13classification pneumatique
DESCRIPTION
classsification pneumatiqueTRANSCRIPT

A 5
16
0
12
- 1
993
Classification pneumatique
par Pierre BLAZYProfesseur à l’Institut National Polytechnique de Lorraine (INPL)Directeur du Centre de Recherche sur la Valorisation des Minerais (CRVM)
et El-Aïd JDIDDocteur ès SciencesIngénieur de Recherche au Centre de Recherche sur la Valorisation des Minerais (CRVM)Laboratoire Environnement Minérallurgie LEM URA 235
a classification ou sélection pneumatique s’effectue très souvent à tempé-rature ambiante avec une suspension de solides dans un gaz, afin d’obtenir
deux fractions séparées dont l’une contient les particules de dimension supé-rieure à une dimension donnée et l’autre les particules de dimension inférieureà cette dimension. Elle est basée sur la différence pouvant exister entre lesvitesses de chute des solides dans un gaz. En général, les solides sont suffi-samment fins pour que leurs mouvements obéissent à la loi de Stokes.
La classification pneumatique est différente du dépoussiérage dont le but estl’élimination quasi totale de particules solides contenues dans un gaz porteur(article Dépoussiérage des gaz et dévésiculage [J 3 580] dans ce traité). C’est ainsique, pour le dépoussiérage, il n’existe pas de spécification optimale du matériauà traiter, tandis que pour une classification pneumatique il existe une relationentre la finesse de l’alimentation du classificateur et celle du produit fin classifié.
1. Paramètres dépendant du matériau et de l’appareil ..................... A 5 160 - 21.1 Paramètres dépendant du matériau .......................................................... — 21.2 Paramètres dépendant de l’appareil .......................................................... — 3
2. Analyse dimensionnelle des séparations gaz-solides.................... — 3
3. Rendement et qualité d’une classification industrielle ................ — 33.1 Relation entre rendement et bilan massique ............................................ — 33.2 Détermination de la qualité et de la limite de séparation à partir de la
courbe de partage........................................................................................ — 43.3 Prévision du rendement de classification à partir de la courbe
de partage .................................................................................................... — 5
4. Types de sélecteurs pneumatiques ..................................................... — 54.1 Chambres de sélection à courant gazeux horizontal ou vertical ............. — 5
4.1.1 Analyse théorique............................................................................. — 54.1.2 Chambre de sélection à courant gazeux horizontal....................... — 64.1.3 Chambre de sélection à courant gazeux vertical ........................... — 64.1.4 Appareil de conception mixte.......................................................... — 6
4.2 Appareils utilisant la force centrifuge ........................................................ — 74.2.1 Cyclones statiques............................................................................ — 74.2.2 Sélecteurs mécaniques à spirale ..................................................... — 84.2.3 Sélecteurs mécaniques à rotors horizontaux................................. — 94.2.4 Sélecteurs mécaniques à axe vertical ............................................. — 9
5. Applications .............................................................................................. — 13
6. Consommation énergétique, usure et prix de revient................... — 16
Pour en savoir plus........................................................................................... Doc. A 5 160
L
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Génie des procédés A 5 160 − 1

CLASSIFICATION PNEUMATIQUE __________________________________________________________________________________________________________
Tous les appareils de séparation pneumatique utilisent un courant gazeux. Bienque l’on s’efforce d’employer au mieux les forces en présence, la classificationpneumatique qui, suivant la théorie, peut être nette, l’est imparfaitement enpratique. En effet peuvent intervenir des forces externes au mélange gaz-solidedues à des champs d’accélération créés par la gravité, le magnétisme oul’électrostatique, ou des forces internes au mélange gaz-solide dues à lacentrifugation, la diffusion, la coagulation électrostatique... Ces forces peuvents’ajouter ou s’opposer, être ou non modulées, créer ou non des effets pertur-bateurs. Ces effets se manifestent au niveau de la précision de la coupuregranulométrique, de l’assemblage des appareils et de l’économie du procédé.
Le lecteur se reportera, dans ce traité, à l’article Fragmentation. Généralités. Théorie[A 5 050].
1. Paramètres dépendantdu matériau et de l’appareil
Les principaux paramètres affectant la classification dépendentdu matériau, de l’appareil et de son réglage.
1.1 Paramètres dépendant du matériau
� Densité et forme des particules
Tout sélecteur pneumatique classe les particules selon leur vitessede chute dans un gaz porteur. Cette vitesse dépend de leur densitéet de leur forme. Ainsi, plus la forme d’une particule s’écarte de cellede la sphère, plus la particule se comporte comme si elle était moinslourde qu’une même particule sphérique. On est donc amené à défi-nir un coefficient de forme F, rapport entre la dimension de la par-ticule selon la méthode de mesure choisie et le diamètre de la sphèrede même nature et équitombante (on appelle particules équitom-bantes les particules dont les vitesses limites de chute dans le fluidesont identiques).
Si ds est la densité des particules solides de dimension a faisantl’objet d’un essai de séparation et si s0 est le diamètre de la sphèreéquitombante avec un matériau de référence, on a les relations :
a = s0 F (1/ds)1/2 (1)
ou a = s0 K (2)
Le paramètre K est appelé facteur limite de séparation.
Le tableau 1 donne, en fonction de la méthode de déterminationde la dimension, les valeurs de F qui sont très utiles en matière deprévision de coupures granulométriques.
� Dimension des particules
La détermination de ces dimensions est un point délicat. Lesméthodes ont été présentées dans les articles Fragmentation. Géné-ralités. Théorie [A 5 050] et Techniques de mises en contact entrephases solides et gazeuses [A 5 850] de ce traité. En résumé, il fautrappeler que toute méthode permettant d’analyser la dimension desparticules tient compte d’un ensemble de grandeurs inhérentes ausystème de mesure. Il convient donc toujours de préciser les carac-téristiques de la méthode d’analyse utilisée, lors de l’indication demesures granulométriques.
� Humidité des solides
On considère que, pour qu’une opération de séparation pneuma-tique soit possible, les solides doivent être secs. Il existe cependantdes molécules d’eau fortement adsorbées à la surface des solides,retenues dans les pores fins du matériau, ayant échappé au séchage,ou réadsorbées sur la surface sèche des solides par condensationde l’humidité atmosphérique. (0)
La farine calcaire, avec une densité de 2,6 et une forme approxi-mativement cubique, est la référence pour une large gamme deproduits.
Tableau 1 – Facteur de forme F de particules pour différentes méthodes de détermination de dimension
Méthode de détermination de la dimensionForme de la particule
sphère cube bloc esquille paillette aiguille fibre
Tamis .......................................................................... 1 1,2 1,2 1,5 2 à 5 1,5
Microscope :Épaisseur maximale ................................................... 1 1 1 1 0,8 1 1Diamètre moyen de la particulese présentant en forme aplatie .................................. 1 1,3 1,9 2 3 à 8Longueur maximale .................................................... 1 1,7 2 3 4 à 10 3 à 8 5 à 50
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.A 5 160 − 2 © Techniques de l’Ingénieur, traité Génie des procédés

_________________________________________________________________________________________________________ CLASSIFICATION PNEUMATIQUE
1.2 Paramètres dépendant de l’appareil
� Débit gazeux et chute de pression
Il existe une relation entre la chute de pression statique ∆p et ledébit-volume gazeux Q, qui dépend de la configuration del’appareil. Cette relation s’écrit :
∆p = (1/2) C t v 2 ρ (3)
avec C t constante aérodynamique, dite coefficient de traînée,fonction du nombre de Reynolds Re et d’autres variablesopératoires telles que la concentration en solide dumélange gaz-solide, la température, etc,
v vitesse du gaz calculée à partir du débit-volumegazeux Q en fonction de la surface caractéristique dusélecteur (on considère en général l’aire de la sectionperpendiculaire au courant gazeux),
ρ masse volumique du gaz.
� Limite de séparation, dimension de coupure ou de partageet imperfection
La limite de séparation est théoriquement la dimension de laparticule qui représente la limite entre la fraction fine et la fractiongrossière. Or, aucune sélection industrielle, ou même en laboratoire,n’est parfaitement nette ; les dimensions des fractions grossières etfines se chevauchent, car l’action du sélecteur est imparfaite et laméthode d’analyse granulométrique souvent mal adaptée à la déter-mination de la finesse des produits entrant et sortant du sélecteur.Pour cette raison, Eder (1951) introduisit la notion du diamètre a 50
de la particule pour laquelle la probabilité d’être classée dans la frac-tion grossière ou dans la fraction fine est la même. Cette dimensionest appelée indistinctement dimension de coupure ou dimension departage. La courbe obtenue en portant en abscisse la dimension desparticules a et en ordonnée la probabilité en pourcentage pourqu’une particule donnée se trouve dans la fraction grossière est lacourbe de partage de Tromp. Cette courbe correspond à une fonctionG (a ) gaussienne entièrement définie par l’abscisse a 50 de son pointd’inflexion et par son écart-type. Elle permet de définir l’imperfectionqui est l’écart-type divisé par a 50 . Dans le cas d’un réglage de l’appa-reil et d’un débit donné de matière, ce n’est que la limite de sépa-ration selon la même probabilité, c’est-à-dire la dimension a 50 quiest théoriquement invariable alors que la répartition granulo-métrique de la matière à traiter peut varier. La valeur de l’imper-fection permet ainsi de comparer plusieurs appareils travaillant avecun même matériau à la même dimension de coupure. Dans lapratique, on tient compte d’autres définitions se rapportant à lafinesse du produit telles que la dimension maximale des particulesde la fraction fine, le taux de récupération des particules fines parrapport à leur proportion initiale dans la matière, les dimensions a97ou a95 données par la courbe de partage, etc. Toutefois, ces valeursse déplacent sensiblement lorsque la granulométrie de l’alimenta-tion varie et ne permettent pas de comparer deux sélecteurs sur leplan de la netteté de la séparation.
Nota : les dimensions a50 , a95 , a97 ... sont les dimensions des particules pour lesquelles50 %, 95 %, 97 % en masse des particules ont respectivement une dimension inférieureà a50 , a95 et a97 .
2. Analyse dimensionnelledes séparations gaz-solides
Nota : pour la loi de Stokes, le lecteur se reportera à l’article Dépoussiérage des gaz etdévésiculage [J 3 580] dans ce traité.
Svarovsky [15] a proposé des groupes adimensionnels issus dela loi de Stokes, permettant de modéliser la sélection pneumatiqueet de changer d’échelle pour des nombres de Reynolds Re faibles
avec :Re = a|v – u | /ν (4)
avec a dimension de la particule,
u vitesse de la particule,
v vitesse du gaz,
ν viscosité cinématique du gaz.
Lorsque la particule est accélérée, l’équation du mouvements’écrit :
c (du /dt ) = v – u + cγ (5)
avec γ l’accélération due aux forces externes de la particule et cune constante ayant la dimension d’un temps, donnée par larelation :
c = a 2 ρs /18 µ (6)
µ étant la viscosité dynamique du gaz et ρs ρa masse volumiquedes particules solides.
En négligeant la turbulence, l’action de la température, la pressionexercée sur la particule et la masse des gaz déplacés avec la particule,Svarovsky déduit pour un système d’origine (en général, à l’échellelaboratoire), de variables γ, c, l, u, v, et pour un système similaire(à l’échelle industrielle), de variables γ ′, c ′, l ′, u ′ et v ′ proportion-nelles aux variables d’origine, les groupes adimensionnels suivants :
u /v = u ′/v ′ = Cte (7)
cv /l = c ′ v ′/l ′ = Ns (8)
γ l /v 2 = γ ′ l ′/v ′ 2 = Nf (9)
avec Nf nombre de Froude,
Ns nombre de Stokes,
l grandeur ayant la dimension d’une longueur etcaractérisant le sélecteur.
Le nombre de Stokes est surtout utilisé pour le calcul dessélecteurs statiques simples tels que les chambres de détente, maisil peut aussi, avec certaines précautions, servir pour les cyclones(Breuer, 1961).
Le nombre de Froude est surtout utilisé pour montrer l’effet dela gravité (γ = g, accélération due à la pesanteur) sur l’efficacité deséparation des dépoussiéreurs.
On ne fait pas appel aux nombres de Schmidt, liant viscositécinématique et diffusivité thermique moléculaire, ni au nombre dePéclet, utilisé dans le transfert de masse et de chaleur, ni au nombrede Prandtl, utilisé dans les phénomènes de convection forcée et libreayant lieu dans un courant gazeux. En effet, les mouvementsaléatoires des particules causés par les mouvements browniens desmolécules de gaz, les fluctuations turbulentes dues à la diffusionthermique et les transferts de matière en résultant sont peu déter-minants dans des sélecteurs dynamiques fonctionnant àtempérature ordinaire.
3. Rendement et qualitéd’une classification industrielle
3.1 Relation entre rendementet bilan massique
Si l’on considère une opération de classification pneumatique(figure 1) avec :
• M, Mg et Mf les débits-masse, respectivement de l’alimenta-tion du séparateur, du produit grossier et du produit fin ;
• a la dimension de la particule ;• F (a ), Fg (a ) et Ff (a ) les distributions cumulées des particules
de dimension a, respectivement dans l’alimentation, dans leproduit grossier et dans le produit fin, la différentielle dF /da décritle poids statistique que représente les particules de dimension a.
Re � 1( )
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Génie des procédés A 5 160 − 3

CLASSIFICATION PNEUMATIQUE __________________________________________________________________________________________________________
On peut écrire l’équation du bilan massique général[relation (10)] et celle relative aux particules de dimension a[relation (11)] :
M = Mg + Mf (10)
(M )a = (Mg)a + (Mf)a (11)
Les débits-masse totaux des particules de dimension a dansl’alimentation (M )a , dans le matériau grossier (Mg)a et dans lematériau fin (Mf)a sont respectivement M dF (a )/da, MgdFg (a )/da etMfdFf (a )/da. Le bilan massique faisant intervenir les fractions departicules de dimension a dans les matériaux s’écrit donc :
M dF (a )/da = Mg dFg(a )/da + Mf dFf (a )/da (12)
On définit le rendement E comme étant le rapport de la massede matériau grossier à la masse de l’alimentation :
E = Mg /M (13)
ou encore E = 1 – (Mf /M ) (14)
La combinaison des équations (12) et (14) donne :
dF (a )/da = [E dFg(a )/da ] + [(1 – E ) dFf (a )/da ] (15)
Si l ’on fa i t appel aux pourcentages cumulés (art ic leFragmentation. Généralités. Théorie [A 5 050] dans ce traité) pourune dimension donnée, on obtient alors :
E = [F (a ) – Ff (a )]/[Fg(a ) – Ff (a )] (16)
3.2 Détermination de la qualitéet de la limite de séparationà partir de la courbe de partage
La qualité d’une séparation est donnée par l’imperfection calculéeà partir de la courbe de partage (§ 1.2 et figure 2). Plus la pente dela tangente en son point d’inflexion est grande, plus la séparationest nette. Théoriquement, cette courbe passe par l’origine (figure 2a )mais en réalité elle démarre à partir d’une ordonnée non nulle(figure 2b ) car un volume d’air important sort avec le matériaugrossier. Ce flux mort entraîne de très fines particules dans la fractiongrossière (sousverse). Il apparaît donc que la qualité d’une sépara-tion a un caractère probabiliste et ne peut être déterminée par uncalcul exact.
La limite de séparation de l’appareil (§ 1.2) peut être définiethéoriquement comme la dimension maximale amax des particulesgrossières qui restent dans les particules fines à l’issue de la sépa-ration. Cette limite est difficile à déterminer en pratique, ce qui faitque l’on prend couramment a 97 ou a 99 , la dimension des particu-les correspondant à une valeur de G (a ) de 97 à 99 %.
Figure 1 – Schéma de principe d’une classification pneumatique
Figure 2 – Courbe de partage d’une classification pneumatique
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.A 5 160 − 4 © Techniques de l’Ingénieur, traité Génie des procédés

_________________________________________________________________________________________________________ CLASSIFICATION PNEUMATIQUE
3.3 Prévision du rendement de classification à partir de la courbe de partage
La courbe de partage correspondant à une fonction G (a) est liéeà l’expression du rendement E car :
G (a) = (Mg)a /(M )a (17)
ce qui peut s’écrire :
G (a) = (Mg /M ) [dFg(a)/da ] / [dF (a)/da ] (18)
soit encore en utilisant les relations (13) et (15) :
G (a) = E [dFg(a)/dF (a)] (19)
ou G (a) = 1 – (1 – E ) [dFf (a)/dF (a )] (20)
Sachant que :
(21)
on peut alors écrire, en ne considérant plus les poids statistiquesdes tranches granulométriques mais leur distribution cumulée :
(22)
Connaissant la fonction G (a) correspondant à un appareil desélection et G ′ (a) correspondant à un autre, il est possibled’obtenir G t(a) lorsque les deux appareils fonctionnent en série :
G t(a) = G (a) + G ′ (a) – G (a)G ′ (a) (23)
ou G t(a) = G (a) G ′ (a) (24)
selon que le deuxième classificateur est alimenté par les produitsfins [relation (23)] ou les produits grossiers [relation (24)] du premiersélecteur.
4. Types de sélecteurs pneumatiques
La classification pneumatique des solides dispersés dans unmilieu gazeux effectue des coupures fines (1 à 100 µm) et parfoisrelativement grossières (250 µm, voire plus), avec des débits solidesallant de quelques grammes en laboratoire à environ 100 t/h dansl’industrie. Les techniques mises en œuvre visent à traiter des maté-riaux caractérisés par de larges dispersions granulométriques [11].Il existe deux types principaux de sélecteurs industriels :
— les chambres de sélection statiques utilisant un courantgazeux horizontal ou vertical avec ou sans chicanes ;
— les appareils utilisant la force centrifuge, tels que les cyclonesstatiques, les séparateurs à rotor à axe horizontal et les séparateursmécaniques à axe vertical.
Si les coupures supérieures à 50 µm sont relativement aisées àobtenir, on ne saurait trop insister sur les prouesses technologiquescorrespondant à la mise en œuvre de coupures précises à des dimen-sions de l’ordre de quelques micromètres. Notamment, la réussited’un procédé est liée à la qualité de la dispersion des solides finsdans le volume gazeux. Celle-ci doit être très intense afin de casserles agrégats sans effectuer un broyage des grains. Des recherchestechnologiques ont été réalisées [6] [12] afin d’améliorer la précisionde la coupure et d’augmenter le débit de solide du sélecteur.
4.1 Chambres de sélection à courant gazeux horizontal ou vertical
Dans tous les séparateurs de ce type, le principe est basé sur lescontrastes existant entre les vitesses de sédimentation dans l’airdes particules grossières et des particules fines.
4.1.1 Analyse théorique
L’expansion d’un courant gazeux porteur de particules à l’intérieurd’un volume constitué par une chambre de détente fait chuter lavitesse des particules. Les plus grossières sédimentent alors que lesfines continuent à être portées par le courant gazeux.
Dans le cas le plus fréquent des appareils à configurationhorizontale, on suppose que la vitesse du courant gazeux estconstante dans la chambre, que les particules entraînées sont répar-ties uniformément dans le courant gazeux et ne sont pas remisesen suspension après leur sédimentation et que la vitesse du courantgazeux à l’entrée du système est identique à celle des particules.Selon la vitesse du courant gazeux, on se situe dans le domaine del’écoulement laminaire ou turbulent.
4.1.1.1 Cas d’un écoulement laminaireou approximativement laminaire
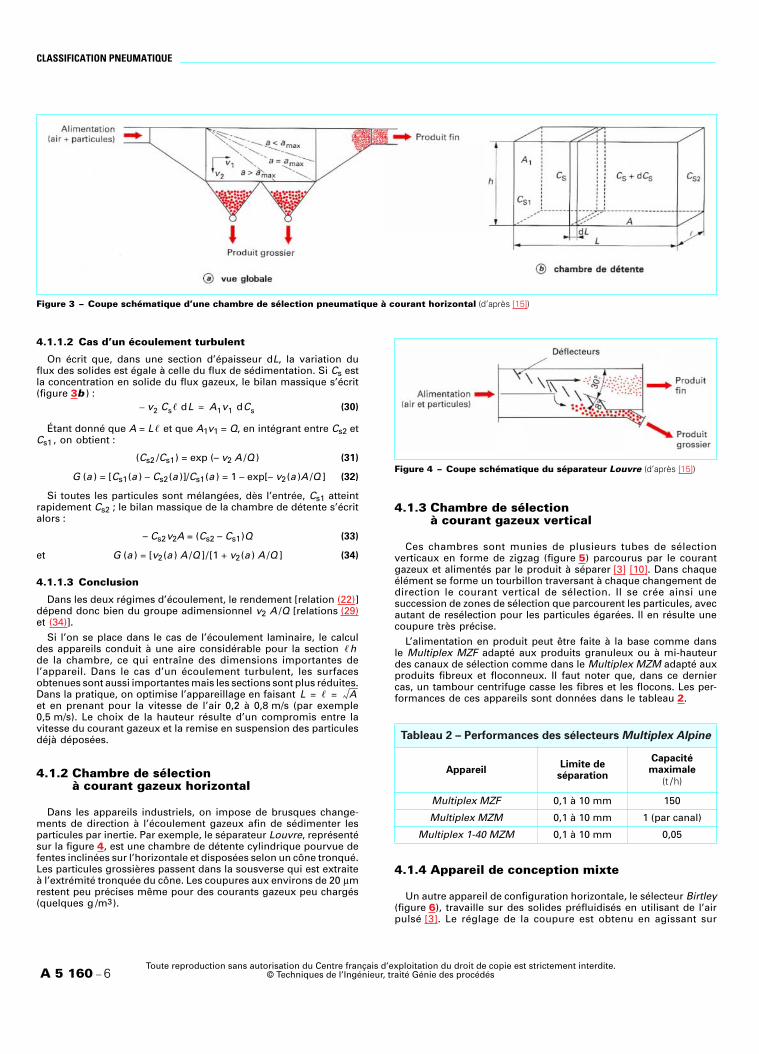
Une chambre de détente (figure 3) peut être assimilée à unparallélépipède rectangle de hauteur h, de longueur L et de largeur .La vitesse v du courant gazeux de débit-volume Q et le nombre deReynolds sont déterminés, respectivement, à partir des relations (25)et (26) :
(25)
(26)
avec ν viscosité cinématique du gaz,
Φ diamètre hydraulique, donné par l’expression :
(27)
Théoriquement, la particule de dimension amax , dont la trajectoires’identifie avec la diagonale de la section rectangulaire de lachambre, est la particule la plus grossière qui soit recueillie avec unrendement de 100 % (figure 3a ). Toutes les particules de dimensionssupérieures sont recueillies avec le même rendement, alors que lesplus fines le sont avec un rendement inférieur à 100 %.
Si Cs (a ) est la concentration des particules solides de dimension ainférieure à amax dans le flux entrant, le débit-masse (Mg)a dessolides de dimension a sédimentés sur le fond de la chambre enfonction de la surface A = L et de la composante verticale v2 (a )de la vitesse de la particule de dimension a s’écrit :
(Mg)a = v2 (a ) Cs (a )A (28)
La fonction G (a ) (probabilité pour qu’une particule dedimension a se trouve dans la fraction grossière) peut être expri-mée par la relation :
G (a ) = [v2(a ) Cs(a )A ] / [Q Cs(a )] = v2(a )A /Q (29)
�0
∞dFg a( )/da[ ] da 1=
E �0
1G a( )dF a( )=
Remarque : en général, sur les figures, le trajet des particulesfines est schématisé par des points, celui des particulesgrossières par des ronds et celui de l’air par un trait plein ou desflèches.
�
v Q /�h=
Re vΦ/ν 2Q/ ν � h+( )[ ]= =
Φ 2�h/ � h+( )=
�
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Génie des procédés A 5 160 − 5
CLASSIFICATION PNEUMATIQUE __________________________________________________________________________________________________________
4.1.1.2 Cas d’un écoulement turbulent
On écrit que, dans une section d’épaisseur dL, la variation duflux des solides est égale à celle du flux de sédimentation. Si Cs estla concentration en solide du flux gazeux, le bilan massique s’écrit(figure 3b ) :
(30)
Étant donné que A = L et que A1v1 = Q, en intégrant entre Cs2 etCs1 , on obtient :
(Cs2 /Cs1) = exp (– v2 A /Q ) (31)
G (a ) = [Cs1(a ) – Cs2(a )]/Cs1(a ) = 1 – exp[– v2(a )A /Q ] (32)
Si toutes les particules sont mélangées, dès l’entrée, Cs1 atteintrapidement Cs2 ; le bilan massique de la chambre de détente s’écritalors :
– Cs2v2A = (Cs2 – Cs1)Q (33)
et G (a ) = [v2(a ) A /Q ]/[1 + v2(a ) A /Q ] (34)
4.1.1.3 Conclusion
Dans les deux régimes d’écoulement, le rendement [relation (22)]dépend donc bien du groupe adimensionnel v2 A /Q [relations (29)et (34)].
Si l’on se place dans le cas de l’écoulement laminaire, le calculdes appareils conduit à une aire considérable pour la section de la chambre, ce qui entraîne des dimensions importantes del’appareil. Dans le cas d’un écoulement turbulent, les surfacesobtenues sont aussi importantes mais les sections sont plus réduites.Dans la pratique, on optimise l’appareillage en faisant et en prenant pour la vitesse de l’air 0,2 à 0,8 m/s (par exemple0,5 m/s). Le choix de la hauteur résulte d’un compromis entre lavitesse du courant gazeux et la remise en suspension des particulesdéjà déposées.
4.1.2 Chambre de sélectionà courant gazeux horizontal
Dans les appareils industriels, on impose de brusques change-ments de direction à l’écoulement gazeux afin de sédimenter lesparticules par inertie. Par exemple, le séparateur Louvre, représentésur la figure 4, est une chambre de détente cylindrique pourvue defentes inclinées sur l’horizontale et disposées selon un cône tronqué.Les particules grossières passent dans la sousverse qui est extraiteà l’extrémité tronquée du cône. Les coupures aux environs de 20 µmrestent peu précises même pour des courants gazeux peu chargés(quelques g /m3).
4.1.3 Chambre de sélectionà courant gazeux vertical
Ces chambres sont munies de plusieurs tubes de sélectionverticaux en forme de zigzag (figure 5) parcourus par le courantgazeux et alimentés par le produit à séparer [3] [10]. Dans chaqueélément se forme un tourbillon traversant à chaque changement dedirection le courant vertical de sélection. Il se crée ainsi unesuccession de zones de sélection que parcourent les particules, avecautant de resélection pour les particules égarées. Il en résulte unecoupure très précise.
L’alimentation en produit peut être faite à la base comme dansle Multiplex MZF adapté aux produits granuleux ou à mi-hauteurdes canaux de sélection comme dans le Multiplex MZM adapté auxproduits fibreux et floconneux. Il faut noter que, dans ce derniercas, un tambour centrifuge casse les fibres et les flocons. Les per-formances de ces appareils sont données dans le tableau 2. (0)
4.1.4 Appareil de conception mixte
Un autre appareil de configuration horizontale, le sélecteur Birtley(figure 6), travaille sur des solides préfluidisés en utilisant de l’airpulsé [3]. Le réglage de la coupure est obtenu en agissant sur
Figure 3 – Coupe schématique d’une chambre de sélection pneumatique à courant horizontal (d’après [15])
v2 Cs� dL– A1v1 dCs=
�
�h
L � A= =
Figure 4 – Coupe schématique du séparateur Louvre (d’après [15])
Tableau 2 – Performances des sélecteurs Multiplex Alpine
AppareilLimite de
séparation
Capacité maximale
(t /h)
Multiplex MZF 0,1 à 10 mm 150
Multiplex MZM 0,1 à 10 mm 1 (par canal)
Multiplex 1-40 MZM 0,1 à 10 mm 0,05
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.A 5 160 − 6 © Techniques de l’Ingénieur, traité Génie des procédés

_________________________________________________________________________________________________________ CLASSIFICATION PNEUMATIQUE
l’admission d’air et sur la forme de la veine gazeuse au-dessus dela tôle perforée. On peut traiter de 80 à 100 t /h de charbon degranulométrie 0 à 10 mm ou 0 à 20 mm, avec enlèvementde 10 à 20 t /h de particules fines. Les coupures sont comprises entre0,3 et 0,7 mm.
4.2 Appareils utilisant la force centrifuge
L’appareil le plus commun est le cyclone statique, pour lequelexistent des approches théoriques permettant de modéliser lesdifférents paramètres de son fonctionnement. Tous les autresappareils comportent à l’intérieur d’une enveloppe des organesmobiles tels que ventilateur, plateau de dispersion, turbines... et desorganes statiques tels que déflecteurs, chicanes, etc. La complexitéde leur conception explique qu’il n’existe que peu de modèlesthéoriques, souvent incomplets, rendant compte de leur fonction-nement.
4.2.1 Cyclones statiques
Les cyclones, traitant des suspensions de solides dans un gaz, sontconçus comme les cyclones hydrauliques avec injection tangentielledu fluide (ici, le gaz) qui provoque une centrifugation des particuleset une séparation entre les particules fines et grossières. Les parti-cules fines sont évacuées grâce au vortex existant à l’intérieur de
l’appareil et en sens contraire des particules grossières qui sont éva-cuées à la pointe (figure 7). Dans d’autres types d’arrangement, lesparticules grossières et fines cheminent dans le même sens. Lecyclone est très utilisé dans le dépoussiérage (article Dépoussiéragedes gaz et dévésiculage [J 3 580] dans ce traité), souvent d’ailleursavec des arrangements multicellulaires.
Pour un débit-volume gazeux Q, une masse volumique de gaz ρ,une vitesse de gaz v, un coefficient de traînée C t et un diamètre D,la chute de pression ∆p est donnée par la relation (3) :
∆p = (1/2) C t v 2 ρ
Le coefficient C t est un nombre sans dimension indépendant dudiamètre du cyclone (tableau 3).
La vitesse est donnée par la relation :
v = 4 Q /π D 2 (35)
On déduit alors à partir des relations (3) et (35) que la chute depression est proportionnelle au carré du débit d’alimentation :
∆p ∝ Q 2 (36)
Les constructeurs donnent indifféremment deux types de rela-tions, ∆p = f (Q ) ou pH = f ′ (Q ), avec pH la pression d’une colonnede gaz de section unité et de hauteur H pour un gaz ne contenantpas de particules. Cependant, la chute de pression dans le cas d’ungaz chargé de particules est inférieure à celle correspondant à ungaz pur. Pour tenir compte de la concentration en solides du gaz Csen g/m3, Smolik [13] donne une relation qui s’écrit :
(37)
où ∆p0 est la chute de pression pour le mélange gaz-solideet α et β des constantes dépendant du matériau, qui valentrespectivement 0,02 et 0,6.
Pour les cyclones, le groupe adimensionnel qui permet de mieuxextrapoler, en première approximation, les résultats entre deuxappareils géométriquement similaires, est le nombre deStokes Ns défini par la relation (8) en prenant l = D :
Ns = cv /D (38)
(0)
Figure 5 – Sélecteur pneumatique Alpine en forme de zigzag
Figure 6 – Sélecteur pneumatique Birtley (d’après [3])
∆p0/∆p 1 αC sβ
–=
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Génie des procédés A 5 160 − 7

CLASSIFICATION PNEUMATIQUE __________________________________________________________________________________________________________
Il en résulte alors, en combinant les relations (6), (38) et (35) pourun cyclone donné caractérisé par une constante Ns, 50 , correspon-dant à une dimension de partage a50 pour des particules de massevolumique ρs , la relation :
Ns, 50 = 4 (a50)2 ρs Q /18 µπ D 3 (39)
La dimension de coupure peut donc être estimée pour n’importequels débit et diamètre de cyclone. Le tableau 3 donne quelquesrésultats expérimentaux de Ns, 50 pour quelques configurations decyclones.
De même, à partir des relations (3), (35) et (39), on déduit larelation :
D = [(a50)2 ρs (2 ∆p /C t ρ )1/2] / (18 µNs, 50 ) (40)
Pour prévoir la dimension de la particule la plus grossièrecontenue dans la fraction fine, il existe [3] une relation entre la
dimension amax de la plus grosse particule évacuée par la chemi-née et les dimensions du cyclone (figure 7). Cette relation s’écrit :
amax = 6R0 (µk /2Kρs)1/ 2 (41)
avec Q (m3 · s–1) débit-volume,
R0 (m) rayon de la cheminée centrale,
R1 (m) rayon du cyclone,
R2 (m) distance entre l’axe de l’appareil et la partieexterne de la buse d’injection,
µ (kg · s–1 · m–1) viscosité dynamique du gaz,
ρs (kg · m–3) masse volumique des particules solides,
∆p ′ (m d’eau) chute de pression.
Les cyclones ont leur domaine optimal de séparation pour descoupures à des dimensions supérieures à 40 µm. Ils ont une effica-cité réduite sur les matériaux qui abondent en très fines particulesainsi que sur des poussières assez cohésives et ils sont peu effica-ces sur les matières fibreuses.
4.2.2 Sélecteurs mécaniques à spirale
Dans ce type d’appareil (figure 8), les particules sont soumises àdeux forces opposées (figure 8b ), la force centrifuge Fc produitepar un rotor et la force centripète Fr produite par la friction avec lecourant gazeux. Il est possible d’appliquer les relations suivantes,lorsque la résistance exercée par le gaz obéit à la loi de Stokes :
(42)
Fr = 3 π µ avr (43)
avec Rr rayon du rotor,
vr et vt composantes radiale et tangentielle de la vitesse,
et la dimension de coupure théorique a50 est obtenue à partir dela relation :
a50 = (1/v t) [(18µRrvr)/(ρs – ρ )]1/ 2 (44)
La figure 8a représente une coupe de ce type de séparateur. Leproduit est entraîné dans la chambre de sélection CS par un cou-rant d’air créé par un ventilateur. Il se dirige porté par le courantgazeux le long des aubes directrices AD réglables, qui ont pour butde permettre à certaines particules fines d’être évacuées aucentre [3]. Les particules grossières sont déviées par le biseau B etrecueillies et transportées par une vis sans fin Vi. Les particulesfines sont refoulées par le ventilateur dans un séparateur de pous-sières. On voit que l’ajustement des aubes directrices permet demodifier la pente de la spirale de la ligne de courant LC et lavitesse de l’air, ces deux paramètres déplaçant la limite de sépara-tion dans le même sens.
Les performances de ces appareils dépendent de la matière àtraiter, de la limite de séparation et de la présence ou non de
Tableau 3 – Caractéristiques dimensionnelles du cyclone (figure 7) en prenant comme base D = 1
L h i e f Ct Ns, 50
Stairmand [14] ................................ 4,0 1,5 0,5 0,2 0,5 0,5 320 1,2 × 10–4
Stairmand [14] ................................ 4,0 1,5 0,875 0,375 0,75 0,75 46 6 × 10–3
Breuer [4]......................................... 3,53 1,59 0,80 0,32 0,74 0,59 86 2,1 × 10–4
�
Figure 7 – Cyclone pneumatique (d’après [3] [15])
K Q∆p ′ lg R2/R0( )-----------------------------------------=
kR2 R1–( )
π R1 R2+( )-------------------------------=
Fc π a3( ) ρs ρ–( ) v t2[ ]/6Rr=
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.A 5 160 − 8 © Techniques de l’Ingénieur, traité Génie des procédés

_________________________________________________________________________________________________________ CLASSIFICATION PNEUMATIQUE
matières collantes. Selon les types industriels, on peut réaliser descoupures de 2,5 à 15 µm et de 8 à 20 µm avec des débits-masserespectifs de 30 à 200 kg/ h et de 500 à 6 000 kg/ h.
4.2.3 Sélecteurs mécaniques à rotors horizontaux
Ces sélecteurs commercialisés par Alpine sous le nom de Turbo-plex (figure 9) sont constitués d’un ou de plusieurs rotors canneléshorizontaux. Les fines particules sortent avec l’air alors que lesproduits grossiers sont rejetés par le rotor et évacués à la base del’appareil. L’air est introduit dans le bas de l’appareil. Le produit estalimenté soit par le haut par l’intermédiaire d’une écluse alvéolaireétanche à l’air (cas de la figure 9), soit directement avec l’air. Lafinesse est réglée en modifiant la vitesse du rotor. La plage deséparation est comprise entre 3 et 150 µm.
L’utilisation sur le même appareil de 3 ou 4 rotors disposés encroix permet d’augmenter le débit pour des séparations de particu-les ultrafines (tableau 4).
4.2.4 Sélecteurs mécaniques à axe vertical
Ces sélecteurs, s’apparentant à des cyclones munis d’un dispositifmécanique, permettent d’augmenter la netteté de séparation parrapport à celle que l’on obtiendrait avec des cyclones statiques(§ 4.2.1). Les limites de séparation sont alors poussées vers desdimensions de plus en plus fines, tout en gardant la possibilitéd’assez grands débits de solides.
Austin et al. [2] ont conçu un modèle théorique en considérantque le séparateur agissait comme deux classificateurs en série. (0)
Figure 8 – Sélecteur mécanique à spirale Mikroplex Alpine
Figure 9 – Sélecteur pneumatique Turboplex Alpineà plusieurs rotors horizontaux
Tableau 4 – Performances des sélecteurs Turboplex Alpine
TypeNombre
de rotors
Finesse a97 Débit-masse Puissance
(µm) (kg/ h) (kW)
100 1 4 à 100 50 à 200 4
100/4 4 3 à 60 150 à 400 16
200 1 5 à 120 200 à 1 000 5,5
200/4 4 4 à 70 600 à 3 000 22
315 1 6 à 120 500 à 2 500 11
315/3 3 6 à 120 1 500 à 7 500 33
500 1 8 à 120 240 à 2 400 15
750 1 10 à 150 160 à 1 600 30
1 000 1 15 à 180 120 à 1 200 45
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Génie des procédés A 5 160 − 9

CLASSIFICATION PNEUMATIQUE __________________________________________________________________________________________________________
4.2.4.1 Sélecteurs à ventilateur et à plateau de dispersion
Dans ce type de sélecteur (figure 10), connu sous le nom généralde sélecteur à whizzer, les produits sont admis dans la partie hauteet distribués par un plateau de dispersion dans une chambre desélection. Des trajectoires différentes pour les particules fines et lesparticules grossières sont obtenues par effet de ventilation à l’aidedu whizzer situé au-dessus du plateau de dispersion. De l’air recyclégrâce à un chemisage interne permet un rinçage des produitsgrossiers.
Diverses variantes ont été conçues par les constructeurs.
Le sélecteur Poittemill (figure 11) utilise des déflecteurs avecretour d’air à orientations réglables.
Le sélecteur Ventoplex Alpine (figure 12) comporte un ventila-teur additionnel VR de hauteur réglable, permettant d’effectuer desséparations fines en position supérieure et plus grossières en posi-tion inférieure. Un rinçage des particules grossières est prévu parl’air. Ce type de séparateur travaille dans un champ très vaste decoupures : a97 compris entre 30 et 300 µm, avec des débits-massed’alimentation allant de 0,2 à 5 t/ h pour les coupures de 30à 45 µm, et de 20 à 80 t/h pour les coupures comprises entre 60et 150 µm.
Polysius propose le système MKT (figure 13) comportant unplateau de dispersion et quatre étages de ventilation, constituantautant d’étages de lavage des poussières. Le séparateur est équipéd’un cyclone de recyclage d’air et possède quatre sorties de pro-duits fins [1].
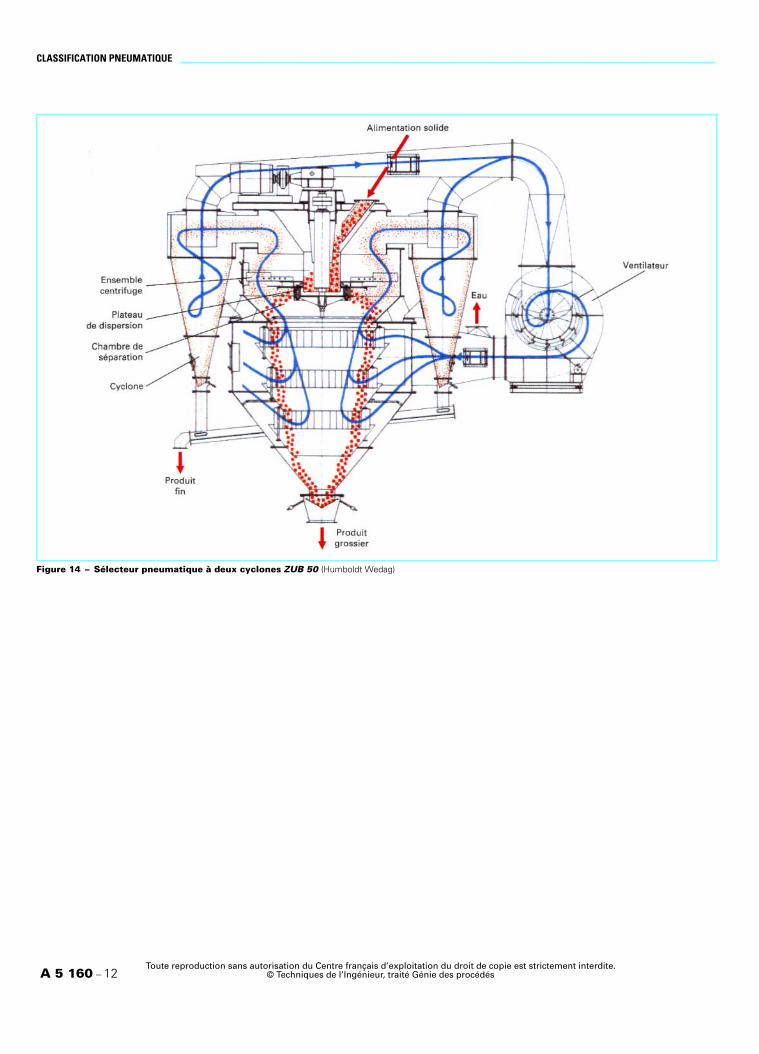
Dans une conception voisine tenant compte de l’intérêt demultiétages de ventilation, Humboldt Wedag propose un appareilmuni de deux cyclones (figure 14).
4.2.4.2 Sélecteurs à rotor vertical
Ils agissent grâce à un rotor pourvu de fentes, les particules finesétant poussées à travers les fentes du rotor pour être séparées desparticules grossières. La classification est réalisée en régimetransitoire entre les régimes laminaires et turbulents. Le calcul desforces agissant sur les particules solides n’est pas possible car auxcaractéristiques physiques des solides s’ajoutent les frottements etles courants secondaires. En conséquence, les calculs théoriquessont basés sur des modèles simplifiés de circulation.
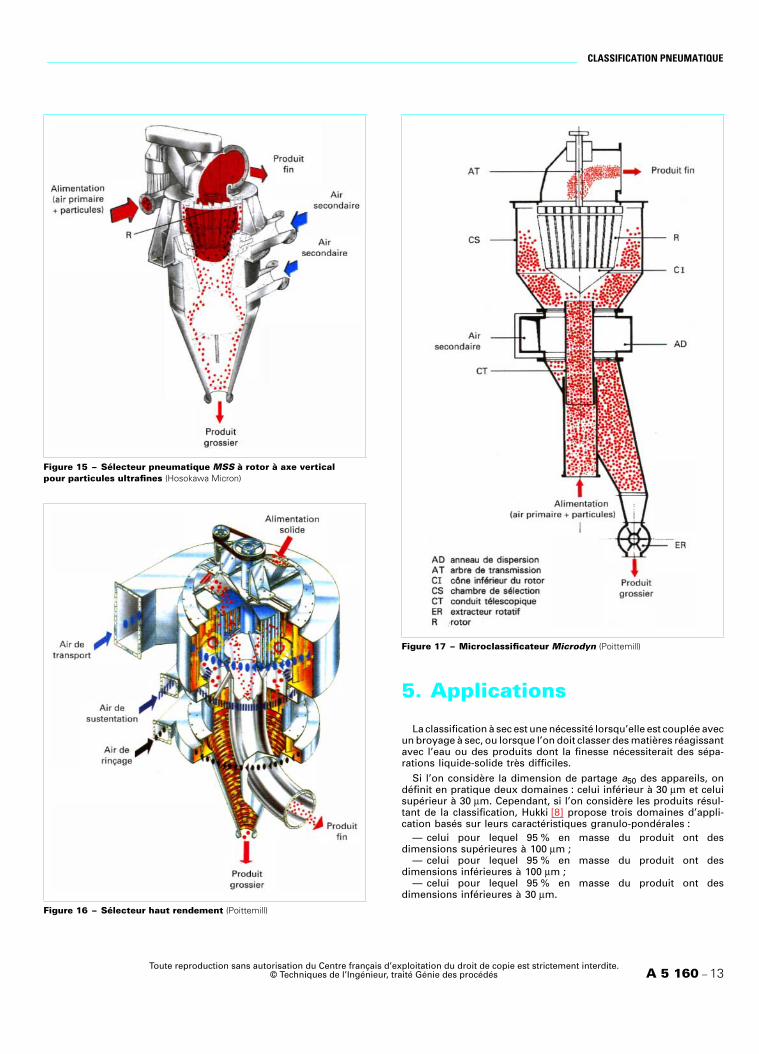
Ces sélecteurs nécessitent généralement d’être couplés à uncollecteur des fractions fines qui agit comme un dépoussiéreur.Dans l’exemple de la figure 15 (séparateur super MSS de Hoso-kawa Micron), l’air primaire et le matériau à traiter entrent tangen-tiellement à la périphérie du corps de l’appareil et circulent del’extérieur vers l’intérieur. Les particules fines passent alors à tra-vers les fentes du rotor et s’évacuent vers le collecteur grâce auvortex qui se crée à l’intérieur de l’appareil. Il se produit alors sousl’effet de la force centrifuge une préséparation des grosses particu-les qui, avec celles qui sont refusées par le rotor, sont soumises àune dispersion répétée par des jets d’air secondaires, pour termi-ner la sélection des particules fines qui n’ont pu être séparées austade précédent. Avec ce type de sélecteurs, il est possible d’attein-dre des finesses a97 < 2 µm. Dans d’autres variantes qui combinenttoujours une séparation par force centrifuge et par fluidisation desparticules solides, l’alimentation de l’appareil se fait par le côtélatéral alors que l’air primaire est introduit au bas de l’appareil(séparateur standard MS-N de Hosokawa Micron). La dimension decoupure a50 se situe entre 20 et 180 µm.
Figure 10 – Séparateur pneumatique à whizzer (d’après [3])
Figure 11 – Classificateur mécanique à air (Poittemill)
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.A 5 160 − 10 © Techniques de l’Ingénieur, traité Génie des procédés

_________________________________________________________________________________________________________ CLASSIFICATION PNEUMATIQUE
Une conception sensiblement différente est mise en œuvre dansle sélecteur Poittemill (figure 16). L’originalité de cet appareilconsiste à collecter les fines particules dans une gaine à la base durotor et à évacuer les produits par un système collecteur.
Un autre séparateur, le Microdyn de Poittemill (figure 17), utiliseun conduit télescopique pour alimenter le produit à séparer dansl’axe du rotor, sous son cône inférieur. Le produit se répartit alors
dans la chambre de sélection. Le mélange air primaire-particulesacquiert ainsi un mouvement rotatif. Les particules grossières sontprojetées sur les parois de la chambre, soumises à une agitation vio-lente au niveau de l’anneau de dispersion où se produit égalementl’élutriation des particules dans l’air secondaire. Le Microdyn, selonses dimensions, peut traiter de 0,250 à 30 t/h en réalisant des cou-pures de 3 à 150 µm avec des puissances installées de 7,5 à 65 kW.
Figure 12 – Sélecteur pneumatique Ventoplex Alpine
Figure 13 – Sélecteur pneumatique multiétages MKT (Polysius) (d’après [1])
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Génie des procédés A 5 160 − 11
CLASSIFICATION PNEUMATIQUE __________________________________________________________________________________________________________
Figure 14 – Sélecteur pneumatique à deux cyclones ZUB 50 (Humboldt Wedag)
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.A 5 160 − 12 © Techniques de l’Ingénieur, traité Génie des procédés
_________________________________________________________________________________________________________ CLASSIFICATION PNEUMATIQUE
5. Applications
La classification à sec est une nécessité lorsqu’elle est couplée avecun broyage à sec, ou lorsque l’on doit classer des matières réagissantavec l’eau ou des produits dont la finesse nécessiterait des sépa-rations liquide-solide très difficiles.
Si l’on considère la dimension de partage a50 des appareils, ondéfinit en pratique deux domaines : celui inférieur à 30 µm et celuisupérieur à 30 µm. Cependant, si l’on considère les produits résul-tant de la classification, Hukki [8] propose trois domaines d’appli-cation basés sur leurs caractéristiques granulo-pondérales :
— celui pour lequel 95 % en masse du produit ont desdimensions supérieures à 100 µm ;
— celui pour lequel 95 % en masse du produit ont desdimensions inférieures à 100 µm ;
— celui pour lequel 95 % en masse du produit ont desdimensions inférieures à 30 µm.
Figure 15 – Sélecteur pneumatique MSS à rotor à axe verticalpour particules ultrafines (Hosokawa Micron)
Figure 16 – Sélecteur haut rendement (Poittemill)
Figure 17 – Microclassificateur Microdyn (Poittemill)
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Génie des procédés A 5 160 − 13
CLASSIFICATION PNEUMATIQUE __________________________________________________________________________________________________________
Les appareils peuvent être utilisés :— en circuit ouvert, il s’agit alors la plupart du temps d’un
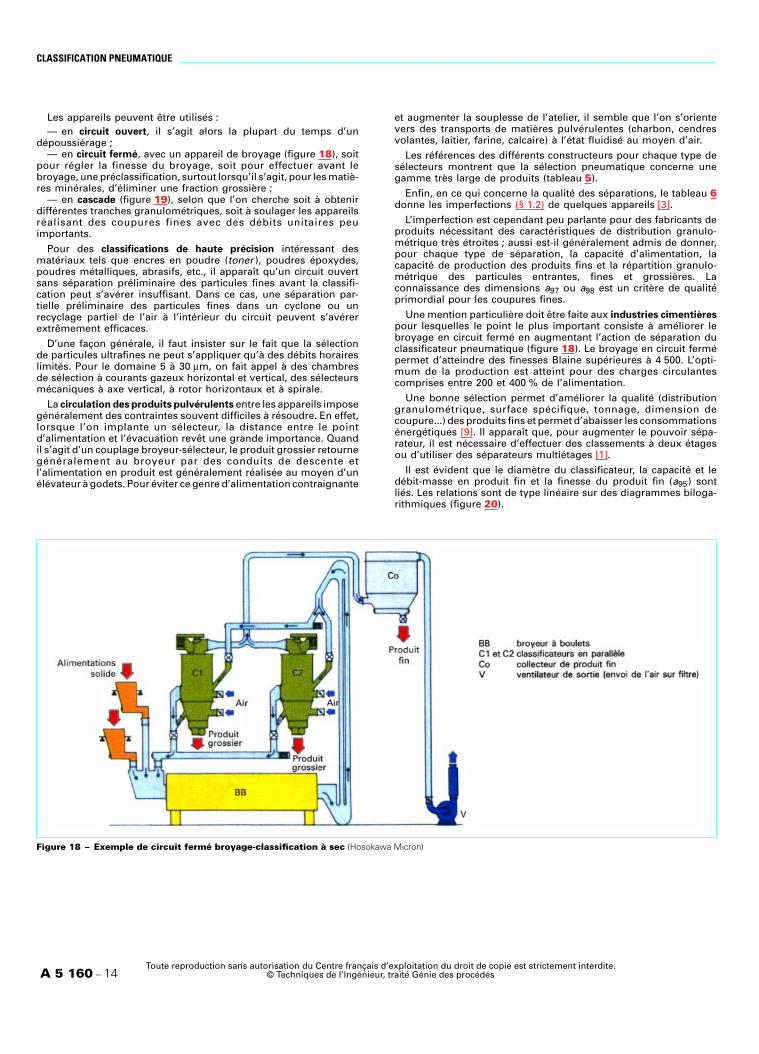
dépoussiérage ;— en circuit fermé, avec un appareil de broyage (figure 18), soit
pour régler la finesse du broyage, soit pour effectuer avant lebroyage, une préclassification, surtout lorsqu’il s’agit, pour les matiè-res minérales, d’éliminer une fraction grossière ;
— en cascade (figure 19), selon que l’on cherche soit à obtenirdifférentes tranches granulométriques, soit à soulager les appareilsréalisant des coupures fines avec des débits unitaires peuimportants.
Pour des classifications de haute précision intéressant desmatériaux tels que encres en poudre (toner ), poudres époxydes,poudres métalliques, abrasifs, etc., il apparaît qu’un circuit ouvertsans séparation préliminaire des particules fines avant la classifi-cation peut s’avérer insuffisant. Dans ce cas, une séparation par-tielle préliminaire des particules fines dans un cyclone ou unrecyclage partiel de l’air à l’intérieur du circuit peuvent s’avérerextrêmement efficaces.
D’une façon générale, il faut insister sur le fait que la sélectionde particules ultrafines ne peut s’appliquer qu’à des débits horaireslimités. Pour le domaine 5 à 30 µm, on fait appel à des chambresde sélection à courants gazeux horizontal et vertical, des sélecteursmécaniques à axe vertical, à rotor horizontaux et à spirale.
La circulation des produits pulvérulents entre les appareils imposegénéralement des contraintes souvent difficiles à résoudre. En effet,lorsque l’on implante un sélecteur, la distance entre le pointd’alimentation et l’évacuation revêt une grande importance. Quandil s’agit d’un couplage broyeur-sélecteur, le produit grossier retournegénéralement au broyeur par des conduits de descente etl’alimentation en produit est généralement réalisée au moyen d’unélévateur à godets. Pour éviter ce genre d’alimentation contraignante
et augmenter la souplesse de l’atelier, il semble que l’on s’orientevers des transports de matières pulvérulentes (charbon, cendresvolantes, laitier, farine, calcaire) à l’état fluidisé au moyen d’air.
Les références des différents constructeurs pour chaque type desélecteurs montrent que la sélection pneumatique concerne unegamme très large de produits (tableau 5).
Enfin, en ce qui concerne la qualité des séparations, le tableau 6donne les imperfections (§ 1.2) de quelques appareils [3].
L’imperfection est cependant peu parlante pour des fabricants deproduits nécessitant des caractéristiques de distribution granulo-métrique très étroites ; aussi est-il généralement admis de donner,pour chaque type de séparation, la capacité d’alimentation, lacapacité de production des produits fins et la répartition granulo-métrique des particules entrantes, fines et grossières. Laconnaissance des dimensions a97 ou a98 est un critère de qualitéprimordial pour les coupures fines.
Une mention particulière doit être faite aux industries cimentièrespour lesquelles le point le plus important consiste à améliorer lebroyage en circuit fermé en augmentant l’action de séparation duclassificateur pneumatique (figure 18). Le broyage en circuit fermépermet d’atteindre des finesses Blaine supérieures à 4 500. L’opti-mum de la production est atteint pour des charges circulantescomprises entre 200 et 400 % de l’alimentation.
Une bonne sélection permet d’améliorer la qualité (distributiongranulométrique, surface spécifique, tonnage, dimension decoupure...) des produits fins et permet d’abaisser les consommationsénergétiques [9]. Il apparaît que, pour augmenter le pouvoir sépa-rateur, il est nécessaire d’effectuer des classements à deux étagesou d’utiliser des séparateurs multiétages [1].
Il est évident que le diamètre du classificateur, la capacité et ledébit-masse en produit fin et la finesse du produit fin (a95) sontliés. Les relations sont de type linéaire sur des diagrammes biloga-rithmiques (figure 20).
(0)
(0)
Figure 18 – Exemple de circuit fermé broyage-classification à sec (Hosokawa Micron)
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.A 5 160 − 14 © Techniques de l’Ingénieur, traité Génie des procédés

_________________________________________________________________________________________________________ CLASSIFICATION PNEUMATIQUE
Figure 19 – Exemple de circuit en cascade de classificateurs (Hosokawa Micron)
Tableau 5 – Applications de quelques sélecteurs pneumatiques
Type de sélecteurs Applications
Chambres de sélectionMatières minéralesProduits agricoles
Matières plastiques
Appareils utilisantla force centrifuge
Cyclones etsélecteur à whizzer
Matières minéralesPoudres métalliques
Produits forestiers et agricoles
Classificateurs à rotor
Charges minéralesPigments colorants
Encres en poudre (toner )Carbures de tungstènePoudres métalliques
InsecticidesSciures de bois
Produits chimiques, alimentaireset pharmaceutiques
Tableau 6 – Imperfections de divers sélecteurs pneumatiques
Type de sélecteur Imperfection
Chambre de sélection à courant gazeux horizontal 0,6 à 0,8
Chambre de sélection à courant gazeux verticalen forme de zigzag 0,1 à 0,3
Appareil de conception mixte type Birtley 0,3
Cyclones statiques 0,4 à 0,7
Sélecteur à axe vertical à whizzer 0,25 à 0,35
Sélecteur à spirale type Mikroplex 0,1
Sélecteur multiétage type MKT 0,15 à 0,45
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Génie des procédés A 5 160 − 15

CLASSIFICATION PNEUMATIQUE __________________________________________________________________________________________________________
6. Consommation énergétique, usure et prix de revient
Les consommations énergétiques massiques en kWh/ t croissentavec la finesse de la coupure (a95 décroît) étant donné que les débitssolides traités décroissent (figure 20a ) et que le volume d’air àmettre en mouvement croît. Il faut aussi souvent compter sur lanécessité de travailler avec des appareils en cascade. Aussi lesconsommations énergétiques qui figurent dans le tableau 7 sontpurement indicatives et varient largement avec les caractéristiquesdes solides, leur concentration, leur forme, etc.
La concentration en solide des gaz est responsable de deuxphénomènes : le bouchage et l’usure des appareils.
Le bouchage des appareils peut se produire quand laconcentration en solide Cs est trop élevée. Smolik [13] donne lesrègles empiriques suivantes pour les cyclones, en exprimant Cs eng/m3 et D le diamètre du cyclone en millimètres, afin d’évaluer laconcentration à partir de laquelle se produit le bouchage :
— poussières non cohésives : Cs = D / 2 ;— poussières cohésives : .
L’usure est intense dans les appareils utilisant la centrifugation,surtout s’ils traitent des matériaux abrasifs. Les constructeurs, pourtenir compte de cet inconvénient, ont prévu des revêtementsanti-usure (caoutchouc/polyuréthanne, etc.) ou des matériaux detype basalte fondu, fonte blanche Ni-Hard, céramique, etc.
Le prix de revient, rapporté à l’unité de masse, d’une classificationà 300 µm doit être multipliée par 10 pour une classification à 25 µmet par un coefficient proche de 100 pour une classification à quelquesmicromètres. (0)
Figure 20 – Capacité de production de produit finen fonction de la finesse a95 et du diamètre du sélecteur (d’après [9])
Tableau 7 – Ordre de grandeur des consommations énergétiques selon la finesse de coupure
Type de sélecteurFinesse a97 Énergie consommée
(µm) (kWh/ t)
Cyclone statiquesimple vortex 60 4 à 7,5double vortex 60 2 à 1,5
Sélecteur mécaniqueà axe verticaltype whizzer
150 2 à 7100 2,8 à 5
80 3 à 760 4,5 à 940 8 à 16
Sélecteur mécaniqueà un rotor horizontal
120 1,9 à 4,560 7,4 à 1410 10,5 à 20
8 12 à 206 22 à 405 28 à 534 70 à 1003 > 100
D/4 � Cs � D/8
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.A 5 160 − 16 © Techniques de l’Ingénieur, traité Génie des procédés

Do
c. A
5 1
60
12 -
199
3
POUR
EN
SA
Classification pneumatique
par Pierre BLAZYProfesseur à l’Institut National Polytechnique de Lorraine (INPL)Directeur du Centre de Recherche sur la Valorisation des Minerais (CRVM)
et El-Aïd JDIDDocteur ès SciencesIngénieur de Recherche au Centre de Recherche sur la Valorisation des Minerais (CRVM)Laboratoire Environnement Minérallurgie LEM URA 235
VOIR
PLUS
BibliographieRéférences de l’article [A 5 160][1] ALBERT (O.). – Operating experience with a
new multi-component recirculating air sepa-rator. Zement, Kalk und Gips, 33 (5), p. 236-239 (1980).
[2] AUSTIN (L.G.) et LUCKIE (P.T.). – An empiri-cal model for separator data. Zement, Kalkund Gips, 29 (10), p. 452-457 (1976).
[3] BLAZY (P.). – La valorisation des minerais.Presses Universitaires de France (1970).
[4] BREUER (H.). – Symposium of InhaledParticles and Vapours, CN Davies PergamonPress, Oxford, p. 453 (1961).
[5] EDER (T.). – Zur einheitlichen Kennzeich-nung der Trennschärle. MontanzeitungVienne, p. 163-165 (1951).
[6] EIBISCH (R.) et HAUBOLD (S.). – Betriebs-bedingungen für Streuwindsichter. NeueBergbautechnik (3), p. 193-200 (1972).
[7] EIBISCH (R.), HAUBOLD (S.) et SCHNEDEL-BACH (G.). – New dispersing device for cen-t r i fuga l a i r c lass ifiers . F re ibergenForschungsh. A (553), p. 219-230 (1976).
[8] HUKKI (R.T.). – Construction and perfor-mance of a precision gravitational pneumaticclassifier and corresponding gravitational-centrifugal classifiers. Tenth Int. Min. Proc.Congress (1973), IMM, p. 195-212 (1974).
[9] HUKKI (R.T.). – Dry grinding in closed circuitwith two-step classification. Zement-Kalk undGips (5), p. 199-205 (1977).
[10] KAISER (F.). – Der Zick-Zack Sichter, ein Wind-sichter nach neuem Prinzip. SymposionZerkleinern Herausgegeben von Prf HansRumpf Verlag Chemie GmbH, p. 587-605(1962).
[11] LESCHONSKI (K.). – Das Klassieren disperserFeststoffe in gasförmigen Medien. Chem.Ing. Tech. (49), no 9, p. 708-719 (1977).
[12] MAYER (F.W.). – Allgemeine Grundlagen derT. Kurven. Aufbereitungstechnik (8), p. 429-440 (1967).
[13] SMOLIK (J.). – Air pollution abatement.Part 1, Scriptum no 401-2099, Technical Uni-versity of Prague (1975).
[14] STAIRMAND (C.J.). – The design and perfor-mance of cyclone separators. Trans. Inst.Chem. Engrs., (29), p. 356-372 (1951).
[15] SVAROVSKY (L.). – Solid-gas separation.Handbook of powder technology. Vol. 3Elsevier (1981).
Autres référencesPowder separation problems take of the air. Proces-
sing, p. 44-45, déc. 1977.Classifiers developments make sizing problems
take to the air. Processing, p. 72-73, fév. 1979.BARARI (H.B.), KAR (D.D.) et SEN GUPTA (P.). –
Performance of a continuous fluidized bed clas-sifier. Indian Journal of Technology, vol. 16,p. 343-346 (1978).
BEECKMANS (J.M.). – The inclined plane particleclassifier. Powder Technology, 28 (2), p. 129-134 (1981).
BERNOTAT (S.) et GREGOR (W.). – Some aspectsabout separation in a cross-flow air classifier.Chem. Eng. Science, vol. 33, p. 751-757(1978).
GEL’PERIN (N.I.) et PONOMAREV (G.S.). – An ana-lysis of granular materials classification effi-ciency in a rising gas stream. Soviet Chem. Ind.,10 (7), p. 595-598 (1978).
KELSEY (G.D.). – Dry classification processes rela-ted to mill systems. Filtration & Separation,p. 218-220, mai/juin 1981.
KNOBLOCH (Von O.), MÜLLER (M.) et EICKHOLT(H.). – State of development of distributionplate - and channel wheel separators. Zement-Kalk und Gips (8), p. 413-417 (1978).
LESCHONSKI (K.). – Recent developments in thetheory and practice of particle classification. I.Chem. E. Symposium series no 63, p. D2/M/1à 22 (1981).
LUCKIE (P.T.) et AUSTIN (L.G.). – Technique forderivation of selectivity functions from experi-mental data. Tenth Int. Min. Proc. Congress(1973), IMM, p. 773-801 (1974).
MUZYKA (D.), BEECKMANS (J.M.) et JEFFS (A.). –Solids separation in a counter current fluidizedcascade : Jetsam-Rich mixtures at total reflux.The Can. J. Chem. Eng., vol. 56, p. 286-291(1978).
PLANOVSKII (A.N.), NIKITIN (V.G.) et BASSEL(A.B.). – Calculation of the efficiency of multi-stage systems for the classification of powders.Theor. Found. Chem. Eng., 11 (1), p. 94-97(1977).
POUTHIER (G.) et BONATI (M.). – Le sélecteur àlames permet des classifications précises àfaible coût. Revue de l’Industrie Minérale -Mines, p. 162-181, mars 1971.
PREM (H.) et PRIOR (M.H.). – Some recent develo-pments in size reduction and air classification. I.Chem. E. Symposium Series no 63, p. D2/P/1à 19 (1981).
RUDINGER (G.). – Fundamentals of gas-particleflow. Handbook of Powder Technology. Vol. 2,Elsevier (1980).
VOSE (J.R.). – Separating grain components by airclassification. Separation and PurificationMethods, 7 (1), p. 1-29 (1978).
RevuesEn français
CIM Bulletin.
Ciments, Bétons, Plâtres et Chaux.
Industrie Minérale, Mines et Carrières.
Informations Chimie.
L’Industrie Céramique.
En allemand
Aufbereitungs Technik.
Chemie Ingenieur Technik.
Fortschritt Verfahrenstechnik.
Freiberger Forschungshefte.
Interceram.
Neue Bergbautechnik.
Zement, Kalk und Gips.
En anglais
American Institute of Chemical Engineers.
British Ceramic Society Publications.
Canadian Journal of Chemical Engineering.
Canadian Mining Journal.
Chemical Engineering.
Chemical Engineering Science.
Coal Preparation.
Engineering and Mining Journal.
Filtration and Separation.
Fine Particles Processing Series.
Indian Journal of Technology.
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copieest strictement interdite. − © Techniques de l’Ingénieur, traité Génie des procédés Doc. A 5 160 − 1

CLASSIFICATION PNEUMATIQUE __________________________________________________________________________________________________________POUR
EN
SAVOIR
PLUS
Industrial Chemical Engineering.
Industrial Minerals.
Institution of Chemical Engineers.
International Journal of Mineral Processing.
Journal of American Ceramic Society.
Journal of American Chemical Society.
Journal of South African Institute of Mining andMetallurgy.
Material Sciences Engineering A.
Minerals Engineering.
Minerals Processing.
Minerals and Metallurgical Processing.
Mining Engineering.
Mining Journal.
Particulate Sciences and Technology.
Powder Metallurgy.
Powder Technology.
Processing.
Separation and Purification Methods.
Transactions of American Institute of Mining Engi-neering AIME.
Transactions of Council for Science and IndustrialResearch.
Transactions of Institute of Mining and MetallurgyIMM.
Transactions of the Indian Institute of Minerals.
World Mining Equipment.
Constructeurs. FournisseursABB Raymond, Combustion Engineering Inc. (2).
Aerodyne Development Corp. (2).
Allis Mineral Systems, Grinding Division (2).
Andersen 2000 Inc. (2).
Barron Industries (2).
Coors Wear Products (2).
Del Monego Spa (2).
Denver Process Equipment Ltd, division of Denver Equipment (2).
Ducon Environmental Systems (2).
FCB Fives Cail Babcock (1,2).
FL Smidth and Co AS (2).
Fuller Co FL Smidth Group (2).
General Electric Environmental Services Inc. (2).
Hosokawa Micron Division, Mikropul Products (1, 2).
Hosokawa Micron France (1, 2).
Kennedy Van Saun Corp. (1, 2).
KHD Humboldt Wedag AG (1, 2).
Krupp Polysius AG (2).
Larox Inc. (2).
O und Aufbereitungstechnik (2).
O und K Orenstein und Koppel AG (1,2).
Pakco Industrial Ceramics Inc. (2).
Poittemill Ingénierie (2).
Polysius SA (2).
Sepor Inc. (2).
Sly (WW) Manufacturing Co. (2).
Stein Industrie (2).
Sturtevant Inc. (2).
Sweco Inc. (2).
Westpro Sales Inc. (2).
Williams Patent Crusher and Pulverizer Co. (2).
Young Industries Inc. (2).
(1) Chambres de sélection à courant horizontal ou vertical
(2) Sélecteurs utilisant la force centrifuge
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copieDoc. A 5 160 − 2 est strictement interdite. − © Techniques de l’Ingénieur, traité Génie des procédés