alisha frito report
TRANSCRIPT

TRAINING REPORT
BTECH FOOD TECHNOLOGY
(FROM 15-06-2015 TO 15-07-2015)
COMPLETED AT PepsiCo India Holdings Pvt. Limited (Frito-Lays Division) CHANNO, SANGRUR
Submitted by:
Alisha Sharma
Reg no 11205838
DEPARTMENT OF FOOD SCIENCE AND TECHNOLOGY
LOVELY PROFFESIONAL UNIVERSITY, PHAGWARA

ACKNOWLEDGEMENT
I wish to express my sincere gratitude to Mr. Narendara Aswal , Mr
Avdesh Shukla for providing me an opportunity to do training in spice
mix department at PepsiCo India holdings Pvt. Ltd.(Frito-Lay’s Division).
A summer project is a golden opportunity for learning and self
development. I consider myself very lucky and honored to have so
many wonderful people lead me through in completion of this project.
I would like to thank the H.R Mrs . Bhanu Sharma for letting me work in
the company of the magnitude as Fritolay . I have learnt immensely
from the professionalism and work ethics of the staff .
I am thankful to the almighty who has showered his blessings to do this
work and my friends with whom I shared my day-to-day experience and
received lots of suggestions that improved my quality of work.
ALISHA SHARMA

CONTENT
INTRODUCTION OF COMPANY PROFILE
Company Profile
Pepsico vision
Pepsico India
Pepsico Brands
Departments in Channo
EXPERIMENTS
To check the grinding loss
To check the moisture content of SPICES
To check Salt percentage, Acidity of the given sample.
Hunter lab test.
Oil tests.
MANUFECTURING PROCESS
Study of KURKURE Manufacturing Process.
COMPANY PROFILE

The Frito-Lay Story
In 1932, two young entrepreneurs independently started two separate companies that were thousands of miles apart. Both men had the same objective in mind, and both shared the same basic business philosophy: "Provide the customer with a product of the highest quality and value; sell it for a fair profit; and make service a fundamental part of doing business."
Elmer Doolin of San Antonio, Texas started his company by purchasing the rights to a then unknown corn chip product that he would make famous.
Herman W. Lay of Nashville, Tennessee developed his business by selling a product that was familiar to people in his region, but later would become America's favorite potato chip.
These two savvy businessmen, who transformed a small, fragmented portion of the food business into the large, flourishing world of snack foods, created an industry based on unrivaled customer service and superior products.
The Frito Company
In 1932, Elmer Doolin entered a small San Antonio cafe and purchased a bag of corn chips to eat with his sandwich. Little did he dream this savory chip would become one of the nation's most popular snack foods.
Mr. Doolin, who was the operator of the Highland Park Confectionery, was looking for another investment to add to his ice cream and snack business, which was caught in a price war and showing little promise. He learned that the manufacturer of the corn chips was eager to sell his small business and return home to Mexico. For $100, Mr. Doolin purchased the recipe, 19 retail accounts, and the manufacturing equipment, which was a converted hand-operated potato ricer.
Mr. Doolin established his new business venture in his mother's kitchen. Since there was no money for hiring employees, Mr. Doolin, his mother, Daisy Dean Doolin, and his brother, Earl Doolin, made the Fritos at night by hand-rolling the

stiff masa dough and thinning it with water, cooking the corn chips (Mrs. Doolin was the first Frito cook), then packing the Fritos in 5¢ bags, which was the only size marketed at that time; the family's production capacity was about 10 pounds per hour. Mr. Doolin's days were spent distributing Fritos to his accounts from his Model T Ford, seeking new accounts, looking for reliable sources for quality corn, and washing and grinding the corn by hand. Total sales ran from $8 to $10 a day; profits averaged about $2 per day.
Within months, the company experienced phenomenal growth. The "factory" was moved from Mrs. Doolin's kitchen to the garage, then to a duplex next door. In 1933, the brothers increased Fritos production from 10 pounds to nearly 100 pounds an hour after designing a "hammer" press, in which the cutter was hit with a hammer to cut off the Fritos at the appropriate length. The accelerated growth in production resulted in lines operating in Houston and Dallas by year-end, and the moving of The Frito Company headquarters from San Antonio to Dallas due to the city's central location and better availability of raw materials. In 1937, a The Frito Company opened its Research and Development lab — the first of its kind in the industry — as a result of Mr. Doolin's search for reliable sources of higher grade corn. Other products were added; Fritatos Potato Chips (later simplified to Ta-Tos) were introduced in 1935, followed by Fritos Peanut Butter Sandwiches and Fritos Peanuts in 1937. Mr. Doolin's and his brother's ideas and mechanical engineering talents were shared once more as they designed and constructed automatic presses and better cooking vats as the company, which now employed hundreds of people by the late 1930's, rapidly expanded. In 1941, the company opened its Western Division in Los Angeles with two sales routes; these routes, which grew to 20 by year-end, became the prototype for The Frito Company's "store-to-door" distribution system.
During World War II, The Frito Company, as did other companies, experienced shortages, rationing, and loss of man-power. Throughout the war, however, tastes of home were remembered as Fritos were eaten by hungry G.I.'s., and every Frito employee called to service was guaranteed a job after the war by Mr. Doolin.
In 1945, as American returned to peace-time, the country experienced a booming population, a new-found prosperity, and a large consumer demand for products. To meet this demand, The Frito Sales Company was established, which separated sales from production activities. The Frito Sales Company was formed to convert

product distribution to company-owned routes, and its Sales Engineering Division was charged with analyzing the sales potential of different trade areas and designing the routes accordingly. This outstanding distribution system, which is still in use today, allowed each truck to service a route and deliver Fritos directly to customers.
Expansion by the Frito National Company continued with the issue of six franchises in 1945. The first of the FRITOS® franchises was offered to The H.W. Lay Company of Atlanta, GA., and would be the start of a partnership that would change the shape of American consumer goods marketing. When Hawaii was issued a FRITOS® franchise in 1947 along with six additional U.S. franchises, national expansion and international distribution - Mr. Doolin's bold vision of global marketing for his company – was realized. Three years later, in 1950, FRITOS® were sold in all 48 states, and, by 1962, they were sold in 48 countries.
The Frito Company issued its first public stock offering in 1954, with sales that year reaching $21 million. In 1956, in a move to consolidate its national distribution and create the first national snack food company, The Frito Company started buying back franchises and acquiring regional snack food companies.
Under his imagination and leadership, Mr. Doolin changed a small, kitchen-operated business into a multi-million dollar company. At the time of his death in 1959, The Frito Company produced over forty products, had plants in eighteen cities, employed over 3,000 people, and had sales in 1958 in excess of $50 million. Today, FRITOS® Corn Chips rank among the top 10 salty snacks in the United States.
Frito-Lay, Inc. Is Formed
In 1945, the Frito Company granted H.W. Lay & Company an exclusive franchise
to manufacture and distribute FRITOS® Corn Chips in the Southeast. As the two
companies worked toward national distribution, a close business affiliation
developed which eventually resulted in a merger. In September 1961, just 29
years after the founding of both companies, The Frito Company and H.W. Lay &
Company merged to become Frito-Lay, Inc., the largest snack selling company in

the United States.
Frito-Lay and Pepsi Join
In February 1965, the Board of Directors for Frito-lay, Inc. and Pepsi-Cola
announced a plan for the merger of the two companies. On June 8, 1965, the
merger of Frito-Lay and Pepsi-Cola Company was approved by shareholders of
both companies, and a new company called PepsiCo, Inc. was formed. At the time
of the merger, Frito-Lay owned 46 manufacturing plants nationwide, had more
than 150 distribution centers across the United States, and was listed on the New
York Stock Exchange. In 1998, PepsiCo acquired Tropicana; and in 2001 acquired
The Quaker Oats Company.
Frito-Lay Today
Today, Frito-Lay has more than fifteen $100 million brands: LAY'S®, FRITOS®,
CHEE.TOS®, Uncle Chips®,BAKEN-ETS®, RUFFLES® DORITOS®, FUNYUNS®,
TOSTITOS®, BAKED LAY'S®, WOW!®, SUNCHIPS®, MUNCHIES®, OBERTO®, ROLD
GOLD®, GRANDMA'S® Cookies and Quaker Chewy Bars®, Quakes® and Fruit &
Oatmeal Bars®.
PEPSCO BRANDS
Frito-Lay Brands
Pepsi-Cola Brands

Tropicana Brands
Frito-Lay Brands
Lay's potato chips
Lays Kettle Cooked potato chips
Wavy Lay's potato chips
Baked Lay's potato crisps
Maui Style potato chips
Ruffles potato chips
Baked Ruffles potato crisps
Ruffles Flavor Rush potato chips
Doritos tortilla chips
Baked Doritos tortilla chips
3D's snacks
Tostitos tortilla chips
Baked Tostitos tortilla chips
Santitas tortilla chips
Fritos corn chips
Cheetos cheese flavored snacks

Rold Gold pretzels & snack mix
Funyuns onion flavored rings
Sabritones puffed wheat snacks
Cracker Jack candy coated popcorn
Munchos potato crisps
Churrumais fried corn strips
Frito-Lay nuts
Frito-Lay, Ruffles, Fritos and Tostitos dips & salsas
Frito-Lay, Doritos and Cheetos snack crackers
Fritos, Tostitos, Ruffles and Doritos snack kits
Pepsi-Cola

Pepsi-Cola Caffeine Free Pepsi
Diet Pepsi
Caffeine Free Diet Pepsi
Pepsi Twist (regular & diet)
Wild Cherry Pepsi Pepsi Blue
Pepsi ONE
Pepsi Vanilla
Diet Mountain Dew Mountain Dew Code Red
Diet Mountain Dew Code Red
Mountain Dew Livewire
Mountain Dew Blueshock
Mountain Dew AMP energy drink
Mug
Sierra Mist (Regular & Diet)
Slice
Lipton Brisk (Partnership)
Lipton Iced Tea(Partnership)
Dole juices and juice drinks (License)
FruitWorks juice drinks
Aquafina purified drinking water
Frappuccino ready-to-drink coffee (Partnership)
Starbucks DoubleShot (Partnership)
SoBe juice drinks, dairy, and teas

Departments:
1. Human Resource
2. Finance department
3. Agro department
4. Marketing
5. Quality Assurance
6. Production
7. Packaging
8. Spice mix department
9. Engineering department
10.Accounts
11.Sales & Purchase
12.Store
13.Security
14.Maintenance
15.Effluent Treatment Plant

SPICE MIX DEPARTMENT
GRINDING SECITON
A Grinder is used to reduce the size of whole seeds Spices. Coriander
Black pepper, Garlice flakes, Cumin etc are reduce to fine powder in Grinder. A
hammer mill is a mill whose purpose is to shred or crush aggregate blows of little
hammers.
GRINDING SECTION
PREPARATION OR LIQUID SECTION
BLENDING SECTION
SPICE MIX

Opearation:-
The basic principle is straigtforward . A hammer mill is essentially a
steel drum containing a vertical or horizontal rotataing shaft or drum on which
hammers are mounted. The hamers are free to swing on the endes of the cross,
or fixed to the central rotor. The rotor is spun at a high speed inside the drum
while material is fed into a feed hopper. The matrial is impacted by the hammer
bars and is threby shredded and expelled through screens in the drum of a
selected size. The hammer mill can be operated on household current. Large
hammer mills used in automobile shredders may be driven by diesel of electric
motors ranging from 2000 to over 5000 horsepower (1.5-3.7 MW)
The screen less hammer mill uses air flow top separate small particles form
larger ones . It is designed to be more reliable , and is also claimed to be much
cheaper and more energy efficient than regular hammer mills .
Preperation or liquid section
In this section all the spices and condiment are weighing manually on the
weighing Balance. This section also contain a Sifter. Three sifter are located . A
sieve or sifter is a device for separation wanted elements from unwanted material
or for characterizing the particle size Distribution of a sample, typically using a
sieve. The word 'sifter' derives from "sieve''. In cooking a sifter is used to separate
and break up clumps in dry ingredient such as sugar, as well a to aerate and break
up clumps in dry ingredient such as sugar, as well a to aerate and combine than. A

strainer is form of sieve used to separate solid from liquid.
OLEORESINS (NONVOLATILES AND VOLATILES)
The nonvolatile and volatile flovor components of spices, also
referred to as oleoresins, are produced by grinding or crushing the spices,
extracting with a solvent, and then removing the solvent. Oleoresins have the full
flavor, aroma, and pungency or fresh or dried spices because they contain the
high boiling volatiles and nonvolatile's, including resins and gums that are native
to spices.
The nonvolatile components create the heat and or pungency of
black pepper, mustard, ginger, and chili peppers. These components can be acid-
amides, such as capsaicin in red pepper or piperine in black pepper,
isothiocynates in mustard, carbonyls such as gingerol in ginger, and thioethers
such as the di ally sulfides in garlic or onion.
The different pungent and or heat principles give different sensation-
spicy, hot, sharp, biting, or sulfury . The pungent sensation of onion or garlic is
sulfury, while that of Jamaican ginger is spicy. red pepper and white pepper do
not contain much aroma because they have very little essential oils, whereas

ginger, black pepper, and mustard contribute aromatic sensations with their bites
because of a higher content of volatile oils. While pepper has a different bite
sensation then black pepper because of their differing proportions of
nonvolatile's, piperine, and chavicine.
Five types of capsacinoids have been isolated in shile peppers: ca;
saicin, hydrocapsaicin, homocapsaicin, dihydrocaspsaicin, and
dihydrohomocapsaicin, each with its own characterizing "bite" sensation in the
mouth. in any particular type of Chile pepper, the levels of capsaicinoids vary,
causing varying heat levels. Each type of capsacinoid also creates a different
perception of heat. Hobanero has an initial sharp and violent bite that quickly
disappears, leaving behind an aromatic sensation, whereas the cayennes give an
initial burn that lingers.
Hot and Pungent Nonvolatile's in some Spices
Spice Pungent Components of spices
red pepper capsaicin, hydrocapsaicin, dihyrocapsaicin,
homocapsaicin,
Black or white Pepper Piperine, chavicine
Sansho pepper Sanshool
Mustard Ally 1 isothiocyanate
Horseradish Ally 1 isothiocyanate
Ginger Gingerol, shogoal
Garlic DiallylsuLfide

Onion Diallysulfide
Similarly, the release of heat sensation in mustard is different from
wasabi. In wasabi, heat is immediate and in the front of the mouth, while with
mustard and horseradish the release is delayed and comes at the back ot the
mouth, with a shooting sensation to the sinuses. Table details some of the
nonvolatile's that contribute pungency to a spice.
Oleoresins come as viscous oils and thick pastes and are more
difficult to handle than essential oils. Usually, oleoresins are mixed with a diluents
such as propylene glycol, glycerol, or other oils for better handling. An emulsifier
is added to make it water soluble, or gum is added to make it into an emulsion for
use in beverages, sauces, soups, soups, pickles, and salad dressings.
Oleoresins are used at very low concentrations because they are
highly concentrated. They have greater heat stability than essential oils.
Oleoresins give more uniform flavor and color with less variability than their
ground spice counterparts. They are typically used in high heat applications such
as soups, salad dressomgs, processed meats, and in dry mixes and spice blends.
BLENDING SECTION:-
Mixing is the process of thoroughly combining different materials to
produce a homogenous product. The term "Mixing" and "Blending" are often
used interchangeably, but technically they are slightly different. Blending is a
process of combining material. But Blending is a relatively gentle process compare
to Mixing. In terms of the phase of material Blending is the process of solid-solid
Mixing of Bulk solid with small quantity of liquid . The terminology Mixing is more
closely associated with liquid-liquid, gas-liquid and viscous materials. For the
scope of the this article and those to follow, we will use the terms "Mixing and
Blending" interchangeably.

IN OUR SPICE MIX DEPARTMENT:-
Three blenders are located, the capacity of two large blenders is
1400 kg, One small (trial) Blender is also here which has capacity 400 kg. Rotatory
Blenders is used for Mixing the spices and oleoresins. Blender contains a Rotatory
Auger. The Auger will Rotate clockwise or Anticlockwise. The Mixing Time of
Blender is 50 min. First 30 mins rotate clockwise and then 10 mins Anticlockwise
and again 10 min clockwise. Before starting the Blender we were but all the spices
into Blender and Oleoresins were put only when Blender is rotating 2-3 mins.
After Blending the spice mix is out from Bottom where flavour is passes through
the Delump-Sieve in Rotating hammers and also passes through the metal
Detectors which Detect the fine particles of metal and Ensure a good quality of
spice mix. After then flavor is weighing manually in 20 kg boxes and palletizing on
pallets and stack in racks.
IMPORTENCE OF MIXING TECHNOLOGY:-
Mixing is a critical process because quality ot the final product and its
attributes are derived by the quality of Mix. Improper Mixing results in a
homogenous product that lacks consistency with respect to desired attributes like
color, texture, flavor and particle size.
ADDITION OF LIQUIDS:-

Liquid are add to solid Mixtures because they are components of the
product. To improve uniformity of mixes by agglomerating fine particles of Micro
ingredient to larger particles. It is better to spray liquids from Nozzles designed to
give a mist of the specific liquid. Liquid can cause solids to build up on wall and
agitation of mixes . So important that the liquid be added over a length or time
and that is sprayed onto the solids.
HAZARD ANALYSIS CRITICAL CONTROL CONTROL POINTS IN SPICE MIX
DEPARTMENT:
The sieve of blender's de-lumping should be checked after every
Batch's out.

PROJECT :-
To Determine The Grinding Loss
Main purpose of assigning this task to us was to know about the various aspects
Of Grinding machine . Grinding is done on daily Basis . Different kinds of spices as
a ingredients in different ratio were added to obtain the desired mix such as
Kurkure Magic Masala , Spicy treat , Shahi mix . Our plant is the only plant where
the spice mix is prepared and then supplied to other Branches . Our main purpose
was to check the balance sheets where the grinding data was noted and to know
factors responsible for the grinding loss .
Ingredients like Coriander , cumin , garlic flakes , black pepper were added in
different proportions' to get a desired mix . Material is fed into a feed hopper .
and is grinded mass is collected in bags .
Bags ranging from 25 to 30 kg are filled. and some standard is fixed like 25,50 and
30.10 this helps in calculating the loss accurately by checking the difference
between the standard and the actual filled quantity in bag . Bags of 30 kg are first
filled. And at end the last bag ranges varies from 25-28 units . This is what the
actual grinding loss . From 30.10 kg and 25.50 to the final result of 25-28 kg is the
Actual loss .
Reasons for loss :-
There can be several reasons for the grinding loss
First reason might be the moisture Content . As there will be more moisture
content , lesser the loss will be Because it can resist upto high temperature
In cases of ingredients having less moisture content more the loss will be .

Second reason can be temperature at which the grinder is Operated . Some
ingredients can not resist upto the certain temperature level
Third reason can be efficiency of grinder .
Another reasons can be the spill out of grinded material on the working
area .
Wear and tear of the equipments of grinder can also be the reason for the
less efficient results .
Might be the improper handling by the operators
So there can be several reasons for the grinding loss which may or may
not can be overcome
Data analysis for magic masala
1 25.50 25.14
2 25.50 25.14
3 25.50 25.14
4 25.50 25.14
5 25.50 25.14
6 25.50 25.14
7 25.50 25.14
8 25.50 25.14
9 25.50 25.14
10 25.50 25.14

25.14 is the average loss
25.50*10= 255
25.14*10= 251.4
255-251.14= 3.6
loss of 3.6 kg
1.4% loss is recorded which is reasonable loss

QUALITY ASSURANCE DEPARTEMENT
SALT TEST
Knowing salt content helps to estimate the final seasoning percent to be applied.
Procedure:
Weigh 2.5g of seasoning sample and make up volume up to 250ml in a
volumetric flask.
Take 10ml of the sample in a conical flask & add 10ml of water to it.
Now titrate the sample against sliver nitrate using potassium chromate as
indicator.
Formula:
Salt%=T.V*N*Eq.Wt.*100*250/Wt. of sample*volume used*1000
Observation:
Sample 1 (STT) = 20.4575
Sample 2(STT) = 20.042
Acidity test
Procedure:
Weigh 2.5g of seasoning sample and make up the volume upto250ml in
a volumetric flask
Take 10ml of sample in a conical flask and add 10ml of water to it
Titrate it against 0.1N sodium hydroxide using phenopthelene as
indicator.
Formula:
Acidity%=T.v*N*Eq.Wt.*100*250/Wt. of Sample*10*1000
Observation:
RCC Flavour batch no. 00019931 = 7.68
Hunter Lab Color Test
A Lab Color Space Is A Color Opponent
Space With Dimension L For Lightness And A
And B For The Color Opponent Dimensions
Hunter Lab Instrument Duplicate How Our
Eyes See Color .They Measure Product Color
And Give Numerical Values That Correlate.
Procedure:
Take The Sample And Pour It In The Screening Tray
Flatten The Top Of The Flavor Using Paper.
Place the Tray Accurately In the Hunter Lab.
Note The Reading On The Screen.
Observation:
ASCO: Batch no. 0006921522 L: 80.35 A: -2.75 B: 14.03
Batch no. 0006921523 L: 81.03 A: -2.87 B: 13.74
MOISTURE TEST
Knowing The Moisture Of The Meal To Be Used Has Become The Most Important
Phenomenon In The Industry As The Excess Of Moisture Can Affect The Final
Quality Of The Product. The Texture, Odor, Appearance And Also The Shelf Life Of
The Product Depends Upon The Water Content Present In It .The Moisture
Content Should Be Less Than 13% For Good Texture Of Kurkure In Which These
Meals Are Used
Procedure:
Take 4gm Sample In Moisture Analyzer At 130c
Note The Reading On The Screen
Tests for Oil

0xidation Value:
Take 0.5gm Of Edible Oil In 100 Ml Volumetric Flask And Add 250ml Of
Isooctane
Make The Spectrophotometer Setting On 350nm Wavelength
Fill Both Cuvettes With Iso-Octane And Press Auto Zero
Once The Spectrophotometeris Auto Zeroed Fill One Cuvette With
Sample And Note The Readings This Reading Will Be AB
Now Take 10ml Of Iso-Octane In 100/25ml Volumetric flask Add 2ml P-
Anisidine In (I) Volumetric (Blank) Than Exact After 1min Add 2ml P-
Anisidine In(Ii) Volumetric(Sample)
After Adding P-AnisidineSolution, Keep Both (Blank And Sample) For
10minutes
After 10minutes Fill Both The Cuvettes With Blank And Press Auto Zero
Key Of Spectrophotometer
Now Remove One Cuvette And Fill It With Sample And Note
Thereading(As)
Formula:Ov/Av=(1.2*As)-(Ab)(25)/Weight of Sample
Free Fatty Acid
Take 50ml Of 95% Ethanol In A Conical Flask.
Add 1-2 Drops of Alkali Blue Indicator In It.
Neutralize It With 0.1n NAOH (Color Turns Light Pink)
Add 28.2gm Of Fresh Oil And Heat It With Continuous Stirring (Approx.60c)
Add 1-2 Ml Of Indicator Again And Titrate It With 0.1n Naoh Until The Dark
Pink /Wine Red Color Develops In The Upper Layer And Persist At Least 30
Seconds
FFA(%Oleic Acid)=(TV*282*0.1*100)/28.2*1000)
Adulteration Tests:
Argemone Oil
Take 5ml Edible Oil Sample In A Test Tube Add 5ml Toluene In It And Mix It
Properly
Transfer The Whole Mixture In A Separating Funnel
Add 5ml Conc. Hydrochloric Acid (Hcl)In Separating Funnel And Shake
Vigorously
Allow It To Stand Till Acid Layer Separates
Take Out The Acid Layer In A Separate Test Tube And Add 1ml Ferric
Chloride Solution In It
Rotate Test Tube Gently In Palms To Mix It
Keep The Test Tube In Boiling Water For 10minutes
Formation Of Needle Shaped Reddish Brown Crystals, In Clusters Shows Presence
Of Argemone Oil
Castor Oil
Take 1ml Of Edible Oil Sample In A Test Tube
Add 10ml Petroleum Ether In It And Shake Vigorously For 2minutes.
Add 1-2 Drops Of Moly Date Reagent In It
Instantaneous Development Of White Turbidity Shows The Presence Of Castor Oil
Mineral Oil
Take 1gm Of Mineral Oil In A Round Bottom Flask
Add 1ml Potassium Hydroxide (Koh) Solution (3+2) And 25ml Ethanol (95%)
Boil Under Reflux Air Condenser, Shaking Occasionally, Until Saponification Is
Complete (5min.)
Add 25ml Hot Distilled Water And Mix
In The Presence Of >0.5% Mineral Oil, Distinct Turbidity Appears

Manufacturing
Processing
PROCESSING OF POTATO CHIPS
RECEIVING AND UNLOADING
SORTING foreign particle, heavy stone, wood
PEELING
INSPECTION
SLICING

WASHING starch
FRYING
SORTING
SEASONING
PACKAGING
PALLETING
Various steps required for the conversion of raw potato in to fried chips.
Receiving
Potatoes used for chips’ making are bought from market or directly from farmers. Sometimes the company supplies seeds to the farmers and buys potatoes from them. This is done to develop and get good quality potato. Potatoes from the market graded according to sizes & then inspected for internal & external defect, provide sufficient data regarding acceptance or reject material .Some time in off season potato are stored under modified atmospheric condition.
SORTING
In sorting it removes the foreign particle, heavy stones and wood that
may be mixed with the bulk potatoes.
PEELING
Potato peeling is an operation with a critical impact on the finished product quality and yield. Rotating Roller abrasion peeler is used which scrap off the peel of potato, more than 80 % of peel removal is satisfactory. Also sprouts are removed. Some time excessive peeling causes solid loss especially during stoppage & restarting of peeler. The peeler is rotating at 300 – 400 rpm & with continuous sprinkling of water around 15 GPM.
INSPECTION
After peeling, each potato is inspected by the workers themselves. They cut the oversized potatoes and remove the rotten potatoes to reduce the chip defects which can originate in the further manufacturing
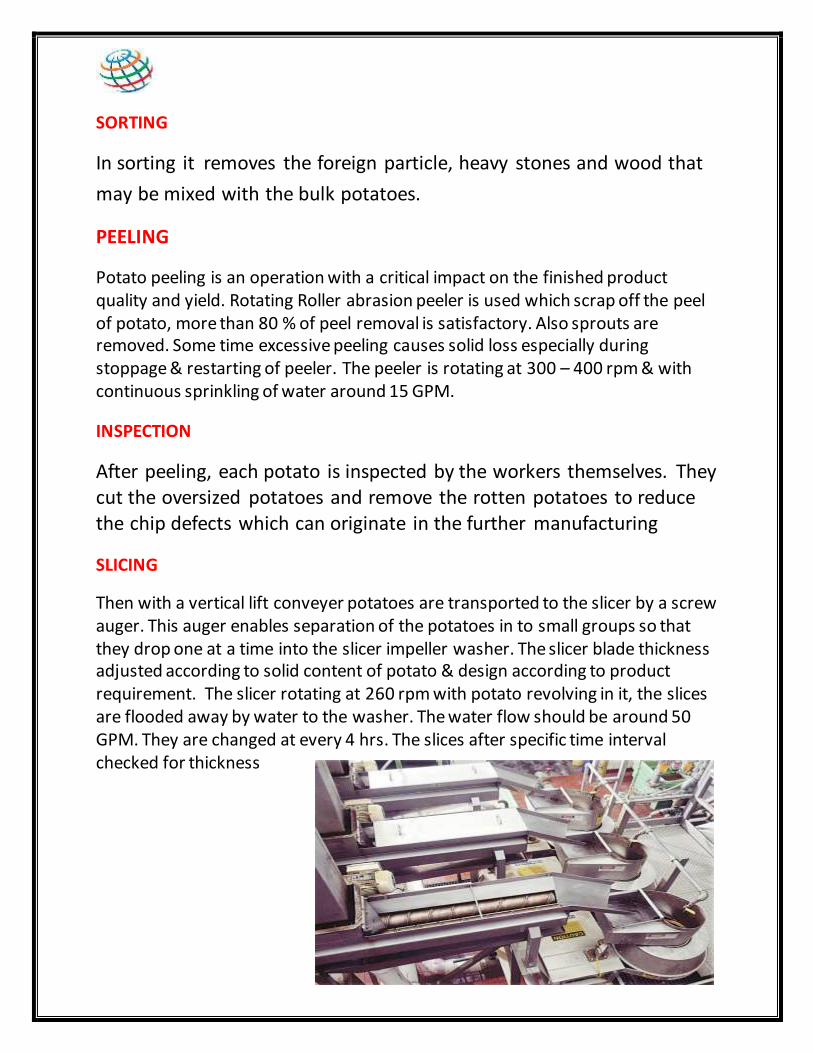
SLICING
Then with a vertical lift conveyer potatoes are transported to the slicer by a screw auger. This auger enables separation of the potatoes in to small groups so that they drop one at a time into the slicer impeller washer. The slicer blade thickness adjusted according to solid content of potato & design according to product requirement. The slicer rotating at 260 rpm with potato revolving in it, the slices are flooded away by water to the washer. The water flow should be around 50 GPM. They are changed at every 4 hrs. The slices after specific time interval checked for thickness

WASHING
Here the slices are washed in a rotating drum with a continuous flow of fresh water to remove the excess of starch and scrap. The drum washer rotates at 50 rpm & with dwell time of chips around 90 seconds. Usually antifoaming agent is added to avoid foaming of starch. After washing in drum slices are fed to fryer infeed conveyor where spraying jets are provided for removing excess surface starch.
FRYING
The potato slices fed in to the fryer at uniform rate, slices are fried at temp around 160 to 180’C & Dwell time around 3 min. Frying results in the gelatinization of the starch which govern the texture & flavor of the chips. The chips are fried in the rice bran oil, frequently checked for quality. The frying of slices is carried with submerged conveyor. Then fed to take out where moisture analyzer provided to ensure quality of chips. Then the chips are passed under
optyx photo sorter which sort brown chips & allow plane chips only.
SORTING
After fryer, chips reach for sorting . Here optyx is used for removing defective chips like brown chips, soft center, etc.

SEASONING
Here seasoning is applied on the chips. It is done in a rotating drum called seasoning tumbler. The seasoning is applied by applicator in dry form, ensure uniform seasoning. The seasoning procedure is checked every hour so as to ensure accurate seasoning application.
After the seasoning application the finished chips reach finished product conveyer. If any defects are left in the product those are removed here by pickers. Then product goes to packaging department.
PACKAGING
For the accessibility of any food product its packing must be done. For proper handling and good visual appeal for the consumer, good quality packing films are used. Air is filled in packets for proper handling and to decrease the breakage of products. Here the finished product is packed in packets. The product goes to the packaging department through special conveyer belts. The weighers weigh the amount of product and packaging machine packs it. All the packaging machines work on photocells which sense the eye mark present in the roll and give signal to machine to weigh product. Bag maker makes the pouches and then they are arranged in cartons and cases are arranged on wooden pallets. At last the packed cartons are sent to the dispatch section.
The mode of working of every portion of line is suitably adjustable especially the
slicer and seasoning modes because from here we can set that what we want to
produce, uncle chips or lays and by adjusting seasoning section we can control the
mode of flavor. This was production and packaging section of the plant.
