other arc welding techniques ctu in prague faculty of
TRANSCRIPT

CTU in Prague
Faculty of Mechanical Engineering
Ing. Petr Vondrouš, PhD., IWE
Other arc welding techniques
1st semester 2015/2016

Arc welding processes
• Welding processes that employ an electric arc are the most
prevalent in industry
• Already covered
– Shielded Metal Arc Welding
– Gas Metal Arc Welding
– Gas Tungsten Arc Welding
• For today
– Submerged Arc Welding
– Flux Cored Arc Welding

Deposition rates for various welding
processes (Uhrig, 1983)
Deposition rate comparison for
consumable used in welding duplex
stainless steels http://www.esab.com/
Arc welding processes – comparison of effectivity
• Selection of welding processes is done on base of
technological capability, quality and costs
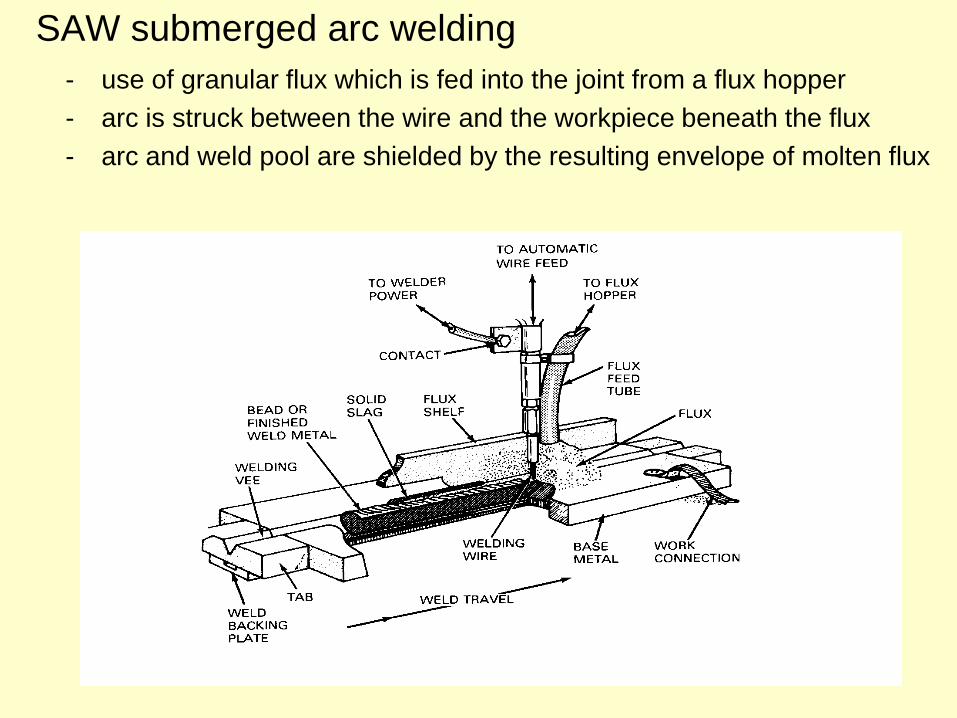
SAW submerged arc welding
- use of granular flux which is fed into the joint from a flux hopper
- arc is struck between the wire and the workpiece beneath the flux
- arc and weld pool are shielded by the resulting envelope of molten flux

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
SAW welding
SAW is defined as arc welding beneath
a bed of granulated flux.
Method no. acc. ČSN EN ISO 4063
12 – Submerged arc welding
121 with solid wire
122 with strip electrode
124 with metallic particle
125 with tubular electrode
126 with cored strip electrode

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Basic parameters
Positions : all
Base material : MAG – structural steels
MIG- alloyed steels, Al, Cu, Ni alloys
Welded thickness : 2 - 100 mm
Current, voltage short circuit : I = 40 -190 A
U = 16 - 21 V
Spray : I = 120 - 500 A
U = 20 - 36 V
Diameter : 0,8 – 1,6 mm
Welding source : flat, solid wire mostly
DCEP, DC+

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
High power needed – 400-2000 A
-Transformers – AC current
-Rectifiers – DC current – ESAB LAF 631
-Invertors – most modern, AC, DC, Pulse
Welding source

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
DC(+ )
very stable arc for lower currents
Lower productivity
For low thickness sheet
DC(-) higher productivity
DC For higher currents – arc blow
Magnetic influence
AC – no arc blow - stability
Polarity - AC, DC +, DC-
SAW Welding polarity and productivity http://www.lincolnelectric.com/en-gb/support/process-
and-theory/Pages/minimizing-risk-offshore-saw.aspx

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
SAW is automated welding technique
1. Wire feed system
2. Movement system
Rotational welds - Often the movement of the welded structure, weld in position PA
Longitudinal welds – often movement of welding head
Automation

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Consumables
Filler wire – solid wire,
flux cored,
metal cored wire,
stripe
Flux-

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Flux
Granulated flux that is in solid state non conductive, while in molten
state conductive.
Functions:
Protection from gases
Metallurgy – desoxydation, purification of WM, alloying
Technology – slag forms weld, insulates arc and weld, no spatter
Electric – arc stability, ionization
Differently from SMAW – gas production should be low

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Types of flux
Symbol Chem. Comp.
MS MnO + SiO2
CS CaO + MgO + SiO2
ZS ZrO2 + SiO2
AR Al2O3 + TiO2
AB Al2O3 + CaO + MgO
FB CaO + MgO + MnO +
CaF2
ST Metal containing
Terminology :flux is the powdered material used before a
welding. Its product after the welding is called slag.
Chemical compositionČSN EN ISO 14174 - Fluxes for submerged arc welding and electroslag welding – Classification
Metallurgy effectdescribed by Bazicity index –=reducing/oxidizing oxides
acidic – oxidation occures – Mn, Sineutralbasic – reduction of oxides to metals, little oxidic inclusions (500 ppm)
The higher the B.I. of a flux mix, the less the residual oxygen is in a weld, and the better the mechanical properties are; the welding performance, will be worse.
Production method –molten and groundsintered
network builder SiO2
viscosity controller CaF2
-liquid slag flow-inclusions-weld shape, surface tension-de-oxidation, de-nitridization-hydrogen removal-alloying

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
SAW
Thermal bilance:
High heat input
40 % WM melting
25 % heat flow into the WM
22 % flux melting
13 % wire melting

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Use SAW

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Use SAW

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Use SAW

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Use SAW

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Use SAW

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Twin, TANDEM, Multiwire
http://www.esab.com/automation/en/process/subarc-general/

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Narrow gap welding

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Material consumption
SAW submerged arc welding
Advantages
•high current (1000 A), high deposition rates – for thick materials
•Smooth, high quality weld
•Minimal smoke and fumes
•continuous wire electrode – high diameter (max 5-6 mm)
•no arc flash or glare
•flux and wire added separately - extra dimension of control
•easily automated
•joints can be prepared with narrow grooves
•twin wire, multiple torch …
Drawbacks - slag creation, much heat input, welding process not visible

FCAW Flux cored arc welding
Uses tubular wire with flux, metal powder inside.
Advantages
•High deposition rates (higher than SMAW, GMAW)
•Continuous electrode
•No creation
•Easily automated
Drawbacks
•Gun size
•Many process variables

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Filler materials – solid and cored wires

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
FCAW
Method no. acc. ČSN EN ISO 4063
-not only 1 method
114 – self shielded tubular cored arc welding
no need for shielding gas
Part of GMAW
132 – MIG with flux cored electrode
133 – MIG with metal cored electrode
136 – MAG with flux cored electrode
138 – MAG with metal cored electrode
Part of SAW
124, 125, 126 – tubular electrode

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Basic parameters
Positions : all positions
Base material : structural steels, alloyed steels,
Weld length :
Welded thickness : 2 - 20 mm
Current, voltage : I = 40 -500 A
U = 15-40 V
Diameter : wires 0,8 – 1,6 mm
Welding source : flat, AC, DC
Filling: rutile, bazic, metal

FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
Core filling
Rutile – the best outlook, easy removal, good operational properties
All positions, shipyards – CO2
Bazic – pure metal, good ductility and CTOD – upto -60 ͦC, need ceramic
backing, all positions, yet welding is substantially different from solid wire,
bridges, seashore platforms,
Metal – metal powder inside, no slag – multilayer welds, thin and thick
plates welding suitable
Self shielding – no need for shielding gas, mainly only structural steels
FSW – Friction stir welding
ČVUT, Fakulta strojní, Ústav strojírenské technologie, skupina svařování
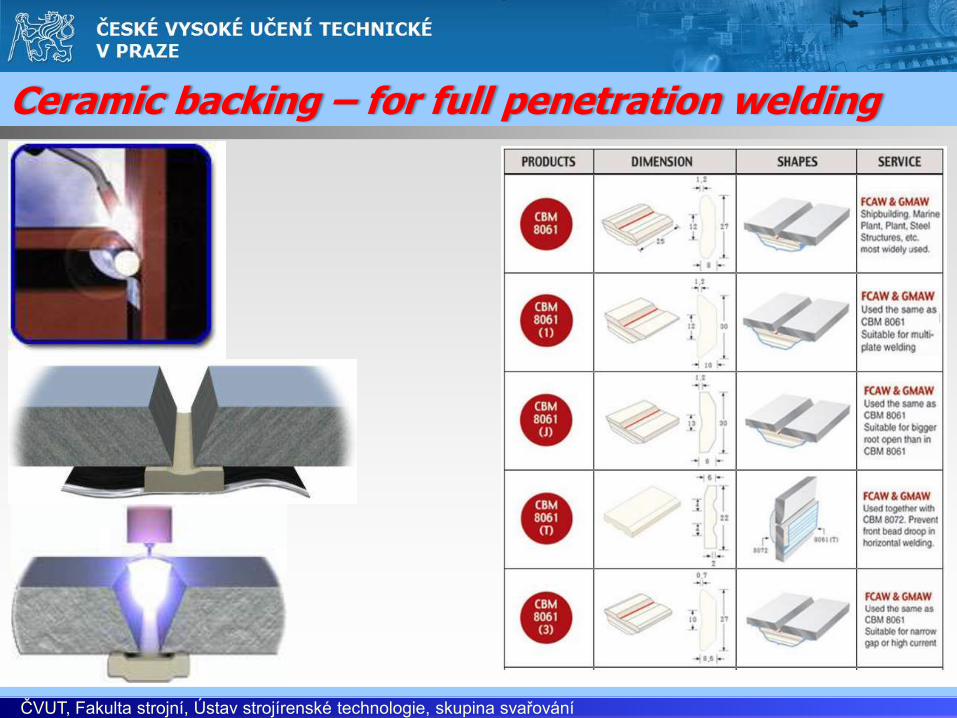
Ceramic backing – for full penetration welding

www. http://www.kobelco-welding.jp/education-
center/abc/ABC_2008-02.html
Deposition rates for various welding
processes (Uhrig, 1983)
Arc welding processes – comparison of effectivity
• Selection of welding processes is done on base of
technological capability, quality and costs
FCAW characteristics
Advantages
•Less cleaning, good self shielding protection
•High deposition rates (higher than SMAW)
•Continuous electrode
•Easily automated
•Deeper penetration
Drawbacks
•Slag creation
•Fumes
•Price
•spatter