correlazione tra parametri di fabbricazione ... metallurgia meccanica... · correlazione tra...
TRANSCRIPT

Correlazione tra parametri di fabbricazione,
microstruttura e proprietà meccaniche degli acciai
altoresistenziali innovativi per il settore auto
Renzo Valentini
Dip. Ing. Chimica, Chim. Ind. e Scienza dei Mat.
0
5
10
15
20
25
30
35
40
0 500 1000 1500 2000
All
un
gam
en
to a
ro
ttu
ra [
%]
Carico di rottura [MPa]
IF
HSS
Rifosf.
HSLA
Semi-Crudi
Fe-Mn
Inox
Aust.
BH
HSS
DP
TRIP
Martensitici
altoresistenzialialtoresistenziali
All
ung
amen
to %
Carico di rottura [MPa]
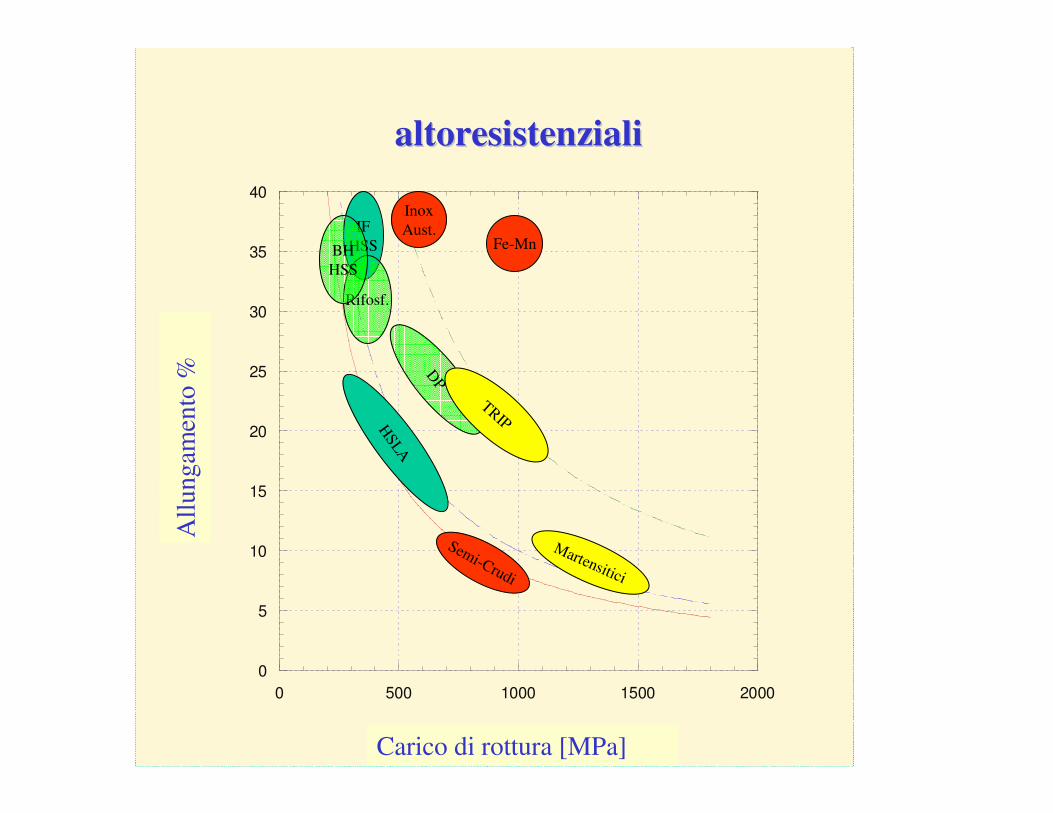
Suddivisione metallurgica
Possiamo raggruppare gli acciai altoresistenziali in tre grandi categorie:
1. Acciai rinforzati per incrudimento, soluzione solida, precipitazione ed
affinamento grano (BH, Rifosforati, HSLA, IF HSS etc.) che sono definibili
come HSS;
2. Acciai rafforzati per trasformazioni strutturali (DP, TRIP, Martensitici,
Ferritico/bainitici etc);
3. Acciai con rafforzamento misto: affinamento grano, trasformazioni
strutturali, precipitazione (CP, multifase etc.)
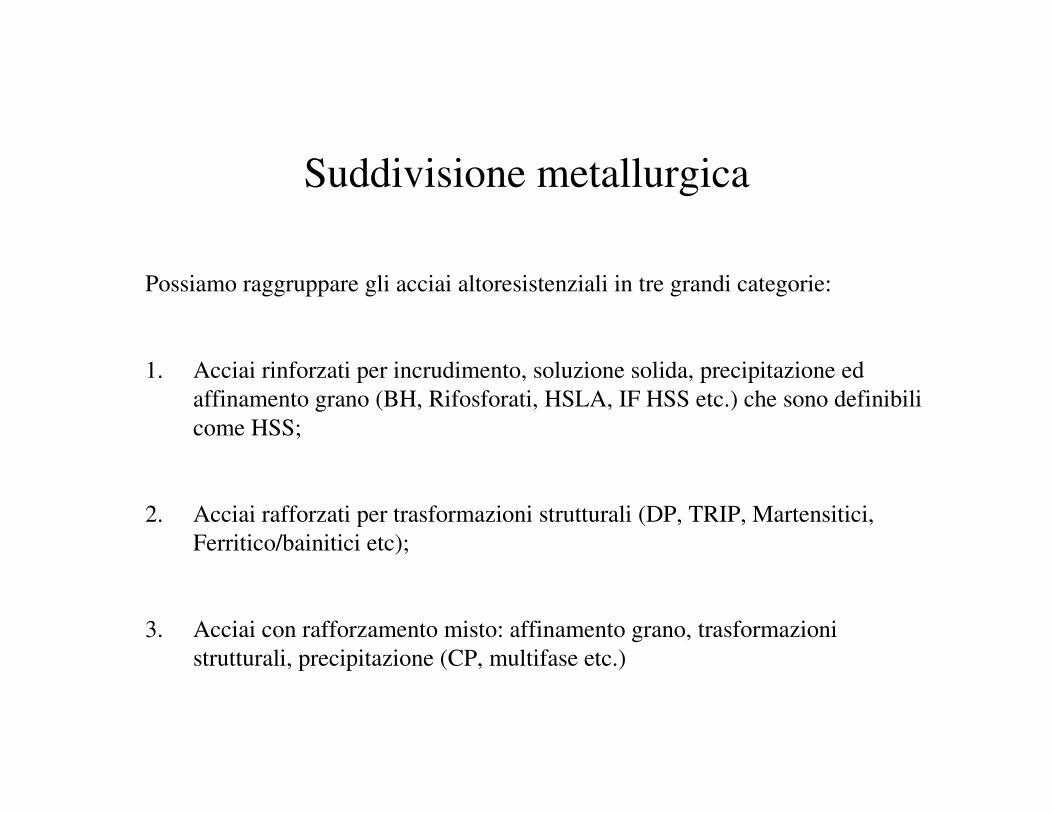
1. Meccanismi di rafforzamento degli acciai altoresistenziali da profondo
stampaggio per pannelleria auto
Atomi sostituzionali
(P, Mn, Si, Mo…) Atomi interstiziali
(C, N)
Struttura del Ferro
1. Rafforzamento per soluzione
solida
Linee di
dislocazioni 2. Rafforzamento per incrudimento
(laminazione a freddo, stampaggio)
3. Rafforzamento per affinamento
di grano
4. Rafforzamento per precipitazione
(aggiunte di Ti, Nb, V) Carburi
Nitruri
NEffetto di
rafforzamento
Deterioramento della
Stampabilità
1 Moderato. Si
impiegano P, Mn e Si.
Il Si sfavorisce la
zincabilità a caldo.
Accettabile. Non si deve
superare lo 0.1% di P,
l’1.5% di Mn o l’1% di
Si.
2 Fortissimo. E’ il
meccanismo sfruttato
nei Full-Hard.
Fortissimo.
Praticamente gli acciai
incruditi non sono
stampabili.
3 Forte. Si sfrutta in
parte negli HSLA ma è
più impiegato su altri
prodotti.
Medio. Gli acciai a
grano fine sono più
“formabili” che
stampabili.
4 Medio-Forte. Si
sfrutta negli HSLA in
vario grado.
Medio. Alti
rafforzamenti tendono a
pregiudicare fortemente
lo stampaggio.
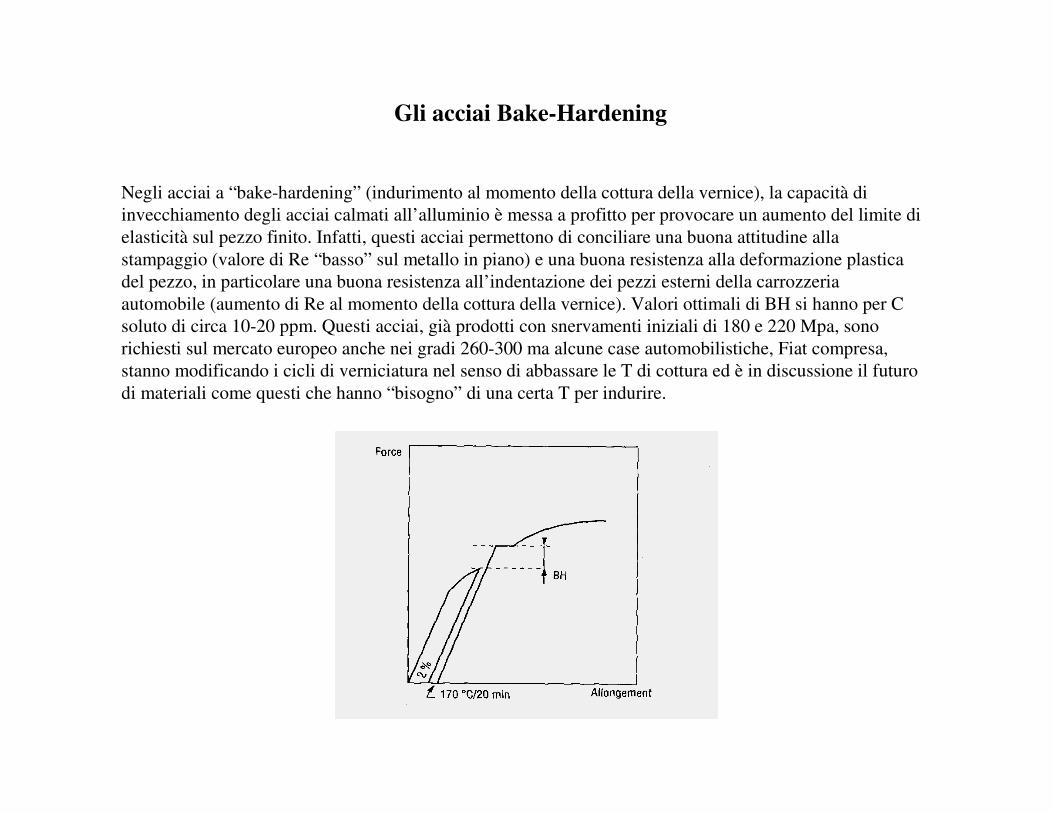
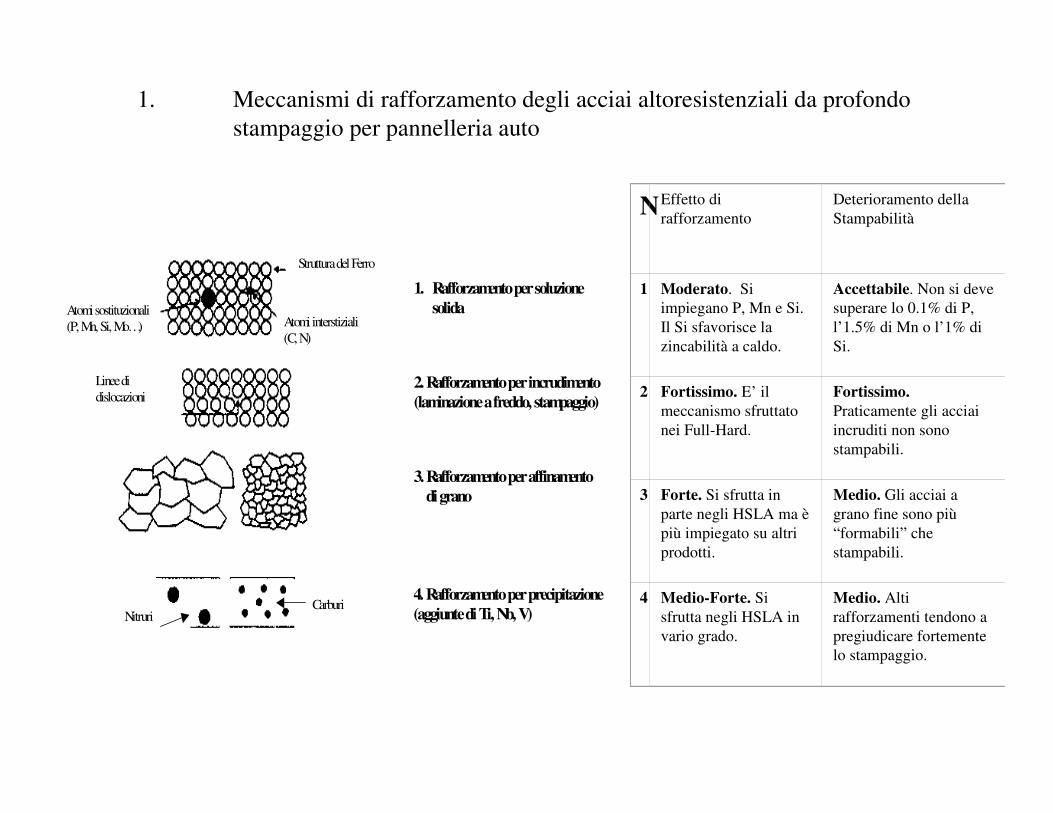
Gli acciai Bake-Hardening
Negli acciai a “bake-hardening” (indurimento al momento della cottura della vernice), la capacità di
invecchiamento degli acciai calmati all’alluminio è messa a profitto per provocare un aumento del limite di
elasticità sul pezzo finito. Infatti, questi acciai permettono di conciliare una buona attitudine alla
stampaggio (valore di Re “basso” sul metallo in piano) e una buona resistenza alla deformazione plastica
del pezzo, in particolare una buona resistenza all’indentazione dei pezzi esterni della carrozzeria
automobile (aumento di Re al momento della cottura della vernice). Valori ottimali di BH si hanno per C
soluto di circa 10-20 ppm. Questi acciai, già prodotti con snervamenti iniziali di 180 e 220 Mpa, sono
richiesti sul mercato europeo anche nei gradi 260-300 ma alcune case automobilistiche, Fiat compresa,
stanno modificando i cicli di verniciatura nel senso di abbassare le T di cottura ed è in discussione il futuro
di materiali come questi che hanno “bisogno” di una certa T per indurire.
Effetti della composizione chimica
• Negli acciai tradizionali HSS è molto importante l’aggiunta di elementi di
rafforzamento per soluzione solida come Mn, Si e P;
• Ovviamente l’aggiunta di elementi di lega non provoca solo un effetto diretto
di rafforzamento, ma effetti molteplici come:
– Affinamento del grano (rendono più difficile la ricristallizzazione);
– Diminuzione dell’indice di incrudimento n e dell’anisotropia r;
– Deterioramento dell’allungamento uniforme e totale.
• A livello di progetto dell’acciaio si possono impiegare formule previsionali
che danno, ad esempio, il carico di snervamento:
2
1
2.0)8.0(
09.6304.15700532363
−
++−++++= d
MnCPSiMnRp
•A questa equazione vanno aggiunti eventuali contributi dell’incrudimento e del
rafforzamento per precipitazione.
In pratica si posono fare le seguenti considerazioni (IF HHSS, Rifosforati, BH):
1. Mn e Si aumentano più il carico di snervamento che quello di rottura, il P
aumenta entrambi più o meno allo stesso modo;
2. Bisogna distinguere tra l’aumento delle caratteristiche meccaniche dovuto
all’affinamento del grano da quello per sostituzione;
3. Grani molto fini ed alto tenore di elementi di lega tendono a ledere il valore di n
secondo l’equazione (i valori dei coefficienti αi sono alti per Cu, Si, P e Mo e
bassi per il Cr (da 0.06 a 0.02) :
4. Per raggiungere lo snervamento minimo di 260 si possono aggiungere lo 0.5 %
di Mn e lo 0.05 di P (il Si è da evitare per non deteriorare la zincabilità a caldo).
Per raggiungere lo snervamento minimo di 300 si possono aggiungere l’1.5 % di
Mn da solo (ma si abbassa molto la A3) o lo 0.8 di Mn e lo 0.08 di P
(combinazione migliore).
5. Recentemente sono stati proposti meccanismi di rafforzamento alternativi per
formazione di ferrite aciculare (aggiunte di Mo e B) per mantenere buone
caratteristiche di stampabilità.
∑ =−
−
+
=n
i ii
d
n1
2
1(%)
10
5α
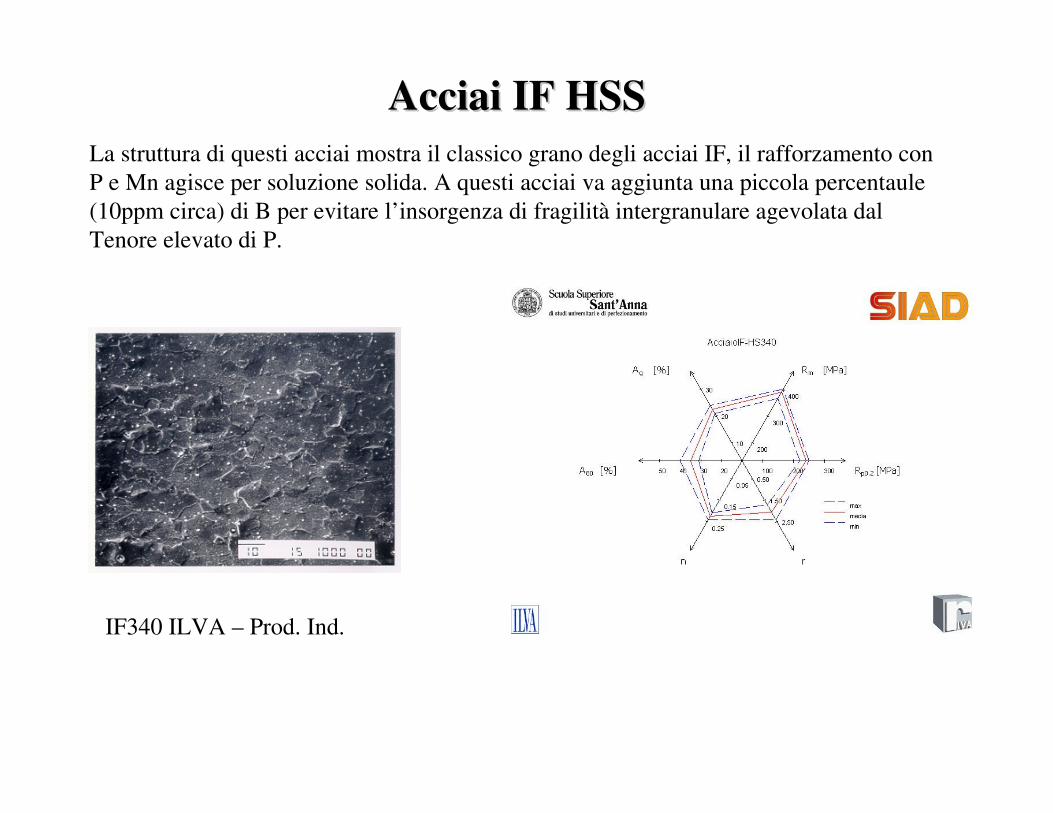
La struttura di questi acciai mostra il classico grano degli acciai IF, il rafforzamento con
P e Mn agisce per soluzione solida. A questi acciai va aggiunta una piccola percentaule
(10ppm circa) di B per evitare l’insorgenza di fragilità intergranulare agevolata dal
Tenore elevato di P.
Acciai IF HSSAcciai IF HSS
IF340 ILVA – Prod. Ind.
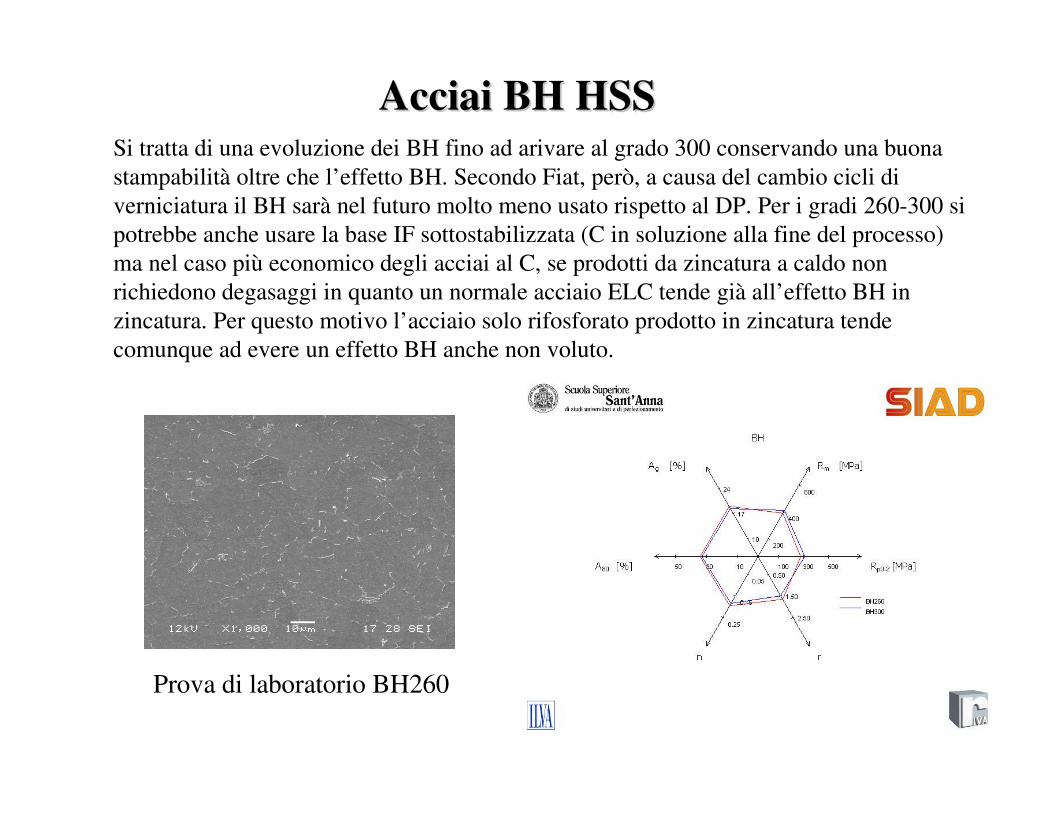
Acciai BH HSSAcciai BH HSSSi tratta di una evoluzione dei BH fino ad arivare al grado 300 conservando una buona
stampabilità oltre che l’effetto BH. Secondo Fiat, però, a causa del cambio cicli di
verniciatura il BH sarà nel futuro molto meno usato rispetto al DP. Per i gradi 260-300 si
potrebbe anche usare la base IF sottostabilizzata (C in soluzione alla fine del processo)
ma nel caso più economico degli acciai al C, se prodotti da zincatura a caldo non
richiedono degasaggi in quanto un normale acciaio ELC tende già all’effetto BH in
zincatura. Per questo motivo l’acciaio solo rifosforato prodotto in zincatura tende
comunque ad evere un effetto BH anche non voluto.
Prova di laboratorio BH260
Per gli acciai HSLA invece:
1. Si aggiunge il Mn, dallo 0.5 all’1.5% in genere, ma non il P. Per acciai non zincati a
caldo si può aggiungere il Si;
2. In questi acciai si ha, per la presenza dei microleganti, un notevole controllo del
grano ferritico che tende ad essere molto fine;
3. Il meccanismo più importante di rafforzamento è dato dai precipitati di Ti, Nb e V e
il contributo del rafforzamento stesso varia da 50 a 300 MPa al variare delle quantità
aggiunte di Ti-Nb-V (da 0.05 % a valori complessivi anche dello 0.2%) ma anche dai
cicli termomeccanici cui i materiali sono sottoposti;
4. Il maggior limite degli HSLA sta nella formabilità a causa del basso rapporto
snervamento/rottura. Questo dipende dal fatto che i mecacnismi di rafforzamento per
precipitazione aumentano molto di più il carico di snervamento che quello di rottura.
5. Per superare questi limiti, sono stati sviluppati, soprattutto da Kawasaki, acciai cosi
detti “Super HSLA” laminati a caldo. Questi acciai, di grado 590 e 790 al solo Ti,
attraverso un rigidissimo controllo della T di riscaldo bramma (da tenere bassa) e del
gioco deformzione/temperature al finitore, presentano una struttura finissima (grano
di soli 2mm) e mostrano ottime caratteristiche di formabilità per “hole expansion”
risultando ideali per lo stampaggio delle ruote (superiori anche ai DP).
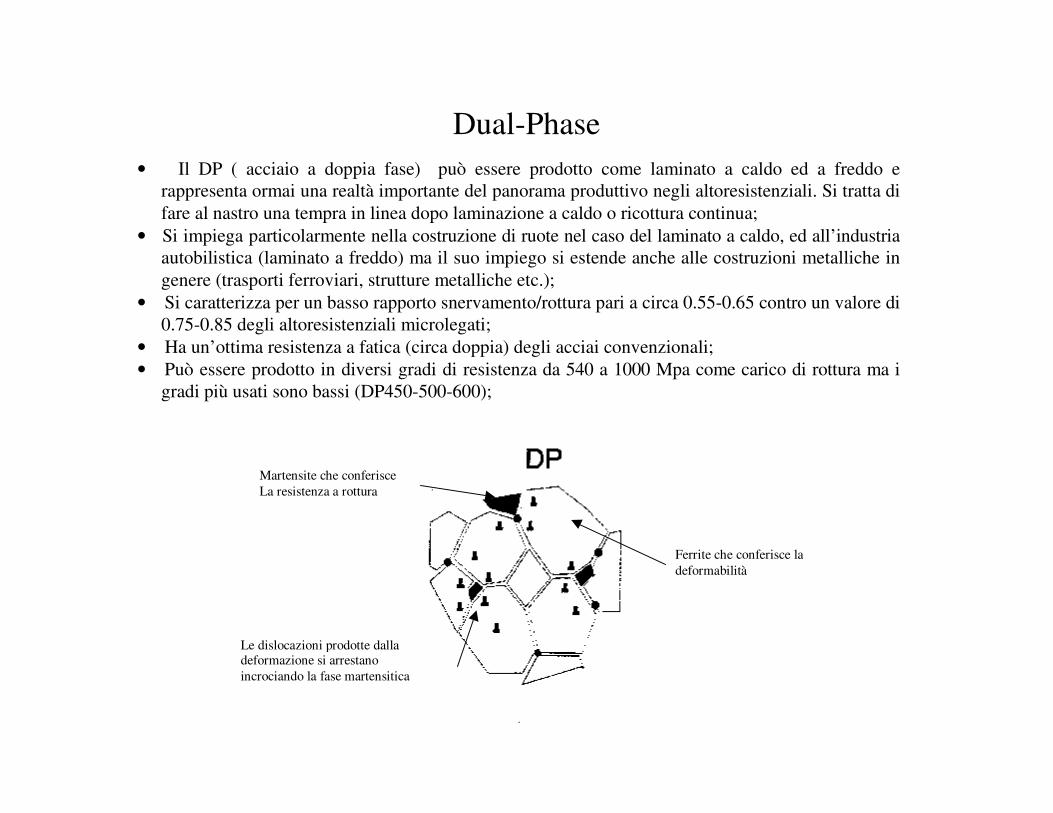
Dual-Phase
• Il DP ( acciaio a doppia fase) può essere prodotto come laminato a caldo ed a freddo e
rappresenta ormai una realtà importante del panorama produttivo negli altoresistenziali. Si tratta di
fare al nastro una tempra in linea dopo laminazione a caldo o ricottura continua;
• Si impiega particolarmente nella costruzione di ruote nel caso del laminato a caldo, ed all’industria
autobilistica (laminato a freddo) ma il suo impiego si estende anche alle costruzioni metalliche in
genere (trasporti ferroviari, strutture metalliche etc.);
• Si caratterizza per un basso rapporto snervamento/rottura pari a circa 0.55-0.65 contro un valore di
0.75-0.85 degli altoresistenziali microlegati;
• Ha un’ottima resistenza a fatica (circa doppia) degli acciai convenzionali;
• Può essere prodotto in diversi gradi di resistenza da 540 a 1000 Mpa come carico di rottura ma i
gradi più usati sono bassi (DP450-500-600);
Ferrite che conferisce la
deformabilità
Martensite che conferisce
La resistenza a rottura
Le dislocazioni prodotte dalladeformazione si arrestano
incrociando la fase martensitica
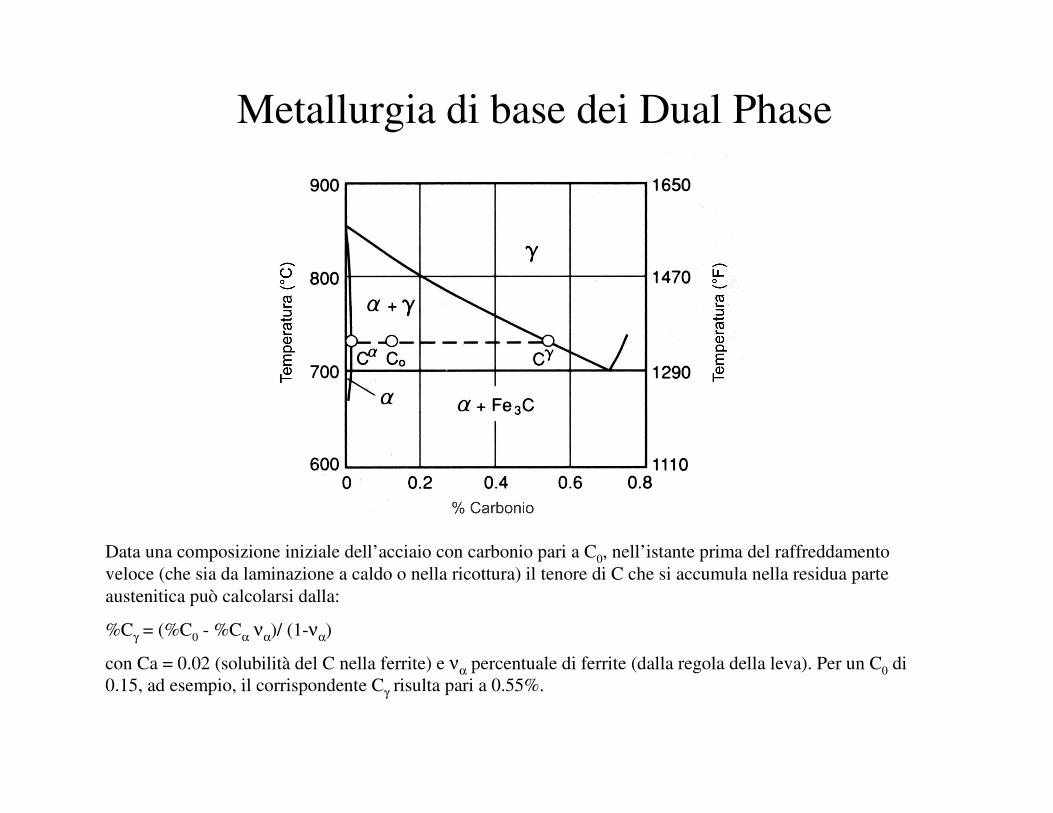
Metallurgia di base dei Dual Phase
Data una composizione iniziale dell’acciaio con carbonio pari a C0, nell’istante prima del raffreddamento
veloce (che sia da laminazione a caldo o nella ricottura) il tenore di C che si accumula nella residua parte
austenitica può calcolarsi dalla:
%Cγ
= (%C0 - %Cα
να)/ (1-ν
α)
con Ca = 0.02 (solubilità del C nella ferrite) e να
percentuale di ferrite (dalla regola della leva). Per un C0 di
0.15, ad esempio, il corrispondente Cγ
risulta pari a 0.55%.
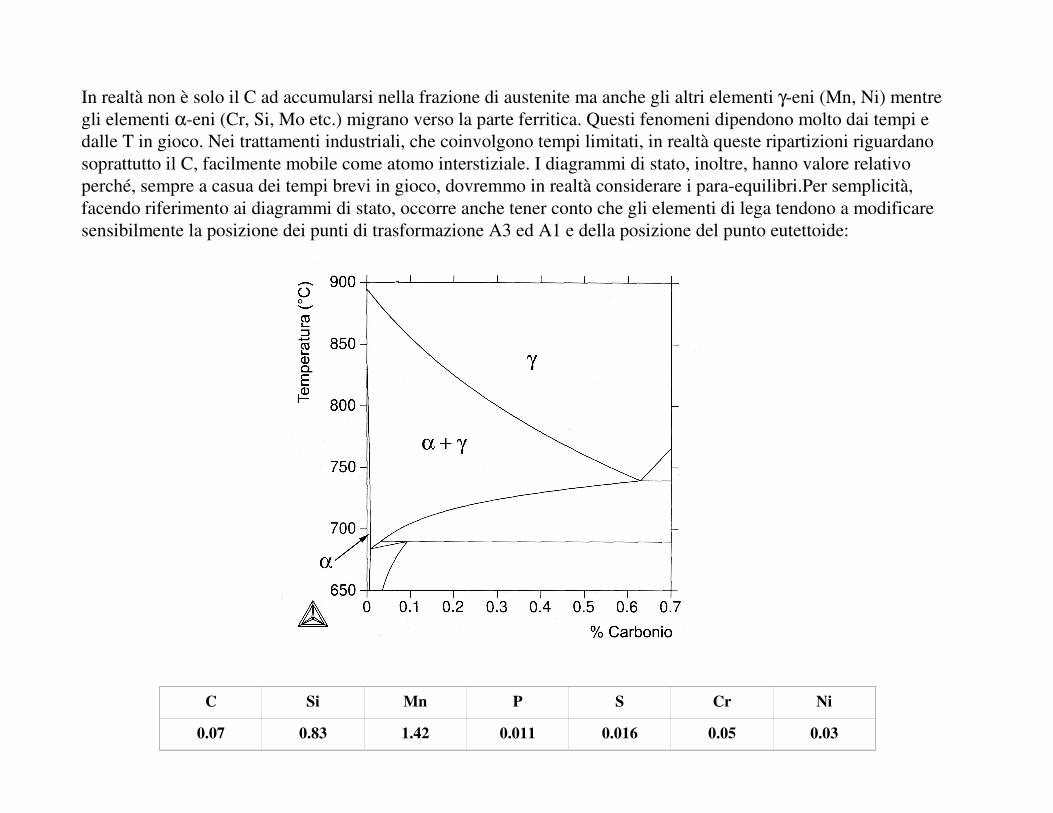
In realtà non è solo il C ad accumularsi nella frazione di austenite ma anche gli altri elementi γ-eni (Mn, Ni) mentre
gli elementi α-eni (Cr, Si, Mo etc.) migrano verso la parte ferritica. Questi fenomeni dipendono molto dai tempi e
dalle T in gioco. Nei trattamenti industriali, che coinvolgono tempi limitati, in realtà queste ripartizioni riguardano
soprattutto il C, facilmente mobile come atomo interstiziale. I diagrammi di stato, inoltre, hanno valore relativo
perché, sempre a casua dei tempi brevi in gioco, dovremmo in realtà considerare i para-equilibri.Per semplicità,
facendo riferimento ai diagrammi di stato, occorre anche tener conto che gli elementi di lega tendono a modificare
sensibilmente la posizione dei punti di trasformazione A3 ed A1 e della posizione del punto eutettoide:
C Si Mn P S Cr Ni
0.07 0.83 1.42 0.011 0.016 0.05 0.03
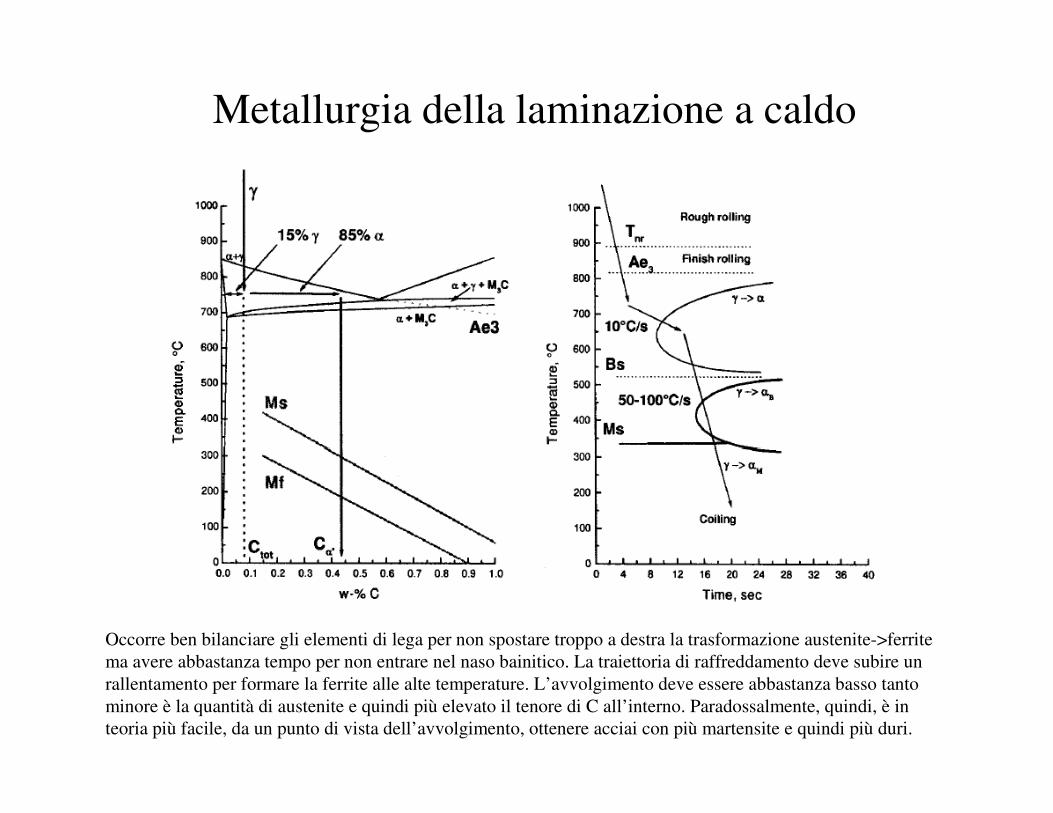
Metallurgia della laminazione a caldo
Occorre ben bilanciare gli elementi di lega per non spostare troppo a destra la trasformazione austenite->ferrite
ma avere abbastanza tempo per non entrare nel naso bainitico. La traiettoria di raffreddamento deve subire un
rallentamento per formare la ferrite alle alte temperature. L’avvolgimento deve essere abbastanza basso tanto
minore è la quantità di austenite e quindi più elevato il tenore di C all’interno. Paradossalmente, quindi, è in
teoria più facile, da un punto di vista dell’avvolgimento, ottenere acciai con più martensite e quindi più duri.
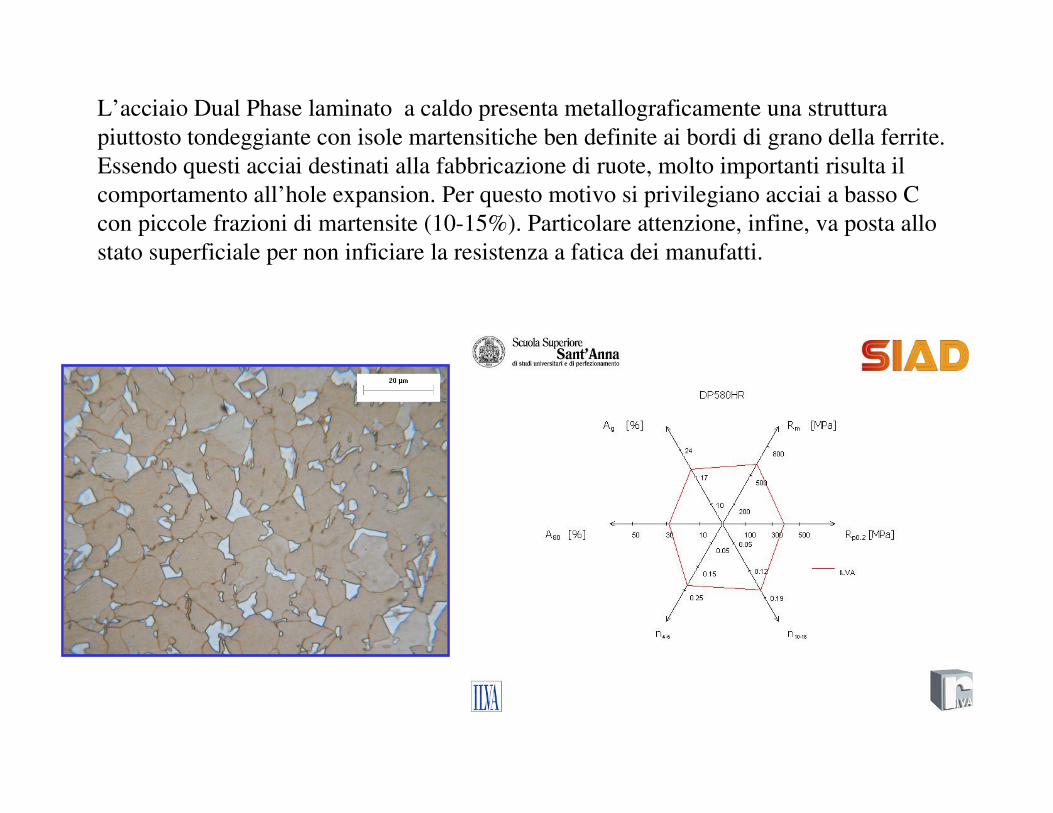
L’acciaio Dual Phase laminato a caldo presenta metallograficamente una struttura
piuttosto tondeggiante con isole martensitiche ben definite ai bordi di grano della ferrite.
Essendo questi acciai destinati alla fabbricazione di ruote, molto importanti risulta il
comportamento all’hole expansion. Per questo motivo si privilegiano acciai a basso C
con piccole frazioni di martensite (10-15%). Particolare attenzione, infine, va posta allo
stato superficiale per non inficiare la resistenza a fatica dei manufatti.
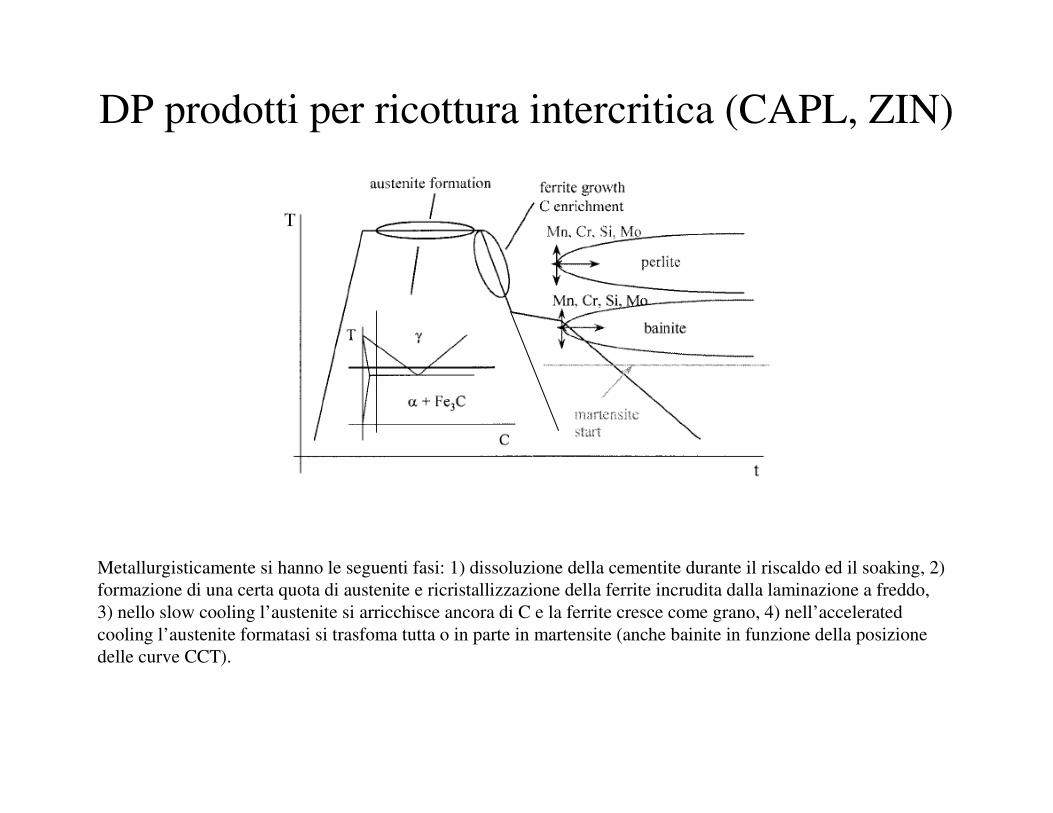
DP prodotti per ricottura intercritica (CAPL, ZIN)
Metallurgisticamente si hanno le seguenti fasi: 1) dissoluzione della cementite durante il riscaldo ed il soaking, 2)
formazione di una certa quota di austenite e ricristallizzazione della ferrite incrudita dalla laminazione a freddo,
3) nello slow cooling l’austenite si arricchisce ancora di C e la ferrite cresce come grano, 4) nell’accelerated
cooling l’austenite formatasi si trasfoma tutta o in parte in martensite (anche bainite in funzione della posizione
delle curve CCT).
L’effetto degli elementi di lega
• Da quanto prima esposto, è evidente la straordinaria importanza degli elementi di
lega per questi acciai;
• Il C aumenta la frazione di austenite che si forma a parità di temperatura di
soaking, aumenta inoltre la temprabilità e sposta a destra le curve CCT. Troppo C,
però, porta a tenori dello stesso talmente alti nella frazione austenitica da dar luogo
ad austenite residua nella tempra (fenomeno che in un certo senso si sfrutta negli
acciai TRIP);
• Il Mn è l’elemnto fondamentale: aumenta la frazione di austenite abbassando la
A3, aumenta notevolmente la temprabilità;
• Il Si, oltre ad aumentare considerevolmente il carico di snervamento, è ferritizzante
(leggera diminuzione della frazione di austenite) e grafitizzante, tende cioè a
diminuire la solubilità del C nella ferrite. Per questi motivi è molto più usato nel
TRP che nel DP dove si impiega moderatamente (dà anche problemi di
zincabilità);
•Il Cr aumenta notevolmente la temprabilità soprattutto nella zona alle alte
temperature (evita la formazione di perlite). Per questo motivo si adopera anche in
dosi notevoli nei DP a caldo e un po’ meno nei freddi. Ha la tendenza a rendere
difficoltosi i decapaggi per formazioni di ossidi aderenti in laminazione a caldo;
•Il Mo è moderatamente ferritizzante ma è un potentissimo agente temprante in
questi acciai in quanto sposta notevolmente a destra soprattutto il naso bainitico. Per
questo motivo se ne fa uso in zincatura a caldo (anche in galvannealing) per produrre
i DP. A differenza del Cr non da particolari problemi di zincabilità;
•Ti, Nb e V: si adoperano, a volte, per dare un contributo in termini di affinamento
grano e rafforzamento per precipitazione nei DP di grado molto elevato 1000 MPa);
•P: rafforza per soluzione solida e sposta verso l’alto l’A3. Per questo motivo viene a
volte impiegato nei DP a caldo per meglio regolare le temperature di fine
laminazione;
•Al: ha un effetto simile al Si ed da minori problemi di zincatura a caldo.
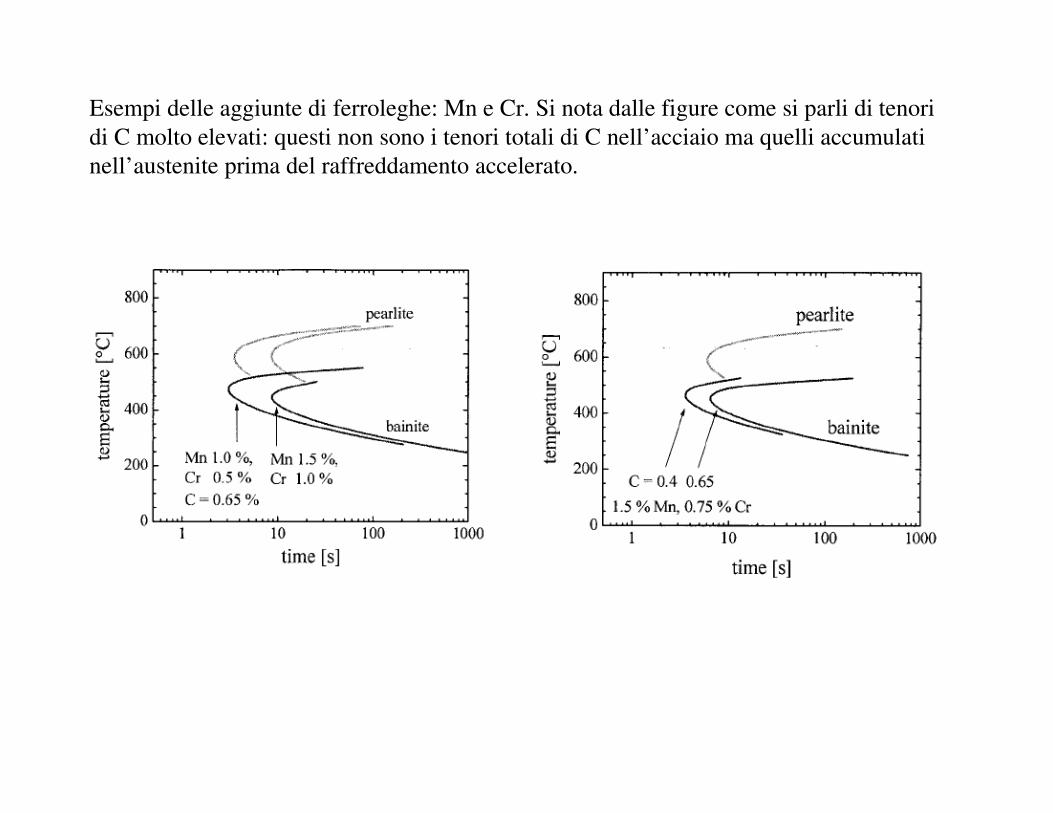
Esempi delle aggiunte di ferroleghe: Mn e Cr. Si nota dalle figure come si parli di tenori
di C molto elevati: questi non sono i tenori totali di C nell’acciaio ma quelli accumulati
nell’austenite prima del raffreddamento accelerato.
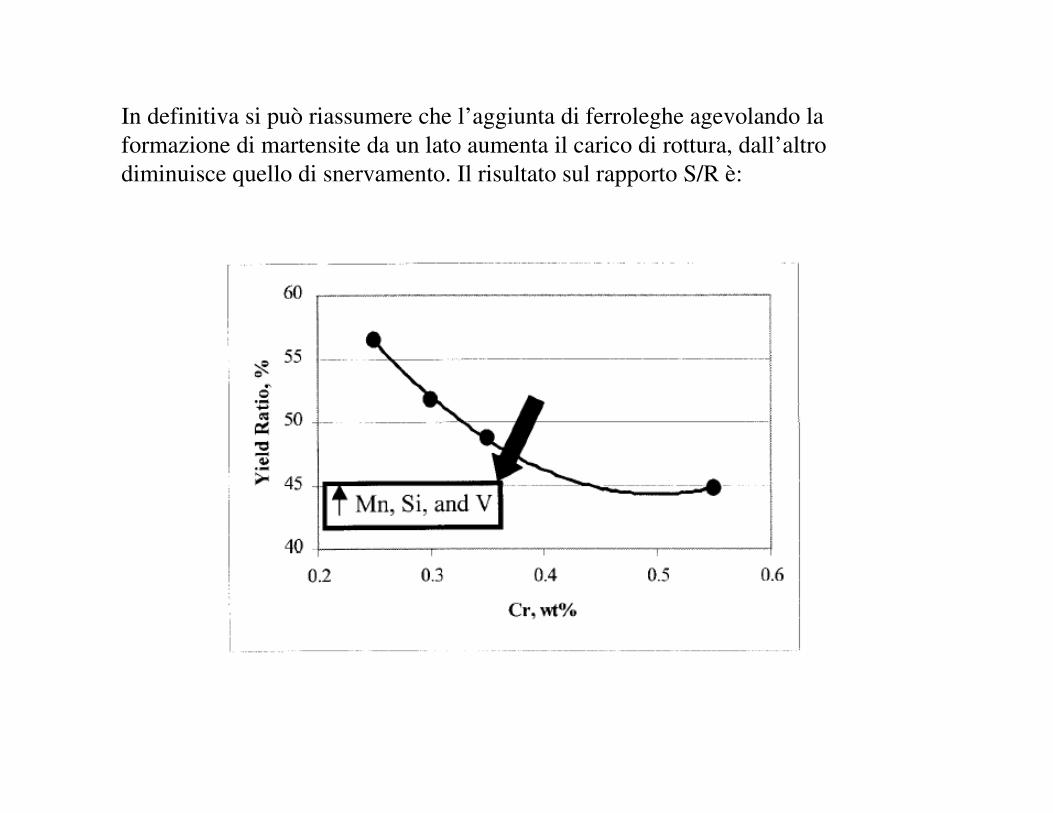
In definitiva si può riassumere che l’aggiunta di ferroleghe agevolando la
formazione di martensite da un lato aumenta il carico di rottura, dall’altro
diminuisce quello di snervamento. Il risultato sul rapporto S/R è:
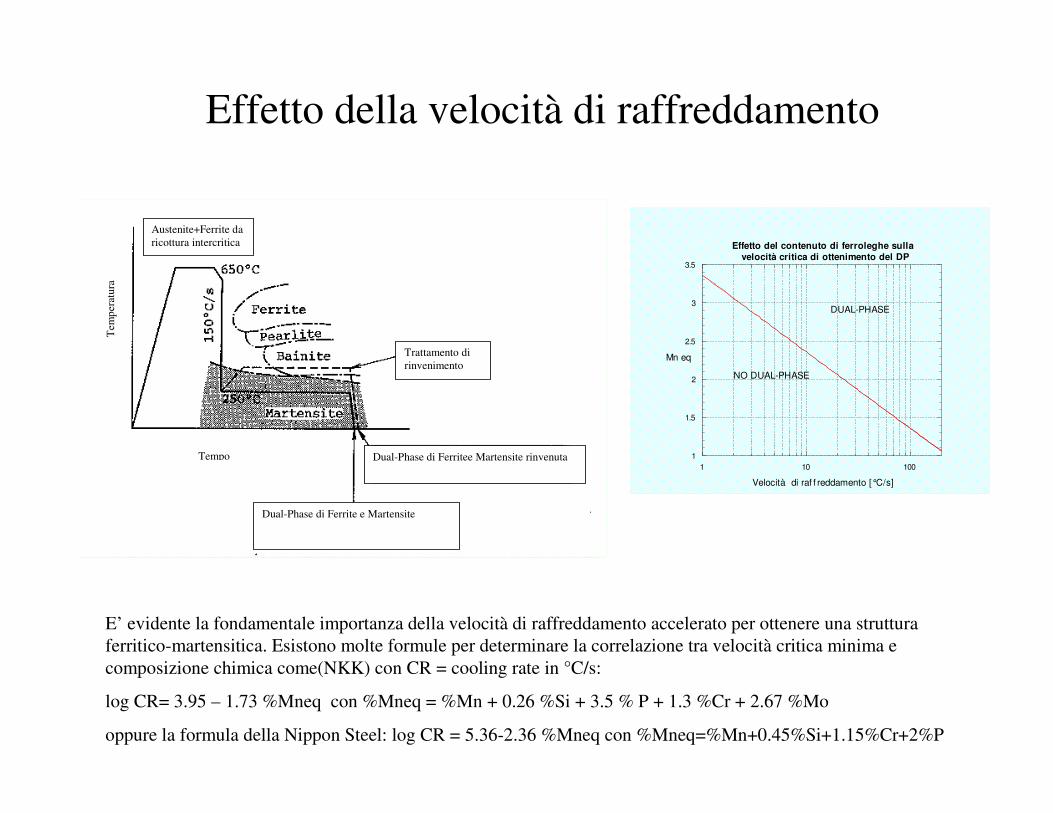
Effetto della velocità di raffreddamento
1
1.5
2
2.5
3
3.5
1 10 100
Effetto del contenuto di ferroleghe sulla velocità critica di ottenimento del DP
Mn eq
Velocità di raf f reddamento [°C/s]
DUAL-PHASE
NO DUAL-PHASE
Dual-Phase di Ferrite e Martensite
Tem
per
atu
ra
Tempo Dual-Phase di Ferritee Martensite rinvenuta
Trattamento di
rinvenimento
Austenite+Ferrite da
ricottura intercritica
E’ evidente la fondamentale importanza della velocità di raffreddamento accelerato per ottenere una struttura
ferritico-martensitica. Esistono molte formule per determinare la correlazione tra velocità critica minima e
composizione chimica come(NKK) con CR = cooling rate in °C/s:
log CR= 3.95 – 1.73 %Mneq con %Mneq = %Mn + 0.26 %Si + 3.5 % P + 1.3 %Cr + 2.67 %Mo
oppure la formula della Nippon Steel: log CR = 5.36-2.36 %Mneq con %Mneq=%Mn+0.45%Si+1.15%Cr+2%P
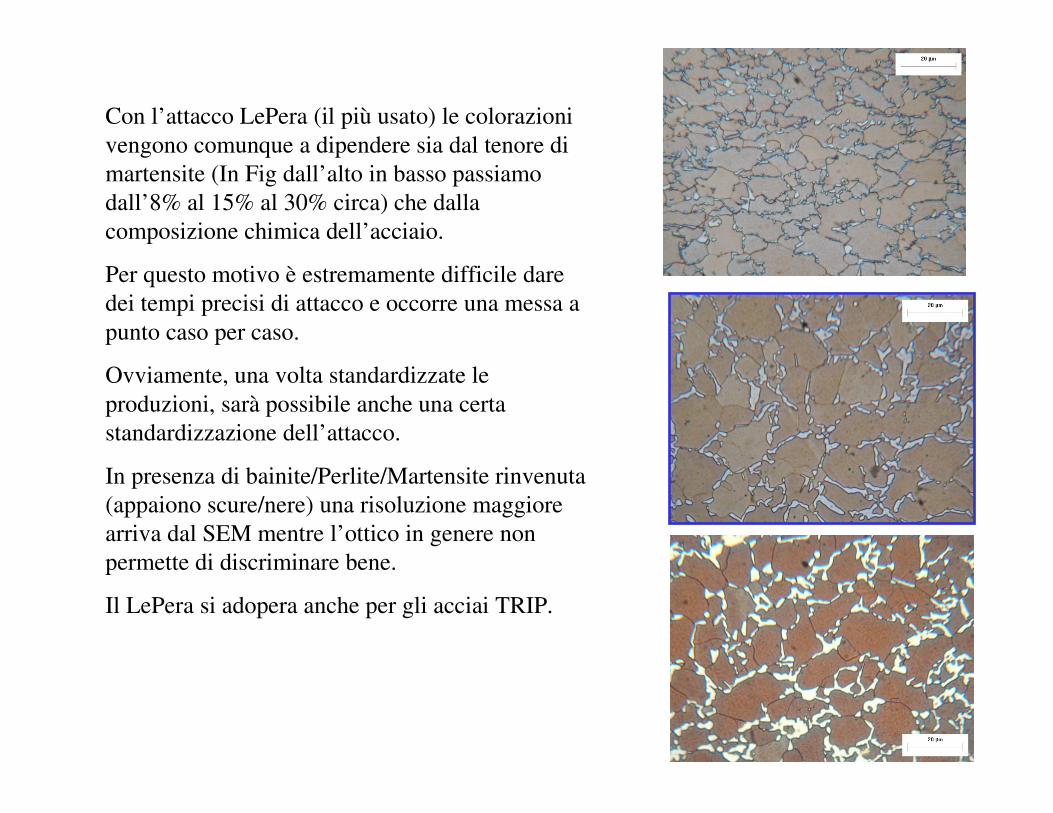
Con l’attacco LePera (il più usato) le colorazioni
vengono comunque a dipendere sia dal tenore di
martensite (In Fig dall’alto in basso passiamo
dall’8% al 15% al 30% circa) che dalla
composizione chimica dell’acciaio.
Per questo motivo è estremamente difficile dare
dei tempi precisi di attacco e occorre una messa a
punto caso per caso.
Ovviamente, una volta standardizzate le
produzioni, sarà possibile anche una certa
standardizzazione dell’attacco.
In presenza di bainite/Perlite/Martensite rinvenuta
(appaiono scure/nere) una risoluzione maggiore
arriva dal SEM mentre l’ottico in genere non
permette di discriminare bene.
Il LePera si adopera anche per gli acciai TRIP.
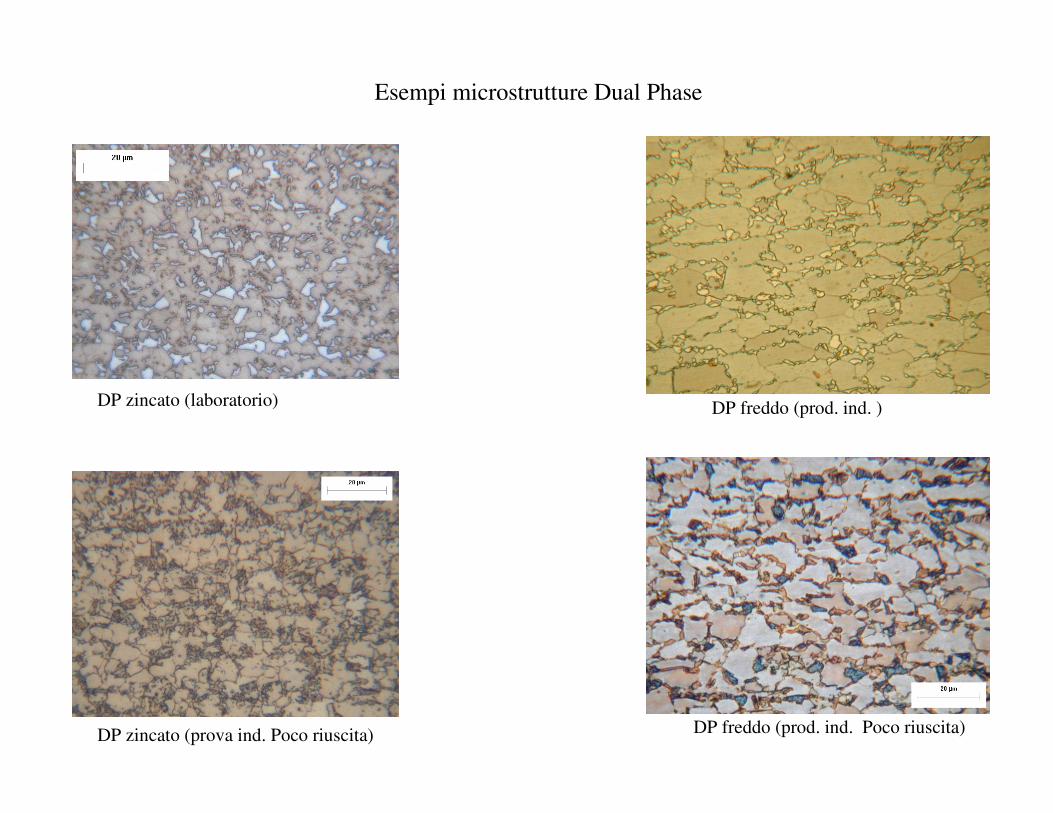
DP zincato (laboratorio)
DP zincato (prova ind. Poco riuscita)
DP freddo (prod. ind. )
DP freddo (prod. ind. Poco riuscita)
Esempi microstrutture Dual Phase
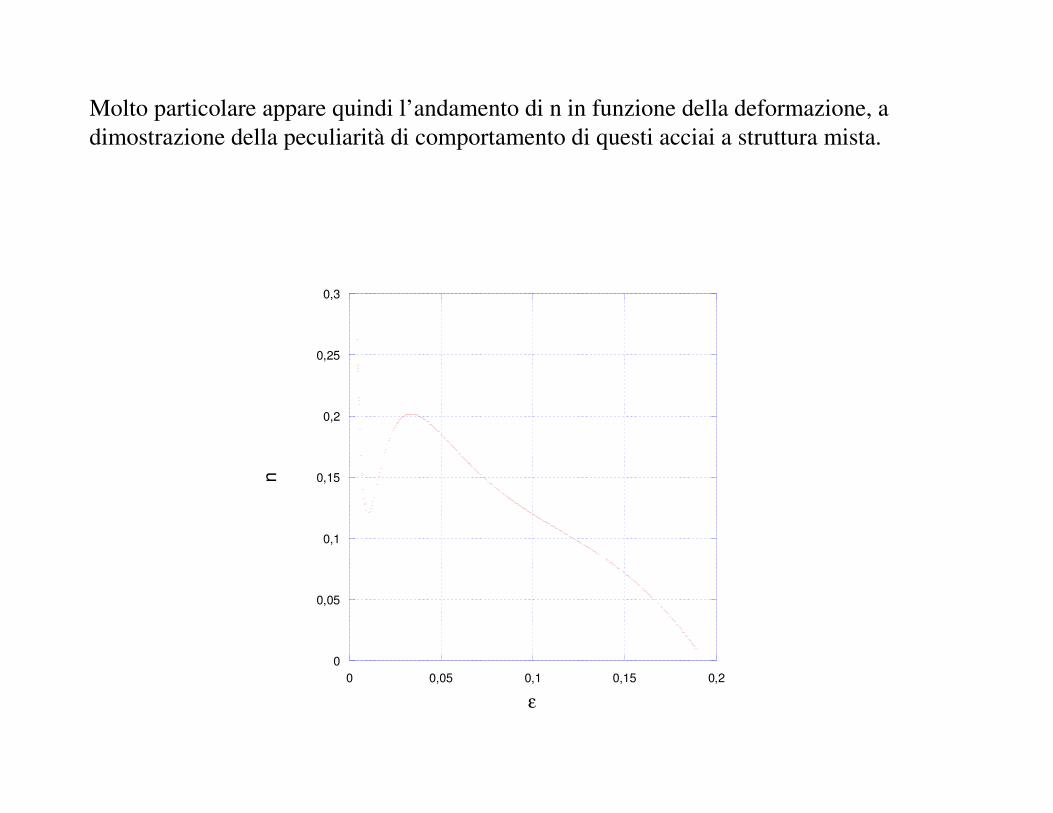
Molto particolare appare quindi l’andamento di n in funzione della deformazione, a
dimostrazione della peculiarità di comportamento di questi acciai a struttura mista.
0
0,05
0,1
0,15
0,2
0,25
0,3
0 0,05 0,1 0,15 0,2
n
ε
0,12
0,14
0,16
0,18
0,2
0,22
360 380 400 420 440 460
massim
o v
alo
re d
i n
snervamento [MPa]
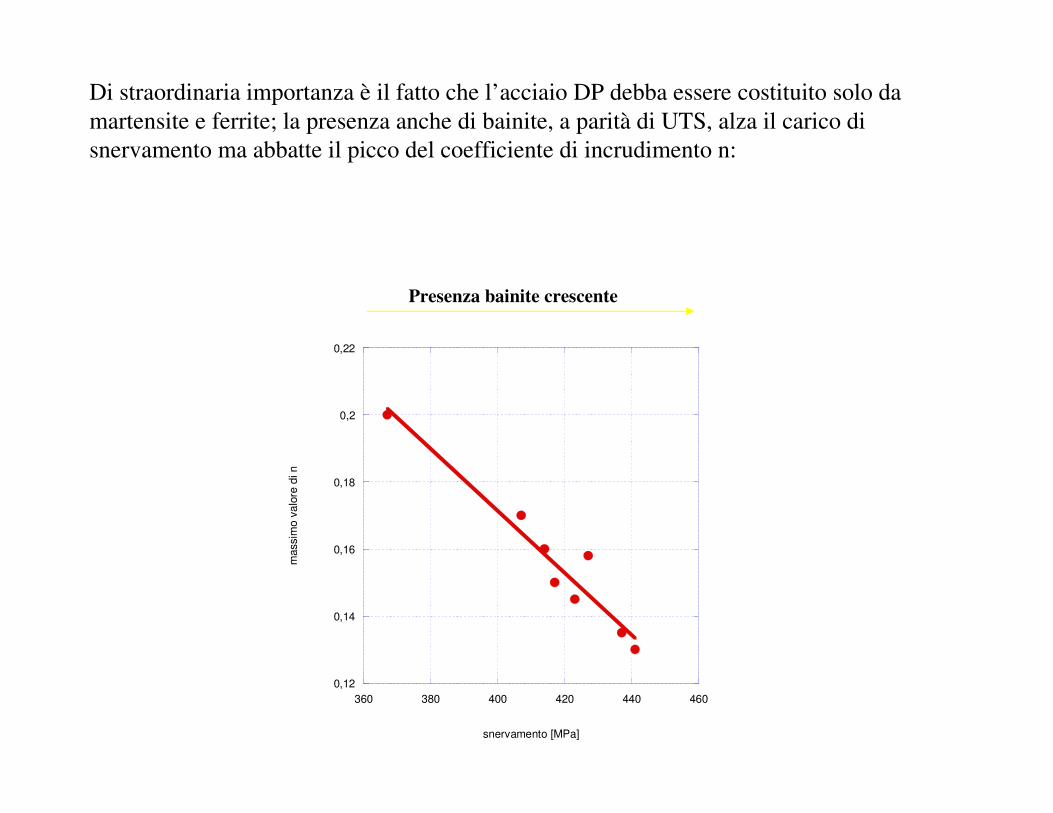
Di straordinaria importanza è il fatto che l’acciaio DP debba essere costituito solo da
martensite e ferrite; la presenza anche di bainite, a parità di UTS, alza il carico di
snervamento ma abbatte il picco del coefficiente di incrudimento n:
Presenza bainite crescente
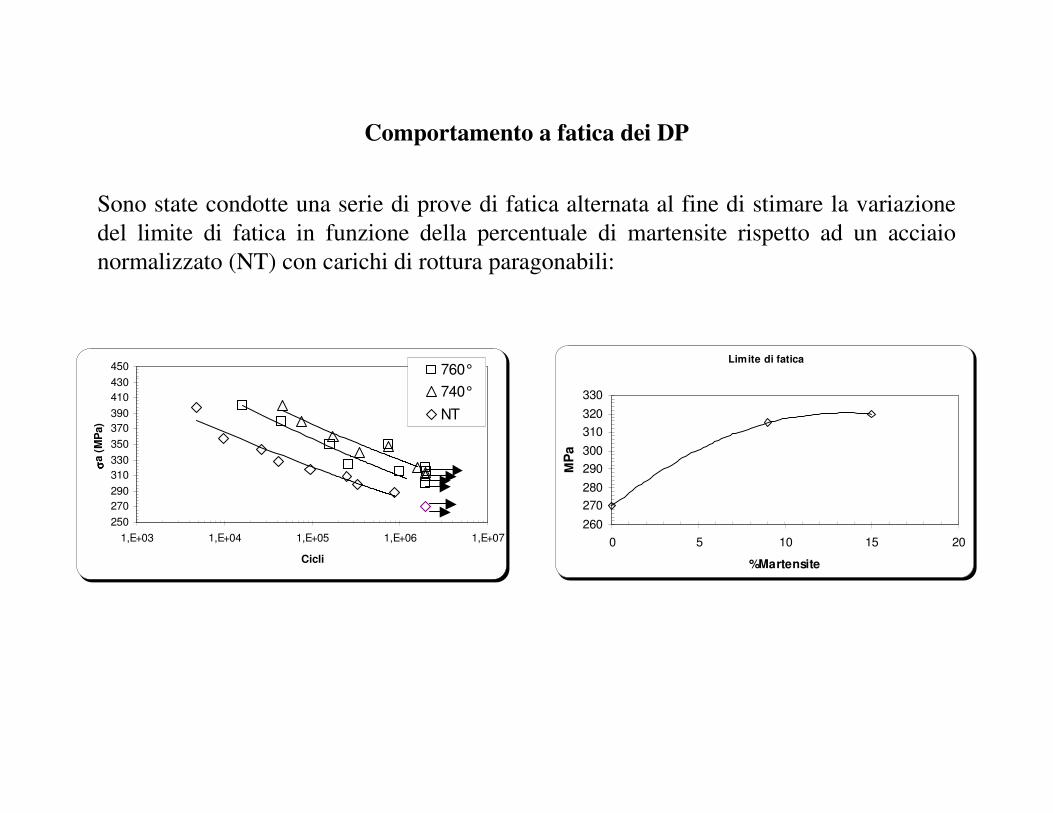
Comportamento a fatica dei DP
Sono state condotte una serie di prove di fatica alternata al fine di stimare la variazione
del limite di fatica in funzione della percentuale di martensite rispetto ad un acciaio
normalizzato (NT) con carichi di rottura paragonabili:
250
270
290
310
330
350
370
390
410
430
450
1,E+03 1,E+04 1,E+05 1,E+06 1,E+07
Cicli
σσ σσa (
MP
a)
760°
740°
NT
Limite di fatica
260
270
280
290
300
310
320
330
0 5 10 15 20
%MartensiteM
Pa
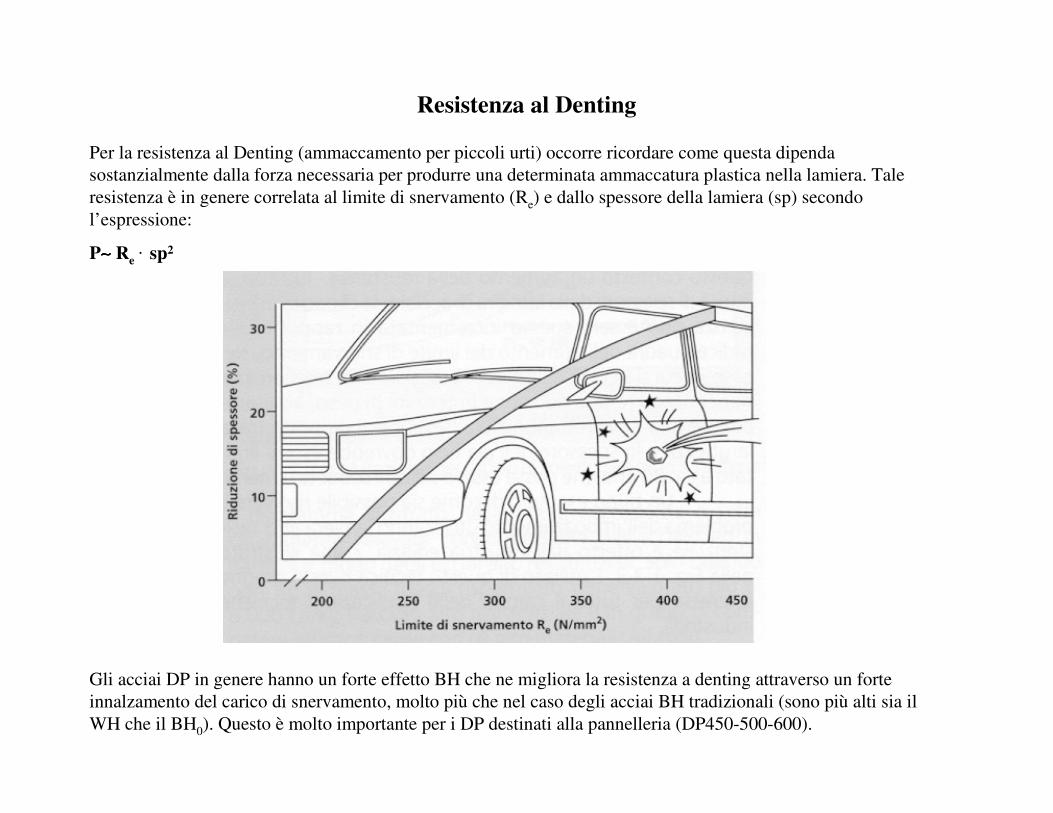
Resistenza al Denting
Per la resistenza al Denting (ammaccamento per piccoli urti) occorre ricordare come questa dipenda
sostanzialmente dalla forza necessaria per produrre una determinata ammaccatura plastica nella lamiera. Tale
resistenza è in genere correlata al limite di snervamento (Re) e dallo spessore della lamiera (sp) secondo
l’espressione:
P∼∼∼∼ Re. sp2
Gli acciai DP in genere hanno un forte effetto BH che ne migliora la resistenza a denting attraverso un forte
innalzamento del carico di snervamento, molto più che nel caso degli acciai BH tradizionali (sono più alti sia il
WH che il BH0). Questo è molto importante per i DP destinati alla pannelleria (DP450-500-600).
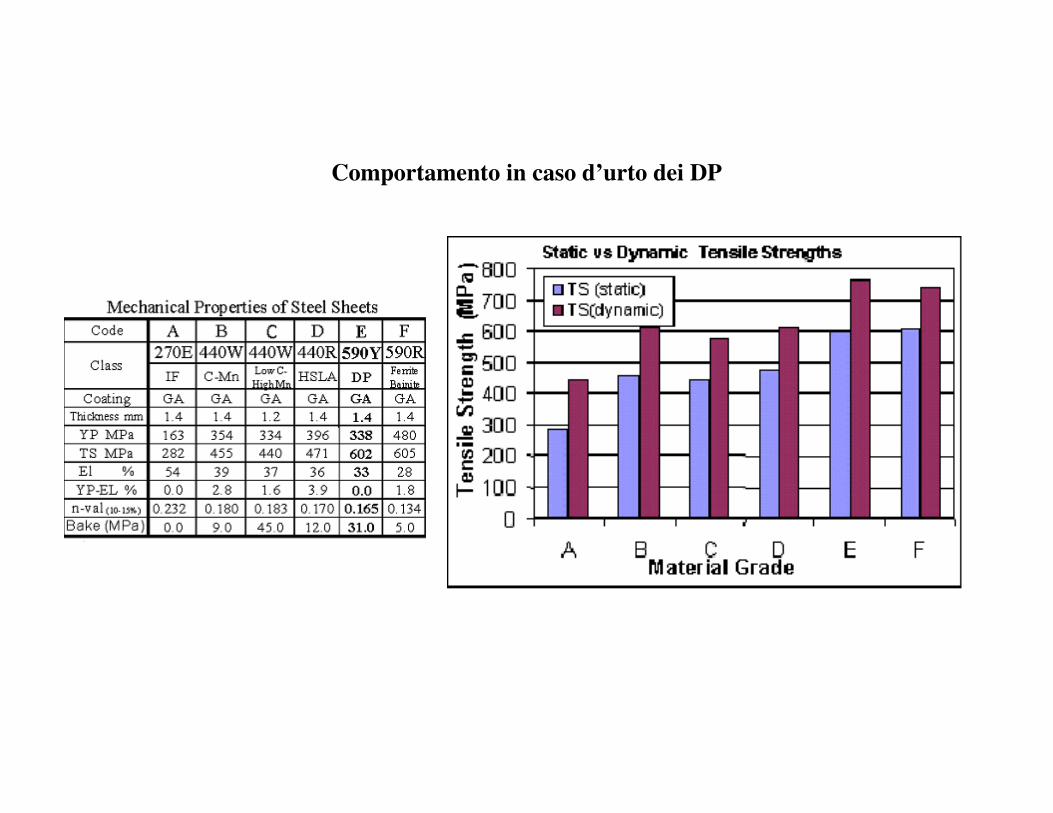
Comportamento in caso d’urto dei DP
Considerazioni tecnologiche sullo stampaggio
•Il ritorno elastico che si verifica con la formatura è in genere maggiore rispetto agli acciai
comuni. Peraltro questo fenomeno può di norma essere compensato mediante una
sovradeformazione. I modelli attualmente impiegati non riescono a prevedere i ritorni
elastici in modo soddisfacente. E’ comunque soprattutto il forte aumento della n all’inizio
deformazione che garantisce l’alta stampabilità (migliore ripartizione delle deformazioni);
•La regola pratica di tipo empirico, ammettendo che la riduzione di spessori vada fatta in
modo inversamente proporzionale alla radice dei rapporti dei carichi di snervamento, è da
prendersi con estrema cautela a causa del diversissimo comportamento in campo plastico
ulteriormente complicato da stati di deformazione biassali;
•Il disegno degli stampi deve tenere conto che forti gradienti geometrici sono da evitarsi
quando i pezzi siano in acciaio altoresistenziale
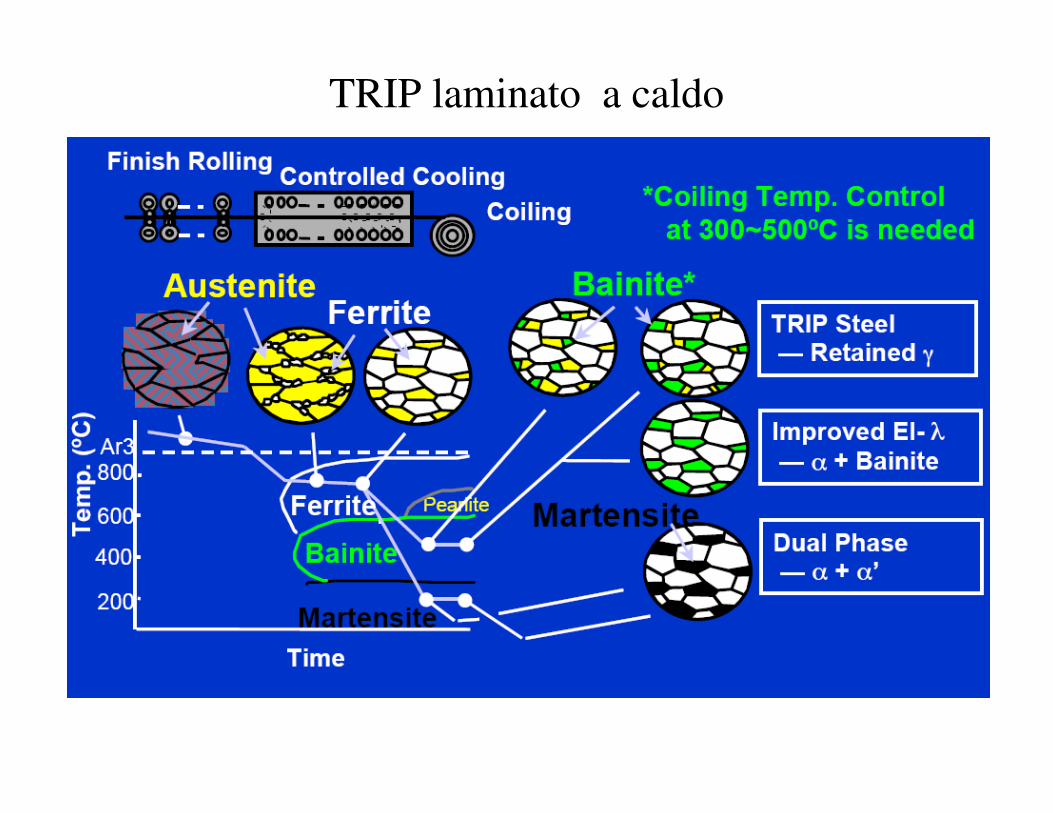
TRIP laminato a caldo
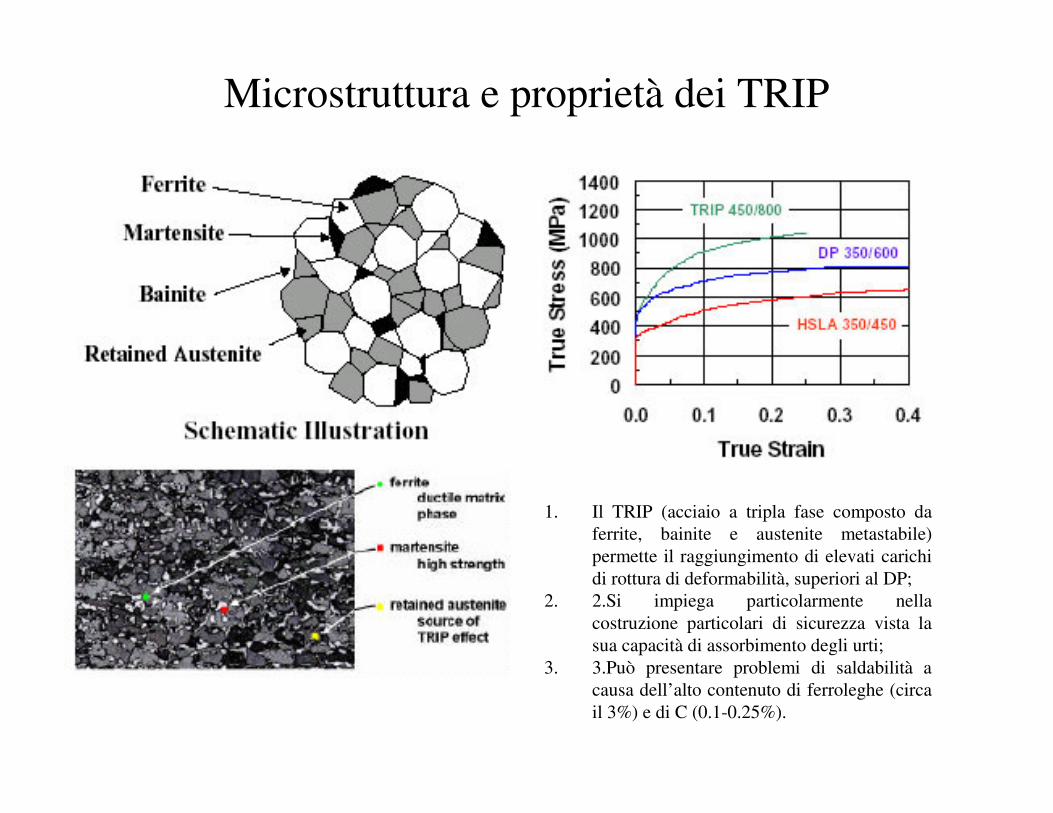
Microstruttura e proprietà dei TRIP
1. Il TRIP (acciaio a tripla fase composto da
ferrite, bainite e austenite metastabile)
permette il raggiungimento di elevati carichi
di rottura di deformabilità, superiori al DP;
2. 2.Si impiega particolarmente nella
costruzione particolari di sicurezza vista la
sua capacità di assorbimento degli urti;
3. 3.Può presentare problemi di saldabilità a
causa dell’alto contenuto di ferroleghe (circa
il 3%) e di C (0.1-0.25%).
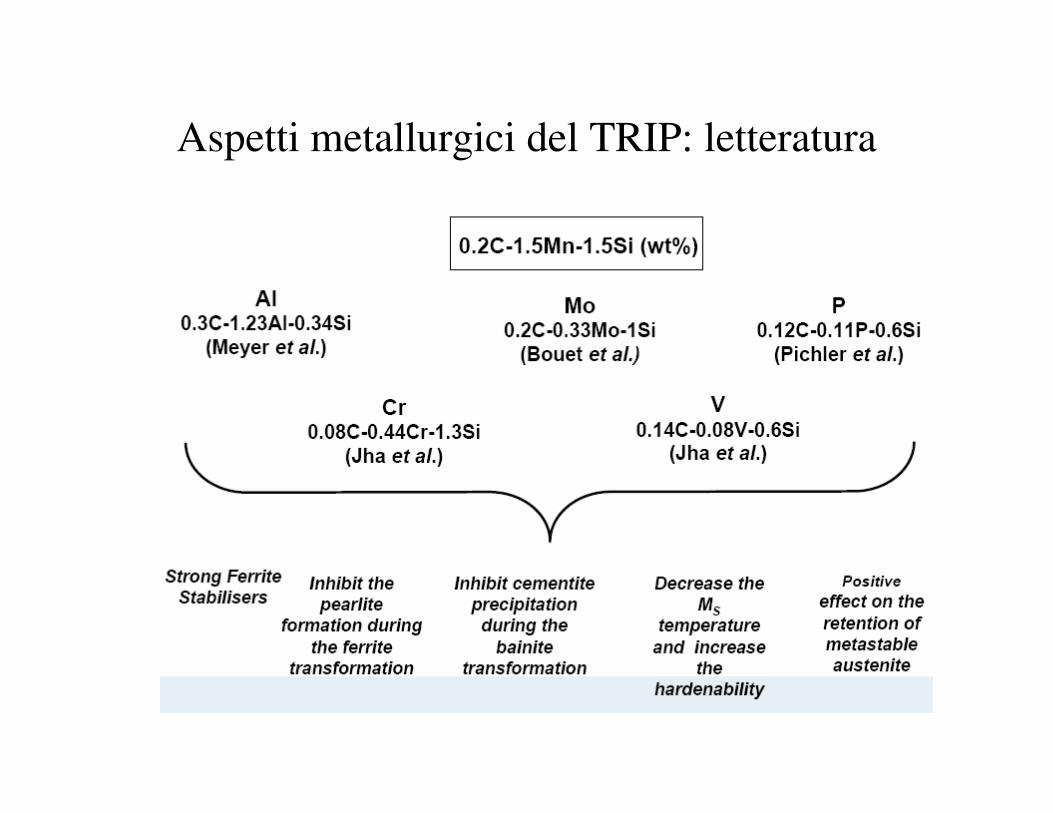
Aspetti metallurgici del TRIP: letteratura
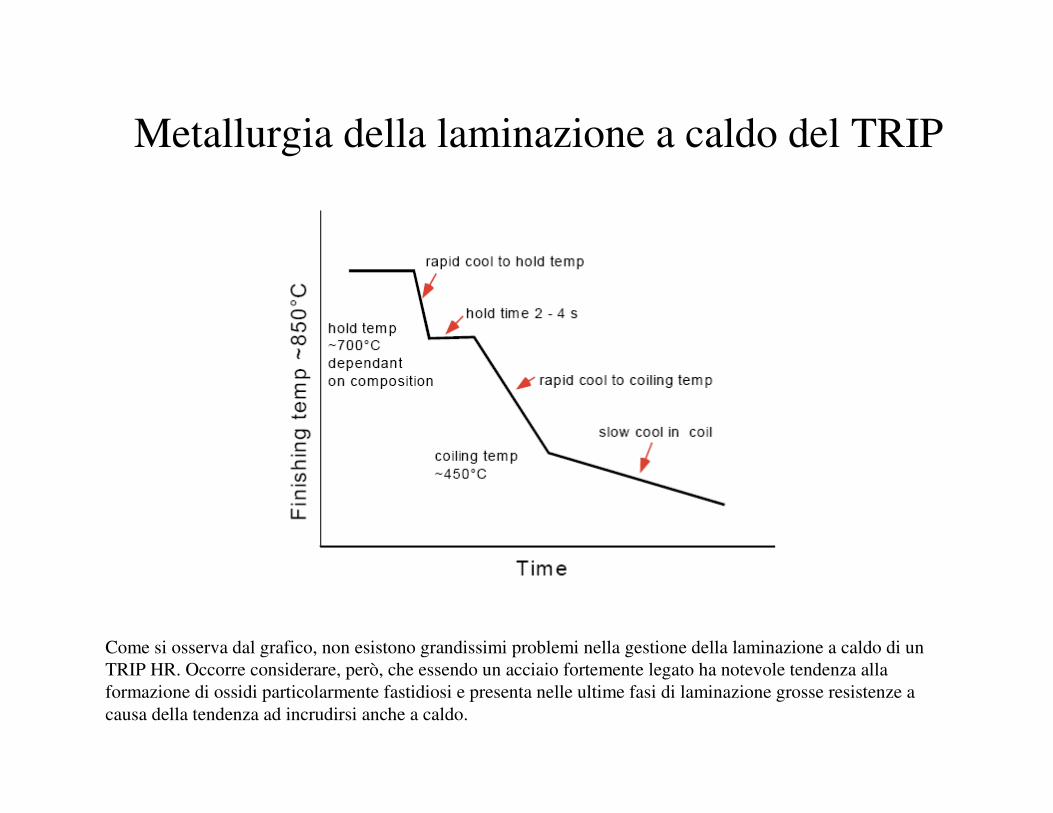
Metallurgia della laminazione a caldo del TRIP
Come si osserva dal grafico, non esistono grandissimi problemi nella gestione della laminazione a caldo di un
TRIP HR. Occorre considerare, però, che essendo un acciaio fortemente legato ha notevole tendenza alla
formazione di ossidi particolarmente fastidiosi e presenta nelle ultime fasi di laminazione grosse resistenze a
causa della tendenza ad incrudirsi anche a caldo.
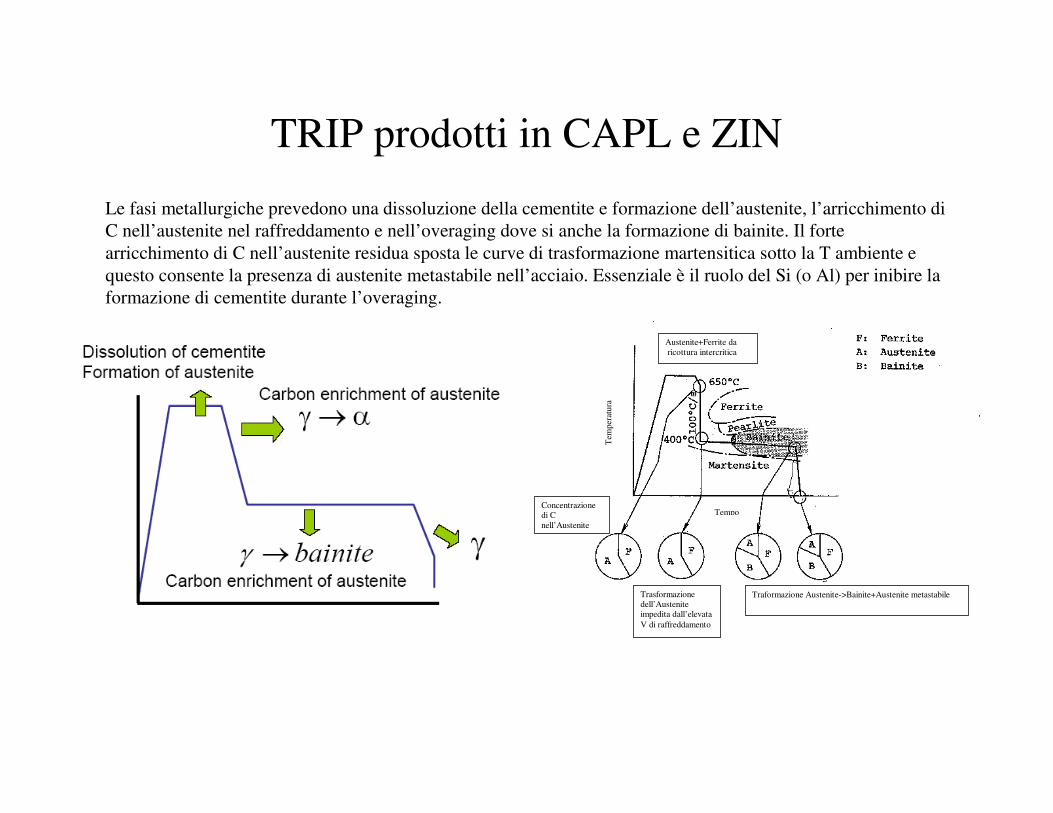
TRIP prodotti in CAPL e ZIN
Le fasi metallurgiche prevedono una dissoluzione della cementite e formazione dell’austenite, l’arricchimento di
C nell’austenite nel raffreddamento e nell’overaging dove si anche la formazione di bainite. Il forte
arricchimento di C nell’austenite residua sposta le curve di trasformazione martensitica sotto la T ambiente e
questo consente la presenza di austenite metastabile nell’acciaio. Essenziale è il ruolo del Si (o Al) per inibire la
formazione di cementite durante l’overaging.
Tem
per
atu
ra
Tempo Concentrazione
di C
nell’Austenite
Trasformazione
dell’Austenite
impedita dall’elevata
V di raffreddamento
Traformazione Austenite->Bainite+Austenite metastabile
Austenite+Ferrite da
ricottura intercritica
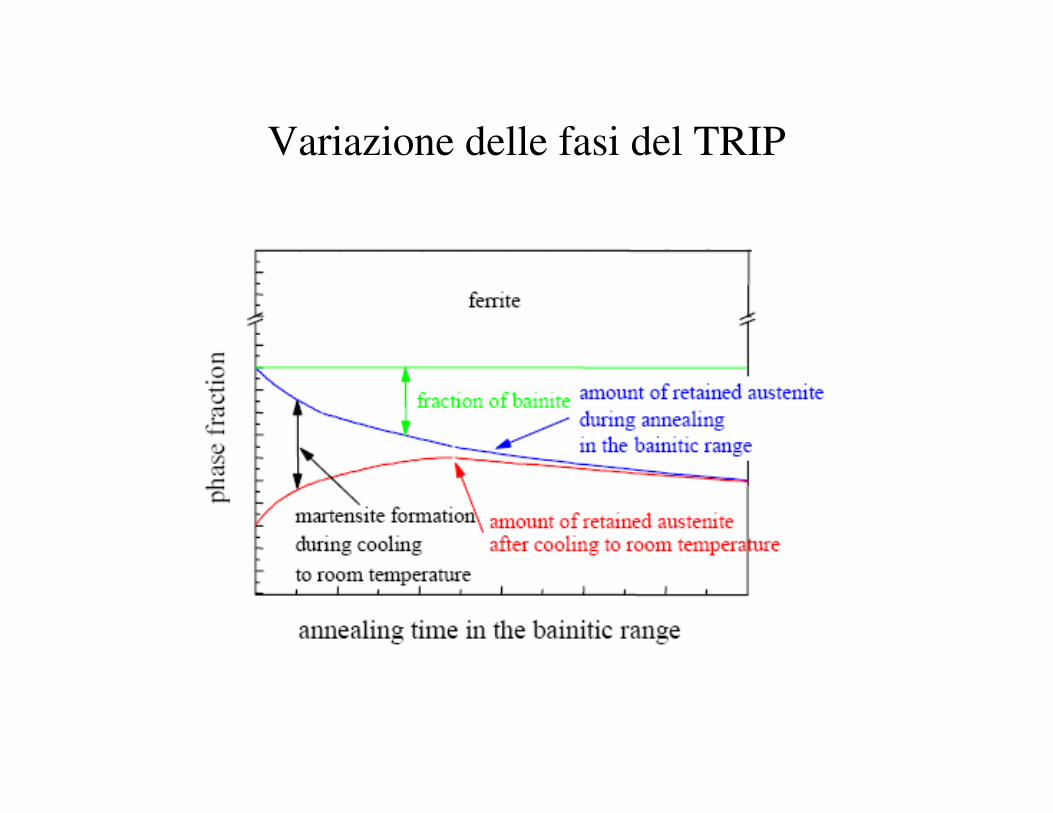
Variazione delle fasi del TRIP
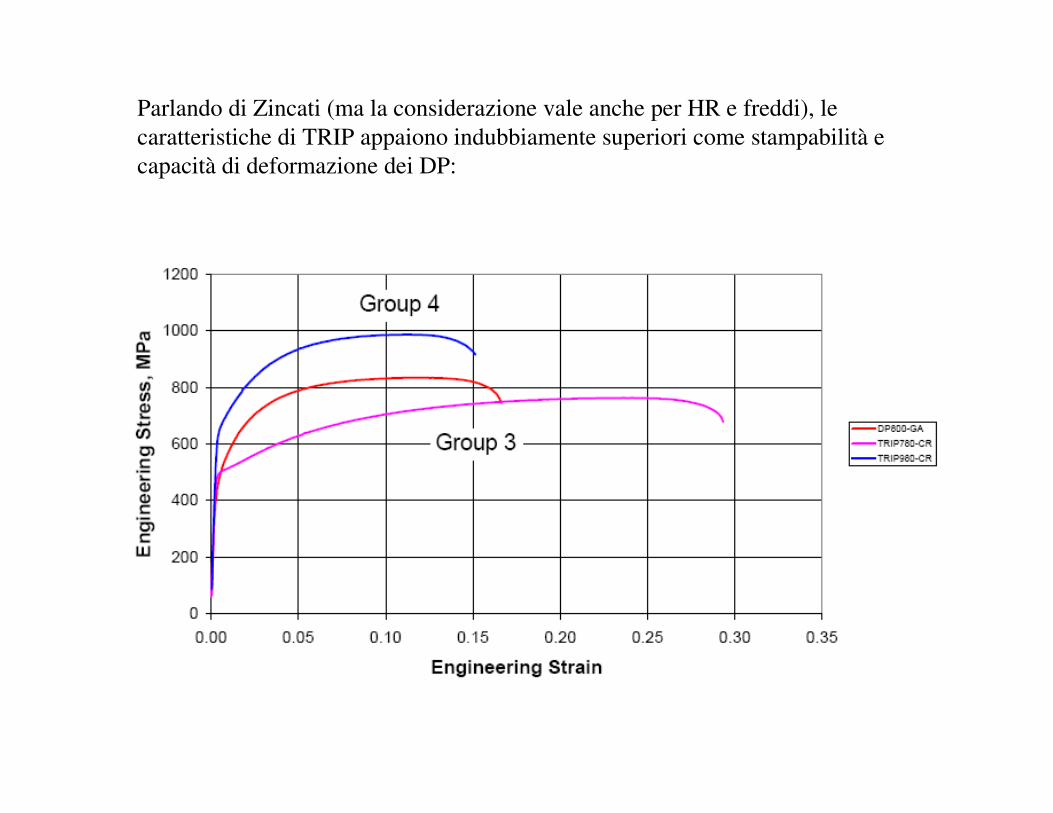
Parlando di Zincati (ma la considerazione vale anche per HR e freddi), le
caratteristiche di TRIP appaiono indubbiamente superiori come stampabilità e
capacità di deformazione dei DP:
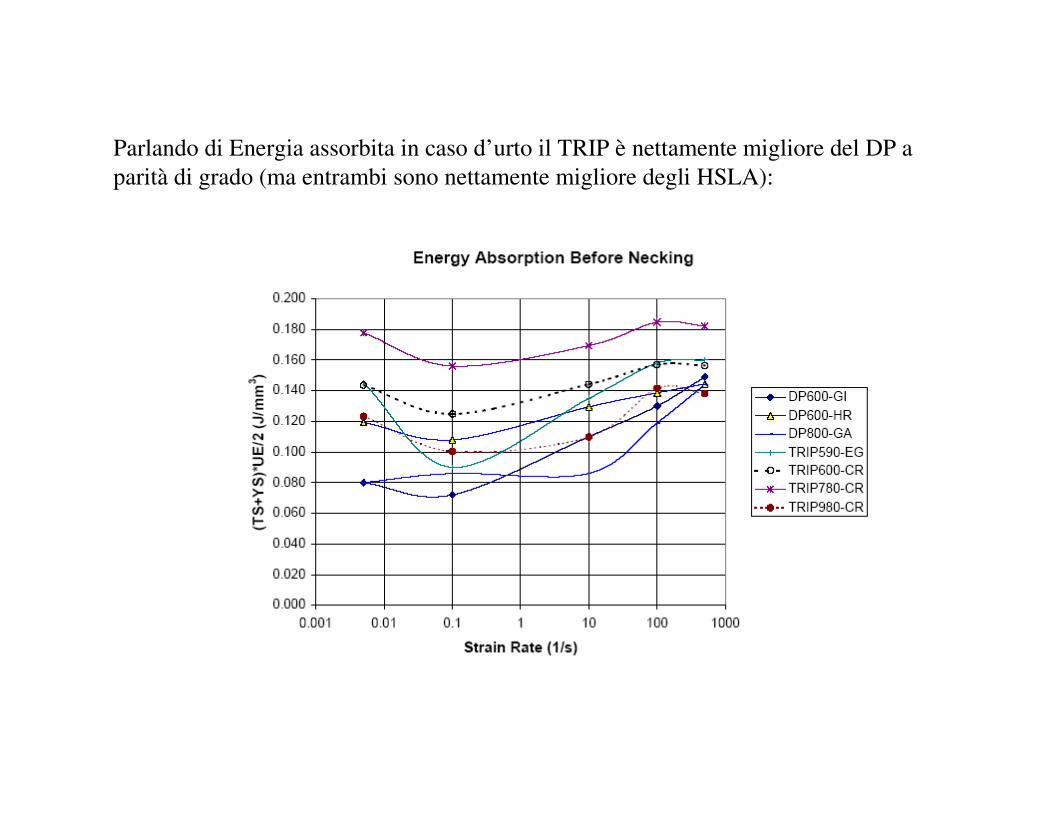
Parlando di Energia assorbita in caso d’urto il TRIP è nettamente migliore del DP a
parità di grado (ma entrambi sono nettamente migliore degli HSLA):
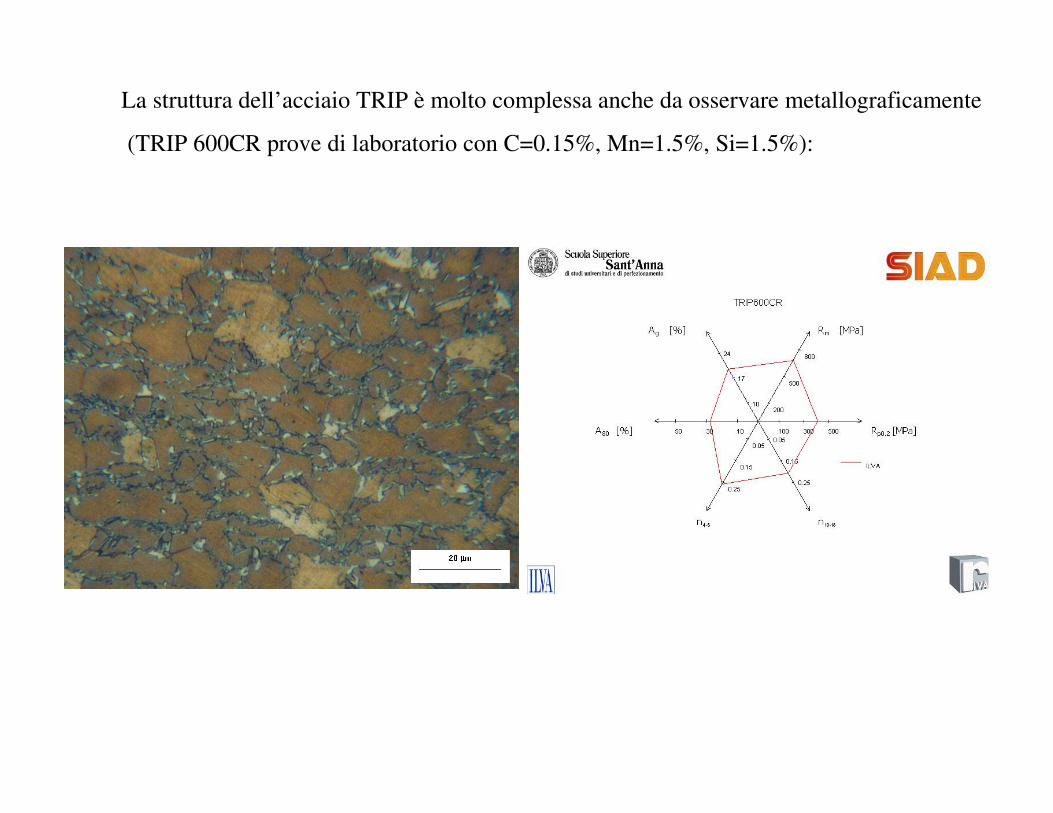
La struttura dell’acciaio TRIP è molto complessa anche da osservare metallograficamente
(TRIP 600CR prove di laboratorio con C=0.15%, Mn=1.5%, Si=1.5%):
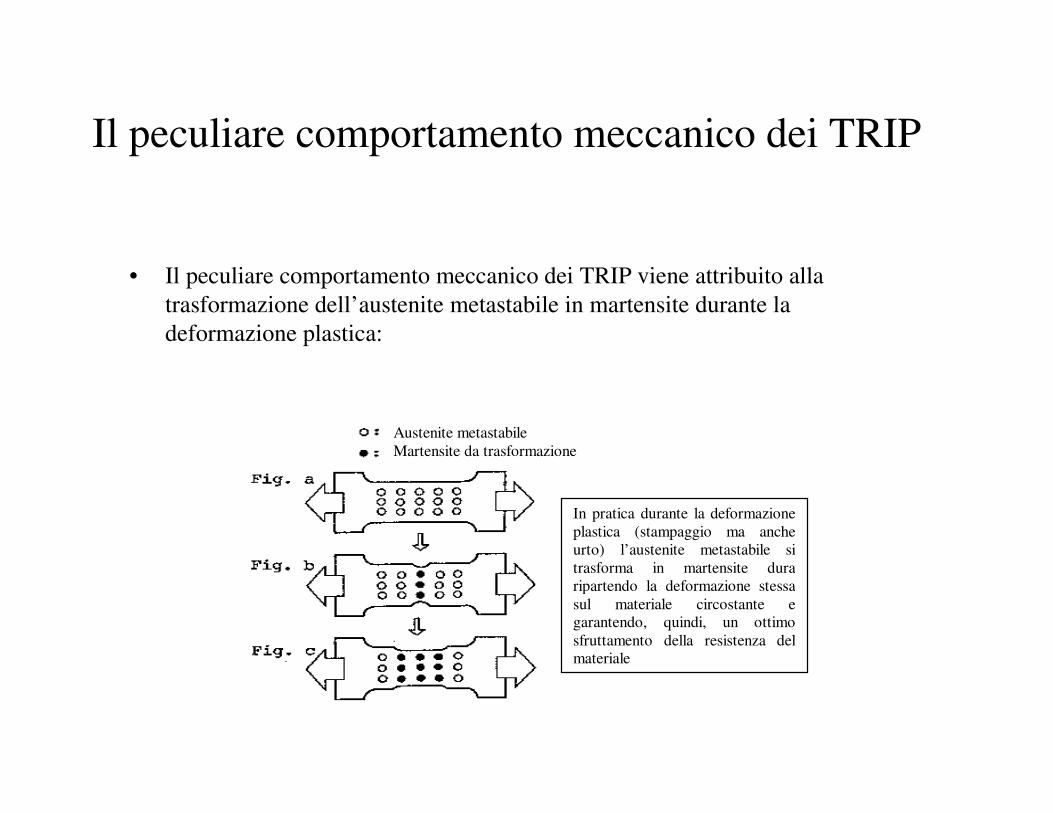
Il peculiare comportamento meccanico dei TRIP
• Il peculiare comportamento meccanico dei TRIP viene attribuito alla
trasformazione dell’austenite metastabile in martensite durante la
deformazione plastica:
Austenite metastabile
Martensite da trasformazione
In pratica durante la deformazione
plastica (stampaggio ma anche
urto) l’austenite metastabile si
trasforma in martensite dura
ripartendo la deformazione stessa
sul materiale circostante e
garantendo, quindi, un ottimo
sfruttamento della resistenza del
materiale
I limiti dell’acciaio TRIP
• I principali limiti dell’acciaio TRIP sono attribuibili all’alto tenore di
ferroleghe;
• Questi tenori elevati (che siano Mn-Si o Mn-Al) rendono molto difficili le
operazioni di saldatura anche perché i tenori di C sono piuttosto elevati
(normalmente 0.15-0.25%);
• Sempre a causa della composizione chimica non è facile evitare le forti
ossidazioni in laminazione e problemi in zincatura a caldo;
• Altro problema dei TRIP è rappresentato dalla stabilità dell’austenite. Se
questa è modesta si possono avere trasformazioni spontanee ad esempio per
effetto delle basse T;
• Alcune siderurgie e case automobilistiche non credono al futuro del TRIP e
preferiscono insistere su Martensitici a basso carbonio.
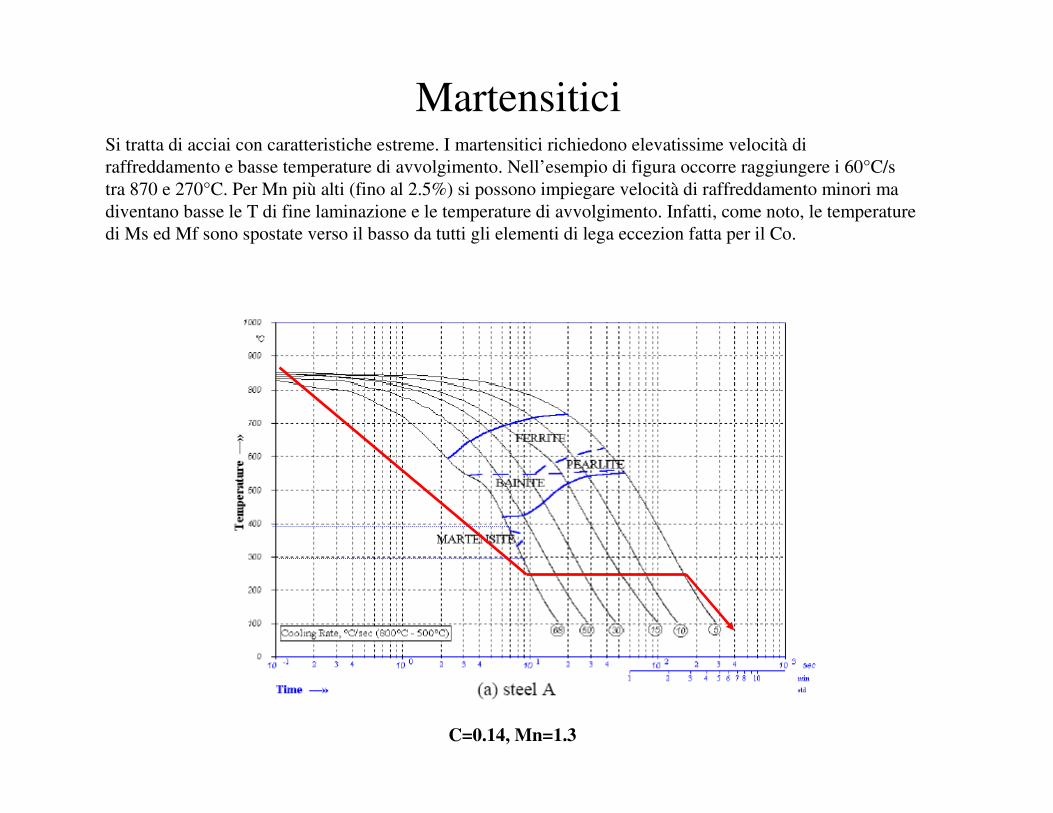
MartensiticiSi tratta di acciai con caratteristiche estreme. I martensitici richiedono elevatissime velocità di
raffreddamento e basse temperature di avvolgimento. Nell’esempio di figura occorre raggiungere i 60°C/s
tra 870 e 270°C. Per Mn più alti (fino al 2.5%) si possono impiegare velocità di raffreddamento minori ma
diventano basse le T di fine laminazione e le temperature di avvolgimento. Infatti, come noto, le temperature
di Ms ed Mf sono spostate verso il basso da tutti gli elementi di lega eccezion fatta per il Co.
C=0.14, Mn=1.3
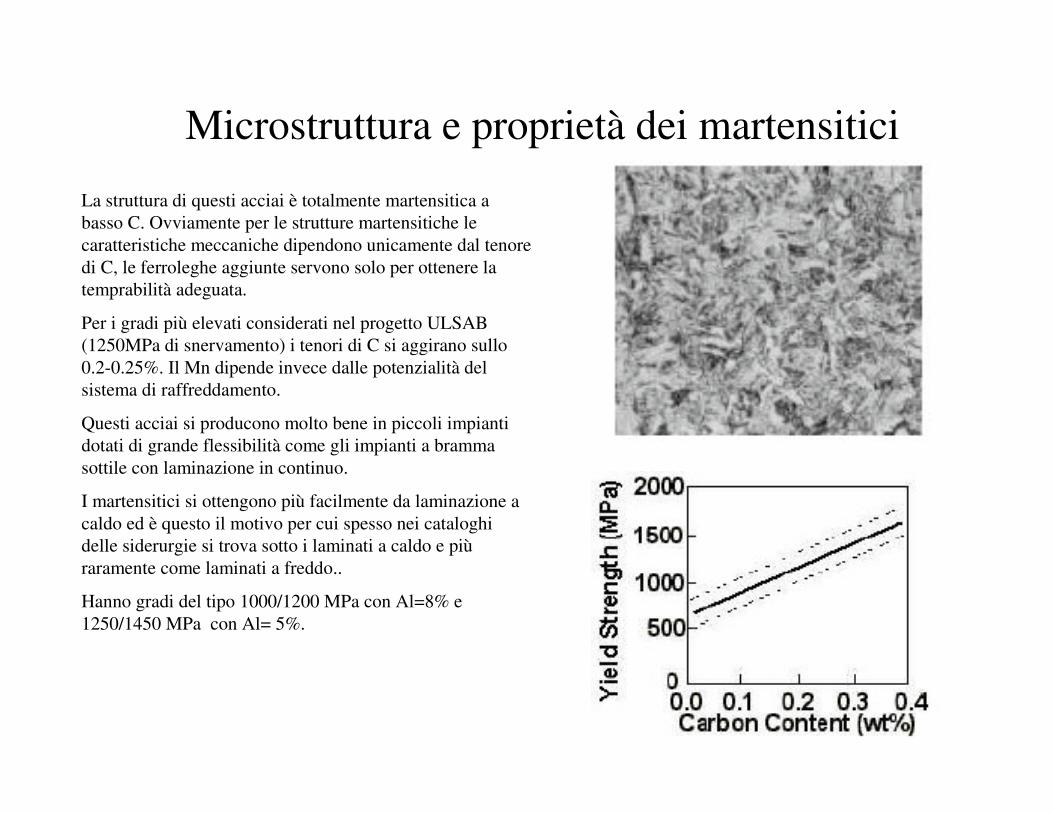
Microstruttura e proprietà dei martensitici
La struttura di questi acciai è totalmente martensitica a
basso C. Ovviamente per le strutture martensitiche le
caratteristiche meccaniche dipendono unicamente dal tenore
di C, le ferroleghe aggiunte servono solo per ottenere la
temprabilità adeguata.
Per i gradi più elevati considerati nel progetto ULSAB
(1250MPa di snervamento) i tenori di C si aggirano sullo
0.2-0.25%. Il Mn dipende invece dalle potenzialità del
sistema di raffreddamento.
Questi acciai si producono molto bene in piccoli impianti
dotati di grande flessibilità come gli impianti a bramma
sottile con laminazione in continuo.
I martensitici si ottengono più facilmente da laminazione a
caldo ed è questo il motivo per cui spesso nei cataloghi
delle siderurgie si trova sotto i laminati a caldo e più
raramente come laminati a freddo..
Hanno gradi del tipo 1000/1200 MPa con Al=8% e
1250/1450 MPa con Al= 5%.
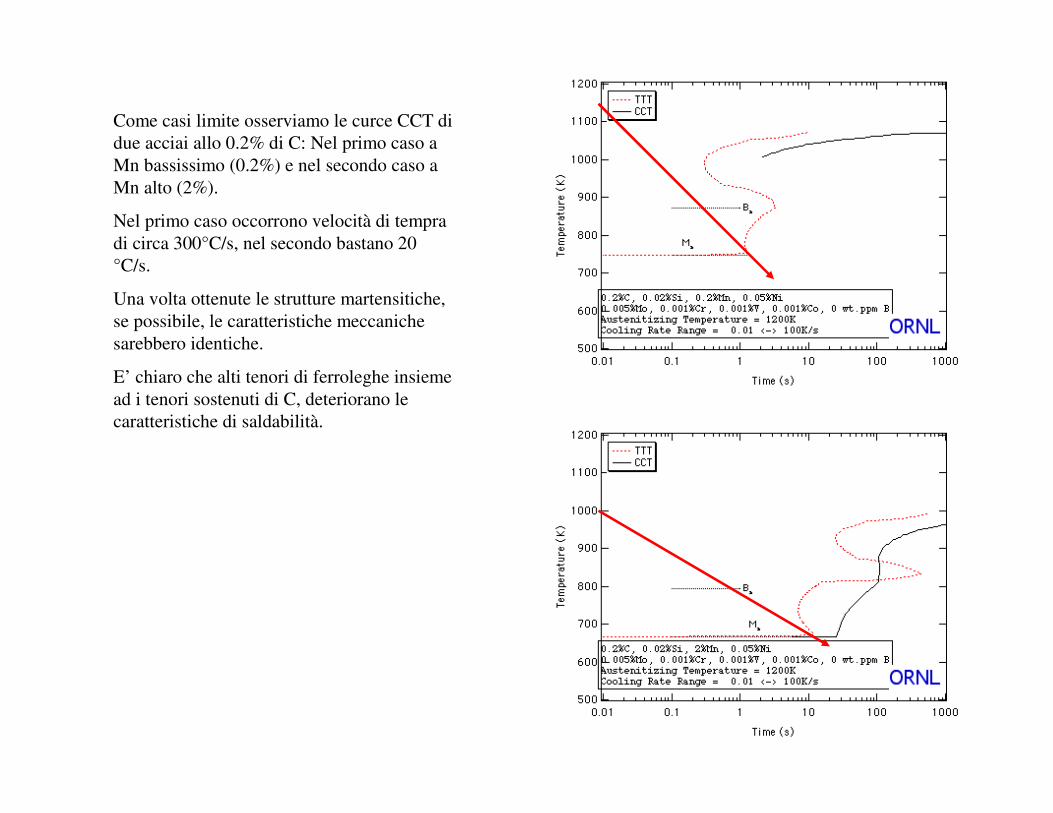
Come casi limite osserviamo le curce CCT di
due acciai allo 0.2% di C: Nel primo caso a
Mn bassissimo (0.2%) e nel secondo caso a
Mn alto (2%).
Nel primo caso occorrono velocità di tempra
di circa 300°C/s, nel secondo bastano 20
°C/s.
Una volta ottenute le strutture martensitiche,
se possibile, le caratteristiche meccaniche
sarebbero identiche.
E’ chiaro che alti tenori di ferroleghe insieme
ad i tenori sostenuti di C, deteriorano le
caratteristiche di saldabilità.
Produzione dei martensitici in CAPL
• La produzione di martensitici in CAPL è possibile (in ZIN è molto più
difficile) dove l’ostacolo principale non è l’elevata velocità di raffreddamento
ma il raggiungimento di una struttura completamente austenitica in soaking;
• In effetti , dato il tenore di C intorno a 0.15-0.2% per raggiungere elevate
caratteristiche meccaniche, alte percentuali di Mn (intorno al 2%) certamente
possono abbassare la A3 a temperature di circa 800°C (ma abbassano anche le
temperature di trasformazione martensitica), ma acciai con queste analisi
hanno un Ceq molto elevato;
• Per produrre martensitici in CAPL è meglio disporre di linee in grado di
raggiungere gli 850°C (e processare quindi acciai con Mn relativamente bassi
intorno all’1%).
Acciai Complex-Phase in CAPL/ZIN
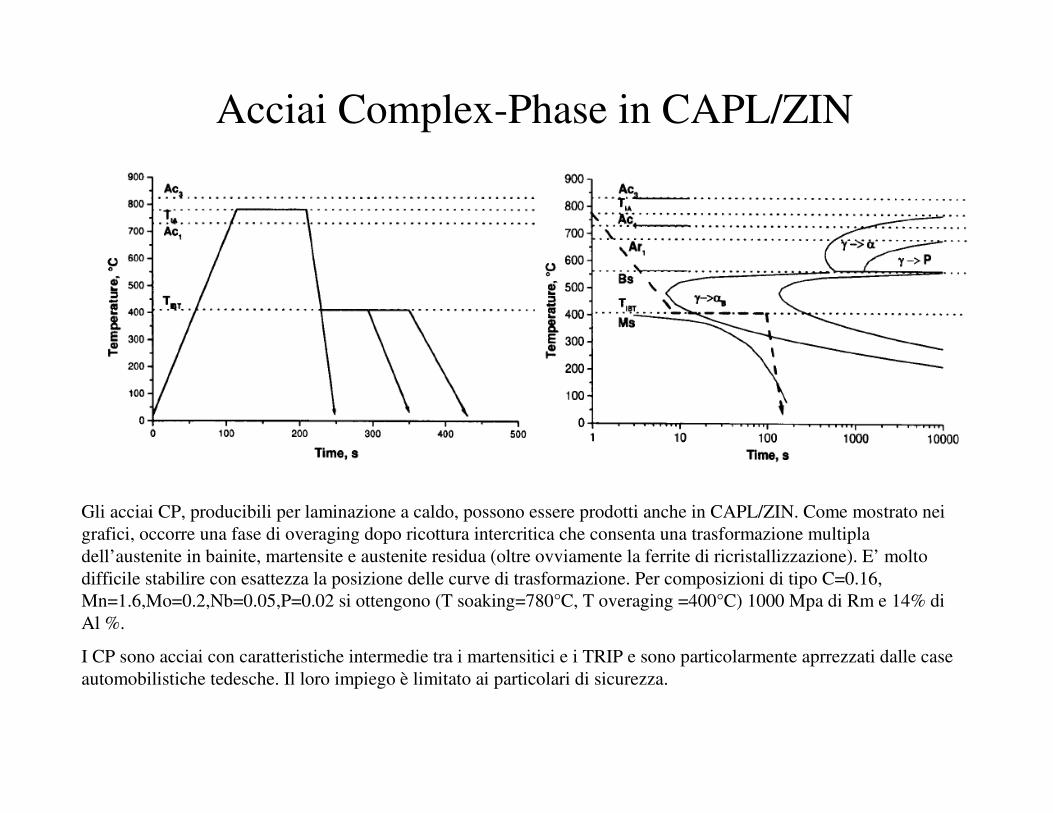
Gli acciai CP, producibili per laminazione a caldo, possono essere prodotti anche in CAPL/ZIN. Come mostrato nei
grafici, occorre una fase di overaging dopo ricottura intercritica che consenta una trasformazione multipla
dell’austenite in bainite, martensite e austenite residua (oltre ovviamente la ferrite di ricristallizzazione). E’ molto
difficile stabilire con esattezza la posizione delle curve di trasformazione. Per composizioni di tipo C=0.16,
Mn=1.6,Mo=0.2,Nb=0.05,P=0.02 si ottengono (T soaking=780°C, T overaging =400°C) 1000 Mpa di Rm e 14% di
Al %.
I CP sono acciai con caratteristiche intermedie tra i martensitici e i TRIP e sono particolarmente aprrezzati dalle case
automobilistiche tedesche. Il loro impiego è limitato ai particolari di sicurezza.