07 sec viii-d1-nde(rev 1).pdf
DESCRIPTION
ASME training for DNTTRANSCRIPT
The ASME Boiler and Pressure Vessel CodesBasic Training Course covering Section VIII Division 1 (2007Ed)Pressure Vessels
Non-Destructive Examination (NDE)
Nondestructive Examination
NDE Requirements, Section VIII Division 1
Objectives
• What methods of NDE are applicable to Section VIII and when theyare required?
• What are the acceptance criteria?
• What are the qualification requirements for NDE personnel?
• How NDE procedures are specified and qualified?
Nondestructive Examination
Section VIII Division 1 RT
When RT is to be used for Code construction, the requirements are found in:
• UW-2 Specific designs and service restrictions
• UW-9 Staggered joints
• UW-11 Definitions and applications
• UW-12 Efficiency requirements
• UW-42 Repairs and build up
• UW-51 Requirements for full RT
• UW-52 Requirements for spot RT

Nondestructive Examination
• RT/UT/MT/PT

NDE ASME Code Sec. V
App. I through VIIArticle 13 (Continuous Monitoring)
App. I, II & III, App A, BArticle 12 (for Metallic vessel)
App. I through IVArticle 5: for material
Article 30: Terminology for NDE Standard (SE-1316)
Article 14: Examination System Qualification (Calibration, Demonstration etc)
App. I, II & III, App. AArticle 29Article 11 (for FRP Vessel)ET
App. I through X, App. A-Article 10LT
App. I-Article 9VT
App. I through VArticle 26 (SE-243)Article 8ET
App. I, II & III, App AArticle 25 (SE-709)Article 7MT
App. I, II & IIIArticle 24(SE-165)Article 6PT
App. I & II, App. A through LArticle 23 (SA-435, SA-577)
Article 4: for weldsUT
App. I through App. VIIApp. A, C & D
Article 22 (SE-94,1025)Article 2RT
App.I Glossary of termApp.A Inspection vs Type of NDE
-Article 1: General Requirements
General
Mandatory & NonmandatoryAppendices
Subsection B Documents adopted by Sec V
Subsection ANDE Methods
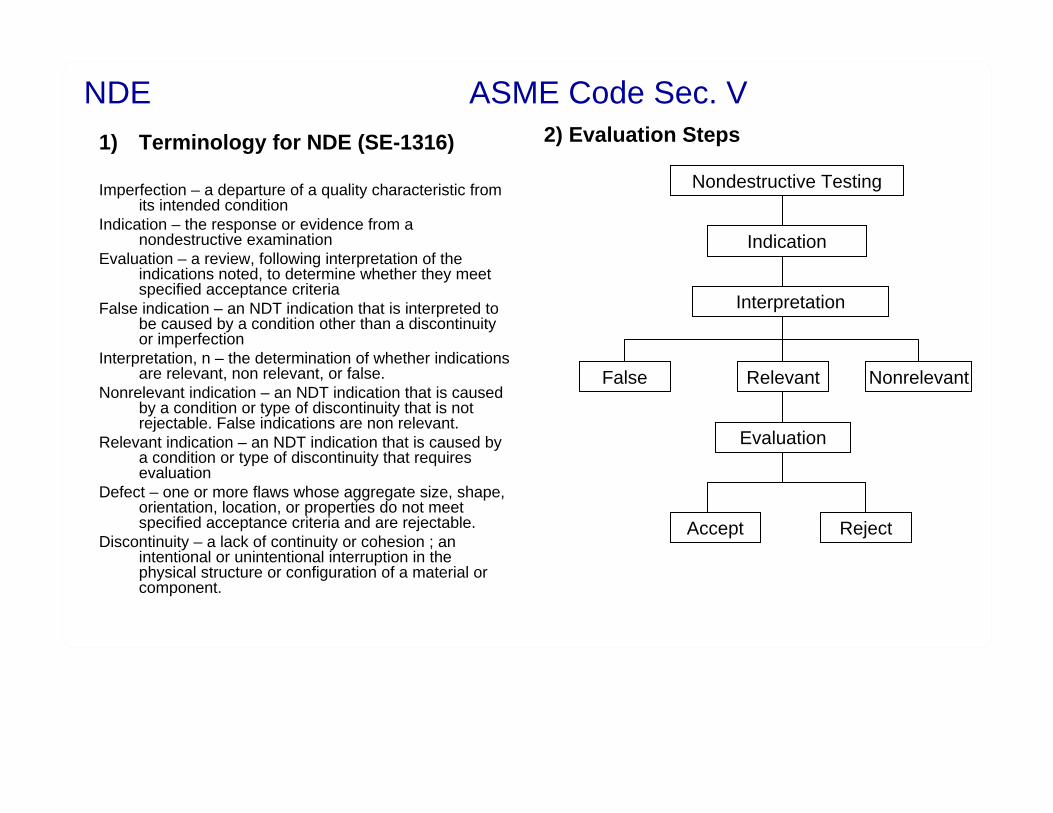
NDE ASME Code Sec. V1) Terminology for NDE (SE-1316)
Imperfection – a departure of a quality characteristic from its intended condition
Indication – the response or evidence from a nondestructive examination
Evaluation – a review, following interpretation of the indications noted, to determine whether they meet specified acceptance criteria
False indication – an NDT indication that is interpreted to be caused by a condition other than a discontinuity or imperfection
Interpretation, n – the determination of whether indications are relevant, non relevant, or false.
Nonrelevant indication – an NDT indication that is caused by a condition or type of discontinuity that is not rejectable. False indications are non relevant.
Relevant indication – an NDT indication that is caused by a condition or type of discontinuity that requires evaluation
Defect – one or more flaws whose aggregate size, shape, orientation, location, or properties do not meet specified acceptance criteria and are rejectable.
Discontinuity – a lack of continuity or cohesion ; an intentional or unintentional interruption in the physical structure or configuration of a material or component.
2) Evaluation Steps
Nondestructive Testing
Indication
Interpretation
Relevant NonrelevantFalse
Evaluation
Accept Reject

3) Imperfection vs Type of NDE Method
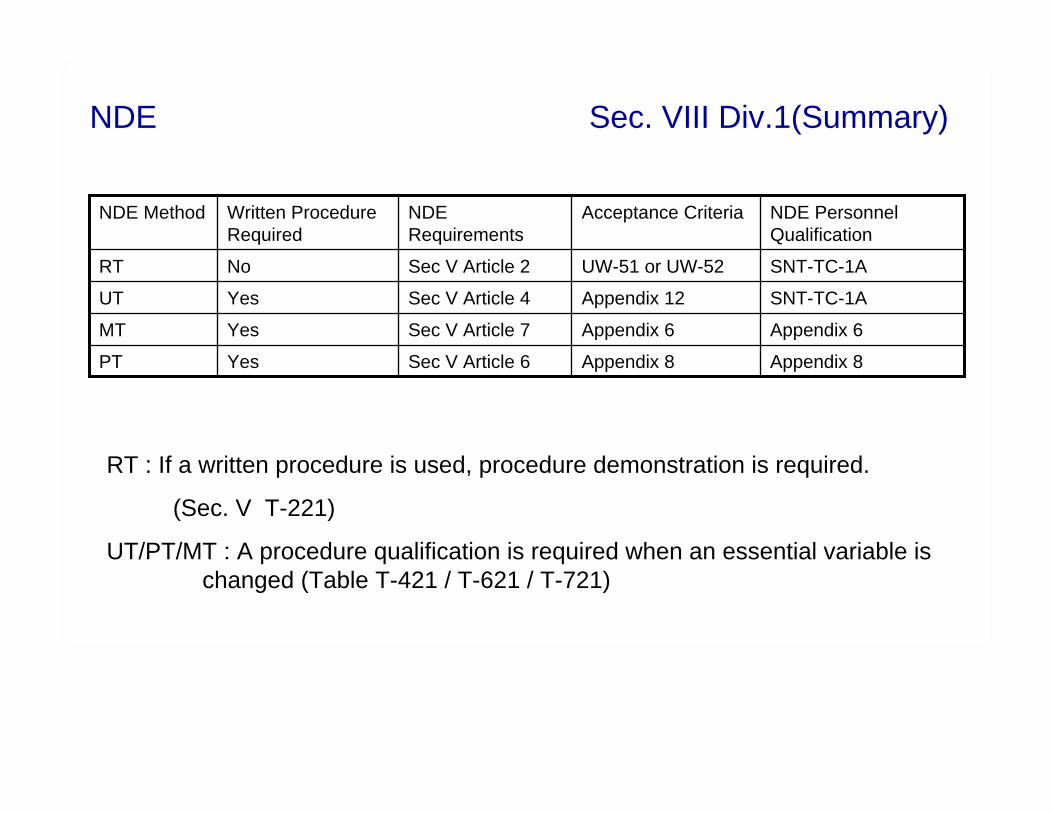
NDE Sec. VIII Div.1(Summary)
Appendix 8Appendix 8Sec V Article 6YesPT
Appendix 6Appendix 6Sec V Article 7YesMT
SNT-TC-1AAppendix 12Sec V Article 4YesUT
SNT-TC-1AUW-51 or UW-52Sec V Article 2NoRT
NDE Personnel Qualification
Acceptance CriteriaNDE Requirements
Written Procedure Required
NDE Method
RT : If a written procedure is used, procedure demonstration is required.
(Sec. V T-221)
UT/PT/MT : A procedure qualification is required when an essential variable is changed (Table T-421 / T-621 / T-721)
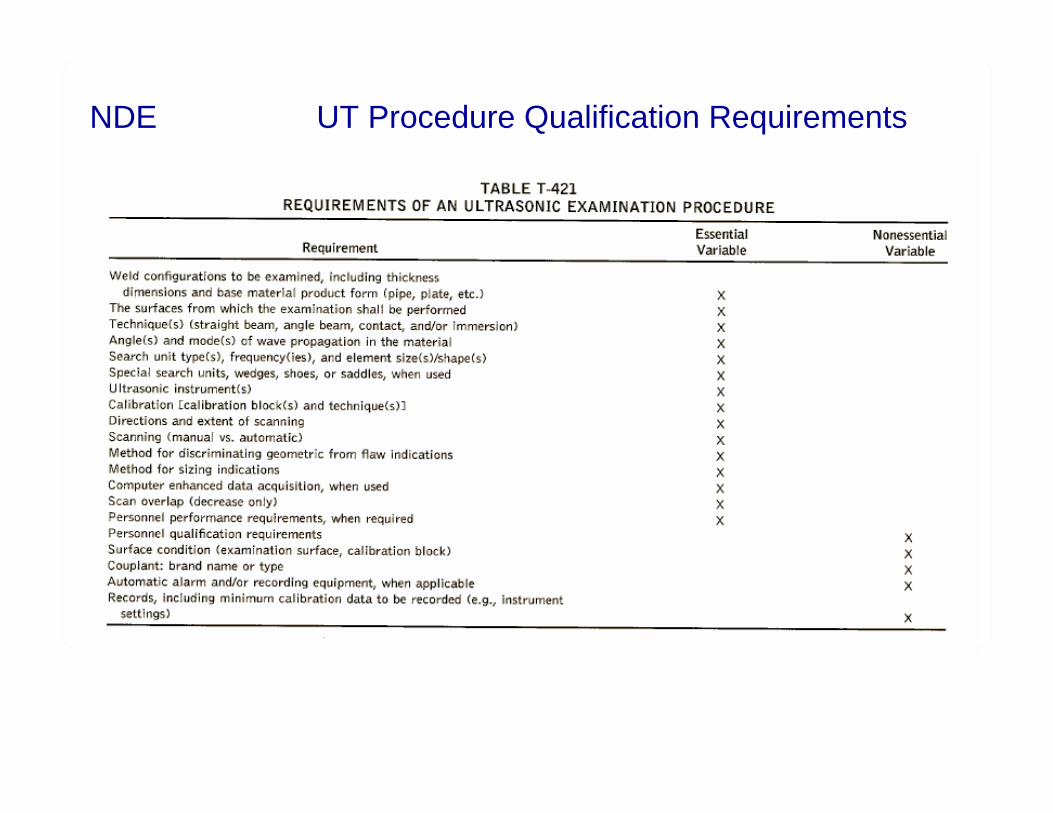
NDE UT Procedure Qualification Requirements

NDE Special Services <UW-2>
Cat D
Cat C
Cat B
Cat A
-All butt joints -> RT
Cat A, B -> RTFillet -> MT/PT
All butt joints -> RT
NDE--F/P or P/PF/P--F/PType 1 or 2Type 1 or 2Type 1 or 2Type 1 or 2Type 1 or 2Type 1Type 1Type 1Type 1
P.V Direct Firing
Unfired Steam Boiler
Low Temp. Services
Lethal Services
Note) Type 1 or 2; butt joint
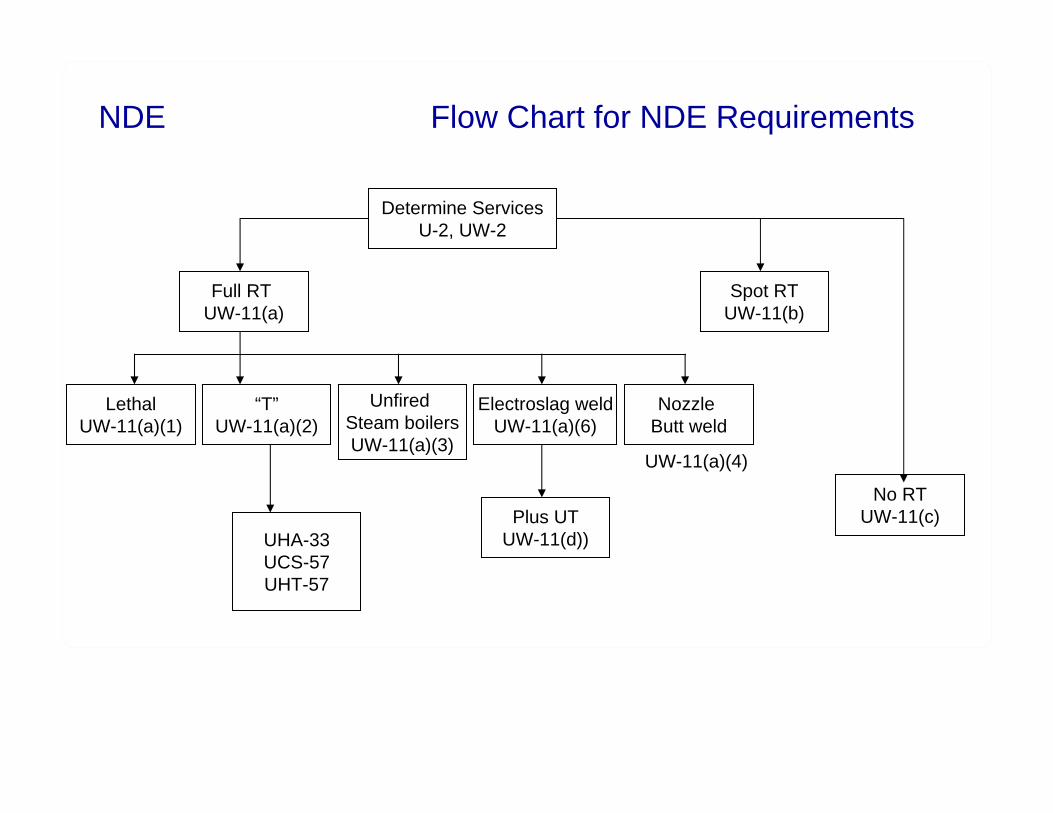
NDE Flow Chart for NDE Requirements
Determine ServicesU-2, UW-2
Full RT UW-11(a)
LethalUW-11(a)(1)
“T”UW-11(a)(2)
Unfired Steam boilersUW-11(a)(3)
Electroslag weldUW-11(a)(6)
Nozzle Butt weld
Spot RTUW-11(b)
No RTUW-11(c)
UHA-33UCS-57UHT-57
Plus UTUW-11(d))
UW-11(a)(4)
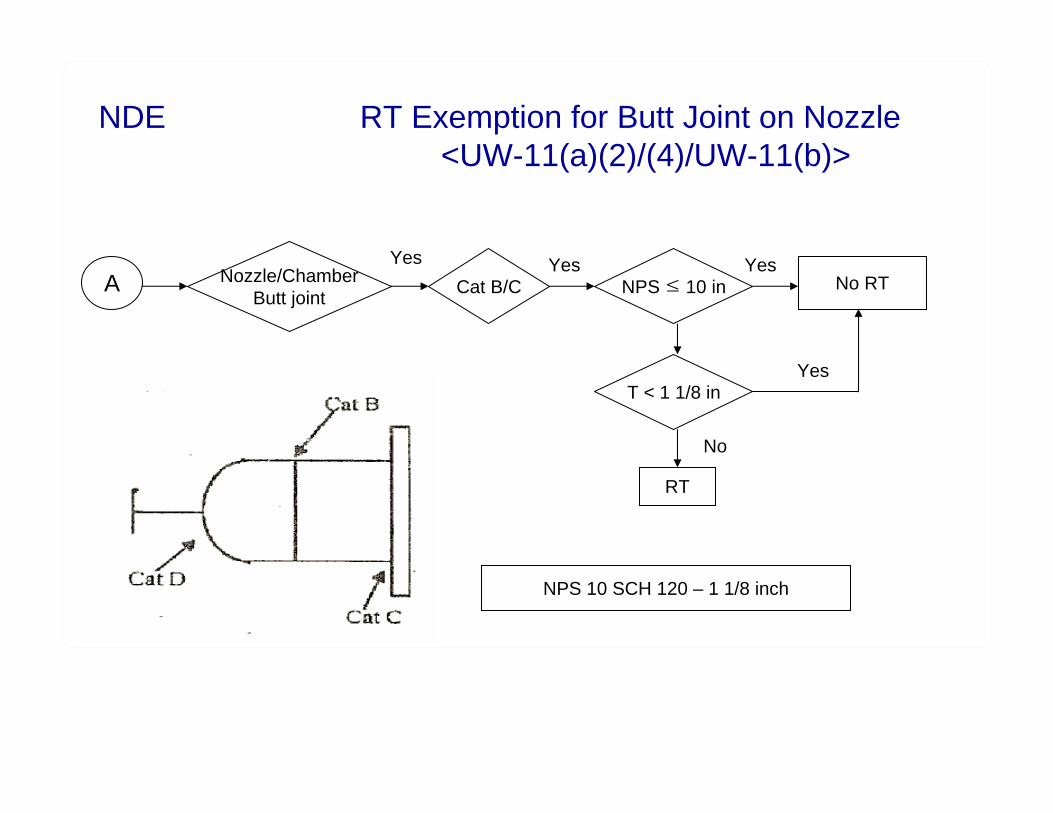
NDE RT Exemption for Butt Joint on Nozzle<UW-11(a)(2)/(4)/UW-11(b)>
A Nozzle/ChamberButt joint Cat B/C NPS ≤ 10 in No RT
T < 1 1/8 in
RT
NPS 10 SCH 120 – 1 1/8 inch
Yes Yes Yes
Yes
No
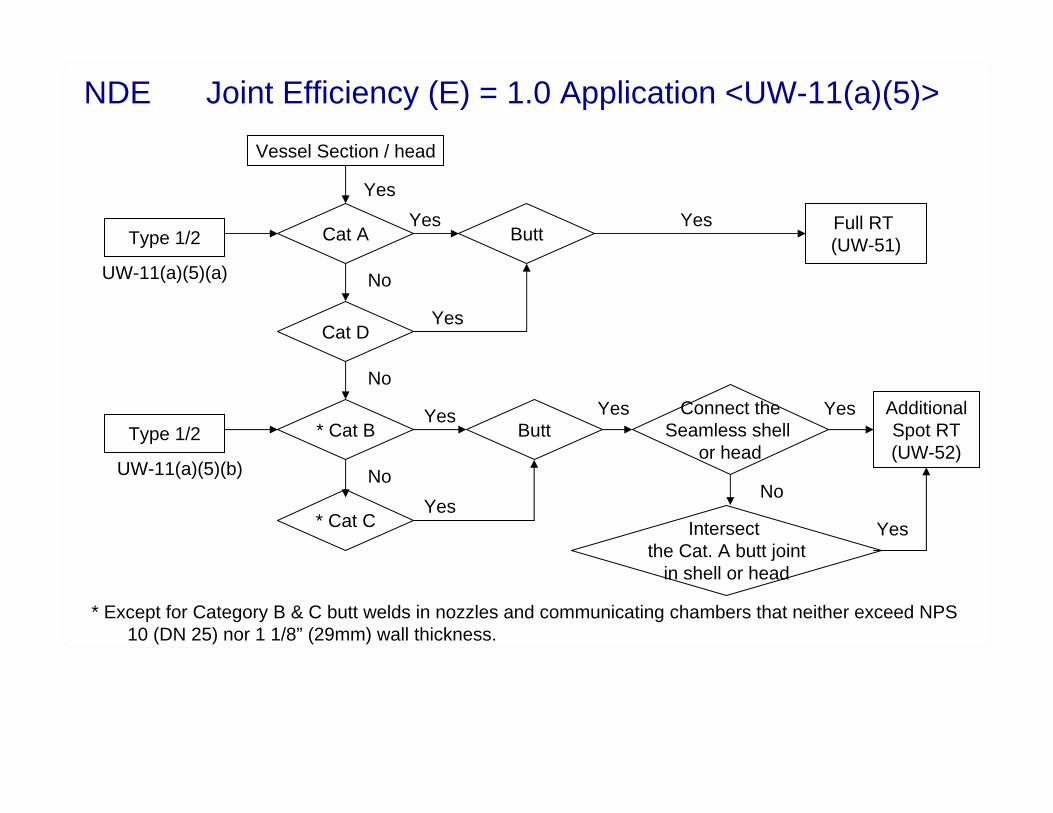
NDE Joint Efficiency (E) = 1.0 Application <UW-11(a)(5)>
* Except for Category B & C butt welds in nozzles and communicating chambers that neither exceed NPS 10 (DN 25) nor 1 1/8” (29mm) wall thickness.
Vessel Section / head
Type 1/2
Type 1/2
Full RT (UW-51)
AdditionalSpot RT(UW-52)
Cat A
Cat D
* Cat B
* Cat C
Butt
ButtConnect the
Seamless shell or head
Intersect the Cat. A butt joint
in shell or head
UW-11(a)(5)(a)
UW-11(a)(5)(b)
YesYes
Yes
Yes
Yes
Yes
Yes Yes
Yes
No
No
No
No
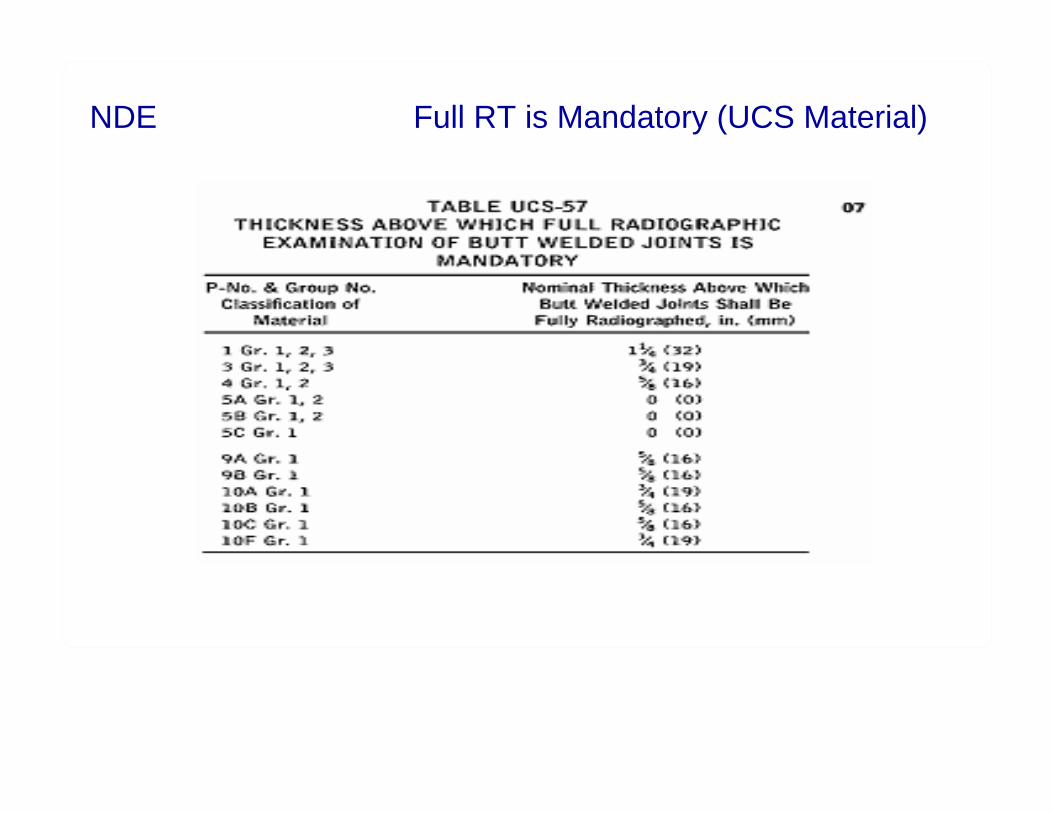
NDE Full RT is Mandatory (UCS Material)

NDE Additional RT Requirements
• UW-11(a)(1)All butt joints in the shell and heads of vessel -> Full RTNon-butt joint: No RT
• UHT-57(b)Nozzle attachments weld (Category D) in Fig UHT-18.2 -> Full RT
Abutt joint : RT

NDE Acceptance Criteria
Full RT <UW-51>UW-51 specifies requirements that must be complied with whenever full RT is used. Although it does not require a written procedure or record retention, it requires NDE personnel to be qualified to the applicable edition of SNT-TC-1A as a guide. If also specifies the acceptance criteria.
Acceptance CriteriaThe acceptance criteria for full RT are:
Linear indications:- No crack or zone of incomplete fusion or penetration.- Any elongated slag inclusion greater than :
* ¼” for t< ¾:*1/3” for t= 3/4 “ to 2-1/4: inclusive*3/4” for t>2-1/4”
- Any group of slag inclusion in line greater than t in a 12 t length except when the distance between inclusions is greater than 6 times the length of the longest inclusion. Acceptance criteria for rounded indications are found in Appendix 4.

NDE Acceptance Criteria
Spot RT <UW-52>
There are essentially the same as for full RT with the exception that it specifies the location and minimum number of exposures that must be made. Also, there is a significant differences in the acceptance criteria.
Acceptance CriteriaThe acceptance criteria for Spot RT are:
- No crack or zone of incomplete fusion or penetration.- Any elongated slag inclusion greater than
* 2/3 t * Any group of slag inclusions in line greater than t in a 6t length and the distance between the longest indications considered is greater than 3L, where L is the longest inclusion.
Rounded indications:- Rounded indications are not a factor in spot radiography.
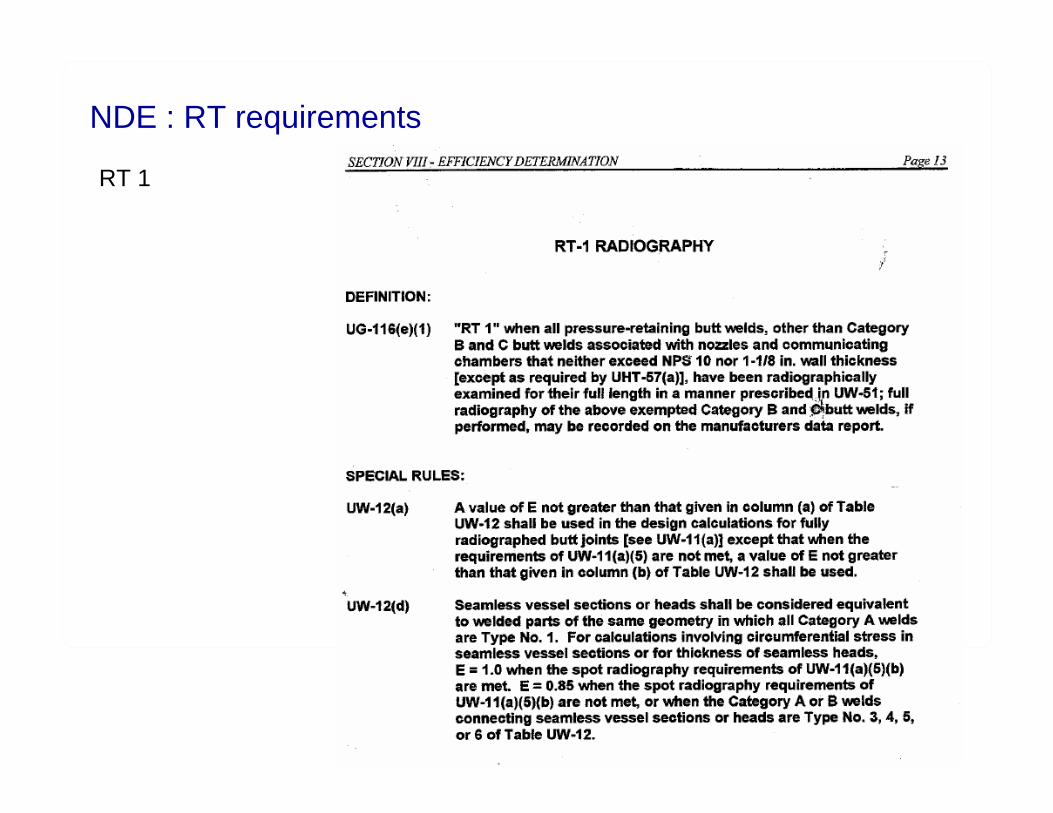
NDE : RT requirements
RT 1
NDE : RT requirements
RT 1

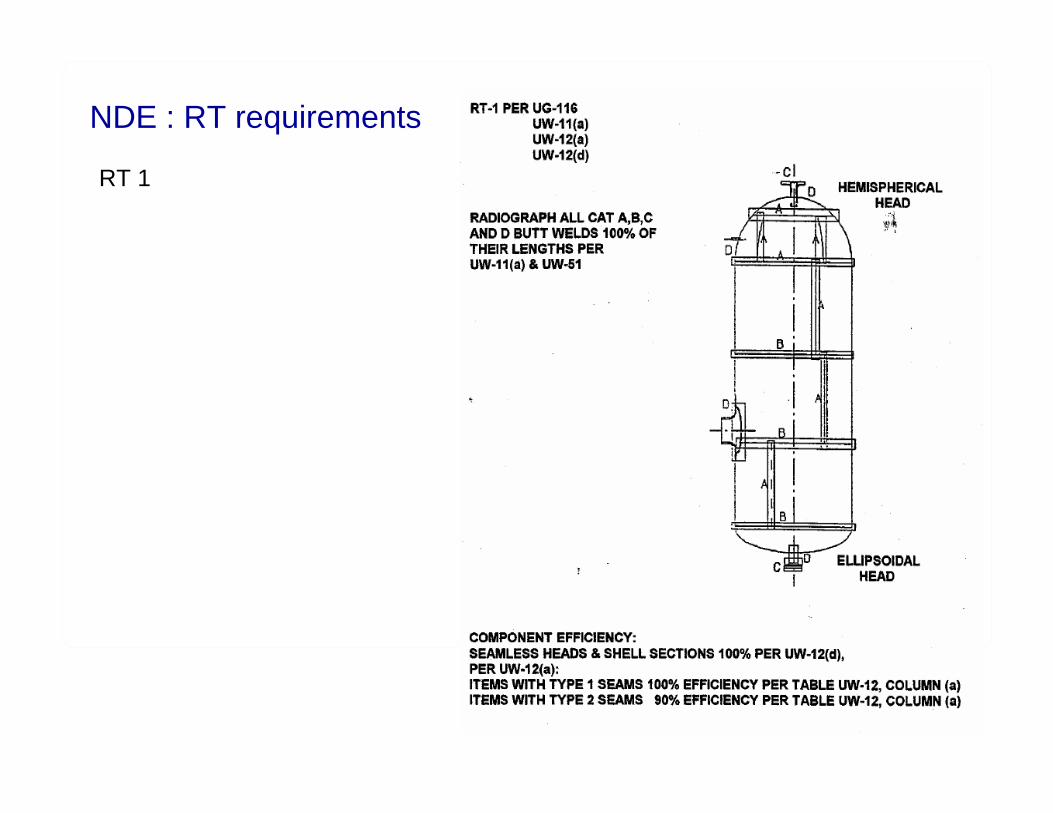
NDE : RT requirements
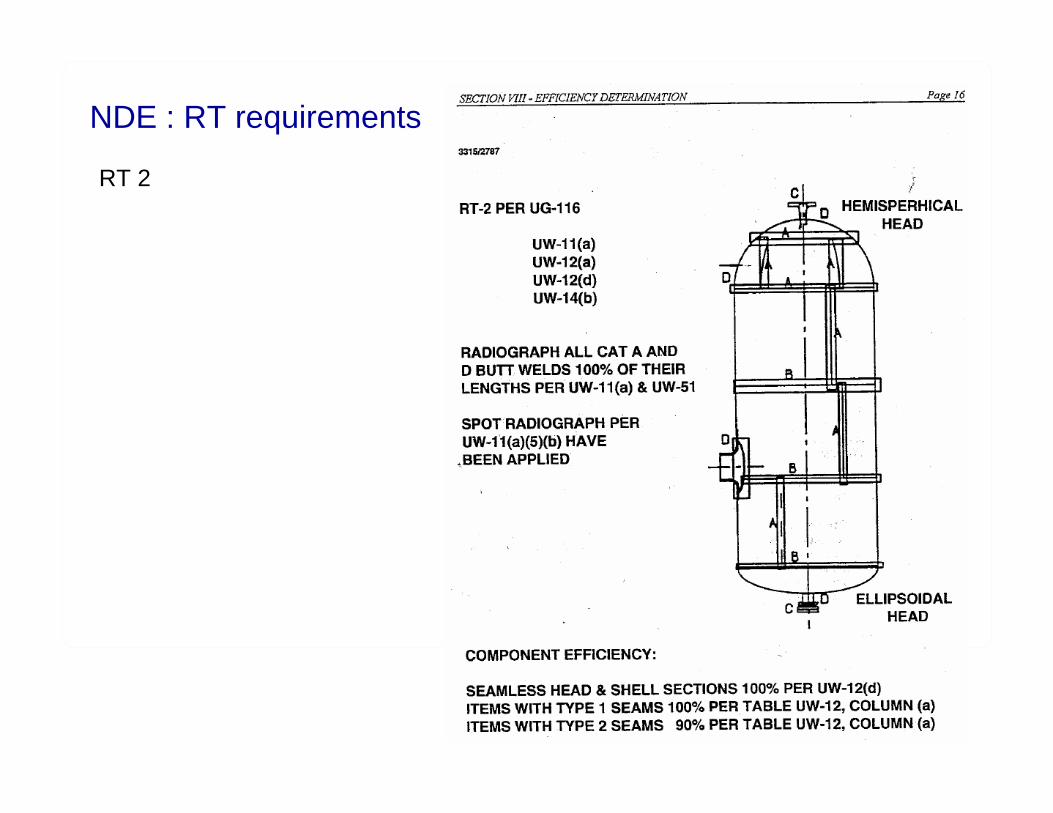
RT 2
NDE : RT requirements
RT 2
NDE : RT requirements
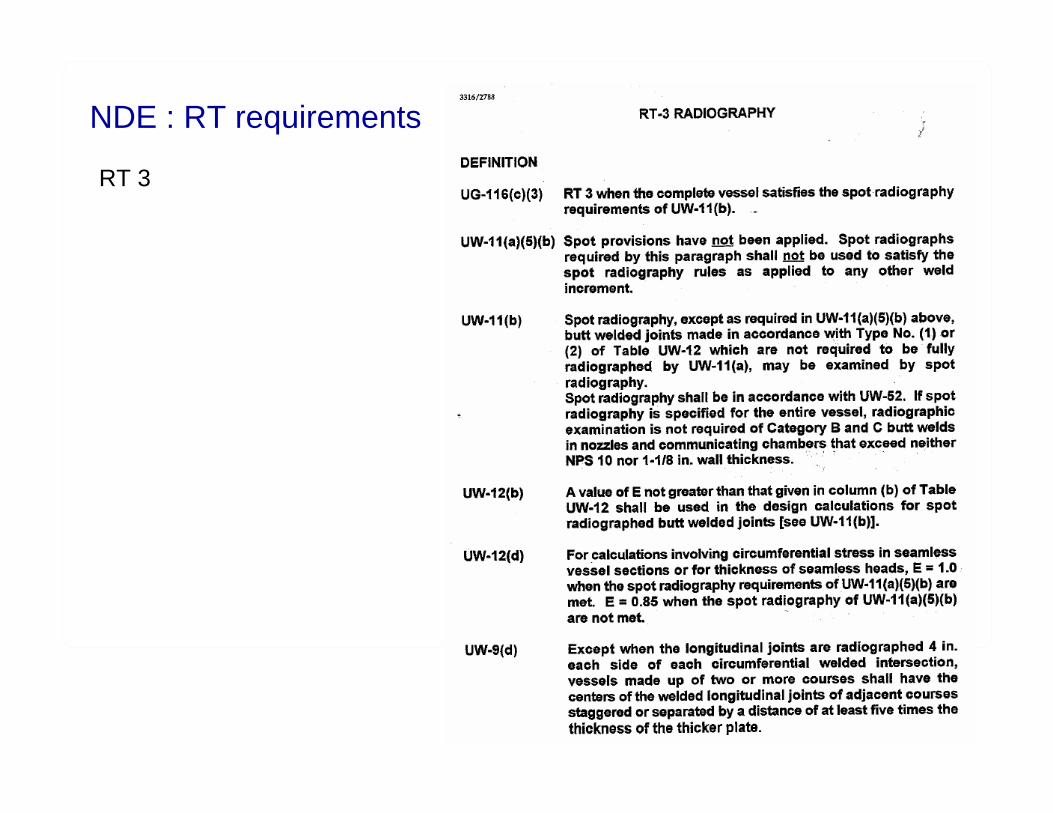
RT 3
NDE : RT requirements
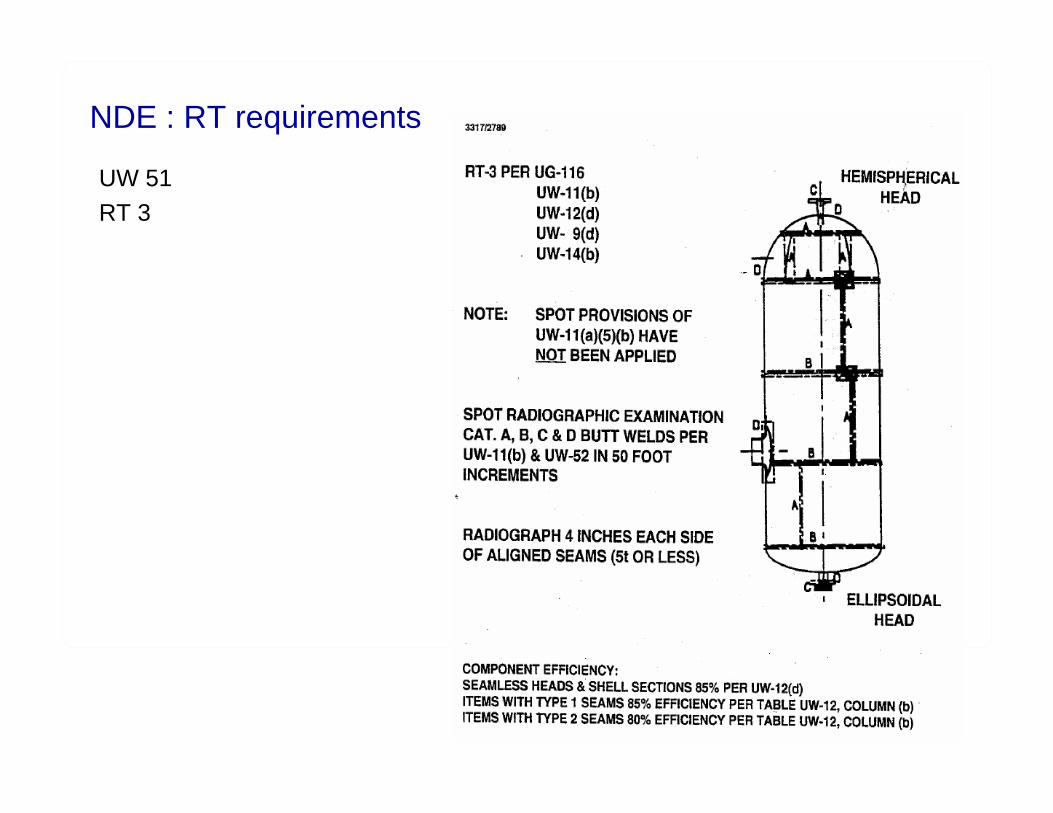
UW 51RT 3
NDE : RT requirements
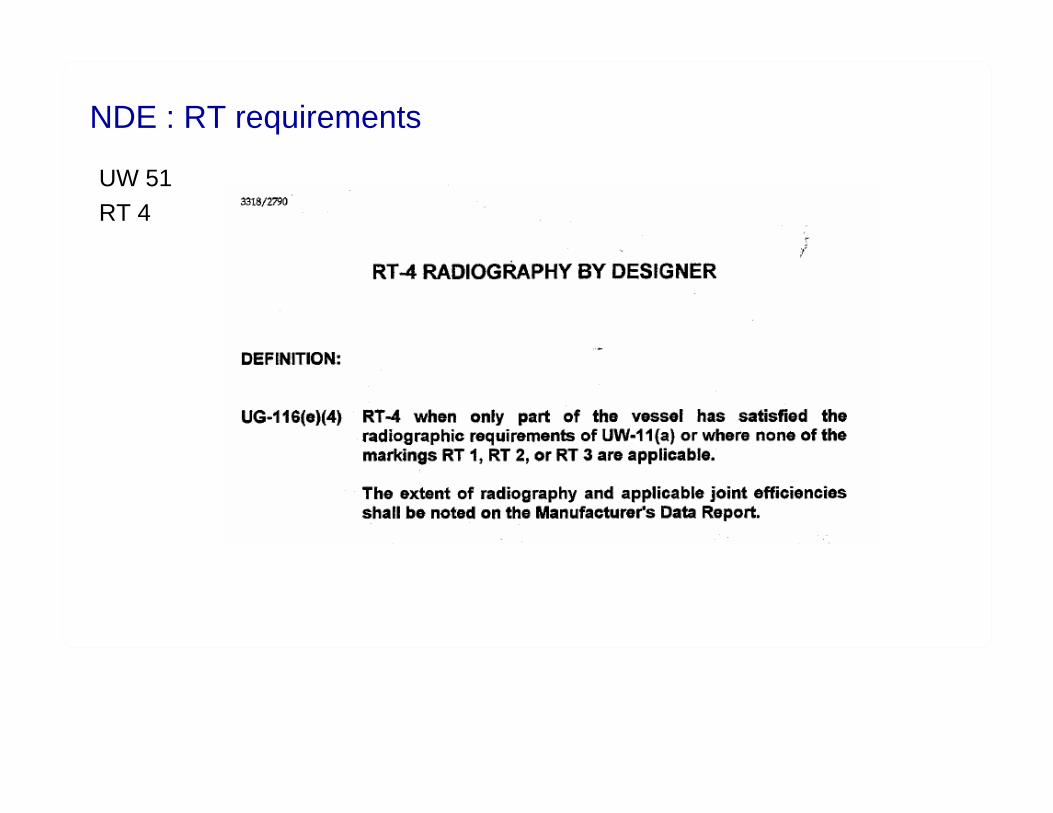
UW 51RT 4
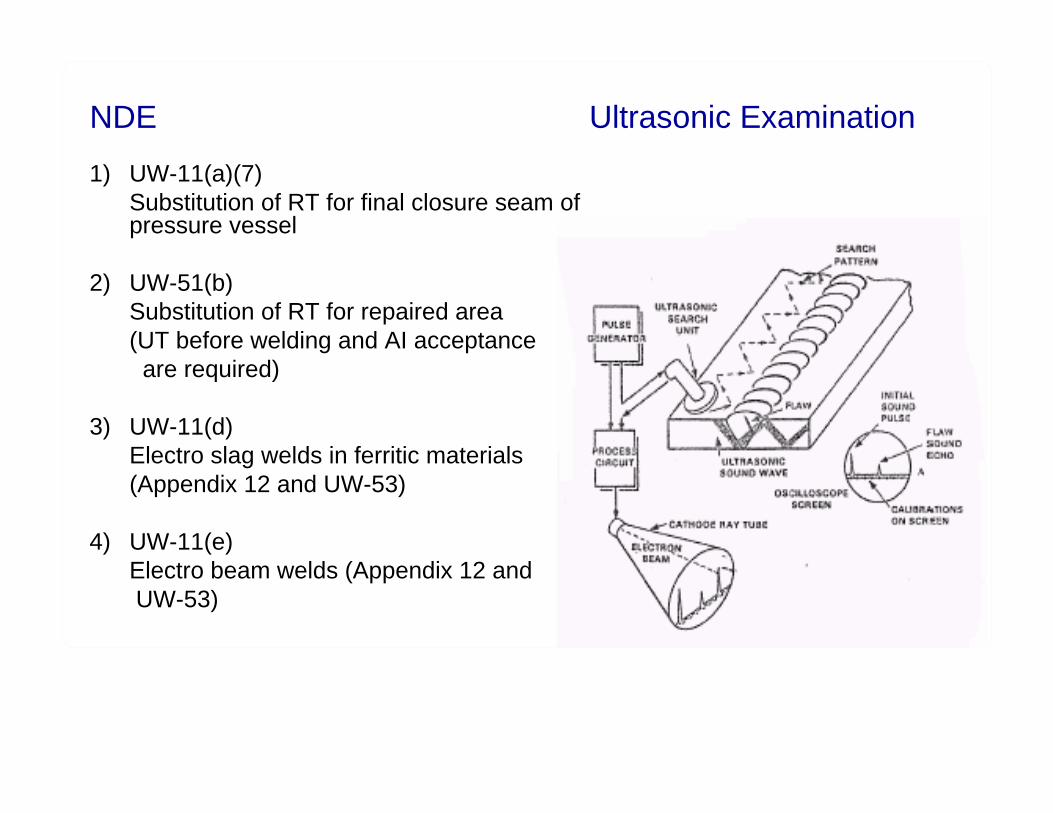
NDE Ultrasonic Examination
1) UW-11(a)(7)Substitution of RT for final closure seam of pressure vessel
2) UW-51(b)Substitution of RT for repaired area(UT before welding and AI acceptance are required)
3) UW-11(d) Electro slag welds in ferritic materials (Appendix 12 and UW-53)
4) UW-11(e)Electro beam welds (Appendix 12 andUW-53)
NDE Acceptance CriteriaUltrasonic Examination of Welds (App.12)
1) Imperfections to be investigateda response > 20% of the reference level
2) Acceptance standard(a) Indications characterized as cracks, lacks of fusion, or incomplete penetration
are unacceptable regardless of length. (b) Other imperfections are unacceptable if the indications exceed the reference
level amplitude and have lengths which exceed:(1) ¼ in. (6mm) for t up to ¾ in (19mm);(2) 1/3 for t from ¾ in to 2 ¼ in. (19mm to 57mm);(3) ¾ in. (19mm) for t over 2 ¼ in (57mm).
Where t = thickness of the weld excluding reinforcement the thinner of two thicknesses. Full penetration + fillet : the thickness + throat of fillet

NDE MT/PT Requirements① UG-93(d)(3)(4)
Corner joint (t>13mm) before/after welding on joint in FIG UW-13.2② UW-13(a)(2)
Longitudinal weld on one plate offset in fig. UW-13.1 sketch(k)③ UW-42(b)
Surface weld metal build-up (UW-9(c))④ UW-50
All welds around opening and all attachment welds in vessels to be pneumatic tested⑤ UHA-34
a) All welds in austenitic Cr/Ni all vessels whose shell thickness exceeds 19mmb) All welds in 36% Ni-steel vesselc) All welds in austenitic/ferritic duplex steel whose shell thickness exceeds 19mm required not
radiographed⑥ UHT-57
a) Nozzle attachment (ID ≤ 50mm)b) Corrosion-resistance overlay weld depositsc) All welds after hydrostatic testd) Welds (not radiographed) in vessels constructed of SA-333, Gr.8, SA-334 Gr.8, SA-353, SA-522,
SA-553 Gr. A/B and SA-645⑦ UHT-83(b)
Metal removal more than 1.6mm⑧ UHT-85
Temporary welds (After removal)

NDE MT/PT for Corner Joint
Flat Plate T ≥ ½ in Before welding After welding
MT/PT
Edge Prepared area (lamination) Lamellar tearing
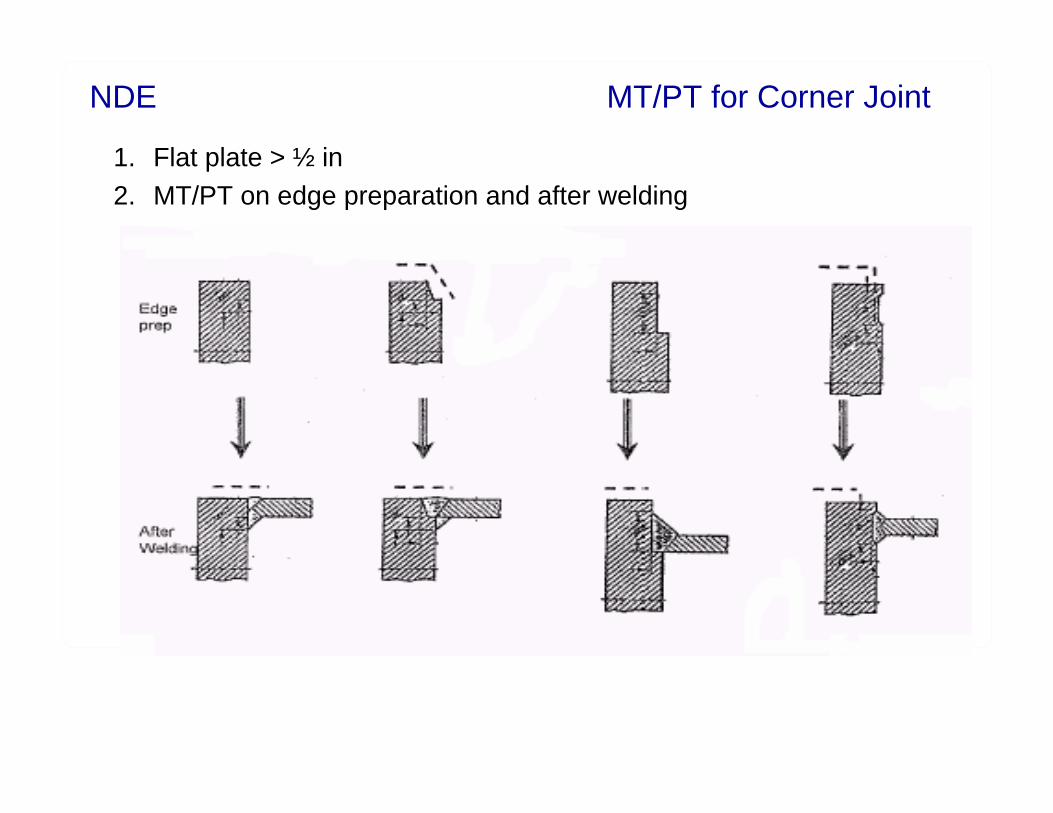
NDE MT/PT for Corner Joint
1. Flat plate > ½ in2. MT/PT on edge preparation and after welding
NDE Acceptance Criteria
Magnetic Particle Examination (App. 6)
1) Relevant indication : major dimension > 1/16” (1.5mm)Linear indication : length > 3 x widthRounded indication : length ≤ 3 x width
(circular or elliptical type)
2) Acceptance StandardAll surfaces to be examined shall be free of:
(a) Relevant linear indications;(b) Relevant rounded indications greater than 3/16” (5mm)(c) Four or more relevant rounded indications in a line separated
by 1/15” (1.5mm) or less, edge to edge.

NDE Acceptance Criteria
Liquid Penetrant Examination (App. 8)
1) Relevant indication : major dimension > 1/16” (1.5mm)Linear indication : length > 3 x widthRounded indication : length ≤ 3 x width
(circular or elliptical shape)
2) Acceptance StandardAll surfaces to be examined shall be free of:
(a)Relevant linear indications;(b)Relevant rounded indications greater than 3/16” (5mm)(c) Four or more relevant rounded indications in a line
separated by 1/15” (1.5mm) or less, edge to edge.
NDE Section VIII NDE Summary
NDE required by the Code is summarised:
• RT of welding is required for special service or design ( UW 11, 12 etc )
• PT or MT prior to pneumatic tests ( UW- 50 )
• PT or MT of repairs or weld metal buildup ( UW- 42 )
• Visual examination during pressure test ( UG-99 )
MT / PT personnel can be qualified by the Manufacturer as per the following.
• Annual vision examination to Jaeger 2
• Competent in the technique, examining, interpretation and evaluation of the results.
• Demonstrate to the satisfaction of the A.I.