base metals concentrate sales contracts · base metals concentrate sales contracts ... amount of...
TRANSCRIPT
Mineralurgy Pty Ltd
Base Metals Concentrate Sales Contracts –
Change Pavlov and the Dog
P D Munro – Senior Principal Engineer
S E Munro – Process Engineer 1

Mineralurgy Pty Ltd
Base Metals Concentrate Sales Contracts Terms Ossified• As the French say “plus ça change, plus c'est la même
chose”
= literally “The more it changes, the more it’s the same thing”
• Virtually no change in last 20-30 years
• Contracts have 19th and 20th century technical terms and “outcome drivers” vs 21st century issues!
2
Mineralurgy Pty Ltd
The Proposition
• Wrong to make concentrates containing excessive waste and toxic elements moving the associated disposal and containment issues from a remote mine site to a smelter located near a population centre.
• A significant proportion of concentrates are low quality as measured by weight % valuable mineral.
• The base metals industry is inherently flawed if current commercial arrangements encourage the miners to make low quality concentrates without appropriate incentives to use the best available technologies to make better ones.
3
Mineralurgy Pty Ltd
Base Metal Concentrate Quality –Assays Can Deceive• Quality of base metals concentrates almost invariably
measured by chemical content of the valuable constituent e.g. % Cu, % Zn etc.
• A more appropriate measure of the efficiency of the mineral beneficiation process (flotation for sulphide minerals or mostly gravity in the case of tin) is by % valuable mineral in the concentrate.
4
Mineralurgy Pty Ltd
Concentrate Quality – 85% w/w valuable mineral benchmark• Particular case of sulphide mineral concentration we use
the benchmark that an industrial flotation process should be able to make a concentrate with 85% w/w valuable mineral from a feed with >80% mineral liberation (liberation is defined as particles of composition ≥98% w/w of the target mineral).
5

Mineralurgy Pty Ltd
Base Metal Concentrate Quality as % Valuable Mineral
6
Concentrate Mineral % w/w Valuable Mineral Grade
Molybdenum Molybdenite 59.9% Mo 85 50.9% MoZinc Sphalerite 67% Zn 85 56.9% Zn
Copper Chalcopyrite 34.6% Cu 85 29.4% CuLead Galena 86.6% Pb 85 73.3% Pb
Nickel Pentlandite 34.2% Ni 85 29.1% Ni
Mineralurgy Pty Ltd
Molybdenum concentrate
• Quality is emphasised Due to use as an alloying element in steel
Few “converters” roasting the sulphide concentrate to molybdic oxide MoO3
• By-product molybdenum concentrates from porphyry copper mines are often subjected to a chloride leach at the mine site to reduce copper and lead levels
• Molybdenum concentrates are often ≥55% Mo
7

Mineralurgy Pty Ltd
Zinc concentrate
• Sphalerites in volcanogenic massive sulphide and Mississippi Valley-type deposits are relatively “pure”,
• Others concentrates contain significant amounts of iron with the zinc mineral being more appropriately described as marmatite ([Zn, Fe]S). Is the case for Broken Hill, Dugald River and Mount Isa
Manganese can also be present in the sphalerite as for Broken Hill, Dugald River and Gamsberg
• Preceding flotation step(s) for copper and/or lead usually limits other sulphide minerals misreporting to the zinc concentrate.
8

Mineralurgy Pty Ltd
Copper concentrate
• Surprisingly poor quality with some of the world’s largest producers having <60% w/w copper sulphides in their products despite hubristically quoting grades over 30% Cu This is because of the presence of the high copper value
supergene copper minerals chalcocite-digenite (79.9% Cu), covellite (66.4% Cu) and bornite (63.3% Cu).
9

Mineralurgy Pty Ltd
Lead concentrate
• Mississippi Valley-type and carbonate-hosted ores can be high quality
• Texturally complex ores struggle to reach 50% Pb Sedex-type deposits in the Carpentaria – Mount Isa Inlier of
Queensland and the Northern Territory,
Certain volcanogenic massive sulphide deposits such as Hellyer and Woodlawn
10
Mineralurgy Pty Ltd
Nickel concentrate• Concentrates from ores with a significant amount of
pyrrhotite (Sudbury) vs. komatiite-hosted nickel deposits
• Komatiite-hosted nickel deposits are sulphur-poor and magnesium-rich with altered phyllosilicate minerals talc, and the end products of the serpentine subgroup
(chrysotile, antigorite, lizardite etc.) can be a problem
• High pyrrhotite nickel deposits can have a significant amount of nickel associated with the pyrrhotite i.e. rejecting pyrrhotite decreases nickel recovery.
• High % Fe to maintain the required Fe:MgO ratio for flash smelting
11
Mineralurgy Pty Ltd
Myths, Misconceptions and Misunderstandings – Miners 1• Smelting and refining is a profitable business that makes
money by “gouging” the miner.
• Smelters “want sulphur in the concentrate because it is free fuel”.
• Smelters “want silica because it slags out the iron thus removing the need to buy flux”.
12
Mineralurgy Pty Ltd
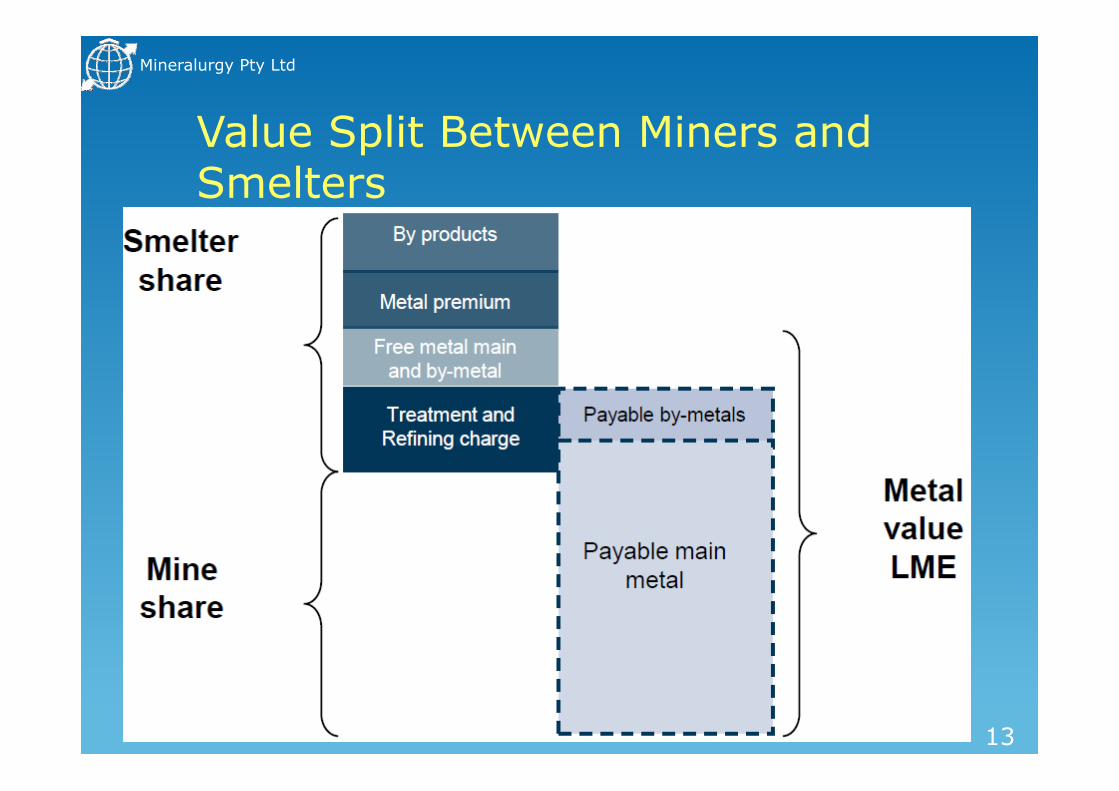
Value Split Between Miners and Smelters
13
Mineralurgy Pty Ltd
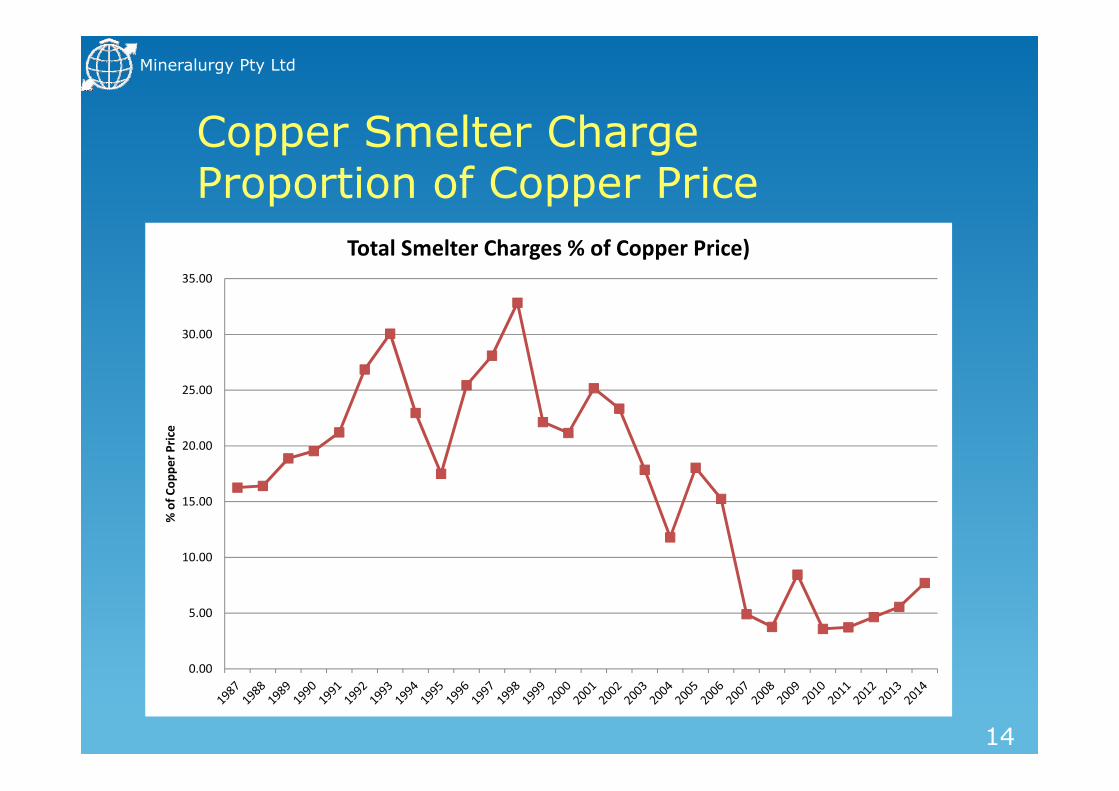
Copper Smelter Charge Proportion of Copper Price
14
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
% of C
oppe
r Pric
e
Total Smelter Charges % of Copper Price)
Mineralurgy Pty Ltd
Myths, Misconceptions and Misunderstandings – Miners 2• Ignorance of increasing environmental and industrial
hygiene pressures applied to the Smelters
• New issues arise
15

Mineralurgy Pty Ltd
Myths, Misconceptions and Misunderstandings - Smelters• Many Miners could make better quality concentrates
given appropriate incentives
16

Mineralurgy Pty Ltd
Copper Concentrate Metal Payments• Normal payment is for 96.5% of the copper content
subject to a minimum deduction of 1 unit
17
Concentrate copper content (%)
Copper In concentrate paid for (%)
Copper content paid for (%)
50 48.25 96.545 43.425 96.540 38.6 96.535 33.775 96.530 28.95 96.525 24 9620 19 9515 14 93.3

Mineralurgy Pty Ltd
Copper Concentrate – Arsenic 1
• “World scale” smelters produce 300 000 - 500 000 t/y. At 25% Cu concentrate grade, a 500 000 t/y unit requires >2 000 000 t/y of concentrate <0.5% As = 10 000 t/y of arsenic or 13 200 t/y as arsenic trioxide
• Arsenic’s only technical function is to be of sufficient concentration in the electrolyte when electrorefining
• Some very large copper deposits such as La Granja and Tampakan remain undeveloped because metallurgical test work has shown unacceptably high levels of arsenic in the copper concentrate
18
Mineralurgy Pty Ltd
Copper Concentrate – Arsenic 2• Arsenic penalties are generally in the range US$2.50-
5.00 per 0.1% As over 0.2% As
• Concentrate >0.5% As cannot be imported into China with the Japanese and South Korean smelters unwilling to take material above 0.15-0.2% As
• High arsenic concentrates enter the market by incurring a negotiated higher treatment charge reflecting the cost of shipping to a destination and the cost of supplying “clean” material to blend down the arsenic content
• Industry has a passive response to the arsenic issue of rejecting “high arsenic” material and limited attempts at blending down the arsenic level
19

Mineralurgy Pty Ltd
Lead Concentrate Metal Payments (after Sinclair 2009)• Normal payment is for 95% of the lead content subject
to a minimum deduction of 3 units
20
Concentrate lead content (%)
Lead In concentrate paid for (%)
Lead content paid for (%)
75 71.25 9565 61.75 9560 57 9555 52 94.550 47 9445 42 93.3
Mineralurgy Pty Ltd
Tin Concentrate
• The deductions and charges for tin concentrates are generally more variable than for other base metals concentrates. Tin contents varying from 20% Sn to 70% Sn; a range
rarely encountered in other concentrates
Charges for penalty elements such as US$120-150 per 1% As and $300-500 per 1% Cu are very high compared with other concentrates
• Tin concentrate sales contracts increase the base deduction with increasing iron content which is logical considering the difficulties of recovering tin from the tin-iron alloy called “hardhead”
21

Mineralurgy Pty Ltd
Zinc Concentrate Metal Payments (after Sinclair 2005)• Zinc concentrate sales terms pay for 85% of the
contained zinc subject to a minimum deduction or free metal allowance of eight units
22
Concentrate zinc content (%)
Zinc content paid for (%)
Zinc content as free metal to smelter (%)
Zinc content paid for (%)
46 38 8 82.648 40 8 83.350 42 8 84.052 44 8 84.654 45.9 8.1 85.056 47.6 8.4 85.0

Mineralurgy Pty Ltd
Typical Pricing Clause – Zinc Concentrate
23

Mineralurgy Pty Ltd
A New Zinc Concentrate Contract?• Treatment charge reflecting the actual cost of producing
zinc metal from concentrate
• Realistic payment for contained zinc eliminating the “hocus pocus” of “8 units of free metal” and adjustments to the treatment charge
• Iron penalty commensurate with the cost of dealing with the leach residue A concentrate with 50% recoverable zinc and 8% Fe
generates at least 0.3t of residue per tonne of zinc metal produced
24

Mineralurgy Pty Ltd
Winners and losers
• Miners with deposits of high-iron sphalerites will receive a lower return than miners able to make high grade concentrates However, this is required to achieve a better overall industry
outcome
• Ameliorating the iron issue does not resolve the problem of elements such as cadmium, mercury and thallium which are usually too closely associated with the sphalerite/marmatite to be removed by physical beneficiation
25

Mineralurgy Pty Ltd
Greater Use of Existing Technologies and Practices• Miners can often make higher grade base metals
concentrates from flotation by: Increasing mineral liberation of the target mineral feed
going to the cleaner flotation block; too often the benchmark condition mentioned above of >80% mineral liberation for the valuable mineral in the feed is not achieved
Improving mineral separation; this is evidenced by the presence of excessive amounts of free diluents such as iron sulphide minerals and non-sulphide gangue
26

Mineralurgy Pty Ltd
Greater Use of Existing Technologies and Practices
27
• Better understanding of pulp chemistry together with using ultrafine grinding and washed froth cleaning Successful at Century Zinc, McArthur River, Mount Isa,
George Fisher, Phu Kham, Prominent Hill etc.
• Reverse flotation Successful at Brunswick Mining and Kidd Creek
• Fine grind Smelter will have to deal with finer feeds
Dust problem
Miners will have to deal with froth pumping and concentrate dewatering issues Solid-liquid separation issues – especially since wet tailings
dams are becoming a permit issue

Mineralurgy Pty Ltd
Arsenic Problem – Solutions 1?
28
• High arsenic levels in copper concentrate are usually caused by the presence of the copper arsenic sulphide minerals enargite (Cu3AsS4) and tennantite ([Cu, Fe]12As4S13 or Cu13As4S13) These minerals behave like other copper sulphide minerals
• Arsenic in the form of arsenopyrite should be readily dealt with as it behaves like pyrite.
Mineralurgy Pty Ltd
Arsenic Problem – Solutions 2?
• The proven mine site solution to high arsenic concentrates is roasting to remove the element as arsenic trioxide
• A less appealing solution from both the point of view of the miner and custom smelter is for the former to produce copper metal on site by smelting or the pressure oxidation + solvent extraction + electrowinning route.
29
Mineralurgy Pty Ltd
Arsenic Problem – Solutions 3?
30
Onsite Solution:
Product of a copper concentrate by conventional or enhanced means as mentioned in previous slide
Separation of the copper concentrate into a high tonnage lower arsenic portion and a low tonnage higher arsenic portion by exploiting Eh-pH flotation separation “windows” for the different copper mineral present
Hydrometallurgical treatment of the high arsenic concentrate by POX + SX- EW or an emerging technology such as the Toowong Process which uses an alkaline leach.

Mineralurgy Pty Ltd
A Parable - Motor vehicle deaths in Australia• 1970
the number of vehicles had increased twelve-fold over the number in 1926
road toll had increased about four times to reach a peak of 3,798 deaths
number of fatalities per 100,000 people peaked at 30.4.
• 2014 road toll of 1,156 deaths less than one third 1970 number of fatalities per 100,000 people at 4.9 was less than a sixth
that of 1970 the road fatalities per 100,000 registered vehicles was an order of
magnitude lower than 1970.
• Wide ranging road safety changes and initiatives, and heightening of community awareness, have reduced the road toll.
Moral – with appropriate incentives you can change outcomes.31

Mineralurgy Pty Ltd
The Future
• Recognise the industry has problems
• Understand what solutions are available
• Provide incentives to change Both “Pavlov” and the “dog”
32
Mineralurgy Pty Ltd
Acknowledgements
• Co-author Suzanne Munro
• Colleagues Dr Bill Johnson, Jorma Tuppurainen
• Craig Walter of formerly of MIM Holdings Limited and later Trafigura for >30y of mentoring in the concentrate sales business
• Peter Lewis as co-author of a landmark 1978 paper on concentrate sales terms
• Rod Sinclair as author of AusIMM publications Extractive Metallurgy of Lead and Extractive Metallurgy of Zinc
• Contributors to marketing section of AusIMM Cost Estimation Hand Book (Monographs 20 & 27)
33