arc welding arc theory ctu in prague faculty of mechanical...
TRANSCRIPT

CTU in Prague
Faculty of Mechanical Engineering
Ing. Petr Vondrouš, PhD., IWE
Arc welding
Arc theory
1st semester 2015/2016
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
An arc is an electric current flowing
between two electrodes through an
ionized column of gas. A negatively
charged cathode and a positively
charged anode create the intense heat
of the welding arc. Negative and
positive ions are bounced off of each
other in the plasma column at an
accelerated rate.
Needs energy to ionize and to sustain
plasma.
Electric arc
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Electric arc is connecting places with the lowest voltage –
plasma – high speed of movement (100 m/s)
Energy is released at the arc edges and is practically used.
High temperature
Intesive glow
Diameter 1 - 10 mm
At current over 0,3 A
At Higher pressures
Current 10-2000 A, voltage 10-50 V.
Electrones emitted from cathode passes through arc collumn
and are removed by anode.
Characteristics
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Power, shape of electric arc can be varied setting different welding
paremeters. By this wide variety of welding methods can exist.
SMAW
GMAW
GTAW
PAW
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
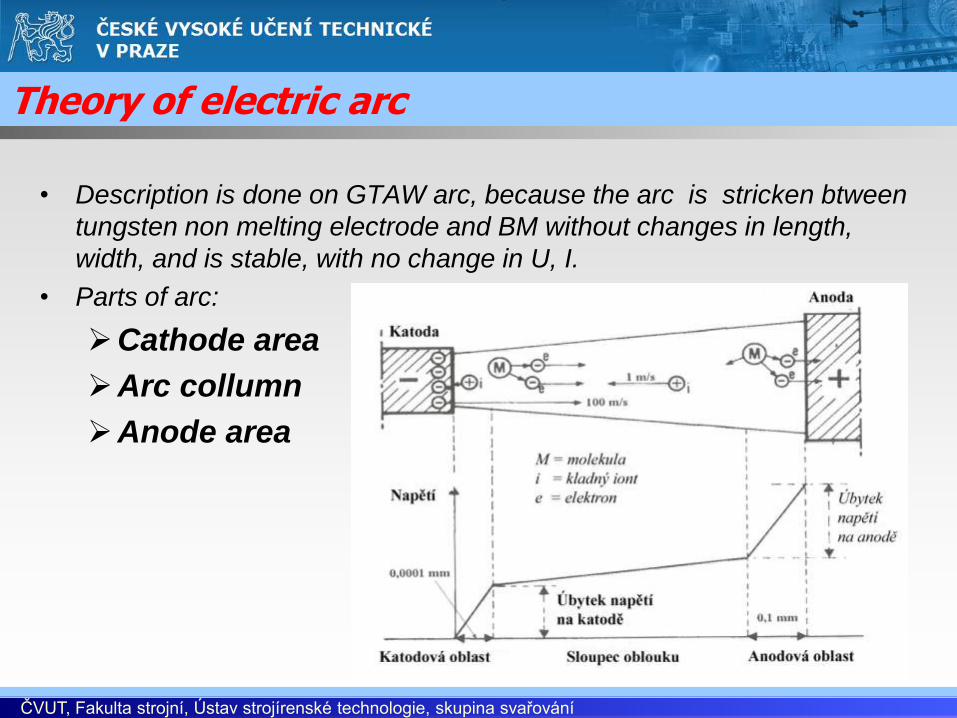
• Description is done on GTAW arc, because the arc is stricken btween
tungsten non melting electrode and BM without changes in length,
width, and is stable, with no change in U, I.
• Parts of arc:
Cathode area
Arc collumn
Anode area
Theory of electric arc
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Electric arc
On the heated cathode, where the emission energy is the lowest, the
electrones are emitted. Emission of electrones causes decrease of
potential, voltage (10-16 V).
Thermically emitted electrones in electrical field increase speed, kinetic energy
high enough to ionize gas atoms.
Electrically conductive high temperature collumn (PLASMA), where U, I are
stable. Thermodynamic processes of Disociation, ionization, excitation
and recombination takes place.
Anode is current in device, accepts electrones. Energy is transformed into
heat and el.-mag. radiation.
Recombination of electrones and iones, energy release – higher
temperature than at the cathode.
Decrease of voltage 4-8 V.
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
• Arc is low temperature plasma, its properties depend on
• Electrode material
• Welded material
• Gas
• Geometry
• Parameters – I, U
Arc properties
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Disociation, Ionization
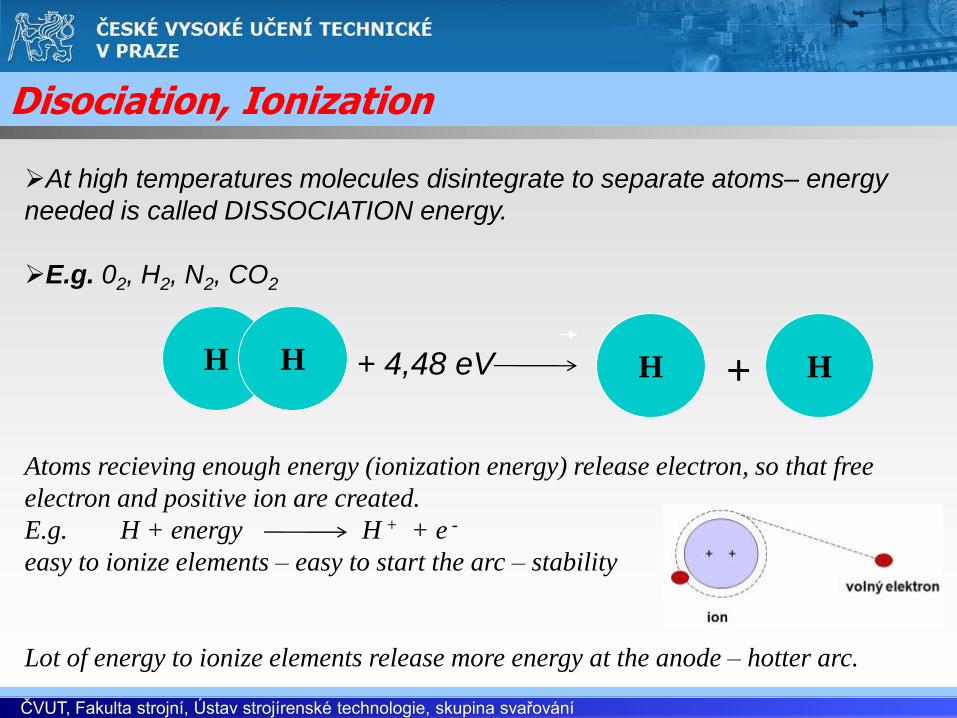
At high temperatures molecules disintegrate to separate atoms– energy
needed is called DISSOCIATION energy.
E.g. 02, H2, N2, CO2
Atoms recieving enough energy (ionization energy) release electron, so that free
electron and positive ion are created.
E.g. H + energy H + + e -
easy to ionize elements – easy to start the arc – stability
Lot of energy to ionize elements release more energy at the anode – hotter arc.
H H + 4,48 eV H H+

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
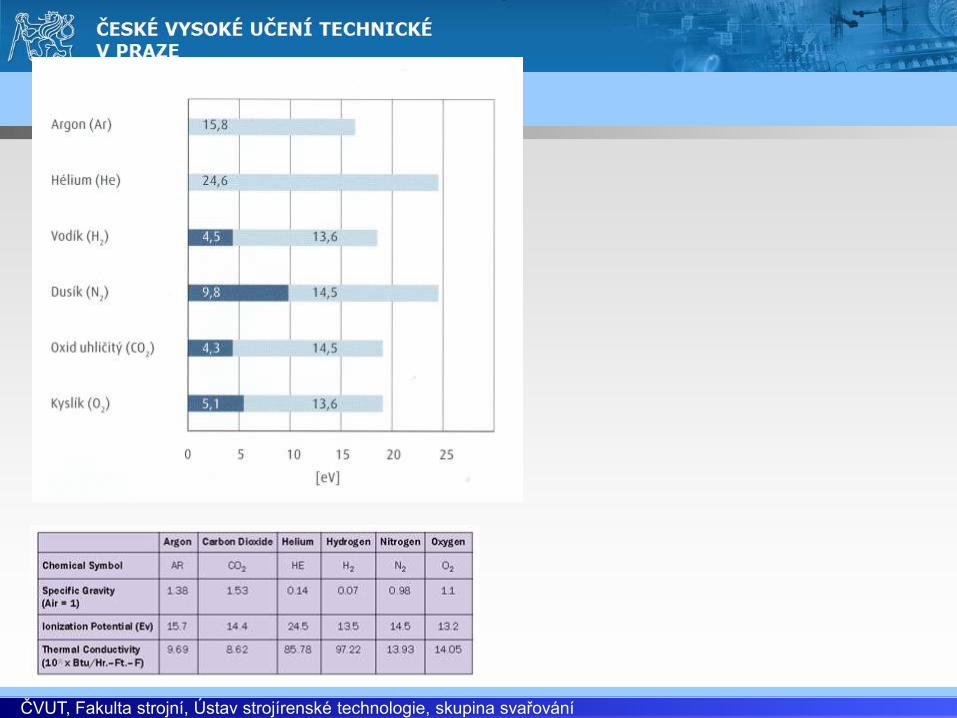
Low ionization energy is good for arc stability – Cs, K, Na
additions
Disociation, ionization energies
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Excitation, Recombination
In the plasma, energy transfer is done by excitation and relaxation, i.e.
emission.
Due to much energy levels, wide spectra of energy is emitted – UV,
visible, IR radiation.
At the outer edges of the arc recombination takes place – energy
example H+ + H+ H2 + 4,48eV
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Mixture of neutral and charged particles.
Overall – electrically negative.
Plazma is:
- Conductive
- High thermal, electrical conductivity
- Influenced by electric and magnetic field
Gas x Plasma – main difference is electrical conductivity
Plazma

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Arc
Direct polarity, DC -, DCEN In direct polarity, DC+, DCEP
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
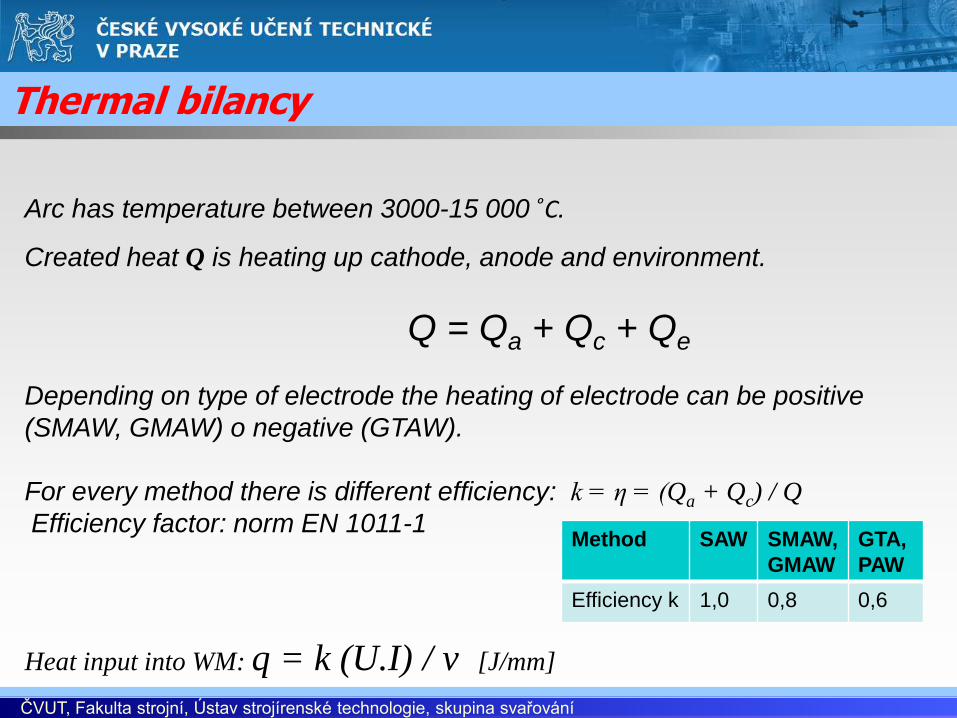
Thermal bilancy
Arc has temperature between 3000-15 000 ͦC.
Created heat Q is heating up cathode, anode and environment.
Q = Qa + Qc + Qe
Depending on type of electrode the heating of electrode can be positive
(SMAW, GMAW) o negative (GTAW).
For every method there is different efficiency: k = η = (Qa + Qc) / Q
Efficiency factor: norm EN 1011-1
Heat input into WM: q = k (U.I) / v [J/mm]
Method SAW SMAW,
GMAW
GTA,
PAW
Efficiency k 1,0 0,8 0,6
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Material transfer
Very important is molten metal transfer into the weld puddle. It depeds on:
- method
- material
- electrode size
- Current
- voltage
- Gas
Heat of arc melts end of electrode, so that drop of molten metal is created.
Forces present:
Gravitation
Surface tension – molten metal
Electromagnetic forces – Lorenz forces „PINCH EFEFCT“ radial el.-mag.
force

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Forces
1- electrode,
2 – molten area,
3 – molten filler wire,
4 – cathode area,
5 – arc column,
6 – anode area,
7- radial pressure,
a –gravity,
b – radial el.-mag. force pressure (pinch efekt),
c – surface tension,
d – electro-static forces,
e – evaporation,
f – surface tension,
g – plasma, gas flow
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
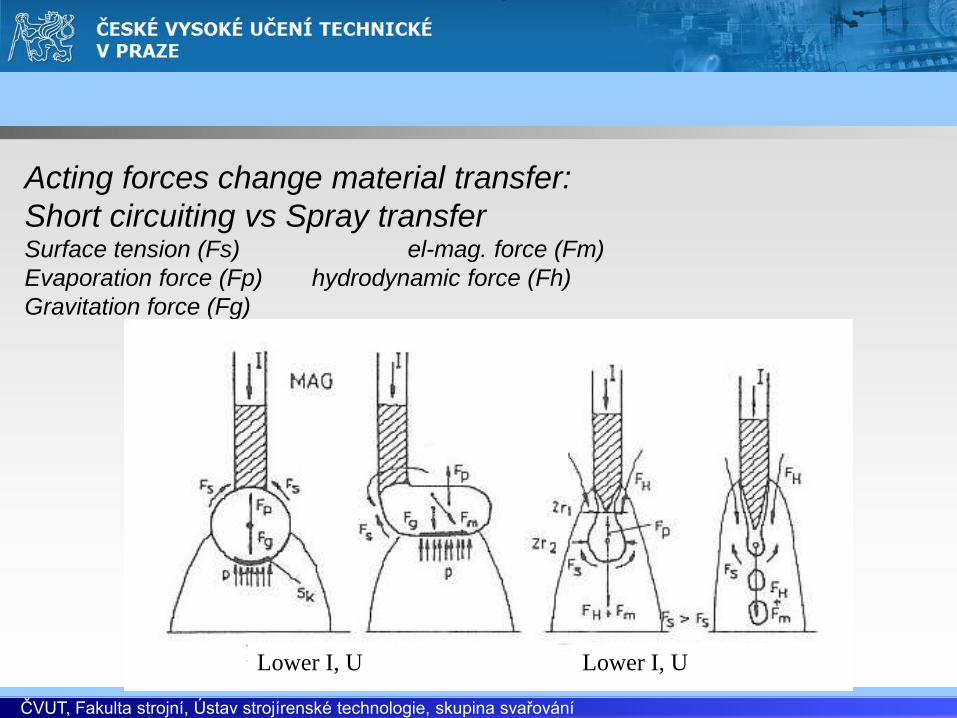
Acting forces change material transfer:
Short circuiting vs Spray transferSurface tension (Fs) el-mag. force (Fm)
Evaporation force (Fp) hydrodynamic force (Fh)
Gravitation force (Fg)
Lower I, U Lower I, U
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Starting the arc
Environment is the highest at the beginning, more energy must be
supplied.
Arc starting voltage U = 60-70 V
Electrode strike (SMAW, SAW, MIG/MAG)
High frequency ionization (GTAW)
Starting current (GTAW)
Standard arc voltage 10 – 50 V, current 10 – 2 000 A.
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
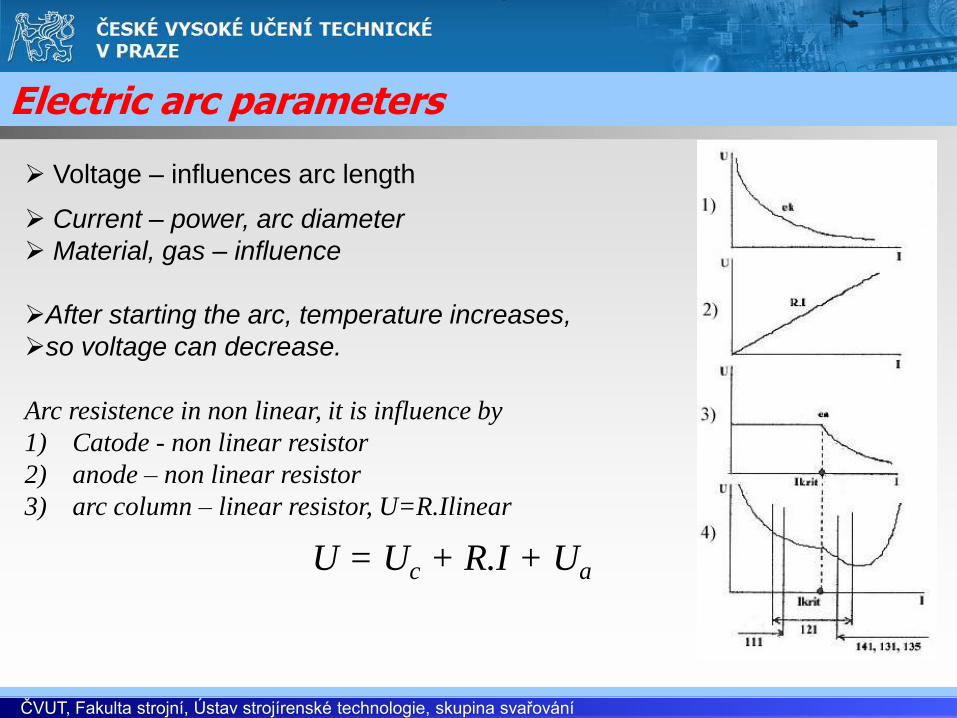
Electric arc parameters
Voltage – influences arc length
Current – power, arc diameter
Material, gas – influence
After starting the arc, temperature increases,
so voltage can decrease.
Arc resistence in non linear, it is influence by
1) Catode - non linear resistor
2) anode – non linear resistor
3) arc column – linear resistor, U=R.Ilinear
U = Uc + R.I + Ua
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
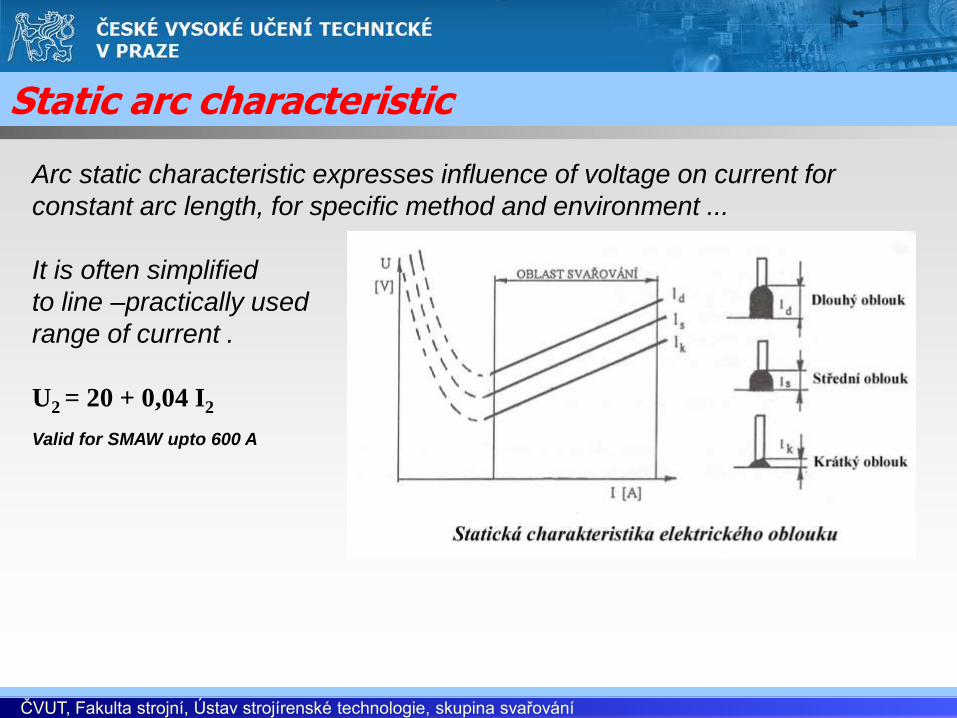
Static arc characteristic
Arc static characteristic expresses influence of voltage on current for
constant arc length, for specific method and environment ...
It is often simplified
to line –practically used
range of current .
U2 = 20 + 0,04 I2
Valid for SMAW upto 600 A
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
GTAW (WIG, TIG) :
U2 = 10 + 0,04 I2 (V) upto 600 A,
over 600 A U2 = const. = 34 V
GMAW (MIG, MAG) :
U2 = 14 + 0,05 I2 (V) upto 600 A,
over 600 A U2 = const. = 44 V
SAW:
U2 = 20 + 0,04 I2 (V)
U2 = 14 + 0,05 I2 (V) upto 600 A,
over 600 A U2 = const. = 44 V
NORMALIZES arc characteristics

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Welding source characteristic Arc characteristics
Source setting changes the curve slope 1-4