52386217-teg-hysys
TRANSCRIPT

1
PROCESS SIMULATION OF GLYCOL REGENERATION
Lars Erik Øi, Associate Professor, Telemark University College, Porsgrunn, Norway
Elisabeth Tyvand Selstø, Process Engineer, Kvaerner Stavanger, Norway
for presentation at GPA Europe's meeting in Bergen 13th - 14th May 2002
ABSTRACT
Natural gas dehydration is normally performed by absorption in triethylene glycol. Regeneration bytraditional distillation achieves about 1 weight % water in regenerated glycol. Use of stripping gas withor without an extra column, Coldfinger, Drizo and the Read Cycle are processes that achieve less than1 % water in regenerated glycol. These processes are difficult to model because of special details, andconvergence is a traditional problem in regeneration calculations. Models for all the glycolregeneration processes have been developed in the process simulation program HYSYS with thePeng Robinson equation of state. The models can also be implemented in other process simulationprograms and with other vapour/liquid equilibrium models. Parameters in the models have beenadjusted to simulate actual regeneration plant performance. The models have also been used toevaluate alternative regeneration processes.

2
INTRODUCTIONNatural gas is dehydrated to avoid corrosion or pipeline plugging due to ice or hydrate formation. Thetraditional way to dehydrate natural gas is by absorption in triethylene glycol (TEG). Normally, thewater is removed from the (rich) glycol by distillation, and then the regenerated glycol is recycled backto the absorption column. Figure 1 shows a typical process.
After absorption, soluble gases like CO2 are first released from the glycol in a flash tank, and then theglycol is heated before it flows to a distillation (regeneration) column. The regeneration column has areboiler and a condenser. Regeneration of the glycol by atmospheric distillation at about 200 °Cachieves about 1 weight % water in regenerated glycol. The regenerated glycol is pumped back to theabsorption column and heat exchanged against the rich glycol and cooling water.
Figure 1: Traditional TEG absorption and stripping process
To achieve less than about 1 weight % water in TEG, there are several special regprocesses available. Examples are use of stripping gas with or without an extra coDrizo [2] and the Read Cycle [3]. There is not much available information in literatuof such processes. GPSA [4] and Kohl [5] are general references for dehydration p
The aim of this paper is to show how different glycol regeneration processes can bsimulation program. Then it is showed how these models can be used to evaluate regeneration processes.
This paper is based on a M.Sc. thesis from 2001 [6] by Elisabeth Tyvand Selstø atUniversity College with Lars Erik Øi as responsible supervisor.
Wetgas
Flashtank
Dry gas
Glycolpump
Rich glycol
RegenerationcolumnAbsorption
column
Reboiler
enlumrero
e al
T
Condenser
erationn, Coldfinger [1],
about simulationcesses.
modelled in aternative
elemark

3
SIMULATION OF A TRADITIONAL TEG DEHYDRATION PROCESS
Available models
Models for traditional TEG dehydration processes are given from the vendors of the processsimulation programs HYSYS, PROSIM, PRO/Vision and ASPEN PLUS. Except for this, there is notmuch information about simulation of dehydration processes in the literature. A paper aboutdehydration simulation in PROSIM was presented at a GPA conference in 1992 [7]. At Hyprotech2000, two papers about simulation of glycol dehydration were presented, with emphasis on steadystate simulation [8] and dynamic simulation [9]. An example of a HYSYS simulation of a traditionalTEG dehydration process is given in figure 2.
Figure 2: HYSYS simulation of a traditional process
Compared to the general process in figure 1, the flowsheet includes a pre-cooler and a pre-scrubber toremove liquid water in the simulation. In the simulation, the pre-scrubber ensures that the gas to theabsorption column is exactly saturated with water. The storage tank is simulated as a flash unit toensure that the flow through the pump is pure liquid (in the calculations). One recycle block is used tocontrol that the recycled glycol flow equals the glycol flow to the absorption column.
Convergence problems
The calculation of a traditional TEG dehydration process in HYSYS, PRO/Vision or ASPEN PLUS isquite straightforward, but simulation calculations involving absorption columns, distillation columns andrecycles often have a tendency to diverge. This is discussed in reference [8].
The absorption column normally converges if the feed streams (natural gas in feed and recycledglycol) are specified, and the number of theoretical stages is limited (2 or 3 is typical).

4
The overall process can be difficult to converge because of the recycle from regeneration to theabsorption column. The normal way to start the calculation, is to guess the glycol liquid stream to theabsorber. When the rest of the process is calculated, the resulting liquid to the absorber is not exactlyequal to the guessed stream. This should be solved by some sort of iteration. However, this is often aproblem, due to the very small glycol loss that leaves the process in the degassing and the stripper.There are two common ways to solve this. One way is to stop the iteration after two cycles and acceptthe negligible difference in glycol flow. The other way is to calculate the glycol loss and add this to therecycled glycol stream.
The regeneration (stripping) column including reboiler and condenser often diverges. Very fewtheoretical stages are necessary (2 is typical), and a very low reflux is needed. It is recommended touse reboiler temperature (e.g. 204 °C) and a low reflux ratio (e.g. 0.5) as the specifications.
Vapour/liquid equilibrium
In the HYSYS calculations, the Peng Robinson (PR) equation of state has been used. This model isrecommended by Hyprotech [10] for TEG dehydration. The PR equation is simple, reliable andeffective. But it is not very accurate, and it also has some limitations.
The PR equation has only one adjustable binary parameter for each binary component pair. This is notenough to fit vapour/liquid equilibrium data accurately. An activity model with parameters fitted to newTEG/water equilibrium data is more accurate [11]. This is important in absorber design calculations.For flowsheet development and comparison calculations, the PR equation is satisfactory.
The PR equation in some cases calculates significant amounts of TEG in top of the regenerationcolumn. According to the very low vapour pressure of TEG, this is not correct according to equilibriumdata. The reason for this error is that the TEG/hydrocarbon binary parameter has been used to fithydrocarbon solubility, and this results in very wrong TEG solubilities in hydrocarbons.
However, the error in calculating loss of glycol is of minor practical importance. The actual loss ofglycol from a dehydration plant is due to mechanical losses (droplets or foam) from the absorptioncolumn, the flash tank or the regeneration column.
Base case
A dehydration case from the North Sea with 36500 kmol/h natural gas at 8550 kPa and temperature26 °C is used as a base case. The water specification in dried gas is less than 37 ppm (parts pr.million on a mol basis).
In the simulation calculation, the regeneration pressure was set to 110 kPa (slight overpressure) andthe reboiler temperature was set to 204 °C. The glycol circulation rate was set to 24 kg TEG pr. kgabsorbed water [4]. This results in a glycol purity of 98.9 weight % or 1.1 weight % water. The waterconcentration in the dried gas was calculated to 58 ppm. This is far from the specified 37 ppm.
It is not recommended to increase the reboiler temperature, because the glycol will degenerate abovethis temperature. It is normally not accepted to operate the regeneration column below atmosphericpressure because oxygen leakage into the system can cause an explosion hazard. To increase thenumber of theoretical stages will only reduce the water content slightly.
The conclusion is that regeneration by traditional distillation will only achieve about 1 weight % waterin regenerated glycol, and the water specification in the dried gas will not be achieved in the actualbase case.
5
SIMULATION OF REGENERATION PROCESSES
Stripping gas to reboiler
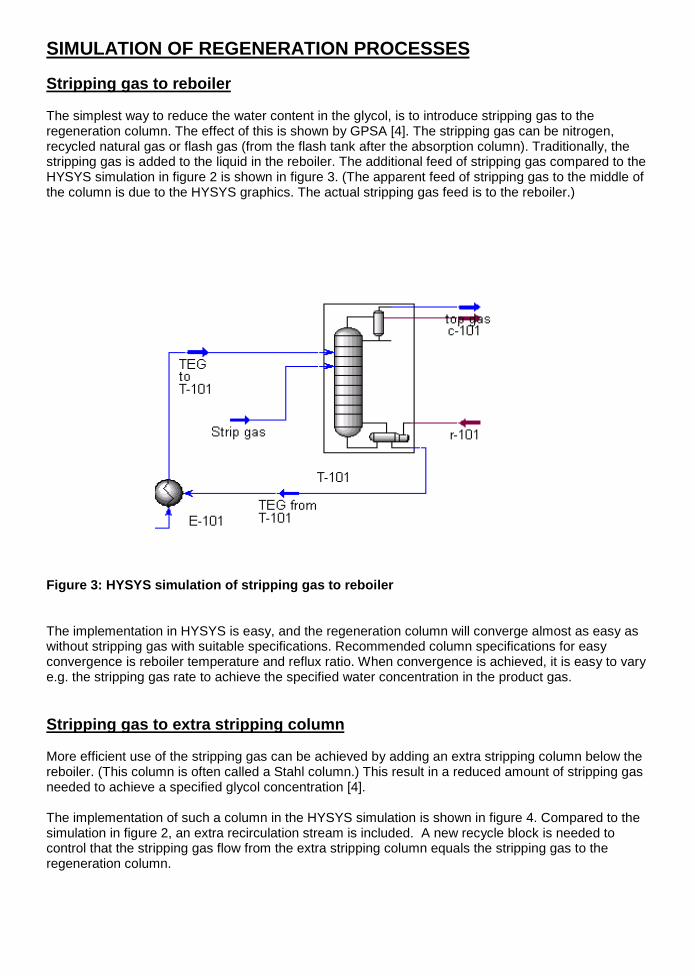
The simplest way to reduce the water content in the glycol, is to introduce stripping gas to theregeneration column. The effect of this is shown by GPSA [4]. The stripping gas can be nitrogen,recycled natural gas or flash gas (from the flash tank after the absorption column). Traditionally, thestripping gas is added to the liquid in the reboiler. The additional feed of stripping gas compared to theHYSYS simulation in figure 2 is shown in figure 3. (The apparent feed of stripping gas to the middle ofthe column is due to the HYSYS graphics. The actual stripping gas feed is to the reboiler.)
Figure 3: HYSYS simulation of stripping gas to reboiler
The implementation in HYSYS is easy, and the regeneration column will converge almost as easy aswithout stripping gas with suitable specifications. Recommended column specifications for easyconvergence is reboiler temperature and reflux ratio. When convergence is achieved, it is easy to varye.g. the stripping gas rate to achieve the specified water concentration in the product gas.
Stripping gas to extra stripping column
More efficient use of the stripping gas can be achieved by adding an extra stripping column below thereboiler. (This column is often called a Stahl column.) This result in a reduced amount of stripping gasneeded to achieve a specified glycol concentration [4].
The implementation of such a column in the HYSYS simulation is shown in figure 4. Compared to thesimulation in figure 2, an extra recirculation stream is included. A new recycle block is needed tocontrol that the stripping gas flow from the extra stripping column equals the stripping gas to theregeneration column.

6
Figure 4: HYSYS simulation of extra stripping column
The suggested calculation method to calculate the new recycle, is to start with a dry stripping gasstream from the extra stripping column, then calculate the distillation column and then calculate theextra stripping column. This can be repeated until convergence.
Another possibility is to simulate the regeneration column and stripping gas column as one column [8].The reboiler is then implemented as a heat input some trays above the bottom. The stripping gas isfed to the bottom tray.
READ Cycle
The principle of the Read cycle [3] is that the hydrocarbon gases from the regeneration column isrecycled (and used as stripping gas). The gas from top of the distillation column is cooled, the water iscondensed, (some of the) hydrocarbons are pressurised with a blower and used as stripping gas in theregeneration process. The advantage is that there is no need for additional stripping gas.
A READ cycle process implemented in HYSYS is shown in figure 5. Compared to the HYSYSsimulation of the processes in figure 2 and 4, some heat exchangers are added. A purge gas flow fromthe Read cycle is also included. Except for an extra recycle, the introduction of a Read cycle does notadd much simulation complexity to the calculations. A relevant simulation is to calculate the amount ofstripping gas and necessary compressing effect to achieve the specified water in the dried gas.
7
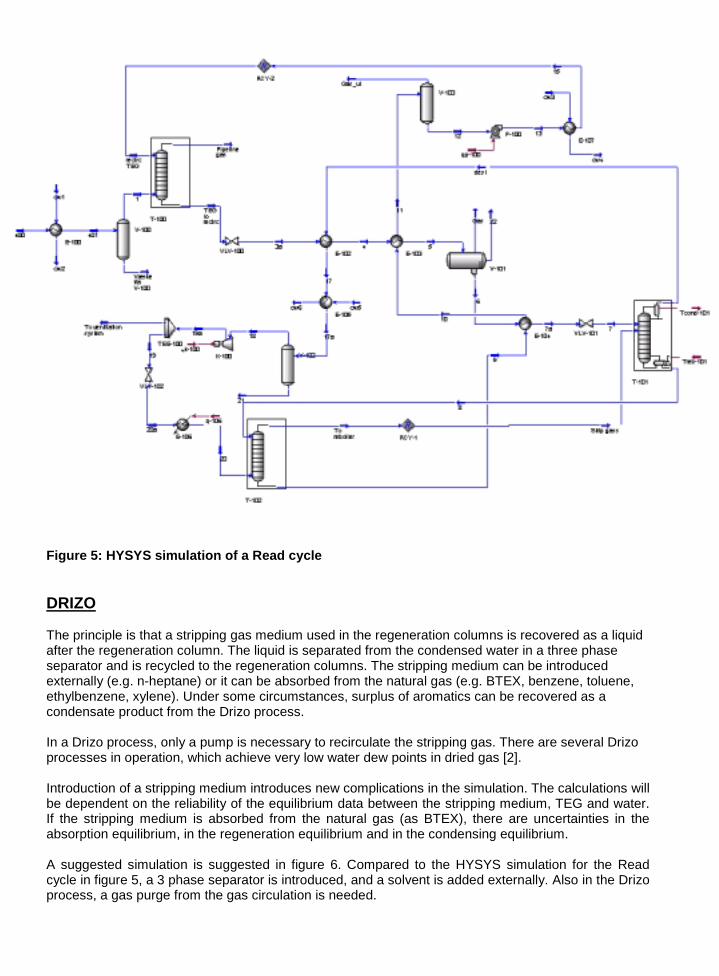
Figure 5: HYSYS simulation of a Read cycle
DRIZO
The principle is that a stripping gas medium used in the regeneration columns is recovered as a liquidafter the regeneration column. The liquid is separated from the condensed water in a three phaseseparator and is recycled to the regeneration columns. The stripping medium can be introducedexternally (e.g. n-heptane) or it can be absorbed from the natural gas (e.g. BTEX, benzene, toluene,ethylbenzene, xylene). Under some circumstances, surplus of aromatics can be recovered as acondensate product from the Drizo process.
In a Drizo process, only a pump is necessary to recirculate the stripping gas. There are several Drizoprocesses in operation, which achieve very low water dew points in dried gas [2].
Introduction of a stripping medium introduces new complications in the simulation. The calculations willbe dependent on the reliability of the equilibrium data between the stripping medium, TEG and water.If the stripping medium is absorbed from the natural gas (as BTEX), there are uncertainties in theabsorption equilibrium, in the regeneration equilibrium and in the condensing equilibrium.
A suggested simulation is suggested in figure 6. Compared to the HYSYS simulation for the Readcycle in figure 5, a 3 phase separator is introduced, and a solvent is added externally. Also in the Drizoprocess, a gas purge from the gas circulation is needed.
8
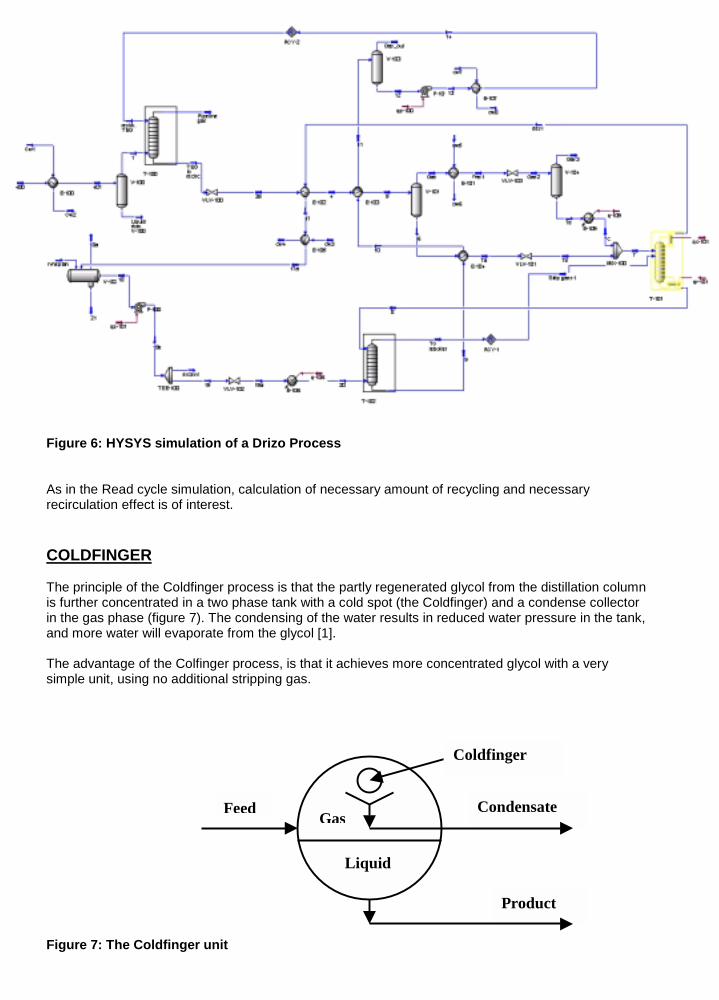
Figure 6: HYSYS simulation of a Drizo Process
As in the Read cycle simulation, calculation of necessary amount of recycling and necessaryrecirculation effect is of interest.
COLDFINGER
The principle of the Coldfinger process is that the partly regenerated glycol from the distillation columnis further concentrated in a two phase tank with a cold spot (the Coldfinger) and a condense collectorin the gas phase (figure 7). The condensing of the water results in reduced water pressure in the tank,and more water will evaporate from the glycol [1].
The advantage of the Colfinger process, is that it achieves more concentrated glycol with a verysimple unit, using no additional stripping gas.
Figure 7: The Coldfinger unit
Condensate
Coldfinger
Liquid
Feed Gas
Product

9
The Coldfinger unit is difficult to simulate in a steady state simulation program because the unit is notin equilibrium. The condensing at the cold spot is at a lower temperature than the glycol. Thesuggested simulation in HYSYS is performed with two flash units. The first is a flash tank simulatingthe equilibrium between the glycol and the vapour above. The vapour above is sent to a second flashtank simulating the condensing and removal of the water at a lower temperature. The simulation isshowed in figure 8.
Three recycle blocks are necessary in the calculations. Two of them are used to control that therecycled flows to the absorber column and the regeneration column equals the flows to the columns asin the previous HYSYS simulations in figure 4, 5 and 6. The third recycle block is used to control thatthe gas flow recycled from the condensing part of the coldfinger unit is equal to the gas feed to theequilibrium part.
Figure 8: HYSYS simulation of a Coldfinger Process
The extra cost of the Coldfinger unit is due to the extra equipment and the extra heat added tocompensate for the cooling. It is possible to calculate the necessary temperature in the condensingprocess and the extra heat added to achieve the specified water in the dried gas.

10
EVALUATION OF THE SIMULATION CALCULATIONS
Tuning of the models
The simulation calculations in HYSYS (or in any simulation program) are in principle dependent on thereliability of the gas/liquid equilibrium calculations. However, it is expected that the most importantuncertainties in the calculations are connected to the estimation of the efficiency in the columns. Ameasure of the efficiency is the number of equilibrium stages in the column.
Performance data for similar regeneration plants have been used to tune the models to actualefficiency performance. In a simulation model for a regeneration process in operation, the absorptioncolumn efficiency and the extra stripping column efficiency were fitted to represent measuredperformance data. The fitted column efficiencies were used in the base case models for comparisoncalculations.
Comparison of the processes
The models developed have been used to evaluate the possible alternatives. All the models exceptthe alternative without stripping gas were able to reduce the water content down to the waterspecification in dried gas.
The performance of the processes were compared taking into account- the amount of stripping gas- additional equipment- effects in pumps/blowers- heat consumption
The cost of stripping gas is the sum of the stripping gas itself and the need for processing (oftenrecycling) of the stripping gas.
In general, the cost differences between the simulated processes were quite small. Care must betaken in evaluating such comparisons. There are uncertainties in the modelling, in the equilibriumcalculations and in the equipment efficiency estimation (especially the column efficiencies). There arealso differences in cost and reliability that can not be taken into a simulation calculation.
A comparison analysis based on simulation calculations can be valuable for comparing the efficiencyof different process principles. But the traditional problem normally brakes down to a comparison ofinvestment cost, operation cost and reliability of available offers.
Other simulation tools
The models in this work have been implemented in HYSYS. HYSYS is an equation based simulationprogram, contrary to the sequential modular based simulation programs PRO/Vision and ASPENPLUS. However, the implementation of the recycle loops in HYSYS has been done by tearing(guessing) the process streams similar to the way it is done in a sequential modular simulationprogram. The suggested models should work well also in other simulation programs and with othervapour/liquid equilibrium models.

11
CONCLUSIONModels for the most used glycol regeneration processes have been developed in the processsimulation program HYSYS with the Peng Robinson equation of state. The models can also beimplemented in other process simulation programs and with other vapour/liquid equilibrium models.Parameters in the models have been adjusted to simulate actual regeneration plant performance. Themodels have been used to evaluate alternative regeneration processes.
REFERENCES1. Reid, L.S., "Coldfinger, an exhauster for removing trace quantities of water from glycol solutionsused for gas dehydration," Ball-Reid Engineers, Inc., Oklahoma City 1975.
2. Smith, R., Skiff, T.B., "Drizo Gas Dehydration," Laurance Reid Gas Conditioning Conference,Norman Oklahoma, March 1990.
3. "Read Gas Dehydration Units," Read Process Engineering AS, Nesbru, Norway.
4. "GPSA Engineering Data Book," Section 20, Dehydration, 10th ed. Gas Processors SuppliersAssociation, Tulsa, Oklahoma 1987.
5. Kohl, A., Nielsen, R., "Gas Purification," 5th ed., Gulf Publications 1997.
6. Selstø, E.T., "Simulering av gasstørkeanlegg (Simulation of gas dehydration units)," M.Sc. thesis,Telemark University College, Porsgrunn 2001.
7. Hernandez-Valencia, V.N, Hlavinka, M.W., Bullin, J.A., "Design Glycol Units for MaximumEfficiency," Proc. 71st Ann. Convention of Gas Processors Association, p310, Tulsa 1992.
8. Øi, L.E., Bråthen, T., "Calculation of TEG Dehydration in HYSYS," Hyprotech 2000, AmsterdamNovember 6th-10th, 2000.
9. Billington, P., "Verification of the process control system for the Asgard B mono-ethylene-glycol(MEG) regeneration module using dynamic simulation software," Hyprotech 2000, AmsterdamNovember 6th-10th, 2000.
10. "Documentation for HYSYS 1.2," Hyprotech Ltd., Calgary 1987.
11. Øi, L.E., "Calculation of Dehydration Absorbers Based on Improved Phase Equilibrium Data,"Proc. 78th Ann. Convention of Gas Processors Association, p32, Nashville 1999.