copper and copper alloys Ð plate, sheet, strip and circles
TRANSCRIPT

|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
BRITISH STANDARD BS EN1652:1998
IncorporatingCorrigendum No. 1
The European Standard EN 1652:1997 has the status of aBritish Standard
ICS 77.150.30
NO COPYING WITHOUT BSI PERMISSION EXCEPT AS PERMITTED BY COPYRIGHT LAW
Copper and copper alloys Ð
Plate, sheet, strip and circlesfor general purposes
This British Standard, havingbeen prepared under thedirection of the EngineeringSector Board, was publishedunder the authority of theStandards Board and comes intoeffect on 15 April 1998
BSI 1998
ISBN 0 580 29464 1
BS EN 1652:1998
Amendments issued since publication
Amd. No. Date Text affected
10198Corr. No. 1
September1998
Indicated by a sideline in the margin
||
National foreword
This British Standard is the English language version of EN 1652:1997. Together withBS EN 1653:1998 and BS EN 1654:1998 it supersedes BS 2870:1980 and BS 2875:1969which are withdrawn.
The UK participation in its preparation was entrusted by Technical CommitteeNFE/34, Copper and copper alloys, to Subcommittee NFE/34/1, Wrought andunwrought copper and copper alloys, which has the responsibility to:
± aid enquirers to understand the text;
± present to the responsible European committee any enquiries on theinterpretation, or proposals for change, and keep the UK interests informed;
± monitor related international and European developments and promulgatethem in the UK.
A list of organizations represented on this committee can be obtained on request toits secretary.
Cross-references
The British Standards which implement international or European publicationsreferred to in this document may be found in the BSI Standards Catalogue under thesection entitled ªInternational Standards Correspondence Indexº, or by using theªFindº facility of the BSI Standards Electronic Catalogue.
A British Standard does not purport to include all the necessary provisions of acontract. Users of British Standards are responsible for their correct application.
Compliance with a British Standard does not of itself confer immunityfrom legal obligations.

CENEuropean Committee for Standardization
Comite EuropeÂen de Normalisation
EuropaÈisches Komitee fuÈ r Normung
Central Secretariat: rue de Stassart 36, B-1050 Brussels
1997 CEN All rights of exploitation in any form and by any means reserved worldwide for CEN nationalMembers.
Ref. No. EN 1652:1997 E
EUROPEAN STANDARD EN 1652
NORME EUROPEÂ ENNE
EUROPAÈ ISCHE NORM December 1997
ICS 77.150.30
Descriptors: Copper, copper alloys, rolled products, metal plates, steel strips, blank, designation, chemical composition, mechanicalproperties, dimensions, dimensional tolerances, sampling, tests, verification
English version
Copper and copper alloys Ð Plate, sheet, strip and circles forgeneral purposes
Cuivre et alliages de cuivre Ð Plaques, toà les,bandes et disques pour usages geÂneÂraux
Kupfer und Kupferlegierungen Ð Platten, Bleche,BaÈnder, Streifen und Ronden zur allgemeinenVerwendung
This European Standard was approved by CEN on 6 November 1997.
CEN members are bound to comply with the CEN/CENELEC Internal Regulationswhich stipulate the conditions for giving this European Standard the status of anational standard without any alteration. Up-to-date lists and bibliographicalreferences concerning such national standards may be obtained on application tothe Central Secretariat or to any CEN member.
This European Standard exists in three official versions (English, French, German).A version in any other language made by translation under the responsibility of aCEN member into its own language and notified to the Central Secretariat has thesame status as the official versions.
CEN members are the national standards bodies of Austria, Belgium, CzechRepublic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy,Luxembourg, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland andUnited Kingdom.

Page 2EN 1652:1997
BSI 1998
Foreword
This European Standard has been prepared byTechnical Committee CEN/TC 133, Copper and copperalloys, the secretariat of which is held by DIN.
This European Standard shall be given the status of anational standard, either by publication of an identicaltext or by endorsement, at the latest by June 1998, andconflicting national standards shall be withdrawn atthe latest by June 1998.
Within its programme of work, Technical CommitteeCEN/TC 133 requested CEN/TC 133/WG 2, Rolled flatproducts, to prepare the following standard:
EN 1652, Copper and copper alloys Ð Plate, sheet,strip and circles for general purposes
This is one of a series of European Standards forcopper and copper alloy rolled flat products. Otherproducts are, or will be, specified as follows:
EN 1172, Copper and copper alloys Ð Sheet and stripfor building purposes
EN 1653, Copper and copper alloys Ð Plate, sheet andcircles for boilers, pressure vessels and hot waterstorage units
EN 1654, Copper and copper alloys Ð Strip forsprings and connectors
EN 1758, Copper and copper alloys Ð Strip for leadframes
Copper and copper alloys Ð Copper plate, sheet andstrip for electrical purposes (WI: 00133022)
According to the CEN/CENELEC Internal Regulations,the national standards organizations of the followingcountries are bound to implement this Europeanstandard: Austria, Belgium, Czech Republic, Denmark,Finland, France, Germany, Greece, Iceland, Ireland,Italy, Luxembourg, Netherlands, Norway, Portugal,Spain, Sweden, Switzerland and the United Kingdom.
Contents
Page
Foreword 2
1 Scope 3
2 Normative references 3
3 Definitions 3
3.1 plate 3
3.2 sheet 3
3.3 strip 3
3.4 circle 3
4 Designations 3
4.1 Material 3
4.2 Material condition 3
4.3 Product 4
5 Ordering information 5
Page
6 Requirements 5
6.1 Composition 5
6.2 Mechanical properties 5
6.3 Grain size 5
6.4 Dimensions and tolerances 5
6.5 Edgewise curvature c 5
6.6 Surface condition 6
7 Sampling 6
7.1 General 6
7.2 Analysis 6
7.3 Tensile, hardness, grain size andtechnological tests 6
8 Test methods 6
8.1 Analysis 6
8.2 Tensile test 6
8.3 Hardness test 6
8.4 Estimation of average grain size 6
8.5 Technological tests 6
8.6 Retests 6
8.7 Rounding of results 7
9 Declaration of conformity andinspection documentation 7
9.1 Declaration of conformity 7
9.2 Inspection documentation 7
10 Marking, packaging, labelling 7
Annex A (informative) Bibliography 38
Figure 1 Ð Edgewise curvature c 6
Table 1 Ð Composition of copper 7
Table 2 Ð Composition of copper alloys 8
Table 3 Ð Mechanical properties 11
Table 4 Ð Tolerances on thickness of hotrolled products (plate, sheet, strip andcircles) 35
Table 5 Ð Tolerances on thickness of coldrolled products (sheet, strip and circles) 35
Table 6 Ð Tolerances on width of coldrolled strip 36
Table 7 Ð Tolerances on width of plate andsheet 36
Table 8 Ð Tolerances on length of plate,sheet and strip cut to length for lengths upto 5 000 mm 36
Table 9 Ð Squareness of cut plate and sheet 36
Table 10 Ð Tolerances on diameter forcircles 37
Table 11 Ð Edgewise curvature c 37

Page 3EN 1652:1997
BSI 1998
1 ScopeThis European Standard specifies the composition,property requirements and tolerances on dimensionsand form for copper and copper alloy plate, sheet,strip and circles for general purposes.
The sampling procedures, the methods of test forverification of conformity to the requirements of thisstandard, and the delivery conditions are alsospecified.
2 Normative referencesThis European Standard incorporates, by dated orundated reference, provisions from other publications.These normative references are cited at theappropriate places in the text and the publications arelisted hereafter. For dated references, subsequentamendments to or revisions of any of thesepublications apply to this European Standard onlywhen incorporated in it by amendment or revision. Forundated references, the latest edition of the publicationreferred to applies.
EN 1655, Copper and copper alloys Ð Declarations ofconformity.
prEN 1976, Copper and copper alloys Ð Castunwrought copper products.
EN 10002-1, Metallic materials Ð Tensile testing ÐPart 1: Method of test (at ambient temperature).
EN 10204, Metallic products Ð Types of inspectiondocuments.
EN ISO 2624, Copper and copper alloys Ð Estimationof average grain size.(ISO 2624:1990)
ISO 1811-2, Copper and copper alloys Ð Selection andpreparation of samples for chemical analysis ÐPart 2: Sampling of wrought products and castings.
ISO 6507-1, Metallic materials Ð Hardness test ÐVickers test Ð Part 1: HV 5 to HV 100.
ISO 6507-2, Metallic materials Ð Hardness test ÐVickers test Ð Part 2: HV 0,2 to less than HV 5.
ISO 7438, Metallic materials Ð Bend test.
ISO 7799, Metallic materials Ð Sheet and strip 3 mmthick or less Ð Reverse bend test.
ISO 8490, Metallic materials Ð Sheet and strip ÐModified Erichsen cupping test.NOTE Informative references to documents used in thepreparation of this standard, and cited at the appropriate places inthe text, are listed in a bibliography, see annex A.
3 DefinitionsFor the purposes of this standard, the followingdefinitions, based on ISO 197-3, apply:
3.1
plate
flat rolled product of rectangular cross-section withuniform thickness greater than 10 mm
3.2
sheet
flat rolled product of rectangular cross-section withuniform thickness from 0,2 mm up to and including10 mm, supplied in straight lengths, usually withsheared or sawn edges. The thickness does not exceedone tenth of the width
3.3
strip
flat rolled product of rectangular cross-section withuniform thickness from 0,1 mm up to and including5,0 mm manufactured in coil and supplied in assheared coils, traverse wound coils or cut to length,usually with slit edges. The thickness does not exceedone tenth of the width
3.4
circle
circular blank
4 Designations
4.1 Material
4.1.1 General
The material is designated either by a symbol or anumber (see Tables 1 and 2).
4.1.2 Symbol
The material symbol designation is based on thedesignation system given in ISO 1190-1.NOTE Although material symbol designations used in thisstandard might be the same as those in other standards using thedesignation system given in ISO 1190-1, the detailed compositionrequirements are not necessarily the same.
4.1.3 Number
The material number designation is in accordance withthe system given in EN 1412.
4.2 Material condition
For the purposes of this standard, the followingdesignations, which are in accordance with the systemgiven in EN 1173, apply for the material condition:
R… Material condition designated by theminimum value of tensile strengthrequirement for the product with mandatorytensile strength and elongation requirements;
H… Material condition designated by theminimum value of hardness requirement forthe product with mandatory hardnessrequirements;
G… Material condition designated by themid-range value of grain size requirementfor the product with mandatory grain sizeand hardness requirements.
Exact conversion between material conditionsdesignated R…, H… and G… is not possible.
Material condition is designated by only one of theabove designations.

Page 4EN 1652:1997
BSI 1998
4.3 Product
The product designation provides a standardized pattern of designation from which a rapid and unequivocaldescription of a product is conveyed in communication. It provides mutual comprehension at the internationallevel with regard to products which meet the requirements of the relevant European Standard.
The product designation is no substitute for the full content of the standard.
The product designation for products to this standard shall consist of:
± denomination (plate, sheet, strip or circle);
± number of this European Standard (EN 1652);
± material designation, either symbol or number (see Tables 1 and 2);
± material condition designation (see Table 3);
± nominal dimensions:
± plate: thickness3width3 length [either ªas manufacturedº (M) or ªfixedº (F) length] (see example 1);
± sheet: thickness3width3 length [either ªas manufacturedº (M) or ªfixedº (F) length];
± strip (in coils or on spools): thickness3width;
± strip (cut to length): thickness3width3 length [either ªas manufacturedº (M) or ªfixedº (F) length];
± circles: thickness3 diameter (see example 2).
The derivation of a product designation is shown for plate in example 1 and another typical product designationis shown in example 2.
EXAMPLE 1:
Plate conforming to this standard, in material designated either Cu-OF or CW008A, in material condition H065,nominal thickness 14,25 mm, nominal width 350,5 mm, as manufactured length 1 200 mm, shall be designated asfollows:
EXAMPLE 2:
Circle conforming to this standard, in material designated either CuNi12Zn24 or CW403J, in material conditionR550, nominal thickness 1,115 mm, nominal diameter 345,5 mm, shall be designated as follows:
Circle EN 1652 Ð CuNi12Zn24 Ð R550 Ð 1,1153 345,5
or
Circle EN 1652 Ð CW403J Ð R550 Ð 1,1153 345,5

Page 5EN 1652:1997
BSI 1998
5 Ordering informationIn order to facilitate the enquiry, order andconfirmation of order procedures between thepurchaser and the supplier, the purchaser shall state onhis enquiry and order the following information:
a) quantity of product required:
± plate: number of pieces or mass;
± sheet: number of pieces or mass;
± strip (in coils or on spools): mass;
± strip (cut to length): mass or number of pieces;
± circle: number of pieces or mass;
b) denomination (plate, sheet, strip or circle);
c) number of this European standard (EN 1652);
d) material designation (see Tables 1 and 2);
e) material condition designation (see 4.2 andTable 3) if the choice is not to be left to thediscretion of the supplier;
f) nominal dimensions:
± plate, sheet, strip (cut to length):thickness3width3 length (either ªasmanufacturedº or ªfixedº length);
± strip (in coils or on spools): thickness3width;
± circles: thickness3 diameter;
g) coil size (strip) requirements: nominal insidediameter in millimetres and maximum outsidediameter in millimetres and either maximum mass inkilograms or approximate specific coil weight (massper width) in kilograms per millimetre;
h) spool size (strip): type or dimensions.
NOTE It is recommended that the product designation asdescribed in 4.3, is used for items b) to f).
In addition, the purchaser shall also state on theenquiry and order any of the following, if required:
i) thickness tolerance required for hot rolled plate orcircles with width or diameter over 1 500 mm(see Table 4);
j) width tolerance required for plate or sheet withwidth over 1 250 mm (see Table 7);
k) squareness requirement for cut plate or sheetwith width over 1 250 mm (see Table 9);
l) tolerance on diameter required for circles withdiameter over 2 000 mm and thickness over 2,5 mmup to and including 5,0 mm (see Table 10);
m) whether one or more technological tests arerequired, and if so, the test method(s) and test(s)acceptance criteria (see 8.5);
n) whether a declaration of conformity is required(see 9.1);
o) whether an inspection document is required, andif so, which type (see 9.2);
p) whether there are any special requirements formarking, packaging or labelling (see clause 10).
EXAMPLE:
Ordering details for 1 500 kg strip conformingto EN 1652, in material designated either CuZn37or CW508L, in material condition R480, nominalthickness 0,543 mm, nominal width 219,25 mm, nominalinside diameter of coil 300 mm, maximum outsidediameter of coil 950 mm, approximate specific coilweight (mass per width) 4,5 kg/mm:
1 500 kg StripEN 1652
± CuZn37 ± R480 ± 0,5433 219,25± nominal inside diameter of coil300 mm± maximum outside diameter ofcoil 950 mm± approximate specific coilweight 4,5 kg/mm
or
1 500 kg StripEN 1652
± CW508L ± R480 ± 0,5433 219,25± nominal inside diameter of coil300 mm± maximum outside diameter ofcoil 950 mm± approximate specific coilweight 4,5 kg/mm
6 Requirements
6.1 Composition
The composition shall conform to the requirements forthe appropriate material given in Tables 1 and 2.
Percentage content of the element shown asªremainderº (Rem.) is usually calculated by differencefrom 100 %.
6.2 Mechanical properties
The mechanical properties shall conform to theappropriate requirements given in Table 3. The testsshall be carried out in accordance with 8.2 and 8.3.
6.3 Grain size
The grain size of G… condition material shall conformto the appropriate requirements given in Table 3. Thetest shall be carried out in accordance with 8.4.
6.4 Dimensions and tolerances
Plate, sheet, strip and circles shall conform to theappropriate tolerances on dimensions and form givenin Tables 4 to 10. Plate, sheet and strip up to 5 000 mmin length may be supplied in ªas manufacturedº orªfixedº lengths (see Table 8).
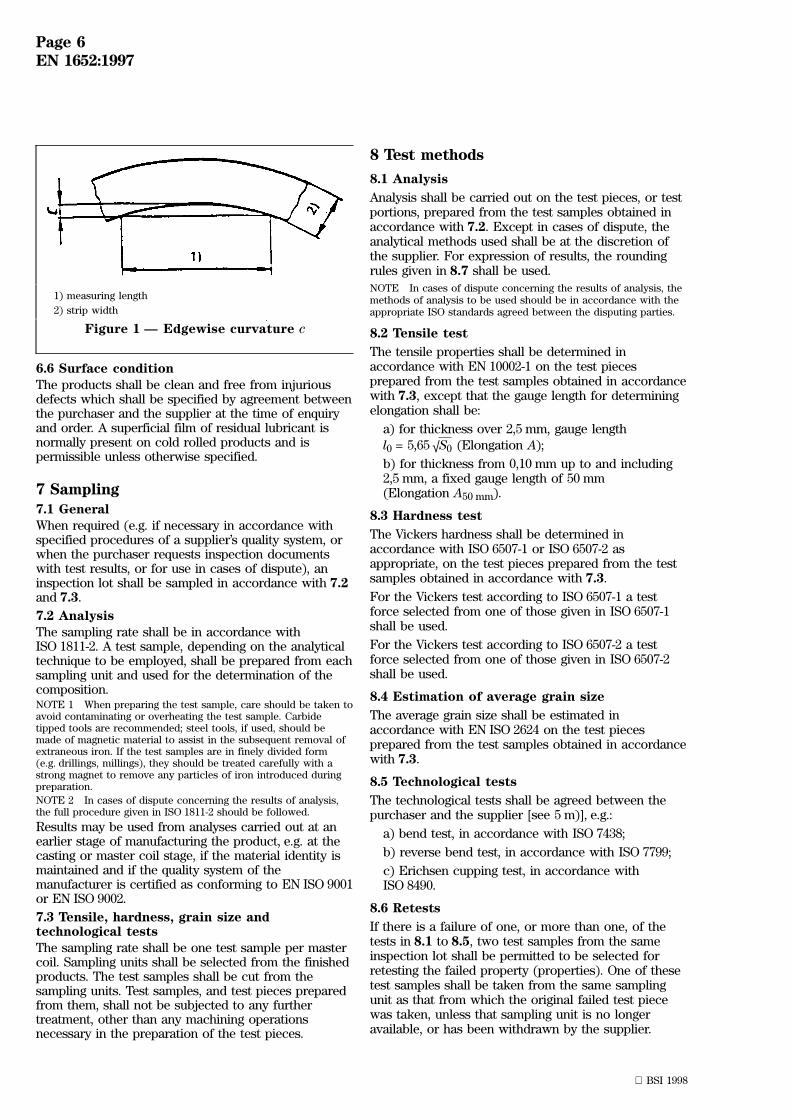
6.5 Edgewise curvature c
For the straightness of the longitudinal edge, whichunless otherwise agreed between the purchaser andthe supplier shall be based on a measuring length of1 000 mm, the edgewise curvature c (see Figure 1) shallnot exceed the values given in Table 11.
If the purchaser and the supplier agree on a measuringlength of 2 000 mm, the edgewise curvature c shall notexceed the values given in Table 11 multiplied by 4.
Page 6EN 1652:1997
BSI 1998
1) measuring length
2) strip width
Figure 1 Ð Edgewise curvature c
6.6 Surface condition
The products shall be clean and free from injuriousdefects which shall be specified by agreement betweenthe purchaser and the supplier at the time of enquiryand order. A superficial film of residual lubricant isnormally present on cold rolled products and ispermissible unless otherwise specified.
7 Sampling7.1 General
When required (e.g. if necessary in accordance withspecified procedures of a supplier's quality system, orwhen the purchaser requests inspection documentswith test results, or for use in cases of dispute), aninspection lot shall be sampled in accordance with 7.2and 7.3.
7.2 Analysis
The sampling rate shall be in accordance withISO 1811-2. A test sample, depending on the analyticaltechnique to be employed, shall be prepared from eachsampling unit and used for the determination of thecomposition.NOTE 1 When preparing the test sample, care should be taken toavoid contaminating or overheating the test sample. Carbidetipped tools are recommended; steel tools, if used, should bemade of magnetic material to assist in the subsequent removal ofextraneous iron. If the test samples are in finely divided form(e.g. drillings, millings), they should be treated carefully with astrong magnet to remove any particles of iron introduced duringpreparation.
NOTE 2 In cases of dispute concerning the results of analysis,the full procedure given in ISO 1811-2 should be followed.
Results may be used from analyses carried out at anearlier stage of manufacturing the product, e.g. at thecasting or master coil stage, if the material identity ismaintained and if the quality system of themanufacturer is certified as conforming to EN ISO 9001or EN ISO 9002.
7.3 Tensile, hardness, grain size andtechnological tests
The sampling rate shall be one test sample per mastercoil. Sampling units shall be selected from the finishedproducts. The test samples shall be cut from thesampling units. Test samples, and test pieces preparedfrom them, shall not be subjected to any furthertreatment, other than any machining operationsnecessary in the preparation of the test pieces.
8 Test methods
8.1 Analysis
Analysis shall be carried out on the test pieces, or testportions, prepared from the test samples obtained inaccordance with 7.2. Except in cases of dispute, theanalytical methods used shall be at the discretion ofthe supplier. For expression of results, the roundingrules given in 8.7 shall be used.
NOTE In cases of dispute concerning the results of analysis, themethods of analysis to be used should be in accordance with theappropriate ISO standards agreed between the disputing parties.
8.2 Tensile test
The tensile properties shall be determined inaccordance with EN 10002-1 on the test piecesprepared from the test samples obtained in accordancewith 7.3, except that the gauge length for determiningelongation shall be:
a) for thickness over 2,5 mm, gauge length
l0 = 5,65 (Elongation A);√S0
b) for thickness from 0,10 mm up to and including2,5 mm, a fixed gauge length of 50 mm(Elongation A50 mm).
8.3 Hardness test
The Vickers hardness shall be determined inaccordance with ISO 6507-1 or ISO 6507-2 asappropriate, on the test pieces prepared from the testsamples obtained in accordance with 7.3.
For the Vickers test according to ISO 6507-1 a testforce selected from one of those given in ISO 6507-1shall be used.
For the Vickers test according to ISO 6507-2 a testforce selected from one of those given in ISO 6507-2shall be used.
8.4 Estimation of average grain size
The average grain size shall be estimated inaccordance with EN ISO 2624 on the test piecesprepared from the test samples obtained in accordancewith 7.3.
8.5 Technological tests
The technological tests shall be agreed between thepurchaser and the supplier [see 5 m)], e.g.:
a) bend test, in accordance with ISO 7438;
b) reverse bend test, in accordance with ISO 7799;
c) Erichsen cupping test, in accordance withISO 8490.
8.6 Retests
If there is a failure of one, or more than one, of thetests in 8.1 to 8.5, two test samples from the sameinspection lot shall be permitted to be selected forretesting the failed property (properties). One of thesetest samples shall be taken from the same samplingunit as that from which the original failed test piecewas taken, unless that sampling unit is no longeravailable, or has been withdrawn by the supplier.

Page 7EN 1652:1997
BSI 1998
Table 1 Ð Composition of copper
Material designation
Composition in % (m/m) Density2)
g/cm3
Element Cu1) Bi O P Pb
O t h e r e l e m e n t s(see note)
Symbol Number total excluding approx.
Cu-ETP CW004Amin. 99,90 Ð Ð Ð Ð Ð
Ag, O 8,9max. Ð 0,000 5 0,0403) Ð 0,005 0,03
Cu-FRTP CW006Amin. 99,90 Ð Ð Ð Ð Ð
Ag, Ni, O 8,9max. Ð Ð 0,100 Ð Ð 0,05
Cu-OF CW008Amin. 99,95 Ð Ð Ð Ð Ð
Ag 8,9max. Ð 0,000 5 Ð4) Ð 0,005 0,03
Cu-DLP CW023Amin. 99,90 Ð Ð 0,005 Ð Ð
Ag, Ni, P 8,9max. Ð 0,000 5 Ð 0,013 0,005 0,03
Cu-DHP CW024Amin. 99,90 Ð Ð 0,015 Ð Ð
Ð 8,9max. Ð Ð Ð 0,040 Ð Ð
1) Including Ag, up to a maximum of 0,015 %.2) For information only.3) Oxygen content up to 0,060 % is permitted, subject to agreement between the purchaser and the supplier.4) The oxygen content shall be such that the material conforms to the hydrogen embrittlement requirements of prEN 1976.
NOTE The total of other elements (than copper) is defined as the sum of Ag, As, Bi, Cd, Co, Cr, Fe, Mn, Ni, O, P, Pb, S, Sb, Se, Si, Sn,Te and Zn, subject to the exclusion of any individual elements indicated.
If the test pieces from both test samples pass theappropriate test(s), then the inspection lot representedshall be deemed to conform to the particularrequirement(s) of this standard. If a test piece fails atest, the inspection lot represented shall be deemed notto conform to this standard.
8.7 Rounding of results
For the purpose of determining conformity to thelimits specified in this standard, an observed or acalculated value obtained from a test shall be roundedin accordance with the following procedure, which isbased upon the guidance given in annex B ofISO 31-0:1992. It shall be rounded in one step to thesame number of figures used to express the specifiedlimit in this standard, except that for tensile strengththe rounding interval shall be 10 N/mm2 and forelongation the value shall be rounded to the nearest1 %.
The following rules shall be used for rounding:
a) if the figure immediately after the last figure to beretained is less than five, the last figure to beretained shall be kept unchanged;
b) if the figure immediately after the last figure to beretained is equal to or greater than five, the lastfigure to be retained shall be increased by one.
9 Declaration of conformity andinspection documentation
9.1 Declaration of conformity
When requested by the purchaser [see 5 n)] and agreedwith the supplier, the supplier shall issue for theproducts the appropriate declaration of conformity inaccordance with EN 1655.
9.2 Inspection documentation
When requested by the purchaser [see 5 o)] and agreedwith the supplier, the supplier shall issue for theproducts the appropriate inspection document inaccordance with EN 10204.
10 Marking, packaging, labellingUnless otherwise specified by the purchaser andagreed by the supplier, the marking, packaging andlabelling shall be left to the discretion of the supplier[see 5 p)].

BSI 1998
Page 8EN 1652:1997
Tab
le2
ÐC
om
po
siti
on
of
co
pp
er
all
oys
Mate
rial
desig
nati
on
Co
mp
osit
ion
in%
(m
/m)
De
nsit
y1
)
g/c
m3
Sym
bo
lN
um
be
rE
lem
en
tC
uA
lA
sB
eC
Co
Fe
Mn
Ni
PP
bS
Si
Sn
Zn
Oth
ers
tota
lap
pro
x.
Cu
Be2
CW
101C
min
.R
em
.Ð
Ð1,8
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
8,3
max
.Ð
ÐÐ
2,1
Ð0,3
0,2
Ð0,3
ÐÐ
ÐÐ
ÐÐ
0,5
Cu
Co
1N
i1B
eC
W103C
min
.R
em
.Ð
Ð0,4
Ð0,8
ÐÐ
0,8
ÐÐ
ÐÐ
ÐÐ
Ð8,8
max
.Ð
ÐÐ
0,7
Ð1,3
0,2
Ð1,3
ÐÐ
ÐÐ
ÐÐ
0,5
Cu
Co
2B
eC
W104C
min
.R
em
.Ð
Ð0,4
Ð2,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
8,8
max
.Ð
ÐÐ
0,7
Ð2,8
0,2
Ð0,3
ÐÐ
ÐÐ
ÐÐ
0,5
Cu
Ni2
Be
CW
110C
min
.R
em
.Ð
Ð0,2
ÐÐ
ÐÐ
1,4
ÐÐ
ÐÐ
ÐÐ
Ð8,8
max
.Ð
ÐÐ
0,6
Ð0,3
0,2
Ð2,2
ÐÐ
ÐÐ
ÐÐ
0,5
Cu
Ni2
Si
CW
111C
min
.R
em
.Ð
ÐÐ
ÐÐ
ÐÐ
1,6
ÐÐ
Ð0,4
ÐÐ
Ð8,8
max
.Ð
ÐÐ
ÐÐ
Ð0,2
0,1
2,5
Ð0,0
2Ð
0,8
ÐÐ
0,3
Cu
Zn
0,5
CW
119C
min
.R
em
.Ð
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
0,1
Ð8,9
max
.Ð
ÐÐ
ÐÐ
ÐÐ
ÐÐ
0,0
2Ð
ÐÐ
Ð1,0
0,1
Cu
Al8
Fe3
CW
303G
min
.R
em
.6,5
ÐÐ
ÐÐ
1,5
ÐÐ
ÐÐ
ÐÐ
ÐÐ
Ð7,7
max
.Ð
8,5
ÐÐ
ÐÐ
3,5
1,0
1,0
Ð0,0
5Ð
0,2
0,1
0,5
0,2
Cu
Ni2
5C
W350H
min
.R
em
.Ð
ÐÐ
ÐÐ
ÐÐ
24,0
ÐÐ
ÐÐ
ÐÐ
Ð8,9
max
.Ð
ÐÐ
Ð0,0
50,1
0,3
0,5
26,0
Ð0,0
20,0
5Ð
0,0
30,5
0,1
Cu
Ni9
Sn
2C
W351H
min
.R
em
.Ð
ÐÐ
ÐÐ
ÐÐ
8,5
ÐÐ
ÐÐ
1,8
ÐÐ
8,9
max
.Ð
ÐÐ
ÐÐ
Ð0,3
0,3
10,5
Ð0,0
3Ð
Ð2,8
0,1
0,1
Cu
Ni1
0F
e1M
nC
W352H
min
.R
em
.Ð
ÐÐ
ÐÐ
1,0
0,5
9,0
ÐÐ
ÐÐ
ÐÐ
Ð8,9
max
.Ð
ÐÐ
Ð0,0
50,1
2)
2,0
1,0
11,0
0,0
20,0
20,0
5Ð
0,0
30,5
0,2
Cu
Ni3
0M
n1F
eC
W354H
min
.R
em
.Ð
ÐÐ
ÐÐ
0,4
0,5
30,0
ÐÐ
ÐÐ
ÐÐ
Ð8,9
max
.Ð
ÐÐ
Ð0,0
50,1
2)
1,0
1,5
32,0
0,0
20,0
20,0
5Ð
0,0
50,5
0,2
Cu
Ni1
0Z
n27
CW
401J
min
.61,0
ÐÐ
ÐÐ
ÐÐ
Ð9,0
ÐÐ
ÐÐ
ÐR
em
.Ð
8,6
max
.64,0
ÐÐ
ÐÐ
Ð0,3
0,5
11,0
Ð0,0
5Ð
ÐÐ
Ð0,2
Cu
Ni1
2Z
n24
CW
403J
min
.63,0
ÐÐ
ÐÐ
ÐÐ
Ð11,0
ÐÐ
ÐÐ
ÐR
em
.Ð
8,7
max
.66,0
ÐÐ
ÐÐ
Ð0,3
0,5
13,0
Ð0,0
3Ð
Ð0,0
3Ð
0,2
Cu
Ni1
2Z
n25P
b1
CW
404J
min
.60,0
ÐÐ
ÐÐ
ÐÐ
Ð11,0
Ð0,5
ÐÐ
ÐR
em
.Ð
8,7
max
.63,0
ÐÐ
ÐÐ
Ð0,3
0,5
13,0
Ð1,5
ÐÐ
0,2
Ð0,2

Page 9EN 1652:1997
BSI 1998
Tab
le2
ÐC
om
po
siti
on
of
co
pp
er
all
oys
(con
tin
ued
)
Mate
rial
desig
nati
on
Co
mp
osit
ion
in%
(m
/m)
De
nsit
y1
)
g/c
m3
Sym
bo
lN
um
be
rE
lem
en
tC
uA
lA
sB
eC
Co
Fe
Mn
Ni
PP
bS
Si
Sn
Zn
Oth
ers
tota
lap
pro
x.
Cu
Ni1
8Z
n20
CW
409J
min
.60,0
ÐÐ
ÐÐ
ÐÐ
Ð17,0
ÐÐ
ÐÐ
ÐR
em
.Ð
8,7
max
.63,0
ÐÐ
ÐÐ
Ð0,3
0,5
19,0
Ð0,0
3Ð
Ð0,0
3Ð
0,2
Cu
Ni1
8Z
n27
CW
410J
min
.53,0
ÐÐ
ÐÐ
ÐÐ
Ð17,0
ÐÐ
ÐÐ
ÐR
em
.Ð
8,7
max
.56,0
ÐÐ
ÐÐ
Ð0,3
0,5
19,0
Ð0,0
3Ð
Ð0,0
3Ð
0,2
Cu
Sn
4C
W450K
min
.R
em
.Ð
ÐÐ
ÐÐ
ÐÐ
Ð0,0
1Ð
ÐÐ
3,5
ÐÐ
8,9
max
.Ð
ÐÐ
ÐÐ
Ð0,1
Ð0,2
0,4
0,0
2Ð
Ð4,5
0,2
0,2
Cu
Sn
5C
W451K
min
.R
em
.Ð
ÐÐ
ÐÐ
ÐÐ
0,0
1Ð
ÐÐ
4,5
ÐÐ
8,9
max
.Ð
ÐÐ
ÐÐ
Ð0,1
Ð0,2
0,4
0,0
2Ð
Ð5,5
0,2
0,2
Cu
Sn
6C
W452K
min
.R
em
.Ð
ÐÐ
ÐÐ
ÐÐ
Ð0,0
1Ð
ÐÐ
5,5
ÐÐ
8,8
max
.Ð
ÐÐ
ÐÐ
Ð0,1
Ð0,2
0,4
0,0
2Ð
Ð7,0
0,2
0,2
Cu
Sn
8C
W453K
min
.R
em
.Ð
ÐÐ
ÐÐ
ÐÐ
Ð0,0
1Ð
ÐÐ
7,5
ÐÐ
8,8
max
.Ð
ÐÐ
ÐÐ
Ð0,1
Ð0,2
0,4
0,0
2Ð
Ð8,5
0,2
0,2
Cu
Sn
3Z
n9
CW
454K
min
.R
em
.Ð
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
Ð1,5
7,5
Ð8,8
max
.Ð
ÐÐ
ÐÐ
Ð0,1
Ð0,2
0,2
0,1
ÐÐ
3,5
10,0
0,2
Cu
Zn
5C
W500L
min
.94,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐR
em
.Ð
8,9
max
.96,0
0,0
2Ð
ÐÐ
Ð0,0
5Ð
0,3
Ð0,0
5Ð
Ð0,1
Ð0,1
Cu
Zn
10
CW
501L
min
.89,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐR
em
.Ð
8,8
max
.91,0
0,0
2Ð
ÐÐ
Ð0,0
5Ð
0,3
Ð0,0
5Ð
Ð0,1
Ð0,1
Cu
Zn
15
CW
502L
min
.84,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐR
em
.Ð
8,8
max
.86,0
0,0
2Ð
ÐÐ
Ð0,0
5Ð
0,3
Ð0,0
5Ð
Ð0,1
Ð0,1
Cu
Zn
20
CW
503L
min
.79,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐR
em
.Ð
8,7
max
.81,0
0,0
2Ð
ÐÐ
Ð0,0
5Ð
0,3
Ð0,0
5Ð
Ð0,1
Ð0,1
Cu
Zn
30
CW
505L
min
.69,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐR
em
.Ð
8,5
max
.71,0
0,0
2Ð
ÐÐ
Ð0,0
5Ð
0,3
Ð0,0
5Ð
Ð0,1
Ð0,1
Cu
Zn
33
CW
506L
min
.66,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐR
em
.Ð
8,5
max
.68,0
0,0
2Ð
ÐÐ
Ð0,0
5Ð
0,3
Ð0,0
5Ð
Ð0,1
Ð0,1
Cu
Zn
36
CW
507L
min
.63,5
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐR
em
.Ð
8,4
max
.65,5
0,0
2Ð
ÐÐ
Ð0,0
5Ð
0,3
Ð0,0
5Ð
Ð0,1
Ð0,1

BSI 1998
Page 10EN 1652:1997
Tab
le2
ÐC
om
po
siti
on
of
co
pp
er
all
oys
(con
tin
ued
)
Mate
rial
desig
nati
on
Co
mp
osit
ion
in%
(m
/m)
De
nsit
y1
)
g/c
m3
Sym
bo
lN
um
be
rE
lem
en
tC
uA
lA
sB
eC
Co
Fe
Mn
Ni
PP
bS
Si
Sn
Zn
Oth
ers
tota
lap
pro
x.
Cu
Zn
37
CW
508L
min
.62,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐR
em
.Ð
8,4
max
.64,0
0,0
5Ð
ÐÐ
Ð0,1
Ð0,3
Ð0,1
ÐÐ
0,1
Ð0,1
Cu
Zn
40
CW
509L
min
.59,5
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐR
em
.Ð
8,4
max
.61,5
0,0
5Ð
ÐÐ
Ð0,2
Ð0,3
Ð0,3
ÐÐ
0,2
Ð0,2
Cu
Zn
35P
b1
CW
600N
min
.62,5
ÐÐ
ÐÐ
ÐÐ
ÐÐ
Ð0,8
ÐÐ
ÐR
em
.Ð
8,5
max
.64,0
0,0
5Ð
ÐÐ
Ð0,1
Ð0,3
Ð1,6
ÐÐ
0,1
Ð0,1
Cu
Zn
37P
b0,5
CW
604N
min
.62,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
Ð0,1
ÐÐ
ÐR
em
.Ð
8,4
max
.64,0
0,0
5Ð
ÐÐ
Ð0,1
Ð0,3
Ð0,8
ÐÐ
0,2
Ð0,2
Cu
Zn
37P
b2
CW
606N
min
.61,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
Ð1,6
ÐÐ
ÐR
em
.Ð
8,4
max
.62,0
0,0
5Ð
ÐÐ
Ð0,2
Ð0,3
Ð2,5
ÐÐ
0,2
Ð0,2
Cu
Zn
38P
b2
CW
608N
min
.60,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
Ð1,6
ÐÐ
ÐR
em
.Ð
8,4
max
.61,0
0,0
5Ð
ÐÐ
Ð0,2
Ð0,3
Ð2,5
ÐÐ
0,2
Ð0,2
Cu
Zn
39P
b0,5
CW
610N
min
.59,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
Ð0,2
ÐÐ
ÐR
em
.Ð
8,4
max
.60,5
0,0
5Ð
ÐÐ
Ð0,2
Ð0,3
Ð0,8
ÐÐ
0,2
Ð0,2
Cu
Zn
39P
b2
CW
612N
min
.59,0
ÐÐ
ÐÐ
ÐÐ
ÐÐ
Ð1,6
ÐÐ
ÐR
em
.Ð
8,4
max
.60,0
0,0
5Ð
ÐÐ
Ð0,3
Ð0,3
Ð2,5
ÐÐ
0,3
Ð0,2
Cu
Zn
20A
l2A
sC
W702R
min
.76,0
1,8
0,0
2Ð
ÐÐ
ÐÐ
ÐÐ
ÐÐ
ÐÐ
Rem
.Ð
8,4
max
.79,0
2,3
0,0
6Ð
ÐÐ
0,0
70,1
0,1
0,0
10,0
5Ð
ÐÐ
Ð0,3
1)
Fo
rin
form
ati
on
on
ly.
2)
Co
max
.0,1
isco
un
ted
as
Ni.

Page 11EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
-ET
PC
u-F
RT
PC
u-O
FC
u-D
LP
Cu
-DH
P
CW
004A
CW
006A
CW
008A
CW
023A
CW
024A
R20
0o
ver
520
025
0(m
ax.
100)
Ð42
ÐÐ
ÐÐ
H04
0Ð
ÐÐ
ÐÐ
4065
ÐÐ
R22
00,
25
220
260
(max
.14
0)33
42Ð
ÐÐ
Ð
H04
0Ð
ÐÐ
ÐÐ
4065
ÐÐ
R24
00,
215
240
300
(min
.18
0)8
15Ð
ÐÐ
Ð
H06
5Ð
ÐÐ
ÐÐ
6595
ÐÐ
R29
00,
215
290
360
(min
.25
0)4
6Ð
ÐÐ
Ð
H09
0Ð
ÐÐ
ÐÐ
9011
0Ð
Ð
R36
00,
22
360
Ð(m
in.
320)
2Ð
ÐÐ
ÐÐ
H11
0Ð
ÐÐ
ÐÐ
110
ÐÐ
Ð

BSI 1998
Page 12EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Be2
CW
101C
R41
01)
115
410
Ð(m
ax.
250)
2020
ÐÐ
ÐÐ
H09
01)
ÐÐ
ÐÐ
Ð90
150
ÐÐ
R11
302)
115
113
0Ð
(min
.89
0)3
3Ð
ÐÐ
Ð
H34
02)
ÐÐ
ÐÐ
Ð34
041
0Ð
Ð
R58
01)
115
580
Ð(m
in.
510)
88
ÐÐ
ÐÐ
H18
01)
ÐÐ
ÐÐ
Ð18
025
0Ð
Ð
R12
002)
115
120
0Ð
(min
.98
0)2
2Ð
ÐÐ
Ð
H36
02)
ÐÐ
ÐÐ
Ð36
042
0Ð
Ð
Cu
Co
1Ni1
Be
Cu
Co
2Be
Cu
Ni2
Be
CW
103C
CW
104C
CW
110C
R24
01)
115
240
Ð(m
ax.
220)
2020
ÐÐ
ÐÐ
H06
01)
ÐÐ
ÐÐ
Ð60
130
ÐÐ
R48
01)
115
480
Ð(m
in.
370)
22
ÐÐ
ÐÐ
H14
01)
ÐÐ
ÐÐ
Ð14
018
0Ð
Ð
R65
02)
115
650
Ð(m
in.
500)
88
ÐÐ
ÐÐ
H20
02)
ÐÐ
ÐÐ
Ð20
028
0Ð
Ð
R75
02)
115
750
Ð(m
in.
650)
55
ÐÐ
ÐÐ
H21
02)
ÐÐ
ÐÐ
Ð21
029
0Ð
Ð

Page 13EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Ni2
Si
CW
111C
R26
03)
110
260
Ð(m
in.
60)
28Ð
ÐÐ
ÐÐ
H07
03)
ÐÐ
ÐÐ
Ð70
100
ÐÐ
R49
04)
110
490
Ð(m
in.
340)
11Ð
ÐÐ
ÐÐ
H14
04)
ÐÐ
ÐÐ
Ð14
019
0Ð
Ð
R45
01)
0,6
345
0Ð
(min
.36
0)2
ÐÐ
ÐÐ
Ð
H13
01)
ÐÐ
ÐÐ
Ð13
018
0Ð
Ð
R64
02)
0,6
364
0Ð
(min
.59
0)8
ÐÐ
ÐÐ
Ð
H17
02)
ÐÐ
ÐÐ
Ð17
022
0Ð
Ð

BSI 1998
Page 14EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Zn
0,5
CW
119C
R22
00,
25
220
260
(max
.14
0)33
42Ð
ÐÐ
Ð
H04
0Ð
ÐÐ
ÐÐ
4065
ÐÐ
R24
00,
25
240
300
(min
.18
0)8
15Ð
ÐÐ
Ð
H06
5Ð
ÐÐ
ÐÐ
6595
ÐÐ
R29
00,
25
290
360
(min
.25
0)Ð
6Ð
ÐÐ
Ð
H08
5Ð
ÐÐ
ÐÐ
8511
5Ð
Ð
R36
00,
21,
536
0Ð
(min
.32
0)Ð
ÐÐ
ÐÐ
Ð
H11
0Ð
ÐÐ
ÐÐ
110
ÐÐ
Ð
Cu
Al8
Fe3
CW
303G
R48
03
1548
0Ð
(min
.21
0)Ð
30Ð
ÐÐ
Ð
H11
0Ð
ÐÐ
ÐÐ
110
ÐÐ
Ð

Page 15EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Ni2
5C
W35
0H
R29
00,
315
290
Ð(m
in.
100)
ÐÐ
ÐÐ
ÐÐ
H07
0Ð
ÐÐ
ÐÐ
7010
0Ð
Ð
Cu
Ni9
Sn
2C
W35
1H
R34
00,
25
340
410
(max
.25
0)30
40Ð
ÐÐ
Ð
H07
5Ð
ÐÐ
ÐÐ
7511
0Ð
Ð
R38
00,
25
380
470
(min
.20
0)8
10Ð
ÐÐ
Ð
H11
0Ð
ÐÐ
ÐÐ
110
150
ÐÐ
R45
00,
22
450
530
(min
.37
0)4
ÐÐ
ÐÐ
Ð
H14
0Ð
ÐÐ
ÐÐ
140
170
ÐÐ
R50
00,
22
500
580
(min
.45
0)2
ÐÐ
ÐÐ
Ð
H16
0Ð
ÐÐ
ÐÐ
160
190
ÐÐ
R56
00,
22
560
650
(min
.52
0)Ð
ÐÐ
ÐÐ
Ð
H18
0Ð
ÐÐ
ÐÐ
180
210
ÐÐ

BSI 1998
Page 16EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Ni1
0Fe1
Mn
CW
352H
R30
00,
315
300
Ð(m
in.
100)
2030
ÐÐ
ÐÐ
H07
0Ð
ÐÐ
ÐÐ
7012
0Ð
Ð
R32
00,
315
320
Ð(m
in.
200)
Ð15
ÐÐ
ÐÐ
H10
0Ð
ÐÐ
ÐÐ
100
ÐÐ
Ð
Cu
Ni3
0Mn
1Fe
CW
354H
R35
00,
315
350
420
(min
.12
0)Ð
35Ð
ÐÐ
Ð
H08
0Ð
ÐÐ
ÐÐ
8012
0Ð
Ð
R41
00,
315
410
Ð(m
in.
300)
Ð14
ÐÐ
ÐÐ
H11
0Ð
ÐÐ
ÐÐ
110
ÐÐ
Ð

Page 17EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Ni1
0Zn
27C
uN
i12Z
n24
CW
401J
CW
403J
R36
00,
15
360
430
(max
.23
0)35
45Ð
ÐÐ
Ð
H08
0Ð
ÐÐ
ÐÐ
8011
0Ð
Ð
G02
00,
22
ÐÐ
ÐÐ
ÐÐ
110
0,01
50,
030
G03
5Ð
ÐÐ
ÐÐ
Ð10
00,
025
0,05
0
R43
00,
15
430
510
(min
.23
0)8
15Ð
ÐÐ
Ð
H11
0Ð
ÐÐ
ÐÐ
110
150
ÐÐ
R49
00,
15
490
580
(min
.40
0)Ð
8Ð
ÐÐ
Ð
H15
0Ð
ÐÐ
ÐÐ
150
180
ÐÐ
R55
00,
12
550
640
(min
.48
0)Ð
ÐÐ
ÐÐ
Ð
H17
0Ð
ÐÐ
ÐÐ
170
200
ÐÐ
R62
00,
12
620
Ð(m
in.
580)
ÐÐ
ÐÐ
ÐÐ
H19
0Ð
ÐÐ
ÐÐ
190
ÐÐ
Ð

BSI 1998
Page 18EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Ni1
2Zn
25P
b1
CW
404J
R38
00,
54
380
470
(min
.26
0)15
ÐÐ
ÐÐ
Ð
H11
0Ð
ÐÐ
ÐÐ
110
140
ÐÐ
R46
00,
54
460
540
(min
.32
0)6
ÐÐ
ÐÐ
Ð
H13
0Ð
ÐÐ
ÐÐ
130
160
ÐÐ
R53
00,
54
530
610
(min
.42
0)3
ÐÐ
ÐÐ
Ð
H15
5Ð
ÐÐ
ÐÐ
155
185
ÐÐ
R62
00,
54
620
700
(min
.53
0)Ð
ÐÐ
ÐÐ
Ð
H18
0Ð
ÐÐ
ÐÐ
180
210
ÐÐ
R70
00,
54
700
Ð(m
in.
630)
ÐÐ
ÐÐ
ÐÐ
H20
0Ð
ÐÐ
ÐÐ
200
ÐÐ
Ð

Page 19EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Ni1
8Zn
20C
W40
9J
R38
00,
15
380
450
(max
.25
0)27
37Ð
ÐÐ
Ð
H08
5Ð
ÐÐ
ÐÐ
8511
5Ð
Ð
G02
00,
22
ÐÐ
ÐÐ
ÐÐ
120
0,01
50,
030
G03
5Ð
ÐÐ
ÐÐ
Ð11
00,
025
0,05
0
R45
00,
15
450
520
(min
.25
0)9
18Ð
ÐÐ
Ð
H11
5Ð
ÐÐ
ÐÐ
115
160
ÐÐ
R50
00,
12
500
590
(min
.41
0)3
ÐÐ
ÐÐ
Ð
H16
0Ð
ÐÐ
ÐÐ
160
190
ÐÐ
R58
00,
12
580
670
(min
.51
0)Ð
ÐÐ
ÐÐ
Ð
H18
0Ð
ÐÐ
ÐÐ
180
210
ÐÐ
R64
00,
12
640
730
(min
.60
0)Ð
ÐÐ
ÐÐ
Ð
H20
0Ð
ÐÐ
ÐÐ
200
230
ÐÐ

BSI 1998
Page 20EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Ni1
8Zn
27C
W41
0J
R39
00,
15
390
470
(max
.28
0)30
40Ð
ÐÐ
Ð
H09
0Ð
ÐÐ
ÐÐ
9012
0Ð
Ð
R47
00,
15
470
540
(min
.28
0)11
20Ð
ÐÐ
Ð
H12
0Ð
ÐÐ
ÐÐ
120
170
ÐÐ
R54
00,
12
540
630
(min
.45
0)3
ÐÐ
ÐÐ
Ð
H17
0Ð
ÐÐ
ÐÐ
170
200
ÐÐ
R60
00,
12
600
700
(min
.55
0)Ð
ÐÐ
ÐÐ
Ð
H19
0Ð
ÐÐ
ÐÐ
190
220
ÐÐ
R70
00,
12
700
800
(min
.66
0)Ð
ÐÐ
ÐÐ
Ð
H22
0Ð
ÐÐ
ÐÐ
220
250
ÐÐ

Page 21EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Sn
4C
W45
0K
R29
00,
15
290
390
(max
.19
0)40
50Ð
ÐÐ
Ð
H07
0Ð
ÐÐ
ÐÐ
7010
0Ð
Ð
R39
00,
15
390
490
(min
.21
0)11
13Ð
ÐÐ
Ð
H11
5Ð
ÐÐ
ÐÐ
115
155
ÐÐ
R48
00,
15
480
570
(min
.42
0)4
5Ð
ÐÐ
Ð
H15
0Ð
ÐÐ
ÐÐ
150
180
ÐÐ
R54
00,
12
540
630
(min
.49
0)3
ÐÐ
ÐÐ
Ð
H17
0Ð
ÐÐ
ÐÐ
170
200
ÐÐ
R61
00,
12
610
Ð(m
in.
540)
ÐÐ
ÐÐ
ÐÐ
H19
0Ð
ÐÐ
ÐÐ
190
ÐÐ
Ð

BSI 1998
Page 22EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Sn
5C
W45
1K
R31
00,
15
310
390
(max
.25
0)45
55Ð
ÐÐ
Ð
H07
5Ð
ÐÐ
ÐÐ
7510
5Ð
Ð
R40
00,
15
400
500
(min
.24
0)14
17Ð
ÐÐ
Ð
H12
0Ð
ÐÐ
ÐÐ
120
160
ÐÐ
R49
00,
15
490
580
(min
.43
0)8
10Ð
ÐÐ
Ð
H16
0Ð
ÐÐ
ÐÐ
160
190
ÐÐ
R55
00,
12
550
640
(min
.51
0)4
ÐÐ
ÐÐ
Ð
H18
0Ð
ÐÐ
ÐÐ
180
210
ÐÐ
R63
00,
12
630
720
(min
.600
)2
ÐÐ
ÐÐ
Ð
H20
0Ð
ÐÐ
ÐÐ
200
230
ÐÐ
R69
00,
12
690
Ð(m
in.
670)
ÐÐ
ÐÐ
ÐÐ
H22
0Ð
ÐÐ
ÐÐ
220
ÐÐ
Ð

Page 23EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Sn
6C
W45
2K
R35
00,
15
350
420
(max
.30
0)45
55Ð
ÐÐ
Ð
H08
0Ð
ÐÐ
ÐÐ
8011
0Ð
Ð
R42
00,
15
420
520
(min
.26
0)17
20Ð
ÐÐ
Ð
H12
5Ð
ÐÐ
ÐÐ
125
165
ÐÐ
R50
00,
15
500
590
(min
.45
0)8
10Ð
ÐÐ
Ð
H16
0Ð
ÐÐ
ÐÐ
160
190
ÐÐ
R56
00,
12
560
650
(min
.50
0)5
ÐÐ
ÐÐ
Ð
H18
0Ð
ÐÐ
ÐÐ
180
210
ÐÐ
R64
00,
12
640
730
(min
.60
0)3
ÐÐ
ÐÐ
Ð
H20
0Ð
ÐÐ
ÐÐ
200
230
ÐÐ
R72
00,
12
720
Ð(m
in.
690)
ÐÐ
ÐÐ
ÐÐ
H22
0Ð
ÐÐ
ÐÐ
220
ÐÐ
Ð

BSI 1998
Page 24EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Sn
8C
W45
3K
R37
00,
15
370
450
(max
.30
0)50
60Ð
ÐÐ
Ð
H09
0Ð
ÐÐ
ÐÐ
9012
0Ð
Ð
R45
00,
15
450
550
(min
.28
0)20
23Ð
ÐÐ
Ð
H13
5Ð
ÐÐ
ÐÐ
135
175
ÐÐ
R54
00,
15
540
630
(min
.46
0)13
15Ð
ÐÐ
Ð
H17
0Ð
ÐÐ
ÐÐ
170
200
ÐÐ
R60
00,
15
600
690
(min
.53
0)5
7Ð
ÐÐ
Ð
H19
0Ð
ÐÐ
ÐÐ
190
220
ÐÐ
R66
00,
12
660
750
(min
.62
0)3
ÐÐ
ÐÐ
Ð
H21
0Ð
ÐÐ
ÐÐ
210
240
ÐÐ
R74
00,
12
740
Ð(m
in.
700)
2Ð
ÐÐ
ÐÐ
H23
0Ð
ÐÐ
ÐÐ
230
ÐÐ
Ð

Issue 2, September 1998 Page 25EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Sn
3Zn
9C
W45
4K
R32
00,
15
320
380
(max
.23
0)25
30Ð
ÐÐ
Ð
H08
0Ð
ÐÐ
ÐÐ
8011
0Ð
Ð
R38
00,
15
380
430
(min
.20
0)16
22Ð
ÐÐ
Ð
H11
0Ð
ÐÐ
ÐÐ
110
140
ÐÐ
R43
00,
15
430
520
(min
.33
0)6
8Ð
ÐÐ
Ð
H14
0Ð
ÐÐ
ÐÐ
140
170
ÐÐ
R51
00,
12
510
600
(min
.43
0)3
ÐÐ
ÐÐ
Ð
H16
0Ð
ÐÐ
ÐÐ
160
190
ÐÐ
R58
00,
12
580
690
(min
.52
0)Ð
ÐÐ
ÐÐ
Ð
H18
0Ð
ÐÐ
ÐÐ
180
210
ÐÐ
R66
00,
12
660
Ð(m
in.
610)
ÐÐ
ÐÐ
ÐÐ
H20
0Ð
ÐÐ
ÐÐ
200
ÐÐ
Ð

BSI 1998
Page 26EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Zn
5C
W50
0L
R23
00,
25
230
280
(max
.13
0)36
45Ð
ÐÐ
Ð
H04
5Ð
ÐÐ
ÐÐ
4575
ÐÐ
R27
00,
25
270
350
(min
.20
0)12
19Ð
ÐÐ
Ð
H07
5Ð
ÐÐ
ÐÐ
7511
0Ð
Ð
R34
00,
25
340
Ð(m
in.
280)
48
ÐÐ
ÐÐ
H11
0Ð
ÐÐ
ÐÐ
110
ÐÐ
Ð
Cu
Zn
10C
W50
1L
R24
00,
25
240
290
(max
.14
0)36
45Ð
ÐÐ
Ð
H05
0Ð
ÐÐ
ÐÐ
5080
ÐÐ
R28
00,
25
280
360
(min
.20
0)13
20Ð
ÐÐ
Ð
H08
0Ð
ÐÐ
ÐÐ
8011
0Ð
Ð
R35
00,
25
350
Ð(m
in.
290)
48
ÐÐ
ÐÐ
H11
0Ð
ÐÐ
ÐÐ
110
ÐÐ
Ð

Page 27EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Zn
15C
W50
2L
R26
00,
25
260
310
(max
.17
0)36
45Ð
ÐÐ
Ð
H05
5Ð
ÐÐ
ÐÐ
5585
ÐÐ
G01
00,
21
(340
)(1
90)
(50)
ÐÐ
105
Ð0,
015
G02
00,
22
(300
)(1
25)
(50)
ÐÐ
850,
015
0,03
0
G03
5(2
90)
(110
)(5
0)Ð
Ð75
0,02
50,
050
R30
00,
25
300
370
(min
.15
0)16
25Ð
ÐÐ
Ð
H08
5Ð
ÐÐ
ÐÐ
8511
5Ð
Ð
R35
00,
25
350
420
(min
.25
0)4
12Ð
ÐÐ
Ð
H10
5Ð
ÐÐ
ÐÐ
105
135
ÐÐ
R41
00,
25
410
Ð(m
in.
360)
ÐÐ
ÐÐ
ÐÐ
H12
5Ð
ÐÐ
ÐÐ
125
ÐÐ
Ð

BSI 1998
Page 28EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Zn
20C
W50
3L
R27
00,
25
270
320
(max
.15
0)38
48Ð
ÐÐ
Ð
H05
5Ð
ÐÐ
ÐÐ
5585
ÐÐ
G01
00,
21
(340
)(1
90)
(50)
ÐÐ
105
Ð0,
015
G02
00,
22
(300
)(1
25)
(50)
ÐÐ
850,
015
0,03
0
G03
5(2
90)
(110
)(5
0)Ð
Ð75
0,02
50,
050
R32
00,
25
320
400
(min
.20
0)20
28Ð
ÐÐ
Ð
H08
5Ð
ÐÐ
ÐÐ
8512
0Ð
Ð
R40
00,
25
400
480
(min
.32
0)5
12Ð
ÐÐ
Ð
H12
0Ð
ÐÐ
ÐÐ
120
155
ÐÐ
R48
00,
22
480
Ð(m
in.
440)
ÐÐ
ÐÐ
ÐÐ
H15
5Ð
ÐÐ
ÐÐ
155
ÐÐ
Ð

Page 29EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Zn
30C
W50
5L
R27
00,
25
270
350
(max
.16
0)40
50Ð
ÐÐ
Ð
H05
5Ð
ÐÐ
ÐÐ
5590
ÐÐ
G01
00,
21
(410
)(2
10)
(40)
ÐÐ
120
Ð0,
015
G02
0
0,2
2
(360
)(1
50)
(40)
ÐÐ
950,
015
0,03
0
G03
0(3
40)
(130
)(4
0)Ð
Ð90
0,02
00,
040
G05
0(3
30)
(110
)(4
0)Ð
Ð80
0,03
50,
070
G07
5(3
10)
(90)
(50)
ÐÐ
700,
050
0,10
0
R35
00,
25
350
430
(min
.17
0)21
33Ð
ÐÐ
Ð
H09
5Ð
ÐÐ
ÐÐ
9512
5Ð
Ð
R41
00,
25
410
490
(min
.26
0)9
15Ð
ÐÐ
Ð
H12
0Ð
ÐÐ
ÐÐ
120
155
ÐÐ
R48
00,
22
480
Ð(m
in.
430)
ÐÐ
ÐÐ
ÐÐ
H15
0Ð
ÐÐ
ÐÐ
150
ÐÐ
Ð

BSI 1998
Page 30EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Zn
33C
W50
6L
R28
00,
25
280
380
(max
.17
0)40
50Ð
ÐÐ
Ð
H05
5Ð
ÐÐ
ÐÐ
5590
ÐÐ
G01
00,
21
(410
)(2
10)
(40)
ÐÐ
120
Ð0,
015
G02
0
0,2
2
(360
)(1
50)
(40)
ÐÐ
950,
015
0,03
0
G03
0(3
40)
(130
)(4
0)Ð
Ð90
0,02
00,
040
G05
0(3
30)
(110
)(4
0)Ð
Ð80
0,03
50,
070
R35
00,
25
350
430
(min
.17
0)23
31Ð
ÐÐ
Ð
H09
5Ð
ÐÐ
ÐÐ
9512
5Ð
Ð
R42
00,
25
420
500
(min
.30
0)6
13Ð
ÐÐ
Ð
H12
5Ð
ÐÐ
ÐÐ
125
155
ÐÐ
R50
00,
22
500
Ð(m
in.
450)
ÐÐ
ÐÐ
ÐÐ
H15
5Ð
ÐÐ
ÐÐ
155
ÐÐ
Ð

Page 31EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Zn
36C
uZ
n37
CW
507L
CW
508L
R30
00,
25
300
370
(max
.18
0)38
48Ð
ÐÐ
Ð
H05
5Ð
ÐÐ
ÐÐ
5595
ÐÐ
G01
00,
21
(410
)(2
10)
(30)
ÐÐ
120
Ð0,
015
G02
0
0,2
2
(360
)(1
50)
(40)
ÐÐ
950,
015
0,03
0
G03
0(3
40)
(130
)(4
0)Ð
Ð90
0,02
00,
040
G05
0(3
30)
(110
)(4
0)Ð
Ð80
0,03
50,
070
R35
00,
25
350
440
(min
.17
0)19
28Ð
ÐÐ
Ð
H09
5Ð
ÐÐ
ÐÐ
9512
5Ð
Ð
R41
00,
25
410
490
(min
.30
0)8
12Ð
ÐÐ
Ð
H12
0Ð
ÐÐ
ÐÐ
120
155
ÐÐ
R48
00,
22
480
560
(min
.43
0)3
ÐÐ
ÐÐ
Ð
H15
0Ð
ÐÐ
ÐÐ
150
180
ÐÐ
R55
00,
22
550
Ð(m
in.
500)
ÐÐ
ÐÐ
ÐÐ
H17
0Ð
ÐÐ
ÐÐ
170
ÐÐ
Ð

BSI 1998
Page 32EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Zn
40C
W50
9L
R34
00,
310
340
420
(max
.24
0)33
43Ð
ÐÐ
Ð
H08
5Ð
ÐÐ
ÐÐ
8511
5Ð
Ð
R40
00,
310
400
480
(min
.20
0)15
23Ð
ÐÐ
Ð
H11
0Ð
ÐÐ
ÐÐ
110
140
ÐÐ
R47
00,
35
470
Ð(m
in.
390)
612
ÐÐ
ÐÐ
H14
0Ð
ÐÐ
ÐÐ
140
ÐÐ
Ð
Cu
Zn
35P
b1
Cu
Zn
37P
b0,
5C
uZ
n37
Pb
2
CW
600N
CW
604N
CW
606N
R29
00,
35
290
370
(max
.20
0)40
50Ð
ÐÐ
Ð
H06
0Ð
ÐÐ
ÐÐ
6011
0Ð
Ð
R37
00,
35
370
440
(min
.20
0)19
28Ð
ÐÐ
Ð
H11
0Ð
ÐÐ
ÐÐ
110
140
ÐÐ
R44
00,
35
440
540
(min
.37
0)5
12Ð
ÐÐ
Ð
H14
0Ð
ÐÐ
ÐÐ
140
170
ÐÐ
R54
00,
32
540
Ð(m
in.
490)
ÐÐ
ÐÐ
ÐÐ
H17
0Ð
ÐÐ
ÐÐ
170
ÐÐ
Ð

Page 33EN 1652:1997
BSI 1998
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Zn
38P
b2
Cu
Zn
39P
b0,
5C
W60
8NC
W61
0N
R34
00,
310
340
420
(max
.24
0)33
43Ð
ÐÐ
Ð
H07
5Ð
ÐÐ
ÐÐ
7511
0Ð
Ð
R40
00,
310
400
480
(min
.20
0)14
23Ð
ÐÐ
Ð
H11
0Ð
ÐÐ
ÐÐ
110
140
ÐÐ
R47
00,
35
470
550
(min
.39
0)5
12Ð
ÐÐ
Ð
H14
0Ð
ÐÐ
ÐÐ
140
170
ÐÐ
R54
00,
32
540
Ð(m
in.
490)
ÐÐ
ÐÐ
ÐÐ
H16
5Ð
ÐÐ
ÐÐ
165
ÐÐ
Ð

BSI 1998
Page 34EN 1652:1997
Tab
le3
ÐM
ech
an
ical
pro
pert
ies
(con
tin
ued
)
Desig
nati
on
sN
om
inal
thic
kn
ess
Ten
sil
estr
en
gth
0,2
%p
roo
fstr
en
gth
Elo
ngati
on
Hard
ness
Gra
insiz
e
Rm
Rp
0,2
A5
0m
mA
HV
for
thic
kn
ess
es
up
toan
d
inclu
din
g
2,5
mm
for
thic
kn
ess
es
over
2,5
mm
Mate
rial
Mate
rial
co
nd
itio
n
mm
N/m
m2
N/m
m2
%%
mm
Sym
bo
lN
um
ber
fro
mu
pto
an
d
inclu
din
g
min
.m
ax
.m
in.
min
.m
in.
max
.m
in.
max
.
Cu
Zn
39P
b2
CW
612N
R36
00,
35
360
440
(max
.27
0)30
40Ð
ÐÐ
Ð
H09
0Ð
ÐÐ
ÐÐ
9012
0Ð
Ð
R42
00,
35
420
500
(min
.27
0)12
20Ð
ÐÐ
Ð
H12
0Ð
ÐÐ
ÐÐ
120
150
ÐÐ
R49
00,
35
490
570
(min
.42
0)Ð
9Ð
ÐÐ
Ð
H15
0Ð
ÐÐ
ÐÐ
150
180
ÐÐ
R56
00,
32
560
Ð(m
in.
510)
ÐÐ
ÐÐ
ÐÐ
H17
5Ð
ÐÐ
ÐÐ
175
ÐÐ
Ð
Cu
Zn
20A
12A
sC
W70
2R
R33
03
1533
0Ð
(min
.90
)Ð
30Ð
ÐÐ
Ð
H07
0Ð
ÐÐ
ÐÐ
7010
5Ð
Ð
R39
03
1539
0Ð
(min
.24
0)Ð
25Ð
ÐÐ
Ð
H10
0Ð
ÐÐ
ÐÐ
100
ÐÐ
Ð1
)S
olu
tio
nh
eat
treate
dan
dco
ldro
lled
.
2)
So
luti
on
heat
treate
d,
co
ldro
lled
an
dp
recip
itati
on
hard
en
ed
at
mil
l.
3)
So
luti
on
heat
treate
d.
4)
So
luti
on
heat
treate
dan
dp
recip
itati
on
hard
en
ed
.
NO
TE
1F
igu
res
inp
are
nth
ese
sare
no
tre
qu
irem
en
tso
fth
isst
an
dard
,b
ut
are
giv
en
for
info
rmati
on
on
ly.
NO
TE
21
N/m
m2
isequ
ivale
nt
to1
MP
a.

Page 35EN 1652:1997
BSI 1998
Table 4 Ð Tolerances on thickness of hot rolled products (plate, sheet, strip and circles)
Values in millimetres
Nominal thickness Tolerance on thickness for nominal widths
over 700 over 1 000 over 1 500
up to and including 700 up to and including 1 000 up to and including 1 500
over up to andincluding
1) 2) 1) 2) 1) 2)
Ð 2,5 by agreement by agreement by agreement
by agreement
2,5 5,0 ± 0,25 ± 0,30 ± 0,30 ± 0,35 ± 0,35 ± 0,45
5,0 7,5 ± 0,35 ± 0,45 ± 0,40 ± 0,50 ± 0,45 ± 0,55
7,5 10 ± 0,45 ± 0,60 ± 0,50 ± 0,65 ± 0,55 ± 0,75
10 15 ± 0,75 ± 0,95 ± 0,80 ± 1,00 ± 0,90 ± 1,10
15 25 ± 0,95 ± 1,20 ± 1,05 ± 1,30 ± 1,30 ± 1,60
25 50 ± 1,30 ± 1,60 ± 1,40 ± 1,75 ± 1,50 ± 1,90
50 Ð ± 1,50 ± 1,90 ± 1,65 ± 2,05 ± 1,80 ± 2,201) For all materials except for CuAl8Fe3 (CW303G), CuNi10Fe1Mn (CW352H), CuNi30Mn1Fe (CW354H) and CuZn20Al2As (CW702R).
2) For alloys CuAl8Fe3 (CW303G), CuNi10Fe1Mn (CW352H), CuNi30Mn1Fe (CW354H) and CuZn20Al2As (CW702R).
Table 5 Ð Tolerances on thickness of cold rolled products (sheet, strip and circles)
Values in millimetres
Nominal thickness Tolerance on thickness for nominal widths1)
over 350 over 700 over 1 000
over up to and
including
up to and
including 350
up to and
including 700
up to and
including 1 000
up to and
including 1 250
0,12) 0,2 ± 0,018 Ð Ð Ð
0,2 0,3 ± 0,022 ± 0,03 ± 0,04 Ð
0,3 0,4 ± 0,025 ± 0,04 ± 0,05 ± 0,07
0,4 0,5 ± 0,030 ± 0,05 ± 0,06 ± 0,08
0,5 0,8 ± 0,040 ± 0,06 ± 0,07 ± 0,09
0,8 1,2 ± 0,050 ± 0,07 ± 0,09 ± 0,10
1,2 1,8 ± 0,060 ± 0,08 ± 0,10 ± 0,11
1,8 2,5 ± 0,070 ± 0,09 ± 0,11 ± 0,13
2,5 3,2 ± 0,080 ± 0,10 ± 0,13 ± 0,17
3,2 4,0 ± 0,10 ± 0,12 ± 0,15 ± 0,20
4,0 5,0 ± 0,12 ± 0,14 ± 0,17 ± 0,23
5,0 6,0 ± 0,14 ± 0,16 ± 0,20 ± 0,26
6,0 7,0 ± 0,16 ± 0,19 ± 0,23 ± 0,29
7,0 8,0 ± 0,18 ± 0,22 ± 0,26 ± 0,32
8,0 9,0 ± 0,20 ± 0,25 ± 0,29 ± 0,35
9,0 10,0 ± 0,22 ± 0,28 ± 0,32 ± 0,381) For alloys CuAl8Fe3 (CW303G), CuNi10Fe1Mn (CW352H), CuNi30Mn1Fe (CW354H) and CuZn20Al2As (CW702R) the thicknesstolerances shall be multiplied by 1,25, and the results rounded to the nearest 0,01 mm.
2) Including 0,1.
NOTE Thicknesses greater than 10 mm are covered by EN 1653.

Page 36EN 1652:1997
BSI 1998
Table 6 Ð Tolerances on width of cold rolled strip
Values in millimetres
Nominal thickness Tolerance on width for nominal widths
over 50 over 100 over 200 over 350 over 500 over 700
up to andincluding
up to andincluding
up to andincluding
up to andincluding
up to andincluding
up to andincluding
up to andincluding
over up to andincluding
50 100 200 350 500 700 1 250
0,11) 1,00
+0,200
+0,300
+0,400
+0,600
+1,00
+1,50
+2,0
1,0 2,00
+0,300
+0,400
+0,500
+1,00
+1,20
+1,50
+2,0
2,0 2,50
+0,500
+0,600
+0,700
+1,20
+1,50
+2,00
+2,5
2,5 3,00
+1,00
+1,100
+1,200
+1,50
+2,00
+2,50
+3,0
3,0 4,00
+2,00
+2,300
+2,500
+3,00
+4,00
+5,00
+6,0
1) Including 0,1.
Table 7 Ð Tolerances on width of plate and sheet
Values in millimetres
Nominal thickness Tolerance on width for nominal widths
over 350 over 1 250
over up to and including up to and including350
up to and including1 250
Ð 20
+2,00
+6,0
by agreement2 50
+4,00
+8,0
5 Ð0
+8,00
+10,0
Table 8 Ð Tolerances on length of plate, sheet and strip cut to length for lengths up to 5 000 mm
Values in millimetres
Length Nominal thickness Tolerance on length
as manufactured (M) up to and including 15 ± 50
fixed length (F)
up to and including 50
+10
over 50
+15
Table 9 Ð Squareness of cut plate and sheet
Dimensions in millimetres
Nominal width Maximum allowable differences between diagonals, for lengths
over 1 000 over 2 000 over 3 000
over up to and including up to and including2 000
up to and including3 000
350 700 6 7 8
700 1 250 8 9 10
1 250 Ð by agreement

Page 37EN 1652:1997
BSI 1998
Table 10 Ð Tolerances on diameter for circles
Values in millimetres
Nominal diameter Tolerances on diameter for nominal thicknesses
over 0,3 over 1,0 over 2,5
over up to and including up to and including1,0
up to and including2,5
up to and including5,0
Ð 500 ± 1 ± 1,5 ± 2
500 1 000 ± 2 ± 2,5 ± 3
1 000 2 000 ± 3 ± 3,5 ± 4
2 000 Ð Ð Ð by agreement
Table 11 Ð Edgewise curvature c
Dimensions in millimetres
Nominal width Maximum edgewise curvature c for nominal thicknesses
over 1,0
over up to and including up to and including1,0
up to and including4,0
31) 8 12 Ð
8 15 8 10
15 Ð 4 6
1) Including 3.

Page 38EN 1652:1997
BSI 1998
Annex A (informative)
BibliographyIn the preparation of this European Standard, use wasmade of a number of documents for referencepurposes. These informative references are cited at theappropriate places in the text and the publications arelisted hereafter.
EN 1173, Copper and copper alloys Ð Materialcondition or temper designation.
EN 1412, Copper and copper alloys Ð Europeannumbering system.
EN 1653, Copper and copper alloys Ð Plate, sheet andcircles for boilers, pressure vessels and hot waterstorage units.
EN ISO 9001, Quality systems Ð Model for qualityassurance in design, development, production,installation and servicing.(ISO 9001:1994)
EN ISO 9002, Quality systems Ð Model for qualityassurance in production, installation and servicing.(ISO 9002:1994)
ISO 31-0:1992, Quantities and units Ð Part 0: Generalprinciples.
ISO 197-3, Copper and copper alloys Ð Terms anddefinitions Ð Part 3: Wrought products.
ISO 1190-1, Copper and copper alloys Ð Code ofdesignation Ð Part 1: Designation of materials.

blank

BSI389 Chiswick High RoadLondonW4 4AL
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
BSI Ð British Standards Institution
BSI is the independent national body responsible for preparing British Standards. Itpresents the UK view on standards in Europe and at the international level. It isincorporated by Royal Charter.
Revisions
British Standards are updated by amendment or revision. Users of British Standardsshould make sure that they possess the latest amendments or editions.
It is the constant aim of BSI to improve the quality of our products and services. Wewould be grateful if anyone finding an inaccuracy or ambiguity while using thisBritish Standard would inform the Secretary of the technical committee responsible,the identity of which can be found on the inside front cover. Tel: 020 8996 9000.Fax: 020 8996 7400.
BSI offers members an individual updating service called PLUS which ensures thatsubscribers automatically receive the latest editions of standards.
Buying standards
Orders for all BSI, international and foreign standards publications should beaddressed to Customer Services. Tel: 020 8996 9001. Fax: 020 8996 7001.
In response to orders for international standards, it is BSI policy to supply the BSIimplementation of those that have been published as British Standards, unlessotherwise requested.
Information on standards
BSI provides a wide range of information on national, European and internationalstandards through its Library and its Technical Help to Exporters Service. VariousBSI electronic information services are also available which give details on all itsproducts and services. Contact the Information Centre. Tel: 020 8996 7111.Fax: 020 8996 7048.
Subscribing members of BSI are kept up to date with standards developments andreceive substantial discounts on the purchase price of standards. For details ofthese and other benefits contact Membership Administration. Tel: 020 8996 7002.Fax: 020 8996 7001.
Copyright
Copyright subsists in all BSI publications. BSI also holds the copyright, in the UK, ofthe publications of the international standardization bodies. Except as permittedunder the Copyright, Designs and Patents Act 1988 no extract may be reproduced,stored in a retrieval system or transmitted in any form or by any means ± electronic,photocopying, recording or otherwise ± without prior written permission from BSI.
This does not preclude the free use, in the course of implementing the standard, ofnecessary details such as symbols, and size, type or grade designations. If thesedetails are to be used for any other purpose than implementation then the priorwritten permission of BSI must be obtained.
If permission is granted, the terms may include royalty payments or a licensingagreement. Details and advice can be obtained from the Copyright Manager.Tel: 020 8996 7070.