acoustic emission monitoring of thermal spray
TRANSCRIPT

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 1/15
Application of acoustic emission for monitoringApplication of acoustic emission for monitoring
the HVOF thermal spraying processthe HVOF thermal spraying process
N. H. Faisal, J. A. Steel, R. Ahmed, R. L. Reuben, G. Heaton-. ,
Edinburgh, UKEmail: [email protected]
B. AllcockMonitor Coatings Ltd.
Tyne & Wear, UK
EWGAE, 21st September 2006, Cardiff, UK

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 2/15
Presentation StructurePresentation Structure
•• IntroductionIntroduction–– What is HVOF Thermal Spray Coatings / Applications?What is HVOF Thermal Spray Coatings / Applications?
–– Why AE Monitoring during Thermal Spraying?Why AE Monitoring during Thermal Spraying?
–– Quality Control issues in Thermal Spray CoatingsQuality Control issues in Thermal Spray Coatings
•• Experimental Systems and TechniquesExperimental Systems and Techniques
•• ResultsResults–– AE Signal CharacteristicsAE Signal Characteristics
Bio-medical/Knee, Hip, Elbow joints
Aerospace/Turbine
www.nt u.s g
www.b e
Bio-medical/Knee, Hip, Elbow
–– eve opment o nemat c o e o art c e mpacteve opment o nemat c o e o art c e mpact
––Influence of Continuous MultiInfluence of Continuous Multi--layer Thermal Sprayinglayer Thermal Spraying
•• Summary, Conclusions and Future WorkSummary, Conclusions and Future WorkElectronics/Heat sink
Thermal Spray: Industries / ApplicationsThermal Spray: Industries / Applications
www.t wi .c o.uk
k a e
r t .c om
HVOF Spray gun Plasma Spray gunwww.moni t or c oa t i ngs .c o.uk
www.moni t or c oa t i ngs .c o.uk

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 3/15
HVOF Thermal Spray (TS) CoatingsHVOF Thermal Spray (TS) Coatings
What is HVOF (High Velocity Oxygen-Fuel) Thermal Spraying process
Coating
substrateHVOF Thermal
Spraying system
Splat cooling rate:
100-600K/ µs
Powders velocity:
600-800m/s
Flame tempe:
3000-5000˚C
Gas velocity:
1500-2000m/sParticle Temp:
1500-2000˚CTAFA JP-5000
Monitor Coatings Ltd. UK
HVOF Coating chamber
Spray spot
~ 9-12mm
HVOF nozzle/gun
AE monitoring system
Single WC-10Co-4Cr particle splat
WC-10Co-4Cr Powders
After spraying/Partially melted
Noise level in coating chamber ~
123dB ~ Jet-Engine take-off noise
•• Particle impactParticle impact
(Kinetic energy / Strain energy released)(Kinetic energy / Strain energy released)
•• Thermal mismatch, Cracks in layersThermal mismatch, Cracks in layers
•• Coating chamber reverberation (noise)Coating chamber reverberation (noise)
Why AE monitoring during TS?Why AE monitoring during TS?
•• It addresses core technological issues:It addresses core technological issues:Quantifies the partially melted powder particleQuantifies the partially melted powder particlelanding behaviour & phase changes duringlanding behaviour & phase changes duringspraying & cooling processspraying & cooling process –– Fundamental toFundamental tocoatings strength determinationcoatings strength determination
•• MonitorsMonitors quality during the coating formationquality during the coating formation
•• AddedAdded advantageadvantage over existing quality controlover existing quality control
techniquestechniques

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 4/15
Existing Off Existing Off--line Techniquesline Techniques ((postpost--spraying processspraying process))
e.g., Mechanical Testing procedures: It Requires
‘TEST COUPONS’ (e.g. for Bending, Indentation, Tensile,
Adhesion, Fatigue, Wear, Thermal Cycling tests)
Existing OnExisting On--line Techniques (line Techniques (postpost--spraying processspraying process))
Quality Control issues in TS CoatingsQuality Control issues in TS Coatings
Bending test
There is no ‘on-line’ coatings quality monitoring (i.e., DURINGSPRAYING) available which can quantify the splat landing
behaviour and which can measure the cohesive & adhesive
strengths on ACTUAL COMPONENTS
e.g., on- es ruc ve es ng proce ures: trason c,
Radiographic, Electromagnetic, Liquid penetrant, Magnetic
particle, 4-point bending test + AE, Indentation test + AE

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 5/15
Thermal Spraying / AE measurementThermal Spraying / AE measurement
Pre-amplifier: PAC-1220A
Pre-amp at 40/60 dB,
Gain at SCU = 0 dB
PAC, Micro-80D: Broadband PZT
sensor (0.1-1.0 MHz), Rf = 332kHz
12 bit NI, PCI-6115 DAQ, and AE
4-channel system; Sampling rate
2.5MHz/2 sec
CPU, Computer & AE system
HVOF
System
TAFA
JP-5000
Slit/mask
HVOFnozzle/gun
(A)
Using
slit
(B)
Coating chamber
SubstrateHolder
HVOF System,Coating chamberCoating substrateMasking-sheet (slits)
Masking-sheet/Substrate
set-up
Masking-sheet-substrate-
sample holder set-up
Withoutslit
8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 6/15
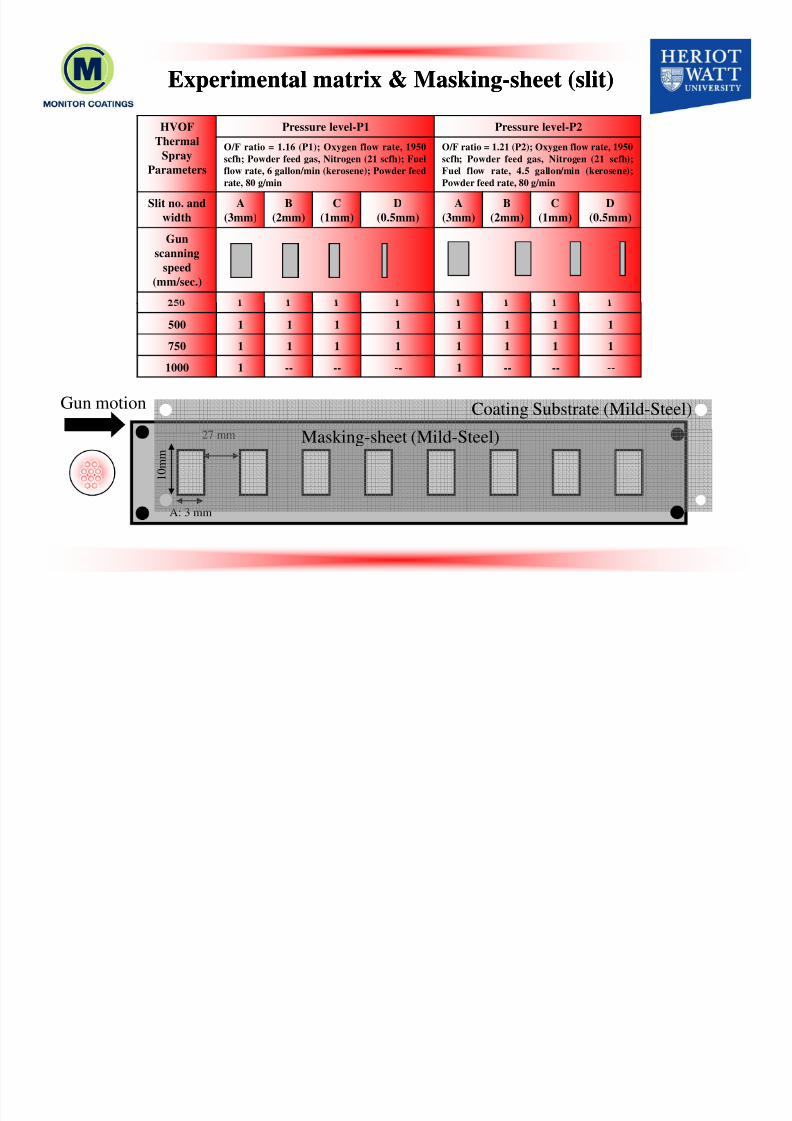
Experimental matrix & MaskingExperimental matrix & Masking--sheet (slit)sheet (slit)
HVOF
Thermal
Spray
Parameters
Pressure level-P1 Pressure level-P2
O/F ratio = 1.16 (P1); Oxygen flow rate, 1950
scfh; Powder feed gas, Nitrogen (21 scfh); Fuel
flow rate, 6 gallon/min (kerosene); Powder feed
rate, 80 g/min
O/F ratio = 1.21 (P2); Oxygen flow rate, 1950
scfh; Powder feed gas, Nitrogen (21 scfh);
Fuel flow rate, 4.5 gallon/min (kerosene);
Powder feed rate, 80 g/min
Slit no. and
width
A
(3mm)
B
(2mm)
C
(1mm)
D
(0.5mm)
A
(3mm)
B
(2mm)
C
(1mm)
D
(0.5mm)
Gun
scanning
speed
(mm/sec.)
A: 3 mm
27 mm
Gun motion Coating Substrate (Mild-Steel)
Masking-sheet (Mild-Steel)
500 1 1 1 1 1 1 1 1
750 1 1 1 1 1 1 1 1
1000 1 -- -- -- 1 -- -- --
10mm

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 7/15
AE Signal Characteristics (Background noise)
I. AE signal during flame spraying only beside slit-substrate without powder
II. AE signal during flame and powder spraying beside slit-substrate
Masking-sheet (slits)
Coating substrate
Coating substrate
0 0.5 1 1.5 2-0.2
-0.1
0
0.1
0.2
Time (s)
mp
ure
nopowder
beside
sample010000.bin
0.2
powderbeside
sample010000.bin
0 5 10 15
x 105
0
2
4
6
8x 10
-8 Frequency domain:no powder beside sample010000.bin
Frequency (Hz)
Power spectral density
4x 10
-8 Frequency domain:powder beside sample010000.bin
Coating chamber
Noise level
5, 50, 100, 140kHz
III. AE signal during flame spraying only on substrate without powder
Coating substrate
Masking-sheet (slits)0 0.5 1 1.5 2
-0.2
-0.1
0
0.1
Time (s)
Ampliture (V)
0 0.5 1 1.5 2-0.2
-0.1
0
0.1
0.2
Time (s)
mp
ure
flamepass010000.bin
0 5 10 15
x 105
0
1
2
3
Frequency (Hz)
Power spectral density
0 5 10 15
x 105
0
1
2
3
4x 10
-8 Frequency domain:flame pass010000.bin
Frequency (Hz)
Power spectral density
5, 50, 100, 140kHz
5, 50, 100, 140kHz
Coating chamber
Noise level
Coating chamber
Noise level

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 8/15
IV. AE signal during full spraying (both flame and powder) at standard spraying pressure P-1
AE Signal Characteristics
Masking-sheet (slit A),
3mm width, 10mm height
Substrate:
Coatings through slit-A
Gun speed: 500mm/sec
500mm
No. of Slits: 14
1.5x 10
-7 Frequency domain: hvof12010000.bin
SNR ~ 3 to 4
0 5 10 15
x 105
0
0.5
1
Frequency (Hz)
Powe
r spectral density
5-100kHz (BNG)
100-200kHz300-400kHz
550-650kHz
750-850kHz
BGN
8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 9/15
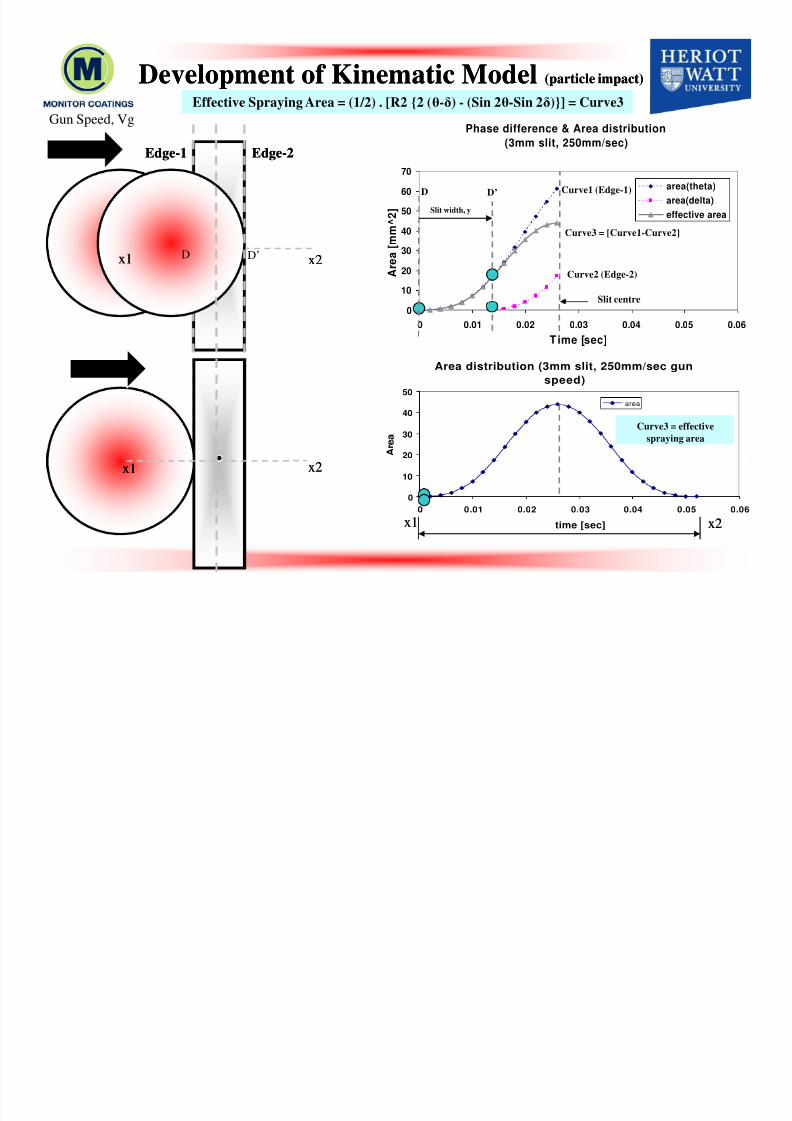
Development of Kinematic ModelDevelopment of Kinematic Model (particle impact)(particle impact)
Phase difference & Area distribution
(3mm slit, 250mm/sec)
10
20
30
40
50
60
70
Area [mm2̂
]
area(theta)
area(delta)
effective area
Effective Spraying Area = (1/2) . [R2 {2 (θ
-δ
) - (Sin 2θ
-Sin 2δ
)}] = Curve3Gun Speed, Vg
D’D
Slit width, y
D’D
Curve2 (Edge-2)
Curve1 (Edge-1)
Curve3 = [Curve1-Curve2]
Slit centre
x1x1 x2x2
EdgeEdge--11 EdgeEdge--22
0
0 0.01 0.02 0.03 0.04 0.05 0.06
Time [sec]
Area distribution (3mm slit, 250mm/sec gun
speed)
0
10
20
30
40
50
0 0.01 0.02 0.03 0.04 0.05 0.06
time [sec]
Area
area
x1x1 x2x2
x1x1 x2x2
Curve3 = effectivespraying area

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 10/15
Kinematic Model of Particle ImpactKinematic Model of Particle Impact
(a) (b) (c)
Time length = 0.052sec
-
0
0.5
1
Ampliture (V)
hvof11010000.bin
K.E of powder particles making impact through effective area is, E = [(1/2).M.V.V];
E = (1/2) . [N. mp].(R.R/2). [2 (θ-δ) – (Sin 2θ-Sin 2δ)] .V.Vwhere V is the velocity of sprayed particle
SNR ~ 3 to 4
100
150
200
250
300
350
400
450
nergy [kg.m^2/s^2] per
slit
Slit-A: 3mm
Slit-B: 2mm
Slit-C: 1mm
Slit-D: 0.5mm
2000
3000
4000
5000
6000
tal AE energy [V.s] per slit
Slit-A: 3mm
Slit-B: 2mm
Slit-C: 1mm
Slit-D: 0.5mm
Experimental Area Theoretical Area
0.00 0.01 0.02 0.03 0.04 0.05 0.060
5000
10000
15000
20000
Theoretical
Kinetic Energy distribution [Kg.m
2.s
-2]
Time of spray gun transversing the slit [seconds]
KE (Slit width: 3mm; Gun Speed: 250mm/sec )
0.05 0.1 0.15
-0.4
-0.2
0
0.2
0.4
0.6
Time (s)
Ampliture (V)
0 0.5 1 1.5 2-1
.
Time (s)
3mm slit width, 250mm/sec gun speed0 250 500 750 10000
50
Theoretical
HVOF gun transverse speed [mm/sec]
0 250 500 750 10000
Experimen
HVOF gun transverse speed [mm/sec]
Experimental Theoretical
Smoothed signal

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 11/15
AE Monitoring During Multilayer ThermalAE Monitoring During Multilayer Thermal
Spraying (without masking slit)Spraying (without masking slit) Coating builds-up
(cross-section)
Centre-line
Theoreticalspray-spot
~ 9-12mm
Actual
Transverse Gun Speed
AE system
www.t h e r ma l s pr a y.ws
spray-spot
~ 18mm
Actual spray-spot is greater
than theoretical spray-spotdue to fanning of spray
8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 12/15
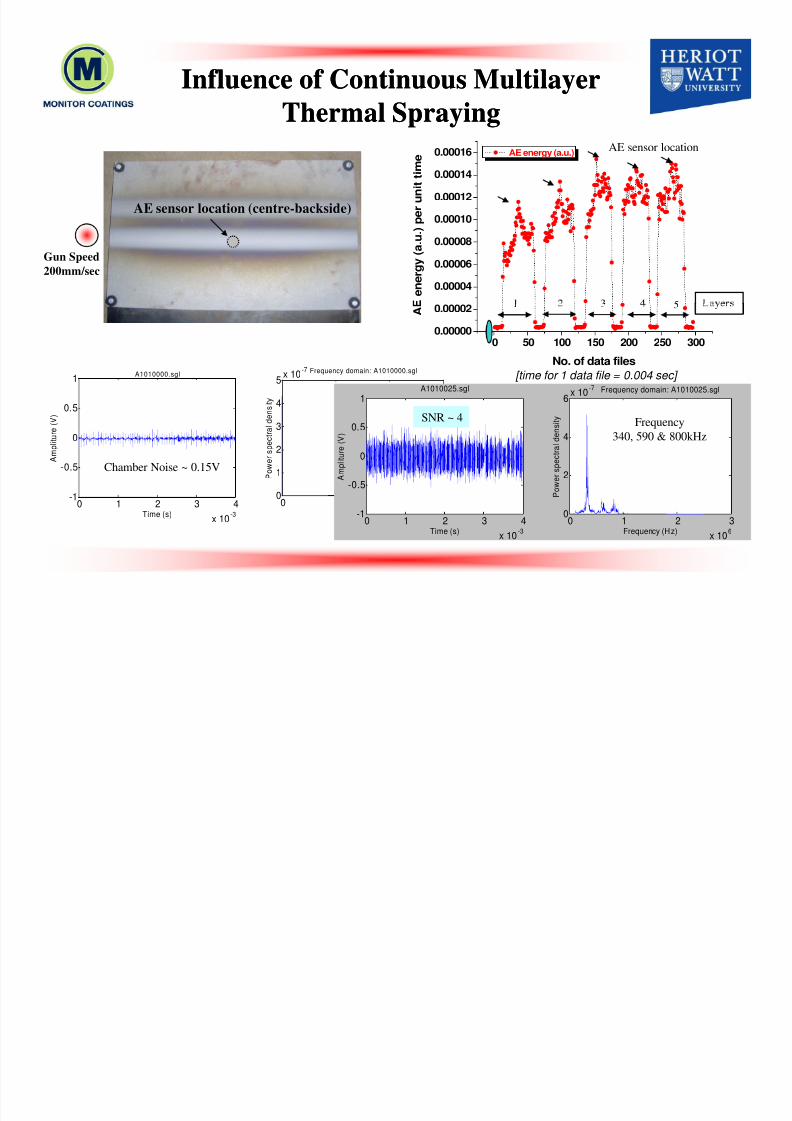
Influence of Continuous MultilayerInfluence of Continuous Multilayer
Thermal SprayingThermal Spraying
0.00004
0.00006
0.00008
0.00010
0.00012
0.00014
0.00016
energy (a.u.) pe
r unit time
AE energy (a.u.)
Gun Speed
200mm/sec
AE sensor location (centre-backside)
AE sensor location
0 50 100 150 200 250 3000.00000
0.00002A
No. of data files
[time for 1 data file = 0.004 sec]
0 1 2 3
x 106
0
1
2
3
4
5x 10
-7 Frequency domain: A1010000.sgl
Frequency (Hz )
Power spectra
l density
0 1 2 3 4
x 10-3
-1
-0.5
0
0.5
1
Time (s)
Ampliture
(V)
A1010000.sgl
Chamber Noise ~ 0.15V
0 1 2 3 4
x 10-3
-1
-0.5
0
0.5
1
Time (s)
Ampliture (V)
A1010025.sgl
0 1 2 3
x 106
0
2
4
6x 10
-7 Frequency domain: A1010025.sgl
Frequency (Hz)
Power spectral densitySNR ~ 4 Frequency
340, 590 & 800kHz
8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 13/15
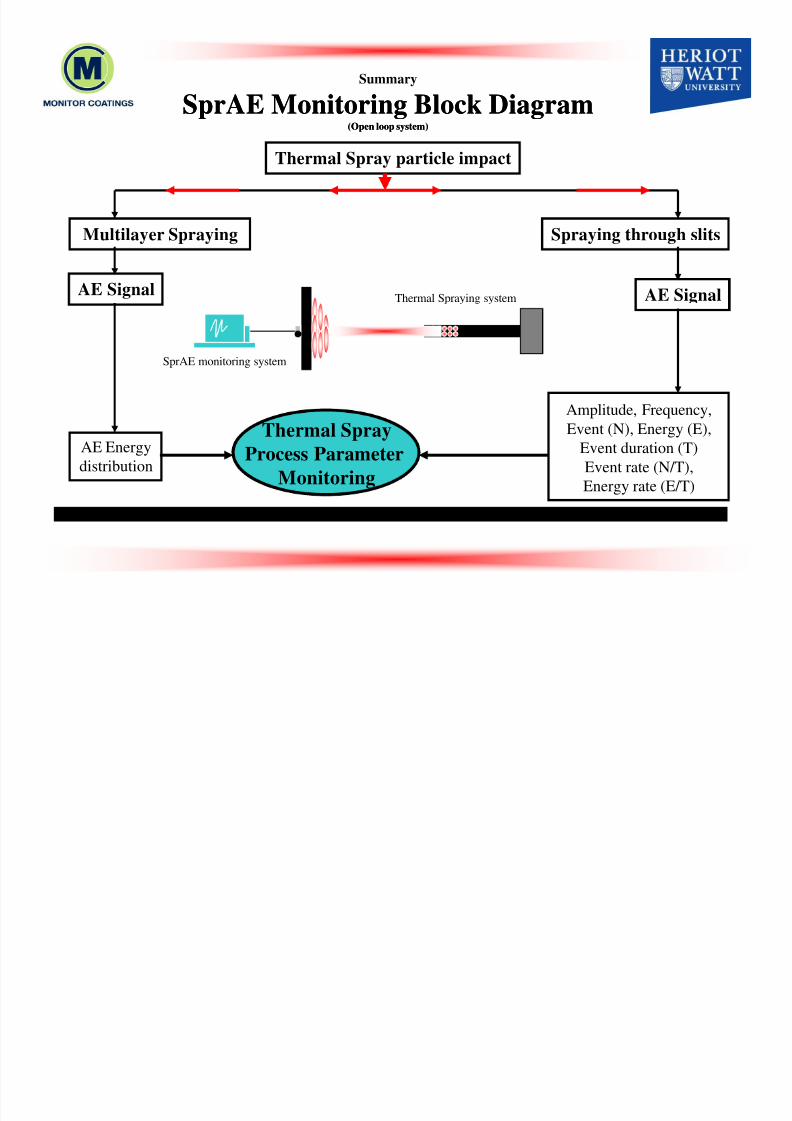
Summary
SprAE Monitoring Block DiagramSprAE Monitoring Block Diagram(Open loop system)(Open loop system)
Thermal Spray particle impact
Multilayer Spraying Spraying through slits
AE SignalAE SignalThermal Spraying system
AE Energy
distribution
Thermal SprayProcess Parameter
Monitoring
Amplitude, Frequency,
Event (N), Energy (E),Event duration (T)
Event rate (N/T),
Energy rate (E/T)
SprAE monitoring system

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 14/15
ConclusionsConclusions
•• AE monitoring system developed; HighAE monitoring system developed; High SignalSignal--toto--Noise Ratio (3Noise Ratio (3--4)4) hashasbeen measured during HVOFbeen measured during HVOF
•• As gun speed increases values of As gun speed increases values of AE parameters fallAE parameters fall through slitsthrough slits
•• AE energy increasesAE energy increases as the number of layers increaseas the number of layers increase
•• Kinematic model has been developedKinematic model has been developed
•• Other techniques:Other techniques: PlasmaPlasma,, DetonationDetonation andand Cold spray coating / AECold spray coating / AE
•• Future experimentationFuture experimentation (DOE / Taguchi’s technique) / (DOE / Taguchi’s technique) / AEAE
•• Development of post spraying AE testsDevelopment of post spraying AE tests / Identifying coating/ Identifying coatingstrengthsstrengths
•• Development of Control processDevelopment of Control process during Thermal Spraying / during Thermal Spraying / AEAE
•• Computational fluid dynamics (CFD)Computational fluid dynamics (CFD) analysis / AE signalanalysis / AE signaldistributiondistribution
•• Thermal Spray NThermal Spray Nozzle wear rate monitoringozzle wear rate monitoring using AEusing AE
Future workFuture work
Thermal Spraying system
SprAE monitoringsystem
SprAE control system
Close loop system
?

8/7/2019 Acoustic Emission Monitoring of Thermal Spray
http://slidepdf.com/reader/full/acoustic-emission-monitoring-of-thermal-spray 15/15
Thanks!Thanks!Tyne & Wear Castle Edinburgh Castle
Any Questions Please?Any Questions Please?
Cardiff Castle