a critical review of nanotechnology application in drilling fluid over the last decades
TRANSCRIPT

A CRITICAL REVIEW OF NANOTECHNOLOGY APPLICATION IN DRILLING FLUID OVER THE LAST DECADES
Abstract
Drilling fluid plays an important role during drilling process. In the past few decades, mud engineers have been trying to modify drilling fluid to improve its quality in term of its viscosity, density, specific gravity and any other physical properties. The demand of a better drilling fluid increases when oil and gas company turns their attention to other unexplored areas such as the unstable shale areas and high pressure and high temperature (HPHT) areas. This is where the nanotechnology takes part in oil and gas challenges.
The use of nanotechnology in drilling fluid has been proven in many researches and experiments could improve the physical properties of the drilling fluid. Although there are many papers that discuss the application of nanotechnology in oil and gas industry, but yet, not many researchers are focusing on the application of nanotechnology in drilling fluid itself. Therefore, this paper will provide a better exposure of the application of nanotechnology in drilling fluid over the last decades. By going through this paper, it will first explain about nanotechnology before providing more information in details of its application in drilling fluid.
In addition, this paper will only provide information on the areas which shows a promising future in oil and gas industry, where in reality the involvement of nanotechnology in drilling fluid is still under research.
Introduction
In the past few decades, nanotechnology has been a prominent research in many areas including oil and gas industry. The continuous study of nanotechnology and its chemical properties have lead into numerous applications in many products especially in cosmetics, medical, electronics, food, fabric, painting and coating industries as well as in oil and gas industries. Nanotechnology is the any technology that is utilized at the Nano-scale approximately between 1 and 100 nanometers (El-Diasty & Salem, 2013).
Figure 1: The nanoscale (Nanoscience, n.d)

Figure 2: Nanoparticle size vs cells(Barr, 2008)
These tiny particles offer exceptional characteristics which are very useful and can be applied in various fields. Most of the products or technology developed by those industries used nanoparticles to deliver drugs, enhance strength and durability, and as a repelling properties which is commonly used in painting and coating. Some example of nanoparticles and its uses are described herein.
Nanoparticles UsesGold nanoparticles It is used to target drugs to certain parts of
body to treat tumorSilica It is used as an additive to rubber and plasticsZinc oxide It is used to make the food last longerSilver nanoparticles It is used to kill bacteria in fabricSilicon dioxide crystalline It is used to strengthen a racquet by fill in the
gap between carbon fibreTitanium dioxide It is common ingredients in sunscreen to
protect us from harmful UV rayTable 1: Examples of nanoparticle and its uses
Some nanoparticles might have more than one uses. For example, apart from treating tumor, Gold nanoparticles are also used to solve air pollution when embedded with other elements. Therefore, it is possible that most of these nanoparticles could be having different uses that are yet to be discovered. As time passes by, the uses and advantages of nanoparticles of every elements are revealed one after another and its uses are put into application wherever they see fit. However, there are some serious issues related to nanotechnology. Nanoparticles are very small compared to its normal size particle. This distinction in size lead to the change in the properties of the particles. In other words, nanotechnology have a very unique of physical and chemical properties. As the properties of tiny particles is not easy to handle and predicted there is uncertainties in that matters. For example, a piece of gold is obviously gold in color but that is not the case for gold nanoparticles which might have deep red in color or even black if it is mix with water.

Due to these uncertainties, the application of nanotechnology in oil and gas industries is still quite limited even though almost every industries have already make use of the benefits and advantages of nanotechnology. In fact the application of nanotechnology in oil industry is only limited to the construction and material side, whereas the use of nanotechnology in drilling fluid is still not applicable. It is because nanotechnology is still new with a lot of uncertainties. As a precaution step the company is more concern in minimizing the risk by reducing the uncertainties. Therefore, this paper will provide an exposure on how these unique characteristic, physical and chemical properties of nanotechnology can improve the drilling fluid, thus increase the efficiency of the overall process.
Definition
In the year 2005, nanoparticle is defined as a capability to create new matter in an atomic scale or molecular level with the aim to study and exploit the new matter’s properties (Mansoori & Soelaiman, 2005). Later it is defined as a science, technology and engineering of matter that are precisely manipulated at nano scale dimension. This technology involved the use of materials at a range of 1-100 nanometers size all by themselves or to create another new large material from them which is beneficial and useful to others. Nanotechnology got its name from prefix “nano” which means one-billionth of a meter (El-Diasty & Salem, 2013).
Nanotechnology involved the study and application of tiny things which is known as nanoparticles. Nanoparticles are matter that has all three dimension in the nanoscale ("Nanotechnology and Food Safety," 2010) and is made up of atoms which has radius below 100nm (El-Diasty & Salem, 2013).
Characterization of Nanoparticles
In order for us to understand the true capabilities of nanoparticles, specified knowledge about them is needed. We must dig into the nanoparticles’ world so that we can further examine how the nanoparticles behaves in certain environment and what are its characteristics.
Nanoparticles’ size is so tiny in nature which is in range of less than 100 nanometer leads to the increase of total surface area exposed compared to material of the same volume. Thus, more particle can form a bond with nanoparticles in various ways which will make a stronger lightweight material. Figure 2 shows how nanoparticles has high total surface area exposed compared to other material of the same volume. It also has fine structure of grain and can form a very thin layer of lubricating coating which allow themselves to slide smoothly against each other (Amanullah & Al-Tahini, 2009; El-Diasty & Salem, 2013).
Figure 2: Comparison of total surface area exposed("Nanotechnology and Food Safety," 2010)

High total surface area exposed of nanoparticles and its small and tiny sized characteristic make nanoparticle’s heat transfer coefficient better. Thus, good heat transfer coefficient makes nanoparticles capable to accelerate the transmission of heat from one point to another. In a simpler word, the high total surface area characteristics owned by the nanoparticles enhanced them to conduct heat more easily (Amanullah, AlArfaj, & Al-abdullatif, 2011).
Some of the nanoparticles are water-wet and some are oil-wet depending on the nature of the nanoparticles themselves. Nanoparticles with oil-wet characteristic will let oil wets its total surface area exposed thus creating a film of oil on the entire surface of the nanoparticles which in turn lead to hydrophobic film being form (El-Diasty & Salem, 2013). Beside oil-wet, there are some nanoparticles that has a water-wet characteristic which is vice versa of oil-wet.
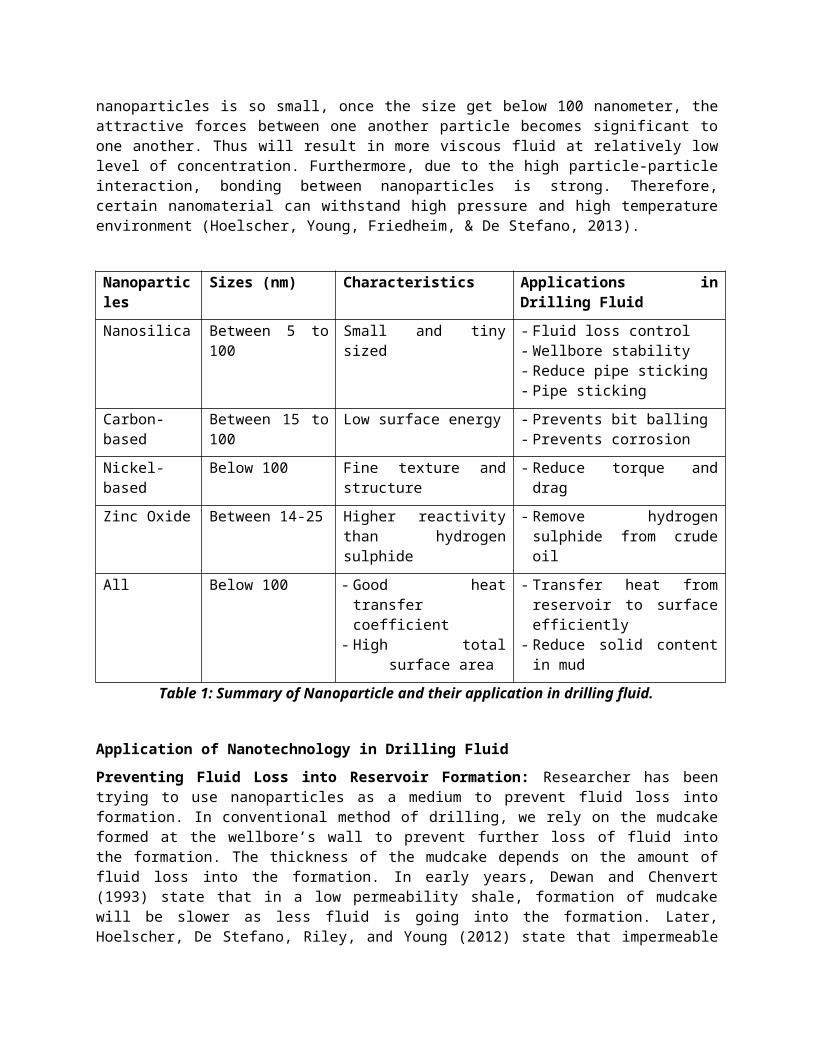
Nanoparticles are also ecofriendly and stable which can be used to drill well that is sensitive to harsh environment. It is ecofriendly and green because it is added in small amount into the drilling fluid compared to the conventional drilling fluid that is not green and leads to environmental pollution (Amanullah et al., 2011). As nanoparticles is so small, once the size get below 100 nanometer, the attractive forces between one another particle becomes significant to one another. Thus will result in more viscous fluid at relatively low level of concentration. Furthermore, due to the high particle-particle interaction, bonding between nanoparticles is strong. Therefore, certain nanomaterial can withstand high pressure and high temperature environment (Hoelscher, Young, Friedheim, & De Stefano, 2013).
Nanoparticles Sizes (nm) Characteristics Applications in Drilling Fluid
Nanosilica Between 5 to 100 Small and tiny sized - Fluid loss control- Wellbore stability- Reduce pipe sticking- Pipe sticking
Carbon-based Between 15 to 100 Low surface energy - Prevents bit balling- Prevents corrosion
Nickel-based Below 100 Fine texture and structure - Reduce torque and drag
Zinc Oxide Between 14-25 Higher reactivity than hydrogen sulphide
- Remove hydrogen sulphide from crude oil
All Below 100 - Good heat transfer coefficient
- High total surface area
- Transfer heat from reservoir to surface efficiently
- Reduce solid content in mud
Table 1: Summary of Nanoparticle and their application in drilling fluid.
Application of Nanotechnology in Drilling Fluid
Preventing Fluid Loss into Reservoir Formation: Researcher has been trying to use nanoparticles as a medium to prevent fluid loss into formation. In conventional method of drilling, we rely on the mudcake formed at the wellbore’s wall to prevent further loss of fluid into the formation. The thickness of the mudcake depends on the amount of fluid loss into the formation. In early years, Dewan and Chenvert (1993) state that in a low permeability shale, formation of mudcake will be slower as less fluid is going into the formation. Later, Hoelscher, De Stefano, Riley, and Young (2012) state that impermeable mudcake may not be able to form at all if formation has nano sized pores which make the permeability

of the formation extremely low. Fluid can still go through it without the formation of mudcake (Figure 3). This fluid loss is uncontrollable. In order to deal with this problem, nanoparticles must be plugged into the nanosized pores so that no further fluid can go through the tiny pores.
Water that manage to invade the shale through nanosized pores which has the size of 3 to 100 nanometers can lead to fracturing which in turn interferes the wellbore stability. However the invasion could be stopped by using nanosilica. Sensoy, Chenevert, and Sharma (2009) showed that the fluid flow through an Atoka shale could be stopped by utilizing 29% by weight of a specific nanosilica (Figure 4).
Then according to Hoelscher et al. (2012), silica nanoparticles that have the size between 5 to 100 nanometer is plugged into the nanosized pores in the formation to reduce the pressure difference between the wellbore and the reservoir formation thus shutting off the fluid loss. Mudcake that is formed from nanoparticles is relatively thin than the one formed by conventional drilling fluid. This very thin layer of mudcake helps in reducing the fluid loss into the formation while minimizing formation damage while drilling. In addition, not only choosing suitable size of the nanoparticles that matters in the effective plugging, type of surface treatment is also an important parameters.
Later, Hoelscher et al. (2013) conduct an experiment to show the transmission of pressure through Mancos shale. The result of the experiment showed that a new drilling fluid system with 3% of nanosilica could completely shut off the pressure transmission across the shale sample. These works showed that theory of plugging nanosized pores with nanoparticles is possible and can prevent fluid loss into the formation while maintaining the wellbore stability.
Figure 3: Filter cake’s thickness depends on Figure 4: Sealing performance of Atoka Shale amount of fluid loss. (Hoelscher et al., 2012) (Sensoy et al., 2009)
Preventing Bit Balling: Bit balling is a condition where formation’s clays join and accumulate at the drilling bit continuously and stick into the tooth of the drill bit forming a spherically solid that covers the bit. This in turn reduces drastically the rate of penetration of the bit which will waste both time and operation cost. This occurs due to the sticky characteristics of the clay when it is in contact with water.
Therefore, the ultimate solution to this problem is to invent a film that can repel clay and water from being in contact with the bit. At first, researchers found that hydrophobic coating can be formed either by using nanochromates and nanotitanium dioxide ((Kendig & Buchheit, 2003);(Shen, Du, Chen, Lin, & Scantlebury, 2005)).
Then, this idea was used in making a drilling fluid that can reduce bit balling problem. It has the ability to form a sheet like hydrophobic coating near the surface of the drill bit (Amanullah & Al-Tahini, 2009). Nanoparticles have this kind of ability because they create roughness on the surface of the drill bit which then produce a low surface energy matter on the bit. As the surface energy is low, contact angle
between water and the surface will be high. Therefore, hydrophobic film will be formed on the surface of the bit. The higher the concentration of nanoparticles, the higher the water contact angle which means the more hydrophobic is the coating (Figure 5) (Basu & Dinesh Kumar, 2011). Due to the hydrophobic layer formed by the nanoparticles, water as well as clay are repelled from the drill bit thus preventing the formation of bit balling.
Figure 5: Water contact angle increase with concentration of nanoparticle (Basu & Dinesh Kumar, 2011)
Reducing Friction and Drag: Friction and drag are one of the problem that can affect the efficiency of drilling formation because it wasted energy and causes wear and tear to the equipment which consequently leads to the damage of the bottomhole equipment. In order to reduce this problem, appropriate type of drilling fluid is selected for the operation. The selected drilling fluid must have good lubricity to overcome the frictional forces that exists due to the rotation or sliding of the drilling pipe inside the wellbore with either formation wall or with casing. Drilling engineers has used oil based drilling fluid in order to reduce friction and drag force inside wellbore. However this type of drilling fluid is not ecofriendly and their consumption must be below the limit of usage. Therefore, researchers must find a way to create drilling fluid which is environmentally friendly and can reduce friction force efficiently.
Researchers believed that nanoparticles have high potential to meet these requirement because of their tiny sizes with fine texture and structure. They have the ability to form a thin layer of lubricating coating between the bottomhole equipment and the borehole wall. The ultra-thin layer of nanoparticles allows easy sliding of the drill pipe which is responsible for reducing the torque and drags problem in borehole (Amanullah & Al-Tahini, 2009). Their structure and size make them capable to enter the friction region between two surfaces easily. Furthermore, according to Hareland, Wu, Lei, Husein, and Zakaria (2012), nanoparticles can seal filter cake completely by producing crack-free and smooth surfaces which then contribute to slippery film between formation and the drill string. In addition, because nanoparticles is small in size, kinetic energy and abrasive force will be reduced significantly which makes wear and tear of the bottomhole tool becomes negligible. They also found out that friction coefficient can be reduced more than 25% when nickel-based nanoparticles is added.

Figure 6: Illustration of lubricating coating at the surface of material (Beschichten, n.d)
Solid Content Reduction: During drilling operation, one of the most important things to take into consideration is the operation time. Longer time needed signifies huge amount of money that are going to spend. In order to reduce the operation time needed during drilling, rate of penetration (ROP) of bit need to be increased. According to Amanullah and Al-Tahini (2009), ROP is directly related to solid content in drilling mud. It can be increased if the amount of solid content in drilling fluid is reduced (Figure 7). In nano-based mud, only a little amount of volume of nanoparticles are needed due to their large surface area per unit volume. In that case, nanoparticle can reduce solid content of the mud and at the same time increase the rate of penetration of drilling bit which in turn saves the time and cost needed for the operation.
Figure 7: Relationship between rate of penetration and mud solid content (Amanullah & Al-Tahini, 2009)
Corrosion Reduction: Corrosion is one of the main thing that drilling engineers are concern about because drilling operation involved extreme erosive and friction force between tool and formation. However, nanoparticle is believed to be able to solve this problem. Shen et al. (2005) state that nanotitanium dioxide particles are capable of forming hydrophobic coating. This statement is supported

by Amanullah and Al-Tahini (2009) that said nanoparticle can form hydrophobic film on the surface of downhole tool. Unfortunately, hydrophobic coating that has high wettability will be a poor corrosion resistance.
Hydrophobic coating only repel water and clay from downhole equipment. Hydrogen sulfide which is one of the main factor that can cause corrosion still can reach the equipment. Therefore, nanoparticle such as zinc oxide is used to remove hydrogen sulfide from the crude oil (Sayyadnejad, Ghaffarian, & Saeidi, 2008). This will be explained more in removal of toxic gases section.
Later, Zhuk (2010) invents a perfect coating that contain Tungsten Carbide distributed in metal Tungsten matrix which level up metal’s strength and erosion resistance. It has high toughness and impact resistance which reduce the probability of getting corrosion. Furthermore, this product has no temperature limitation compared to organic coating or sealants.
Prevent Pipe Sticking: Pipe sticking problem occurs due to contact made by drill pipe and the wall of formation containing mudcake. In order to resolve this problem, Baker (2006) has created a nanofluid polymer which could go through pores and accumulate at the wall of wellbore forming thin low permeable mudcake (Figure 8). This in turn reduce the differential pressure which consequently reduces probability of differential sticking problem to occur. In conclusion, microfractures in shale or sand could be plugged in by the nanoparticles thus reducing pressure transmission which in turn prevent pipe sticking (Li, Xu, Sun, Yuan, & Li, 2012).
Figure 8: Plugging effect of nanofluid polymer(Li et al., 2012)
Removal of Toxic Gases: Crude oil and natural gasses are the mixture of hydrocarbon contained mostly methane, but also might contain some other alkane, hydrogen sulphide, nitrogen, and oxygen. Most of these natural gasses are harmless and give no concern to drilling engineer. However, hydrogen sulphide could pose a serious threat during drilling process. During drilling process, there is a possibility that hydrogen sulphide can diffuse into the drilling fluid from the formation. When this happen, engineers should be well prepared to handle the situation as hydrogen sulphide contained high level of toxicity which can paralyzed the olfactory nerve when it is breath in at high concentration (Mickelson et al., 2013). In addition, Cocuzza, Pirri, Rocca, and Verga (2011), stated that the present of toxic gas such as hydrogen chloride and hydrogen sulphide could induce the corrosion in drilling pipe and other equipment. Therefore it could affect both the drilling equipment and the worker’s health apart from raising environmental pollution. It is important to handle hydrogen sulphide before it is vaporize to atmosphere in order to reduce risk and major loss to the company.
Sayyadnejad et al. (2008), proposed that by using 14 to 25 nm of zinc oxide and 44 to 56 m²/g specific surface area, we can remove hydrogen sulphide from the drilling fluid in a simple chemical reaction. This

type of chemical reaction is called displacement reaction. The equation of chemical reaction is as followed:
(ZnO + H₂S → ZnS + H₂O)
By using nanoparticle zinc oxide, the process of removal of hydrogen sulphide is faster due to the greater surface area of nanoparticles. When the surface area of the particles is greater, the chemical reaction between zinc oxide and hydrogen sulphide takes place at much shorter time. This fact is supported by experiment done by Sayyadnejad et al., 2008 where he compared the efficiency between the bulk zinc oxide and nanoparticle zinc oxide in removing hydrogen sulphide. The experiment shows that nanoparticle zinc oxide only takes 15 minutes to remove hydrogen sulphide totally from the drilling
fluid whereas bulk zinc oxide takes almost 1 and a half hour to remove just 2.5% of hydrogen sulphide in the same condition.
Figure 8: Time taken for bulk ZnO and nano ZnO to remove hydrogen sulphide (Sayyadnejad, Ghaffarian et al., 2008)
The experiment done by Sayyadnejad et al. (2008), was later clarified further by Amanullah and Al- Tahini in 2009. According to Amanullah and Al-Tahini (2009), customized nanofluids contains hydroxyl group which can act as a neutralizer and the nanocomposite that is made of nanosized sulphide scavengers can neutralize acid gasses by chemical reaction to produce metal sulphide precipitate.
Then, Cocuzza et al. (2011), in their article concluded that nanofluid will soon be further altered to manage the environmental, health and safety risk issues that are caused by the present of carbon dioxide and hydrogen sulphide in the hydrocarbon produced.
High Temperature and High Pressure (HTHP) Challenges: Nowadays, our source of energy is mostly depending on crude oil. As the rate of oil consumption exceeds the rate of oil produced, the operators start to explore new area to keep supplying crude oil (Bland, Mullen, Gonzalez, Harvey, & Pless, 2006). Most of these unexplored areas are high pressure and high temperature (HPHT) areas where they present us a very complex challenge. When dealing with HPHT areas, our main concern lies on the drilling fluid as the normal drilling fluid would never be able to withstand such harsh condition. In this case, we have to find suitable additive for either water- based or non-aqueous- based fluids. However, the options are limited in HPHT condition especially when the temperature exceeding 400 ˚F (Friedheim et al., 2012; Hoelscher et al., 2013). Therefore, the research was further made and the use of nanotechnology was considered.
One of the challenges in HPHT well is to provide a higher density fluid for drilling operation. It is not uncommon to use a higher density drilling fluid in order to maintain high viscosity as one of the requirement of drilling fluid in HPHT well. Unfortunately, increasing the density of the fluid also means increasing the solid loading. This will lead to low rate of penetration of drilling bit, extending time on

location and added drilling costs (Bland et al., 2006). The advanced study of nanotechnology enable the high surface to volume ratio of nanoparticle to interact with the surrounding environment, thus reducing the solid loading in the drilling fluid (Cocuzza et al., 2011). Therefore, the use of nanotechnology can significantly improve the rate of penetration and eliminate the formation damage near the wellbore.
Some other challenges in HPHT well is to overcome the poor heat transfer coefficient in the drilling fluid. The traditional drilling fluid such as water- based and non- aqueous- based fluid are not efficient enough to withstand the high temperature of HPHT well (Hoelscher et al., 2013). The traditional drilling fluid that is commonly used in oil and gas industries today is not suitable for HPHT well due to low cooling efficiency of the fluid. In other words, the low rate of heat dissipation of the drilling fluid can lead to many problem such as equipment failure due to the effect of high temperature and reduce the rate of penetration and lifetime of the bit, thus increase the total cost. By using nano- based drilling fluid, we can overcome this problem as nanoparticles in the drilling fluid are more efficient in conducting heat (Cocuzza et al., 2011).
This idea was supported by Amanullah in his research. According to Amanullah et al. (2011), due to the tiny size, nanoparticle has huge surface area, high heat tolerance, high thermal conductivity, high mobility, and can interact efficiently with the surrounding. Therefore, he predicted that nanotechnology will play an important role in solving many challenges in HPHT drilling condition.
Figure 1.3: surface area increase with decreasing size ("Biotoxicity," n.d)
El-Diasty and Salem (2013) explained further that the research done by Amanullah might be due to high surface area to volume ratio. When the surface area increase, more particles are in contact to each other, thus provide a better thermal conductivity. Therefore, by using nanotechnology the cooling of drilling bit will be much more efficient, thus reduce the cost of drilling process.
Figure 9: surface area to volume ratio (Amanullah et al., 2011)
Future Application of Nanotechnology in Drilling Fluid

Pilot study: Oil and gas industry is the most challenging industry with a lot of limitations and obstacles in its every process. Therefore, it is one of the most expensive industries in the world. When dealing with oil and gas industry, money would be the main concern. It is important to maximize the profit apart from providing a safe working environment. Thus, we should always consider to study and apply new technology in order to improve oil production and recovery. In this case, nanotechnology could be one of the suitable candidates that can offer a better solution than our current system by eliminating problems and limitation throughout drilling operation. However, since nanotechnology is still under research, most of oil and gas company fear of the uncertainties that might still not yet discovered. Although the experiment conducted in the laboratory shows promising application in drilling fluid, nanotechnology is still not domestically tested on the field. Therefore, it is important to encourage the oil and gas company to apply the use of nanotechnology on the field.
Mud as a whole: The experiment conducted in the laboratory shows that nanoparticle can improve drilling fluid, however it cannot improve the drilling fluid as a whole. It means that, the improvement of drilling fluid is only applicable to a certain extent depending on the type of nanoparticle used. For example, silica nanoparticle can control fluid loss thus increase wellbore stability, but it cannot act as viscosifier. There are several component of drilling fluid which are viscosifier, fluid loss control, wetting agent and emulsifier. We can say that these components are the main element of the drilling fluid. However, there is still no nanoparticle that can satisfy all the component of drilling fluid. Therefore, the scientists should keep doing the research in order to discover new nanoparticle that can suits all component of drilling fluid, thus make a perfect fluid for drilling operation.
Cost Analysis: Up until now, there is still no company dare to use nanoparticle in their drilling operation because it is too expensive. Its low availability in the market makes nanoparticle very hard to obtain and very expensive to buy. So in order to attract more company to start utilizing nanoparticle in their operation is to analyze the cost of nanoparticles. Analyze how can the cost of nanoparticle be reduce. One of a way to do the cost analysis is to take into account the overall cost of drilling operation using nanoparticle compared to conventional one. Nanoparticle has more total surface area exposed compared to other mud additive which makes them more reactive. Therefore, less amount of nanoparticles needed to achieve same efficiency and performance with the conventional one thus decreasing in the overall cost. This aspect must be one of the ways to do cost analysis as many customers are confused about the overall cost of their operation if nanoparticle is being used.
Ecofriendly analysis: Drilling fluid has always been concern for the environmentalist. Most of the drilling additives is not environmentally friendly. Therefore, research should be done for certain group of nanoparticles used in drilling fluid whether it is ecofriendly or not.
Water Cut and Water Coning Prevention: As we know that nanoparticle has the ability to form a hydrophobic film on the surface of matter. Therefore, instead of preventing water to reach surface of drilling equipment, this coating should entraps water preventing it from flowing out of the wellbore thus maintaining the reservoir pressure with water drives.
Immunity to Vibration: In deviated well, vibration can caused drill string to damage. Therefore, research should be done so that nanoparticle could be added in manufacturing the drill string to make it tougher and stronger.
Better Data Transmission: Drilling mud is pumped through drill string to drillbit and up to the annulus. Measured while drilling used pulse to transfer data of the wellbore to the surface. In order to enhance this transmission, nanoparticle can be mixed with mud and additive to obtain higher quality of transmission data.

Increase lifespan: The lifespan of drilling fluid can be extended when using nanoparticle as an additives. Due to its tiny size, nanoparticle has higher number of particle in a certain amount of volume. For example, the number of particle of Silver nanoparticle in 10m³ is much higher than in 10m³ of bulk Silver.
Therefore, the viscosity and density of nanofluid is much higher than when using bulk particle as an additive. So, it takes a longer time for nanofluid to reduces its viscosity when operating in drilling process, thus reduce the cost.
Amanullah, M., & Al-Tahini, A. M. (2009). Nano-technology-its significance in smart fluid development for oil and gas field application. Paper presented at the SPE Saudia Arabia Section Technical Symposium.
Amanullah, M., AlArfaj, M. K., & Al-abdullatif, Z. A. (2011). Preliminary test results of nano-based drilling fluids for oil and gas field application. Paper presented at the SPE/IADC Drilling Conference and Exhibition.
Baker. (2006). Drilling Contractor: B. H. Corporation.Barr, W. E. (2008). Nanotechnology: Health & Safety Exposures In a Shrinking World. Paper presented at
the ASSE Professional Development Conference and Exhibition.Basu, B. J., & Dinesh Kumar, V. (2011). Fabrication of superhydrophobic nanocomposite coatings using
polytetrafluoroethylene and silica nanoparticles. ISRN Nanotechnology, 2011. Beschichten, K. L. (n.d). Anti-friction-coating – an innovative dry lubrication for your products. from
http://www.beschichtung.com/en/services/anti-friction-coating/introduction-to-anti-friction-coating/
Biotoxicity. (n.d). from http://highschoolnanoscience.cnsi.ucla.edu/biotoxicityBland, R. G., Mullen, G. A., Gonzalez, Y. N., Harvey, F. E., & Pless, M. L. (2006). HPHT drilling fluid
challenges. Paper presented at the IADC/SPE Asia Pacific Drilling Technology Conference and Exhibition.
Cocuzza, M., Pirri, F., Rocca, V., & Verga, F. (2011). Is The Oil Industry Ready For Nanotechnologies? Paper presented at the Offshore Mediterranean Conference and Exhibition.

Dewan, J. T., & Chenvert, M. E. (1993). Mudcake buildup and invasion in low permeability formations; application to permeability determination by measurement while drilling. Paper presented at the SPWLA 34th Annual Logging Symposium.
El-Diasty, A. I., & Salem, A. M. (2013). Applications of Nanotechnology in the Oil & Gas industry: Latest Trends Worldwide & Future Challenges in Egypt. Paper presented at the North Africa Technical Conference and Exhibition.
Friedheim, J., Young, S., De Stefano, G., Lee, J., Guo, Q., & SWACO, M. (2012). Nanotechnology for Oilfield Applications-Hype or Reality? Paper presented at the SPE International Oilfield Nanotechnology Conference and Exhibition.
Hareland, G., Wu, A., Lei, L., Husein, M. M., & Zakaria, M. F. (2012). Innovative Nanoparticle Drilling Fluid and Its Benefits to Horizontal or Extended Reach Drilling. Paper presented at the SPE Canadian Unconventional Resources Conference.
Hoelscher, K. P., De Stefano, G., Riley, M., & Young, S. (2012). Application of Nanotechnology in Drilling Fluids. Paper presented at the SPE International Oilfield Nanotechnology Conference and Exhibition.
Hoelscher, K. P., Young, S., Friedheim, J., & De Stefano, G. (2013). Nanotechnology Application in Drilling Fluids. Paper presented at the Offshore Mediterranean Conference and Exhibition.
Kendig, M., & Buchheit, R. (2003). Corrosion inhibition of aluminum and aluminum alloys by soluble chromates, chromate coatings, and chromate-free coatings. Corrosion, 59(5), 379-400.
Li, L., Xu, X., Sun, J., Yuan, X., & Li, Y. (2012). Vital Role of Nanomaterials in Drilling Fluid and Reservoir Protection Applications. Paper presented at the Abu Dhabi International Petroleum Conference and Exhibition.
Mansoori, G. A., & Soelaiman, T. F. (2005). Nanotechnology—an introduction for the standards community. Journal of ASTM International, 2(6), 1-21.
Mickelson, W., Sussman, A., Zhou, Q., Veneziani, M., Ackerman, I., Fresca Fantoni, R., . . . Milgrome, O. (2013). An Innovative Wireless H2S Sensor Based On Nanotechnology To Improve Safety In Oil & Gas Facilities. Paper presented at the SPE Offshore Europe Oil and Gas Conference and Exhibition.
Nanoscience. (n.d). A science curriculum unit for 7th and 8th grade students. Nanosilver: Miracle or Menace? , from http://nanotechnology.wmwikis.net/Lesson+3+Size+and+Scale
. Nanotechnology and Food Safety. (2010) Risk Assesment Section (pp. 9-10). Hong Kong: Centre for Food Safety.
Sayyadnejad, M., Ghaffarian, H., & Saeidi, M. (2008). Removal of hydrogen sulfide by zinc oxide nanoparticles in drilling fluid. International Journal of Environmental Science & Technology, 5(4), 565-569.
Sensoy, T., Chenevert, M. E., & Sharma, M. M. (2009). Minimizing water invasion in shales using nanoparticles. Paper presented at the SPE Annual Technical Conference and Exhibition.
Shen, G., Du, R., Chen, Y., Lin, C., & Scantlebury, D. (2005). Study on hydrophobic nano-titanium dioxide coatings for improvement in corrosion resistance of type 316L stainless steel. Corrosion, 61(10), 943-950.
Zhuk, Y. N. (2010). Nano-Structured Cvd Tungsten Carbide Coating Protects Against Wear And Corrosion. CORROSION 2010.