application of cleaner production technology in chemical industry: a near zero emission
TRANSCRIPT

Journal of Cleaner Production 15 (2007) 1852e1858www.elsevier.com/locate/jclepro
Application of cleaner production technology in chemicalindustry: a near zero emission
Sohair I. Abou-Elela a,*, Hesham Abdel Haleem b, Enas Abou-Taleb a, Hanan S. Ibrahim a
a Water Pollution Research Department, National Research Centre, 33 El-Tahrir Street, Dokki, Cairo 12311, Egyptb Civil Engineering Department, Faculty of Engineering, Cairo, Egypt
Received 25 July 2006; received in revised form 29 August 2006; accepted 27 October 2006
Available online 13 December 2006
Abstract
The main objective of this study is to investigate and evaluate opportunities for implementation of pollution prevention and waste minimi-zation in a chemical industrial company producing poly sulfonated naphthalene formaldehyde which is used as a super plasticizer for concrete.Environmental problems encountered were mainly the highly polluted wastewater and a semi-solid cake containing considerable amount of thefinal product. Possible modules for remedial measures and their cost estimation were investigated. The proposed remedial modules includedrecycling of retained water discharge in filter press, recycling of washing water of reaction vessels (reactors), closed circuit cooling systemfor high-pressure pump, good housekeeping through control of leakage of raw material, products and water and finally utilization of retainedresidual product from the solid waste. The implemented pollution control measures proved to be cost effective and have short payback periods.Also, minimization of the hydraulic and organic loads in the final effluent was achieved.� 2006 Elsevier Ltd. All rights reserved.
Keywords: Chemical industry; Pollution prevention; Poly sulfonated naphthalene formaldehyde; Utilization of solid waste; Cost estimation
1. Introduction
Traditionally, the most common conventional technologiesfor many industries dealing with water pollution are controlledby using end-of-pipe treatment. These treatments have provento be costly and ultimately unsustainable. Also, in some caseswastewater was found to be hardly treated due to thecomplexation and toxicity of the wastes produced [1,2]. Analternative approach to this is to eliminate the problem atthe source using the cleaner production and pollutionprevention approaches [3e7]. Furthermore, waste minimizationand pollution prevention measures have proven to be verypromising and can generate significant financial savings,improve product quality, and improve working conditions[8,9]. In chemical industry, environmental problem varywidely with both the size, category of the enterprises and
* Corresponding author. Tel./fax: þ202 3367319.
E-mail address: [email protected] (S.I. Abou-Elela).
0959-6526/$ - see front matter � 2006 Elsevier Ltd. All rights reserved.
doi:10.1016/j.jclepro.2006.10.005
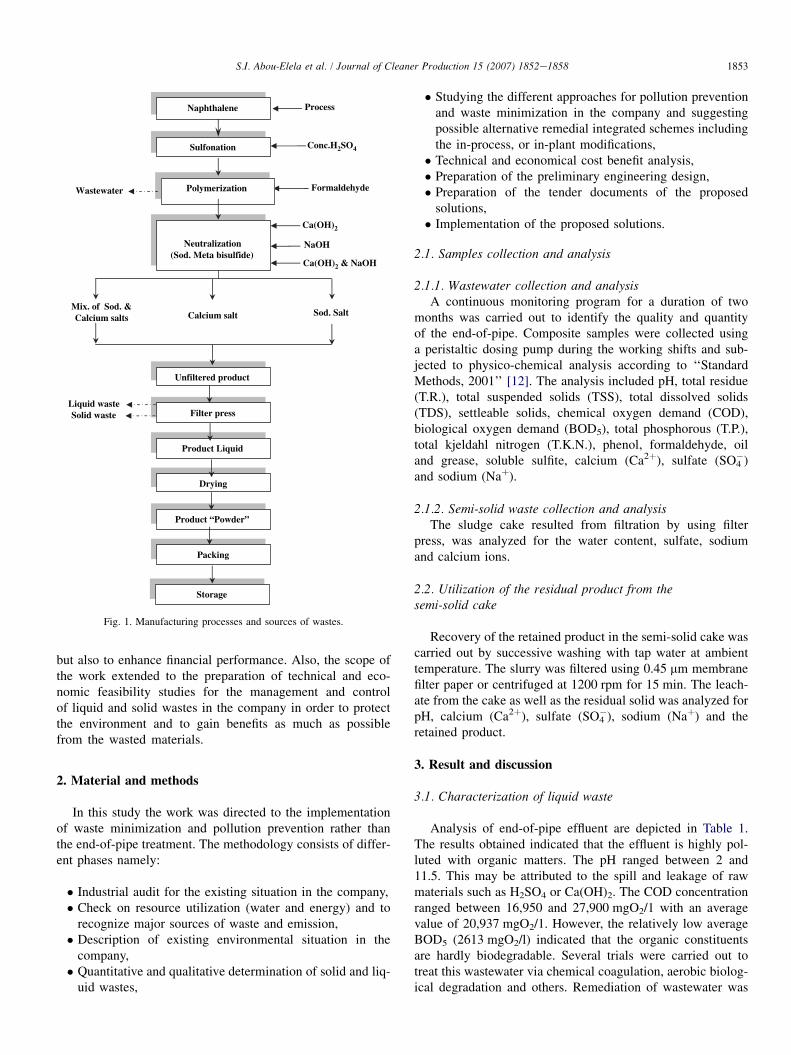
the nature of chemical substance being manufactured [10].Environmental problems associated with a concrete superplasticizer production company, which is a synthetic organiccompounds used to enhance and improve the strength ofconcrete performance, provide the material of this study.The main product in the company (30,000 ton liquid/year)is poly sulfonated naphthalene formaldehyde. As shown inFig. 1 liquid and semi-solid wastes are produced. The liquidwaste (40 m3/day) is currently discharged without anytreatment into a pond within the vicinity of the companyand then to the public sewage network. However, the semi-solid waste produced from the filter press (15 ton/day) istransferred on a daily bases by a truck to a dumping site.The chemicals used during the manufacturing processes arehazardous and have severe impact on the environment andhealth of workers. The wastewater is very difficult to treateither by chemical or by biological methods [11]. Therefore,the aim of this work is to identify opportunities for pollutionprevention measures and waste minimization which not onlyenable the company to achieve environmental improvements
1853S.I. Abou-Elela et al. / Journal of Cleaner Production 15 (2007) 1852e1858
but also to enhance financial performance. Also, the scope ofthe work extended to the preparation of technical and eco-nomic feasibility studies for the management and controlof liquid and solid wastes in the company in order to protectthe environment and to gain benefits as much as possiblefrom the wasted materials.
2. Material and methods
In this study the work was directed to the implementationof waste minimization and pollution prevention rather thanthe end-of-pipe treatment. The methodology consists of differ-ent phases namely:
� Industrial audit for the existing situation in the company,� Check on resource utilization (water and energy) and to
recognize major sources of waste and emission,� Description of existing environmental situation in the
company,� Quantitative and qualitative determination of solid and liq-
uid wastes,
Mix. of Sod. & Calcium salts
Naphthalene
Ca(OH)2
NaOH
Conc.H2SO4
Sod. Salt
Sulfonation
Polymerization
Neutralization(Sod. Meta bisulfide)
Filter press
Product Liquid
Drying
Product “Powder”
Packing
Storage
Unfiltered product
Calcium salt
Formaldehyde
Liquid wasteSolid waste
Process
Wastewater
Ca(OH)2 & NaOH
Fig. 1. Manufacturing processes and sources of wastes.
� Studying the different approaches for pollution preventionand waste minimization in the company and suggestingpossible alternative remedial integrated schemes includingthe in-process, or in-plant modifications,� Technical and economical cost benefit analysis,� Preparation of the preliminary engineering design,� Preparation of the tender documents of the proposed
solutions,� Implementation of the proposed solutions.
2.1. Samples collection and analysis
2.1.1. Wastewater collection and analysisA continuous monitoring program for a duration of two
months was carried out to identify the quality and quantityof the end-of-pipe. Composite samples were collected usinga peristaltic dosing pump during the working shifts and sub-jected to physico-chemical analysis according to ‘‘StandardMethods, 2001’’ [12]. The analysis included pH, total residue(T.R.), total suspended solids (TSS), total dissolved solids(TDS), settleable solids, chemical oxygen demand (COD),biological oxygen demand (BOD5), total phosphorous (T.P.),total kjeldahl nitrogen (T.K.N.), phenol, formaldehyde, oiland grease, soluble sulfite, calcium (Ca2þ), sulfate (SO4
�)and sodium (Naþ).
2.1.2. Semi-solid waste collection and analysisThe sludge cake resulted from filtration by using filter
press, was analyzed for the water content, sulfate, sodiumand calcium ions.
2.2. Utilization of the residual product from thesemi-solid cake
Recovery of the retained product in the semi-solid cake wascarried out by successive washing with tap water at ambienttemperature. The slurry was filtered using 0.45 mm membranefilter paper or centrifuged at 1200 rpm for 15 min. The leach-ate from the cake as well as the residual solid was analyzed forpH, calcium (Ca2þ), sulfate (SO4
�), sodium (Naþ) and theretained product.
3. Result and discussion
3.1. Characterization of liquid waste
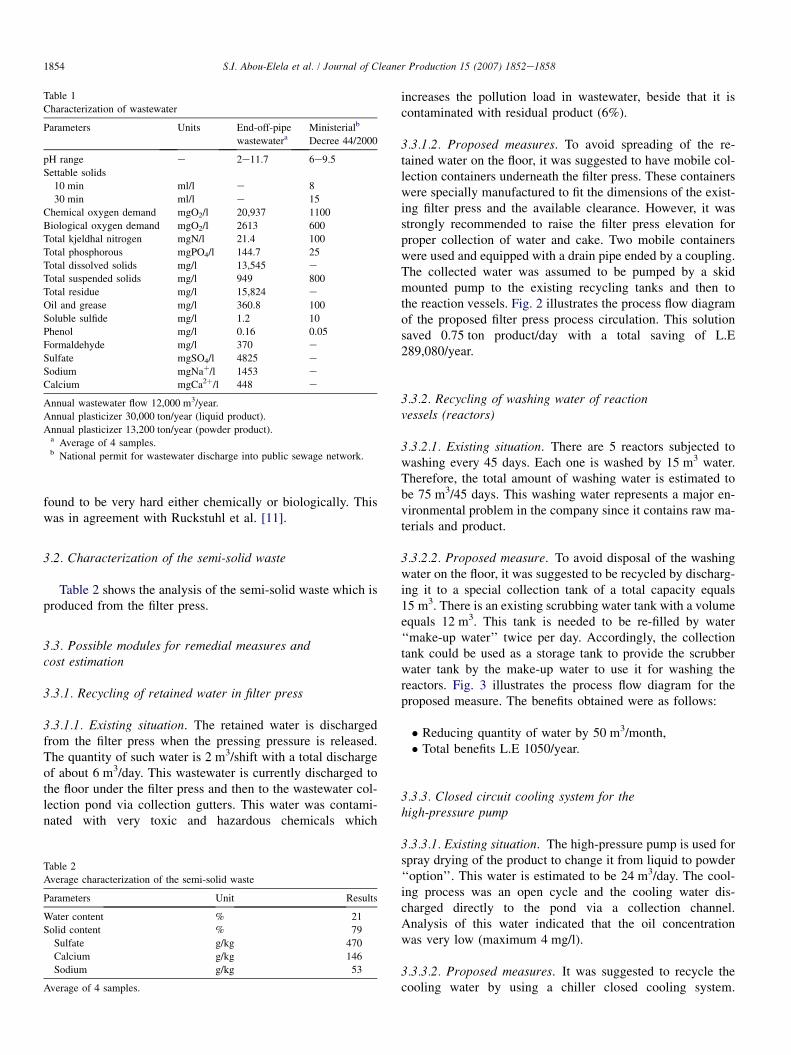
Analysis of end-of-pipe effluent are depicted in Table 1.The results obtained indicated that the effluent is highly pol-luted with organic matters. The pH ranged between 2 and11.5. This may be attributed to the spill and leakage of rawmaterials such as H2SO4 or Ca(OH)2. The COD concentrationranged between 16,950 and 27,900 mgO2/1 with an averagevalue of 20,937 mgO2/1. However, the relatively low averageBOD5 (2613 mgO2/l) indicated that the organic constituentsare hardly biodegradable. Several trials were carried out totreat this wastewater via chemical coagulation, aerobic biolog-ical degradation and others. Remediation of wastewater was
1854 S.I. Abou-Elela et al. / Journal of Cleaner Production 15 (2007) 1852e1858
found to be very hard either chemically or biologically. Thiswas in agreement with Ruckstuhl et al. [11].
3.2. Characterization of the semi-solid waste
Table 2 shows the analysis of the semi-solid waste which isproduced from the filter press.
3.3. Possible modules for remedial measures andcost estimation
3.3.1. Recycling of retained water in filter press
3.3.1.1. Existing situation. The retained water is dischargedfrom the filter press when the pressing pressure is released.The quantity of such water is 2 m3/shift with a total dischargeof about 6 m3/day. This wastewater is currently discharged tothe floor under the filter press and then to the wastewater col-lection pond via collection gutters. This water was contami-nated with very toxic and hazardous chemicals which
Table 1
Characterization of wastewater
Parameters Units End-off-pipe
wastewateraMinisterialb
Decree 44/2000
pH range e 2e11.7 6e9.5
Settable solids
10 min ml/l e 8
30 min ml/l e 15
Chemical oxygen demand mgO2/l 20,937 1100
Biological oxygen demand mgO2/l 2613 600
Total kjeldhal nitrogen mgN/l 21.4 100
Total phosphorous mgPO4/l 144.7 25
Total dissolved solids mg/l 13,545 eTotal suspended solids mg/l 949 800
Total residue mg/l 15,824 e
Oil and grease mg/l 360.8 100
Soluble sulfide mg/l 1.2 10
Phenol mg/l 0.16 0.05
Formaldehyde mg/l 370 e
Sulfate mgSO4/l 4825 e
Sodium mgNaþ/l 1453 eCalcium mgCa2þ/l 448 e
Annual wastewater flow 12,000 m3/year.
Annual plasticizer 30,000 ton/year (liquid product).
Annual plasticizer 13,200 ton/year (powder product).a Average of 4 samples.b National permit for wastewater discharge into public sewage network.
Table 2
Average characterization of the semi-solid waste
Parameters Unit Results
Water content % 21
Solid content % 79
Sulfate g/kg 470
Calcium g/kg 146
Sodium g/kg 53
Average of 4 samples.
increases the pollution load in wastewater, beside that it iscontaminated with residual product (6%).
3.3.1.2. Proposed measures. To avoid spreading of the re-tained water on the floor, it was suggested to have mobile col-lection containers underneath the filter press. These containerswere specially manufactured to fit the dimensions of the exist-ing filter press and the available clearance. However, it wasstrongly recommended to raise the filter press elevation forproper collection of water and cake. Two mobile containerswere used and equipped with a drain pipe ended by a coupling.The collected water was assumed to be pumped by a skidmounted pump to the existing recycling tanks and then tothe reaction vessels. Fig. 2 illustrates the process flow diagramof the proposed filter press process circulation. This solutionsaved 0.75 ton product/day with a total saving of L.E289,080/year.
3.3.2. Recycling of washing water of reactionvessels (reactors)
3.3.2.1. Existing situation. There are 5 reactors subjected towashing every 45 days. Each one is washed by 15 m3 water.Therefore, the total amount of washing water is estimated tobe 75 m3/45 days. This washing water represents a major en-vironmental problem in the company since it contains raw ma-terials and product.
3.3.2.2. Proposed measure. To avoid disposal of the washingwater on the floor, it was suggested to be recycled by discharg-ing it to a special collection tank of a total capacity equals15 m3. There is an existing scrubbing water tank with a volumeequals 12 m3. This tank is needed to be re-filled by water‘‘make-up water’’ twice per day. Accordingly, the collectiontank could be used as a storage tank to provide the scrubberwater tank by the make-up water to use it for washing thereactors. Fig. 3 illustrates the process flow diagram for theproposed measure. The benefits obtained were as follows:
� Reducing quantity of water by 50 m3/month,� Total benefits L.E 1050/year.
3.3.3. Closed circuit cooling system for thehigh-pressure pump
3.3.3.1. Existing situation. The high-pressure pump is used forspray drying of the product to change it from liquid to powder‘‘option’’. This water is estimated to be 24 m3/day. The cool-ing process was an open cycle and the cooling water dis-charged directly to the pond via a collection channel.Analysis of this water indicated that the oil concentrationwas very low (maximum 4 mg/l).
3.3.3.2. Proposed measures. It was suggested to recycle thecooling water by using a chiller closed cooling system.

1855S.I. Abou-Elela et al. / Journal of Cleaner Production 15 (2007) 1852e1858
Fig. 2. Proposed filter press process circulation.
Fig. 4 illustrates the process flow diagram for the proposedsystem. By using this solution the following were achieved:
� Saving in water amounted to 24 m3/day,� Reduction of the final hydraulic load of the wastewater
discharge by 40%,� Total saving amounted to be L.E 15,120/year.
3.3.4. Minimization of leakage of raw materials, productand water
3.3.4.1. Existing situation. The raw material, product andfeeding pumps suffer from leakage. These materials are dis-charged to the drain and then to the pond. Also, the pumpsused in spray dryer suffer from clean water leakage. These
Fig. 3. Proposed recycling scheme for reaction vessels washing water.

1856 S.I. Abou-Elela et al. / Journal of Cleaner Production 15 (2007) 1852e1858
Fig. 4. Proposed recycling of cooling water.
water are contaminated with chemicals from the manufactur-ing processes and from final product which are very toxic,hazardous and it increase the pollution load in the wastewater.All these factors aggravate the magnitude of the environmen-tal problems.
3.3.4.2. Proposed measure. The suggested solution was to re-structure the housekeeping and worker’s behaviors. The com-pany needs to apply good maintenance and housekeeping ingeneral. Also, all existing pumps need proper maintenanceand rehabilitation. It was expected that the proposed measuresfor good housekeeping will keep about 0.8% of the leakedmaterials.
By using these proposed measures the following wereachieved:
� Saving in product amounted at 0.016 ton/day,� Saving in raw material amounted at 0.008 ton/day,� Reducing water quantity by 2 m3/day,� Total benefit amounted to be L.E 43070/year.
3.3.5. Utilization of the retained product from thesemi-solid waste
3.3.5.1. Existing situation. A semi-solid waste (cake) wasproduced from the separation of the final product fromthe mother liquor using a filter press. The amount of thecake is almost 15 ton/day. This cake was discharged dailyto a dumping site. Laboratory analysis of leachate from
the washed cake as well as the residual solid indicatedthat it contains almost 21% of the final product. However,the residual solid has high concentration of calcium salt(CaSO4) and traces of sodium salts (Table 3). Therefore,the main purpose of this part of the study was to utilizethe retained product (21%) and the residual solid which ismainly CaSO4.
3.3.5.2. Proposed measure. To avoid the great losses in theproduct due to the daily discharge of the semi-solid waste, itwas suggested to utilize the retained product in the cake usinga special type of filter press (Chamber Press) to separate theproduct from the residual solid. Analysis of the separated solidindicated that the CaSO4 produced was more than 45% of thetotal weight (Table 3). This can be also utilized and may besold as a by-product. Fig. 5 illustrates the process flow
Table 3
Average characterization of the treated semi-solid waste
Parameters Leachate using
centrifugation
(g/kg)
Leachate using
filtration
(g/kg)
Residual solid
g/kg %
pH range 7.3e7.4 7.3e7.4 e eSulfate 122 120 347 34.7
Calcium 7 6.66 139.2 13.92
CaSO4/as Ca calculated e e 472.8 47.28
Sodium 48.2 48.4 4.4 0.44
Retained product 21.5 20.8 e e
Average of 4 samples.

1857S.I. Abou-Elela et al. / Journal of Cleaner Production 15 (2007) 1852e1858
Fig. 5. Proposed utilization scheme of solid waste (cake).
diagram for the solid waste utilization system and the produc-tion of dry CaSO4 as a by-product.
By using these proposed measures the following were achieved:
� Saving in product amounted to 3.15 ton/day,� Production of CaSO4 amounted to 6 ton/day as a by-product,� Total saving amounted to L.E 4,171,950/year.
Table 4
Cost/benefit analysis of applying the pollution control measures
Improvement measures Cost
L.E/year
Benefits
L.E/year
Payback
period/days
Recycling of retained water in filter press
Capital cost 40,000 289,080 56
Annual operation and
maintenance cost
30,000
Recycling of washing water of reaction vessels (reactors)
Capital cost 50,000 1050 e
Annual operation and
maintenance cost
30,000
Closed circuit cooling system for the high-pressure pump
Capital cost 150,000 15,120 eAnnual operation and
maintenance cost
12,000
Leakage of raw material, products, and water
Capital cost 6000 43,070 115
Annual operation and
maintenance cost
24,000
Utilization of the residual product from the solid waste (cake)
Capital cost 700,000 4,171,950 61.5
Annual operation and
maintenance cost
12,000
Total capital cost 946,000 4,412,270 78.25
Total annual operation and
maintenance cost
108,000
3.4. Cost estimation and economic assessment of theproposed remedial schemes
Cost estimation and economic assessment of the proposedremedial scheme are shown in Table 4. The cost estimateand assessment for all equipment needed for the proposedschemes were based on tentative market survey. The economicassessment was based on the expected capital cost for eachproposed solution in addition to the operation and mainte-nance costs for the different components. The capital costwas estimated based on the current prevailing prices for year2006. The running cost covers both operation and maintenancecosts. The operation was calculated only for power consump-tion and manpower salary. Due to the simplicity of the pro-posed systems, it was assumed that the proposed system willbe operated by the teamwork of the company.
4. Conclusion
Implementation of pollution prevention and waste minimi-zation measures in this study revealed the followings:
i. Elimination of the end-of-pipe treatment,ii. Reducing water quantity, products and raw materials,
iii. Implemented solutions proved to be very cost effective(saved y L.E 5 million) with low payback periods.
Acknowledgments
The authors highly appreciate and thank the authorized andtechnical department personnel at AC&T Company for their

1858 S.I. Abou-Elela et al. / Journal of Cleaner Production 15 (2007) 1852e1858
great support to prepare and finalize this study. Also, the au-thors feel very grateful to Eng. M. Nazeih for his help duringthe preparation of the site work.
References
[1] Bastian B, Haberer K, Knepper TP. Investigations on the adsorption and
degradation of aromatic sulfonic acids (in German). Vom Wasser 1995;
84:369e78.
[2] Lange FT, Redin C, Brauch HJ, Eberle SH. Synthesis of sulfonated naph-
thalene-formaldehyde condensates and their trace-analytical determina-
tion in wastewater and river water. Vom Wasser 1998;90:121e34.
[3] Abou-Elela SI. Pollution prevention and waste minimization in Egyptian
industries EPCOWM 2002, Conference, Tunisia.
[4] Abou-Elela SI, Zaher F. Pollution prevention in oil and soap industry
(case study). Water Science and Technology 1998;38(4e5):139e44.
[5] Abou-Elela SI, Nasr FA, Doma SH, louis MM. Cleaner production and
waste minimization in adhesive production industry. Egyptian Journal
of Applied Science 2004;19:313.
[6] Abou-Elela SI. Pollution prevention induces revenue in Egyptian Indus-
try, Water Environmental Federation Conference ‘‘WETEC’’, New
Orleans 1999. Luisiana, USA.
[7] Thimothy LK, Lotayef D, Jago PA, Kandeel M. Industrial pollution pre-
vention opportunities in Egypt. In: First international and trade fair on
environmental management and technologies; 1997, Feb. 16e18, Cairo,
Egypt.
[8] Abou-Elela SI, El-Kamah HM, Abdel-Moneam NM. Reuse of wasted
material from Acetylene production plant. In: Second international
specialized conference of pre-treatment of industrial wastewaters;
1996, Oct. 16e18, Athens, Greece.
[9] Abou-Elela SI, El-Kamah HM, El-Awady RA. Waste minimization in
electroplating industry (case study). International Journal Environmental
Studies 1998;55:287e96.
[10] Nemerow NL, Dasgupta A. Industrial and hazardous waste treatment.
New York: Van Nostrand Reinhold; 1991.
[11] Ruckstuhl S, Suter MJF, Kohler HPE, Giger W. Leaching and primary
biodegradation of sulfonated naphthalenes and their formaldehyde
condensates from concrete super plasticizers in groundwater affected by
tunnel construction. Environmental Science Technology 2002;36:3284e9.
[12] APHA. American Public Health Association Standards methods for the
examination of water and wastewater; 2001, 20th ed., Washington, DC.