behalf of arthur lee and sons. - malthouse · pdf filethrough personal friendship and has...
TRANSCRIPT

32
THE MALTHOUSE STORY
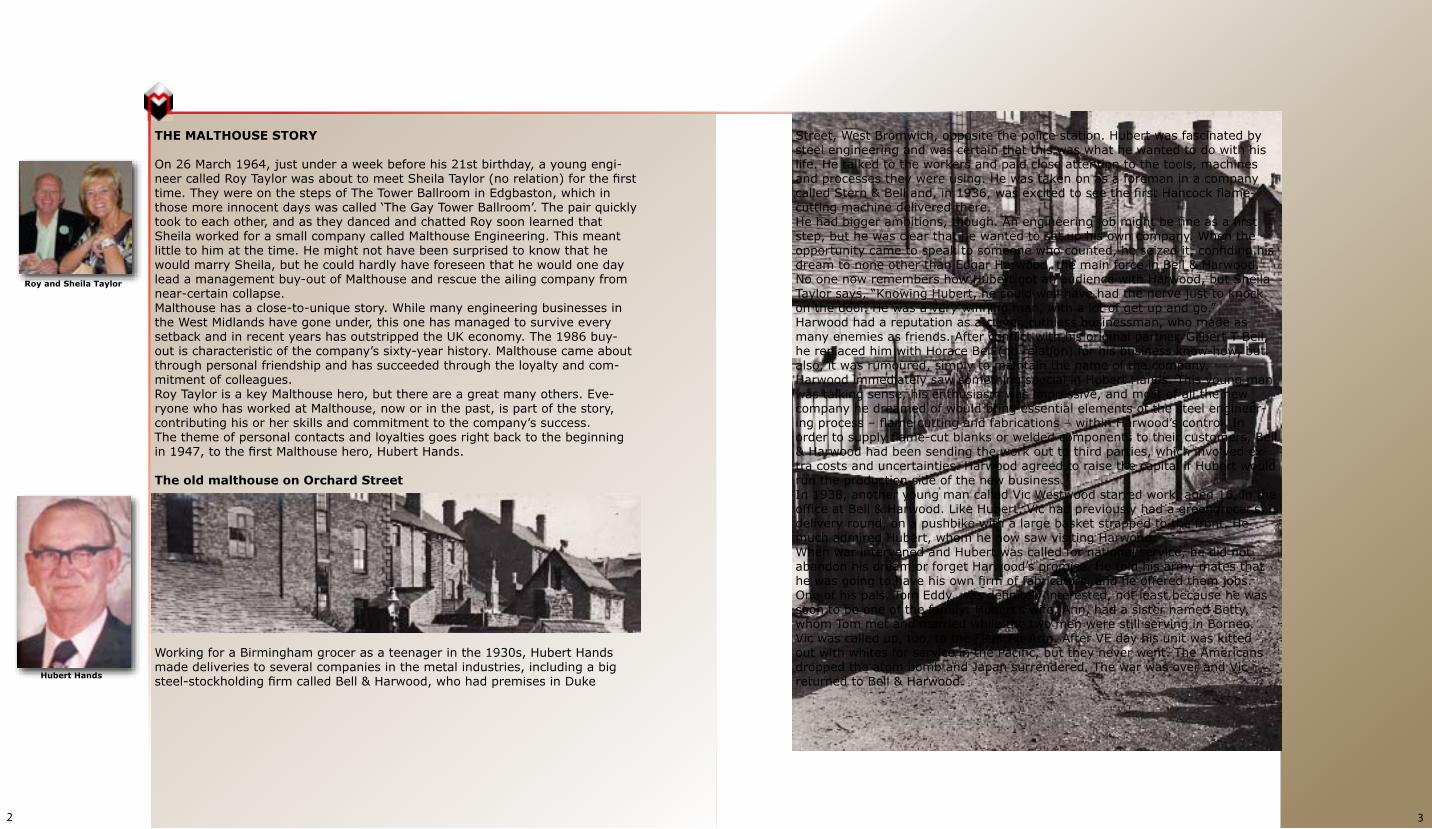
On 26 March 1964, just under a week before his 21st birthday, a young engi-neer called Roy Taylor was about to meet Sheila Taylor (no relation) for the first time. They were on the steps of The Tower Ballroom in Edgbaston, which in those more innocent days was called ‘The Gay Tower Ballroom’. The pair quickly took to each other, and as they danced and chatted Roy soon learned that Sheila worked for a small company called Malthouse Engineering. This meant little to him at the time. He might not have been surprised to know that he would marry Sheila, but he could hardly have foreseen that he would one day lead a management buy-out of Malthouse and rescue the ailing company from near-certain collapse.Malthouse has a close-to-unique story. While many engineering businesses in the West Midlands have gone under, this one has managed to survive every setback and in recent years has outstripped the UK economy. The 1986 buy-out is characteristic of the company’s sixty-year history. Malthouse came about through personal friendship and has succeeded through the loyalty and com-mitment of colleagues.Roy Taylor is a key Malthouse hero, but there are a great many others. Eve-ryone who has worked at Malthouse, now or in the past, is part of the story, contributing his or her skills and commitment to the company’s success.The theme of personal contacts and loyalties goes right back to the beginning in 1947, to the first Malthouse hero, Hubert Hands.
The old malthouse on Orchard Street
Working for a Birmingham grocer as a teenager in the 1930s, Hubert Hands made deliveries to several companies in the metal industries, including a big steel-stockholding firm called Bell & Harwood, who had premises in Duke
Street, West Bromwich, opposite the police station. Hubert was fascinated by steel engineering and was certain that this was what he wanted to do with his life. He talked to the workers and paid close attention to the tools, machines and processes they were using. He was taken on as a foreman in a company called Stern & Bell and, in 1936, was excited to see the first Hancock flame-cutting machine delivered there. He had bigger ambitions, though. An engineering job might be fine as a first step, but he was clear that he wanted to set up his own company. When the opportunity came to speak to someone who counted, he seized it, confiding his dream to none other than Edgar Harwood, the main force in Bell & Harwood. No one now remembers how Hubert got an audience with Harwood, but Sheila Taylor says, “Knowing Hubert, he could well have had the nerve just to knock on the door. He was a very winning man, with a lot of get up and go.”Harwood had a reputation as a clever, ruthless businessman, who made as many enemies as friends. After conflict with his original partner, Gilbert T Bell, he replaced him with Horace Bell (no relation) for his business know-how, but also, it was rumoured, simply to maintain the name of the company. Harwood immediately saw something special in Hubert Hands. This young man was talking sense, his enthusiasm was impressive, and most of all the new company he dreamed of would bring essential elements of the steel engineer-ing process – flame cutting and fabrications – within Harwood’s control. In order to supply flame-cut blanks or welded components to their customers, Bell & Harwood had been sending the work out to third parties, which involved ex-tra costs and uncertainties. Harwood agreed to raise the capital if Hubert would run the production side of the new business. In 1938, another young man called Vic Westwood started work, aged 16, in the office at Bell & Harwood. Like Hubert, Vic had previously had a greengrocer’s delivery round, on a pushbike with a large basket strapped to the front. He much admired Hubert, whom he now saw visiting Harwood. When war intervened and Hubert was called for national service, he did not abandon his dream or forget Harwood’s promise. He told his army mates that he was going to have his own firm of fabricators, and he offered them jobs. One of his pals, Tom Eddy, was definitely interested, not least because he was soon to be one of the family: Hubert’s wife, Ann, had a sister named Betty, whom Tom met and married while the two men were still serving in Borneo.Vic was called up, too, to the Fleet Air Arm. After VE day his unit was kitted out with whites for service in the Pacific, but they never went. The Americans dropped the atom bomb and Japan surrendered. The war was over and Vic returned to Bell & Harwood.
Roy and Sheila Taylor
Hubert Hands

54
First shareholdersEmployers had a legal obligation to re-employ returning servicemen for at least six months. So when Hubert was given a compassionate discharge in the spring of 1947, he went back to his job at Stern & Bell. He wasted no time, though, in going to see Harwood, who was as good as his word, immediately agreeing to put up personal capital for the new enterprise. Harwood persuaded two others to invest. William Best, his right-hand man at Bell & Harwood, had a good business brain and would take a hands-on role in the new company’s creation, commercial and sales management and negotia-tions for premises. Harwood’s business friend William Spry was content merely to invest and take a back seat, letting Harwood look after his interests.Harwood gave the definite go-ahead in July 1947. Initial enquiries to the Regis-trar of Joint Stock Companies were made on 1 August. Hubert Hands, investing his own savings, would have 200 shares, William Best and William Spry 1000 each, and Edgar Harwood 2000 (which together with Spry’s shares gave him effective control of the company). All shares would be transferable without the need to gain the other shareholders’ consent.Plenty remained to be done. Hubert’s most urgent concern was to find premis-es, but this proved no easy matter. Not until October did he learn of a derelict malt-house, situated on Orchard Street in Oldbury. The site was in a poor state but seemed more or less suitable. Apart from the old brick mill and malt-house running parallel to the canal, it had more to offer: a yard, a house usable as an office, and a third building, previously stables, which could serve as a welding shop.William Best opened negotiations, sending a letter of enquiry to the owners, Arthur Lee and Sons Ltd. A first draft of an agreement was drawn up by the end of October, but the landlords’ solicitor, Frank Stone, turned out to be a stickler for detail. He argued the fine print, letters went back and forth, and it was not until 6 February 1948 that the lease was finally signed: by Edgar Harwood on behalf of the directors of the new company, and by Wilton Lee, on behalf of Arthur Lee and Sons.Hubert did not let Frank Stone’s quibbling hold him up. As early as November 1947, he set about clearing the site, now dubbed Orchard Works, with the help of his friends. Their work went unpaid for a long while. Tom Eddy, Hubert’s pal from the army, was one of them. His name does not appear in the wages book until 9 February 1948, but his regard for Hubert fuelled his commitment to the new company, and he would stay for more than forty years.By a stroke of luck the stables had solid brick flooring, just right for a welding
shop. But they were full of junk that had to be cleared. The first name to be entered as an official employee of Malthouse Engineering was Howard Bishop, on 17 December 1947. The second was a labourer, recorded only by his first name, Walter. The two set to work one Friday, clearing and cleaning the sta-bles, ready for the delivery of a twelve-ton welding bed the following Monday. It would arrive on a Scammell truck, and Hubert Hands asked them to clear the way to the stable block as much as they could, to allow room for the truck to reverse. Howard and Walter had to work all through the weekend, but at last they stood back to admire their achievement. “There should be room for a Scammell now, don’t you think, Walt?” said Howard, to which Walter grunted, “Camel? You could fit a bloody elephant in here!”
The Malthouse Engineering Company LimitedScant consideration had been given to a trading name, but this was now pressing as the new company had to be formally registered. The shareholders scratched their heads and came up with four options: Orchard Works, Malt-house Engineering, Harlee Engineering (combining Harwood and Lee), and Sprand Engineering (combining Spry and Hands). All four names were avail-able, so they had to decide for themselves which one to choose. Hubert was much taken with his new premises and wanted the name ‘Malthouse’. So official recognition of the Malthouse Engineering Company Ltd finally arrived, in a let-ter addressed to Hubert Hands dated 1 January 1948.
Early daysThe first order had been received some four weeks earlier. No prizes for guess-ing where it came from: Bell & Harwood would be the main customer for some years to come.Although Hubert Hands was Managing Director, his role was markedly differ-ent from that of a managing director today. He had the practical know-how to make Malthouse a success, and the other shareholders let him organise pro-duction as he saw fit. But most correspondence came addressed to Edgar Har-wood or William Best, and it would be Harwood, the major and senior investor, now in his forties, who made the financial decisions.Working conditions in the malt-house-turned-factory were tough. The building was cold and damp, and so dark that the workers emerged from it blinking at the daylight. The ceiling was low, and a special low-headroom crane had to be ordered from Clayton Cranes of Liverpool. Hubert used to wear a ‘cow gown’ (a cotton coat, like a hospital doctor’s coat but khaki-brown coloured) over his suit when visiting the cutting or fabrication shops.
The original logo

76
For deliveries, he found an ex-army truck, going cheap. A bargain, or so he thought. It was when they came to load the first order that they discovered
the snag. The truck had four-wheel drive and was built for all kinds of terrain, but this meant it had massive wheel-arches that drastically reduced its loading capacity and doubled the number of delivery journeys.The house was just about passing muster as an office. The main room they used was heated by a coke-burning stove in the centre, whose flue went out through the roof. This was rarely alight because no one had time to stoke it. Also it was a hazard: they were forever bumping into it and singeing their trousers. The sole piece of office equipment was a magnificent typewriter with separate banks of keys for capital and lower-case letters. There was no means of boiling a kettle, and they paid Mrs Price who lived round the corner
to bring them a jug of tea twice a day. The Price family were caretakers of the three malt-houses in and around Oldbury, and by coincidence one of them was grandmother to Sheila Taylor who would later work at Malthouse and marry Roy Taylor, Malthouse’s second Managing Director.In defiance of all practical difficulties, optimism was high. Everyone had faith in Hands’s practical nous and Harwood’s financial acumen in the buoyant indus-trial climate. The war victory had boosted national morale, the opportunities for growth were immense, and the orders began to flood in. Ronald L Christianson Ltd of Wordsley were among the first big customers, wanting Malthouse to sup-ply heating boilers for the greenhouses they made. Ernest Lake Ltd, a sheet-metal company, wanted circular blanks for the dished ends of compression tanks. Nevertheless, Malthouse’s chief customer remained Bell & Harwood, who placed 38 of the first 50 orders. In 1949 another key person joined Malthouse. Vic Westwood says, “Edgar Har-wood asked me if I’d like to go to Orchard Street, Oldbury. There were just two platers and a welder when I joined. I was to do all the office work – only me. Wages, cash, banking, ordering, estimating, buying, the whole lot. The equiva-lent of what Ruby Tyrone was doing at Bell & Harwood. Ruby was a cracker – marvellous, a very able woman. She did all the administration, including typewriting letters and quotations. I’ve never seen anybody type like her – you couldn’t see her fingers move. She effectively ran the operation.”Hubert set about showing Vic the ropes at Malthouse, in particular how to cost jobs from the drawings, taking account of planning time, raw materials, jobbing time, and so on. Vic was eager to learn and soon had a reputation for meticu-lous and rigorous estimates. He became very attached to the splendid typewrit-er with its two banks of keys, but would outstay it by many years, rising to be Sales Director. He retired from Malthouse in 1987 after nearly forty years with the company.
Outgrowing Orchard Street A direct telephone line was soon set up between Malthouse and Bell & Har-wood, and their dealings became so close that they even sometimes used each other’s stationery. The delivery trucks doubled up as post vans between the two factories, using a system known as ‘the black bag’. A new order could be collected from Bell & Harwood as a previous one was unloaded, and for small jobs it was not unknown for an order to be placed, completed and delivered in one day.The West Midlands was never more energetic and prosperous, and the fifties were set to be a decade of unparalleled industrial growth for the region, fifty
An early exhibition
An early brochure

98
percent above the national average. As early as November 1949, Malthouse was receiving more orders than it could produce on the cramped Orchard Street site. They were falling behind on delivery dates, and the pressure to meet demand threatened the quality of work on which the directors prided themselves. The answer had to be larger premises, with space for extra equip-ment and more efficient working.Vic Westwood says, “Freestons moved to Hainge Road first. Old Bill Freeston told Bert Hands that his factory was moving to this new-fangled place called ‘an industrial road’ and Bert ought to look at it for Malthouse.”But that would require a new build, and the Malthouse directors needed to have an idea of the cost before they could commit themselves. Together they drew up a dream specification that would address all their needs, and they commis-sioned quotations from Cross & Cross Ltd, construction engineers. With steel walls and an asbestos and glass roof, their ideal new building would consist of two bays – a cutting shop and a welding shop – each floored with concrete and measuring 30 by 75 feet, with travelling-crane gantries for a five-ton crane in the cutting shop and a ten-ton crane in the welding shop. In case this was too ambitious, they asked for a second quotation for a single bay measuring 30 by 100 feet.The engineers at Cross & Cross quickly produced drawings, costing the first scheme at £4,600 and the second at £3,500. The Malthouse directors had seen how quickly their business could outgrow its premises and did not want to risk this again. So they decided to invest in the larger building and in some extra equipment. On 11 April 1950 they sent notice to Leonard Multon, chartered architect and surveyor, to begin drawing up detailed plans.Meanwhile William Best had paid several visits to a site on Peartree Lane and had enquired about it to the Borough Surveyor at Dudley Council. This new industrial estate was offering a plot of about 2,240 square yards (about 140 feet square) for £350 a year, but this was a great deal of money for more space than Malthouse needed. Bill Freeston’s tip about Hainge Road was timely, and the proximity of Hainge Road to Orchard Street would ensure that Malthouse kept its base of regular local customers. The owners were A & J Mucklow & Company Ltd, who were developing several sites in the area for industrial use. William Best approached them on 10 January 1950, and the Malthouse direc-tors met with Mr J Mucklow at eleven o’clock on 1 April. The two parties agreed a 99-year lease for the plot of land known as ‘L3’, with a frontage to Hainge Road of 112 feet, at an annual ground rent of £112. Vic Westwood says, “So that’s how they came to Hainge Road, next-door to Freestons.”
Getting ready to build at Hainge Road
The Malthouse directors decided to give priority to local contractors, and sev-eral companies were invited to enter competitive bids. Construction was even-tually contracted under five headings: building work to J. Hickman and Sons, steelwork to Steelwork Constructors Ltd, roller shutters to Mather and Platt Ltd, roof glazing to The Standard Patent Glazing Company, and asbestos roof-and-wall sheeting to Robertson Building Service. Unfortunately, inspection revealed that the site consisted largely of landfill, including some recent tipping, so extra foundation work – a pile under each stanchion and reinforcement for the whole floor – was needed to make the factory safe. The contractors’ quotations, which included this and various other adjustments to the original plans (e.g. reversal of the positions of the welding and cutting shops), came to a total of £5,317 compared with the initial estimate of £4,600.Suddenly the directors realised that they had overlooked the need for planning permission. Hubert Hands quickly sent the strongest case he could muster to the Central Land Board and the Ministry of Supply. He explained how cramped the Orchard Street premises were, how vital it was to expand in response to a growing order book from appreciative customers, and how frustrating it was for a successful young company to have to refuse work or lower its quality stand-ards. He enclosed three letters from major customers. One of these, dated 12 June 1950, curiously unsigned and with no named addressee, was from the Director of Bell & Harwood Ltd and read as follows: “Dear Sirs, We notice that your promises of delivery are being broken even though you are constantly extending the delivery times quoted. We are aware that you are working overtime at weekends and evenings, nevertheless, the importance of the orders placed with you to the export, electrical and general
One of the first fabrications to leave Hainge Road
1110
engineering trades cannot be too greatly stressed. We must ask you therefore to explore all possible avenues with a view to improving your output to meet the growing demands of our customers, whom as you are aware are all of the first importance.” It is not hard to imagine how Edgar Harwood came to send that letter to him-self! Anyway, it seemed to do the trick. Planning consent came on 13 Sep-tember 1950, only a few weeks after the directors, with crossed fingers, had decided to let work at Hainge Road start without it.
Growing costs and pressuresMalthouse now had to extricate itself from the Orchard Street lease. The direc-tors had invested in many improvements – cranes, lights, roadways, etc – dur-ing the three-year occupation, and they hoped that the landlords would look for new occupiers who would buy the fixed plant so that Malthouse could equip their new factory from scratch. Sadly, Arthur Lee and Sons did not cooperate. They signed a new lease with Messrs J A Hemmings, who had no interest in the equipment, and they gave notice to Malthouse to vacate the site by the end of March 1952.The directors aimed to be in Hainge Road a year ahead of that deadline, but the first contractors on site – Steelwork Constructors Ltd – were delayed by bad weather and by the post-war labour shortages, and this put back the start dates for the other contractors. There were supply problems, too. The steel needed – for example, for the crane rails – proved difficult to obtain. When Steelwork Constructors presented their final account for £1,940, Malthouse had to ask for justification in writing, and it turned out that some of the interior jobs – roadways and electrics – had not been included in the original quote of £1,750. The bill was eventually settled more or less amicably, but costs were creeping up. This was worrying, and the Malthouse directors enquired about a loan of £5,000 from a company called Credit for Industry Ltd. The interest rate was off-putting, and they decided to defer the decision until 31 August 1951, the financial year-end. Happily it was soon clear that they could get by without a loan. Orders were buoyant, and the directors expected to see a good flow of cash as soon as Malthouse was all systems go at Hainge Road. By June, the new factory was more or less complete, lacking only approval for an oxygen tank. The cost of the venture, including all fees and work, was £8,076.18s.4d, a daunting sum in those days.The move was exhilarating but also difficult and risky, and not only because of the substantial investment of cash. After June, Malthouse was effectively
trading from two sites, and to customers’ annoyance quite a few orders were mislaid. Only two workers – Tom Eddy and a labourer – were manning Hainge Road with just two machines. Demand was growing steadily, and more ma-chines were installed, but there were still only the two of them. They worked incredibly hard, completing orders and taking delivery of steel supplies as well as arranging the layout of the new factory.
The fiftiesThe volume of orders grew steadily as Malthouse vacated Orchard Street and the company gradually took root at Hainge Road. Vic Westwood says, “The thing that was special about the fifties was that nothing special happened. It was business as usual.” Roy Taylor adds, “It was a steel sellers’ market, so customers came to Malthouse asking nicely for their jobs to be done. Now it’s a buyer’s market, and Malthouse has to go out and sell.”Hubert Hands was a stickler for quality and had become fiercely proud of the Malthouse reputation. The workers admired him, but he could seem unap-proachable. He insisted that they should address members of management as ‘Mr’ and not by their first names. He was very much the boss, every decision went through him, and if anyone crossed him he soon let them know about it. Tom Eddy had a more open style and a straightforward approach to both man-agement and workers. When Tom was later promoted to Works Manager, he continued to be one of the lads and to get his hands dirty in the bays. Hubert frowned at this, but the workers would always pull out the stops for Tom when sometimes they would be less cooperative for ‘Mr Hands’.Another important character joined Malthouse in 1959, but for a brief period only. Les Collins’s cousin was already working for the company when Les ar-rived, aged 19. Les settled in well at first, but things went badly for him when Eric Harolds, a senior plater, offered to teach him to drive and the two became pals. When Eric chose Les for an overtime shift, the other workers were up in arms. Les quickly asked Eric to let him off working the shift: his mother was against it because overwork had cost his father his health. But Eric insisted, threatening to stop the driving lessons. Reluctantly, Les did the shift, but the next day his fellow workers turned ugly. They began by ignoring him, then they pushed and jostled him, until finally they were jeering at ‘the blue-eyed boy’. Even his cousin joined in. Les had had enough. He walked out and straight into a job with a rival company a few doors down the road. It would be 25 years before he worked for Malthouse again. The offices at Hainge Road had been an afterthought, needing separate plan-ning permission. The approval granted on 13 March 1951 was for a wooden
1312
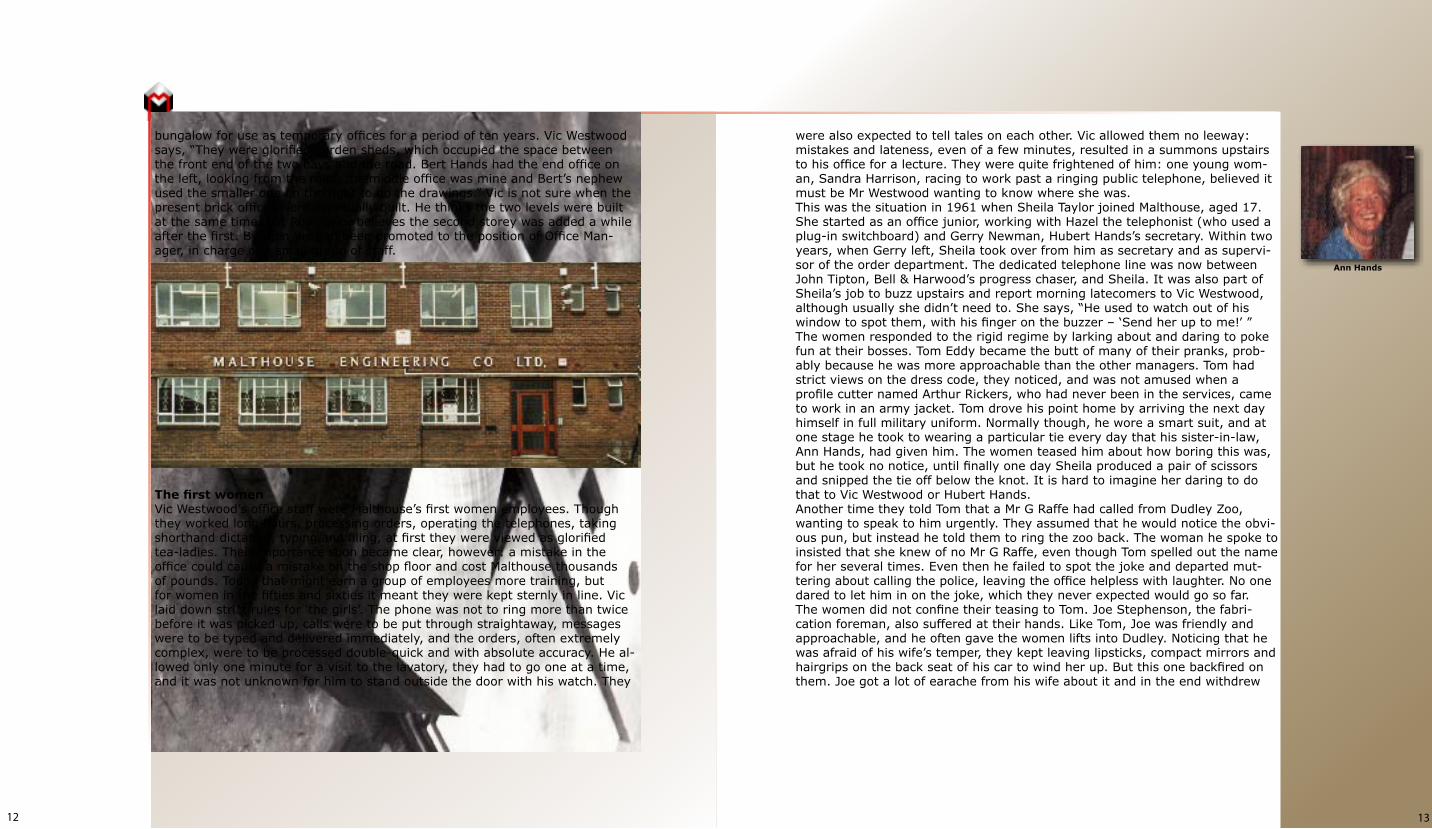
bungalow for use as temporary offices for a period of ten years. Vic Westwood says, “They were glorified garden sheds, which occupied the space between the front end of the two bays and the road. Bert Hands had the end office on the left, looking from the road, the middle office was mine and Bert’s nephew used the smaller one on the right to do the drawings.” Vic is not sure when the present brick offices were eventually built. He thinks the two levels were built at the same time, but Roy Taylor believes the second storey was added a while after the first. By then Vic had been promoted to the position of Office Man-ager, in charge of a small group of staff.
The first womenVic Westwood’s office staff were Malthouse’s first women employees. Though they worked long hours, processing orders, operating the telephones, taking shorthand dictation, typing and filing, at first they were viewed as glorified tea-ladies. Their importance soon became clear, however: a mistake in the office could cause a mistake on the shop floor and cost Malthouse thousands of pounds. Today that might earn a group of employees more training, but for women in the fifties and sixties it meant they were kept sternly in line. Vic laid down strict rules for ‘the girls’. The phone was not to ring more than twice before it was picked up, calls were to be put through straightaway, messages were to be typed and delivered immediately, and the orders, often extremely complex, were to be processed double-quick and with absolute accuracy. He al-lowed only one minute for a visit to the lavatory, they had to go one at a time, and it was not unknown for him to stand outside the door with his watch. They
were also expected to tell tales on each other. Vic allowed them no leeway: mistakes and lateness, even of a few minutes, resulted in a summons upstairs to his office for a lecture. They were quite frightened of him: one young wom-an, Sandra Harrison, racing to work past a ringing public telephone, believed it must be Mr Westwood wanting to know where she was.This was the situation in 1961 when Sheila Taylor joined Malthouse, aged 17. She started as an office junior, working with Hazel the telephonist (who used a plug-in switchboard) and Gerry Newman, Hubert Hands’s secretary. Within two years, when Gerry left, Sheila took over from him as secretary and as supervi-sor of the order department. The dedicated telephone line was now between John Tipton, Bell & Harwood’s progress chaser, and Sheila. It was also part of Sheila’s job to buzz upstairs and report morning latecomers to Vic Westwood, although usually she didn’t need to. She says, “He used to watch out of his window to spot them, with his finger on the buzzer – ‘Send her up to me!’ ”The women responded to the rigid regime by larking about and daring to poke fun at their bosses. Tom Eddy became the butt of many of their pranks, prob-ably because he was more approachable than the other managers. Tom had strict views on the dress code, they noticed, and was not amused when a profile cutter named Arthur Rickers, who had never been in the services, came to work in an army jacket. Tom drove his point home by arriving the next day himself in full military uniform. Normally though, he wore a smart suit, and at one stage he took to wearing a particular tie every day that his sister-in-law, Ann Hands, had given him. The women teased him about how boring this was, but he took no notice, until finally one day Sheila produced a pair of scissors and snipped the tie off below the knot. It is hard to imagine her daring to do that to Vic Westwood or Hubert Hands. Another time they told Tom that a Mr G Raffe had called from Dudley Zoo, wanting to speak to him urgently. They assumed that he would notice the obvi-ous pun, but instead he told them to ring the zoo back. The woman he spoke to insisted that she knew of no Mr G Raffe, even though Tom spelled out the name for her several times. Even then he failed to spot the joke and departed mut-tering about calling the police, leaving the office helpless with laughter. No one dared to let him in on the joke, which they never expected would go so far.The women did not confine their teasing to Tom. Joe Stephenson, the fabri-cation foreman, also suffered at their hands. Like Tom, Joe was friendly and approachable, and he often gave the women lifts into Dudley. Noticing that he was afraid of his wife’s temper, they kept leaving lipsticks, compact mirrors and hairgrips on the back seat of his car to wind her up. But this one backfired on them. Joe got a lot of earache from his wife about it and in the end withdrew
Ann Hands

1514
his offer of lifts. It took several weeks and solemn promises of good behaviour before he relented. For their catering duties, the women had to manage with an electric ring in the front office, and they put in many unheeded requests for a small kitchen area. Sheila Taylor says, “There was a strict order of when tea and coffee had to be delivered to which managers. At ten a.m. Mr Hands had coffee made with hot milk. He had it in a china cup and saucer with a black and gold edge, and a matching plate with three McVitie’s chocolate digestives.” Hubert was the only person who was served chocolate biscuits, so when Sheila found a mouse sit-ting on the biscuit tin, instead of screaming, she immediately lifted the phone and told him. He called in Pest Control, and one thing soon led to another. Before long, he agreed that one of the toilets should be converted into a small kitchen.As the years went by, the atmosphere gradually relaxed. When, one day in the early seventies, Vic Westwood surprised Sandra Webb (sister of future Malt-house director Ken Webb) in the act of photocopying a funny picture to show the others, he delivered his usual stern lecture about using office equipment for personal purposes, but Sandra just shrugged it off.In the early days, no woman was allowed in the factory. If someone working in the bays needed to be contacted, one of the women had to stand in the door-way and whistle for someone to come. It is a measure of how much times have changed that, today, Ann Brown, the Progress Clerk, spends more time in the factory than in the office and the workers readily accept her instructions.
End of an eraOrders kept growing. In 1960, a third bay had been added alongside the first two to cope with the volume. But the directors were not to know that the smooth times of ‘business as usual’ would soon be at an end. Bell & Harwood was still the main customer, and a number of employees were effectively working for both companies. Vic Westwood says, “Harry Livingstone earned more money being a rep for Malthouse than he did doing his sales job at Bell & Harwood. And old man Harwood didn’t like it and pulled him out of Malthouse.” Harwood viewed both companies as his own, but his main loyalty and most of his time still went to Bell & Harwood, so he was not aware of the extent of dou-ble working, and he was furious when he found out. Harry Livingstone was not alone: quite a few members of the sales team were spending most of their time helping to promote and sell Malthouse fabrications while drawing their wages
from Bell & Harwood. Harwood issued an ultimatum: either they concentrate on obtaining orders for Bell & Harwood or he would shut down the welding shop at Malthouse. The other Malthouse directors resented this and reacted by increasing fabri-cation work at the expense of flame cutting for Bell & Harwood. The quarrel came to a head in the mid-sixties. At a board meeting one Saturday morning, Harwood tabled a motion to wind down Malthouse fabrications and incorporate flame cutting into the Bell & Harwood empire. Much lobbying ensued, and the upshot was that William Best (still employed by Bell & Harwood) sided with Hubert to outvote Harwood.
Harwood sacked Best on the spot and declared that he would sell his shares and withdraw all financial support. Much good this did him. By nine o’clock on Monday morning, Best had cleared his desk at Bell & Harwood and started work as Malthouse’s Sales Director. He immediately set about persuading Bell & Harwood’s flame-cutting clientele to deal with Malthouse direct, with a promise of quality work at cut-down prices. Before that, Malthouse had only two direct customers for flame cutting, but the situation soon changed.Harwood retaliated by reducing Bell & Harwood’s orders to Malthouse, but thanks to William Best’s efforts and know-how, Malthouse had no trouble trading independently. Harwood finally admitted defeat and sold his shares to Hubert Hands, who had enough personal savings to buy them and who finally obtained a controlling share in the company that was his brainchild. Harwood died not long afterwards, in 1965, and Harry Livingstone (the sales rep) took over as Managing Director at Bell & Harwood.Though it must have felt sweet to Hubert to have the controlling interest in
Arthur Rickers
3 & 5 Hainge Road

1716
Malthouse at last, his reign was short-lived. The business went from strength to strength for the next three years, but his personal circumstances then persuad-ed him to sell his shares. His 28-year-old daughter, Pat, had Down’s syndrome and significant special needs, and he was anxious to secure her future. Also he was a keen sports-car fan, and he wanted to invest in a small racing outfit. Events moved fast. He lost no time in accepting an offer from Frederick Cooper Holdings Ltd, and Fred Cooper was officially appointed Malthouse Chairman on 31 January 1968. Hubert would remain Managing Director for 15 more years, but he was answerable to a new boss.
Fred Cooper The new Chairman was a successful businessman who controlled a number of companies, but he enjoyed spending money as much as he did making it. Vic Westwood says, “Fred Cooper liked a drink. He used to turn up every six weeks or so for a management meeting with Bert. He would have a bottle of whisky and his chauffeur-driven Rolls Royce. Fred would leave after ten at night, the worse for the whisky, most of which he had drunk himself, and his driver, a Yugoslavian called Dave, would take him home. He had a box at the Baggies’ ground.”Cooper was a staunch fan of West Bromwich Albion, and he used his execu-tive box at The Hawthorns to drum up Business. Access was shared around the Cooper group, and Malthouse were invited to every sixth home match. It seemed a good way to entertain clients. Of eight seats in the box, two were
always reserved for him and while his guests drank beer, he would quaff cham-pagne from his private fridge. Once, when the half-time buffet arrived as the players returned to the pitch, he barked, “It’s too bloody late, now. Forget it. I ain’t paying for that,” and the hungry Malthouse guests had to watch as the
trolleys piled with food were taken away.Cooper was also a bold betting man. To Tom Eddy’s consternation, he once put £500 on a horse that Tom favoured, despite having been warned off it by other tipsters. Tom was immensely relieved when the horse romped home. The upside of Fred Cooper’s flamboyant character was an enthusiasm for busi-ness, at which he excelled. He had great charisma and was warmly regarded, if not always admired. His working relationship with Hubert Hands could not
Willy Best
Fred Cooper
The board of Frederick Cooper PLC
Buyout by Fred Cooper
1918
be faulted. Hubert continued to manage the factory without interference, while Cooper dealt ably with the commercial side of the business. Though he spent very little time at Malthouse, Cooper liked to keep the work-ers on their toes by turning up unannounced, strolling straight into a bay or the office to see how things went on when no one was expecting him. So it was quite a surprise one warm, sunny day when his Rolls Royce swung off Hainge Road at high speed and screeched to a halt in the yard. Everyone stared as Cooper leapt from the driver’s seat, yelling for water. Had he gone mad? They jumped to empty a mug of tea and fill it at the outside tap. “The door!” Cooper shouted. “Pour it into the door!” They did as he asked and only then saw the smoke. Winding down the window as he was driving nearby, Cooper had ac-cidentally dropped his cigar into the doorframe, setting it on fire, and had raced to Malthouse for help.
A new accountantAt the start of the seventies, Ken Webb was training as an accountant with the Edwin Danks firm and was engaged to be married to his childhood sweetheart, Shirley. His sister Sandra, who was working at Malthouse, mentioned to Shirley that they were looking for a clerk to do invoices, wages and general account-ing, so in 1972 Shirley applied for the job. Not long after Shirley’s arrival, Geoff Tucker, who had been Malthouse’s ac-countant since the fifties, said he wanted to retire at age 65. Shirley tipped Ken off when Malthouse were about to advertise for a replacement, and Ken promptly applied for the job. He was taken on and worked in tandem with Ge-off for six months before Geoff bowed out and took a part-time job in the sales office. Ken says, “Geoff was a lovely bloke – born in Rhodesia, as it was called then.” Shirley says, “Mr Tucker was a charming gentleman, but very absent-minded. He would take the cash to the bank and come back without his car, because he had forgotten where he had parked it.”In September 1973, Ken officially became company accountant, the position he held until his retirement in 2007. He brought modern accounting ideas with him from Edwin Danks that were soon adopted throughout the Cooper group. These included regular management information in the form of monthly accounts. SabotageHubert Hands was intensely proud of the reputation that Malthouse had built up over the years for high quality work meeting all safety standards. In fabri-cation, it is vital to layer the welding to make the join as strong as the parent metal: not to do so risks catastrophic consequences. So when X-rays showed
that some of the workers were welding cosmetically over joins stuffed with welding rods, Hubert was beside himself. Sheila Taylor says, “This was in 1973. He came up from the bay in a state and called me to his office. He was a broken man... actually crying... in no state to drive himself home. I had to ring Roy.” Roy Taylor says, “I often used to pick Sheila up from Malthouse after work. On this occasion Hubert was so upset about the conduct of his fabricators that he couldn’t drive himself. So Sheila drove him home in my car, and I drove Hubert’s Jaguar back to his house. It was the first time I drove a Jag. Perhaps that’s how I developed the taste!”Hubert vowed that day to close the fabrications bay, but for a while at least Ken Webb managed to persuade him that this would knock too big a hole in the bottom line. Malthouse couldn’t afford to rely just on flame-cutting work.
The three-day weekDecember 1973 saw frequent blackouts as Prime Minister Edward Heath went head-to-head with the miners and introduced ‘the three-day week’. Vic West-wood says, “In the office we carried on whether the power was on or not.” Ken Webb says, “Heat and light were meant to be turned off at pre-arranged times to conserve energy. It was an offence to use energy at these times. But I remember Hubert Hands saying ‘stuff it’, and he would close the curtains to the offices so they could keep the lights and power on. There were no computers then to worry about. The factory had to do a week’s production in three days.”The company was supposed to get an hour’s notice before the power was cut off, to allow time to shut down the cutting machines, unload the cranes, choose a convenient place to pause production, and generally make the factory safe. But quite often the power failed with no notice, leaving orders half-completed on cutting machines and ten-ton chunks of metal dangling in midair. With great difficulty, Malthouse managed to weather the two-month dispute, working at full tilt when the power was on and running the factory through the nights and at weekends to try to keep up with orders. Hubert did his level best to ensure forty hours work every week for each worker, and was not amused when some bright spark asked if they would be paid double time for weekends.
Celebrations...By coincidence, both the Webbs and the Taylors started their families in the spring of 1974. In March, the doctor ordered Sheila Taylor into Wordsley Hospi-tal for bed rest because her tummy was so enormous. A few days later Shirley Webb joined her in the very next bed. Glen Webb was born after a couple of days on 3 April, but Sheila had to wait two months before twins Kate and Rich-
Ken Webb
Reg Peacock
Fred giving Vic Westwood his 25 year award

2120
ard arrived on 17 May. ... and tragedyIn the same year, Hubert Hand’s wife Ann died of a sudden heart attack. Sheila Taylor says, “She was in Sketchley Cleaners. She was still quite young.” This was a blow from which Hubert never fully recovered, and his friends at Malt-house did their best to support him. Hubert and Ann and their daughter Pat who had Down’s syndrome had often visited Sheila’s home, where Hubert had become firm friends with her husband. He had also bumped into Roy at industrial exhibitions. After Ann’s death, Hu-bert’s friendship with the Taylors grew closer. He grew attached to their young family and came to rely heavily on their company when he was not at Malt-house. Sheila had given up work that same year, and on Wednesdays she and Roy helped Hubert to look after Pat, who was then in her thirties. Meanwhile, at work, his colleagues were doing their best to keep him cheerful and occupied. After heavy snow one evening, Vic Westwood and Ken Webb de-cided to stay on in the office playing poker with Hubert until the traffic eased. The game was so enjoyable that it soon became a fixture. Ken was a novice at poker (in contrast to his skills at accounting), and he regularly found himself out of pocket. Within the year, Hubert was remarried, to a woman called Mary Pitt. Sheila says, “She was a secretary at Fred Cooper’s, and she made a beeline for Hu-bert. In no time she had Pat put into residential care, and her own daughter was married from Hubert’s lovely home.” The new marriage ended quickly in divorce. Sheila says, “Probably by 1976 they were living apart.” Hubert became more dependent than ever on Roy and Sheila’s friendship, spending much of his time at their home. Sheila says, “Though Pat stayed in the care home in Wordsley, she was happy there. Hubert visited her and brought her to see us on Wednesdays. We took her to church on Sundays.”
Militancy Malthouse was heading into troubled times. In the mid-seventies, industrial productivity was falling in the UK relative to the rest of the world, growth had almost ceased, unemployment was on the increase, particularly in the Mid-lands, and industrial relations were worsening. It was the heyday of the Militant Tendency, and UK industrial unrest was becoming a chronic disease that would lead to the ‘winter of discontent’ and bring down the Callaghan government.Ken Webb says, “There was a militant trade unionist in the fabrication shop.
The whole shop floor went on strike, and Hubert Hands made all the fabricators redundant as a result.” Hubert had not forgotten the sabotage incident back in 1973, and this time he was determined to close fabrications. Ken warned in vain that they would barely break even. Even Fred Cooper advised Hubert against closing the bay. He arrived with a bottle of brandy, intent on dissuading him. Hubert asked Ken to let his wife know he would be late. Then, while Fred’s chauffeur sat patiently
outside, Fred and Hubert argued until ten at night. There were brandy stains on Hubert’s desk. But he remained adamant: fabrications must go. He kept on just two welders to complete outstanding orders, and in 1978 the fabrication bay was finally closed.A third of the factory that Malthouse had invested in and was paying rent for now lay empty and unused, and the redundancy payments for the fabrication workers had eaten into the bottom line. The only survival route was to expand the flame-cutting business, so they set about doing that. The company re-mained afloat, barely, and managed to make a small profit.
National steel strikeThen, in 1979, a pay dispute over the government’s efforts to hold wage rises
2322
below the rate of inflation escalated into a struggle against supposed privati-sation plans for British Steel, and with just three weeks notice the whole UK steel-production industry went on strike. There were barriers on private sec- tor production and on imports and distribution from stockholders, which led to secondary picketing of many engineering companies.
In Malthouse the story was markedly different. The trade unionists were gone, and the workers got on with their jobs, showing little support for the strikers. At a time when relations between the ‘two sides of industry’ could not have been worse, they were improving at Malthouse, as management and workers united behind the common goal of weathering the storm. Management had stocked up with steel, and though this supply lasted only so long, they then worked hard to import more from Brazil and America. They had concerns about the quality of the imported steel, but all seemed to be well, few complaints were received, and the order book grew as customers continued to receive their work on time.
Unlike many less scrupulous rivals, Malthouse did not put up prices. Hubert Hands’s view was that, if he looked after his customers, they would remain loyal. Business boomed as the competitive prices attracted new customers to Malthouse, but sadly this would not last long. Hubert had gauged the mood of the existing customers correctly and they stayed loyal but, as soon as the strike was over and steel supplies returned to normal, the new customers de-serted.One November morning during the national steel strike, the Malthouse workers arrived at the factory in a blizzard to find the power off. They decided to build a fire with some wood that one of them came across in the dark and were soon warming their hands at the blaze. Too late they realised they were burning the wood used to make templates for the cutting machines. They quickly replaced it, and if management ever knew, they said nothing.
Horseshoe nailsAt the turn of the decade, the UK hit recession, with manufacturing output fall-ing by over 14% between 1979 and 1982. Many of Malthouse’s customers felt the pinch, and orders fell off, but the directors were determined to keep the company open and trading. Diversification seemed the way forward.John Latham was the manager of Latham Manufacturing, a company within Frederick Cooper Holdings that specialised in metal pressings. Back in 1976, noticing a lull in trade, Latham had decided to try a staff-suggestion scheme for new product ideas. A clerk in his office suggested horseshoe nails because the ones she needed for her daughter’s horse were so hard to come by. Latham saw there was indeed a gap in the market, but horseshoe nails were square and tapered in cross-section, while his company was equipped to produce flat pressings only. From the library in Birmingham, he discovered that a horse-shoe-nail-making machine had been invented during the late 1800s. The Scot-tish inventor had travelled to America in search of financial backing and had set up a company there, called Capewell, to make the machines. So Latham wrote to second-hand dealers around the world, hoping that someone knew where one of these machines could be found.No replies came and trade seemed to recover, so he gradually forgot about horseshoe nails until, two years later, out of the blue, a firm in New Jersey wrote to say they had located two Capewell machines that had been re-im-ported from Germany after the war. Latham flew out to see them and decided to ship one back to England. He brought it to show Hubert Hands. Could Malt-house manufacture these machines?It was a challenge because Malthouse’s existing workforce lacked some of the
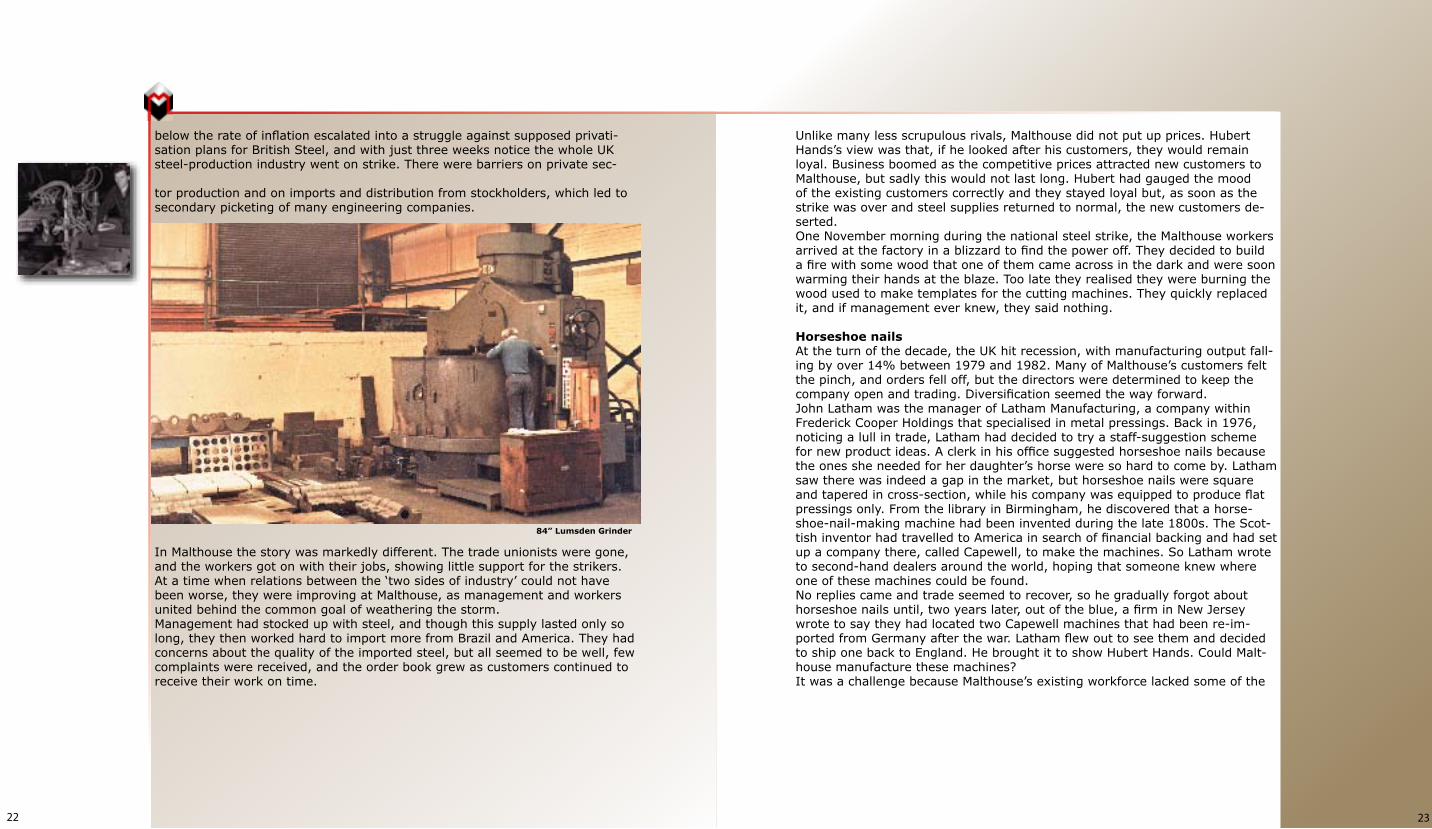
84” Lumsden Grinder

2524
skills that were needed. Hubert brought in Maurice Coleman to redesign the antiquated machine with new bearings and an electronic drive-system, while he himself researched the carbon content and heat treatment needed to achieve nails of the correct malleability. He hired some engineers on a temporary basis and also lent a hand to an ailing customer, Wilkins and Mitchell, by employing three of their fitters for five years to help with the project.The machines were delicate, each one consisting of over 2000 parts, including motors, gears and drawing tools. Manufacture required many intricate process-es: flame cutting, fabrication and machining. The Malthouse workforce cleared an area of the factory, made it dust-proof, sheeted it with Perspex against draughts and gave it a rubberised floor. Materials were ferried in through the curtains as if into an operating theatre. Malthouse made 14 horseshoe-nail-making machines. Upon completion, each one, worth £70,000, was moved by forklift from the sanitised environment to a waiting low-loader truck. It was Des Wakelam’s job to oversee this nerve-rack-ing manoeuvre. He lost sleep over it, but each delivery went without hitch and each machine was delivered on schedule to a new company within the group: the Cooper Horseshoe Nail Company Ltd.A sweet-jar full of the resulting nails – ‘guess how many’ – was soon the cen-tral attraction on the Malthouse stall at Wordsley Carnival, raising £450 for a minibus for the care home at Ridgehill where Hubert Hands’s daughter Pat was now living. Sheila Taylor says, “The manager of Hudson’s Scrap was walking by, asked what it was for, and gave £100.”Malthouse’s horseshoe-nail story does not end there. Years later, after Fred Cooper had sold Fred Cooper Holdings to Eddie Kirk, the company needed to raise cash for new group developments. Eddie arranged to meet representa-tives of Capewell, the original production company, at a farriers’ exhibition in the States. On 17 January 1986, two weeks after the Malthouse management buy-out, he sold them the Cooper Horseshoe Nail Company. Not long after that, Mustad of Sweden took Capewell over and became the world’s major producer of horseshoe nails, a position it still holds. The machines made at Malthouse were shipped to the USA in 1986 and remain in use there by Mustad today. A new managing directorIn the early eighties Hubert Hands had married a third time. Sandra was con-siderably younger than he was. Her older sister had been a girlfriend of Roy Taylor’s in 1958, well before he met Sheila, and her brother Robert had worked for Roy as an engineering apprentice at Horseley Bridge and Thomas Pig-gott Ltd. There have been other Malthouse connections with Horseley Bridge,
which closed in 1992. Both Richard Henderson, still working part-time at Malthouse, and Ken Smith, Malthouse fabrication manager, now retired, came from that great company.Sheila says, “Bert and Sandra were happy with each other in spite of the age difference. Sandra was Hubert’s niece by marriage. They’d been living together for a while. Her first husband used to knock her about; she had two boys, and she threw him out. Then she knocked on Hubert’s door and asked if he wanted a housekeeper.” In May 1982, Roy and Sheila Taylor told Hubert about their plans to go on a fortnight’s holiday to Malta. A few days later Hubert told them that he and San-
dra had booked the same flight to the same hotel. Though this seemed odd, Roy and Sheila did not mind, indeed Roy was happy to have Hubert’s company in the bar each evening while the women were dressing for dinner. But it came as a complete surprise when Hubert suddenly began pressing him to take over as Malthouse’s Managing Director. At first Roy thought this was just bar talk, but he soon realised it was a seri-ous proposition that Hubert had been mulling for a while. Hubert was nearly 65, and Fred Cooper’s new policy was to retire his staff at that age. Roy says, “Hubert kept saying, ‘I told you, you’ve got to apply for my job,’ and in the end I couldn’t ignore him.” It put Roy in a quandary: he had a good job with a secure company, and the steel industry was in a precarious state. But he had a nose for a calculated risk, and after much family discussion he decided to apply for the job. Cooper interviewed him on 2 January 1983, though it hardly amounted to an inter-view. When Roy mentioned that he was due to leave for a family holiday in three days time, he found himself mostly listening to Fred rather than trying to impress.Cooper was as decisive as ever, giving Roy a firm yes after only a couple of days. So, after his holiday and working out his notice, on 1 March 1983, Roy Taylor, aged 39, took over as Malthouse’s Managing Director designate. Three weeks later, Hubert, stone cold sober, fell up some stairs, breaking his arm and
Roy Taylor

2726
his collarbone, so Roy was thrown in at the deep end. When Hubert recovered, Cooper, rather than retire him, asked him to take charge of the Cooper Horse-shoe Nail Company where his knowledge of the machines was invaluable.Roy spent his early days at Malthouse listening carefully to everyone and find-ing out just how things stood. Morale was low, and relations were poor between management and the shop floor, so he decided to call a meeting of the work-force. He outlined the ideas he had for taking the company forward and said he very much hoped that everyone would show unity and produce quality work. He must have made a reasonable impression, because Reg Peacock, one of the more suspicious, anti-management men, spoke up, “Suppose we’ll ata gee yow a goo, then.”
Shoe scrapers, champagne buckets and hanging basket bracketsFourteen horseshoe-nail-making machines had not been enough to rescue Malthouse from the recession. Tim Davies had been engaged to update and improve the company’s publicity material, and the directors asked him to de-sign some ornamental ironwork to help keep Malthouse going. With high hopes, they advertised in the local papers: ‘Unique, versatile brackets for hanging baskets, window boxes, etc – £10.00 each... a sturdy shoe scraper – £4.99... plus £2.00 postage and packing.’ They stocked up to meet the demand, but by the end of day one, Cooper’s Ornamental Ironwork had not made a single sale. So it continued, until in the end they gave the brackets and shoe scrap-ers to the staff and went back to the drawing board. One good thing came of the experiment: it enabled Alan Hodges, a talented cutter, to perfect his skills at ‘stack cutting’, where several thin sheets of steel are bolted together and cut simultaneously.The next success came as a surprise. Desperate to find solutions, Malthouse accepted an order for champagne-bucket stands for restaurants, mostly in London, through Ray Williams, who would later become a shareholder in Malthouse. The stands as ordered had four legs connected towards the base by a welded-on square piece of metal and were painted matt black. Roy Tay-lor, taking the milkmaid’s stool as a model, removed one leg, saving material and welding time, and found this also improved the stand’s stability. Roy’s son Richard coated the stand with a new Hammerite powder that gave a mottled appearance hiding imperfections. Ray accepted Malthouse’s competitive tender based on the improved design. The stands were delivered to Ray’s marketing company, who engraved the particular restaurant’s name on the base of each one before selling it on. The workers at Malthouse could not have been more sceptical as these went
into production, but the directors had unwittingly struck gold. The restaurants’ customers were the new ‘yuppies’ (young urban professionals) who mostly worked in the City, which was enjoying a massive boom. With easy money spilling into their bank accounts, the yuppies followed Fred Cooper’s example, and spent it. Between City deals, they sat in expensive restaurants, eating gourmet food and imbibing champagne, or strolled into off-licences to stock up on champagne for their fridges. What next? A champagne stand to swank to the neighbours? Problem solved. Driving off from the restaurants in taxis, they took the Malthouse stands with them, which the restaurant owners then had to replace... and replace... and replace. Demand for the stands remained high for quite a few years, the boom in the Square Mile by accident helping to save the jobs of a small workforce in Tividale. The recession was gradually passing, and Malthouse’s business was picking up, but for some years the production of champagne stands remained a useful filler whenever other orders were slow, until eventually a one-man company copied the design, undercut the price and Malthouse lost the business.
Early computersMeanwhile, in the office, Vic Westwood had been bitten by the computing bug. He was encouraged in this by his son Geoff, who was a programmer for the scales company, Avery.Vic was a systematic thinker who needed little persuasion. In the sixties he had designed a paper form to cater for the complexities of Malthouse fabrica-tion quotations, which is still in use today. By the late 1970s, he was doing flame-cutting estimates on programmable calculators, running the programmed magnetic strips through the calculators each morning when they were turned on. He was keen to embrace the new technology. When the Sinclair ZX-81 came out, Vic quickly taught himself how to use it and, with the help of Ken Webb, Phil Hill (Ken’s assistant accountant) and Phil’s college lecturer, transferred his flame-cutting estimating programmes onto it. The ZX-81 was withdrawn from the market in 1983. Vic says, “Malthouse management were forced to go round junk shops buying up all the old ZX-81 machines to keep the business going.” Eventually Vic’s son Geoff helped him to programme the ZX-Spectrum, which lasted until the directors ordered Malt-house’s first PC. Through various hardware and software upgrades, Ken and Vic’s estimating software package is still in use in Malthouse today.
A new broom Roy Taylor was learning that the company was not very customer friendly. For
2928
example, he heard Vic Westwood agree with the transport manager that a completed order, already a day late, should wait a week longer until there were other deliveries to the Malvern area. He decided to give new priority to meeting the customers’ needs, with emphasis on swift and accurate service. Roy says, “Vic was quite aloof when I joined, but he soon mellowed towards me and we became great friends.” Malthouse’s stiff management style gradu-ally softened under Roy’s leadership. ‘Mr Hands’ would soon be affectionately remembered by all as ‘Bert Hands’, and the workers would begin to address the managers by their first names.More urgently, Roy was discovering that the company was in a precarious state. It had never truly recovered from the closure of the fabrication bay five years earlier, and just prior to his arrival the workforce had been put on a four-day week. He took immediate steps to reopen fabrications and to restore five-day working, but more needed to be done. The nail-making-machine project was coming to an end, the accounts were showing a red bottom line, and prospects were bleak.Even Cooper had lost faith in Malthouse. He was losing interest altogether in heavy engineering. Grants were available to companies operating in Ireland, and there was a shift towards electrical and technological goods. Latham Manu-facturing (still in the group) had an order from BT for a telephone system, and Cooper was investing heavily in up-to-date computers and electrical equip-ment from the States. Roy Taylor says, “As in Hubert’s day, Fred used to turn up at Malthouse every six weeks or so in his chauffeur-driven Rolls-Royce. At our second meeting, he told me, ‘You’ll never do any good here. If I could sell Malthouse, I’d sell it tomorrow.’ ” With this, Roy’s worst fears were confirmed: he had been brought in to close Malthouse – and his own job – down. He had Sheila and his young twins to think about. He needed a more certain future. Early in 1984, Roy began to think about a management buy-out.
The 1986 buy-outThe first person Roy Taylor shared his thoughts with, after his wife Sheila, was Ken Webb, whose reaction was horror: his elbow slipped off the filing cabinet he was leaning on. If Malthouse was failing under the Cooper group umbrella, how could it possibly succeed on its own? But Roy was undeterred and sounded out Hubert Hands. Hubert was eager to rescue Malthouse from closure, and he helped Roy to identify another potential shareholder, Colin Barnett. Roy also approached Ray Williams and Ron Reavette, who would add credibility with banks and custom-ers. Ken Webb says, “Bert and Colin had thought about a buy-out before, but
they couldn’t see a way of making Malthouse profitable. Roy had to persuade them he could do it. They brought Ray and Ron in for sales and contact exper-tise.” Williams doubted that the company could be turned around, but believed its only chance was with Roy at the helm.Williams, Reavette and Barnett had ready money to invest, but Roy and Ken would both have to borrow substantial sums. Ken would have to treble his mortgage. His doubts were so grave and his concern for the security of his young family so great that he kept hoping the buy-out would come to nothing. But he remembers his wife said to him, “You aren’t going to work any more or less hard than now when you’re a director, and if it’s a success you’ll kick your-self.” With great misgivings, he decided to invest.Then a shocking thing happened. Hubert was planning to declare his own financial interest at a Cooper-group board meeting. The evening before, 10 December 1984, he was at his home in Ludlow, writing his Christmas cards, and he spoke to Roy on the telephone about the words he would use to Fred Cooper. He put the phone down, went back to writing his cards, and an hour later, with no warning, suffered a fatal heart attack. So, very sadly, Malthouse’s founder never saw the company finally achieve independence, although he died knowing this was a real possibility. He was also secure in the knowledge that Roy and Sheila would continue to visit his daughter Pat, who eventually died in 2006, aged 66.The five remaining backers enlisted help from a range of professional advisers including Deloitte Haskins & Sells. Management buy-outs were a relatively new phenomenon, and Deloitte’s had just set up a special department to deal with them. Its executive-in-charge, John Rhodes, recommended solicitors Edge, El-lison, Hatwell & Pritchard and offered his senior partner, Cecil Buckett, to help Roy with the negotiations. Ken says, “Cecil did a fantastic job. The company was sold for £150,000 though the net asset value was £340,000. So the five directors put in £10,000 each and we borrowed the other £100,000.” Ken says, “Malthouse was the first big business case that Digby Jones (now Digby, Lord Jones of Birmingham) dealt with as a partner at Edge Ellison.” Armed with the case, John Rhodes from Deloitte’s got offers from every major bank, from which he drew up an ideal offer combining all the best aspects. He put this back to the banks as though it were real, asking would they match it. The branch manager at Barclays realised that Rhodes was pulling a fast one but nevertheless agreed to the terms.Initial meetings with John Staite, company secretary of Frederick Cooper plc and Cooper’s right-hand man, were difficult and tense. One hit stalemate and broke up within five minutes. The price was soon agreed, but pensions were
Ray Williams
Ron Reavette
Colin Barnett
3130
a major sticking point. Roy wanted funds matching the full accrued value for Malthouse employees to be transferred to a new scheme, so the workforce would suffer no reduction in rights. Ken says, “The Cooper pension scheme was a final-salary scheme. Staite did not allow the full share to be transferred, and he negotiated the amount down. We got some value but nothing like what it should have been. It took five years of extra management contributions and good returns on fund investments before we made good the shortfall.” In line with recent economic realities, in the mid-1990s the Malthouse final-salary scheme was replaced by the present money-purchase annuity scheme.It took a year to close the deal because Cooper was dragging his heels. His own bank was pressing him to cut his borrowing. He was selling Malthouse at a loss and needed to sell another company in the group at a profit to secure a pre-sentable balance sheet. Ken says, “The bank was going to pull the plug on the Cooper group so it would have gone down the pan. The only thing that saved it was the selling of Malthouse and the other company. As soon as Cooper told the bank this was his plan, they allowed the group to carry on trading, support-ing it with cash.”Eventually the deal was signed, on 2 January 1986, a year and a half after Roy first broached the idea to Ken. Two weeks later, Cooper sold his remaining interests in his group to Eddie Kirk. But Malthouse was not answerable to Eddie
Kirk. Malthouse belonged now to Roy and his four fellow shareholders.
A wing and a prayerRoy Taylor and Ken Webb set about a cost-cutting programme immediately, which, coupled with the end of the Cooper group overhead charges, gave Malt-house a fighting chance. Office vacancies were not filled, but the staff did get their first PC – even if it was only the very basic BBC model. Some new proc-esses, including edge machining, were introduced in the bays. These required new equipment, but projected savings and extra income looked set to recoup the investment. After six months of independent trading, the situation seemed hopeful and Malthouse had made a small profit.But crisis was around the corner. In August 1986 the company unexpectedly took a £20,000 bad debt, and all the effort and money invested in the buy-out seemed about to be lost. Roy says, “No way Malthouse could have foreseen it was going to happen.” Ken says, “It all looked as if it was going sour. One of our biggest customers went bust owing us £20,000. Profit for the year was wiped out.”The directors decided to be up front about the situation with customers and suppliers, because the news would seem more ominous if it leaked out. Orders suffered, and suppliers became concerned that they would not get paid. Ken says, “Things looked really sticky. They were slow to make deliveries, or would say they hadn’t got the amount of steel we needed.” Malthouse was on a knife-edge. They cut costs yet again. Four less-efficient staff were made redundant, and their tasks were shared out among those who remained. By an immense piece of good fortune, one of these redundancies meant that Ken took over responsibility for buying the company’s steel supplies. His pred-ecessor had taken the easy route, buying supplies as they were needed and mostly from one supplier, a firm of steel stockholders who treated him well with gifts and entertainment. Ken quickly realised that, with a bit of forward planning, he could bypass the stockholders and buy fast-turnover items in bulk direct from the importers, to be stored in the Malthouse bays in stacks of plate two or three metres high. Only the less-often-used plate would need to be bought from the stockholders. Ken saved £50,000 in the first year, about five percent of Malthouse’s total an-nual outlay on steel. Business began to pick up. The company struggled back into profit. The bad debt and the cost of the redundancies were recovered. And Malthouse had survived yet again.
The night shiftRay Williams, Ken Webb, Roy Taylor, Ron Reavette, Colin Barnett

3332
Malthouse began operating a night shift at Hainge Road under the new man-agement in 1986. Different operating rules apply at night because, if there is some doubt about what is required, it is not possible to get clarification from the drawing office or management. The supervisor has authority to make deci-sions about the more urgent jobs that characterise the night-shift work. Some-times, reluctantly, these jobs are put to one side for the morning, but the su-pervisor knows from the job-sheet how urgent a job is, so this is his last resort.Like their daytime colleagues, the night-shift workers stop for dinner between one and two, except these are the small hours. The factory goes very quiet as the workers try to nap after eating, but it is not silent. A plate of steel can make eerie noises when it is cooling, waking everybody with a start.Working the night shift has its compensations. When workers leave on a Friday morning they have four days off before returning on Monday night. But driv-ing to work on summer evenings can be tough. Deputy night-shift supervisor, Ken Hayward, says, “It isn’t pleasant driving to work past your mates relaxing outside pubs with a pint, when you’re looking forward to a dark factory and a mug of tea with a black film of dust floating on top because you forgot to cover it up.”
NASS – the profilers’ groupThe sourcing of steel became one of Roy Taylor’s main concerns in seeking to develop Malthouse’s potential, and he helped to found the profilers’ group of the National Association of Steel Stockholders (NASS). It happened like this. British Steel (which later become Corus) had a West Midlands representative called Rex Woolley. Rex belonged to the Edgbaston Tennis Club, which hosted the Dow Classic pre-Wimbledon tournament for the top women’s-tennis profes-sionals. Roy says, “Rex would invite all the steel people in the West Midlands for a buffet lunch. At the first one I went to in 1984, they had a table for Mid-lands profilers, but I sat next to a profiler from the south, Derek Stackhouse, who could only make it on the Midlands day. I said, ‘Where’s our trade associa-tion?’ and he agreed we should try to start one. Peter Jarvis, from our com-petitor H Richards two miles down the road, said, ‘It can’t be done. We tried it years ago and fell out in ten minutes, accusing each other of undercutting prices.’ I said, ‘Okay, let’s learn from that. We won’t talk about our prices, just our suppliers’ prices.’ In 1985 we got forty profilers together at a pub called The Spider’s Web in Milton Keynes. Stockholders and suppliers were suspicious but they sent along goodwill gifts.” The group got off to a good start, with Derek in the chair and Roy as secretary. They looked around for a larger organisation to be part of and decided it had to
be NASS. In 1986, the head of that body, Richard Rawlings, persuaded his gov-erning council that profilers should be their seventh product group. Roy says, “NASS had good meeting rooms, good organisation and laid on damn good lunches in their Birmingham offices, cooked by an action woman called Sue.” Derek stood down as chairman of the profilers after the first meeting, and there was no further need of a group secretary because NASS provided admin-istration. So Roy took the chair from day one and kept it until 1994. Roy was now an ex-officio member of the NASS Council, and he aimed to use that position to raise Malthouse’s profile in the industry. NASS was a major force. Their council was a big quarterly meeting of between twenty-five and thirty ‘captains of the steel industry’, who now included Roy. Malthouse gained a reputation for being a professional industry-leader, and Roy’s NASS connec-tions helped the company through the new, deeper recession that was about to hit Britain. Building on the savings that Ken had achieved, Roy was further developing Malthouse’s steel-buying strategy. NASS gave him opportunities to conduct visits and invite guests to Malthouse, all the time learning and forging helpful connections. In 1987, the profilers’ group went on a fact-finding tour to Ger-many for NASS and got shown around the Reiner Brache company, who were supplying re-rolled steel to one of Malthouse’s stockholders, James Bridge Steel. Peter Jarvis (of H Richards) was there as well. Roy says, “Peter was buy-ing steel direct from Reiner Brache, and I saw the opportunity to cut out James Bridge and deal with Reiner Brache too. We did this through Peter and his wife, Joan, who then set up as Reiner Brache’s UK agents. We made gains in both price and delivery times, and I got on well with the Reiner Brache sales direc-tor, Roland Burns, who used to come to Malthouse.”As chair of the profilers’ group Roy led a delegation to Japan in 1999. He was scheduled to give a presentation for senior Japanese officials at the British Em-bassy and he and his NASS colleagues were up until 2:00am the night before putting information packs together. The meeting started well with Roy welcom-ing the guests in their native tongue. However, the software froze on the lap-top. Roy had organised back-up using acetate slides and an overhead projector. He hoped the irony of using safe old technology to present a talk entitled ‘New Technology in the UK Steel Industry’ was lost on his audience. When the soft ware was brought back to life by a British Embassy boffin, Roy had to start the presentation all over again, including the welcome in Japanese.
Two retirements

3534
In the late 1980s, Malthouse said goodbye to two men who had seen the whole four decades of its development so far. Vic Westwood had contributed greatly, setting up the first office systems, helping to bring these into the computer age, and passing on his knowledge of estimating and sales to many who would continue to work for the company. In 1987 it was time for him to enjoy a well-earned rest. He was a keen snooker player, enjoyed a flutter on the horses, and in more recent years made intricate matchstick models, including one of the Taj Mahal. We were indebted to Vic for contributing his memories to this updated history of the company and were very sorry to hear of his death from pneumo-nia following a fall in March 2008.Tom Eddy worked his last day at Malthouse in 1989. He had progressed from foreman to Works Manager on his own merits, earning huge respect from the workforce and never letting his relationship to the Managing Director affect his straightforward approach. Tom was tireless. For his last five years at Malthouse, he ran the night shift, arriving at the office between three and four in the morning and working through until four-thirty in the afternoon, only pausing to study the racing pages and place his daily bet. And somehow he still found time to take his dogs for two five-mile walks every day. In 1947, he had worked will-ingly for Malthouse before he was put on the payroll. For nine months after his ‘retirement’, he still came in to help out unofficially, until finally his wife per-suaded him to stop. Tom had a reputation for being a tireless talker too, but his
stories were fascinating and we are sorry that he was not well enough to share some of them with us for this second telling of the Malthouse story.
Retreats and advances 1987 - 1991In the difficult climate of recession, Malthouse’s continuing success, once it had weathered the £20,000 loss in 1986, is perhaps explained by two special fac-tors. Firstly, the company’s dedication to quality, instilled by Hubert Hands with regard to the work and built on by Roy Taylor with regard to customer service. And secondly, the highly effective mix of ambition and caution found in the partnership of Roy and Ken Webb. Roy saw the future in expansion and development and, as soon as Malthouse’s finances were stable, he began looking to acquire smaller companies. Mean-while Ken did the sums to ensure these ventures were never disastrous, if not always profit making. Together, the Malthouse team learned lessons and improved their game.
1987 – Keiton Engineering CompanyThe first subsidiary would be a phenomenal success and give Malthouse a much larger share of UK flame-cutting work. In 1987, a major competitor – an engineering company called Lycett Steel Profiles – was sold and some of its workforce made redundant. Roy and his colleagues had been much impressed by two of Lycett’s managers and were keen to recruit them. The stockholding company, Walkers, did a deal to buy some of Lycett’s assets, which included these two managers. But very soon British Steel snapped up Walkers, Martin Farley was made redundant, and he agreed to come to Malthouse. Martin had been Works Manager at Lycett’s, but this was before Tom Eddy’s retirement, so he worked in the sales department for a while until a more appropriate position could be found for him. This did not take long. Roy had his eye on Lynrose Engineering, Worcester, but that acquisition would not happen for another nine years. However, Malt-house soon bought up Keiton Fabrications, a small company in Darlaston. They changed its name to the Keiton Engineering Company Ltd, relocated it to Wednesbury and appointed Martin as Managing Director. Martin was able to attract some of the former customers of both Lycett and Keiton, and this gave the new company a strong base for development. In 1985, Les Collins, who quit back in 1959, had returned to work with Malt-house, and he now became foreman of the fabrication workshop at Keiton. Gradually, Keiton’s fabrication orders, and Les with them, were transferred to Malthouse, so that Keiton could specialise in flame cutting.
John
Roy Taylor and Ken Webb say goodbye to retiring Tom Eddy

3736
Keiton has since gone from strength to strength under Martin’s leadership, more than compensating for subsequent losses in Sheffield and the south. Martin was Malthouse’s first shareholding manager, and Roy Taylor decided this was a good model for success. Keiton’s progress in the ten years since its incorporation into the Malthouse group was marked when it achieved the ISO9002 Standard for quality in June 1998.
1988 – The southeast divisionSoon after his arrival, Roy realised that the West Midlands customer base was too small for the amount of work Malthouse needed to attract. He encour-aged the sales team to seek customers outside the region, and they were soon scoring successes in Sheffield and London. By 1986 the southeast was show-ing considerable promise, and Derek Stackhouse, who had initiated the NASS profilers group with Roy, put Malthouse in contact with Goodmans For Steel Ltd (steel stockholders) in Reading. Goodmans provided premises for Malthouse to rent as a handling depot for goods made at Hainge Road and also agreed to promote Malthouse products alongside their own. The unit became in effect a division of Malthouse and traded under the Malthouse name. Response was sedate but steady. When, early in 1988, Goodmans went into liq-uidation and Barratts (its successor) needed the premises Malthouse had been using, Malthouse did not pull out of the southeast. In March 1988, the division’s few staff and single machine moved to new premises in Thatcham.Thatcham received a regular stream of orders and continued to grow at a rea-sonable rate, moving again in December 1990 to larger premises (2,000 square feet) in Tadley. But the increased overheads of the new premises plus the deep recession eventually left no option but to close the division in order to keep the main business in Hainge Road afloat. Though it finally closed in April 1992, some of its customers remained with Malthouse for many years. 1989 – Malthouse Engineering SheffieldMalthouse’s biggest customer at that time was in Sheffield, and Roy Taylor was on the lookout to establish a unit there. In 1988 a Sheffield company called Paltreen – one time customer and competitor of Malthouse – collapsed. Roy seized the opportunity to buy, offering David Hudson, Paltreen’s managing director, the position of company manager. Hudson was able to purchase equip-ment from the liquidators, which minimised start-up costs. New premises were found in Wallace Road, central Sheffield, and the company began trading in 1989 under the name Malthouse Engineering Sheffield Ltd.This subsidiary got off to a very bad start. Hudson had a poor working relation-
ship with his staff and with Malthouse colleagues. Morale was low, the company failed to thrive, and when it became clear that Hudson had a drink problem, he was immediately sacked and replaced. The new manager was not much better. He lacked commitment and spent much of his time playing golf. By 1991, the company was still not in profit, and he too was replaced, by Vic Yellot. Vic did his best but, with morale so low, customers so few and the recession at its deepest, he soon had to acknowledge defeat. Malthouse had invested a lot of money, the company had clear poten-tial, but the forces against it were too great and, by the end of 1991, it was decided to close the business, finding jobs for the staff with another Sheffield company called Marsden Ltd. 1991 – The Minories1991 saw the acquisition of two more companies in the same weekend, one of them via a most unlikely connection. Ken Webb’s hairdresser in Burnt Tree hap-pened to be the son of a man who worked for the Minories Sheet Metal Fabri-cation Company Ltd, a business that was in difficulties. Its owner, Mr Round, well past retirement age, was unable to develop it. He was suggesting that the workforce should buy him out, but they feared losing their savings along with their jobs. Ken’s hairdresser advised his father to consult Ken because Malt-house was clearly succeeding. Whereupon Ken and Roy Taylor quickly saw that it would be better all round if Malthouse acquired the company as a subsidiary.By another coincidence, Mr Round used the same accountants as Malthouse. This meant that both parties could trust the figures, which helped them to reach a mutually beneficial deal. The transfer took place on the second week-end of January 1991. The Minories kept its name, but incorporated the distinc-tive Malthouse ‘M’ in its logo. All concerned worked hard to make the new subsidiary a success, but the recession in the sheet-metal industry prevented it from taking off. The results were at best break-even, and in September 1995 Malthouse decided to sell the Minories on to Ian Taft, a local entrepreneur. Taft wanted to relocate in Bil-ston, to consolidate his business on one site and to close the paint shop, which employed the Minories’ longest-serving employees, whose redundancy benefits would be costly for Malthouse. Luckily, Roy’s son Richard had enjoyed his time working in the Minories paint shop and when Roy was explaining the problem over dinner, he said, “I fancy having a go at that.” So on 1 October 1994 he launched his own small paint-shop business – Eden Enterprises (Dudley) Ltd – providing jobs initially for just himself and the two painters, and the problem was solved.

3938
The two painters seemed always to be off sick for one reason or another, so they weren’t much use to Richard. But his business flourished nevertheless, and in 1997, as the Minories went into liquidation, Eden Enterprises moved to larger premises – in Hainge Road.
1991 – William FreestonsOn his arrival, Roy Taylor had soon become interested in acquiring the fabrica-tion company next door, W Freestons & Sons Engineers Ltd, founded by the same ‘old Bill Freeston’ who first told Hubert Hands about Hainge Road. If Malt-house could acquire Freestons, they could expand operations without having to move, but Freestons was still a family business and Roy’s first approaches were firmly rebuffed. He kept on asking though. In 1990 he visited Freestons to give his condolences on the death of old Bill Freeston’s widow. The son, also called Bill, had now inherited the company. While his mother lived, she had done the weekly bookkeeping, and young Bill felt he had to keep the business going. But now he felt his duty was done and that same afternoon he offered to sell. A surprised Roy was keen to close the deal, and Malthouse bought Freestons in January 1991, the same weekend as it
acquired the Minories. Roy remembers, “Bill Freeston brought his works direc-tor, Bill Beasely, to the solicitors for the completion of the sale. Bill Beasely was
completely in the dark about the company being sold, right up until when he walked into the room, and he looks really shocked in the photographs of the event.” Nevertheless, Bill Beasely soon settled with the new owners and worked with Malthouse well beyond age 65. Fabrication orders were hard to come by, and Freestons, now a division of Malthouse, continued to struggle. In 1992, Frank Skett was brought in with the aim of developing a steel-section stockholding yard at the rear of Freestons, with Frank handling purchasing, sales and transport. This helped to reduce the overheads on fabrications, but the difference to the bottom line was insignifi-cant, so in March 1994 Tony Harris was taken on to help Frank to increase the turnover of the yard. Soon afterwards the enterprise was relocated to more suitable premises in Tipton, where it continued to generate only small returns, and in 1995 Malthouse sold it to Frank and Tony who kept the Freeston Stock-holding name. Roy Taylor on primetime TVThese were extremely tough times for British industry. In the early nineties, recession gripped the country and a great many companies went under. In the first half of 1990, 920 Midlands firms had collapsed. For the first half of 1991, the figure was 1,443. British Steel’s profits fell by two thirds between the two years. At Malthouse, turnover fell by a quarter.Roy Taylor was happy to raise Malthouse’s profile in any way he could, so he readily agreed when the BBC asked him to give an interview for The Nine O’clock News as a representative of UK small manufacturing businesses. Cam-
eras were brought into the factory to film the idle ma-chines, and Roy explained the effects of the recession. The men had barely any overtime and feared unemployment, and he had suspended the programme of buying two new flame-cutting machines a year. He was cutting costs by over £100,000, holding on in the hope that 1992 would see an upturn.The BBC were so impressed with Roy’s performance that
they asked him to contribute a follow-up item in April 1992. This was in the run up to the General Election, the dire state of the economy was headline news, and the political parties’ manifestos concentrated on finding solutions. Gloom within Malthouse had deepened. Roy told how he had awarded a four percent pay rise in January after what looked like an upturn, only to watch as the slump resumed and orders dried up yet again. The machines were running at 15 percent below capacity, and the continual stopping and starting was increas-

4140
ing unit costs.Much to everyone’s relief, the company managed to get through the recession without any redundancies. When major customers went into liquidation, the sales team worked hard to replace them. The BBC filmed Roy and Malthouse a third time in 1996 for a programme about job seekers. Altogether the company was seen 16 times on prime-time national TV, which was all good, free public-ity. 1992 – EmpyriumDespite the recession and the failures of some subsidiaries, Roy Taylor re-mained convinced that expansion was the way forward. In 1992, the Team Pace group went into receivership following the failure of its flagship company, Burmans. One of the group’s smaller companies, Empyrium, had many keen bidders clamouring for a meeting with its manager, Tudor Hargest, who began thinking about trying to put together a management buy-out. As luck would have it, Ken Webb knew Tudor through golf and persuaded him to consider Malthouse’s offer. As Roy arrived for the meeting with Tudor, he was surprised to meet John Bishop, a rival bidder, on his way out. There was no time to lose. While Roy offered the liquidator a deal similar to other bidders, to Tudor and his associates he offered a shareholding interest. Empyrium’s operations would move to Hainge Road as part of an expanded Malthouse. There would be a big increase in turnover without a hike in over-heads, and Empyrium staff would be welcome to transfer with the company. Some turned this down because Hainge Road was too far to travel, but initially 16, and eventually 23, agreed to move with the work. This influx included many members of one family – the Haywoods. Eight Haywoods of various gen-erations have since worked for Malthouse, and one of them, Ken, still does.Paul Smith had worked at Empyrium producing manual drawings. He was keen to improve his knowledge of computer-based draughtsmanship and was unsure whether Malthouse would give him this opportunity. After the Empyrium deal Roy offered Paul a lift home, persuaded him that Malthouse shared his techno-logical ambitions and promised him a computer. Now Paul’s drawing office has three computers with powerful capacity and he’s been with the company for 16 years. The Empyrium workers took a while to adapt to Malthouse’s methods of work-ing, but before long it was clear that the marriage of the two companies was hugely successful. Profits quickly increased, enabling the Malthouse group to expand further. Roy decided it was unfair to offer share ownership to the Empyrium team with-
out also offering it to existing Malthouse managers. Eight managers became shareholders, a holding group was required, and in that same year Malthouse Industries Limited was formed.
1994 – Rapid Steel ProfilingIn December 1994, Steel Plate & Sections Ltd closed its subsidiary SPS Rapid Steel Ltd and made its employees including the managing director, Bryan Holden, redundant. Roy Taylor knew Bryan from NASS meetings and had high regard for his expertise. So he immediately decided to offer him a shareholding position managing a new division of Keiton Engineering, which would be called Rapid Steel to preserve the name that Bryan had been associated with all his working life. The trouble came when Roy tried to get hold of Bryan. He did not have his
phone number or address: all he knew was that he lived somewhere in Sutton Coldfield. Remembering that Bryan was a Catholic, he phoned directory en-quiries and rang Sutton Coldfield’s two Catholic churches. The first call drew a blank, but the second priest knew Bryan and his telephone number and fortunately was happy to share it.There was no reply when Roy rang. SPS Rapid Steel had called a meeting of their workforce the previous day to announce redundancies. The workforce and suppliers were angry and Bryan was not answering his phone. Luckily for him and for Malthouse, he had an answering machine, and when he heard Roy’s
Bryan HoldenBrian Haywood
Ken Haywood
Josie

4342
message, he immediately rang back to accept Roy’s offer. Bryan joined the Malthouse group on the following Monday, together with Maureen Andrews (on the sales desk) and three others from SPS Rapid Steel.1996 – LynroseIn 1987, Malthouse had approached the management of Lynrose Engineering, Worcester with a view to takeover. One of the company’s two shareholders, Mike Hadley, had impressive talents that they hoped to bring into the group, but they had no job to offer Hadley’s partner, so the offer was rejected. Nothing
changed until January 1996, when a customer – Price and Weston – tipped Ken Webb off that Lynrose was up for sale. Roy Taylor and Ken decided to bid again and Lynrose, with Mike Hadley as shareholding manager, became part of Keiton under Martin Farley on 4 June 1996.The company (named after the wives – Lyn and Rose – of the original own-ers) was based in the Three Springs Trading Estate in Worcester and had three flame-cutting machines and a small Lumsden grinder. The stock was kept in the open, and the machines were loaded by forklifts. This was not a method of
operation favoured in Malthouse and ceased in July1998 when Lynrose moved with Dennic to new premises in the Shrub Hill Industrial Estate, Worcester.The company produces an important job for Malthouse’s key customer Arvin Meritor. Called ‘the butterfly’, it was introduced by Colin Barnett and involves flame-cutting, drilling and stamping.Mike Hadley retired at the end of 2006, and was succeeded by Andrew Robin-son. Betty BoothroydFor years the recession had prevented Roy Taylor from developing the next-door Freeston site, but in 1995, work began on turning it into a working stockyard, doubling Malthouse’s stockholding capacity. The transformation was
spectacular and included a giant overhead crane. Roy decided that a celebra-tion was in order to mark both this and Malthouse’s upcoming fiftieth anniver-sary in 1997. By then there were also improvements to the offices and two new CNC portal-cutting machines. It was time to pop the champagne and invite a VIP to cut the ribbon. The new stockyard was officially opened on 22 April, a month before the 1997 General Election, by Betty Boothroyd, the Speaker of the House of Commons.Born in Yorkshire in 1929, Betty had enjoyed a career as a dancer in the 1940s, as a member of the Tiller Girls troupe. She was elected as MP for West Bro-mwich in 1973, and became a Government Whip, a Member of the European
Alan Beasley
Stockyard, 1997
Betty Boothroyd

4544
Parliament and Deputy Speaker before, in 1992, she was the first woman to be elected Speaker, promptly dispensing with traditional Speaker’s wig.Roy organised a gala event, with the opening of the stockyard as focal point. The arrangements were complicated and needed rehearsal. Four o’clock one Friday afternoon was chosen as a quiet time to test the Chinese firecrackers.
This went well, with plenty of loud noise and very little smoke. But later, after helping to clear up, Des Wakelam found his road home blocked by a police cordon outside a nearby school. A spate of recent IRA threats had closed the M6 and the stations at Doncaster, Stoke and Crewe, and the school caretaker, convinced the firecrackers were a bomb, had dialled 999. The police weren’t letting cars through until they had an explanation, so Des said, “I think one of the factories was letting off fireworks earlier.” An armed policeman asked him which one, so Des, all innocence, said, “I’m not sure. Maybe Hainge Road, on the left.” The police had a discussion, dismantled the cordon and raced off, sirens blaring, in the direction of Malthouse.The police were not smiling: they talked of prosecution for disturbing the peace and wasting police time, and Roy humbly apologised to the Chief Constable. Before they left, he remembered to mention that the bangs were a rehearsal for more bangs next week. It was a good job there was a rehearsal: this was much less embarrassing than having the police storm the real event!The gala day for Malthouse’s fiftieth anniversary went off without a hitch. Betty Boothroyd was greeted and given a VIP tour of the factory. An outline of her
hand was drawn onto paper, and she saw the processes – the ‘magic eye’ read-ing the shape, the torch cutting it from a piece of steel, then dressing, paint-ing and mounting on a plinth – that went into creating a silhouette model that was then presented to her as a souvenir. Malthouse also gave her a picture of a dancer, in memory of her Tiller Girl days. Rather than cut a ribbon, she drove the stockyard crane through a banner that had been designed and created by one of the workforce, Steve Richards. Roy received many letters of appreciation of the event, which was covered on both local and national television news and by eleven newspapers and business magazines.1997 – DennicColin Barnett (one of the five shareholders in the 1986 buy-out) was joint own-er with his brother Warren of Undergear Engineering Ltd, which would become part of the Malthouse group in 2006. In 1997, Colin wound up Undergear’s rubber tyres business and re-equipped the factory to machine parts, mostly for
the trailer industry. He asked Roy Taylor to keep an eye out for a new position for one of his managers, John Jackson, and Roy passed the message on to his own team.A while later, Roy was driving back along the M42 from an auction in Leam-ington Spa when he got a call from Martin Farley on his mobile. Martin had heard that Barry Bruton was closing Dennic Engineering, a machine shop only five-minutes walk from Lynrose, and he and Mike Hadley at Lynrose thought Dennic might be suitable for John. Roy acted quickly, the deal was soon struck and Dennic became part of Keiton on 2 July 1997. John was put in charge, sup-ported initially by Barry Bruton, who stayed on part-time for a year. The new subsidiary had machinists, lathes and milling machines and the intention was to
Steve Richards
Betty Boothroyd’s hand cast
Debbie Meek & Mike Hakely

4746
develop the company further. In July 1998 a new site with two good cranes was found in Shrub Hill Industrial Estate in Worcester and Dennic and Lynrose both moved in.When Dennic’s major customer, IMI, closed down, John Jackson moved to Hainge Road to focus on health and safety and employment and environmental concerns.
Steel from ItalyIn 1997, Ken Webb happened to see a quality certificate from a new Italian firm called Trametal. Ken was on the lookout for new suppliers because one had just gone bust. Ken admired the way the Italians did business and decided to make contact with Trametal. His wife’s cousin lived in Rome and was willing to act as translator. Trametal’s first response was to refer Malthouse to their agents, Mannesmann, in the UK. Mannesmann offered to show Malthouse round the Italian factory, between Venice and Trieste, so Ken and Roy flew there, keen to discuss a deal. The negotiation seemed to be failing, until suddenly a senior Trametal manager overruled the local man and insisted they accept the Malthouse price for such a big order. The Trametal managers then paid a return visit to Malthouse. Seeing how big their new customer was, they offered to cut Mannesmann out altogeth-er and lowered the price yet again.Malthouse has enjoyed an especially good relationship with Trametal and it was Ken who alerted them when the UK producer, Spartan, was in difficulties. Tra-metal bought Spartan, and it became a main supplier to Malthouse. Trametal has since been acquired in its turn by a Ukrainian oligarch.Ken remembers that early in the relationship with Trametal, Malthouse placed a big order for steel plate in connection with a particular new job. Without warning the job was cancelled. As Ken says, “Luckily, as the boat with our steel came round the Iberian coast, it hit some rocks and sank. The steel we didn’t need was suddenly on the bottom of the Atlantic Ocean. So we cancelled the order and never had to pay for it.”
Staff social activitiesThe difficult times of recession in the early 1990s had forged strong feelings of unity among Malthouse staff. The older generation was gradually retiring, and the more approachable management style was replacing deference with team-work. Also, as Malthouse expanded, it took on many younger staff who formed friendships with each other. All this began to express itself in social activities.At first, these were modest, like the habit of kicking a ball around in the lunch
break. Whenever the ball rolled into Hainge Road, BK Mistry, known to all as ‘Misti’, would leap out, waving his arms, bringing cars and huge trucks to a halt. Misti had more enthusiasm than skill, and one day in the early eighties, instead of kicking the ball clear, he kicked it hard against a car window, shock-ing the driver. Unfortunately this was the managing director of Bartons next door. He rang Malthouse management to complain, and the lunchtime kick-abouts were promptly outlawed.This was a temporary setback, and by the mid-nineties company morale was benefiting enormously from social and sporting activities. The staff were run-ning football and cricket teams, organising excursions, and doing voluntary work in the community and for local charities. It was around this time em-ployees started contributing direct from their wages to Dr Barnardo’s using a payroll deduction scheme. Malthouse’s support continues today, with over thirty employees supporting the charity (now renamed Barnardo’s) through tax-ef-ficient payroll deductions.In 1997 a group of employees volunteered in a national campaign to clean up Britain’s waterways, hauling a barge along a two-mile stretch of canal near the factory and clearing it of rubbish.In 2001, a team from Malthouse entered the dragon-boat race at Edgbaston Reservoir. It was a day organized by Lucy Grey, Roy and Sheila’s goddaughter,
who had a temporary job at Malthouse. She sat at the back of the dragon boat, banging the drum and exhorting the team to better efforts. It was very cold on

4948
the water and the Malthouse team nearly capsized the boat on its first outing, but under Lucy’s leadership the crew soon got the hang of racing and, despite being up against much more experienced teams, they managed third place. It was only when the race was over that one of the crew, Tom Evans, owned up that he couldn’t swim. They would have been in real trouble if the boat had gone over.
The afternoon at Edgbaston Reservoir ended with a barbecue for the Malthouse people put on by Lucy’s parents, Chris and Neil Grey. No doubt Roy and Sheila looked wistfully across the reservoir to the building formerly known as The Gay Tower Ballroom where they had first met so many years before.Dave Edgehill remembers being part of a group of Malthouse lads who would regularly have a Saturday night out at The Tower Ballroom. He says, “One night we’re there, taking the mickey out of this old couple who were waltzing round the floor arm-in-arm while everybody else was disco dancing. It looked so funny. Tom Evans came back from the loo, saw what we were doing and took the hump. The old couple were his aunty and uncle.”These days, perhaps because of health and safety regulations and the need for high productivity, the view on the cutting floor is that Malthouse is a more serious place than in days gone by. Nevertheless retirements are marked with a celebration and there has been a Christmas party every year, which, until the special one to mark the company’s sixtieth anniversary, has traditionally been held at the West Bromwich Albion football ground.
1997 – celebrating fifty years
Roy Taylor decided to mark Malthouse’s fiftieth year with the publication of the first commemorative booklet. Ken Webb’s son Neil’s then girlfriend, Caroline Fisher, was completing her English degree and took on the job of writing Malt-house’s history. The booklet was given to employees, retirees, customers and other contacts. It was very well received and was an invaluable source for this updated history. When Roy met historian and radio presenter, Professor Carl Chinn, at a pres-entation. Roy bought a signed copy of Carl’s book and mentioned that he too had been responsible for a history book. Carl asked for a copy and was so impressed that he invited Roy to appear on his Friday afternoon BBC WM programme. Carl spent some ten minutes interviewing Roy live on air, and Roy remembers how worried he was when Carl surprised him by announcing that listeners could phone in for a copy of the booklet. “I was sure we were going to be inundated with requests and we wouldn’t have enough copies,” Roy says. However, there were sufficient for the twenty-plus listeners who called in, and Roy received feedback and reminiscences from several people who had worked in industry in the Midlands.
1998 – Midland Steel ProfilesMalthouse was a major supplier to Swindon Pressings, a Rover subsidiary that insisted on suppliers meeting its environmental standards. This was no dif-ficulty for Malthouse, but Rover’s meetings could be tiresome. At one of them, Roy and Ken met Dave Humphries, a director of Midland Steel Profiles (MPS)
Sheila Taylor
The women of Malthouse, 1997
Dragon Boat Race
5150
based in Tyseley, Birmingham. Dave mentioned that he and his fellow director, Michael Mitcheley, might be interested in selling. A deal was agreed and MSP became part of Malthouse group in September 1998. Dave joined the company and production was moved to Hainge Road. Dave has substantially exceeded sales targets for MSP every year since he joined.
Charles KennedyBetty Boothroyd’s resignation from Parliament triggered a by-election in the West Bromwich constituency in November 2000, and Roy Taylor agreed when the Liberal Democrats asked if their local candidate, Sadie Smith, could visit Malthouse with Charles Kennedy, then leader of the party. Kennedy turned up early and was in the middle of the tour when Sadie Smith arrived flustered and worried, thinking she was late. As with Betty Boothroyd, Roy presented Kennedy with a profile of his hand, and the visit was covered by local press and television.Photographs of the event reveal that Ken Webb was not present. He admits, “I’m not one for all that stuff. I made certain I had a meeting at Lynrose in Worcester.”
2001 – Northern ProfilesIn 2001, Malthouse was looking to replace its old cantilevered machines and the representative for TechServe asked Roy Taylor to look at their machines in action in a Wakefield firm called Northern Profiles (NP). Shortly after his visit, one of the two NP directors asked Roy if Malthouse might be interested in buy-ing the company. Both directors were considering leaving the business, plus they needed to find new premises. After some confusion regarding which of the two would stay to run the business, the acquisition went through, and Roy received six massive hens’ eggs from the leaving director’s smallholding as a thank-you for treating them fairly.The director who stayed on left two years later to run a health spa. When that business wasn’t a success, he re-entered the flame-cutting business, went into business with one of Malthouse’s competitors, and disrupted NP by poaching its sales personnel.
Roy Taylor becomes NASS PresidentIn April 2004, Peter Ullathorn, then NASS President, invited Roy Taylor to stand as his successor. As the head of a relatively small company in one of the NASS sub-groups, Roy didn’t initially see himself as a heavy enough hitter, but Peter
persuaded him and he eventually served two full terms.NASS was losing money and the membership was falling because of consolida-tion in the industry. Roy set himself two tasks: to increase the membership and to make the annual dinner a more professional occasion. He recruited sponsors for new sound and graphics and invited a high-profile guest of honour and keynote speaker, Digby Jones, who had headed the team advising the Malthouse management for the buy-out in 1986 and was now Di-rector-General of the CBI. Roy also organised a collection for charity, and over £3000 was raised for the British Heart Foundation that night. Similar amounts have been raised at subsequent annual dinners. Under Roy’s direction, the NASS dinners became premier events in the industry calendar. They were glitzy and glamorous, with top speakers, professionally-produced audio-visual support and well-chosen menus and wine. The toastmas-ter, who had stood at many of the previous events, told him, ‘You have raised this event to the highest level – even higher than events in London.’Roy’s second target was to arrest the decline in NASS membership. It was suggested to him that Bryan Holden of Keiton subsidiary Rapid Steel, who had recently recovered from a major illness, might be persuaded to cut back on his work for the company and act as Director General of NASS. Appointed in 2004, splitting his time between Malthouse and NASS, Bryan has done sterling work to increase the NASS membership by more than half, and attendance at the annual dinner has risen from around 300 to over 500.Roy stepped down from his NASS role as Immediate Past President in April 2008.
2005 – Premier ProfilesBy 2005, Malthouse had a reputation as an acquiring company, and Chris Thompson, Managing Director of Premier Profiles in Chesterfield, let Roy Taylor know he too was in the market to sell his business. Roy did the deal in 2005 and, with Wakefield being nearer to Chris’s home than Chesterfield, it was con-venient to move Premier to the Northern Profiles site.Northern and Premier trade as separate entities in the same way as other Malt-house subsidiaries. After some early difficulties, the two Wakefield companies are doing well. Chris and his son James provide local management, supported by Bob French and Mike Hateley from Hainge Road.
2006 – UndergearUndergear’s history goes back even further than Malthouse’s. It was formed in 1942 and was originally in the rubber tyre business. The company became part
Sadie Smith, Charles Kennedy, Dave Edghill
Digby Jones at NASS
Roy Taylor, NASS President
5352
of Barnett Industries, owned by Colin and Warren Barnett, in the late 1970s. When farming industries went into decline it was decided to move wholly into steel processing and the company received its first engineering contract in 1990, from Arvin Meritor.Between 1997 and 2001, Undergear invested over £3 million in computerised machinery. It also started on the route to environmental certification, achieving ISO9000 in 2000 and ISO14001 in 2004.Colin Barnett was one of Malthouse’s five shareholders between 1986 and 2006, and his contacts in the machining sector were a significant factor in attracting new customers. In particular he helped to win business from Arvin Meritor, one of Undergear’s major customers.In 2000, Colin Barnett asked Roy Taylor to be Chief Executive at Undergear with the specific task of guiding the management team. Undergear was a fam-ily-run business, and Colin was keen to adopt a new management approach to improve productivity and profitability. Roy’s recommendations were put into practice and the company’s position improved considerably.In late 2006, Warren Barnett sold his shareholding in Undergear to Malthouse. When Colin, who had served Malthouse so well, sadly died from cancer on 10 August 2007, his fifty-percent share passed to Malthouse, making Undergear a wholly-owned company within the Malthouse group. Garry Neal, the current Managing Director, has worked in Undergear since 1971. “Industry has changed,” he says. “Steel is a very serious business. The old days of doing business over long lunches with a pie and a pint are gone. Now when we visit a customer and they give us a sandwich, we wonder what we did to deserve it.”Undergear’s main business is to make components for HGVs and trailers. It machines torque plates, which are received as profiles from Keiton, and also ‘alligators’ as they are known, which are received as profiles from Malthouse in Hainge Road, machined and returned to Malthouse for fabrication. Both these volume jobs are delivered to Arvin Meritor, an important customer based in Cw-mbran. The main competition for this global business comes from the Far East. Undergear competes on quality rather than price and is proud of its record of zero defects per million parts produced, vital in a safety-conscious industry.
2006 – Change in ownership Towards the end of the 1990s, Ken Webb approached Roy Taylor to talk about his retirement. He wanted to retire as early as possible and, as a part-owner, was concerned about the impact of this on the company. When Roy raised the subject at the next board meeting, he discovered that the other shareholders
also had an appetite to sell their shares and retire. Only Roy wanted to keep working and develop Malthouse further.The deal was finalised at a landmark board meeting on 30 June 2005. It took place on the deck of a riverside restaurant in Llangollen, where Roy remem-bers getting sunburn on his head. He agreed to purchase the four other major shareholdings at a fixed price based on the previous year’s excellent trading. The deal was to become final on St Patrick’s Day, 17 March 2006.Roy admits ruefully that the next six months were difficult for the company and it seemed that he had paid over the odds. But business picked up, and the deal soon looked fair again.The directors were due to sign it in the solicitor’s office at one o’clock on 17 March. That morning they discovered that the solicitor also expected the minor-ity shareholders to be present to sign their agreement. Roy had no option but to spend the morning travelling to all the minority shareholders’ homes to get their signatures. He arrived for the meeting, breathless and dishevelled, at one-forty-five.More wrangling kept them there long after normal business hours. A second solicitor was brought in from another company to represent Martin Farley, who had doubts. A third was needed later, and luckily they found one working late on another deal down the corridor. While Martin was being advised in one of-fice, the rest of the directors sat in another, passing the time with a pop-trivia quiz.Finally, Martin accepted the original terms, and the papers were signed at ten p.m. From that moment, Roy owned the bulk of the shares in the Malthouse Engineering group, though incurring “the mountain of debt” (as he calls it) that was necessary to finance the deal.
Developments at KeitonMartin Farley took redundancy in 2006. In 2007, with Keiton and Rapid Steel using the same production facilities and employing 15 people, it was decided to improve working conditions. The current Director, Rob Field, says, “Our premis-es weren’t really fit for nineteenth-century workers, let alone twentieth, so we decided to bring them straight up to twenty-first-century standards and that’s what we’ve done. The workforce has responded magnificently. We’ve more than doubled our turnover in the past four years with a net increase in staff of just one.”In recognition of their success, Rob Field and Martin’s brother Dave Farley were appointed directors of Keiton on 1 July 2007.Phil Barrett had joined as Sales Director of Rapid Steel, the Keiton subsidiary,
Alan Dyer
Colin Barnett

5554
in 2003. He was with Rapid Steel years before it was part of Malthouse and had subsequently been with Corus and with one of Malthouse’s competitors, VSN Steels. Phil was taken on as Sales Director to assist Bryan Holden who, at the time of writing, splits his time between his responsibility for Rapid Steel’s major accounts and his role as Director General of NASS.Phil’s role now covers Keiton as well, and his experience and contacts has strengthened the management team. Asked the secret of Keiton’s success, he says, “The steel industry has changed from the big-iron, metal-bashing days. Steel UK is now a more accurate, higher quality, lighter, steel-processing indus-try. Keiton, as part of Malthouse group has ridden this trend.”
ExportsIn 1997, Malthouse received a call from Impact (Ireland) Ltd. The company was dissatisfied with the service it was getting from its current profile supplier in the UK and wanted to look at alternatives. Roy Taylor and Morris Shake-speare secured a deal to supply profiles and also agreed to support Impact in trade fairs in Ireland. Morris is a long-serving Malthouse man. Hubert Hands originally knew him as the manager of a pub he frequented in Dudley. One day Hubert asked Mor-
ris if he had a newspaper. There wasn’t one in the pub, so Morris ran to the nearest newsagents to get one. They were sold out, so he ran to the next one. When he got back to the pub, Morris handed Hubert the paper as if he had
merely popped next door. When Hubert heard the effort Morris had gone to and learned that he wanted to leave the licensed trade, he offered the enthusiastic and resourceful young man a job in sales at Malthouse. It was a new departure for Morris but, though he found the job difficult at first, he persevered and now has more than thirty years’ service under his belt. Morris has developed a good relationship with Impact, and Malthouse is now an exporting company, building a good reputation in Ireland.There are now flame-cutting companies in most countries that produce quality steel. This, plus the cost of transport, makes it difficult for Malthouse to export other than to Ireland, but Roy believes the globalisation of the steel business should not be regarded as a threat. It can also offer opportunities, which Malt-house continues to investigate.
Employment EqualityIn 1998, Roy Taylor joined a committee in Sandwell whose aim was to improve employment equality in the district. On Roy’s suggestion, the council appointed a bank manager, David Insull, as full-time co-ordinator. David was sponsored by his bank for three years. Roy knew about the availability of staff from banks because Malthouse also benefited in that way. In 1997, Peter Westwood, Roy’s cousin, joined Malthouse from the Lloyds TSB group to work part-time. He was initially recruited to help Ken Webb with insurance-related administration work, and went on to become secretary of the Health and Safety Committee. He became a mentor for em-ployees, a highly regarded source of confidential advice and information. He retired in 2005 and regrettably only enjoyed a short retirement.Roy has continued to support the Sandwell committee, and has made sure that Malthouse follows best practice in employment equality. This earned the com-pany The Sandwell Equality Award for Business in 2000 and, inspected annually under the Disability Equality Scheme, Malthouse retains the ‘two-tick’ equal-ity standard. Roy says, “This is just the right and proper thing to do. I find it so disappointing that only four organisations in Sandwell, including Malthouse, earn this quality mark and two of the others are part of the council.”
Continuous improvementMalthouse has always been interested in providing quality work for its cus-tomers and has worked hard to conform to the BS5750 and ISO9000:2000 standards. Quality used to be a matter of adherence to procedures. Now it is more about continuous improvement, and since 2004, David Kite of Alan Evans Associates management consultants has worked with a committee of Malthouse managers and workers to think about this.The committee started the suggestion scheme. There is a £50 prize for the best
John Hemming & 100” Lumsden
‘Misti’
Ray Greensill
’Dick’ Barton

5756
suggestion each month and a £500 prize for the best one each half-year. Many of the ideas have had unforeseen benefits.One was that low-energy lighting be mounted to each machine to replace the high-energy lighting in the roof space, so saving energy. The spin-off is that the roof lights no longer need maintenance. Work doesn’t have to stop while they are replaced and no one has to risk their neck climbing into the roof space.Another suggestion was to run the forklift trucks on low-taxed red diesel in-stead of road diesel from the delivery wagons. Again the intention was merely to save cost. However, because the red diesel has to be kept under lock and key and one person is responsible for its use, the forklift trucks now mysteri-ously do more miles to the litre!The stock-control system, started in 2006, is also the result of a staff sugges-tion. At the start of the day, the sales people now know the stock situation of each commonly used material, so can readily estimate the timing of jobs. The system also provides a full weekly stock-report showing how much plate is in the yard.After a particularly hot summer, someone suggested increasing sales produc-tivity by installing air-conditioning in the offices. Roy Taylor volunteered to be the guinea pig, and the sales office sweltered through another hot summer while he conducted his careful evaluation. Meetings in his air-conditioned office proved unusually popular, and he soon agreed to further installations. Condi-tions on the cutting floor have also improved with the installation of fans and two roller-shutter windows to increase air circulation.Inevitably some people have more ideas than others. Everyone on the commit-tee laughed when one of the suggestions was: “Let’s have a suggestion scheme winner other than Steve Thompson.”
The price of steelThe value of the stockyard has grown enormously in recent years because of the volume carried and the rising steel price. As Des Wakelam, Stockyard Manager, says, “I sit on the crown jewels”. He monitors the stock value and the scrap value to ensure that Malthouse is making the most of its raw materials.Malthouse buys only certified plate and can source it from all over the world. Now, in addition to Trametal in Italy, the yard may have steel from Brazil, China, Germany, Indonesia, Macedonia, Russia, Thailand, UK, the Ukraine, and yet more countries at any one time. Des says, ‘I’m walking all over the world out there.’ The value of steel makes it a tempting target for thieves, but it was another event that triggered video surveillance at Hainge Road.
Security
A closed-circuit camera system shared with B C Barton, in the property next-door, had been in operation for many years when a diesel spillage alerted management to the possibility of weekend intruders. The film showed two men entering the premises from the school behind the factory. They siphoned diesel from Malthouse wagons into jerry cans, slipped the cans under the fence, climbed after them and waited for their get-away car. When a passer-by showed interest, the two men fell into each other’s arms, kissing. The passer-by hurried away, and the thieves disentangled themselves as their car drew up. The police were able to identify them, but the footage was not clear enough to secure a conviction and they got off with a warning.Des Wakelam put grease on the gate to deter people from climbing over. The next Saturday, a man was recorded on film trying to climb it. At first, he slipped down, covering his clothes with grease. He then found some bin bags, which he used to cover the gate while he climbed. He tumbled down inside, then staggered off towards the school. Evidently it was his custom to take a shortcut through the Malthouse yard after a night out at the pub, and he wasn’t going to let a little bit of grease deter him.Ivan Healey, who has worked the night shift for fifteen years, says that people often wander into the yard at night. Most say they’re looking for work. Ivan says this nocturnal job-hunting activity increases with the price of steel.One summer evening, a Range Rover with a trailer pulled up in the yard and the driver began loading steel in full view of the night shift. When Ivan chal-lenged him, he said he was a customer running late and picking up an order. With the offices closed, there was no way of checking, so Ivan wasn’t sure what to do. Luckily under Ivan’s questioning the man lost his nerve, jumped into the Range Rover and drove off with nothing.On another occasion, a worker in dungarees walked into the despatch area at three a.m. and asked Jagrup Uppal to lend him a forklift truck. He said his truck in the factory down the road had broken down. Jag was a trusting soul and gave him the key. Ken Hayward, who was supervising that night, was not best pleased. He knew that burglars had used forklifts in ram-raids and to make off with bank cash-machines. He spent an anxious time watching the local news and was much relieved, later that morning, when the forklift was returned apparently no worse for wear.There is also daylight robbery. In one case two men came in looking for casual work. While one asked questions, the other stood by the scrap. Des Wakelam told them there was nothing available, then, as they walked away, he noticed that one of them was carrying a bulging carrier bag. He challenged them, and as they ran, the bag split under the weight and a few kilos of scrap fell out.
From a pint pot
Jagrup Uppal

5958
When asked for the secret of Malthouse’s durability and success when so much West Midlands industry has fallen by the wayside, Roy Taylor puts it down to his philosophy that the company should always try to “get a quart out of a pint pot”. His aim is to have the company work to maximum capacity in all aspects of its operation for the benefit of both stakeholders and customers.Steel is increasing in price sharply as each month goes by, so it is critically im-portant to use it efficiently. The drawing office, managed by Paul Smith, works hard to get the best possible use out of each plate, nesting the jobs together so there is as little waste as possible. Paul says, “Our speciality is doing the impossible for the customer, so we can’t always plan a job as efficiently as we would like.” So, although this planning has been computerised since 1995, the profilers still regularly plan the plate at the machine and their planning skills still play a part.Sometimes Roy’s concern for economy causes a smile. It is his custom to pro-vide beer for retirement celebrations on the cutting floor and, in 2007, when Sam Reeves retired, he brought down a case of cans as usual. Clearing up afterwards, someone noticed that the beer was a year past its sell-by date. Evi-dently, Roy had bought in bulk a while back. Luckily, no one was any the worse for drinking old beer.
ComputerisationThe first Malthouse office PC in 1986 was the very basic BBC computer, more suited to the classroom than to heavy industry. However this was the machine the drawing office used to plan the jobs – initially not very well. The develop-ment of specialist drawing software called ‘Procut’ from Esprit enabled the job to be done more professionally, and through many upgrades it is still in use today.The first computerised machine was installed on the cutting floor in 1988. At that time, the Procut nesting program, which positioned the jobs on the plate, still had to be manually loaded onto the cutting machine’s computer. This was done by transferring the program on a Psion hand-held computer, which did the job a memory stick would do today. The networking of all the computers, using DNC fibre optics, ended the procession of these Psion computers from drawing office to cutting floor.Despite computerisation, customers still approach Malthouse with their jobs in the age-old ways. But, instead of creating a template from dimensions scrib-bled on the back of a cigarette packet, or an outline traced onto the inside of a cereal box, or even from the two parts of a broken fitting, the job now is transferred to a computer drawing. Paul says, “To my knowledge we have never turned a customer away because we can’t turn his request, however weirdly described, into a drawing for the machine to cut from.”
Computers may control most of the processes, but human error can still inter-vene. Paul remembers when one customer asked Malthouse to cut a replace-ment for a four-metre-long segment of a large-radius ring. The radius of the curve was so big that, unfortunately, a press operator thought the segment was a distorted bar and pressed it straight. Needless to say, it was recut and the customer received a perfect job.Computerisation was extended to the stockyard in 2000, and the sales teams can now see at a glance if the plate required for a job is in stock. Computerisa-tion is also essential for maintaining the correct stock levels to keep pace with repeat jobs. When usable off-cuts are returned to stock, this is also recorded on the computer. Long gone are the days when sales staff would ask Des Wakelam to shift a pile of plates to see if the one they needed was there. In-evitably it was at the bottom of the pile and often would later be discovered to have a hole cut from it, rendering it useless for the job.
Recycling Treating usable offcuts as stock, not scrap, is one element in the effort to ensure that all materials are used to maximum effect so there is little waste. While Roy Taylor was with the NASS delegation to Japan in 1999, he saw vari-ous methods for improving the operation of the beds under profiling machines. He came back to Hainge Road and said, “We can do better than that.” He put a team together to create a Malthouse solution. The team met every Friday morning and built a moving ‘scraper bed’. This carries the slag and profiles to
Des Wakelam
6160
the end of the machine where they can be easily separated. The final version took about nine months to design and install.Previously, the slag had been collected into bins under the machines. It came off molten and welded to the slag already there. The smaller profiles fell into the slag, the operator would have to get under the machine to get them out, and there was then an extra process to clean the slag off the profiles. In those bad old days Des Wakelam spent Friday afternoon and Saturday morning emptying the under-machine bins. It was heavy work to break up the welded slag, often with a sledge-hammer. There was dust everywhere, and when water was used to damp it down the resulting sludge was a hazard. It is not a job he misses.As far as Roy knows, the Malthouse group are the only UK profilers to have fully-operating recycling beds under machines. He is looking into patenting the concept and, if successful, Malthouse will produce them for one of the leading flame-cutting machine manufacturersThe introduction of the conveyors beneath the cutting beds makes the collec-tion of slag easier and, although the slag has little commercial value, it is sold for recycling. Metal dust from the Lumsden grinding machines, still wet with coolant, is trapped by magnets and transferred to bins. The coolant from this, and from the non-ferrous grinding waste, is drained out and filtered for re-use.Only the non-ferrous grinding waste has no further use. After Malthouse had tried and failed to find alternative uses for it, they asked the National Industrial Symbiosis Programme (NISP), which is funded by DEFRA to see what it could do. NISP, based in King’s Norton, is an organisation set up to try to find uses for waste material that is currently going to landfill. Its objective is to make one firm’s scrap another’s raw material. John Jackson says, “Most factories in the UK send their scrap to landfill without a second thought. Malthouse is dif-ferent. We are very aware of our impact on the environment. The only volume waste we can’t recycle is the non-ferrous grinding waste, so it would be great if NISP could find a use for it.”
Environmental issuesThe Malthouse committee to look at continuous improvement has enhanced the company’s approach to environmental issues so much that, in early 2008, the company received the BS EN ISO 14001:2004 Award. For instance, it was a staff suggestion that led to the provision of a single building on a spare piece of the site for potential contaminants such as batteries, diesel, oil and waste coolant. The suggestion scheme was also the spur to draining and filtering the coolant from the grinding dust in special bins. In both cases, the storage is sited away from the drainage system to avoid contamination.The Malthouse group is probably unique amongst companies of its size in the
engineering industry in having a person dedicated to environmental and quality issues. This is John Jackson, who moved from Dennic Engineering to Hainge Road in 2002 as Health & Safety Manager responsible for the working environ-ment and recycling. John works closely with the Health and Safety Executive, and Malthouse has a glowing record. In September 2006, Geoffrey Podger, Chief Executive of the Health & Safety Executive, visited Hainge Road as an exemplary factory in this field. For an operation of its size, Malthouse is also unusual in its concern about worker welfare. This goes further than merely issuing ear defenders and safety glasses. The company also provides prescription safety-glasses where needed and two years ago introduced hearing, lung function and hand/arm vibra-tion (white finger) screening tests. Workers have access to an on-site medi-cal check-up. Each year a group of nurses from the local clinic come into the factory to offer a free physical examination in company time. They take blood samples and check vision, heart rate, blood pressure, breathing, etc.
The sixtieth anniversary celebrations When Roy Taylor realised that Ken Webb’s retirement after 36 years at Malt-house would coincide with the company’s sixtieth anniversary, he wanted to make sure that both events were marked properly. However, he knew his col-league and friend well enough to appreciate that Ken would not want anybody to make a special fuss, so he formed a committee with the principal purpose of organising events to mark the company’s anniversary while clandestinely organising Ken’s send off.The committee organised the production of commemorative stainless-steel hip-flasks and an evening at the races, in addition to this booklet.The outing to Wolverhampton Races was on 6 October 2007, when the main race of the day was the 8.25 – the Malthouse Engineering 60th Anniversary Handicap. It was won by the 7-2 shot Trivia. Rumour has it that a good number of Malthouse staff backed Bold Diktator at 7-1, in honour of the Managing Di-rector, and were disappointed when it only came fourth.According to his colleagues who went racing, only Tom Evans made a profit on the night but he has declined to comment, presumably because he somehow avoided buying drinks to celebrate his good fortune.The events culminated in the Christmas Party. The committee kept Ken in igno-rance of the fact that this would be a joint celebration of his retirement and the anniversary. The location – an Italian restaurant called Di Napoli – was chosen in recognition of Ken’s preference. Over seventy Malthouse-group employees and their partners attended, but despite this Ken arrived oblivious to the fact that he would be the centre of attention. He participated fully in the good-na-tured ribbing during the This Is Your Life style presentation, which involved
John Jackson
Julie Robinson
Ann Brown
6362
family members and retired employees popping out from hiding at appropriate moments. The commemorative DVD shows, towards the end of the evening, the well-oiled Black Country folk dancing to UK 1960s hits belted out by an Italian tenor. Customers and sales in 2007“When a customer asks you to jump, you ask ‘how high’.” This is Roy Taylor’s answer when asked for his views on Malthouse’s customer service. The com-pany is always balancing sales and production so that the jobs come off the machines when customers need them, while paying attention to the often con-flicting need to maximise the use of the steel plate and the production facilities.This becomes harder as the number of customers increases. Works Manager, Dave Rigby, says the growth in customers is the biggest change he has seen. “For every customer ten years ago, there are now ten. And we do more for them. In the old days a job was cut and chucked on the wagon. Now the job has to be dressed, banded and palleted.”Malthouse subsidiaries still have their long-standing customer relationships, and this is why Roy is keen to retain their trading names. “There’s a great deal of loyalty in the steel business,” he says. “Customers form attachments to companies, and we disturb these relationships at our peril.” So, although they share the production facilities and their jobs can be nested on the same plates and often share the same delivery wagons, it is Northern and Premier in Wakefield, Lynrose and Dennic in Worcester, Keiton and Rapid Steel in Wednes-bury, Undergear in West Bromwich, and Malthouse, Empyrium, Midland Steel Profiles and William Freestons in Hainge Road. In consequence, there is still a geographical element to the customer base. For instance, Empyrium still gets much of its business in South Wales. The customers have changed, there is no longer a mining industry there and fewer toolmakers, but Malthouse still sends two wagons a week for deliveries in South Wales.Arvin Meritor has been mentioned before as an important customer, and a lot of effort is put into ensuring that Malthouse’s work for them meets world-class standards. For instance, two consulting firms, AEA and KM&T, have been en-gaged to ensure that the manufacturing processes used to produce the ‘but-terflies’ are as lean and efficient as possible. Such improvements benefit the group’s many other customers, and other names have been as important in Malthouse’s history. Wilkins & Mitchell, later to become Verson Wilkins, was a key customer from early on right through into the 1980s when it ceased trad-ing. Other names of note are Pankhurst, Desouter (later to become Danley) and Crusteel, who were major customers in the late 1980s and early 1990s. All of these companies were involved in the tool-making industry, supplying tools for pressings and plastic mouldings. Much of this work has been exported
abroad, and the changing engineering landscape in the UK means that Malt-house has to be resourceful and light on its feet to find and develop custom-ers. Roy can list 27 different industries that use Malthouse steel profiles. These range from the nuclear industry, where huge metal plates with borings hold the isotopes, to the food industry, which uses side plates for the vibrating convey-ors that move crisps along the production line.Arvin Meritor supplies axles to the trailer-building industry. An empty wagon on the motorway with an axle hoisted to keep a set of wheels off the road is prob-ably using a Malthouse part to lift and secure that axle. The Arvin Meritor jobs originally came with Colin Barnett and Undergear, but, as has been explained, most parts of the Malthouse group are involved in this work.In the last twenty years, Malthouse has had strong sales focus, and this may be one of the reasons the company has thrived in a difficult environment. Roy says, “If you don’t get the sales, you don’t have a business.” Bob French says, “When we are dealing with customers we have to demonstrate the urgency and flexibility of a two-man band and the production capability of Corus. That’s how we get the business.” The three sales teams at Hainge Road have recently moved into one office. This has increased the spirit of competition and friendly banter, improving communication between the three teams, and is likely to be of further benefit to customers.
TransportAs the Malthouse customer base has increased, so has the distance covered by the wagons. The total capacity of the fleet has doubled over the last ten years. Tim Bucknall, Transport Manager, arranged the switch to contract hire in 1999 and says, “The fleet is much smarter and better maintained than when we owned the wagons. The cost to Malthouse is lower and the drivers are happier.”Driver Jack Talbot, who retired in 2003, had a memorable retirement party, then continued to drive part-time for Malthouse. Sadly he died of a heart at-tack while on a Malthouse job. Luckily, he had arrived at his destination when it happened. Only minutes earlier he had been speeding along the M6.
Special projectsMalthouse has been connected with a number of unusual profiling jobs in recent years. One of the most distinctive was the red-painted dinosaur made from scrap parts which is on display at Dudley Zoo. It was sculpted by Paul Hal-liday, who ran Northern Profiles.Malthouse’s largest sculptural fabrication is the statue of Roman Horses which stands on the Colchester Road, one of the ancient Roman Ways, in Romford, Essex. It was organised in late 2001 by Bob Holloway working to a design by the artist David Gerstein.
6564
Since then Malthouse has had a long-standing association with the Worcester-shire-based sculptor, Paul Margetts. Paul works in forged metal, and Malthouse supplies profiles to his specifications which he then shapes and welds into sculptures that can be seen close to home in Merry Hill, Brierley Hill or Wolver-hampton Airport and further afield in London, Greater Manchester, and the East Midlands. Paul Smith says, “We enjoy the challenge of nesting and cutting the strange shapes that Paul Margetts comes up with, and we produce what he wants with the same attention to detail and speed we do for all our customers. You can visit Paul’s website (www.forging-ahead.co.uk) to see what he has done with our profiles.”West Bromwich Building Society and Sandwell Council both ordered sculpted profiles direct from Malthouse. A profile of the West Bromwich Building Society logo was infilled with blue resin and installed to cover a time capsule in the So-ciety’s head office. And a two-metre-high, fabricated ‘Ear of Corn’ was painted cream and now stands in a Sandwell Council housing development. Roy Taylor says, “It’s probably the only corn to be seen there for over a hundred years.” Another regular customer of Malthouse, Pridham Engineering, makes fire-boxes for the steam locomotives that run on heritage steam railways all over the country. This work started around 2003 with a call from Roger Pridham, who owns the company and runs it with his son Paul. Dave Hawkes and Bob French visited the factory behind Roger’s house in the picturesque village of Lampeter in Devon and, as a result, Malthouse now regularly supplies the male and female dies (typically using 130mm plate) on which the engine fireboxes are formed from a single steel plate using a three-stage pressing process. The plates for the dies and the jobs are all supplied by Malthouse.Pridham Engineering supplied the firebox for the re-conditioned ‘Flying Scots-man’. So, like a large number of steam locomotives around the country, this famous steam engine is fuelled by a firebox made from materials supplied by Malthouse. Each engine type uses a firebox with different dimensions, so each time one is reconditioned, the job requires new dies. In most cases these are used only once, providing good business for Pridham and Malthouse.
The Malthouse familyIt is impossible to name everyone who has been involved in the Malthouse story over sixty years, but an evident theme is the myriad connections between them. One of the most telling is Roy Taylor’s introduction to the company through his wife Sheila and the couple’s friendship with Hubert Hands and his family, but there have been other connections worthy of note.Fabrication manager Alan Goddard’s recruitment is an example. Ken Webb had expressed concern at the lack of succession planning when Ken Smith retired
in September 2007. “Fabrication managers don’t grow on trees,” Ken reminded Roy. Roy was walking from the bank in Dudley pondering this when he bumped into Brendon, the husband of Lisa Goddard, who was Roy’s daughter Kate’s best friend. Roy asked after Lisa’s father, Alan, and heard that he was getting under everybody’s feet after leaving Barnshaw’s. Roy interviewed him the same afternoon and he started as fabrication manager the following Monday. The connections go on. Richard Jarratt and Andrew Robinson had also worked for Barnshaw’s. Bob French worked for Tudor Hargest at Empyrium and left only to rejoin seventeen years later to take over from Tudor. Tudor’s son Keri and Tudor’s cousin David Hawkes both worked for the company. Phil Barratt at Rapid Steel worked with Bryan Holden before leaving to spend time witvh Lycett, Corus and VSN and then rejoined Rapid Steel to take over from Bryan. David Farley, now a director, worked in Keiton with his brother Martyn, whose wife Pam was head of the order department at Malthouse.The Webb dynasty started with Shirley, who introduced Ken, followed by their son Neil who has been with the company in various guises for 17 years. Chris Thompson at Northern and Premier employs three sons: James, Richard and Michael. Tom Evan’s dad, Pat, was a Malthouse cutter. The Bishops, Trevor and son Anthony worked in quality control. Steve Thompson and his son Ian work together in maintenance. Karl Moles’s son Carl has worked in Hainge Road.Eight members of the Haywood family have worked for Malthouse. The broth-ers Albert and Arthur Gates were drivers. There were two pairs of brothers at Freestons: the Bowaters, Mark and Robert, and the Beasleys, Bill and Alan. Two Polish brothers, Marcin and Szymon Dobosz, work at Keiton.Then there are the married couples: Karen Hinds in reception with husband Mike in sales. Neil Fulwell supervises the dressers and Julie worked in quality. Ann Brown and Tim Bucknall work together in progress and transport in Hainge Road.These are examples of the many family links that still help to create a unique working atmosphere in the Malthouse group.
Malthouse, The Black Country and the futureAlthough it has companies in Wakefield and Worcester, Malthouse is firmly rooted in The Black Country. The name allegedly comes from the colour of the all-pervading smoke and dust of the industrial revolution that saw this part of the West Midlands become a centre for steel production and processing. Roy Taylor says there is a type of person who makes a good cutter or grinder. They tend not to be showy. They are not extroverts. Grinding supervisor Alan agrees, “Black Country people are good plodders. We show dogged determina-tion to get the job done. It’s a temperament that suits the job of grinding and cutting.” This Black Country dogged determination serves Malthouse well on the
Tim Bucknall Flying Scotsman
Dudley Zoo’s chairlifts,refurbished by Malthouse
‘Ears of Corn’ architectural fabrication, West Bromwich
Roman Soldiers
Dinosaur by Paul Halliday, now at Dudley Zoo

6766
cutting floor and it has been allied to an entrepreneurial management that has steered the group through difficult times.Speaking from his unique perspective as a long-standing Rapid Steel and Malt-house man and Director General of NASS, Bryan Holden says, “The years have seen Malthouse move from being an out-and-out jobbing profiler to high vol-ume profiling and processing. The balance of work is good, so Malthouse is less vulnerable to shifts in the market than most. The opportunities in the industry will always be there for companies like Malthouse to continue to be successful.”Malthouse management are acutely aware of the competition and continue to invest in the business, recently installing a 120-inch Lumsden grinding-machine at Hainge Road. This is one of the largest grinding machines available and one of only five ever made. We have seen how all the Malthouse sites, from North-ern and Premier in the north to Lynrose and Dennic in the south, have changed and grown over the years. A company that started with two men in a small converted malthouse in Oldbury now employs 190 people on five sites supply-ing industry with high-quality parts at competitive prices. At the time of writing, in its 61st year, when all the chatter concerns the economic downturn brought about by the credit crunch, Malthouse is enjoy-ing unprecedented success. The management is well aware of the challenges of globalisation, the soaring price of raw material and the increasingly difficult economic environment. However, six decades of dogged adherence to quality, speed of service, concern for its workers’ welfare, the environment and “getting a quart out of a pint pot” have served Malthouse well in the past, and there is no reason to doubt it can continue in the same vein towards its centenary in 2047.
Recent retirements Bill BeasleyJohn CotterillJohn EvansAlan FellowsAlbert GatesArthur GatesMike HadleyVernon Harris Tudor HargestDavid HawkesBob HollowayAlan ParkesSam ReevesJack Talbot
Ken Webb List of employees as at 31 December 2007A AbbeyMaureen AndrewsM BabiyG A BakP N BakewellP BallD BartonPhil BarrattP A BeardshawB BellT BeteraK K BhambraTrevor BishopD BoltonD J BoulterM E BowderyRobert BowaterM S BrooksAnn BrownTim BucknallA K BukaI ButlerR CassellG ChaterBT CheadleT A ChurmsD P CourtM DobosczS DobosczA J DyerJ T DunnJ E DurdenDave EdgehillR J EdwardsF EllettJohn EvansTom EvansDavid Farley
John and Alan Northall

6968
P FaulknerRob FieldA FoaleBob FrenchP FrostNeil FulwellAlan GoddardP GoldthorpeDavid GreenA R GribbinC HancoxMike HateleyKen HaywardIvan HealeyJ HemmingsRichard HendersonP HennessyD C HigginsKaren HindsMike HindsBryan HoldenD HumphreysJohn JacksonRichard JarrattC JenningsJ S JohalD T KavanaghF KellyO KrisjansA LambertG K MalpassS McCloy WardA MearsB K MistryKarl MoleD MorganJ MorganR MortonT MulajaD NaylorM A New
S NichollsAlan NorthallD OwenP PatelS A PountneyDave RigbyJ RobertsAndrew RobinsonK S SamraT ScottT ScrivensMorris ShakespeareD S SharpAH SkettPaul SmithA SpeedD J StringerB TalbotC S TaylorRoy TaylorSheila TaylorChris ThompsonIan ThompsonJ ThompsonM P ThompsonR ThompsonSteve ThompsonD TomczykJagrup UppalD WalfordDennis WakelamB J WarnerM WarhurstSandra WebbN G WilsonB P Wood