capacity planning. contents 1-what is capacity? capacity planning? 2- classification of capacity. 3-...
TRANSCRIPT
Capacity PlanningCapacity Planning

Contents1-What is capacity? Capacity planning?1-What is capacity? Capacity planning?2- Classification of capacity.2- Classification of capacity.3- Capacity expansion strategies. 3- Capacity expansion strategies. 4- Economies and diseconomies of scale.4- Economies and diseconomies of scale.5- The challenges of planning service capacity.5- The challenges of planning service capacity.6- capacity planning numerical tools 6- capacity planning numerical tools
(TREE + TRANSPORTATION+ NEEDS)(TREE + TRANSPORTATION+ NEEDS)

1-What is 1-What is capacity?capacity?
What is capacity?What is capacity? Capacity can be defined as:Capacity can be defined as:1- What a manufacturing or service1- What a manufacturing or service systemsystem can produce.can produce.2 - The 2 - The raterate at which output can be at which output can be produced by an operating produced by an operating
unit:unit: a machine, a machine, process, facility, or company process, facility, or company (The rate of (The rate of output from an OM system per unit of time, or the rate at which the firm output from an OM system per unit of time, or the rate at which the firm withdraws work from the system.).withdraws work from the system.).
3- 3- The The work work that the system is capable of doingthat the system is capable of doing in a in a period of time, It is normally stated in period of time, It is normally stated in standard hours standard hours of work.of work.
4- The 4- The maximum output maximum output rate of a rate of a production or service production or service facility.facility.
5- T5- The he upper limit or ceiling upper limit or ceiling on theon the load that an load that an operating unit can handleoperating unit can handle..
It must be over some specified durationIt must be over some specified duration

What is capacity planning?What is capacity planning? Capacity planning is an approach for Capacity planning is an approach for determining the overall determining the overall
capacity level of capacity level of capital intensive capital intensive resources, resources, including facilities, equipment, and overall including facilities, equipment, and overall labor labor force sizeforce size
Capacity planning involves the long and short term planning Capacity planning involves the long and short term planning of the systems potential for transforming resources into of the systems potential for transforming resources into outputs demanded by customers within a set time periodoutputs demanded by customers within a set time period.. Strategic issuesStrategic issues: : How much and when to spend capital for How much and when to spend capital for
additional facility & equipmentadditional facility & equipment Tactical issues:Tactical issues: Workforce & inventory levels, & day-to-day Workforce & inventory levels, & day-to-day
use of equipmentuse of equipment

Capacity planning -The basic questionsCapacity planning -The basic questions
The basic questions in capacity planning are:The basic questions in capacity planning are:
1-What 1-What kind( and amount) kind( and amount) of capacity is of capacity is needed? (needed? (how much long range capacity is how much long range capacity is neededneeded):-):-
How many How many machines machines should be purchased? should be purchased? How many How many workers workers should be hired? should be hired? 2- When 2- When additional capacity additional capacity is needed?is needed?3- How to maintain 3- How to maintain A BALANCE ? A BALANCE ? (too high, too low) (too high, too low)
Things to keep in mind when planning Things to keep in mind when planning
capacitycapacity 1.1. Design Design flexibility flexibility into systemsinto systems
2.2. Take a Take a “big picture” “big picture” approach to capacity approach to capacity
changeschanges
3.3. Prepare to deal with capacity Prepare to deal with capacity “chunks”“chunks”
4.4. Attempt to Attempt to smooth out smooth out capacity capacity requirementsrequirements
5.5. Identify the Identify the optimal operating leveloptimal operating level

2-Classification of 2-Classification of capacitycapacity

(A)- Design capacity(A)- Design capacity Design (or theoretical, or installed or peak) capacity is the Design (or theoretical, or installed or peak) capacity is the maximum maximum
output output that can be achieved that can be achieved in a given time periodin a given time period from a from a particular machine (or plant). particular machine (or plant).
It is a theoretical capacity as it It is a theoretical capacity as it does not take into considerationdoes not take into consideration power power breakdown, poor planning, non availability of materials, labor breakdown, poor planning, non availability of materials, labor absenteeism etc.absenteeism etc.
This capacity is realizable only if certain conditions are This capacity is realizable only if certain conditions are satisfiedsatisfied::
1- There are no interruptions of any kind.1- There are no interruptions of any kind.2- There is cent per cent utilization of capacity.2- There is cent per cent utilization of capacity.3- Men and machine work in 3- Men and machine work in ideal conditionsideal conditions..4- Quality of input and every thing else is according to specifications.4- Quality of input and every thing else is according to specifications. In real life situation it is difficult to fulfill these In real life situation it is difficult to fulfill these
conditionsconditions. Therefore design capacity only sets the maximum limit . Therefore design capacity only sets the maximum limit and also serves to judge the actual utilization of plant capacity.and also serves to judge the actual utilization of plant capacity.
(B)- Effective capacity(B)- Effective capacity Effective (Effective (demonstrated , or practical , or operating ) demonstrated , or practical , or operating )
capacity is the rate production that can be achieved for capacity is the rate production that can be achieved for
extended periods under extended periods under normal conditionsnormal conditions, , taking into account the product mix, scheduling taking into account the product mix, scheduling methods, employee training, rest periods, scrap, methods, employee training, rest periods, scrap, machine breakdowns, rework, sick time, a portion of machine breakdowns, rework, sick time, a portion of available hours cannot be worked due to scheduling available hours cannot be worked due to scheduling delays, preventive maintenance, and so on. delays, preventive maintenance, and so on.
So the So the effective capacity is the effective capacity is the maximum maximum capacitycapacity minusminus the capacity lost due to these the capacity lost due to these factors.factors.

3- Capacity expansion 3- Capacity expansion strategiesstrategies

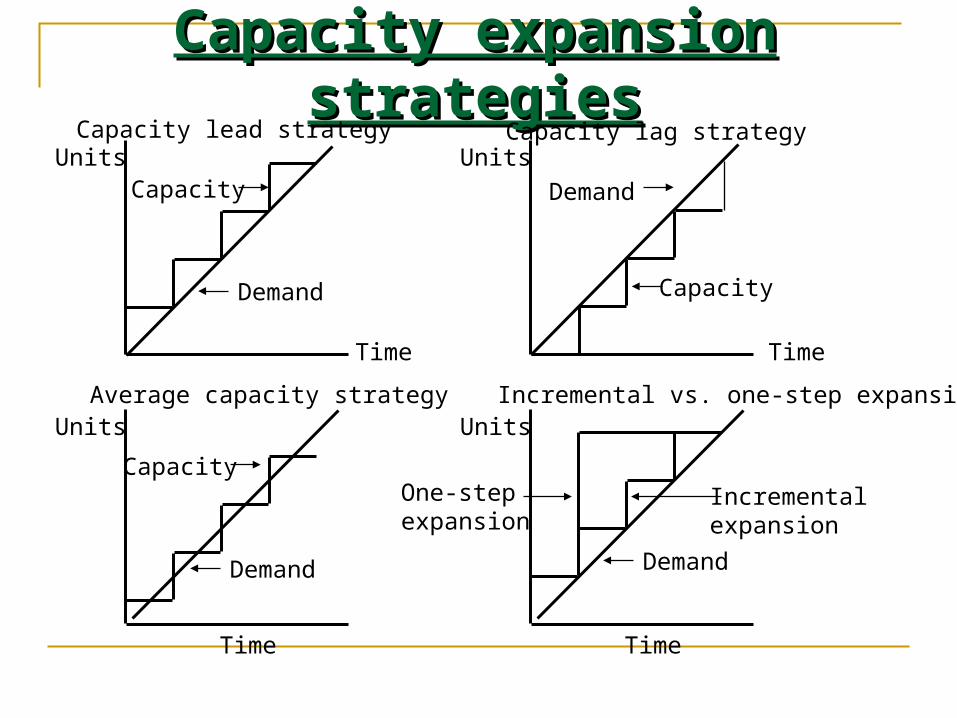
Capacity expansion Capacity expansion strategiesstrategies when to when to
expand+ by how muchexpand+ by how muchThere are three basic There are three basic strategies strategies for capacity expansion :for capacity expansion :
A- Lead strategyB- Lag strategy C- Average strategy
Capacity expansion Capacity expansion strategiesstrategies
UnitsCapacity
Time
Demand
Capacity lead strategyUnits
Capacity
Time
Demand
Capacity lag strategy
Units
Capacity
Time
Demand
Average capacity strategy Incremental vs. one-step expansionUnits
Incrementalexpansion
Time
Demand
One-step expansion

(A) Lead strategy:(A) Lead strategy: Expand capacity Expand capacity in anticipationin anticipation of of
growthgrowth stays a head of demand stays a head of demand Lead strategy (or demand leading Lead strategy (or demand leading
strategy, or proactive strategy) by strategy, or proactive strategy) by maintaining excess capacity. The maintaining excess capacity. The goal of this strategy is to maintain goal of this strategy is to maintain sufficient capacity to minimize sufficient capacity to minimize the chances of not meeting the chances of not meeting demanddemand
(A) Lead strategy:(A) Lead strategy: Expand capacity in anticipation of growthExpand capacity in anticipation of growth
Benefits: 1- Companies that have excess capacity can often 1- Companies that have excess capacity can often gain market share by gain market share by
satisfying the demand by customers of competitors that are capacity satisfying the demand by customers of competitors that are capacity constrained,constrained,
2- Since there is always excess capacity, a “2- Since there is always excess capacity, a “cushioncushion” against unexpected ” against unexpected demand from large orders or new customers is provided.demand from large orders or new customers is provided.
This cushion also enables the firm to give good customer service, since This cushion also enables the firm to give good customer service, since backorders will rarely occurbackorders will rarely occur
3- Allow the company to respond quickly to unexpected increases in 3- Allow the company to respond quickly to unexpected increases in demand (demand (Minimizes the chance of sales lost to insufficient Minimizes the chance of sales lost to insufficient capacity)capacity)
4- Provide fast delivery to customers without overtime costs or production 4- Provide fast delivery to customers without overtime costs or production disruptions.disruptions.
5- Expansion may result in 5- Expansion may result in economies of scale economies of scale and faster rate of and faster rate of learning, thus helping a firm reduce its costs and compete on pricelearning, thus helping a firm reduce its costs and compete on price
6- Increase the firm’s market share or act as a form of 6- Increase the firm’s market share or act as a form of preemptive preemptive marketingmarketing

(B) Lag strategy: Increase capacity after increase in growthIncrease capacity after increase in growth
In lag strategy (or demand trailing strategy, or In lag strategy (or demand trailing strategy, or reactive strategy) capacity expansion lags reactive strategy) capacity expansion lags behind demand (behind demand (not adding capacity until not adding capacity until demand is expected to exceed current capacity demand is expected to exceed current capacity over the long termover the long term), and results in ), and results in constant constant capacity capacity shortage.shortage.
This strategy usually assumes:This strategy usually assumes: (1) A company can increase short-term capacity (1) A company can increase short-term capacity
using overtime work, or possibly subcontracting.using overtime work, or possibly subcontracting. (2) That customers will tolerate (2) That customers will tolerate some delay some delay in in
delivery.delivery.
(B) Lag strategy: Increase capacity after increase in growthIncrease capacity after increase in growth
Benefits: 1- Require 1- Require less investment less investment (expand in smaller (expand in smaller
increments, such as by renovating existing facilities increments, such as by renovating existing facilities rather than building new ones)rather than building new ones)
2- High capacity utilization 2- High capacity utilization and thus a higher rate of and thus a higher rate of return on investmentreturn on investment
3- Because this strategy follows demand, it reduces 3- Because this strategy follows demand, it reduces the risk of over expansion based on overly the risk of over expansion based on overly optimistic optimistic demand forecastsdemand forecasts, obsolete technology, , obsolete technology, or inaccurate assumptions regarding competitionor inaccurate assumptions regarding competition

(B) Lag strategy: Increase capacity Increase capacity after increase increase
in growthin growth Limitations: 1- Reduce long-term 1- Reduce long-term profitability through overtime and profitability through overtime and
productivity losses productivity losses that occur as the firm scrambles to satisfy that occur as the firm scrambles to satisfy demand.( This strategy keeps capital equipment cost per unit demand.( This strategy keeps capital equipment cost per unit low, but overtime and subcontracting costs can be substantial low, but overtime and subcontracting costs can be substantial and there is a high risk of losing sales by not being sufficiently and there is a high risk of losing sales by not being sufficiently responsive to customer demand)responsive to customer demand)
2- In the long run, such a strategy can lead to 2- In the long run, such a strategy can lead to a permanent loss a permanent loss of market position.of market position.
Cannot accommodate new Cannot accommodate new or unexpected demand at peak or unexpected demand at peak timestimes
Often forced to add capacity during peak of business cycle, Often forced to add capacity during peak of business cycle, when costs of expansion are highwhen costs of expansion are high
High overtime and/or subcontracting costsHigh overtime and/or subcontracting costs response and delivery to customers are slowresponse and delivery to customers are slow

(C)- Average (neutral )strategy Average strategy is the strategy of matching capacity additions with
demand as closely as possible. When the When the capacity curve is above the demand curvecapacity curve is above the demand curve, the firm , the firm has has
excess capacityexcess capacity; when it is below, there is ; when it is below, there is insufficient capacityinsufficient capacity to to meet demandmeet demand. .
During periods of capacity shortage, there are several alternativesseveral alternatives. The firm can incur lost sales and possibly lose market positionlost sales and possibly lose market position, or it can make short-term capacity expansions through subcontracting, overtime, subcontracting, overtime, additional shifts, and so forth.additional shifts, and so forth.
The intermediate approach of trying to match capacity to demand is match capacity to demand is most effective when:-most effective when:-
1-1- demand can be accurately predicted, demand can be accurately predicted,22- growth in demand occurs at a relatively steady rate, and- growth in demand occurs at a relatively steady rate, and3-3- there is no substantial lumpiness in capacity additions. there is no substantial lumpiness in capacity additions. When these conditions exist, this strategy will usually minimize the When these conditions exist, this strategy will usually minimize the
combined costs of facility underutilization, lost sales due to shortages, combined costs of facility underutilization, lost sales due to shortages, andand inventoriesinventories

Capacity expansion : one step or incremental one step or incremental
increasing?increasing? With all of these strategies, the firm has the With all of these strategies, the firm has the option of makingoption of making
frequent small capacity increments oror fewer large increments.
The choice should be based on careful economic analysis of the cost and risks associated with excess capacity and capacity shortages.
There are two general approaches to expand long -range capacity:-1- All at once :Build the ultimate facility now and grow into it2- Incrementally : Build incrementally as capacity demand grows

Capacity expansion : one step or incremental one step or incremental
increasing?increasing?1- All at once:1- All at once: Less interruptionLess interruption of production Little riskLittle risk of having to turn down business due to inadequate inadequate
capacitycapacity One large construction project costs lesscosts less than several smaller
projects Due to inflation, construction costs will be higher in the futureinflation, construction costs will be higher in the future Most appropriate for mature productsmature products with stable demand.
2- Incrementally:2- Incrementally: Less risky if forecast needs do not materializeLess risky if forecast needs do not materialize Funds that could be used for other types of investmentsused for other types of investments will not be
tied up in excess capacity More appropriate for new productsnew products

4- Economies and diseconomies of 4- Economies and diseconomies of scalescale

Economies of scaleEconomies of scale Economies of scale:-Economies of scale:- Where the cost per unit of output drops as volume of output increases
(If the output rate is less than the optimal level, increasing the output rate results in decreasing average unit costs).
Reasons for economies of scale include the Reasons for economies of scale include the followingfollowing
1- Fixed costs are spread over more units, reducing cost per unit 2- Construction costs increase at a decreasing rate with respect to
the size of the facility to be built 3- Processing costs decrease as output rate increase because
operations become more standardized, which reduces unit costs 4- Quantity discounts are available for material purchases 5- operating efficiency increases as workers gain experience

Best Operating Level and Best Operating Level and SizeSize
The Best Operating Level is the output that results in the lowest average unit costthe lowest average unit cost
Diseconomies of scaleDiseconomies of scale
Diseconomies of scale:-Diseconomies of scale:- Where the cost per unit rises as volume increases Reasons for diseconomies of scaleReasons for diseconomies of scale 1- Distribution costs increase due to traffic congestion and shipping 1- Distribution costs increase due to traffic congestion and shipping
from one large centralized facility instead of several smaller, from one large centralized facility instead of several smaller, decentralized facilitiesdecentralized facilities
2- Complexity increases costs; control and communication become 2- Complexity increases costs; control and communication become more problematicmore problematic
3- Inflexibility can be an issue (3- Inflexibility can be an issue (firms are too big to operate effectively)) 4- Additional levels of bureaucracy exists, slowing decision making 4- Additional levels of bureaucracy exists, slowing decision making
((decisions take too long to make)and approvals for changes)and approvals for changes 5-5-Damaged goodsDamaged goods 6-Reduced morale6-Reduced morale 7- Increased use of overtime7- Increased use of overtime

5-The challenges of planning service 5-The challenges of planning service capacitycapacity

One page wordOne page word

6- Calculating capacity 6- Calculating capacity needsneeds

Capacity-planning Capacity-planning toolstools
Break-Even Analysis. Present-Value Analysis. Computer Simulation. Waiting Line Analysis. Linear Programming. Decision Tree Analysis.

Decision tree analysisDecision tree analysis
Structures complex multiphase decisions, showing: What decisions must be made What sequence the decisions must occur Interdependence of the decisions
Allows objective evaluation of alternatives Incorporates uncertainty Develops expected values
Example of a Decision Tree Example of a Decision Tree ProblemProblem
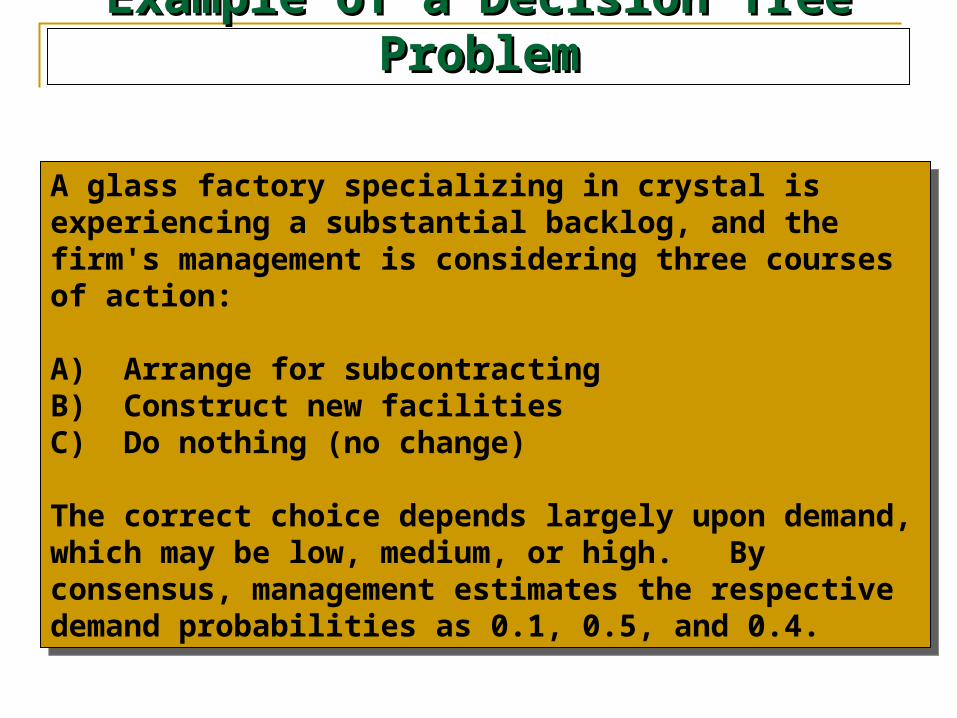
A glass factory specializing in crystal is experiencing a substantial backlog, and the firm's management is considering three courses of action:
A) Arrange for subcontractingB) Construct new facilitiesC) Do nothing (no change)
The correct choice depends largely upon demand, which may be low, medium, or high. By consensus, management estimates the respective demand probabilities as 0.1, 0.5, and 0.4.
A glass factory specializing in crystal is experiencing a substantial backlog, and the firm's management is considering three courses of action:
A) Arrange for subcontractingB) Construct new facilitiesC) Do nothing (no change)
The correct choice depends largely upon demand, which may be low, medium, or high. By consensus, management estimates the respective demand probabilities as 0.1, 0.5, and 0.4.

Example of a Decision Tree Problem (Continued): The Payoff Table
0.1 0.5 0.4Low Medium High
A 10 50 90B -120 25 200C 20 40 60
The management also estimates the profits when choosing from the three alternatives (A, B, and C) under the differing probable levels of demand. These profits, in thousands of dollars are presented in the table below:
The management also estimates the profits when choosing from the three alternatives (A, B, and C) under the differing probable levels of demand. These profits, in thousands of dollars are presented in the table below:

Step 1. We start by drawing the three Step 1. We start by drawing the three decisionsdecisions
A
B
C
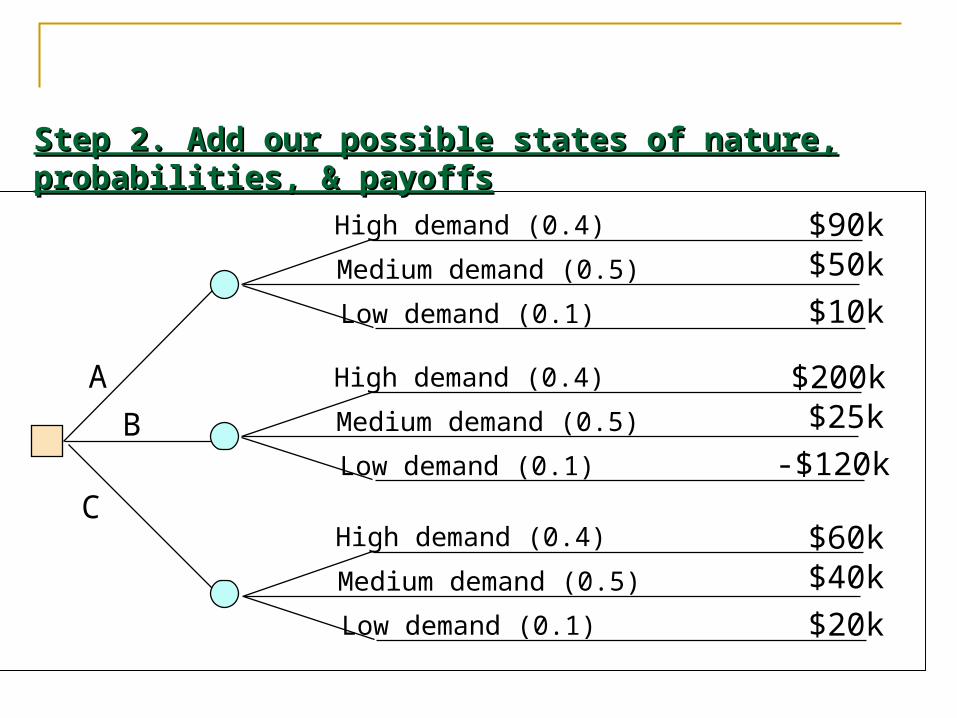
Step 2. Add our possible states of nature, Step 2. Add our possible states of nature, probabilities, & payoffsprobabilities, & payoffs
A
B
C
High demand (0.4)
Medium demand (0.5)
Low demand (0.1)
$90k$50k
$10k
High demand (0.4)
Medium demand (0.5)
Low demand (0.1)
$200k$25k
-$120k
High demand (0.4)
Medium demand (0.5)
Low demand (0.1)
$60k$40k
$20k

Step 3. Determine the expected value of Step 3. Determine the expected value of each decisioneach decision
High demand (0.4)High demand (0.4)
Medium demand (0.5)Medium demand (0.5)
Low demand (0.1)Low demand (0.1)
AA
$90k$90k
$50k$50k
$10k$10k
EVA=0.4(90)+0.5(50)+0.1(10)=$62kEVA=0.4(90)+0.5(50)+0.1(10)=$62k
$62k$62k
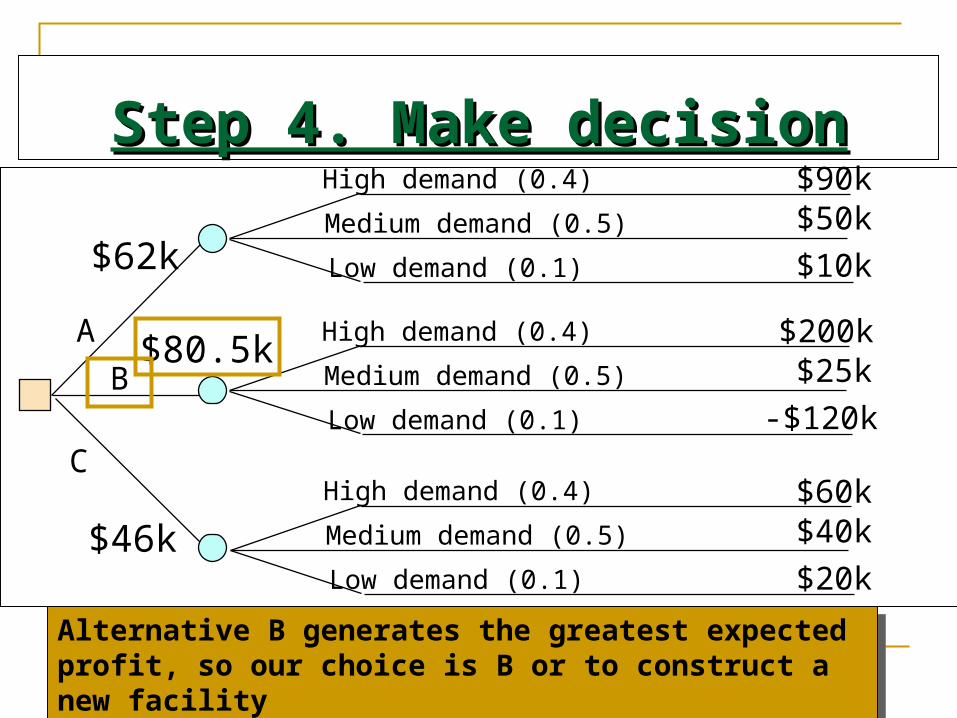
Step 4. Make decisionStep 4. Make decisionHigh demand (0.4)
Medium demand (0.5)
Low demand (0.1)
High demand (0.4)
Medium demand (0.5)
Low demand (0.1)
A
B
CHigh demand (0.4)
Medium demand (0.5)
Low demand (0.1)
$90k$50k
$10k
$200k$25k
-$120k
$60k$40k
$20k
$62k
$80.5k
$46k
Alternative B generates the greatest expected profit, so our choice is B or to construct a new facility
Alternative B generates the greatest expected profit, so our choice is B or to construct a new facility