design, manufacturing, and testing of wt doors
DESCRIPTION
Design, Manufacturing, and Testing of WT DoorsTRANSCRIPT

Design, Manufacturing, and Testingof an Improved Watertight Door forSurface Ships& Stephen M. Copley, Edward W. Reutzel, Terri A. Merdes, and Dennis B. Wess
AbstractDesigned in the 1950s to be watertight during flooding and airtight under normal operating condi-
tions, the Navy standard watertight door for surface ships is inexpensive to manufacture but
expensive to properly install and maintain. Furthermore, by today’s requirements, it is too heavy.
The need for a lightweight, affordable, low maintenance watertight door led to a collaborative pro-
ject involving the Applied Research Laboratory at Penn State University, Naval Surface Warfare
Center, Carderock Division, Ship Systems Engineering Station, and Northrop Grumman Corpora-tion Newport News to design, fabricate, and test an improved watertight door for surface ships. The
design and manufacturing of this door is entirely new and based on advances in laser cutting and
welding technology. Its novel design reduces the number of dogs (latches) and linkages of the Navy
standard watertight door, decreasing the weight of the complete door assembly from 290 to 213 lbs.
The door is fabricated from corrosion resistant stainless steel, and its opening and closing forces are
extremely low, reducing the potential for mechanical and gasket wear. Pending successful comple-
tion of certification testing and with technical warrant holder approval, the new door will offer an
attractive choice for insertion by Acquisition Program Managers and Fleet Maintenance Managers.
IntroductionNavy watertight doors, hatches, and scuttles
(commonly referred to as watertight closures)
play a critical role in surface ship damage con-
trol. The current Navy standard quick acting
watertight door (NSWTD) was developed from
designs dating back to the 1950s or earlier.
Common watertight door sizes and configura-
tions are shared across most classes of surface
ships. Approximately, 32,000 NSWTDs are
currently in-service aboard combatants and
amphibs across the fleet (Burton and Simunov
2006). NSWTDs perform marginally in-service
and are very expensive to maintain. Marginal
performance is the result of obsolete design, ma-
terials susceptible to corrosion and wear, and
defects introduced during door manufacturing
and shipboard installation.
An initial needs assessment for the new water-
tight door led to requirements for:
&hydrostatic integrity
& shock resistance
& vibration resistance
& fire performance
&weight reduction
& acceptable procurement and installation cost
& significantly reduced maintenance cost
& reduced total ownership cost
& a domestic manufacturing base assuring a
competitive environment
T E C H N I C A L P A P E R
& 2011, American Society of Naval Engineers
DOI: 10.1111/j.1559-3584.2010.00282.x
2010 #4&93

These requirements will be further elucidated in
subsequent sections. From the outset, it was
clear that the design should focus on a single
watertight door configuration meeting specified
size and pressure requirements. Of particular in-
terest were the possibilities of applying the
accuracy and high speed of automated laser cut-
ting and welding in manufacturing the panel and
frame, and also developing a hydraulically
(water pressure) actuated seal system.
WatertightDoor SelectionInitially, the intent was to develop a design and
manufacturing methodology that would apply
to all sizes and configurations of watertight clo-
sures; however, it soon became obvious that this
scope was too broad to be accomplished with the
available resources. It was decided to select a
single watertight door configuration and, after
the design and manufacturing methodology had
been established on this door, to extend the
principles to other door sizes and configurations.
After consultation with the NAVSEA technical
warrant holder for ship hull outfitting systems,
engineering colleagues at the Naval Surface
Warfare Center Carderock Division, Ship Sys-
tems Engineering Station, Philadelphia
(NSWCCD), and Northrop Grumman Corpora-
tion Newport News (NGCNN), it was decided
to attempt to design a replacement for the 26 in.
�66 in., quick acting, 10 psi NSWTD with a
6 in. light (window). The 26�66 NSWTD con-
figuration is the most widely used configuration
in aircraft carriers and ships across the fleet. A
quick acting door is one in which the dogs are
simultaneously operated by a single handle
through a series of linkages. The door configu-
ration selected for replacement has eight dogs
(latches) and two hinges. The weight of the
10 psi NSWTD is 290 lbs (including door panel,
frame, and associated hardware). Interior and
exterior view assembly drawings of this water-
tight door are shown in Figure 1.
&The NSWTD’s marginal performance is re-
lated to several design features: the NSWTD is
made mostly of low carbon steel. It must be
painted or powder coated and the painted
surface must be constantly maintained to
avoid rust.
&The NSWTD is sealed by forcing a knife edge
against a silicone rubber gasket as illustrated
in Figure 2. The NSWTD must maintain its
seal for water loading both on the interior and
exterior sides. While loading on the exterior
side of the panel forces the gasket against the
knife edge, loading on the interior side forces
it away from the gasket. This must be resisted
by force applied by the dogs to the wedges in
order to maintain contact between the knife
edge and the gasket. These forces are large,
and sources of mechanical wear. Also, to
properly seat the knife edge on the gasket and
avoid pinching it on the hinge side, a ‘‘yoking’’
hinge is required.
&The lap-welded bulkhead installation concept
for the NSWTD frame assembly can introduce
distortion into the NSWTD door frame, re-
sulting in high mechanical operating forces
that frequently result in cascading secondary
component failures.
As shown in Figure 3, the frame is attached to the
bulkhead by two lap welds requiring contact be-
tween the frame and the bulkhead; however,
bulkheads are typically not flat. As a conse-
quence, the knife edge may become wavy due to
conformance with the existing bulkhead surface.
Adjustment of the hinges and dogging mecha-
nism during installation and frequent inspection
and adjustment in-service are required to ensure
that the knife edge maintains proper contact
with the gasket.
Initial Design Strategies forNewDoorOn a stiffness per pound basis, reinforcing the
panel sheet by welding angle irons on one side,
cupping the rims, and indenting the sheet is not
very efficient. Square or rectangular honeycomb
panels, with the spacing and thickness of the face
sheets properly sized, are more efficient in bend-
ing or uniform pressure loading because in cross-
section they place the bulk of material at a
greater distance from the neutral axis increasing
the second moment of inertia. Honeycomb panel
structures bonded by adhesives are often used in
NAVAL ENGINEERS JOURNAL94 &2010 #4
Design, Manufacturing, and Testing of an Improved Watertight Door

lightweight structures. Metallic honeycomb
panels have been produced by brazing metallic
alloy face sheets to the honeycomb. Using brazes
to join metallic stiffeners to face sheets for use in
a sea environment is undesirable: the chemical
dissimilarity of the braze alloys to the metallic
honeycomb panel creates a high risk of galvanic
corrosion.
It was recognized early in this project that laser
welding and cutting could potentially provide an
entirely new approach for fabricating metallic
alloy honeycomb panels and frames for the new
watertight door. Laser cutting is fast and very
accurate. Face sheets could be autogenously
welded to the honeycomb, i.e., welded without
filler metal, at high speeds. Laser cut and welded
panels could be fabricated from stainless steel
greatly reducing the risk of corrosion. A number
of domestic, commercial job shops were identi-
fied that were capable of laser cutting and
welding the new watertight door. The applica-
tion of laser technology to the manufacturing of
stainless steel watertight doors was identified as
an important design strategy for the new door.
Figure 2: Dog De-tail (NAVSEA 1987)
Figure 1: Navy Standard Watertight Door (26 in. �66 in., Quick Acting, 10 psi Door with Window): (a) Interior Side and (b) Exterior Side (NAVSEA 1987)
NAVAL ENGINEERS JOURNAL 2010 #4&95

A second important design strategy was to re-
place the dogs, wedges, knife edge, and
compression gasket seal system of the NSWTD
with a novel hydraulically actuated seal system.
The initial concept is illustrated in Figure 4.
Flooding the door on one side forces the hollow
cylindrical gasket against the gap on the other
side plugging it and vice versa. Unfortunately,
this simple concept did not work due to the large
dimensional changes in the gasket cavity when
the door was loaded. Also, lab testing of early
prototypes of the hollow oval seal configuration
revealed that unacceptably high compressive
forces were required to initially seat the seal to
ensure watertight performance. This finding
clarified the desirability of a seal design that did
not require high initial compressive forces. In the
end, the development of a hydraulically actu-
ated, leak-free seal system became the most
challenging design aspect of the project.
Also illustrated in Figure 4 is the third important
design strategy, which will be referred to as the
plug-in-hole frame. This strategy eliminates the
influence of bulkhead waviness on the seal sys-
tem. The plug-in-hole frame is designed to slide
inside the hole cut in the bulkhead. It is attached
to the bulkhead by two fillet welds. This im-
proves upon the NSWTD design in which the
frame is clamped and lap welded to the bulk-
head. Lap welding the frame to the bulkhead
causes the frame to conform to any ‘‘waviness’’
or ‘‘out-of-plane’’ condition of the existing
bulkhead.
In what follows, each of these strategies will be
discussed in greater detail.
LASER CUT AND WELDED DOOR PANEL AND
FRAME
At the heart of the new watertight door design is
a laser cut and welded panel structure called
LASCELL (patent pending). It can be described
as a rectangular (including square) honeycomb
of laser cut metallic stiffeners, mechanically in-
terlocked, joined to laser cut face sheets by
autogenous welds through the face sheets into
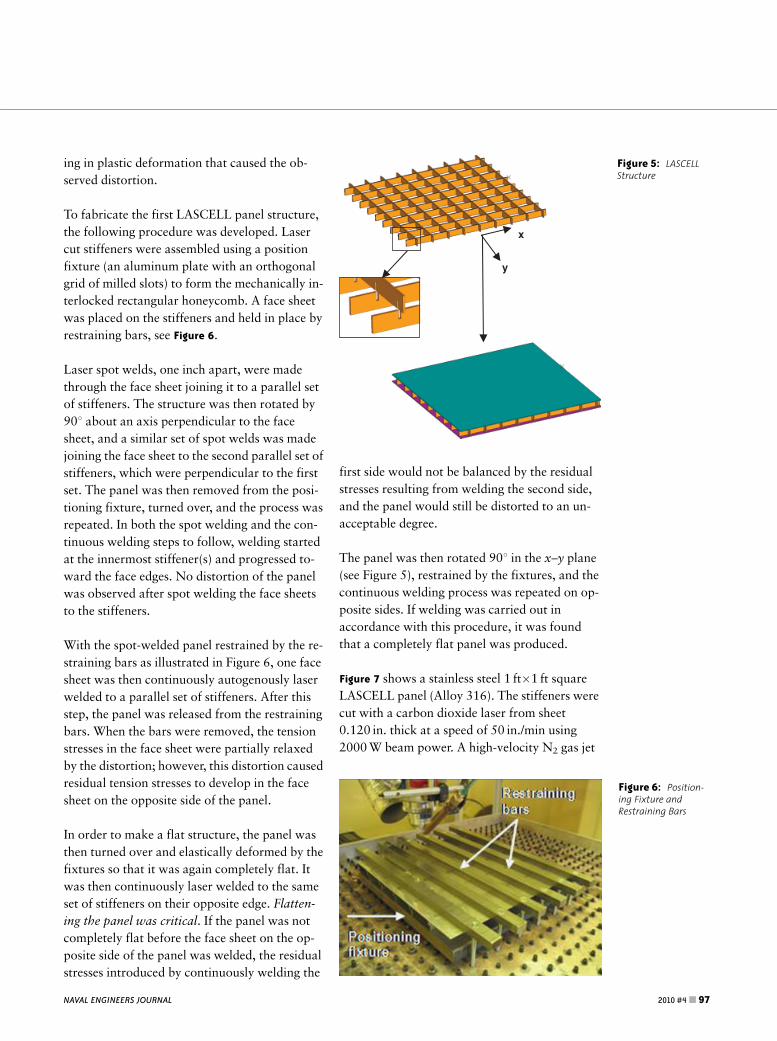
the stiffeners, as illustrated in Figures 5 and 7.
It soon became clear that cutting the stiffeners
and face sheets with a laser was straightforward
whereas welding such a structure was to be a
challenge. Although it was possible to spot weld
the face sheets to the stiffeners without distor-
tion, even one continuous weld of face sheet to
stiffener caused the panel to bend in fabrication
of early prototypes. Multiple parallel continuous
welds caused the panel to form a cylindrical
shape with the cylinder axis lying parallel to the
welds.
The origin of the observed distortion can be ex-
plained as follows. When the face sheet was
welded to the stiffener, the alloy melted locally
and then resolidified as the laser beam moved
past. As it resolidified, very hot melt at the weld
was surrounded by unmelted solid that was
much cooler because of the high speed of the la-
ser beam. The resolidified melt, which was much
hotter than the surrounding solid, shrank more
due to thermal contraction upon cooling, result-
FRAMEWITHKNIFEEDGEPANEL
BULKHEADLAP WELDSGASKET
Figure 3: Edge Sec-tion of NSWTD SealSystem Showing theFrame Lap Welded tothe Bulkhead with ItsKnife Edge Contactingthe Gasket
PANEL
FRAME BULKHEAD
FILLET WELDS
GASKETFigure 4: Hydrauli-cally Actuated Sealand Plug-In-Hole In-stallation Concepts
NAVAL ENGINEERS JOURNAL96 & 2010 #4
Design, Manufacturing, and Testing of an Improved Watertight Door
ing in plastic deformation that caused the ob-
served distortion.
To fabricate the first LASCELL panel structure,
the following procedure was developed. Laser
cut stiffeners were assembled using a position
fixture (an aluminum plate with an orthogonal
grid of milled slots) to form the mechanically in-
terlocked rectangular honeycomb. A face sheet
was placed on the stiffeners and held in place by
restraining bars, see Figure 6.
Laser spot welds, one inch apart, were made
through the face sheet joining it to a parallel set
of stiffeners. The structure was then rotated by
901 about an axis perpendicular to the face
sheet, and a similar set of spot welds was made
joining the face sheet to the second parallel set of
stiffeners, which were perpendicular to the first
set. The panel was then removed from the posi-
tioning fixture, turned over, and the process was
repeated. In both the spot welding and the con-
tinuous welding steps to follow, welding started
at the innermost stiffener(s) and progressed to-
ward the face edges. No distortion of the panel
was observed after spot welding the face sheets
to the stiffeners.
With the spot-welded panel restrained by the re-
straining bars as illustrated in Figure 6, one face
sheet was then continuously autogenously laser
welded to a parallel set of stiffeners. After this
step, the panel was released from the restraining
bars. When the bars were removed, the tension
stresses in the face sheet were partially relaxed
by the distortion; however, this distortion caused
residual tension stresses to develop in the face
sheet on the opposite side of the panel.
In order to make a flat structure, the panel was
then turned over and elastically deformed by the
fixtures so that it was again completely flat. It
was then continuously laser welded to the same
set of stiffeners on their opposite edge. Flatten-
ing the panel was critical. If the panel was not
completely flat before the face sheet on the op-
posite side of the panel was welded, the residual
stresses introduced by continuously welding the
first side would not be balanced by the residual
stresses resulting from welding the second side,
and the panel would still be distorted to an un-
acceptable degree.
The panel was then rotated 901 in the x–y plane
(see Figure 5), restrained by the fixtures, and the
continuous welding process was repeated on op-
posite sides. If welding was carried out in
accordance with this procedure, it was found
that a completely flat panel was produced.
Figure 7 shows a stainless steel 1 ft�1 ft square
LASCELL panel (Alloy 316). The stiffeners were
cut with a carbon dioxide laser from sheet
0.120 in. thick at a speed of 50 in./min using
2000 W beam power. A high-velocity N2 gas jet
y
x
Figure 5: LASCELLStructure
Figure 6: Position-ing Fixture andRestraining Bars
NAVAL ENGINEERS JOURNAL 2010 #4&97
was focused concentric to the beam to aid mate-
rial removal. The face sheets were laser cut from
sheet 0.036 in. thick.
For the laser welding, a helium cover gas was
used to suppress plasma formation. At a speed of
130 in./min and 2000 W beam power, it was
found that a weld�0.035 in. wide was formed at
the interface where the stiffener edge was joined
to the face sheet.
In developing the process to fabricate LASCELL
panels, an important and unanticipated feature
of the laser-welded panels was discovered that
differentiates them from honeycomb panels
formed by other methods. If fabricated in accor-
dance with the preceding description, these
panels were prestressed so as to increase their
resistance to the usual honeycomb panel failure
mode, localized plastic face sheet buckling. Dis-
cussion of the mechanics and properties of these
panels is beyond the scope of this paper, but has
been presented elsewhere (Copley et al. 2005;
Copley et al. 2006).
Adaptation of the LASCELL panel structure to
the watertight door was first accomplished by
fabricating a one-half scale door. In this case, re-
straining bars were used and a procedure similar
to that described for fabricating the 1 ft�1 ft
square panel was followed. In fabricating, a full
size door, it was found however that the re-
straining bars flexed and were not sufficiently
stiff to flatten the panel after the initial continu-
ous laser welding step.
A new procedure was devised involving the en-
casement of the door in a massive aluminum
fixture with slots to allow passage of the laser
beam. This approach was used to fabricate the
first full size watertight door of the new design at
ARL Penn State, and was used as the basis for a
bid package distributed to 10 potential manu-
facturers deemed capable of manufacturing the
new door. Five of these responded to the request
for quote with formal proposals. The two lowest
bids were selected, and the winners manufac-
tured the first set of 10 doors. They were
Begneaud Manufacturing Inc., Lafayette, LA,
and MDL Manufacturing Industries Inc., with
plants in Bedford, PA and White Plains, MD.
The first 10 doors that were fabricated were used
for development of the seal system, for a trial
installation at NGCNN, for precertification
shock testing, and for display.
Handling the massive aluminum fixtures used to
manufacture the first set of watertight doors
proved to be too time consuming and costly.
MDL was tasked to develop an automated pro-
Figure 7: StainlessSteel LASCELL Panel(Inset Shows Autoge-nous Weld, WhiteDots Added to Em-phasize WeldBoundary)
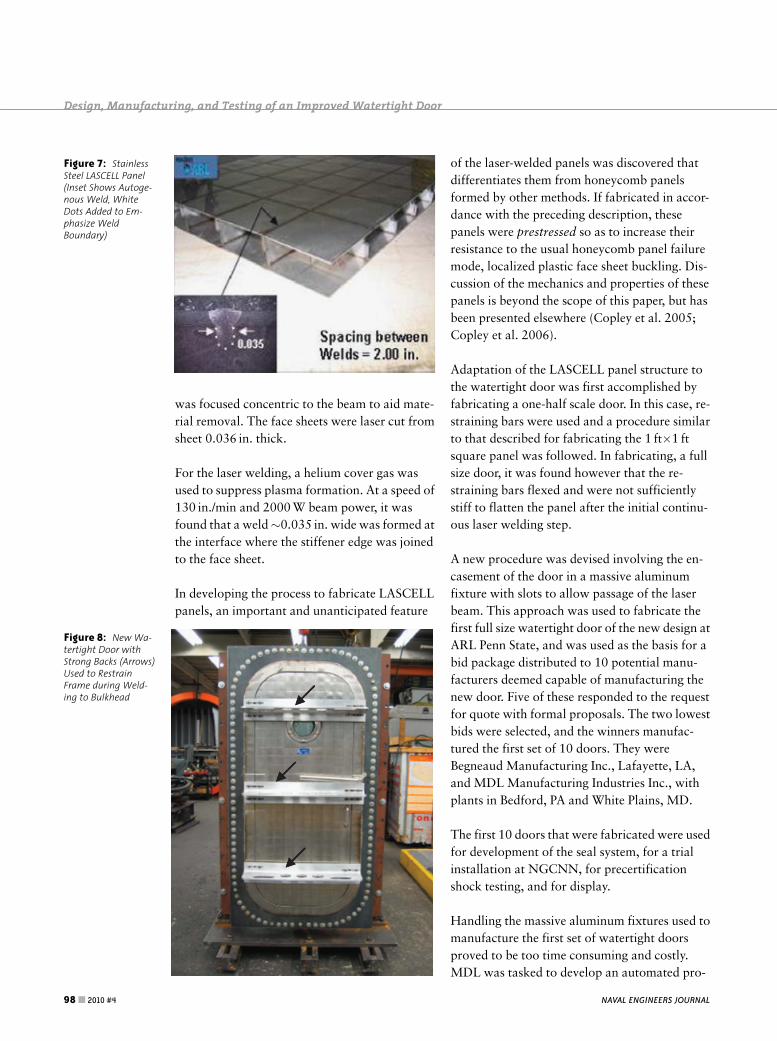
Figure 8: New Wa-tertight Door withStrong Backs (Arrows)Used to RestrainFrame during Weld-ing to Bulkhead
NAVAL ENGINEERS JOURNAL98 & 2010 #4
Design, Manufacturing, and Testing of an Improved Watertight Door

cess for laser welding the watertight doors. They
developed such a process to manufacture doors
for precertification hydrostatic testing, certifica-
tion testing, and for two in-service shipboard
evaluations.
PLUG-IN-HOLE FRAME INSTALLATION
Figure 8 shows three aluminum installation fix-
tures (strong backs) developed by NSWCCD to
restrain the panel of the door during welding of
the plug-in-hole frame to a bulkhead. This pho-
tograph was taken at Aeronav Test Labs,
College Point, NY, before precertification shock
testing.
The strong backs were of great value during the
trial installation carried out by ARL Penn State
in collaboration with NGCNN and NSWCCD
at Newport News. During shipboard installa-
tion, the panel must be removed from the frame
to provide an escape path in the event of a fire.
While leaving a path for escape, the strong backs
provided sufficient restraint of the frame so that
distortion during welding to the bulkhead was
kept to an acceptable amount. Furthermore, the
strong backs provide a means of attaching a
hoist to lift the door into place during installa-
tion. The trial installation at NGCNN suggested
a number of design improvements to facilitate
shipboard installation, a full discussion of which
is beyond the scope of this paper.
HYDRAULICALLY ACTUATED SEAL SYSTEM
The hydraulically actuated seal system proved to
be the greatest challenge of the new watertight
door design. The final design concept is illus-
trated in Figure 9.
In Figure 9, the gasket (green) is shown in the
closed door position. It is installed by snapping it
into place between the containment rods that are
tack welded to the panel rim as illustrated in
Figure 10.
If the door is flooded from the interior side, wa-
ter presses the interior maxi-wiper against the
frame rim thus blocking flow. The interior con-
tainment rod is spot welded to the panel rim so
water can seep between the rod and the rim and
may seep under the interior containment tab.
The purpose of the interior mini-wiper is to
block such flow. On the other hand, if the door is
flooded from the exterior side, water is blocked
by the exterior maxi-wiper pressing against the
frame rim. Flow seeping under the exterior con-
tainment rod and containment tab is blocked by
the exterior mini-wiper.
The purpose of cavities within the gasket is to
balance flow during the extrusion manufactur-
ing process so that flow through the central
region of the gasket does not advance too far
beyond flow in the narrow wipers.
Current StatusMuch interesting detail regarding the evolution
of the design of the new watertight door has
been omitted here in the interest of brevity. The
following summarizes the current status.
Exterior Side Mini-WiperExterior Containment Tab
Exterior Containment RodExterior Maxi-Wiper
Interior Mini-WiperInterior Containment TabInterior Containment Rod
Interior Maxi-Wiper
Frame Rim
Tack Weld
Tack Weld
INTERIOR SIDE
EXTERIOR SIDE (SIDE WITH HINGES AND LATCHES)
Panel Rim
Figure 9: Hydrauli-cally Actuated SealSystem
PanelRim
InteriorContainmentRod
ExteriorContainmentRod
Gasket
ExteriorMaxi-Wiper
Figure 10: The Gas-ket Was Installed byInsertion between theContainment Rods
NAVAL ENGINEERS JOURNAL 2010 #4&99

WATERTIGHT DOOR DESIGN
The stiffener arrangement in the panel and frame
of the new door is illustrated in Figure 11. Exten-
sive finite-element analyses were carried out to
ensure the structural integrity of the watertight
door. They resulted in increasing the stiffener
height to 1.3 in. and the face sheet thickness to
0.048 in. to increase stiffness and strength. A
compensating weight reduction was achieved by
laser cutting holes centered on the neutral axis of
the stiffeners.
The new watertight door was hydrostatically
loaded multiple times during prototype lab test-
ing to 15 psi pressure, an overload of 50%,
without permanent deformation, mechanical
failure, or any loss of functionality.
The new watertight door weighed assembly in-
cluding frame 213 lbs, a 27% reduction
compared with the 26 in. �66 in., 10 psi
NSWTD.
SEAL SYSTEM
Leakage at low rates (�1–10 mL/min) was not
difficult to achieve with the hydraulically actu-
ated seal system, but the Navy requires zero
leakage at 10 psi design pressure. Although pre-
senting a great challenge, this requirement was
finally satisfied in laboratory testing. Important
issues contributing to this success included: con-
trolling the gasket length; forming a smooth
joint between the ends of the extrusion; uniform
positioning of the gasket in the corners of the
door; and smoothness of the gasket cavity. ARL
Penn State worked closely with its supplier,
Northwest Rubber Extruders, Beaverton, OR, to
address these issues.
A hydrostatic loading test matrix specified by
NSWCCD was successfully completed, includ-
ing: two frame/panel combinations from
different doors; two different gaskets; and two
loading directions (repeated three times) giving a
total of 23�3 5 24 successful tests. In each test,
the door was loaded to 10 psi and held for 20
minutes with no leaks whatsoever. The opening/
closing (pull/push on handle) force for the new
watertight door was o2 lbs.
MANUFACTURING
The automated manufacturing system developed
by MDL to manufacture the new watertight door
is shown in Figure 12. The door was attached to a
rotary stage after spot welding. Several welds
were made on one side and then the door was ro-
tated so that the thermal stresses and distortion
produced by these welds could be balanced by
making welds on the opposite side. This was con-
tinued in a specified weld sequence until the
welding assembly was completed. In Figure 12,
the door is shown in mid rotation with five con-
tinuous welds completed on one side.
The automated welding system has demon-
strated the capability of completing all
continuous autogenous laser welds, approxi-
mately 332 ft of welds, in 45 minutes. This
automation is critical to achieve the goal to re-
duce the procurement cost to US$4,500 per door
assembly.
Figure 11: NewWatertight DoorShowing Holes inStiffeners along theNeutral Axis BeforeSpot Welding theFace Sheet to theStiffeners
Figure 12: Auto-mated WeldingSystem Developed byMDL under Subcon-tract to ARL PennState
NAVAL ENGINEERS JOURNAL100 & 2010 #4
Design, Manufacturing, and Testing of an Improved Watertight Door

TESTING
The new door design has undergone extensive
precertification testing, and actual US Navy
Certification tests are just beginning. Perhaps the
most critical certification test is the Grade A
shock test in accordance with MIL-S-901D that
specifies that the door be hydrostatically tested
to design tightness pressure and function at the
end of three shock blows. The test is conducted
in three door orientations: (a) door upright; (b)
door rotated 451 in plane of the panel; and (c)
door rotated 451 out of plane. The latter orien-
tation is shown in Figure 13.
The door sits on a platform that is impacted on
the underside by a heavy swinging pendulum
hammer. The handle of the door was shortened
for the test to balance the door latching mecha-
nism and eliminate the opening moment. Later,
this adjustment was incorporated into the design
by replacing the stainless steel handle with a light-
weight fiber reinforced composite handle and
rubber cap. The new watertight door survived
the shocks without structural damage; however,
the hydrostatic testing was omitted during pre-
certification testing because the seal system had
not been perfected at the time of the test.
As previously mentioned the new watertight
door underwent numerous hydrostatic tests as
part of the door and seal development and in
completing NSWCCD’s test matrix. The test
tank arrangement is shown in Figure 14. The
frame was welded to a 0.5 in. mock bulkhead.
The bulkhead was bolted to the tank and sealed
with an expandable tape gasket. Water was sup-
plied to the tank through an inlet pipe visible on
the right hand side of the tank. Pressure at the
bottom of the tank was measured with the pres-
sure gage.
One of the doors was successfully hydrostatic-
ally tested to 10 psi without leakage as the first
step in the hydro/million cycle open–close,
latch–unlatch/hydro reliability test required for
US Navy certification. It has been delivered to
NSWCCD for the cyclic testing, and is to be fol-
lowed by postcyclic hydrostatic testing.
CERTIFICATION TESTING
NSWCCD has taken the lead in arranging and
conducting certification tests in accordance with
the American Bureau of Shipping Naval Vessel
Rules Part 1, Chapter 5, Section 1, Paragraph
2.4. In addition to hydrostatic, shock and cyclic
tests, vibration, fire performance, EMI tests, and
in-service evaluations are required. Technical
Warrant Holder approval will be based on suc-
cessful completion of the certification tests and
on successful in-service evaluation described as
follows.
Figure 13: ShockTest of New Water-tight Door Rotated451 Out of Plane
Figure 14: NewWatertight DoorWelded to BulkheadThat Bolted to Hydro-Test Tank
NAVAL ENGINEERS JOURNAL 2010 #4&101

IN-SERVICE EVALUATION
Two at-sea, in-service evaluations are planned
for initiation in FY 2010 and will require 1 year
to complete. Six additional at-sea, in-service
evaluations involving three platforms, two doors
each, are planned and are anticipated to be com-
pleted by early CY 2012. In these evaluations,
the doors will be retrofitted onto actual ships and
subjected to typical US Navy in-service use.
SummaryandConclusions
&A new watertight door based on laser cutting
and welding technology has been designed,
manufactured, and tested, offering reduced
weight and reduced total ownership cost
compared with the NSWTD.
&Novel features of the new door include its
LASCELL panel structure, plug-in-hole frame,
and hydraulically actuated seal system.
&Assuming success in all US Navy certification
testing and NAVSEA technical warrant holder
approval, this new door design will offer an
attractive choice for insertion by Acquisition
Program Managers and Fleet Maintenance
Managers.
AcknowledgmentsThe authors are grateful to their colleagues
James Burton, David Simunov, Ernesto DiSan-
dro, Kenneth DiFonzo, Constantine Pappas, and
John Tareila at the Naval Surface Warfare Cen-
ter Carderock Division—Ship Systems
Engineering Station, Philadelphia, and David
Rice and Anna Yurashus at Northrop Grumman
Corporation, Newport News, for their technical
contributions and interest. They would like to
thank the staff at the ARL Laser Processing Di-
vision Laboratory, especially Chris Sills for his
assistance in the early phases of the project, and
Richard Martukanitz for his role in identifying
the opportunity for laser technology to address
the need for an improved watertight door. They
would also like to thank Tim Bair, iMAST Di-
rector; and John Carney, Director; and Greg
Woods, Program Officer, of ONR ManTech as
well as Glen Sturtevant, Director of Science &
Technology, PEO Ships, and William Boulay,
American Systems Inc.; for their continuous in-
terest and support.
This material is based upon work supported by
the Office of Naval Research, through the Naval
Sea Systems Command under Contract no.
N00024-02-D-6604. Swampworks funding and
Technology Insertion Program for Savings fund-
ing are gratefully acknowledged.
Any opinions, findings, conclusions, or recom-
mendations expressed in these materials are
those of the authors and do not necessarily re-
flect views of the US Navy.
ReferencesBurton, J. and D. Simunov, ‘‘In-service surface ship wa-
tertight doors: analysis of options,’’ Presented to PEO
Ships F Program Reviews, Watertight Door Technical
Splinter Group, February 15, 2006.
Copley, S.M., E. Ventsel, and P. Vigna, ‘‘Laser fabricated
metallic cellular sandwich panels,’’ Proceedings of the
International Congress on Applications of Lasers and
Electro Optics, ICALEO’05, Miami, FL, November 3,
2005.
Copley, S.M., P. Vigna, and E. Ventsel, ‘‘Beneficial pre-
stress in laser fabricated, metallic, square, cellular
sandwich panels,’’ Proceedings of the International
Congress on Applications of Lasers and Electro Optics,
ICALEO’06, Scottsdale, AZ, October 30, 2006.
NAVSEA, NAVSEA STD DWG 803-2226372 Rev B, doors,
hatches, and scuttles—general notes, October 6, 1987.
AuthorBiographiesStephen M. Copley is the principal author. He is
Senior Scientist at the Applied Research Labo-
ratory, Materials and Manufacturing Office,
Laser Processing Division, and Professor of Me-
chanical Engineering, Penn State University. Dr.
Copley received his B.A. in Physics, M.S., and
Ph.D. in Engineering Science, all from the Uni-
versity of California at Berkeley. A technical
contributor to the laser materials processing
field since the 1970s, he is a Fellow of ASM
International and ASME; e-mail: smc21@
psu.edu.
NAVAL ENGINEERS JOURNAL102 &2010 #4
Design, Manufacturing, and Testing of an Improved Watertight Door

Edward W. (Ted) Reutzel is the Head of the Sys-
tem Engineering and Integration Department
within the Laser Processing Division at the
Applied Research Laboratory, Penn State Uni-
versity (ARL Penn State). He has 15 years of
experience in welding, modeling, sensing, con-
trol, and laser processing. Dr. Reutzel received
his B.S. in Mechanical Engineering from the
Georgia Institute of Technology and his Ph.D. in
Mechanical Engineering from Penn State
University.
Terri A. Merdes is a test engineer and finite-ele-
ment analyst in the Advanced Computational
Analysis and Design Department, Composite
Materials Division at the Applied Research
Laboratory, Penn State University. She received
her B.S. in Mechanical Engineering and her M.S.
in Quality Manufacturing and Management
from Penn State University.
Dennis B. Wess is a mechanical design and anal-
ysis engineer in the Process and Product
Development Division at the Applied Research
Laboratory, Penn State University. He received
his B.S. and M.S. in Mechanical Engineering
with a minor in Engineering Mechanics from
Penn State University.
NAVAL ENGINEERS JOURNAL 2010 #4&103