an introduction to haccp food safety
TRANSCRIPT
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 1/24
A ITRODUCTIO TO HACCP FOR FISH PROCESSORS
"WHAT IS IT?"
A major change in how seafood safety is guaranteed
by a Hazard Analysis and Critical Control Point system
Instead of detecting problems that may compromise the safety of food after they have occurred...
PREVET PROBLEMS BEFORE THEY OCCUR
Use
A system of preventive controls for every specific product and process
Clearly defined practices under which plant staff prevent hazards occurring
Procedures to monitor and audit the practices (to make sure they work as intended)
Cost effective assurance of food safety, placing more responsibility on operating staff
The HACCP system, which is science based and systematic, identifies specific hazards and measures for their control to ensure the
safety of food. HACCP is a tool to assess hazards and establish control systems that focus on prevention rather than relying mainly on
end-product testing.
A HACCP system is capable of accommodating change, such as advances in equipment design, processing procedures or
technological developments; and can be applied throughout the food chain from the primary producer to final consumer.
HACCP when implemented is a management system for ensuring safety of products prepared in an establishment.
All companies have management systems, such as financial management, personnel management, production management and quality
management systems. Quality management systems may be simple, such as the processors unwritten understanding of the process (no
organized system), or complex such as the ISO 9000 series or Total Quality Management (TQM). The application of HACCP is
compatible with the implementation of quality management systems and is the system of choice in the management of food safety
within such systems. Although TQM, ISO 9000 and HACCP are compatible, one does not replace the other. HACCP systems must be
considered as essential for any enterprise that deals with fishery products whether or not other organized management systems are in
place, therefore HACCP systems must be capable of operating independently of other quality management systems.
Though HACCP is intended for the control of safety, its principles can be applied to non-safety hazards such as the prevention of
economic fraud in relation to labelling, grading, weights, etc., or other aspects of food quality. Consider incorporating the HACCPsystem into your present quality control programme. A description of various quality management systems is given in Annex I.
" I PROCESS FISH I ASIA. WHY SHOULD I WORRY ABOUT IT?"
REGULATORY AUTHORITIES
Regulatory authorities for food products have a duty to ensure that foods offered to the consumer are at least safe to eat. In the
past they have required a positive approach of using Good Manufacturing Practices (GMP), producing food in a hygienic
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
4 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 2/24
manner, and by inspection of finished product. It is now realized that inspection of finished product gives a poor control over
the safety of foods, therefore regulatory agencies are increasingly requiring that establishments take a preventative approach to
safety based on the principles of HACCP. This requirement might be incorporated in primary legislation on food control, or
be applied by executive action of the regulatory authority. The management of the establishment must then be able to produce
for the regulatory authority a documented HACCP plan, and be able to demonstrate that the plan is being effectively
implemented. Thus HACCP is more than a management tool, it is an inspection tool.
EXPORTS !
Anyone exporting fish products to Europe or North America will have to implement such a programme. If you cannot
demonstrate to the satisfaction of regulating agencies in importing countries that you have an effective programme operating inyour processing plant(s), importers will not be permitted to accept your products.
THE DEMAD FROM IMPORTIG COUTRIES IS HERE
exports will need to be certified
they were processed in a plant with an approved HACCP plan in operation.
The plant must also meet international requirements for construction and hygiene.
The United Nations food standard group Codex Alimentarius Commission has recommended HACCP's adoption as a system for
ensuring the safety of foods and the prevention of foodborne diseases. They have also developed a series of Codes of Practice for
fisheries products upon which GMP's can be based. Throughout the world, the World Trade Organization's Agreement on the
Application of Sanitary and Phytosanitary Measures and the Technical Barriers to Trade are being acted upon, and governments and
industry are being urged to facilitate implementation of these agreements and to bring about equivalency, harmonization and
transparency so as to minimize any barriers to international trade.
DOMESTIC MARKET !
The demand for safety is not limited to exports, it is being increasingly demanded by local consumers and regulators.
"WHY BOTHER WITH HACCP?"
Processors have no choice if they wish to enter export markets, but there are positive benefits in using HACCP, it is not justsomething one does because one is forced. It also:
Improves the Quality Control of the process, and as a management tool provides the best control over the
safety of the product giving an assurance that it will meet the importing countries requirements, and promotes
better use of resources and more timely response to problems; and in the end will save work and money as less
product will be out of specification and there will be fewer claims and price reductions or recalls.
a.
Encourages employees to take a pro-active part in quality maintenance; this brings out personal pride in what
they are doing and increases employee participation and job satisfaction, and the HACCP process is a strong
educational tool.
b.
Aids inspection by regulatory authorities and promotes international trade by increasing confidence in food
safety.
c.
"WHAT DO I DO?"
Firstly, you need to review existing programmes to verify if all the prerequisite requirements are met and all
the necessary controls and documentation are in place. Prior to the development of HACCP plans, there is a
requirement for establishments to have developed, documented and implemented programmes to control
factors that may not be directly related to manufacturing controls but support the HACCP plans. These
programmes are called prerequisite programmes and need to be effectively monitored and controlled before
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
4 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 3/24
attempting to put any HACCP plan in place. Prerequisite programmes may be defined as universal steps
or procedures that control the operational conditions within a food establishment allowing for
environmental conditions that are favourable to the production of safe food.
HACCP IS OT A STAD-ALOE COTROL SYSTEM
HACCP IS OE PART OF A LARGER SYSTEM OF COTROL PROCEDURES
HACCP plans apply to specific products and to specific processes, and are in addition to appropriate food
safety legislation by the responsible authority having jurisdiction, and codes of practice for hygiene or anycodes of good manufacturing practice that might be in force for the establishment as a whole.
Various prerequisite programme areas may include:
PREMISES
Outside property, building, hygienic facili ties, water quality programme
RECEIVIG/STORAGE
Receiving of raw materials, ingredients and packaging materials, storage
EQUIPMET PERFORMACE AD MAITEACE
General equipment design, equipment installation, equipment maintenance
PERSOEL TRAIIG PROGRAM
Manufacturing controls, hygienic practices, controlled access
HYGIEESanitation programme, pest control programme
HEALTH & SAFETY RECALLS
Product identification programme and coding, recall system, recall initiation
LABELLIG
Meeting requirements for the market intended
Prerequisite programmes are the foundation of the HACCP plans and must be adequate and effective. For example, when Sanitation
Standard Operating Procedures (SSOP's) are in place, HACCP can be more effective because it can concentrate on the hazards
associated with the food or processing and not on the processing plant environment. However, when aspects of hygiene directly
impact food safety, it may be more appropriate for those hygiene controls to be handled within the HACCP plan. If any portion of a
prerequisite programme is not adequately controlled, then additional critical control points would have to be identified, monitored
and maintained under the HACCP plans. Effective prerequisite programmes will simplify HACCP plans and will ensure that theintegrity of HACCP plans are maintained and that the manufactured product is safe.
Secondly, determine if other Control Points such as Defect Action Points (DAP's) exist. These are a
point(s), step(s) or procedure(s) applied during processing that ensure compliance to regulations in force.
DAP's could be determined through a "Regulatory Hazard Analysis", which will identify the regulatory
requirements that specific products and processes must respect.
Finally, commence with the development of your HACCP system.
The first thing in developing a HACCP system is a COMMITMET from the management. Without the support of top company
officials such as the owner, director or CEO, HACCP is not likely to become a company priority or to be effectively implemented.The second thing is to ensure the workforce can be committed, HACCP requires a team approach. Once you are committed, you can
start to develop a HACCP system.
YOU WILL HAVE TO ESTABLISH A EFFECTIVE HACCP PLAFOR EVERY DIFFERET PRODUCT
(AD PROCESS YOU USE TO CREATE A PRODUCT)(if you have 3 different product lines and processes in one plant, you will need to make 3 plans)
HACCP definitions can be found in Annex II.
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
4 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 4/24
The HACCP Plan is the written document that describes and defines the procedures to be followed for ensuring the safety of a
product or process, and is developed by applying the principles of HACCP:
7 PRICIPLES to se tting up an effe ctive HACCP system:
Conduct a hazard analysis of all possible Food Safety Hazards that are likely to occur in your processing operation - based
on the species being processed and the process used, and analyze the risks related to those hazards;
I.
Determine the Critical Control Points (CCPs) in the process, at which a failure of some sort could make food unsafe if
proper Control is not exercised;
II.
Establish critical limit(s) to the parameters of the process associated with each identified CCP - that is, boundaries that areused to judge whether an operation is producing safe products;
III.
Establish a system to monitor control of the CCP to keep track of how the process is performing;IV.
Establish the corrective action to be taken when monitoring indicates that a partiuclar CCP is not under control;V.
Establish procedures for verification to confirm that the HACCP system is working effectively and for a review
whenever there are changes to the system;
VI.
Establish documentation concerning all procedures and records appropriate to these principles and their application (to
satisfy regulators, importers, etc. that you are operating your plant in accordance with HACCP principles).
VII.
Those are the General Principles. But what does it mean specifically?
First you must IDETIFY CRITICAL COTROL POITSat which hazards may occur (Principles I-II)
HOW TO IDETIFY THE CRITICAL COTROL POITS?
This should not be confusing, but is made to seem very complicated by the use of
official government-type language.
SETTIG UP A HACCP SYSTEM -
A logic sequence for the application of HACCP is given in DIAGRAM I.
Task 1:
A. PUT TOGETHER A TEAM with knowledge and expertize required for the specific product line you are considering. For
example:
someone who understands the biological, chemical or physical hazards connected with a particular product group, from the
quality control point of view
production people with good working knowledge of the technical process of manufacturing the particular product(s) who
understand what actually happens on your production linea technician with good working knowledge of hygiene requirements and of your processing operation (plant/equipment) or
others with special knowledge (microbiology, hygiene, food technology, plant construction/ maintenance, operations, market
requirements, etc.)
one individual on the team may have knowledge in several or all areas
if you do not have staff with expertise in a particular area, seek advice in guides of good manufacturing practices, or
from well qualified specialists.
(Be careful: an unqualified "expert" can damage your product reputation.)
B. THE SCOPE OF THE HACCP PLAN SHOULD BE IDENTIFIED. The scope should describe which segment of the food chain is
involved and the general classes of hazards to be addressed.
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
4 9/6/20

8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 5/24
all classes of hazards or only selected classes.
TASK 2: DESCRIBE THE PRODUCT:
what is in it (raw materials, ingredients, additives, etc.)?
what are its structure & physical characteristics (solid, liquid, gel, Aw, etc.)?
how is it processed (heating, freezing, drying, salting, smoking) and to what extent?
how is it packaged (hermetic, vacuum, modified atmosphere, etc.)?what are the conditions for storage & distribution?
what is the required shelf life (including "sell by" date and "best before" date)?
what are the instructions for use?
are there any particular microbiological or chemical criteria?
TASK 3: STATE THE INTENDED USE FOR THE PRODUCT:
who are the target consumers?how is it anticipated that they will prepare and use the product?
are there any special considerations (for example if the product is to be used in institutions or by travellers, etc., or are there
dangers in use for any vulnerable groups in the population who might obtain the product)?
are specific requirements imposed by the importer or the importing country?
TASK 4: DEVELOP A FLOW DIAGRAM:
Show all specific steps in the manufacturing process, from the time raw materials are received until the end product is onthe market -- receiving, preparation, processing, packaging, storage, distribution.
Study the process in sequence, and when applying HACCP to a given operation, consideration should be given to steps
preceding and following the specified operation.
Present a detailed flow chart supported by full technical data
examples of information you might include:
plan of all areas in which you handle raw materials and process or store fish products
description of equipment used and how it is laid out
the sequence of all steps involved in processing from the time raw material is received, through the addition of
ingredients or additives, all other related processing activities, how it is packaged, stored and shipped. It is very
important to include any delays that occur during or between steps
technical parameters of all aspects of the operation, especially time and temperature, including those related to delays
how products move (or flow) through your facili ty, particularly information related to cross-contamination, potential
delays and rise of temperature
how dirty (high risk) areas are separated from clean (low risk) areas
the hygienic environment of the entire facility, including -
cleaning and disinfecting procedures
personnel routes as they move in/out and within the plant
hygiene training for and practices of personnel
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
4 9/6/20

8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 6/24
the conditions under which you store and distribute the products of your plant
TASK 5: CONFIRM the flow diagram and all recorded details:
In preparing the FLOW DIAGRAM it is essential to visit the facility during operating hours to verify that it is accurate and
that all recorded details show what actually happens rather than what may be written in an out-of-date operations manual.(This is another reason why it is important to have team members who are close to the production line.)
The Flow Diagram is a tool to help you
identify HAZARDS and establish CRITICAL COTROL POITS
TASK 6: IDETIFY POTETIAL HAZARDS FOR EVERY STEP INVOLVED IN MAKING YOUR PRODUCT, CODUCT A
HAZARD AALYSIS, AND CONSIDER ANY PROCEDURES TO COTROL IDETIFIED HAZARDS.
"WHAT IS A HAZARD?"
A hazard is a biological, chemical or physical agent in, or condition of, food
with the potential to cause an adverse health effect
The HACCP team should list all of the hazards that may be reasonably expected to occur at each step from primary production,
processing, manufacture, and distribution until the point of consumption.
Examples of hazards are:
Biological hazards which include pathogenic microbes (parasites, bacteria, viruses), toxigenic plants and animals, and products of decomposition (histamine).
Chemical hazards which include, among others, natural toxins, pesticides, cleaning compounds, veterinary drug residues
(antibiotics), heavy metals, and unapproved food and colour additives.
Physical hazards which include objects - such as bones, metal fragments, glass, and stones - that may cut the mouth, break teeth,
cause choking, or perforate the alimentary tract.
For each stage shown on the Flow Chart ask:
Is there anything in the raw materials, ingredients used or the product itself or in the way they are handled and processed that could
cause harm to health?
Is there anything in the construction of my facility or in the equipment that is being used that could cause harm to health?
Are there critical temperatures that must be observed that must be carefully regulated?
Is contamination or recontamination from any source possible?
Is there an unacceptable survival or multiplication of bacteria, or an unacceptable development of chemicals in intermediate
products, final products, the production line or the overall environment surrounding the line?
Is there unacceptable production or persistence of toxins or other undesirable things happening to your product?
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
4 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 7/24
Some regulatory authorities may require that the HACCP system should include compliance with regulations concerning aspects of
consumer protection other than safety. In this case, this could be dealt with by adding to the definition of a hazard a phrase such as:
"or which renders the product non-compliant with mandatory requirements for the product".
(OTE: Your team must agree on the specifics of what is a hazard in your operation.)
CODUCT A HAZARD AALYSIS
The HACCP team should next conduct a hazard analysis to determine which hazards are of such a nature that their elimination or
reduction to acceptable levels is essential to the production of a safe food.
In conducting the hazard analysis the following should be included:
the likely occurrence of hazards and severity of their adverse health effects;
the qualitative and/or quantitative evaluation of the presence of hazards;
survival or multiplication of microorganisms of concern;
production or persistence in foods of toxins, chemicals or physical agents; and
conditions leading to the above.
Some things are easier to say than do, and for this reason the advice of an expert is recommended.
In essence, the hazard analysis consists of asking a series of questions which are appropriate to the specific food process and
establishment. The hazard analysis must consider factors which may be beyond the immediate control of the processor. For example,
product distribution may be beyond the immediate control of the processor, but information on how the food will be distributed could
influence, for example, how the food will be processed. During the hazard analysis, the potential significance of each hazard should
be assessed by considering its risk and severity. Risk is an estimate of the likely occurrence of a hazard. The estimate of risk is
usually based upon a combination of experience, epidemiological data, and information in the technical literature. Severity is the
seriousness of a hazard. The HACCP team has the responsibility to decide which hazards are significant and must be addressed in the
HACCP Plan.
Sometimes too many hazards are identified. Only genuinely significant safety hazards need be controlled: that is, if it is
reasonably likely to occur, and if not properly controlled, it is likely to result as an unacceptable health risk to consumers.
Hazards for which regulatory action levels, tolerances, or other limits have been established, an "unacceptable health risk" is the risk that the limit has been exceeded, not the mere presence of the substance a detectable level.
During the hazard analysis, safety concerns must be differentiated from quality concerns. The term hazard in this document is limited
to safety, and this is what must be addressed in the HACCP Plan. Quality concerns should be incorporated in another control system
running in parallel with the HACCP system.
IDETIFICATIO OF COTROL MEASURES
The HACCP team must now consider what control measures, if any, exist which can be applied for each hazard. Control measures are
actions and activities that can be used to prevent or eliminate a food safety hazard or reduce it to an acceptable level. More than one
control measure may be required to control a specific hazard(s) and more than one hazard may be controlled by a specified control
measure. Examples of control measures are:
Biological Hazards:
Time/temperature control, thermal processing, cooling and freezing, fermentation and/or pH control, addition of salt or other
preservatives, drying, source control (eg: obtaining raw materials from non-contaminated sources), hygienic practices.
Chemical Hazards:
Source control (vendor certification and raw materials testing), production control (proper use and application of food
additives, etc.)
Physical Hazards:
Source control, Production control (use of metal detectors, etc.)
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
4 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 8/24
Note: Control measures might already be in place at the step under consideration, in fact the step might be there as a control measure,
but the team should review the effectiveness of this measure, and consider other measures. General hygiene procedures like wearing
protective clothing, washing hands, cleaning floors, should not be considered control measures in this context as it is not usually
specific to a particular product or process. Such hygiene measures are difficult to control in the sense used in HACCP, and should be
covered under the establishment's control program relating to conforming with hygienic requirements and GMP's.
The HACCP team should document its findings, the nature of the hazard(s) and risk, and its conclusions on control measures.
Task 7: DETERMINE CRITICAL CONTROL POINTS
A Critical Control Point (CCP) is a step at which control can be applied to prevent or eliminate a food safety hazard or reduce it to
an acceptable level. It is not always easy to decide if a step is a CCP. The main consideration is that the control measure should be a
property of the product at that step, or a feature of the process being carried out at that step, that can be measured and can be
manipulated and controlled. The intent of HACCP is to focus control at CCPs. If a hazard has been identified at a step where control
is necessary for safety, and no control measure exists at that step, or any other, then the product or process should be modified at that
step, or at any earlier or later stage, to include a control measure.
The determination of a CCP in the HACCP system can be facilitated by the application of a decision tree, DIAGRAM II, which
indicates a logic reasoning approach. The use of a decision tree should be used for guidance, but its application should be flexible,
given the nature of the operation. While this model has been found to be useful to explain the logic and depth of understanding needed
to determine CCPs, it is not specific to all food operations (eg. slaughter) and therefore it should be used in conjunction with
professional judgement, and modified in some cases. Training n the application of the decision tree is recommended.
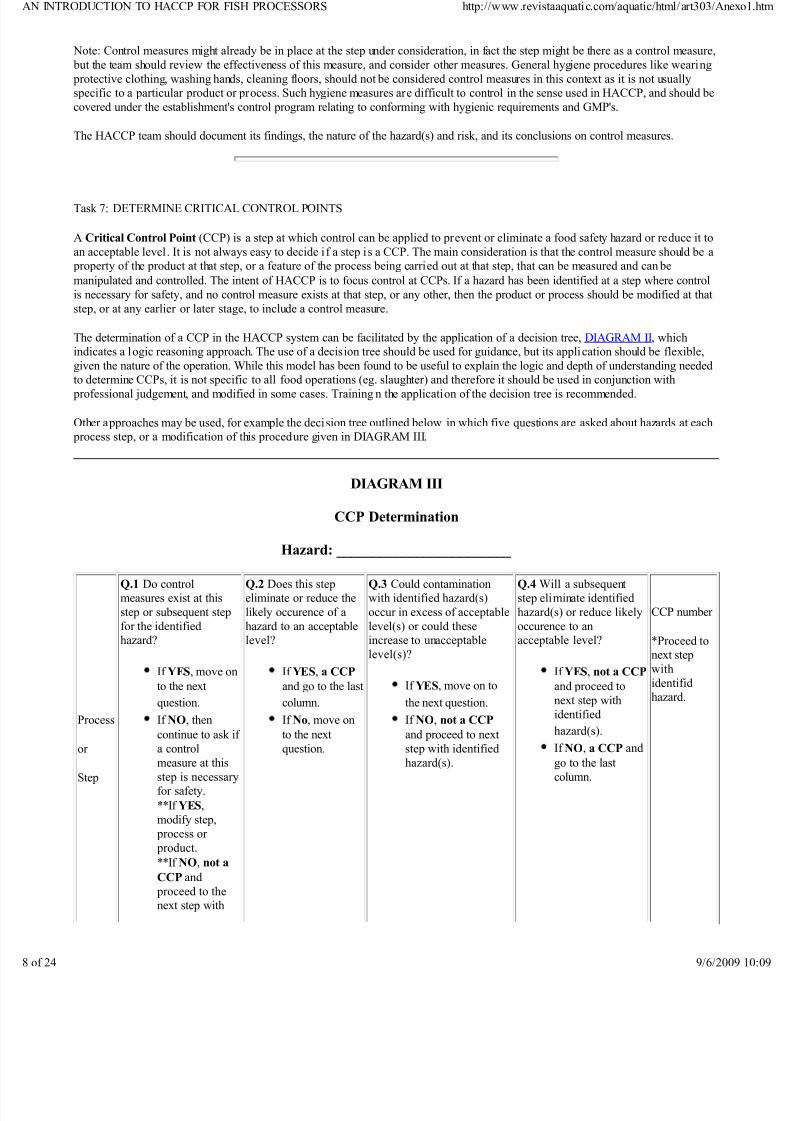
Other approaches may be used, for example the decision tree outlined below in which five questions are asked about hazards at each
process step, or a modification of this procedure given in DIAGRAM III.
DIAGRAM III
CCP Determination
Hazard: ________________________
Process
or
Step
Q.1 Do control
measures exist at this
step or subsequent step
for the identified
hazard?
If YES, move on
to the next
question.
If O, then
continue to ask if
a controlmeasure at this
step is necessary
for safety.
**If YES,
modify step,
process or
product.
**If O, not a
CCP and
proceed to the
next step with
Q.2 Does this step
eliminate or reduce the
likely occurence of a
hazard to an acceptable
level?
If YES, a CCP
and go to the last
column.
If o, move on
to the next
question.
Q.3 Could contamination
with identified hazard(s)
occur in excess of acceptable
level(s) or could these
increase to unacceptable
level(s)?
If YES, move on to
the next question.
If O, not a CCP
and proceed to next
step with identifiedhazard(s).
Q.4 Will a subsequent
step eliminate identified
hazard(s) or reduce likely
occurence to an
acceptable level?
If YES, not a CCP
and proceed to
next step with
identified
hazard(s).
If O, a CCP andgo to the last
column.
CCP number
*Proceed to
next step
with
identifid
hazard.
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
4 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 9/24
identified
hazard(s).
Proceed to
next
hazard.
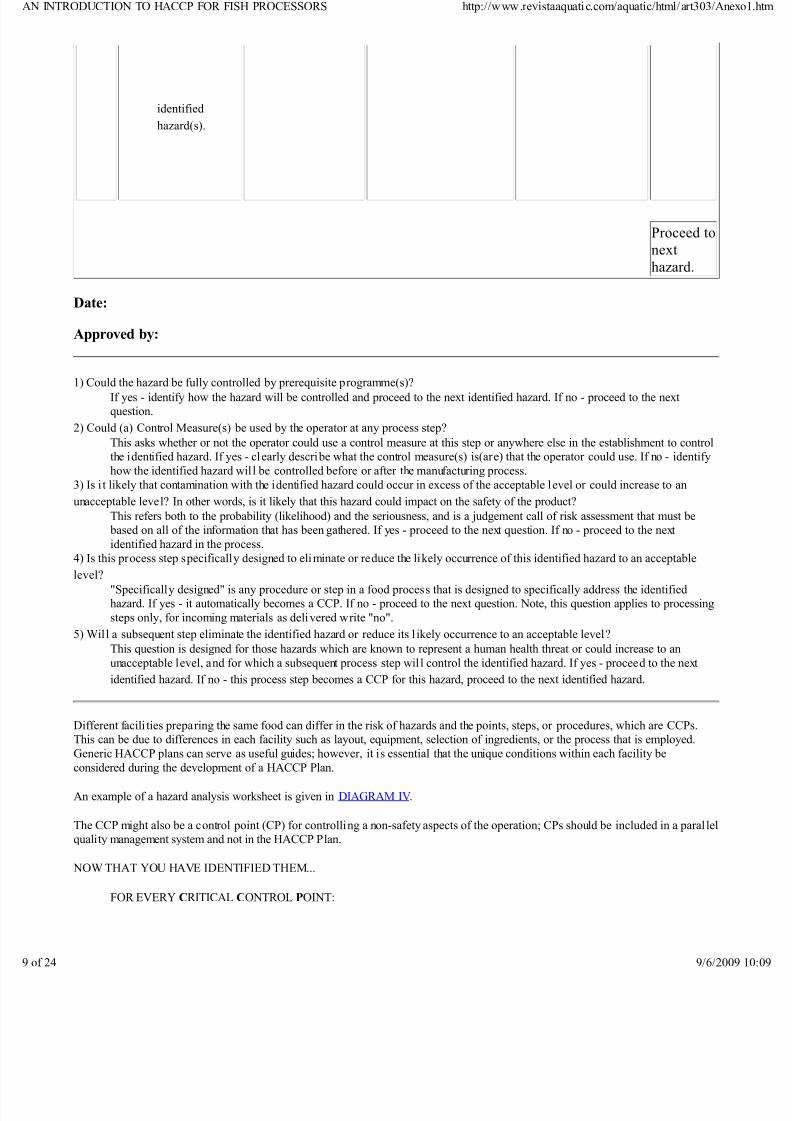
Date:
Approved by:
1) Could the hazard be fully controlled by prerequisite programme(s)?
If yes - identify how the hazard will be controlled and proceed to the next identified hazard. If no - proceed to the next
question.
2) Could (a) Control Measure(s) be used by the operator at any process step?
This asks whether or not the operator could use a control measure at this step or anywhere else in the establishment to control
the identified hazard. If yes - clearly describe what the control measure(s) is(are) that the operator could use. If no - identify
how the identified hazard will be controlled before or after the manufacturing process.
3) Is i t likely that contamination with the identified hazard could occur in excess of the acceptable level or could increase to an
unacceptable level? In other words, is it likely that this hazard could impact on the safety of the product?
This refers both to the probability (likelihood) and the seriousness, and is a judgement call of risk assessment that must be
based on all of the information that has been gathered. If yes - proceed to the next question. If no - proceed to the next
identified hazard in the process.
4) Is this process step specifically designed to eliminate or reduce the likely occurrence of this identified hazard to an acceptablelevel?
"Specifically designed" is any procedure or step in a food process that is designed to specifically address the identified
hazard. If yes - it automatically becomes a CCP. If no - proceed to the next question. Note, this question applies to processing
steps only, for incoming materials as delivered write "no".
5) Will a subsequent step eliminate the identified hazard or reduce its l ikely occurrence to an acceptable level?
This question is designed for those hazards which are known to represent a human health threat or could increase to an
unacceptable level, and for which a subsequent process step will control the identified hazard. If yes - proceed to the next
identified hazard. If no - this process step becomes a CCP for this hazard, proceed to the next identified hazard.
Different facili ties preparing the same food can differ in the risk of hazards and the points, steps, or procedures, which are CCPs.
This can be due to differences in each facility such as layout, equipment, selection of ingredients, or the process that is employed.
Generic HACCP plans can serve as useful guides; however, it is essential that the unique conditions within each facility be
considered during the development of a HACCP Plan.
An example of a hazard analysis worksheet is given in DIAGRAM IV.
The CCP might also be a control point (CP) for controlling a non-safety aspects of the operation; CPs should be included in a parallel
quality management system and not in the HACCP Plan.
NOW THAT YOU HAVE IDENTIFIED THEM...
FOR EVERY CRITICAL CONTROL POINT:
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
4 9/6/20

8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 10/24
TASK 8: ESTABLISH CRITICAL LIMITS FOR THE CONTROL MEASURE.
A Critical Limit is a criterion which separates acceptability from unacceptability. These parameters, if maintained within
boundaries, will confirm the safety of the product.
A critical limit must be specified for each control measure at each CCP. In some cases, more than one critical limit will be specified
at a particular CCP.
Criteria often used include temperature, time, moisture level, pH, water activity, available chlorine, and sensory parameters such as
visual appearance and texture.
Examples of critical limits are:
CCP - Receipt of raw/frozen shrimp Maximum 100 ppm sulfites
CCP - Cooked shrimp (Cooker) Cook at 100ºC for 3 minutes
CCP - Dried shrimp (Dryer) Water activity 0.70 or less
CCP - Canned Tuna (Retort) Fo = 6.0
CCP - Tuna butchering Histamine <50 ppm, Fish temperature 0-5oC, Lag time 2 hrs
Critical limits may be derived from a variety of sources, such as government regulations and guidelines, both in your own and in the
importing country, or international codes of practice, industry guidelines, literature surveys, experimental studies and/or through the
advice of experts with working knowledge of the industry. Finally, you should validate that the cri tical l imit(s) will control the
identified hazard before the HACCP system is finalized and implemented.
IF YOU HAVE FOLLOWED THESE PROCEDURES, YOU HAVE...
Identified all possible food safety hazards that are likely to occur in your facil ity1.
Established critical control points in the process, at which hazards can be controlled2.
Established critical limits for control measures at every CCP, so that employees know if the product or a process falls
below the minimum limits required to ensure food safety
3.
YOU ARE WELL O THE WAY TO HAVIG A EFFECTIVE
HACCP SYSTEM
HOW WELL YOU IMPLEMET YOUR HACCP SYSTEM WILL DEPED O
GOOD RECORD KEEPIG
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 11/24
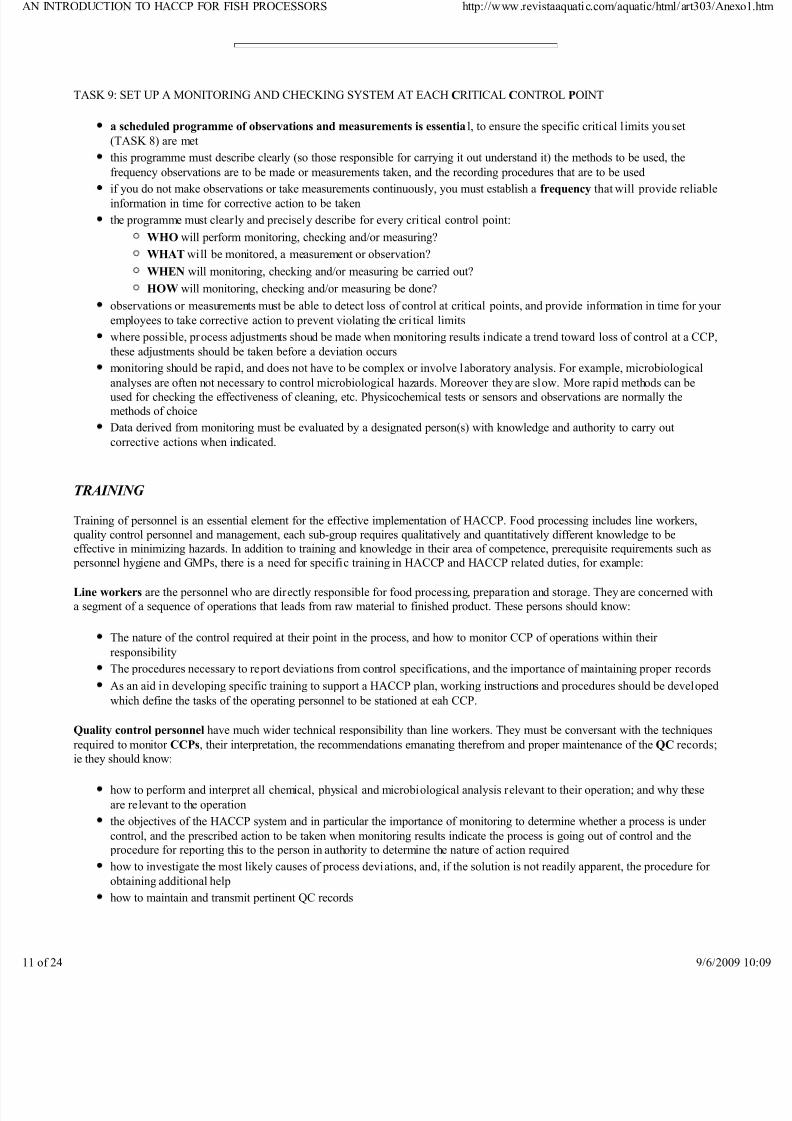
TASK 9: SET UP A MONITORING AND CHECKING SYSTEM AT EACH CRITICAL CONTROL POINT
a scheduled programme of observations and measurements is essential, to ensure the specific critical limits you set
(TASK 8) are met
this programme must describe clearly (so those responsible for carrying it out understand it) the methods to be used, the
frequency observations are to be made or measurements taken, and the recording procedures that are to be used
if you do not make observations or take measurements continuously, you must establish a frequency that will provide reliableinformation in time for corrective action to be taken
the programme must clearly and precisely describe for every critical control point:
WHO will perform monitoring, checking and/or measuring?
WHAT will be monitored, a measurement or observation?
WHE will monitoring, checking and/or measuring be carried out?
HOW will monitoring, checking and/or measuring be done?
observations or measurements must be able to detect loss of control at critical points, and provide information in time for your
employees to take corrective action to prevent violating the critical limits
where possible, process adjustments shoud be made when monitoring results indicate a trend toward loss of control at a CCP,
these adjustments should be taken before a deviation occurs
monitoring should be rapid, and does not have to be complex or involve laboratory analysis. For example, microbiologicalanalyses are often not necessary to control microbiological hazards. Moreover they are slow. More rapid methods can be
used for checking the effectiveness of cleaning, etc. Physicochemical tests or sensors and observations are normally the
methods of choice
Data derived from monitoring must be evaluated by a designated person(s) with knowledge and authority to carry out
corrective actions when indicated.
TRAIIG
Training of personnel is an essential element for the effective implementation of HACCP. Food processing includes line workers,
quality control personnel and management, each sub-group requires qualitatively and quantitatively different knowledge to be
effective in minimizing hazards. In addition to training and knowledge in their area of competence, prerequisite requirements such as
personnel hygiene and GMPs, there is a need for specific training in HACCP and HACCP related duties, for example:
Line workers are the personnel who are directly responsible for food processing, preparation and storage. They are concerned with
a segment of a sequence of operations that leads from raw material to finished product. These persons should know:
The nature of the control required at their point in the process, and how to monitor CCP of operations within their
responsibility
The procedures necessary to report deviations from control specifications, and the importance of maintaining proper records
As an aid in developing specific training to support a HACCP plan, working instructions and procedures should be developed
which define the tasks of the operating personnel to be stationed at eah CCP.
Quality control personnel have much wider technical responsibility than line workers. They must be conversant with the techniques
required to monitor CCPs, their interpretation, the recommendations emanating therefrom and proper maintenance of the QC records;ie they should know:
how to perform and interpret all chemical, physical and microbiological analysis relevant to their operation; and why these
are relevant to the operation
the objectives of the HACCP system and in particular the importance of monitoring to determine whether a process is under
control, and the prescribed action to be taken when monitoring results indicate the process is going out of control and the
procedure for reporting this to the person in authority to determine the nature of action required
how to investigate the most likely causes of process deviations, and, if the solution is not readily apparent, the procedure for
obtaining additional help
how to maintain and transmit pertinent QC records
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 12/24
To management falls the responsibility for understanding the benefits of HACCP, its implementation and coordination. It is not
expected their level of technical knowledge will exceed that of their employees with respect to Quality Control and HACCP, but that
their appreciation of this mandates that an overall control programme be established. Management should know:
that the HACCP programme focuses on those points that are critical to the operation, that it is through monitoring of CCPs that
it can be determined whether a process is under control, and that the microbiological and economic consequenses of a process
being out of control can be enormous
where the responsibility and knowledge level of the line workers, QC personnel and technical experts begin and end, and that
it is their responsibility to ensure that line workers and QC personnel are brought to a knowledge level commensurate with the
needs of their jobsthe value of showing the results of a HACCP monitoring programme to legal and regulatory authorities
TASK 10: ESTABLISH A PLAN TO CORRECT PROBLEMS THAT MAY BE IDENTIFIED BY TASK 9
a PLA must be prepared and implemented, so that those responsible can react immediately if the programme of
observations and measurements shows that the critical limits are not being met, or that there is a trend that indicates
that they will not be met.
this plan must be prepared and implemented in advance so that there will be no delay in taking corrective action
the plan can be developed by the HACCP team and should clearly show:
specific corrective actions for each CCP in order to deal with deviations when they occur and how it will be carried
out in order to fix or correct the cause of non-compliance and put the CCP back into control.
who will be responsible for taking the corrective action
what will be done with products manufactured during the period the process was "out of control" ie: proper
disposition of the affected product
how written records of all corrective actions taken will be kept, deviation and product disposition procedurs must be
documented in the HACCP record keeping
TASK 11: SET UP A PROCESS TO VERIFY AND REVIEW, TO ENSURE THAT YOUR HACCP SYSTEM WORKS
EFFECTIVELY, AND CONTINUES TO WORK EFFECTIVELY THROUGH ANY CHANGES MADE
The HACCP system is a management system for assuring the safety of products made in the establishment. Like any management
system, you must be certain that it i s working effectively. This verification will take several levels. A quality assurance manager
should review the system daily to check that it is operating satisfactorily and to resolve any immediate problems. At other intervals,
there should be more in-depth studies to see that the system is operating as planned.
The HACCP team should describe in detail what methods and procedures will be used to verify that your system is working
effectively
Examples of methods that might be used to VERIFY:
random sampling and analysis (microbiological analysis), and trend analysis
reinforced analysis or tests at selected critical control points
intensified analysis of intermediate or final products
take surveys on actual conditions during storage, distribution, sale, and use of products
Examples of Verification Procedures:
inspection of operations, confirmation that CCPs are kept under control
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20

8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 13/24
validation of cri tical l imits, with specialists, experts and standards setting organizations
review of deviations from the set critical limits, corrective actions, and product dispositions
audits of the entire HACCP system and its records, that is a systematic and independent examination through on-site
observations and a record review to determine whether activities stated in the HACCP plan are being done.
Verification should confirm that the HACCP system established is suitable for the product line being processed. Where possible,
validation activities should include actions to confirm the efficiency of all elements of the HACCP plan.
Also, after time and with appropriate frequency, there should be verification that the provisions set for the system are being properly
applied. The frequency of verification should be sufficient to confirm that the HACCP system is working effectively.
Verification may be done by plant management, or with external (consulting/analysis) agencies or in collaboration with government
inspection authorities depending on the country's requirements for HACCP systems.
Whenever there are changes to your handling/processing procedures, raw materials, additives, etc., it will be necessary to review
the system you have set up, to make sure it is valid despite the changes.
Examples of changes that will make it necessary to review your system:
increased process deviation reports
change in factory layout and/or environment(s) or change in processing equipment
change in cleaning and disinfecting procedures/materials, etc.
change in packaging, storage or distribution conditions
change in consumer use
receiving any information on a new hazard associated with the product
If the review shows that your HACCP system must be revised, changes must be fully integrated into all written documents and the
record-keeping system, so that accurate, up-to-date information on your system is always available.
TASK 12: ESTABLISH DOCUMENTATION AND AN EFFECTIVE SYSTEM FOR MAINTAINING RECORDS
As we have seen, KEEPIG RECORDS is what makes a HACCP system work.
at every CRITICAL CONTROL POINT, where checks are made or measurements are taken, information must be written
down in an orderly way.
this information must be presented in a way that clearly and quickly tells everyone responsible for maintaining the system if
the critical limits are being maintained, because if they are not, immediate, effective action must be taken.
All records and documents associated with monitoring CCP's must be signed by the person(s) doing the monitoring and by a
responsible reviewing official(s) of the company.
you will have to be able to refer to your records to verify that your HACCP system is working effectively, and to demonstrate
to local government inspection authorities, importers in other countries to whom you wish to sell your products, and even theimporting countries' inspection authorities that you have an effective programme working in your plant. At any time they might
audit your system.
records you need to keep are: the HACCP Plan and support documentation used in developing the plan, such as the hazard
analysis, CCP determination and critical limit determination; records of cr itical control point monitoring (associated with
ingredients, product safety, processing, packaging, storage and distribution); records of deviations and associated corrective
actions; records of verification activities and modifications to the HACCP system; and of course the nature, coding and
disposition of the product. The later is important for product traceability.
An example of a HACCP Plan form is given in DIAGRAM V.
RECORDS ARE THE ALL-IMPORTAT TOOLS THAT MAKE IT POSSIBLE
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20

8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 14/24
TO OPERATE A EFFECTIVE HACCP SYSTEM
O RECORDS...O HACCP SYSTEM !
It's the records that track the hour-to-hour and month-to-month adherence to the plan.
It's the records that provide the big picture.
It's the records (and action taken on them) that ensure the continuous flow of safe food.
It is really up to you !
Ask your Fisheries Officers for more information and assistance.
They cannot do it for you, but they can help.
Some Governments will have regulations that you will have to follow, if you want your HACCP system to be recognized. Others may
not. The point is...
you can -- you must -- do it yourself
POITS TO REMEMBER
HACCP is not a stand alone control system, it is part of a larger system of control procedures.
HACCP plans apply to specific products and to specific processes, and are in addition to appropriate food legislation by the
responsible authority having jurisdiction, and codes of practice for hygiene or any codes of good manufacturing practice that
might be in force for the establishment as a whole (ie. prerequisite programmes).
Every species, product and process will have its own plan with its own specific CCP's.
Every company must deve lop its own plan (or plans).
Good record-keeping will keep your operation working effectively, provide traceability and verify to auditors that the system
is working.
It is both a system of self-inspection and control, and government inspection; when required, your government's Inspection
Services will periodically conduct audits of your HACCP system, to assure themselves and the importing countries that a
system is working to prevent hazards to food safety.
Importers in countries to whom you are selling your products may have to verify that you are following your HACCP system;
this may include on-site inspection, review of your records, and review of your government's activities; in some countries it is
a legal requirement.
The "flow of product" in a plant is very important. If you have a well laid out, streamlined plant it will be easy to put in place
an effective, smooth-working HACCP system. If you have a congested, mixed-up production line and you have to shift product
from one section to another and back again, it will be more difficult, you must meet prerequisite requirements.
The entire concept is based on developing highly specific operating plans tailored to particular production lines. Thus there
may be substantial differences in the plans, criteria, monitoring procedures and all other aspects of HACCP systems
developed by different companies producing the same product. The most effective HACCP system will be one built with the
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 15/24
assistance of the employees involved, they will take more pride in their "own" system than one developed by someone else.
You will need to educate your employees in the HACCP system.
Regulatory authorities are mainly concerned with SAFETY; you have an additional concern -- QUALITY!
To ensure that the QUALITY that is critical to your product is maintained, consider merging the HACCP plan with your
overall quality control programme, and include it all in your operating instructions, which provide the guide for producing your
products correctly.
WITH A HACCP SYSTEM YOU:
IDENTIFY POTENTIAL HAZARDS TO THE PRODUCTION OF SAFE FOOD1.
DETERMINE WHERE AND WHEN THEY ARE MOST LIKELY TO OCCUR 2.
TAKE NECESSARY STEPS TO PREVENT THEM FROM HAPPENING, OR TO CORRECT THEM IF THEY DO
OCCUR
3.
ESURE SAFE FISH AD SEAFOOD PRODUCTS
BY ESTABLISHIG YOUR OW
HACCP SYSTEM
References
This text is based on:
The draft Hazard Analysis and Critical Control Point (HACCP) system and guidelines for its application. Appendix II of the report of
the twenty-ninth session of the Codex Committee on Food Hygiene 21 - 25 Nov 1996 Washington DC. Alinorm 97/13A CAC;
Hazard Analysis and Critical Control Point System. The National Advisory Committee on Microbiological Criteria for Foods.
International Journal of Food Microbiology, 16 (1992) 1 - 23;
National Seafood HACCP Alliance. HACCP: Hazard Analysis and Critical Control Point Training Curriculum 2nd Edition, North
Carolina Sea Grant publication UNC-SG-02, N. C. State University 1997;
Agriculture Canada, Food Safety Enhancement Program Manual Vol 1 - 3, 1992 - 1994;
Training Considerations for the Application of the Hazard Analysis Critical Control Point System to Food Processing and
Manufacturing. (WHO/FNU/FOS/93.3) WHO 1993;
Howgate, Peter. personal communication and paper: Guidelines for HACCP in Fresh and Frozen Fish Processing April 1996;
Comments received on the first draft text of this manual prepared in 1994, and the second draft prepared in May 1996.
International Commission on Microbiological Specifications for Foods. Micro-organisms in Foods 4: Application of the hazard
analysis critical control point (HACCP) system to ensure microbiological safety and quality. Blackwell Scientific Publications 1988;
Limpus, L. G. Ed. Training Course on HACCP Competencies: QC and Plant Managers/Supervisors Facilitators Guide, in
preparation. ASEAN-Canada Fisheries Post-Harvest Technology Project - Phase II. 1997;
Suwanrangsi, Sirilak et al. Canned Tuna Quality Control Management Manual. ASEAN-Canada Fisheries Post-Harvest Technology
Project - Phase II, Singapore/Thailand 1995;
Mortimore, Sara and Wallace, Carol. HACCP: A practical approach. Chapman & Hall. 1994;
Downing, Donald. A Complete Course in Canning (13th edition): Book II Microbiology, Packaging, HACCP & Ingredients. CTI
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20

8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 16/24
Publications, Inc. Maryland 1996;
ASEAN-Canada Fisheries Post-Harvest Technology Project - Phase II. Report of the ASEAN-Canada Fisheries Post-Harvest
Technology Project End-of-Project Conference 16 - 18 September 1996;
Report of the Fifth Session of the Codex Committee on Food Import and Export Inspection and Certification Systems 17 - 21 February
1997 Sydney, Australia. Alinorm 97/30A CAC 1997.
Annex I
Quality Control, Quality Management systems, HACCP and Inspection
There is much confusion within the industry over the various terms relating to quality management. As stated earlier, all companies
have management systems, either simple or complex to control quality of their product ie: quality control. As the quality control
function advanced over the years, it split into two, Quality Assurance and Quality Control. According to ISO definitions, "Quality
Assurance (QA) are all those planned and systematic actions necessary to provide adequate confidence that a product or service will
satisfy given requirements for quality". In other words, QA is a strategic management function which establishes policies, adapts
programmes to meet established goals and provides confidence that these measures are being effectively applied; while "Quality
Control (QC) are operational techniques and activities that are used to fulfil requirements for quality", ie: a tactical function which
carries out the programmes established by the QA. However, as both functions are necessary to operate, the term Quality Control is
used throughout this text for both QA and QC.
As the food industry, like other industries, continued to improve quality and production operations to improve profitability, new
management tools were incorporated into companies quality control programmes. In the 1970's a management tool called Quality
Circles was developed. Its principle was the involvement of workers who have shared areas of responsibility. These workers attend
classes in group communication processes, quality strategies, and measurement and problem-solving techniques. This training
encourages the workers to discuss and evaluate quality problems, recommend solutions and take corrective action. In the 1980's a
management tool called Total Quality Management (TQM) became popular. TQM is a systematic way of guaranteeing that organized
activities happen the way they are planned; it is a management discipline concerned with preventing problems from occurring by
creating the attitudes and controls that make prevention possible. In the late 1980's, a management tool was developed to control the
flow of goods between nations, the ISO 9000 series of standards. The two main roles of the ISO 9000 series are to provide guidance
for suppliers of all types of products who want to implement effective quality systems in their organizations or to improve their
existing quality systems and provide generic requirements against which a customer can evaluate the adequacy of supplier's quality
system.
HACCP is another quality management tool. It was first developed in the 1960's by the Pillsbury Company in response to the food
safety requirements imposed by National Aeronautic and Space Administration (NASA) for "space foods" produced for manned
space flights. Working alongside NASA and the US army laboratories at Natick, the engineering system Failure, Mode and Effect
Analysis (FMEA) which looks at what could potentially go wrong at each stage in an operation along with possible causes and the
likely effect, before deploying effective control mechanisms, was adapted to the production of food. Like FMEA, HACCP looks for
hazards, or what could go wrong, but in the product safety sense. Control and management systems are then implemented to ensure that
the product is safe and cannot cause harm to the consumer.
The HACCP concept was first presented to the world in 1971, following which the US Food and Drug Administration promulgated
low-acid and acidified canned food regulations based upon HACCP concepts. After this, due to the time and expertise required to set
up HACCP programmes, except for a few large companies and canners, HACCP was not widely used in the food industry. However,
in 1985 a study commissioned by several US agencies strongly endorsed HACCP and recommended that regulators and industry both
utilize HACCP because it was the most effective and efficient means of assuring the safety of the food supply. Based on these 1985
recommendations, the HACCP concept developed nationally and internationally. In 1988 the International Commission onMicrobiological Specification for Foods published a book on HACCP, and in 1990 the Codex Alimentarius Commission (CAC)
Codex Committee on Food Hygiene (CCFH) started to prepare a draft guideline for the application of the HACCP system. This guide
has evolved somewhat over the years as it has moved through the various stages of the Codex adoption procedure. This manual is
based on the latest draft at step 8 of the procedure, ready for adoption by the CAC.
Why then HACCP and not TQM or ISO 9000? HACCP is compatible with the implementation of such quality management systems
and is the system of choice in the management of food safety within such systems. TQM and ISO 9000 are generally recognized by
customers, HACCP is recognized by governments. Although TQM, ISO 9000 and HACCP are compatible, one does not replace the
other. More importantly, HACCP is an internationally recognized inspection system. The signing of the World Trade Organization
(WTO) Agreement has resulted in worldwide initiatives to remove internal and external trade barriers marked by the gradual
elimination of non-tariff trade barriers; equal regulatory treatment of domestic and imported product; actions to ensure domestic
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 17/24
regulations are consistent with tenants of trading agreements; transparency in all aspects of food legislation and regulations; and
harmonization of domestic standards with international standards such as those of the CAC, unless higher levels of protection can be
justified. The Codex Committee on Food Import and Export Inspection and Certification Systems (CCFICS) noted that it was
inappropriate for the CAC to endorse a particular quality assurance system, and that food safety issues were satisfactorily addressed
by adherence to good manufacturing practices and to HACCP principles, the guidelines for which had been already adopted by
Codex; and the application of the HACCP system adequately addressed the needs of the WTO Sanitary and Phytosanitary (SPS)
Agreement.
Government recognition of HACCP as the most effective means of managing food safety is increasing on a world-wide basis; and
more countries, both importing and producing, are making HACCP mandatory. There has been some concern that there is a danger in
customization of HACCP programmes by governments or industries due to valid social, economic and cultural reasons which could
lead to challenges in negotiating equivalence agreements. The solution is to ensure that the basic HACCP programme, as outlined in
this manual, is incorporated into the existing quality control or inspection programme.
Inspection and quality control deals with more than food safety. Regulators, consumers and clients do not only want safe food, they
want food of acceptable quality, properly labelled and which has an actual weight that matches the weight designation which appears
on the label. HACCP is an excellent, though narrowly defined food safety system that does not deal with quality or economic fraud.
These additional factors must be considered in the manufacturers quality control programme which should cover at least the following
four items:
- Prerequisite Programmes: universal requirements - construction, equipment, sanitation, grounds, recall , etc.
- CCPs: established through HACCP
- Control Points (CPs) for quality: established through Quality Hazard Analysis
- Defect Action Points; established through Regulatory Hazard Analysis - identifies regulatory quality and fair marketing practices
(eg. labelling and weight requirements that products must meet)
HACCP was designed for food safety and safety should always come first, but the HACCP techniques are flexible and can be applied
to other areas such as product quality, work practices and to products outside the food industry. The key issue is to make sure you do
not try to do too much and end up with a complicated system which is difficult to control (eg. quality, legality and safety mixed
together in the same system). Instead, the same techniques can be applied separately to establish distinct systems which are equally
effective and easy to manage within your quality control programme.
The CCFICS in its Draft Guidelines for the Design, Operation, Assessment and Accreditation of Food Import and Export Inspection
and Certification Systems, states that the principles of HACCP developed by the CCFH provide a systematic basis for theidentification and control of hazards so as to ensure the safety of food. The use of a HACCP approach by food businesses should be
recognized by governments as a fundamental tool for improving the safety of foodstuffs. The voluntary utilization of quality control by
food businesses should also be encouraged in order to achieve greater confidence in the quality of products obtained. If safety and/or
quality control tools are used by food businesses, the official inspection and certification systems should take them into account in
particular through the adaption of their control methodologies. Governments do, however, retain the fundamental responsibility to
ensure by official inspection and certification the conformity of foodstuffs to requirements. The degree to which industry effectively
utilizes quality control procedures can influence the methods and procedures by which government services verify that requirements
have been met, where official authorities consider such procedures to be relevant to their requirements.
Annex II
DEFIITIOS
Control (verb):
To take all necessary actions to ensure and maintain compliance with criteria established in the HACCP plan.
Control (noun):
The state wherein correct procedures are being followed and criteria are being met.
Control Measure:
Any action and activity that can be used to prevent or eliminate a food safety hazard or reduce it to an acceptable level.
Corrective Action:
Any action to be taken when the results of monitoring at the CCP indicate a loss of control.
Critical Control Point (CCP):
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 18/24
A step at which control can be applied and is essential to prevent or eliminate a food safety hazard or reduce it to an
acceptable level.
Critical Limit:
A criterion which separates acceptability from unacceptability.
Deviation:
Failure to meet a critical limit.
Flow diagram:
A systematic representation of the sequence of steps or operations used in the production or manufacture of a particular food
item.
HACCP:
A system which identifies, evaluates, and controls hazards which are significant for food safety.
HACCP Plan:
A document prepared in accordance with the principles of HACCP to ensure control of hazards which are significant for food
safety in the segment of the food chain under consideration.
Hazard:
A biological, chemical or physical agent in, or condition of, food with the potential to cause an adverse health effect.
Hazard Analysis:
The process of collecting and evaluating information on hazards and conditions leading to their presence to decide which are
significant for food safety and therefore should be addressed in the HACCP plan.
Monitor:The act of conducting a planned sequence of observations or measurements of control parameters to access whether a CCP is
under control.
Step:
A point, procedure, operation or stage in the food chain including raw materials, from primary production to final production.
Validation:
Obtaining evidence that the elements of the HACCP plan are effective.
Verification:
The application of methods, procedures, and tests and other evaluations, in addition to those used in monitoring to determine
compliance with the HACCP plan.
Annex III
To assist in developing your HACCP programmeme we are providing some examples of defects, tolerances, sampling plans, and
forms. The following is taken from the compulsory requirements of DFO Canada in their QMP for finned fish.
Defect Definitions
a fish presented in a whole, dressed, or bled form is considered defective if there is any trace of fuel oil or other critical
contamination or the flesh odour is indicative of decomposition or taint. Where decomposition is detected by a distinct and persistent
odour associated with spoilage ie: hydrogen sulphide, faecal, ammonia, fruity, vegetable, putrid, sour, musty or odours associated
with decomposed fish; taint is detectable by distinct and persistent odours of oxidised oils (rancid) or abnormal odour associated
with feed; and critical contamination is the presence of any material or distinct and persistent odour or flavour of any material which
has not been derived from fish and which poses a threat to human health (glass, solvents, fuel oil, pharmaceuticals, antibiotics, etc.).
Defect Tolerances
Lot acceptance will be based on the sampling plan found (on the next page). In cases where each fish is subject to culling or grading,
the sampling plan need not apply. Those lots sampled and found to have a defect level greater than 10% must be culled or reworked
prior to being processed. Those lots with a defect level of 10% or less may be processed provided that defective units are removed
on-line. The defect tolerance for pharmaceutical or chemical residues resulting from treatments on aquaculture finfish products is zero
unless specified by (the competent authority having jurisdiction).
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 19/24
Monitoring Proce dures
The following procedures shall be used in determining the condition of each fish in the sample:
Each fish is examined for contamination by fuel oil or other critical contamination source likely to be a threat to human health.
An assessment is made of flesh odour by making a cut across the back of the fish such that the cut surface of the exposed fleshcan be evaluated for decomposed or tainted conditions which are distinct and readily detectable. Note: In cases where the
final product form of the species is the fresh or frozen dressed state, the samples will only be cut as a last resort to determine
the condition of the fish.
In the case of ungutted fish, examination of the belly walls will be used as an indication of the degree of decomposition of the
fish.
All lots of raw fish coming into or landed at a fish processing plant must be inspected at the identified critical points of inspection to
ensure that they are derived from raw materials that meet the minimum (regulatory) requirements.
Processors of aquaculture finfish products must maintain records for all lots of aquaculture finfish coming into the processing plant to
ensure they adhere to the prescribed withdrawal periods for any treatments which have been used.
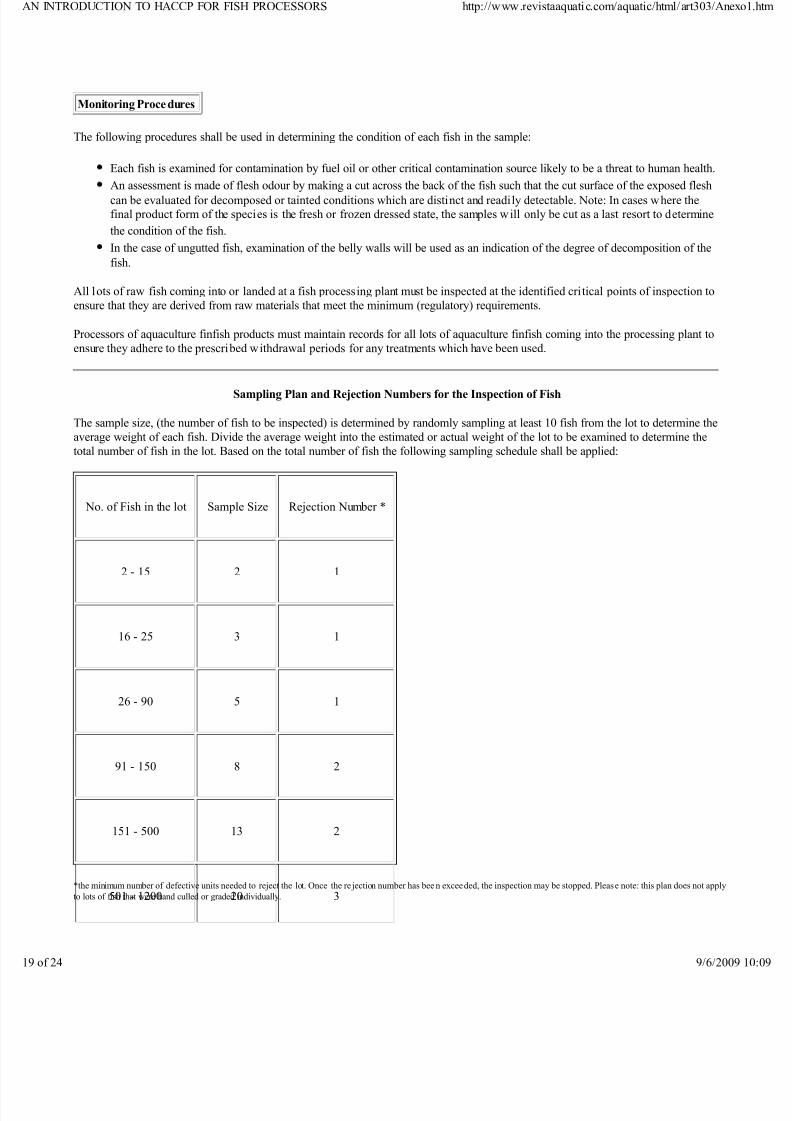
Sampling Plan and Rejection umbers for the Inspection of Fish
The sample size, (the number of fish to be inspected) is determined by randomly sampling at least 10 fish from the lot to determine the
average weight of each fish. Divide the average weight into the estimated or actual weight of the lot to be examined to determine the
total number of fish in the lot. Based on the total number of fish the following sampling schedule shall be applied:
No. of Fish in the lot Sample Size Rejection Number *
2 - 15 2 1
16 - 25 3 1
26 - 90 5 1
91 - 150 8 2
151 - 500 13 2
501 - 1200 20 3*the minimum number of defective units needed to reject the lot. Once the re jection number has bee n exceeded, the inspection may be stopped. Please note: this plan does not apply
to lots of fish that were hand culled or graded individually.
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 20/24
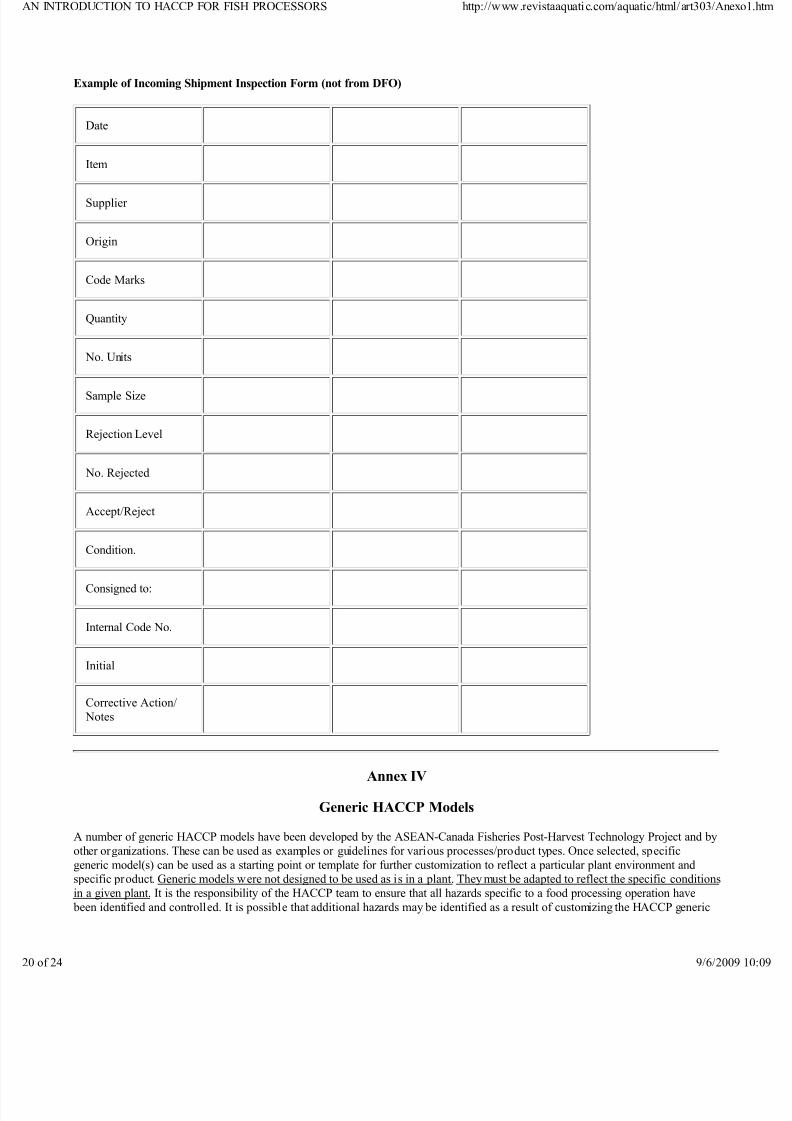
Example of Incoming Shipment Inspection Form (not from DFO)
Date
Item
Supplier
Origin
Code Marks
Quantity
No. Units
Sample Size
Rejection Level
No. Rejected
Accept/Reject
Condition.
Consigned to:
Internal Code No.
Initial
Corrective Action/
Notes
Annex IV
Generic HACCP Models
A number of generic HACCP models have been developed by the ASEAN-Canada Fisheries Post-Harvest Technology Project and by
other organizations. These can be used as examples or guidelines for various processes/product types. Once selected, specific
generic model(s) can be used as a starting point or template for further customization to reflect a particular plant environment and
specific product. Generic models were not designed to be used as is in a plant. They must be adapted to reflect the specific conditions
in a given plant. It is the responsibility of the HACCP team to ensure that all hazards specific to a food processing operation have
been identified and controlled. It is possible that additional hazards may be identified as a result of customizing the HACCP generic
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 21/24
models.
ASEA-CAADA FISHERIES POST-HARVEST TECHOLOGY PROJECT - PHASE II Generic Models
We are using one example for guidance only; and it is not necessarily complete. The example is from the Project manual, "Canned
Tuna Quality Management Manual" developed by Thailand. We would appreciate any comments and suggestions for making this
model and the text of this publication better. Please send information to:
ASEA COORDIATIG OFFICEASEA ETWORK OF FISHERIES POST-HARVEST TECHOLOGY CETRES
Changi Fisheries Complex300 icoll Drive
Singapore 498989Tel: 65-5429310 Fax: 65-5451483
E-mail: [email protected]
OR
Fish Inspection Centre (Bangkok)
Fish Inspection and Quality Control DivisionDepartment of Fisheries
Kasetsart University Campus, Paholyothin RoadBangkok 10900
ThailandTel: 66-2-5620552/3 Fax: 66-2-5620553, 5796687
E-mail: [email protected] or [email protected]
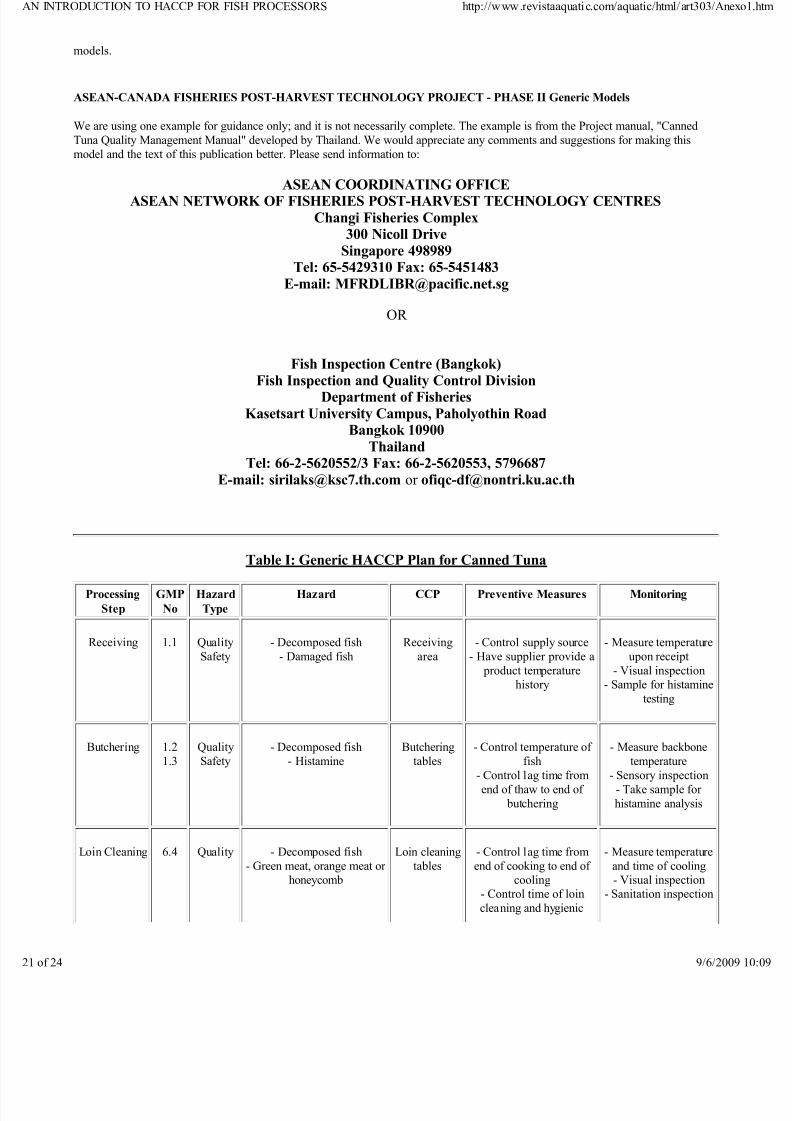
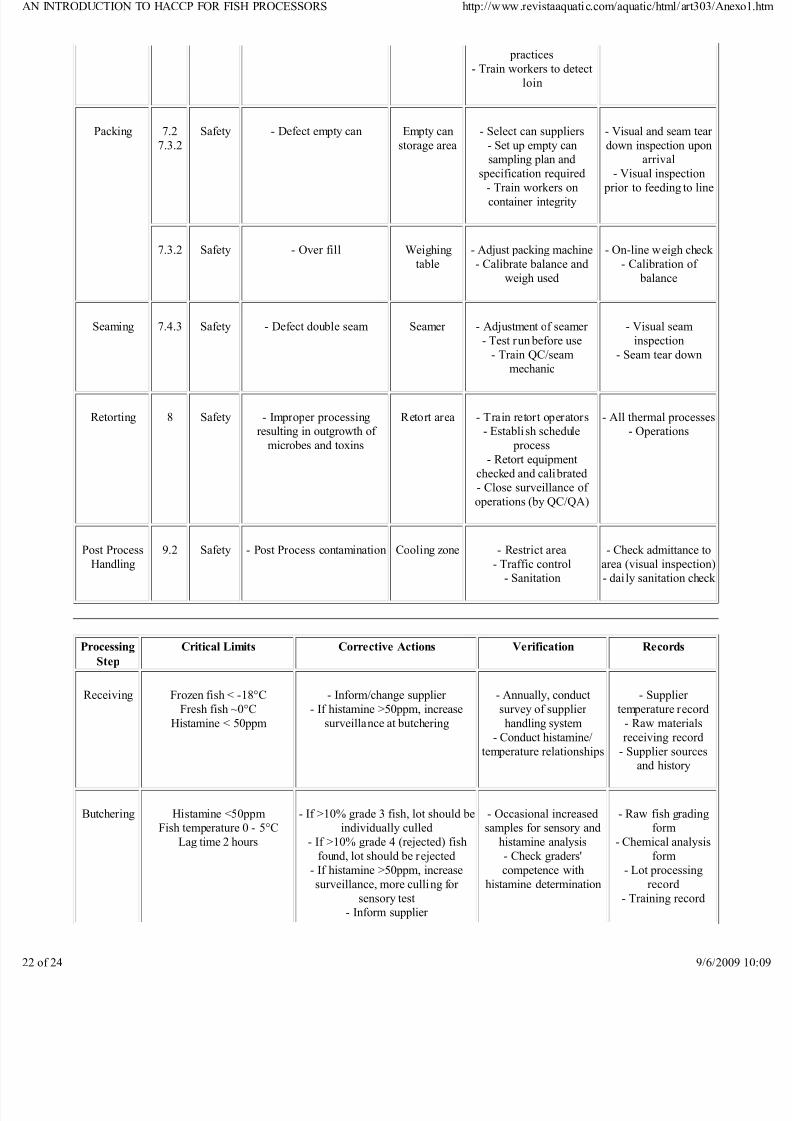
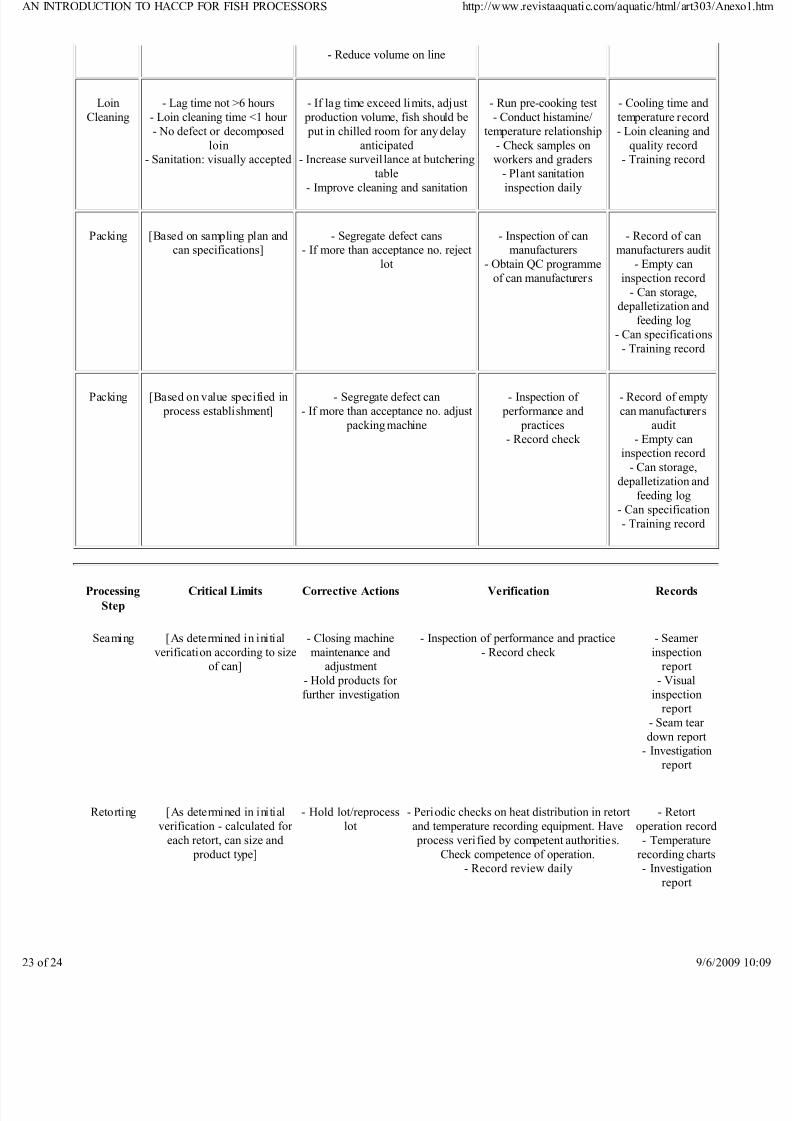
Table I: Generic HACCP Plan for Canned Tuna
Processing
Step
GMP
o
Hazard
Type
Hazard CCP Preventive Measures Monitoring
Receiving 1.1 Quality
Safety
- Decomposed fish
- Damaged fish
Receiving
area
- Control supply source
- Have supplier provide a
product temperature
history
- Measure temperature
upon receipt
- Visual inspection
- Sample for histamine
testing
Butchering 1.21.3
QualitySafety
- Decomposed fish- Histamine
Butcheringtables
- Control temperature of fish
- Control lag time from
end of thaw to end of
butchering
- Measure backbonetemperature
- Sensory inspection
- Take sample for
histamine analysis
Loin Cleaning 6.4 Quality - Decomposed fish
- Green meat, orange meat or
honeycomb
Loin cleaning
tables
- Control lag time from
end of cooking to end of
cooling
- Control time of loin
cleaning and hygienic
- Measure temperature
and time of cooling
- Visual inspection
- Sanitation inspection
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 22/24
practices
- Train workers to detect
loin
Packing 7.2
7.3.2
Safety - Defect empty can Empty can
storage area
- Select can suppliers
- Set up empty can
sampling plan and
specification required
- Train workers oncontainer integrity
- Visual and seam tear
down inspection upon
arrival
- Visual inspection
prior to feeding to line
7.3.2 Safety - Over fill Weighing
table
- Adjust packing machine
- Calibrate balance and
weigh used
- On-line weigh check
- Calibration of
balance
Seaming 7.4.3 Safety - Defect double seam Seamer - Adjustment of seamer
- Test run before use
- Train QC/seam
mechanic
- Visual seam
inspection
- Seam tear down
Retorting 8 Safety - Improper processing
resulting in outgrowth of
microbes and toxins
Retort area - Train retort operators
- Establish schedule
process
- Retort equipment
checked and calibrated
- Close surveillance of
operations (by QC/QA)
- All thermal processes
- Operations
Post Process
Handling
9.2 Safety - Post Process contamination Cooling zone - Restrict area
- Traffic control- Sanitation
- Check admittance to
area (visual inspection)- daily sanitation check
Processing
Step
Critical Limits Corrective Actions Verification Records
Receiving Frozen fish < -18°C
Fresh fish ~0°C
Histamine < 50ppm
- Inform/change supplier
- If histamine >50ppm, increase
surveillance at butchering
- Annually, conduct
survey of supplier
handling system
- Conduct histamine/
temperature relationships
- Supplier
temperature record
- Raw materials
receiving record
- Supplier sourcesand history
Butchering Histamine <50ppm
Fish temperature 0 - 5°C
Lag time 2 hours
- If >10% grade 3 fish, lot should be
individually culled
- If >10% grade 4 (rejected) fish
found, lot should be rejected
- If histamine >50ppm, increase
surveillance, more culling for
sensory test
- Inform supplier
- Occasional increased
samples for sensory and
histamine analysis
- Check graders'
competence with
histamine determination
- Raw fish grading
form
- Chemical analysis
form
- Lot processing
record
- Training record
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20
8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 23/24
- Reduce volume on line
Loin
Cleaning
- Lag time not >6 hours
- Loin cleaning time <1 hour
- No defect or decomposed
loin
- Sanitation: visually accepted
- If lag time exceed limits, adjust
production volume, fish should be
put in chilled room for any delay
anticipated
- Increase surveil lance at butchering
table
- Improve cleaning and sanitation
- Run pre-cooking test
- Conduct histamine/
temperature relationship
- Check samples on
workers and graders
- Plant sanitation
inspection daily
- Cooling time and
temperature record
- Loin cleaning and
quality record
- Training record
Packing [Based on sampling plan and
can specifications]
- Segregate defect cans
- If more than acceptance no. reject
lot
- Inspection of can
manufacturers
- Obtain QC programme
of can manufacturers
- Record of can
manufacturers audit
- Empty can
inspection record
- Can storage,
depalletization and
feeding log
- Can specifications
- Training record
Packing [Based on value specified in
process establishment]
- Segregate defect can
- If more than acceptance no. adjust
packing machine
- Inspection of
performance and
practices
- Record check
- Record of empty
can manufacturers
audit
- Empty can
inspection record
- Can storage,
depalletization and
feeding log
- Can specification
- Training record
Processing
Step
Critical Limits Corrective Actions Verification Records
Seaming [As determined in initial
verification according to size
of can]
- Closing machine
maintenance and
adjustment
- Hold products for
further investigation
- Inspection of performance and practice
- Record check
- Seamer
inspection
report
- Visual
inspection
report
- Seam tear
down report
- Investigationreport
Retorting [As determined in initial
verification - calculated for
each retort, can size and
product type]
- Hold lot/reprocess
lot
- Periodic checks on heat distribution in retort
and temperature recording equipment. Have
process verified by competent authorities.
Check competence of operation.
- Record review daily
- Retort
operation record
- Temperature
recording charts
- Investigation
report
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An
24 9/6/20

8/14/2019 AN INTRODUCTION TO HACCP FOOD SAFETY
http://slidepdf.com/reader/full/an-introduction-to-haccp-food-safety 24/24
Post-Process
Handling
Entrance to authorized
personnel
only
- Stop unauthorized
entrees
- Review of traffic control programme by
inspection
- On-site verification
- Product
control report
- Investigation
report
NTRODUCTION TO HACCP FOR FISH PROCESSORS http://www.revistaaquatic.com/aquatic/html/art303/An