asme section ix welding procedure · pdf filewps no. 0 supporting pqr(s) welding process(es)...
TRANSCRIPT

WPS NO. 0
Supporting PQR(s)
Welding Process(es)
P-No. Gr No. to P-No. Gr No.
Base Metal Thickness Range (T) Section IX B31.1 B31.3 Section I Section VIII
Groove .0625" - .872" .0625" - .750" .0625" - .750" .0625" - .750" .0625" - .872"
Fillet <.872" < .750" <.625" < .750" <.872"
All Pipe Diameters
JOINTS (QW-402)
Joint Design
Backing
Root Dimensions
PREHEAT (QW-406)
Retainers Preheat Temp
FILLER METALS (QW-404) Interpass Temp
Process GTAW SMAW Preheat Maint
SFA No 5.9 5.4
Classification ER309 or ER309L E309 or E309L POSTWELD HEAT TREATMENT (QW-407)
F-No. 6 5 Temp Range
A-No 8 8 Time Range
.250" Max. .625" Max. (1)
Flux N/A Neutral Flux POSITIONS (QW-405)
All All
Not Allowed Not Allowed Fillet Position All All
Filler Solid Solid Vertical-Up Vertical Up
ELECTRICAL CHARACTERISTICS (QW-409) GAS (QW-408)
Current Pulsing Not Allowed Not Allowed
Mode of Transfer N/A N/A
TECHNIQUE (QW-410)
Beads-Stringer or Weave Passes Per Side
Cup or Nozzle Size Single/Multiple Electrodes
Method Of Cleaning Electrode Spacing
Back Gouge Method Peening
Oscillation Thermal Processes
Weave Closed to Out Chamber
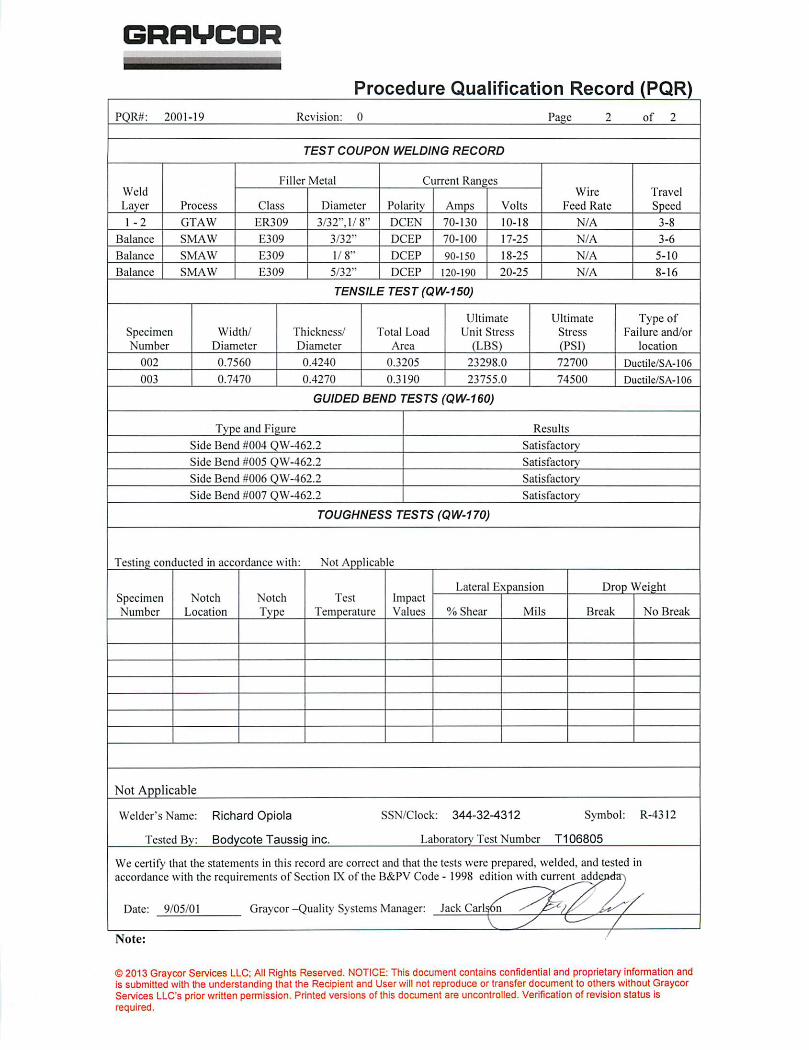
Filler Dia. Layer Process Polarity Amps. Volts WFS (ipm)
1/16" Root and Fill GTAW DCEN (Str.) 60-90 8-18 N/A
3/32" Root and Fill GTAW DCEN (Str.) 60-125 8-18 N/A
1/8" Root and Fill GTAW DCEN (Str.) 70-150 8-18 N/A
5/32" Root and Fill GTAW DCEN (Str.) 80-165 10-18 N/A
3/32" Fill SMAW DCEP (Rev.) 50-90 17-20 N/A
1/8" Fill SMAW DCEP (Rev.) 70-120 18-22 N/A
5/32" Fill SMAW DCEP (Rev.) 90-150 18-28 N/A
NOTES: (1) 1/2" Maximum pass thickness
(2) Cleaning to conform to W.03.01, Handling of Corrosion Resistant Materials
Type: ManualGTAW & SMAW
Stringer or Weave Single or Multiple
1 & 2
Open root groove = 1/16"- 5/32"
Groove with backing = 3/16" Minimum
Land = 0 - 1/8"
Not allowed
V, U, Compound Bevel, Fillet
With or Without
P1 or equivalent
Tungsten Electrode
N/A
N/A N/ATrailing 1/16"-1/8" 2% Thoriated
ASME SECTION IX WELDING PROCEDURE SPECIFICATIONRev. No.
Date: 3/29/20132000-18 & 2001-19
19
Backing Material (Type)
1 & 28 1
Max. Deposit
Thickness
Purge
Groove Position
Weld Progression
Consumable
Insert
Shielding
Gas Composition
Argon
1/4"-3/4" Single
Chipping, Grinding, or Wire Brush (2) N/A
Mechanical or Thermal followed by Mech. (2) Not Allowed
None Cutting and Gouging
50° F Min.,
350° F Max.
5-20
N/A
N/A
N/A
Argon
Flow Rate (cfh)
15-40
N/A
N/A
N/A
N/A
Stickout
N/A
N/A
N/A