darren lim - the impact of crude oil slates on refinery process design - che 590 - summer 2016
TRANSCRIPT

The Impact of Crude Oil Slates on Refinery Process Design | 1
The Impact of Crude Oil Slates on Refinery Process Design
Darren Lim M.S. Chemical Engineering Candidate University of Southern California
Viterbi School of Engineering ABSTRACT The world is powered by energy, and the majority of the world’s energy is produced from oil. To obtain the petroleum products people use daily, such as automotive gasoline, jet fuel, and asphalt, crude oil must be processed in an oil refinery. However, depending on where crude oil is produced from, it can have various properties. Thus, there are many different types of crude slate, each having its own unique characteristics. Because all crude slates are unique, refineries are designed to process these specific crude slates. A refinery is made up of multiple process units, which are used in conjunction to treat, separate, and convert crude oil into more valuable products. But depending on the crude slate a refinery intends to run, the design of its process units varies from one refinery to another. No two refineries are alike. INTRODUCTION Since the beginning of mass oil production in the 19th century, oil has played a key role in globalization, politics, society, and technology. With the onset of the internal combustion engine, oil fueled the Industrial Revolution and continues to advance human development to this day. The petroleum industry produces the products that we are familiar: jet fuel, automotive gasoline, diesel, asphalt, and many more. Oil also provides a large majority of electricity to the grid. The petroleum industry is built upon three pillars: upstream, midstream, and downstream. Upstream involves searching for large oil reservoirs, drilling wells, and producing crude oil. Midstream involves transporting crude oil from the upstream sector to downstream refineries through piping, barges, and storage tanks. Downstream involves processing and converting crude oil in refineries into valuable petroleum products. On its own, crude oil has no particular application. But through various refinery processing technologies, including distilling, treating, and cracking, refineries are able to convert crude oil into many invaluable products. In the United States, there are 141 refineries, which have a total processing rate of over 18 million barrels of crude oil per day. [1] Crude oil is extracted from the ocean and land all over the world. Depending on its geographic origin, crude oil may vary. Its characteristics, such as density, sulfur content, and composition all factor into its price per barrel. Naturally, crude oil that is easier to process is more expensive than crude oil that is more difficult to process. In addition, refineries are tailored to process specific types of crude. For example, a refinery in Saudi Arabia is not designed the same way as a refinery in California, and this is because of the different crude slates each refinery runs. We will explore how different crude slates affect the process design of a refinery.
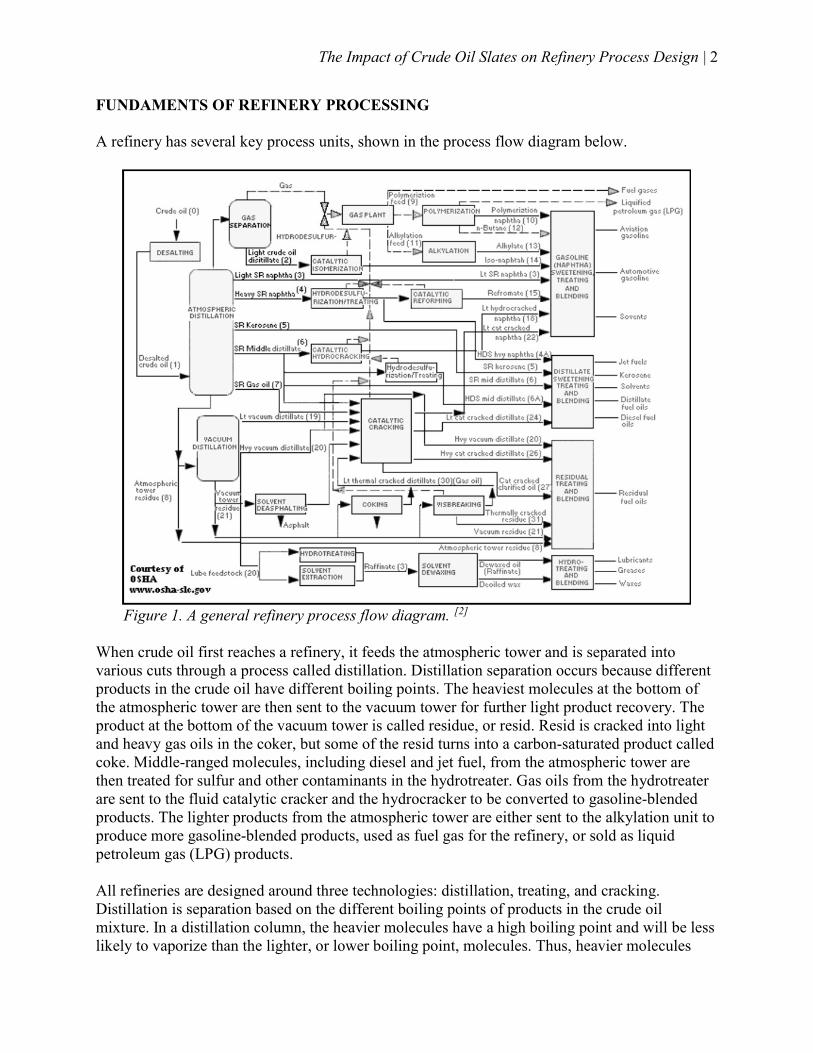
The Impact of Crude Oil Slates on Refinery Process Design | 2 FUNDAMENTS OF REFINERY PROCESSING A refinery has several key process units, shown in the process flow diagram below.
Figure 1. A general refinery process flow diagram. [2] When crude oil first reaches a refinery, it feeds the atmospheric tower and is separated into various cuts through a process called distillation. Distillation separation occurs because different products in the crude oil have different boiling points. The heaviest molecules at the bottom of the atmospheric tower are then sent to the vacuum tower for further light product recovery. The product at the bottom of the vacuum tower is called residue, or resid. Resid is cracked into light and heavy gas oils in the coker, but some of the resid turns into a carbon-saturated product called coke. Middle-ranged molecules, including diesel and jet fuel, from the atmospheric tower are then treated for sulfur and other contaminants in the hydrotreater. Gas oils from the hydrotreater are sent to the fluid catalytic cracker and the hydrocracker to be converted to gasoline-blended products. The lighter products from the atmospheric tower are either sent to the alkylation unit to produce more gasoline-blended products, used as fuel gas for the refinery, or sold as liquid petroleum gas (LPG) products. All refineries are designed around three technologies: distillation, treating, and cracking. Distillation is separation based on the different boiling points of products in the crude oil mixture. In a distillation column, the heavier molecules have a high boiling point and will be less likely to vaporize than the lighter, or lower boiling point, molecules. Thus, heavier molecules
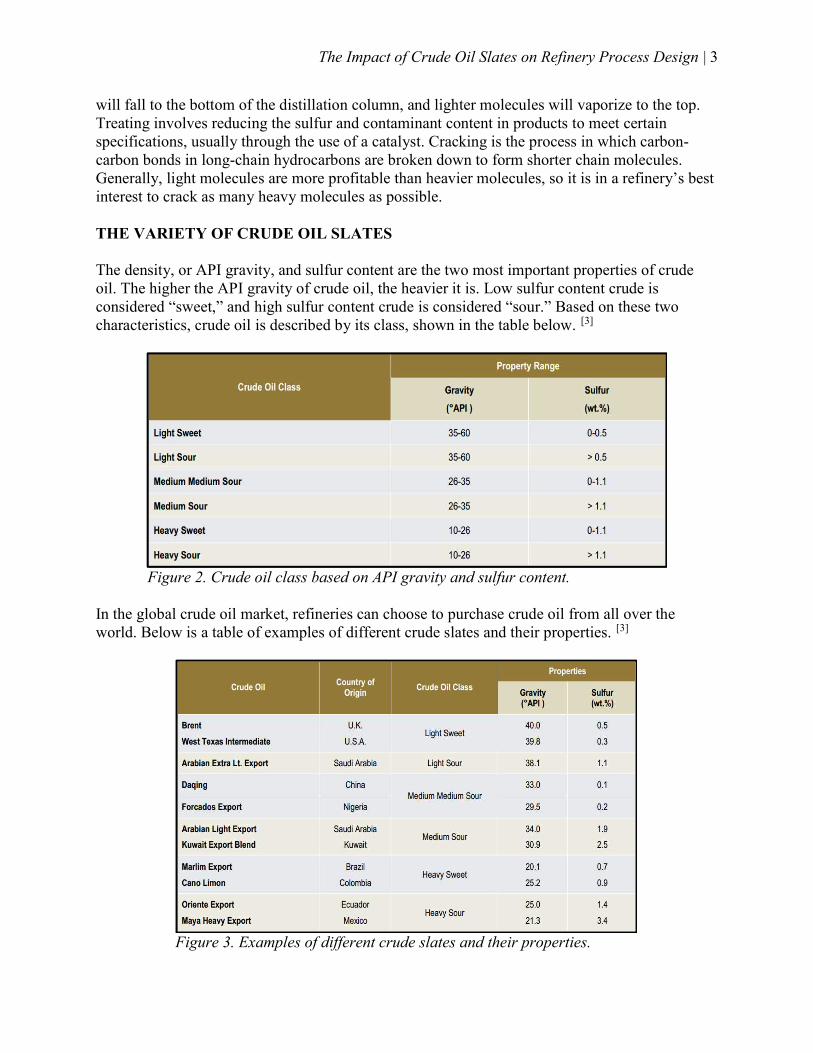
The Impact of Crude Oil Slates on Refinery Process Design | 3 will fall to the bottom of the distillation column, and lighter molecules will vaporize to the top. Treating involves reducing the sulfur and contaminant content in products to meet certain specifications, usually through the use of a catalyst. Cracking is the process in which carbon-carbon bonds in long-chain hydrocarbons are broken down to form shorter chain molecules. Generally, light molecules are more profitable than heavier molecules, so it is in a refinery’s best interest to crack as many heavy molecules as possible. THE VARIETY OF CRUDE OIL SLATES The density, or API gravity, and sulfur content are the two most important properties of crude oil. The higher the API gravity of crude oil, the heavier it is. Low sulfur content crude is considered “sweet,” and high sulfur content crude is considered “sour.” Based on these two characteristics, crude oil is described by its class, shown in the table below. [3]
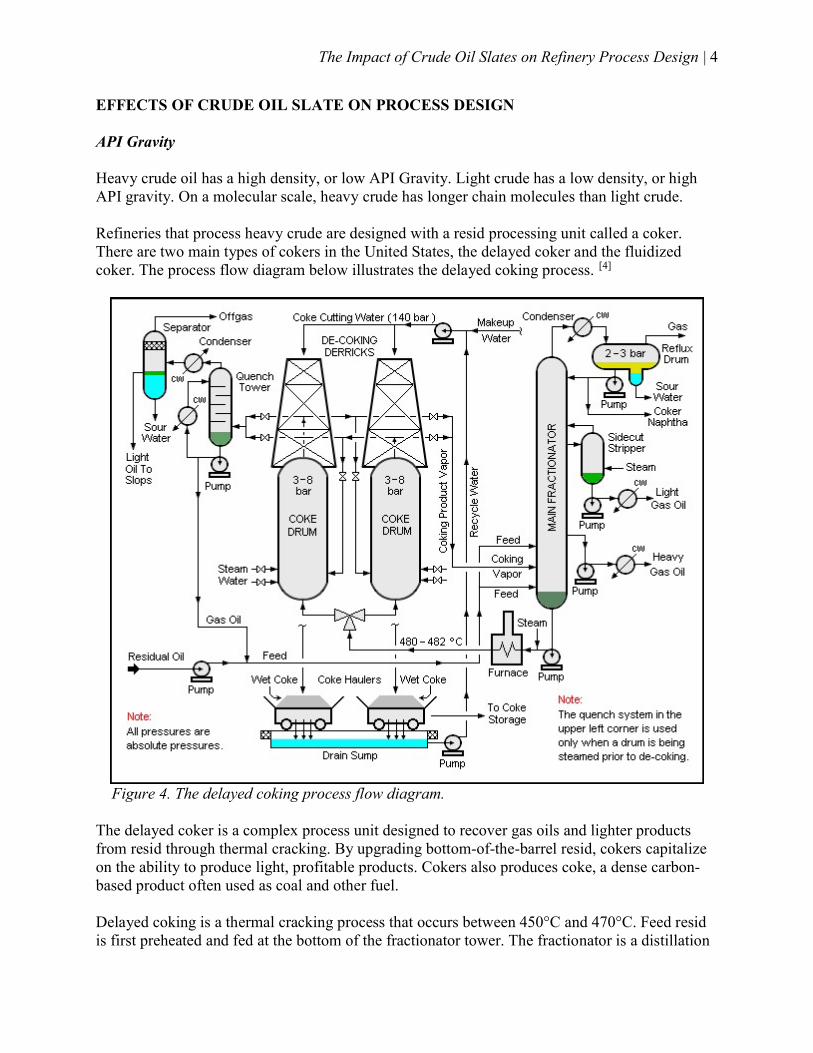
Figure 2. Crude oil class based on API gravity and sulfur content. In the global crude oil market, refineries can choose to purchase crude oil from all over the world. Below is a table of examples of different crude slates and their properties. [3]
Figure 3. Examples of different crude slates and their properties.
The Impact of Crude Oil Slates on Refinery Process Design | 4 EFFECTS OF CRUDE OIL SLATE ON PROCESS DESIGN API Gravity Heavy crude oil has a high density, or low API Gravity. Light crude has a low density, or high API gravity. On a molecular scale, heavy crude has longer chain molecules than light crude. Refineries that process heavy crude are designed with a resid processing unit called a coker. There are two main types of cokers in the United States, the delayed coker and the fluidized coker. The process flow diagram below illustrates the delayed coking process. [4]
Figure 4. The delayed coking process flow diagram. The delayed coker is a complex process unit designed to recover gas oils and lighter products from resid through thermal cracking. By upgrading bottom-of-the-barrel resid, cokers capitalize on the ability to produce light, profitable products. Cokers also produces coke, a dense carbon-based product often used as coal and other fuel. Delayed coking is a thermal cracking process that occurs between 450°C and 470°C. Feed resid is first preheated and fed at the bottom of the fractionator tower. The fractionator is a distillation
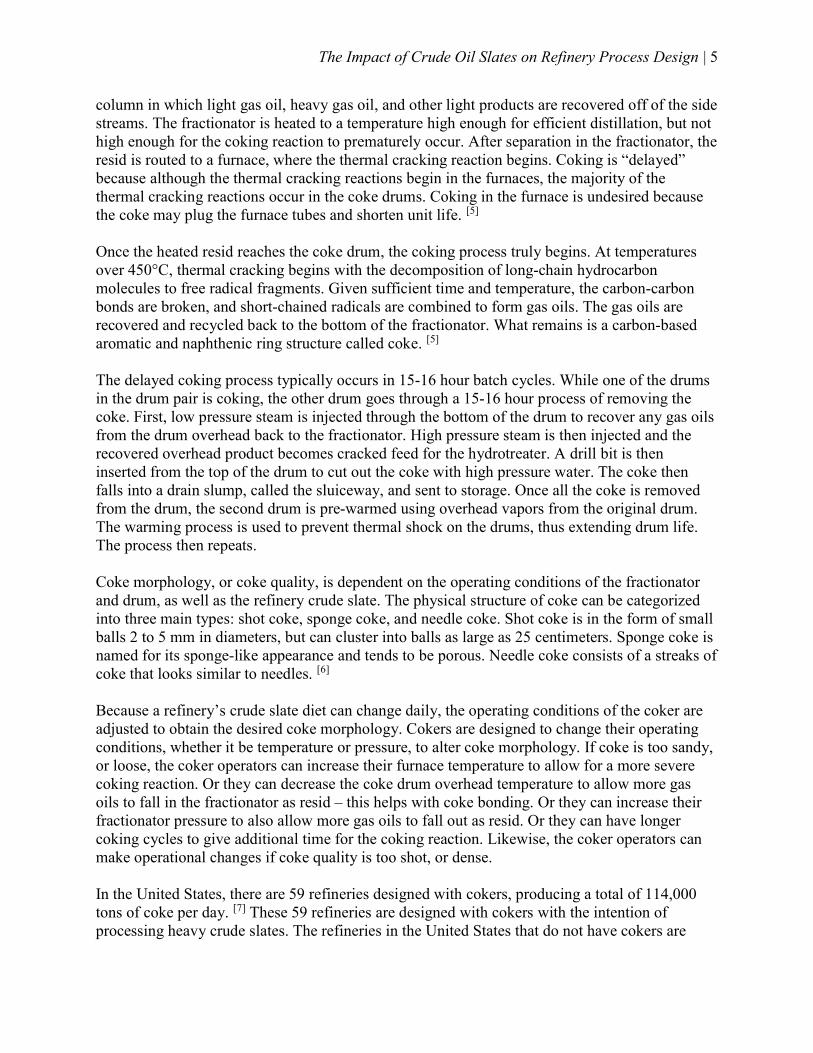
The Impact of Crude Oil Slates on Refinery Process Design | 5 column in which light gas oil, heavy gas oil, and other light products are recovered off of the side streams. The fractionator is heated to a temperature high enough for efficient distillation, but not high enough for the coking reaction to prematurely occur. After separation in the fractionator, the resid is routed to a furnace, where the thermal cracking reaction begins. Coking is “delayed” because although the thermal cracking reactions begin in the furnaces, the majority of the thermal cracking reactions occur in the coke drums. Coking in the furnace is undesired because the coke may plug the furnace tubes and shorten unit life. [5] Once the heated resid reaches the coke drum, the coking process truly begins. At temperatures over 450°C, thermal cracking begins with the decomposition of long-chain hydrocarbon molecules to free radical fragments. Given sufficient time and temperature, the carbon-carbon bonds are broken, and short-chained radicals are combined to form gas oils. The gas oils are recovered and recycled back to the bottom of the fractionator. What remains is a carbon-based aromatic and naphthenic ring structure called coke. [5] The delayed coking process typically occurs in 15-16 hour batch cycles. While one of the drums in the drum pair is coking, the other drum goes through a 15-16 hour process of removing the coke. First, low pressure steam is injected through the bottom of the drum to recover any gas oils from the drum overhead back to the fractionator. High pressure steam is then injected and the recovered overhead product becomes cracked feed for the hydrotreater. A drill bit is then inserted from the top of the drum to cut out the coke with high pressure water. The coke then falls into a drain slump, called the sluiceway, and sent to storage. Once all the coke is removed from the drum, the second drum is pre-warmed using overhead vapors from the original drum. The warming process is used to prevent thermal shock on the drums, thus extending drum life. The process then repeats. Coke morphology, or coke quality, is dependent on the operating conditions of the fractionator and drum, as well as the refinery crude slate. The physical structure of coke can be categorized into three main types: shot coke, sponge coke, and needle coke. Shot coke is in the form of small balls 2 to 5 mm in diameters, but can cluster into balls as large as 25 centimeters. Sponge coke is named for its sponge-like appearance and tends to be porous. Needle coke consists of a streaks of coke that looks similar to needles. [6] Because a refinery’s crude slate diet can change daily, the operating conditions of the coker are adjusted to obtain the desired coke morphology. Cokers are designed to change their operating conditions, whether it be temperature or pressure, to alter coke morphology. If coke is too sandy, or loose, the coker operators can increase their furnace temperature to allow for a more severe coking reaction. Or they can decrease the coke drum overhead temperature to allow more gas oils to fall in the fractionator as resid – this helps with coke bonding. Or they can increase their fractionator pressure to also allow more gas oils to fall out as resid. Or they can have longer coking cycles to give additional time for the coking reaction. Likewise, the coker operators can make operational changes if coke quality is too shot, or dense. In the United States, there are 59 refineries designed with cokers, producing a total of 114,000 tons of coke per day. [7] These 59 refineries are designed with cokers with the intention of processing heavy crude slates. The refineries in the United States that do not have cokers are

The Impact of Crude Oil Slates on Refinery Process Design | 6 designed to process light crude with little to no resid. Cokers are an essential process unit to any refinery aimed at running heavy crude slates. Sulfur Content If a crude slate has a total sulfur composition greater than 0.5 weight percent, then it is considered sour. Otherwise, it is considered sweet. The reason why sulfur content is so important is because final products typically require low sulfur specifications, which are regulated by environmental agencies. This is because when the products are used and combusted, the sulfur chemically reacts and turns into SOx molecules, which can be a harmful species for the environment. To treat high levels of H2S in intermediate streams, refineries use a standard Claus process. The intent of the Claus process is to recover sulfur from rich acid gas streams. A typical rich acid feed gas stream contains at least 50 volume percent H2S. With a three-stage Claus process, sulfur recoveries in the range of 96% to 97.5% can be expected. [8] A simplified process flow diagram of the Claus process is shown below. [9]
Figure 5. Process flow diagram of the Claus process. Depending on the required sulfur removal, different configurations can be used for sulfur removal. These configurations include two or three-bed Claus processes, described below. The first step of the Claus process is the thermal stage, in which rich acid gas is combusted in the waste heat boiler up to temperatures of 950°F (Reaction 1). For every 2 moles of H2S, 1 mole of SO2 is required for optimum conversion to molten sulfur (Reaction 2).
+ 32 → + ( 1)
2 + → + 3 ( 2)

The Impact of Crude Oil Slates on Refinery Process Design | 7 After the thermal stage, conversion of H2S is about 91%. Molten sulfur is then separated from the gaseous mixture in the condenser, using water is the cooling medium. Low pressure steam is also created from the cooling water. The vapors are then reheated before entering the first catalytic bed, where the Claus reaction occurs at around 305°F. Activated aluminum (III) or titanium (IV) oxide are the most common catalysts used in Claus reactors because they have been proven to boost sulfur yield. After the first Claus reactor, the sulfur recovery is about 95%. Once again, the products are sent through a condenser. This process is repeated one or two more times. The more Claus stages there are, the higher the sulfur yield. Ultimately, the molten sulfur from all the condensers are combined into a sulfur pit. Refineries can then sell solid sulfur as a final product, often bought for fertilizer. The tail gas can then either be routed to a treatment facility before being emitted to the atmosphere, or incinerated in a thermal oxidizer. [10] Depending on sulfur recovery requirements, refineries are typically designed with either two or three Claus reactors. With three Claus reactors, refineries achieve a higher sulfur yield than with two reactions. Although the capital investment is larger for having three reactors, refineries must comply with environmental regulations in order to operate. With strict environmental operating guidelines on H2S emissions, refineries often have to build multiple Claus reactors in order to meet H2S specifications. Although refineries get the benefit of incremental sulfur yield with more Claus reactors, the profits from selling additional sulfur is nearly negligible when compared to the capital and operational costs of more Claus reactors. Thus, the design of sulfur recovery units are often driven by environmental regulations and the sulfur content of the crude slate. Refinery Location Because crude slates have different characteristics, they are naturally sold and purchased at different prices. Generally, light, sweet crude is more expensive to run than heavy, sour crude. Refineries can also be designed based on its geographic location and product market. For example, in California, most of the refineries run crude slates from Central California. San Joaquin Valley (SJV) crude is a very common crude slate for both Northern and Southern California refineries, but it is one of the heaviest and most sour crude slates in the world. SJV has undesirable properties so refineries can purchase it at a low price. Because California has strict environmental regulations placed on refineries, California refineries can often sell petroleum products at a premium compared to the rest of the world. Therefore, if a refinery in California is successfully designed to process heavy, sour crude, it can make very large margins on its products. On the contrary, refineries in Saudi Arabia typically run light, sweet crude, such as Arab Light. Although crude slates in the Middle East are easier to process, the margins on products are oftentimes smaller because of the surplus of production and refining in that region. Refinery process design is often dictated by the economics of the geographic region. If refineries have easy access to sour, heavy crude, you will find coker units with a large resid processing capacity and a sulfur recovery plant with multiple Claus reactors in series. These refineries will also have a large emphasis on cracking units that turn heavy products into highly valuable light products. On the contrary, if refineries have access to sweet, light crude, then they will be designed with units that maximize the light product processing capacity as well as with smaller
The Impact of Crude Oil Slates on Refinery Process Design | 8 sulfur recovery plants. In today’s world, however, refineries have access to crude slates from across the world. Refinery process design is not static, and refineries can be engineered and modified if they are looking to explore nontraditional crude slates. CONCLUSION Refineries are complex facilities that fuel everyone’s daily life. Of all the refineries in the world, each one is designed differently. The process design of each refinery is dependent on the crude slate that is most economical, whether it be because of its physical properties or its accessibility. Despite the crude slate, every refinery’s ultimate goal is to maximize profits while operating within environmental guidelines. Refineries are able to do this by optimizing process design. REFERENCES [1] U.S. Number and Capacity of Petroleum Refineries. (n.d.). Retrieved August 03, 2016, from https://www.eia.gov/dnav/pet/pet_pnp_cap1_dcu_nus_a.htm [2] United States Department of Labor. (n.d.). Retrieved August 03, 2016, from https://www.osha.gov/dt/osta/otm/otm_iv/otv_iv_2.html [3] Math Pro Inc (24 October 2011). An Introduction to Petroleum Refining and the Production of Ultra Low Sulfur Gasoline and Diesel Fuel. Retrieved August 03, 2016, from http://www.theicct.org/sites/default/files/publications/ICCT05_Refining_Tutorial_FINAL_R1.pdf [4] Ellis, Paul J., Paul, Christopher A., (9 March 1998). Tutorial: Delayed Coking Fundamentals. Retrieved August 03, 2016, from http://coking.com/wpcontent/uploads/sites/2/2013/11/DelayedCokingFundamentals.pdf [5] Hatch, Lewis F., Matar, Sami. (2001). Chemistry of Petrochemical Processes, Second Edition. USA: Butterworth-Heinemann [6] Fern, Jared (2012). U.S. Patent No. 20120298553. Washington, DC: U.S. Patent and Trademark Office. [7] Staff (31 December 2002). "2002 Worldwide Refining Survey". Oil and Gas Journal: 68–111. ISSN 0030-1388. [8] Lyddon, Lili., McIntyre, Gavin. (2006). Claus Sulphur Recovery Options. [9] Texas A&M University. Chemistry 470 – “Industrial Chemistry” Lecture Notes. Spring Semester 2012, from https://www.chem.tamu.edu/class/majors/chem470/Sulfuric_Acid.html [10] Gupta, Ashwani K., Sassi, Mohamed. (2008). “Sulfur Recovery from Acid Gas Using the Claus Process and High Temperature Air Combustion (HiTAC) Technology”. American Journal of Environmental Sciences 4 (5): 502-511.