analisis overall equipment effectiveness
TRANSCRIPT

ANALISIS OVERALL EQUIPMENT EFFECTIVENESS
(OEE) DAN SIX BIG LOSSES PADA MESIN SPEEDMASTER
XL 105 DI PT. X
LAPORAN TUGAS AKHIR
Millenia Riza Sugiarto
1806311046
Teknik Grafika
JURUSAN TEKNIK GRAFIKA DAN PENERBITAN
POLITEKNIK NEGERI JAKARTA
2021

ANALISIS OVERALL EQUIPMENT EFFECTIVENESS
(OEE) DAN SIX BIG LOSSES PADA MESIN SPEEDMASTER
XL 105 DI PT. X
LAPORAN TUGAS AKHIR
Millenia Riza Sugiarto
1806311046
Teknik Grafika
JURUSAN TEKNIK GRAFIKA DAN PENERBITAN
POLITEKNIK NEGERI JAKARTA
2021



1
KATA PENGANTAR
Alhamdulillah, segala puji dan syukur untuk Allah SWT yang telah
memberikan rahmat dan karunia-Nya yang berlimpah, shalawat serta salam kami
panjatkan kepada junjungan kita Nabi besar Muhammad SAW, beserta keluarga,
sahabat dan para pengikutnya yang membawa kita dari zaman jahiliyah ke zaman
yang terang benderang seperti sekarang ini. Serta Ibu, Ayah dan adik saya yang
telah memberikan kasih sayang tanpa henti dan tidak pernah lelah mendoakan
putrinya untuk sukses di dunia maupun di akhirat.
Laporan Tugas Akhir ini penulis ajukan untuk melengkapi dan memenuhi
persyaratan kelulusan mahasiswa dalam menyelesaikan pendidikan diploma III
Politeknik Negeri Jakarta, Jurusan Teknik Grafika dan Penerbitan, Program Studi
Teknik Grafika.
Lalu ucapan terima kasih dengan rasa hormat di tujukan kepada :
1. Allah SWT yang telah memberikan rahmat dan karunia-Nya yang sangat
berlimpah.
2. Bapak Dr. sc. H., Zainal Nur Arifin, Dipl-Ing. HTL., M.T selaku Direktur
Politeknik Negeri Jakarta
3. Ibu Dra. Wiwi Prastiwinarti, M.M. selaku ketua jurusan Teknik Grafika dan
Penerbitan
4. Bapak HB. Rudi Kusumantoro, M.Sc. selaku kepala program studi Teknik
Grafika

2
5. Ibu Dra. Wiwi Prastiwinarti, M.M. selaku dosen pembimbing materi dalam
penyusunan laporan Tugas Akhir ini.
6. Ibu Emmidia Djonaedi, M. T., M. BA selaku dosen teknis dalam
penyusunan laporan Tugas Akhir ini.
7. Seluruh Dosen dan Teknik Grafika dan Penerbitan atas ilmu yang telah
diberikan selama perkuliahan
8. Bapak Untung Raharjo, selaku dosen praktisi yang telah mengizinkan
penulis untuk melakukan penelitian di perusahaannya.
9. Mba Mustika dan Mas Yudi yang telah banyak membantu penulis untuk
menyelesaikan penelitian ini
10. Segenap teman-teman yang sudah menjadi tempat berkeluh kesah dan
berbagi candaan yang diluar batas akal manusia
11. Keluarga saya Bapak, Mama, Ghani, dan Rania yang telah menjadi
penyemangat penulis saat membuat laporan ini
Semoga laporan Tugas Akhir ini dapat bermanfaat bagi pembaca dan adik-adik
kelas Jurusan Teknik Grafika dan Penerbitan, Politeknik Negeri Jakarta serta dapat
menambah ilmu pengetahuan pembaca mengenai dunia grafika.
Depok, 30 Agustus 2020
Millenia Riza Sugiarto

3
DAFTAR ISI
KATA PENGANTAR ............................................................................................. i
DAFTAR ISI .......................................................................................................... iii
DAFTAR GAMBAR ............................................................................................... v
DAFTAR TABEL .................................................................................................. vi
BAB I ....................................................................................................................... 1
1.1 Latar Belakang ............................................................................................... 1
1.2 Rumusan Masalah .......................................................................................... 7
1.3 Batasan Masalah............................................................................................. 7
1.4 Tujuan Penelitian ........................................................................................... 8
1.5 Teknik Pengumpulan Data ............................................................................. 8
1.6 Metode Penulisan ........................................................................................... 9
1.7 Sistematika Penulisan..................................................................................... 9
BAB II .................................................................................................................... 12
2.1 Cetak Offset ................................................................................................. 12
2.1.1 Pengertian Cetak Offset ............................................................................ 12
2.1.2 Prinsip Cetak Offset .................................................................................. 13
2.2 Six Big Losses .............................................................................................. 14
2.3 Overall Equipment Effectiveness (OEE) ..................................................... 17
2.4 Diagram Pareto............................................................................................. 21
2.5 Diagram Fishbone ........................................................................................ 22
BAB III .................................................................................................................. 24
3.1 Rancangan penelitian ................................................................................... 24
3.2 Jenis Data ..................................................................................................... 24

4
3.3 Waktu dan lokasi penelitian ......................................................................... 25
3.4 Objek penelitian ........................................................................................... 25
3.5 Alur penelitian .............................................................................................. 26
3.5.1 Penjelasan alur penelitian ...................................................................... 28
BAB IV .................................................................................................................. 32
4.1 Deskripsi Objek Penelitian ........................................................................... 32
4.2 Identifikasi Masalah ..................................................................................... 33
4.2.1 Alur proses pembuatan lembar cetakan ................................................ 33
4.2.2 Data output dan target bulanan ............................................................. 34
4.2.3 Data jam kerja karyawan ....................................................................... 35
4.2.4 Data jam kerja mesin ............................................................................. 36
4.2.5 Data hasil produksi ................................................................................ 37
4.2.6 Pendefinisian Masalah .......................................................................... 37
4.3 Tahap pengukuran ........................................................................................ 39
4.3.1 Perhitungan Availability Rate (AR) ...................................................... 39
4.3.2. Perhitungan Performance Rate (PR) .................................................... 40
4.3.3. Perhitungan Quality Rate (QR) ............................................................ 42
4.3.4. Perhitungan Overall Equipment Effectiveness (OEE) ......................... 44
4.3.5 Perhitungan Six Big Losses .................................................................. 46
4.3.6 Rekapitulasi Time Losses Pada Six Big Losses .................................... 54
4.4 Tahap Analyze (Analisis) ............................................................................. 63
4.4.1 Diagram Pareto...................................................................................... 63
4.4.2 Analisis Root Cause Analyze ................................................................ 65
4.5 Usulan perbaikan .......................................................................................... 71
5
BAB V .................................................................................................................... 73
5.1 Simpulan ...................................................................................................... 73
5.2 Saran ............................................................................................................. 74
DAFTAR PUSTAKA ............................................................................................ 75
LAMPIRAN ........................................................................................................... 76

6
DAFTAR GAMBAR
Gambar 2. 1 Skema cetak offset ............................................................................ 14
Gambar 2. 2 Contoh diagram pareto ...................................................................... 22
Gambar 2. 3 Contoh diagram fishbone .................................................................. 23
Gambar 3. 1 Mesin Speedmaster XL 105 .............................................................. 25
Gambar 4. 1 Diagram alir pembuatan lembar cetakan PT. X ................................ 33
Gambar 4. 2 Grafik availability rate ...................................................................... 40
Gambar 4. 3 Grafik performance rate .................................................................... 42
Gambar 4. 4 Grafik quality rate ............................................................................. 44
Gambar 4. 5 Grafik overall equipment effectiveness (OEE) ................................. 46
Gambar 4. 6 Diagram pareto six big losses............................................................ 64
Gambar 4. 7 Analisis diagram fishbone sebab akibat six big losses ...................... 66
Gambar 4. 8 Proses perbaikan guard mesin ........................................................... 68
Gambar 4. 9 Form permohonan perbaikan ............................................................ 68
Gambar 4. 10 Proses perbaikan blanket botak ....................................................... 69
Gambar 4. 11 Kondisi selang angin yang rusak ..................................................... 69
Gambar 4. 12 Kondisi plat angin venturor rusak ................................................... 70

7
DAFTAR TABEL
Tabel 2. 1 World Class OEE .................................................................................. 21
Tabel 3. 1 Spesifikasi mesin Speedmaster XL 105 ................................................ 26
Tabel 3. 2 Data waktu mesin speedmaster XL 105 ................................................ 29
Tabel 3. 3 Data hasil produk yang dihasilkan ........................................................ 30
Tabel 4. 1 Data output aktual dan target ................................................................ 34
Tabel 4. 2 Jam kerja karyawan pada mesin speedmaster XL 105 ......................... 35
Tabel 4. 3 Data waktu kerja mesin speedmaster XL 105 PT. X ............................ 36
Tabel 4. 4 Data hasil produksi ............................................................................... 37
Tabel 4. 5 Perhitungan availability rate ................................................................. 39
Tabel 4. 6 Perhitungan performance rate ............................................................... 41
Tabel 4. 7 Perhitungan quality rate ........................................................................ 43
Tabel 4. 8 Perhitungan nilai OEE .......................................................................... 45
Tabel 4. 9 Perhitungan breakdown losses .............................................................. 48
Tabel 4. 10 Perhitungan setup and adjustment losses ............................................ 49
Tabel 4. 11 Perhitungan idling and minor stoppages losses .................................. 50
Tabel 4. 12 Perhitungan reduced speed losses ....................................................... 51
Tabel 4. 13 Perhitungan quality defect losses ........................................................ 53
Tabel 4. 14 Perhitungan startup defect losses ........................................................ 54
Tabel 4. 15 Perhitungan time losses pada breakdown losses ................................. 55
Tabel 4. 16 Perhitungan time losses pada setup and adjustment losses ................. 56
Tabel 4. 17 Perhitungan time losses pada reduced speed losses ............................ 57
Tabel 4. 18 Perhitungan time losses pada idling and minor stoppages losses ....... 58
8
Tabel 4. 19 Perhitungan time losses pada quality defect losses ............................. 60
Tabel 4. 20 Perhitungan time losses pada startup defect losses ............................. 61
Tabel 4. 21 Rekapitulasi time losses dari six big losses ........................................ 62
Tabel 4. 22 Faktor sebab akibat breakdown losses ................................................ 67
Tabel 4. 23 Usulan perbaikan breakdown losses ................................................... 72
9
BAB I
PENDAHULUAN
1.1 Latar Belakang
Kemajuan teknologi saat ini mendorong segala sesuatu harus
berkembang dengan pesat termasuk perkembangan di industri grafika.
Perkembangan pada industri grafika menimbulkan adanya kompetisi global
antar perusahaan. Kompetisi tersebut meningkatkan persaingan antar
perusahaan yang tidak dapat dihindari lagi sehingga menuntut perusahaan untuk
meningkatkan kinerja dan produktivitas dari perusahaan tersebut agar dalam
proses produksinya dapat lebih efektif dan efisien sehingga perusahaan tersebut
dapat mencapai world class performance. Peningkatan produktivitas
memegang peranan penting bagi perusahaan, karena untuk mencapai
keberhasilan dalam proses produksi dan pencapaian perusahaan dapat dilihat
salah satunya dari hasil produktivitas yang dihasilkan, oleh karena itu
produktivitas merupakan salah satu faktor penting yang mempengaruhi kinerja
suatu perusahaan (Rahman & Perdana, 2018)
Salah satu upaya yang digunakan untuk menganalisa produktivitas mesin
adalah dengan menggunakan metode Overall Equipment Effectivenesss (OEE).
OEE merupakan indikator nilai efektivitas mesin secara keseluruhan.
Pengukuran OEE dilakukan berdasarkan tiga kategori, yaitu availability rate,
performance rate, dan quality rate (Rahman & Perdana, 2018). Terdapat enam
kerugian pada mesin yang menyebabkan rendahnya kinerja dari mesin. Keenam

2
kerugian tersebut lebih dikenal dengan istilah six big losses. Six big losses ini
terdiri dari breakdown losses, setup and adjustment losses, reduced speed
losses, idling and minor stoppages losses, quality losses, dan startup defect
losses. Keenam losses ini kemudian digolongkan menjadi 3 kategori utama
berdasarkan aspek kerugiannya, yaitu downtime losses, speed losses dan defects
losses. Downtime terdiri dari breakdown dan setup and adjustment. Speed losses
terdiri dari idling and minor stoppages dan reduced speed. Defects losses terdiri
dari quality losses dan startup defect losses. Berdasarkan keenam kerugian
diatas, dapat disimpulkan bahwa ketiga jenis kerugian berhubungan dengan
proses produksi yang harus dihindari, yaitu downtime losses yang dapat
mempengaruhi availability rate, speed losses yang dapat mempengaruhi
performance rate, dan Defect losses yang dapat mempengaruhi quality rate
(Manik, 2018).
PT. X merupakan perusahaan manufaktur yang bergerak pada bidang cetak
kemasan atau packaging khususnya untuk kemasan karton lipat bidang farmasi
dan makanan FMCG (Fast Moving Consumer Goods). PT. X merupakan
perusahaan cetakan offset yang membuat kemasan atau packaging dari bahan
baku kertas sampai dengan kemasan jadi siap isi. Perusahaan ini memegang 4
sertifikasi yaitu, FSC®-C130725, FSSC 22000, ISO 22000:2018, dan ISO
9001:2015. Persaingan bisnis dalam industri cetak kemasan saat ini semakin
ketat. Hal ini membuat perusahaan berlomba-lomba memberikan kualitas
produk yang terbaik serta dapat memberikan harga yang competitive dari
perusahaan lain. Karena jika produk yang diberikan kualitasnya sesuai yang

3
diharapkan serta waktu pengerjaannya cepat, costumer akan merasa puas dan
diharapkan akan melakukan repeat order.
PT. X dalam proses produksinya memiliki 3 mesin cetak offset yaitu
Speedmaster Xl 102, Speedmaster XL 105, dan Speedmaster 74. Penggunaan
setiap mesin dibedakan tergantung pada jenis kertas dan jumlah order yang akan
diproduksi. Akan tetapi mesin cetak yang menjadi andalan pada perusahaan ini
adalah Speedmaster Xl 105 karena mampu mencetak dengan ukuran panjang
kertas sampai dengan 105 cm, mampu mencetak karton dengan gramatur
sampai dengan 400 gsm, kecepatan mesin bisa sampai dengan 18000 sheet/jam,
dan lain lain. Namun berdasarkan laporan yang sudah ada, pada periode bulan
Januari sampai dengan Juni 2021, mesin Speedmaster XL 105 ini memiliki
tingkat nilai OEE yang belum dapat mencapai nilai target yang telah ditetapkan
oleh perusahaan yaitu sebesar 35%
18.50%17.20%
22.60%
16.50%
21.30%18.70%
35.0%
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
Jan Feb Mar Apr May Jun
OEE Januari - Juni 2021
OEE Aktual Target OEE Perusahaan
Gambar 1.1 Nilai OEE Januari – Juni 2021
Sumber : PT. X

4
Dari gambar 1.1 dapat dilihat bahwa nilai OEE aktual pada setiap bulan
belum dapat mencapai target yang sudah ditetapkan oleh perusahaan. Hal ini
menunjukan mesin speedmaster XL 105 memiliki masalah yaitu produktivitas
yang rendah sehingga nilai OEE yang didapatkan pada setiap bulannya belum
dapat mencapai target. Untuk mengatasi permasalahan tersebut perlu adanya
strategi-strategi yang tepat dalam menyelesaikan akar permasalahan. Oleh
karena itu, diperlukan metode yang tepat untuk meningkatkan efektivitas mesin
Speedmaster XL 105 di PT. X. Metode Overall Equipment Effectivenesss
(OEE) diusulkan pada penelitian ini untuk menganalisis faktor-faktor apa saja
yang mempengaruhi tingkat efektivitas pada mesin Speedmaster XL 105 serta
solusi yang tepat untuk permasalahan yang ada agar PT. X dapat terus
berkembang dan bersaing dalam industri packaging.
Penelitian-penelitian terdahulu yang terkait dengan metode Overall
Equipment Effectivenesss (OEE) sebelumnya pernah dilakukan diantaranya
oleh (Bilianto & Ekawati, 2016), dimana dilakukan perhitungan nilai Overall
Equipment Effectivenesss (OEE) pada mesin perfect binding (yoshino) pada
tahun 2014 adalah sebesar 60% yang merupakan hasil perhitungan dari
availability 80%, performance 79%, dan quality sebesar 94%. Hal ini
menunjukan bahwa nilai OEE pada mesin perfect binding belum dapat
memenuhi standar nilai Overall Equipment Effectivenesss (OEE) yang
sebelumnya telah ditetapkan oleh perusahaan yaitu sebesar 85% (Bilianto &
Ekawati, 2016). Dalam penelitian (Anshori, 2020) masalah yang sering
dihadapi mesin ryobi pada saat proses produksi adalah masalah kerusakan
5
(breakdown) khususnya pada bagian blanket. Hal ini membuat nilai rata-rata
Overall Equipment Effectivenesss (OEE) dari tanggal 13 Juni 2020 sampai
dengan 12 Mei 2020 menunjukan nilai rata-rata 63.42%. Nilai ini merupakan
hasil dari nilai rata-rata availability rate 92.21%, performance efficiency
66.80%, dan quality rate 99.63%. Sehingga hasil tersebut masih berada
dibawah nilai OEE standart Japanese Instute of Plant Maintenance (JIPM) yaitu
sebesar 85% (Anshori, 2020). Pada penelitian selanjutnya yang dilakukan oleh
(Rahman & Perdana, 2018) yang dilakukan pada mesin Yoshino dengan
menghitung nilai OEE pada periode Maret – Mei 2015 dengan Maret – Mei
2016 yang menggunakan metode Overall Equipment Effectiveness (OEE),
hasilnya didapati nilai rata-rata OEE pada bulan Maret sebesar 60,14%, bulan
April sebesar 57,92%, dan pada bulan Mei sebesar 59,92% secara umum nilai
OEE yang didapat belum mencapai kriteria World Class OEE. Rendahnya nilai
OEE yang didapatkan pada Mesin Yoshino ini disebabkan oleh 4 faktor, yaitu
pengetahuan operator mengenai mesin kurang (Manusia), temperatur lem yang
tidak stabil (Mesin), keterlambatan vendor mengirim supply (Material), dan
waktu penggantian pisau tidak efisien (Metode) (Rahman & Perdana, 2018)
Penelitian selanjutnya dilakukan oleh (Anthony, 2019) dimana kendala
terdapat pada mesin cold leveller di PT. KPS yang memproduksi produk olahan
baja berupa slab dan juga plate. Masalah yang terjadi yaitu sering terjadi
breakdown pada mesin cold leveller yang menghasilkan plate dengan
permukaan yang tidak rata semakin banyak dikarenakan waktu produksi yang
semakin berkurang. Sehingga perlu dilakukan analisi dan perbaikan dengan

6
metode Overall Equipment Effectiveness (OEE). Penelitian ini mendapatkan
perhitungan nilai OEE sebesar 82% dengan faktor terbesar yang membuat
rendahnya efektifitas mesin adalah dari reduced speed losses yaitu sebesar
11.59% dan equipment failure losses yaitu sebesar 6.04%. Strategi perbaikan
pada penelitian ini adalah dengan memprioritaskan 3 pilar utama TPM yaitu
autonomousxmaintenance, quality maintenance, dan training and education.
Penelitian lainnya yang dilakukan oleh (Wardani & Nugroho, 2018) dimana
pada 3 mesin produksi pada PT. BBIP Palm Group didapati permasalahan
mengenai breakdown selama periode 9 Februari hingga 5 maret 2016, sehingga
dilakukan analisis dengan metode Overall Equipment Effectiveness (OEE) dan
mencari nilai six big losses. Penelitian ini menghasilkan nilai OEE yang
terdapat pada 3 mesin si PT. BBIP Palm Group yaitu mesin Stekizier sebesar
54.63%, mesin thresher sebesar 43.77%, dan mesin pressing sebesar 58.88%.
Penelitian ini juga menggunakan metode analsis six big losses yang
menunjukan nilai six big losses yang tertinggi adalah pada breakdown losses
yang juga berhubungan dengan nilai availability rate pada OEE (Wardani &
Nugroho, 2018)
Berdasarkan penelitian-penelitian diatas yang sudah disebutkan, analisis
dengan metode Overall Equipment Effectivenesss (OEE) dapat menjadi metode
untuk melakukan strategi-strategi peningkatan efektivitas mesin dengan
berdasarkan nilai availability rate, performance rate, dan quality rate.
Kemudian metode analisa six big losses yang akan digunakan untuk mencari
faktor-faktor yang menyebabkan tinggi rendahnya nilai dari availability rate,

7
performance rate, dan quality rate yang nantinya akan digunakan sebagai acuan
untuk melakukan strateti-strategi untuk melakukan perbaikan yang tepat.
Pada penelitian ini penulis akan menghitung nilai OEE berdasarkan nilai
availability rate, performance rate, dan quality rate. Fokus dari penelitian ini
adalah membuat usulan perbaikan untuk mesin speedmaster XL 105 di PT. X
berdasarkan metode Overall Equipment Effectivenesss (OEE) dan six big losses.
Sehingga diharapkan penelitian ini dapat meningkatkan nilai OEE yang sudah
ada sebelumnya dapat mencapai nilai target OEE perusahaan ataupun mencapai
nilai World Class OEE sehingga akan membuat produk yang dihasilkan oleh
perusahaan akan lebih maksimal.
1.2 Rumusan Masalah
Berdasarkan latar belakang masalah yang telah diuraikan, maka ditetapkan
perumusan masalah yang dihadapi pada penelitian ini adalah
1) Bagaimana penerapan metode analisis Overall Equipment Effectivenesss
(OEE) pada mesin speedmaster XL 105 berdasarkan nilai availability rate,
performance rate, dan quality rate pada PT. X
2) Menganalisa faktor penyebab rendahnya produktivitas mesin Speedmaster
XL 105 dengan metode 5W1H pada PT. X
1.3 Batasan Masalah
Adapun batasan masalah dalam penelitian ini adalah sebagai berikut :
8
1. Metode penelitian yang digunakan adalah Overall Equipment Effectivenesss
(OEE), six big losses, dan 5W1H
2. Penelitian menggunakan mesin cetak offset Speedmaster 105 XL di PT. X
3. Penelitian hanya dilaksanakan pada bagian produksi khususnya bagian
printing di PT. X pada periode 13 Juni 2021 – 10 Juli 2021
1.4 Tujuan Penelitian
Adapun tujuan penulis melakukan penelitian ini adalah sebagai berikut :
1. Memperoleh nilai Overall Equipment Effectivenesss (OEE) berdasarkan
nilai availability rate, performance rate, dan quality rate dari mesin
Speedmaster XL 105.
2. Mengidentifikasi faktor-faktor pada six big losses yang menjadi penyebab
menurunnya efektivitas mesin Speedmaster XL 105.
3. Melakukan analisis untuk mengetahui akar permasalahan pada rendahnya
tingkat efektivitas mesin Speedmaster XL 105 dengan menggunakan
diagram pareto dan fishbone serta memberikan saran usulan perbaikan
berdasarkan nilai OEE dan six big losses untuk meningkatkan produktivitas
mesin.
1.5 Teknik Pengumpulan Data
Teknik pengumpulan data yang dilakukan untuk memperoleh data yang
diperlukan untuk melengkapi penulisan Tugas Akhir ini ada beberapa metode.
Adapun metode-metode yang dilakukan adalah sebagai berikut :
9
1. Metode Kepustakaan
Metode kepustakaan dilakukan untuk memperoleh bahan referensi yang
berkaitan dengan metode overall equipment effectivenesss(OEE), six big
losses. Baik yang diperoleh dari buku, artikel internet, jurnal atau data saat
pengujian dilakukan yang menunjang pengamatan pada penyusunan Tugas
Akhir.
2. Metode Pengamatan ( Observasi )
Selain menggunakan metode studi kepustakaan, perlu dilakukan
pengamatan langsung pada proses produksinya yaitu di PT. X yang diambil
selama kurang lebih satu bulan. Lalu analisa data dilakukan dengan metode
deskriptif
1.6 Metode Penulisan
Adapun metode penulisan yang digunakan adalah metode kuantitatif, yaitu
dimana untuk mendapatkan data dibutuhkan proses observasi dan data
perusahaan yang sudah ada, pada pelaksanaannya metode riset ini berfokus
pada penggunaan angka serta pada proses analisis data akan menggunakan
statistik. Nantinya data tersebut dapat diolah menggunakan diagram, grafik,
tabel, dan sebagainya.
1.7 Sistematika Penulisan
Untuk menunjang penulisan yang lebih terarah dan mempermudah dalam
pembacaan maka penulisan Tugas Akhir akan dibagi secara sistematis agar

10
tersusun dan mudah dimengerti. Maka sistematika penulisan disusun sebagai
berikut :
BAB I PENDAHULUAN
Pada bab ini diuraikan mengenai latar belakang mengenai permasalahan terkait
OEE, perumusan masalah, pembatasan masalah, tujuan penulisan, teknik
pengumpulan data beserta metode penulisan penyusunan laporan tugas akhir.
BAB II LANDASAN TEORI
Pada bab ini menjelaskan tentang teori-teori yang berkaitan dengan
permasalahan dan menunjang pemecahan masalah, khususnya tentang
produktivitas, overall equipment effectivenesss, dan six big losses.
BAB III METODOLOGI
Pada bab ini diuraikan metode-metode yang digunakan dalam pengumpulan
data maupun dalam menganalisis hasil dari pengumpulan data untuk
memperoleh pemecahan masalah yang terjadi. Pada penelitian kali ini
menggunakan data primer yang didapatkan langsung pada saat melakukan
pengamatan. Data tersebut diolah dengan menggunakan rumus six big losses
dan rumus OEE.
BAB IV PEMBAHASAN
Pada bab ini berisikan analisa dan perhitungan data yang sudah didapatkan pada
bab III mengenai nilai overall equipment effectivenesss (OEE) dan six big losses
serta memberikan rekomendasi yang berguna terkait masalah tersebut.

11
BAB V PENUTUP
Bab ini merupakan penutup dari rangkaian penulisan tugas akhir yang berisikan
mengenai kesimpulan atas hasil analisa yang telah dilakukan serta-saran yang
berkaitan dengan pokok pembahasan dalam penulisan tugas akhir

12
BAB V
SIMPULAN DAN SARAN
5.1 Simpulan
Berdasarkan penelitian yang telah dilakukan, maka didapatkan kesimpulan
sebagai berikut
1. Berdasarkan perhitungan mengenai nilai Overall Equipment Effectiveness
(OEE) yang telah dilakukan pada mesin speedmaster XL 105 selama 4
pekan pada periode 13 Juni – 10 Juli 2021, maka dapat disimpulkan bahwa
didapat nilai rata-rata availability sebesar 40.07%, performance rate sebesar
51.04%, dan quality rate sebesar 97.19%, serta nilai rata-rata dari OEE
sebesar 19.87%, masih jauh dibawah nilai World Class OEE menurut Japan
Institute of Plant Maintenance (JIPM) yaitu sebesar 85%.
2. Faktor terbesar yang menjadi penyebab tidak efektifnya mesin berdasarkan
perhitungan time losses pada six big losses adalah terdapat pada breakdown
losses sebesar 38.46%, diikuti oleh Idling & Minor Stoppages (31.54%),
Reduced Speed Losses (18.64%), Setup & Adjustment Losses (10.78%),
Quality Defect Losses (0.42%), dan yang terakhir Startup Defect Losses
dengan persentase terkecil yaitu (0.16%).
3. Terdapat beberapa usulan perbaikan yang telah didapatkan dengan
berdasarkan analisis penyebab terjadinya breakdown losses selama proses
produksi pada mesin Speedmaster XL 105 yaitu Memberikan refreshment
ulang mengenai prosedur cetak dan kondisi mesin yang optimal untuk
13
operator setiap 3 bulan sekali, mengurangi penggunaan kertas duplex dari
supplier dengan kondisi kertas duplex yang kurang baik, membuat
budgeting untuk kasus force major, lebih teliti pada saat mengecek kondisi
kesiapan mesin sebelum digunakan, dan yang terakhir adalah konsisten
melaksanakan jadwal preventive maintenance yang sudah dibuat
sebelumnya,
5.2 Saran
Berdasarkan penelitian yang telah dilakukan, saran yang dapat diberikan adalah
1. Penelitian ini diharapkan dapat membantu PT. X untuk
mengimplementasikan hasil dari usulan perbaikan yang didapatkan,
sehingga perusahaan dapat mengetahui apakah usulan perbaikan tersebut
efektif untuk mengurangi tingkat non productive time dan dapat
meningkatkan efektivitas dari mesin Speedmaster XL 105
2. Pada penelitian selanjutnya diharapkan dapat menganalisis faktor losses
dengan metode lain seperti metode Single minutes exchange of die (SMED)
untuk analisa lebih detail sehingga dapat meningkatkan efektivitas mesin di
PX. X.
14
DAFTAR PUSTAKA
Rahman, A. & Perdana, S., 2018. Perhitungan Produktivitas mesin perfect binding
(Yoshino) dengan Menggunakan Metode Overall Equipment Effectiveness
(oee) Pada PT. XYZ. STRING (Satuan Tulisan Riset dan Inovasi Teknologi),
3(1), p.16.
Bilianto, B.Y. & Ekawati, Y., 2016. Pengukuran Efektivitas Mesin Menggunakan
Overall equipment Effectiveness Untuk Dasar Usulan Perbaikan. Jurnal
Ilmiah Teknik Industri, 15(2), p.116.
Anthony, M.B., 2019. Analisis Penerapan total Productive Maintenance (TPM)
Menggunakan Overall Equipment Efectiveness (OEE) DAN six big Losses
Pada Mesin Cold Leveller PT. KPS. JATI UNIK : Jurnal Ilmiah Teknik dan
Manajemen Industri, 2(1), p.94.
Saputra, R., & Santoso, D. T. (2021). Analisis Kegagalan Proses Produksi Plastik
Pada Mesin Cutting Di Pt. Fkp Dengan Pendekatan Failure Mode And Effect
Analysis Dan Diagram Pareto. Barometer, 6(1), 322-327.
Monoarfa, M. I., Hariyanto, Y., & Rasyid, A. (2021). Analisis Penyebab bottleneck
pada Aliran Produksi briquette charcoal dengan Menggunakan Diagram
fishbone di PT. Saraswati Coconut Product. Jambura Industrial Review
(JIRev), 15-21.
Wardani, E. P. (2018). Analisa Perhitungan Nilai Overall Equipment Effectiveness
(OEE) Pada Tiga Proses Pengolahan CPO dan Analisis Six Big Losses di
Pabrik Kelapa Sawit PT.(Bukit Barisan Indah Prima) BBIP PALM GROUP.
Industrial Engineering Online Journal, 7(1).
Anshori, A. (2021). Analisis Perhitungan Efektivitas Pada Mesin Ryoby Untuk
Meningkatkan Produktivitas Dengan Menggunakan Metode Overall
Equipment Effectivenes (Oee) Dan Six Big Losses DI CV. Kyta Jaya Mandiri.
Industrial Engineering Journal Of The University Of Sarjanawiyata
Tamansiswa, 4(1).
Manik, R. F. (2018). Analisis Produktivitas Dengan Metode Overall Equipment
Effectiveness (OEE) Dalam Penerapan Total Productive Maintenance (TPM)
Pada Mesin Polymer Extrusion (Doctoral dissertation, President University).
ATGMI. (2011). Standar Operasi Cetak.

15
LAMPIRAN

16

17
18

19

20

21

22
Kegiatan bimbingan teknis
TANGGALCATATAN
BIMBINGAN
PARAF
PEMBIMBING
20 Mei 2021 Revisi BAB 1
3 Juni 2021 Revisi BAB 2
8 Juli 2021 Revisi BAB 2,3
20 Juli 2021 Revisi BAB 3
30 Juli 2021 Revisi BAB 4
2 Agustus 2021 Revisi BAB 4,5
9 Agustus 2021 Revisi BAB 5
14 Agustus 2021 ACC BAB 1,2,3,4,5

23
Software “greylite” untuk mendapatkan data waktu dari setiap kegiatan yang terjadi
pada mesin

24
Contoh hasil pengambilan data waktu dari excel pada mesin Speedmaster XL 105
Tanggal Kategori Sub
Kategori Deskripsi Mulai Selesai
Durasi
(menit)
14-Jun
Stop Public
Holiday
Libur
pemerintah/libur
ditetapkan
perusahaan,Covid
19,sholat
Jumat,Cleaning
awal dan akhir shift
7:01 7:02 1
Maintenance Preventive
Maintenance
Perawatan mesin
yang sudah
dijadwalkan
7:02 7:52 50
Running Production
Mesin berproduksi
menghasilkan
output
7:52 8:49 57
Downtime Micro Stop
Cleanning Blanket ,
Plate (Dusty Issue
by Paper)
8:49 8:53 4
Running Production
Mesin berproduksi
menghasilkan
output
8:53 9:14 21
Downtime Micro Stop
Cleanning Blanket ,
Plate (Dusty Issue
by Paper)
9:14 9:21 7
Running Production
Mesin berproduksi
menghasilkan
output
9:21 9:26 5
Downtime MIcro Stop Cleanning Blanket,
Plate (Issue by Ink) 9:26 9:33 7
Running Production
Mesin berproduksi
menghasilkan
output
9:33 10:21 48
Setup Preparation Cleaning 10:21 10:51 30
Setup Setting
Pemasangan Plate,
Setting Register,
Setting Warna.
10:51 11:17 26
Running Production
Mesin berproduksi
menghasilkan
output
11:17 11:58 41
Downtime Micro Stop
Cleanning Blanket ,
Plate (Dusty Issue
by Paper)
11:58 12:09 11
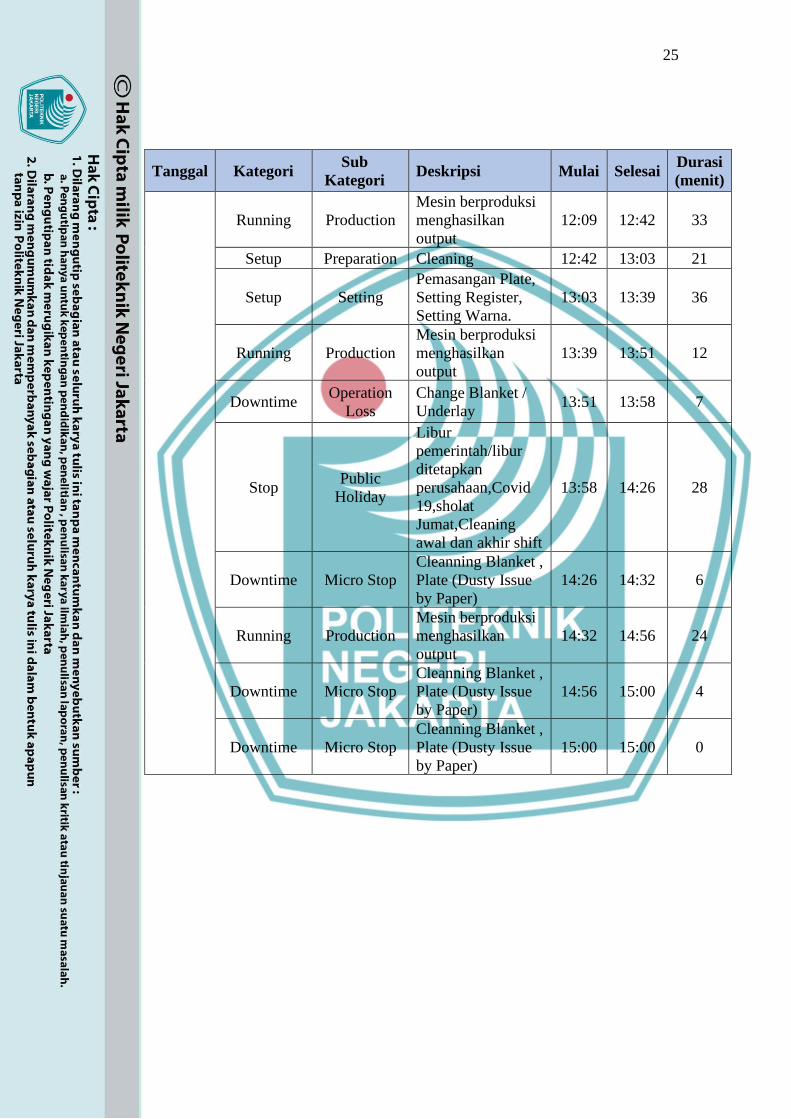
25
Tanggal Kategori Sub
Kategori Deskripsi Mulai Selesai
Durasi
(menit)
Running Production
Mesin berproduksi
menghasilkan
output
12:09 12:42 33
Setup Preparation Cleaning 12:42 13:03 21
Setup Setting
Pemasangan Plate,
Setting Register,
Setting Warna.
13:03 13:39 36
Running Production
Mesin berproduksi
menghasilkan
output
13:39 13:51 12
Downtime Operation
Loss
Change Blanket /
Underlay 13:51 13:58 7
Stop Public
Holiday
Libur
pemerintah/libur
ditetapkan
perusahaan,Covid
19,sholat
Jumat,Cleaning
awal dan akhir shift
13:58 14:26 28
Downtime Micro Stop
Cleanning Blanket ,
Plate (Dusty Issue
by Paper)
14:26 14:32 6
Running Production
Mesin berproduksi
menghasilkan
output
14:32 14:56 24
Downtime Micro Stop
Cleanning Blanket ,
Plate (Dusty Issue
by Paper)
14:56 15:00 4
Downtime Micro Stop
Cleanning Blanket ,
Plate (Dusty Issue
by Paper)
15:00 15:00 0

26
Data waktu mesin pada mesin speedmaster XL 105
Tanggal Data Waktu
Downtime Maintenance Proof Running Setup Stop
13-Jun 1,487
14-Jun 334 39 135 248 332
15-Jun 363 50 600 322 108
16-Jun 301 28 517 182 253 161
17-Jun 380 425 208 269 151
18-Jun 391 126 523 76 347
19-Jun 187 265 86 2,793
21-Jun 367 180 207 117 172
22-Jun 272 41 91 560 289 201
23-Jun 144 520 471 49 259
24-Jun 380 242 369 227 200
25-Jun 372 493 103 96 391
26-Jun 365 98 480 61 436
27-Jun 213 392 217 625
28-Jun 542 712 142 17
29-Jun 458 47 263 227 139 343
30-Jun 235 269 505 73 329
1-Jul 641 611 100 118
2-Jul 662 90 441 119 108
3-Jul 325 926 124 55
4-Jul 268 564 76 557
5-Jul 409 671 134 219
6-Jul 440 641 220 145
7-Jul 529 8 603 69 230
8-Jul 465 19 715 75 162
9-Jul 335 609 70 443
10-Jul 153 354 198 115 626
27
Form checklist printing untuk mendapatkan data hasil produksi

28
Data hasil produksi pada mesin Speedmaster XL 105
Tanggal Result Reject
Total Miss
Reject
Setup
14-Jun 46,328 1,346 6,000 751
15-Jun 62,720 1,830 9,400 1,025
16-Jun 42,100 2,300 5,550 1,850
17-Jun 27,000 1,000 2,250 740
18-Jun 76,380 810 5,260 340
19-Jun 25,700 1,100 1,700 380
21-Jun 50,650 2,760 6,090 1,601
22-Jun 68,400 2,701 7,400 1,551
23-Jun 80,790 2,080 5,620 520
24-Jun 43,000 2,280 9,700 1,180
25-Jun 5,920 1,480 4,550 450
26-Jun 53,670 1,460 7,340 400
27-Jun 58,200 2,250 11,000 750
28-Jun 61,060 1,490 4,000 640
29-Jun 56,100 2,130 11,300 550
30-Jun 77,100 2,600 6,850 700
1-Jul 41,300 1,760 3,900 250
2-Jul 83,409 3,100 15,300 770
3-Jul 66,850 1,300 7,400 390
4-Jul 50,500 1,300 5,100 500
5-Jul 84,450 1,310 7,740 300
6-Jul 108,000 2,550 11,900 900
7-Jul 93,600 2,760 8,800 900
8-Jul 101,782 1,950 11,600 550
9-Jul 72,050 2,148 10,000 548
10-Jul 7,480 1,040 4,180 450

29
CV