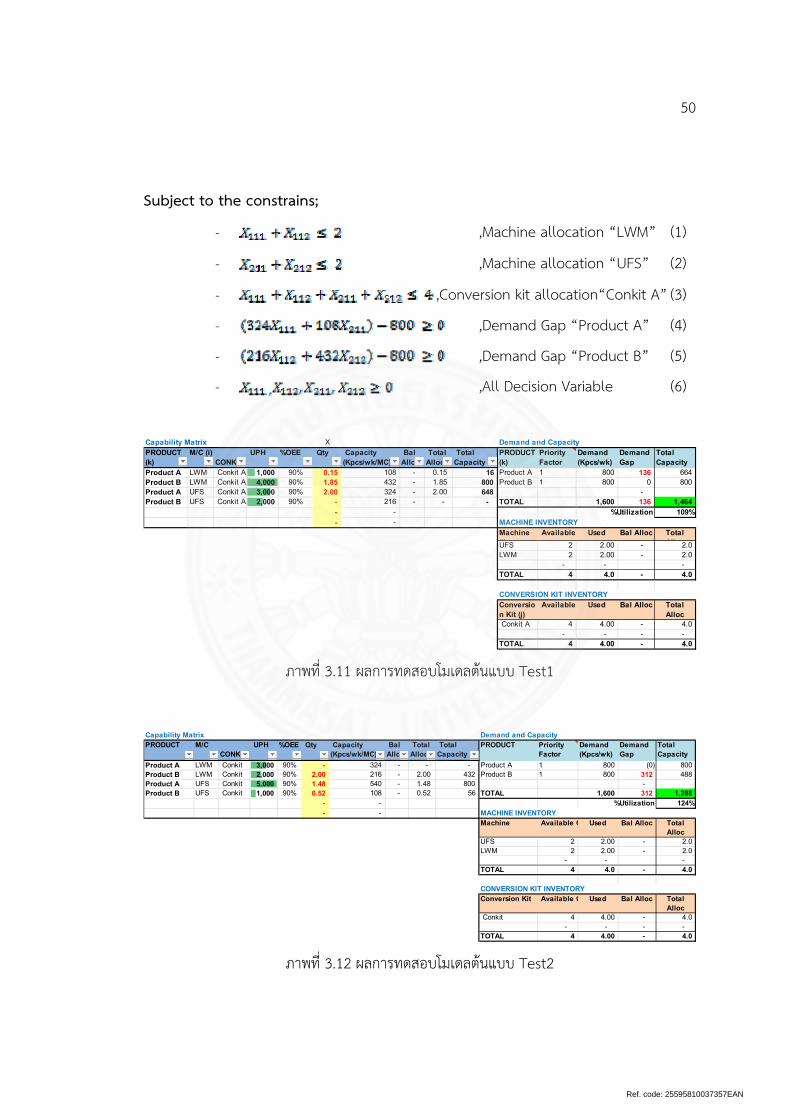
Test 1 Objective Function;
- Maximum capacity =
Subject to the constrains; - ,Machine allocation “LWM” (1) - ,Machine allocation “UFS” (2) - ,Conversion kit allocation“Conkit A” (3) - ,Demand Gap “Product A” (4) - ,Demand Gap “Product B” (5) - ,All Decision Variable (6)
Test 2 Objective Function;
- Maximum capacity =
Subject to the constrains; - ,Machine allocation “LWM” (1) - ,Machine allocation “UFS” (2) - ,Conversion kit allocation“Conkit A” (3) - ,Demand Gap “Product A” (4) - ,Demand Gap “Product B” (5) - ,All Decision Variable (6)
Test 3 Objective Function;
- Maximum capacity =
Ref. code: 25595810037357EAN
50
Subject to the constrains; - ,Machine allocation “LWM” (1) - ,Machine allocation “UFS” (2) - ,Conversion kit allocation“Conkit A” (3) - ,Demand Gap “Product A” (4) - ,Demand Gap “Product B” (5) - ,All Decision Variable (6)
Capability Matrix X Demand and CapacityPRODUCT (k)
M/C (i) CONKIT
UPH %OEE Qty Capacity (Kpcs/wk/MC)
Bal Alloc
Total Alloc
Total Capacity
PRODUCT (k)
Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity
Product A LWM Conkit A 1,000 90% 0.15 108 - 0.15 16 Product A 1 800 136 664 Product B LWM Conkit A 4,000 90% 1.85 432 - 1.85 800 Product B 1 800 0 800 Product A UFS Conkit A 3,000 90% 2.00 324 - 2.00 648 - Product B UFS Conkit A 2,000 90% - 216 - - - TOTAL 1,600 136 1,464
- - %Utilization 109% - - MACHINE INVENTORY
Machine (i)
Available Used Bal Alloc Total AllUFS 2 2.00 - 2.0
LWM 2 2.00 - 2.0 - - -
TOTAL 4 4.0 - 4.0
CONVERSION KIT INVENTORYConversion Kit (j)
Available Used Bal Alloc Total Alloc
Conkit A 4 4.00 - 4.0 - - - -
TOTAL 4 4.00 - 4.0 ภาพท 3.11 ผลการทดสอบโมเดลตนแบบ Test1
Capability Matrix Demand and CapacityPRODUCT M/C
CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Bal Alloc
Total Alloc
Total Capacity
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity
Product A LWM Conkit 3,000 90% - 324 - - - Product A 1 800 (0) 800 Product B LWM Conkit 2,000 90% 2.00 216 - 2.00 432 Product B 1 800 312 488 Product A UFS Conkit 5,000 90% 1.48 540 - 1.48 800 - Product B UFS Conkit 1,000 90% 0.52 108 - 0.52 56 TOTAL 1,600 312 1,288
- - %Utilization 124% - - MACHINE INVENTORY
Machine Available O Used Bal Alloc Total Alloc
UFS 2 2.00 - 2.0 LWM 2 2.00 - 2.0
- - - TOTAL 4 4.0 - 4.0
CONVERSION KIT INVENTORYConversion Kit Available O Used Bal Alloc Total
AllocConkit 4 4.00 - 4.0
- - - - TOTAL 4 4.00 - 4.0
ภาพท 3.12 ผลการทดสอบโมเดลตนแบบ Test2
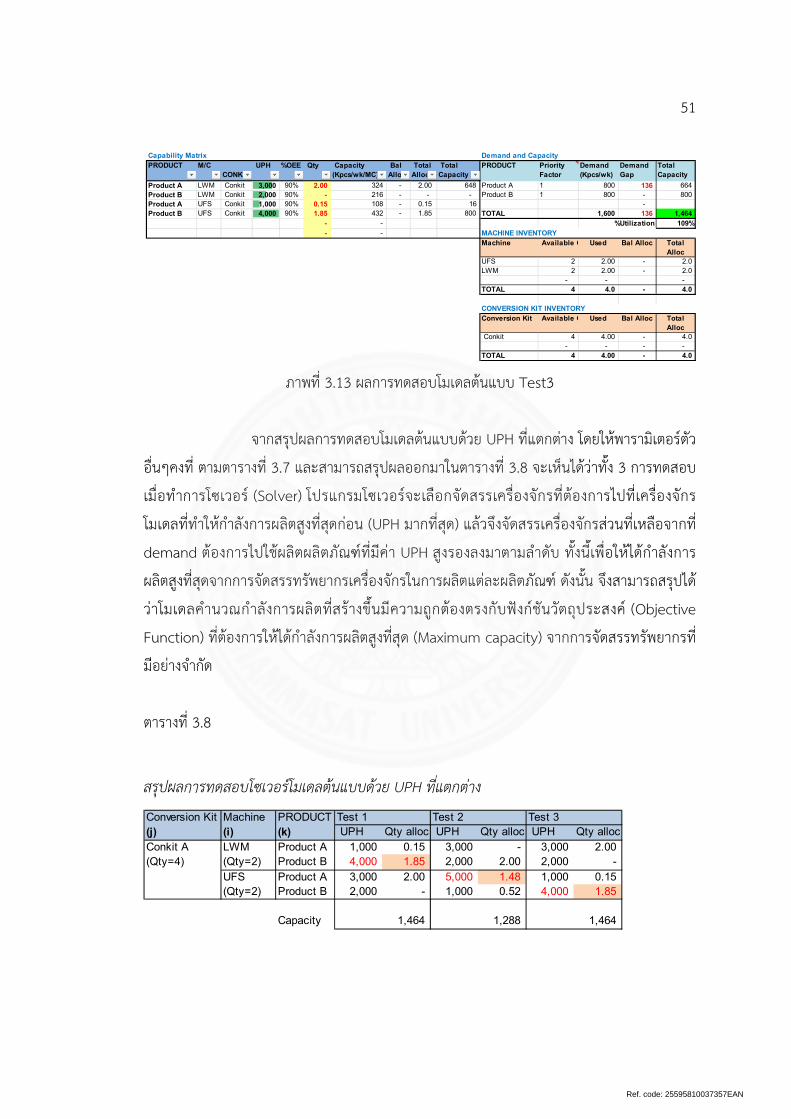
Ref. code: 25595810037357EAN
51
Capability Matrix Demand and CapacityPRODUCT M/C
CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Bal Alloc
Total Alloc
Total Capacity
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity
Product A LWM Conkit 3,000 90% 2.00 324 - 2.00 648 Product A 1 800 136 664 Product B LWM Conkit 2,000 90% - 216 - - - Product B 1 800 - 800 Product A UFS Conkit 1,000 90% 0.15 108 - 0.15 16 - Product B UFS Conkit 4,000 90% 1.85 432 - 1.85 800 TOTAL 1,600 136 1,464
- - %Utilization 109% - - MACHINE INVENTORY
Machine Available O Used Bal Alloc Total Alloc
UFS 2 2.00 - 2.0 LWM 2 2.00 - 2.0
- - - TOTAL 4 4.0 - 4.0
CONVERSION KIT INVENTORYConversion Kit Available O Used Bal Alloc Total
AllocConkit 4 4.00 - 4.0
- - - - TOTAL 4 4.00 - 4.0
ภาพท 3.13 ผลการทดสอบโมเดลตนแบบ Test3
จากสรปผลการทดสอบโมเดลตนแบบดวย UPH ทแตกตาง โดยใหพารามเตอรตวอนๆคงท ตามตารางท 3.7 และสามารถสรปผลออกมาในตารางท 3.8 จะเหนไดวาทง 3 การทดสอบเมอทาการโซเวอร (Solver) โปรแกรมโซเวอรจะเลอกจดสรรเครองจกรทตองการไปทเครองจกรโมเดลททาใหกาลงการผลตสงทสดกอน (UPH มากทสด) แลวจงจดสรรเครองจกรสวนทเหลอจากท demand ตองการไปใชผลตผลตภณฑทมคา UPH สงรองลงมาตามลาดบ ทงนเพอใหไดกาลงการผลตสงทสดจากการจดสรรทรพยากรเครองจกรในการผลตแตละผลตภณฑ ดงนน จงสามารถสรปไดวาโมเดลคานวณกาลงการผลตทสรางขนมความถกตองตรงกบฟงกชนวตถประสงค (Objective Function) ทตองการใหไดกาลงการผลตสงทสด (Maximum capacity) จากการจดสรรทรพยากรทมอยางจากด
ตารางท 3.8
สรปผลการทดสอบโซเวอรโมเดลตนแบบดวย UPH ทแตกตาง Conversion Kit Machine PRODUCT Test 1 Test 2 Test 3(j) (i) (k) UPH Qty alloc UPH Qty alloc UPH Qty allocConkit A LWM Product A 1,000 0.15 3,000 - 3,000 2.00 (Qty=4) (Qty=2) Product B 4,000 1.85 2,000 2.00 2,000 -
UFS Product A 3,000 2.00 5,000 1.48 1,000 0.15 (Qty=2) Product B 2,000 - 1,000 0.52 4,000 1.85
Capacity 1,464 1,288 1,464
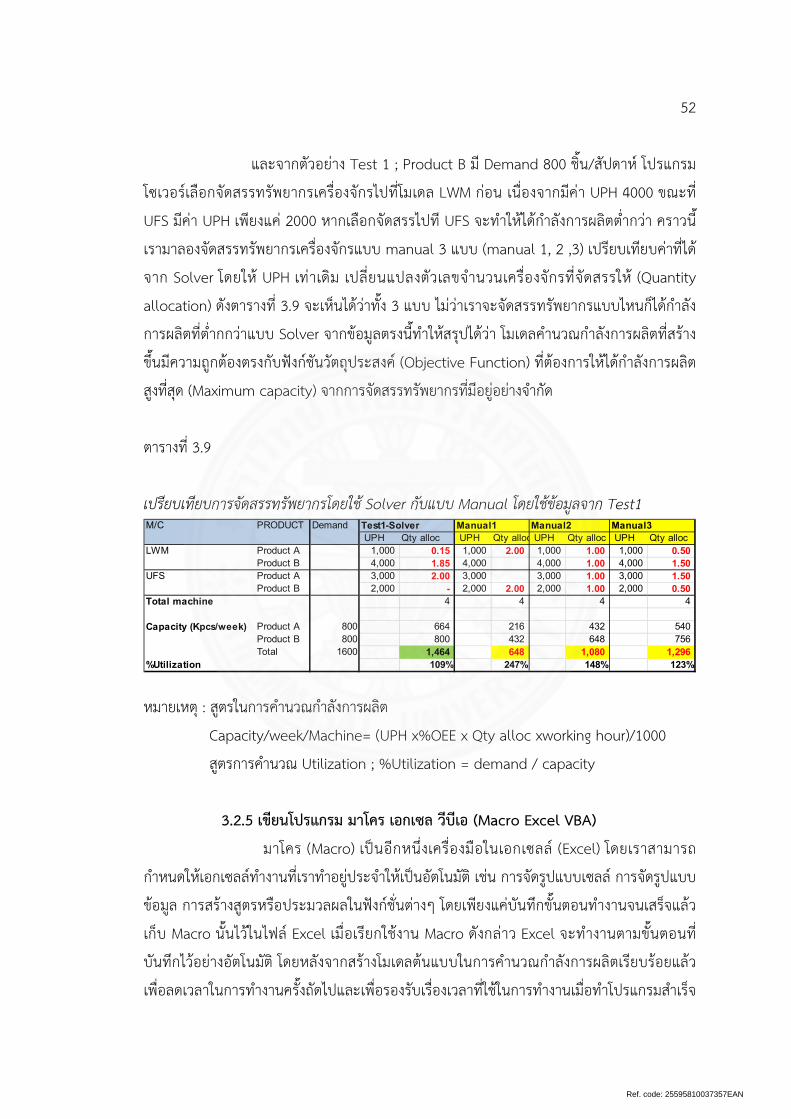
Ref. code: 25595810037357EAN
52
และจากตวอยาง Test 1 ; Product B ม Demand 800 ชน/สปดาห โปรแกรมโซเวอรเลอกจดสรรทรพยากรเครองจกรไปทโมเดล LWM กอน เนองจากมคา UPH 4000 ขณะท UFS มคา UPH เพยงแค 2000 หากเลอกจดสรรไปท UFS จะทาใหไดกาลงการผลตตากวา คราวนเรามาลองจดสรรทรพยากรเครองจกรแบบ manual 3 แบบ (manual 1, 2 ,3) เปรยบเทยบคาทไดจาก Solver โดยให UPH เทาเดม เปลยนแปลงตวเลขจานวนเครองจกรทจดสรรให (Quantity allocation) ดงตารางท 3.9 จะเหนไดวาทง 3 แบบ ไมวาเราจะจดสรรทรพยากรแบบไหนกไดกาลงการผลตทตากกวาแบบ Solver จากขอมลตรงนทาใหสรปไดวา โมเดลคานวณกาลงการผลตทสรางขนมความถกตองตรงกบฟงกชนวตถประสงค (Objective Function) ทตองการใหไดกาลงการผลตสงทสด (Maximum capacity) จากการจดสรรทรพยากรทมอยอยางจากด ตารางท 3.9 เปรยบเทยบการจดสรรทรพยากรโดยใช Solver กบแบบ Manual โดยใชขอมลจาก Test1 M/C PRODUCT Demand Test1-Solver Manual1 Manual2 Manual3
UPH Qty alloc UPH Qty alloc UPH Qty alloc UPH Qty allocLWM Product A 1,000 0.15 1,000 2.00 1,000 1.00 1,000 0.50
Product B 4,000 1.85 4,000 4,000 1.00 4,000 1.50 UFS Product A 3,000 2.00 3,000 3,000 1.00 3,000 1.50
Product B 2,000 - 2,000 2.00 2,000 1.00 2,000 0.50 Total machine 4 4 4 4
Capacity (Kpcs/week) Product A 800 664 216 432 540 Product B 800 800 432 648 756 Total 1600 1,464 648 1,080 1,296
%Utilization 109% 247% 148% 123%
หมายเหต : สตรในการคานวณกาลงการผลต Capacity/week/Machine= (UPH x%OEE x Qty alloc xworking hour)/1000 สตรการคานวณ Utilization ; %Utilization = demand / capacity
3.2.5 เขยนโปรแกรม มาโคร เอกเซล วบเอ (Macro Excel VBA) มาโคร (Macro) เปนอกหนงเครองมอในเอกเซลล (Excel) โดยเราสามารถ
กาหนดใหเอกเซลลทางานทเราทาอยประจาใหเปนอตโนมต เชน การจดรปแบบเซลล การจดรปแบบขอมล การสรางสตรหรอประมวลผลในฟงกชนตางๆ โดยเพยงแคบนทกขนตอนทางานจนเสรจแลวเกบ Macro นนไวในไฟล Excel เมอเรยกใชงาน Macro ดงกลาว Excel จะทางานตามขนตอนทบนทกไวอยางอตโนมต โดยหลงจากสรางโมเดลตนแบบในการคานวณกาลงการผลตเรยบรอยแลว เพอลดเวลาในการทางานครงถดไปและเพอรองรบเรองเวลาทใชในการทางานเมอทาโปรแกรมสาเรจ
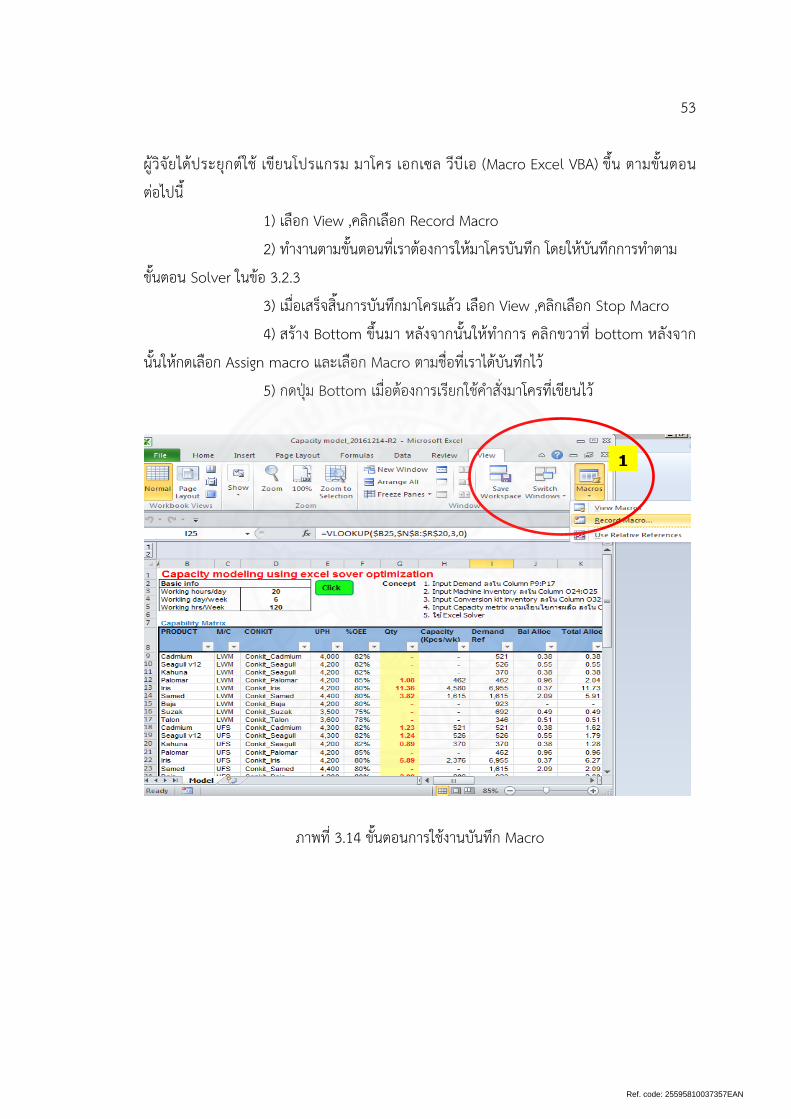
Ref. code: 25595810037357EAN
53
ผวจยไดประยกตใช เขยนโปรแกรม มาโคร เอกเซล วบเอ (Macro Excel VBA) ขน ตามขนตอนตอไปน
1) เลอก View ,คลกเลอก Record Macro 2) ทางานตามขนตอนทเราตองการใหมาโครบนทก โดยใหบนทกการทาตาม
ขนตอน Solver ในขอ 3.2.3 3) เมอเสรจสนการบนทกมาโครแลว เลอก View ,คลกเลอก Stop Macro 4) สราง Bottom ขนมา หลงจากนนใหทาการ คลกขวาท bottom หลงจาก
นนใหกดเลอก Assign macro และเลอก Macro ตามชอทเราไดบนทกไว 5) กดปม Bottom เมอตองการเรยกใชคาสงมาโครทเขยนไว
ภาพท 3.14 ขนตอนการใชงานบนทก Macro
1
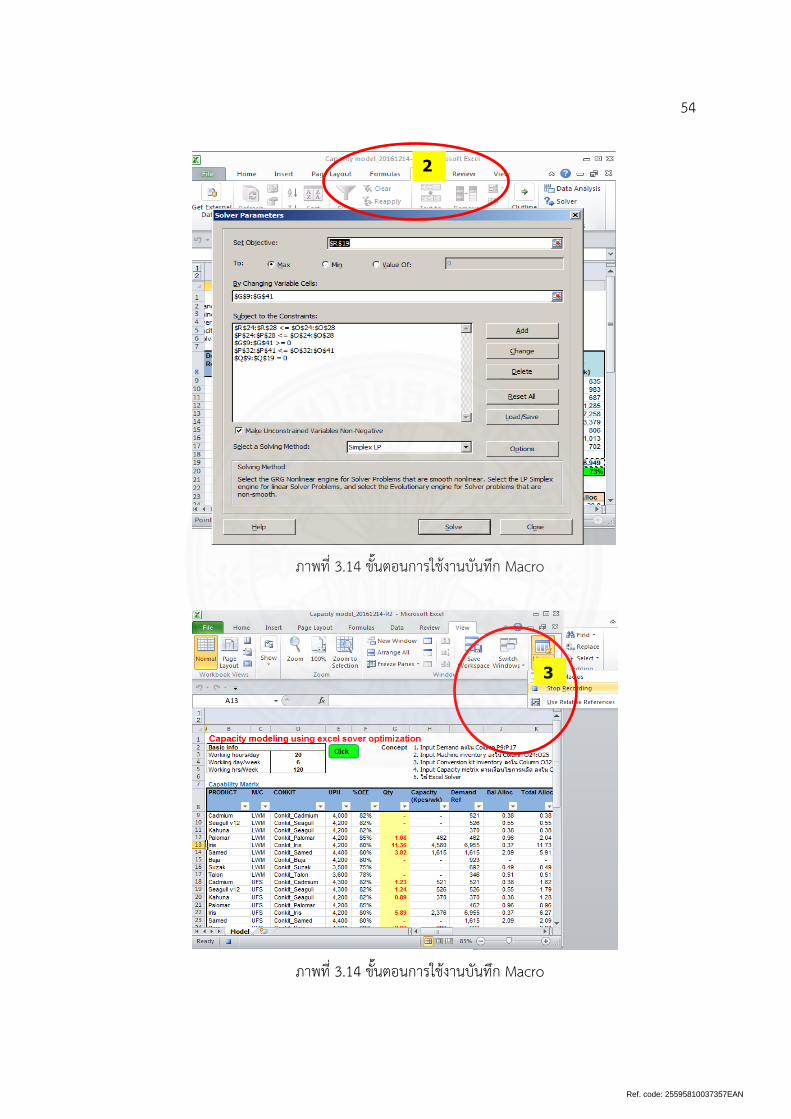
Ref. code: 25595810037357EAN
54
ภาพท 3.14 ขนตอนการใชงานบนทก Macro
ภาพท 3.14 ขนตอนการใชงานบนทก Macro
3
2
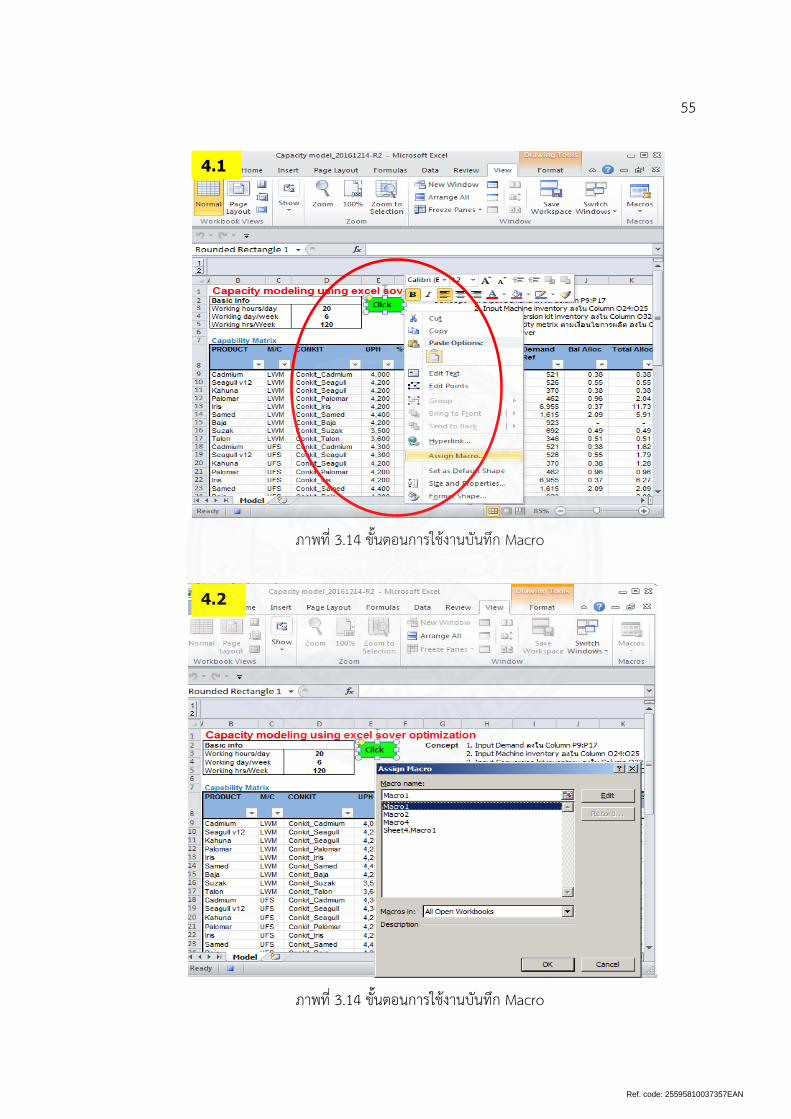
Ref. code: 25595810037357EAN
55
ภาพท 3.14 ขนตอนการใชงานบนทก Macro
ภาพท 3.14 ขนตอนการใชงานบนทก Macro
4.1
4.2

Ref. code: 25595810037357EAN
56
ภาพท 3.15 แสดงวธการเรยกใช Macro
เมอบนทกมาโครเรยบรอยแลวจะไดคาสงภาษา Visual basic เมอมการแกไข
คาสงสามารถเขาไปแกไขในโคดนไดเลย ซงกจะเปนการลดเวลาการทางานครงถดไปใหนอยลงได โดยเราสามารถเรยกดและเขาไปทาการแกไข Code ไดโดยการกด Alt+F11 ขอมลแสดงดงภาพท 3.16
ภาพท 3.16 code VBA project ทบนทกจากการเขยนมาโคร
5
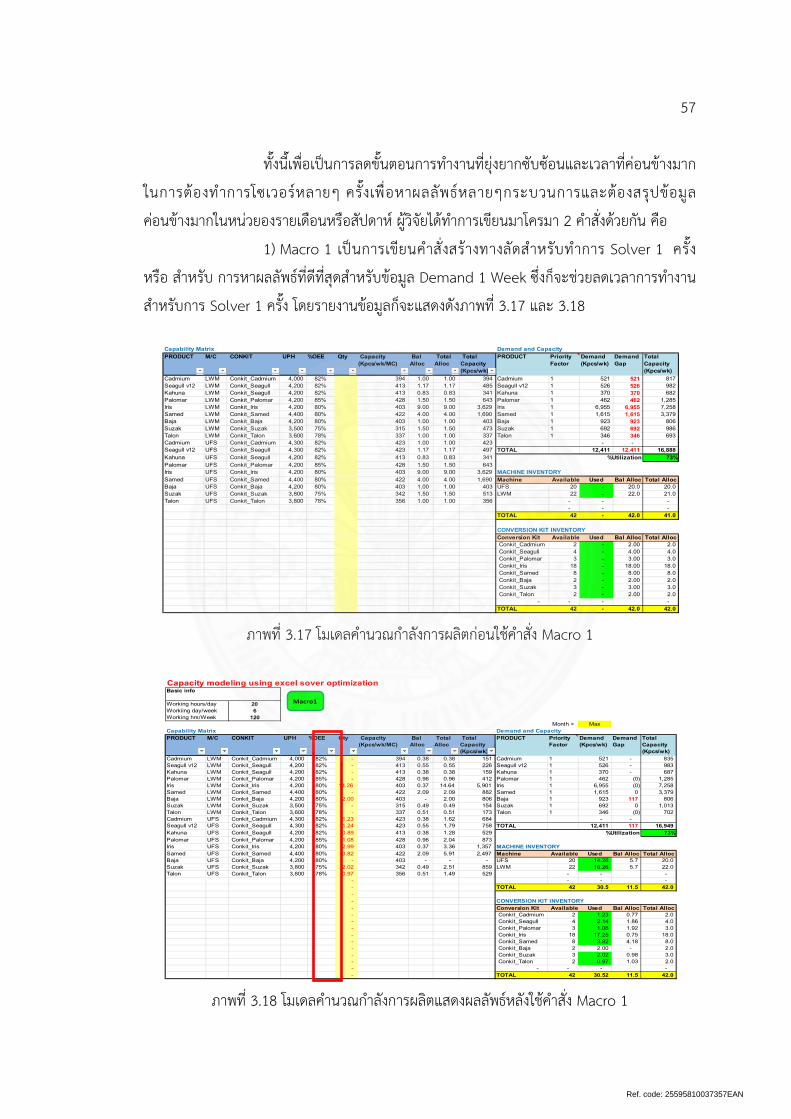
Ref. code: 25595810037357EAN
57
ทงนเพอเปนการลดขนตอนการทางานทยงยากซบซอนและเวลาทคอนขางมากในการตองทาการโซเวอรหลายๆ ครงเพอหาผลลพธหลายๆกระบวนการและตองสรปขอมลคอนขางมากในหนวยองรายเดอนหรอสปดาห ผวจยไดทาการเขยนมาโครมา 2 คาสงดวยกน คอ
1) Macro 1 เปนการเขยนคาสงสรางทางลดสาหรบทาการ Solver 1 ครง หรอ สาหรบ การหาผลลพธทดทสดสาหรบขอมล Demand 1 Week ซงกจะชวยลดเวลาการทางานสาหรบการ Solver 1 ครง โดยรายงานขอมลกจะแสดงดงภาพท 3.17 และ 3.18
Capability Matrix Demand and CapacityPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Cadmium LWM Conkit_Cadmium 4,000 82% 394 1.00 1.00 394 Cadmium 1 521 521 817 Seagull v12 LWM Conkit_Seagull 4,200 82% 413 1.17 1.17 485 Seagull v12 1 526 526 982 Kahuna LWM Conkit_Seagull 4,200 82% 413 0.83 0.83 341 Kahuna 1 370 370 682 Palomar LWM Conkit_Palomar 4,200 85% 428 1.50 1.50 643 Palomar 1 462 462 1,285 Iris LWM Conkit_Iris 4,200 80% 403 9.00 9.00 3,629 Iris 1 6,955 6,955 7,258 Samed LWM Conkit_Samed 4,400 80% 422 4.00 4.00 1,690 Samed 1 1,615 1,615 3,379 Baja LWM Conkit_Baja 4,200 80% 403 1.00 1.00 403 Baja 1 923 923 806 Suzak LWM Conkit_Suzak 3,500 75% 315 1.50 1.50 473 Suzak 1 692 692 986 Talon LWM Conkit_Talon 3,600 78% 337 1.00 1.00 337 Talon 1 346 346 693 Cadmium UFS Conkit_Cadmium 4,300 82% 423 1.00 1.00 423 - - Seagull v12 UFS Conkit_Seagull 4,300 82% 423 1.17 1.17 497 TOTAL 12,411 12,411 16,888 Kahuna UFS Conkit_Seagull 4,200 82% 413 0.83 0.83 341 %Utilization 73%Palomar UFS Conkit_Palomar 4,200 85% 428 1.50 1.50 643 Iris UFS Conkit_Iris 4,200 80% 403 9.00 9.00 3,629 MACHINE INVENTORYSamed UFS Conkit_Samed 4,400 80% 422 4.00 4.00 1,690 Machine Available Used Bal Alloc Total AllocBaja UFS Conkit_Baja 4,200 80% 403 1.00 1.00 403 UFS 20 - 20.0 20.0 Suzak UFS Conkit_Suzak 3,800 75% 342 1.50 1.50 513 LWM 22 - 22.0 21.0 Talon UFS Conkit_Talon 3,800 78% 356 1.00 1.00 356 - - -
- - - TOTAL 42 - 42.0 41.0
CONVERSION KIT INVENTORYConversion Kit Available Used Bal Alloc Total AllocConkit_Cadmium 2 - 2.00 2.0 Conkit_Seagull 4 - 4.00 4.0 Conkit_Palomar 3 - 3.00 3.0 Conkit_Iris 18 - 18.00 18.0 Conkit_Samed 8 - 8.00 8.0 Conkit_Baja 2 - 2.00 2.0 Conkit_Suzak 3 - 3.00 3.0 Conkit_Talon 2 - 2.00 2.0
- - - - TOTAL 42 - 42.0 42.0
ภาพท 3.17 โมเดลคานวณกาลงการผลตกอนใชคาสง Macro 1
Capacity modeling using excel sover optimizationBasic info Conce
ptWorking hours/day 20Workiing day/week 6Working hrs/Week 120
Month > MaxCapability Matrix Demand and CapacityPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Cadmium LWM Conkit_Cadmium 4,000 82% - 394 0.38 0.38 151 Cadmium 1 521 - 835 Seagull v12 LWM Conkit_Seagull 4,200 82% - 413 0.55 0.55 226 Seagull v12 1 526 - 983 Kahuna LWM Conkit_Seagull 4,200 82% - 413 0.38 0.38 159 Kahuna 1 370 - 687 Palomar LWM Conkit_Palomar 4,200 85% - 428 0.96 0.96 412 Palomar 1 462 (0) 1,285 Iris LWM Conkit_Iris 4,200 80% 14.26 403 0.37 14.64 5,901 Iris 1 6,955 (0) 7,258 Samed LWM Conkit_Samed 4,400 80% - 422 2.09 2.09 882 Samed 1 1,615 0 3,379 Baja LWM Conkit_Baja 4,200 80% 2.00 403 - 2.00 806 Baja 1 923 117 806 Suzak LWM Conkit_Suzak 3,500 75% - 315 0.49 0.49 154 Suzak 1 692 0 1,013 Talon LWM Conkit_Talon 3,600 78% - 337 0.51 0.51 173 Talon 1 346 (0) 702 Cadmium UFS Conkit_Cadmium 4,300 82% 1.23 423 0.38 1.62 684 - - Seagull v12 UFS Conkit_Seagull 4,300 82% 1.24 423 0.55 1.79 758 TOTAL 12,411 117 16,949 Kahuna UFS Conkit_Seagull 4,200 82% 0.89 413 0.38 1.28 529 %Utilization 73%Palomar UFS Conkit_Palomar 4,200 85% 1.08 428 0.96 2.04 873 Iris UFS Conkit_Iris 4,200 80% 2.99 403 0.37 3.36 1,357 MACHINE INVENTORYSamed UFS Conkit_Samed 4,400 80% 3.82 422 2.09 5.91 2,497 Machine Available Used Bal Alloc Total AllocBaja UFS Conkit_Baja 4,200 80% - 403 - - - UFS 20 14.26 5.7 20.0 Suzak UFS Conkit_Suzak 3,800 75% 2.02 342 0.49 2.51 859 LWM 22 16.26 5.7 22.0 Talon UFS Conkit_Talon 3,800 78% 0.97 356 0.51 1.49 529 - - -
- - - - - TOTAL 42 30.5 11.5 42.0 - - CONVERSION KIT INVENTORY - Conversion Kit Available Used Bal Alloc Total Alloc - Conkit_Cadmium 2 1.23 0.77 2.0 - Conkit_Seagull 4 2.14 1.86 4.0 - Conkit_Palomar 3 1.08 1.92 3.0 - Conkit_Iris 18 17.25 0.75 18.0 - Conkit_Samed 8 3.82 4.18 8.0 - Conkit_Baja 2 2.00 - 2.0 - Conkit_Suzak 3 2.02 0.98 3.0 - Conkit_Talon 2 0.97 1.03 2.0 - - - - - - TOTAL 42 30.52 11.5 42.0
Macro1
ภาพท 3.18 โมเดลคานวณกาลงการผลตแสดงผลลพธหลงใชคาสง Macro 1
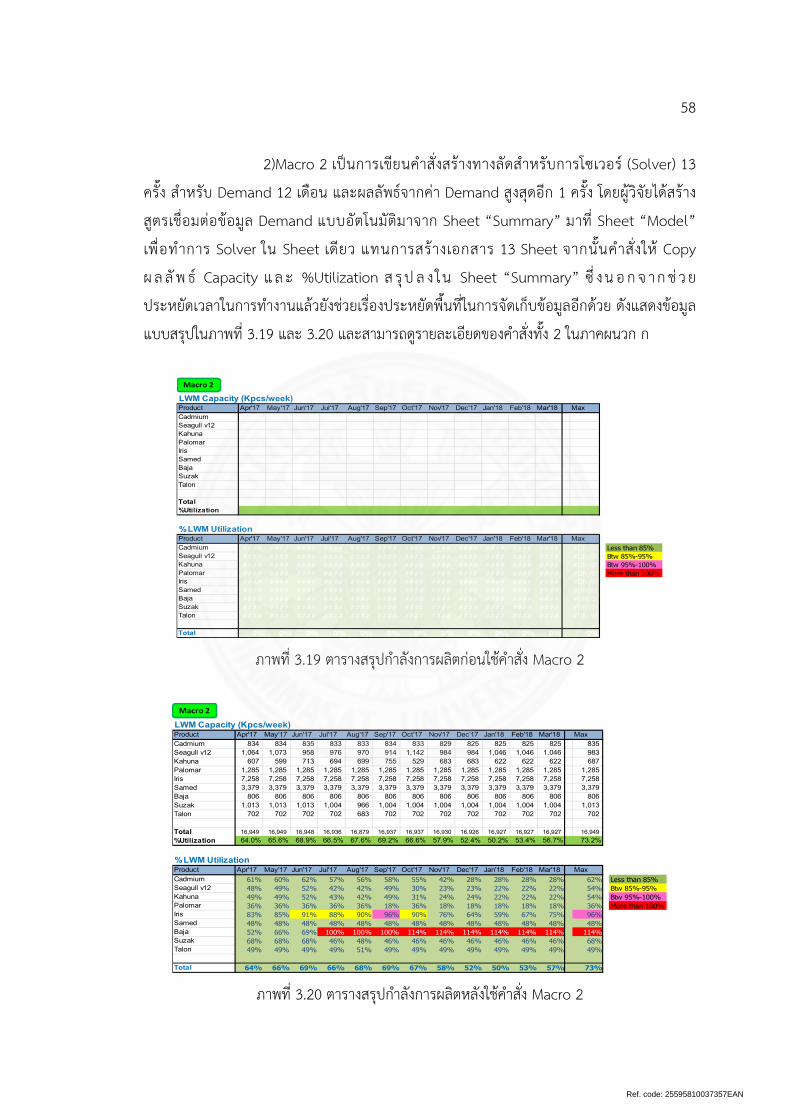
Ref. code: 25595810037357EAN
58
2) Macro 2 เปนการเขยนคาสงสรางทางลดสาหรบการโซเวอร (Solver) 13 ครง สาหรบ Demand 12 เดอน และผลลพธจากคา Demand สงสดอก 1 ครง โดยผวจยไดสรางสตรเชอมตอขอมล Demand แบบอตโนมตมาจาก Sheet “Summary” มาท Sheet “Model” เพอทาการ Solver ใน Sheet เดยว แทนการสรางเอกสาร 13 Sheet จากนนคาสงให Copy ผ ล ล พ ธ Capacity แ ล ะ %Utilization ส ร ป ล ง ใน Sheet “Summary” ซ งน อ ก จ าก ช ว ยประหยดเวลาในการทางานแลวยงชวยเรองประหยดพนทในการจดเกบขอมลอกดวย ดงแสดงขอมลแบบสรปในภาพท 3.19 และ 3.20 และสามารถดรายละเอยดของคาสงทง 2 ในภาคผนวก ก
LWM Capacity (Kpcs/week)Product Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 MaxCadmiumSeagull v12KahunaPalomarIrisSamedBajaSuzakTalon
Total%Utilization
%LWM UtilizationProduct Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 MaxCadmium #### #### #### #### #### #### #### #### #### #### #### #### #DIV/0! Less than 85%Seagull v12 #### #### #### #### #### #### #### #### #### #### #### #### #DIV/0! Btw 85%-95%Kahuna #### #### #### #### #### #### #### #### #### #### #### #### #DIV/0! Btw 95%-100%Palomar #### #### #### #### #### #### #### #### #### #### #### #### #DIV/0! More than 100%Iris #### #### #### #### #### #### #### #### #### #### #### #### #DIV/0!Samed #### #### #### #### #### #### #### #### #### #### #### #### #DIV/0!Baja #### #### #### #### #### #### #### #### #### #### #### #### #DIV/0!Suzak #### #### #### #### #### #### #### #### #### #### #### #### #DIV/0!Talon #### #### #### #### #### #### #### #### #### #### #### #### #DIV/0!
Total 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0%
Macro 2
ภาพท 3.19 ตารางสรปกาลงการผลตกอนใชคาสง Macro 2
LWM Capacity (Kpcs/week)Product Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 MaxCadmium 834 834 835 833 833 834 833 829 825 825 825 825 835 Seagull v12 1,064 1,073 958 976 970 914 1,142 984 984 1,046 1,046 1,046 983 Kahuna 607 599 713 694 699 755 529 683 683 622 622 622 687 Palomar 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 Iris 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 Samed 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 Baja 806 806 806 806 806 806 806 806 806 806 806 806 806 Suzak 1,013 1,013 1,013 1,004 966 1,004 1,004 1,004 1,004 1,004 1,004 1,004 1,013 Talon 702 702 702 702 683 702 702 702 702 702 702 702 702
Total 16,949 16,949 16,948 16,936 16,879 16,937 16,937 16,930 16,926 16,927 16,927 16,927 16,949
%Utilization 64.0% 65.6% 68.9% 66.5% 67.6% 69.2% 66.6% 57.9% 52.4% 50.2% 53.4% 56.7% 73.2%
%LWM UtilizationProduct Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 MaxCadmium 61% 60% 62% 57% 56% 58% 55% 42% 28% 28% 28% 28% 62% Less than 85%Seagull v12 48% 49% 52% 42% 42% 49% 30% 23% 23% 22% 22% 22% 54% Btw 85%-95%Kahuna 49% 49% 52% 43% 42% 49% 31% 24% 24% 22% 22% 22% 54% Btw 95%-100%Palomar 36% 36% 36% 36% 36% 18% 36% 18% 18% 18% 18% 18% 36% More than 100%Iris 83% 85% 91% 88% 90% 96% 90% 76% 64% 59% 67% 75% 96%Samed 48% 48% 48% 48% 48% 48% 48% 48% 48% 48% 48% 48% 48%Baja 52% 66% 69% 100% 100% 100% 114% 114% 114% 114% 114% 114% 114%Suzak 68% 68% 68% 46% 48% 46% 46% 46% 46% 46% 46% 46% 68%Talon 49% 49% 49% 49% 51% 49% 49% 49% 49% 49% 49% 49% 49%
Total 64% 66% 69% 66% 68% 69% 67% 58% 52% 50% 53% 57% 73%
Macro 2
ภาพท 3.20 ตารางสรปกาลงการผลตหลงใชคาสง Macro 2
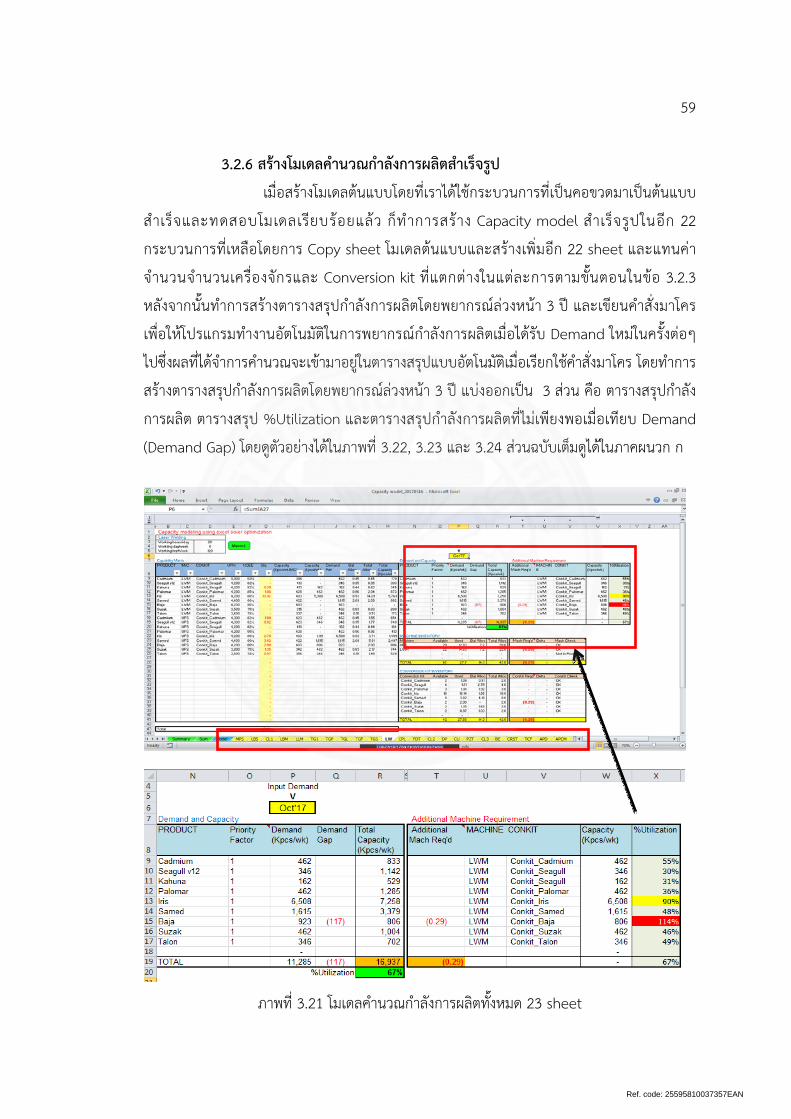
Ref. code: 25595810037357EAN
59
3.2.6 สรางโมเดลคานวณกาลงการผลตสาเรจรป เมอสรางโมเดลตนแบบโดยทเราไดใชกระบวนการทเปนคอขวดมาเปนตนแบบ
สาเรจและทดสอบโมเดลเรยบรอยแลว กทาการสราง Capacity model สาเรจรปในอก 22 กระบวนการทเหลอโดยการ Copy sheet โมเดลตนแบบและสรางเพมอก 22 sheet และแทนคาจานวนจานวนเครองจกรและ Conversion kit ทแตกตางในแตละการตามขนตอนในขอ 3.2.3 หลงจากนนทาการสรางตารางสรปกาลงการผลตโดยพยากรณลวงหนา 3 ป และเขยนคาสงมาโครเพอใหโปรแกรมทางานอตโนมตในการพยากรณกาลงการผลตเมอไดรบ Demand ใหมในครงตอๆ ไปซงผลทไดจาการคานวณจะเขามาอยในตารางสรปแบบอตโนมตเมอเรยกใชคาสงมาโคร โดยทาการสรางตารางสรปกาลงการผลตโดยพยากรณลวงหนา 3 ป แบงออกเปน 3 สวน คอ ตารางสรปกาลงการผลต ตารางสรป %Utilization และตารางสรปกาลงการผลตทไมเพยงพอเมอเทยบ Demand (Demand Gap) โดยดตวอยางไดในภาพท 3.22, 3.23 และ 3.24 สวนฉบบเตมดไดในภาคผนวก ก
ภาพท 3.21 โมเดลคานวณกาลงการผลตทงหมด 23 sheet
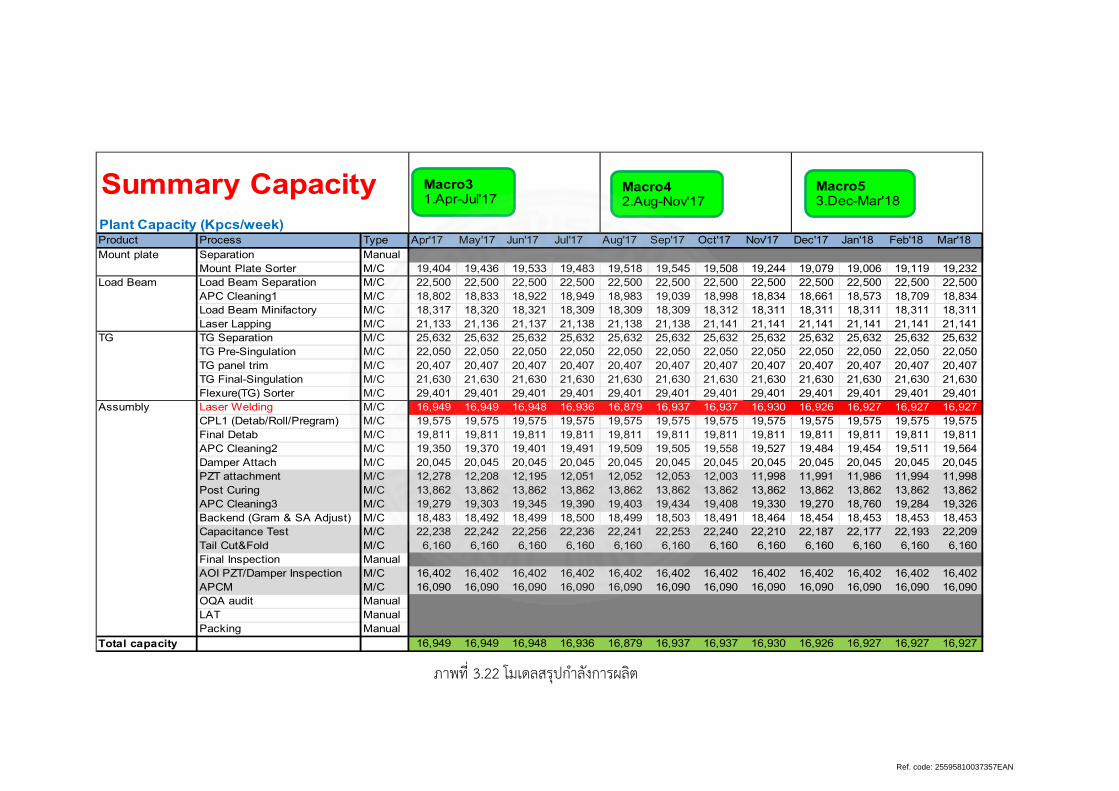
Ref. code: 25595810037357EAN
60
Summary CapacityPlant Capacity (Kpcs/week)Product Process Type Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18Mount plate Separation Manual
Mount Plate Sorter M/C 19,404 19,436 19,533 19,483 19,518 19,545 19,508 19,244 19,079 19,006 19,119 19,232 Load Beam Load Beam Separation M/C 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500
APC Cleaning1 M/C 18,802 18,833 18,922 18,949 18,983 19,039 18,998 18,834 18,661 18,573 18,709 18,834 Load Beam Minifactory M/C 18,317 18,320 18,321 18,309 18,309 18,309 18,312 18,311 18,311 18,311 18,311 18,311 Laser Lapping M/C 21,133 21,136 21,137 21,138 21,138 21,138 21,141 21,141 21,141 21,141 21,141 21,141
TG TG Separation M/C 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 TG Pre-Singulation M/C 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 TG panel trim M/C 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 TG Final-Singulation M/C 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 Flexure(TG) Sorter M/C 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401
Assumbly Laser Welding M/C 16,949 16,949 16,948 16,936 16,879 16,937 16,937 16,930 16,926 16,927 16,927 16,927 CPL1 (Detab/Roll/Pregram) M/C 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 Final Detab M/C 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 APC Cleaning2 M/C 19,350 19,370 19,401 19,491 19,509 19,505 19,558 19,527 19,484 19,454 19,511 19,564 Damper Attach M/C 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 PZT attachment M/C 12,278 12,208 12,195 12,051 12,052 12,053 12,003 11,998 11,991 11,986 11,994 11,998 Post Curing M/C 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 APC Cleaning3 M/C 19,279 19,303 19,345 19,390 19,403 19,434 19,408 19,330 19,270 18,760 19,284 19,326 Backend (Gram & SA Adjust) M/C 18,483 18,492 18,499 18,500 18,499 18,503 18,491 18,464 18,454 18,453 18,453 18,453 Capacitance Test M/C 22,238 22,242 22,256 22,236 22,241 22,253 22,240 22,210 22,187 22,177 22,193 22,209 Tail Cut&Fold M/C 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 Final Inspection ManualAOI PZT/Damper Inspection M/C 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 APCM M/C 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 OQA audit ManualLAT ManualPacking Manual
Total capacity 16,949 16,949 16,948 16,936 16,879 16,937 16,937 16,930 16,926 16,927 16,927 16,927
Macro31.Apr-Jul'17
Macro42.Aug-Nov'17
Macro53.Dec-Mar'18
ภาพท 3.22 โมเดลสรปกาลงการผลต
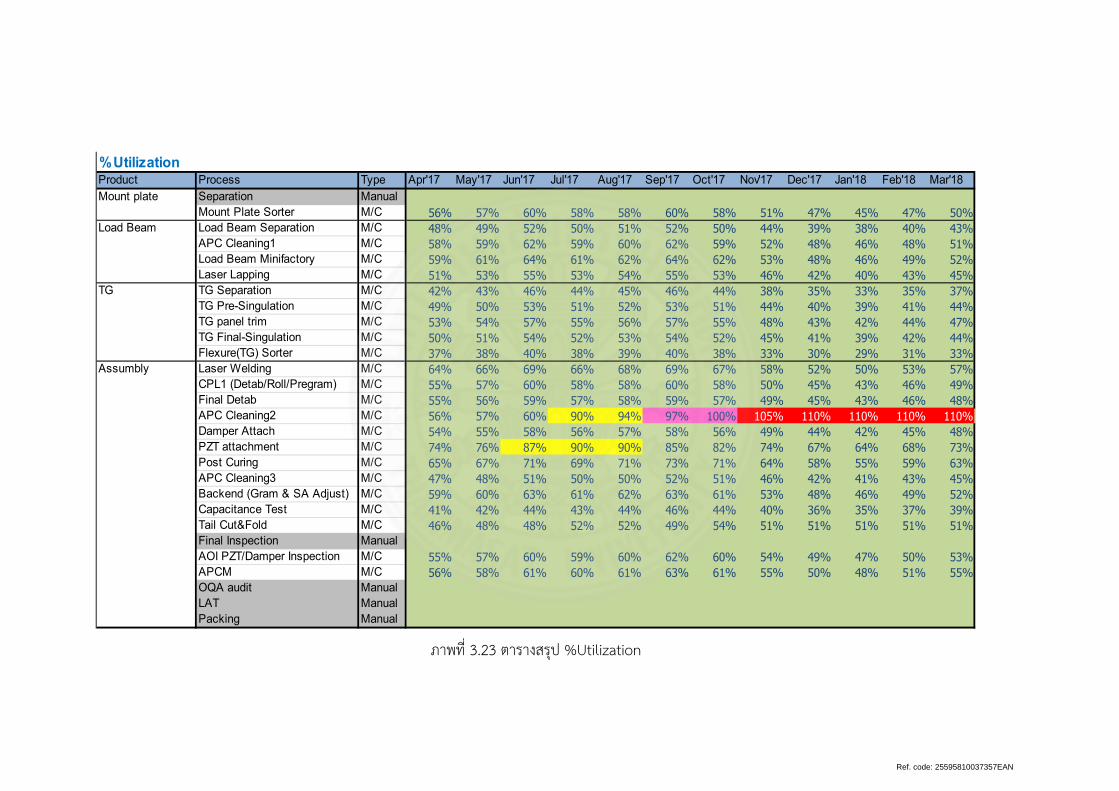
Ref. code: 25595810037357EAN
61
%UtilizationProduct Process Type Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18Mount plate Separation Manual
Mount Plate Sorter M/C 56% 57% 60% 58% 58% 60% 58% 51% 47% 45% 47% 50%Load Beam Load Beam Separation M/C 48% 49% 52% 50% 51% 52% 50% 44% 39% 38% 40% 43%
APC Cleaning1 M/C 58% 59% 62% 59% 60% 62% 59% 52% 48% 46% 48% 51%Load Beam Minifactory M/C 59% 61% 64% 61% 62% 64% 62% 53% 48% 46% 49% 52%Laser Lapping M/C 51% 53% 55% 53% 54% 55% 53% 46% 42% 40% 43% 45%
TG TG Separation M/C 42% 43% 46% 44% 45% 46% 44% 38% 35% 33% 35% 37%TG Pre-Singulation M/C 49% 50% 53% 51% 52% 53% 51% 44% 40% 39% 41% 44%TG panel trim M/C 53% 54% 57% 55% 56% 57% 55% 48% 43% 42% 44% 47%TG Final-Singulation M/C 50% 51% 54% 52% 53% 54% 52% 45% 41% 39% 42% 44%Flexure(TG) Sorter M/C 37% 38% 40% 38% 39% 40% 38% 33% 30% 29% 31% 33%
Assumbly Laser Welding M/C 64% 66% 69% 66% 68% 69% 67% 58% 52% 50% 53% 57%CPL1 (Detab/Roll/Pregram) M/C 55% 57% 60% 58% 58% 60% 58% 50% 45% 43% 46% 49%Final Detab M/C 55% 56% 59% 57% 58% 59% 57% 49% 45% 43% 46% 48%APC Cleaning2 M/C 56% 57% 60% 90% 94% 97% 100% 105% 110% 110% 110% 110%Damper Attach M/C 54% 55% 58% 56% 57% 58% 56% 49% 44% 42% 45% 48%PZT attachment M/C 74% 76% 87% 90% 90% 85% 82% 74% 67% 64% 68% 73%Post Curing M/C 65% 67% 71% 69% 71% 73% 71% 64% 58% 55% 59% 63%APC Cleaning3 M/C 47% 48% 51% 50% 50% 52% 51% 46% 42% 41% 43% 45%Backend (Gram & SA Adjust) M/C 59% 60% 63% 61% 62% 63% 61% 53% 48% 46% 49% 52%Capacitance Test M/C 41% 42% 44% 43% 44% 46% 44% 40% 36% 35% 37% 39%Tail Cut&Fold M/C 46% 48% 48% 52% 52% 49% 54% 51% 51% 51% 51% 51%Final Inspection ManualAOI PZT/Damper Inspection M/C 55% 57% 60% 59% 60% 62% 60% 54% 49% 47% 50% 53%APCM M/C 56% 58% 61% 60% 61% 63% 61% 55% 50% 48% 51% 55%OQA audit ManualLAT ManualPacking Manual
ภาพท 3.23 ตารางสรป %Utilization
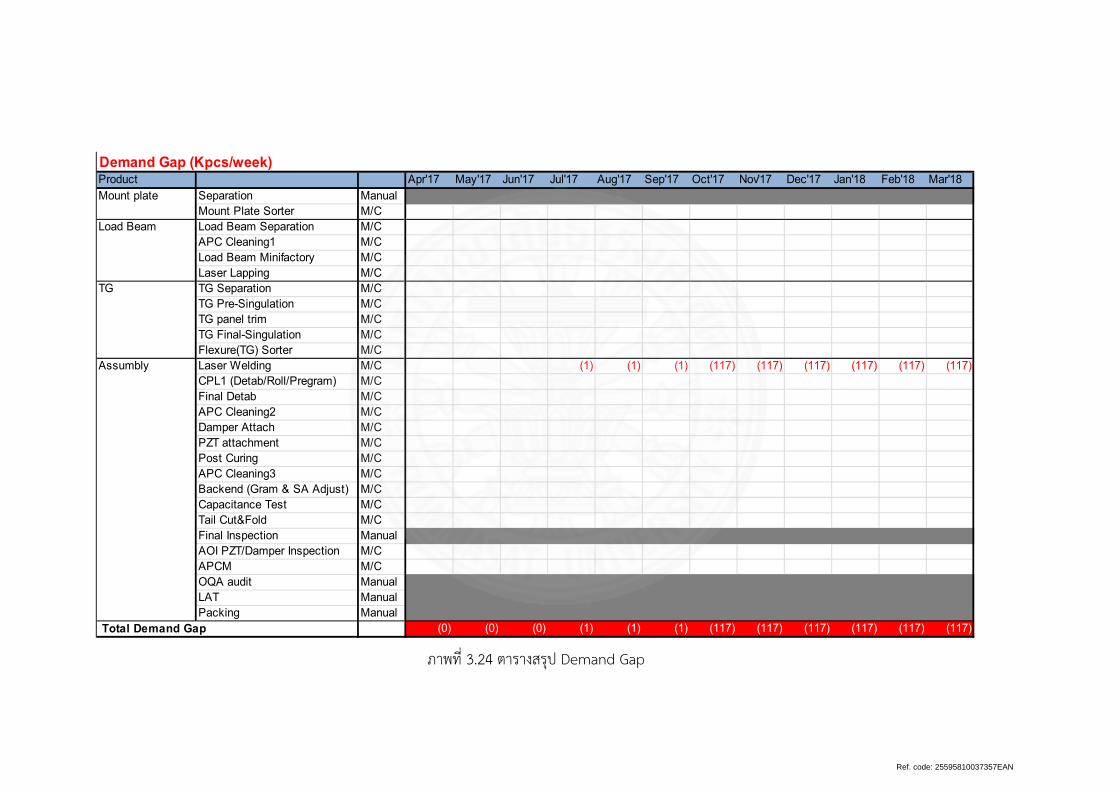
Ref. code: 25595810037357EAN
62
Demand Gap (Kpcs/week)Product Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18Mount plate Separation Manual
Mount Plate Sorter M/C (0) (0) - - - - - - (0) - - (0) Load Beam Load Beam Separation M/C - - (0) - - - - - - - (0) -
APC Cleaning1 M/C - - - - - - - - - - - - Load Beam Minifactory M/C - - - - - (0) - - - - - - Laser Lapping M/C (0) (0) - - (0) (0) - (0) (0) (0) (0) (0)
TG TG Separation M/C - (0) - - - (0) - - - - (0) - TG Pre-Singulation M/C - (0) - - (0) (0.00) - - - - (0) (0) TG panel trim M/C - (0) (0) (0) (0) (0) - - - - (0) (0) TG Final-Singulation M/C - (0) - - - - - - (0) - - (0) Flexure(TG) Sorter M/C - - - - - - - - - (0) (0) (0)
Assumbly Laser Welding M/C (0) (0) - (1) (1) (1) (117) (117) (117) (117) (117) (117) CPL1 (Detab/Roll/Pregram) M/C - - (0) - - (0) (0) - - - - - Final Detab M/C (0) (0) - - - - - - (0) - - (0) APC Cleaning2 M/C - - - - (0) - - - - - - - Damper Attach M/C - - (0) (0) (0) (0) (0) (0) (0) (0) - (0) PZT attachment M/C - (0) - - (0) (0) - - - - - (0) Post Curing M/C - - (0) - (0) (0) - - - - - - APC Cleaning3 M/C - - (0) - - - - - - - - - Backend (Gram & SA Adjust) M/C - - - (0) (0) (0) 0 - (0) - - - Capacitance Test M/C (0) - - (0) - (0) (0) (0) - - - (0) Tail Cut&Fold M/C (0) - (0) - - - - (0) (0) (0) (0) (0) Final Inspection ManualAOI PZT/Damper Inspection M/C - - (0) (0) - - (0) - (0) - - - APCM M/C - - (0) - - - - - - - - - OQA audit ManualLAT ManualPacking Manual
Total Demand Gap (0) (0) (0) (1) (1) (1) (117) (117) (117) (117) (117) (117) ภาพท 3.24 ตารางสรป Demand Gap

Ref. code: 25595810037357EAN
63
บทท 4 ผลการวจยและอภปรายผล
4.1 โมเดลคานวณกาลงการผลต จากการวจยน เราจะไดโมเดลในการคานวณกาลงการผลตโดยใชโปรแกรมทางคณตศาสตรบวกกบเอกเซลลโซเวอร และขอมลแบบสรปโดยใชมาโครมาชวยทาใหงายและรวดเรวขน โดยแบงออกเปน 3 สวนดวยกน คอ
4.1.1 โมเดลคานวณกาลงการผลตยอยแตละกระบวนการ โมเดลคานวณกาลงการผลตโดยใชโปรแกรมทางคณตศาสตรแบงเปนเอกสาร
ยอย 23 Sheet เทากบจานวนกระบวนการผลต โดย 1 กระบวนการผลตจะใช 1 Sheet ในการวเคราะหและ Solver และผวจยไดสรางทางลดในการคานวณทรวดเรวโดยใช Macro 1 ซงใชเวลาในการโซลเวอร (Solver) ไมถง 2 วนาท โดยตวอยางโมเดลเรมตนตามภาพท 4.1 และโมเดลยอยของกระบวนการอนอก 22 กระบวนการดไดทภาพผนวก ก
Capacity modeling using excel sover optimizationLaser Welding Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional PRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach
Cadmium LWM Conkit_Cadmium 4,000 82% - 394 - 346 0.59 0.59 233 Cadmium 1 346 829 .00Seagull v12 LWM Conkit_Seagull 4,200 82% - 413 - 231 0.90 0.90 372 Seagull v12 1 231 984 .00Kahuna LWM Conkit_Seagull 4,200 82% 0.39 413 162 162 0.63 1.02 422 Kahuna 1 162 683 .00Palomar LWM Conkit_Palomar 4,200 85% 0.54 428 231 231 1.23 1.77 758 Palomar 1 231 1,285 .00Iris LWM Conkit_Iris 4,200 80% 12.09 403 4,874 5,481 2.20 14.29 5,762 Iris 1 5,481 7,258 .00Samed LWM Conkit_Samed 4,400 80% - 422 - 1,615 2.09 2.09 882 Samed 1 1,615 3,379 .00Baja LWM Conkit_Baja 4,200 80% - 403 - 923 - - - Baja 1 923 (117) 806 (0.29)Suzak LWM Conkit_Suzak 3,500 75% - 315 - 462 0.83 0.83 260 Suzak 1 462 1,004 .00Talon LWM Conkit_Talon 3,600 78% - 337 - 346 0.51 0.51 173 Talon 1 346 702 .00Cadmium UFS Conkit_Cadmium 4,300 82% 0.82 423 346 346 0.59 1.41 596 - Seagull v12 UFS Conkit_Seagull 4,300 82% 0.55 423 231 231 0.90 1.45 612 TOTAL 9,796 (117) 16,930 (0.29) Kahuna UFS Conkit_Seagull 4,200 82% - 413 - 162 0.63 0.63 261 %Utilization 58%Palomar UFS Conkit_Palomar 4,200 85% - 428 - 231 1.23 1.23 527 Iris UFS Conkit_Iris 4,200 80% 1.51 403 607 5,481 2.20 3.71 1,496 MACHINE INVENTORY
Samed UFS Conkit_Samed 4,400 80% 3.82 422 1,615 1,615 2.09 5.91 2,497 Machine Available O Used Bal Alloc Total Alloc Mach Req'd
Baja UFS Conkit_Baja 4,200 80% 2.00 403 806 923 - 2.00 806 UFS 20 11.02 9.0 20.0 - Suzak UFS Conkit_Suzak 3,800 75% 1.35 342 462 462 0.83 2.17 744 LWM 22 13.02 9.0 22.0 (0.29) Talon UFS Conkit_Talon 3,800 78% 0.97 356 346 346 0.51 1.49 529 - - - -
- - - - - TOTAL 42 24.0 18.0 42.0 (0.29) - - CONVERSION KIT INVENTORY
- Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd
- Conkit_Cadmium 2 0.82 1.18 2.0 - - Conkit_Seagull 4 0.94 3.06 4.0 - - Conkit_Palomar 3 0.54 2.46 3.0 - - Conkit_Iris 18 13.59 4.41 18.0 - - Conkit_Samed 8 3.82 4.18 8.0 - - Conkit_Baja 2 2.00 - 2.0 (0.29) - Conkit_Suzak 3 1.35 1.65 3.0 - - Conkit_Talon 2 0.97 1.03 2.0 - - - - - TOTAL 42 24.03 18.0 42.0 (0.29)
Macro1
ภาพท 4.1 ตวอยางโมเดลคานวณกาลงการผลตโดยใชโปรแกรมทางคณตศาสตร
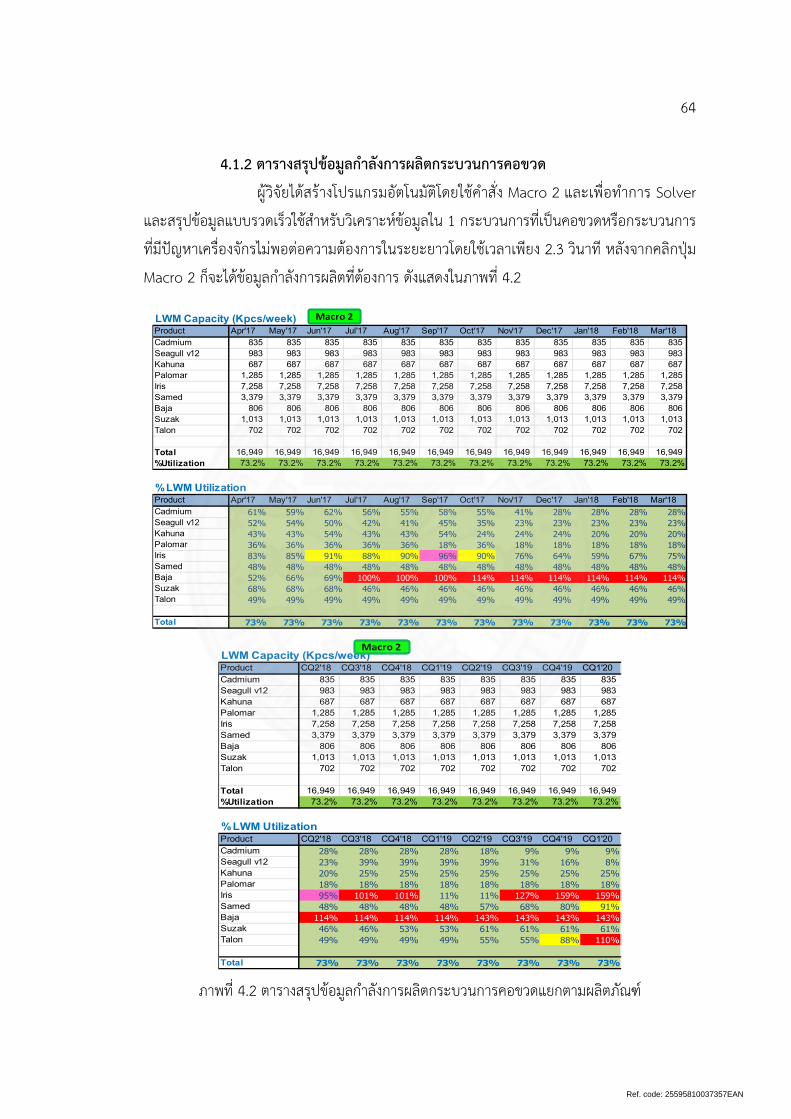
Ref. code: 25595810037357EAN
64
4.1.2 ตารางสรปขอมลกาลงการผลตกระบวนการคอขวด ผวจยไดสรางโปรแกรมอตโนมตโดยใชคาสง Macro 2 และเพอทาการ Solver
และสรปขอมลแบบรวดเรวใชสาหรบวเคราะหขอมลใน 1 กระบวนการทเปนคอขวดหรอกระบวนการทมปญหาเครองจกรไมพอตอความตองการในระยะยาวโดยใชเวลาเพยง 2.3 วนาท หลงจากคลกปม Macro 2 กจะไดขอมลกาลงการผลตทตองการ ดงแสดงในภาพท 4.2
LWM Capacity (Kpcs/week)Product Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18Cadmium 835 835 835 835 835 835 835 835 835 835 835 835 Seagull v12 983 983 983 983 983 983 983 983 983 983 983 983 Kahuna 687 687 687 687 687 687 687 687 687 687 687 687 Palomar 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 Iris 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 Samed 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 Baja 806 806 806 806 806 806 806 806 806 806 806 806 Suzak 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 Talon 702 702 702 702 702 702 702 702 702 702 702 702
Total 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 %Utilization 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2%
%LWM UtilizationProduct Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18Cadmium 61% 59% 62% 56% 55% 58% 55% 41% 28% 28% 28% 28%Seagull v12 52% 54% 50% 42% 41% 45% 35% 23% 23% 23% 23% 23%Kahuna 43% 43% 54% 43% 43% 54% 24% 24% 24% 20% 20% 20%Palomar 36% 36% 36% 36% 36% 18% 36% 18% 18% 18% 18% 18%Iris 83% 85% 91% 88% 90% 96% 90% 76% 64% 59% 67% 75%Samed 48% 48% 48% 48% 48% 48% 48% 48% 48% 48% 48% 48%Baja 52% 66% 69% 100% 100% 100% 114% 114% 114% 114% 114% 114%Suzak 68% 68% 68% 46% 46% 46% 46% 46% 46% 46% 46% 46%Talon 49% 49% 49% 49% 49% 49% 49% 49% 49% 49% 49% 49%
Total 73% 73% 73% 73% 73% 73% 73% 73% 73% 73% 73% 73%
Macro 2
LWM Capacity (Kpcs/week)Product CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20Cadmium 835 835 835 835 835 835 835 835 Seagull v12 983 983 983 983 983 983 983 983 Kahuna 687 687 687 687 687 687 687 687 Palomar 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 Iris 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 Samed 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 Baja 806 806 806 806 806 806 806 806 Suzak 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 Talon 702 702 702 702 702 702 702 702
Total 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 %Utilization 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2%
%LWM UtilizationProduct CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20Cadmium 28% 28% 28% 28% 18% 9% 9% 9%Seagull v12 23% 39% 39% 39% 39% 31% 16% 8%Kahuna 20% 25% 25% 25% 25% 25% 25% 25%Palomar 18% 18% 18% 18% 18% 18% 18% 18%Iris 95% 101% 101% 11% 11% 127% 159% 159%Samed 48% 48% 48% 48% 57% 68% 80% 91%Baja 114% 114% 114% 114% 143% 143% 143% 143%Suzak 46% 46% 53% 53% 61% 61% 61% 61%Talon 49% 49% 49% 49% 55% 55% 88% 110%
Total 73% 73% 73% 73% 73% 73% 73% 73%
Macro 2
ภาพท 4.2 ตารางสรปขอมลกาลงการผลตกระบวนการคอขวดแยกตามผลตภณฑ

Ref. code: 25595810037357EAN
65
4.1.3 ตารางสรปขอมลกาลงการผลตลวงหนา 3 ป ผวจยไดสรางโปรแกรมอตโนมตโดยใชคาสง Macro 4, 5, 6, 7 เพอทาการ Solver และสรปขอมลแบบรวดเรวใชสาหรบวเคราะหขอมลใน 1
กระบวนการ ทเปนคอขวด (Bottle neck) หรอกระบวนการทมปญหาเครองจกรไมพอตอความตองการใน 3 ปลวงหนา โดยใชเวลารวมเพยง 5 นาท ในการ Solver 460 ครง จาก 23 กระบวนการและกระบวนการละ 12 เดอน กบ 8 ไตรมาส ดงแสดงในภาพท 4.3
Summary CapacityPlant Capacity (Kpcs/week)Product Process Type Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20Mount plate Separation Manual
Mount Plate Sorter M/C 19,404 19,436 19,533 19,483 19,518 19,545 19,508 19,244 19,079 19,006 19,119 19,232 19,538 19,616 19,616 17,851 17,851 19,490 19,720 19,986 Load Beam Load Beam Separation M/C 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500
APC Cleaning1 M/C 18,802 18,833 18,922 18,949 18,983 19,039 18,998 18,834 18,661 18,573 18,709 18,834 19,126 19,154 19,137 17,251 17,312 19,441 19,728 19,736 Load Beam Minifactory M/C 18,317 18,320 18,321 18,309 18,309 18,309 18,312 18,311 18,311 18,311 18,311 18,311 18,311 18,311 18,318 18,318 18,335 18,085 18,069 18,158 Laser Lapping M/C 21,133 21,136 21,137 21,138 21,138 21,138 21,141 21,141 21,141 21,141 21,141 21,141 21,141 21,141 21,144 21,129 21,138 21,154 21,161 21,165
TG TG Separation M/C 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 TG Pre-Singulation M/C 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 TG panel trim M/C 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 TG Final-Singulation M/C 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 Flexure(TG) Sorter M/C 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401
Assumbly Laser Welding M/C 16,949 16,949 16,948 16,936 16,879 16,937 16,937 16,930 16,926 16,927 16,927 16,927 16,927 16,930 16,933 16,922 16,871 16,930 16,931 16,929 CPL1 (Detab/Roll/PregramM/C 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,546 19,558 19,575 19,575 19,575 Final Detab M/C 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 APC Cleaning2 M/C 19,350 19,370 19,401 19,491 19,509 19,505 19,558 19,527 19,484 19,454 19,511 19,564 19,688 19,665 19,645 18,822 17,981 19,799 19,895 19,879 Damper Attach M/C 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 PZT attachment M/C 12,278 12,208 12,195 12,051 12,052 12,053 12,003 11,998 11,991 11,986 11,994 11,998 12,004 12,006 12,011 11,842 11,759 12,184 12,372 12,396 Post Curing M/C 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 APC Cleaning3 M/C 19,279 19,303 19,345 19,390 19,403 19,434 19,408 19,330 19,270 18,760 19,284 19,326 19,440 19,470 18,919 18,985 19,014 19,644 19,815 18,520 Backend (Gram & SA Adj M/C 18,483 18,492 18,499 18,500 18,499 18,503 18,491 18,464 18,454 18,453 18,453 18,453 18,453 18,468 18,468 18,373 18,399 18,170 18,274 18,193 Capacitance Test M/C 22,238 22,242 22,256 22,236 22,241 22,253 22,240 22,210 22,187 22,177 22,193 22,209 22,252 22,263 22,267 21,970 21,986 22,328 22,166 22,145 Tail Cut&Fold M/C 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 Final Inspection ManualAOI PZT/Damper InspectioM/C 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 APCM M/C 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 OQA audit ManualLAT ManualPacking Manual
Total capacity 16,949 16,949 16,948 16,936 16,879 16,937 16,937 16,930 16,926 16,927 16,927 16,927 16,927 16,930 16,933 16,922 16,871 16,930 16,931 16,929
Macro31.Apr-Jul'17
Macro6T123
Macro7T124Macro4
Macro53.Dec-Mar'18
ภาพท 4.3 ตารางสรปขอมลกาลงการผลตโดยรวมลวงหนา 3 ป 65
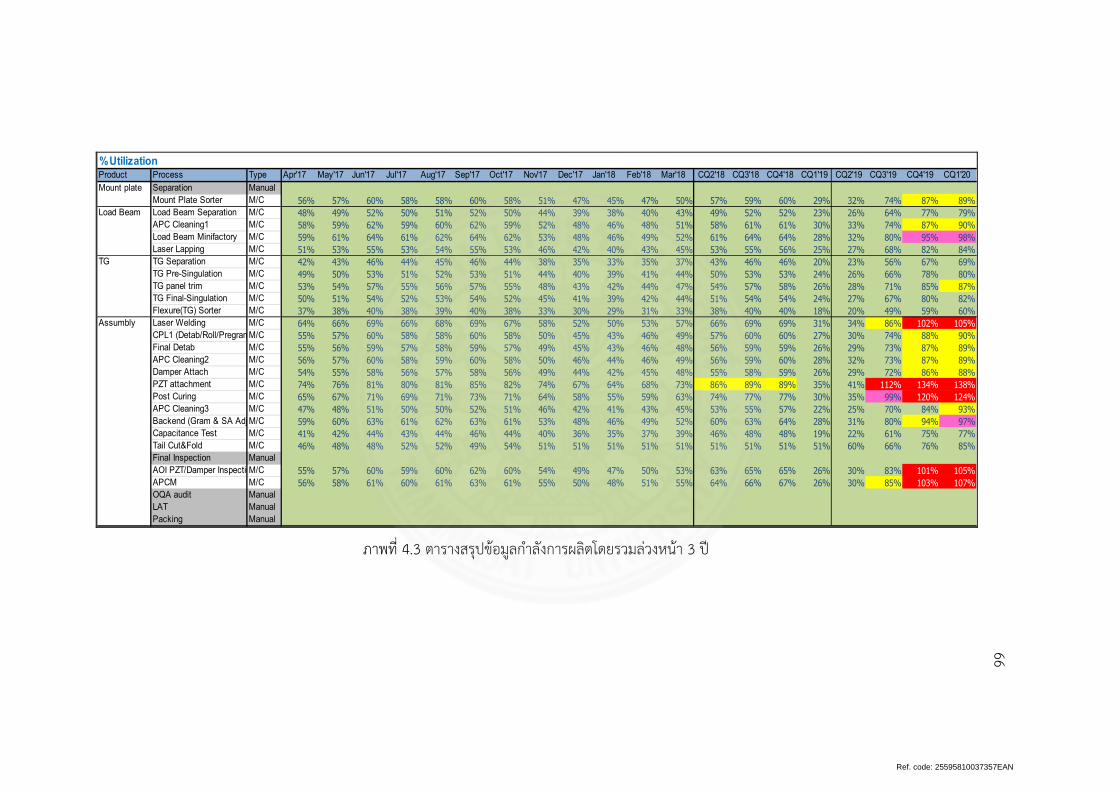
Ref. code: 25595810037357EAN
66
%UtilizationProduct Process Type Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20Mount plate Separation Manual
Mount Plate Sorter M/C 56% 57% 60% 58% 58% 60% 58% 51% 47% 45% 47% 50% 57% 59% 60% 29% 32% 74% 87% 89%Load Beam Load Beam Separation M/C 48% 49% 52% 50% 51% 52% 50% 44% 39% 38% 40% 43% 49% 52% 52% 23% 26% 64% 77% 79%
APC Cleaning1 M/C 58% 59% 62% 59% 60% 62% 59% 52% 48% 46% 48% 51% 58% 61% 61% 30% 33% 74% 87% 90%Load Beam Minifactory M/C 59% 61% 64% 61% 62% 64% 62% 53% 48% 46% 49% 52% 61% 64% 64% 28% 32% 80% 95% 98%Laser Lapping M/C 51% 53% 55% 53% 54% 55% 53% 46% 42% 40% 43% 45% 53% 55% 56% 25% 27% 68% 82% 84%
TG TG Separation M/C 42% 43% 46% 44% 45% 46% 44% 38% 35% 33% 35% 37% 43% 46% 46% 20% 23% 56% 67% 69%TG Pre-Singulation M/C 49% 50% 53% 51% 52% 53% 51% 44% 40% 39% 41% 44% 50% 53% 53% 24% 26% 66% 78% 80%TG panel trim M/C 53% 54% 57% 55% 56% 57% 55% 48% 43% 42% 44% 47% 54% 57% 58% 26% 28% 71% 85% 87%TG Final-Singulation M/C 50% 51% 54% 52% 53% 54% 52% 45% 41% 39% 42% 44% 51% 54% 54% 24% 27% 67% 80% 82%Flexure(TG) Sorter M/C 37% 38% 40% 38% 39% 40% 38% 33% 30% 29% 31% 33% 38% 40% 40% 18% 20% 49% 59% 60%
Assumbly Laser Welding M/C 64% 66% 69% 66% 68% 69% 67% 58% 52% 50% 53% 57% 66% 69% 69% 31% 34% 86% 102% 105%CPL1 (Detab/Roll/PregramM/C 55% 57% 60% 58% 58% 60% 58% 50% 45% 43% 46% 49% 57% 60% 60% 27% 30% 74% 88% 90%Final Detab M/C 55% 56% 59% 57% 58% 59% 57% 49% 45% 43% 46% 48% 56% 59% 59% 26% 29% 73% 87% 89%APC Cleaning2 M/C 56% 57% 60% 58% 59% 60% 58% 50% 46% 44% 46% 49% 56% 59% 60% 28% 32% 73% 87% 89%Damper Attach M/C 54% 55% 58% 56% 57% 58% 56% 49% 44% 42% 45% 48% 55% 58% 59% 26% 29% 72% 86% 88%PZT attachment M/C 74% 76% 81% 80% 81% 85% 82% 74% 67% 64% 68% 73% 86% 89% 89% 35% 41% 112% 134% 138%Post Curing M/C 65% 67% 71% 69% 71% 73% 71% 64% 58% 55% 59% 63% 74% 77% 77% 30% 35% 99% 120% 124%APC Cleaning3 M/C 47% 48% 51% 50% 50% 52% 51% 46% 42% 41% 43% 45% 53% 55% 57% 22% 25% 70% 84% 93%Backend (Gram & SA Adj M/C 59% 60% 63% 61% 62% 63% 61% 53% 48% 46% 49% 52% 60% 63% 64% 28% 31% 80% 94% 97%Capacitance Test M/C 41% 42% 44% 43% 44% 46% 44% 40% 36% 35% 37% 39% 46% 48% 48% 19% 22% 61% 75% 77%Tail Cut&Fold M/C 46% 48% 48% 52% 52% 49% 54% 51% 51% 51% 51% 51% 51% 51% 51% 51% 60% 66% 76% 85%Final Inspection ManualAOI PZT/Damper InspectioM/C 55% 57% 60% 59% 60% 62% 60% 54% 49% 47% 50% 53% 63% 65% 65% 26% 30% 83% 101% 105%APCM M/C 56% 58% 61% 60% 61% 63% 61% 55% 50% 48% 51% 55% 64% 66% 67% 26% 30% 85% 103% 107%OQA audit ManualLAT ManualPacking Manual
ภาพท 4.3 ตารางสรปขอมลกาลงการผลตโดยรวมลวงหนา 3 ป
66
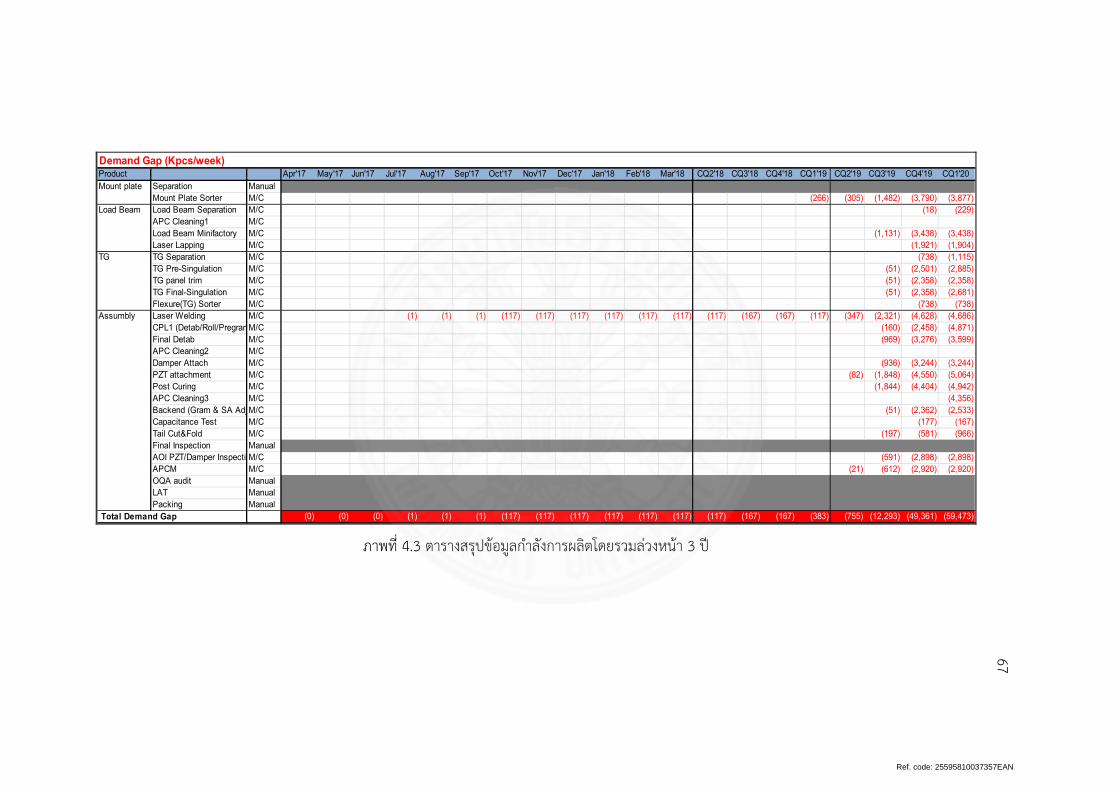
Ref. code: 25595810037357EAN
67
Demand Gap (Kpcs/week)Product Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20Mount plate Separation Manual
Mount Plate Sorter M/C (0) (0) - - - - - - (0) - - (0) - - (0) (266) (305) (1,482) (3,790) (3,877) Load Beam Load Beam Separation M/C - - (0) - - - - - - - (0) - - - - (0) - - (18) (229)
APC Cleaning1 M/C - - - - - - - - - - - - - - - - - - - - Load Beam Minifactory M/C - - - - - (0) - - - - - - - (0) (0) (0) - (1,131) (3,438) (3,438) Laser Lapping M/C (0) (0) - - (0) (0) - (0) (0) (0) (0) (0) - - - - - - (1,921) (1,904)
TG TG Separation M/C - (0) - - - (0) - - - - (0) - - (0) - - - - (738) (1,115) TG Pre-Singulation M/C - (0) - - (0) (0.00) - - - - (0) (0) - (0) (0) - - (51) (2,501) (2,885) TG panel trim M/C - (0) (0) (0) (0) (0) - - - - (0) (0) - (0) (0) - (0) (51) (2,358) (2,358) TG Final-Singulation M/C - (0) - - - - - - (0) - - (0) - - (0) (0) (0) (51) (2,358) (2,681) Flexure(TG) Sorter M/C - - - - - - - - - (0) (0) (0) - - (0) (0) (0) - (738) (738)
Assumbly Laser Welding M/C (0) (0) - (1) (1) (1) (117) (117) (117) (117) (117) (117) (117) (167) (167) (117) (347) (2,321) (4,628) (4,686) CPL1 (Detab/Roll/PregramM/C - - (0) - - (0) (0) - - - - - - (0) - (0) (0) (160) (2,458) (4,871) Final Detab M/C (0) (0) - - - - - - (0) - - (0) - - (0) (0) (0) (969) (3,276) (3,599) APC Cleaning2 M/C - - - - (0) - - - - - - - - - - (0) - - - - Damper Attach M/C - - (0) (0) (0) (0) (0) (0) (0) (0) - (0) (0) (0) (0) (0) - (936) (3,244) (3,244) PZT attachment M/C - (0) - - (0) (0) - - - - - (0) - (0) (0) - (82) (1,848) (4,550) (5,064) Post Curing M/C - - (0) - (0) (0) - - - - - - - - - - - (1,844) (4,404) (4,942) APC Cleaning3 M/C - - (0) - - - - - - - - - (0) (0) - - - - (0) (4,356) Backend (Gram & SA Adj M/C - - - (0) (0) (0) 0 - (0) - - - 0 (0) (0) - - (51) (2,362) (2,533) Capacitance Test M/C (0) - - (0) - (0) (0) (0) - - - (0) - - - - - (0) (177) (167) Tail Cut&Fold M/C (0) - (0) - - - - (0) (0) (0) (0) (0) (0) (0) (0) (0) - (197) (581) (966) Final Inspection ManualAOI PZT/Damper InspectioM/C - - (0) (0) - - (0) - (0) - - - (0) (0) (0) - - (591) (2,898) (2,898) APCM M/C - - (0) - - - - - - - - - (0) (0) (0) - (21) (612) (2,920) (2,920) OQA audit ManualLAT ManualPacking Manual
Total Demand Gap (0) (0) (0) (1) (1) (1) (117) (117) (117) (117) (117) (117) (117) (167) (167) (383) (755) (12,293) (49,361) (59,473) ภาพท 4.3 ตารางสรปขอมลกาลงการผลตโดยรวมลวงหนา 3 ป
67
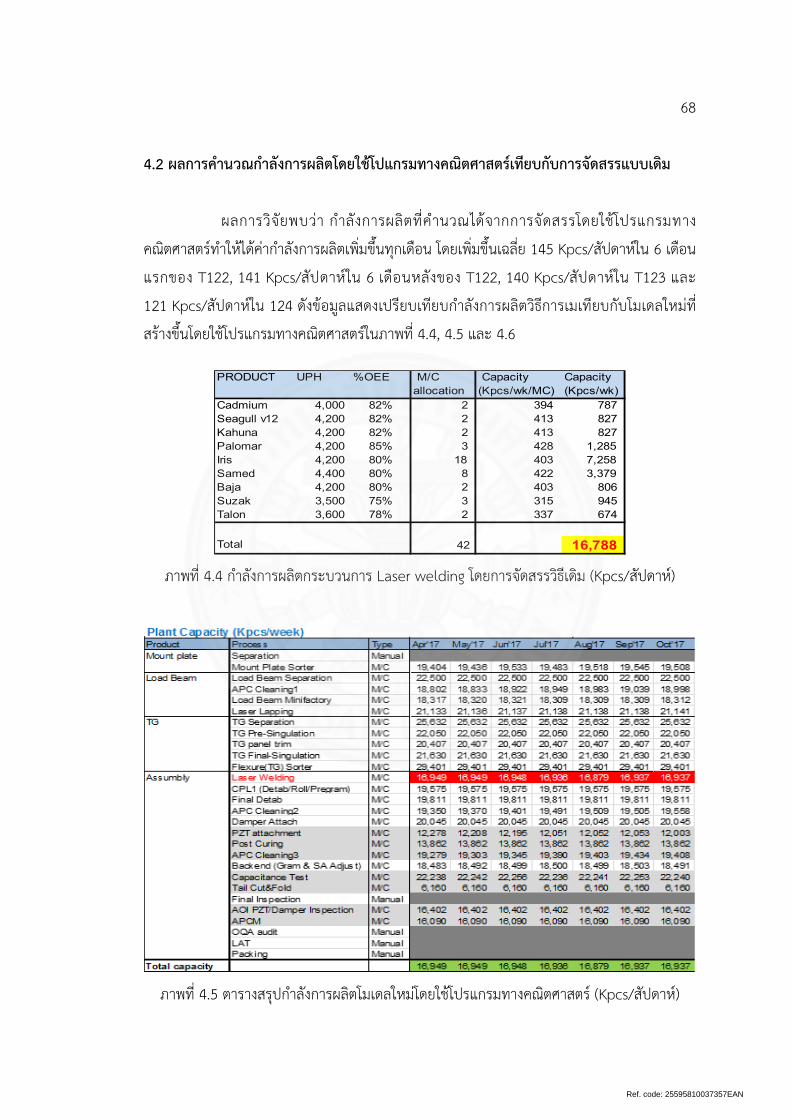
Ref. code: 25595810037357EAN
68
4.2 ผลการคานวณกาลงการผลตโดยใชโปแกรมทางคณตศาสตรเทยบกบการจดสรรแบบเดม ผลการวจยพบวา กาลงการผลตทคานวณไดจากการจดสรรโดยใชโปรแกรมทาง
คณตศาสตรทาใหไดคากาลงการผลตเพมขนทกเดอน โดยเพมขนเฉลย 145 Kpcs/สปดาหใน 6 เดอนแรกของ T122, 141 Kpcs/สปดาหใน 6 เดอนหลงของ T122, 140 Kpcs/สปดาหใน T123 และ 121 Kpcs/สปดาหใน 124 ดงขอมลแสดงเปรยบเทยบกาลงการผลตวธการเมเทยบกบโมเดลใหมทสรางขนโดยใชโปรแกรมทางคณตศาสตรในภาพท 4.4, 4.5 และ 4.6
PRODUCT UPH %OEE M/C
allocation Capacity (Kpcs/wk/MC)
Capacity (Kpcs/wk)
Cadmium 4,000 82% 2 394 787 Seagull v12 4,200 82% 2 413 827 Kahuna 4,200 82% 2 413 827 Palomar 4,200 85% 3 428 1,285 Iris 4,200 80% 18 403 7,258 Samed 4,400 80% 8 422 3,379 Baja 4,200 80% 2 403 806 Suzak 3,500 75% 3 315 945 Talon 3,600 78% 2 337 674
Total 42 16,788 ภาพท 4.4 กาลงการผลตกระบวนการ Laser welding โดยการจดสรรวธเดม (Kpcs/สปดาห)
ภาพท 4.5 ตารางสรปกาลงการผลตโมเดลใหมโดยใชโปรแกรมทางคณตศาสตร (Kpcs/สปดาห)

Ref. code: 25595810037357EAN
69
T122
หวขอ Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17
วธการเดม 16,788 16,788 16,788 16,788 16,788 16,788
โมเดลไหม 16,949 16,949 16,948 16,936 16,879 16,937
กาลงการผลตทไดเพมข น 161 161 160 149 92 149
145 T122
หวขอ Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18
วธการเดม 16,788 16,788 16,788 16,788 16,788 16,788
โมเดลไหม 16,937 16,930 16,926 16,927 16,927 16,927
กาลงการผลตทไดเพมข น 150 142 138 139 139 139
141 T123 T124
หวขอ CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20
วธการเดม 16,788 16,788 16,788 16,788 16,788 16,788 16,788 16,788
โมเดลไหม 16,927 16,930 16,933 16,922 16,871 16,930 16,931 16,929
กาลงการผลตทไดเพมข น 139 142 145 135 83 142 143 141
140 127 ภาพท 4.6 ขอมลกาลงการผลตทเพมขนโดยใชโมเดลใหมเทยบกบวธเดม (Kpcs/สปดาห)
4.3 การวเคราะหและประยกตใชกาลงการผลตทคานวณไดจากโมเดล
ผลการวจยพบวา กาลงการผลตทคานวณไดจากการจดสรรโดยใชโปรแกรมทางคณตศาสตรโดยการพจารณาเพมกาลงการผลตโดยซอเครองจกรหรออปกรณใหมในกรณเครองจกรไมพอใหพจารณาตามขนตอนดงน
4.3.1 การวเคราะหกาลงการผลตจากตารางสรป %Utilization ตาราง %Utilization ในหนาสรปเปนตารางสรป % เครองจกรทตองการใชงาน
เทยบกบกาลงการผลตทม โดยนา Demand หารดวย กาลงการผลตเพอความรวดเรวในการวเคราะหผวจยไดแยกสไวดงน
1) สเขยว คอ เปอรเซนความตองการใชนอยกวา 85% 2) สเหลอง คอ เปอรเซนความตองการใชระหวาง 85%-95% 3) สชมพ คอ เปอรเซนความตองการใชระหวาง 95%-100% 4) สแดง คอ เปอรเซนความตองการใชมากกวา 100% กลาวคอเมอแสดงแทบสแดงแสดงวาเครองจกรในชวงเวลานนไมเพยงพอ โดย
ใหทาการพจารณาปรบปรงกระบวนการผลตหรอถาไมสามารถปรบปรงไดใหพจารณาซอเครองจกร
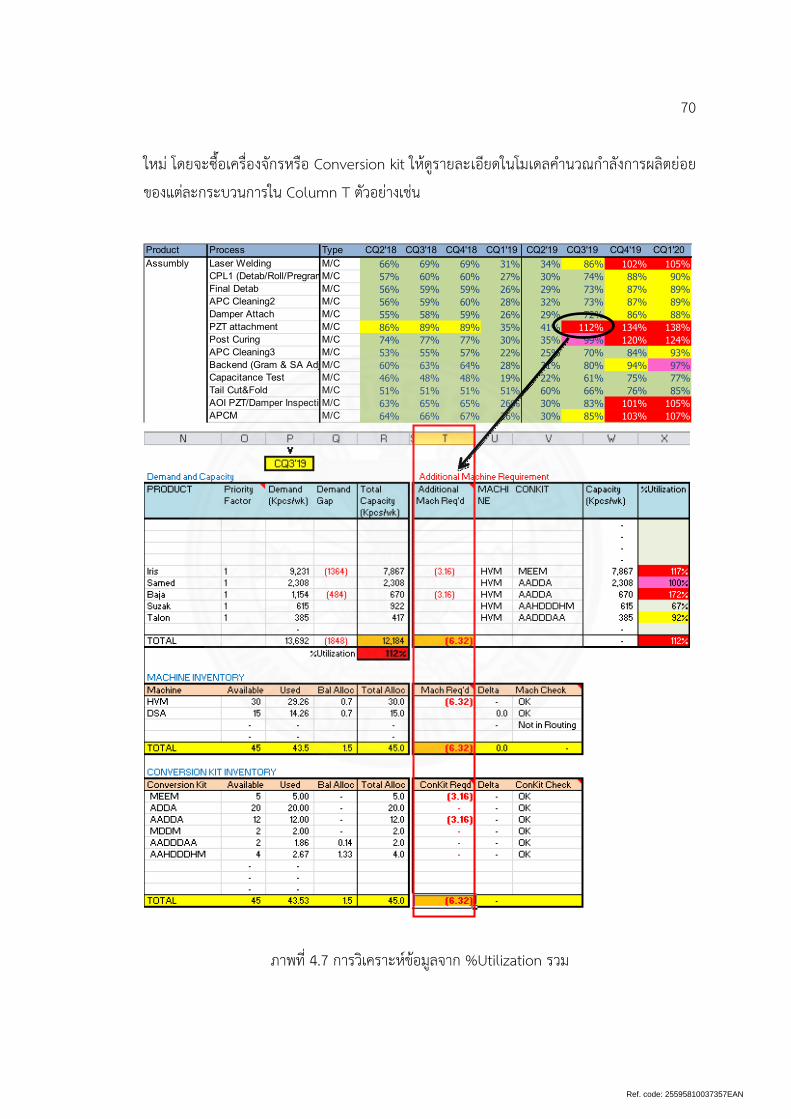
Ref. code: 25595810037357EAN
70
ใหม โดยจะซอเครองจกรหรอ Conversion kit ใหดรายละเอยดในโมเดลคานวณกาลงการผลตยอยของแตละกระบวนการใน Column T ตวอยางเชน
Product Process Type CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20Assumbly Laser Welding M/C 66% 69% 69% 31% 34% 86% 102% 105%
CPL1 (Detab/Roll/PregramM/C 57% 60% 60% 27% 30% 74% 88% 90%Final Detab M/C 56% 59% 59% 26% 29% 73% 87% 89%APC Cleaning2 M/C 56% 59% 60% 28% 32% 73% 87% 89%Damper Attach M/C 55% 58% 59% 26% 29% 72% 86% 88%PZT attachment M/C 86% 89% 89% 35% 41% 112% 134% 138%Post Curing M/C 74% 77% 77% 30% 35% 99% 120% 124%APC Cleaning3 M/C 53% 55% 57% 22% 25% 70% 84% 93%Backend (Gram & SA Adj M/C 60% 63% 64% 28% 31% 80% 94% 97%Capacitance Test M/C 46% 48% 48% 19% 22% 61% 75% 77%Tail Cut&Fold M/C 51% 51% 51% 51% 60% 66% 76% 85%AOI PZT/Damper InspectioM/C 63% 65% 65% 26% 30% 83% 101% 105%APCM M/C 64% 66% 67% 26% 30% 85% 103% 107%
ภาพท 4.7 การวเคราะหขอมลจาก %Utilization รวม
Ref. code: 25595810037357EAN
71
4.3.2 การวเคราะหกาลงการผลตจากตารางสรป Demand Gap กรณถาตาราง %Utilization แสดงสเขยว (%Utilization นอยกวา 85%) นน
เปนการแสดงกาลงการผลตในภาพรวม แตไมไดหมายความวา กาลงการผลตทมจะเพยงพอเสมอไป กลาวคอ จานวนเครองจกรอาจจะพอ แตอาจมขอจากดเรอง Conversion kit ไมเพยงพอ หรอ จานวนเครองจกรทมอยไมสามารถใชกบบางผลตภณฑได ดงนน เครองจกรจะเพยงพอหรอไมจากโมเดล เราตองพจารณาดขอมลในตารางสรป Demand Gap ทกครง โดยถาขอมลในตารางแสดงตวเลขสแดง นนคอ จานวนกาลงการผลตทไมเพยงพอ ดงแสดงในรปท 4.8 ตองพจารณาปรบปรงกระบวนการผลตหรอถาไมสามารถปรบปรงไดใหพจารณาซอเครองจกรใหม โดยจะซอเครองจกรหรอ Conversion kit ใหดรายละเอยดในโมเดลคานวณกาลงการผลตยอยของแตละกระบวนการใน Column T ดงแสดงในภาพท 4.9 และเพอความรวดเรวในการวเคราะหขอมลใหใชคาสง Macro 2 ในตารางสรปแยกรายผลตภณฑดงแสดงในภาพท 4.10 เพอดและวเคราะหขอมลในระยะยาวขน โดยสรปไดดงน
ตารางท 4.1 อธบายการวเคราะหและวางแผนการผลต
หวขอ ความหมายและการวางแผนการผลต ตารางสรป %Utilization 1.ถา %Utilization > 100% เครองจกรไมพอ
- หมายถง เครองจกร Conversion kit ไมพอรองรบ Demand โดยจานวนทขาดใหเขาไปดท sheet คานวณของแตละกระบวนการ หลงจากน นท าก ารวางแผน เพ อ ด า เน นก ารส ง .ซ อเครองจกรใหมตามจานวนทขาด เชน ตวอยางในภ า พ ท 4.7 โ ด ย %Utilization ใ น CQ3’19 =112% เม อ ไป ด ใน sheet ค า น ว ณ ข อ ง process PZT attached พบวาท งเครองจกรและ conversion kit ขาดอย 6.32 เครอง ดงนนตองวางแผนซอเครองจกรและชด conversion kit จานวน 7 เครอง สาหรบ product Iris และ product Baja

Ref. code: 25595810037357EAN
72
หวขอ ความหมายและการวางแผนการผลต 2. ถา %Utilization <100% ตารางสรป Demand Gap 1.ตวเลขในตารางแสดงอกษรแดง 1 ชอง 2. ตวเลขในตารางแสดงอกษรแดงหลายเดอนหรอหลายไตรมาสตดตอกน
- ภาพรวม capacity > demand แตอาจมบาง product ทมขอจากดใชเครองจกรรวมไมได มกาลงการผลตไมพอเฉพาะ product ดงนนใหพจารณาวเคราะหตอในตาราง Demand Gap - กาล งการผลตไมพอ จานวนท ขาดเท ากบจานวนตวเลขสแดงในรายงาน เชนภาพท4.8 ท CQ2’18 %Utilization 66% แตเมอดในตาราง Demand Gap ขาดอยย 117 Kpcs/Week - วเคราะหตอท process laser welding ตามภาพท 4.9 พบ วา เค ร อ งจ ก ร เพ ย งพ อ แ ต conversion kit ของ product Baja ไมเพยงพอ ดงนนสงซอเฉพาะ conversion kit ของ Baja - เพอความรวดเรวใหใช macro 2 ชวยวเคราะห กระบวนการทมปญหา ตวอยางเชนรปท 4.10 พ บ ว าภ าพ ร ว ม ก า ล ง ก า ร ผ ล ต เ พ ย งพ อคอ%Utilization อ ยท 73.2% แตม ข อจ ากดสาหรบผลตภณฑบางชนดทใชเครองจกรหรอ conversion kit ท เหลอไมได เนองจากคนละ โมเดล จงตองทาการวางแผนซอเครองจกรเพมดงน
- Baja CQ2’18 - Iris CQ3’18 - Talon CQ1’20

Ref. code: 25595810037357EAN
73
ภาพท 4.8 การวเคราะหขอมลจาก ตาราง Demand Gap
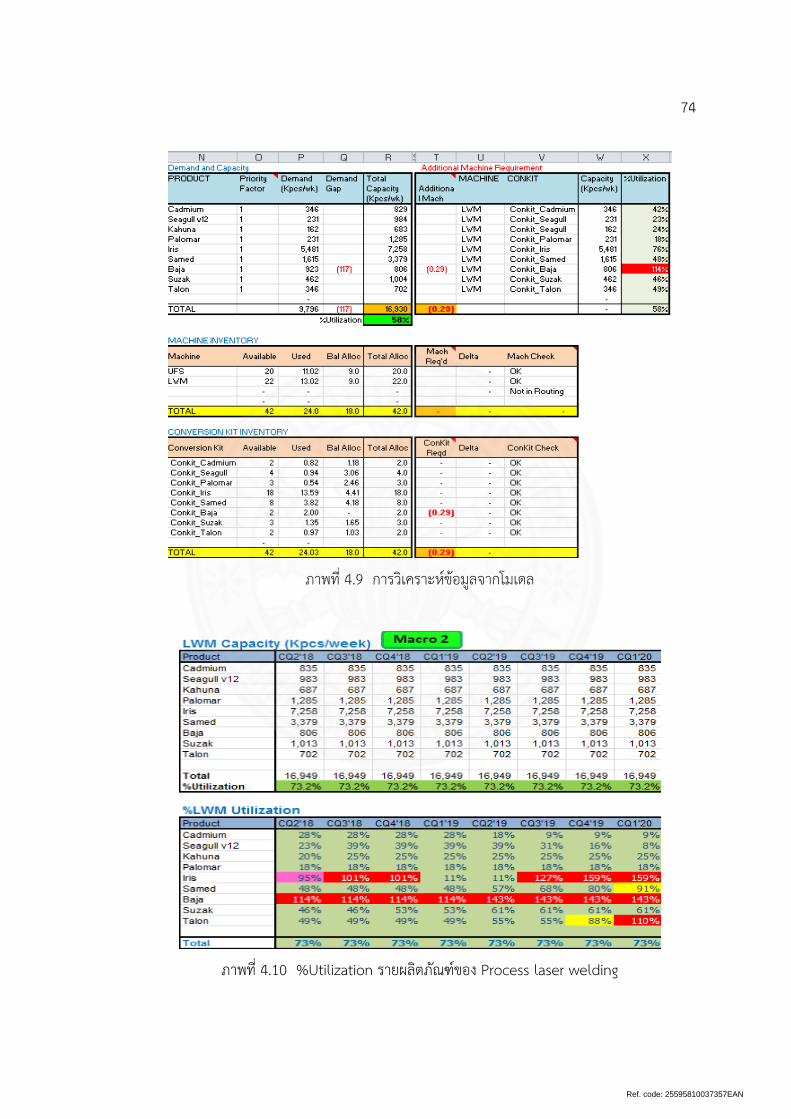
Ref. code: 25595810037357EAN
74
ภาพท 4.9 การวเคราะหขอมลจากโมเดล
ภาพท 4.10 %Utilization รายผลตภณฑของ Process laser welding
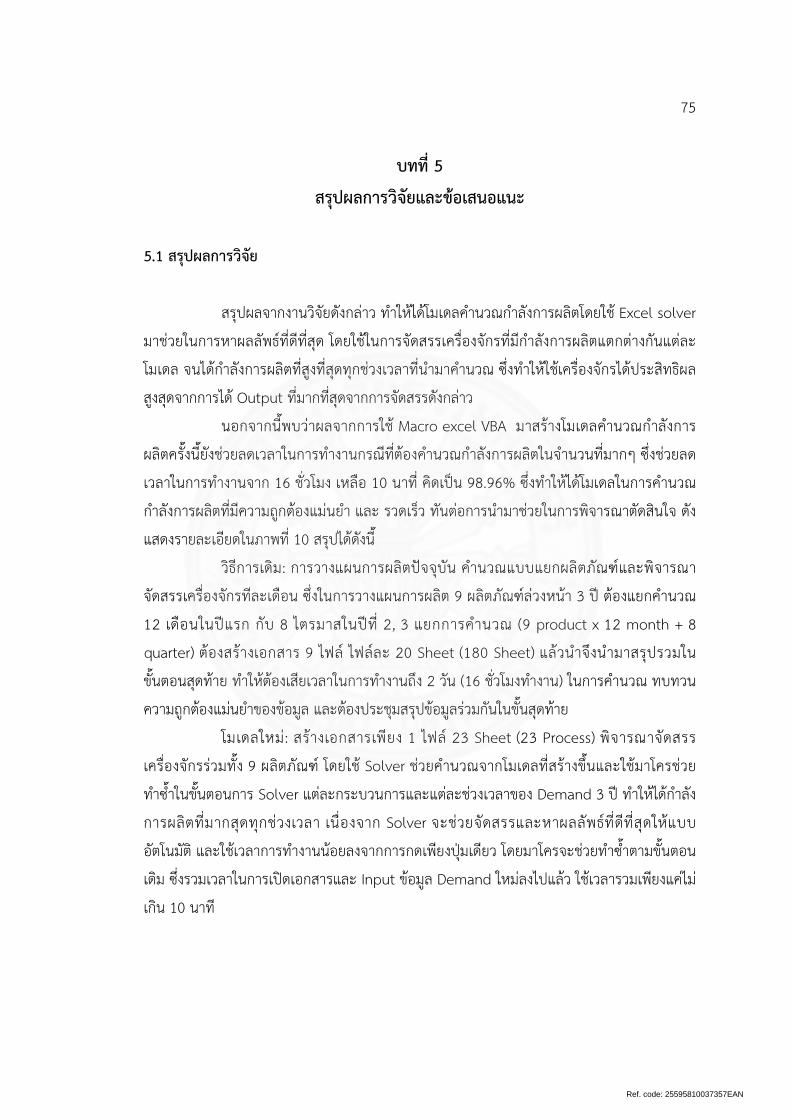
Ref. code: 25595810037357EAN
75
บทท 5 สรปผลการวจยและขอเสนอแนะ
5.1 สรปผลการวจย
สรปผลจากงานวจยดงกลาว ทาใหไดโมเดลคานวณกาลงการผลตโดยใช Excel solver
มาชวยในการหาผลลพธทดทสด โดยใชในการจดสรรเครองจกรทมกาลงการผลตแตกตางกนแตละโมเดล จนไดกาลงการผลตทสงทสดทกชวงเวลาทนามาคานวณ ซงทาใหใชเครองจกรไดประสทธผลสงสดจากการได Output ทมากทสดจากการจดสรรดงกลาว
นอกจากนพบวาผลจากการใช Macro excel VBA มาสรางโมเดลคานวณกาลงการผลตครงนยงชวยลดเวลาในการทางานกรณทตองคานวณกาลงการผลตในจานวนทมากๆ ซงชวยลดเวลาในการทางานจาก 16 ชวโมง เหลอ 10 นาท คดเปน 98.96% ซงทาใหไดโมเดลในการคานวณกาลงการผลตทมความถกตองแมนยา และ รวดเรว ทนตอการนามาชวยในการพจารณาตดสนใจ ดงแสดงรายละเอยดในภาพท 10 สรปไดดงน
วธการเดม: การวางแผนการผลตปจจบน คานวณแบบแยกผลตภณฑและพจารณาจดสรรเครองจกรทละเดอน ซงในการวางแผนการผลต 9 ผลตภณฑลวงหนา 3 ป ตองแยกคานวณ 12 เดอนในปแรก กบ 8 ไตรมาสในปท 2, 3 แยกการคานวณ (9 product x 12 month + 8 quarter) ตองสรางเอกสาร 9 ไฟล ไฟลละ 20 Sheet (180 Sheet) แลวนาจงนามาสรปรวมในขนตอนสดทาย ทาใหตองเสยเวลาในการทางานถง 2 วน (16 ชวโมงทางาน) ในการคานวณ ทบทวนความถกตองแมนยาของขอมล และตองประชมสรปขอมลรวมกนในขนสดทาย
โมเดลใหม: สรางเอกสารเพยง 1 ไฟล 23 Sheet (23 Process) พจารณาจดสรรเครองจกรรวมทง 9 ผลตภณฑ โดยใช Solver ชวยคานวณจากโมเดลทสรางขนและใชมาโครชวยทาซาในขนตอนการ Solver แตละกระบวนการและแตละชวงเวลาของ Demand 3 ป ทาใหไดกาลงการผลตทมากสดทกชวงเวลา เนองจาก Solver จะชวยจดสรรและหาผลลพธท ดทสดใหแบบอตโนมต และใชเวลาการทางานนอยลงจากการกดเพยงปมเดยว โดยมาโครจะชวยทาซาตามขนตอนเดม ซงรวมเวลาในการเปดเอกสารและ Input ขอมล Demand ใหมลงไปแลว ใชเวลารวมเพยงแคไมเกน 10 นาท
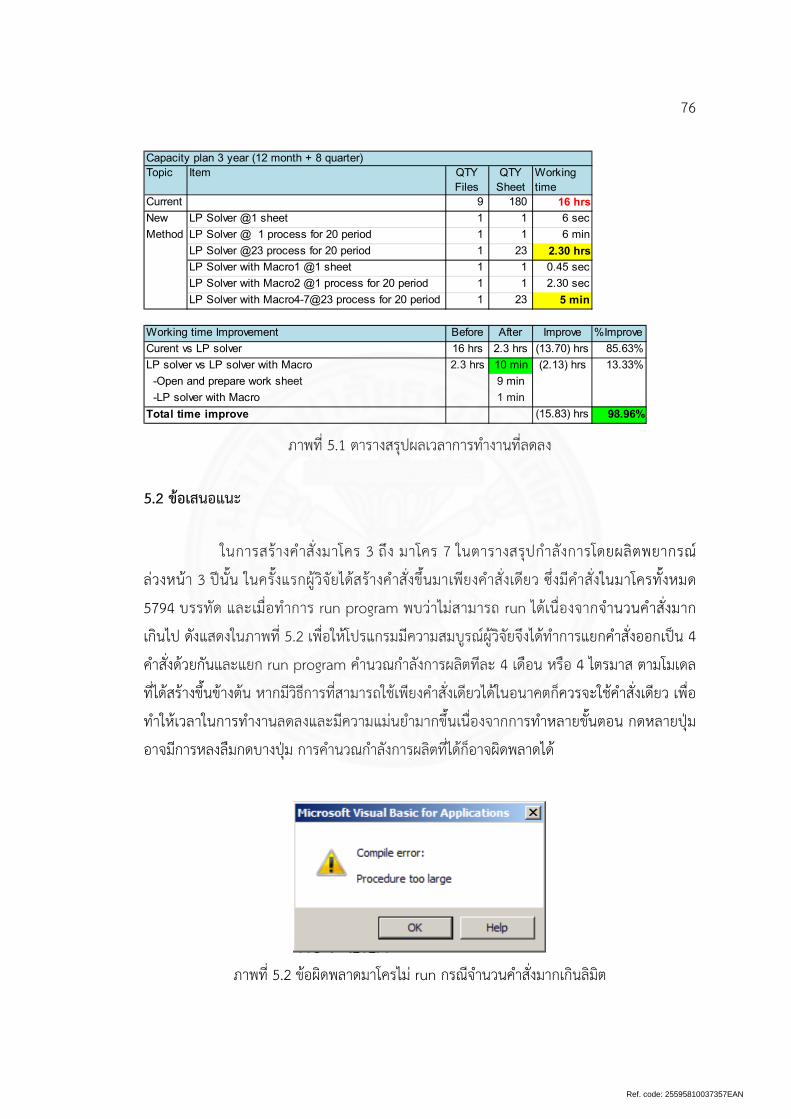
Ref. code: 25595810037357EAN
76
Capacity plan 3 year (12 month + 8 quarter)Topic Item QTY
FilesQTY
SheetWorking time
Current 9 180 16 hrs
New LP Solver @1 sheet 1 1 6 sec
Method LP Solver @ 1 process for 20 period 1 1 6 min
LP Solver @23 process for 20 period 1 23 2.30 hrs
LP Solver with Macro1 @1 sheet 1 1 0.45 sec
LP Solver with Macro2 @1 process for 20 period 1 1 2.30 sec
LP Solver with Macro4-7@23 process for 20 period 1 23 5 min
Before After Improve %Improve
Curent vs LP solver 16 hrs 2.3 hrs (13.70) hrs 85.63%
LP solver vs LP solver with Macro 2.3 hrs 10 min (2.13) hrs 13.33%
-Open and prepare work sheet 9 min
-LP solver with Macro 1 min
Total time improve (15.83) hrs 98.96%
Working time Improvement
ภาพท 5.1 ตารางสรปผลเวลาการทางานทลดลง
5.2 ขอเสนอแนะ
ในการสรางคาสงมาโคร 3 ถง มาโคร 7 ในตารางสรปกาลงการโดยผลตพยากรณ
ลวงหนา 3 ปนน ในครงแรกผวจยไดสรางคาสงขนมาเพยงคาสงเดยว ซงมคาสงในมาโครทงหมด 5794 บรรทด และเมอทาการ run program พบวาไมสามารถ run ไดเนองจากจานวนคาสงมากเกนไป ดงแสดงในภาพท 5.2 เพอใหโปรแกรมมความสมบรณผวจยจงไดทาการแยกคาสงออกเปน 4 คาสงดวยกนและแยก run program คานวณกาลงการผลตทละ 4 เดอน หรอ 4 ไตรมาส ตามโมเดลทไดสรางขนขางตน หากมวธการทสามารถใชเพยงคาสงเดยวไดในอนาคตกควรจะใชคาสงเดยว เพอทาใหเวลาในการทางานลดลงและมความแมนยามากขนเนองจากการทาหลายขนตอน กดหลายปม อาจมการหลงลมกดบางปม การคานวณกาลงการผลตทไดกอาจผดพลาดได
ภาพท 5.2 ขอผดพลาดมาโครไม run กรณจานวนคาสงมากเกนลมต
Ref. code: 25595810037357EAN
77
สาหรบโมเดลทสรางขนสาหรบงานวจยในครงน สามารถนาไปประยกตใชในการคานวณกาลงการผลตสาหรบกระบวนการหรอผลตภณฑทมความซบซอน เพอใหไดกาลงการผลตสงสดได แตทงนกอนทจะนาโมเดลไปใชควรทจะมการสรางความเขาใจถงวธการ และหลงการคานวณใหผทเกยวของมความเขาใจอยางละเอยดกอนเพอใหเกดประสทธผลในการควบคมการผลตและประยกตใชตวเลขทไดไปทาการวางแผนการผลตจดสรรเครองจกรอปกรณแบบรายวนตอไป เพอไมใหเกดปญหาการจดสรรเครองจกรไมเตมประสทธภาพในอนาคตหลงประยกตใชโมเดล เพราะถาจดสรรเครองจกรไมสอดคลองกบทโมเดลคานวณออกมากอาจทาใหผลตสนคาไมไดจานวนตามความตองการลกคาได
Ref. code: 25595810037357EAN
78
รายการอางอง หนงสอและบทความในหนงสอ อภชย ฤตวรฬห. (2555). กาหนดการเชงเสนและกาหนดการจานวนเตมและการประยกตใชใน อตสาหกรรมเกษตร (Linear Programming and integer Programing and Their Applications in Agro-Industry). กรงเทพฯ: บรษท อกษรโสภณ จากด. นภดล รมโพธ. (2557). การวเคราะหขอมลเพอการตดสนใจ. กรงเทพฯ: คณะพาณชยศาสตร และการบญช มหาวทยาลยธรรมศาสตร. ศกดสทธ ศขสเมฆ. (2557). สรางแบบจาลองเพอการตดสนใจ (Optimization Modeling) ดวย Excel (Solver). กรงเทพฯ: บรษท ซเอดยเคชน จากด. ดสต กอปรรกชาต. (2556). Advanced Excel ฉบบเขยนโปรแกรมดวย Macro & VBA. กรงเทพฯ : สานกพมพ โปรวชน จากด วศลย พวรงโรจน. (2554). เจาะลก Excel เทคนคการเขยนโปรแกรม VBA กบการประยกตใชงาน. กรงเทพฯ : บรษท ซเอดยเคชน จากด. จราวธ วารนทร. (2558). Excel VBA ฉบบสมบรณ. กรงเทพฯ : บรษท รไววา จากด Hillier, F. & Lieberman, G. (2010). Introduction to Operations Research, 9th ed. McGraw-Hill/Irwin, New York. Taha, H. (2010). Operations Research: An Introduction, 9th ed. Prentice Hall, New Jersey. Winston, W. (2004). Operations Research: Applications and Algorithms, 4th ed. Duxbury Press, Boston. บทความวารสาร เอกมย นธเสาวภาคย และ คณะ. (2552). การวางแผนการผลตระดบยทธวธ ของระบบการผลตปนซเมนตดวยการโปรแกรมทางคณตศาสตร. วารสารวชาการพระจอม เกลาพระนครเหนอ. ปท 19 ฉบบท 2 (พฤษภาคม-สงหาคม 2552), 209-218. จารวรรณ แกวแสนซาว และ คณะ. (2556). ปญหาการจดงานเชงเสนแบบสองขน วารสารวจยและพฒนา มจธ. ปท 36 ฉบบท 3 (กรกฎาคม-กนยายน 2556), 299-312.

Ref. code: 25595810037357EAN
79
วทยานพนธ ปทมา อยเยน. (2556). การจดตารางเวลาเดนรถขนสงมวลชน ภายในมหาวทยาลยขอนแกน โดยใชโปรแกรมเอกเซลโซลเวอร. วทยานพนธปรญญาวศวกรรมศาสตรมหาบณฑต สาขาวชาวศวกรรมโยธา บณฑตวทยาลยมหาวทยาลยขอนแกน. จฑารตน บษยานรกษ. (2553). การจดรถโดยสารทเหมาะสมสาหรบตารางการเดนรถ. วทยานพนธปรญญาวศวกรรมศาสตรมหาบณฑต สาขาวชาวศวกรรมระบบการผลต มหาวทยาลยเทคโนโลยพระจอมเกลาธนบร. พอเจตน จตพพฒนพงศ. (2552). การใชโปรแกรมเอกเซลโซลเวอรเพอปรบปรงรถขนสงสนคา. วทยานพนธปรญญาวทยาศาสตรมหาบณฑต สาขาวชาการจดการโลจสตกส มหาวทยาลยเทคโนโลยพระจอมเกลาธนบร. เชยวชาญ เนตรหาญ. (2548). การหาขนาดและตาแหนงทเหมาะสมของตวเกบประจแบบขนาน บนสายปอนแบบเรเดยลของระบบจาหนายโดยใชโปรแกรม Microsoft excel solver. มหาวทยาลยขอนแกน. กานต เวโรจน และ สทธพงษ คนเทยง (2557). การลดจานวนรถโดยสารโดยการจดการการใชรถ : กรณศกษา บรษท ชยพฒนาขนสงเชยงใหม จากด. ภาควชาวศวกรรมอตสาหการ คณะวศวกรรมศาสตร มหาวทยาลยเชยงใหม. สออเลกทรอนกส พชราภรณ เนยมมณ. (2551). รายงานวจยตวแบบการจดสรรทรพยากร (Resource Allocation Model). โดยสถาบนบณฑตพฒนบรหารศาสตร. สบคนเมอวนท 20 กรกฎาคม 2559, จาก http://rc.nida.ac.th/en/attachments/article/82/Resource_Allocation_Model.pdf

Ref. code: 25595810037357EAN
80
ภาคผนวก
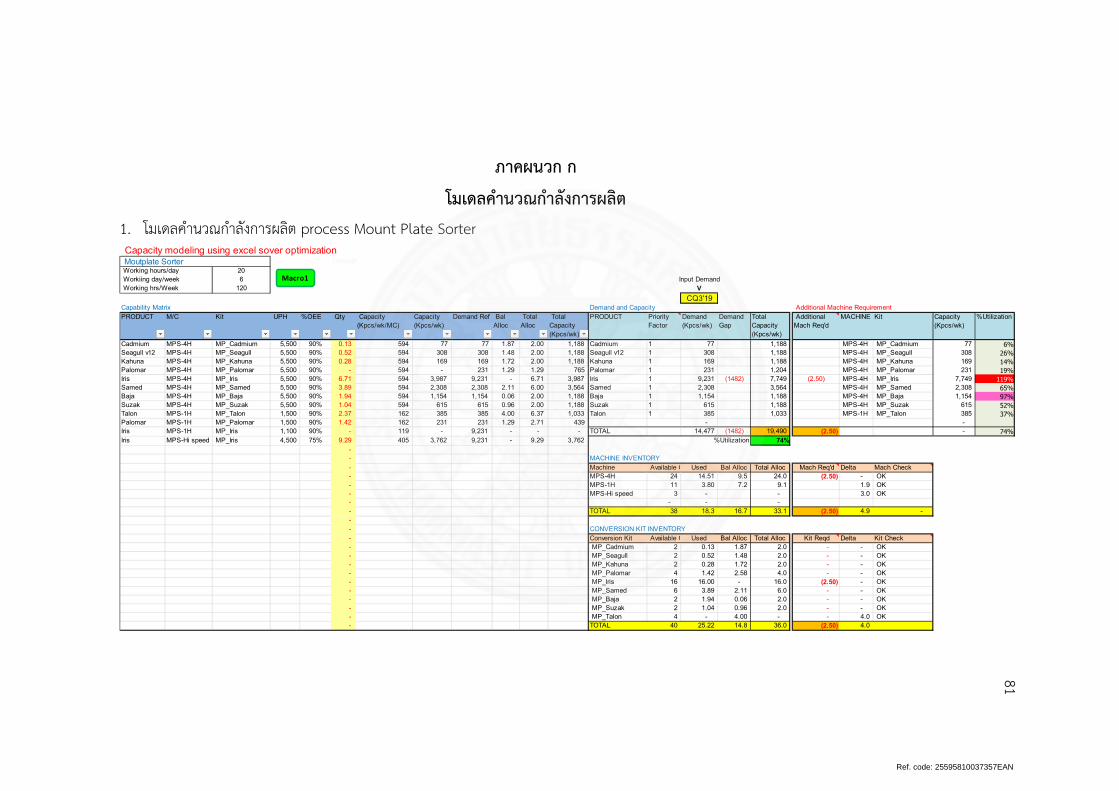
Ref. code: 25595810037357EAN
81
81
ภาคผนวก ก โมเดลคานวณกาลงการผลต
1. โมเดลคานวณกาลงการผลต process Mount Plate Sorter Capacity modeling using excel sover optimizationMoutplate Sorter Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver CQ3'19Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C Kit UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE Kit Capacity (Kpcs/wk)
%Utilization
Cadmium MPS-4H MP_Cadmium 5,500 90% 0.13 594 77 77 1.87 2.00 1,188 Cadmium 1 77 1,188 .00 MPS-4H MP_Cadmium 77 6%Seagull v12 MPS-4H MP_Seagull 5,500 90% 0.52 594 308 308 1.48 2.00 1,188 Seagull v12 1 308 1,188 .00 MPS-4H MP_Seagull 308 26%Kahuna MPS-4H MP_Kahuna 5,500 90% 0.28 594 169 169 1.72 2.00 1,188 Kahuna 1 169 1,188 .00 MPS-4H MP_Kahuna 169 14%Palomar MPS-4H MP_Palomar 5,500 90% - 594 - 231 1.29 1.29 765 Palomar 1 231 1,204 .00 MPS-4H MP_Palomar 231 19%Iris MPS-4H MP_Iris 5,500 90% 6.71 594 3,987 9,231 - 6.71 3,987 Iris 1 9,231 (1482) 7,749 (2.50) MPS-4H MP_Iris 7,749 119%Samed MPS-4H MP_Samed 5,500 90% 3.89 594 2,308 2,308 2.11 6.00 3,564 Samed 1 2,308 3,564 .00 MPS-4H MP_Samed 2,308 65%Baja MPS-4H MP_Baja 5,500 90% 1.94 594 1,154 1,154 0.06 2.00 1,188 Baja 1 1,154 1,188 .00 MPS-4H MP_Baja 1,154 97%Suzak MPS-4H MP_Suzak 5,500 90% 1.04 594 615 615 0.96 2.00 1,188 Suzak 1 615 1,188 .00 MPS-4H MP_Suzak 615 52%Talon MPS-1H MP_Talon 1,500 90% 2.37 162 385 385 4.00 6.37 1,033 Talon 1 385 1,033 .00 MPS-1H MP_Talon 385 37%Palomar MPS-1H MP_Palomar 1,500 90% 1.42 162 231 231 1.29 2.71 439 - - Iris MPS-1H MP_Iris 1,100 90% - 119 - 9,231 - - - TOTAL 14,477 (1482) 19,490 (2.50) - 74%Iris MPS-Hi speed MP_Iris 4,500 75% 9.29 405 3,762 9,231 - 9.29 3,762 %Utilization 74%
- - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - MPS-4H 24 14.51 9.5 24.0 (2.50) - OK - MPS-1H 11 3.80 7.2 9.1 - 1.9 OK - MPS-Hi speed 3 - - - 3.0 OK - - - - - TOTAL 38 18.3 16.7 33.1 (2.50) 4.9 - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc Kit Reqd Delta Kit Check - MP_Cadmium 2 0.13 1.87 2.0 - - OK - MP_Seagull 2 0.52 1.48 2.0 - - OK - MP_Kahuna 2 0.28 1.72 2.0 - - OK - MP_Palomar 4 1.42 2.58 4.0 - - OK - MP_Iris 16 16.00 - 16.0 (2.50) - OK - MP_Samed 6 3.89 2.11 6.0 - - OK - MP_Baja 2 1.94 0.06 2.0 - - OK - MP_Suzak 2 1.04 0.96 2.0 - - OK - MP_Talon 4 - 4.00 - - 4.0 OK - TOTAL 40 25.22 14.8 36.0 (2.50) 4.0
Macro1
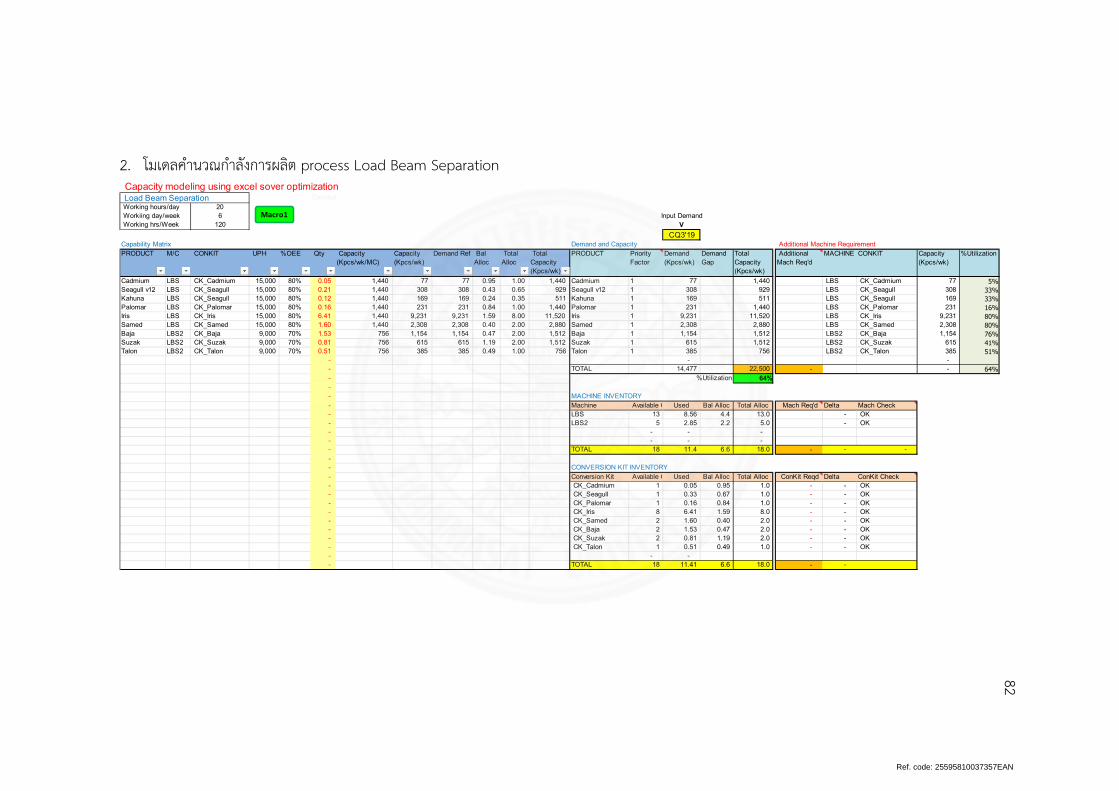
Ref. code: 25595810037357EAN
82
82
2. โมเดลคานวณกาลงการผลต process Load Beam Separation Capacity modeling using excel sover optimizationLoad Beam Separation Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver CQ3'19Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Cadmium LBS CK_Cadmium 15,000 80% 0.05 1,440 77 77 0.95 1.00 1,440 Cadmium 1 77 1,440 .00 LBS CK_Cadmium 77 5%Seagull v12 LBS CK_Seagull 15,000 80% 0.21 1,440 308 308 0.43 0.65 929 Seagull v12 1 308 929 .00 LBS CK_Seagull 308 33%Kahuna LBS CK_Seagull 15,000 80% 0.12 1,440 169 169 0.24 0.35 511 Kahuna 1 169 511 .00 LBS CK_Seagull 169 33%Palomar LBS CK_Palomar 15,000 80% 0.16 1,440 231 231 0.84 1.00 1,440 Palomar 1 231 1,440 .00 LBS CK_Palomar 231 16%Iris LBS CK_Iris 15,000 80% 6.41 1,440 9,231 9,231 1.59 8.00 11,520 Iris 1 9,231 11,520 .00 LBS CK_Iris 9,231 80%Samed LBS CK_Samed 15,000 80% 1.60 1,440 2,308 2,308 0.40 2.00 2,880 Samed 1 2,308 2,880 .00 LBS CK_Samed 2,308 80%Baja LBS2 CK_Baja 9,000 70% 1.53 756 1,154 1,154 0.47 2.00 1,512 Baja 1 1,154 1,512 .00 LBS2 CK_Baja 1,154 76%Suzak LBS2 CK_Suzak 9,000 70% 0.81 756 615 615 1.19 2.00 1,512 Suzak 1 615 1,512 .00 LBS2 CK_Suzak 615 41%Talon LBS2 CK_Talon 9,000 70% 0.51 756 385 385 0.49 1.00 756 Talon 1 385 756 .00 LBS2 CK_Talon 385 51%
- - - - TOTAL 14,477 22,500 - - 64% - %Utilization 64% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - LBS 13 8.56 4.4 13.0 - - OK - LBS2 5 2.85 2.2 5.0 - - OK - - - - - - - - - TOTAL 18 11.4 6.6 18.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - CK_Cadmium 1 0.05 0.95 1.0 - - OK - CK_Seagull 1 0.33 0.67 1.0 - - OK - CK_Palomar 1 0.16 0.84 1.0 - - OK - CK_Iris 8 6.41 1.59 8.0 - - OK - CK_Samed 2 1.60 0.40 2.0 - - OK - CK_Baja 2 1.53 0.47 2.0 - - OK - CK_Suzak 2 0.81 1.19 2.0 - - OK - CK_Talon 1 0.51 0.49 1.0 - - OK - - - - TOTAL 18 11.41 6.6 18.0 - -
Macro1
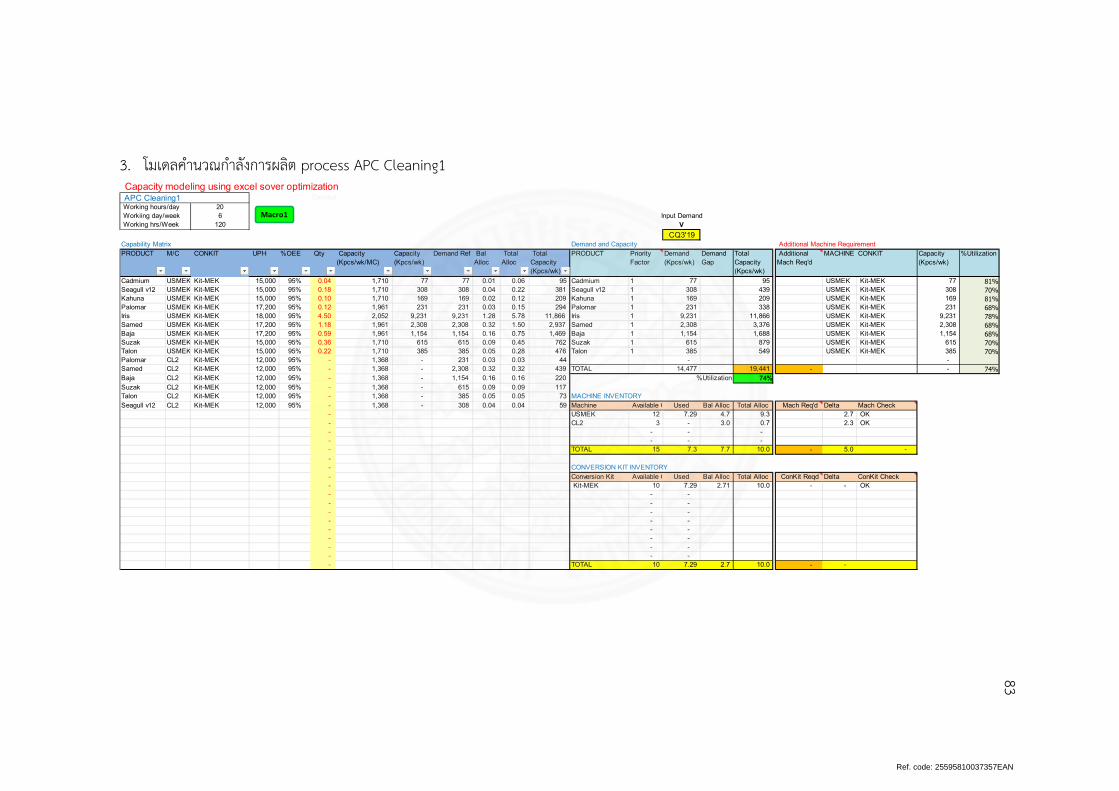
Ref. code: 25595810037357EAN
83
83
3. โมเดลคานวณกาลงการผลต process APC Cleaning1 Capacity modeling using excel sover optimizationAPC Cleaning1 Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver CQ3'19Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Cadmium USMEK Kit-MEK 15,000 95% 0.04 1,710 77 77 0.01 0.06 95 Cadmium 1 77 95 .00 USMEK Kit-MEK 77 81%Seagull v12 USMEK Kit-MEK 15,000 95% 0.18 1,710 308 308 0.04 0.22 381 Seagull v12 1 308 439 .00 USMEK Kit-MEK 308 70%Kahuna USMEK Kit-MEK 15,000 95% 0.10 1,710 169 169 0.02 0.12 209 Kahuna 1 169 209 .00 USMEK Kit-MEK 169 81%Palomar USMEK Kit-MEK 17,200 95% 0.12 1,961 231 231 0.03 0.15 294 Palomar 1 231 338 .00 USMEK Kit-MEK 231 68%Iris USMEK Kit-MEK 18,000 95% 4.50 2,052 9,231 9,231 1.28 5.78 11,866 Iris 1 9,231 11,866 .00 USMEK Kit-MEK 9,231 78%Samed USMEK Kit-MEK 17,200 95% 1.18 1,961 2,308 2,308 0.32 1.50 2,937 Samed 1 2,308 3,376 .00 USMEK Kit-MEK 2,308 68%Baja USMEK Kit-MEK 17,200 95% 0.59 1,961 1,154 1,154 0.16 0.75 1,469 Baja 1 1,154 1,688 .00 USMEK Kit-MEK 1,154 68%Suzak USMEK Kit-MEK 15,000 95% 0.36 1,710 615 615 0.09 0.45 762 Suzak 1 615 879 .00 USMEK Kit-MEK 615 70%Talon USMEK Kit-MEK 15,000 95% 0.22 1,710 385 385 0.05 0.28 476 Talon 1 385 549 .00 USMEK Kit-MEK 385 70%Palomar CL2 Kit-MEK 12,000 95% - 1,368 - 231 0.03 0.03 44 - - Samed CL2 Kit-MEK 12,000 95% - 1,368 - 2,308 0.32 0.32 439 TOTAL 14,477 19,441 - - 74%Baja CL2 Kit-MEK 12,000 95% - 1,368 - 1,154 0.16 0.16 220 %Utilization 74%Suzak CL2 Kit-MEK 12,000 95% - 1,368 - 615 0.09 0.09 117 Talon CL2 Kit-MEK 12,000 95% - 1,368 - 385 0.05 0.05 73 MACHINE INVENTORYSeagull v12 CL2 Kit-MEK 12,000 95% - 1,368 - 308 0.04 0.04 59 Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check
- USMEK 12 7.29 4.7 9.3 - 2.7 OK - CL2 3 - 3.0 0.7 - 2.3 OK - - - - - - - - - TOTAL 15 7.3 7.7 10.0 - 5.0 - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - Kit-MEK 10 7.29 2.71 10.0 - - OK - - - - - - - - - - - - - - - - - - - - - - - - - TOTAL 10 7.29 2.7 10.0 - -
Macro1
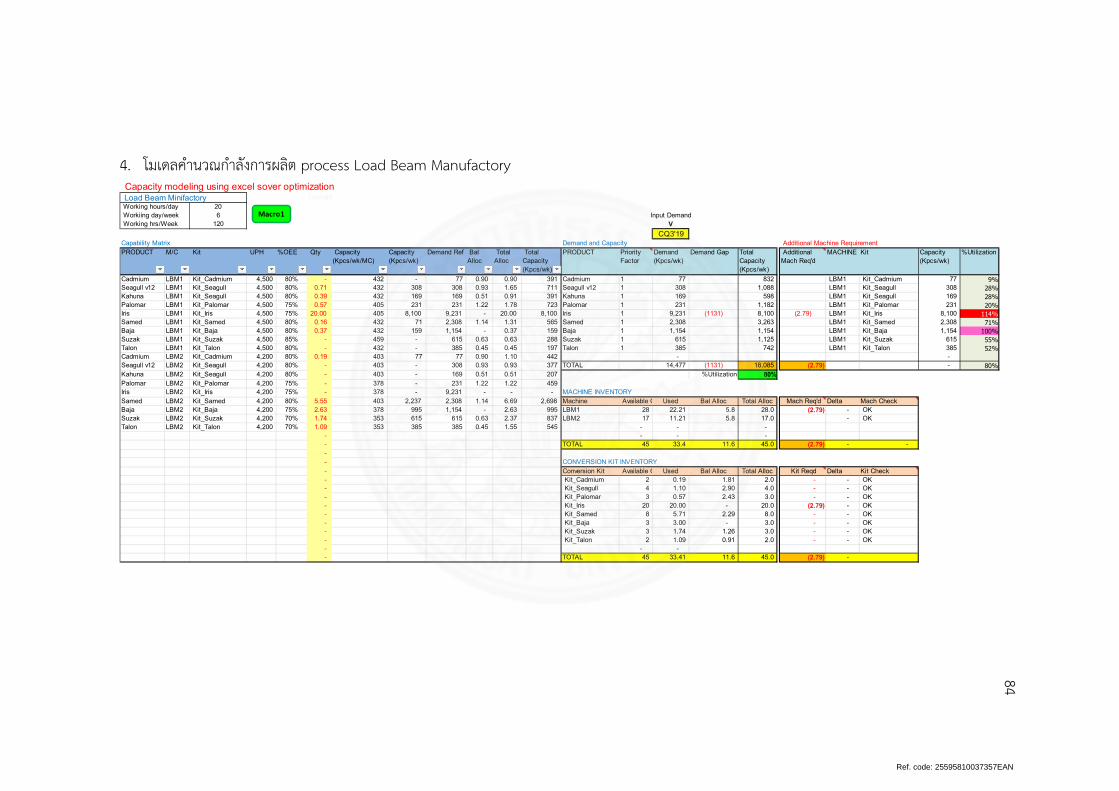
Ref. code: 25595810037357EAN
84
84
4. โมเดลคานวณกาลงการผลต process Load Beam Manufactory Capacity modeling using excel sover optimizationLoad Beam Minifactory Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver CQ3'19Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C Kit UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE Kit Capacity (Kpcs/wk)
%Utilization
Cadmium LBM1 Kit_Cadmium 4,500 80% - 432 - 77 0.90 0.90 391 Cadmium 1 77 832 .00 LBM1 Kit_Cadmium 77 9%Seagull v12 LBM1 Kit_Seagull 4,500 80% 0.71 432 308 308 0.93 1.65 711 Seagull v12 1 308 1,088 .00 LBM1 Kit_Seagull 308 28%Kahuna LBM1 Kit_Seagull 4,500 80% 0.39 432 169 169 0.51 0.91 391 Kahuna 1 169 598 .00 LBM1 Kit_Seagull 169 28%Palomar LBM1 Kit_Palomar 4,500 75% 0.57 405 231 231 1.22 1.78 723 Palomar 1 231 1,182 .00 LBM1 Kit_Palomar 231 20%Iris LBM1 Kit_Iris 4,500 75% 20.00 405 8,100 9,231 - 20.00 8,100 Iris 1 9,231 (1131) 8,100 (2.79) LBM1 Kit_Iris 8,100 114%Samed LBM1 Kit_Samed 4,500 80% 0.16 432 71 2,308 1.14 1.31 565 Samed 1 2,308 3,263 .00 LBM1 Kit_Samed 2,308 71%Baja LBM1 Kit_Baja 4,500 80% 0.37 432 159 1,154 - 0.37 159 Baja 1 1,154 1,154 .00 LBM1 Kit_Baja 1,154 100%Suzak LBM1 Kit_Suzak 4,500 85% - 459 - 615 0.63 0.63 288 Suzak 1 615 1,125 .00 LBM1 Kit_Suzak 615 55%Talon LBM1 Kit_Talon 4,500 80% - 432 - 385 0.45 0.45 197 Talon 1 385 742 .00 LBM1 Kit_Talon 385 52%Cadmium LBM2 Kit_Cadmium 4,200 80% 0.19 403 77 77 0.90 1.10 442 - - Seagull v12 LBM2 Kit_Seagull 4,200 80% - 403 - 308 0.93 0.93 377 TOTAL 14,477 (1131) 18,085 (2.79) - 80%Kahuna LBM2 Kit_Seagull 4,200 80% - 403 - 169 0.51 0.51 207 %Utilization 80%Palomar LBM2 Kit_Palomar 4,200 75% - 378 - 231 1.22 1.22 459 Iris LBM2 Kit_Iris 4,200 75% - 378 - 9,231 - - - MACHINE INVENTORYSamed LBM2 Kit_Samed 4,200 80% 5.55 403 2,237 2,308 1.14 6.69 2,698 Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach CheckBaja LBM2 Kit_Baja 4,200 75% 2.63 378 995 1,154 - 2.63 995 LBM1 28 22.21 5.8 28.0 (2.79) - OKSuzak LBM2 Kit_Suzak 4,200 70% 1.74 353 615 615 0.63 2.37 837 LBM2 17 11.21 5.8 17.0 - - OKTalon LBM2 Kit_Talon 4,200 70% 1.09 353 385 385 0.45 1.55 545 - - -
- - - - - TOTAL 45 33.4 11.6 45.0 (2.79) - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc Kit Reqd Delta Kit Check - Kit_Cadmium 2 0.19 1.81 2.0 - - OK - Kit_Seagull 4 1.10 2.90 4.0 - - OK - Kit_Palomar 3 0.57 2.43 3.0 - - OK - Kit_Iris 20 20.00 - 20.0 (2.79) - OK - Kit_Samed 8 5.71 2.29 8.0 - - OK - Kit_Baja 3 3.00 - 3.0 - - OK - Kit_Suzak 3 1.74 1.26 3.0 - - OK - Kit_Talon 2 1.09 0.91 2.0 - - OK - - - - TOTAL 45 33.41 11.6 45.0 (2.79) -
Macro1

Ref. code: 25595810037357EAN
85
85
5. โมเดลคานวณกาลงการผลต process Laser Lapping Capacity modeling using excel sover optimizationLaser Lapping Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C Kit UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE Kit Capacity (Kpcs/wk)
%Utilization
Cadmium LLM1 Kit_Cadmium 4,500 85% 0.75 459 346 346 1.25 2.00 918 Cadmium 1 346 918 .00 LLM1 Kit_Cadmium 346 38%Seagull v12 LLM1 Kit_Seagull 4,500 85% 0.50 459 231 231 1.85 2.35 1,080 Seagull v12 1 231 1,080 .00 LLM1 Kit_Seagull 231 21%Kahuna LLM1 Kit_Seagull 4,500 85% 0.35 459 162 162 1.30 1.65 756 Kahuna 1 162 756 .00 LLM1 Kit_Seagull 162 21%Palomar LLM1 Kit_Palomar 4,500 90% 0.47 486 231 231 2.53 3.00 1,458 Palomar 1 231 1,458 .00 LLM1 Kit_Palomar 231 16%Iris LLM1 Kit_Iris 4,500 90% 7.01 486 3,409 5,481 4.22 11.24 5,461 Iris 1 5,481 9,457 .00 LLM1 Kit_Iris 5,481 58%Samed LLM1 Kit_Samed 4,500 90% 3.32 486 1,615 1,615 2.34 5.66 2,752 Samed 1 1,615 3,818 .00 LLM1 Kit_Samed 1,615 42%Baja LLM1 Kit_Baja 4,500 85% - 459 - 923 0.49 0.49 224 Baja 1 923 1,369 .00 LLM1 Kit_Baja 923 67%Suzak LLM1 Kit_Suzak 4,500 85% - 459 - 462 0.99 0.99 456 Suzak 1 462 1,371 .00 LLM1 Kit_Suzak 462 34%Talon LLM1 Kit_Talon 4,500 85% - 459 - 346 0.62 0.62 285 Talon 1 346 (0) 914 (0.00) LLM1 Kit_Talon 346 38%Iris LLM2 Kit_Iris 4,000 95% 4.54 456 2,072 5,481 4.22 8.76 3,996 - - Samed LLM2 Kit_Samed 4,000 95% - 456 - 1,615 2.34 2.34 1,066 TOTAL 9,796 (0) 21,141 (0.00) - 46%Baja LLM2 Kit_Baja 4,000 95% 2.02 456 923 923 0.49 2.51 1,146 %Utilization 46%Suzak LLM2 Kit_Suzak 4,000 95% 1.01 456 462 462 0.99 2.01 915 Talon LLM2 Kit_Talon 4,000 95% 0.76 456 346 346 0.62 1.38 629 MACHINE INVENTORY
- Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - LLM1 28 12.42 15.6 28.0 (0.00) - OK - LLM2 17 8.34 8.7 17.0 - - OK - - - - - - - - - TOTAL 45 20.8 24.2 45.0 (0.00) - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc Kit Reqd Delta Kit Check - Kit_Cadmium 2 0.75 1.25 2.0 - - OK - Kit_Seagull 4 0.85 3.15 4.0 - - OK - Kit_Palomar 3 0.47 2.53 3.0 - - OK - Kit_Iris 20 11.56 8.44 20.0 - - OK - Kit_Samed 8 3.32 4.68 8.0 - - OK - Kit_Baja 3 2.02 0.98 3.0 - - OK - Kit_Suzak 3 1.01 1.99 3.0 - - OK - Kit_Talon 2 0.76 1.24 2.0 (0.00) - OK - - - - TOTAL 45 20.76 24.2 45.0 (0.00) -
Total 20.76 24.24 45.00 TRUE TRUE
Macro1
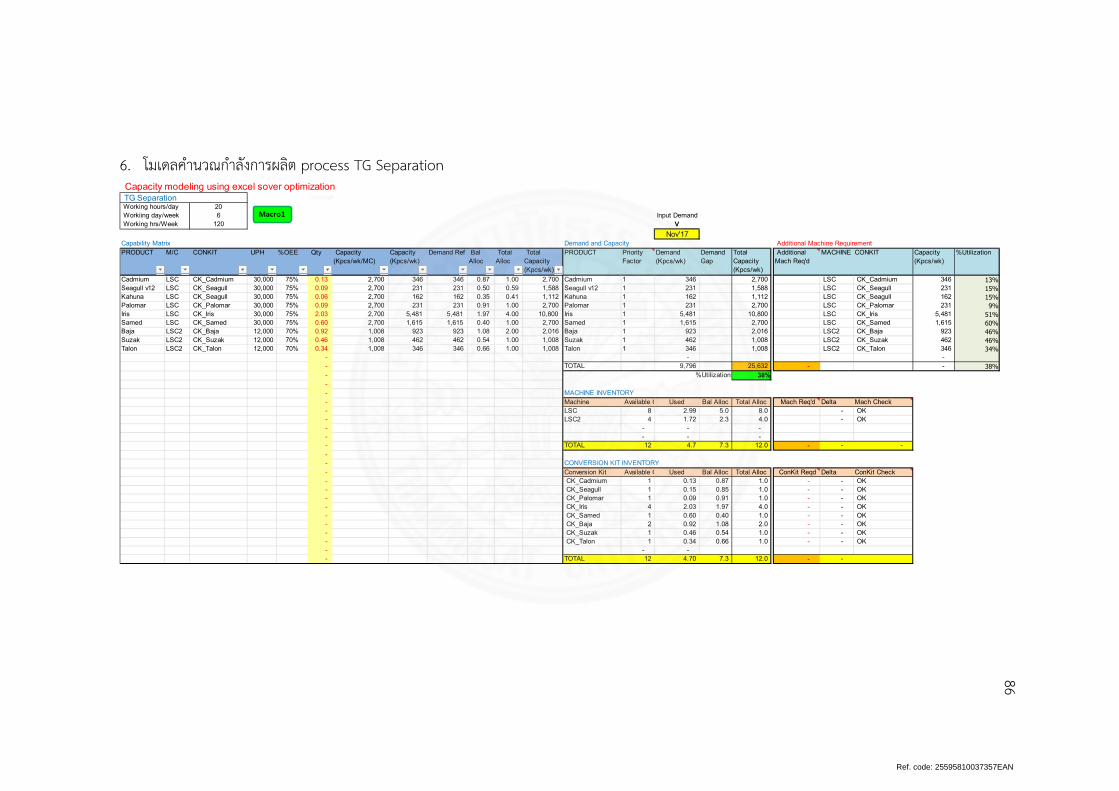
Ref. code: 25595810037357EAN
86
86
6. โมเดลคานวณกาลงการผลต process TG Separation Capacity modeling using excel sover optimizationTG Separation Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Cadmium LSC CK_Cadmium 30,000 75% 0.13 2,700 346 346 0.87 1.00 2,700 Cadmium 1 346 2,700 .00 LSC CK_Cadmium 346 13%Seagull v12 LSC CK_Seagull 30,000 75% 0.09 2,700 231 231 0.50 0.59 1,588 Seagull v12 1 231 1,588 .00 LSC CK_Seagull 231 15%Kahuna LSC CK_Seagull 30,000 75% 0.06 2,700 162 162 0.35 0.41 1,112 Kahuna 1 162 1,112 .00 LSC CK_Seagull 162 15%Palomar LSC CK_Palomar 30,000 75% 0.09 2,700 231 231 0.91 1.00 2,700 Palomar 1 231 2,700 .00 LSC CK_Palomar 231 9%Iris LSC CK_Iris 30,000 75% 2.03 2,700 5,481 5,481 1.97 4.00 10,800 Iris 1 5,481 10,800 .00 LSC CK_Iris 5,481 51%Samed LSC CK_Samed 30,000 75% 0.60 2,700 1,615 1,615 0.40 1.00 2,700 Samed 1 1,615 2,700 .00 LSC CK_Samed 1,615 60%Baja LSC2 CK_Baja 12,000 70% 0.92 1,008 923 923 1.08 2.00 2,016 Baja 1 923 2,016 .00 LSC2 CK_Baja 923 46%Suzak LSC2 CK_Suzak 12,000 70% 0.46 1,008 462 462 0.54 1.00 1,008 Suzak 1 462 1,008 .00 LSC2 CK_Suzak 462 46%Talon LSC2 CK_Talon 12,000 70% 0.34 1,008 346 346 0.66 1.00 1,008 Talon 1 346 1,008 .00 LSC2 CK_Talon 346 34%
- - - - TOTAL 9,796 25,632 - - 38% - %Utilization 38% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - LSC 8 2.99 5.0 8.0 - - OK - LSC2 4 1.72 2.3 4.0 - - OK - - - - - - - - - TOTAL 12 4.7 7.3 12.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - CK_Cadmium 1 0.13 0.87 1.0 - - OK - CK_Seagull 1 0.15 0.85 1.0 - - OK - CK_Palomar 1 0.09 0.91 1.0 - - OK - CK_Iris 4 2.03 1.97 4.0 - - OK - CK_Samed 1 0.60 0.40 1.0 - - OK - CK_Baja 2 0.92 1.08 2.0 - - OK - CK_Suzak 1 0.46 0.54 1.0 - - OK - CK_Talon 1 0.34 0.66 1.0 - - OK - - - - TOTAL 12 4.70 7.3 12.0 - -
Macro1
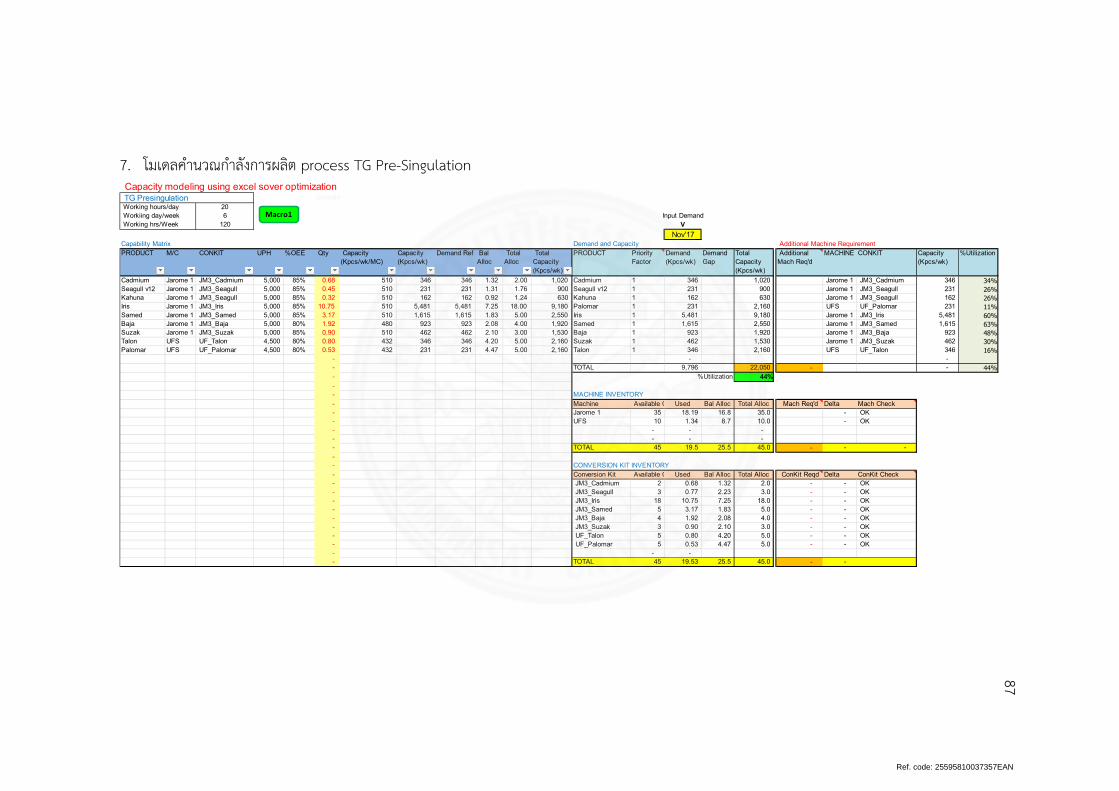
Ref. code: 25595810037357EAN
87
87
7. โมเดลคานวณกาลงการผลต process TG Pre-Singulation Capacity modeling using excel sover optimizationTG Presingulation Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Cadmium Jarome 1 JM3_Cadmium 5,000 85% 0.68 510 346 346 1.32 2.00 1,020 Cadmium 1 346 1,020 .00 Jarome 1 JM3_Cadmium 346 34%Seagull v12 Jarome 1 JM3_Seagull 5,000 85% 0.45 510 231 231 1.31 1.76 900 Seagull v12 1 231 900 .00 Jarome 1 JM3_Seagull 231 26%Kahuna Jarome 1 JM3_Seagull 5,000 85% 0.32 510 162 162 0.92 1.24 630 Kahuna 1 162 630 .00 Jarome 1 JM3_Seagull 162 26%Iris Jarome 1 JM3_Iris 5,000 85% 10.75 510 5,481 5,481 7.25 18.00 9,180 Palomar 1 231 2,160 .00 UFS UF_Palomar 231 11%Samed Jarome 1 JM3_Samed 5,000 85% 3.17 510 1,615 1,615 1.83 5.00 2,550 Iris 1 5,481 9,180 .00 Jarome 1 JM3_Iris 5,481 60%Baja Jarome 1 JM3_Baja 5,000 80% 1.92 480 923 923 2.08 4.00 1,920 Samed 1 1,615 2,550 .00 Jarome 1 JM3_Samed 1,615 63%Suzak Jarome 1 JM3_Suzak 5,000 85% 0.90 510 462 462 2.10 3.00 1,530 Baja 1 923 1,920 .00 Jarome 1 JM3_Baja 923 48%Talon UFS UF_Talon 4,500 80% 0.80 432 346 346 4.20 5.00 2,160 Suzak 1 462 1,530 .00 Jarome 1 JM3_Suzak 462 30%Palomar UFS UF_Palomar 4,500 80% 0.53 432 231 231 4.47 5.00 2,160 Talon 1 346 2,160 .00 UFS UF_Talon 346 16%
- - - - TOTAL 9,796 22,050 - - 44% - %Utilization 44% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - Jarome 1 35 18.19 16.8 35.0 - - OK - UFS 10 1.34 8.7 10.0 - - OK - - - - - - - - - TOTAL 45 19.5 25.5 45.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - JM3_Cadmium 2 0.68 1.32 2.0 - - OK - JM3_Seagull 3 0.77 2.23 3.0 - - OK - JM3_Iris 18 10.75 7.25 18.0 - - OK - JM3_Samed 5 3.17 1.83 5.0 - - OK - JM3_Baja 4 1.92 2.08 4.0 - - OK - JM3_Suzak 3 0.90 2.10 3.0 - - OK - UF_Talon 5 0.80 4.20 5.0 - - OK - UF_Palomar 5 0.53 4.47 5.0 - - OK - - - - TOTAL 45 19.53 25.5 45.0 - -
Macro1
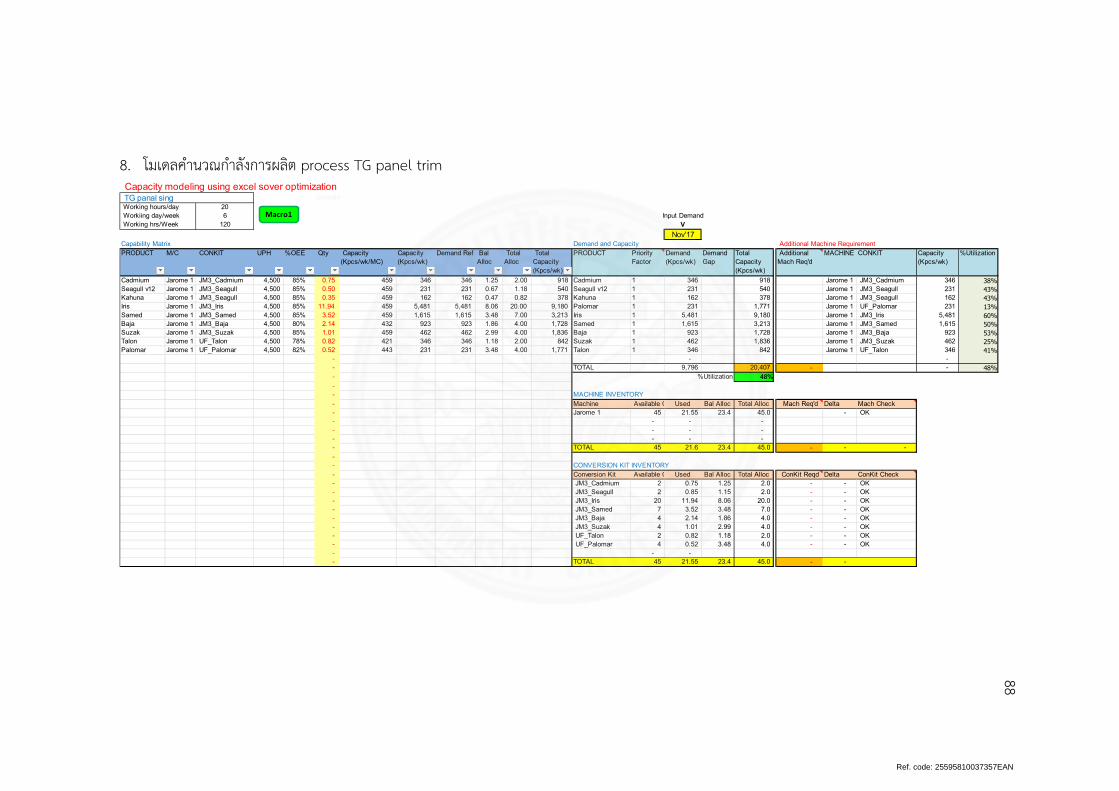
Ref. code: 25595810037357EAN
88
88
8. โมเดลคานวณกาลงการผลต process TG panel trim Capacity modeling using excel sover optimizationTG panal sing Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Cadmium Jarome 1 JM3_Cadmium 4,500 85% 0.75 459 346 346 1.25 2.00 918 Cadmium 1 346 918 .00 Jarome 1 JM3_Cadmium 346 38%Seagull v12 Jarome 1 JM3_Seagull 4,500 85% 0.50 459 231 231 0.67 1.18 540 Seagull v12 1 231 540 .00 Jarome 1 JM3_Seagull 231 43%Kahuna Jarome 1 JM3_Seagull 4,500 85% 0.35 459 162 162 0.47 0.82 378 Kahuna 1 162 378 .00 Jarome 1 JM3_Seagull 162 43%Iris Jarome 1 JM3_Iris 4,500 85% 11.94 459 5,481 5,481 8.06 20.00 9,180 Palomar 1 231 1,771 .00 Jarome 1 UF_Palomar 231 13%Samed Jarome 1 JM3_Samed 4,500 85% 3.52 459 1,615 1,615 3.48 7.00 3,213 Iris 1 5,481 9,180 .00 Jarome 1 JM3_Iris 5,481 60%Baja Jarome 1 JM3_Baja 4,500 80% 2.14 432 923 923 1.86 4.00 1,728 Samed 1 1,615 3,213 .00 Jarome 1 JM3_Samed 1,615 50%Suzak Jarome 1 JM3_Suzak 4,500 85% 1.01 459 462 462 2.99 4.00 1,836 Baja 1 923 1,728 .00 Jarome 1 JM3_Baja 923 53%Talon Jarome 1 UF_Talon 4,500 78% 0.82 421 346 346 1.18 2.00 842 Suzak 1 462 1,836 .00 Jarome 1 JM3_Suzak 462 25%Palomar Jarome 1 UF_Palomar 4,500 82% 0.52 443 231 231 3.48 4.00 1,771 Talon 1 346 842 .00 Jarome 1 UF_Talon 346 41%
- - - - TOTAL 9,796 20,407 - - 48% - %Utilization 48% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - Jarome 1 45 21.55 23.4 45.0 - - OK - - - - - - - - - - - - - TOTAL 45 21.6 23.4 45.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - JM3_Cadmium 2 0.75 1.25 2.0 - - OK - JM3_Seagull 2 0.85 1.15 2.0 - - OK - JM3_Iris 20 11.94 8.06 20.0 - - OK - JM3_Samed 7 3.52 3.48 7.0 - - OK - JM3_Baja 4 2.14 1.86 4.0 - - OK - JM3_Suzak 4 1.01 2.99 4.0 - - OK - UF_Talon 2 0.82 1.18 2.0 - - OK - UF_Palomar 4 0.52 3.48 4.0 - - OK - - - - TOTAL 45 21.55 23.4 45.0 - -
Macro1
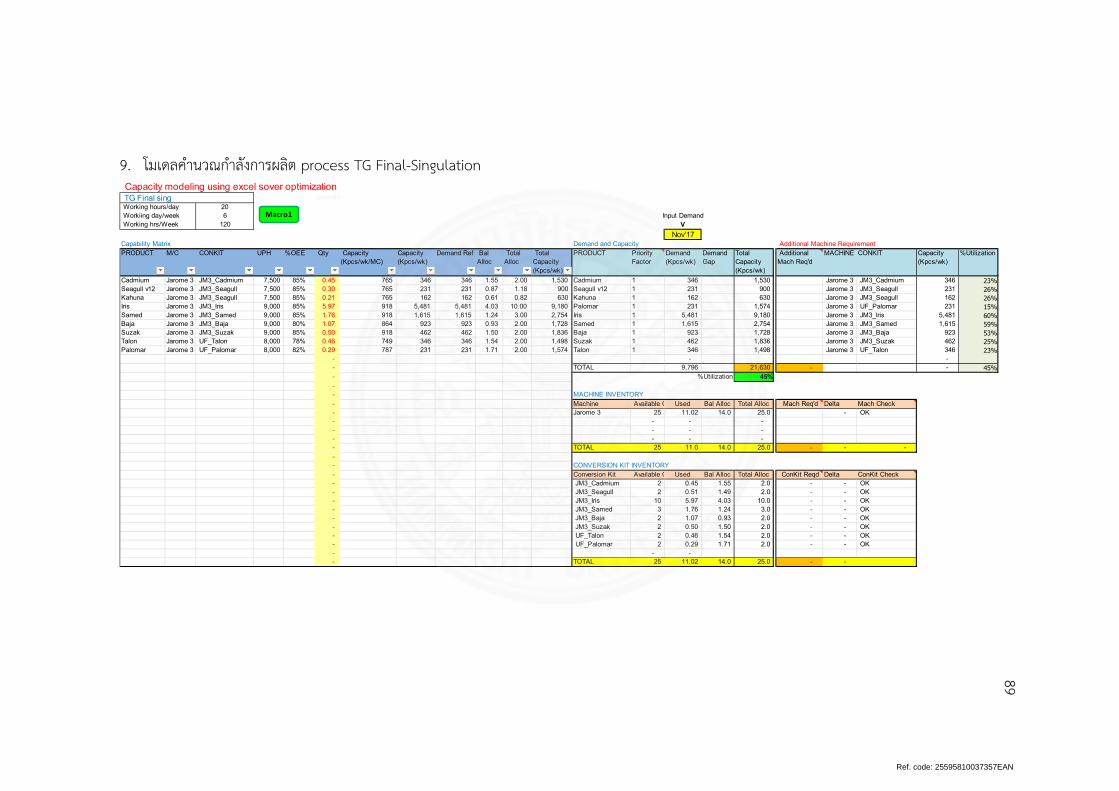
Ref. code: 25595810037357EAN
89
89
9. โมเดลคานวณกาลงการผลต process TG Final-Singulation Capacity modeling using excel sover optimizationTG Final sing Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Cadmium Jarome 3 JM3_Cadmium 7,500 85% 0.45 765 346 346 1.55 2.00 1,530 Cadmium 1 346 1,530 .00 Jarome 3 JM3_Cadmium 346 23%Seagull v12 Jarome 3 JM3_Seagull 7,500 85% 0.30 765 231 231 0.87 1.18 900 Seagull v12 1 231 900 .00 Jarome 3 JM3_Seagull 231 26%Kahuna Jarome 3 JM3_Seagull 7,500 85% 0.21 765 162 162 0.61 0.82 630 Kahuna 1 162 630 .00 Jarome 3 JM3_Seagull 162 26%Iris Jarome 3 JM3_Iris 9,000 85% 5.97 918 5,481 5,481 4.03 10.00 9,180 Palomar 1 231 1,574 .00 Jarome 3 UF_Palomar 231 15%Samed Jarome 3 JM3_Samed 9,000 85% 1.76 918 1,615 1,615 1.24 3.00 2,754 Iris 1 5,481 9,180 .00 Jarome 3 JM3_Iris 5,481 60%Baja Jarome 3 JM3_Baja 9,000 80% 1.07 864 923 923 0.93 2.00 1,728 Samed 1 1,615 2,754 .00 Jarome 3 JM3_Samed 1,615 59%Suzak Jarome 3 JM3_Suzak 9,000 85% 0.50 918 462 462 1.50 2.00 1,836 Baja 1 923 1,728 .00 Jarome 3 JM3_Baja 923 53%Talon Jarome 3 UF_Talon 8,000 78% 0.46 749 346 346 1.54 2.00 1,498 Suzak 1 462 1,836 .00 Jarome 3 JM3_Suzak 462 25%Palomar Jarome 3 UF_Palomar 8,000 82% 0.29 787 231 231 1.71 2.00 1,574 Talon 1 346 1,498 .00 Jarome 3 UF_Talon 346 23%
- - - - TOTAL 9,796 21,630 - - 45% - %Utilization 45% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - Jarome 3 25 11.02 14.0 25.0 - - OK - - - - - - - - - - - - - TOTAL 25 11.0 14.0 25.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - JM3_Cadmium 2 0.45 1.55 2.0 - - OK - JM3_Seagull 2 0.51 1.49 2.0 - - OK - JM3_Iris 10 5.97 4.03 10.0 - - OK - JM3_Samed 3 1.76 1.24 3.0 - - OK - JM3_Baja 2 1.07 0.93 2.0 - - OK - JM3_Suzak 2 0.50 1.50 2.0 - - OK - UF_Talon 2 0.46 1.54 2.0 - - OK - UF_Palomar 2 0.29 1.71 2.0 - - OK - - - - TOTAL 25 11.02 14.0 25.0 - -
Macro1
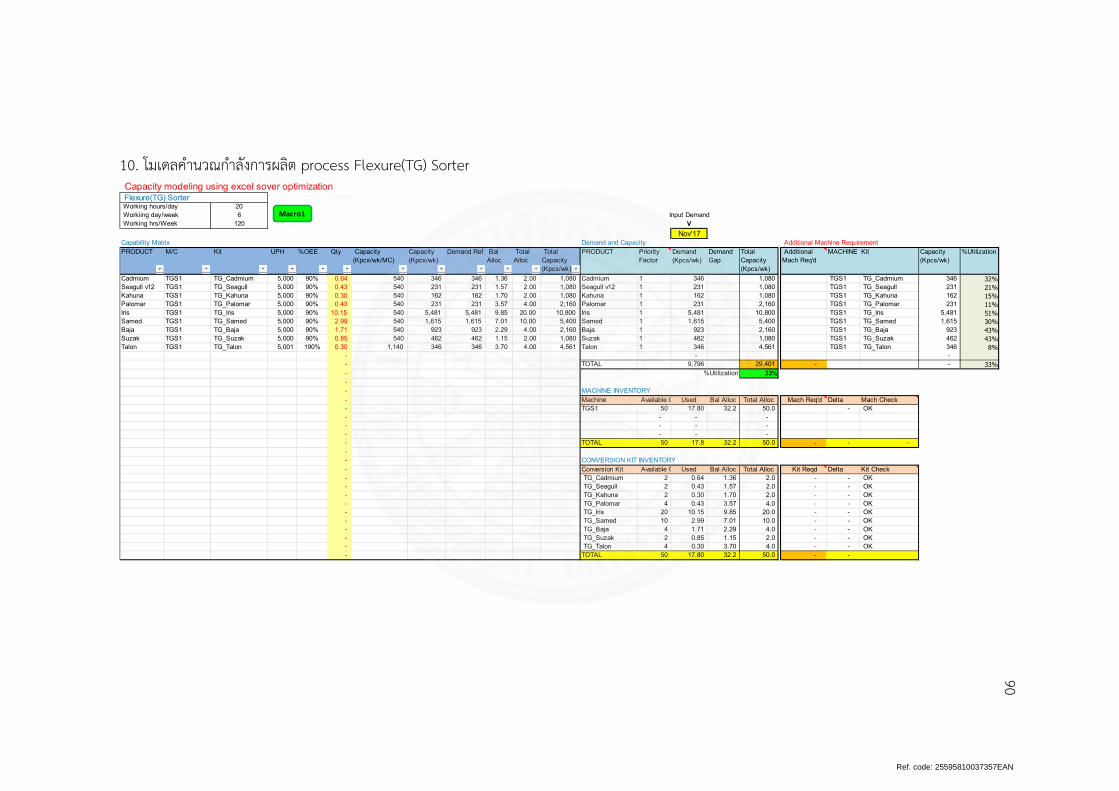
Ref. code: 25595810037357EAN
90
90
10. โมเดลคานวณกาลงการผลต process Flexure(TG) Sorter Capacity modeling using excel sover optimizationFlexure(TG) Sorter Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C Kit UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE Kit Capacity (Kpcs/wk)
%Utilization
Cadmium TGS1 TG_Cadmium 5,000 90% 0.64 540 346 346 1.36 2.00 1,080 Cadmium 1 346 1,080 .00 TGS1 TG_Cadmium 346 32%Seagull v12 TGS1 TG_Seagull 5,000 90% 0.43 540 231 231 1.57 2.00 1,080 Seagull v12 1 231 1,080 .00 TGS1 TG_Seagull 231 21%Kahuna TGS1 TG_Kahuna 5,000 90% 0.30 540 162 162 1.70 2.00 1,080 Kahuna 1 162 1,080 .00 TGS1 TG_Kahuna 162 15%Palomar TGS1 TG_Palomar 5,000 90% 0.43 540 231 231 3.57 4.00 2,160 Palomar 1 231 2,160 .00 TGS1 TG_Palomar 231 11%Iris TGS1 TG_Iris 5,000 90% 10.15 540 5,481 5,481 9.85 20.00 10,800 Iris 1 5,481 10,800 .00 TGS1 TG_Iris 5,481 51%Samed TGS1 TG_Samed 5,000 90% 2.99 540 1,615 1,615 7.01 10.00 5,400 Samed 1 1,615 5,400 .00 TGS1 TG_Samed 1,615 30%Baja TGS1 TG_Baja 5,000 90% 1.71 540 923 923 2.29 4.00 2,160 Baja 1 923 2,160 .00 TGS1 TG_Baja 923 43%Suzak TGS1 TG_Suzak 5,000 90% 0.85 540 462 462 1.15 2.00 1,080 Suzak 1 462 1,080 .00 TGS1 TG_Suzak 462 43%Talon TGS1 TG_Talon 5,001 190% 0.30 1,140 346 346 3.70 4.00 4,561 Talon 1 346 4,561 .00 TGS1 TG_Talon 346 8%
- - - - TOTAL 9,796 29,401 - - 33% - %Utilization 33% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - TGS1 50 17.80 32.2 50.0 - - OK - - - - - - - - - - - - - TOTAL 50 17.8 32.2 50.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc Kit Reqd Delta Kit Check - TG_Cadmium 2 0.64 1.36 2.0 - - OK - TG_Seagull 2 0.43 1.57 2.0 - - OK - TG_Kahuna 2 0.30 1.70 2.0 - - OK - TG_Palomar 4 0.43 3.57 4.0 - - OK - TG_Iris 20 10.15 9.85 20.0 - - OK - TG_Samed 10 2.99 7.01 10.0 - - OK - TG_Baja 4 1.71 2.29 4.0 - - OK - TG_Suzak 2 0.85 1.15 2.0 - - OK - TG_Talon 4 0.30 3.70 4.0 - - OK - TOTAL 50 17.80 32.2 50.0 - -
Macro1
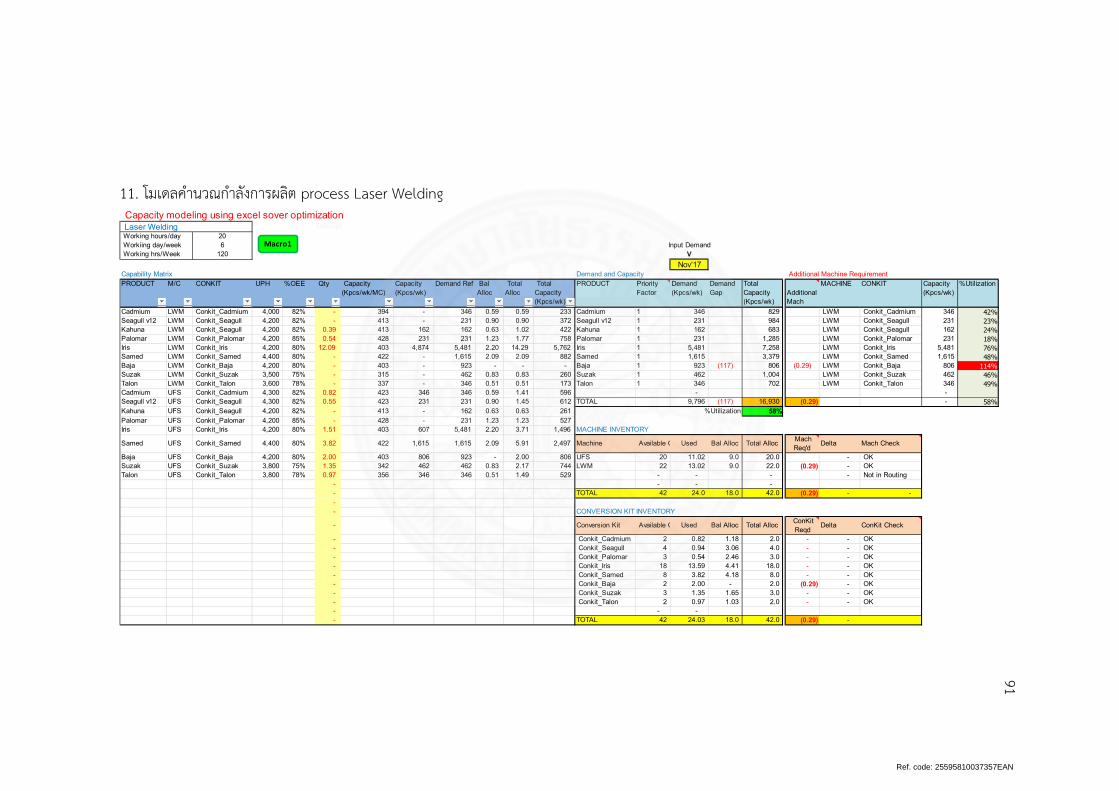
Ref. code: 25595810037357EAN
91
91
11. โมเดลคานวณกาลงการผลต process Laser Welding Capacity modeling using excel sover optimizationLaser Welding Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Cadmium LWM Conkit_Cadmium 4,000 82% - 394 - 346 0.59 0.59 233 Cadmium 1 346 829 .00 LWM Conkit_Cadmium 346 42%Seagull v12 LWM Conkit_Seagull 4,200 82% - 413 - 231 0.90 0.90 372 Seagull v12 1 231 984 .00 LWM Conkit_Seagull 231 23%Kahuna LWM Conkit_Seagull 4,200 82% 0.39 413 162 162 0.63 1.02 422 Kahuna 1 162 683 .00 LWM Conkit_Seagull 162 24%Palomar LWM Conkit_Palomar 4,200 85% 0.54 428 231 231 1.23 1.77 758 Palomar 1 231 1,285 .00 LWM Conkit_Palomar 231 18%Iris LWM Conkit_Iris 4,200 80% 12.09 403 4,874 5,481 2.20 14.29 5,762 Iris 1 5,481 7,258 .00 LWM Conkit_Iris 5,481 76%Samed LWM Conkit_Samed 4,400 80% - 422 - 1,615 2.09 2.09 882 Samed 1 1,615 3,379 .00 LWM Conkit_Samed 1,615 48%Baja LWM Conkit_Baja 4,200 80% - 403 - 923 - - - Baja 1 923 (117) 806 (0.29) LWM Conkit_Baja 806 114%Suzak LWM Conkit_Suzak 3,500 75% - 315 - 462 0.83 0.83 260 Suzak 1 462 1,004 .00 LWM Conkit_Suzak 462 46%Talon LWM Conkit_Talon 3,600 78% - 337 - 346 0.51 0.51 173 Talon 1 346 702 .00 LWM Conkit_Talon 346 49%Cadmium UFS Conkit_Cadmium 4,300 82% 0.82 423 346 346 0.59 1.41 596 - - Seagull v12 UFS Conkit_Seagull 4,300 82% 0.55 423 231 231 0.90 1.45 612 TOTAL 9,796 (117) 16,930 (0.29) - 58%Kahuna UFS Conkit_Seagull 4,200 82% - 413 - 162 0.63 0.63 261 %Utilization 58%Palomar UFS Conkit_Palomar 4,200 85% - 428 - 231 1.23 1.23 527 Iris UFS Conkit_Iris 4,200 80% 1.51 403 607 5,481 2.20 3.71 1,496 MACHINE INVENTORY
Samed UFS Conkit_Samed 4,400 80% 3.82 422 1,615 1,615 2.09 5.91 2,497 Machine Available O Used Bal Alloc Total Alloc Mach Req'd
Delta Mach Check
Baja UFS Conkit_Baja 4,200 80% 2.00 403 806 923 - 2.00 806 UFS 20 11.02 9.0 20.0 - - OKSuzak UFS Conkit_Suzak 3,800 75% 1.35 342 462 462 0.83 2.17 744 LWM 22 13.02 9.0 22.0 (0.29) - OKTalon UFS Conkit_Talon 3,800 78% 0.97 356 346 346 0.51 1.49 529 - - - - - Not in Routing
- - - - - TOTAL 42 24.0 18.0 42.0 (0.29) - - - - CONVERSION KIT INVENTORY
- Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd
Delta ConKit Check
- Conkit_Cadmium 2 0.82 1.18 2.0 - - OK - Conkit_Seagull 4 0.94 3.06 4.0 - - OK - Conkit_Palomar 3 0.54 2.46 3.0 - - OK - Conkit_Iris 18 13.59 4.41 18.0 - - OK - Conkit_Samed 8 3.82 4.18 8.0 - - OK - Conkit_Baja 2 2.00 - 2.0 (0.29) - OK - Conkit_Suzak 3 1.35 1.65 3.0 - - OK - Conkit_Talon 2 0.97 1.03 2.0 - - OK - - - - TOTAL 42 24.03 18.0 42.0 (0.29) -
Macro1
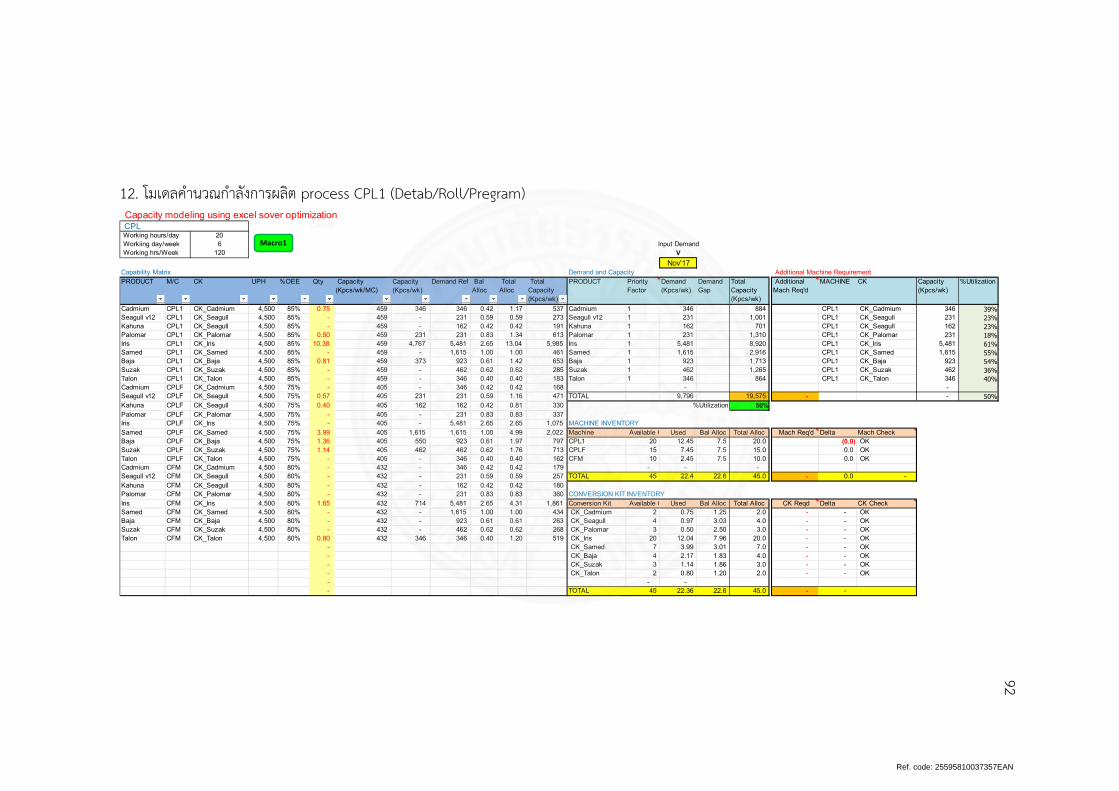
Ref. code: 25595810037357EAN
92
92
12. โมเดลคานวณกาลงการผลต process CPL1 (Detab/Roll/Pregram) Capacity modeling using excel sover optimizationCPL Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CK UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CK Capacity (Kpcs/wk)
%Utilization
Cadmium CPL1 CK_Cadmium 4,500 85% 0.75 459 346 346 0.42 1.17 537 Cadmium 1 346 884 .00 CPL1 CK_Cadmium 346 39%Seagull v12 CPL1 CK_Seagull 4,500 85% - 459 - 231 0.59 0.59 273 Seagull v12 1 231 1,001 .00 CPL1 CK_Seagull 231 23%Kahuna CPL1 CK_Seagull 4,500 85% - 459 - 162 0.42 0.42 191 Kahuna 1 162 701 .00 CPL1 CK_Seagull 162 23%Palomar CPL1 CK_Palomar 4,500 85% 0.50 459 231 231 0.83 1.34 613 Palomar 1 231 1,310 .00 CPL1 CK_Palomar 231 18%Iris CPL1 CK_Iris 4,500 85% 10.38 459 4,767 5,481 2.65 13.04 5,985 Iris 1 5,481 8,920 .00 CPL1 CK_Iris 5,481 61%Samed CPL1 CK_Samed 4,500 85% - 459 - 1,615 1.00 1.00 461 Samed 1 1,615 2,916 .00 CPL1 CK_Samed 1,615 55%Baja CPL1 CK_Baja 4,500 85% 0.81 459 373 923 0.61 1.42 653 Baja 1 923 1,713 .00 CPL1 CK_Baja 923 54%Suzak CPL1 CK_Suzak 4,500 85% - 459 - 462 0.62 0.62 285 Suzak 1 462 1,265 .00 CPL1 CK_Suzak 462 36%Talon CPL1 CK_Talon 4,500 85% - 459 - 346 0.40 0.40 183 Talon 1 346 864 .00 CPL1 CK_Talon 346 40%Cadmium CPLF CK_Cadmium 4,500 75% - 405 - 346 0.42 0.42 168 - - Seagull v12 CPLF CK_Seagull 4,500 75% 0.57 405 231 231 0.59 1.16 471 TOTAL 9,796 19,575 - - 50%Kahuna CPLF CK_Seagull 4,500 75% 0.40 405 162 162 0.42 0.81 330 %Utilization 50%Palomar CPLF CK_Palomar 4,500 75% - 405 - 231 0.83 0.83 337 Iris CPLF CK_Iris 4,500 75% - 405 - 5,481 2.65 2.65 1,075 MACHINE INVENTORYSamed CPLF CK_Samed 4,500 75% 3.99 405 1,615 1,615 1.00 4.99 2,022 Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach CheckBaja CPLF CK_Baja 4,500 75% 1.36 405 550 923 0.61 1.97 797 CPL1 20 12.45 7.5 20.0 - (0.0) OKSuzak CPLF CK_Suzak 4,500 75% 1.14 405 462 462 0.62 1.76 713 CPLF 15 7.45 7.5 15.0 - 0.0 OKTalon CPLF CK_Talon 4,500 75% - 405 - 346 0.40 0.40 162 CFM 10 2.45 7.5 10.0 - 0.0 OKCadmium CFM CK_Cadmium 4,500 80% - 432 - 346 0.42 0.42 179 - - - Seagull v12 CFM CK_Seagull 4,500 80% - 432 - 231 0.59 0.59 257 TOTAL 45 22.4 22.6 45.0 - 0.0 - Kahuna CFM CK_Seagull 4,500 80% - 432 - 162 0.42 0.42 180 Palomar CFM CK_Palomar 4,500 80% - 432 - 231 0.83 0.83 360 CONVERSION KIT INVENTORYIris CFM CK_Iris 4,500 80% 1.65 432 714 5,481 2.65 4.31 1,861 Conversion Kit Available O Used Bal Alloc Total Alloc CK Reqd Delta CK CheckSamed CFM CK_Samed 4,500 80% - 432 - 1,615 1.00 1.00 434 CK_Cadmium 2 0.75 1.25 2.0 - - OKBaja CFM CK_Baja 4,500 80% - 432 - 923 0.61 0.61 263 CK_Seagull 4 0.97 3.03 4.0 - - OKSuzak CFM CK_Suzak 4,500 80% - 432 - 462 0.62 0.62 268 CK_Palomar 3 0.50 2.50 3.0 - - OKTalon CFM CK_Talon 4,500 80% 0.80 432 346 346 0.40 1.20 519 CK_Iris 20 12.04 7.96 20.0 - - OK
- CK_Samed 7 3.99 3.01 7.0 - - OK - CK_Baja 4 2.17 1.83 4.0 - - OK - CK_Suzak 3 1.14 1.86 3.0 - - OK - CK_Talon 2 0.80 1.20 2.0 - - OK - - - - TOTAL 45 22.36 22.6 45.0 - -
Macro1
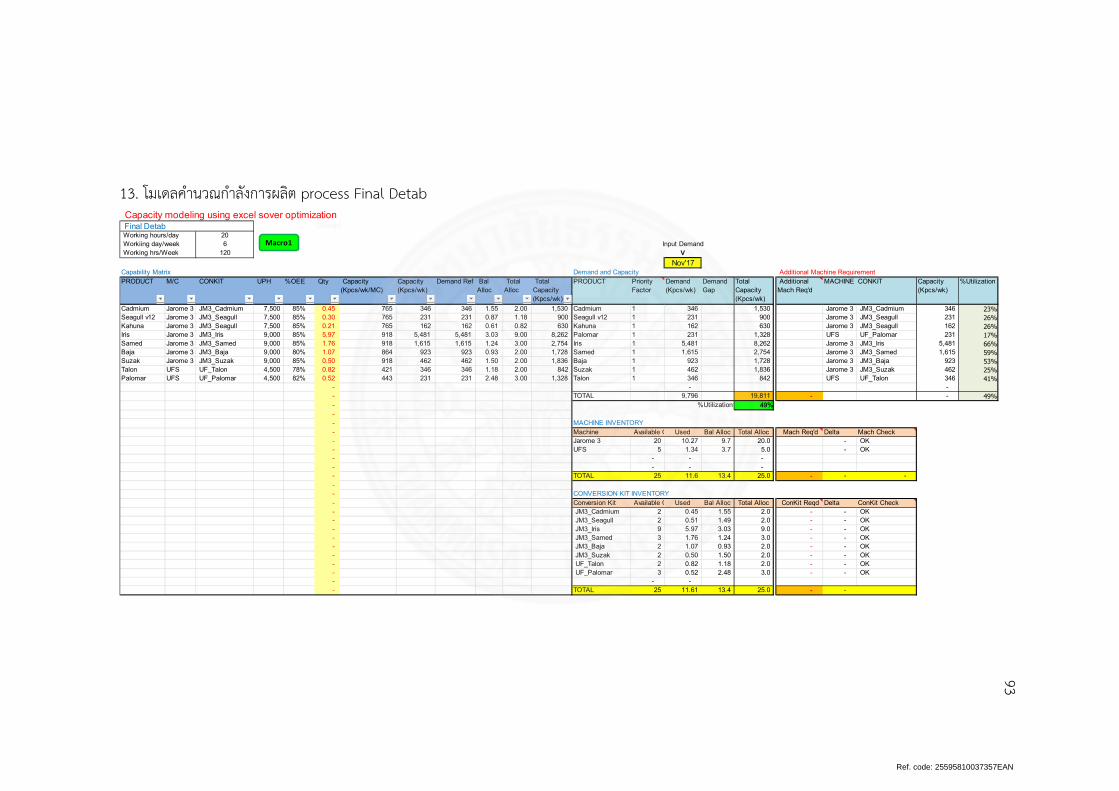
Ref. code: 25595810037357EAN
93
93
13. โมเดลคานวณกาลงการผลต process Final Detab Capacity modeling using excel sover optimizationFinal Detab Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Cadmium Jarome 3 JM3_Cadmium 7,500 85% 0.45 765 346 346 1.55 2.00 1,530 Cadmium 1 346 1,530 .00 Jarome 3 JM3_Cadmium 346 23%Seagull v12 Jarome 3 JM3_Seagull 7,500 85% 0.30 765 231 231 0.87 1.18 900 Seagull v12 1 231 900 .00 Jarome 3 JM3_Seagull 231 26%Kahuna Jarome 3 JM3_Seagull 7,500 85% 0.21 765 162 162 0.61 0.82 630 Kahuna 1 162 630 .00 Jarome 3 JM3_Seagull 162 26%Iris Jarome 3 JM3_Iris 9,000 85% 5.97 918 5,481 5,481 3.03 9.00 8,262 Palomar 1 231 1,328 .00 UFS UF_Palomar 231 17%Samed Jarome 3 JM3_Samed 9,000 85% 1.76 918 1,615 1,615 1.24 3.00 2,754 Iris 1 5,481 8,262 .00 Jarome 3 JM3_Iris 5,481 66%Baja Jarome 3 JM3_Baja 9,000 80% 1.07 864 923 923 0.93 2.00 1,728 Samed 1 1,615 2,754 .00 Jarome 3 JM3_Samed 1,615 59%Suzak Jarome 3 JM3_Suzak 9,000 85% 0.50 918 462 462 1.50 2.00 1,836 Baja 1 923 1,728 .00 Jarome 3 JM3_Baja 923 53%Talon UFS UF_Talon 4,500 78% 0.82 421 346 346 1.18 2.00 842 Suzak 1 462 1,836 .00 Jarome 3 JM3_Suzak 462 25%Palomar UFS UF_Palomar 4,500 82% 0.52 443 231 231 2.48 3.00 1,328 Talon 1 346 842 .00 UFS UF_Talon 346 41%
- - - - TOTAL 9,796 19,811 - - 49% - %Utilization 49% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - Jarome 3 20 10.27 9.7 20.0 - - OK - UFS 5 1.34 3.7 5.0 - - OK - - - - - - - - - TOTAL 25 11.6 13.4 25.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - JM3_Cadmium 2 0.45 1.55 2.0 - - OK - JM3_Seagull 2 0.51 1.49 2.0 - - OK - JM3_Iris 9 5.97 3.03 9.0 - - OK - JM3_Samed 3 1.76 1.24 3.0 - - OK - JM3_Baja 2 1.07 0.93 2.0 - - OK - JM3_Suzak 2 0.50 1.50 2.0 - - OK - UF_Talon 2 0.82 1.18 2.0 - - OK - UF_Palomar 3 0.52 2.48 3.0 - - OK - - - - TOTAL 25 11.61 13.4 25.0 - -
Macro1
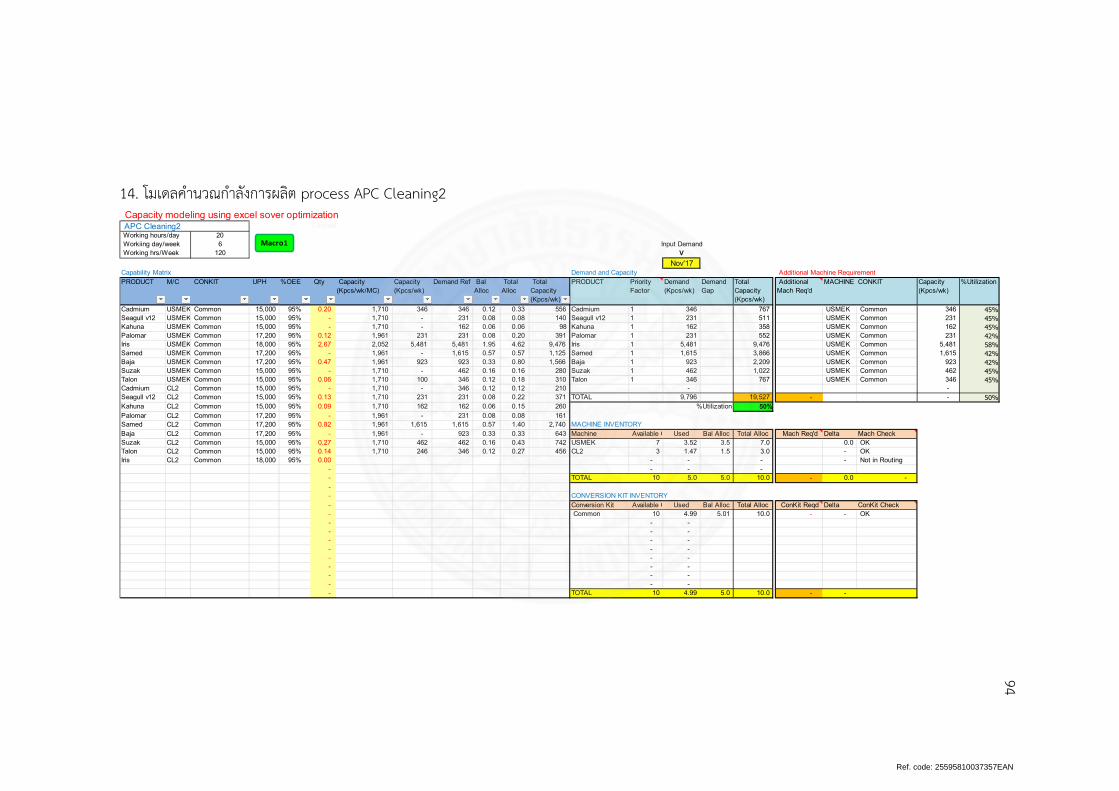
Ref. code: 25595810037357EAN
94
94
14. โมเดลคานวณกาลงการผลต process APC Cleaning2 Capacity modeling using excel sover optimizationAPC Cleaning2 Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Cadmium USMEK Common 15,000 95% 0.20 1,710 346 346 0.12 0.33 556 Cadmium 1 346 767 .00 USMEK Common 346 45%Seagull v12 USMEK Common 15,000 95% - 1,710 - 231 0.08 0.08 140 Seagull v12 1 231 511 .00 USMEK Common 231 45%Kahuna USMEK Common 15,000 95% - 1,710 - 162 0.06 0.06 98 Kahuna 1 162 358 .00 USMEK Common 162 45%Palomar USMEK Common 17,200 95% 0.12 1,961 231 231 0.08 0.20 391 Palomar 1 231 552 .00 USMEK Common 231 42%Iris USMEK Common 18,000 95% 2.67 2,052 5,481 5,481 1.95 4.62 9,476 Iris 1 5,481 9,476 .00 USMEK Common 5,481 58%Samed USMEK Common 17,200 95% - 1,961 - 1,615 0.57 0.57 1,125 Samed 1 1,615 3,866 .00 USMEK Common 1,615 42%Baja USMEK Common 17,200 95% 0.47 1,961 923 923 0.33 0.80 1,566 Baja 1 923 2,209 .00 USMEK Common 923 42%Suzak USMEK Common 15,000 95% - 1,710 - 462 0.16 0.16 280 Suzak 1 462 1,022 .00 USMEK Common 462 45%Talon USMEK Common 15,000 95% 0.06 1,710 100 346 0.12 0.18 310 Talon 1 346 767 .00 USMEK Common 346 45%Cadmium CL2 Common 15,000 95% - 1,710 - 346 0.12 0.12 210 - - Seagull v12 CL2 Common 15,000 95% 0.13 1,710 231 231 0.08 0.22 371 TOTAL 9,796 19,527 - - 50%Kahuna CL2 Common 15,000 95% 0.09 1,710 162 162 0.06 0.15 260 %Utilization 50%Palomar CL2 Common 17,200 95% - 1,961 - 231 0.08 0.08 161 Samed CL2 Common 17,200 95% 0.82 1,961 1,615 1,615 0.57 1.40 2,740 MACHINE INVENTORYBaja CL2 Common 17,200 95% - 1,961 - 923 0.33 0.33 643 Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach CheckSuzak CL2 Common 15,000 95% 0.27 1,710 462 462 0.16 0.43 742 USMEK 7 3.52 3.5 7.0 - 0.0 OKTalon CL2 Common 15,000 95% 0.14 1,710 246 346 0.12 0.27 456 CL2 3 1.47 1.5 3.0 - - OKIris CL2 Common 18,000 95% 0.00 - - - - - Not in Routing
- - - - - TOTAL 10 5.0 5.0 10.0 - 0.0 - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - Common 10 4.99 5.01 10.0 - - OK - - - - - - - - - - - - - - - - - - - - - - - - - TOTAL 10 4.99 5.0 10.0 - -
Macro1

Ref. code: 25595810037357EAN
95
95
15. โมเดลคานวณกาลงการผลต process Damper Attach Capacity modeling using excel sover optimizationDamper attached Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Cadmium ADCP I Conkit_Cadmium 3,600 80% 1.00 346 346 346 1.00 2.00 691 Cadmium 1 346 691 .00 ADCP I Conkit_Cadmium 346 50%Seagull v12 ADCP I Conkit_Seagull 3,600 80% 0.67 346 231 231 1.69 2.35 813 Seagull v12 1 231 813 .00 ADCP I Conkit_Seagull 231 28%Kahuna ADCP I Conkit_Seagull 3,600 80% 0.47 346 162 162 1.18 1.65 569 Kahuna 1 162 569 .00 ADCP I Conkit_Seagull 162 28%Palomar ADCP I Conkit_Palomar 3,600 80% 0.67 346 231 231 2.33 3.00 1,037 Palomar 1 231 (0) 1,037 (0.00) ADCP I Conkit_Palomar 231 22%Iris ADCP I Conkit_Iris 3,600 80% 15.86 346 5,481 5,481 8.14 24.00 8,294 Iris 1 5,481 8,294 .00 ADCP I Conkit_Iris 5,481 66%Samed ADCP I Conkit_Samed 3,600 80% 4.67 346 1,615 1,615 5.33 10.00 3,456 Samed 1 1,615 3,456 .00 ADCP I Conkit_Samed 1,615 47%Baja ADCP II Conkit_Baja 4,500 80% 2.14 432 923 923 2.86 5.00 2,160 Baja 1 923 2,160 .00 ADCP II Conkit_Baja 923 43%Suzak ADCP II Conkit_Suzak 4,500 80% 1.07 432 462 462 2.93 4.00 1,728 Suzak 1 462 1,728 .00 ADCP II Conkit_Suzak 462 27%Talon ADCP II Conkit_Talon 4,500 80% 0.80 432 346 346 2.20 3.00 1,296 Talon 1 346 1,296 .00 ADCP II Conkit_Talon 346 27%
- - - - TOTAL 9,796 (0) 20,045 (0.00) - 49% - %Utilization 49% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - ADCP I 43 23.34 19.7 43.0 (0.00) - OK - ADCP II 12 4.01 8.0 12.0 - - OK - - - - - - Not in Routing - - - - - TOTAL 55 27.3 27.7 55.0 (0.00) - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - Conkit_Cadmium 2 1.00 1.00 2.0 - - OK - Conkit_Seagull 4 1.14 2.86 4.0 - - OK - Conkit_Palomar 3 0.67 2.33 3.0 (0.00) - OK - Conkit_Iris 24 15.86 8.14 24.0 - - OK - Conkit_Samed 10 4.67 5.33 10.0 - - OK - Conkit_Baja 5 2.14 2.86 5.0 - - OK - Conkit_Suzak 4 1.07 2.93 4.0 - - OK - Conkit_Talon 3 0.80 2.20 3.0 - - OK - - - - TOTAL 55 27.34 27.7 55.0 (0.00) -
Macro1
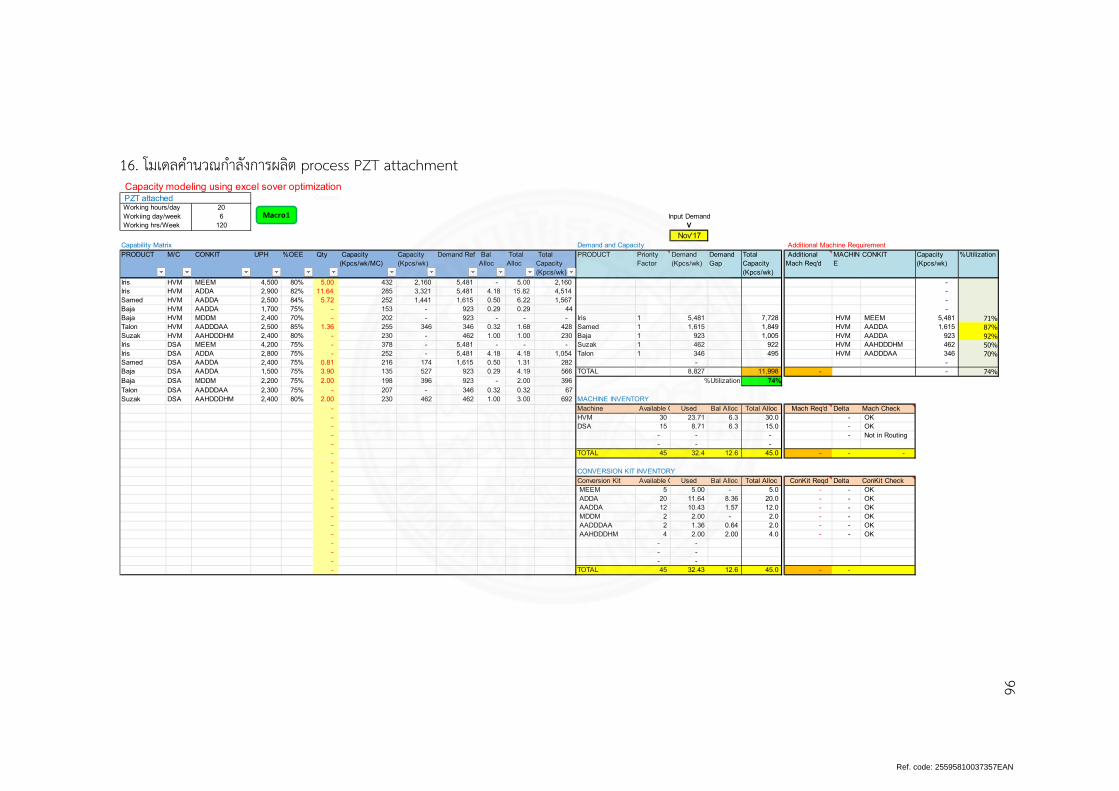
Ref. code: 25595810037357EAN
96
96
16. โมเดลคานวณกาลงการผลต process PZT attachment Capacity modeling using excel sover optimizationPZT attached Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE
CONKIT Capacity (Kpcs/wk)
%Utilization
Iris HVM MEEM 4,500 80% 5.00 432 2,160 5,481 - 5.00 2,160 .00 - Iris HVM ADDA 2,900 82% 11.64 285 3,321 5,481 4.18 15.82 4,514 .00 - Samed HVM AADDA 2,500 84% 5.72 252 1,441 1,615 0.50 6.22 1,567 .00 - Baja HVM AADDA 1,700 75% - 153 - 923 0.29 0.29 44 .00 - Baja HVM MDDM 2,400 70% - 202 - 923 - - - Iris 1 5,481 7,728 .00 HVM MEEM 5,481 71%Talon HVM AADDDAA 2,500 85% 1.36 255 346 346 0.32 1.68 428 Samed 1 1,615 1,849 .00 HVM AADDA 1,615 87%Suzak HVM AAHDDDHM 2,400 80% - 230 - 462 1.00 1.00 230 Baja 1 923 1,005 .00 HVM AADDA 923 92%Iris DSA MEEM 4,200 75% - 378 - 5,481 - - - Suzak 1 462 922 .00 HVM AAHDDDHM 462 50%Iris DSA ADDA 2,800 75% - 252 - 5,481 4.18 4.18 1,054 Talon 1 346 495 .00 HVM AADDDAA 346 70%Samed DSA AADDA 2,400 75% 0.81 216 174 1,615 0.50 1.31 282 - - Baja DSA AADDA 1,500 75% 3.90 135 527 923 0.29 4.19 566 TOTAL 8,827 11,998 - - 74%Baja DSA MDDM 2,200 75% 2.00 198 396 923 - 2.00 396 %Utilization 74%Talon DSA AADDDAA 2,300 75% - 207 - 346 0.32 0.32 67 Suzak DSA AAHDDDHM 2,400 80% 2.00 230 462 462 1.00 3.00 692 MACHINE INVENTORY
- Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - HVM 30 23.71 6.3 30.0 - - OK - DSA 15 8.71 6.3 15.0 - - OK - - - - - - Not in Routing - - - - - TOTAL 45 32.4 12.6 45.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - MEEM 5 5.00 - 5.0 - - OK - ADDA 20 11.64 8.36 20.0 - - OK - AADDA 12 10.43 1.57 12.0 - - OK - MDDM 2 2.00 - 2.0 - - OK - AADDDAA 2 1.36 0.64 2.0 - - OK - AAHDDDHM 4 2.00 2.00 4.0 - - OK - - - - - - - - - - TOTAL 45 32.43 12.6 45.0 - -
Macro1
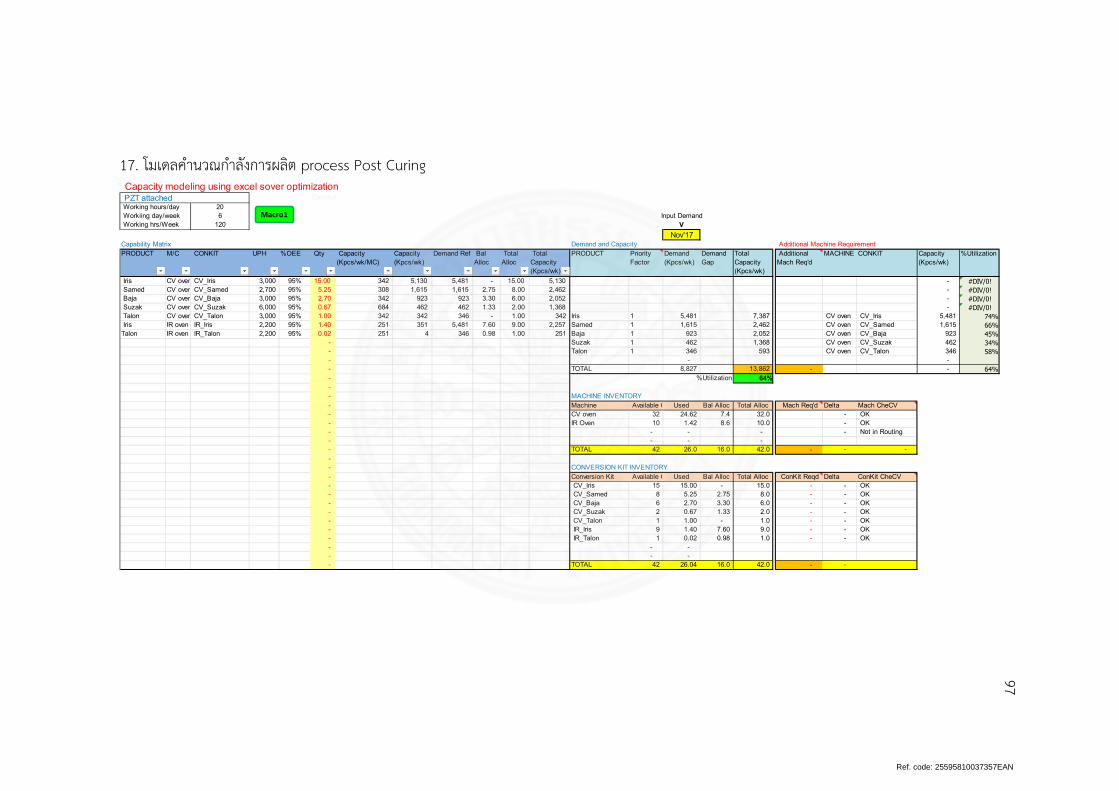
Ref. code: 25595810037357EAN
97
97
17. โมเดลคานวณกาลงการผลต process Post Curing Capacity modeling using excel sover optimizationPZT attached Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Iris CV oven CV_Iris 3,000 95% 15.00 342 5,130 5,481 - 15.00 5,130 .00 - #DIV/0!Samed CV oven CV_Samed 2,700 95% 5.25 308 1,615 1,615 2.75 8.00 2,462 .00 - #DIV/0!Baja CV oven CV_Baja 3,000 95% 2.70 342 923 923 3.30 6.00 2,052 .00 - #DIV/0!Suzak CV oven CV_Suzak 6,000 95% 0.67 684 462 462 1.33 2.00 1,368 .00 - #DIV/0!Talon CV oven CV_Talon 3,000 95% 1.00 342 342 346 - 1.00 342 Iris 1 5,481 7,387 .00 CV oven CV_Iris 5,481 74%Iris IR oven IR_Iris 2,200 95% 1.40 251 351 5,481 7.60 9.00 2,257 Samed 1 1,615 2,462 .00 CV oven CV_Samed 1,615 66%
Talon IR oven IR_Talon 2,200 95% 0.02 251 4 346 0.98 1.00 251 Baja 1 923 2,052 .00 CV oven CV_Baja 923 45% - Suzak 1 462 1,368 .00 CV oven CV_Suzak 462 34% - Talon 1 346 593 .00 CV oven CV_Talon 346 58% - - - - TOTAL 8,827 13,862 - - 64% - %Utilization 64% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach CheCV - CV oven 32 24.62 7.4 32.0 - - OK - IR Oven 10 1.42 8.6 10.0 - - OK - - - - - - Not in Routing - - - - - TOTAL 42 26.0 16.0 42.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit CheCV - CV_Iris 15 15.00 - 15.0 - - OK - CV_Samed 8 5.25 2.75 8.0 - - OK - CV_Baja 6 2.70 3.30 6.0 - - OK - CV_Suzak 2 0.67 1.33 2.0 - - OK - CV_Talon 1 1.00 - 1.0 - - OK - IR_Iris 9 1.40 7.60 9.0 - - OK - IR_Talon 1 0.02 0.98 1.0 - - OK - - - - - - - TOTAL 42 26.04 16.0 42.0 - -
Macro1
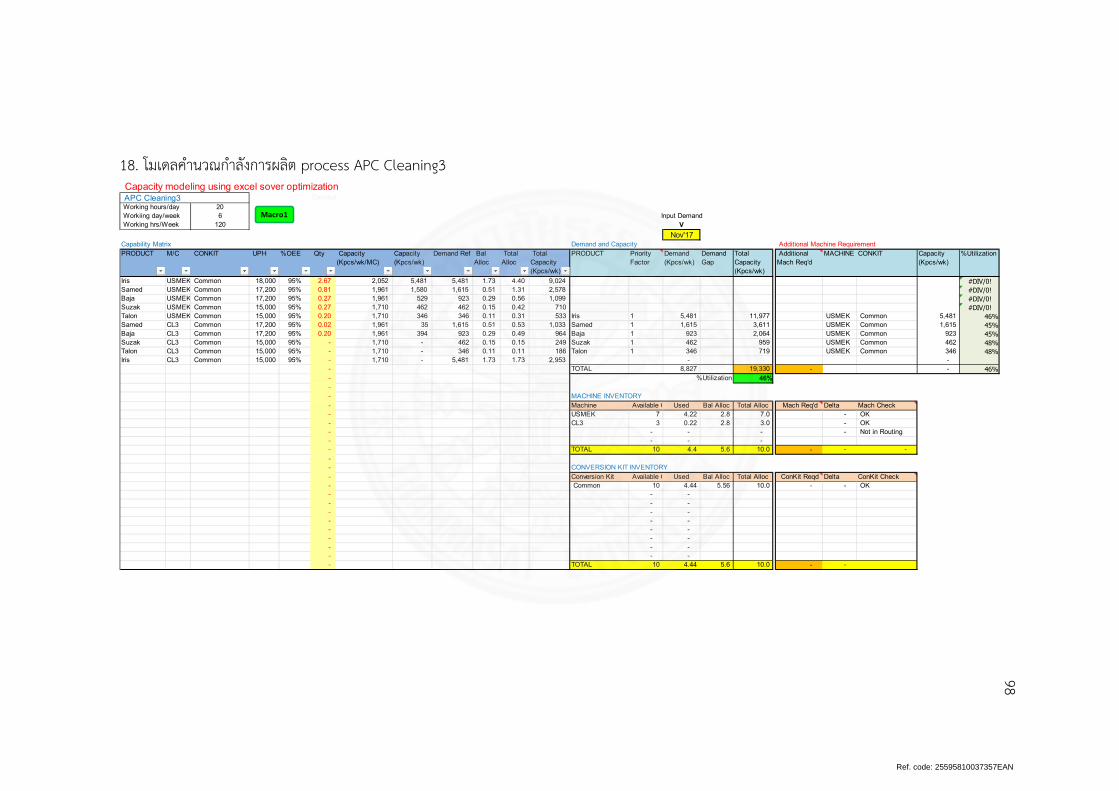
Ref. code: 25595810037357EAN
98
98
18. โมเดลคานวณกาลงการผลต process APC Cleaning3 Capacity modeling using excel sover optimizationAPC Cleaning3 Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Iris USMEK Common 18,000 95% 2.67 2,052 5,481 5,481 1.73 4.40 9,024 .00 #DIV/0!Samed USMEK Common 17,200 95% 0.81 1,961 1,580 1,615 0.51 1.31 2,578 .00 #DIV/0!Baja USMEK Common 17,200 95% 0.27 1,961 529 923 0.29 0.56 1,099 .00 #DIV/0!Suzak USMEK Common 15,000 95% 0.27 1,710 462 462 0.15 0.42 710 .00 #DIV/0!Talon USMEK Common 15,000 95% 0.20 1,710 346 346 0.11 0.31 533 Iris 1 5,481 11,977 .00 USMEK Common 5,481 46%Samed CL3 Common 17,200 95% 0.02 1,961 35 1,615 0.51 0.53 1,033 Samed 1 1,615 3,611 .00 USMEK Common 1,615 45%Baja CL3 Common 17,200 95% 0.20 1,961 394 923 0.29 0.49 964 Baja 1 923 2,064 .00 USMEK Common 923 45%Suzak CL3 Common 15,000 95% - 1,710 - 462 0.15 0.15 249 Suzak 1 462 959 .00 USMEK Common 462 48%Talon CL3 Common 15,000 95% - 1,710 - 346 0.11 0.11 186 Talon 1 346 719 .00 USMEK Common 346 48%Iris CL3 Common 15,000 95% - 1,710 - 5,481 1.73 1.73 2,953 - -
- TOTAL 8,827 19,330 - - 46% - %Utilization 46% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - USMEK 7 4.22 2.8 7.0 - - OK - CL3 3 0.22 2.8 3.0 - - OK - - - - - - Not in Routing - - - - - TOTAL 10 4.4 5.6 10.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - Common 10 4.44 5.56 10.0 - - OK - - - - - - - - - - - - - - - - - - - - - - - - - TOTAL 10 4.44 5.6 10.0 - -
Macro1

Ref. code: 25595810037357EAN
99
99
19. โมเดลคานวณกาลงการผลต process Backend (Gram & SA Adjust) Capacity modeling using excel sover optimizationBE DSSA Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C BE UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE BE Capacity (Kpcs/wk)
%Utilization
Cadmium UFS1 BE_Cadmium 1,500 85% - 153 - 346 1.06 1.06 162 Cadmium 1 346 702 .00 UFS1 BE_Cadmium 346 49%Seagull v12 UFS1 BE_Seagull 1,500 85% - 153 - 231 1.72 1.72 264 Seagull v12 1 231 811 .00 UFS1 BE_Seagull 231 28%Kahuna UFS1 BE_Seagull 1,500 85% - 153 - 162 1.21 1.21 185 Kahuna 1 162 568 .00 UFS1 BE_Seagull 162 28%Palomar UFS1 BE_Palomar 1,500 85% - 153 - 231 2.29 2.29 351 Palomar 1 231 956 .00 UFS1 BE_Palomar 231 24%Iris UFS1 BE_Iris 1,500 85% 25.94 153 3,969 5,481 12.09 38.03 5,819 Iris 1 5,481 9,180 .00 UFS1 BE_Iris 5,481 60%Samed UFS1 BE_Samed 1,500 85% 10.56 153 1,615 1,615 4.72 15.28 2,338 Samed 1 1,615 3,060 .00 UFS1 BE_Samed 1,615 53%Baja UFS1 BE_Baja 1,200 85% - 122 - 923 2.77 2.77 339 Baja 1 923 1,657 .00 UFS1 BE_Baja 923 56%Suzak UFS1 BE_Suzak 1,500 85% 3.02 153 462 462 1.49 4.51 690 Suzak 1 462 918 .00 UFS1 BE_Suzak 462 50%Talon UFS1 BE_Talon 1,500 85% 2.26 153 346 346 0.87 3.13 479 Talon 1 346 612 .00 UFS1 BE_Talon 346 57%Cadmium UFS2 BE_Cadmium 1,800 85% 1.89 184 346 346 1.06 2.94 540 - - Seagull v12 UFS2 BE_Seagull 1,800 85% 1.26 184 231 231 1.72 2.98 547 TOTAL 9,796 18,464 - - 53%Kahuna UFS2 BE_Seagull 1,800 85% 0.88 184 162 162 1.21 2.09 383 %Utilization 53%Palomar UFS2 BE_Palomar 1,600 85% 1.41 163 231 231 2.29 3.71 605 Iris UFS2 BE_Iris 1,500 85% 9.88 153 1,512 5,481 12.09 21.97 3,361 MACHINE INVENTORYSamed UFS2 BE_Samed 1,500 85% - 153 - 1,615 4.72 4.72 722 Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach CheckBaja UFS2 BE_Baja 1,400 85% 6.46 143 923 923 2.77 9.23 1,318 UFS1 70 41.78 28.2 70.0 - - OKSuzak UFS2 BE_Suzak 1,500 85% - 153 - 462 1.49 1.49 228 UFS2 50 21.78 28.2 50.0 - - OKTalon UFS2 BE_Talon 1,500 85% - 153 - 346 0.87 0.87 133 - - - - - Not in Routing
- - - - - TOTAL 120 63.6 56.4 120.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc BE Reqd Delta BE Check - BE_Cadmium 4 1.89 2.11 4.0 - - OK - BE_Seagull 8 2.14 5.86 8.0 - - OK - BE_Palomar 6 1.41 4.59 6.0 - - OK - BE_Iris 60 35.82 24.18 60.0 - - OK - BE_Samed 20 10.56 9.44 20.0 - - OK - BE_Baja 12 6.46 5.54 12.0 - - OK - BE_Suzak 6 3.02 2.98 6.0 - - OK - BE_Talon 4 2.26 1.74 4.0 - - OK - - - - TOTAL 120 63.56 56.4 120.0 - -
Macro1
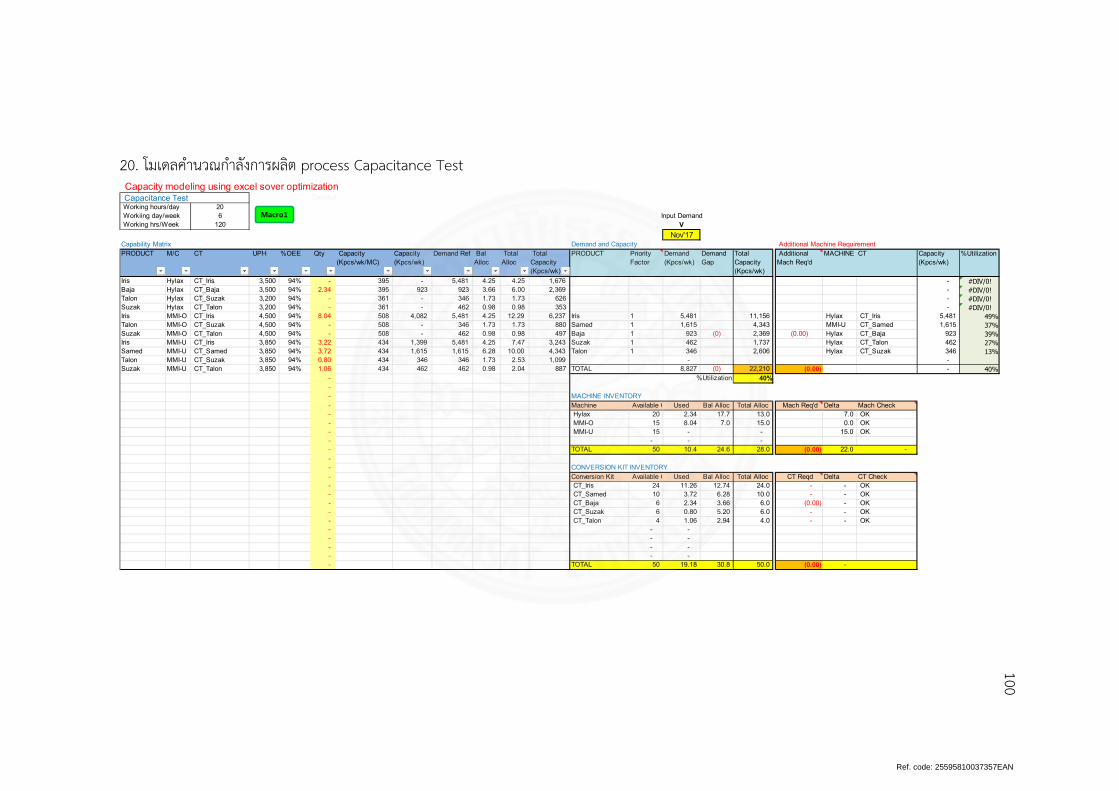
Ref. code: 25595810037357EAN
100
100
20. โมเดลคานวณกาลงการผลต process Capacitance Test Capacity modeling using excel sover optimizationCapacitance Test Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CT Capacity (Kpcs/wk)
%Utilization
Iris Hylax CT_Iris 3,500 94% - 395 - 5,481 4.25 4.25 1,676 .00 - #DIV/0!Baja Hylax CT_Baja 3,500 94% 2.34 395 923 923 3.66 6.00 2,369 .00 - #DIV/0!Talon Hylax CT_Suzak 3,200 94% - 361 - 346 1.73 1.73 626 .00 - #DIV/0!Suzak Hylax CT_Talon 3,200 94% - 361 - 462 0.98 0.98 353 .00 - #DIV/0!Iris MMI-O CT_Iris 4,500 94% 8.04 508 4,082 5,481 4.25 12.29 6,237 Iris 1 5,481 11,156 .00 Hylax CT_Iris 5,481 49%Talon MMI-O CT_Suzak 4,500 94% - 508 - 346 1.73 1.73 880 Samed 1 1,615 4,343 .00 MMI-U CT_Samed 1,615 37%Suzak MMI-O CT_Talon 4,500 94% - 508 - 462 0.98 0.98 497 Baja 1 923 (0) 2,369 (0.00) Hylax CT_Baja 923 39%Iris MMI-U CT_Iris 3,850 94% 3.22 434 1,399 5,481 4.25 7.47 3,243 Suzak 1 462 1,737 .00 Hylax CT_Talon 462 27%Samed MMI-U CT_Samed 3,850 94% 3.72 434 1,615 1,615 6.28 10.00 4,343 Talon 1 346 2,606 .00 Hylax CT_Suzak 346 13%Talon MMI-U CT_Suzak 3,850 94% 0.80 434 346 346 1.73 2.53 1,099 - - Suzak MMI-U CT_Talon 3,850 94% 1.06 434 462 462 0.98 2.04 887 TOTAL 8,827 (0) 22,210 (0.00) - 40%
- %Utilization 40% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - Hylax 20 2.34 17.7 13.0 (0.00) 7.0 OK - MMI-O 15 8.04 7.0 15.0 - 0.0 OK - MMI-U 15 - - - 15.0 OK - - - - - TOTAL 50 10.4 24.6 28.0 (0.00) 22.0 - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc CT Reqd Delta CT Check - CT_Iris 24 11.26 12.74 24.0 - - OK - CT_Samed 10 3.72 6.28 10.0 - - OK - CT_Baja 6 2.34 3.66 6.0 (0.00) - OK - CT_Suzak 6 0.80 5.20 6.0 - - OK - CT_Talon 4 1.06 2.94 4.0 - - OK - - - - - - - - - - - - - TOTAL 50 19.18 30.8 50.0 (0.00) -
Macro1
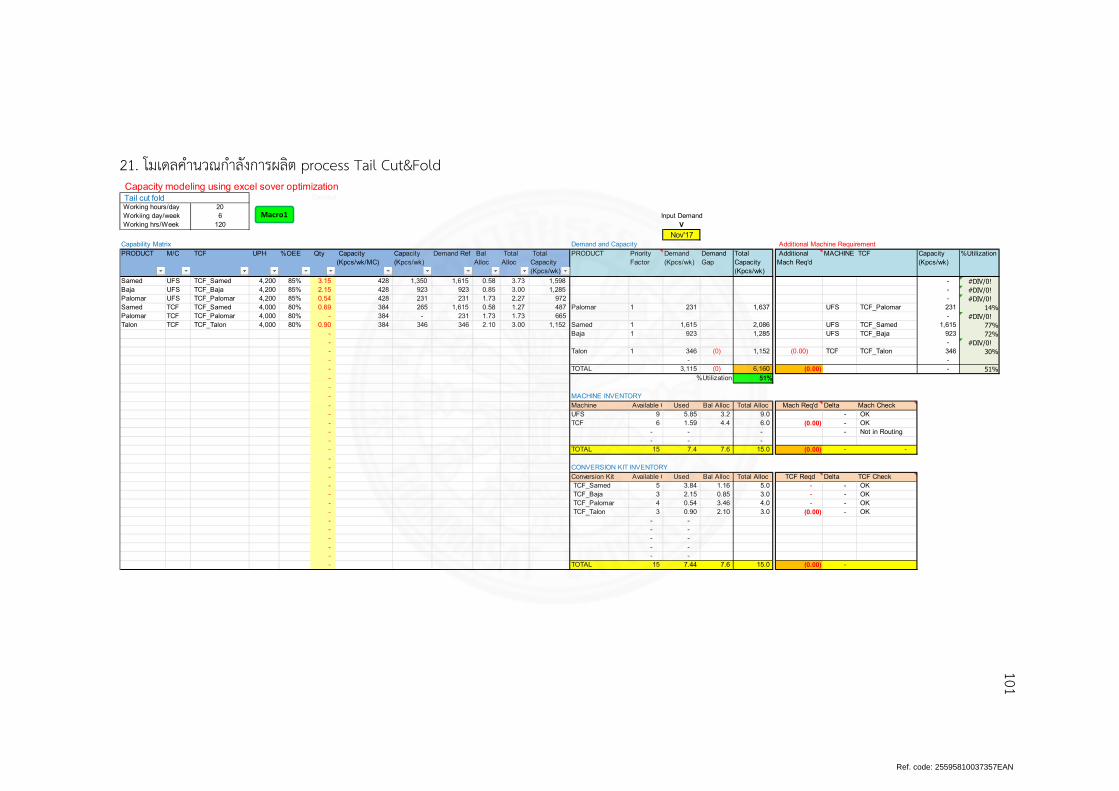
Ref. code: 25595810037357EAN
101
101
21. โมเดลคานวณกาลงการผลต process Tail Cut&Fold Capacity modeling using excel sover optimizationTail cut fold Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C TCF UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE TCF Capacity (Kpcs/wk)
%Utilization
Samed UFS TCF_Samed 4,200 85% 3.15 428 1,350 1,615 0.58 3.73 1,598 .00 - #DIV/0!Baja UFS TCF_Baja 4,200 85% 2.15 428 923 923 0.85 3.00 1,285 .00 - #DIV/0!Palomar UFS TCF_Palomar 4,200 85% 0.54 428 231 231 1.73 2.27 972 .00 - #DIV/0!Samed TCF TCF_Samed 4,000 80% 0.69 384 265 1,615 0.58 1.27 487 Palomar 1 231 1,637 .00 UFS TCF_Palomar 231 14%Palomar TCF TCF_Palomar 4,000 80% - 384 - 231 1.73 1.73 665 .00 - #DIV/0!Talon TCF TCF_Talon 4,000 80% 0.90 384 346 346 2.10 3.00 1,152 Samed 1 1,615 2,086 .00 UFS TCF_Samed 1,615 77%
- Baja 1 923 1,285 .00 UFS TCF_Baja 923 72% - .00 - #DIV/0! - Talon 1 346 (0) 1,152 (0.00) TCF TCF_Talon 346 30% - - - - TOTAL 3,115 (0) 6,160 (0.00) - 51% - %Utilization 51% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - UFS 9 5.85 3.2 9.0 - - OK - TCF 6 1.59 4.4 6.0 (0.00) - OK - - - - - - Not in Routing - - - - - TOTAL 15 7.4 7.6 15.0 (0.00) - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc TCF Reqd Delta TCF Check - TCF_Samed 5 3.84 1.16 5.0 - - OK - TCF_Baja 3 2.15 0.85 3.0 - - OK - TCF_Palomar 4 0.54 3.46 4.0 - - OK - TCF_Talon 3 0.90 2.10 3.0 (0.00) - OK - - - - - - - - - - - - - - - - TOTAL 15 7.44 7.6 15.0 (0.00) -
Macro1
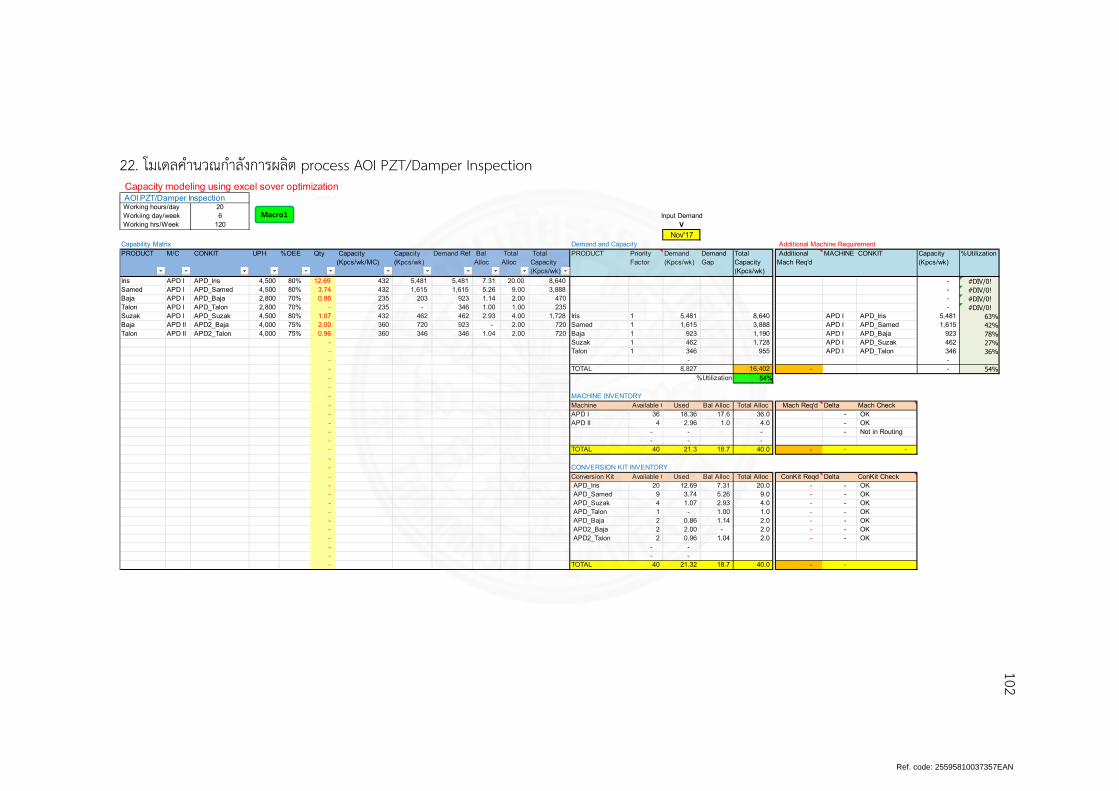
Ref. code: 25595810037357EAN
102
102
22. โมเดลคานวณกาลงการผลต process AOI PZT/Damper Inspection Capacity modeling using excel sover optimizationAOI PZT/Damper Inspection Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Iris APD I APD_Iris 4,500 80% 12.69 432 5,481 5,481 7.31 20.00 8,640 .00 - #DIV/0!Samed APD I APD_Samed 4,500 80% 3.74 432 1,615 1,615 5.26 9.00 3,888 .00 - #DIV/0!Baja APD I APD_Baja 2,800 70% 0.86 235 203 923 1.14 2.00 470 .00 - #DIV/0!Talon APD I APD_Talon 2,800 70% - 235 - 346 1.00 1.00 235 .00 - #DIV/0!Suzak APD I APD_Suzak 4,500 80% 1.07 432 462 462 2.93 4.00 1,728 Iris 1 5,481 8,640 .00 APD I APD_Iris 5,481 63%Baja APD II APD2_Baja 4,000 75% 2.00 360 720 923 - 2.00 720 Samed 1 1,615 3,888 .00 APD I APD_Samed 1,615 42%Talon APD II APD2_Talon 4,000 75% 0.96 360 346 346 1.04 2.00 720 Baja 1 923 1,190 .00 APD I APD_Baja 923 78%
- Suzak 1 462 1,728 .00 APD I APD_Suzak 462 27% - Talon 1 346 955 .00 APD I APD_Talon 346 36% - - - - TOTAL 8,827 16,402 - - 54% - %Utilization 54% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - APD I 36 18.36 17.6 36.0 - - OK - APD II 4 2.96 1.0 4.0 - - OK - - - - - - Not in Routing - - - - - TOTAL 40 21.3 18.7 40.0 - - - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - APD_Iris 20 12.69 7.31 20.0 - - OK - APD_Samed 9 3.74 5.26 9.0 - - OK - APD_Suzak 4 1.07 2.93 4.0 - - OK - APD_Talon 1 - 1.00 1.0 - - OK - APD_Baja 2 0.86 1.14 2.0 - - OK - APD2_Baja 2 2.00 - 2.0 - - OK - APD2_Talon 2 0.96 1.04 2.0 - - OK - - - - - - - TOTAL 40 21.32 18.7 40.0 - -
Macro1
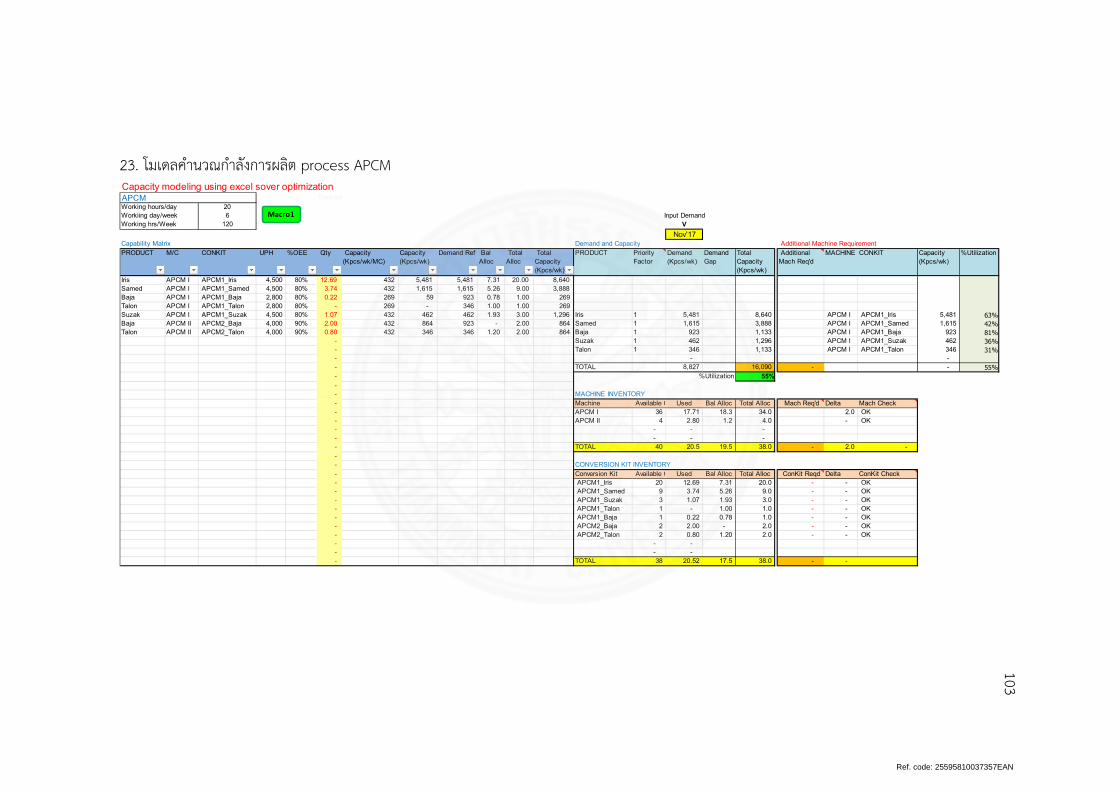
Ref. code: 25595810037357EAN
103
103
23. โมเดลคานวณกาลงการผลต process APCM Capacity modeling using excel sover optimizationAPCM Concept 1. Input Demand ลงใน Column P9:P17Working hours/day 20 2. Input Machine inventory ลงใน Column O24:O25Workiing day/week 6 3. Input Conversion kit inventory ลงใน Column O32:O39 Input DemandWorking hrs/Week 120 4. Input Capacity metrix ตามเงอนไขการผลต ลงใน Column B9:F26 V
5. ใช Excel Solver Nov'17Capability Matrix Demand and Capacity Additional Machine RequirementPRODUCT M/C CONKIT UPH %OEE Qty Capacity
(Kpcs/wk/MC) Capacity (Kpcs/wk)
Demand Ref Bal Alloc
Total Alloc
Total Capacity (Kpcs/wk)
PRODUCT Priority Factor
Demand (Kpcs/wk)
Demand Gap
Total Capacity (Kpcs/wk)
Additional Mach Req'd
MACHINE CONKIT Capacity (Kpcs/wk)
%Utilization
Iris APCM I APCM1_Iris 4,500 80% 12.69 432 5,481 5,481 7.31 20.00 8,640 .00Samed APCM I APCM1_Samed 4,500 80% 3.74 432 1,615 1,615 5.26 9.00 3,888 .00Baja APCM I APCM1_Baja 2,800 80% 0.22 269 59 923 0.78 1.00 269 .00Talon APCM I APCM1_Talon 2,800 80% - 269 - 346 1.00 1.00 269 .00Suzak APCM I APCM1_Suzak 4,500 80% 1.07 432 462 462 1.93 3.00 1,296 Iris 1 5,481 8,640 .00 APCM I APCM1_Iris 5,481 63%Baja APCM II APCM2_Baja 4,000 90% 2.00 432 864 923 - 2.00 864 Samed 1 1,615 3,888 .00 APCM I APCM1_Samed 1,615 42%Talon APCM II APCM2_Talon 4,000 90% 0.80 432 346 346 1.20 2.00 864 Baja 1 923 1,133 .00 APCM I APCM1_Baja 923 81%
- Suzak 1 462 1,296 .00 APCM I APCM1_Suzak 462 36% - Talon 1 346 1,133 .00 APCM I APCM1_Talon 346 31% - - - - TOTAL 8,827 16,090 - - 55% - %Utilization 55% - - MACHINE INVENTORY - Machine Available O Used Bal Alloc Total Alloc Mach Req'd Delta Mach Check - APCM I 36 17.71 18.3 34.0 - 2.0 OK - APCM II 4 2.80 1.2 4.0 - - OK - - - - - - - - - TOTAL 40 20.5 19.5 38.0 - 2.0 - - - CONVERSION KIT INVENTORY - Conversion Kit Available O Used Bal Alloc Total Alloc ConKit Reqd Delta ConKit Check - APCM1_Iris 20 12.69 7.31 20.0 - - OK - APCM1_Samed 9 3.74 5.26 9.0 - - OK - APCM1_Suzak 3 1.07 1.93 3.0 - - OK - APCM1_Talon 1 - 1.00 1.0 - - OK - APCM1_Baja 1 0.22 0.78 1.0 - - OK - APCM2_Baja 2 2.00 - 2.0 - - OK - APCM2_Talon 2 0.80 1.20 2.0 - - OK - - - - - - - TOTAL 38 20.52 17.5 38.0 - -
Macro1
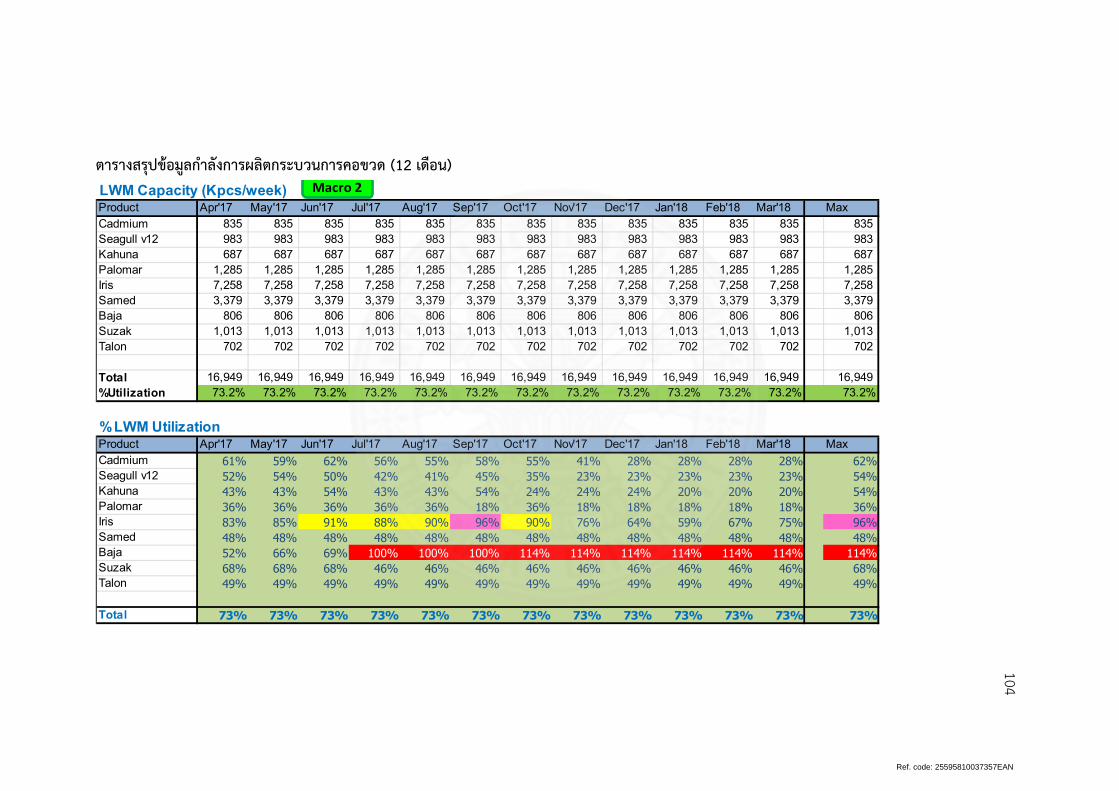
Ref. code: 25595810037357EAN
104
104
ตารางสรปขอมลกาลงการผลตกระบวนการคอขวด (12 เดอน) LWM Capacity (Kpcs/week)Product Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 MaxCadmium 835 835 835 835 835 835 835 835 835 835 835 835 835 Seagull v12 983 983 983 983 983 983 983 983 983 983 983 983 983 Kahuna 687 687 687 687 687 687 687 687 687 687 687 687 687 Palomar 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 Iris 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 Samed 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 Baja 806 806 806 806 806 806 806 806 806 806 806 806 806 Suzak 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 Talon 702 702 702 702 702 702 702 702 702 702 702 702 702
Total 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 %Utilization 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2%
%LWM UtilizationProduct Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 MaxCadmium 61% 59% 62% 56% 55% 58% 55% 41% 28% 28% 28% 28% 62%Seagull v12 52% 54% 50% 42% 41% 45% 35% 23% 23% 23% 23% 23% 54%Kahuna 43% 43% 54% 43% 43% 54% 24% 24% 24% 20% 20% 20% 54%Palomar 36% 36% 36% 36% 36% 18% 36% 18% 18% 18% 18% 18% 36%Iris 83% 85% 91% 88% 90% 96% 90% 76% 64% 59% 67% 75% 96%Samed 48% 48% 48% 48% 48% 48% 48% 48% 48% 48% 48% 48% 48%Baja 52% 66% 69% 100% 100% 100% 114% 114% 114% 114% 114% 114% 114%Suzak 68% 68% 68% 46% 46% 46% 46% 46% 46% 46% 46% 46% 68%Talon 49% 49% 49% 49% 49% 49% 49% 49% 49% 49% 49% 49% 49%
Total 73% 73% 73% 73% 73% 73% 73% 73% 73% 73% 73% 73% 73%
Macro 2
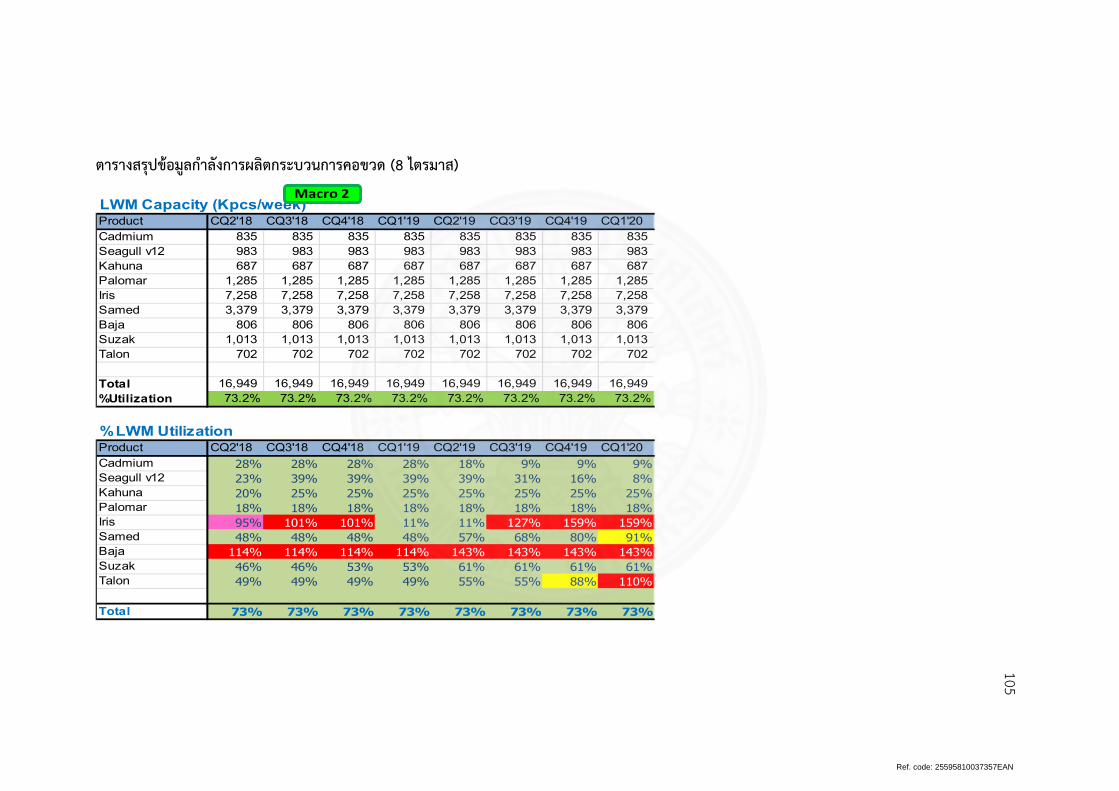
Ref. code: 25595810037357EAN
105
105
ตารางสรปขอมลกาลงการผลตกระบวนการคอขวด (8 ไตรมาส)
LWM Capacity (Kpcs/week)Product CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20Cadmium 835 835 835 835 835 835 835 835 Seagull v12 983 983 983 983 983 983 983 983 Kahuna 687 687 687 687 687 687 687 687 Palomar 1,285 1,285 1,285 1,285 1,285 1,285 1,285 1,285 Iris 7,258 7,258 7,258 7,258 7,258 7,258 7,258 7,258 Samed 3,379 3,379 3,379 3,379 3,379 3,379 3,379 3,379 Baja 806 806 806 806 806 806 806 806 Suzak 1,013 1,013 1,013 1,013 1,013 1,013 1,013 1,013 Talon 702 702 702 702 702 702 702 702
Total 16,949 16,949 16,949 16,949 16,949 16,949 16,949 16,949 %Utilization 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2% 73.2%
%LWM UtilizationProduct CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20Cadmium 28% 28% 28% 28% 18% 9% 9% 9%Seagull v12 23% 39% 39% 39% 39% 31% 16% 8%Kahuna 20% 25% 25% 25% 25% 25% 25% 25%Palomar 18% 18% 18% 18% 18% 18% 18% 18%Iris 95% 101% 101% 11% 11% 127% 159% 159%Samed 48% 48% 48% 48% 57% 68% 80% 91%Baja 114% 114% 114% 114% 143% 143% 143% 143%Suzak 46% 46% 53% 53% 61% 61% 61% 61%Talon 49% 49% 49% 49% 55% 55% 88% 110%
Total 73% 73% 73% 73% 73% 73% 73% 73%
Macro 2

Ref. code: 25595810037357EAN
106
106
ตารางสรปขอมลกาลงการผลตลวงหนา 3 ป (Capacity)
Summary CapacityPlant Capacity (Kpcs/week)Product Process Type Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20 MaxMount plate Separation Manual
Mount Plate Sorter M/C 19,404 19,436 19,533 19,483 19,518 19,545 19,508 19,244 19,079 19,006 19,119 19,232 19,538 19,616 19,616 17,851 17,851 19,490 19,720 19,986 19,986 Load Beam Load Beam Separation M/C 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500 22,500
APC Cleaning1 M/C 18,802 18,833 18,922 18,949 18,983 19,039 18,998 18,834 18,661 18,573 18,709 18,834 19,126 19,154 19,137 17,251 17,312 19,441 19,728 19,736 19,656 Load Beam Minifactory M/C 18,317 18,320 18,321 18,309 18,309 18,309 18,312 18,311 18,311 18,311 18,311 18,311 18,311 18,311 18,318 18,318 18,335 18,085 18,069 18,158 18,210 Laser Lapping M/C 21,133 21,136 21,137 21,138 21,138 21,138 21,141 21,141 21,141 21,141 21,141 21,141 21,141 21,141 21,144 21,129 21,138 21,154 21,161 21,165 21,167
TG TG Separation M/C 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 25,632 TG Pre-Singulation M/C 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 22,050 TG panel trim M/C 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 20,407 TG Final-Singulation M/C 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 21,630 Flexure(TG) Sorter M/C 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401 29,401
Assumbly Laser Welding M/C 16,949 16,949 16,948 16,936 16,879 16,937 16,937 16,930 16,926 16,927 16,927 16,927 16,927 16,930 16,933 16,922 16,871 16,930 16,931 16,929 16,958 CPL1 (Detab/Roll/Pregram) M/C 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,575 19,546 19,558 19,575 19,575 19,575 19,575 Final Detab M/C 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 19,811 APC Cleaning2 M/C 19,350 19,370 19,401 19,491 19,509 19,505 19,558 19,527 19,484 19,454 19,511 19,564 19,688 19,665 19,645 18,822 17,981 19,799 19,895 19,879 19,694 Damper Attach M/C 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 20,045 PZT attachment M/C 12,278 12,208 12,195 12,051 12,052 12,053 12,003 11,998 11,991 11,986 11,994 11,998 12,004 12,006 12,011 11,842 11,759 12,184 12,372 12,396 12,402 Post Curing M/C 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 13,862 APC Cleaning3 M/C 19,279 19,303 19,345 19,390 19,403 19,434 19,408 19,330 19,270 18,760 19,284 19,326 19,440 19,470 18,919 18,985 19,014 19,644 19,815 18,520 19,805 Backend (Gram & SA Adjust) M/C 18,483 18,492 18,499 18,500 18,499 18,503 18,491 18,464 18,454 18,453 18,453 18,453 18,453 18,468 18,468 18,373 18,399 18,170 18,274 18,193 18,076 Capacitance Test M/C 22,238 22,242 22,256 22,236 22,241 22,253 22,240 22,210 22,187 22,177 22,193 22,209 22,252 22,263 22,267 21,970 21,986 22,328 22,166 22,145 22,135 Tail Cut&Fold M/C 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 6,160 Final Inspection ManualAOI PZT/Damper Inspection M/C 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 16,402 APCM M/C 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 16,090 OQA audit ManualLAT ManualPacking Manual
Total capacity 16,949 16,949 16,948 16,936 16,879 16,937 16,937 16,930 16,926 16,927 16,927 16,927 16,927 16,930 16,933 16,922 16,871 16,930 16,931 16,929 16,958
Macro31.Apr-Jul'17
Macro6T123
Macro7T124
Macro42.Aug-Nov'17
Macro53.Dec-Mar'18
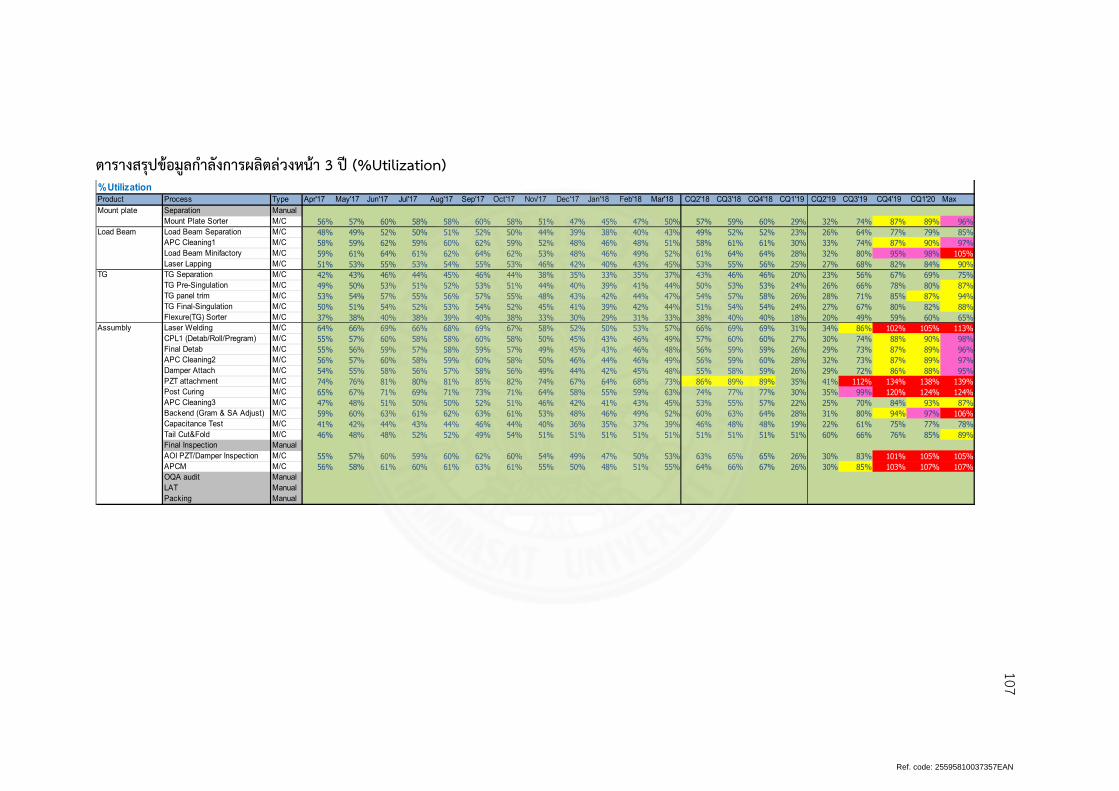
Ref. code: 25595810037357EAN
107
107
ตารางสรปขอมลกาลงการผลตลวงหนา 3 ป (%Utilization) %UtilizationProduct Process Type Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20 MaxMount plate Separation Manual
Mount Plate Sorter M/C 56% 57% 60% 58% 58% 60% 58% 51% 47% 45% 47% 50% 57% 59% 60% 29% 32% 74% 87% 89% 96%Load Beam Load Beam Separation M/C 48% 49% 52% 50% 51% 52% 50% 44% 39% 38% 40% 43% 49% 52% 52% 23% 26% 64% 77% 79% 85%
APC Cleaning1 M/C 58% 59% 62% 59% 60% 62% 59% 52% 48% 46% 48% 51% 58% 61% 61% 30% 33% 74% 87% 90% 97%Load Beam Minifactory M/C 59% 61% 64% 61% 62% 64% 62% 53% 48% 46% 49% 52% 61% 64% 64% 28% 32% 80% 95% 98% 105%Laser Lapping M/C 51% 53% 55% 53% 54% 55% 53% 46% 42% 40% 43% 45% 53% 55% 56% 25% 27% 68% 82% 84% 90%
TG TG Separation M/C 42% 43% 46% 44% 45% 46% 44% 38% 35% 33% 35% 37% 43% 46% 46% 20% 23% 56% 67% 69% 75%TG Pre-Singulation M/C 49% 50% 53% 51% 52% 53% 51% 44% 40% 39% 41% 44% 50% 53% 53% 24% 26% 66% 78% 80% 87%TG panel trim M/C 53% 54% 57% 55% 56% 57% 55% 48% 43% 42% 44% 47% 54% 57% 58% 26% 28% 71% 85% 87% 94%TG Final-Singulation M/C 50% 51% 54% 52% 53% 54% 52% 45% 41% 39% 42% 44% 51% 54% 54% 24% 27% 67% 80% 82% 88%Flexure(TG) Sorter M/C 37% 38% 40% 38% 39% 40% 38% 33% 30% 29% 31% 33% 38% 40% 40% 18% 20% 49% 59% 60% 65%
Assumbly Laser Welding M/C 64% 66% 69% 66% 68% 69% 67% 58% 52% 50% 53% 57% 66% 69% 69% 31% 34% 86% 102% 105% 113%CPL1 (Detab/Roll/Pregram) M/C 55% 57% 60% 58% 58% 60% 58% 50% 45% 43% 46% 49% 57% 60% 60% 27% 30% 74% 88% 90% 98%Final Detab M/C 55% 56% 59% 57% 58% 59% 57% 49% 45% 43% 46% 48% 56% 59% 59% 26% 29% 73% 87% 89% 96%APC Cleaning2 M/C 56% 57% 60% 58% 59% 60% 58% 50% 46% 44% 46% 49% 56% 59% 60% 28% 32% 73% 87% 89% 97%Damper Attach M/C 54% 55% 58% 56% 57% 58% 56% 49% 44% 42% 45% 48% 55% 58% 59% 26% 29% 72% 86% 88% 95%PZT attachment M/C 74% 76% 81% 80% 81% 85% 82% 74% 67% 64% 68% 73% 86% 89% 89% 35% 41% 112% 134% 138% 139%Post Curing M/C 65% 67% 71% 69% 71% 73% 71% 64% 58% 55% 59% 63% 74% 77% 77% 30% 35% 99% 120% 124% 124%APC Cleaning3 M/C 47% 48% 51% 50% 50% 52% 51% 46% 42% 41% 43% 45% 53% 55% 57% 22% 25% 70% 84% 93% 87%Backend (Gram & SA Adjust) M/C 59% 60% 63% 61% 62% 63% 61% 53% 48% 46% 49% 52% 60% 63% 64% 28% 31% 80% 94% 97% 106%Capacitance Test M/C 41% 42% 44% 43% 44% 46% 44% 40% 36% 35% 37% 39% 46% 48% 48% 19% 22% 61% 75% 77% 78%Tail Cut&Fold M/C 46% 48% 48% 52% 52% 49% 54% 51% 51% 51% 51% 51% 51% 51% 51% 51% 60% 66% 76% 85% 89%Final Inspection ManualAOI PZT/Damper Inspection M/C 55% 57% 60% 59% 60% 62% 60% 54% 49% 47% 50% 53% 63% 65% 65% 26% 30% 83% 101% 105% 105%APCM M/C 56% 58% 61% 60% 61% 63% 61% 55% 50% 48% 51% 55% 64% 66% 67% 26% 30% 85% 103% 107% 107%OQA audit ManualLAT ManualPacking Manual
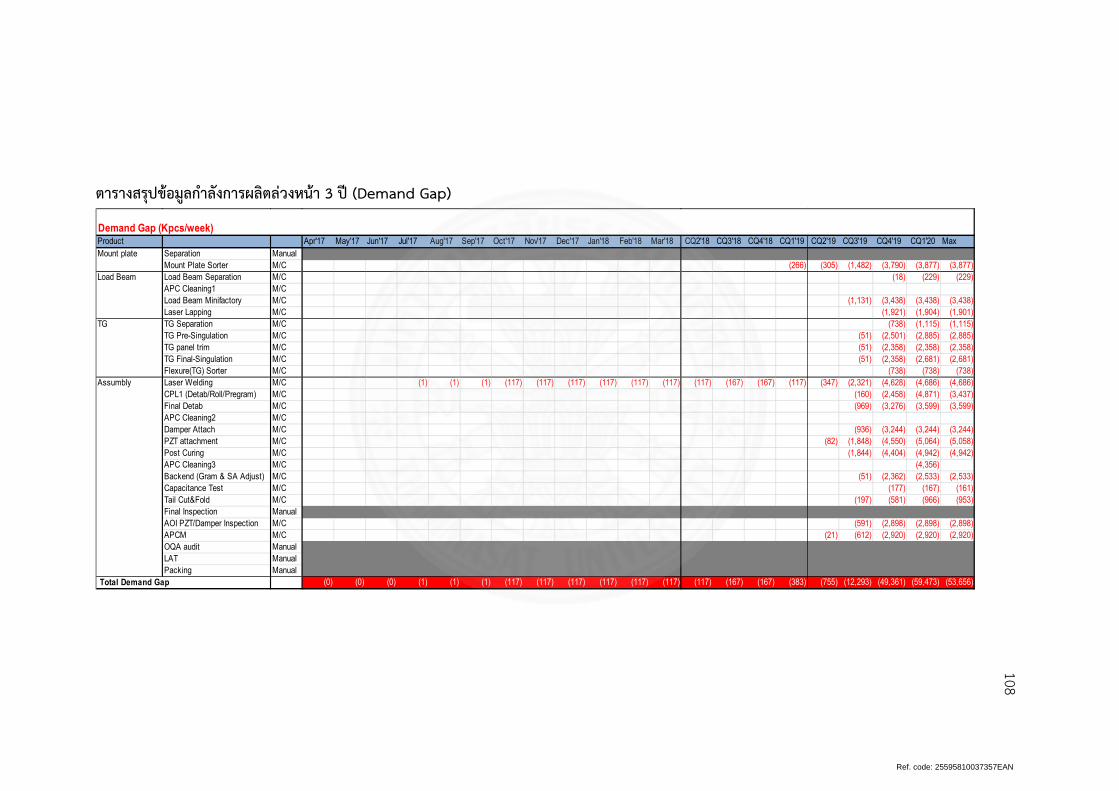
Ref. code: 25595810037357EAN
108
108
ตารางสรปขอมลกาลงการผลตลวงหนา 3 ป (Demand Gap) Demand Gap (Kpcs/week)Product Apr'17 May'17 Jun'17 Jul'17 Aug'17 Sep'17 Oct'17 Nov'17 Dec'17 Jan'18 Feb'18 Mar'18 CQ2'18 CQ3'18 CQ4'18 CQ1'19 CQ2'19 CQ3'19 CQ4'19 CQ1'20 MaxMount plate Separation Manual
Mount Plate Sorter M/C (0) (0) - - - - - - (0) - - (0) - - (0) (266) (305) (1,482) (3,790) (3,877) (3,877) Load Beam Load Beam Separation M/C - - (0) - - - - - - - (0) - - - - (0) - - (18) (229) (229)
APC Cleaning1 M/C - - - - - - - - - - - - - - - - - - - - - Load Beam Minifactory M/C - - - - - (0) - - - - - - - (0) (0) (0) - (1,131) (3,438) (3,438) (3,438) Laser Lapping M/C (0) (0) - - (0) (0) - (0) (0) (0) (0) (0) - - - - - - (1,921) (1,904) (1,901)
TG TG Separation M/C - (0) - - - (0) - - - - (0) - - (0) - - - - (738) (1,115) (1,115) TG Pre-Singulation M/C - (0) - - (0) (0.00) - - - - (0) (0) - (0) (0) - - (51) (2,501) (2,885) (2,885) TG panel trim M/C - (0) (0) (0) (0) (0) - - - - (0) (0) - (0) (0) - (0) (51) (2,358) (2,358) (2,358) TG Final-Singulation M/C - (0) - - - - - - (0) - - (0) - - (0) (0) (0) (51) (2,358) (2,681) (2,681) Flexure(TG) Sorter M/C - - - - - - - - - (0) (0) (0) - - (0) (0) (0) - (738) (738) (738)
Assumbly Laser Welding M/C (0) (0) - (1) (1) (1) (117) (117) (117) (117) (117) (117) (117) (167) (167) (117) (347) (2,321) (4,628) (4,686) (4,686) CPL1 (Detab/Roll/Pregram) M/C - - (0) - - (0) (0) - - - - - - (0) - (0) (0) (160) (2,458) (4,871) (3,437) Final Detab M/C (0) (0) - - - - - - (0) - - (0) - - (0) (0) (0) (969) (3,276) (3,599) (3,599) APC Cleaning2 M/C - - - - (0) - - - - - - - - - - (0) - - - - - Damper Attach M/C - - (0) (0) (0) (0) (0) (0) (0) (0) - (0) (0) (0) (0) (0) - (936) (3,244) (3,244) (3,244) PZT attachment M/C - (0) - - (0) (0) - - - - - (0) - (0) (0) - (82) (1,848) (4,550) (5,064) (5,058) Post Curing M/C - - (0) - (0) (0) - - - - - - - - - - - (1,844) (4,404) (4,942) (4,942) APC Cleaning3 M/C - - (0) - - - - - - - - - (0) (0) - - - - (0) (4,356) (0) Backend (Gram & SA Adjust) M/C - - - (0) (0) (0) 0 - (0) - - - 0 (0) (0) - - (51) (2,362) (2,533) (2,533) Capacitance Test M/C (0) - - (0) - (0) (0) (0) - - - (0) - - - - - (0) (177) (167) (161) Tail Cut&Fold M/C (0) - (0) - - - - (0) (0) (0) (0) (0) (0) (0) (0) (0) - (197) (581) (966) (953) Final Inspection ManualAOI PZT/Damper Inspection M/C - - (0) (0) - - (0) - (0) - - - (0) (0) (0) - - (591) (2,898) (2,898) (2,898) APCM M/C - - (0) - - - - - - - - - (0) (0) (0) - (21) (612) (2,920) (2,920) (2,920) OQA audit ManualLAT ManualPacking Manual
Total Demand Gap (0) (0) (0) (1) (1) (1) (117) (117) (117) (117) (117) (117) (117) (167) (167) (383) (755) (12,293) (49,361) (59,473) (53,656)
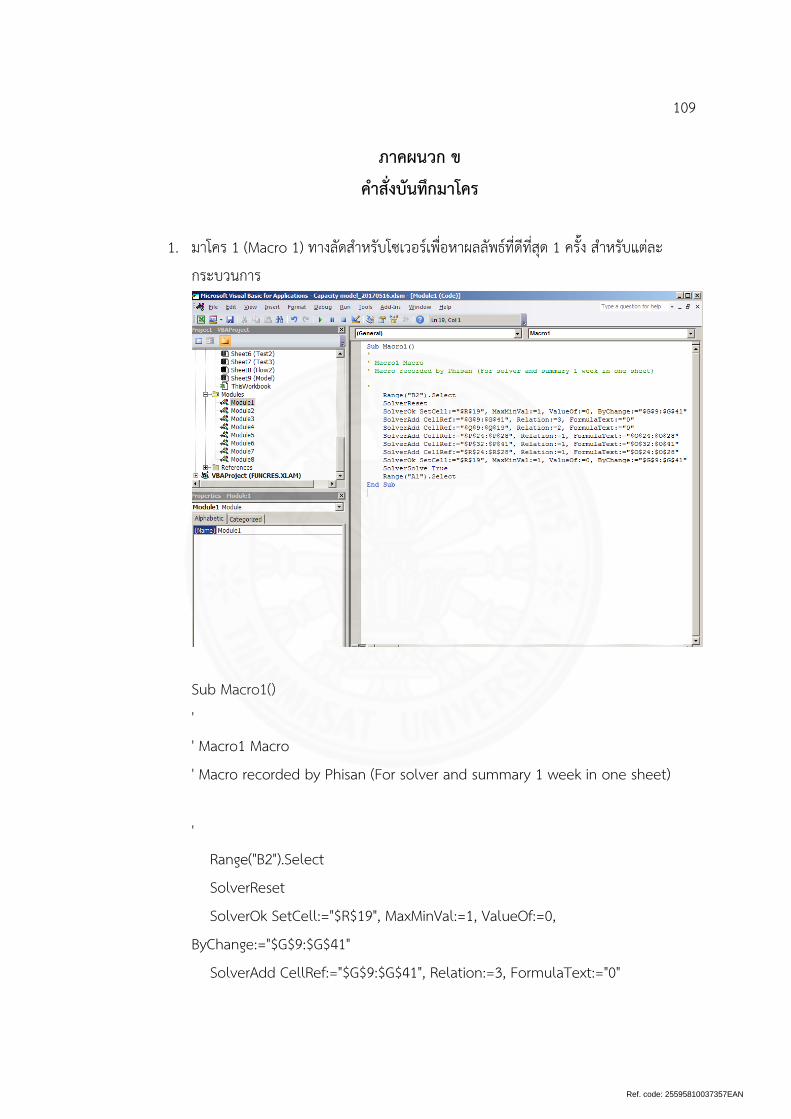
Ref. code: 25595810037357EAN
109
ภาคผนวก ข คาสงบนทกมาโคร
1. มาโคร 1 (Macro 1) ทางลดสาหรบโซเวอรเพอหาผลลพธทดทสด 1 ครง สาหรบแตละ
กระบวนการ
Sub Macro1() ' ' Macro1 Macro ' Macro recorded by Phisan (For solver and summary 1 week in one sheet) ' Range("B2").Select SolverReset SolverOk SetCell:="$R$19", MaxMinVal:=1, ValueOf:=0, ByChange:="$G$9:$G$41" SolverAdd CellRef:="$G$9:$G$41", Relation:=3, FormulaText:="0"
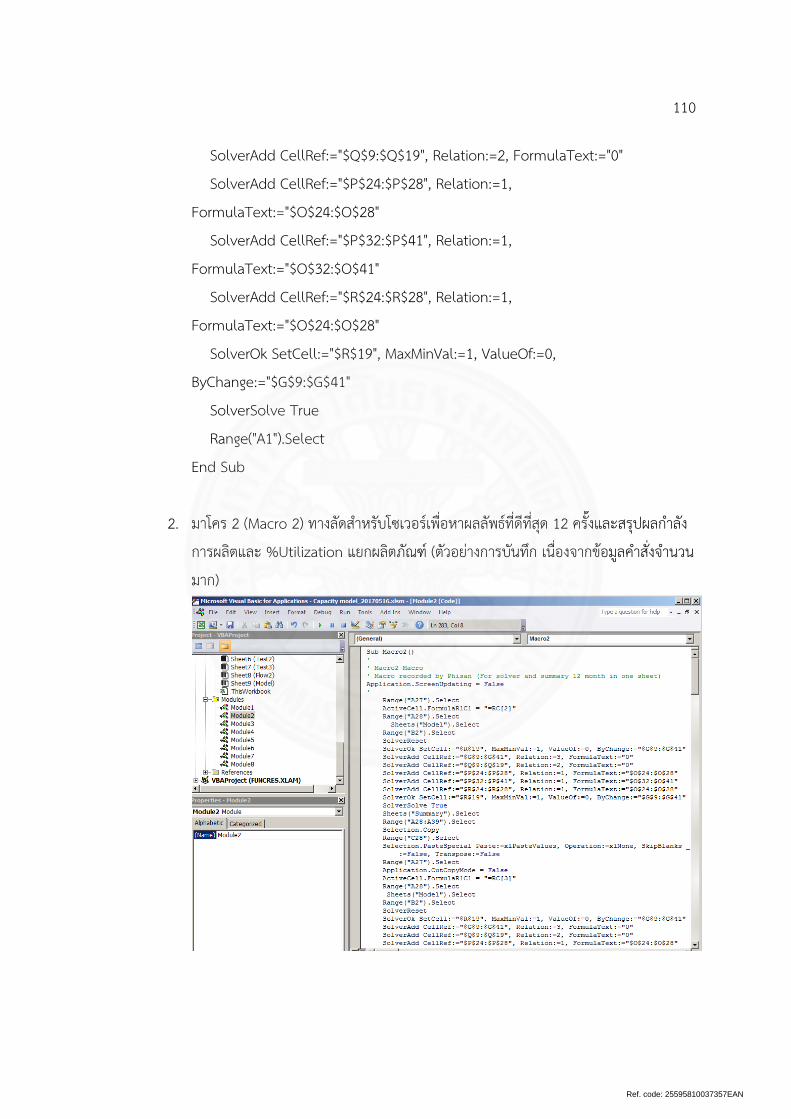
Ref. code: 25595810037357EAN
110
SolverAdd CellRef:="$Q$9:$Q$19", Relation:=2, FormulaText:="0" SolverAdd CellRef:="$P$24:$P$28", Relation:=1, FormulaText:="$O$24:$O$28" SolverAdd CellRef:="$P$32:$P$41", Relation:=1, FormulaText:="$O$32:$O$41" SolverAdd CellRef:="$R$24:$R$28", Relation:=1, FormulaText:="$O$24:$O$28" SolverOk SetCell:="$R$19", MaxMinVal:=1, ValueOf:=0, ByChange:="$G$9:$G$41" SolverSolve True Range("A1").Select End Sub
2. มาโคร 2 (Macro 2) ทางลดสาหรบโซเวอรเพอหาผลลพธทดทสด 12 ครงและสรปผลกาลงการผลตและ %Utilization แยกผลตภณฑ (ตวอยางการบนทก เนองจากขอมลคาสงจานวนมาก)
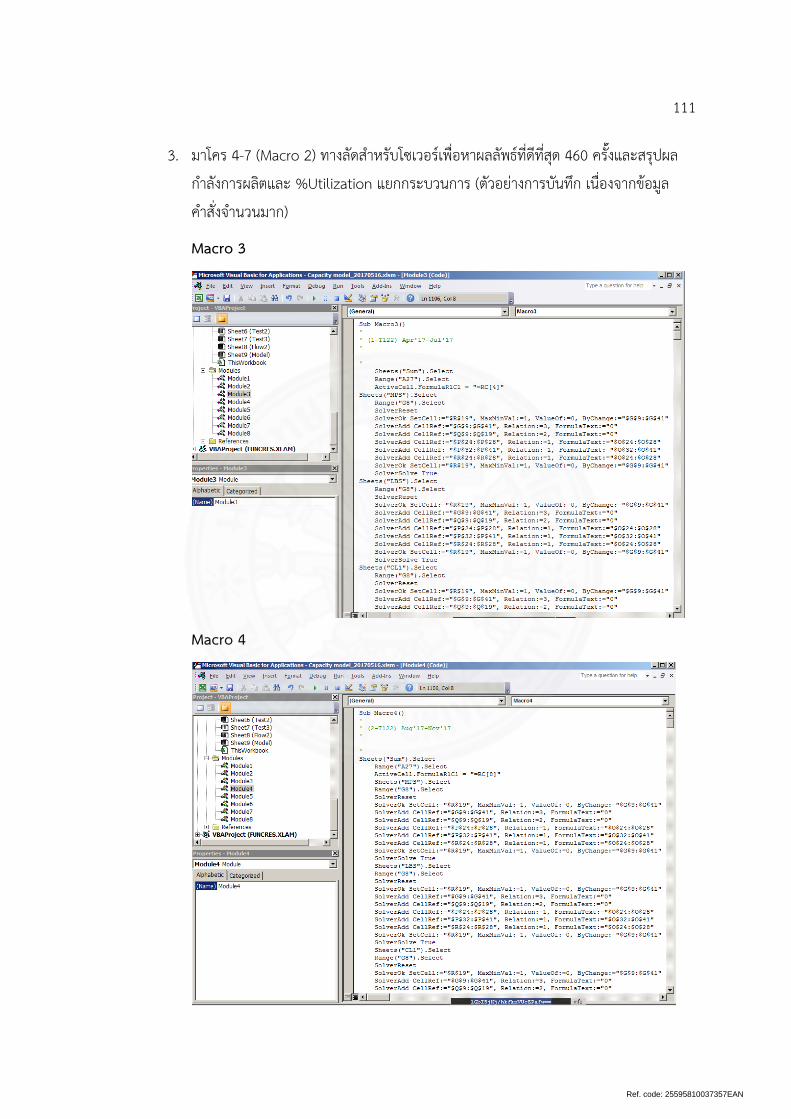
Ref. code: 25595810037357EAN
111
3. มาโคร 4-7 (Macro 2) ทางลดสาหรบโซเวอรเพอหาผลลพธทดทสด 460 ครงและสรปผลกาลงการผลตและ %Utilization แยกกระบวนการ (ตวอยางการบนทก เนองจากขอมลคาสงจานวนมาก)
Macro 3
Macro 4
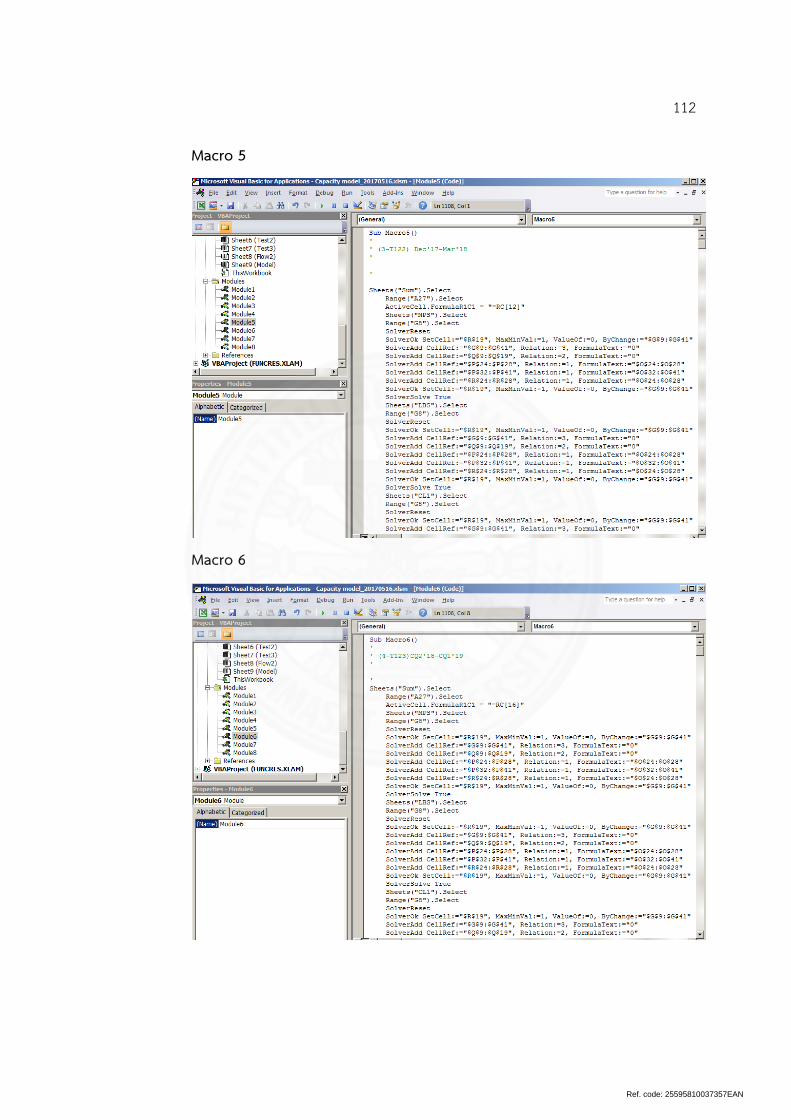
Ref. code: 25595810037357EAN
112
Macro 5
Macro 6

Ref. code: 25595810037357EAN
113
ประวตผเขยน
ชอ นายพศาล สนวล วนเดอนปเกด 12 มนาคม 2526 ตาแหนง Assistant Manager
แผนก Industrial engineering Magnecomp Precision Technology Public Co., LTD.
ผลงานทางวชาการ
การใชโปรแกรมทางคณตศาสตรสาหรบแกปญหาจดสรรทรพยากรเพอลดเวลาในการวางแผนการผลต, การประชมวชาการดานการพฒนาการดาเนนงานทางอตสาหกรรมแหงชาตครงท 8 ประจาป 2560 วนท 19 พฤษภาคม 2560 ณ โรงแรมนารายณ สลม กรงเทพฯ
ประสบการณทางาน 2556 Assistant Manager
Magnecomp Precision Technology Public Co., LTD. 2555 Industrial Engineer Compart Precision Thailand 2550 Sr. Production Engineer Sanyo semiconductor Co.,LTD. 2549 Production Enginneer Rianthai Interplas Co., Ltd