brza izradba proizvoda-rapid manufacturing
DESCRIPTION
rpTRANSCRIPT

FSB, Proizvodno strojarstvo, OSIP
BRZA IZRADBA NOVOG PROIZVODA
BRZI RAZVOJ I BRZA IZRADBA NOVOG PROIZVODA

FSB, Proizvodno strojarstvo, OSIP
SADRŽAJ IZLAGANJA:
� Što je RM i što obuhvaća ?
• RP i RT
� Osnovne značajke, mogućnosti, uvjeti i učinci primjene
� RP i RT tehnike
� Broj instaliranih RP sustava i zastupljenost RP tehnika
� Trendovi razvitka
� Zaključak
Brzi razvoj i brza izradba novog proizvodaBrza izradba novog proizvoda

FSB, Proizvodno strojarstvo, OSIP
� Širok pojam koji uključuje primjenu tehnika brze izradbe prototipa(Rapid Prototyping - RP), brzu izradbu alata (Rapid Tooling-RT) i/iliizravnu primjenu “sloj-po-sloj” (Layered Manufacturing LM) izradbe u cilju što bržeg dobivanja gotovog proizvoda.
� Brzi razvoj proizvoda (Rapid Product Development RPD) ima puni smisao ako je dio brze izradbe proizvoda (Rapid Manufacturing-RM) -brzi razvoj i brza izradba proizvoda trebaju biti integrirani.
� RP se u pravilu provodi prije nego se pristupi oblikovanju i izradbi posebnih alata, kalupa, stega i sl.
Brzi razvoj i brza izradba novog proizvodaBrza izradba novog proizvoda
Brza izradba novog proizvoda - Rapid Manufacturing (RM)

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Što je brza izradba prototipa (Rapid Prototyping) ?Pod brzom izradbom prototipa podrazumijeva se niz postupaka koji omogućuju brzu izradbu prototipa, neposredno, na temelju 3D računalskih modela.
• U počecima (prije 10-15 godina) RP modeli su se uglavnom koristili za vizualnu provjeru estetskih učinaka dizajna i donekle za optimizaciju konstrukcije.
• Danas se modeli dobiveni RP-om mogu koristiti za funkcijsko testiranje proizvoda, procjenu tehnološke prihvatljivosti konstruiranja, provjeru dimenzija, uvježbavanja sklapanja (montaže), pa i za redovitu uporabu (male serije).
• Na raspolaganju je veliki broj različitih postupaka brze izradbe prototipa.
• Većina RP postupaka koristi metodlogiju gradnje modela od niza horizontalnih slojeva, primjenjujući proces “dodavanja” materijala.
• Očekuje se stalan porast broja proizvoda čiji će modeli, i sami proizvodi, dobiveni nekom od tehnika RP zahtijevati vrlo malo naknadne obradbe.

FSB, Proizvodno strojarstvo, OSIP
RP – osnovna ideja
� Dizajn
� Nacrti
� Detaljiranje i radionički nacrti
� Projektiranje i izradba alata
� Projektiranje i izradba naprava
� Prototipna radionica (oprema i kadar)
� 3D prototip
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Santa Clara University, 2001-2002
Rapid Prototyping ≠ Prototyping Rapidly
� RP nije uvijek brz
• “Rapid” više vrijedi za ukupni ciklus dizajna, nego brzinu samu za sebe
• Neki funkcijski korisni dijelovi mogu zahtjevati značajne naknadne obradbe
• RP uklanja potrebu dizajna za prototip, a podržava dizajn za proizvodnju, dizajn za pouzdanost, dizajn za održavanje, itd.
� RP nije ograničen samo na izradbu prototipa
• Kod nekih obradaka, serije se kreću do nekoliko stotina, nekoliko tisuća, a u posljednje vrijeme i nekoliko desetaka tisuća komada u seriji
• U određenim situacijama proizvodnja u slojevima je jedini način izradbe dijela, što RP čini i načinom izradbe dijelova i načinom izradbe prototipova
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Prednosti brze izradbe prototipa ?
� Primjenom postupaka brze izradbe prototipa smanjuju se potrebe za HW (u širem smislu) u ciklusu razvoja proizvoda.
� U velikoj mjeri doprinosi proizvodnoj "filozofiji" sažetoj u maksimi proizvoditi brže, kvalitetnije i jeftinije.
• RM, kroz RP i RT omogućuje skraćenje vremena izlaska proizvoda na tržište i veću konkurentnost - vrijeme od ideje do prototipa skraćuje se za nekoliko puta.
• Analizom prototipa mogu se utvrditi potrebne korekcije u konstrukcijiprije početka same proizvodnje, što omogućuje značajne uštede.
� Punu učinkovitost RM daje samo uz integraciju tehnologije, organizacije i
informatike, a to podrazumijeva primjenu računala i odgovarajućih CAx
aplikacija u svim fazama razvoja proizvoda i proizvodnje.
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Modeliranje Generiranje STL datoteke
Provjera STL-a
Orjentacija
Gen. suporta
Slojevi
RP- stroj
Izrada
Naknadna obrada
CAD sustav
RP uređaj
Završna faza
IDEJA
PROTOTIP
Metodologija rada RP tehnikama

FSB, Proizvodno strojarstvo, OSIP
NEKI POSTUPCI RP-a
Stereolitography (SL)Selective Laser Sintering (SLS)Laminated Object Manufacturing (LOM)3-D PrintingFused Deposition Modeling (FDM)Light Engineered Net Shaping (LENS)Solid Base CuringPaper Lamination Technology (PLT)
Brza izradba novog proizvoda
Brza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba prototipa
1985 - 19973DP3D Printing (Drop on Bed)
1987 - 1992SLSSelective Laser Sintering
1988 - 1991FDMFused Deposition Modelling
1985 - 1991LOMLaminated Object Manufacturing
1986 – 19881999†
SGCSolid Ground Curing († = godina "nestanka")
1986 - 1988SLAStereolithography
NastanakSkraćenicaNaziv
Brza izradba novog proizvoda

FSB, Proizvodno strojarstvo, OSIP
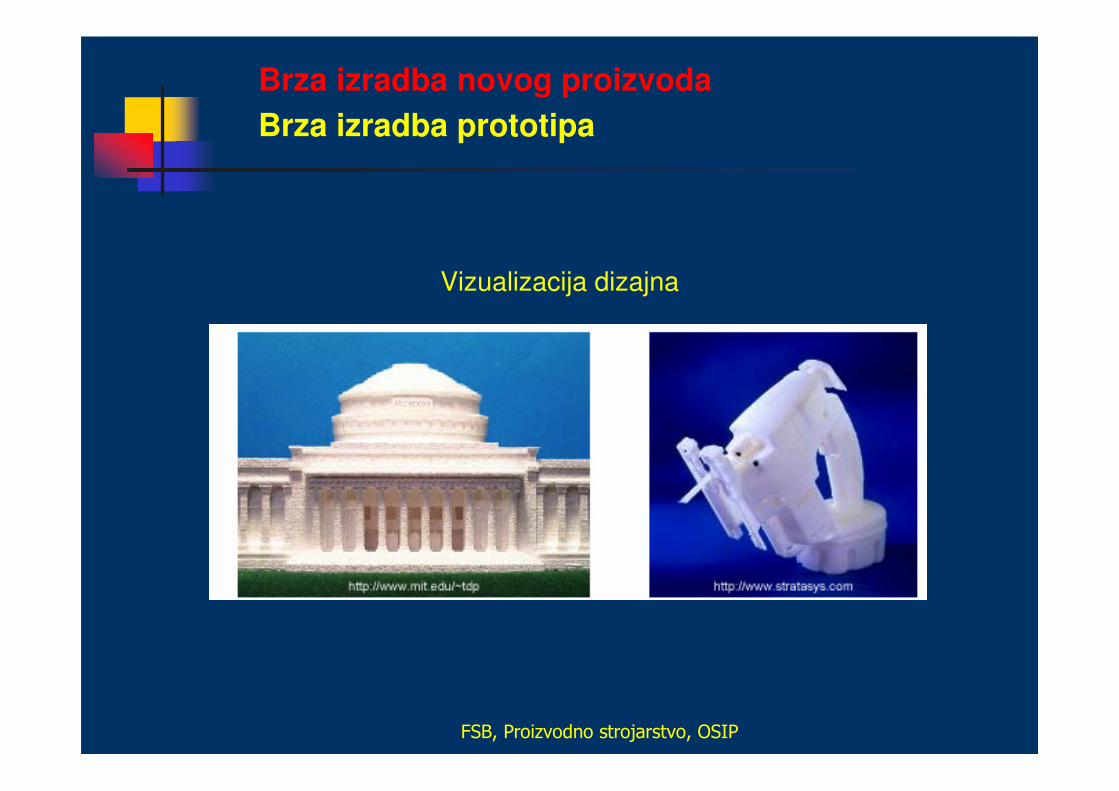
Primjena RP
� Vizualizacija dizajna (estetski, stroj., arhit., medic., ...)
� Provjera oblika (DFA, DFM, DFS, ...)
� Funkcijski prototipovi (funkcionalno primjenjive komponente ili cijeli proizvodi)
� Izradba alata (izradba dijelova ili cijelih alata za lijevanje, injekcijsko prešanje i sl. – Rapid Tooling)
� Proizvodnja
Brza izradba novog proizvodaBrza izradba prototipa
FSB, Proizvodno strojarstvo, OSIP
Vizualizacija dizajna
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Provjera oblika i sklapanja
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Funkcionalni prototipovi
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
izradba alata i dijelova alata
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
O nekim postupcima RP-a

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
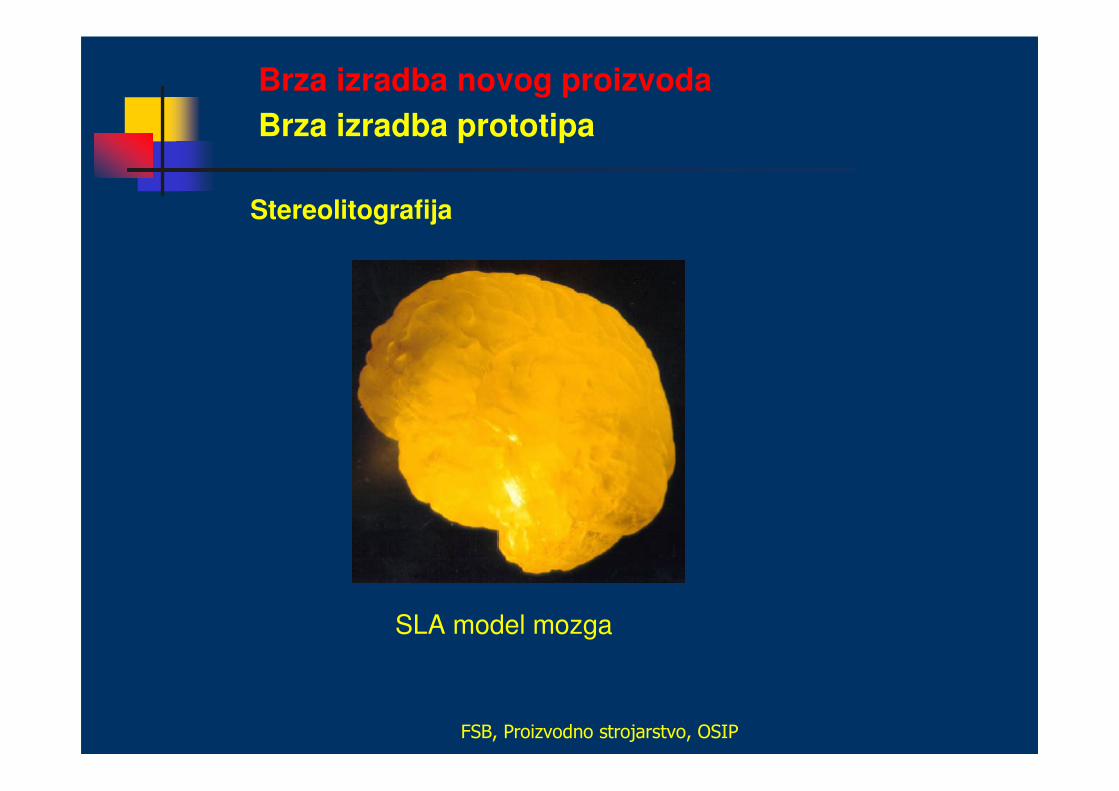
Rapid Prototyping - Stereolithography -Povijest: Stereolitografija je prva tehnologija brze izrade prototipova, a razvio ju je Chuck Hull 1984. godine.
Proces:3D model se "sječe" u slojeve male debljine (rade se presjeci 3D modela s vrlo malim razmacima). Na temelju podataka iz svakog sloja radi se suport (potpornji) i postavlja na platformu koja se nalazi u kadi s fotoosjetljivim polimerom na dubini 1 sloja ispod površine polimera. UV izvor male snage i dobro fokusiran se giba iznad površine polimera i izaziva skrućivanje. Platforma se spušta i postupak se ponavlja sa slijedećim slojem i tako do završetka objekta.
Stereolitografija

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
254/254/254 (SLA-250) ... 508/508/600 (SLA-7000)Radni prostor
Ovisno o stroju 635 mm/s (SLA - 250/50HR) ... 9520 mm/s (SLA -7000, large spot)
Vrijeme
215 000 .. 570 000 €Cijena
± 0,05 mmTočnost
Epoksi, AkriliMaterijali
-samo epoksi i akrilni materijali (ograničena primjena), potrebni su suporti - poteškoće pri procjeni distorzija, - potrebno je naknadno izlaganje u UV pećima
Nedostaci
- dovoljna točnost i kvaliteta obrade, visoka rezolucija, nema geom. ograničenja - mogućnost rada bez nadzor (3. i 4. smjena),
Prednosti
- marketinški prototipovi, funkcionalni prototipevi, uzorci za vakuum lijevanje - uzorci za druge tipove lijevanja i "sprejanja“,
Područje primjene
Suporti (potpornji) se moraju slomiti i odstraniti, a objekt je potrebno u UV peći dovesti do potpunog skrućivanja.
Naknada obrada
Stereolitografija

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Stereolitografija
FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
SLA model mozga
Stereolitografija

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
a) CAD model b) triangulacija
c) gradnja suporta d) presjeci modela i suportai formiranje slojeva
Stereolitografija

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Rapid Prototyping - Laminated Object Manufacturing -History: Prvi LOM stroj prodan je 1992 od strane firme Helysis.
Proces:Materijal od kojeg se formira objekt je u obliku role skoje se dovodi na platformu, tu se izrezuje te se pomoću vrućeg valjka lijepi z aprethodne slojeve. Izrezivanje konture svakog sloja se vrši laserom. Višak materijala se razrezuje kako bi se kasnije lakše odstranio. Proces izerzivanja konture i "Ljepljenj" se ponavlja za potreban broj slojeva. Snaga lasera: 25 W (LOM 1015 plus) and 50 W (LOM 2030)
Izrada proizvoda lamininacijom (Laminated Object Manufacturing)

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
254/380/355 (LOM 1015 plus) ... 559/812/508 (LOM 2030 H)Radni prostor
4-8 mm/hVrijeme
120 000 € - 235 000 €Cijena
± 0,15 mmTočnost
papir, metalne folije folije, keramičke folijeMaterijali
- ne mogu se dobiti tanke stjenke u smjeru osi Z - ne mogu se izvoditi šuplji objekti kao flaše (ne može se odstraniti višak)
Nedostaci
- moguće su obrade glodanjem i bušenjem (kao u drvetu), vrlo dobra i prihvaćena tehnologija za modelare - jeftin stroj, nema unutarnjih naprezanja (laser reže samo konturu), - pogodna za velike objekte
Prednosti
- lijevanje u pijesku; vakuum lijevanje- konceptualni dizajn
Područje primjene
- odstranjivanje viška, brušenje,- poliranje
Naknada obrada
Izrada proizvoda lamininacijom (Laminated Object Manufacturing)

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Princip LOM procesa
LaserOptička glava(giba se)
Zrcalo
Zagrijani valjak
Folija
Platforma
Izrada proizvoda lamininacijom (Laminated Object Manufacturing)

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Lom stroj u radu Uklanjanje viška materijala
Izrada proizvoda lamininacijom (Laminated Object Manufacturing)

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Rapid Prototyping - Selective Laser Sintering -
Povijest: Selective Laser Sintering, razvila je firma DTM-Corporation 1987. godine. Laser Sintering poliamida razvila je njemačka firma EOS-Company 1991.
godine. (History: Developed in 1993 by Boston Masachusetts Institute of Technology, USA.)
Proces:Danas se primjenjuju tri tipa strojeva za laserko sinteriranje:
• EOSINT P – za termoplastični prah• EOSINT M – za metalni prah • EOSINT S – za Zr i Si prah
3D objekt se reže u slojeve debljie ≈ 0.1 mm. Prah se polaže i preša u komori, a pomoću lasera upravljanog CNC programom se definira granica, zagrijava prah na više od 900° C (što je temperatura sinteriranja), uslijed čega dolazi do povezivanja čestica praha. Nesinterirani prah služi kao suport (potpornji). Platforma na kojoj se sve dovija se postepeno spušta (za debljinu sloja) dok se ne završi cijeli proces.

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Ø305/380 (Sinterstation 2000) ... 380/720/400 (EOSINT S 700)Radni prostor
2-15 mm/hVrijeme
> 310 000 €Cijena
± 0,125mmTočnost
termoplasti, metali, pijesak (sve u formi praha)Materijali
- može doći do "viška" sinteriranja (i ono što ne želimo), u komoru se mora stalno dovoditi dušik, moraju se odvoditi otrovni plinovi nastali pri procesu spajanja, kod određenih oblika se dobije značajna hrapavost
Nedostaci
- mogućnost primjene brojnih materijala, nema naknadnog grijanaj - nema potrebe za zasebnim suportima, nesinteriran prah može se ponovo koristiti
Prednosti
- visualni prototipovi, funkcionalni prototipvi, kalupi za lijevanje - EDM elektrode, alati za injekcijsko prešanje, tvrdi alati
Područje primjene
Temp. u komori se treba smanjiti prije odvajanja sint. i nesint. praha (ako se to radi prije, uslijed unutarnjih naprezanja može doći do deformacija objekta). Poroznost površina koja se može smanjiti - bojenjem i/ili voskom
Naknada obrada
Selective Laser Sintering

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Selective Laser Sintering
Princip SLS procesa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Fused Deposition Modeling
MotorFDM glava
Dio
Suport Stol
Prijelaz u tekuće stanje
Namot žice
Mlaznica

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Santa Clara University, 2001-2002
• Obrada odvajanjem je najčešći prvi izbor kod maloserijske proizvodnje
• Redovito se primjenjuje na CNC strojevima
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Santa Clara University, 2001-2002
Usporedba CNC obrade i RP
CNC obrada
• Visoka dimenzijska točnost
• Visoka kvaliteta obrađene površine
• Kompaktnost osnovnog materijala
• Mala naknadna obrada
RP
• Pristup svim točkama modela
• Nema složenog i zahtjevnog planiranja procesa (CAPP je u velikoj mjeri integriran i automatiziran)
• Nema potrebe za napravama (ponekad ...)
• Nema ili minimalna zamjena alata
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Stanje i zahtjevi tržišta
• Smanjenje vremena razvoja poticano stalnim inovacijama i tržišnom borbom
• Veća složenost proizvoda
• Potreba za stvarnim modelima (unatoč velikih mogućnosti “prividne stvarnosti” – Virtulal Reality)
• Konvencionalna izradba modela je vremenski zahtjevna i često iziskuje veliki udio ručnog rada (vještine)
Rješenja
• Razvoj tehnika za generativnu izradbu prototipa, izravno iz CAD modela
• Mobilizacija mogućih ušteda u vremenu i cijeni
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Brza izradba alata - Rapid Tooling – RT
� Iste karakteristike kao i RP
• Generativna izradba, sloj-po-sloj (Layered Manufacturing), izravno iz CAD modela
• Najčešće nisu potrebni nikakvi kalupi ili alati
• Postizanje značajnih ekonomskih učinaka pri izradbi dijelova složene geometrije u malim serijama ili pojedinačno
� Izradba kalupa i alata po principu sloj-po-sloj (Layered Manufacturing)
� Oblikovanje kalupa na temelju modela
Brza izradba novog proizvodaBrza izradba alata

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Osnovni faktori koji utječu na vrijeme izlaska na tržište
“Time to Market”
Vrijeme razvoja proizvoda
� Uvjeti u fazi razvoja proizvoda
• Nedorečeni ili brzo promjenjivi zahtjevi korisnika
• Zahtjevi vezani uz okoliš
• Kraći životni vijek proizvoda
• Niže cijene i stalni pritisak na troškove
• Zakonska ograničenja
� Često se i 25% vremena razvoja proizvoda utroši na izradbu prototipova i modela
� Kašnjenje u tržišnoj zrelosti (market maturity) dovodi do neproporcionalno manjeg profita u usporedbi s troškovnim faktorima
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Faza projekta
Ideja Plan Koncepcija Razvoj Raz./proiz. Početak
pomagala proizvodnje
100 %
75 %
50 %
25 %
0 %
Definirani trošak
Ostvareni trošak
Većina troškova definirana je već u ranim fazama razvoja proizvoda.
Zaključak:
Modeli i prototipovi moraju biti dostupni u što kraćem vremenu kako bi se na vrijeme mogla potvrditi uspješnost proizvoda.
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Brza izradba novog proizvodaBrza izradba prototipa
Broj instaliranih RP i RT sustava u svijetu

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Brza izradba novog proizvodaBrza izradba prototipa
Source: Wohlers Associates Inc., 2001
Broj instalacija pojedinih RP tehnika
Ukupno: 6655
≈ 90%≈ 32%
≈ 18%
≈ 10% ≈ 10%

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
7% 7%
10%
9%
23%
25%
10%9%
Sveuč.
Vojska
Medicina
Zrakopl.
Motor. v.
Šir.pot.
Posl.uređ.
Ostalo
Source: Wohlers Associates Inc., 2002

FSB, Proizvodno strojarstvo, OSIP
Brza izradba prototipa
Brza izradba novog proizvoda
Porast prihoda od prodaje RP opreme i usluga
106
US
D
proizvodiusluge

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Trendovi � Sustavna poboljšanja
Točnost, materijali, mehanička svojstva, brzina rada, rukovanje, ...� Smanjenje nabavne cijene i troškova rada
Brza izradba dijelova
• Primjena RT tehnika za izradbu krajnjih proizvoda
• Proizvodnja u malim serijama
• Utvrđivanje granice isplativosti u odnosu na konvencionalne metode
Brza izradba alata
• Produljenje životnog vijeka alata
• Kompatibilnost sa alatima u serijskoj proizvodnji
• Conformal hlađenje
• Postepena gradnja alata uz promjenjiva svojstva
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Zaključak
� Zajedno, integrirano, s RPD skraćuje vrijeme izlaska na tržište (Time to Market) i povećava konkurentnost.
� Omogućuju značajne vremenske i financijske uštede.
� Kreiranje dijelova generativno, sloj-po-sloj.
� Izradba prototipova i alata.
� Izbor tehnika obzirom na tražena svojstva, materijal, veličinu serije, ...
� Podrazumijeva primjenu računala i odgovarajućih CAx aplikacija u svim fazama razvoja proizvoda i proizvodnje.
� Punu učinkovitost RM daje uz integraciju tehnologije, organizacije i informatike.
� Daljnji razvoj teži optimizaciji rukovanja, sve većoj sličnosti serijskim proizvodima, izradbi krajnjih proizvoda.
� Nema složenog i zahtjevnog planiranja procesa (CAPP je u velikoj mjeri integriran i automatiziran).
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Hvala na pažnji !

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Fraunhofer Institut, 30-02-2002
Brza izradba novog proizvodaBrza izradba prototipa
FSB, Proizvodno strojarstvo, OSIP
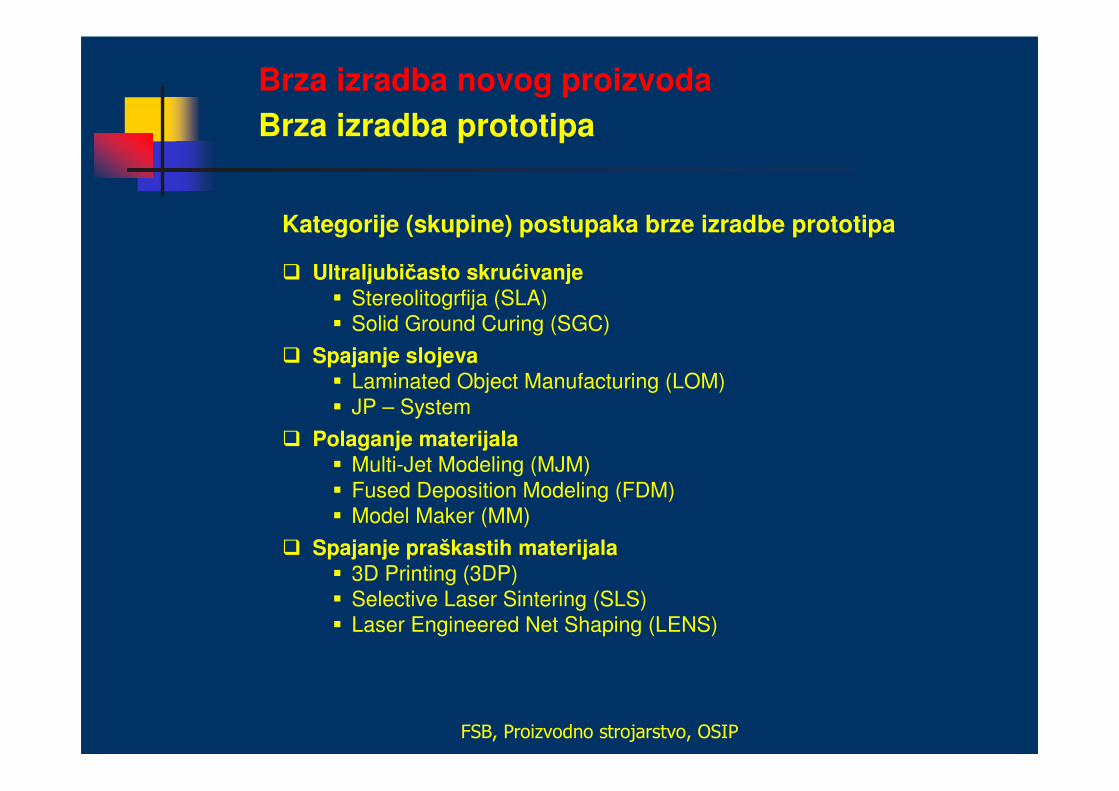
Kategorije (skupine) postupaka brze izradbe prototipa
� Ultraljubičasto skrućivanje� Stereolitogrfija (SLA)� Solid Ground Curing (SGC)
� Spajanje slojeva� Laminated Object Manufacturing (LOM)� JP – System
� Polaganje materijala� Multi-Jet Modeling (MJM)� Fused Deposition Modeling (FDM)� Model Maker (MM)
� Spajanje praškastih materijala� 3D Printing (3DP)� Selective Laser Sintering (SLS)� Laser Engineered Net Shaping (LENS)
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
0 10 100 103 104 105
Veličina serije
Svo
jstv
a d
ijela
SLS
SL
FDM
MCP
Vakuum
PU-GFK
SLS (CuNi)
SL
SLS (čelik)
Al-kalup
Keltool TM
Čelični alati
Ne-
seri
jska
kao
ser
ijska
Svojstva dijela
• Kvaliteta površine
• Točnost oblika i dimenzija
• Mehanička svojstva
• Ostala svojstva
Svojstva i preporučeni brojevi komada za različite RP/RT tehnike
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Rapid Prototyping - Stereolithography -
Povijest: Stereolitografija je prva tehnologija brze izrade prototipova, a razvioju je Chuck Hull 1984. godine.
Proces:3D model se "sječe" u slojeve male debljine (rade se presjeci 3D modela s vrlo malim razmacima). Na temelju podataka iz svakog sloja radi se suport (potpornji) i postavljaju na platformu, koja se nalazi u tanku s fotoosjetljivim polimerom na dubini 1 sloja ispod površine polimera. UV izvor male snage i dobro fokusiran se giba iznad površine polimera i izaziva skrućivanje. Platforma se spušta i postupak se ponavlja sa slijedećim slojem i tako do završetka objekta.
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Naknada obradaSuporti (potpornji) se moraju slomiti i odstraniti, a objekt je potrebno u UV peći dovesti do potpunog skrućivanja.
Područje primjene- marketinški prototipovi, funkcionalni prototipevi, uzorci za vakuum lijevanje - uzorci za druge tipove lijevanja i "sprejanja“,
Prednosti- dovoljna točnost i kvaliteta obrade, visoka rezolucija, nema geometrijskih ograničenja - mogućnost rada bez nadzor (3. i 4. smjena),
Nedostaci- samo epoksi i akrilni materijali (ograničena primjena), potrebni su suporti (potpornji) - poteškoće pri procjeni distorzija, - potrebno je naknadno izlaganje u UV pećima
Materijali Epoksi, Akrili
Točnost ± 0,05 mm
Cijena 215 000 .. 570 000 €
VrijemeOvisno o stroju 635 mm/s (SLA - 250/50HR) ... 9520 mm/s (SLA -7000, large spot)
Radni prostor 254/254/254 (SLA-250) ... 508/508/600 (SLA-7000)
Izvor: Internet
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Rapid Prototyping - Laminated Object Manufacturing -History: Prvi LOM stroj prodan je 1992 od strane firme Helysis.
Proces:Materijal od kojeg se formira objekt je u obliku role skoje se dovodi na platformu, tu se izrezuje te se pomoću vrućeg valjka lijepi z aprethodne slojeve. Izrezivanje konture svakog sloja se vrši laserom. Višak materijala se razrezuje kako bi se kasnije lakše odstranio. Proces izerzivanja konture i "Ljepljenj" se ponavlja za potreban broj slojeva. Snaga lasera: 25 W (LOM 1015 plus) and 50 W (LOM 2030)
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Naknada obrada- odstranjivanje viška, brušenje,- poliranje
Područje primjene
- lijevanje u pijesku; vakuum lijevanje- konceptualni dizajn
Prednosti- moguće su obrade glodanjem i bušenjem (kao u drvetu), vrlo dobra i prihvaćena tehnologija za modelare, jeftin stroj, nema unutarnjih naprezanja (laser reže samo konturu), pogodna za velike objekte
Nedostaci- ne mogu se dobiti tanke stjenke u smjeru osi Z - ne mogu se izvoditi šuplji objekti kao flaše (ne može se odstraniti višak)
Materijal papir, metalne folije folije, keramičke folije
Točnost ± 0,15 mm
Cijena 120 000 € - 235 000 €
Vrijeme 4-8 mm/h
Radni prostor 254/380/355 (LOM 1015 plus) ... 559/812/508 (LOM 2030 H)
Izvor: Internet
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Rapid Prototyping - Selective Laser Sintering -
Povijest: Selective Laser Sintering, razvila je firma DTM-Corporation 1987. godine. Laser Sintering poliamida razvila je njemačka firma EOS-Company 1991. godine.
(History: Developed in 1993 by Boston Masachusetts Institute of Technology, USA.)
Proces:Danas se primjenjuje tri tipa strojeva za laserko sinteriranje:
• EOSINT P – za termoplastični prah• EOSINT M – za metalni prah • EOSINT S – za Zr i Si prah
3D objekt se reže u slojeve debljie ≈ 0.1 mm. Prah se polaže i preša u komori, a pomoću lasera i CNC programa se definira granica, zagrijava prah na više od 900° C (temperatura sinteriranja), uslijed čega dolazi do povezivanja čestica praha. Nesinterirani prah služi kao suport. Platforma na kojoj se sve dovija se postepeno spušta (za debljinu sloja) dok se ne završi cijeli proces.
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Naknada obradaTemp. u komori se treba smanjiti prije odvajanja sint. i nesint. praha (ako se to radi prije, uslijed unutarnjih naprezanja može doći do deformacija objekta). Poroznost površina koja se može smanjiti bojenjem i/ili voskom
Područje primjene
- visualni prototipovi, funkcionalni prototipvi, kalupi za lijevanje - EDM elektrode, alati za injekcijsko prešanje, tvrdi alati
Prednosti- mogućnost primjene brojnih materijala, nema naknadnog grijanaj - nema potrebe za zasebnim suportima, nesinterirani prah se može ponovo koristiti
Nedostacimože doći do "viška" sinteriranja (i ono što ne želimo), u komoru se mora stalnodovoditi dušik, moraju se odvoditi otrovni plinovi nastali pri procesu spajanja, kod određenih oblika se dobije značajna hrapavost
Materijal termoplasti, metali, piesak (sve u formi prha)
Točnost ± 0,13mm
Cijena > 310 000 €
Vrijeme 2-15 mm/h
Radni prostor Ø305/380 (Sinterstation 2000) ... 380/720/400 (EOSINT S 700)
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa
Source: Wohlers Associates Inc., 2002

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa

FSB, Proizvodno strojarstvo, OSIP
Brza izradba novog proizvodaBrza izradba prototipa