5 2014 전기전자 세미나 개선사례(하이게인안테나)-140813
DESCRIPTION
.TRANSCRIPT

( 하이게인 안테나 사례 )
품질 및 공정 개선 사례
하이게인 안테나 소개하이게인 안테나 소개

목 차
회사 현황 회사 현황
주요 사업 영역 및 현황 주요 사업 영역 및 현황
주요시설 주요시설

회사 현황
하이게인 안테나 하이게인 안테나회사명
이돈신이돈신대표이사
1970 년 10 월 1 일1970 년 10 월 1 일사업개시
총 70 명 ( 연구원 : 15 명 , 박사 1 명 , 석사 14 명 )총 70 명 ( 연구원 : 15 명 , 박사 1 명 , 석사 14 명 )
주요현황
충남 논산시 충남 논산시
60 억원60 억원자본금
총 226 명 ( 연구원 : 65 명 , 박사 5 명 , 석사 20 명 ) 총 226 명 ( 연구원 : 65 명 , 박사 5 명 , 석사 20 명 )
종업원수
특허 : 45 건 , 실용 신안 : 4 건 특허 : 45 건 , 실용 신안 : 4 건 지적재산
엔지니어링 컨설팀 사업자 , 정보 통신 공사업 엔지니어링 컨설팀 사업자 , 정보 통신 공사업
1993 년 11 월 19 일1993 년 11 월 19 일
자본금 :16 억원 , 총 매출 92 억원 자본금 :16 억원 , 총 매출 92 억원
종업원수
면허보유
사업개시
현 황
극동통신 ( 자회사 ) 극동통신 ( 자회사 ) 회사명
소 재 지
667 억원 (2013 년 ) 667 억원 (2013 년 ) 년 매출

회사 연혁
1970. 10 하이게인 안테나 공업사 창립1978. 02 주식회사로 법인 설립1981. 06 반월공단내 현 공장으로 이전1982. 08 미국 GTE ISC 와 인공위성용 안테나 제작 기술 제휴1983. 07 유망중소기업 지정 ( 중소기업은행 )
1985. 12 공장 증축 ( 계측실 및 연구소 : 470 평 )
1986. 12 전파통신연구소 과학기술처 인가 (NO.336)
1987. 04 무역업 갑류 허가 취득 (NO.535661, 경기도지사 )
1987. 07 유망중소 통신기업 선정 ( 정보통신부 )
1991. 03 전기통신공사업 1 등급 취득 ( 제 514 호 정보통신부 )
1991. 08 전문기술 용역업 ( 통신분야 ) 허가취득1994. 04 엔지니어링 활동 주체 신고1995. 03 군용 안테나 계열화 전문업체 지정 ( 국방부 훈령 496 호 )
1995. 05 ISO9001 인증 취득 ( 독일 TUV-CERT 인증 )
1995. 08 무궁화위성 지상 관제소 관제용 안테나 개발 , 설치1995. 11 전기통신 공사업 1 등급 변경 ( 제 514 호 , 정보통신부 )
1995. 12 95 년 산학연 협동상 중소기업부문 최우수상수상 ( 교육부장관 )
1996. 03 성실납세 우수기업 표창 ( 재정경제원장관 )
1996. 04 디지털 이동전화 개발 공로 표창 ( 국무총리 )
1998. 04 은탑산업훈장 수상 ( 대통령 )
1998. 06 벤처기업 지정 ( 연구개발 투자 기업 )
1999. 02 기술경영인상 ( 한국산업기술진흥협회 )
1999. 12 벤처기업 지정 ( 신기술 개발기업 )
2000. 09 전파산업진흥에 이바지한 공로 표창 수상 ( 한국전자파 진흥협회 )
2004. 02 한국도로공사 BMT 합격 (ETCS : 전자요금 징수체계 )
2004. 08 한국도로공사 ETCS 사업 수주 ( 포스데이타 컨소시엄 )
2005. 08 기술혁신형 중소기업 인증 취득 (INNO-BIZ)
2005. 09 벤처기업지정 ( 신기술개발기업 ) - 경기지방중소기업청장2007. 03 SQ 인증 획득 _ 하이게인텔레콤 ( 현대 / 기아자동차 )
2007. 09 한국도로공사 OBE 단말기 11 만대 계약2007. 12 한국도로공사 ETC 전국 확대 사업 준공 ( 전국개통 )
2008. 04 현대 / 기아자동차 룸미러형 하이패스 단말기 계약 2009. 06 ISO14001 인증 취득 ( 독일 TUV-CERT 인증 )
2009. 06 천문대 전파 망원경 21M 안테나 설치 ( 한국천문연구원 )
2009. 10 현대 / 기아자동차 룸미러형 하이패스 양산 수주2011. 04 현대 / 기아자동차 (HG/YF) 룸미러형 하이패스 양산 적용2011. 11 현대 / 기아자동차 룸미러형 하이패스 확대 양산 적용2011. 11 한국천문연구원 S-Band 7M 위성수신안테나 공급 계약2012. 03 현대 / 기아자동차 (KH) 룸미러 하이패스 양산 적용2013. 01 하이패스 사업부 법인 변경 ( 하이게인텔레콤 -> 하이게인안테나 )
2013. 08 SQ 인증 획득 _ 하이게인안테나 ( 현대 / 기아자동차 )

1. 룸 미러형 하이패스 모듈
주요 고객 및 매출 비중
현대모비스 ( 현대 / 기아 자동차 )
전체 매출 대비 약 27% 매출 비중 . 룸 미러형 하이패스 단말
기
1
2
3
4
주요 사업 영역 및 현황 ( 하이게인 안테나 )

한국 통신 32 m Antenna
2. 위성 지구국 안테 나
위성 신호 감시용 6- 대역 안테나
다목적 실용 위성 관제용 안테나
나로호 추적용 안테나( 제주 추적소 )
전파망원경 시스템( 천문 연구원 )
주요 고객 및 매출 비중
KT, ETRI, KARI, 전파 연구소 등정부 출연 연구원 , 국방부 , 해외업체
전체 매출 대비 약 15 % 매출 비중 .
주요 사업 영역 및 현황 ( 하이게인 안테나 )

3. 이동 통신용 안테나
주요 고객 및 매출 비중
SKT, KT, LG U+, 노키아 에릭슨
전체 매출 대비 약 37 % 매출 비중 . 기지국용 안테나 : 2G, 3G, LTE
음영 지역 안테나 : 2G, 3G, LTE
주요 사업 영역 및 현황 ( 하이게인 안테나 )

군 위성 지구국 안테나
4. 군용 안테 나
차량 탑재용 안테나
함정용 위성 통신 안테나
주요 고객 및 매출 비중
국방부 , ADD, 삼성 탈레스 , LIG 넥스원
전체 매출 대비 약 16 % 매출 비중 .
무인 비행기 링크용 안테나
주요 사업 영역 및 현황 ( 하이게인 안테나 )

라디오 / 디지털 TV 방송용 안테나
5. 마이크로 웨이브 / 방송용 안테나
주요 고객 및 매출 비중
KT, KBS, MBC, SBS
전체 매출 대비 약 5 % 매출 비중 .
마이크로 웨이브 통신용 안테나
주요 사업 영역 및 현황 ( 하이게인 안테나 )

하이패스 모듈 생산용 시설 (SMT 라인 )
주요 시설

하이패스 모듈 조립 공정 시설
주요 시설

하이패스 모듈 검사 공정 시설
주요 시설

하이패스 모듈 시험용 사내 시설
주요 시설
당사 내 자체 시험장 보유 / 운영 중 : 개발시 규격화된 통신영역 내 통신 성공율 최적화 시험 설비
실제 하이패스 영업소와 동일한 규격의 갠트리 및 안테나 높이 / 통신 영역 구성
국내 하이패스 사업체중 사내 하이패스 TEST_BED 유일 구축

하이패스 모듈 시험용 사외 시설
주요 시설
당사 자체 주행 시험장 ( 옥천 ) 보유 / 운영 중 : 개발시 주행 중 최적 통신율 확보를 위한 필수 설비
실제 하이패스 영업소와 동일한 규격의 갠트리 및 안테나 높이 / 통신 영역 구성
도로공사 주관 BMT 관련 전 시험 항목 자체 TEST 가능 ( 고속 160KM)

개선 활동 추진 사례 개선 활동 추진 사례
목 차
2. 개선 활동 진행 조직 2. 개선 활동 진행 조직
3. 품질 개선 추이 3. 품질 개선 추이
5. 개선 활동 요약5. 개선 활동 요약
6. 개선 활동 사례 6. 개선 활동 사례
4. 개선 목표 대비 실적4. 개선 목표 대비 실적
7. 진행 소감 및 향후 계획 7. 진행 소감 및 향후 계획
1. TFT 진행 내용 및 일정1. TFT 진행 내용 및 일정

초도방문 초도방문 : ’13. 10/16 : ’13. 10/16 지도착수 지도착수 : ’13. 11/07: ’13. 11/07 K-OFF : ’14. 1/21 K-OFF : ’14. 1/21 W-UP : ’14. 7/02W-UP : ’14. 7/02
추진 내용추진일정 (2013.11.07 ~ 2014.6.30)
11월
12월
1 월 2 월 3 월 4 월 5 월 6 월
현황파악
현상파악 /TFT 구성 (P-Chart 셋업 )
개선 THEME 도출
종합개선및
기술지도
업무 /PROCESS 문제점 진단 /개선
공장 이전 LAY-OUT 점검 /보완
SQ 에 준한 공정 평가 /기술지도
불합리요소제거
고질적인 문제점 개선 (전원불량 )
3정 5행 및 불필요 작업 제거
품질시스템정비
작업표준 ,관리계획서 검토 /개정
표준화 및 수평전개
테마도출테마도출
개선 실시개선 실시
현상분석현상분석
시화공장시화공장
KICK-OFF1/21
현상파악현상파악
개선 실시개선 실시
안산공장안산공장
개선적용개선적용 유효성점검유효성점검
1. TFT 1. TFT 진행 내용 및 일진행 내용 및 일정정

정기 회합일 : 사전 공지 (1주 전 )참석범위 : 팀원 ( 부재시 차선임자 )
정기 회합일 : 사전 공지 (1주 전 )참석범위 : 팀원 ( 부재시 차선임자 )
간사차장 정용대
- 정기 회의 소집- 상주기술 업무 일지- 개선활동 계획 / 보고서
KAP 기술지도김성은 위원
영업팀
차장 김우현
고객 납품 / 재고 관리
고객 요구사항
신규 개발 활동
생산팀
차장 정용대
공정 부적합 관리
생산 종합효율 관리
작업자 교육 관리
부자재 운영 / 유지
생산실적 관리
설비 /JIG 운영 관리
표준류 관리
공정개선 활동
품질관리팀
부장 이동현
사내 / 외주 품질 관리
외주처 품질 관리
검사 기준서
관리계획서
사내외 교육업무
통계적 공정 관리
QMS 운영 및 제 개정
내 / 외부 정기 감사
제조부분 종합 실적
연구소
차장 공호경
신제품 개발 업무
설계변경 추진 업무
제품 평가 / 검증 업무
양산 업무 지원
구매팀
과장 이은자
협력업체 관리
구매실적 관리
자재창고 운영 / 유지
자재 재고 관리
원가 관리
TFTeam 팀장이사 권 정 호
TFTeam 관리부사장 이 승 호
. 업무 분장
-. 팀장 : 승인 및 지도
-. 담당자 : 공정별 작업 조건 개정
-. 공정 책임자 : 공정별 문제점 도출 및 개선 활동
2. 2. 개선 활동 진행 조직개선 활동 진행 조직

제품 제조 공정

START : ‘13.11.07
3. 3. 품질 개선 추이 품질 개선 추이
월별 PPM 현황 ( 공정명 : 조립 / 검사 )
KAP 기술지도품질목표
(1,800 PPM)
생산지 이전 전 실적 ( 경기도 시흥시 ) 생산지 이전 후 실적 ( 경기도 안산시 )
KAP 기술지도 시작(2,563 PPM)2013. 11. 7
자체 품질지수KAP 기술지도 이전
(3,649 PPM)
중점 개선 활동 ( 환경 ,3 정 5S, 표준 )
(2014. 1 월 ~5 월 )
기능 불량지속 발생
(LED ON, 전원불량 )
SMT 조건 재설정(2014. 4 월 )
( 프린터 , 리플로워 )
저항자재 허용 SPEC 변경 (2014. 5 월 )
(30%->10%)
3. 3. 품질 개선 추이품질 개선 추이
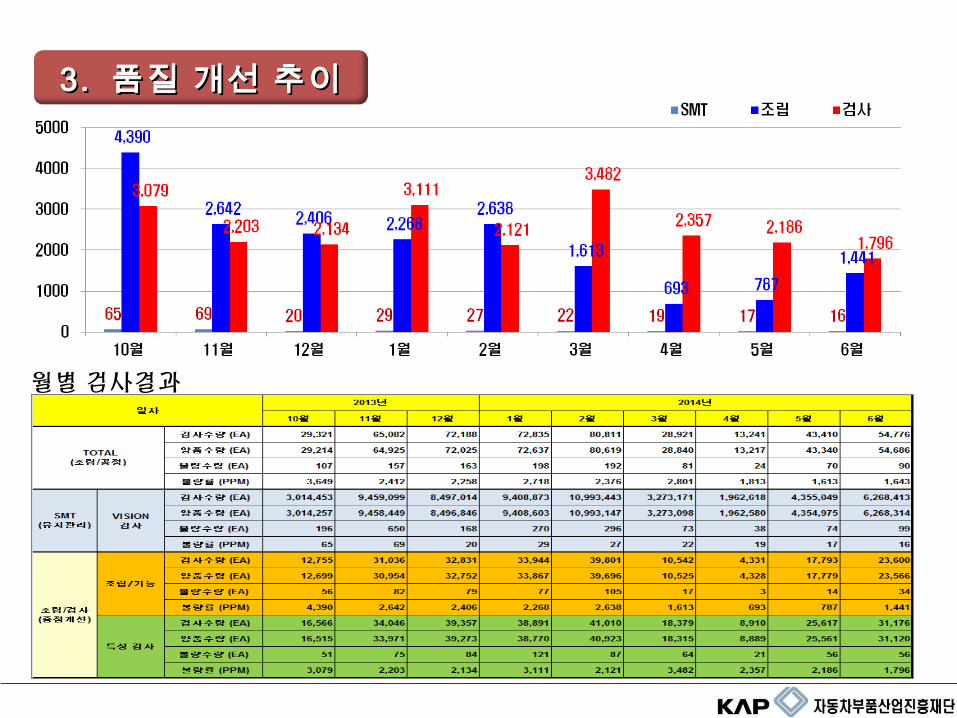
월별 검사결과
3. 3. 품질 개선 추이품질 개선 추이

구 분K-OFF
(13/11/07) 달성목표 Wrap Up 개선율 목표 달성율
공정불량율(PPM)
2,563 1,800 1,643 98.7 % 109.6 %
- 품질추이도 분석 확대 ( 월간 -> 주간 / 일일 현황 분석 ) : 품질 / 생산 ( 스마트폰을 통한 실시간 공유 업무 정착 )
- 공정별 환경 개선 (생산지 이전에 따른 공정별 정리 /정돈 .. 등 작업자 습관화 지속 운영 )
- SMT 주변기기 부속실 신규 개설 (주변기기 활용성 용이 )
- SMT 공정별 조건별 재 검증을 통한 최적화 재 설정 ( 고객 요구 기준 => 프린터 , REFLOW 조건 자체 검증 )
- SMT 주요 불량에 대한 소그룹 개선활동 전개 (1 회 /2 주 운영 )
- 작업자 / 검사자 자격인증 강화에 따른 책임의식 강화 (VISION 검사자 , 납땜 작업자 , 수리사 )
- 공정별 치공구 조건 표준화 재 검증 ( 라우터 BIT, 인두 TIP 및 이온나이져 평가 => 최적화 / 표준화 재 설정 )
- 자재 ,제품에 대한 선입선출 운영 SYSTEM 적용 (MES, 구조적 선입선출 방식 변경 )
- 고질적 불량에 대한 전부서간 협조 체계 정착 (TFT 활동 참여도 상승 ) : “ 우리” 업무라는 의식 강화
4. 4. 개선 목표 대비 실개선 목표 대비 실적적

No 개선 테마 명 내 용 비 고
1 공정 불량율 저감개선 지도 전 불량율불량율 : 2.563 PPM→ 관리 목표 : 1,800 PPM
최근 불량율 1,643 PPM( 불량율 64.1% 감소 )
2고질적 불량 개선
(TOP -3 문제 중 2 건 완료 )
TF Team 활동 운영으로고질적 문제 개선 수립( 기능불량 , SMT 불량… . 등등 )
품질 / 개발 / 생산
33 정 5 행
( 공정별 LAYOUT 개선 )
공정별 환경 개선 (1 층 & 5 층 )SMT 부속실 및 부자재 보관실 구축물류 흐름에 의한 공정 재 구축
권정호 이사 정용대 차장
4품질 지수 툴을
이용한 품질 관리
일일 불량 DATA 관리를 통한품질지수 모니터링 ( 실시간 공유 )일일 , 주간 DATA 를 통환 문제점 공유
이동현 부장구자임 차장
5 전사적 자원 관리MES 업그레드를 통한 전사적 자원 및 품질관리 시스템 확보
전부서
5. 5. 개선 활동 요약개선 활동 요약

6. 6. 개선 활동 사례개선 활동 사례
제조공정 검사공정 설비관리 3 정 5S TOTAL
문제점 도출 건수 23 15 20 20 78
해결 건수 22 15 20 20 77
미 완료 건수 1 - - - 1
해결 율 95.6% 100.0% 100.0% 100.0% 98.7%
소 항목 기준 개선 건수
※ 1 차 : 2014 년 상반기 완료
※ 2 차 : 2014 년 하반기 추가 검증 ( 예정 ) / ~ 2014. 11 월 限

개선사례 #1
- 주요 공정 조건 검증 / 개선 -

기존내용
개선내용
개 선 전 개 선 후
인두팁 교환주기 설정 근거 확보 필요( 교환주기 : 3 개월 설정 )
수납공정 인두 TIP 별 교환 표준서내부 기준 수립 / 게시 : 사용 기간별 TIP 이상여부 검증
개선사례 ) 조립공정 인두 TIP 교환주기 강화
인두팁 교환주기 선정기준미 확보
인두팁 교환 주기표준서 추가 확보

기존내용
개선내용
개 선 전 개 선 후
라우터 BIT 에 대한 자체 기준 임의 설정( 주기 : 약 120 회 사용 후 BIT 교환 )
라우터 BIT 에 대한 사용기준 자체 검증 /설정 : BIT 사용 횟수별 마모 , PCB 절단 상태( 외관 )
외관 기준 추가 초 , 중 , 종물 점검 운영 : 작업자 일일 점검 기록
개선사례 ) 라우터 BIT 기준 관리
라우터 BIT교환주기 선정기준
( 임의 설정 )
BIT 사용 기준 자체 수립PCB 절단면 관리 강화

기존내용
개선내용
개 선 전 개 선 후
공정 이온아이져 유효성 TEST 미 진행 : 1 회 / 월 수준 주기 및 기준 수립하여 이오나이져 투입 전 / 후 측정 관리 필요
공정 이온아이져 관리 기준 수립 및 유효성 검증 주기 설정 운영 (1 회 / 월 측정 ) : 정전기 점검시 투입 전 / 후 측정하여 유효성 검증 및 기록
개선사례 ) 이온아이져 유효성 검증 관리
공정 이온아이져유효성 점검 및 관리기준 설정 미흡 공정 이온아이져 관리 기준 설정
공정 게시 및 정기 점검 실시

기존내용
개선내용
개 선 전 개 선 후
점도측정 기준 근거자료 확보 및 이상발생시조치 방안 재 수립 필요
교반시간 대비 점도 측정 결과값 측정표 작성최적 조건 선정 근거자료 확보이상발싱시 ( 상한 / 하한 ) 조치방법 재수립 게시
개선사례 ) SMT 솔더 이상발생시 조치 기준

개선사례 ) SMT 공정품질 저감 활동 _납땜성 분석
기존내용
개선내용
개 선 전 개 선 후
SMT 주요 불량에 대한 개선 활동 미흡 : 쇼트 , 과납 , 미삽 , 뒤집힘 , 틀어짐 . .등
SMT 설비 조건별 재 설정 점검 / 공정 적용 : 메탈마스크 HOLE 수정 , REFLOW 조건변경 자재실장 높이 변경 , 질소량 조정 .. 등

납땜성 분석
개 선 전 개 선 후
현 상 및 원 인 개선 대책
현상 : 납땜성 분석시 사이드 볼 / 솔더 볼 일부 검출 원인 : REFLOW 예열조건 SPEC 만족하나 하한치 측정 ( 예열시간 기준 : 90 초 ~ 120 초 => 현 95 초 측정 )
REFLOW 예열구간 시간 증대 : 100 초 전 / 후 유지 (PROFILE 측정시 110 초 상한치 유지 운영 )
공 정 명 개선 일정 투자 금액 ( 단위 :백만원 )
SMT 2014 년 04 월 09 일 -
예열구간 : 95 초 측정
예열구간 : 110 초 전 / 후
유지 관리

개 선 전 개 선 후
현 상 및 원 인 개선 대책
현상 : 납땜성 분석시 사이드 볼 / 솔더 볼 일부 검출 원인 : 질소 공급 관리치 (1,000PPM) 하한 운영 ( 현재 – 300PPM 전 / 후 운영 )
질소 공급 ( 산소 측정치 ) 감소 설정 운영 ( 기준은 동일 ) : 300PPM 500PPM 이상 재 설정 - 질소 공급량 과다시 납볼 발생 가능성 있음
공 정 명 개선 일정 투자 금액 ( 단위 :백만원 )
SMT 2014 년 04 월 09 일 -
질소투입량 ( 기준 :1,000 PPM 이
하 ) 실제 300 PPM 전 /후
질소투입량 재설정1000~500 PPM
납땜성 분석

개 선 전 개 선 후
현 상 및 원 인 개선 대책
현상 : 수납땜 공정 납 이물 / 잔사 일부 검출 원인 : 생산지 이전에 따른 작업자 일부 운영 ( 긴급 샘플 적용으로 정상 작업자 미 반영 )
수납땜 공정 정상 납땜 작업자 운영 (4/01 ~ ) : 납땜성 불량 유형별 작업자 재 교육 (4/09)
공 정 명 개선 일정 투자 금액 ( 단위 :백만원 )
수 납땜 2014 년 04 월 09 일 -
수납땜 작업자 납땜성 불량유형별 추가 교육 실시
납땜성 분석
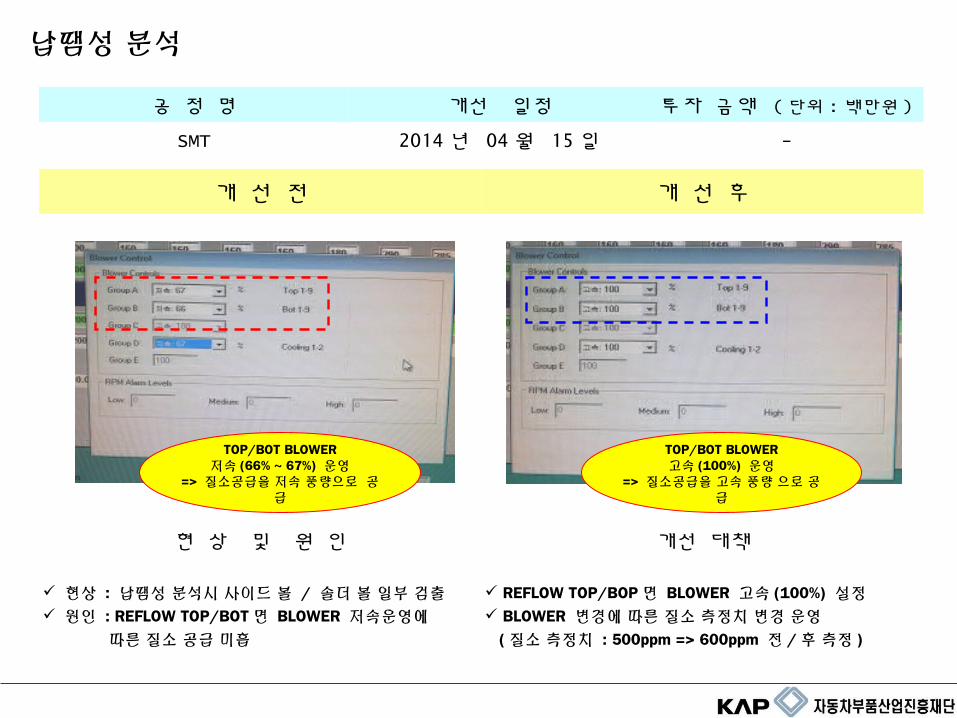
개 선 전 개 선 후
현 상 및 원 인 개선 대책
현상 : 납땜성 분석시 사이드 볼 / 솔더 볼 일부 검출 원인 : REFLOW TOP/BOT 면 BLOWER 저속운영에 따른 질소 공급 미흡
REFLOW TOP/BOP 면 BLOWER 고속 (100%) 설정 BLOWER 변경에 따른 질소 측정치 변경 운영 ( 질소 측정치 : 500ppm => 600ppm 전 / 후 측정 )
공 정 명 개선 일정 투자 금액 ( 단위 :백만원 )
SMT 2014 년 04 월 15 일 -
TOP/BOT BLOWER저속 (66% ~ 67%) 운영
=> 질소공급을 저속 풍량으로 공급
TOP/BOT BLOWER고속 (100%) 운영
=> 질소공급을 고속 풍량 으로 공급
납땜성 분석

개 선 전 개 선 후
현 상 및 원 인 개선 대책
현상 : 납땜성 분석시 사이드 볼 / 솔더 볼 일부 검출 원인 : FEEDER CHIP 부품 실장 상태 검토 ( 실장높이 )
MOUNTER FEEDER PICK UP 후 PCB 에 실장하는 높이 변경 : 0.00mm -> 0.20mm ( 실장시 납 퍼짐 및 사이드볼 / 납볼 위치 이동 최소화 )
공 정 명 개선 일정 투자 금액 ( 단위 :백만원 )
SMT 2014 년 04 월 15 일 -
부품 실장 높이 (Z-축 )
0.20mm 상향 조정
부품 실장 높이 (Z-축 )
0.00mm 설정
납땜성 분석

개 선 전 개 선 후
현 상 및 원 인 개선 대책
현상 : 납땜성 분석시 사이드 볼 / 솔더 볼 일부 검출 원인 : METAL MASK 개구부 확대에 따른 납량 과다
METAL MASK 개구부 SIZE 변경 적용 - 변경전 : 110% -> 105% / 5% 축소 => CHIP 부분 ) - 사이드볼 / 납볼 발생될수 있는 납량 최소화
공 정 명 개선 일정 투자 금액 ( 단위 :백만원 )
SMT 2014 년 04 월 15 일 0.5
METAL MASK 개구부110% 상향 조정( 소납 방지 운영 )
METAL MASK 개구부105% => 5% 축소 조정(CHIP 위치 ALL 적용 )
납땜성 분석

개선사례 #2
- 품질개선 및 3 정 5S, 교육 개선 -

기존내용
개선내용
개 선 전 개 선 후
수납땜 JIG 납볼등 비산 , 내부유입 방지장치 추가 개조 필요
수납땜 JIG 검토 후 비산 , 내부유입가능 부분 추가 개선( 부직포 , 패드 부착으로 유입 방지 )
개선사례 ) 납땜 JIG 이물 유입 방지 관리
납땜 JIG 일부 내부유입방지 개선 필요
납땜 JIG 별 이물질 유입 방지 패드 부착 적용

기존내용
개선내용
개 선 전 개 선 후
공정 주요 품질문제 개선 추진 필요 ( 현상 : 기능검사시 LED ON 불량 )
LED 주변회로 부품 중 저항값 오차값 적용( 저항 오차값 : 30% -> 10% 변경 ) => 저항 SPEC : 660Ω ±10% : 신규 회로 구성시 과거 품질문제 반영 검토
개선사례 ) 품질문제 개선 활동
ESD FILTER 저항값
허용치 30% 적용
ESD FILTER 저항값허용치 10% 적용
( 저항 SPEC : 660Ω ±10% )
저항값 허용치 변경 적용에 따른 전체 불량에 30% 감소

기존내용
개선내용
개 선 전 개 선 후
월별 불량 지수 산출 현황 관리일일 , 주간 , 월별 품질지수 추이도 관리 (P-CHART 추가 반영 )
개선사례 ) 품질지수 관리 P-CHART 개선

기존내용
개선내용
개 선 전 개 선 후
조립공정 컨베어 상단 부위 정리 안됨
3 정 5S 운영 교안 작성 및 정기적 교육 실시 - 일상점검 항목 교육 실시 ( 조회시 ) - 분기별 상세 항목 교육 실시 ( 정기교육 )
개선사례 ) 조립공정 상단 정리정돈 습관화
기존내용
개선내용
개 선 전 개 선 후
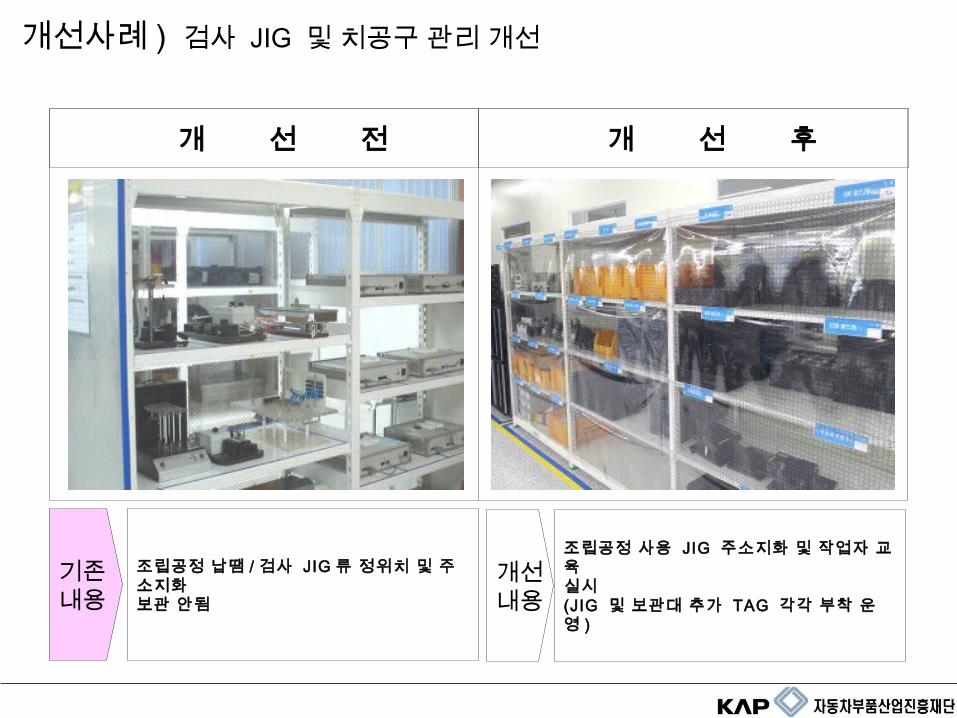
조립공정 납땜 / 검사 JIG 류 정위치 및 주소지화보관 안됨
조립공정 사용 JIG 주소지화 및 작업자 교육실시(JIG 및 보관대 추가 TAG 각각 부착 운영 )
개선사례 ) 검사 JIG 및 치공구 관리 개선

기존내용
개선내용
개 선 전 개 선 후
년간 교육 계획에 따라 임직원 교육 현장 실습 ,이론교육 을 위한 교육장 검토 : 현장 교육 장소 및 확보 필요
교육계획 대비 이론 , 현장 실습 구역별 AREA확보 / 가시화 구분 운영 : 특성에 맞는 현장교육을 위한 이론 및 실습 공간 현장 배치 ( 교육 / 실습장 확보 , 교안 게시등 )
개선사례 ) 정기 교육 현장 + 이론 강화 운영
현장실습 구역 - SMT 현장실습 구역 – 조립 / 납땜
현장실습 구역 – 검사 공정 현장실습 구역 - 이론교육
공정별 특성구분 현장실습교육장소 확보 /배치
현장위주의 이론 /실습
교육장 검토 필요
기존내용
개선내용
개 선 전 개 선 후
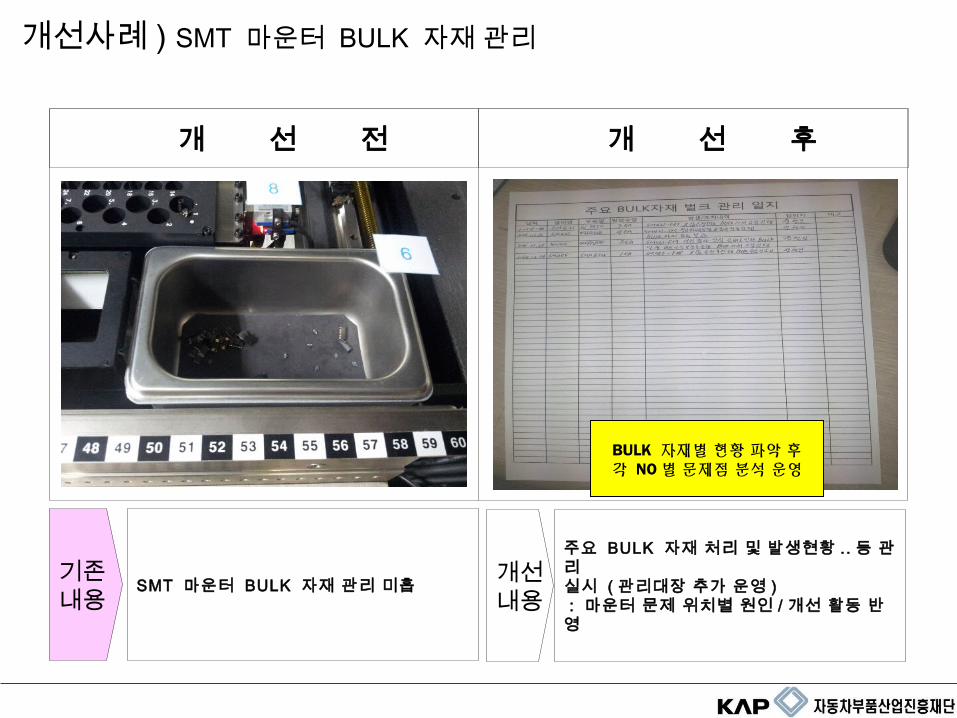
SMT 마운터 BULK 자재 관리 미흡
주요 BULK 자재 처리 및 발생현황 .. 등 관리 실시 ( 관리대장 추가 운영 ) : 마운터 문제 위치별 원인 / 개선 활동 반영
개선사례 ) SMT 마운터 BULK 자재 관리
BULK 자재별 현황 파악 후각 NO 별 문제점 분석 운영

개선사례 #3
- 주요 공정별 환경 개선 활동 -

개선사례 ) 전류 검사 설비 , 작업효율 개선
기존내용
개선내용
개 선 전 개 선 후
수입검사 전류 + 진동 검사 설비 개선 필요 : 제품 안착 JIG 개선 / 수동 SPEC 설정 부분
전류검사 전용 설비 추가 확보상단 전원단자 열배치 및 컨트롤러설비내 적용 으로 작업 효율 증대
작업 효율 증대( 전원단자 배열
작업등 )
전원단자 열배열 (3 정 5S)

개선사례 ) 납 연기 흡입 덕트 추가 개선
기존내용
개선내용
개 선 전 개 선 후
조립공정 납 연기 흡입 덕트 용량 확대 필요
공장 이전 시 덕트 설비 검토 / 확대 반영( 덕트 2 곳으로 변경 흡입력 강화 )

기존내용
개선내용
개 선 전 개 선 후
SMT 부속실 없음 ( 마스크 세척 , 보관대 ,텐션 .. 등 ) : 주변기기 산발적 배치에 의한 운영 불편
공장 이전 시 SMT 부속실 추가 확보 : 칸막이 추가 설치
개선사례 ) SMT 주변기기 구역 구분 관리
기존내용
개선내용
개 선 전 개 선 후
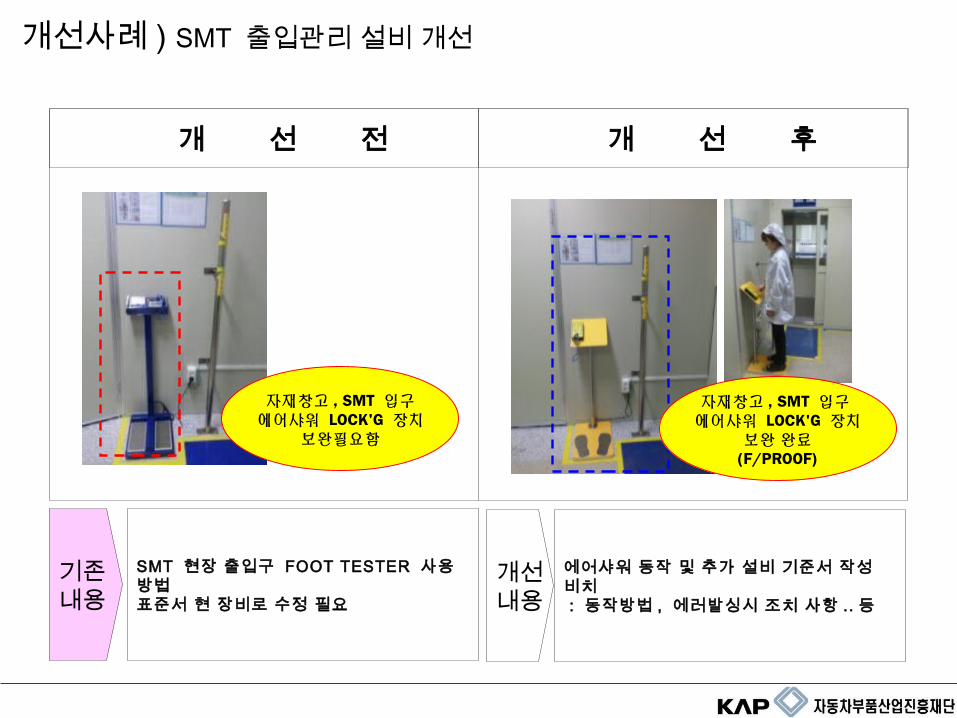
SMT 현장 출입구 FOOT TESTER 사용방법표준서 현 장비로 수정 필요
에어샤워 동작 및 추가 설비 기준서 작성 비치 : 동작방법 , 에러발싱시 조치 사항 .. 등
개선사례 ) SMT 출입관리 설비 개선
자재창고 , SMT 입구에어샤워 LOCK'G 장치
보완필요함
자재창고 , SMT 입구 에어샤워 LOCK'G 장치
보완 완료(F/PROOF)
개선사례 ) 현장 출입구 이물질 관리 강화
기존내용
개선내용
개 선 전 개 선 후
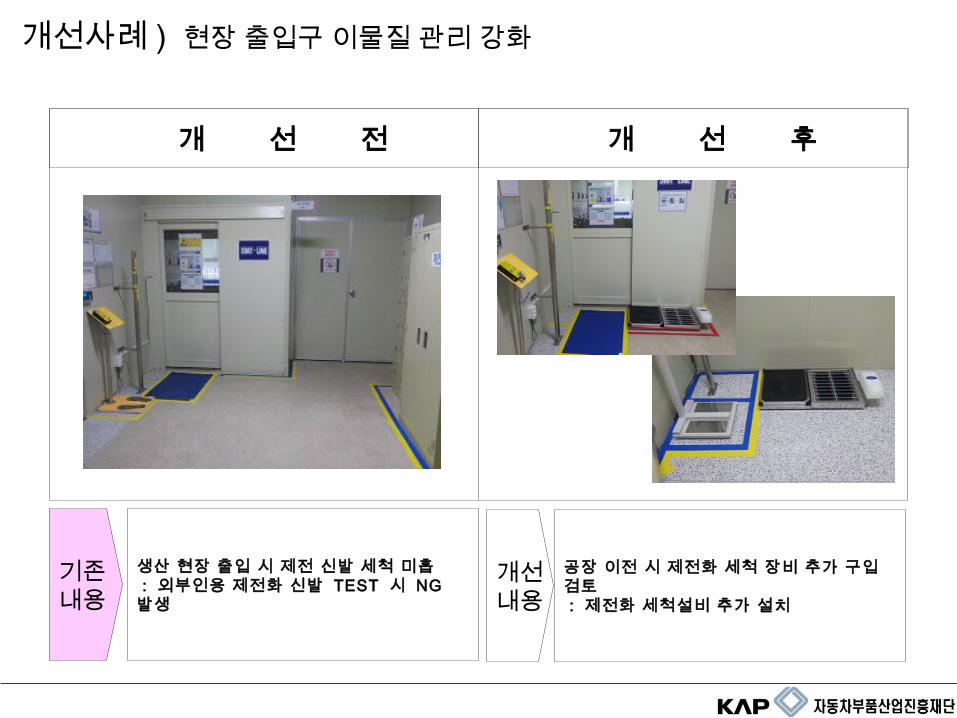
생산 현장 출입 시 제전 신발 세척 미흡 : 외부인용 제전화 신발 TEST 시 NG 발생
공장 이전 시 제전화 세척 장비 추가 구입 검토 : 제전화 세척설비 추가 설치

개선사례 ) 현장 출입문 이물질 유입 관리 개선
기존내용
개선내용
개 선 전 개 선 후
생산 현장 출입구 이물질 유입 방지 방안 미 적용 ( 출입문 OPEN 시 현장 진입 구조 )
생산 현장 출입구 2 중 출입 구조 추가 반영 : 1 층 /5 층 출입구 구분 격리화 구조 반영
1 층 -SMT
5 층 - 조립 / 검사

기존내용
개선내용
개 선 전 개 선 후
솔더크림 보관 선입선출 방식 변경 검토보관 냉장고 내부 선입선출 방식 렉 추가 설치 : 보관렉 신규 제작 / 설치 완료
개선사례 ) 크림솔더 선입선출 개선

기존내용
개선내용
개 선 전 개 선 후
메탈마스크 텐션 측정 후 자동 판정되도록 시스템 수정 필요 : 현 , 텐션측정 DATA 는 자동 UPLOAD’G 중으로 자동 합불 판정되도록 SYSTEM 수정 필요
메탈마스크 텐션측정 DATA UPLOAD'G 후 자동서식 추가하여 합불 자동 판정되도록 SYSTEM 수정 완료
개선사례 ) SMT 주변기기 DATA 관리 개선
메탈마스크 텐션 측정 DATA자동 UPLOADING 후 합불
판정시 수동 기록 중
메탈마스크 텐션 측정 DATAUPLOAD’G 후 자동 합불
판정 되도록 시스템 수정 完

기존내용
개선내용
개 선 전 개 선 후
솔더크림 냉장고 - 상온방치 - 교반 공정간 대기시간 .. 등 가시화 관리방안 필요 : 현 , 교반하지 않고 방치중 시간만 초과 후 투입시 투입됨
솔더크림 운영에 대한 전반적이 가시화 관리 추가 게시 : 이동 방향 및 각 관리구역별 동작 / 준수 사항 .. 등 표시
개선사례 ) SMT 주변기기 관리 개선
솔더 주변기기 사용시사용조건 및 지침가시화 표시 부착
솔더 주변기기 관련 각 PART 별
관리현황 미흡

기존내용
개선내용
개 선 전 개 선 후
METAL MASK 성적서에 평탄도 검사 항목 추가 ( 뒤틀림 검사되도록 관리 양식 추가 할 것 ) : FRAME 평단도 ( 현 보유 METAL MASK 업체에 요구 할것 ) GAP GAUGE 로 자체 검사 필요
메탈마스크 텐션 측정 표준서에 프레임 검사항목 추가 : HGA 내부 정기적 (1 회 /3 개월 ) 점검 항목 추가 관리 : 외주 입고 성적서에 프레임 평탄도 항목 추가 요청
개선사례 ) 메탈 마스크 관리 항목 추가
METAL MASK 프레임 평탄도 관리방안 추가 검토
METAL MASK 프레임 평탄도정기적 검사 실시 (1 회 /3 개월 )
외주 성적서 평탄도 항목 추가

기존내용
개선내용
개 선 전 개 선 후
스퀴지 날 검사설비 미흡 ( 실제 작동시 하중 고려한 test j ig 검토 필요 )
스퀴지 날 검사구 추가 제작 / 설치 : 스퀴지 점검 관리 대장 기록 작성
개선사례 ) 스퀴지 날 검사구 설치
스퀴지 날 검사구 미 설치
스퀴지 날 검사시실제 하중 고려한 검사 JIG 신규 제작
(후반 부분 조명 설치 스퀴지 변경

기존내용
개선내용
개 선 전 개 선 후
SMT 중간검사대에 확대경 비치 필요 : 초 , 중 , 종물 검사구 미 비치
중간 검사 아크릴 확대경 부착 관리 ( 신규 제작 비치 완료 )
개선사례 ) SMT 실장상태 검사구 추가
중간 검사대 실장검사용확대경 설치 완료
(REFLOW 투입전 검사 )중간 검사대 확대경
비치 필요

기존내용
개선내용
개 선 전 개 선 후
라우팅 공정 별도 ROOM 에 설치방안 검토 요 : 현 비산방지 COVER 없이 OPEN 된 환경 으로 인해 이물관리 미흡
라우터 비산방지 커버 및 주변환경 구조물 추가 부착 실시
개선사례 ) 라우터 공정 주변 비산방지 환경 개선
라우터 전면부 상 / 하단비산방지 COVER 추가 설치
라우터 작업시 비산방지COVER 미 설치

기존내용
개선내용
개 선 전 개 선 후
라우터 집진설비 교체 필요 : 집진능력 , 진입압력 , FILTER 점검 , 차압등 관리 가능한 설비 교체 검토
라우터 집진 설비의 진공압 및 FILTER 이상 , 차압등 표시 및 관리 가능한 신규 설비 구입 및 현장 적용
개선사례 ) 라우터 집진설비 추가 개선
라우터 집진설비 진공압 , 필터점검차압등 관리 기능 미흡
집진 장비 신규 설치
- 집진기 압력 / 적정압력 유지 시스템 / 차압 모니터링
- 관리항목 DISPLAY 표시

진행 소감
▷ 지속적인 개선활동을 통한 품질 안정화 유지
▷ 공정 자동화 시스템 구축 ( 조립 / 납땜 공정 )
▷ 고질적 불량에 대한 근본 개선 활동 추진 (TFT 활성화 )
▷ 관리자 , 작업자 지속적 교육을 통한 의식 고취 ( 사내 , 외부 교육 )
지속적인 공정 품질 개선 목표
1,000 PPM
향후 계획
보람 있던 일 1) KAP 전문위원님의 도움을 받아 개선활동을 진행하면서 기존 운영 방식을 벗어나 체계적 , 표준화된 방식을 도입하여 공정 관리자 / 담당자 의식이 변화된 점 . 2) 주요 관리항목에 대한 표준 설정 , 필요성 직접적 검증을 통한 담당자 이해도가 향상 된 점 . 3) 지속적 개선을 통한 고객만족 , 경쟁력 확보 .. 등 임직원 의식이 고취 된 점 .
어려웠던 일 1) 부서간 개선활동 중 중복된 부분에 대한 상호 소극적 참여도 부분 ( 초기 기술지도 항목 선정시 부서간 협의 일부 미흡 )
7. 7. 진행 소감 및 향후 진행 소감 및 향후 계획계획