adriatic lng terminal-civil-
TRANSCRIPT

Rea
liza
cio
nes
y P
roye
cto
s
Obra Cajón Adriatic LNG Terminal Algeciras
Algeciras Adriatic LNG terminal Caisson project
John Knight(1), Antonio Arcas Pedregosa(2)
Félix Ambrosio Racic (3)
(1) CMIOSH HSE - Acciona Infraestructuras, S.A.(2) ICCP – Jefe del Servicio de Calidad y Medioamiente del Proyecto. Acciona Infraestructuras, S.A.(3) ICCP – Gerente del Proyecto. Acciona Infraestructuras, S.A.
Persona de contacto / Corresponding author: [email protected]
Hormigón y AceroVol. 57, nº 247, págs. 11-40
enero-marzo, 2008ISSN: 0439-5689
RESUMEN
En la Bahía de Algeciras, se han terminado de ejecutar recientemente los trabajos de la obra civil de una gran estructura degravedad (GBS) de más de 280.000 toneladas de peso que, una vez dotada con las instalaciones de regasificación, de alojamien-to del personal de operaciones y de mantenimiento, de accesos, etc., habrá de ser remolcada y fondeada varios km. mar adentrofrente a las costas de Venecia.
Se trata en conjunto de un prototipo con un alto grado de innovación tecnológica y de ejecución, para la construcción en di-que seco de unas instalaciones de almacenamiento y de regasificación con capacidad para 250.000 m3 de gas natural licuado(LNG), y con una potencia de procesamiento y suministro de más de 1,1 millones de m3/hora.
Surge así una interesante opción que hace posible la instalación mar adentro (“off-shore”) de este complejo industrial, y delarranque de la distribución del gas natural mediante una red de gasoductos con muy poco impacto sobre el territorio costero.
Palabras clave: Estructura Base Gravitacional (GBS), dique seco, almacenamiento, Gas Natural Licuado (LNG), sistema decalidad.
SUMMARY
Final civil work have been recently completed, at Algeciras Bay, for a large Gravity Based Structure (GBS), weighing in ex-cess of 280,000 tons which, once equipped with regasification facilities, accommodation quaters for operation and maintenancepersonnel, accesses, etc, shall be towed and ballasted at a location several kilometres off the coast of Venice.
The entire assembly consists of a prototype, incorporating a high degree of technological innovation and advanced construc-tion methods, to build, in a dry dock, storage and regasification facilities, with a capacity of 250,000 m3 of liquefied natural gas(LNG), and a processing and supplying capacity in excess of 1.1 millions of m3/hour.
This gives rise to an interesting proposition that allows us to install, off-shore, this industrial complex and start the distribu-tion of natural gas, through a network of gas pipelines, with very little onshore impact.
Key word: Gravity Based Structure (GBS), dry dock, storage facilities, Liquefied Natural Gas (LNG), quality system.
Recibido / Received: 29/05/2007Aceptado / Accepted: 18/01/2008
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
12 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
1. OVERVIEW
The Qatari oil and gas company RasLaffan Liquefied Natural Gas Company,participated by ExxonMobil, the Italiancompany Edison S.p.A. and Qatar´sGovernment, proposed at the beginningof 2000, the building of a large termi-nal, to receive and store liquefied natu-ral gas, which once regasified, would bedistributed to Italy’s northern region.This terminal, due to different condi-tioning factors, particularly of an envi-ronmental nature, would have to be in-stalled offshore, in the northern AdriaticSea, near the Venetian coast.
Around that time, the Norwegiancompany Aker Kvaerner ContractingA.S. was asked to perform both the de-sign for the “GBS” portion of said ter-minal (under a “joint venture” agree-ment with the Norwegian branch of thecompany Skanska A.S.) and for the in-dustrial facilities, as well as for all thesupporting ancillary infrastructures.
Subsequently, Aker Kvaerner award-ed Acciona Infraestructuras S.A., after atightly-contested bid, the construction ofthe civil work for the concrete basedstructure (GBS –Gravity Based Struc-ture), the construction of the portion ofthe facilities, incorporated in-situ, andthe erection of all the Project ancillaryand support infrastructures, to be con-structed in the CRINAVIS HarbourPrecinct, located at Campamento-SanRoque, Cádiz. Likewise, the contractawarded included the construction of theliquefied natural gas secondary contain-ment and the internal isolation of the ar-eas, housing the containment tanksthemselves. The basic criteria applied forthe selection of the above-mentioned lo-cation were: its strategic geographic lo-cation, at the entrance of the Me-diterranean Sea, its good accessibilityand weather conditions and the ampledraught present in the Algeciras Bay, en-
abling the construction, in a dry dock,and its subsequent flotation, of an struc-ture of the size of the GBS.
2. PROJECT. GENERALAPPROACH
The GBS could be likened to an ar-tificial island, and/or to a dual-hullship, as it will also sail during somephases of the project, or to a prism-shaped platform, constructed of spe-cially fabricated concrete, designed forgreatly-improve durability, in a hostilemarine environment and solidly rein-forced and postensioned, to meet twobasic requirements during its finalphase, positioning and anchoring off-shore:
1. To serve as a liquefied naturalgas storage and distribution tank, bymeans of two tanks located inside theconcrete structure and the above-men-tioned secondary containment or steambarrier, and constructed of 9% nickelalloy carbon steel, and a total capacityof 250,000 m3. Periodic re-filling of saidtanks shall be accomplished with gastankers, with a capacity of up to145,000 m3, specially designed andconstructed for this Project.
2. To provide structural support forthe mechanical equipment required forthe regasification process of the lique-fied natural gas, with a regasificationcapacity of 1.1 million m3/hour.
The GBS itself is 180 metres long,88 metres wide and 47 metres high, tothe top of the GBS concrete structure,and 80 metres high to the Top Sidesstructures, or industrial modules, ex-cluding the flare boom or tower. It hasbeen designed to withstand large struc-tural loads, including erection stresses,as well as the loads transmitted by the
1. INTRODUCCIÓN GENERAL
La petrolera y gasista qatarí RasLaffan Liquefied Natural Gas Companyparticipada por ExxonMobily, la italianaEdison S.p.A.y el gobierno de Qatar,planteó a principios del 2000 construiruna gran terminal para recibir y almace-nar gas natural licuado para distribuirloregasificado a la región del norte deItalia. Dicha terminal, por diferentescondicionantes, entre los que pesaron losmedioambientales, habría de ser instala-da mar adentro en el Adriático norte enlas proximidades de la costa veneciana.
Por aquel entonces se encargó a lanoruega Aker Kvaerner ContractingA.S. tanto el diseño de la parte del“GBS” (ello en UTE con la filial norue-ga de la Skanska a.S.) como de las ins-talaciones industriales y el de todas lasinfraestructuras de apoyo anexas.
Aker Kvaerner adjudicaría más tardey luego de un apretado proceso de selec-ción a Acciona Infraestructuras S.A. laejecución de la obra civil de la estructurabase de hormigón (GBS –Gravity BasedStructure), la de la parte incorporada in-situ de la de instalaciones y de todas lasde infraestructuras auxiliares y de apoyoal Proyecto, a ser construido en el Re-cinto Portuario CRINAVIS en la locali-dad de Campamento-San Roque, Cádiz.Asimismo, el contrato adjudicado inclu-ía la construcción de las contenciones se-cundarias del gas natural licuado y lasdel aislamiento interior de los recintosque albergarán a los tanques contenedo-res del mismo. Los criterios básicos parala selección de la localización menciona-da han sido la situación geográfica estra-tégica en la entrada del Mediterráneo, lasbuenas condiciones de accesibilidad yclimáticas y el más que suficiente caladoexistente en la Bahía de Algeciras, lo queposibilita la construcción en dique seco yposterior flotación de una estructura delas dimensiones del GBS.
2. PROYECTO.PLANTEAMIENTO GENERAL
El GBS se puede asociar a la idea deuna isla artificial y/o de un buque de do-ble casco, dado que también navegaráen alguna fase del Proyecto, o a una pla-taforma de forma prismática, fabricadacon hormigón al que se han conferidocaracterísticas especiales, en particular
Tabla 1. Resumen de los pesos generales de la estructuraTable 1. Structure overall weight summary
GBSGBS
241.544 Toneladas (Tons)
TanquesTanks
21.070 Toneladas (Tons)
Top Sides (Módulos Industriales)Top Sides (Industrial Modules)
18.315 Toneladas (Tons)
Peso total a flotar sin lastreTotal weight to be floated excluding ballast
280.929 Toneladas (Tons)
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
13H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
de mejora de su durabilidad en medioagresivo marino, fuertemente armado ypostesado, y que cumple dos funcionesbásicas en su fase final, posicionado ylastrado frente a la costa:
1. Servir de depósito de almacena-miento y distribución del gas natural li-cuado mediante dos tanques interiores ala estructura de hormigón y a la men-cionada contención secundaria o barre-ra de vapor, fabricados en acero al car-bono con 9% de níquel, y con unacapacidad total de 250.000 m3. El rea-bastecimiento periódico de dichos tan-ques se hará mediante buques gaserosde hasta 145.000 m3 de capacidad, en-cargados ex-profeso como parte de esteProyecto.
2. Proporcionar soporte estructuralde las instalaciones industriales necesa-rias para el proceso de regasificacióndel gas natural licuado, con una poten-cia de regasificación de 1,1 millones dem3/hora.
El GBS en sí mide 180 metros delargo, 88 metros de ancho y 47 metrosde alto hasta la coronación de la estruc-tura de hormigón, y 80 m. de altura has-ta las estructuras de los Top Sides, omódulos industriales, sin incluir la an-torcha o torre de venteo. Está diseñadopara soportar importantes cargas estruc-turales que incluyen las propias deconstrucción, las de apoyo de los diver-sos módulos industriales y de aloja-miento, y fundamentalmente la necesi-dad de flotación de un peso propiosuperior a las 280.000 toneladas (verTabla 1). En servicio se consideran fe-nómenos climatológicos y ambientales
adversos, esencialmente cargas de vien-to, oleaje y sísmicas, por encontrarse enuna zona sensible del Adriático norte,además de las derivadas de las operacio-nes marítimas a su alrededor (posibleimpacto de buques), y de las del trans-porte remolcado desde las Bahía deAlgeciras hasta las costas venecianas.
Ello junto con los lastres necesarios,convierten a esta estructura prototiposegún los datos que maneja la ingenieríadel proyecto, en la más pesada flotadahasta la fecha desde un dique seco (verTablas 1 y 2 de resumen de unidades ypesos principales del GBS).
En el hormigón del GBS se encuen-tran embebidos un gran número de ele-mentos, placas, tuberías, conduccionesde todo tipo, que forman parte de uncomplejo entramado mecánico, eléctri-co e instrumental que discurre por el in-terior de los compartimentos de los queconsta la estructura.
Estos sistemas servirán para muy di-versos usos, que van desde sistemaselectromecánicos de ayuda a la flota-ción y navegabilidad,, los propios delsistema de interconexión entre tanquesy Terminal, los propios del complejo in-dustrial de regasificación, y hasta elabastecimiento de servicios básicos co-mo el agua potable para el personal queen un futuro operará la plataforma.
Como cifras generales que dan ideade la magnitud del proyecto, y de lacomplejidad del control en el montajecumpliendo con las muy estrictas tole-rancias durante los procesos de desliza-do de los embebidos en el hormigón,
different items of equipment and accom-modation modules and, primarily, thethrust needed to float its own weight, inexcess of 280,000 tons (see table 1).During service, the following loadshave been taken into account: adverseweather and environmental phenomena,mainly, wind, surge and seismic loads,on account of being located in a sensi-tive area of the northern Adriatic Sea, inaddition to the loads transmitted by thesea operations carried in its vicinity(possible ship collisions) and trans-portation stresses, while being towedfrom the Bay of Algeciras to the Venetianshores.
All these loads, plus the requiredballast, turn this prototype structure in-to the heaviest structure ever floated,from a dry dock, according to the datahandled by project engineering (see ta-bles 1 and 2 summarising the main unitsand weights of the GBS).
A large number of items have beenembedded into the GBS concrete struc-ture, namely: plates, pipes and all sortsof ducts, that are an integral part of acomplex mechanical, electrical and in-dustrial complex, running inside thecompartments that make up the struc-ture.
These systems shall serve very dif-ferent purposes, ranging from electro-mechanical systems, to aid with floata-tion and navigability operations, thosebelonging to the interconnection sys-tem, between tanks and Terminal, thosebelonging to the regasification industri-al complex and even the supply of basicservices, such as drinking water for thestaff who will operate the platform inthe future.
By way of overall data that give usan idea of the magnitude of the projectand of the complexity of the erectioncontrol operations, while meeting thestrictest of tolerances, during the em-beds placing processes into the con-crete, we can say that provision hasbeen made for over 60,000 specialsteel plates for anchoring to the struc-ture, some of them weighing in excessof 1,00 t, for over 1 Km. of titaniumpipes, for 28 Km. of carbon steel pipesand for 1.3 Km. of polyethylene pipes,in addition to bushings and drain andballasting systems. Table 3 showsoverall data for the main mechanicalsystems:
Tabla 2. Desglose de los datos y unidades de Obra Civil más relevantes del GBSTable 2. Breakdown of major Civil Work data and units in the GBS
EncofradoFormwork
m2 215.000
Acero Pasivo BS 500 SDPassive Rebars BS 500 SD
t 27.000
Acero criogénicoCryogenic steel
2.000
HormigónConcrete
m3 90.000
Acero Activo (PTHorizontal)Active Rebars (PTHorizontal)
t 2.050
Acero Activo (PTVertical)Active Rebars (PTVertical)
t 2.050
Anclajes de PostesadoPostensioning Anchors
Uds.Units
3.900
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
14 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
Design criteria based upon“MetOcean” data and parameters forstorm surge and wind loads:
Venice’s LNG Terminal shall be af-fected by the weather conditions foundin the northern Adriatic, well known byits quick climate changes: The “Bora”and “Sirocco” winds are the prevailingwinds.
Bora’s main characteristic is that,sometimes, it “blows” between moun-tains, thereby increasing its speed in adramatic fashion, brewing storms andreaching speeds of up to 55 to 70 knots,in a couple of hours. These phenomenausually lasts from 12 hours to 2 days.The “Sirocco” wind rises in the south,as a continental tropical wind, increas-ing the Mediterranean Sea humidity lev-els and whipping up winds lasting from1 to 3 days.
“MetOcean” extreme criteria forthe LNG Terminal design are based up-on the availability of wind and surgegauging feedback analysis in the north-ern Adriatic, which includes 20 years ofcontinuous data collection and 34storms, covering a period of 36 years.Extreme MetOcean “omnidirectionaland directional” criteria have been de-veloped for 1, 5, 10, 20 and 100 yearperiods. The feedback analysis has beengauged by taking readings in locationsnear the site where the LNG Terminal isexpected to be located.
Geotechnical design criteria:
They are based upon the groundsurveys performed at the GBS site, as
well as upon conventional and ad-vanced tests performed in laboratories,on samples taken in said surveys, aswell as from an interpretation of the re-sults.
Seismic design criteria:
The overall region, where the LNGterminal will be located, has a moderateearthquake frequency rate. The designis based upon a probabilistic seismichazard assessment (PSHA) performedon site. An earthquake catalogue hasbeen developed, on the basis of theItalian catalogues already available,complemented with international cata-logues and historic records of earth-quakes in the area. To define the seis-motectonic provinces, use has beenmade of a study on the local tecnoticand geological characteristics. The seis-mic parameters of the seismotectonicprovinces have been determined on thebasis of a statistic assessment of theearthquake catalogue. Similarly, assess-ments have been performed on theground movement attenuation methods,using correlations governing the seis-mictectonic environment. Subsequently,a PSHA integration has been used todetermine a uniform spectrum of haz-ards applicable to the conditions of aconsistent ground.
This philosophy has been applied tothe LNG project, by adopting a twothird design approach, in accordancewith National Fire Protection Standard59A – Standard for the Production,Storage, and Handling of LiquefiedNatural Gas) and consisting of:
podemos relatar que se han colocadomás de 60.000 placas de acero especialpara fijaciones a la estructura con pesosde hasta 1,00 t algunas de ellas, más de1 Km de tuberías de titanio, 28 Km detuberías de acero al carbono y 1,3 Kmde tubería de polietileno, además de pa-samuros y sistemas de drenaje y lastra-do. La Tabla 3 refleja las cifras genera-les de todos los sistemas principalesmecánicos,
Criterios de diseño basados en datosy parámetos de “MetOcean” paracargas de viento y oleaje:
La Terminal de GNL de Venecia seencontrará bajo la influencia climáticadel Adriático del Norte, conocida por larápida mutación de las condiciones cli-máticas. Los vientos más destacablesson el “Bora” y el “Siroco”.
La principal característica del“Bora” es que en ocasiones “fluye” porentre las montañas aumentando de ve-locidad de forma drástica, formandoborrascas y alcanzando velocidades de55 a 70 nudos en un par de horas, fenó-meno que normalmente suele durar en-tre medio día y 2 días. El “Siroco”emerge del sur como aire continentaltropical que eleva la humedad delMediterráneo y genera vientos que du-ran de 1 a 3 días.
Los criterios extremos de “Met-Ocean” para el diseño de la Terminal deGNL se basan en la existencia de retro-análisis de calibrado de viento y de ole-aje del Adriático Norte, que incluye 20años continuos de toma de datos y 34tormentas que abarcan un periodo de 36años. Se han desarrollado criterios ex-tremos MetOcean “onmidireccionales ydireccionales” para periodos de 1, 5, 10,20 y 100 años. Los retro-análisis se hancalibrado tomando medidas en lugarescercanos al emplazamiento en el que sepretende situar la terminal de GNL.
Criterios geotécnicos de diseño:
Se basan en las investigaciones delsuelo realizadas en el emplazamientodel GBS, así como en ensayos conven-cionales y avanzados en laboratorio rea-lizados sobre las muestras recuperadasen dicha investigación, además de enuna interpretación de los resultados.
Tabla 3. Resumen de las Instalaciones Mecánicas del GBSTable 3. GBS mechanical systems summary
Acero EstructuralStructural steel
t 3.500
TuberíasPipes
Kg 115.000
Instalaciones EléctricasElectrical systems
m 10.000
Instrumental y ComunicacionesInstruments and Communications
m 2.000
Protección contra la corrosiónCorrosion protection
m2 14.000
Tuberías de calefacción y soportesHeating pipes and it´s supports
kg 320.000
Barrera de vapor y soportaciónVapour barrier and it´s supports
t 3.240
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
15H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
Criterios sísmicos de diseño
La región general en la que se en-cuentra la terminal de GNL presentauna frecuencia moderada de seísmos. Eldiseño se basa en un estudio de evalua-ción de las probabilidades sísmicas(PSHA, según sus siglas en inglés) rea-lizado en el emplazamiento. Se ha des-arrollado un catálogo de terremotos te-niendo en cuenta los italianos yaexistentes, complementados con catálo-gos mundiales y registros históricos delos seísmos de la zona. Para definir lasprovincias sismotectónicas se ha emple-ado un estudio de las características tec-tónicas y geológicas locales. Los pará-metros sísmicos de las provinciassismotectónicas se han determinadomediante el análisis estadístico del catá-logo de terremotos. Así mismo, se ha re-alizado un examen de los métodos deatenuación del movimiento del terrenomediante correlaciones aplicables al en-torno sismotectónico. Posteriormente,la integración PSHA se ha empleadopara determinar un espectro uniformede peligros aplicables a las condicionesde un terreno consistente.
Esta filosofía es la que se ha aplica-do en el Proyecto de GNL adoptandouna aproximación de diseño de dos ter-cios, en consonancia con la Norma 59Ade Protección anti-incendios, normativasobre la producción, almacenamiento yuso del Gas Natural Licuado (NationalFire Protection Standard 59A –Standard for the Production, Storage,and Handling of Liquefied Natural Gas)y que consta de:
– Terremoto de/en situación deOperación Normal (Operating ba-sis earthquake, OBE) con un pe-riodo de retorno/respuesta de 475años
– Terremoto Base de Diseño (Sa-fety Shutdown Earthquake, SSE)con un periodo de retorno/ res-puesta de 5.000 años
3. ELEMENTOSESTRUCTURALES QUECONTITUYEN EL GBS
El GBS se estructura mediante gran-des celdas cerradas por muros de espe-sor variable entre 60 y 45 cm, divididasa su vez en dos niveles a través de una
losa intermedia de 70 cm de canto y re-matada en cubierta por otra losa de 60cm. La altura total en coronación es decuarenta y siete metros. Esta retícula seejecuta por secuencias que abarcan los90 metros de anchura del GBS, y unalongitud variable según la secuencia,que va desde 12 m en las más cortas a38 m en las más largas en la fase de mu-ros de sótano y entre 12,35 m y 53 m enlos muros superiores o del tanque.Todos los muros se deslizan simultáneay coordinadamente, corrigiendo las des-viaciones motivadas por diversos facto-res, como rozamientos, cargas fijas ytemporales repartidas en cada celda quese detectan mediante un sofisticado yamplio sistema de referencias topográ-ficas y varios láser colocados estratégi-camente.
La parte inferior o de muros de sóta-no (“Cellar Walls”), parte de la cota 0hasta la 12,90 m. Está dividida en com-partimentos para diversos usos, comoson el lastrado para controlar la flota-ción, recintos para depósitos e instala-ciones mecánicas y de lastre final, máspesado, una vez se fondee la estructuraen el Adriático en su posición final. Eltanto por ciento en la dosificación en elhormigón de humo de sílice como adi-ción para mejora de las característicasde impermeabilidad/durabilidad en estazona es algo inferior al quedar perma-nentemente sumergida. Este porcentajese aumenta a partir de la cota 22.00 (zo-na de salpicadura y carrera de mareas)ya en los muros superiores.
La parte superior o “Upper Walls”,va de la cota 12,90 m. hasta la 47,00 se-gún pendientes en losa de coronación,y es la destinada a albergar los tanquesde “Gas Natural Licuado”, dejando unhueco en dos vanos de aproximada-mente 57 metros de ancho por 158,5 m.de largo. Los tanques están bordeadospor unas celdas perimetrales, y un mu-ro central que los separa. Se generan deesta forma dos grandes huecos para ca-da tanque de más de 150.000 m3 cadauno, y pequeños compartimentos o cel-das en todo el perímetro, en las que seacomodan las instalaciones de apoyo alos tanques, sirviendo otras zonas co-mo celdas de lastre para la flotación ynavegación.
El cierre de los dos grandes vanosentre los flancos de los tanques y el mu-ro central que separa ambos, se ha sal-vado mediante la instalación de 40 vi-
– Operating basis earthquake(OBE), with a return/response pe-riod of 475 years
– Safety Shutdown Earthquake(SSE), with a return/response pe-riod of 5,000 years
3. STRUCTURAL COMPONENTSINCLUDED IN THE GBS
The GBS is structured into largecells, enclosed by walls of variablethickness, ranging from 60 to 45 cm.,which, in turn, are divided into two lev-els, by means of a mezzanine slab, 70cm deep and crowned at the top by an-other 60 cm slab. The total height at thetop is forty-seven metres. This networkis performed in sequences, covering the90 metres wide GBS, and a variablelength according to the sequence, rang-ing from 12 m. the shortest ones and 38m. the longest ones, in the cellar wallsand between 12.35 m. and 53 m. on theupper walls or tank walls. All wallsslide in a simultaneous and co-ordinat-ed fashion and correct the deviationscaused by several factors, such as fric-tion, static and permanent loads distrib-uted over each cell.... which are detect-ed thanks to a sophisticated andcomprehensive system of topographicreferences and several strategically lo-cated laser equipment.
The lower section or “cellar walls”,starts at elevation 0 and goes up to ele-vation 12.90 m. It is divided into com-partments, serving several purposes,such as floatation control ballasting,containers for tanks and equipment andheavier final ballasting, once the struc-ture has been sunk in the Adriatic Sea inits final position. The percentage of sili-ca fume in the concrete mix, added toenhance the imperviousness/durabilitycharacteristics in this area is slightlysmaller than, on account of being per-manently under water. This percentageincreases from elevation 22.00 (splash-ing and tide racing area) already on theupper walls area.
The top section or “upper walls”,runs from elevation 12.90 m. up to ele-vation 47.00 m., depending on the topslab slopes, and has been designed tohouse the “Liquefied Natural Gas”tanks, leaving a two-span void, measur-ing, approximately, 57 metres wide and158.5 m. long. The tanks are surround-
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
16 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
ed by perimeter cells and by a centralwall, which separates them. Two bigopenings are thus generated for eachtank, each with a capacity in excess of150,000 m3, and small compartments orcells along the entire perimeter, wherethe tank supporting facilities arehoused, with other areas acting as bal-last cells for floatation and navigationpurposes.
The closing of the two big voids, be-tween the tank sides and the centralwall that separates them, has beenbridged by means of 40 main girders,postensioned in two stages, each withan average weight of 220 t.
Said girders contain the main ribsthat transmit the loads, imposed by thetop slab, where all the required modulesfor the regasification of the LiquefiedNatural Gas will be housed and weigh-ing, approximately, 18,000 t. each. Thespan bridged by the girders measuresthirty-five metres. Said girders havebeen fabricated in a yard set up on sitespecially for that purpose. Prior to thelifting of the girders, provision wasmade in the yard for the insulation sys-tem or vapour barrier, which in the caseof the girders takes the form of a contin-uous plate coating, with a total thick-
ness of 3mm. From the yard, the girderswere taken, one at a time, by means oftele-controlled trolleys, to the inside ofthe tanks, where the lifting crane waswaiting. Said crane has been designedto very tight tolerances, since its weight,plus that of the girders, has to be car-ried by the tank slab.
The process ended with the complexgirder lifting operation, which wasstrongly influenced by the wind blowingin the area and by strict safety standards.Prior to each operation, all temporarysupport structures documentation, quali-ty records and tests had to be reviewedand accepted. The girders were allowedto rest temporarily on steel brackets,welded to plates embedded into thewalls. Once supported, they were rein-forced and concrete was poured in theknots of the joints between the structureof the walls and the slab. Each girderhead was joined by means of connec-tions, in the form of couplers or connec-tors, so that, finally, the postensioningsystem provided continuity, with eachpair of girders constituting a single ele-ment, tied to the rest of the structure.
The spans between main girderswere bridged by means of a mesh of
gas principales postesadas en 2 etapas,con un peso medio de 220 t. cada una.
Dichas vigas son los nervios princi-pales que transmiten las cargas que im-pone la losa superior donde se ubicarántodos los módulos necesarios para laregasificación del gas natural licuado yque cuentan con un peso aproximadode 18.000 t. La luz que han de salvarlas vigas es de treinta y cinco metros.Las vigas se han prefabricado en unparque creado ex-profeso en Obra en elque se instalaba, de forma previa a suelevación, el sistema de aislamiento obarrera de vapor que en las vigas sematerializa en un forro de chapa de3mm total y continuo. Desde el parquese trasladaban una a una al interior delos tanques sobre carretones teledirigi-dos, donde esperaba la grúa de izado,dimensionada con unos márgenes muyestrictos dado que su peso más el de laviga ha de ser soportado por la losa deltanque.
El proceso culminaba con la com-pleja maniobra de izado de las vigasmuy condicionada por el viento reinan-te en la zona, y por las estrictas medi-das de seguridad. De forma previa a ca-da maniobra se ha requerido la revisión
Figura 1. Esquema general de la Terminal y sus módulos e instalaciones de regasificación.Figure 1. Terminal general arrangement drawing, showing its modules and regasification facilities.
GBS System1: 1 x Gravity Based Structure (GBS) w/ sand ballast
1 Estructura de gravedad lastrada
LNG Tank System2: 2 x LNG Storage Tank w/ insulation
Tanques GNL, inc. aislamiento térmico
Topside Facilities3: 4 x Open Rack Vaporizers (ORV) / 4 Racks de Vaporizadores 4: 2 x Submerged Combustion Vaporizers (SCV) / 2 Vaporizadores sumergidos5: 2 x Boil-Off-Gas (BOG) compressors6: 1 x Recondenser / 1 Condensador7: 5 x HP send-out pumps / 5 bombas de evacuación en Alta8: 1 x Flare tower / 1 Torre de Venteo9: 1 x Living Quarters (LQ)
10: 1 x Electric and Instrument Building (EIB) / 1 Módulo de Electricidad e Instrumentación11: 3 x Power generators / 3 Generadores12: 1 x Utility Module13: 1 x Helideck
Marine Systems14: 4 x Breasting dolphins / 4 Defensas laterales de atraque15: 4 x Mooring dolphins / 4 “Duques de Alba” de amarre16: 1 x Loading platform w/ 3 x unloading arms & 1 x vapor return arm / Plataforma de carga
Pipeline System17: 1 x Pipeline w/onshore metering station / Gasoducto marino, con gasómetro en tierra
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
17H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
y aceptación de toda la documentacióny registros de calidad y ensayos de lasestructuras de soporte temporal. Lasvigas descansabann temporalmente so-bre unas ménsulas de acero que se suel-dan a placas embebidas en los muros.Una vez apoyadas se armaban, y hor-migonaban los nudos de las unionescon la estructura de los muros y losa.Cada cabeza de viga se conectaba me-diante empalmes con “couplers” oaclopadores para que finalmente el sis-tema de postensado les dieseé continui-dad conformando cada pareja de vigasun elemento único atado al resto de laestructura.
Los vanos entre las vigas principalesse salvaron mediante una retícula deperfiles prefabricados en los talleres si-tuados a tal efecto en Obra conforman-do mesas a las que se soldaban previa-mente a su izado las chapas del ais-lamiento de los tanques y todos los em-bebidos para la conexión tanque-módu-los. Una vez en posición se soldabanasimismo las juntas de expansión entrevigas. A continuación se ensayaron el100% de las soldaduras y se llevó a ca-bo una prueba de estanqueidad, previala colocación de la armadura y la segun-da fase de embebidos y el hormigonadofinal de la losa.
4. MATERIALESCONSTITUYENTES
DE LA ESTRUCTURA.CARACTERÍSTICAS
ESTRUCTURALES, DISEÑO Y PARTICULARIDADES
4.1. Hormigones
Se trata sin duda del producto estre-lla de los empleados en el GBS, y casitodo gira en torno al mismo. Para el di-seño de una estructura tecnológica tancompleja no ha habido que crear unnuevo y complejo material de base enun laboratorio del siglo XXI.
Veremos eso sí, cómo un materialbien conocido que ya utilizaban los ro-manos hace más de 2.000 años, median-te un minucioso programa de desarrollode la mezcla a emplear, con una adecua-da selección de materiales y un extensoprograma de ensayos previos, puedeconvertirse en la solución a tan comple-jos y diversos planteamientos.
El hormigón empleado ha sido obje-to de prolongados estudios en los que seha tenido en cuenta una gran multitudde parámetros y características defini-das por el Cliente con el objeto de cons-truir un buque, a la vez depósito criogé-nico y terminal gasera ubicado en sufase final en una zona sísmica sensible,y en la que habrán de trabajar y habitarpersonas en condiciones de total seguri-dad, y con unos requisitos de durabili-dad para la estructura muy exigentesque incluyen la ausencia total de corro-
profiles, prefabricated in the workshopsset up on site for the purpose, formingtables, to which the tank insulationplates, and all the embeds for the tank-module connections, were welded, be-fore being lifted. Once in position, theexpansion joints between girders werealso welded. This was followed by anexamination of all the welds and per-formance of tightness tests, after in-stalling reinforcement and the secondembedding phase and the final concret-ing of the slab.
Figura 2. Sección horizontal de la estructura hasta lacota +13.00 desde nivel de dique seco.Celdas doble casco con muros exteriores de 0,6m. de espesor. Muros medianeros de 0,45m.Figure 2. Horizontal cross section up to elevation +13.00, from dry dock level. Dual-hull cells
with 0.6 m. thick outside walls.0.45 m thick party walls.
Figura 3. Sección horizontal de la estructura hasta la cota +46.50 desde nivel de dique seco.Doble casco alrededor de los tanques de LNG. Muros exteriores de hormigón armado y
postesado de 0,6m de espesor.Figure 3. Horizontal cross section of the structure up to elevation +46.50, from dry dock level.
Dual-hull around LNG tanks. 0.6 m thick, outside walls, constructed of reinforced andpostensioned concrete.
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
18 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
sión en la armadura principal de la es-tructura durante los 25 primeros años devida útil.
El método constructivo empleado,mediante encofrados deslizantes que hasido récord de superficie deslizada si-multáneamente en Europa, planteabatambién muchos condicionantes para lamezcla. Por citar algunos, su trabajabili-dad, capacidad de bombeo a gran alturao a grandes distancias, temperatura má-xima de puesta en obra y de fraguado yun control estricto de los tiempos delmismo que no comprometiesen los ren-dimientos y permitiesen variaciones enla velocidad de deslizado. Todo ello eracrítico, por ejemplo, para poder acomo-dar la velocidad de vertido y acenso alritmo de colocación de embebidos o so-lapes en zonas especialmente reforza-das, para reaccionar ante las cambiantescondiciones climatológicas en la zona.
De la complejidad de dar cumpli-miento a todos estos requisitos propiosde un proyecto “off-shore” diseñado poruna ingeniería noruega, para un clienteitaliano y norteamericano, construidoen España, da idea el extracto de norma-tiva de referencia y obligado cumpli-miento que se recoge en las especifica-ciones del mismo y que se detalla acontinuación:
4.2. Referencias normativas yespecificaciones de proyectopara el hormigón.
A continuación listamos las normas yespecificaciones a las que se ha exigido
Figura 4. Planta de la estructura con situación general de embebidos, pasatubos y bocas deacceso en la losa superior.
Figure 4. Plan view of the structure showing a general arrangement of the embedded items,bushings and access manholes in the top slab.
Figura 5. Sección vertical transversal mostrando compartimentos centrales para alojar2 tanques de LNG de 125.000m3 de capacidad c.v. y muros de doble casco.
Figure 5. Vertical cross section, showing middle compartments, with two LNG tanks inside,with a c.v. capacity of 25,000m3 and dual-hull walls.
Figura 6. Sección vertical longitudinalFigure 6. Longitudinal vertical cross section.
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
19H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
estricto cumplimiento en la producciónde hormigones. Hemos de destacar queentre ellas se encuentran normas europe-as y sus anexos de diferentes nacionali-dades, italianas, noruegas, españolas ytambién americanas. Ello ha supuesto unesfuerzo de estudio, unificación de crite-rios, síntesis y en numerosos casos inter-pretación, no exento de dificultades ydesencuentros que felizmente y, con laayuda de todas las partes, se han resueltosatisfactoriamente.
• UNI ENV 13670-1 Ejecución deestructuras de hormigón.
• EN 206-1 Hormigón. Parte 1:Especificaciones, prestaciones, produc-ción y conformidad. Incluye el anexonacional italiano
• prEN 1992-1-1 Eurocódigo 2:Proyecto de estructuras de hormigón.Parte 1-1. Reglas generales y reglas pa-ra edificación.
• CEN EN 288 “Especificación yaprobación de los procedimientos desoldadura de materiales metálicos”
• CEN EN-ISO 15620, “Soldeo.Soldeo por fricción de materiales metá-licos. (ISO 15620:2000).”
• CEN EN 287-1 “Cualificación desoldadores. Soldeo por fusión. Parte 1:Aceros.”
• CEN EN 719 “Coordinación delsoldeo. Tareas y responsabilidades”
• CEN prEN 10080 “Acero para elarmado del hormigón. Acero soldablepara armaduras de hormigón armado.Parte 1 – 6”
• CEN prEN 1992-1-1 “Eurocódigo2: proyecto de estructuras de hormigón.Parte 1-1: reglas generales y reglas paraedificación. (Incluye el Erratum AC:1992). (Versión oficial ENV 1992-1-1:1991).”
• CEN EN 1008 ” Agua de amasadopara hormigón. Especificaciones para latoma de muestras, los ensayos y la eva-luación de aptitud al uso del agua, inclu-yendo las aguas recuperadas de proce-sos en la industria del hormigón, comoagua de amasado para hormigón.”
• CEN EN 12390-3 “Ensayos dehormigón endurecido. Parte 3: Deter-minación de la resistencia a compresiónde probetas.”
• CEN EN 12620 “Áridos para hor-migón.”
• ISO 6934 “Acero para el postesa-do del hormigón”
• NS 3473 “Estructuras de hormi-gón – Leyes de diseño”
• NS 3576-3 “Acero para el refuer-zo del hormigón – Dimensiones y pro-piedades – Parte 3: barras corrugadasB500C”
• “Instrucción Española de Hormi-gón Estructural” (EHE) (descarga
4. STRUCTURE CONSTITUENTMATERIALS. STRUCTURAL
CHARACTERISTICS ANDPARTICULARITIES
4.1. Concrete
This is, undoubtedly, the crown jew-el of the materials used in the GBS, andalmost every thing hinges around it. Todesign such a technologically complexstructure as this, it has not been neces-sary to develop a new and complex basematerial, in a XXI century laboratory.
We shall, indeed, see, how a well-known material, already used by theRomans more than 2000 years ago, canprovide, after a thorough developingprogramme of the mix to be employed, aproper selection of the materials and acomprehensive programme of initialtests, a solution for such complex anddiverse structures.
The concrete used on the project hasbeen subjected to prolong tests, inwhich consideration has been given to agreat deal of parameters and character-istics, defined by Client, in order tobuild a vessel, serving both as a cryo-genic tank and gas terminal, ultimatelylocated in an earthquake-prone area,and where people will work and live un-der strict safety conditions. In addition,the structure shall meet very stringentdurability requirements, such as the to-tal absence of corrosion in the main re-inforcement, during the first 25 years ofeffective life.
The construction method used (slip-form), which set an European record forthe area of formwork simultaneouslyslipped, also meant that many mix con-ditioning factors had to be overcome. Toname just a few: its workability, itspumping capability over long distancesand up to high elevations, maximum siteplacing and curing temperature and astrict control of curing times, so as notto compromise performance and allowfor slipping speed variations. All theseitems were crucial in order for us to ac-commodate, for instance, the pouringand lifting speed, to the rate of installa-tion of embeds or overlaps, in speciallyreinforced areas, in order to be able toreact to the changing weather condi-tions in the area.
Of the degree of complexity thatcomes from having to meet all these re-
Figura 7. Idealización de la Terminal en destino.Figure 7. Terminal idealisation at destination.
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
20 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
quirements, inherent to an off-shoreproject, designed for a Norwegian engi-neering company, for an Italian andAmerican client and built in Spain,gives some idea the benchmark stan-dard extract that has to be compliedwith and included in the project specifi-cations and detailed below:
4.2. Benchmark references andproject specifications forconcrete
Below, please find a list of the stan-dards and specifications that had to be,compulsorily and strictly, complied within concrete fabrication. Please note,that the list below includes Europeanstandards and their attachments of dif-ferent nationalities: Italian, Norwegian,Spanish and also American. This hasrepresented a considerable effort to re-view, unify criteria, synthesise and, innumerous cases, interpret texts, not al-ways free from difficulties and inconsis-tencies which, fortunately and with theco-operation of the parties involved,have been satisfactorily resolved.
• UNI ENV 13670-1 Execution ofconcrete structures (“Ejecución de es-tructuras de hormigón”).
• EN 206-1 Concrete. Part 1:Specifications, performance, produc-tion and compliance. (“Especifica-ciones, prestaciones, producción y con-formidad”). It includes the ItalianAttachment.
• prEN 1992-1-1 Eurocode 2:Design of concrete structures. Part 1.1.General Rules and building rules.(“Proyecto de estructuras de hormigón.Parte 1-1. Reglas generales y reglas pa-ra edificación”).
• CEN EN 288 “Specification andapproval of welding procedures for me-tallic materials” (“Especificación yaprobación de los procedimientos desoldadura de materiales metálicos”).
• CEN EN-ISO 15620, “Welding.Welding by friction of metallic mate-rials. (“Soldeo. Soldeo por fricción demateriales metálicos”). (ISO 15620:2000).”
• CEN EN 287-1 “Welder qualifica-tion. Fusion welding. Part 1. Steel.”(“Cualificación de soldadores. Soldeopor fusión. Parte 1: Aceros.”)
• CEN EN 719 “Welding co-ordina-tion. Tasks and responsibilities” (“Coor-dinación del soldeo. Tareas y responsa-bilidades”)
• CEN prEN 10080 “Reinforcingsteel for concrete. Weldable steel forconcrete reinforcement. Part 1 – 6”(“Acero para el armado del hormigón.Acero soldable para armaduras de hor-migón armado. Parte 1 – 6”).
• CEN prEN 1992-1-1 “Eurocode2: Design of concrete structures. Part 1-1: general rules and building rules. (itincludes Erratum AC:1992). (Officialversion ENV 1992-1-1:1991)” Euro-código 2: proyecto de estructuras dehormigón. Parte 1-1: reglas generales yreglas para edificación. (Incluye elErratum AC:1992). (Versión oficialENV 1992-1-1:1991).”
• CEN EN 1008 ” Water for the mi-xing of concrete. Specifications on thetaking of samples, tests and assessmenton the water usage capability, includingthe water recovered from processes inthe concrete industry, as water for themixing of concrete.” (“Agua de amasa-do para hormigón. Especificaciones pa-ra la toma de muestras, los ensayos y laevaluación de aptitud al uso del agua,incluyendo las aguas recuperadas deprocesos en la industria del hormigón,como agua de amasado para hormi-gón.”)
• CEN EN 12390-3 ” Tests on har-dened concrete. Part 3: Determinationof test specimen compression strength”.(“Ensayos de hormigón endurecido.Parte 3: Determinación de la resisten-cia a compresión de probetas.”)
• CEN EN 12620 “Aggregates forconcrete” (“Áridos para hormigón.”).
• ISO 6934 “Steel for concrete pos-tensioning” (“Acero para el postesadodel hormigón”).
• NS 3473 “Concrete structures –Design rules” (“Estructuras de hormi-gón – Leyes de diseño”).
• NS 3576-3 “Reinforcing steel forconcrete – Dimensions and properties –Part 3: corrugated bars B500C”(“Acero para el refuerzo del hormigón –Dimensiones y propiedades – Parte 3:barras corrugadas B500C”).
• “Spanish Specification for Struc-tural Concrete” (EHE) (download
http://www.mfom.es/cph/norma_ehe.html)
• UNI EN 932-3 “Ensayos para de-terminar las propiedades generales delos áridos. Parte 3: Procedimiento y ter-minología para la descripción petrográ-fica simplificada.”
• UNI 8981-8 “Durabilidad de lasobras y de los elementos prefabricadosdel hormigón – Instrucciones para pre-venir la reacción álcali-sílice”
• UNI 8520-22 “Áridos para prepa-rados del hormigón. Determinacionesde la reactividad potencial del árido enpresencia de alcalis”
• Directrices para la AprobaciónTécnica Europea de los equipos de pos-tesado de estructuras - ETAG 013 (des-carga http://www.eota.be)
• CEN WS-09 “Requerimientos parala instalación de los equipos para el pos-tesado de estructuras y cualificación de laempresa especialista y su personal”
• ACI 305R-99 ”Hormigonado entiempo caluroso”
• ASTM C330 “Especificación es-tándar para áridos ligeros para hormi-gón estructural”
• BS 4449:1997 Barras de acero alcarbono para el refuerzo del hormigón
• BS 7777-3:1993 Tanques cilíndri-cos verticales de fondo plano para alma-cenamiento a baja temperatura
• DM 96: Decreto Ministerial delMinisterio de Trabajo de 9 de Enero de1996.
Partiendo de este amplio marco nor-mativo de referencia, ha habido que lle-var a cabo un programa de más de tresaños de duración que se inició con elpropio diseño teórico de la mezcla, y enel cual han intervenido prestigiosasIngenierías como IBERINSA junto a lamisma Aker Kvaerner / Skanska. En larealización de los ensayos han colabora-do además la Universidad Politécnicade Madrid a través de la Escuela deIngenieros de Caminos, Canales yPuertos, SINTEF, reconocido laborato-rio noruego ligado a la Universidad deTrondheim, y el instituto español IN-TEMAC.
La primera fase del diseño de mezclasupuso el ensayo de distintas combina-
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
21H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
ciones de materiales de base constituyen-tes (áridos, cemento, aditivos y adicio-nes) bajo diversos supuestos de dosifica-ción. Se trataba de obtener unacombinación de parámetros, que aún pu-diendo parecer antagónicos en muchosaspectos, debían mantener un equilibriorazonable y reunir unos valores mínimosen función de las propiedades que se de-seaban conseguir con la mezcla. El hor-migón debía como primer paso ceñirse alas características enumeradas en laTabla 4.
Tras los resultados de la primera fasede ensayos, Acciona InfraestructurasS.A., de acuerdo con el Cliente, se de-cantó por el cemento fabricado por la fir-ma HOLCIM en su planta de Carbo-neras, único proveedor que, haciendoviable el suministro de importantes can-tidades en fechas muy concretas y porvía marítima hasta el Puerto de Alge-ciras, podía aportar además una modifi-cación en el polvo calizo adicionado queajustaba los parámetros de alcalinidad alos deseados por el proyectista.
Para el árido, finalmente se optó poruna tipología granítica (monzogranito),con una nula reactividad álcali-sílice se-gún los ensayos específicos llevados acabo en España e Italia. Con este finAcciona Infraestructuras S.A. adquirió yexplota la cantera de Bellavista, en
Gerena, Sevilla. Se cuidó asimismo almáximo la elección de la arena, clasifi-cada como siliclástica (cuarzo en un99%) y transportada desde Huelva.Como dato anecdótico y representativode la meticulosidad en la selección de losmateriales, durante un tiempo se barajóincluso la posibilidad de traer todos losáridos desde Escocia, dado que existíandudas sobre la viabilidad de la producti-vidad en la explotación de la cantera deGerena hasta el momento de la adquisi-ción por ACCIONA de la misma.
Con la mezcla de tan selectos ingre-dientes se trataba de garantizar una ele-vada compacidad que se tradujese en unhormigón de muy baja permeabilidad, odicho de otro modo, ciertamente resis-tente al ataque de los cloruros. A la vezera necesaria una densidad muy contro-lada y más bien baja puesto que se tra-taba de construir una estructura flotantecon condiciones de contorno dadas porla dársena de Algeciras que impedíanexceder calados excesivos.
En una segunda fase de ensayos, re-lacionada fundamentalmente con la du-rabilidad de la estructura, se procedió ala realización de ensayos de difusión decloruros y posteriormente, y ya en la fa-se de ejecución, de conductividad y re-sistividad del hormigón. Lo poco habi-tual aún de tales métodos de ensayo (tan
http://www.mfom.es/cph/norma_ehe.html) (“Instrucción Española de Hor-migón Estructural” (EHE) (descargahttp://www.mfom.es/cph/norma_ehe.html)
• UNI EN 932-3 “Tests to determineaggregate general properties, Part 3:Procedure and terminology for the sim-plified petrographic description”. (“En-sayos para determinar las propiedadesgenerales de los áridos. Parte 3:Procedimiento y terminología para ladescripción petrográfica simplificada.”)
• UNI 8981-8 Durability of theworks and of the prefabricated concretemembers – Specifications to prevent thealkali-silica reaction. (“Durabilidad delas obras y de los elementos prefabrica-dos del hormigón – Instrucciones paraprevenir la reacción álcali-sílice”)
• UNI 8520-22 Aggregates for con-crete preparations. Determination ofthe potential reactivity of aggregates inthe presence of alkalis. (“Áridos parapreparados del hormigón. Determi-naciones de la reactividad potencial delárido en presencia de alcalis”)
• Directive for the EuropeanTechnical Approval of the structure pos-tensioning equipment. ETAG 013(download http://www.eota.be) (“Di-rectrices para la Aprobación TécnicaEuropea de los equipos de postesado deestructuras - ETAG 013 (descargahttp://www.eota.be)
• CEN WS-09 Requirements for theinstallation of the equipment of thestructure postensioning equipment andqualification of the specialist companyand of its personnel. (“Requerimientospara la instalación de los equipos parael postesado de estructuras y cualifica-ción de la empresa especialista y supersonal”)
• ACI 305R-99 Pouring of concretein hot weather (”Hormigonado en tiem-po caluroso”)
• ASTM C330 “Standard Speci-fication for light aggregates for structu-ral concrete. (“Especicicación estándarpara áridos ligeros para hormigón es-tructural”
• BS 4449:1997 Carbon steel re-bars for concrete reinforcement(“Barras de acero al carbono para elrefuerzo del hormigón”).
• BS 7777-3:1993 Flat-bottom verti-cal cylindrical tanks for low temperaturestorage (“Tanques cilíndricos verticales
Tabla 4. Especificaciones de diseño del Hormigón del Adriatic LNG GBSATable 4. Concrete Design Specifications for the Adriatic LNG GBS
Denominación de acuerdo aUNI-EN-206-1Denomination as per UNI-EN-206-1
C 45/55 Notas/Tolerancias de Proyecto
Notes/Design Tolerances
DensidadDensity
Kg/m3 2390 +20/-30 kg/m3
Módulo de ElasticidadYoung’s Modulus
GPa 32 +/- 3 Gpa
Relación A/CA/C ratio
0.4Máximo valor
Maximum value
Tamaño Max. de áridoMax. Aggregate size
mm. 22Máximo valor
Maximum value
Cemento según EN-197-1Cement as per EN-197-1
CEM II/AS/42.5/SRCEM II/AS/42.5/SR
Bajo contenido en álcalis. C3A limitado al 4-10%Low alkali content. C3A
limited to 4-10%Contenido en cementoCement content
kg. 390 360/450
ConoCone
cm. 23
Adiciones: Humo de SíliceAdmixtures: Silica Fume
% 6 Máximo 8%
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
22 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
de fondo plano para almacenamiento abaja temperatura”).
• DM 96: Ministerial Decree fromthe Labour Department of 9th January1996. (“Decreto Ministerial del Minis-terio de Trabajo de 9 de Enero de1996”).
On the basis of this large frameworkof reference codes and standards, it wasnecessary to undertake a programme,lasting in excess of three years, whichstarted with the theoretical design of themix proper, with the participation ofprestigious engineering companies,such as IBERINSA, along with AkerKvaerner / Skanska itself. In the per-formance of the tests the following enti-ties were also involved: the MadridPolytechnics University, through theCivil Engineers Association, SINTEF, awell-known Norwegian laboratory asso-ciated with the Trondheim Universityand the Spanish Institute INTEMAC.
The first phase of the mix designconsisted in the testing of different com-binations of constituent base materials(aggregates, cement, additives and ad-mixtures), under different dosing as-sumptions. The idea was to come upwith a combination of parameters, thatalthough they may appear antagonisticin several respects, should maintain areasonable balance and embody certainminimum values, depending on theproperties expected of the mix. As a firststep, the concrete should meet the char-acteristics listed under table 4.
On the basis of the results obtainedfrom the first testing phase, AccionaInfraestructuras S.A., in agreement withthe Client, opted for the cement manu-factured by the company HOLCIM, atits Carboneras plant. This was the onlysupplier who, in addition to being ableto supply important amounts, on veryspecific dates and by sea to theAlgeciras Port, could also introducechanges to the added calcareous dust,which accommodated the alkalinity pa-rameters to the wishes of the designer.
As far as aggregates are concerned,a granite typology (monzogranite) wasfinally chosen, on account of having anegligible alkali-silica reactivity, ac-cording to the specific tests conductedin Spain and Italy. To this end, AccionaInfraestructuras S.A. acquired and op-erates the Bellavista quarry, in Gerena,
Seville. Extreme care was also taken inthe selection of the sand, classified assiliclastic, (99% quartz), which wasbrought from Huelva. As an anecdoterepresentative of the thoroughness inthe selection of materials, the possibili-ty of bringing all the aggregates fromScotland was even considered for atime, as doubts arose about the feasibil-ity of the productivity figures in the op-eration of the Gerena quarry, until itsacquisition by ACCIONA.
The purpose behind the combina-tion of such a selection of materialswas to ensure a high degree of com-paction, that resulted in a concretewith very low permeability levels or, inother words, fully resistant to the at-tacks of chlorides. At the same time,very controlled and rather low densitylevels were required, as the aim was tobuild a floating structure with contourconditions dictated by Algeciras basin,in which excessive draughts could notbe exceeded.
Under a second testing phase,mainly concerned with the durability ofthe structure, chloride diffusion testswere conducted. Later and as part ofthe execution phase, concrete conduc-tivity and strength tests were also car-ried out. The very unusual nature ofsuch testing methods (only two labora-tories in Spain have the relevant tech-nology and certification procedures toconduct the chloride diffusion testswith a minimum guarantee) and thelack of available comparable valuesfrom other projects, have surroundedthis phase by some important elementsof scientific debate, from which valu-able conclusions have been and willundoubtedly be drawn.
The majority of the methods used todetermine the durability parameters ofconcrete structures are experimental innature and subject to a multitude ofvariables, leading to complex equa-tions. For their implementation andanalysis, it has been necessary to rely,in addition to, upon Iberinsa, upon theCivil Engineers College and theEduardo Torroja Institute. The finalconclusions phase has not been con-cluded yet. This phase will undoubtedlycontinue with the analysis and monitor-ing of several parameters during the ef-fective life of the structure. The valuesobtained during the second testing
sólo dos laboratorios en España cuentancon la correspondiente tecnología y cer-tificación como para realizar los de di-fusión de cloruros con un mínimo degarantías), y la escasa disponibilidad devalores de contraste de otros proyectos,han rodeado esta fase de un elementoimportante de debate científico, del quesin duda se han extraído y se extraeránvaliosas conclusiones.
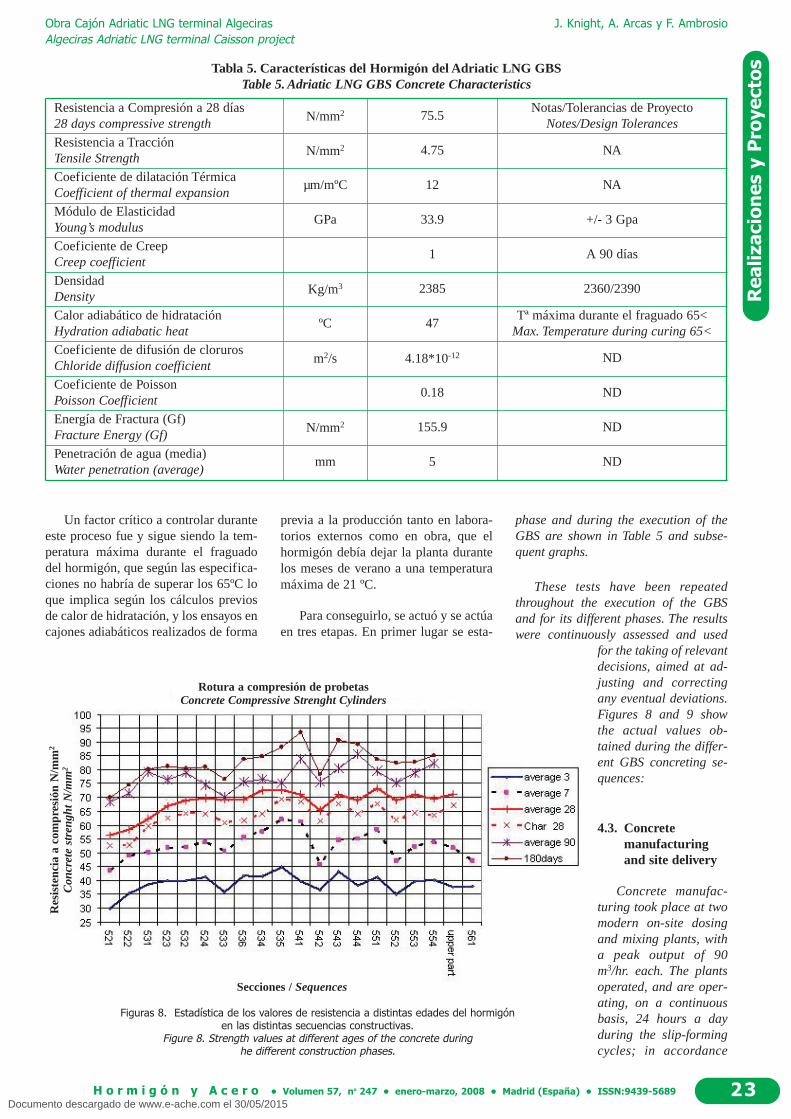
La mayoría de los métodos de deter-minación de los parámetros de durabili-dad de las estructuras de hormigón sonexperimentales y se encuentran sujetos ala influencia de multitud de variables quealimentan complejas ecuaciones. Para suimplementación y análisis ha sido nece-sario contar, además de con Iberinsa, conla colaboración de la ETS de Ingenierosde Caminos, Canales y Puertos, y delInstituto Eduardo Torroja, no habiendofinalizado aún la fase de conclusiones fi-nales, que se prolongarán sin duda con elanálisis y seguimiento de diversos pará-metros durante la vida útil de la estructu-ra. Se adjuntan en la Tabla 5 y Figuras 8y 9 los valores establecidos durante la se-gunda fase de ensayo y durante la ejecu-ción del GBS.
Estos ensayos se han repetido a lolargo de la ejecución del GBS y paralas distintas fases del mismo, evaluán-dose en todo momento los resultadospara la toma de decisiones oportunaspara el ajuste y corrección de eventua-les desviaciones. En las Figuras 8 y 9se pueden observar los valores realesobtenidos durante la ejecución de lasdistintas secuencias de hormigonadodel GBS.
4.3. Producción y puesta en obra delos hormigones
La producción del hormigón se lle-vó a cabo en dos modernas plantas do-sificadoras-amasadoras instaladas a piede Obra, con una producción punta de90 m3/h cada una, que trabajaron y tra-bajan en continuo durante 24h al día du-rante los ciclos de deslizado; en cumpli-miento de la especificación de Contratouna de ellas es siempre reserva para elcaso de fallo de la otra, y en períodos dedeslizado o de grandes vertidos de lo-sas, ambas han de contar con todo elpersonal de operación preciso para evi-tar cualquier posible interrupción delsuministro a los grupos o torres de bom-beo de hormigón.
Documento descargado de www.e-ache.com el 30/05/2015
Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
23H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
Un factor crítico a controlar duranteeste proceso fue y sigue siendo la tem-peratura máxima durante el fraguadodel hormigón, que según las especifica-ciones no habría de superar los 65ºC loque implica según los cálculos previosde calor de hidratación, y los ensayos encajones adiabáticos realizados de forma
previa a la producción tanto en labora-torios externos como en obra, que elhormigón debía dejar la planta durantelos meses de verano a una temperaturamáxima de 21 ºC.
Para conseguirlo, se actuó y se actúaen tres etapas. En primer lugar se esta-
phase and during the execution of theGBS are shown in Table 5 and subse-quent graphs.
These tests have been repeatedthroughout the execution of the GBSand for its different phases. The resultswere continuously assessed and used
for the taking of relevantdecisions, aimed at ad-justing and correctingany eventual deviations.Figures 8 and 9 showthe actual values ob-tained during the differ-ent GBS concreting se-quences:
4.3. Concretemanufacturingand site delivery
Concrete manufac-turing took place at twomodern on-site dosingand mixing plants, witha peak output of 90m3/hr. each. The plantsoperated, and are oper-ating, on a continuousbasis, 24 hours a dayduring the slip-formingcycles; in accordance
Tabla 5. Características del Hormigón del Adriatic LNG GBSTable 5. Adriatic LNG GBS Concrete Characteristics
Resistencia a Compresión a 28 días28 days compressive strength
N/mm2 75.5 Notas/Tolerancias de Proyecto
Notes/Design Tolerances
Resistencia a TracciónTensile Strength
N/mm2 4.75 NA
Coeficiente de dilatación TérmicaCoefficient of thermal expansion
µm/mºC 12 NA
Módulo de ElasticidadYoung’s modulus
GPa 33.9 +/- 3 Gpa
Coeficiente de CreepCreep coefficient
1 A 90 días
DensidadDensity
Kg/m3 2385 2360/2390
Calor adiabático de hidrataciónHydration adiabatic heat
ºC 47Tª máxima durante el fraguado 65<
Max. Temperature during curing 65<
Coeficiente de difusión de clorurosChloride diffusion coefficient
m2/s 4.18*10-12 ND
Coeficiente de PoissonPoisson Coefficient
0.18 ND
Energía de Fractura (Gf)Fracture Energy (Gf)
N/mm2 155.9 ND
Penetración de agua (media)Water penetration (average)
mm 5 ND
Figuras 8. Estadística de los valores de resistencia a distintas edades del hormigón en las distintas secuencias constructivas.
Figure 8. Strength values at different ages of the concrete during he different construction phases.
Rotura a compresión de probetas Concrete Compressive Strenght Cylinders
Res
iste
ncia
a c
ompr
esió
n N
/mm
2
Con
cret
e st
ren
ght
N/m
m2
Secciones / Sequences
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
24 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
with the Contract specifications one ofthe plants is always on standby, in casethe other breaks down and in slip-form-ing periods or during large pourings ofslabs, both must be manned with all theoperating personnel required to preventany possible interruption in the supplyof concrete to the pumping groups ortowers.
One crucial factor to be controlledduring this process was, and is, themaximum temperature of the concreteduring the curing process, which ac-cording to the specifications should notexceed 65ºC. On the basis of the previ-ous calculations on hydration heat andof the tests on adiabatic caissons, per-formed in advance of production, bothat outside laboratories and on site, thismeant that concrete should leave theplant, during the summer months, at amaximum temperature of 21 ºC.
To accomplish this, the steps taken,and being taken, were divided into threestages. First, controls are put in place,from the component materials procure-ment phase. The plants have been pro-vided with a liquid hydrogen plant tolower the temperature of the cement atthe discharges into the site silos (with acapacity of 100 TM c/u). In this way, wecan lower the temperature from 80ºC.which was recorded at the arrival of the
tanker, to 15-25 ºC, once it entered thesilo, after the cooling process.
In addition, nitrogen was dischargedsimultaneously with the batch water, be-fore entering the batcher, to take it vir-tually to freezing point. Its use with ag-gregates, in the form of rain sprayedover them, as they moved along the con-veyor belt, prior to their discharge inthe hopper, proved rather ineffectiveand problematic in cases of appreciableaggregates humidity.
During the hottest months of theyear, with temperatures near the sea inexcess of 30ºC, for almost 12 hours aday, the batch water was cooled in ad-vance, the aggregate stockpiles werewatered with cold water obtained fromindustrial coolers (5ºC), using powerfulcooling equipment, ice-aggregatebatches were produced, 48 hours beforeuse and shade and cover over all thestockpiles was provided.
Concrete was transported in truckmixers, fitted with a continuous drumwatering system. Waiting times wereminimised thanks to an exercise of per-fect synchronisation. The fact that bothplants worked exclusively for theProject must undoubtedly have con-tributed to this synchronisation. Bothpumping equipment and pipes were cov-
blecen controles ya des-de la fase de acopio delos materiales compo-nentes. Las instalacionesposeen una planta de ni-trógeno líquido que seutiliza para bajar lastemperaturas del cemen-to en las descargas a lossilos de obra (con capa-cidad de 100 TM c/u).Así, se consigue rebajarla temperatura desde80ºC. que se obtenían enla medición de llegadaen el camión cisterna,hasta 15-25 ºC una vezentraba a silo tras el pro-ceso de enfriado.
El nitrógeno se des-cargaba también en para-lelo al agua de amasadoantes de entrar en la ama-sadora, llevándola prácti-camente hasta la conge-lación. Su empleo conlos áridos como lluvia
sobre los mismos en su cinta antes dedescarga en tolva se mostró poco efecti-vo y problemático en casos de humedadapreciable de los mismos.
Durante los meses más calurosos,con temperaturas en las proximidadesdel mar por encima de los 30ºC durantecasi 12 horas al día se introdujeron sis-temas de enfriamiento previo del aguade amasado, riego de los acopios de ári-dos con agua a baja temperatura obteni-da con enfriadoras industriales (5ºC),mediante potentes equipos refrigerado-res, generación de tongadas de hielo-árido con 48 hrs. de antelación a su uti-lización, y sombreado y cubrición detodos los acopios.
En el trasporte se emplearon camio-nes hormigonera con sistema de riegocontinuo del tambor, minimizando lostiempos de espera en un ejercicio deperfecta sincronización al que sin dudaayudó el hecho de que ambas plantastrabajaban en exclusivo para las opera-ciones de Obra. Las instalaciones debombeo y las tuberías del mismo se cu-brieron con mantas de arpillera con unsistema de riego para su mantenimientohúmedo.
Por último y para la colocación delhormigón en los encofrados de desliza-do, se emplearon lonas par evitar la inso-
Figuras 9. Estadística de valores de los valores de resistencia a distintas edades y densidades del hormigón en las distintas secuencias constructivas.
Figures 9. Strength values at different ages and densities of the concrete during the different construction phases.
Rotura a compresión de probetasCompressive Strenght Cylinders
Secuencias / Sequences
Den
sida
d N
/mm
2/ D
ensi
ty N
/mm
2
Res
iste
ncia
a c
ompr
esió
n N
/mm
2
Con
cret
e st
ren
ght
N/m
m2
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
25H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
lación directa, se humedecieron constan-temente los encofrados y se utilizaronpotentes máquinas enfriadoras para in-yectar aire a baja temperatura al interiorde las celdas que conforman la estructu-ra de hormigón en ejecución, con altosgrados de humedad y temperatura. Todoel sistema monitorizado por el equipo deProducción y verificado por el deCalidad en las distintas fases de ejecu-ción. Los termopares embebidos en elhormigón se mantenían con lecturas encontinuo hasta alcanzar la temperaturamáxima que siempre se mantuvo dentrodel rango definido por le cliente. Los da-tos obtenidos se procesaban diariamenteen cada turno para poner en marcha, encaso necesario, medidas de corrección, opara comprobar simplemente el buenfuncionamiento u optimización de losdistintos sistemas de enfriamiento.
En la puesta en obra las exigenciasen cuanto a densidad, relación agua/ce-mento, y sobre todo la trabajabilidad(no perdamos de vista el hecho de quese trata de un hormigón bombeable alargas distancias y una vez colocado,deslizado), eran y son igualmente con-troladas continuamente por el laborato-rio independiente instalado junto a lasplantas de hormigón. Los numerososmedios y personal dedicados a la co-rrecta colocación y vibrado del hormi-gón, redundaron en una casi total ausen-cia de defectos en el acabado, enparticular en comparación con proyec-tos similares recientemente acometidostanto por el Cliente en otros puntos delglobo, en los que esta partida supuso in-versiones millonarias y el empleo demiles de horas/hombre.
Los valores estadísticos de resisten-cias a compresión y densidades se inclu-yen en los gráficos 8 y 9 adjuntos. A pe-sar de que la dosificación se ajustaba omodificaba ligeramente para incluir porejemplo adiciones que mejorasen suspropiedades en función del tipo de es-tructura o elevación en los muros exterio-res batidos por mareas y oleaje, la homo-geneidad del producto obtenido esdestacable, alcanzándose unas resisten-cias a 28 días muy superiores a las reque-ridas por el diseñador. Como contraste ala rotura de la probetas cilíndricas delcontrol externo de Acciona Infraes-tructuras, la Dirección Facultativa Ita-liana contaba y cuenta con un laboratorioperfectamente dotado y calibrado situadoa pie de obra y regentado por la Univer-
sidad Politécnica de Milán. En él ensaya-ron durante toda la obra probetas cúbicas,sin que tampoco se reportasen desviacio-nes sobre los requisitos del Proyecto.
4.4. Acero pasivo. Innovación en elempleo de “T-heads” yacopladores.
En el GBS se han empleado aproxi-madamente 27.000 Tm. de acero pasivotipo B 500 SD. Las cuantías empleadasen esta obra suponen aproximadamente360 kg/m3 en losas y en torno a 270kg/m3 de acero pasivo en muros. El he-cho de que el diseño incluya una impor-tante cantidad de acero activo (postesadode la estructura) ha ayudado sin duda aque aún siendo muy importantes, estascantidades sean más reducidas que enotras estructuras off-shore recientementeacometidas en las que dichas cuantíasllegaban a superar los 500 kg/m3 con fa-cilidad. No obstante la colocación de es-te acero constituyó un auténtico reto or-ganizativo. Las barras de diámetros 25 y32mm. fundamentalmente, con abundan-tes zonas reforzadas en torno a cimenta-ciones, elementos de tiro, cabezas de an-claje y postesado, unido a que el ascensocontinuo del deslizado no da margen alerror, obligó a una perfecta planificacióny sincronización de potentes cuadrillasde colocadores, grúas, medios auxiliaresy organización de acopios.
En el GBS se han empleado única-mente aceros certificados de origen na-cional, a los que se han aplicado unosestrictos requisitos de trazabilidad y unexigente plan de ensayos, tanto enEspaña como en Italia. Hemos de recor-dar que el hecho de que el destino finalde la estructura sea su ubicación en elpaís trasalpino, ha obligado al cumpli-miento de diversas normativas propiasde dicho país. En referencia al acero, elcumplimiento del Decreto MinisterialDM-96, obligó a que los suministros deacero se limitasen a aquellas acerías queposeían en vigor la certificación bajodicho decreto de las autoridades italia-nas. Esto en la práctica se traduce en en-sayos adicionales de control estadísticode la producción por parte de los labo-ratorios autorizados por el Ministerio deTrabajo italiano. Sorpresivamente lasacerías españolas eran de las pocas queen un entorno competitivo europeocumplían tan variados y exigentes re-quisitos. Acciona conjuntamente con
ered with sackcloth, which was kept wetby means of a watering system.
Finally, for the placing of the con-crete into the slip-form, canvasses wereused to prevent direct sunlight and theslip-form was kept wet at all times, byusing powerful cooling equipment,which injected low temperature air, in-side the cells that make up the structureof the concrete being poured and thatshowed high levels of humidity and tem-perature. The entire system was moni-tored by the Production team and veri-fied by the Quality Department,throughout the different stages of execu-tion. Recordings of the thermocouplesembedded in the concrete were con-stantly monitored, until they reach themaximum temperature, which was al-ways kept within the range defined byClient. The data obtained were dailyprocessed in each shift, so that correc-tive action could be taken, where neces-sary, or simply to check the proper op-eration or optimisation of the differentcooling systems.
During the placing of concrete onsite, the requirements, as regards densi-ty, water/cement ratios and above all,workability (let’s not forget the fact thatthis is concrete that shall be pumpedover long distances and, once placed,shall be slip-formed), were and areequally controlled by the independentlaboratory set up near the concretemanufacturing plants. The ample re-sources and staff employed for the cor-rect placing and vibration of the con-crete, translated into an almostdefect-free finished product, particular-ly when compared with similar projectsrecently undertaken by Client in otherworld locations, where this item repre-sented millionaire investments and theexpending of thousands of man/hours.
The attached charts 8 and 9 showstatistics on compressive strength anddensities. Despite the fact that the mixwas adjusted or modified to include, forexample, admixtures that enhanced itsproperties, as a function of the type ofstructure or elevation on the outsidewalls, beaten by tides and waves, thehomogeneity of the finished product wasnotable, with 28 days strength levelsabove those laid down by the designer.As a counter-check to the rupture ofsample cylinders by Acciona Infra-estructuras’ external controls, theItalian Construction Manager could re-
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
26 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
ly and can rely on a laboratory perfect-ly equipped and manned, located on-site and run by the Milan PolytechnicsUniversity. Cubic sample specimenswere tested at this laboratory through-out the development of the project, withno deviations from the Project specifi-cations being reported either.
4.4. Passive reinforcement. Innovativeuse of “T-heads” and couplers
Approximately, 27,000 tons of pas-sive reinforcement of the B 500 SD typehave been used in the GBS. Theamounts employed on this job are dis-tributed, approximately, as follows:
360 kg/m3 on slabs and about 270kg/m3 of passive reinforcement onwalls. The fact that the design includeda considerable amount of passive rein-forcement (postensioning of the struc-ture) has undoubtedly meant that, al-though these amounts are still verysignificant, they are lower than in oth-er off-shore structures recently built,where said amounts easily exceeded500 kg/m3. Notwithstanding this, theinstallation of this reinforcement poseda real organisational challenge. Inparticular, the 25 and 32mm. diameterrebars, with many of the reinforced ar-eas located around foundations, plusthe tensioning items, anchoring andpostensioning heads, together with the
los representantes del cliente llevó a ca-bo un programa específico de visitas deverificación de los sistemas de calidad ycertificación implantados en cada unode los suministradores de acero.
El complejo y denso diseño estructu-ral de GBS (presencia de acero pasivo,vainas de acero activo, placas, elementosembebidos, pasamuros…), ha precisadola elaboración y empleo de las denomi-nadas “T-heads” y “Couplers” o acopla-dores. Se trata en ambos casos de una pa-tente noruega que consiste en soldarmediante fricción a las barras de aceropasivo B 500 SD una placa cuadrada orectangular o un acoplador en su extre-mo. Ello evita longitudes de anclaje o de
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
27H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
solape según los casos, descongestionan-do arranques o intersecciones de muros onudos complejos de la estructura. En elcaso de los acopladores se evita la longi-tud de solape necesaria para los diáme-tros usados principalmente en esta obra(32 ó 25 mm.), o se facilitan los empal-mes entre algunos elementos estructura-les de distintas fases de hormigonado.
Este sistema se ha ensayado exten-samente en obra. Aunque ya previamen-te existía una amplia experiencia por eladjudicatario de la patente, se ha verifi-cado in situ que se excede la capacidadde tensión/deformación del acero, y semantienen las propiedades mecánicasdel acero al que se exige por diseño unlímite elástico de 500 Mpa.
Ante la abundante cantidad de acerode estas características requerido en es-te proyecto se encargaron y montarondos maquinas para su fabricación enobra. En cooperación con la empresaposeedora de la patente y la subcontratade ACCIONA para la elaboración ymontaje en obra del acero, se llevó a ca-bo un programa de formación y cualifi-cación del personal para realizar dichafabricación con las garantías de calidadexigidas por el cliente.
Por parte de ACCIONA se ha reali-zado una completa trazabilidad de laspiezas desde que llegan a obra (placas yacopladores) hasta su colocación enobra, durante todas las fases de fabrica-ción y ensayos.
4.5. Acero Criogénico
La losa que sirve de base a los dostanques de LNG, de 0,6 metros de can-to, es la única parte de la estructura enla que el diseño requería el empleo deacero con propiedades criogénicas(mantenimiento de sus propiedades a
bajas temperaturas). Para ello se impor-taron hasta 2.000 Tm. de acero criogéni-co (Krybar 165) de Luxemburgo, quecumplían con la especificación del pro-yecto (BS 4449:1997 grado 460B) obli-gando a su perfecta identificación, se-gregación en acopios y trazabilidad enel montaje.
En el resto de zonas en torno a lostanques, y para asegurar la durabilidaddel hormigón ante la posibilidad de ex-posición a bajas temperaturas (el gasnatural licuado se encuentra en torno a -160 Celsius), se han colocado tuberíasde calefacción embebidas cada metro enel hormigón en toda la superficie de lalosa y las paredes del tanque.
5. PROCESO DECONSTRUCCIÓN
DE LA ESTRUCTURA
5.1. Principales fases de ejecución delas secuencias constructivas dela estructura de hormigón delGBS
(Ver Figuras 11.1 a 11.9)
5.2. Ejecución de la estructura.Técnica de deslizado(Slipforming)
El sistema de muros deslizados per-mite la ejecución de grandes superficiesde un modo continuo. Los propios mol-des sirven además de para dar forma alos muros y soportar temporalmente to-da la estructura, de plataformas de tra-bajo, acopio y tránsito, y son izados conel empuje de gatos hidráulicos que seapoyan sobre una estructura temporalque va quedando embebida en el propiomuro una vez hormigonado. En esteproyecto se optó por limitar al máximo
fact that the continuous slipforming ofthe formwork leaves no margin for er-ror, called for a perfect planning andsynchronization of large crews of fit-ters, cranes, ancillary means and theplanning of supplies.
Only domestic certified steel hasbeen installed on the GBS. The materialhad to meet strict traceability require-ments and stringent testing schedules,both in Spain and in Italy.
It has to be remembered that, al-though the ultimate destination of thestructure is the Transalpine Country,several Italian codes and standards hadto be complied with. As far as steel isconcerned, compulsorily compliancewith Ministerial Decree DM-96 meant,that the supplies of steel had to comeonly from those steel mills with validcertificates, awarded under said decreeissued by the Italian authorities. Inpractical terms, this translated into ad-ditional statistical tests and controls onthe production, performed by laborato-ries authorised by the Italian LabourMinistry. Surprisingly, the Spanish millswere among the few, within theirEuropean competition environment,that met such varied and stringent re-quirements. Acciona, in conjunctionwith Client’s representatives, imple-mented a programme of specific visits,to verify the quality and certificationsystems in place at each of the steel sup-pliers facilities.
The GBS complex and complicatedstructural design (passive reinforce-ment, active steel sheaths, plates, em-bedded members, bushings ...) calledfor the preparation and utilisation ofso-called “T-heads” and “Couplers”.In both cases, these are Norwegianpatents that consist in the welding, us-ing the friction method, of a square or
Figura 10. Esquematización del concepto de las T-heads.Figure 10. T-heads concept diagram.
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
28 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
rectangular plate or coupler to theends of the passive steel bars B 500SD. This does away with anchor oroverlapping lengths, as the case maybe, by simplifying the starts or inter-sections of complex walls or knots ofthe structure. In the case of couplers,the required overlapping lengths, forthe sizes used mainly on this job (32 or25 mm.), are eliminated or the splicesbetween some of the structural mem-bers, from different concreting phases,are made easier.
This system has been thoroughlytested on site. Although the patent li-censee had previous extensive experi-ence, it has been demonstrated on sitethat the stress/strain capacity of thesteel is exceeded and that the steel me-chanical properties are maintained,from which a design yield strength of500 Mpa is required.
In view of the large quantities of re-inforcement steel of these characteris-tics needed on this project, two ma-chines were ordered and installed, forits fabrication on site. In conjunctionwith licensor and with the subcontrac-tor selected by ACCIONA for the fabri-cation and erection of the steel on site,and so that such fabrication could meetthe quality standards demanded byclient, a training and qualification pro-gramme for the staff was put in place.
ACCIONA, for its part, has com-pleted a comprehensive traceabilitycampaign on the components (platesand couplings), from their delivery onsite to their erection and throughoutthe entire fabrication and testingprocesses.
4.5. Cryogenic Steel
The 0.6 m thick slab, that serves as abase for the two LNG tanks, is the onlyportion of the structure where the de-sign parameters required that cryogenicsteel (which maintains its properties un-der low temperatures) be used. To thisend, up to 2,000 tons of cryogenic steel(Krybar 165) were imported fromLuxembourg. This material comply withproject specification (BS 4449:1997grade 460B). This called for a perfectidentification, storage segregation anderection traceability of the material.
In the rest of the areas surroundingthe tanks, and in order to ensure thedurability of the concrete, threatened bya possible exposure to low temperatures(the temperature of liquefied naturalgas is of some -160 Celsius), provisionhas been made for heating pipes, em-bedded in the concrete at one metre in-tervals, throughout the entire area of theslab and tank walls.
5. STRUCTURE ERECTIONPROCESS
5.1. GBS concrete structureconstruction sequences mainerection phases
(Ver Figuras 11.1 a 11.9)
5.2. Structure erection Slipformingtechnique
The slipforming technique allows usto execute large areas on a continuousbasis. In addition, the formwork itselfcan be used both to form the walls andas temporary support for the entirestructure, and also as work, storage andtransit platforms. The formwork is liftedby means of hydraulic jacks, supportedon a temporary structure which is leftembedded in the wall itself, after con-creting has been completed. During thedevelopment of the project, efforts weremade to minimise any constructionjoints and to optimise each slipformingsequence. Absolute records of area si-multaneously slipformed were set withthis technique. This meant that largeteams of workers and engineers had tobe sized and organised, in 24 hourshifts, as well as being able to rely uponperfectly organised logistics and backupequipment and staff, for use in case ofan emergency (including, from minoritems of equipment, such as vibratorsand generating sets, to stationary andmobile pumping equipment, cranes, ma-terials haulage equipment (cement andaggregates)..
In similar projects, the distributionof concrete inside the intricate labyrinthof cells and walls was done by means ofbasic and, sometimes, very rudimentaryitems of equipment (carts and distribu-tors), in view of the impossibilty toachieve the adjusted output rates or be-
las juntas constructivas, y optimizar ca-da secuencia de deslizado consiguién-dose record absolutos de superficie des-lizada simultáneamente por estetécnica. Ello conllevó dimensionar ex-tensos equipos de operarios y técnicosen turnos de 24 horas, y contar con unalogística perfectamente organizada ycon equipos y materiales de reserva an-te una posible emergencia (incluyendodesde pequeña maquinaría como vibra-dores, generadores hasta equipos debombeo fijo y móvil, grúas, transportede materiales (cemento y áridos)…
En proyectos de estructuras simila-res, la distribución del hormigón dentrodel intrincado laberinto de celdas y mu-ros, se ha llevado a cabo mediante me-dios elementales y en ocasiones muy ru-dimentarios (carrillos y distribuidores),al no conseguirse ratios de producciónajustados, o plantear problemas la bom-beabilidad de la mezcla a grandes altu-ras o distancias en condiciones climato-lógicas adversas. En este proyectosupuso otro reto superado con éxito, elconseguir una mezcla que hiciese posi-ble su bombeo a largas distancias, yconseguir una maquinaria apropiada pa-ra alcanzar hasta el último recoveco dela estructura con los ratios de produc-ción establecidos.
El deslizado en el GBS es un siste-ma complejo y que una vez en marchano debe detenerse bajo ningún conceptohasta alcanzar la coronación para evitarjuntas frías. Éstas de producirse por al-gún motivo, se traducirían en una costo-sísima y problemática reparación, enprincipio inaceptable por el cliente dadolos riesgos que entrañaría a la continui-dad y estanqueidad de la estructura.Para evitarlo, ha sido necesaria una per-fecta coordinación y sincronización en-tre todos los agentes involucrados, y enparticular entre los equipos de produc-ción de hormigón, colocación de aceroy de embebidos y los de control de iza-do, Topografía y Control de calidad.
Los equipos han de moverse en unespacio muy reducido por la presenciade numeroso personal y materiales aco-piados, y con unos intervalos de tiempomuy ajustados. Hemos de tener encuenta que con todo a favor se han lle-gado a superar los 10 cm. a la hora develocidad de ascenso, lo que significaque en pocas horas se han de ir confor-mando los muros con todos sus compo-nentes e instalaciones embebidos, para
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
29H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
Figura 11.1. Ejecución de secciones sucesivas de la Losa de base de 0,7m de canto.
Figure 11.1. Erection of successive sections of the 0.7 m thick base slab.
Figura 11.2. Ejecución del primer deslizado de las celdas inferiores dedoble casco. Altura de 12,2m. Espesores de muros de 0,6 a 0,45m.Figure 11.2. Execution of the dual-hull lower cells first slipforming.
Height = 12.2m. Wall thickness from 0.6 to 0.45m.
Figura 11.3. Ejecución de fases de losa y deslizado de muros alternos.
Figure 11.3. Erection of slab sections and slipforming of alternate walls.
Figura 11.4. Continuación de las secuencias de deslizado de murosde doble casco. Espesores máximos de 0,6m.
Figure 11.4. Continuation of the dual-hull walls slipformingsequences. Maximum thickness 0.6m.
Figura 11.5. Terminación de las secuencias de deslizado de murosde doble casco. Volumen de hormigón 20.000 m3 . Ejecución de la
primera secuencia de la losa del tanque de 0,6m. de espesor.
Figure 11.5. Completion of the dual-hull walls slipformingsequences. Volume of concrete = 20,000 m3 .
Execution of the 0.6 m thick tank slab first sequence.
Figura 11.6. Terminación de la losa de los tanques (10.000 m3).Ejecución de los muros superiores con espesores entre 0,6 y 0.45m.y altura de 33m. (7.000 m3 cada secuencia). en aprox. 15-17 días.
Colocación de las vigas de soporte de la losa superior, luego dedeslizar hasta “554˝ (aprox. 220 t c/u)
Figure 11.6. Tanks slab completion (10,000 m3). Erection of upperwalls with thicknesses ranging from 0.6 to 0.45m. and 33 m. high
(7,000 m3 each sequence). in approx. 15-17 days. Placing of the top slab supporting beams, this after completion of
“554”. (aprox. 220 t each).
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
30 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
cause the mix could not be pumped overlong distances or reach high places, inadverse weather conditions. In thisproject, this challenge was satisfactori-ly overcome thanks to the fabrication ofa mix that could be pumped over longdistances and to the securement of theproper equipment, to reach the further-most corner of the structure, within theestablished output ratios.
Slipforming, within the GBS, is acomplex procedure which, once started,cannot be stopped, under any circum-stances, until we reach the top of thestructure, to prevent the appearance ofcold joints. The appearance of thesejoints, if any, for any reason, would re-sult in very costly and troublesome re-pairs, which client, in principle, cannotaccept, given the risks they would posefor the continuity and tightness of thestructure. To prevent them, close co-or-dination and synchronisation, amongthe people involved, was needed and, in
particular, among theteams responsible forconcrete fabrication, re-inforcement and embedsfitting, lifting control,Surveying and QualityControl.
The different items ofequipment have to movein very tight spaces, dueto the presence of nu-merous people andstacked-up materials, andwithin very tight time-frames. It must be takeninto account that, underfavourable conditions,
slip-forming rates of 10 cm an hourhave been exceeded, which means that,within a few hours, walls had to beformed, including all their embeddedcomponents and utilities, so that subse-quently, and from internal platforms, wecan proceed with the cleaning and set-ting out of the embedded plates centre-lines and with the repair of defective ar-eas, previously designated by theQuality Control people.
Reports have been drawn up by eachshift showing the volumes of concretepoured, performance rates, elevationsreached, with respect to the theoreticalone, etc., which pro7vided information,in real time, to the engineering divisionfor the taking of decisions on the basisof weather conditions, or due to stop-pages caused by components break-down, or because of the need to in-crease or reduce the climbing speed, toavoid jams in the placing of reinforce-ment or embeds in specially reinforced
posteriormente desde plataformas infe-riores, realizar la limpieza y replanteode ejes de las placas embebidas, y la re-paración de zonas defectuosas previa-mente marcadas por el equipo deCalidad.
En cada turno se han emitido infor-mes con los volúmenes de hormigónvertidos, rendimientos, cota alcanzadasobre la teórica, etc. que suministrabaninformación en tiempo real a la ingenie-ría para la toma de decisiones en funciónde la climatología, por posibles paradaspor avería de los componentes, necesi-dad de aumento o disminución en la ve-locidad de ascenso para evitar colapsosen la colocación de acero o embebidosen zonas especialmente reforzadas, opor cambios en la dosificación de lamezcla para mejorar su comportamientoen zonas de salpicadura especialmenteexpuestas a la acción del mar…
Una secuencia tipo de muros desli-zados cuenta con aproximadamente6900 m3 de hormigón, cerca de 2.000Tm. de armadura pasiva y aproximada-mente 100 Tm. de vainas para armaduraactiva, además de otras instalacionesmecánicas y materiales auxiliares. Y to-do ello en algún momento ha de ser vi-brado o montado con precisión a manoy contrarreloj por los operarios.
5.3. Postesado
Una particularidad que diferencia es-te GBS de los realizados hasta la fecha,es que se ha conseguido aligerar y des-congestionar de acero pasivo la estructu-ra, consiguiéndose cuantías inferiores alos 400 kg/m3. Esta reducción de peso se
Figura 11.7. Ejecución de las secuencias de la losa superior de0,5m. de canto.
Figure 11.7. 0.5m thick upper slab erection sequences.
Figura 11.8. Simulación del posicionamiento de los tanques en loscompartimentos del GBS.
Figure 11.8. Simulation of tank placing in the GBS compartments.
Figura 11.9. Ejecución de las fases de cierre de muros y losadel GBS una vez instalados los tanques de LNG.
Figure 5.1.9. Erection of GBS walls and slab closure, followingthe installation of LNG tanks.
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
31H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
ha concebido a propósito por diversosmotivos. Por una parte una estructuraque ha de flotar y navegar, y con estas di-mensiones y cargas, necesita de una re-ducción y optimización de los pesos noestrictamente necesarios. Por otra partecuantías mayores suponen una fuente deproblemas a la hora de la puesta en obradel acero, llevando al límite la capacidadde los operarios que han de manejar talescantidades de acero de barras de diáme-tros 25 y 32 mm., y por último la puestaen obra y el vibrado del hormigón secomplican pudiendo producirse defectospor falta de vibrado dado el escaso o nu-lo espacio entre barras como grandeshuecos bajo embebidos, coqueras…
Para compensar la disminución enlas cuantías de acero pasivo, ha sido ne-cesaria la inclusión de una extensa redtridimensional de cables de postesado,para conseguir que la estructura soportelas cargas de diseño y en servicio. En elGBS se han instalado y postesado unas4.100 Tm. de acero activo. Para darnosuna idea de la magnitud de la cifra, estacantidad es aproximadamente igual atodo el acero activo que empresas comolas que conforman la UTE en la obra yentre las que se encuentran las tres prin-cipales empresas a nivel nacional, insta-lan en un año en todos los proyectos queacometen en España.
La estructura de hormigón está pos-tesada en sus tres dimensiones, longitu-dinal, transversal y vertical, superando
los 1.900 tendones y los 3.500 kilóme-tros de cable. Una idea del éxito en laejecución de la misma es que tan sólo sehan detectado problemas por obstruc-ción en 4 de los 1.900 tendones, y deellos sólo dos han sido irrecuperablessin que haya supuesto una merma en laspropiedades resistentes de la estructuraya que se han recuperado los valores detensión con los cables adyacentes sien-do el cálculo aceptado y verificado porla ingeniería.
La actividad se ha organizado ensiete fases bien diferenciadas: tres de lo-sas (longitudinales y transversales),postesado vertical de muros inferiores,postesado vertical de muros superiores,postesado de las vigas principales de te-cho en los tanques (incluyendo dos ten-dones de continuidad una vez izadas) ylos “towing brackets” o estructuras deremolque que llevan anclajes pasivos.
Para cada uno de estas fases se hanrealizado modelos a escala real (full sca-le) previos, algo que se ha demostradomuy efectivo a la hora de detectar proble-mas que podrían plantearse de no cuidarciertos aspectos en el modelo real, y eje-cutando todas las actividades relaciona-das con el postesado (enfilado, tesado, einyección). Se simuló siempre la situa-ción más desfavorable posible según eldiseño en la estructura. También se hanrealizado ensayos de corrosión del hilo,debido a la preocupación ante el perma-nente ataque marino.
areas, or due to mix proportioningchanges, to improve its performance insplashing areas, specially exposed tothe effects of the sea.
A typical sequence of slipformedwalls involves, approximately, 6,900 m3
of concrete, about 2,000 Tons of passivereinforcement and, approximately, 100tons of sheaths for active reinforcement,in addition to other mechanical systemsand ancillary materials. And all this,has to be vibrated or mounted by thestaff, in due time, accurately by handand against the clock.
5.3. Postensioning
One feature that sets this GBS apartfrom those completed to date, is the factthat we have succeeded in reducing andeliminating some active reinforcementfrom the structure, with levels below400 kg/m3 being achieved. This weightreduction has been deliberately intro-duced for several reasons: On the onehand, a structure designed to float andnavigate, and provided with these di-mensions and loads, requires a reduc-tion and optimisation of any unneces-sary weight. On the other hand, heavierweights are a source of problems for thedelivery of the reinforcement on site, inthat they overstretch the work capacityof the staff who has to handle bigamounts of reinforcement bars with di-ameters of 25 and 32 mm., and, lastly,the placing on site and the vibration ofthe concrete is made more difficult, be-cause defects might arise as a result ofa deficient vibration, given the scant ornon existent space between bars, suchas big voids under embeds, holes…
In order to compensate for the re-duction in passive reinforcement, it hasbeen necessary to include an extensivetridimensional network of postension-ing cables to make it possible for thestructure to withstand de design andservice loads. During the erection of theGBS, 4,100 Tons of active reinforcementhave been installed and postensioned.To get an idea of the magnitude of thesefigures, the aforesaid amount, approxi-mately, equals all the active reinforce-ment that companies, like the ones thatmake up the Joint Venture in this proj-ect, that includes the three main domes-tic companies, install in one year in allthe projects completed in Spain.
Figura 12. Seguimiento de la Producción y avance de una secuencia de deslizado.Figure 12. Tracking of Production and slipforming sequence progress.
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
32 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
The concrete structure has beenpostensioned in three directions: longitu-dinal, transversal and vertical. Morethan 1,900 tendons and 3,500 kilometresof cable were used. A proof of how suc-cessful the postensioning operationproved, is the fact that only 4 out of the1,900 tendons had obstruction problems,and of them only two could not be recov-ered, without this resulting in a weaken-ing of the bearing capacity of the struc-ture, as stressing values were recoveredthanks to the adjacent cables, with thesecalculations being verified and acceptedby the engineering division.
The operation was organised intoseven clearly distinct stages: three re-ferred to slabs (longitudinal and trans-versal), as well as vertical postensioningof lower walls, vertical postensioning ofupper walls, postensioning of main roofgirders in the tanks (including two conti-nuity tendons following lifting) and tow-ing brackets or towing structures, whichare provided with passive anchors.
For each of these stages, full scalemodels were performed in advance. Thishas proved very effective in detectingproblems that might have arisen, if cer-tain aspects had not been taken care of inthe actual model, including the perform-ance of all the activities associated withthe postensioning (threading, tensioningand injection). A worst case scenario wasalways simulated, in accordance with thedesign of the structure. Cable corrosiontests were also performed, to allay anyconcerns associated with a continuouslyhostile marine environment.
A further technological innovationused in this project consisted in a re-motely-controlled camera, for early de-tection of potential irregularities andobstructions in the tendons, in order toundertake, in a convenient and timelymanner, any repairs, or, eventually (inserious instances of total obstruction insome very deep ducts) to allow engi-neering staff to provide solutions or re-design alternative ones.
6. ADDITIONAL WORKS
6.1. “Site operations”, SupportInfrastructure Activities
The activities of the GBS support in-frastructure consisted in the procure-
ment and preparation of work areas andin the provision of utilities, offices,equipment and services on Site andtheir proper upkeep, as well as the de-mobilisation of the primary infrastruc-tures listed below and of the secondary,or support, infrastructure itself.
Although, in principle, all of theseactivities were regarded as of a second-ary or supporting nature to the GBSproject, the success of the rest of theproject, during numerous phases of thesame, depended upon their proper plan-ning, execution and management. Eversince they were conceived, they haveposed a real challenge, as the facilitiesput in place could be put on an equalfooting to those of a modern industrialcomplex, covering a 31 hectare site,owned by the Algeciras Bay PortAuthority.
– The Primary Infrastructure in-cluded the sinking of the existing drydock base, previously performed by AC-CIONA INFRAESTRUCTURAS, includ-ing earthworks, fencing and a securefoundation for the GBS. Once complet-ed, the dry dock had the following di-mensions: 355 m. long, 215 m. wide and21 m. deep.
– The Secondary Infrastructure in-cluded the provision of all the requiredutilities (drinking water, sewerage, siteand town waste management, telecom-munications, lighting, electrical power,security and 24 hour access control),roads, service roads and parking facili-ties, warehouses and storage areas,workshops for the fabrication of steelparts and the manufacture of T-heads,embeds and girders, two concrete man-ufacturing plants, complete with cool-ing system, using liquid nitrogen, twolaboratories for the testing of concretecylinders, erection of 6 heavy-duty, sta-tionary cranes and 2 mobile cranes,serving the storage areas and reinforce-ment assembly yards.
Also worth noting is the erectionand upkeep of more than 5.000 m2 of of-fice space and a site canteen to provideservices to more than 800 people a day,in two shifts. The provision of propermanagement methods and the co-ordi-nation of the staff and of the services re-quired, so that a stable population of,approximately, 1,000 people a day, dur-ing many stages of the project, couldfeel themselves in a pleasant, whole-
Otro avance tecnológico empleadoen este proyecto ha sido la utilización deuna cámara operada por control remotopara detectar con antelación posiblesirregularidades y obstrucciones en lostendones y poder así acometer de modoconveniente la reparación o, eventual-mente (en casos críticos de obstruccióntotal a gran profundidad de algún con-ducto), permitir que la ingeniería pudie-se plantear soluciones o recalcular posi-bles alternativas en casos críticos deobstrucción total a gran profundidad dealgún conducto.
6. OBRAS ADICIONALES
6.1. “Site operations”. Trabajos de laInfraestructura de Apoyo
Los trabajos de las infraestructurasde apoyo al GBS consistían en el apro-visionamiento y acondicionamiento deespacios y en la ejecución de las instala-ciones, oficinas, equipos y servicios enla Obra y su perfecto mantenimiento,así como la desmovilización de la in-fraestructura primaria que a continua-ción describiremos y de la propia in-fraestructura secundaria o de apoyo.
Aunque en principio todas estas ac-tividades se consideraban secundarias ode apoyo al proyecto del GBS, de subuena planificación, ejecución y ges-tión ha dependido el éxito del resto delproyecto en numerosas fases del mis-mo. Ya desde su propia concepción hansupuesto todo un reto por cuanto se hangenerado unas instalaciones asimilablesa un moderno complejo industrial sobreuna superficie de 31 hectáreas pertene-cientes a la Autoridad Portuaria de laBahía de Algeciras.
– La Infraestructura Primaria in-cluyó la profundización de la base deldique seco existente ejecutado previa-mente por ACCIONA INFRAES-TRUCTURAS, incluyendo movimien-tos de tierras, vallado y seguridad de lacimentación para el GBS. El dique unavez terminado cuenta con unas dimen-siones de 355 m de largo, por 215 m deancho y 21 m de profundo.
– La Infraestructura Secundaria in-cluye la instalación de la red de servicios(agua potable, saneamiento, gestión deresiduos de obra y urbanos, telecomuni-caciones, alumbrado, electricidad, segu-
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
33H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
ridad y control de accesos 24 hrs.,), ca-rreteras, vías de servicio y aparcamiento,almacenes y zonas de acopio, talleres deprefabricación de piezas de acero y ela-boración de T-heads, embebidos y vigas,dos plantas de hormigón con sistema derefrigeración mediante nitrógeno líqui-do, dos laboratorios de ensayos de hor-migones, instalación de 6 grúas torre fi-jas de gran porte y 2 grúas torre móvilesen las zonas de almacenamiento y par-ques de ferralla.
Mención especial hemos de hacer ala construcción y mantenimiento de másde 5.000 m2 de oficinas y un comedor deobra para dar servicio en dos turnos amás de 800 personas al día. La correctagestión y coordinación del personal y delos servicios necesarios para que una po-blación estable en torno 1.000personas/día durante muchas fases de laobra se haya sentido en un entorno detrabajo agradable, saludable y sobre todoseguro, son otro de los haberes que cuen-tan entre los méritos de este proyecto deltodo singular, reconocido en los numero-sos galardones recibidos.
El programa de gestión medioam-biental implantado, y su continuo segui-miento por parte de todos los agentesinvolucrados, no ha hecho más que afir-mar la apuesta de ACCIONA IN-FRAESTRUCTURAS con el medioambiente y el desarrollo sostenible enlos ámbitos en los que desarrolla susproyectos. Sin duda ello dará pie a otras
publicaciones en las que detallar las in-teresantes experiencias obtenidas.
7. GESTIÓN DE CALIDAD.PREPARACIÓN DEL
TRABAJADOR
Los requisitos de calidad de un pro-yecto Off-shore como el del AdriaticLNG, rebasan con mucho los más habi-tuales empleados en cualquier obra civilen España. La complejidad normativade un diseño que ha de adaptarse a la le-gislación técnica de varios países, y lacombinación de sistemas civiles y elec-tromecánicos, convierten este tipo deobras en grandes retos y auténticos ban-cos de pruebas que llevan al límite lasexigencias de los sistemas de calidad delas numerosas empresas involucradas.
Hemos de resaltar que la dificultadtécnica y de comunicación (el idiomaoficial del proyecto es el inglés y todoslos documentos se reciben y emiten endicho idioma), llevan además aparejadaun fuerte condicionante por la necesi-dad de cumplimiento de unos plazos deejecución y entrega, incluso documen-tales (comissioning o mechanical com-pletion) de las distintas unidades, muyestrictos. El incumplimiento de los mis-mos se liga a penalizaciones económi-cas de gran importancia, ya que las ca-dena de pérdidas por retraso de lasactividades ligadas entre sí, y posible-mente ejecutadas por distintas empresas
some and, above all, safe work environ-ment, are another positive among themerits of this very singular project, asthe numerous prizes awarded haverecognised.
The environmental managementprogramme in place, and its continu-ous monitoring by all the people in-volved, has only served to prove thatACCIONA INFRAESTRUCTURAS hasplaced a strongly bet on the environ-ment and on sustainable development,in the areas where it operates.Undoubtedly, this issue shall be thesubject of further publications describ-ing the interesting experiences gainedin this field.
7. QUALITY CONTROL. STAFFTRAINING
The quality requirements of an Off-shore project like Adriatic LNG, far ex-ceed most of the requirements common-ly applied to any other civil workproject in Spain. The complex codes andstandards governing the design, and theneed to accommodate this to the techni-cal regulations of several countries, aswell as the combination of civil workand electromechanical systems in-volved, turn this type of projects into bigchallenges and into real test beds thatpush the quality systems requirementsof the many companies involved to theirlimits.
Tabla 6. Seguimiento y control de lo parámetros medioambientalesTable 6. Monitoring and control of environmental parameters
ParámetroParameter
Total puntos de muestreoTotal sample
points
Duración del muestreo
Duration of the sample
PeriodicidadPeriodicity
RuidoNoise
Ruido en día laborableNoise in a working day
88 lecturas de 15 minutos8 readings of 15 minutes
TrimestralQuarterly
Ruido en día festivoNoise on holidays
88 lecturas de 15 minutos8 readings of 15 minutes
TrimestralQuarterly
Calidad del aireAir quality
Partículas en suspensiónSuspension particles
42 periodos de 24 horasTwo 24 hour periods
TrimestralQuarterly
Partículas sedimentablesSedimentable particles
432 días32 days
TrimestralQuarterly
PM10PM10
12 periodos de 24 horasTwo 24 hour periods
TrimestralQuarterly
Calidad del aguaWater quality
Tª, Ph, conductividad, salinidad,hidrocarburos..Temperature, pH, conductivity, sa-linity, hydrocarbons
2TrimestralQuarterly
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
34 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
It must be emphasised, that the tech-nical difficulties and language barrierinvolved (English is the Project officiallanguage and all documents are issuedand received in this language), are ad-ditional conditioning factors, in view ofthe necessity to comply with very tightexecution and delivery schedules, evenof a documentary nature (commission-ing or mechanical completion) of thedifferent units. Failure to comply withthese schedules entails serious financialpenalties, as the chain of losses result-ing from a delay in inter-related activi-ties, probably performed by differentcompanies that incur high mobilisationcosts, and the failure to place in servicea big Terminal like the GBS, translateinto daily costs unacceptable by client.
7.1. Human Resources
The exacting technical demands ofthis type of project, and its tight sched-ule, mean that the entire organisationmust take upon themselves two priori-ties: quality and safety. No major errors,affecting completion of the structure,within schedule and according to thespecifications, shall be acceptable. Forthis reason, the staff exclusively respon-sible for monitoring compliance with anyquality and safety requirements, whichalso include the review, filing and dis-patch of the records of the processes andactivities performed, is much more nu-merous and highly qualified than in themajority of projects, normally undertak-en in the field of major civil works.
As far as the Adriatic LNG project isconcerned, ACCIONA INFRAESTRUC-TURAS’ Quality Department has reliedupon as many as 35 people, includingengineers, inspectors and assistants, ex-clusively devoted to the following activi-ties: quality assurance, preparation ofQuality plans and technical and controlprocedures, supplier and subcontractorauditing, quality control and inspection,preparation, review and filing of docu-ments. It goes without saying that the lev-el of awareness and the numerous hoursof training and task preparation activi-ties, from a quality assurance point ofview, has been extended to the rest of theorganisation and, in particular, to the en-gineers of the following Departments:Engineering, Production (preparation oftechnical procedures) and Electro-mechanics. The first one was responsi-ble, for instance, for the team of
Surveyors, 50% of whose members, ap-proximately, worked on data verification(at peak times, up to 17 surveyors, 5 as-sistant engineers and 36 assistant sur-veyors), who on this project were respon-sible for securing accurate structuraldimensions, within strict tolerances laiddown by the drawings and specifications.
In addition, there is the outside con-crete laboratory, manned by up to 8technicians, working in two shifts, whowere responsible for compliance withthe concrete inspection and test pro-grammes and its constituent materials.
On the other hand, and as far as themechanical-industrial portion is con-cerned, ACCIONA INFRAESTRUC-TURAS has retained the services of twocompanies engaged in the control, in-spection and testing of welds and metal-lic materials. This meant that, at differ-ent stages of the project, up to 45additional operatives and inspectorsworked on the project, depending on theamount of procedures and welders to bequalified and the typology of the non-destructive examinations (NDE) to beperformed: (Radiography, MagneticParticles, Liquid Penetrant, Ultrasoundand Vacuum Boxes).
63 structural welding procedurespecifications (WPS) were prepared, ac-cording to standard EN 287-1 and 6WPS for pipes according to standardASME Sect. IX. These procedures wereused to qualify 437 welders, for structur-al welding and 43 welders, for pipes andducts, for a total of 1085 WelderPerformance Qualification Records(WPQR), all accepted by client and Ow-ner (Exxon Mobil and Aker Kvaerner)
In addition to ACCIONA’s quality sys-tem, there are the autocontrol services ofeach contractor, who were requested toprovide at least one officer responsiblefor quality issues per activity and shift.
7.2. Quality System. QualityAssurance. QA
For such a singular job, from a regu-latory and client requirements point ofview, provision has been made for a con-siderable amount of specific Proceduresand for the so-called “Work Packages”.These documents are vital to start anyjob, as they include all the informationon each activity, regarding scope, draw-ings, reference procedures and specifica-
con costes importantes de movilización,y la no entrada en producción de ungran Terminal como el GBS, se tradu-cen en costes diarios inasumibles por elcliente.
7.1. Equipo Humano
La alta exigencia técnica de este tipode obra, y lo ajustado de los plazos, im-plican que toda la organización que laejecuta, ha de tener en la calidad y en laseguridad, sus dos objetivos prioritarios,puesto que no son en ningún modo asu-mibles errores mayores que afecten a laterminación en tiempo y forma de la es-tructura. Y por ello dentro de la organi-zación, el personal dedicado en exclusi-va a la vigilancia del cumplimiento delos requisitos de seguridad y calidad,que incluyen también la revisión, archi-vo y transmisión de los registros de losprocesos y actividades ejecutados, esmucho más numeroso y cualificado queen la mayor parte de los proyectos habi-tualmente ejecutados en el ámbito degrandes obras civiles.
En el proyecto Adriatic LNG la uni-dad de Calidad de ACCIONA IN-FRAESTRUCTURAS ha contado conhasta 35 personas entre técnicos, inspec-tores y ayudantes, dedicadas exclusiva-mente a labores de aseguramiento de lacalidad, elaboración de planes deCalidad y procedimientos técnicos y decontrol, auditoría de proveedores y sub-contratistas, control de calidad e inspec-ción, elaboración, revisión y archivo dedocumentación. Por supuesto el gradode concienciación y las numerosas horasde formación y preparación de los traba-jos desde un enfoque de aseguramientode la calidad, se han hecho extensibles alresto de la organización, y en particulara los técnicos de los departamentos deIngeniería, Producción (preparación deprocedimientos técnicos) y Electrome-cánica. Del primero dependían porejemplo los equipos de topografía de loscuales la mitad se dedicaban a tareas deverificación de datos (en punta hasta 17topógrafos, 5 auxiliares técnicos y 36auxiliares de topografía), que en esteproyecto velaban por la consecución delas dimensiones de la estructura conunas estrictas tolerancias definidas enplanos y especificaciones.
A todos ellos hay que sumar el labo-ratorio externo de hormigones que ha
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
35H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
contado con hasta 8 técnicos en dobleturno para el mantenimiento del plan deinspección y ensayos de hormigones ysus materiales constituyentes.
Por otra parte y para la parte mecá-nica-industrial se ha trabajado con dosempresas de control, inspección y ensa-yo de soldaduras y materiales metálicos,que en distintas fases del proyecto supo-nían hasta 45 operadores e inspectoresadicionales según las necesidades dehomologación de procedimientos y sol-dadores y la tipología de ensayos nodestructivos (END) a realizar (Radio-grafía, Partículas Magnéticas, LíquidosPenetrantes, Ultrasonidos y Caja deVacío).
Se han realizado 63 WPS estructura-les de acuerdo a norma EN-287-1 y 6WPS para tubería de acuerdo ASMESect. IX. Con estos procedimientos hansido homologados un total de 437 sol-dadores para soldadura estructural y 43soldadores para tuberías y conductos,para un total 1085 homologaciones(WPQR), todos ellos aceptados por elcliente y la propiedad (Exxon Mobil yAker Kvaerner)
Aparte del sistema de calidad deACCIONA, hay que añadir los serviciosde autocontrol de cada subcontratista, alque se exigía al menos un responsablede calidad por actividad y turno.
7.2. Sistema de Calidad.Aseguramiento de la Calidad.QA
Para una obra tan singular en cuantoa normativa y exigencias por parte delcliente, se han elaborado una importantecantidad de Procedimientos específicosy los denominados “Work Packages”.Estos documentos son imprescindiblespara iniciar cualquier tajo ya que recogentoda la información para cada actividad
relativa al alcance, planos, procedimien-tos y especificaciones de referencia, ma-teriales, medios auxiliares y personal,descripción detallada de los trabajos, me-didas de seguridad y análisis de riesgos,control de calidad y programación. Estosdocumentos se redactan tanto en españolcomo en inglés y son consultados tantopor los técnicos y encargados de obra co-mo por los supervisores de calidad y se-guridad.
Incluimos información del númerototal de documentos generados en la ta-bla 7 adjunta.
Para poder llevar a cabo una gestióneficaz de tal número de documentos so-metidos a constantes procesos de revi-sión y aprobación, muchos de ellos decarácter contractual, fue necesario pro-gramar una base de datos que permitie-se además la interrelación y vinculaciónde unos documentos con otros. Así porejemplo entre planos y órdenes de cam-bio o no conformidades. Esta potenteherramienta es habitual en proyectos deesta envergadura, ya que sin ella seríainmanejable el flujo de información ge-nerada. La obra cuenta con una seccióndel departamento de Calidad ligada úni-camente al control documental.
Como datos significativos comple-mentarios de las actividades del sistemade aseguramiento de la calidad, destacarque el propio equipo de obra ha realiza-do un total de 35 auditorías externas deproveedores y subcontratistas en dosaños, soportando además la realizaciónde otras 40 auditorías o revisiones delsistema o parte del mismo, por parte delcliente, además de las propias del siste-ma de Calidad interno de ACCIONAINFRAESTRUCTURAS (2 auditoríasinternas al año). Se ha gestionado conéxito, y en tiempo record, la certifica-ción por una entidad europea acreditadade la producción de hormigón en las dosplantas a pié de obra bajo la norma EN-206-1. Por otra parte se gestionó asímismo en tiempo record, la implemen-tación de todos los sistemas productivos
tions, materials, ancillary means andpersonnel, detailed job description, safe-ty measures and risk analysis, qualitycontrol and planning. These documentsare written both in Spanish and Englishand are consulted both by engineers andsite managers, as well as by the qualityand health and safety supervisors.
Please find below in the attachedtable 7, information on the total numberof documents generated
In order to efficiently manage such avast amount of documents, some ofthem subject to constant reviews andapprovals and many of a contractualnature, it was necessary to set up adatabase that also made it possible tointerrelate and link the documents toeach other. For instance, between draw-ings and work orders or non confor-mances. This powerful tool is commonplace in projects of this size, becausewithout such a tool it would be impossi-ble to manage the flow of informationgenerated by the project. The projecthas put in place a division, reporting tothe Quality Department, devoted exclu-sively to document control activities.
The following significant items ofinformation, complementing the activi-ties of the quality assurance system, areworth noting: the site team itself hasconducted a total of 35 outside auditson suppliers and subcontractors, overtwo years, and has also supported theperformance of a further 40 audits orreviews, in whole or in part, of the sys-tem by client, in addition to those con-ducted by ACCIONA INFRAESTRUC-TURAS’s own internal quality system (2internal audits a year). An applicationfor certification has been filed, and suc-cessful obtained in record time, with anaccredited European entity for the man-ufacture of concrete at the two siteplants, according to standard EN-206-1. On the other hand, arrangementswere also successfully completed, also
Tabla 7. Documentos gestionados en el proyecto GBS Adriatic LNG. Resumen generalTable 7. Documents managed in the GBS Adriatic LNG project. Summary
Planes de Calidadaprobados
Quality PlansApproved
Procedimientos específicos aprobados
Specific PlansApproved
WorkpacksaprobadosWorkpacksApproved
Documentos Técnicos(planos/procedimientos)
gestionadosTechnical Documents
(drawings/procedures) managed
Total de documentosgestionados
Total documents managed
19 314 410 16.698 25.000
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
36 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
in record time, for the implementationof all the production and control sys-tems, leading to the securement of theEC branding of the aggregates quarrythat supplied the materials for the proj-ect.
Another innovative system, as far asplanning and anticipation of potentialconstruction problems are concerned, isthe simulation of all GBS activities,which are previously modelled on reallife models of each representative por-tion of the structure, also called mock-ups. In this way, the construction sys-tems, and their effectiveness and safety,can be simulated, allowing us to antici-pate any critical points that requiregreater attention, when actually comingto construct them in the GBS and avoidambiguities or errors that might giverise to a Non-conformance with the re-quirements of the project. Some of theactivities that have been modelled read
as follows: slipforming, including thepouring of concrete and the placing ofreinforcement and embeds, up to aheight of 10 m, threading of postension-ing tendons, tensioning and injection ofvertical and horizontal postensioningducts, application of epoxy resin and re-pairing product, as well as structureprotections, construction of the tank in-termediate slab and of the heads of theprefabricated girders and the differentinsulation layers of the tanks above saidintermediate slab.
Another aspect of vital importance isthe continuous training of staff. Prior tothe start of each activity and, where re-quired, during their performance, or dueto changes of personnel or of the projectitself, or to resolve problems or improveworkmanship, training is organised forthe people involved: production engi-neers, quality inspectors, officers, siteforemen and labourers. Some overall da-
y de control que llevaron a la consecu-ción del Marcado CE de la cantera deáridos que suministraba a la obra.
Otro sistema novedoso en cuanto ala planificación y anticipación a losposibles problemas constructivos, es lasimulación de todas las actividades delGBS, que son ensayadas previamenteen maquetas a escala 1:1 de cada por-ción representativa de la estructura, yque reciben el nombre de “Mock-up”.De esta manera se pueden ensayar lossistemas constructivos y su efectividady seguridad, prever con antelación lospuntos críticos en los que habrá quehacer mayor hincapié a la hora de suejecución real en el GBS y evitar pro-blemas de indefiniciones o errores quepuedan dar como resultado una NoConformidad con los requisitos delproyecto. Algunas actividades que sehan modelizado son: el deslizado in-cluyendo hormigonado colocación deacero y embebidos hasta 10 metros dealtura, enfilado de tendones de poste-sado, tesado e inyección de conductosverticales y horizontales de postesado,aplicación de epoxi y producto de re-paración y protecciones a la estructura,la ejecución de losa intermedia del tan-que y de las cabezas de las vigas prefa-bricadas y las distintas capas del asila-miento de los tanques sobre la losa deintermedia.
Figura 13. Presentación de la aplicación de gestión documental.Figure 13. Presentation of the document management application.
Formación en CalidadQuality Training
Formación edioambientalEnvironmental Training
Nº de sesionesNº of sessions
45 608
Nº de horasNº of hours
947 6.555
Tabla 8. Datos de formación impartida en obraTable 8. Training imparted on site
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
37H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
Otra faceta de gran importancia es laformación continuada del personal. Deforma previa al comienzo de cada activi-dad y, si lo requiere, durante la ejecuciónde la misma por cambios en el personal odel propio proyecto para resolver proble-mas o mejoras en la ejecución, se impar-te formación del personal involucrado:ingenieros de producción, inspectores decalidad, encargados, capataces de obra yoperarios. Algunos datos generales sobrelas horas de formación impartidas hastala fecha se reflejan en la Tabla 8.
Una última fase, tras finalizar cual-quier actividad, es la de retroalimenta-ción del sistema. Comienza con la revi-sión de la documentación que es trasello sometida para aprobación por partedel cliente como documentación finalde obra. Asimismo se estudian los ren-dimientos productivos y se comienzacon el cierre y resolución de las no con-formidades acontecidas. Todos estospuntos se tratan en una reunión conjun-ta con los responsables de cada empre-sa. De esta reunión de lecciones apren-didas (Lessons Learned Meeting), salenvaliosas conclusiones para la mejora enla ejecución, y se hace una valoraciónconjunta de los errores/aciertos cometi-dos que sirve de retroalimentación parala siguiente fase del proyecto y sientalas bases para el comienzo de la próxi-ma actividad.
7.3. Control de Calidad. QC
En cuanto al control de la calidad, laalta exigencia de un proyecto Off-Shorepor parte de nuestro cliente implica quese inspeccione, revise y verifique el100% de la obra ejecutada partiendodesde la propia unidad producción, ydejando convenientes registros de todoel proceso.
Para lograr este fin, se cuenta con unamplio equipo de supervisores que per-mite hacer turnos de 24 horas en los dis-tintos tajos de la obra y un seguimientoy control de la documentación generadaen todas las operaciones, de esta mane-ra los posibles fallos o indefiniciones sepueden corregir a tiempo.
Tanto los procedimientos como los“Work-Packs” son distribuidos a todoslos departamentos de la obra en el mo-mento en el que son aprobados, paraque el personal involucrado pueda co-
nocer previamente a su comienzo comose van a desarrollar los trabajos en laobra y los requisitos de calidad que sesolicitan.
Entre los documentos básicos utili-zados para el control de calidad en obradentro del sistema de Acciona, podemoscitar los siguientes:
– Programa de recepción de mate-riales (PRM): Utilizado para la verifica-ción y liberación de los materiales reci-bidos en obra. Se han generado 50 PRMque se particularizan para cada tipo dematerial que entra en la obra. Para daruna idea de la magnitud de la tarea he-mos de indicar que se han gestionadomás de 3.600 toneladas de material detodo tipo, más de 10.000 placas embebi-das. Toda esta ingente cantidad de dis-tintos elementos y materiales necesita-ban tras su aceptación en almacén, de suinspección y revisión, previa a la libera-ción para uso en obra.
– Programa de Puntos de Ins-pección (PPI): Definen las distintas ac-tividades a controlar para cada proceso,los criterios de inspección y aprobacióny los agentes involucrados. Se han ge-nerado 50 PPI básicos y un gran núme-ro de variantes, para cada actividad de laobra. Para cada secuencia del GBS segenera un nuevo PPI. Cada PPI está li-gado a su hoja de Inspección, que se re-llena en campo según se van completan-do las fases de la actividad.
– Informes de turno (Shift Report):con el fin de facilitar la comunicaciónentre turnos (se trabaja las 24 horas deldía) y las labores de los inspectores decalidad, se han generado estos formula-rios, por disciplina y actividad, en losque se refleja cualquier tipo de inciden-cia ocurrida durante el turno de trabajopor parte del personal del turno saliente,quedando a disposición del turno en-trante que tomará las acciones pertinen-tes para su resolución.
Por último hay que reseñar que todaesta actividad de control tan exhaustivose traduce en la generación de una im-portante cantidad de registros de produc-ción y calidad que han de acomodarse auna estructura e índice prefijado por elcliente para todos sus proyectos en todoel mundo. Dicha documentación ha deentregarse durante el proceso de ejecu-ción y de forma previa a la apertura deuna actividad relacionada con la anterior.
ta about the hours of training imparted todate are shown in table 8.
One final stage following the com-pletion of any activity, is system feed-back. This phase starts with the reviewof the documentation, which is then sub-mitted for approval by client, as finalproject documentation. Production re-sults are also reviewed, followed by theclosing and resolution of non confor-mances, if any. All these issues are dis-cussed at a joint meeting with the repre-sentatives of each company. From thisLessons Learned Meeting, valuableconclusions are drawn to improve work-manship and after this a joint assess-ment is made on the errors/hitsachieved, which are then used as feed-back for the following phase of the proj-ect and to lay the foundations for thestart of the next activity.
7.3. Quality Control. QC
As for quality control, the exactingdemands of an Off-Shore project andthe requests of our client, mean that allthe items constructed will be inspected,reviewed and verified, starting from theproduction unit itself and any relevantrecords of the process will be kept .
To accomplish this, provision hasbeen made for a sizeable team of super-visors that allows 24 hour shifts to beorganised in the different workplaces ofthe site. It is also possible to monitorand control the documents generated byall the operations. In this way, any de-fects or ambiguities can be made goodand clarified, in due time.
Both procedures and “Work-Packs”are distributed to all site departments,the moment they are approved, so thatthe people involved can learn in ad-vance, how work is going to proceed onsite and the required quality demands.
Among the basic documents used forquality control purposes on site, withinAcciona’s system, the following can benamed:
– Materials Receiving Program(MRP): It is used to verify and releasethe materials received on site. 50 MRPshave been generated and itemised foreach type of material reaching the site.To give some idea of the magnitude ofthe task, suffice it to say that more than3,600 tons of materials of all kinds, and
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
38 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
in excess of 10,000 embedded plateshave been managed. All this hugeamount of different items and materialshad to be, once received in the store, in-spected and reviewed, before being re-leased to the site.
– Inspection Points Program (IPP):It defines the different activities to be con-trolled for each process, the inspectionand approval criteria and the people in-volved. 50 basic IPPs have been generat-ed and a great deal of variants, for eachsite activity. For each GBS sequence, anew IPP is generated. Each IPP is linkedto its inspection sheet, which is filled inthe field, as the different phases of the ac-tivity are being completed.
– Shift Report: in order to facilitatecommunication between shifts (a 24 hourworking day is in place) and the tasks ofthe quality inspectors, provision has beenmade for these forms, according to disci-pline and activity, where indication is giv-en of any kind of incidence, that has tak-en place during the shift, by the outgoingshift and put a the disposal of the incom-ing shift, for the taking of the relevantmeasures to resolve it.
Finally, it should be noted that allthis intense control activity generates aconsiderable amount of production andquality records, that must be structuredand made to comply with an index pre-viously drawn up by client, for all itsprojects around the world. Said docu-mentation must be submitted during theexecution process and ahead of theopening of a new activity, associatedwith the previous one. These large vol-umes are digitised, for security reasons,and sent to client for final approval.Approximately, a total of 2,600 volumeswill be generated in this project, until isfully completed.
8. PROJECT OCCUPATIONALACCIDENT PREVENTION
MANAGEMENT
Acciona Infraestructuras S.A. hasgiven special consideration, in this proj-ect, to the Occupational AccidentPrevention Staff, throughout the devel-opment of the construction phase of theAdriatic LNG Floating CaissonStructure. The corner stone of the pres-ent prevention program is the assess-ment of the risks inherent to any activi-ty, before this has started.
Prior to the commencement of eachconstruction phase, a Workpack is pre-pared, detailing the work method forthat operation. The Job Safety Analysis(JSA) is an integral part of the work-pack. The method for the preparation ofa JSA consists in dividing the tasks insmall steps, and assess the risks that af-fect each step in particular. By identify-ing the hazards, we can mitigate the riskof an accident by applying appropriatecontrol measures. The JSA is drawn upby a team made up of staff from acci-dent prevention and production heads,typically, several days or weeks beforethe commencement of the activity.
In addition to the JSA, a Task SafetyAnalysis – (TSA) is also prepared. TheTSA is drawn up by the work Supervisor,in conjunction with the person involvedin the particular task. The TSA is pre-pared just before the start of each task.
Some of the activities are regardedas “highly dangerous” during construc-tion; the risk inherent to said activitiesare then assessed by a team with exten-sive experience in accident prevention,in conjunction with the Heads ofProduction.
In assessing construction risks, acommon factor is always going to be theneed that the worker has proper training.Each individual working on the AdriaticLNG project receives several hours of in-troductory basic training. Additionalspecific training is further impartedwhere required. Said training can in-clude work in high places, entering con-fined spaces, work in slippery areas, etc.
The opportunity to receive and/orshare information must never be passedby. For this reason, so-called “tool box”or training talks are frequently held. Thesubjects discussed at these talks include:proper use of EPP, proper use of stairs,handling of concrete, etc. On several oc-casions, large meetings have been heldon accident prevention, usually to mark amilestone, such as each million of hoursworked without a serious accident. Atthese special meetings gifts may be pre-sented to outstanding workers, on ac-count of their special involvement in in-dividual or group safety issues.
During periods of greater activityon the project and during the slipform-ing sequence operations, it shall be nec-essary to work 24 hours a day, 7 days aweek. To accomplish the required safety
Estos voluminosos volúmenes, se digita-lizan como medida de seguridad, y se en-vían al cliente para su aprobación final.En este proyecto se van a generar hastasu total terminación, un total aproximadode 2.600 volúmenes.
8. GESTIÓN DE LAPREVENCIÓN EN OBRA
Acciona Infraestructuras S.A. ha te-nido especial consideración en esta obracon el personal de prevención de riesgoslaborales a lo largo de toda la fase deconstrucción de la Estructura de CajónFlotante de Adriatic LNG. La piedra an-gular del programa de prevención encurso es evaluar los riesgos inherentes acualquier actividad antes de que ésta ha-ya comenzado.
Previamente al comienzo de cada fa-se de la construcción, se elabora un“Workpack” o paquete de trabajo deta-llando el método de trabajo para esaoperación. Parte del paquete de trabajoes un Análisis de Prevención por Pro-ceso de Trabajo (JSA). El proceso de rea-lización de un JSA consiste en dividir eltrabajo en pequeños pasos y analizar lospeligros que afectan particularmente acada uno de dichos pasos. Identificandolos peligros, se puede mitigar el riesgode accidente aplicando medidas de con-trol adecuadas. El JSA lo elabora unequipo formado por personal de preven-ción y jefes de producción normalmen-te varios días o semanas antes del co-mienzo de una actividad.
Además del JSA, se elabora unAnálisis de Prevención de Tareas (TaskSafety Análisis - TSA). El TSA lo reali-za el Encargado y/o Supervisor juntocon la persona implicada en la tareaconcreta. El TSA se realiza justo antesde comenzar cada nueva tarea.
Algunas de las actividades se consi-deraron “altamente peligrosas” durantela construcción; el riesgo que conlleva-ban dichas actividades fue evaluado porun equipo experimentado de asesores enprevención, de conjunto con los Jefes deProducción.
Cuando se analizan los riesgos de laconstrucción, un factor común siempreva a ser la necesidad de que el trabajadorcuente con una formación adecuada.Cada trabajador de la obra de Adriatic
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Rea
liza
cio
nes
y P
roye
cto
s
39H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
LNG recibe varias horas de formaciónintroductoria básica. Se da además unaformación específica adicional en los ca-sos en que se hace necesario. Esta puedeincluir trabajos en altura, entradas a espa-cios confinados, trabajos en zonas desli-zantes, etcétera.
Nunca hay que desaprovechar unaoportunidad de recibir formación y/ocompartir información, por lo que sellevan a cabo lo que se denominan “to-ol box” o charlas formativas de formafrecuente. Los temas de estas charlasincluyen asuntos tales como el uso co-rrecto de EPP, uso correcto de escale-ras, trabajos con hormigón, etc. En va-rias ocasiones se han celebrado reunio-nes masivas sobre prevención, normal-mente para celebrar un hito como cadamillón de horas de trabajo sin acciden-tes serios. En estas reuniones especia-les se suelen entregar regalos a los tra-bajadores destacados por su especialimplicación en la seguridad individualy colectiva.
Durante los períodos más activosdel proyecto y durante las operacionesde las secuencias de deslizado, es ne-cesario trabajar 24 horas al día, 7 díasa la semana. Para conseguir seguridaden todo momento, se necesita contar ocontratar hasta ocho Técnicos en Pre-vención. Estos son ayudados por un
equipo de trabajadores dedicados a ‘ta-reas internas’ y otras tareas relaciona-das con la seguridad.
En el proyecto se desarrolló un Plande Respuesta a Emergencias (“ERP” -Emergency Response Plan) para asegu-rar que, en caso de accidente, todos su-pieran cómo reaccionar. Un médico,una enfermera y una ambulancia se en-cuentran en la obra en todo momentomientras se realiza el trabajo. Además,existe permanentemente en la obra per-sonal especializado en rescate, ayudadopor trabajadores formados localmentepara operaciones de rescate.
Los trabajos simultáneos en el en-torno de la misma vertical pero a dis-tintas alturas, el trabajo que se realizaen las celdas y otros procesos de índo-le similar se controlan mediante “per-misos de trabajo”. El permiso de traba-jo lo obtiene el supervisor del trabajoconcreto del coordinador de permisos.Esto permite al coordinador, miembrodel Equipo de Seguridad, asegurarse deque los procesos de trabajo no presen-ten un peligro debido a la falta de pre-visión o de información. Por ejemplo,si se ha concedido un permiso de pin-tado para realizarlo en una celda, el co-ordinador sabe que no puede concederun permiso para soldar en la celda con-tigua.
standards at all times, it shall be neces-sary to rely upon or retain the servicesof up to eight Accident PreventionEngineers. These are supported by ateam engaged in “internal tasks” or inother safety-related activities.
During the development of the proj-ect, an Emergency Response Plan(ERP) was drawn up, to ensure that, incase of an accident, everybody knewwhat to do. A doctor, a nurse and an am-bulance are always present on site,while work is in progress. In addition tothis, there are always specialists in res-cue operations available on site, sup-ported by operatives locally trained toperform rescue operations.
Simultaneous operations performedin the surroundings of the plumb linehigh above, but at different elevations,the work executed in the cells and otherprocesses of a similar nature, are con-trolled by means of “work permits”.Said work permits are secured by thesupervisor of the task in question, fromthe work permits co-ordinator. This al-lows the co-ordinator, who is a memberof the Health and Safety Team, to ensurethat the work processes do not pose arisk, due to a lack of foresight or infor-mation. To illustrate, if a paint work per-mit has been issued for a cell, the co-or-dinator knows that no permit can beissued to weld on the adjacent cell.
Documento descargado de www.e-ache.com el 30/05/2015

Obra Cajón Adriatic LNG terminal AlgecirasAlgeciras Adriatic LNG terminal Caisson project
J. Knight, A. Arcas y F. Ambrosio
Realizacio
nes y P
royecto
s
40 H o r m i g ó n y A c e r o • Volumen 57, no 247 • enero-marzo, 2008 • Madrid (España) • ISSN:9439-5689
• Cliente:Ras Laffan Liquefied Natural Gas Company Ltd (ExxonMobil, Edison SpA., the Government of Qatar)
• Contratista e Ingeniería:Aker Kvaerner AS, Skanska AS
• Subcontratista Principal a cargo de la Construcción del GBS, de las Instalaciones Electromecánicas Incluidas,Barrera de Vapor y Aislamiento de los recintos de los tanques GNL y de las Instalaciones e InfraestructurasAuxiliares:ACCIONA INFRAESTRUCTURAS S.A.
Director de Proyecto: D. Ignacio Martín Poviña. ICCPGerente de Proyecto: D. Félix Ambrosio Racic. ICCPJefe del Depto. de Calidad y Medio Ambiente de Obra: D. Antonio Arcas Pedregosa. ICCPJefe del Depto. de Ingeniería de Obra: D. Lawrence Kaufer. ICCPJefe del Depto. de Instalaciones Electromecánicas de Obra: D. Mohamed Lotfy. BS’cJefe de Obra Civil del GBS: D. David Jiménez Galindo. ICCPJefe de Seguridad y Salud: John Knight. CMIOSH
• Obra Civil, Acero Pasivo.Armasur
• Trabajos de Postesado:PT ADRIÁTICO UTE (Freyssinet-BBR-VSL)
• Encofrados Deslizantes:Gleitbau GmbH
• Elevación de Cargas Especiales:Mammoet
• Estructuras Metálicas y Tubería, Instalaciones Mecánicas:ComominMonesaPrometaliaMeycagesalMaristany
• Instalaciones Eléctricas e InstrumentaciónG.S.I. S.A.D. Javier Domínguez
• Laboratorio Diseño de hormigones: IBERINSAD. Máximo Santamaría González. ICCP
• Laboratorio in situ de Obra Civil:SERGEYCOD. Francisco José Moreno Aguado . ITOP
• Laboratorios para ensayos especiales al hormigón, componentes y aceros:Laboratorio de Hormigones de la ETS. ICCP de Madrid.Instituto de Ciencias de la Construcción Eduardo Torroja. CSIC.SINTEF- NoruegaLADICIM Universidad de Cantabria
• Laboratorio e inspección de estructuras metálicas y tubería:SCID. Juan Aparicio Lázaro. II, EWEng.
• Laboratorio y seguimiento del Plan de Gestión Medioambiental:INTERLAB y SGS
FICHA TÉCNICA
Documento descargado de www.e-ache.com el 30/05/2015

Documento descargado de www.e-ache.com el 30/05/2015

Documento descargado de www.e-ache.com el 30/05/2015

Edificación y Obra Civil.
Ensayos No Destructivos.
Ensayos Mecánicos.
O.C.A.
Inspección Industrial.
www.scisa.es
902 88 88 31
Documento descargado de www.e-ache.com el 30/05/2015

Base de datos de artículospublicados en números
anteriores disponible en:
http://www.e-ache.com
últimos números publicados
Documento descargado de www.e-ache.com el 30/05/2015