apunte estudiante tec alimentos 06
TRANSCRIPT
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 1/82
UNIVERSIDAD DE LAS AMERICASESCUELA DE MEDICINA VETERINARIA
APUNTES PARA EL ESTUDIANTE DE
TECNOLOGIA DE ALIMENTOS
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 2/82
I N D I C E
CAPITULO página
Introducción ....................................... 3
Alteración alimentaria ....................................... 4
Microorganismos patógenos alimentarios ....................................... 9
Conservación por frío ....................................... 21
Conservación por calor ....................................... 24
Conservación por modificación de actividad de agua ....................................... 26
. Conservación por fermentaciones ....................................... 29
I. Conservación por otros medios físicos y químicos ....................................... 33
Tecnología de productos lácteos ....................................... 37
Tecnología de la carne ....................................... 56
. Tecnología de la miel ....................................... 69
I. Sistemas de aseguramiento de calidad HACCP ....................................... 72
Bibliografía y referencias ....................................... 77

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 3/82
CAPI TULO I
I NTRODUCCI ON A LA TECNOLOGI A DE ALI MENTOS
1.1 DEFI NI CI ON Y OBJETI VOS DE LA TECNOLOGI A DE ALI MENTOS
La tecnología de alimentos debe ser, sin lugar a dudas, una de las primeras áreas científicas
desarrollo del ser humano por la necesidad de consumir alimentos. En un principio,desconociendo los fundamentos técnicos, el hombre fue incorporando diferentes tecnologías psu alimentación, desde cambios de vida como la agricultura y la ganadería hasta descubrimiento de los microorganismos responsables de la alteración alimentaria.
Hoy en día, la tecnología de alimentos es un área de especialización multidisciplinaría en querequiere un profundo entendimiento de los factores que determinan la necesidad y factibilidadelaborar determinados productos. Por ejemplo, la producción de alimentos transgénicinvolucra un gran desarrollo científico y tecnológico de los procesos biotecnológicos que llevanla separación, transferencia y multiplicación de genes distintos dentro de una especie animavegetal. Pero esta revolución tecnológica nos lleva a meditar, discutir y legislar acerca del uético del material genético de la naturaleza y las consecuencias que esto conlleva. Por oparte, según datos de la OMS, cada 5 segundos muere una persona de hambre en el mundo plo que el uso de transgénicos podría ser o no una solución a estos problemas fundamentales la vida que sin lugar a dudas acarrea el enriquecimiento de los dueños de las patentes y, tal vel empobrecimiento de productores tradicionales como nuestro país. Una última arista de etema está relacionada con la salud de las personas y animales que pueden consumir esproductos.
Como puede ver, el planteamiento de un solo tipo de producto nos lleva a entendercomprender diferentes puntos de vista propuestos por diversos tipos de profesionarelacionados con el área de los alimentos y que el médico veterinario debe ser capaz desenvolverse.
El futuro medico veterinario tiene una responsabilidad ética y moral con la sociedad y mespecialmente con la comunidad a la cual pertenece. En el área de alimentos, el MedVeterinario debe:
• Ejercer la protección de alimentos a través de la inspección y reconocimiento de enfermedades que puedan transmitirse a través de los alimentos (llamadas ETEnfermedades Transmisibles por Alimentos).
• Desarrollar sistemas de aseguramiento de calidad que garanticen que los parámetros qlos consumidores exigen de los alimentos.
• Inspeccionar productos pecuarios para la importación y exportación, en estos años en qel país ha logrado acuerdos comerciales de alto nivel el Médico veterinario debe estartanto de los peligros alimentarios no solo de nuestra nación sino de los otros países en cuales Chile tiene un tráfico fluido de alimentos pecuarios.
• Diseñar e implementar políticas nutricionales y de mejoramiento de la producción alimentos, acorde con las necesidades ya sea regionales, del país y mundiales.
• Evaluar programas de salud pública respecto a la alimentación y nutrición de comunidad.
• Participar en proyectos de mejoramiento e innovación de alimentos de origen pecuario.
• Realizar y/o evaluar técnicas de laboratorio que sean de interés para el control
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 4/82
• Realizar y/o evaluar técnicas de laboratorio que sean de interés para el control
CAPI TULO I I
FACTORES DE ALTERACI ÓN D E ALI MENTOS
Los alimentos, aun con sus estructuras íntegras, pueden sufrir contaminaciones de m
diversos orígenes y convertirse en un medio aceptable de desarrollo de microorganismen sus superficies.
La estructura interna de los tejidos de los animales suele estar organizada en céluseparadas por membranas y tejido conjuntivo o en paredes y estructuras celulósicasse trata de vegetales, Todo esto limita la propagación de los microorganismos a la madel alimento.
Es indispensable conocer los mecanismos de acción de los distintos parámetros qpueden intervenir en la proliferación de microorganismos durante la vida útil dalimento para:
• Inhibir el crecimiento de gérmenes.• Prever las consecuencias del desarrollo de estos gérmenes.• Interpretar correctamente las alteraciones sufridas por un alimento.
Estos parámetros influyen sobre el metabolismo y la multiplicación de los gérmencon modificaciones en la fase de latencia, pendiente de la fase exponencial y duración la fase estacionaria, antes de la lisis celular, en la curva de crecimiento microbiano.
Son muchos los factores que influyen en el crecimiento de los gérmenes en
alimentos, pero a grandes rasgos se pueden clasificar en dos grandes grupos: Factorin t r ínsecos y ex t r ínsecos
El primer grupo, el de los factores intrínsecos, incluye las características y propiedadfísico-químicas del alimento; el segundo, los factores extrínsecos, se refiere a características medioambientales de ese alimento.
Factores in t r ínsecos Factores ex t r ínsecos Disponibilidad de nutrientes Humedad relativaIncidencia del pH TemperaturaPotencial redox Atmósfera gaseosa
Actividad de aguaComponentes antimicrobianos
2.1 Factor es in t r ínsecos
2 .1 .1 D i spon i b i l i dad de nu t r i en tes
Los microorganismos necesitan agua, fuentes energéticas, nitrógeno, sales minerales yeventualmente, oxígeno y factores de crecimiento para su desarrollo, y son capaces deutilizar los alimentos para conseguir todos estos elementos esenciales y energía. Si un
microorganismo no puede usar un componente que es mayoritario en la composición dun determinado alimento, estará en desventaja respecto a otros que sí son capaces deemplearlo.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 5/82
emplearlo.
aproximadamente simétrica con uña amplitud de dos a cinco unidades de pH,presenta su máximo crecimiento a lo largo de una a dos unidades.
La acción del pH sobre los microorganismos se puede considerar en tres niveles:
Ø Sobre el medioØ Sobre la permeabilidad de la membranaØ Sobre la actividad metabólica.
2.1 .3 Pot enc ia l óx id o- red ucc ión y ox ígeno
El medio oxidante cuando captura electrones y es reductor cuando los cede. El potenciredox (Eh) en voltios mide la facilidad por la cual el medio pierde electrones, si esreductor y Eh negativo, o los gana si es oxidante y su Eh positivo.
Un medio será reductor cuando contenga sustancias muy hidrogenadas, radicales –SHazúcares reductores u otras sustancias, como el ácido ascórbico o el tocoferol, lo queocurre en bastantes productos alimentarios. El oxígeno atmosférico, ya sea en lasuperficie (en el interior del producto, atrapado en la masa o en los parénquimasvegetales, hace que estos productos tengan un Eh positivo.
El potencial redox tiene un efecto fundamental sobre la microflora de un alimento.Aunque el crecimiento microbiano se puede producir dentro de un amplio margen depotencial redox, los microorganismos se suelen encuadrar dentro de un intervalo depotencial, dentro del cual son capaces de crecer. De este modo, se establecen cuatro
grupos principales de gérmenes:
§ Aerob ios es t r i c tos § Aer ob i os f acu l t a t i vos § Anaer ob i os es t r i c t os § Microaeró f i l os o aero t o le ran t es
Los microorganismos que se desarrollan en presencia de oxígeno disponen de dotacionenzimáticas adecuadas para descomponer los productos tóxicos que descomponen elperóxido de hidrógeno.
El crecimiento microbiano en un alimento reduce su Eh; este efecto se suele atribuila asociación del agotamiento del oxígeno con la producción de puestos reductores plos microorganismos parece ser que el principal mecanismo es el primero que se explicado.
2.1 .4 Ac t i v idad de agua
Un alimento es un sistema complejo en el existir niveles estructurales intrincados, comlas animales o vegetales, complejos moleculares muy dispares en los que hay
interacciones diferentes, agregados moleculares con uniones más o menos débiles,iones, etc.

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 6/82
La Aw de un sustrato se define como el cociente entre la presión parcial de ag
existente en la atmósfera en equilibrio con el sustrato y la presión parcial de atmósfera con agua pura a la misma temperatura. Matemáticamente se expresa así:
Aw : P/ P 0
Donde P es la presión parcial en equilibrio con el sustrato y P 0 la presión parcial enequilibrio con el agua pura.
La Aw por tanto, nos indica la disponibilidad agua de un determinado medio para reacciones químicas, las bioquímicas, los cambios de estado o transferencias a través membranas semipermeables. Su valor oscila entre 0 y 1 .
Así, los frutos secos, ricos en grasa, con un porcentaje agua entre el 4%, y el 9%, legumbres, ricas en proteínas, con un 9% a un 13% de agua y las frutas desecadaricas en sacarosa, con un 18% a un 25% agua, pueden tener una misma Aw de un 0,7
Los microorganismos han generado diversas estrategias para controlar este flujo; alas bacterias, los hongos y las algas le hacen frente a través de su pared celular rígidalos protozoos de agua dulce, mediante la excreción activa al exterior, con un mecanismde vacuolas contráctiles. A medida que la Aw exterior disminuye o aumenta la presiosmótica, la Aw del citoplasma ha de ser más baja o su presión más alta. Esto consigue gracias a la producción de crecientes concentraciones de solutos que, ademáno deben interrumpir las funciones citoplasmáticas; de ahí que se denominen solut
compatibles; pueden ser el glicerol o el manitol en los hongos, o los aminoácidos o sderivados en las bacterias.
Cuando se reduce la Aw del medio, disminuye de forma paralela el número de grupde microorganismos capaces de crecer activamente.
Cuadro N°1. Act i v idades de agua m í n imas pa ra c recim ien t o ac t i vo de d i s t i n t osm ic roo rgan ismos .
Gr upos de m i c r oo r gan i smos Aw m ín i m aMayoría de bacterias G- 0 ,97 Mayoría de bacterias G+ 0 ,90 Mayoría de levaduras 0 ,88 Mayoría de hongos fílamentosos 0 ,80 Bacterias halófilas 0 ,75 Hongos xerófilos 0 ,61
Los microorganismos se suelen organizar en tres grandes grupos, dependiendo dprincipal producto, responsable de las modificaciones de la Aw en el medio:
• Haló f i l os o ha lo to le ran tes .• Osmóf i l os u osm oto l e r an tes .
Xerá f i l os o xe r o to l e r an tes
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 7/82
§ Xerá f i l os o xe r o to l e r an tes
Son un caso particular las bacterias halófilas obligadas, en general, muy popresentes en los alimentos salvo en productos de pesca en salazón. HalobacteriumHalococcus necesitan concentraciones de NaCl entre un 12% y 15%; por debajo éstas, su crecimiento decae rápidamente.
2 .1 .5 . Com ponen t es an t i m i cr ob i anos
Puesto que la mayor parte de los alimentos tienen origen en seres vivos, las barrerantimicrobianas que protegían al organismo del que provienen serán las primerdefensas frente a la proliferación de gérmenes.
Las transformaciones de los alimentos, como son las fermentaciones, producen,asimismo, sustancias antibacterianas, como los ácidos láctíco y acético. Finalmente,durante el procesado, se pueden añadir otras sustancias antimicrobianas: los nitritos, los que: son muy sensibles los Clostridium, el citrato, la nisina o el hidroxianisol,efectivos frente a G+, o sorbatos o benzoatos, de acción antifúngica.
2.2 Factor es ex t r ínsecos
2 .2 .1 Hum edad r e l at i va
La humedad relativa (HR) representa la proporción de vapor acuoso existente en volumen atmosférico dado, en relación con la cantidad que se necesita para obtenersaturación.
2 .2 .2 Temper a tu r a
La temperatura es uno de los factores fundamentales que influyen en el crecimiento los microorganismos ya sea de forma directa, por las alteraciones que sufren germendiferentes temperaturas, o de forma indirecta puesto que los cambios de temperaturepercuten una gran parte de los factores analizados en esta unidad incrementandodisminuyendo su eficacia. Por eso el principal parámetro en la conservación de alimentos.
De acuerdo con todo esto, los microorganismos se han clasificado en varios grupfisiológicos (Cuadro N°2). No obstante, hay que tener en cuenta que esta clasificación ha convenido, porque es una herramienta útil, pero, en realidad, la distribución de microorganismos en los intervalos de temperatura es continua.
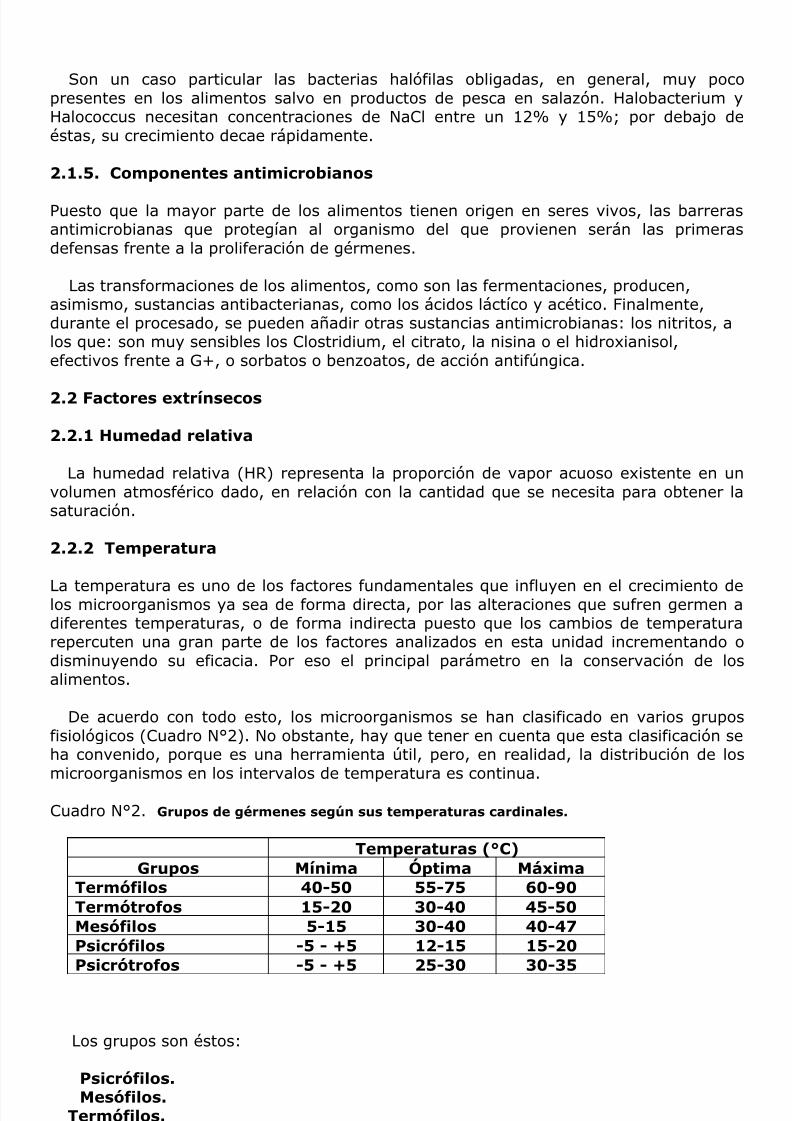
Cuadro N°2. Grupos de gé rm enes según sus t em pera t u ras ca rd ina les.
Tem pera t ur as ( °C)Gr upos M ín i m a Óp t i m a Máx i m a
Te r m ó f i l o s 4 0 - 5 0 5 5 - 7 5 6 0 - 9 0Te r m ó t r o f o s 1 5 - 2 0 3 0 - 4 0 4 5 - 5 0Mesó f i l os 5 - 15 30 - 4 0 40 - 4 7Ps ic r ó f i l os - 5 - + 5 12 - 1 5 15 - 2 0Ps ic r ó t r o f o s - 5 - + 5 2 5 - 3 0 3 0 - 3 5
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 8/82
2.2 .3 . Atm ósfera gaseosa
El gas más importante que está en contacto con los alimentos es el oxígeno; en apartado de potencial redox ya se han comentado sus efectos y su influencia sobre potencial redox.
Los restantes gases mayoritarios en la atmósfera, el nitrógeno y el CO2 desplazanoxígeno, pero el CO2, además, tiene algunos efectos específicos, especialmenbactericidas o bacteriostáticos, que analizamos a continuación.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 9/82
CAPI TULO I I I
AGENTES BACTERI ANOS CON SI GNI FI CADO EN ALI MENTACI ON.
3 .1 El a l im en to com o fac to r de r iesgo de en fe rm edad .
Los sistemas de producción de los alimentos han cambiado bastante en los últimos añaumentando su complejidad y magnitud para cubrir la creciente demanda de productos, tanto cantidad como en variedad. La mayor parte de los nuevos procesos suponen una mejora encalidad del alimento, aunque algunos de ellos entrañan riesgos adicionales para la salud consumidor.
Un alimento puede ocasionar enfermedades en individuos o ser responsable de brotepidémicos en colectividades por alguno de los siguientes motivos:
§ Se comporta directamente como un tóxico a causa de sustancias químicas presentes en composición.
§ Es contaminado accidentalmente por tóxicos.§ Se le añaden sustancias, para conservarlo o modificar sus características, que se comport
como tóxicos.§ Existen en él gérmenes que, por su proliferación, por la elaboración de toxinas o amb
cosas, son capaces de desarrollar cuadros clínicos de enfermedad.
Teniendo en cuenta estos posibles orígenes de afecciones relacionadas con los alimentos, cahablar de tres grandes grupos de enfermedades:
§ I n t o x i ca cio n e s a l ime n ta r i a s .
§ I n f e cc io n e s t ra n smi t i d a s p o r a l im e n to s . § Tox i in fecciones a l im en ta r ias .
Los factores epidemiológicos que contribuyen a la aparición de brotes de enfermedad se puedsintetizar en los grupos que siguen:
§ Conservación de los productos a temperatura ambiente, a una temperatura inadecuada o crefrigeración insuficiente.
§ Existencia de manipuladores portadores de infección.§ Preparación de los alimentos en grandes cantidades y con gran antelación a su consumo.§ Cocción insuficiente de alimentos contaminados o escaso recalentamiento.§
Uso de restos de alimentos§ Descongelación defectuosa§ Consumo de productos contaminados preparados industrialmente.§ Consumo de alimentos crudos contaminados.§ Contaminaciones cruzadas.§ Limpieza y desinfección insuficientes de utensilios y de materiales de cocinado.§ Empleo de tuberías o de útiles fabricados con productos tóxicos.§ Adición accidental o voluntaria de productos tóxicos en los alimentos.
Asimismo, existe una clara relación entre las estaciones del año y la aparición de brotes, modo que son especialmente frecuentes entre junio y septiembre, y agosto es el mes en el qmás procesos de declaran.
En esta unidad de trabajo y en la siguiente se van a analizar los principales grupos microorganismos que pueden estar presentes en los alimentos

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 10/82
microorganismos que pueden estar presentes en los alimentos
3 .2 Sa lmone l la .
3 .2 .1 Caracter ís t icas
Se trata de bacilos que pertenecen a la familia de las Enterobacteriaceae, G-, anaerobfacultativos con flagelos perítricos, quimiorganotrofos, oxidasa-negativos y catalasa-positiv
con un metabolismo oxidativo y fermentativo. Son productores de ácido y, frecuentemente, gas, durante la fermentación de D-glucosa u otros glúcidos.
3 .2 .2 Es t ru c tu r a an t igén ica .
En la especie Salmonella cabe diferenciar varios serotipos, en función de las estructuantigénicas de sus cepas. Hay tres tipos de antígenos.
§ Antígenos somáticos o antígenos O.
Son antígenos de la pared bacteriana, con estructura de lipopolisacáridos, termoestablesalcohol resistentes.
3.2 .3 Clas i f icac ión y Taxonom ía.
Se han hecho diferentes propuestas de nomenclatura y clasificación de la Salmonella mediatécnicas de hibridación ADN/ADN. Así, se habla de una especia única, Salmonella entérica
anteriormente conocida como Salmonella cholerae-suis-, con siete subespecies.
El esquema clásico en cuatro subgéneros de Kauffman-White se basa en una diferenciacsegún los antígenos y en ciertas propiedades bioquímicas:
• Subgénero I: La mayoría de las Salmonellas , con las características clásicas.• Subgénero II: Algunas cepas gelatinas +, dulcitol + y malonato +.• Subgénero III: Salmonella arizonae, caracterizada por -galactosidas +, fermentación
lactosa, dulcitol – y malonato +.• Subgénero IV: Ciertas cepas dulcitol -, cultivables en medios con KCN.
En los años cuarenta, este esquema contenía cien serotipos, número que ha ido aumentanhasta la actualidad, en que se conocen una dos mil doscientas serovariedades.
Aunque el sistema tradicional de denominación es incorrecto desde el punto de vitaxonónimo, se sigue usando, por ser una forma eficaz de transmitir la información clínicaepidemiológica.
3.2 .4 . Rasgos f is io lóg icos.
§ La temperatura.
La temperatura óptima de crecimiento del género Salmonella oscila entre 35°C y 47°C;
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 11/82
l i t t i f i 10°C l i i t f t id bl
La Aw mínima de crecimiento de las Salmonellas está en 0,93 y se desarrollan bien entrevalores que oscilan entre 0,945 y 0,999.
§ La Concent rac ión sa l in a .
En general las Salmonellas son bastantes sensibles al NaCl.
§ Otros fac to res .
Las variaciones en el potencial de óxido-reducción no afectan al género Salmonella. Este bacilono es buen competidor respecto a otras especies; en particular queda muy inhibido por la floraláctica; en cambio, resiste bien y durante largo tiempo en medios exteriores, como tierra,materiales fecales, equipos, ambiente, lo que tiene una gran trascendencia desde el punto devista epidemiológico.
3.2 .5 . Prop iedades especia les.
A las Salmonellas se las considera entero-invasivas más que toxigénicas. Las endotoxinas seliberan tras la lisis de las células, aunque algunos autores plantean la posibilidad de laproducción de enterotoxinas.
3 .2 .6 . P ro toco lo de de tección , iden t i f i cación y recuen to .
Las Salmonellas se encuentran en pequeñas cantidades en los alimentos, salvo casos detoxiinfección; por tanto, para que quede de manifiesto la contaminación paucimicrobiana que,además, suele estar acompañada de una flora accidental importante, es necesario utilizartécnicas específicas.
Para su investigación en alimentos es imprescindible seguir una marcha analítica, establecida ecinco fases y recogida en normas nacionales e internacionales.
§ Preenr iquec imien to .
§ Enr iq uec imien t o se lect i v o .
• Ca ld o d e t e t r a t i o n a to -b i li s - verd e b r i l l an te ( m ü l l e r -Ka u f fma n ) • Caldo de Rappapor t - Vassi l iad is • Caldo de se len i to-c is t ina
§ Ais lamien to .
El aislamiento se hace por estría en medios sólidos desde los caldos de enriquecimiento. Estos
medios contienen, esencialmente, agentes selectivos, como sales biliares, azúcares, comolactosa: sales, para evidenciar la producción de H2S; e indicadores de pH. Los medios que sepueden utilizar son los siguientes:

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 12/82
pueden utilizar son los siguientes:
§ Sero t ip os y l i so t ipos .
§ Otros m étodos de invest igac ión .
El protocolo que se ha descrito es completo y largo; se necesitan al menos, cuatro días paraobtener un resultado. Por esta razón se han descrito diversos procedimientos que simplifican ltécnica y acortan el tiempo de realización. Son éstos:
• Técnicas basadas en la m ovi l i dad de las cé lu las.• Técn icas de im pedanc ia-conduc t iva .• Técn icas de inm uno f lu o rescenc ia . • Técn icas de inm unoenz im át icas. • Técn icas r ad iom ét r i cas. • Técnicas en las que se man ejan sondas ADN. • Técn icas inm unogené t icas .
•3.2.7 . Cuad r os Clín icos.
La en fe rm edad en e l se r hum ano .
La patología relacionada con las Salmonellas en el ser humano se manifiesta bajo tres cuadrosprincipales: el Cuadro entérico, la septicemia y la fiebre entérica.
El Cuadro Ent ér ico .
Se trata de un cuadro clínico relacionado con Salmonellas ubicuas no adaptadas a la especiehumana. En la mayor parte de los casos, sus manifestaciones se circunscriben al ámbitoentérico, con cuadros de enteritis o gastroenteritis
En la actualidad, Salmonella enteridis, Salmonella typhim urium y Salmonella virchow son lasbacterias implicadas con más frecuencia en estos cuadros, aunque no se ha de olvidar que todlos serotipos son capaces de desencadenar estas infecciones.
La sept icem ia con o s in in fecc ión foca l .Este cuadro cuenta con manifestación polimorfas que van desde la fiebre, sin signos
localización, y que puede persistir varias semanas, hasta antecedentes de escalofríos, fiebsudoración, malestar, anorexia y pérdida de peso.
La f ieb re en té r ica .Los serotipos adaptados al ser humano son invasores y tienden a una ocupación sistemátiéste es el caso de la Salmonella Typhi y la Salmonella Paratyphi A,B y C, responsables de fiebres tifoidea y paratifoidea.
3.2 .8 . Ep idem io logía .
La Salmonella constituye uno de los grupos bacterianos fundamentales de toxiinfeccalimentaria, definida, además, como infección zoonótica, puesto que la principal fuente depatología humana son los animales infectados. A pesar de que se trata de un capítulo mimportante de las toxiinfecciones alimentarias se admite que los Servicios Sanitarios Oficia
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 13/82
importante de las toxiinfecciones alimentarias se admite que los Servicios Sanitarios Oficia
• I m ped i r las con tam inac iones c ruzadas. • Ad o p ta r m e d id as re sp ec to a l su je to e n fe rmo
3.3 . Esta f i lococos.
3 .3 .1 Caracter ís t icas.
Estafilococos y micrococos son los dos géneros más destacados de la familia MicrococcaceSon cocos G+, no esporulados, inmóviles, anaerobios facultativos, catalasa positivos, oxidanegativos, con capacidad de fermentar la glucosa, lo que entre otras características, sirve padiferenciarlos del resto de los gérmenes de la familia Micrococcaceae. Presentan una división más de un plano, por lo que originan grupos irregulares, como racimos, de ahí su nombre palabra estafilococo está formada por el griego staphylé “racimo” y cocos “grano”).
3.3 .2 . Rasgos de l Staphy lococcus au r eus .
Esta especie produce numerosas enzimas: proteasas, lipasas, coagulasas, termonucleasa. Eúltima y la coagulasa libre también las producen Staphylococcus intermedius y Staphylococ
hyicus . También se debe a él un pigmento del grupo de los carotenoides que confiere a colonias una coloración amarilla o anaranjada, de intensidad variable – según el tipo de cepaque, en ocasiones, no se expresa o se pierde por sucesivos pases.
3 .3 .3 . En te ro tox inas .
Las toxinas que produce el estafilococo son proteínas de pequeño tamaño, formadas por ucadena simple de aminoácidos plegada de forma globular. Como se señalará más adelante, esestructura podría explicar algunas de sus características de resistencia.
Se han identificado siete toxinas distintas, designadas con letras A a E; hay tres tipos de la C1, C2, C3,. La A y la D, aisladas o asociadas, son las que con más frecuencia están implicadas toxiinfecciones alimentarias; siguen la C y la B, y la E es la que menos se detecta.
3 .3 .4 . P ro toco lo de de tección , iden t i f i cación y recuen to .
§ Detecc ión.
Se recurre a la detección cuando no es necesario conocer el número exacto de gérmenes, si
sospecha de la existencia de pocos gérmenes y se quiere enriquecer la muestra, o si se sabe qlos gérmenes pueden estar lesionados a causa de técnicas industriales agresivas.
§ Conf i rmac ión .
En las colonias típicas se ha de examinar su capacidad de producir coagulasa. Para ello, realiza un pase en caldo de cerebro-corazón con el que se hace la prueba de coagulación cplasma de conejo-EDTA. Si la reacción es dudosa o se precisa una identificación más concrese debe recurrir a otras pruebas.
§
Recuento . El recuento se puede hacer en placa, a partir de diluciones decimales, con el medio de Bair
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 14/82
forma brusca: náuseas, cefalea, dolor abdominal de tipo cólico, vómitos violentos, incoerciblesrepetidos y, frecuentemente, acompañados de diarrea.
3.3 .6 . Ep idemio logía .
La enterotoxicosis estafilocócica es una de las causas fundamentales de toxiinfeccalimentaria, ocupando el segundo lugar en importancia tras la salmonelosis; sin embargo,
incidencia real es difícil de determinar, pues bastantes casos no se declaran oficialmente; amuchos brotes de ámbito familiar no llegan a conocerse, salvo que los afectados necesitasistencia hospitalaria.
El diagnóstico de la intoxicación se debe confirmar con los resultados analíticos:
• Recuento de más de 105 Staphyloccocus aureus en el alimento sospechoso.• Presencia de enterotoxina en el producto del que se sospecha o en vómitos.• Presencia de la bacteria del mismo serotipo en deposiciones y en vómitos de var
enfermos y en el alimento sospechoso.
Cuando los estafilococos no son revivificables, por tratarse de alimentos recalentadosdemasiado ácidos, puede existir toxina aun cuando los gérmenes ya están muertos; si detección de enterotoxina no es posible, cabe recurrir otras dos pruebas indicativas:
• Observación en el alimento sospechoso de cocos G+ en racimos, 10 por campo de media.• Demostración de termonucleasa en el producto.
3.3 .7 . Prevención.
Se puede actuar mediante un control veterinario de los animales, eliminando las vacas cmastitis permanentes y evitando las contaminaciones cruzadas entre la piel y las canales en mataderos. También realizando frotis nasales a los operarios de las plantas elaboradoras alimentos y dejando en otras secciones a personas positivas o que tengan heridas en la piel.
3.4 . Escher ich ia co l i
3 .4 .1 . Caracter ís t icas
Escherichia coli es la especie tipo del género Escherichia que, a su vez, es el género tipo de
familia Enterobacteriaceae. Se trata de un bacilo corto, G-, no esporógeno, anaerofacultativo, catalasa-positivo, oxidasa-negativo, fermentador, genéticamente muy relacionacon el género Shigella, aunque el sustrato de fermentación y su actividad bioquímica diferencian bastante de aquel. Tal actividad se puede hacer patente recurriendo a la batería pruebas IMViC, con las que se llega a resultado:++--. Estas pruebas, todavía se utilizanefectos de identificación, si bien suelen estar englobadas en un conjunto mayor de pruebas los sistemas miniaturizados de identificación.
Las cepas productoras de cuadros diarreicos se han agrupado en cuatro tipos, según spropiedades patogénicas: Escherichia coli enteropatógeno (ECEP) Escherichia coli enteroinva(ECEI), Escherichia coli enterotoxigénico y Escherichia coli enterohemorrágico (ECEH).
3 .4 .2 . P ro toco lo de detecc ión , I den t i f i cac ión y recuen to .

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 15/82
y
§ Escher ich ia co l i en t ero t ox ig én ico ( ECET)
Tiene un período de incubación de doce a treinta y seis horas. Los síntomas son, desde uligera diarrea febril, hasta un síndrome grave que recuerda al cólera, dolor epigástrico, vómiy heces acuosas sin sangre ni mucus.
§ Escher ich ia co l i en te ro in vasor ( ECEI )
Este bacilo produce los síntomas típicos de una disentería bacilar invasora que; además asocia a Shigella .
§ Escher ich ia co l i enteropatógeno (ECEP).
Su periodo de incubación oscila entre doce y treinta y seis horas, tras el cual aparece usensación generalizada de malestar, vómitos y diarrea.
§ Escher ich ia co l i en te roh emor rág ico ( ECEH)
En ocasiones, este bacilo se denomina también Escherichia coli productor de verotoxina (ECVEl más estudiado ha sido Escherichia coli O157:H7, que en nuestro país ya a cobrado varvictimas fatales, también es conocida como la bacteria de las hamburguesas ya que ealimento es el más relacionado con la enfermedad.
3 .4 .4 . Ep idem io log ía y p revenc ión .
Escherichia coli es un habitante habitual del intestino de las personas y de animales de sangcaliente, en los que es el anaerobio facultativo predominante, aunque componente secundario la microflora total. Es un comensal inofensivo que se puede convertir en un patógeoportunista con infecciones de vías urinarias, neumonía, en pacientes inmunodepresivos,meningitis en niños.
3.5 . Clost r id ios
Los clostridios forman un grupo muy heterogéneo sobre el que recientemente se han realizatrabajos basados en estudios fenotípicos y genotípicos, que parecen indicar que, en actualidad, es difícil definir la posición sistemática de los Clostridium sp. Es probable que seseparados en géneros diferentes e, incluso, próximos a las bacterias no esporuladas, ccaracterísticas bioquímicas parecidas.
3.5 .1 . Clo st r i d i u m b o tu l i n u m .
§ Caracter ís t icas.
Clostridium Botulinum constituye más conjunto de especies que una sola espetaxonómicamente bien definida. Cabe establecer cuatro grupos que incluyen tipos toxigénicdistintos: Grupo I, tipos A, B y F; Grupo II, tipos B, E y F; Grupo III, tipos C y D; y Grupo Itipo G, según sus características bioquímicas, los catabolitos que producen y su fisiología. Eheterogeneidad se debe a que todas las bacterias aisladas y descritas como productoras neurotoxinas de tipo botulínico causados por otras cepas de especies ya conocidas: Clostridi
barati , que produce toxina F y Clostridium butyricum , que produce toxina E.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 16/82
sulfametoxazol y trimetoprima. En este medio, no es inhibido y forma colonias con precipitairidiscente a causa de la presencia de lipasa. La muestra se puede sembrar directamente desun extracto del alimento o tras su enriquecimiento por cultivo en un medio TGY.
§ Cuad ro Clín ico.
Es un ejemplo típico de intoxicación alimentaria en su sentido estricto, ya que es consecuen
de la ingestión de la toxina que el bacilo produce en el alimento.
Los síntomas derivados de la intoxicación botulínica reflejan la acción de la toxina sobre fibras nerviosas colinérgicas, que tienen como mediador Ach. De esta clase son las fibcolinérgicas de la musculatura lisa, las terminaciones parasimpáticas postganglionares y algunsimpáticas postganglionares.
§ Epidemio logía .
El bacilo está en el suelo y en el sedimento marino; desde estos lugares puede contaminar
alimentos. Diversos estudios han demostrado una distribución desigual de los distintos tipos bacilos, tanto en hábitat como en continentes. Así, el tipo B predomina en Europa y en Amérdel Norte, mientras que los tipos C y D se dan más en África y en Europa del Norte. En Chile spoco los casos de esta enfermedad y lamentable se han producido en niños (botulismo infantil
§ Prevenc ión .
La prevención se ha de centrar en una tecnología alimentaria correcta. En todos los casos limpiará cuidadosamente la materia prima que se ha de conservar, y se manejarán producfrescos.
3.5 .2 . Clos t id ium per f r ingens .
§ Caracter ís t icas.
Antes conocido como Clostidiun welchii , es un bacilo G+, bastante grueso y recto, que presenta aislado o en parejas, Sus esporos, raros de ver in vitro, son grandes, ovales, centrao subterminales y deformantes; carece de cilios, por lo que es totalmente inmóvil. Unas tcuartas partes de las cepas poseen una cápsula, contiene hemolisinas, es gelatinasa +fermenta la glucosa, la lactosa, la maltosa y la sacarosa produciendo ácidos –los mimportantes con el acético, el butírico y el caproico-. A pesar de que es un organismo anaerocatalasa-negativo, puede crecer y sobrevivir en presencia de oxígeno.
§ Recuent o , det ección e ident i f icac ión.
Los medios con los que se investiga son selectivos y contienen inhibidores de otros gérmensulfitos y sales de hierro para aprovechar la propiedad de la sulfitorreducción liberando SH2 qal reaccionar con el hierro, produce sulfuro de hierro de color negro, que se deposita alrededde las colonias. Los medios más utilizados son el SPS (sulfito-polimixina-sulfadiacina), el T(Triptona-sulfito-neomicina) y el TSC (triptona-sulfito-cicloserina).
§ Cuad ro s Clín icos.
Se consideran necesarias alrededor de 108 células de Clostr idium perfringens para que aparezuna toxiinfección alimentaria. Una vez ingeridas las bacterias, esporulan en el intestino a las s
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 17/82
h h l b d l l d l b ó d l í d
§ Prevenc ión .
La prevención de esta modalidad de toxiinfección alimentaria se consigue atendiendo a taspectos básicos:
• Disminu c ión de la ca rga m ic rob iana en el a l imen t o en o r igen .• Adecuac ión en las cond ic iones de man ipu lación y t rans fo rm ación de l p rodu c to . • Co n su mo in m e d iato d e l a l im e n to .
3 .6 . Bruce l las.
3 .6 .1 . Caracter ís t icas.
El género comprende unos organismos que son bacilos cortos ovales, G-, catalasa y oxidasa capsulados, aerobios – aunque puede ser necesaria una atmósfera con un 10% de CO2 pmejorar su crecimiento- que se presentan aislados o en parejas y rara vez en cadenas cortas.
El género incluye seis especies, de las cuales, las cuatro patógenas para el ser humano estasociadas típicamente a un animal hospedador. Son Brucella abortus , con bovinos; Bruce
melitensis , con óvidos y cápridos; Brucellas suis , con cerdos, y Brucellas canis , con perros.
3 .6 .2 . Recuen t o , de tección e I den t i f i cac ión .
Los microorganismos del género Brucella son muy exigentes en cuanto a las condiciones crecimiento, pues no sirven los medios ordinarios, que se han de enriquecer con infusiones hígado o suero.
3.6.3 . Cuad ro Clín ico.
Una brucelosis es una enfermedad con tendencias a la cronificación que se caracteriza por período de incubación de una a seis semanas, tras el cual aparece un acceso febril con fiebalta, astenia, sudoración profunda, constipación, anorexia, artralgias –preferentemente, en extremidades inferiores y la columna- y pérdida de peso.
3.6 .4 . Ep idemio logía .
Las vías de infección básicas son de tres clases:
• Vía d igest iv a .• Cont ag io d i r ec to .
Vía aérea .
3.6 .5 . Prevención.
Para controlar la brucelosis en una zona, la FAO y la OMS han seleccionado cinco estrategbásicas que se pueden completamente entre sí:• Prevención de la difusión entre animales y protección de rebaños y zonas libres de brucelos• Eliminación de animales infectados por el método de la investigación y el sacrificio.
considera que esta eliminación está justificada si la infección prevalece, en una zona, en porcentaje superior a un 2%; en caso contrario, se realizaría una campaña previa
inmunización.• Inmunización masiva, para reducir las tasas de infección en grupos de animales convacuna RV 51.

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 18/82
3 .7 .2 . Tox inas y tox inogénes is .
Los primeros cuadros patológicos se atribuyen a la ingestión de un alto número de gérmenes ola presencia de una fosfolipasa. Sin embargo, en realidad, los síntomas de las toxiinfeccionalimentarias producidas por el germen se deben a dos tipos distintos de exotoxinas que sexcretadas al medio interno:
§ Tox ina d ia r r e ica. § Tox ina emét ica.
3 .7 .3 . De tección , recuen t o e iden t i f i cac ión .
La ubicuidad del germen y su amplia distribución obligan a tener cautela al considerarle coresponsable de un brote de intoxicación alimentaria, puesto que sólo su presencia e grandcantidades, en recuentos superiores a 105 /g y en ausencia de otros gérmenes patógenos, pueasegurar su responsabilidad.
3.7.4 . Cuad r os Clín icos.
De forma general, cabe afirmar que la sintomatología que produce el Bacillus cereus es la de uintoxicación benigna, aunque, al existir dos tipos de toxinas, los cuadros clínicos pueden diferentes. Veámoslos.
§ Síndr om e D ia r r e ico . § Síndr om e em ét ico .
3.7 .5 . Ep idemio logía .
El bacilo está ampliamente distribuido en la naturaleza: es huésped normal de suelo, vegetalpolvo, superficies, y se puede aislar en heces de animales y de seres humanos. contaminación es de origen telúrico y sus esporas termorresistentes permiten su presencia los alimentos cuando el tratamiento térmico no ha sido completo o correcto.
3.7 .6 . Prevención.
La principal medida preventiva consiste en respetar las reglas básicas de higiene general enque respecta a contactos de los alimentos con sustancias extrañas. Por otra parte, entre medidas concretas, cabe citar éstas: preparación de cantidades justas de alimentos, tratamientérmico adecuado, conservación en refrigeración rápida tras elaborar el produc
recalentamiento rápido y consumo inmediato.
3.8 . Sh ige l la
3.8 .1 . Caracter ís t icas.
Estos bacilos pertenecen a la familia de los Enterobacteriaceae; son G-; inmóviles, pero con cierto movimiento pendular u oscilatorio in situ ; no esporulados aerobios facultativos –calguna excepción- ; mesófilos típicos con temperaturas cardinales de entre 10°C y 45°C; crecpreferentemente con valores de pH comprendidos entre 6 y 8, y no sobreviven si los valoestán por debajo de 4,5.
Se suelen considerar gérmenes lábiles que no sobreviven fácilmente fuera de su hábitat naturque es el intestino humano y el de primates. El género está integrado por cuatro especies q
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 19/82
Todas las especies son patógenas para el ser humano; lo que las diferencia es la gravedad deenfermedad que desencadenan.
3 .8 .2 . De tección , recuen t o e iden t i f i cac ión .
El procedimiento se inicia con un cultivo en caldo de enriquecimiento para inhibir la flo
competitiva; con este fin es posible recurrir a caldo para gramnegativos, caldo selenito, caldode Mossel o caldo Shigella . Algunos autores proponen utilizar baterías de varios de estos medi
3.8 .3 . Cuadr os c l ín icos.
La Shigelosis es una infección invasora que se adquiere al ingerir gérmenes con los alimentUna vez que penetra en el organismo, se multiplica profusamente en la zona alta del intestidelgado; puede penetrar en las células epiteliales del intestino grueso, el ciego y el apéndice, especial en los pliegues del colon. Este proceso invasivo se acompaña de la destrucción de células de la mucosa, aunque, en general, es superficial y raramente penetra más allá de ella.
§ Disenter ía . § Diarr ea acuosa. § Dia r rea sim p le .
3.8 .4 . Ep idemio logía .
El ser humano es la única fuente de infección conocida, y cobran mayor importancia las formleves y los portadores, aunque actualmente, la mayoría de los pacientes con enfermedad actdejan de eliminar microorganismos poco después de empezar el tratamiento con antibióticopor tanto, el principal reservorio lo constituyen los pacientes con enfermedad leve y portadores transitorios asintomáticos.
3.8 .5 . Prevención.
Según lo expuesto en el apartado anterior, las medidas más efectivas son el lavado frecuente manos durante las labores culinarias, la higiene personal, la separación de los manipuladoresalimentos de su trabajo habitual si presentan cuadros diarreicos, el tratamiento térmadecuado de los alimentos y su conservación mediante la refrigeración.
3 .9 . V ib r iones .
3 .9 .1 . Caracter ís t icas.
Estamos ante bacilos cortos, G-, curvados o rectos, y móviles por la presencia de un flagpolar, anaerobios facultativos, catalasa – y oxidasa +. El NaCl estimula el crecimiento de todlas especies; para algunas de ellas es una necesidad su presencia en el medio. Lenteropatógenos tienen una temperatura óptima de crecimiento cercana a 37°C, aunque se comprobado que crecen entre 5°C y 43°C; en el medio natural, la temperatura mínima crecimiento es 10°C, el crecimiento previo del organismo en presencia de sal aumenta
termorresistencia.

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 20/82
de 8,6 a 9,0, cuyo inconveniente es que pueden crecer en él otros gérmenes, así como el catelurito-sales biliares, de pH comprendido entre 9 y 9,2, que es más selectivo.
3.9.4 . Cuad ro Clín ico.
El período de incubación del cólera suele ser corto y, probablemente, depende de la cantidad
microorganismos ingeridos y de las características del huésped. Los síntomas aparecen a cuarenta y ocho horas de la exposición, aunque en estudios con voluntarios se han registraperiodos muy variables, desde las catorce horas a los seis días.
3.9 .5 . Ep idemio logía .
Todavía no se conoce mucho sobre la diseminación del cólera ni sobre los episodios epidémicIncluso, en áreas endémicas, en las que los períodos entre los brotes están separados pmuchos meses, no existen pruebas del bacilo en el agua ni en los alimentos, como tampoco hevidencias claras de reservorios ni de vectores. Así, se han sugerido varios mecanismos sob
los reservorios interepidémicos de Vibrio cholereae 01:
• Reservo r ios no hum ano .• Por tadores crón icos con e l im inac ión in te rm i ten t e . • Transmis ión con t inuada . • Reservor ios acuát icos.
3.9 .6 . Prevención.
Es evidente que, en la actualidad, si no se facilita la contaminación con vibriones del agua y los alimentos, la enfermedad no tiene posibilidad de extenderse. Por eso, cuando surge un brolas primeras medidas se han de aplicar en el entorno del enfermo, y se concretan en procedeun diagnóstico y un tratamiento correctos, el aislamiento y la desinfección de excretas, utensily ropas.
3 .10 . Ot ros agen tes bac te r ianos .
Desde hace años, los investigadores han centrado su atención en varios géneros bacterianresponsables de toxiinfecciones alimentarias; en unos casos, por las potenciales situaciongraves que pueden causar, como la Listeria en embarazadas; en otros, por su recieidentificación como promotores de procesos diarreicos vinculados al consumo de alimentcomo Yersenia ; en otros, finalmente, por su amplia difusión en nuestro entorno a consecue
de la facilidad con que hoy en día se viaja a zonas endémicas, como Plesiomonas .
Campy lobac te r .
§ Caracter ís t icas.
Se trata de pequeños bacilos de forma incurvada o helicoidal; son G-; móviles, dada existencia de uno o más flagelos polares o anfítricos que les confieren un característmovimiento en sacudidas; no esporulados; la mayoría son microaerófilos y sensibles al oxígenno fermentan ni acidifican los glúcidos y poseen una oxidasa.
L iste r ia monocy t ogenes .
§ Caracteristicas.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 21/82
CAPI TULO I V
LA CONSERVACI ON DE LOS ALI MENTOS POR FRI O
La conservación de alimentos por frío es los uno de métodos naturales más antiguos. Losesquimales ya ocupaban principios del glaceado y la ultracongelación en inmersión cuandosumergían la carne de pescado en las gélidas aguas para conservarlas. Pero no fue hasta el
desarrollo del amoniaco (1875) como líquido refrigerante en que se empezaron a fabricarsistemas de refrigeración, especialmente para el transporte de carne en los barcostrasatlánticos. Los sistemas hogareños de congelación empezaron es los Estados Unidos en losaños 20. Hoy en día, la capacidad de frío de los países (almacenes, fábricas, supermercados,hogares, transporte, etc.) es un reflejo del avance tecnológico en que Chile tiene un buen nivedentro de Sudamérica.
4 .1 . D i fe renc ia en t r e re f r ige rac ión y conge lac ión
La refrigeración y la congelación utilizan el efecto de las bajas temperaturas para prolongar el
período de conservación de los alimentos. La diferencia esencial entre ambos métodos deconservación, dejando de lado las distintas temperaturas, radica en la formación de cristales dhielo en los productos congelados.
4.2 Refr igerac ión
La refrigeración consiste en conservar los alimentos a temperaturas superiores a las de lacongelación.Se aplica a frutas, verduras, leche y productos lácteos frescos, carnes, pescados y en general aalmacenaje de productos elaborados.
4 .2 .1 . Requer im ien tos de a lm acena je en re f r ige rac ión
§ Co n t ro l d e l a t e m p e ra tu ra § Ci rcu lac ión de a i re y hum edad re la t i va
La h u m e d ad r e lat i va ( HR) es uno de los factores más importantes en la conservación en fríoLa HR es el porcentaje de vapor de agua en aire circulante.
4 .3 . Mic rob io log ía de la re f r ige rac ión
La alteración de los alimentos mantenidos a temperaturas superiores a las de congelación seproducen a partir de los microorganismos que crecen a bajas temperaturas: psicrótrofos ypsicrófilos.
4.4 . Congelac ión
4 .4 .1 . In t roducc ión
La congelación, al igual que la refrigeración, utiliza el descenso de temperatura para prolongel periodo de conservación de los alimentos. Aunque las temperaturas empleadas en congelación, son mucho más bajas que las usadas en refrigeración, la diferencia esencial en
ambos métodos es la formación de cristales de hielo en el interior de los alimentos

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 22/82
ó
enfriamiento y velocidad de congelación no son sinónimas. Por lo tanto, es preferible referirsla velocidad de liberación de calor, a la velocidad de desplazamiento del frente de congelaciónal tiempo necesario para traspasar un intervalo de temperatura determinado. Se pueaconsejar la siguiente relación como medida de la velocidad de congelación:
4 .4 .4 . Mod i f i caciones de los al im en tos du ran t e la conge lación
Ya se indicaron brevemente al comienzo de la presente sección, las principales ventajas de lacongelación para conservar los alimentos. Vamos a examinar ahora, con un poco más deatención, los efectos desfavorables de la congelación, que se manifiestan por un deterioro de lcalidad, especialmente de la textura del alimento, pues su conocimiento es indispensable paraevitarlos.
4.4 .5 . Causas y e fectos de los daños a est r uct ur as ce lu lares
§ Var iaciones de vo lum en
Cuando el agua se transforma en hielo, su volumen aumenta sobre un 9%, Corno continenfriándose, el hielo sufre una ligera contracción. Los otros constituyentes además del agespecialmente los lípidos, también se contraen durante la congelación. Estas variaciones volumen originan tensiones internas que pueden alcanzar varias centenas de bares.
§ Cr is ta l i zación ex t r a e in t r acelu la r fenóm enos osmót icos, ru p tu ra de mem branasce lu lares, reacciones enz im át icas
La congelación de un tejido se inicia por la cristalización del agua en los espacextracelulares, debido sin duda a que la concentración en solutos es menor que en los fluidintracelulares.
4 .4 .5 . Conge lac ión , c rec im ien to m ic rob iano y v iab i l idad ce lu la r
Los estudios de criobiología de los últimos treinta años, se orientan especialmente haprolongar la viabilidad de los hematíes, espermatozoides, microorganismos, tejidos y órganpor el contrario, durante la congelación de los alimentos, no se busca la viabilidad celular putal como ya hemos indicado, incluso la congelación rápida ocasiona la muerte de los tejidvegetales y animales.
No obstante, siguen interesando los estudios de criobiología y más concretamente a especialistas de alimentos, porque permiten conocer mejor los efectos de la congelación sobreestructura de los tejidos; además, aportan otros conocimientos sobre el comportamiento de microorganismos a bajas temperaturas.
4 .4 .6 . Mod i f i caciones de los a l im en tos du r an te e l a lm acenam ien to en es tadocongelado
Los alimentos congelados no son inertes su calidad desciende progresivamente durante almacenamiento a causa de modificaciones químicas y físicas.
§ Duracion del almacenamiento
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 23/82
l C d °3 d l á d ó
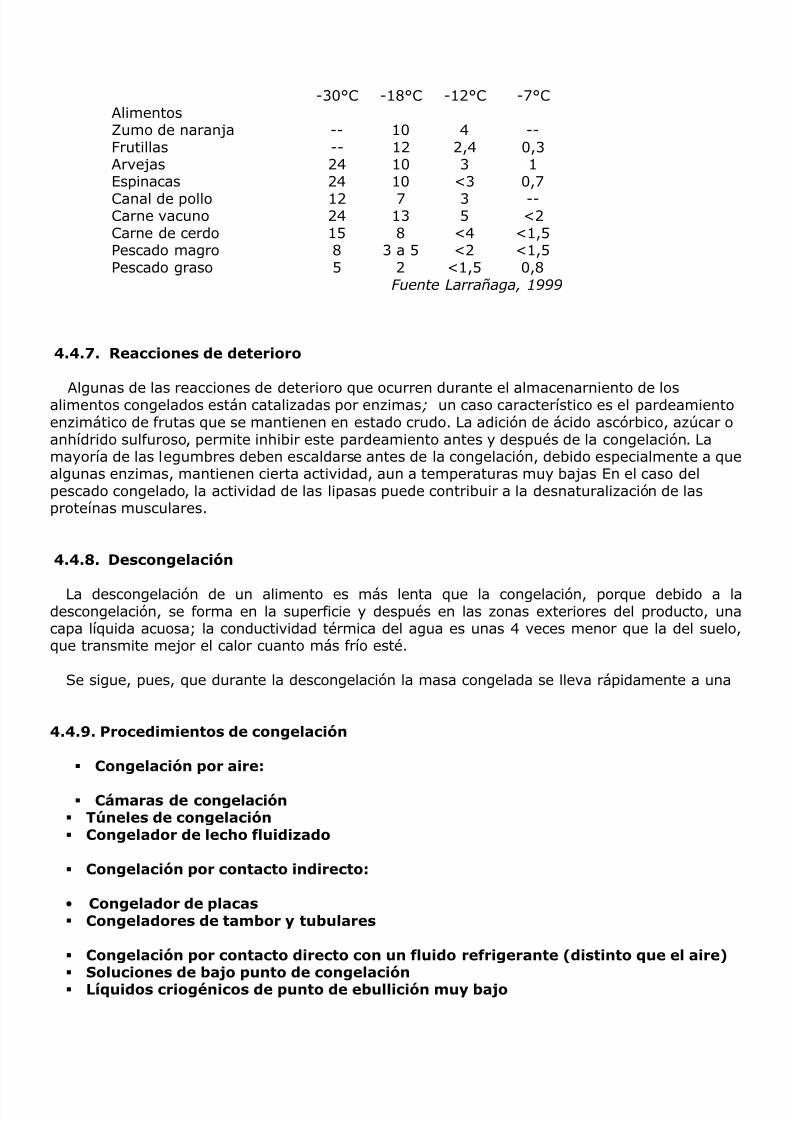
-30°C -18°C -12°C -7°C
AlimentosZumo de naranja -- 10 4 --Frutillas -- 12 2,4 0,3Arvejas 24 10 3 1Espinacas 24 10 <3 0,7
Canal de pollo 12 7 3 --Carne vacuno 24 13 5 <2Carne de cerdo 15 8 <4 <1,5Pescado magro 8 3 a 5 <2 <1,5Pescado graso 5 2 <1,5 0,8
Fuente Larrañaga, 1999
4.4 .7 . Reacc iones de det er io r o
Algunas de las reacciones de deterioro que ocurren durante el almacenarniento de losalimentos congelados están catalizadas por enzimas; un caso característico es el pardeamientenzimático de frutas que se mantienen en estado crudo. La adición de ácido ascórbico, azúcar anhídrido sulfuroso, permite inhibir este pardeamiento antes y después de la congelación. Lamayoría de las legumbres deben escaldarse antes de la congelación, debido especialmente a qalgunas enzimas, mantienen cierta actividad, aun a temperaturas muy bajas En el caso delpescado congelado, la actividad de las lipasas puede contribuir a la desnaturalización de lasproteínas musculares.
4.4 .8 . Descongelac ión
La descongelación de un alimento es más lenta que la congelación, porque debido a descongelación, se forma en la superficie y después en las zonas exteriores del producto, ucapa líquida acuosa; la conductividad térmica del agua es unas 4 veces menor que la del sueque transmite mejor el calor cuanto más frío esté.
Se sigue, pues, que durante la descongelación la masa congelada se lleva rápidamente a un
4 .4 .9 . Proced im ien tos de conge lac ión
§ Congelac ión por a i re :
§ Cám aras de congelac ión § Túneles de congelac ión§ Congelado r de lecho f lu id izado
§ Conge lac ión po r con t ac to ind i r ec to :
• Congelado r d e p lacas § Conge ladores de tam bor y t ubu la res
§ Conge lac ión po r con t ac to d i rec to con un f lu ido r e f r ige ran t e (d is t in to que e l a i re )§
So luc iones de ba jo pun t o de conge lac ión § L íqu idos c r iogén icos de pun t o de ebu l l i c ión mu y ba j o

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 24/82
CAPI TULO V
CONSERVACI ON D E ALI MENTOS POR ALTAS TEMPERATURAS
La acción de los microorganismos por efecto del calor (temperatura superior a las que crecen microorganismos) se debe a la coagulación de las proteínas y a la inactivación de las enzimasnecesarias para su normal metabolismo, lo que provoca su muerte o lesiones subletales.
Por lo tanto, las temperaturas altas aplicadas en los microorganismos:
§ Impiden la multiplicación de los microorganismos.§ Causan muerte de las formas vegetativas de éstos.§ Destruyen las esporas
El logaritmo representa el número de supervivientes en función del tiempo a una temperaturala gráfica que resulta es una línea recta. La combinación de estas dos variables, tiempo y
temperatura, permite desarrollar técnicas de destrucción.
Tras un tiempo determinado:
log N t = log N 0 – K(* ) t
Donde (*) K es la cosntante de destrucción térmica; se puede calcular el valor de K:
Kt =log N 0 – log N t K = 1/t log N 0 – log N t
K = 1/t log N 0 / N t
Consideramos el tiempo t en cual la población se reduce a la décima parte es decir, Nt= 1/10N0; llamamos a este tiempo, tiempo de reducción decimal; entonces:
K =1/D log 10K =1/D
En la práctica, D se expresa en minutos, segundos, etc. Cada vez transcurra un tiempo t igual de reducción decimal, la población se reducirá a una décima parte. El valor D de las diferentesespecies microbianas es distinto; un valor D elevado es indicativo de una gran resistencia alcalor (termorresistencia).
5 .1 . Fac to res que in f luyen en la te rm or r esis tenc ia de los m ic roo rgan ism os
Números iguales de bacterias colocados en solución salina fisiológica y en caldo nutritivomismo pH no son destruidos con la misma facilidad por el calor. Han sido estudiados unos factores o parámetros de los microorganismos y de su medio en cuanto a su influencia endestrucción térmica, que se describen a continuación.
5.1 .1 . Agua. 5.1.2. Grasa.5.1.3. Sales. 5 .1 .4 . Carboh id r a tos
5.1 .5 . pH.5.1 .6 . Pro t e ínas o o t r as sust anc ias.5 .1 .7 . Nú m e ro d e m icro o rg a n i smo s .
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 25/82
La extremada termorresistencia de las esporas bacterianas es de gran interés en conservación de alimentos por el calor.
5 .4 . Dest r ucc ión de los m ic roo rgan ism os por el ca lo r
Con el fin de comprender mejor la destrucción térmica de los microorganismos con respecto
la conservación y enlatado de alimentos, es necesario comprender algunos principios básicrelacionados con esta tecnología.
5 .4 .1 . T iempo d e des t rucc ión té rmica (TDT) . Es el tiempo necesario para destruir número dado de microorganismos a una temperatura determinada. Mediante este método,temperatura se mantiene constante, y se determina el tiempo necesario para destruir todas células microbianas.
5.4 .2 . Va lor D. Es el tiempo de reducción decimal, o tiempo necesario para destruir el 90% los microorganismos.
5.4 .3 . Va lor Z. El valor z hace referencia a los grados Fahrenheit necesarios para que la curde destrucción térmica atraviese un ciclo logarítmico.
5.4 .4 . Va lor F. Este valor es el tiempo equivalente, en minutos a 250°F, de todo el caconsiderado, con respecto a su capacidad para destruir las esporas o las células vegetativas un determinado microorganismo.
5 .5 . Ap l i cac ión de a l tas tem pera tu ras
5.5.1. Escaldado. Es un tratamiento térmico suave que consiste en someter al producdurante un tiempo más o menos largo, a una temperatura inferior a 100°C.
5.5 .2 . Pasteur izac ión. La pasteurización es un procedimiento térmico realizado temperaturas inferiores a 100°C que destruye parte de los microorganismos, principalmente formas vegetativas y los microorganismos patógenos ya vistos en el capítulo III.
5.5 .3 . Ester i l izac ión. Significa destrucción de todos los microorganismos viables que puedser determinados mediante una técnica apropiada de siembra o de recuento. Es procedimiento más drástico; en ella se utilizan temperaturas superiores a 100°C (115°C125°C), para alcanzar estas temperaturas se utilizan autoclaves con vapor a presiónesterilizadores.
5 .5 .4 . Apper t i zado . Corresponde al enlatado, fue inventado por Nicolás Appert y consiste en proceso que combina esterilización comercial y vacío.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 26/82
CAPI TULO VI
CONSERVACI ON POR MODI FI CACI ON DE LA ACTI VI DAD DE AGUA
Como ya hemos descrito en el capítulo II de alteración de los alimentos, la actividad de ag
resulta crucial para determinar la vida útil de los alimentos, más que incluso la misconcentración de agua. A consecuencia de lo anterior, se han creado al menos dos sistemas conservación que se fundamentan en este concepto, estos son:
§ Deshidratación§ Concentración
Estos procesos fueron inventados hace muchos años, y de hecho, lograron la migración personas por tierras inhóspitas, como fue el avance de los ejércitos de Napoleón por tierrusas o la conquista de América con la ayuda de la deshidratación de la carne.
6 .1 Desh id ra tac ión
6 .1 .1 . I n t ro d u cc ió n
El secado o desecación, es uno de los procesos de preservación más antiguos de preservación alimentos. En los alimentos deshidratados, debido a la mínima actividad de agua, microorganismos no pueden proliferar y quedan detenidas la mayoría de las reacciones químiy enzimáticas de alteración.
Los fundamentos de la deshidratación son:
1) La t r ans fe renc ia de ca lo r . 2) la t r ans fe renc ia de vapor .
Los procedimientos de deshidratación pueden clasificarse en tres categorías principales:
§ Secado por a i re , o po r con tac to , a la p res ión a t m os fé r ica.§ Secado ba j o v acío . § Cr io -desecac ión ( l io f i l i zación ) .
6 .2 . Parám et ros s imp les pa ra la med ic ión de a i re -vapor de agua .
6 .2 .1 . Hum edad abso lu ta ( HA)
6 .2 .2 . Hum edad Rela t i va ( HR) La humedad relativa del aire puede determinarse de distintas maneras:
Po r l a t é cn i ca d e l t e rmó m e t ro se co y d e l t e rm ó m e t ro h ú m e d o .
§ Por la t écn ica de l h ig róm et ro d e cabe l lo .§ Con la ayu da de d ive r sos h ig róm et ros de r es istenc ia e léct r i ca .
6.2 .3 . Ent a lp ía H:
6.3 . Cur vas de secado ( ve loc idad de secado)

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 27/82
C d l d d l l é d d
§ Humedad relativa§ Humedad del producto§ Temperatura del aire.
6 .4 . A lm acenam ien to de a l im en tos desh id ra tados
Los alimentos deshidratados son altamente h ig roscóp icos, es decir, tienden a capturar el ag
que se les ha extraído.
6 .5 . Apara tos y p roced im ien tos de secado
Existe un gran número de procedimientos y aparatos de secado, cada uno de los cuales fmotivo de amplios trabajos.
Ya se dio una clasificación de estos procedimientos según que la deshidratación se efectúe apresión atmosférica o bajo vacío y que la transferencia de calor se haga por conveccióconducción o radiación. Estos procedimientos tienen diferente incidencia económica; los qutilizan el aire caliente y concretamente el secado por atomización, son claramente los mempleados en la industria alimenticia.
La elección de un procedimiento de secado depende de las características físicas (sólido tamaño más o menos grande, líquido más o menos viscoso) y químicas (sensibilidad al calor ola oxidación por el aire) del producto: también depende de la mejora de calidad que pueaportar un procedimiento más costoso (tal como el secado bajo vacío o la liofilizaciónasimismo, hay que considerar la diversidad y cantidad de producto a secar.
A continuación describiremos brevemente los principales tipos de procedimientos y aparatde secado.
6 .5 .1 . Horno de a i re ca l ien te 6.5 .2 . Secadores de p la t os 6.5 .3 . Túne les de secado 6 .5 .4 . Secadores de banda t ranspor t adora pe r fo rada 6 .5 .5 . Secadores r o ta t i vos 6.5 .6 . Secadores de lecho f lu id izado 6.5 .7 . Secadores por a tomizac ión
6.5 .9 . Secadores ba j o vacío 6 .5 .10 . Secadores a tam bor
6.6 . L io f i l izac ión
La liofilización (o criodesecación; en inglés “Freeze-drying") es una técnica reciente, que viesiendo objeto de numerosos estudios desde hace unos 30 años.
La liofilización consiste en una transformación directa (sublimación) del hielo de un alimecongelado en vapor de agua sin pasar por el estado de agua líquida. La sublimación sólo puede hacer si la temperatura y la presión parcial de vapor del hielo son inferiores a las punto triple (en torno a 0°C y 4,58 torrs). La sublimación es endotérmica y el calor sublimación es del orden de 680 kcal/kg de agua. Por lo tanto, es necesario aportar calor hasconseguir la sublimación; pero este aporte debe controlarse con precisión, para evitar la fusióaunque sea parcial, del alimento congelado.
La liofilización comprende tres etapas principales:

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 28/82
retienen agua. En líneas generales, se puede afirmar que la rehidratación depenfundamentalmente de cuatro propiedades:
§ Humectab i l idad . § Sumerg ib i l idad . § Dispersab i l idad. § Solub i l idad.
6.8 . Microb i o logía de la desecac ión
En valores de Aw superiores a 0,96 y 0,93 proliferan las bacterias G-; las mas frecuentes slas de los géneros Pseudomona y Enterobacteriaceae, respectivamente a los valores dadanteriormente. Las bacterias G+ crecen a aw mas bajas; la mas halotolerante es Staphylococ
aureus . Entre los Bacillus que forman esporas, la mayoria no crece a valores de 0,94 y 0,8para Clostridium, el limite inferior esta entre 0,95 y 0,97, dependiendo del tipo A,B,E. Con uAw baja, de 0,85, pueden crecer los hongos.
6.9 . Concent rac ión
La concentración es el proceso de reducción del contenido de agua de los alimentos sin pasal estado sólido. Se utiliza para preparar extractos cárnicos, leches condensadas y evaporadetc. En algunos casos, la Aw de estos productos no son inferiores a 0,95 por lo que requieren proceso de appertización o congelación.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 29/82
CAPI TULO VI I
CONSERVACI ON DE ALI MENTOS POR FERMENTACI ONES
Las fermentaciones, consideradas como método preservador, se caracterizan por producirconsiderables modificaciones químicas de la materia prima y por el hecho que los agentesconservadores se forman en el seno del producto mismo gracias a la acción de microorganismose les puede considerar como alteraciones dirigidas.
Este método de conservación, al igual que los anteriores, es un sistema antiguo y muytradicional. Muchos de los alimentos que se conservan por fermentación adquieren hoy en día gran valor, debido a las diferentes técnicas utilizadas según sea el origen de la fabricación -viny cervezas por ejemplo- y además, al tiempo de almacenamiento que necesitan para lograr loscambios esperados.
Dentro de estos alimentos encontramos los quesos madurados, leches fermentadas, losencurtidos, el chucrut, salames, vinos y cervezas, entre otros. Todos los alimentos fermentado
tienen un sabor y aroma característicos que provienen directa o indirectamente de losmicroorganismos fermentadores. En algunas ocasiones, el mayor contenido vitamínico delalimento fermentado va acompañado de una mejor digestibilidad.
Como los procedimientos de fermentaciones dependen de microorganismos, a veces, estosprocesos pueden ser inestables. La tecnología de alimentos se encarga de lograr que lasfermentaciones se realicen en forma homogénea para obtener productos de calidad.
7.1 LA FERMENTACI ÓN
La fermentación es el proceso metabólico en que los carbohidratos y compuestos afines son
oxidados con liberación de energía en ausencia de cualquier aceptor de electrones deprocedencia externa. Los aceptores finales de electrones son compuestos orgánicos producidosdirectamente por la escisión de los carbohidratos. Por consiguiente, solamente este procesoproduce la oxidación parcial del compuesto originario y durante este proceso sólo se libera unapequeña cantidad de energía. Como microorganismos fermentadores las bacterias acidolácticacarecen de sistemas funcionales de transfosforilación oxidativa a nivel del sustrato mientrasoxidan los carbohidratos; no tienen un ciclo de Krebs funcional. Los productos de lafermentación están integrados por algunos que están más reducidos que otros.
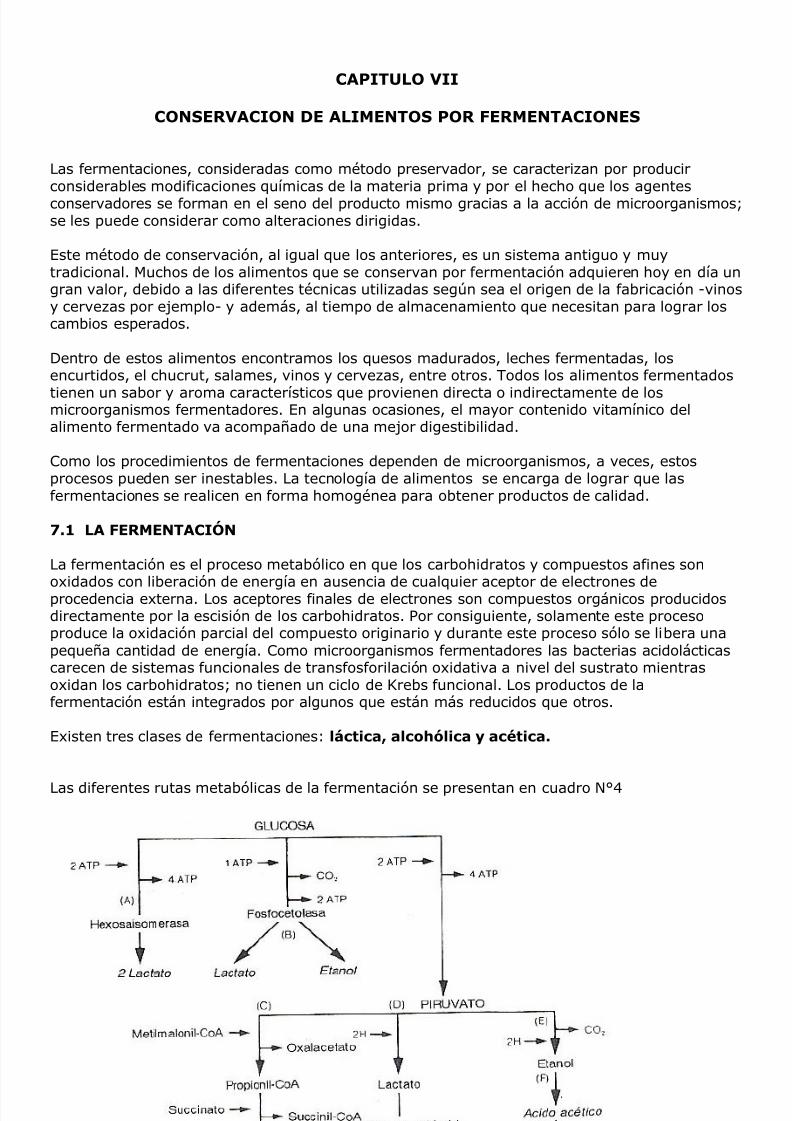
Existen tres clases de fermentaciones: lác t ica , a lcohó l ica y acét ica .
Las diferentes rutas metabólicas de la fermentación se presentan en cuadro N°4
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 30/82
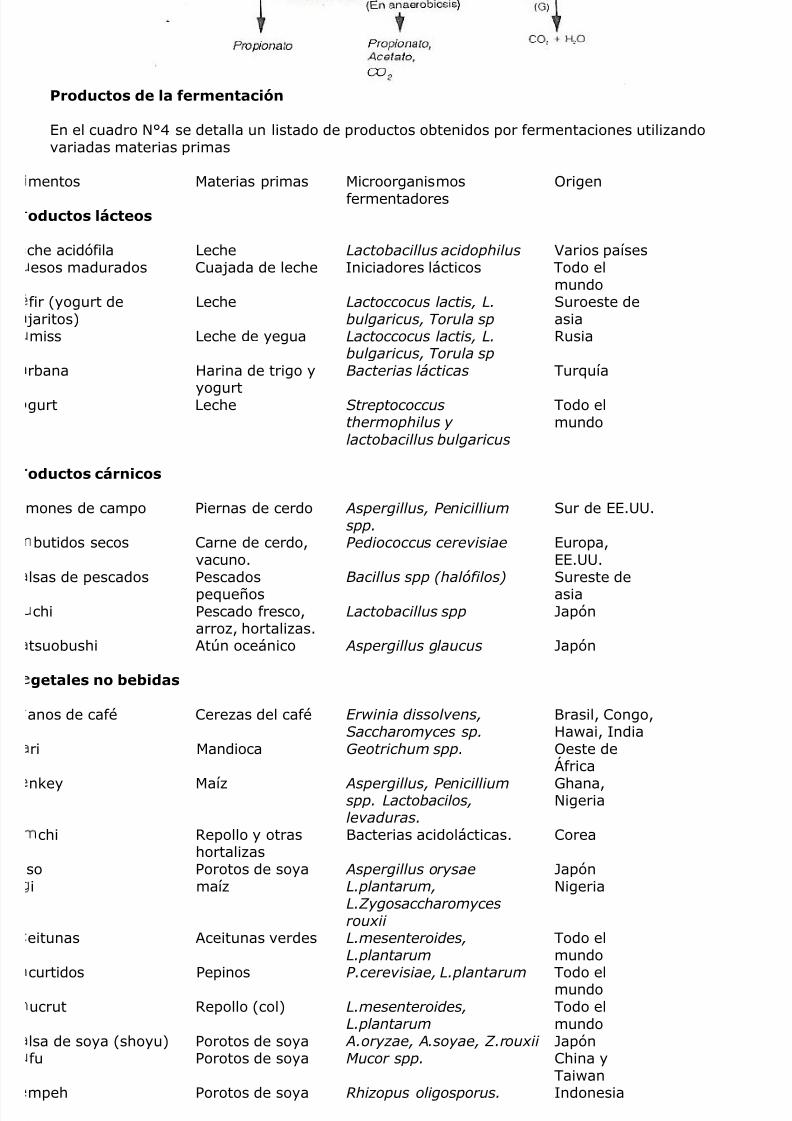
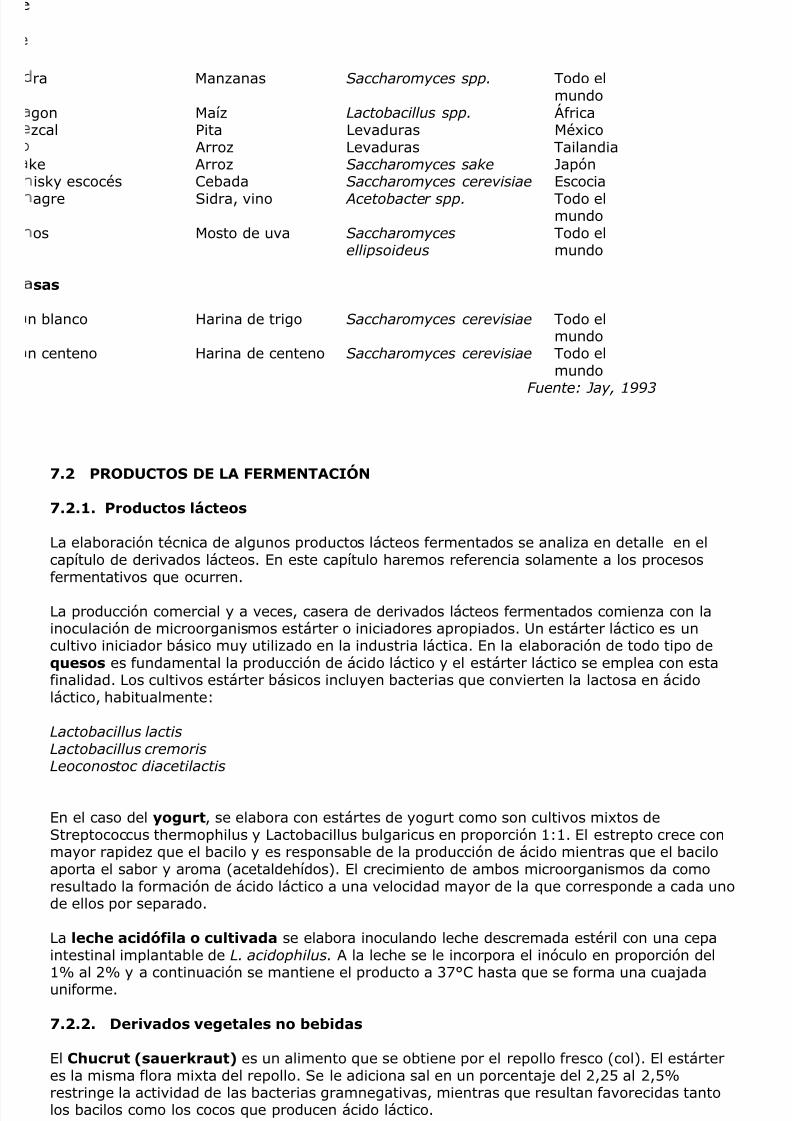
Produ c tos de la fe rm en tac ión
En el cuadro N°4 se detalla un listado de productos obtenidos por fermentaciones utilizandovariadas materias primas
mentos Materias primas Microorganismos
fermentadores
Origen
oduc tos lác teos
che acidófila Leche Lactobacillus acidophilus Varios paísesesos madurados Cuajada de leche Iniciadores lácticos Todo el
mundofir (yogurt de
jaritos)Leche Lactoccocus lactis, L.
bulgaricus, Torula sp
Suroeste deasia
miss Leche de yegua Lactoccocus lactis, L.bulgaricus, Torula sp
Rusia
rbana Harina de trigo y
yogurt
Bacter ias lácticas Turquía
gurt Leche Streptococcus
thermophilus y
lactobacillus bulgaricus
Todo elmundo
oduc tos cá rn icos
mones de campo Piernas de cerdo Aspergillus, Penicillium
spp.
Sur de EE.UU.
butidos secos Carne de cerdo,vacuno.
Pediococcus cerevisiae Europa,EE.UU.
lsas de pescados Pescadospequeños
Bacillus spp ( halófilos) Sureste deasia
chi Pescado fresco,arroz, hortalizas.
Lactobacillus spp Japón
tsuobushi Atún oceánico Aspergillus glaucus Japón
ge ta les no beb idas
anos de café Cerezas del café Erw inia dissolvens,
Saccharom yces sp.Brasil, Congo,Hawai, India
ri Mandioca Geotrichum spp. Oeste deÁfrica
nkey Maíz Aspergillus, Penicillium spp. Lactobacilos,levaduras.
Ghana,Nigeria
chi Repollo y otrashortalizas
Bacterias acidolácticas. Corea
so Porotos de soya Aspergillus or ysae Japóni maíz L.plantarum,
L.Zygosaccharomyces
rouxii
Nigeria
eitunas Aceitunas verdes L.mesenteroides,
L.plantarum
Todo elmundo
curtidos Pepinos P.cerevisiae, L.plant arum Todo elmundoucrut Repollo (col) L.mesenteroides, Todo el
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 31/82
L l d
ra Manzanas Saccharomyces spp. Todo elmundo
gon Maíz Lactobacillus spp. Áfricazcal Pita Levaduras México
Arroz Levaduras Tailandiake Arroz Saccharomyces sake Japónisky escocés Cebada Saccharomyces cerevisiae Escocia
agre Sidra, vino Acetobacter spp. Todo elmundo
os Mosto de uva Saccharomyces ellipsoideus
Todo elmundo
sas
n blanco Harina de trigo Saccharomyces cerevisiae Todo elmundo
n centeno Harina de centeno Saccharomyces cerevisiae Todo elmundo
Fuente: Jay, 1993
7.2 PRODUCTOS DE LA FERMENTACI ÓN
7.2.1 . Produ ctos lácteos
La elaboración técnica de algunos productos lácteos fermentados se analiza en detalle en elcapítulo de derivados lácteos. En este capítulo haremos referencia solamente a los procesosfermentativos que ocurren.
La producción comercial y a veces, casera de derivados lácteos fermentados comienza con lainoculación de microorganismos estárter o iniciadores apropiados. Un estárter láctico es uncultivo iniciador básico muy utilizado en la industria láctica. En la elaboración de todo tipo dequesos es fundamental la producción de ácido láctico y el estárter láctico se emplea con estafinalidad. Los cultivos estárter básicos incluyen bacterias que convierten la lactosa en ácidoláctico, habitualmente:
Lactobacillus lact is
Lactobacillus cremoris Leoconostoc diacetilactis
En el caso del y o g u r t , se elabora con estártes de yogurt como son cultivos mixtos deStreptococcus thermophilus y Lactobacillus bulgaricus en proporción 1:1. El estrepto crece conmayor rapidez que el bacilo y es responsable de la producción de ácido mientras que el baciloaporta el sabor y aroma (acetaldehídos). El crecimiento de ambos microorganismos da comoresultado la formación de ácido láctico a una velocidad mayor de la que corresponde a cada unde ellos por separado.
La l eche ac idó f i la o cu l t i vada se elabora inoculando leche descremada estéril con una cepaintestinal implantable de L. acidophilus. A la leche se le incorpora el inóculo en proporción del
1% al 2% y a continuación se mantiene el producto a 37°C hasta que se forma una cuajadauniforme.

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 32/82
Las ace i tunas que es preciso fermentar, se fermentan mediante la flora microbiana de lasaceitunas verdes, que está integrada por diversas especies de bacterias, levaduras y mohos. Lfermentación de las aceitunas es parecida a los encurtidos pero se diferencia en que además snecesita del uso de lejía (solución alcalina), y en algunos casos necesita de cultivos estárters.Durante las fases intermedias de la fermentación predominan las bacterias acidolácticas. Lasprimeras bacterias que aparecen son L. mesenteroides, P. cerevisiae, posteriormente
predominan las bacterias lácticas.
La sa lsa de soya o shoyu se elabora en dos etapas. La primera se llama koji (análoga a lapreparación de la malta en la industria cervecera), consiste en la inoculación de semillas de soo de una mezcla de estas con harina de trigo con Aspergillus oryzae, A. soyae y se deja queestos microorganismos actúen durante 3 días.
7 .2 .3 . Beb idas y p roduc tos dest i lados
Las cervezas son bebidas de malta que se obtienen por cerveceo. Un paso esencial en elproceso de fabricación es la fermentación de los carbohidratos a etanol. Puesto que la mayor
parte de los carbohidratos existentes en los granos de cereales están en forma de almidón, ypuesto que la mayoría de las levaduras encargadas de esta fermentación no tienen amilasas qdegraden el almidón, una parte necesaria de la elaboración de la cerveza es la producción demalta (malteado) para que esta hidrolice los almidones a azúcares. La malta se prepara dejanque los granos de cebada germinen. Esta aporta las amilasas (también se pueden ocuparamilasas externas).
Se incorpora el lúpulo al mosto de cerveza y este se somete a ebullición durante un tiempo de1,5 a 2,5 horas con objeto de inactivar las enzimas, extraer sustancias solubles del lúpulo,precipitar las proteínas coagulables, concentrarlo y esterilizarlo. La cerveza tipo Ale se obtienepor actividad de levaduras que fermentan la superficie del mosto, que hacen descender el pHhasta valores de 3,8, mientras que las que fermentan en la profundidad del mosto se denomincervezas tipo Pi lsen, llegando a valores de pH entre 4,1 y 4,2. La fermentación superficial secompleta en 5 a 7 días; la fermentación profunda se completa en 7 a 12 días
Los alcoho les dest i lados son productos alcohólicos que resultan de la destilación defermentaciones por levaduras de granos de cereales, de productos derivados de éstos, demelaza, o de frutas o productos derivados de éstas. Los w hiskys , la g inebra , e l vodka , e lron , el p isco, en general, las bebidas alcohólicas y los licores son ejemplos de alcoholesdestilados. Si bien los procedimientos de elaboración son similares a los de la cerveza, el gradalcohólico es bastante mayor.
El w hisky escocés se fabrica principalmente con cebada y se obtiene con malta de cebada
desecada. El r on se elabora con el destilado de la caña de azúcar o la melaza. El pisco chilenose elabora con destilado de mostos de uva, mientras que al “agua ardiente”, elaboradoespecialmente en la zona centro sur de Chile, se elabora con los sobrantes de la vendimia.
Los v in o s son productos que se obtienen por fermentaciones alcohólicas normales de uvassanas seguidas de envejecimiento. La fermentación de los mostos de distintas frutas sonllamadas en este lado de Sudamérica como “Chichas” y pueden ser elaboradas desde cualquiefruta debido a la presencia de azúcares fermentables. La fabricación de vinos comienza con laselección de uvas apropiadas, que se aplastan y se tratan con metasulfitos potásico pararetardar el crecimiento de bacterias acéticas (responsables de la formación de vinagre).

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 33/82
CAPI TULO VI I I
CONSERVACI ÓN POR OTROS MEDI OS FÍ SI COS Y QUÍ MI COS
8 .1 ACI DI FI CACI ÓN
La mayoría de los productos tienen un pH generalmente ácido como las carnes, pescados yvegetales. Pocos son alcalinos como la clara del huevo, por pérdida del CO2. Atendiendo a supH podemos clasificar los alimentos en cuatro grandes grupos:
− Al imen t os de ba ja acidez − Al imen t os de ac idez m ed ia − Al imen t os ác idos − A l im e n to s m u y á c id os
Para preservar los alimentos, se puede aumentar la acidez, sea de manera natural (porfermentaciones ya descritas) o de forma artificial agregando ácidos orgánicos o inorgánicos. U
pH bajo puede ayudar a la conservación de dos modos: directamente; inhibiendo el crecimientbacteriano (como se vio en el primer capítulo de este apunte) o indirectamente; comoconsecuencia de la bajada de pH, disminuye la termorresistencia de los microorganismos en loalimentos que vayan a ser tratados térmicamente.
Son tres las clasificaciones para los conservadores ácidos que se utilizan:
− Ácidos fuer t es: (HCL y H 3PO 4) − Ácidos déb i les l ipo f i l icos − I ones po tenc ia lm en te de ác idos
Cuando se recurre a los ácidos orgánicos se debe tener en cuenta las cantidades establecidas Reglamento Sanitario de Alimentos (RSA) o de las normas internacionales vigentes en el caso que el productos sea para exportación.
Un ejemplo de conservación por ácidos es la agregación de ácido acético en forma de vinagre alos pescados con un poco de NaCl (marinado de pescados); otro ejemplo es el uso de ácidocítrico en salsas de tomate o conservas de duraznos.
8.2 AZUCARADO
Con el azucarado se consiguen concentraciones muy elevadas de azúcar en los alimentos,
llevando así a una Aw menor lo que dificulta el desarrollo de microorganismos. Esta técnica serepresenta mejor en la preparación de mermeladas y confites.
Las frutas que tienen pocas pectinas pueden melificarse siempre y cuando tengan un bajo pH ysu contenido de azúcar sea alto como las mermeladas o confites naranjas o mandarinas.
8.3 LOS TRATAMI ENTOS CON RADI ACI ONES
La irradiación de los alimentos es un procedimiento físico que consiste en exponerlos a la acció
directa de radiaciones electromagnéticas, electrónicas o atómicas para mejorar su calidadhigiénica, aumentar su conservación o modificar algunas características tecnológicas.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 34/82
inducción; es decir hay un tratamiento diatérmico que, a diferencia del calentamiento por vapoes rápido y uniforme.
Las radiaciones electromagnéticas clasificadas como ionizantes son los rayos β, γ , X, losprotones, los neutrones y las partículas α.
8 .3 .1 . Rad iac ión u l t rav io le ta
En la radiación ultravioleta se utiliza radiaciones de longitud de onda más corta que la luz visib(por debajo de 450 nm). Son de baja frecuencia y de baja energía (de 3 a 5 eV) y sólo excitanlas moléculas; no las modifican precisamente por esta baja energía. Se emplean lámparas dedescarga de vapor de mercurio a baja presión, con un 80% de emisión, en longitudes de 254nm.
Las radiaciones de esta clase penetran poco en los líquidos y casi nada en los sólidos; por eso utilizan para destruir los microorganismos presentes en el aire o en las superficies.
En cuanto a las superficies, las radiaciones se utilizan tanto para alimentos como para envases
aunque la protección de los microorganismos por la materia orgánica como la grasa, reduce sueficacia.
8.3 .2 . Reacc iones ion izan tes
El tratamiento de algunos alimentos mediante radiaciones o partículas ionizantes es un sistemreciente y no utilizado porque no se dispone de fuentes de irradiación seguras.
Las radiaciones ionizantes son radiaciones de alta frecuencia (x,α,β,γ ) lo que significa que tienesuficiente energía como para romper las moléculas en partes con cargas distintas, llamadasiones; por eso se conocen como ionizantes. Estas radiaciones poseen un alto contenidoenergético, un gran poder de penetración y su acción es letal.
En el campo agroalimentario, hasta el momento hay dos modalidades de radiaciones conaplicaciones prácticas: la rad iac ión γ y l os e lec t rones .
La radiación ionizante ofrece ciertas ventajas e inconvenientes si se la compara con otrosprocedimientos de conservación de alimentos. Éstas son algunas de sus ve n ta ja s :
− Es muy letal. La dosis se puede ajustar para lograr efectos de esterilización o depasteurización.
− No hay cambios organolépticos e niveles bajos.
− No deja residuos que no pertenezcan a los alimentos.
− Al producirse poco calor, se puede emplear en productos crudos o congelados.
− Presenta una penetración instantánea, uniforme y profunda.
Sus principales desven ta jas son:
− Cuando se usan dosis bactericidas, las enzimas no son inactivadas y pueden seguir activen los productos durante su fase de almacenamiento.
− Los cambios organolépticos se asocian con la presencia de radicales libres.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 35/82
ó
Según sea la intensidad de la irradiación esta se puede dividir en:
− Radappert izac ión − Radur izac ión − Radicidación
Las reacciones químicas en los alimentos tienen que ver con la formación de radicales libres enlos productos, es así como en la leche o en las carnes puede producir problemas deautooxidación o enranciamiento de las grasas. También se menciona la pérdida de vitaminas CB1, pero en cantidades inferiores a las perdidas en los tratamientos térmicos.
8.4 . CONSERVACI ÓN POR GASES
Los gases se emplean como medios conservantes porque destruyen o inhiben losmicroorganismos. Entre los más utilizados destacan el dióxido de carbono, óxido de etileno,óxido de propileno, dióxido de azufre y ozono.
El d ióx ido de ca rbono gaseoso , a temperatura normal, es incoloro, inodoro e incombustibleactúa selectivamente sobre los microorganismos e inhibe a los mohos y a las levaduras aconcentraciones comprendidas entre 5 y 50
El d ióx ido de azu f r e es un gas incoloro, no inflamable y de olor sofocante. Se aplica e forma gas licuado o sales.
El ox ido de e t i leno es un gas incoloro y no corrosivo a temperatura ambiente. Es tóxico, peroel mayor problema es que es muy inflamable y corrosivo.
El óx ido de p rop i leno es menos volátil y su actividad biológica es menor que el óxido deetileno. Es un gas incoloro, inflamable y de olor similar al éter; el producto de degradación elpropilenglicol, no es tóxico.
El o zo n o ( O3) es un gas inestable, azulado y soluble en agua. Se produce continuamente encapas de la atmósfera por reacción de O2 con los rayos ultravioleta.
8.5 . ADI TI VOS ALI MENTARI OS
Los aditivos alimentarios son sustancias que se añaden a los alimentos intencionadamente con
fin de modificar sus propiedades, técnicas de elaboración, conservación o mejorar su adaptacióal uso a que estén destinados. En ningún caso tienen un papel enriquecedor del alimento.En aquellos casos en los que la sustancia añadida es eliminada, o la cantidad de ella que queden el alimento no tiene función alguna, no se considera un aditivo sino un agente auxiliar defabricación.
Algunos aditivos, como la sal o el vinagre, se utilizan desde la prehistoria. Las consideracionesligadas a la protección de la salud hacen que los aditivos estén sometidos a un control legalestricto en todos los países.Los aditivos que más se utilizan son la sal (cloruro sódico), que no es considerado en generalcomo un aditivo, los mono y diglicéridos (emulsionantes), el caramelo (colorante), el ácido
cítrico (secuestrante y acidificante), el ácido acético (acidificante y conservante), el bicarbonatsódico (para las levaduras químicas), el ácido fosfórico y el glutamato sódico (potenciador delsabor).
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 36/82
− Sust anc ias que im piden las a l te rac ion es quím icas Sust anc ias estab i l izador as dela caracter íst i cas f is icas
− Sustan c ias corr ector as de las cua l idades p last icas .− Sustanc ias m od i f i cadoras de los ca rac te res o rgano lep t icos
Las principales funciones de los aditivos alimentarios son:
− Asegurar la seguridad y la salubridad− Contribuir a la conservación− Hacer posible la disponibilidad de alimentos fuera de temporada− Aumentar o mantener el valor nutritivo− Potenciar la aceptación del consumidor− Facilitar la preparación del alimento.
8.5 .2 . Tox ic idad
La toxicidad de los aditivos reside principalmente en la cantidad que de éstos se adicione a losalimentos. Los aditivos han de ser sustancias perfectamente detectables y medibles en losalimentos. No han de interaccionar con el envase y han de carecer de toxicidad.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 37/82
CAPI TULO I X
TECNOL OGI A DE PRODUCTOS LACTEOS
Los productos lácteos son diversos pero en varios de ellos encontramos procesos en comúncomo las fermentaciones y separaciones de componentes. La composición y la interacción de ldiferentes elementos de la leche han sido estudiados en las cátedras de Bromatología y Controde Alimentos. A continuación se detallan los procedimientos de elaboración del yogurt,mantequilla, manjar y quesos.
9.1 ELABORACI ON DE YOGURT
Originario de los Balcanes, el yogurt es un producto lácteo fermentado obtenido por acción las bacterias Lactobacillus bulgaricus y Streptococcus thermophilus s obre la leche con o aditivos opcionales. Estos organismos son capaces de degradar la lactosa en forma totaparcial, y transformarla en ácido láctico, dando además las características de sabor, consisten
y aroma típicos del producto. En la mayoría de los países donde se consume y produce en grescala, se han utilizado diferentes tipos de bacterias lácticas, sin embargo ha predominadouso de los microorganismos antes mencionados. (La fermentación del yogurt y otras lechacidófilas han sido revisadas en el capítulo VII de este apunte).
Los principales pasos en la elaboración del yogurt son: pasteurización, homogeneizacióinoculación, incubación y refrigeración.
9.1 .1 ACONDI CI ONAMI ENTO DE LA LECHE PARA YOGURT
Para la preparación del yogurt se utiliza leche fluida. La leche puede ser entera o descrema
Normalmente la leche es enriquecida con sólidos para producir una cuajada más consistenteademás se le suele incorporar leche en polvo.
9.1 .2 PASTEURI ZACI ÓN DE LA LECHE PARA YOGURT
El tratamiento térmico es utilizado para eliminar la mayor parte de los microorganismosinactivar las enzimas presentes en forma natural en la leche, Las temperaturas de pasteurizacson, por lo general, más drásticas que las utilizadas para otros productos lácteos.
9. 1. 3 HOMOGENEI ZACI ÓN DE LA LECHE PARA EL YOGURT
La homogeneización que puede o no aplicarse a la leche de cabra, se define como el proceso p
el cual es posible disminuir el tamaño de los glóbulos grasos de la leche.
9. 1. 4 I NOCULACI ÓN DE LA LECHE PARA EL YOGURT
La inoculación puede definirse como el procedimiento destinado a incorporar las bacterLactobacillus bulgaricus y Streptococcus thermophilus a la leche ya pasteurizada, que sutilizada en la elaboración de yogurt.
La otra técnica, algo más reciente que la anterior, consiste en incorporar directamente a la lec
la cantidad de inóculo, sin que medien los repiques mencionados anteriormente. Las empresproductoras de cultivos lácticos acondicionan envases adecuados de diversas concentracionacordes con diferentes cantidades de leche con que se cuenta para trabajar. El método tiene
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 38/82
q p j
cuando el producto alcance una acidez de 0,65 a 0,70%, la cual ocurre normalmente despuésun periodo de 2,5 a 3,5 horas de mantenerlo a 42° - 43° C.
9.1 .6 REFRI GERACI ÓN
El objetivo de colocar el producto en refrigeración es detener drásticamente la actividad de
microorganismos inoculados. El nivel de enfriamiento después de completada la incubacafecta considerablemente la firmeza del coágulo.
9.1 .7 TI POS DE YOGHURT
En la actualidad existen dos tipos de yogurt: el a f lanado y el b a t i d o. Se diferencian entre elpor el método de producción, textura, sabor y naturaleza de procesamiento después deinoculación, los que tienen influencia en su consistencia.
El yogurt se forma, posteriormente, en el recipiente mismo, El tiempo en que se mantiene estas condiciones es similar al utilizado en el yogurt batido. Posteriormente los envases s
trasladados a cámaras de almacenamiento refrigeradas a temperaturas de 3° - 5° C. El produtiene una consistencia firme y una masa continua semi sólida, diferente a la del yogurt batido.
9.1 .8 MATERI ALES RECOMENDAD OS EN LA ELABORACI ÓN DEL PRODUCTO
• Leche
• Cultivos de yogurt (Lactobacillus bulgaricus y Streptococcus thermophilus )
• Sacarosa
• Mermeladas, pulpas o fruta fresca o simplemente saborizantes y colorantes
• Gelatina en polvo de 220 blum sin sabor
• Preservantes (sorbato de potasio y benzoato de sodio en cantidades de medio gramo de cauno por kilogramo de producto terminado)
• Estufa de cultivo
• Envases de vidrio de 250 cc con tapa tw¡st off
9.1 .10 EQUI POS NECESARI OS PARA LA FABRI CACI ÓN DEL YOGURT
A nivel de pequeña empresa se debe disponer de ollas (50 litros máximo la de mayor tamañde diferentes dimensiones de modo de lograr que una de ellas pueda ser introducida dentro la otra para así formar un Baño de María.
Una de ellas se utilizará como recipiente para efectuar la pasteurización de la leche. En el Bade María se realizará la incorporación de gelatina, el enfriamiento de la leche después depasteurización, la inoculación, la incubación, el enfriamiento final, la incorporación de azúcpulpas, mermeladas, saborizantes, conservantes y colorantes.
Se necesita, además, de palas revolvedoras, envases y otros utensilios como balanza y mate
de laboratorio.9.1 .11 LÍ NEA DE FLUJO PARA LA ELABORACI ÓN DE YOGURT

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 39/82
La leche debe ser enfriada hasta 42° -45° C.
ETAPA Nº 4
La leche se inocula con cepas de Lactobacillus bulgaricus y Streptococcus thermophilus encantidades que están especificadas en el envase que contiene los fermentos.
ETAPA Nº 5
La leche inoculada se mantiene por espacio de 2 a 3 horas a 42°-45° C, con el propósito que lomicroorganismos inoculados se desarrollen.
ETAPA Nº 6
Transcurrido ese tiempo y cuando el producto alcance una acidez de 0,65% de acidez, seprocede al enfriamiento del producto hasta una temperatura de 5°C.
ETAPA Nº 7
Solamente cuando ¡a temperatura de¡ yogurt sea de 5° C se procede a incorporar sacarosa(10-12%), o mermeladas (10%) o pulpa de fruta (10%) y azúcar (2%)
ETAPA Nº 8
Esta etapa corresponde al envasado del producto y su almacenamiento a temperaturas de 5° C
9. 2 ELABORACI ÓN DE QUESOS
9 .2 .1 I n t ro d u cc io n
El origen de la fabricación de quesos se pierde en el nacimiento de la historia. Métodosfabricación aparecen descritos por escritores siglos antes del nacimiento de Cristo y aún así sabe que fueron hechos antes de ello.
El hombre primitivo aprendió que la cuajada de leche ácida podía ser concentrada ppresión y parcialmente secada, de manera tal que el producto podía ser conservado más tiemque la leche.
La leche era cuajada de muchas maneras, por acidez natural, con cuajo proveniente estómagos de mamíferos, con vinagre o con líquido extraído de ciertos vegetales.
El conocimiento más profundo de los factores que intervienen en la elaboración de quesha surgido solo en las últimas décadas y ha permitido el desarrollo en este producto. Aquequesos con cualidades apetecibles, llegaron a ser apreciados y se les denominó de acuerdolugar donde eran elaborados.
9.2 .2 CLASI FI CACI ON DE QUESOS
Los criterios de clasificación para los quesos son los siguientes:1. Por contenido de humedad.
2. Por Método de Coagulación.3. Por Microorganismos usados en la maduración.4. Por Textura del queso.

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 40/82
q
ExtramaduroDuroSemiduro
5049-5553-63
A. Rico engrasa
B. ExtragrasoC. Semigraso
Ø 60Ø 45 < 60Ø 25 < 45
Madurado
Superficie
Interior
Semiblando
Blando
61 – 68
> 66
A? Pobre engrasa
E. Descremado
Ø 10 < 25
10
MaduradoPor mohos
Superficie
InteriorSin madurar
Clas i f icac ión de Quesos (Lam pert , 196 5)
Según Tex tu r a- Muy duros.- Duros.- Semi Suave.- Muy Suaves.
Según fo rm a de Madura r
1 – Por Bacterias2 – Por Hongos3 – Por Microorganismos
4 – Por Combinación de 1,2,35- Sin Maduración
Los quesos se encuentran entre los mejores alimentos fabricados por el hombre, por gran valor nutritivo y por sus variadas cualidades organolépticas que poseen.-
Rico en Calcio y Proteínas tienen pocos comparables en el campo de la nutrición. Pero técnicas de fabricación las hay muy variada y depende fundamentalmente de factores históricgeográficos y económicos, habiendo naturalmente diferencias entre países sobre la tecnologíafabricación.
Por otra parte se puede señalar que el queso también posee una alta digestibilidad sienuna forma concentrada de energía.
9.2 .3 ASPECTOS GENERALES EN LA FABRI CACI ÓN DE QUESOS
Cal idad h ig ién ica y comp osic iona l de leche par a quesos.
Estos dos aspectos son fundamentales, teniendo profundos efectos sobre la calidad queso que de ella se elabora, se puede decir que hay tres factores que pueden afectar la calidde los quesos:
Adi t ivos usados en la fabr icac ión de Quesos
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 41/82
Adi t ivos usados en la fabr icac ión de Quesos
Sales de Calci o
Se utiliza con el fin de reponer en cierto porcentaje el calcio, precipitado durante proceso de pasteurización. El calcio iónico es fundamental para obtener un buen coágulo, sleche en pobre en calcio, se tendrá una cuajada blanda que originará gran pérdida en finosm.g. durante el proceso amen de una mala Sineresis. Por otra parte al abusar de la docorrecta, se corre el riesgo de tener quesos con sabor amargo, parte muy dura y seca.
Ni t ra to s
Se agregan en solución, y por ser un agente oxidante, actúa sobre elementos producidpor microorganismos del grupo coliforme.
Cul t ivos Láct icos
La adición de cultivos lácticos se realiza para reponer flora a fin de producir la acidezaroma necesaria para la coagulación de la leche y el sabor final del queso.
Los cultivos deben cumplir básicamente con 3 registros:
- Actividad- Estabilidad- Resistencia
En forma muy reducida podemos indicar que las cepas más empleadas en la fabricación quesos son:
Quesos Suaves y Sem isuaves St . Crem onisSt . Lact i s Mesóf i losLb . Lac t i s m ix t os
Quesos Duros y Muy Duros St . Therm of i losLb . He lmet icus Term of i los
Algunos cultivos más específicos, que requieren además la adición de algunos hongespeciales para llegar a tener características específicas.
Queso Gru yere y Enm enta l : Prop ion i bac te r icum Sherm an iQueso L imbesyer , B r ik : Bacte r icum L inensQueso Roque fo r t : Pen ic i lum Roque fo r t i
Queso Cam erber t : Pen ic i lum Cam ber t i
Cua jo u o t ras enz imas coagu lan tes
Al fin de lograr la coagulación de la leche y por ende formar la cuajada, se adicionacuajo, el cual al precipitar la caseina de la leche, esta pasa del estado líquido a un gel.
Princ ip ios Fun dam ent a les para la Fabr i cación de Quesos
• Concentración
• Conservación• Maduración
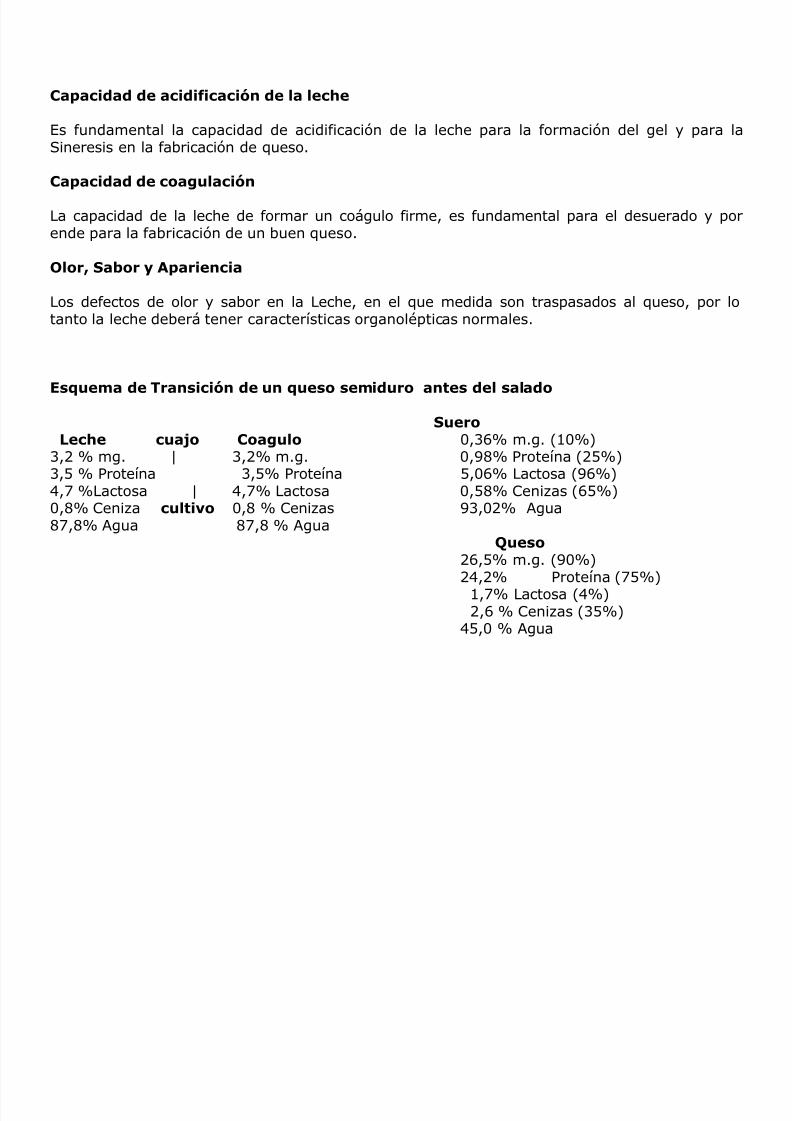
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 42/82
Capacidad de ac id i f icac ión de la leche
Es fundamental la capacidad de acidificación de la leche para la formación del gel y paraSineresis en la fabricación de queso.
Capacidad de coagu lac ión
La capacidad de la leche de formar un coágulo firme, es fundamental para el desuerado y pende para la fabricación de un buen queso.
Olor , Sabor y Apar ien c ia
Los defectos de olor y sabor en la Leche, en el que medida son traspasados al queso, portanto la leche deberá tener características organolépticas normales.
Esquem a de Trans ic ión de un queso semid uro an tes de l sa lado
SueroLeche cua jo Coagul o 0,36% m.g. (10%)
3,2 % mg. | 3,2% m.g. 0,98% Proteína (25%)3,5 % Proteína 3,5% Proteína 5,06% Lactosa (96%)4,7 %Lactosa | 4,7% Lactosa 0,58% Cenizas (65%)0,8% Ceniza cu l t i vo 0,8 % Cenizas 93,02% Agua87,8% Agua 87,8 % Agua
Queso26,5% m.g. (90%)24,2% Proteína (75%)1,7% Lactosa (4%)2,6 % Cenizas (35%)
45,0 % Agua
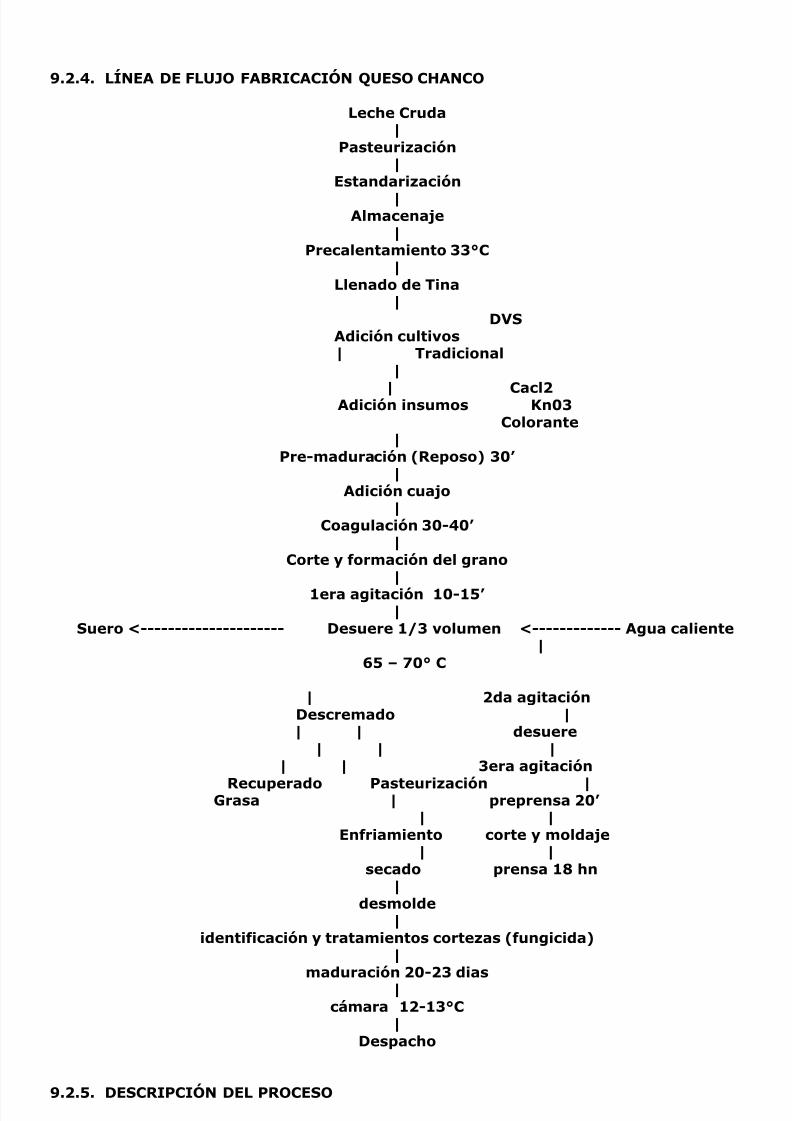
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 43/82
9.2 .4. LÍ NEA DE FLUJO FABRI CACI ÓN QUESO CHAN CO
Leche Cr ud a|
Pasteur izac ión|
Estandar izac ión
|A lmacena je
|Preca len tam ien to 33°C
|L lenado de Tina
|DVS
Ad ic ión cu l t i v os| Tra d i ci o n a l
|
| Cac l2Ad ic ión insum os Kn03Co lo ran te
|Pre -m a d u ra ció n ( Re p o so ) 3 0 ’
|Ad ic ión cua jo
|Coagu lac ión 30 - 40 ’
|Cor t e y fo rm ac ión de l g rano
|1 e ra a g i t a ció n 1 0 -1 5 ’
|Su e r o < - - - - - - - - - - - - - - - - - - - - - D es ue r e 1 / 3 v o l u m e n < - - - - - - - - - - - - - A gu a ca li en t
|65 – 70° C
| 2 d a a g i t a ció nDescremado || | d esu er e
| | || | 3 e r a a g it a ci ó n
Recuper ado Pasteu r izac ión |Grasa | p rep r ensa 20 ’
| |En f r i a m ie n to co r t e y m o ld a je
| |secado p rensa 18 hn
|d e smo ld e
|iden t i f i cac ión y t ra t am ien tos co r t ezas ( fung ic ida )
|
m a d u ra ció n 2 0 -2 3 d ia s|cámara 12 -13°C

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 44/82
para la determinación de esporas en leche, lo cual no permite discriminar calidad de leche pcontenido de esporas.
Pasteur izac ión
Así como en otros productos lácteos, el objetivo principal, es disminuir las bacterias patógenatambién otros microorganismos que reducen y afectan la conservación del queso.
Estandar izac ión
Como los quesos se clasifican de acuerdo al contenido de m.g. presente en el total de sóliddel queso, es que se hace necesario ajustar la m.g. en la leche fresca, a fin de obtener enqueso la grasa requerida en el queso. Junto con normalizar el contenido graso de los questambién se logra mantener ciertas características en otorgar la uniformidad en su variedadcategoría.
Estand ar izac ión d e leche para Quesos
Fó rmu la
% M gL x t 1 x 1 0 0% M g l = - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -m .s . % M gL x T1 + % Pr o t x T2 + % Ce x T3 + % La ct x T 4
T1 : Ma te r ia g rasa en queso 90%T2 : P ro te ína en queso 75%T3 : Cen izas en queso 35 %T4 : Lacto sa en queso 4%
% m g- - - - - - - ( % Pr o t . X 0 ,7 5 + 0 , 46 8 )
m.s .M g L = _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _
m . g .0 ,9 1 0 0 - % - - - - -- - -
m .s .En que :m.g./m.s. : Materia grasa en la materia seca del queso.mgL : Materia seca en la leche.% Prot : % Proteína.
Ejemp lo :Se debe fabricar un queso gouda con 48% m.g./m.s. en el queso final, entonces pa
cálculo de Queso Fresco sin sal, deberá considerarse 51% mg/m.s.. La leche contiene 3,5Proteínas, entonces la leche deberá ajustarse en el % de m.g. a :
5 1 ( 3 ,5 x 0 , 7 5 + 0 ,4 6 8 )M g l = - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - = 3 ,5 8 %
0 ,9 ( 1 0 0 - 5 1 )
Proced imien tos

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 45/82
l h l d f í l d d d l l d l l l
Se agrega disuelta en agua destilada. Tal como se dijo se agrega con fines específicos de actcontar elementos producidos por gérmenes del grupo coliforme, a fin de evitar una hinchazón el queso con gran formación de ojos esta hinchazón puede aparecer en los primeros d(hinchazón precoz) o bien posterior a dos meses (Hinchazón tardía).
Clór ur o d e Calc io
Tal como se dijera, este se agrega para mejorar y estabilizar la capacidad de la leche paformar el coágulo, con la adición de cuajo.
Colorantes
El Color amarillo en los quesos se debe en especial al contenido de caroteno que hay engrasa, y este contenido varía durante el año dependiendo especialmente del forraje.
Para uniformar el color todo el año se agrega el colorante. El colorante más usado escolorante de Analto y el colorante Caroteno, que es el colorante natural de la leche.
Dosis de usoEl Anatto entre 1 y 5 grs/100 kg leche.El Caroteno entre 5 a 10 veces más que el analto.
Cul t i vos
La adición de los cultivos, aparte de reponer la flora, eliminada durante la pasteurización tieuna participación importante en los siguientes procesos:
Coagulación
Mediante la acidificación (transformación de lactosa en ácido láctico) ayuda a bajar el pH a pH óptimos de acción del cuajo (4,0) y pH de descomposición de proteína durante la maduraci(5,2).
Desuerado
Activa el desuerado por la capacidad de las caseínas para absorber agua es menor a pH bajos
Durab i l idad
El descenso de pH inhibe el desarrollo de muchas bacterias contaminantes, por lo que es mimportante en cultivo bien activo.
Consis tenc ia
Regula la consistencia a causa del intercambio entre iones calcio e hidrógeno de la caseina.
Sabor y Aspecto
En el caso de cultivos mixtos con bacterias aromatizantes (st Diacetilactis, Leuconoscremonis) su producción de aromas influye en el sabor y la producción de C02 en la formacide ojos en el queso. Así de esta forma el cultivo tiene una influencia fundamental en
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 46/82
l b ó l d d d l
( so lub le ) iones So lub les ca lcio
El proceso de coagulación es controlado por varios factores, como:
Temperatura, acidez, concentración de iones calcio entre otros, la temperatura óptima paracuajo es de 40° C pero en la práctica se utiliza varias temperaturas inferiores (30-32° C) pa
así usar una cantidad mayor de dosis de cuajo, que ayuda a la maduración del queso y evita coagulo demasiado duro, normalmente se estima conveniente un tiempo de coagulación para queso chanco, de 25-40 minutos.
Este tiempo no es siempre constante y el quesero en forma práctica determina al término proceso de coagulación.
Corte cua jada
Mediante liras, la cuajada es cuidadosamente cortada en pequeños trozos, los cuales comienza exudar suero, cuanto más fino se realice el corte mayor será la cantidad de suero a eliminar
contenido de humedad del queso está muy ligado al tamaño del corte de los trocitos y a agitaciones posteriores.
En el instante que se termina el proceso de corte, se inicia la agitación.
Pr imera Ag i tac ión
Los granos aún muy débiles deben ser tratados muy suaves inmediatamente después del cocomienzan a ser agitados los suficientemente rápidos para mantenerlo en suspensión.
Pr im e r d e su e re
En esta etapa, en la fabricación de queso se elimina entre el 30 y 50% del volumen inicial leche.
Segunda Ag i t ac ión y Agregado d e agua ca l ien t e
Después del desuerado se continúa con la agitación por 5-10 minutos manteniendo el gramo movimiento para evitar las aglomeraciones obteniendo una distribución homogénea de temperatura y separación del suero.
Esta Agitación es la que determina el tiempo total de agitación de la cuajada, con lo cual es
calculado, para lograr la humedad final deseada en el queso y por ende el pH final del queso.
Desuerado f ina l
En esta etapa se procede a eliminar el suero más el agua adicionada.
Ad ic ión Sa lmuer a
En el caso de queso chanco (fundo) se adiciona la sal directo a la masa en la tina posteriorúltimo desuere, y se continúa en agitaciones por aproximadamente 20 minutos, hasta incorpoen su totalidad la salmuera preparada. Esta salmuera es agregada caliente 85°C. Se de
señalar que en términos generales existen 4 formas de salar los quesos :• Salado en el suero.

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 47/82
S l d l d
El proceso de preprensado se hace a presiones entre 2 a 4 kg /cm2 por espacio de 15-minutos y tiene como finalidad principal formar un bloque de cuajada , compacto, el cual uvez finalizado el proceso es cortado de acuerdo al tamaño de los moldes, siendo enmoldaddando así la forma definitiva al queso, estos moldes pueden ser metálicos o plásticos con temetálicas o fibras en su interior para evitar que se adhieran a las paredes, y también facilitarsalida de suero.
Prensado
Los moldes una vez llenos, son colocados en las prensas a fin de terminar de dar la forcaracterística al queso y también participa del proceso de formación de la cáscara , junto coneliminación del suero libre.
La presión y el tiempo de prensado depende de :• Tamaño del queso.• Dureza del queso.• Contenido de materia grasa.• T° de realización del procesado.
Desm o lde e I den t i f i cac ión
Una vez enterado el tiempo de preprensado, en este caso, Chanco 12 horas, los quesos sdesmoldados e identificados con fecha, día, mes y N° de tina, a cada queso.
Madurac ión
La maduración interna del queso es el hecho más importante que ocurre durante la permanenen la cámara, durante este tiempo, se producen cambios de sabor, olor, textura. Estos cambse deberían a:
• Desdoblamiento de las proteínas a formas más simples y solubles en agua.• Hidrólisis de la materia grasa con formación de ácidos grasos.• Fermentación de la lactosa, citratos y otros compuestos orgánicos transformados
compuestos aromáticos.
Lavado y Prepar ac ión
Los quesos al término de la maduración son sometidos a una limpieza prolija, incluso a vecdeben ser lavados y secados, para posteriormente envasarlos, a fin de dar al queso u
presentación limpia y agradable a los consumidores, para esto se puede usar :
• Cera (tratamiento a 120°C x 4 seg)• Adhesivo plástico• Bolsas plásticas• Película sintética
9.3 . ELABORACI ON DE MAN TEQUI LLA
9.3 .1 . PREPARACI ON DE LA CREMA

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 48/82
ll d d f l l h
La crema se pasa a través de un paño llamado osnaburgo con el propósito de separar todaquellas partículas groseras adquiridas durante su obtención tales como pajas, pelos, polvootras.
Estandar izac ión o d i luc ión de la c rem a
Es necesario diluir la crema hasta niveles cercanos al 35-40% de materia grasa.
Colo ran t es pa ra m an tequ i l la
En este momento es posible incorporar a la crema un colorante de manera de obtener producto final con el color natural de la mantequilla. El Anatto es uno de los utilizados. La dorecomendada es de 0,8 cc por kilo de crema, La razón de aquello es que la grasa obtenida leche, igual que la mantequilla, es prácticamente blanca amarillenta.
Colo ran t es de uso hab i tu a l
B ixa Ore l lan a:
Caroteno: An n a to :
Neut r a l i zac ión de la crem a
El término neutralización se aplica a la práctica de ajustar la acidez de la crema a una acidcercana a lo normal de una leche.
Proced im ien to de neu t ra l i zación
Se determina la acidez de la crema antes de la pasteurización y en aquellos casos donde snecesaria la neutralización se procede a efectuarla siguiendo la siguiente pauta:
Pasteur ización d e la c rem a
La pasteurización de la crema proporciona a la mantequilla mayor duración en almacenamient
Madurac ión de la crem a
El proceso tiene como objetivo impartir a la crema sabores y olores agradables qposteriormente son traspasados a la mantequilla, mejorando su calidad.
9.3 .2. LÍ NEA DE FLUJO PARA EL ACONDI CI ONAMI ENTO DE LA CREMA DE LECHEDESTI NADA A LA ELABORACI ÓN DE MAN TEQUI LLA
ETAPA Nº 1
La primera etapa corresponde a la recepción de la materia prima y la determinación de calidad.
ETAPA Nº 2La filtración es el siguiente paso. Con ello se consigue la eliminación de pelos, pajas y ot

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 49/82
d d l l
ETAPA Nº 5
La quinta etapa del proceso corresponde a la pasteurización de la crema.
ETAPA N °6
En casos que la crema tenga un color no deseado será posible incorporarle como opc
colorantes.
ETAPA N °7
La última etapa de preparación de la crema para mantequilla corresponde a la inoculación cfermentos lácticos y la maduración.
9.4 . ELABORACI ÓN DE MANTEQUI LLA PROPI AMENTE TAL
En la elaboración de la mantequilla existen tres etapas bien definidas:
• El batido de la crema
• El lavado del grano de mantequilla
• El amasado de la mantequilla
9.4 .1 . El bat ido
El objetivo del batido es transformar la crema, en la cual se encuentra la grasa en forma pequeños glóbulos formando una emulsión en el medio líquido (leche), en mantequilla. En ésa diferencia de la crema, el medio líquido (agua) se encuentra formando pequeños gotas forma de una emulsión en la grasa, Durante esta operación se separa el suero de la grasa.
Fac to res que a fec tan e l ba t ido de la c rem a
Existen una serie de contingencias que tienen influencia en los resultados obtenidos después batido de la crema. Los más importantes se detallan a continuación:
a. En la batidora la crema es sometida a una acción mecánica durante el batido.
b. Efecto del nivel de llenado de la batidora
c. Efecto del contenido graso en la crema
d. Efecto del grado de maduración en la crema
e. Efecto de la temperatura de batido
f. Efecto del tiempo de batido de la crema
Pro ced im ie n to d e t r a b ajo
El proceso de elaboración puede realizarse a nivel casero utilizando una batidora eléctrrotatoria, la cual es capaz de transformar la crema en mantequilla, en alrededor de 30 a minutos después de haber iniciado el batido. La temperatura recomendada en este proceso

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 50/82
d 8° C
El propósito del lavado busca, primeramente, la eliminación del suero de entre los granos mantequilla. En segundo lugar, mejorar la consistencia de la mantequilla mediante utemperatura adecuada del agua de lavado.
El grano de mantequilla es lavado después de la eliminación del suero, Con este fin, el agua lavado debe ser empleada en cantidad de 50 a 60% de la cantidad de crema. En otras palabr
especialmente en el primer lavado, se debe tratar de reemplazar la cantidad de suero eliminapor la misma cantidad de agua.
El suero de mantequilla es el remanente que queda al separarse la mantequilla de la crema. composición del suero de mantequilla depende de diversos factores, por ejemplo, de composición de la leche entera de la cual proviene la crema, de la materia grasa en la cremade la efectividad del batido y agregados de agua o hielo a la crema, El suero de mantequilla sagregado de agua o hielo tiene un densidad de 1,032 - 1,035 y la siguiente composicaproximada
Materia grasa 0,3-0,7%Lecitina 0,1%Proteina 3,4%Lactosa y/o ácido láctico 4,7%Ceniza 0,7%Agua 90,8%
9.4 .2 . El am asado
Después de haber extraído el suero ya separado de la grasa y haber efectuado los respectivoslavados de la mantequilla, se procede a su amasado.
Esta etapa del proceso tiene como objetivo estandarizar su composición, mezclar y distribuirtodos los componentes, además de dar consistencia, presentación y durabilidad satisfactorias.
Para e l log r o de es te ob je t i vo gener a l se deben a lcanzar las s igu ien tes acciones :
• Regular humedad
• Conseguir una buena distribución de la humedad
• Conseguir una buena distribución de la sal
El Reglamento Sanitario de los Alimentos de Chile en el artículo 227, párrafo VI, referido a mantequillas, establece algunas normas sobre su composición. Entre ellas considera siguientes:
Agua Máximo 16,0%Sal (NaCI) Máximo 2%Sólido no graso Máximo 2%Grasa Mínimo 80%
Durante el amasado de la mantequilla ocurren dos procesos paralelos:

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 51/82
d d ll d l d h l
En la práctica para regular el porcentaje de agua de la mantequilla se procede de la siguienforma:
Se disminuye la humedad de la mantequilla a niveles inferiores al máximo permitido porReglamento Sanitario de los Alimentos de Chile. En el caso de la fabricación de tipo industrialmantequilla se aprisiona entre dos rodillos giratorios de acero inoxidable colocados uno en fredel otro, distanciados por entre 3 a 4 milímetros de distancia de modo de hacer pasar
producto por entre ellos. Así se extrae el agua contenida en su interior.
En el caso del procedimiento de elaboración de tipo casero el producto se aprisiona entre paredes del recipiente (balde) en el cual se realizó la elaboración y una paleta de madera coinstrumento de presión.
En ambos casos se trabaja hasta lograr una humedad inferior a la permitida por reglamentación vigente.
A continuación, utilizando la fórmula presentada anteriormente, se calcula la cantidad de agfaltante, hasta establecer el máximo permitido por el reglamento en referencia.
9 .4 .3 . Sa lado de la man t equ i l la
El objetivo del salado es sazonar la mantequilla para darle mejor paladar y ayudar a prevenirdesarrollo de bacterias, levaduras y mohos.
Los requisitos fundamentales para lograr una adecuada regulación del contenido de sal son:
• Determinación exacta de los kilos de mantequilla existentes en la batidora
• Cálculo correcto de la cantidad de sal a incorporar a la masa de la mantequilla
• Pesar correctamente la cantidad de sal
• Distribución homogénea de la sal en los granos de mantequilla
Carac te r íst i cas de una bu ena sa l pa ra m an tequ i l la
• Debe contener un alto porcentaje de cloruro de sodio libre de compuestos amargos
• Debe estar libre de materias extrañas
• Debe formar una salmuera límpida, de buen olor
• Debe estar libre de bacterias y mohos
• Debe tener un tamaño del grano de sal uniforme
• Debe tener bajo contenido de humedad
Form a de agregar sa l
Existen tres métodos para salar la mantequilla:
• Con sal seca• Con una pasta de sal

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 52/82
• Ser inactivo con respecto a los componentes de la mantequilla. Es decir, no debe permitirtransmisión de sus propios componentes en la mantequilla y no debe ser intervenido por componentes de la mantequilla, tales como agua y sal.
• Ser lo suficientemente fuerte como para presentar una efectiva barrera contra lacontaminación exterior durante la manipulación.
• Ser impermeable a la humedad y vapor de agua para prevenir pérdidas por evaporación.
• Ser impermeable al oxígeno para evitar la oxidación de la grasa y el crecimiento demicroorganismos, tales como levaduras y mohos.
• Proporcionar protección contra olores desagradables del exterior.
• Proteger de la luz, que favorece la oxidación de la grasa de la mantequilla.
• Tener una conductividad térmica adecuada para facilitar un rápido enfriamiento durante elalmacenaje.
• Poder mantener la forma durante el empaque.
Los envases u t i l i zados pa ra m an tequ i l las son los s igu ien tes :
a. Papel vegetalb. Papel revestidoc. Papel de aluminio laminado
Proced im ien to de envasado más s imp le
Este procedimiento requiere utilizar moldes de madera, una paleta fabricada de modo que pueintroducirse dentro del molde con facilidad, una tapa de molde que ejerce las funciones émbolo cuando el producto es extraído del molde y papel mantequilla.
LAVADO DE EQUI POS Y MATERI ALES
Para el lavado de artefactos y utensilios tales como la batidora en el caso de la produccindustrial, o baldes en el caso de la producción de tipo casero, además de los moldes y paletase recomienda el uso de agua tibia (50-70° C) y detergentes alcalinos con el objeto de removla grasa, principal elemento constitutivo de la mantequilla.
TRAN SPORTE Y CONSERVACI ÓN
Para transportar la mantequilla se usan vehículos con refrigeración dotados de equipisotérmicos.
En la industria, la mantequilla se conserva mediante un enfriado inmediato. Mientras más prose la enfríe y más baja sea la temperatura, más tiempo se conservará. La temperatura conservación en cámara no debe ser superior a 6° C, con una humedad relativa del aire superior al 80% y provistas de una buena ventilación.
9.4 .5. LÍ NEA DE FLUJO PARA LA ELABORACI ÓN DE MAN TEQUI LLA A PARTI R DECREMA DE LECHE DE CABRA
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 53/82
ETAPA N °3
Terminada la etapa de batido se procede al lavado del grano, Se realizan, a lo menos, treslavados.
ETAPA Nº 4
El amasado, etapa siguiente al lavado, tiene entre sus objetivos distribuir la sal, regular lahumedad y mejorar la textura del producto.
ETAPA Nº 5
Terminado el amasado se procede a moldear, envasar y almacenar la mantequilla
9.5 . ELABORACI ON DE MAN JAR
El manjar blanco (o dulce de leche) puede definirse como el producto resultante de concentración mediante ebullición a presión atmosférica de una mezcla de leche, azúcar y otaditivos. Las ventajas de su bajo costo de producción, sencillo proceso de elaboración, escasrequerimientos de equipos y un manejo fácil durante su almacenamiento lo ubican como ubuena alternativa para el aprovechamiento de volúmenes pequeños de leche. Para elaboración se necesitan, simplemente, una paila u olla, una paleta revolvedora y una fuente calor, que normalmente es el gas licuado.
9.5.1 TI POS DE MANJAR
Básicamente se fabrican dos tipos de manjar: uno es de consistencia semi l íqu ida y edestinado al consumo en forma directa o la fabricación de tortas y pasteles. El otro, cons istenc ia du r a, se moldea formando una caluga y se comercializa en esas condiciones.
9.5.2 CONDI CI ONES DE LA MATERI A PRI MA
A fin de conseguir un producto de calidad, la materia prima debe poseer condiciones óptimas cuanto a acidez, contenido graso y contenido de sólidos.
Dichos aspectos tienen rangos estrechos de variación experimentalmente comprobados y a cuales debe ceñirse quien desee realizar un procesamiento en base a una adecuada mate
prima.
- Acidez
Esta es quizás la característica más importante que incide en la calidad del dulce de leche.respecto, se debe tener presente que la leche fresca posee un leve carácter ácido, el cual fluctentre 0,15 y 0,19 por ciento de acidez.
Ya durante el procesamiento del producto, la acidez inicial de la leche se va incrementando enmedida que las condiciones de concentración del manjar blanco aumentan.
Se ha determinado que para el procesamiento de la leche destinada a la elaboración del manjésta debe tener una acidez máxima de 0,13%.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 54/82
ú d l d ó d d l l h
9.5.3 . CONDI CI ONES DE LOS ADI TI VOS
Entre los aditivos principales que se usan en la elaboración del manjar se encuentra la sacaroEste elemento debe incorporarse hasta en 20% del volumen de leche a utilizar.
9.5 .4 ELABORACI ÓN
Entre los aditivos principales utilizados en la elaboración se encuentran, además de la sacarolos espesantes y estabilizantes a base de carragenina. Las dosis sugeridas dependen fabricante, pero normalmente se incorporan no más de 2 gr. por Kg. de producto terminado.
El rendimiento del producto final corresponde al 50% de la materia prima utilizada enelaboración. Como conservantes se recomiendan el benzoato de sodio y sorbato de potasio, dosis no superiores a medio gramo de cada uno por cada kilogramo de producto terminadsegún ya se indicó.
El producto se mantiene en ebullición hasta que la concentración alcanza a los 70°C Brix. caso que no se cuente con instrumentos para tal medición, es posible confiar en algunos deta
prácticos como el color y la consistencia.
Todos los procesos antes señalados van acompañados de una constante agitación, la cpermite, entre otros objetivos, un mejor control de la reacción de Maillard.
Reacción de Mai l la r d
Esta reacción en realidad es un grupo de reacciones sucesivas que conducen a la formación pigmentos melanoides de coloración oscura que actúan frente a la caseína.
Entre los fenómenos que se producen como producto de la reacción de Maillard se cuentan:
• Coloración oscura
• Sabor a caramelo
• Insolubilización de las proteínas
• Descenso del pH
• Liberación de gas carbónico
• Producción de compuestos reductores
Cris t a l izac ión de la lac tosa
Si la reacción de Maillard es muy importante que se verifique durante el proceso de elaboracdel dulce de leche, la cristalización de la lactosa es un fenómeno que puede ocurrir durantealmacenamiento y es necesario evitarlo.
9.5 .5. CONDI CI ONES DE LOS ENVASES
Una vez alcanzada la concentración requerida (700 Brix), se procede inmediatamentedisminuir la temperatura del producto hasta una temperatura de entre 70° y 75°C, que es
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 55/82
d d d l d
9.5 .6. LÍ NEA DE FLUJO PARA EL MANJAR BLANCO
ETAPA Nº 1
La recepción de la leche y la determinación de su calidad son muy importantes en la elaboracde manjar blanco. Es de especial importancia la determinación de la acidez de la materia prim
ETAPA N °2
La etapa consiste en incorporar bicarbonato de sodio a la leche. La cantidad a incorpodepende la cantidad de ácido que la leche contenga.
ETAPA N °3
En esta etapa se incorpora la sacarosa o azúcar común y la glucosa en proporción que no exceel 20% del volumen de leche.
ETAPA N °4
La mezcla debe calentarse hasta ebullición bajo constante agitación. Mientras se incrementatemperatura se incorpora el estabilizante.
ETAPA N °5
La mezcla debe mantenerse en ebullición hasta que la concentración de sólidos alcance los7Brix, se mide con un instrumento llamado refractómetro.
ETAPA Nº 6
El producto debe ser envasado en caliente.
ETAPA Nº 7
El almacenamiento debe ser en un lugar fresco.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 56/82
CAPI TULO X
ELABORACI ON D E CARNE Y PRODUCTOS CARNI COS
10 .1 I NTRODUCCI ÓN
Carne (latín Carnis – griego Kreas --à componentes carácteristicos(creatina y creatinina)
Def in ic ión : La carne es la porción comestible, sana y limpia de los músculos de bovinporcinos, ovinos y caprinos aptos para la alimentación humana.
La población ganadera en Chile por especies para el consumo humano esta distribuida desiguiente forma:
• Bovino: 3.814.242 (Nº de cabezas) à 14.7%• Porcino: 1.489.990 (Nº de cabezas) à 7.7%
• Ovino: 4.625.323 (Nº de cabezas) à 17.8%• Aves (pollos y pavos): 15.531.000 (Nº de cabezas) à 59.8%
Consumo de carnes por persona al año:• Bovino: 21.2 Kg à 38.62%• Porcino: 11.4 Kgà 20.77%• Ovino: 0.6 Kg à 1.09%• Aves (pollos y pavos): 21.7 Kgà 39.20%
En Chile la carne se comercializa:•Cadenas de carnicerías
•Cadenas de supermercados•Envasada al vacío• Fabricas de cecinas
La industrialización de la carne consigue además de prolongar su vida útil, permite obtenproductos nuevos que la hacen más agradable a la vista y al paladar (normalmente carne bovino y porcino).
Principales productos: Jamón cocido, mortadelas, salchichas, patee, salame, jamón curagelatina de carne, chicharrones, pastas rellenas (ravioli, canelones, etc.), alimentos infantiletc.
Cri ter ios de cal idad de la carne
a) Calidad organoléptica:
− Calidad del músculo.− pH− Terneza, color y textura− Grasa intramuscular
10 .2 Est ru c tu r a de la Carne
El tejido muscular de la carne à células gigantes (fibras), tamaño desde 1 mm a varios cmlargo.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 57/82
a go
10 .3 COMPOSI CI ON
a ) P r o t eín a s ( 1 6 a 2 2 % )
Fuera de lo nutritivo à función tecnológica - emulsionar grasas- ligar agua- proporcionar color, sabor y textura a la carne
Distribución de los principales componentes proteicos del músculo:
- Pro te ín as d el t e j i d o co n ju n t i vo (1 0 a 1 5 % )
- P ro te ínas Sarcop lásm icas ( 25 a 30% )
- Pro t e ínas Con t r ac t i les ( 50% ) ( so lub les en sa l )
b ) Gr a sa ( 0 . 5 a 3 % )
En la carne existe de diferentes formas:
- Extracelular, como tejido subcutáneo y de depósito- lntramuscular, contribuyendo al aspecto marmóreo de la carne- Gotitas finas de grasa en el sarcoplasma
c ) Ca rb o h id ra to s (0 .5 a 1 .5 % )
d ) A g ua ( 6 5 a 8 0 % )
e) Sa les m inera les 1%
10 .4 BI OQUI MI CA DE LA CONTRACCI ON MUSCULAR
En estado de relajación las proteínas se encuentran bajo la forma de dos complejos: miosinMg++ ATP y actina ADP.
Cuando el retículo sarcoplasmático cede iones Ca++, se manifiesta la actividad ATPásica demiosina, la hidrólisis del ATP libera energía y se produce la contracción muscular. Cuandoretículo sarcoplasmático recupera el calcio, la contracción llega a su fin. La contracción comiencuando la concentración de iones Ca++ alcanza 10-7M y se detiene cuando desciende a menoseste nivel.
Normalmente, el contenido en ATP permanece casi constante; este compuesto se forma por trcaminos:1) ADP + fosfocreatina ATP + creatina
2) 2 ADP ATP + AMP
3) glucosa 2 lactato + 3 ATP
Las dos primeras reacciones se realizan inmediatamente; la tercera sólo ocurre cuandoaporte de oxígeno por la sangre no es suficiente para que continúe el metabolismo aeróbico
f osf ocreat inaquinasa
adenilat oquinasa
(glicólisis anaer obia)
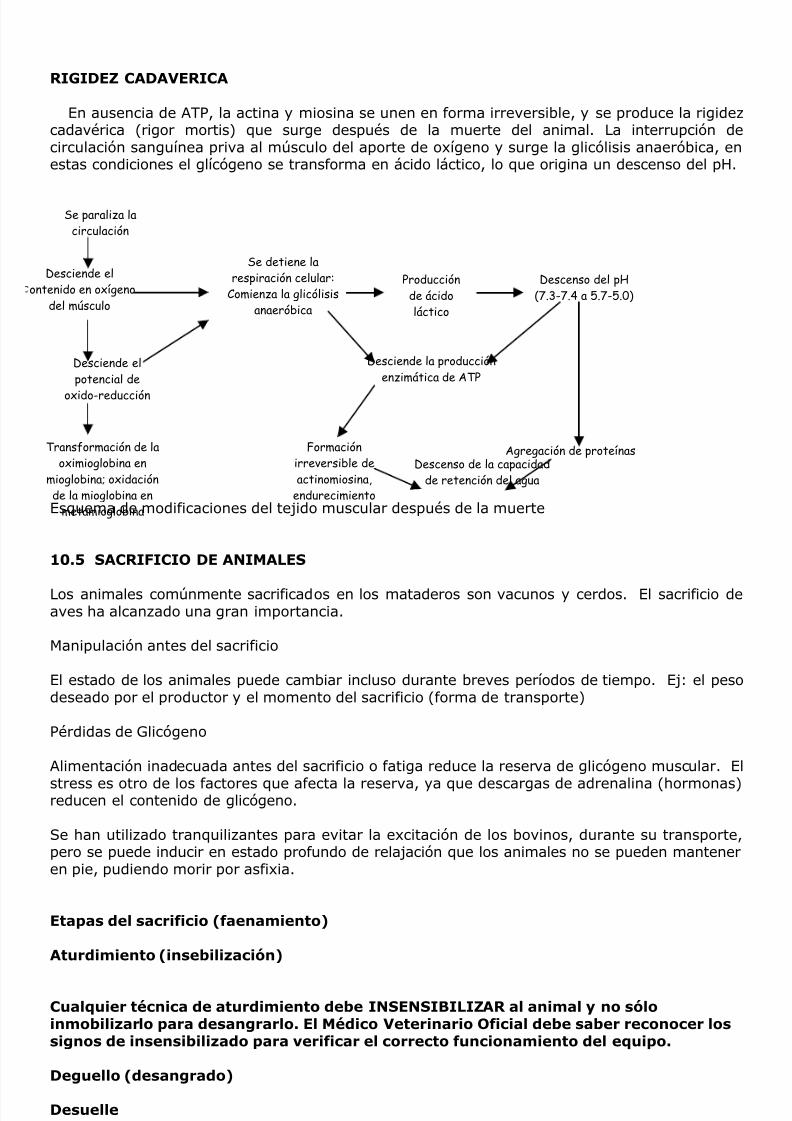
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 58/82
d l ó l d l ú l l ó l
RI GI DEZ CADAVERI CA
En ausencia de ATP, la actina y miosina se unen en forma irreversible, y se produce la rigidcadavérica (rigor mortis) que surge después de la muerte del animal. La interrupción circulación sanguínea priva al músculo del aporte de oxígeno y surge la glicólisis anaeróbica, estas condiciones el glícógeno se transforma en ácido láctico, lo que origina un descenso del p
Esquema de modificaciones del tejido muscular después de la muerte
10.5 SACRI FI CI O DE ANI MALES
Los animales comúnmente sacrificados en los mataderos son vacunos y cerdos. El sacrificio aves ha alcanzado una gran importancia.
Manipulación antes del sacrificio
El estado de los animales puede cambiar incluso durante breves períodos de tiempo. Ej: el pedeseado por el productor y el momento del sacrificio (forma de transporte)
Pérdidas de Glicógeno
Alimentación inadecuada antes del sacrificio o fatiga reduce la reserva de glicógeno muscular.
stress es otro de los factores que afecta la reserva, ya que descargas de adrenalina (hormonareducen el contenido de glicógeno.
Se han utilizado tranquilizantes para evitar la excitación de los bovinos, durante su transporpero se puede inducir en estado profundo de relajación que los animales no se pueden mantenen pie, pudiendo morir por asfixia.
Etapas de l sacr i f i c io ( faenamien t o )
Atu rd im ie n to ( i n seb i l i za ció n )
Cua lqu ie r t écn ica de atu rd im ien to debe I NSENSI BI L I ZAR a l an ima l y no só lo
Descenso de la capacidadde ret ención del agua
Se paraliza lacirculación
Desciende elont enido en oxígeno
del músculo
Se det iene lar espir ación celular:
Comienza la glicólisisanaeróbica
Pr oducciónde ácidoláctico
Descenso del pH(7.3-7.4 a 5.7-5.0)
Desciende elpot encial de
oxido-reducción
Desciende la producciónenzimát ica de ATP
Tr ansf ormación de laoximioglobina en
mioglobina; oxidaciónde la mioglobina en
met amioglobina
Formaciónirreversible deact inomiosina,
endurecimient o
Agr egación de prot eínas
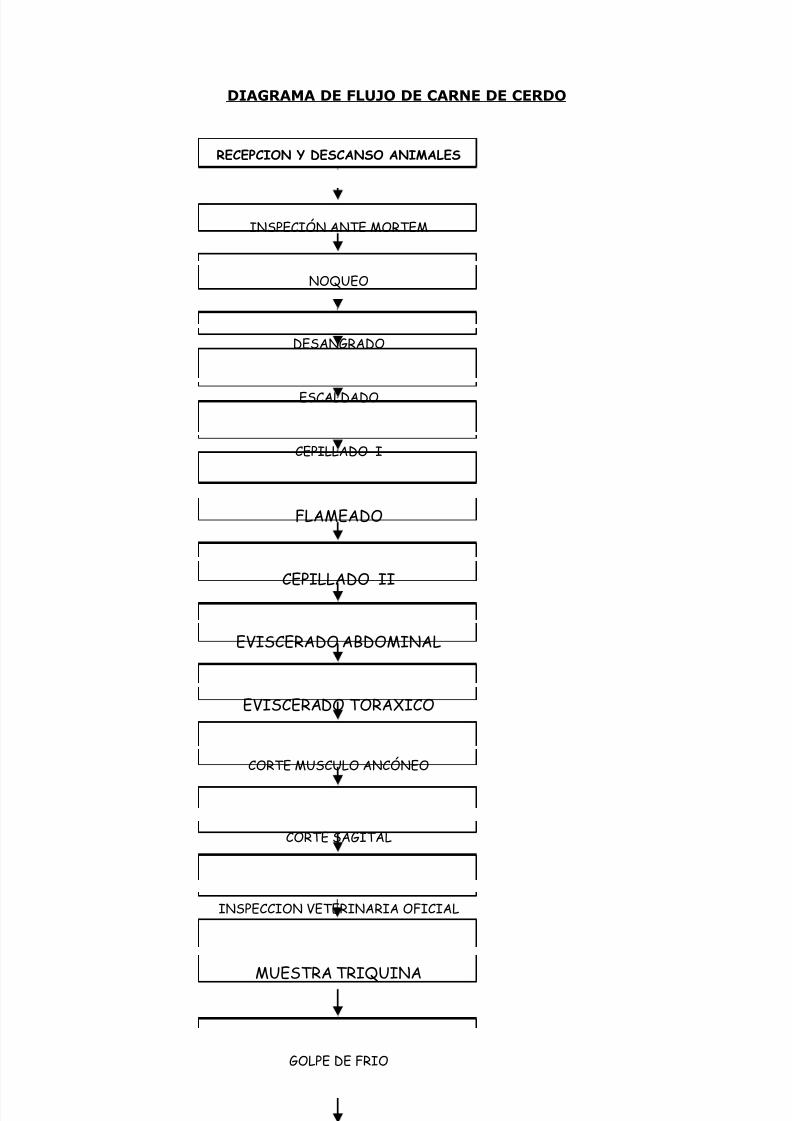
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 59/82
é O
DI AGRAMA DE FLUJO DE CARNE DE CERDO
RECEPCI ON Y DESCANSO ANI MALES
I NSPECI ÓN ANTE MORTEM
NOQUEO
DESANGRADO
ESCALDADO
CEPI LLADO I
FLAMEADO
CEPI LLADO I I
EVI SCERADO ABDOMI NAL
EVI SCERADO TORAXI CO
I NSPECCI ON VETERI NARI A OFI CI AL
MUESTRA TRI QUI NA
CORTE MUSCULO AN CÓNEO
CORTE SAGI TAL
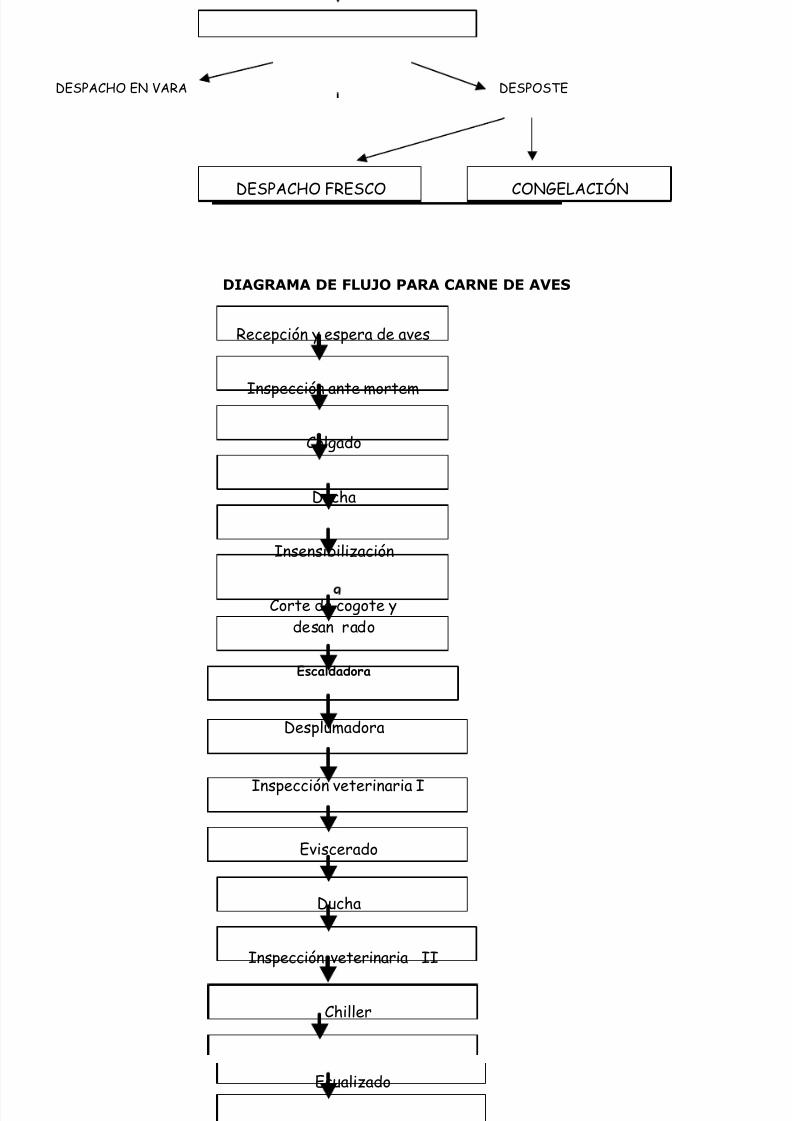
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 60/82
DI AGRAMA D E FLUJO PARA CARNE DE AVES
DESPACHO EN VARA DESPOSTE
DESPACHO FRESCO CONGELACI ÓN
Recepción y espera de aves
I nspección ant e mort em
Colgado
I nsensibilización
Ducha
Desplumadora
Escaldador a
Eviscerado
Cort e de cogot e ydesan r ado
Ducha
I nspección vet er inar ia I
I nspección vet er inar ia I I
Chiller
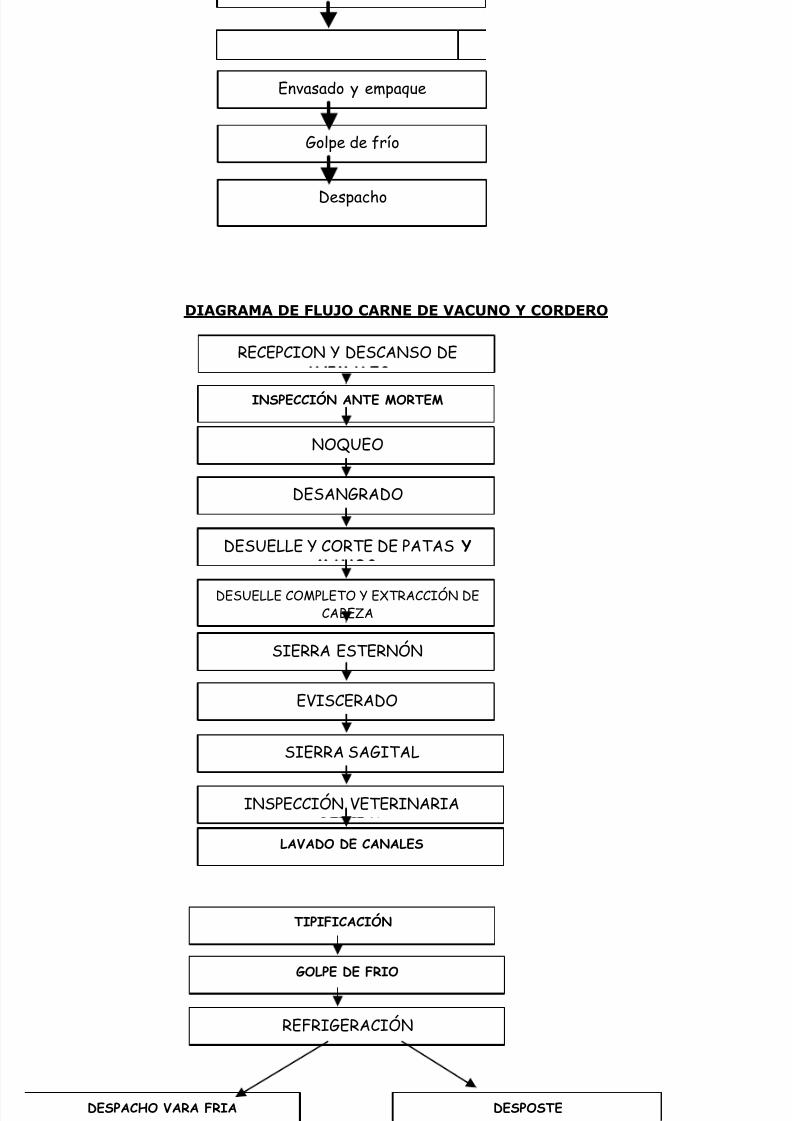
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 61/82
Chiller
DI AGRAMA DE FLUJO CARNE DE VACUNO Y CORDERO
Envasado y empaque
Golpe de f r ío
Despacho
RECEPCI ON Y DESCANSO DE
I NSPECCI ÓN ANT E MORTEM
NOQUEO
DESANGRADO
DESUELLE Y CORTE DE PATAS Y
DESUELLE COMPLETO Y EXTRACCI ÓN DECABEZA
EVI SCERADO
SI ERRA SAGI TAL
SI ERRA ESTERNÓN
I NSPECCI ÓN VETERI NARI A
LAVADO DE CANALES
TI PI FI CACI ÓN
GOLPE DE FRI O
Ó
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 62/82
Ó
10 .6 ALMACENAM I ENTO DE LA CARNE
La carne fresca es muy alterable y toda espera (en el transporte, distribución y maduraciónecesita refrigeración inmediata. Hay 2 fenómenos que condicionan las características almacenamiento de la carne.
- El peligro de proliferación bacteriana en su superficie- El riesgo de desecación (con pérdida de peso)
Las carnes frescas pueden ser envasadas de tres maneras:
− Envases tradicionales− Envasado al vacío− Envasado en Atmósfera modificada
Los envases tradicionales son de bandejas de polipropileno o poliestileno con film barrera o nooxígeno. La ventaja de estos envases es el bajo costo y mantiene la frescura del produc
especialmente el color, las desventajas son que tiene una vida útil corta (2 días en góndolaspuede generar condensaciones dentro del envase.
Mod i f i cac iones de la mate r ia p r im a
Desde la muerte del animal y tras sucesivas secuencias de la Faena, refrigeración y tiempo, lacarne ve sufriendo modificaciones que se cumplen casi obligatoriamente.
A. MermasB. Rigidez cadavéricaC. Maduración
D. Modificación del OlorE. Modificación del Color
La congelación de la carne se realiza en cámaras con aire forzado, a –30ºC o –40ºC. En eganado vacuno primero se refrigera y después se congela, durante la congelación se necesit
proteger la carne con un embalaje, para evitar la desecación de la superficie y pérdidas de pe
Para congelar trozos pequeños, se usan frecuentemente congeladores de placa. La temperatude almacenamiento será igual o inferior a –18ºC. La presencia de oxígeno mantiene por m
tiempo el color rojo vivo, pero aumente el peligro de oxidación de los lípidos, siendo as acusaen la carne de cerdo, la carne picada y carnes cocidas antes de congelar.
La carne de cerdo durante su almacenamiento congelado permite destruir las larvas de triquen 2 minutos a –32ºC o en 20 días a –15ºC.
Los temas relativos a congelación han sido revisados en el capítulo III
MI OGLOBI NA, SUS FUNCI ONES Y MODI FI CACI ONES
La mioglobina es el pigmento rojo del músculo, formada por una cadena polipéptida, la globinfija por un residuo hidistilo a un grupo hemo, formado por cuatro anillos pirrólicheterocíclicos, que rodean a un átomo de hierro divalente, y unidos a él por sus átomos
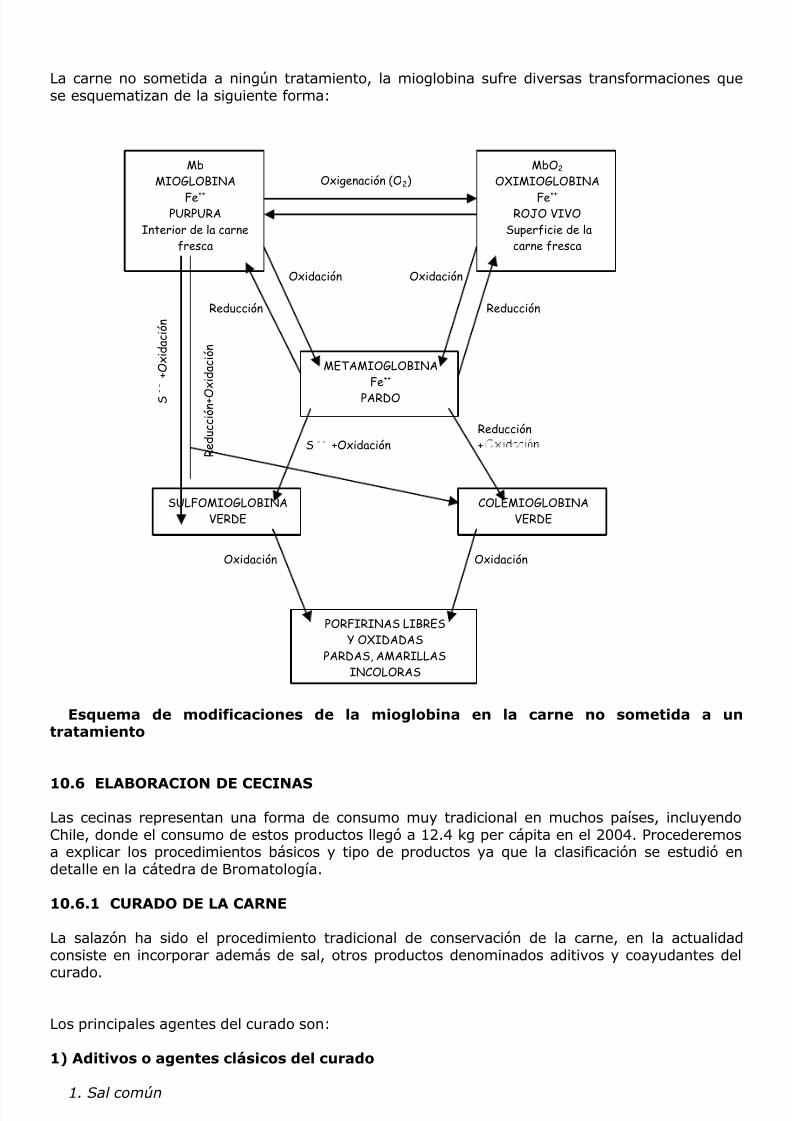
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 63/82
, q , y p
La carne no sometida a ningún tratamiento, la mioglobina sufre diversas transformaciones qse esquematizan de la siguiente forma:
Esquema de mod i f i cac iones de la miog lob ina en la ca rne no somet ida a t r a t a m i e n t o
10 .6 ELABORACI ON DE CECI NAS
Las cecinas representan una forma de consumo muy tradicional en muchos países, incluyenChile, donde el consumo de estos productos llegó a 12.4 kg per cápita en el 2004. Procederema explicar los procedimientos básicos y tipo de productos ya que la clasificación se estudió detalle en la cátedra de Bromatología.
10 .6.1 CURADO DE LA CARNE
La salazón ha sido el procedimiento tradicional de conservación de la carne, en la actualidconsiste en incorporar además de sal, otros productos denominados aditivos y coayudantes
curado.
MbMI OGLOBI NA
Fe++
PURPURAI nt erior de la carne
f resca
MbO2
OXI MI OGLOBI NA
Fe++
ROJO VI VOSuper f icie de la
car ne f r esca
Oxigenación (O2)
METAMI OGLOBI NAFe++
PARDO
SULFOMI OGLOBI NAVERDE
COLEMI OGLOBI NAVERDE
PORFI RI NAS LI BRESY OXI DADAS
PARDAS, AMARI LLASI NCOLORAS
Oxidación
Reducción
OxidaciónOxidación
S -
- +
O x i d a c i ó n
R e d u c c i ó n + O
x i d a c i ó n
S - - +Oxidación
Oxidación
Reducción
Reducción

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 64/82
l d l d
y porque tiene efecto inhibidor del Clostridium botulinum, microorganismo que produce utoxina muy activa. Frente a estos aspectos positivos, el nitrito presenta el inconveniente deposible formación de nitrosaminas, productos de carácter cancerígeno, lo cual ha provocagrandes controversias sobre su utilización. Sin embargo, su efecto inhibidor del Clostridi
botulinum y el hecho de que no se conozca un sustituto efectivo del mismo hacen que mantenga su autorización. El papel del nitrato, en el curado, no se conoce con exactitaunque parece ser que actúe como fuente de nitrito por reducción microbiológico, empleándo
cada vez menos.
En preparaciones de jamón, no se ha encontrado otro medio mejor que la combinación de sanitrito (o del nitrato) para conseguir la estabilización del color y la inhibición de la flbacteriana, especialmente anaerobia. En ciertos casos puede ayudar a preservar el coloradición de ácido ascórbico (especialmente durante la salazón rápida), pero la acción reductode este ácido puede favorecer la flora anaerobia.
3. Azúcar
COAYUDANTES DEL CURADO
La industria cárnica utiliza, además, sustancias coadyuvantes del curado, que mejorcaracterísticas de calidad y aumentan el rendimiento en las fabricaciones. Los coadyuvanmás utilizados son:
1. Acidos ascórbico e isoascórbico y sus sales
2. Polifosfatos
3. Glutamatos
Especias , arom as y cond im en tos
La utilización de especias aromas y condimentos tiene cada día más importancia debfundamentalmente, a las nuevas tendencias del mercado de productos cárnicos. A concentraciones utilizadas, estos productos no tienen acción antimicrobiana.
MI OGLOBI NA(Roj o púr pura)
Fe++
OXI MI OGLOBI NARoj o f uert e
PROTEI NASDESNATURALI ZADAS
(Marrón)
METAMI OGLOBI NA(Marrón)
Fe+++
Oxigenación Calor
Oxidación Oxidación

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 65/82
Esquem a de las t r ans fo rm ac iones qu ímicas de la miog lob ina du ran t e e l p roceso decurado .
10 .6.2 PRODUCTOS CONSTI TUI DOS POR PI EZAS ENTERAS
Los dos más importantes son el jamón curado y el jamón cocido.
A. Jam ón Cur ado
El jamón curado es un producto cárnico crudo, seco y madurado. Su estructura tiene integridanatómica. Pertenece a los alimentos de humedad intermedia al final del secado. El ahumaque se aplica a ciertos tipos de jamones es un ahumado ligero, que busca aromatizar el produmás que conservarlo.
La materia prima es el jamón de cerdo, obtenido preferentemente de canales enfriadrápidamente después del sacrificio y mantenidas en frío (3-4C) después de su corte, para evi
la proliferación de bacterias indeseables. El sistema tradicional de trabajo consiste en frotarpieza, después de cortada y preparada, con sal y nitrato (90% de NaCl y 1 0% de KNO3).
B. Jam ón Cocido
El sistema de preparación tradicional consiste en disponer los jamones en cubas y recubrirlos salmuera con un 18% de sal (CINa) y KNO3) y 2-3% de sacarosa; a veces, se aprovecsalmuera vieja restableciendo la concentración por adición de sal y nitrato, o bien se utilsalmuera nueva mezclada con salmuera madre, es decir un resto de salmuera vieja que apoun cultivo de bacterias nitrato-reductoras y una cierta cantidad de nitrito ya formado. Emanera de trabajar tiene el doble inconveniente de aportar nitrito en cantidades desconocidincluso, algunas veces, peligrosamente elevadas y además de añadir una flora bacteriana controlar.
Cuando el curado se hace por vía húmeda, como en el caso del jamón y paleta cocidos, penetración de los aditivos del curado es rápida y su distribución más homogénEsencialmente consta de las siguientes etapas:
1. Inyección de salmuera.
2. Maceración.
3. Envasado y cocción.
10 .6.3 PRODUCTOS CONSTI TUI DOS POR MEZCLA DE CARNES PI CADA S
Según el aparato de picado que se utilice, el producto cocido puede tener característicdiferentes. Por ejemplo, se han observado diferencias entre los productos picados por el sistetradicional, que son homogéneos, firmes y poco jugosos, y los picados con cutter, que son mheterogéneos, más o menos blandos y generalmente más jugosos. El picado tiene tambinfluencia sobre las transferencias de materias que se producen durante la cocción, aumentanlas pérdidas de grasa cuanto mayor sea el tamaño de las partículas.
El p i cadoLa fragmentación de los tejidos musculares y adiposos se realiza bajo el efecto de fuerzas

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 66/82
l l l d d d f
En la elaboración de productos cárnicos se utilizan los siguientes tipos de picadoras:
− Picador a de Carn e Fresca − Picador a de Carne Congelad a − Picadora Mix t a − La Picadora " Com i t r o l "
10 .6.4 FABRI CACI ÓN DE EMBUTI DOS
Los embutidos son productos elaborados a base de carne y tocino, aditivos del curado, especy condimentos. Se caracterizan por su gran variedad, debido a los usos y costumbtradicionales de las diferentes regiones y países. Según el tratamiento tecnológico que utilice, pueden clasificarse en las siguientes categorías:
Em but idos Crud os
Están elaborados a partir de carne de cerdo y tocino, picados y mezclados con sal, especiascondimentos, como por ejemplo las longanizas frescas. Estos productos se envasan en tripnaturales y se almacenan en refrigeración (3 a 5ºC) hasta su consumo.
Em but idos fe rm en tados y secados
Se elaboran a partir de carne de cerdo, mezcla de cerdo y vacuno, grasa o tocino, aditivos dcurado, especias y condimentos, y se embuten en tripas naturales o artificiales. Esproductos, tales como el chorizo y salchichón, se someten inicialmente a un tratamiento incubación, a temperaturas del orden de 25ºC y humedades del 85%, con el fin de favorecerdesarrollo de la flora microbiana típica de la fermentación; actualmente, se comercializcultivos microbianos especiales para cada producto.
3) Em but idos coc idos
Están constituidos por emulsiones cárnicas del tipo aceite en agua, en las cuales la grasa forla fase discontinua, el agua la fase continua y las proteínas cárnicas actúan como emulsionantLas proteínas miofibrilares, actina y miosina, solubles en soluciones salinas tienen una capacidemulsionante muy superior a las proteínas sarcoplásmiscas, solubles en agua, y a las proteíndel tejido conectivo.
10.6.5 PATES
Los patés de hígado, cerdo, etc., corresponden a fórmulas muy variadas. Se fabrican caproximadamente un 50% de grasa de cerdo, 20 a 40% de carne de vaca o despojos, y diversingredientes, que actúan como emulsionantes: huevos, leche, caseína solubilizada, extragelatinoso, almidón, polifosfatos, así como especias y aromatizantes.
Entre estos patés, hay que resaltar la mousse (o crema) de foie-gras legítimo, preparachecha de pasta finamente dividida, esterilizada, que debe de contener, como mínimo, el 25% foie-gras (hígado graso de pato).
Otr as p reparac iones de ca rnes La tendencia actual de reducir al mínimo el trabajo culinario doméstico, ha desarrollado mucho
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 67/82
l ó d l d l d ól b
producen en las nuevas estructuras creadas. Estas operaciones mecánicas tienen gimportancia, ya que de su acción aparecen estas estructuras.
Las operaciones de fabricación de las pastas finas son las siguientes:
Picado
Af inado
Consiste en disminuir el tamaño de las partículas de la mezcla obtenida en el picado. realiza con aparatos llamados afinadores, que completan la acción de la picadora o de la cuttSe utilizan los siguientes:
1. Triturador coloidal2. Micro-cutter3. Emulsionadora
4. C.C.A. (Continuous Cutt er Autom at)
3 ) Em b u t i d o
Después de la preparación de la pasta, el embutido es una operación común a todos productos cárnicos de pasta fina y se desarrolla con los tratamientos específicos de caespecialidad. En el caso de las salchichas de Francfurt, la tecnología consiste en colocar la paen una tripa para darle su forma característica. La tripa natural en la actualidad está siensustituida por tripa de celulosa.
Cocción. Ahumado
Los efectos principalmente buscados en las salchichas de pastas finas con estas operacionson los siguientes:
1. Fijar las microestructuras obtenidas, en la realización de la pasta y en la forma producto.
2. La estabilización bacteriana.
3. El fácil desprendimiento de la tripa celulósica.
4. La buena coloración en el centro de la masa del producto.
5. La buena coloración externa y aromatización del producto bajo el efecto de componentes del humo.
10 .6.7 PRODUCTOS OBTENI DOS DE AVES
Pol los
Mediante razas seleccionadas, se logra producir en unas 8 semanas, pollos aproximadamente 1,5 kg en granjas avícolas donde las condiciones de temperatura, humed
higiene, alimentación, etc., están estrictamente reguladas.Algunos mataderos pueden preparar y congelar 10.000 pollos a la hora. Los animal
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 68/82
d é d 2 h l d l d d
Foie gr as
En Francia, las preparaciones en base de foie gras (hígado graso) tienen gran importaneconórriica. El término foie gras designa el hígado, degenerado por hipertrofia grasosa, queobtiene cebando ocas (gansos). Se trata de una crianza difícil y costosa, que exige mucmano de obra, lo que explica el elevado precio del foie gras legítimo. Los hígados seleccionan, limpian (se separa cuidadosamente la vesícula biliar y vasos sanguíneos)
sumergen en una salmuera ligera, con el fin de eliminar la sangre. A continuación se colocen envases de barro o metálicos. Para los envases de barro se prosigue con la cocción horno o estufa y, si son envases metálicos, en un baño de agua hirviendo o autoclave.
10 .6.8 LI GANTES DE LA CARNE
Los ligantes de la carne son aditivos proteicos definidos como proteínas no cárnicas. Hay ugran variedad de ligantes cárnicos empleados en embutidos del tipo emulsión para mejorar consistencia y su capacidad emulsionante y ligante. También sirven para aumentar el contenproteico, mejorar los rendimientos y disminuir los costos de formulación. Los ligantes de
carne más importantes son:− Prot e ínas de so j a − Prot e ínas de la leche − A lm id ó n − Ha r in a − Levadura de ce rveza inac t i vada − Ext rac to de levadura
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 69/82
CAPI TULO XI
ELABORACI ÓN DE MI EL
La miel ha significado en los últimos años una fuente de desarrollo rural muy importante y,lógicamente, ha sido una nueva fuente laborar de especialización para los Médicos VeterinariosEn Chile, el marco regulatorio para la producción y elaboración de miel, están dadas por laimplementación de Buenas Prácticas Apícolas propuestas por el Servicio Agrícola y Ganadero.
La miel es un producto alimenticio y como tal, el proceso de obtención requiere prácticas dehigiene muy cuidadosas. Por esta razón el lugar destinado a la extracción de miel sólo debeservir para esta operación y estar libre de todo lo que sea extraño al proceso de la misma, en cual preferentemente se debe mantener la temperatura de la miel a 28°C.
El cumplimiento de Buenas Prácticas de Manufactura en todas y cada una de las etapas delproceso permite la obtención de un producto natural de calidad e inocuo.
11 .1 PROCESO DE ELABORACI ON
Las actividades que se realizan en el proceso de la miel son las siguientes:
Descarg a de a lzas con m ie l
La descarga debe realizarse en áreas habilitadas para tal fin. Las características de estasinstalaciones deberán permitir la correcta aplicación de las Buenas Prácticas de Manufactura.
Alzam ien to de a lzas con m ie l
En esta fase las precauciones más importantes están relacionadas con las condiciones de estibcontrol de pillajes y de plagas.
Desopercu lado
El desoperculado consiste en la remoción de los opérculos con los que las abejas han cerrado lceldas del panal una vez que la miel está madura en la colmena. La maquinaria y utensilios aemplear deben estar fabricados con acero inoxidable de grado alimentario que facilite las tareade sanitización.
Separac ion m ie l – ce ra
Se recomienda el uso de separadoras mecánicas de cera-miel centrífugas que trabajan en fríoCon respecto a los utensilios y recipientes que comúnmente se utilizan, deberán ser de aceroinoxidable grado alimentario o de polipropileno.
Escur r ido d e bas t ido res
Ext racc ión
El extractor es un recipiente cilíndrico de capacidad variable, sobre cuyo eje se coloca unacanastilla en la que se depositan los bastidores desoperculados para extraer la miel por fuerza
centrífuga. Puede ser accionado por energía eléctrica o en forma manual.Al igual que el resto del equipo que tiene contacto directo con la miel, es necesario que elextractor esté fabricado con acero inoxidable grado alimentario para evitar la contaminación d
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 70/82
g p
Bombeo y t uber ía para e l t ranspor t e de m ie l
Se recomienda implementar un sistema de bombeo automático, cuando sea necesario.Asimismo, la capacidad de la bomba deberá ser acorde al volumen y viscosidad de miel que seprocese.También se debe evitar que se acumulen impurezas y cera en exceso en la superficie de la mie
dentro del tanque de recepción, retirándola para que no sea succionada por la bomba deelevación y que se obstruya, de forma higiénica y con implementos de acero inoxidable.Las bombas deben ubicarse fuera de los depósitos de miel para que no contaminen el productose facilite su correcto mantenimiento, limpieza y sanitización diaria durante el proceso.
Sed imen tac ión
Actualmente, en diversos establecimientos donde el envasado final se realiza en tambores seomite la sedimentación, efectuando el filtrado posterior al colado de la miel. Se describe elproceso de sedimentación, ya que es el más común en nuestro país.La sedimentación es el proceso mediante el cual se logra la separación de las partículas e
impurezas presentes en la miel a través del reposo.
Fi l t rado
Para el filtrado de la miel se deberán emplear filtros con mallas de acero inoxidable con abertude 100 micras. Los filtros deberán ser reemplazables y lavables. La limpieza se realizará cuandya no fluya la miel o al finalizar el proceso, con agua caliente y limpia.
Envasado
a) Envasado en Tam bores
b) Env asado en Frascos
En el envasado debe procurarse no incorporar aire en el flujo de miel e inmediatamente despudel llenado tapar los envases.
Los envases deben ser de peso reducido; resistentes a ruptura; con cierre hermético; higiénicoy de fácil vaciado; invariablemente nuevos, adecuados para las condiciones previstas dealmacenamiento y que protegan apropiadamente el producto contra la contaminación. Engeneral, los materiales idóneos para envasar la miel son el vidrio y resinas como el Tereftalatode Polietileno (PET).
Los dos factores fundamentales que condicionan la conservación de la miel son la humedadrelativa y la temperatura. La miel debe conservarse a una temperatura cercana a los 20° C y auna humedad no superior al 60%, ya que de superar dichos valores el producto puede absorbeagua.
A su vez, es necesario que los cambios térmicos sean bajos y que el ambiente esté libre deolores desagradables. Si durante el proceso de envasado se cumplieron las indicaciones antescitadas, la miel conservará sus cualidades, ya que es un producto no perecedero.
A lma cen a mie n to d e t a mb o re s11 .2 Con t ro l de ca l idad

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 71/82
verificar la calidad de la miel que se coloca en el mercado, con esto se determinamediante análisis de laboratorio lo siguiente:
− Contaminación: Para detectar microorganismos, presencia de medicamentos, residuostóxicos, etc.
− Adulteración: Para evaluar los niveles de glucosa, fructosa, etc.− Temperatura: Para evaluar el nivel de HMF.− Humedad

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 72/82
CAPI TULO XI I
SI STEMAS DE ASEGURAMI ENTO DE CALI DAD D E ALI MENTOS
Los sistemas de aseguramiento de calidad han sido tal vez las áreas con mayor expansidentro de la Tecnología de Alimentos. Los médicos veterinarios hemos abarcado estas temáticha partir del año 1993 cuando por primera vez Chile exportó carne de cerdo. De allí adelante, se han implementado estos sistemas en la mayoría de las plantas de exportación.raíz de los tratados de libre comercio y de la globalización en que Chile está inserto, los futurcolegas deberán abordar estos temas tanto para el área de los alimentos humanos de origanimal como para el aseguramiento de calidad de los alimentos para mascotas y animales producción.
A continuación se describe en detalle el sistema HACCP el cual se ha complementado cmaterias de Buenas Prácticas de Manufacturas e ISO 9000:2000.
12 .1 SI STEMA HACCP
La sigla HACCP, que significa Análisis de Riesgo y Control del Punto Crítico, es aquella que evo “protección de alimentos”. Sin embargo, uno no puede escribir acerca del HACCP, sin otorgar debido crédito a aquellos que lo concibieron, la Compañía Pillsbury, conjuntamente con Administración Nacional de Aeronáutica y Espacio (NASA) y los Laboratorios de las FuerzArmadas de Los Estados Unidos, Natick, quienes desarrollaron este sistema para asegurar calidad de los alimentos de los astronautas. A 30 años de su invención, el sistema HACCP tenido un reconocimiento internacional y ha sido aceptado como un método para asegurar calidad de los alimentos. Aún cuando fue originalmente ideado para asegurar la calidmicrobiológica de los alimentos, ha sido ampliado para incluir los riesgos físicos y químicos q
puedan estar presentes en los alimentos. La preocupación reciente de las autoridades de salpublica, consumidores, y otros grupos interesados, en relación a la seguridad y calidad de alimentos, en su mayor parte debida a la intervención de la OMS en este campo, y los informrespecto a continuos brotes de enfermedades causadas por los alimentos, han sido mayores estímulos en la implantación del sistema HACCP.
12 .2 EL SI STEMA HACCP Y SUS BENEFI CI OS
El HACCP es un sistema científico, racional y un enfoque sistemático para la identificacióevaluación y control de los riesgos encontrados durante la producción, procesamientmanufactura, preparación y uso de los alimentos, para garantizar que el alimento es seguro
consumirlo. Con el sistema HACCP, el control de alimentos se integra en el diseño del proceproductivo, a diferencia del sistema inefectivo actual que consiste en examinar el producto finPor lo tanto, el sistema HACCP proporciona un enfoque preventivo y por lo tanto económipara la protección de los alimentos.
El sistema HACCP se puede aplicar a lo largo de toda la cadena alimenticia, desde el productprimario hasta el consumidor final. Su instrumentación debe ser guiada por las evidenccientíficas de que existe riesgo para la salud humana. Para que el HACCP sea exitoso requiede un compromiso y envolvimiento total por parte de los ejecutivos, profesionaleadministradores y trabajadores. Requiere también de un enfoque multidisciplinario. Esenfoque mutidisciplinario debe incluir, cuando sea apropiado, experiencia en agronomía, cienc
y medicina veterinaria, producción, microbiología, salud pública, tecnología de los alimentosalud ambiental, química e ingeniería, de acuerdo al estudio particular a efectuar.
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 73/82
Si bien aquí se consideró la aplicación del HACCP a la inocuidad de los alimentos, el concepuede aplicarse a otros aspectos de la calidad de los alimentos.
12.4 DEFI NI CI ONES
Acc ión co r rec t i va : Toda medida que se debe tomar cuando los resultados del monitoreo
CCP indiquen una pérdida del control.
Anál is is de Pel ig r os : El proceso de recolectar y evaluar la información sobre los peligros y condiciones que llevan a su presencia para decidir cuáles son significativos para la inocuidad los alimentos y que se debe por lo tanto encarar en el plan de HACCP.
Cont ro l : El estado en el cual se siguen los procedimientos correctos y se satisfacen los criterio
Cont ro la r : Tomar todas las medidas necesarias para asegurar y mantener la conformidad clos criterios establecidos en el plan de HACCP.
Desviac ión : Imposibilidad de encontrar el límite crítico
Dia g ra ma d e f l u j o : Una representación sistemática de la secuencia de etapas u operacionusados en la producción o fabricación de un alimento determinado.
Etapa : Un punto, procedimiento, operación o etapa en la cadena alimenticia incluyendo materprimas, desde la producción primaria hasta el consumo final.
HACCP : Un sistema que identifica, evalúa, y controla los peligros significativos para la inocuidde los alimentos.
Lím i t e Crí t i co : Un criterio que separa lo aceptable de lo inaceptable.
Med ida de con t ro l : Toda acción y actividad que puede usarse para prevenir o eliminar peligro en la inocuidad de los alimentos o reducirlo a un nivel aceptable.
Mon i to rea r : El acto de llevar adelante una secuencia planeada de observaciones o medicionde parámetros de control para evaluar si un CCP está bajo control.
Pel ig ro : Un agente biológico, químico, o físico en, o condición de, alimento con el potencial causar un efecto adverso en la salud.
Plan de HACCP : Un documento preparado de acuerdo con los principios del HACCP pa
garantizar el control de los peligros significativos para la inocuidad de los alimentos ensegmento de la cadena alimenticia en consideración.
Punt o Crí t i co de Cont ro l ( CCP ) : Una instancia en la cual puede aplicarse el control y que esencial para prevenir o eliminar un peligro en la inocuidad de los alimentos o reducirlo a nivel aceptable.
Val idac ión : Obtención de evidencia de que los elementos del plan de HACCP son efectivos.
Ver i f icac ión : Aplicación de métodos, procedimientos, exámenes u otras evaluaciones, ademdel monitoreo, para determinar la conformidad con el plan HACCP.
12 .5 PRI NCI PI OS DEL SI STEMA HACCP

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 74/82
Princ ip io 4Establecer un sistema para monitorear el control del CCP.
Princ ip io 5Establecer la medida correctiva a tomar cuando el monitoreo indica que un CCP determinado está bajo control.
Princ ip io 6 Establecer procedimientos de verificación para confirmar que el sistema HACCP está funcionanen forma efectiva.
Princ ip io 7Establecer la documentación concerniente a todos los procedimientos y registros adecuados paestos principios y su aplicación.
12 .6 PAUTAS PARA LA APLI CACI ÓN DEL SI STEMA HACCP
Antes de la aplicación del HACCP a cualquier sector de la cadena alimenticia, ese sector de
estar funcionando de acuerdo con los Principios Generales del Codex de Higiene Alimenticia, Códigos de Práctica adecuados del Codex, y la apropiada legislación de inocuidad de alimentos. Es necesario el compromiso gerencial para la implementación de un sistema HACefectivo.
Durante la identificación de los peligros, la evaluación y las operaciones posteriores paradiseño y la aplicación de los sistemas HACCP, se debe considerar el impacto de las materprimas, los ingredientes, las prácticas de fabricación de los alimentos, el rol de los procesos fabricación para controlar los peligros, el probable uso final del producto, las categorías de consumidores de interés, y la evidencia epidemiológica relativa a la inocuidad de los alimentos
La intención del sistema HACCP es focalizar el control en los CCPs. Se debe considerar un nuediseño de la operación si se identifica un peligro que debe ser controlado pero no se encuentrCCPs.
Se debe aplicar el HACCP a cada operación específica por separado. Los CCPs identificados cualquier ejemplo dado en cualquier Código Codex de Práctica de Higiene podrían no ser únicos identificados para una aplicación específica o podrían ser de distinta naturaleza.
Se debe revisar la aplicación del HACCP y se deben hacer los cambios necesarios cuando realiza cualquier modificación en el producto, el proceso, o en cualquier etapa.
Es importante cuando se aplica un HACCP ser flexible donde fuera necesario, dado el contex
de la aplicación tomando en cuenta la naturaleza y el tamaño de la operación.
12.7 APLI CACI ÓN
La aplicación de los principios del HACCP consiste en las siguientes tareas, como se identificen la Secuencia Lógica para la Aplicación del HACCP (Diagrama 1).
1. Reuni r e l equ ip o de HACCP
2 . Descr ib i r e l p rodu c to
3 . I d e n t i f i ca r e l u so p ro p u e sto

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 75/82
P d i d f l j
7 . De te rm inar los Pun tos Cr í t i cos de Con t r o l
( ve r P r i n c ip io 2 ) 1
8. Estab lecer l ími tes cr í t icos para cada CCP
( ve r P r i n c ip io 3 )
9 . Es tab lece r un s is tem a de m on i t o reo pa ra cada CCP
( ve r P r i n c ip io 4 )
10. Estab lecer acciones corr ect ivas ( ve r P r i n c ip io 5 )
11 . Es tab lecer p roced im ien tos de ve r i f i cac ión ( ve r P r i n c ip io 6 )
12 . P reparación de docum entac ión y r eg is t ro de da t os
( ve r P r i n c ip io 7 )
12 .8 ENTRENAMI ENTO
El entrenamiento del personal de la industria, el gobierno, y los universitarios en cuanto a principios y las aplicaciones del HACCP, y la creciente concientización de los consumidores selementos esenciales para la implementación efectiva del HACCP. Como un complementodesarrollo del entrenamiento específico para avalar un plan HACCP, se deben desarrolinstrucciones y procedimientos de funcionamiento que definan las tareas que el persooperativo debe desarrollar en cada Punto Crítico de Control.
DI AGRAMA 1 SECUENCI A LÓGI CA PARA LA APLI CACI ÓN DEL HACCP
1.
2.
3.
4.
5.
6.
Reunir un Equipo HACCP
Describir el producto
Identificar el Uso Pro uesto
Desarrollar un diagrama de Flujo
Confirmación en el lugar del Diagrama de Flujo
Enumerar todos los Peligros PotencialesRealizar un análisis de Peligros
Considerar las Medidas de Control
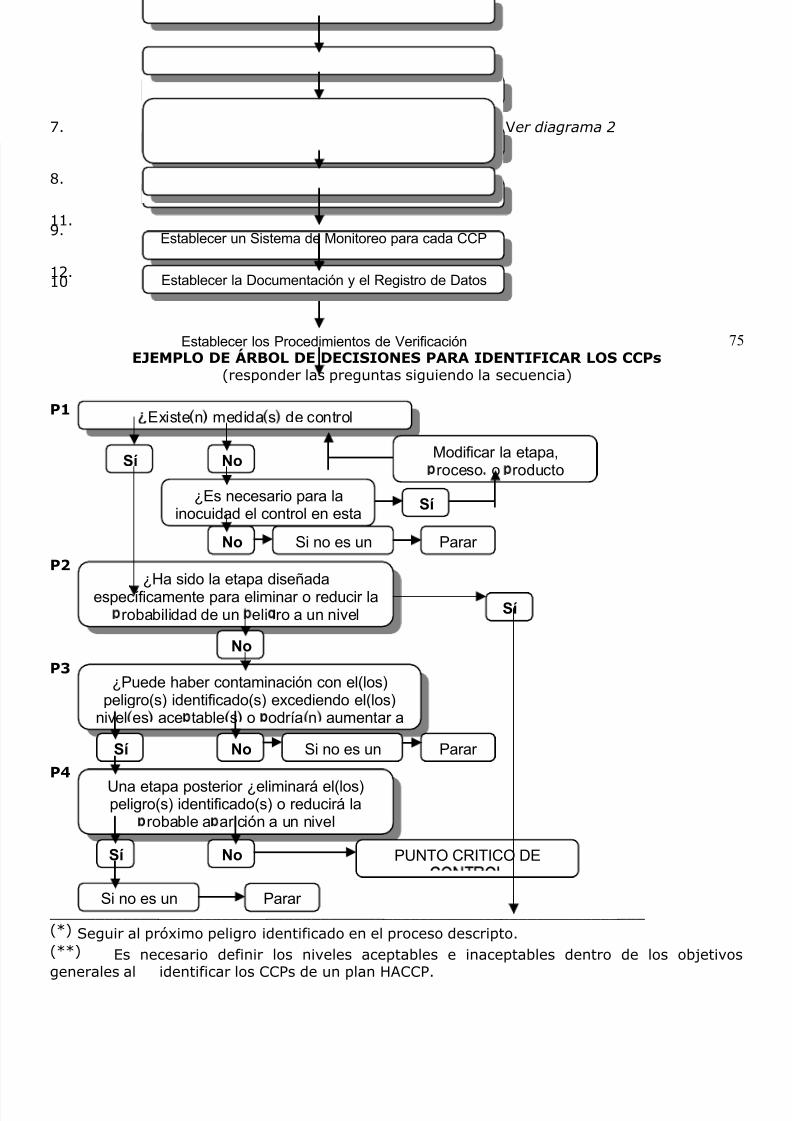
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 76/82
11.
12.DI AGRAMA 2
EJEMPLO DE ÁRBOL DE DECI SI ONES PARA I DENTI FI CAR LOS CCPs(responder las preguntas siguiendo la secuencia)
P1
P2
P3
P4
__________________________________________________________________
(*) Seguir al próximo peligro identificado en el proceso descripto.(**) Es necesario definir los niveles aceptables e inaceptables dentro de los objetivgenerales al identificar los CCPs de un plan HACCP.
Establecer la Documentación y el Registro de Datos
Existe(n) medida(s) de control
Sí NoModificar la etapa,roceso o roducto
¿Es necesario para lainocuidad el control en esta
Sí
No Si no es un Parar
¿Ha sido la etapa diseñadaespecíficamente para eliminar o reducir la
robabilidad de un eli ro a un nivel Sí
No
¿Puede haber contaminación con el(los)peligro(s) identificado(s) excediendo el(los)
nivel es ace table s o odría n aumentar a
Sí No Si no es un Parar
Una etapa posterior ¿eliminará el(los)peligro(s) identificado(s) o reducirá la
robable a arición a un nivel
Sí No PUNTO CRITICO DE
Si no es un Parar

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 77/82
13 . BI BLI OGRAFI A Y REFERENCI AS
13.1 L ib ros
Acha P.N., Szyfres B., 1986, Zoonosis y enfermedades transmisibles comunes al hombre y a lohombres, segunda edición, Organización Panamericana de la Salud.
Brennan J.G., Butters J.R., Cowell N.D., 1998, Las operaciones de la ingeniería de los alimentotercera edición, Editorial Acribia, Zaragoza, España.
Cheftel J.C., 1992, Introducción a la Bioquímica de los Alimentos, Editorial Acribia, Zaragoza,España.
Codex alim entar ius Food Hygiene Basic text s. Food and Agricultural Organization of the UnitedNations – World Health Organization. Rome, 1997.
Directiva 64/433/CEE del Consejo, de 26 de junio de 1964, relativa a problemas sanitarios enmateria de intercambios de carne fresca.
Directiva 72/462/CEE del Consejo, de 12 de diciembre de 1972, relativa a problemas sanitariode policía sanitaria en las importaciones de animales de las especies bovina y porcina y decarnes frescas procedentes de terceros países.
Fennema O.R., 1993, Química de los Alimentos, segunda edición, Editorial Acribia, Zaragoza,España.
Forsythe S.J., 1999, Higiene de los alimentos, microbiología y HACCP, segunda edición EditoriaAcribia, Zaragoza, España.
Girard J.P., 1991, Tecnología de la carne y de los productos cárnicos, Editorial Acribia, ZaragozEspaña.
Hayes P.R., 1993, Microbiología e Higiene de los alimentos, Editorial Acribia, Zaragoza, España
Instituto Internacional del Frío, 1990, Alimentos congelados Procesado y distribución, EditorialAcribia, Zaragoza, España.
Jay J.M., 1992, Microbiología moderna de los alimentos, Editorial Acribia, Zaragoza, España.
Madrid A., 1994, Nuevo manual de industrias alimentarias, AMV ediciones.Potter N.N., 1986, Food Science, fourth edition, Van Nostrand Reinhold, New York.
Manual de Sistemas de aseguramiento de Calidad para Productos de origen pecuario, ServicioAgrícola y Ganadero, 1999.
Nuevo Reglamento Sanitario de los Alimentos. Decreto Supremo 977 (Chile).
Varman A.H., Sutherland J.P., 1994, Leche y productos lácteos, Editorial Acribia, Zaragoza,España.
Vollmer G., 1999, Elementos de bromatología descriptiva, Editorial Acribia, Zaragoza, España.
13.2 Revis tas c ient í f icasJournal of Food Protection
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 78/82
l f d S
www.cdc.gov/foodnet http://haccpalliance.org www.sag.gob.cl www.carnetec.com www.isp.cl www.sernapesca.cl www.minsal.cl
www.inta.cl www.udec.cl
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 79/82

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 80/82

5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 81/82
5/17/2018 Apunte Estudiante Tec Alimentos 06 - slidepdf.com
http://slidepdf.com/reader/full/apunte-estudiante-tec-alimentos-06 82/82