din en iso 4042 - camdsiso 965-31999 公制螺丝螺纹的iso 通用情况 公差 第3 部分...
TRANSCRIPT

1
1
DIN EN ISO 4042
紧固件 电解涂层 ISO 4042: 1999
此标准替代了 1999年 10月版的标准
欧洲标准 EN ISO 4042 1999已取得了 DIN标准的地位
逗号表示小数点符号
国家前言
此标准根据 CEN/TC 185的决定 毫无更改的将国际标准 ISO 4042出版为
欧洲标准
负责此标准编制的德国实体是技术委员会 紧固标准分委员会
DIN EN ISO 3269和 DIN EN ISO 15330*)分别是国际标准 ISO 3269和 ISO
15330的相应标准 请参考 EN第 2条
增补
此标准与 1999年 10版的区别在于 它纠正了 99年德文版中的一些印刷错
误
以前版本
DIN ISO 4042 1992-06 DIN EN ISO 4042 1999-10
国家附件 NA
参考标准

2
2
不包含在标准化引用 参考书目录中和附件 ZA中
DIN EN ISO 3269 紧固件 验收 ISO 3269 2000
DIN EN ISO 15330 紧固件 检查氢脆变的预载试验 滑动轴承表面法
ISO/DIS 15330 1997 *
*) 表示正处于草稿阶段
紧固件 电解涂层
ISO 4042: 1999
CEN于 1999年 5月 26日批准了此英国标准
CEN成员有义务满足 CEN/CENELEC内部条例 其中规定了给予此欧洲标
准 毫无更改的 一个国家标准地位的条件
相关国家标准的最新清单和参考书目可以向中央秘书处或任何 CEN 成员申
请索得
此欧洲标准有三种语言为正式版本 英文 法文 德文 由 CEN 成员负
责翻译成其本国文字而产生的版本 经向中央秘书处通报后 具有与正式版本
相同的地位
CEN成员的组成实体国家有 奥地利 比利时 丹麦 芬兰 法国 德国
希腊 冰岛 爱尔兰 意大利 卢森堡 荷兰 挪威 葡萄牙 西班牙 瑞典
瑞士和英联邦

3
3
前 言
国家标准 ISO 4042: 1999 紧固件 电解涂层
此标准是由国际标准化组织 ISO/TS 2 “紧固件”编制 并被技术委员会
CEN/TC 185 其中央秘书处由 DIN 掌握 有螺纹和无螺纹的机械紧固件和
配件 采用成为一个欧洲标准
通过最迟于 1999 年 12 月出版一个同样内容的版本或背签 此欧洲标准就
具有国家标准的地位 届时 有冲突的国家标准都将被废止
根据 CEN/CENELEC 内部条例 下列国家的标准组织有义务采用此欧洲标
准 奥地利 比利时 丹麦 芬兰 法国 德国 希腊 爱尔兰 挪威 葡萄
牙 西班牙 瑞典 瑞士和英联邦
背签说明
国际标准 ISO 4042 1999由 CEN批准 毫无更改的成为一个欧洲标准
注释 国际出版物的标准化引用清单见附件 ZA 标准信息

4
4
目 录
1 应用范围
2 标准化引用
3 词汇和定义
4 尺寸要求和量规
4.1电解前的尺寸要求
4.2 电解后的尺寸哟爱去
5 其它涂层要求
6 减少氢脆变
7 防腐
8 在从其本身啮合螺纹中切割下来的螺丝中的应用
9 涂层厚度的技术要求
10 涂层厚度的测量
10.1 局部厚度
10.2 批量平均厚度
10.3 试验方法协定
11 厚度试验取样
12 电解订货要求
13 名称
附件 A 参考信息 减少氢脆变
附件 B 参考信息 金属涂层盐水喷雾的防腐性能
附件 C 参考信息 用于生成厚涂层的工序的说明
附件 D 标准化 批量平均厚度的确定
附件 E 标准化 名称编码 系统 A 适用于带螺纹部件上电解涂层
附件 F 标准化 涂层命名举例
附件 G 参考信息 螺栓 螺丝和螺母的表面区域
参考目录
5
5
1 应用范围
此国际标准就钢或铜合金电解紧固件的尺寸要求进行了规定和说明 它规
定了涂层的厚度 并就具有高抗拉强度或硬度的紧固件和表面硬化紧固件 在
减少氢脆变上给出了一些建议
此国际标准主要是关于带螺纹紧固件的电解 它也可用于其它螺纹部件
对在从其本身啮合螺纹切割下来的螺丝中的应用说明 见第 8点
此标准中给出的技术要求可能也适用于非螺纹部件 如垫圈和销子
2 标准化引用
此欧洲标准含有标注有日期和未标注有日期的引用 这些引用的标准将在
文章恰当的位置予以叙述 其引用的清单见下文 对标注有日期的引用 其后
发生的补充或修改不能被引用除非这些补充或修改就是要求加入到原先引用中
的 对未标注有日期的引用 建议采用最新的版本
ISO 965-1 1999 公制螺丝螺纹的 ISO通用情况 公差 第 1部分 原理和基
本参数
ISO 965-2 1999 公制螺丝螺纹的 ISO通用情况 公差 第 2部分 通用螺栓
和螺母螺纹的尺寸限制 中等级质量
ISO 965-3 1999 公制螺丝螺纹的 ISO通用情况 公差 第 3部分 装配螺纹
的偏差
ISO 1456 1988 金属涂层 镍加铬和铜加镍加铬电解涂层
ISO 1458 1988 金属涂层 镍电解涂层
ISO 1502 1996 公制螺丝螺纹的 ISO通用情况 量规和测量
ISO 2064 1996 金属和其它非有机涂层 厚度测量的定义和惯例
ISO 2081 1986 金属涂层 铁和钢上的锌电解涂层
ISO 2082 1986 金属涂层 铁和钢上的铬电解涂层
ISO 3269 1 紧固件 验收
ISO 4520 1981 电解锌和铬涂层上的铬盐酸转化
ISO 9227 1990 人造大气环境下的防腐试验 盐水喷雾试验
ISO 9587 2 金属和其它无机物涂层 为减少氢脆变进行的铁或钢的预处理
6
6
ISO 15330 2 紧固件 检测氢脆变的预载试验 滑动轴承表面法
3 词汇和定义
基于此国际标准的应用目的 应采用 ISO 2064中给出的定义 特别是 有
效表面 测量区域 局部厚度和最小局部厚度 和 ISO3296以及下列定义
3.1 批量
采用同样制造同一 同一时间生产出来的同样的紧固件
3.2 生产线
批量的部件根据涂层技术或要求无改变 持续的进行加工
3.3 批量平均厚度
假设涂层被均匀一致的喷在批量部件的表面 所计算的涂层平均厚度
3.4 烘干
为了最大限度的减少氢脆变的可能性 在给定温度条件下 将部件加热一
定时间的过程
3.5 烘干时间
部件在给定温度条件下所存放的时间
4 尺寸要求和测量
4.1 电解前的尺寸要求
在涂漆前 部件应满足相关适用的国际标准或其它规定的标准 除非螺纹
或其它是特殊制造的 由于功能上的原因 它可以允许较厚的涂层喷在普通螺
纹上
可根据 ISO 965-1 ISO 965-2 ISO 965-3的要求 用于 ISO公制螺纹上的
涂层的厚度 有赖于可用的基础偏差 此又依赖于螺丝螺纹和下列公差位置
g, f, e是针对外部螺纹
G是针对内部螺纹或 H 如要求
应在采用电解涂层前 采用公差位置
4.2 电解厚的尺寸要求
在电解后 应根据 ISO 1502 采用一个直通规来测量 ISO公制螺丝螺纹

7
7
公差位置 h是外螺纹 H是内螺纹
其它产品尺寸只在电解前采用
注释 应注意的是 一定厚度的涂层可能会对公差较小的尺寸产生影响
如在某些内螺纹中 关于此类情况的解决办法 应由采购商和供应商达成协定
对 ISO 公制螺纹所推荐的涂层的应用性 受到相关螺纹基础偏差的限制
因此也受到螺距和公差位置的限制 涂层不应影响零线 基础尺寸 在外部螺
纹条件下 它不应被超过 而在内部螺纹条件下 不应低于此线 这是说 对
内部螺纹的公差位置 H 如公差范围不能达到零线 基础尺寸 则可测量的涂
层厚度只能用于螺纹
5 其它涂层要求
电解涂层应满足相关国际标准 ISO 1456 ISO 1458 ISO 2081 ISO 2082
的要求 主要是关于涂层外观 粘着性 延展性 防腐性等
6 氢脆变
在下列部件中
具有高抗拉强度或硬度或表面已被硬化
已吸收了氢
处于张应力条件下
就有因氢脆变引起故障的风险
如中心或表面的硬度高于 320HV 应通过试验来做一个程序检查 已检查
是否有氢脆变 如根据 ISO 15330的 滚动轴承表面法 以确定有关脆变的工
序是否处于控制之下 如发现脆变 就需要修改制造程序 如放弃烘干程序 见
参考信息附件 A以取得更多内容
对硬度超过 365HV 的紧固件 应由用户和制造商之间签订一个书面协议以
决定如何解决此风险 如无书面签订的协议 制造商应根据所推荐的惯例来执
行 以减少氢脆变的风险
不可能完全清除掉氢脆变 如要求减少氢脆变出现的可能性 则各程序都应
被评估

8
8
注释 应做相关检查试验以找出可以减少氢脆变的方法
7 防腐
电极涂层的防腐有赖于其厚度 另外 对非常厚的涂层 应指定一个铬盐
酸转换处理 以增加锌和铬涂层的防腐能力
与其它金属和材料接触时 湿润的频率和时间以及使用温度都将影响涂层
的防护性能 在出现不好确定的选择时 应采用专家的意见
适用于铁素体物质的 Zn 和 Cd 涂层 其电解质要比钢基金属少 因此它提
供阴极防护 相反的 Ni 和 Cr 涂层比钢基金属具有更多的电解质 因此在涂
层受到损害时 可以提供强化的保护
镉涂层见 ISO 2082的规定
锌涂层见 ISO 2081的规定
镍涂层见 ISO 1458的规定
镍 铬和铜 镍和铬涂层见 ISO 1456
铬盐酸转换处理见 ISO 4520.
注释 有关金属涂层盐水喷雾防腐性能的信息见参考信息附件 B
8 在从其本身啮合螺纹中切割下来的螺丝中的应用
所有推荐的涂层可能可用于从其本身啮合螺纹中切割下来的螺丝 如木头
螺丝 自攻螺丝 自转螺丝和螺纹成型螺丝 应忽略表 1 中规定的 批量平均厚
度最大值 除非另有规定
9 涂层技术要求
满足相关电解国际标准所推荐的局部和批量的平均厚度见表 1
为了减少螺纹与电解涂层组装时出现的干扰 涂层厚度不应超过螺纹基础
偏差的 1/4 有关值见表 2
注释 有关涂层指示说明的内容见附件 C 参考信息
根据第 10点规定的方法测量的有效涂层厚度应与表 1规定的值相符
表 1 涂层厚度
9
9
有效涂层厚度标称涂层厚度
局部 a min 批量平均 b min 批量凭据 b max
3 3 3 5
5 5 4 6
8 8 7 10
10 10 9 12
12 12 11 15
15 15 14 18
20 20 18 23
25 25 23 28
30 30 27 35
a 测量局部厚度见 10.1
b 测量批量平均厚度见 10.2
在批量平均厚度测量条件下 如螺纹部分的标称长度 l>5d 则应采用表 1
中规定的较小的标称厚度 见表 2
10 涂层厚度的测量
10.1 局部厚度
局部厚度不应小于合同中规定的最小厚度 应采用所采用涂层相关的国际
标准中的方法进行测量 在螺栓 螺丝和螺母上的涂层厚度应只能如涂 1 所示
在试件表面上进行测量
关键字
1 测量区域
图 1 紧固件上局部涂层厚度的测量区域


11
11
10.2 批量平均厚度
批量平均厚度应采用附件 D 中描述的方法来测量 如上了涂层的螺纹已被
恰当直通规 H或 h 接受 但超过了最大批量平均厚度 仍会导致被拒收
10.3 试验方法的协定
除非另有规定 应测量局部厚度
注释 大部分螺丝和螺栓都在桶内进行电解 因此涂层最厚的地方总是在
部件两端的部位 所以越长的螺丝或螺栓 所受的影响就越大 因此应注意减
少涂层厚度 以使其能被规定的螺距尺寸接受
11 厚度试验的取样
厚度测量的取样应根据 ISO 3269的要求进行
12 电解的订货要求
进行根据此国际标准需要电解的螺纹部件时 应提供下列信息给电解商
a) 涂层名称和 如要求 所要求的涂层的国际标准
b) 部件的材料和其条件 如 可能受涂层工艺影响的热处理 硬度或其它
性能
c) 应力缓解条件 如需要 应在电解前进行应力缓解
d) 如需要 应采用氢脆变风险的防范要求 见第 6点
e) 如要求 应优先进行批量平均厚度的测量 见第 10点
f) 电解选择或降低螺纹尺寸的任何要求
g) 亮度或暗度的参考 除非另有规定 应按亮度提供
h) 其它涂层要求 如润滑等
13 命名
紧固件应根据恰当的产品标准被命名 表面涂层的名称应根据 ISO 899 1
的要求和下列方式被增加到产品名称中去
系统 A 见附件 E的编码系统 或

12
12
系统 B 见 ISO 1456 镍铬和铜镍铬 ISO 2081 锌 ISO 2082 镉
和 ISO4520 铬盐酸转化涂层 中描述的涂层分类编码
关于涂层名称的举例 见附件 F

13
13
附件 A 参考信息
氢脆变防止
A.1 简介
注释 1 下列两段文字是 ISO 9588 3 见 2 的主要内容的简介
当氢原子进入钢和其它金属 如铝和钛合金 会造成延展性或载荷运力的
降低 从而在采用比合金屈服强度或平均正常设计强度低很多的强度时 将产
生裂纹 通常是亚微观裂纹 或灾难性的脆化 此现象通常出现在 使用传统
抗拉试验检测时 不会出现显著延展性降低的合金中 此现象出现时 应考虑
到氢引起的脆化延迟 氢应力雷锋或氢脆变 在热处理 气体渗碳 清洁 酸
洗 磷化 电解 脆化过程中以及操作环境中的阳极防腐放映或腐蚀反应中
应采用氢 在装配 如滚轧成型 加工和专控过程中 为防止不恰当的润滑中
止以及在焊接或铜焊操作中 也应采用氢 已被加工 打磨 冷轧或冷压平
需要进行硬化热处理的部件特别容易受氢脆变的影响和损害
研究工作的结果表明的 材料对氢脆变敏感性直接与其氢诱导区域 区域
的类型和有效性 有关 因此烘干工序中时间 温度的关系则有赖于钢和电镀
金属的成分和结构以及电镀过程 另外 对多数高强度钢而言 烘干程序的有
效性将随着时间和温度的减少而迅速降低
注释 2 区域 指的是钢结构中特定的冶金区域 如内含物 外部原子
断层等 这些区域中可能会结合氢原子 因此被结合的氢不能再自由移动到高
应力区域 也不能诱发脆化的繁盛 区域可能是可保留的或不可保留的 更多
的信息请参考 Troiano博士的论文 3
紧固件脆化的原因有很多 应控制整个制造过程以将脆化的可能性降到最
低 此附件给出了 紧固件电解制造过程中降低氢脆变可能性的程序的例子
A.2 应力释放
已冷加工或电解的 硬度为 320V 或更高的紧固件可能在应力释放程序中
受益 此过程应在 A.3 中规定的清洁程序前进行 适用于此程序的温度和时间

14
14
应根据设计 制造和热处理条件的变化而变化 涂漆人员应注意的是 如第 12
点规定的程序被要求时 硬度超过 320HV 的 已被加工 打磨 冷成型或冷压
平 需要进行热处理的部件应根据 ISO9587的要求进行处理
如故意引入冗余应力 如螺丝在热处理后进行螺纹轧制时 则不应采用应
力释放
A.3 清洁程序
在电解后可能导致脆变的钢的氢吸收 可能在清洁程序中被引发
除非另有规定 热处理或硬化后 硬度到达 320HV 或更高的部件应采用抗
氧化酸 碱或机械方法进行清洁 在抗氧化酸中的浸泡时间根据表面条件的情
况而定 但不得少于最低时间限制
注释 抗氧化酸是 在酸中加入了抗氧化剂以减少钢的腐蚀和氢吸收
被热处理或冷加工到硬度大于 385HV 或特性等级 12.9 以上的部件 将不
能进行酸清洗处理 建议采用非酸性方法进行特殊的预处理 如干搪磨 喷砂
或碱性除绣
钢部件在交货时 其表面状态应处于可以进行电解的状态 且所需的浸泡
清洗时间为最少
A.4 电镀程序
对热处理或冷加工到硬度大于 365HV的部件 建议采用高阴极电镀法
A.5 烘干程序
随着硬度的增加 应增加冷加工等级 增加碳和/或其它特定成分的含量以
及氢的溶解性 因此在酸性清洁或电镀过程中 吸收的氢的数量也会增加 同
时 可能会导致脆化的氢的数量将降低
电镀后烘干的好处是可以除去钢产品中氢和氢的不可逆区域
部件应在 4h 小时内被烘干 最好在 1h 内电镀完 在染色处理前部件的温
度应达到 200 至 230 之间 应考虑涂层材料和基础材料类型的最大温度 特

15
15
定的涂层 如 tin和某些部分的物理特性可能受这些温度的影响很大 在此条件
下 应要求较低的温度和较长的时间 具体细节由买卖双方协定
随着涂层厚度的增加 除去氢的难度也增加 在涂层厚度仅为 2 到 5 m
时 进行中间烘干程序可能会减少氢脆变的风险
如其它减少脆化的方式被证明是有效的 用户也可以采用其它的方式
不能认为所推荐的烘干程序在所有情况下都可以完全除去氢脆变 如其它
烘干的时间和温度方式被证明对产品是有效的 也可以采用 但在温度条件高
于部件回火的温度 总之 较低的烘干温度要求较长的时间 某些钢的化学成
分 在不同工序混合条件下 可能制造出高氢脆变敏感性的产品 直径较大的
紧固件比小直径紧固件的敏感性要低
在此标准出版的时候 并未考虑给出确切的烘干时间 但一般认为 8 小时
为典型的烘干时间 然而 在 200 至 230 温度条件下 烘干时间的范围从 2
小时到 24 小时不等 它主要应根据部件尺寸 几何形状 机械性能 所采用的
清洁程序和电解程序而定
16
16
附件 B 参考信息
金属涂层盐水喷雾的防腐性能
此附件就锌和经过铬酸盐处理 见表 B.1和 B.2 过的镉涂层 以及镍和镍
/铬涂层 见表 B.3 在 ISO 9227 规定的盐水喷雾试验条件下 得出的盐水喷
雾的防腐性能 给出了相关参考信息
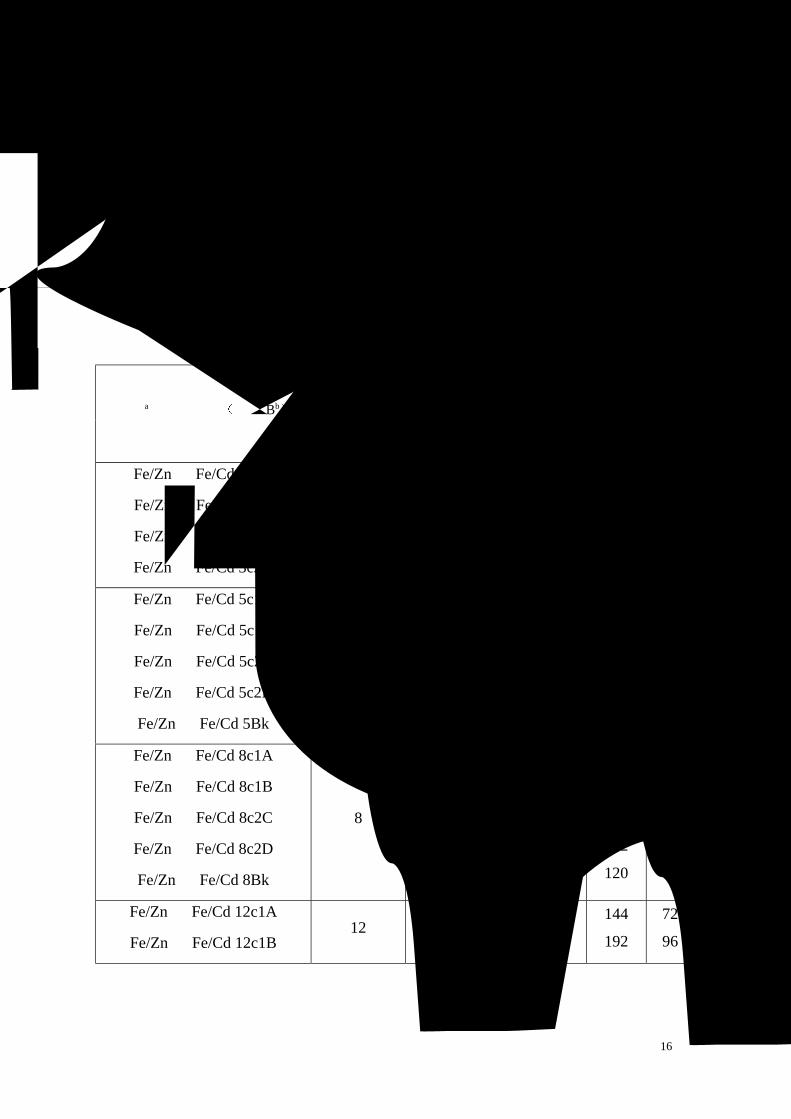
表 B.1 锌和镉的中性盐水喷雾防腐性能
红色锈迹首次
出现涂层 a的名称符号 系统 Bb
标称涂层厚
度 m
铬盐酸处理
名称 c
白色腐蚀物
首次出现 h镉 h 锌 h
Fe/Zn或 Fe/Cd 3c1A
Fe/Zn或 Fe/Cd 3c1B
Fe/Zn或 Fe/Cd 3c2C
Fe/Zn或 Fe/Cd 3c2D
3d
A
B
C
D
2
6
24
24
24
24
36
36
12
12
24
24
Fe/Zn或 Fe/Cd 5c1A
Fe/Zn或 Fe/Cd 5c1B
Fe/Zn或 Fe/Cd 5c2C
Fe/Zn或 Fe/Cd 5c2D
Fe/Zn或 Fe/Cd 5Bk
5
A
B
C
D
Bk
6
12
48
72
12
48
72
120
168
24
36
72
96
Fe/Zn或 Fe/Cd 8c1A
Fe/Zn或 Fe/Cd 8c1B
Fe/Zn或 Fe/Cd 8c2C
Fe/Zn或 Fe/Cd 8c2D
Fe/Zn或 Fe/Cd 8Bk
8
A
B
C
D
Bk
6
24
72
96
24
96
120
168
192
120
48
72
120
144
72
Fe/Zn或 Fe/Cd 12c1A
Fe/Zn或 Fe/Cd 12c1B12
A
B
6
24
144
192
72
96

17
17
Fe/Zn或 Fe/Cd 12c2C
Fe/Zn或 Fe/Cd 12c2D
Fe/Zn或 Fe/Cd 12Bk
C
D
Bk
72
96
24
240
264
192
144
168
96
Fe/Zn或 Fe/Cd 25c1A
Fe/Zn或 Fe/Cd 25c1B
Fe/Zn或 Fe/Cd 25c2C
Fe/Zn或 Fe/Cd 25c2D
Fe/Zn或 Fe/Cd 25Bk
25
A
B
C
D
Bk
暂无参数
a 锌涂层见 ISO 2081的分类编码 镉涂层见 ISO 2082的分类编码
b 命名编码系统见第 13点
c 铬盐酸处理的命名见表 B.2
d 厚度较低的涂层会削弱铬盐酸转化的性能
表 B.2 铬盐酸处理的命名
等级 名称 型号 典型外观 防腐性
A 清洁透明 清洁 有
时带淡蓝色1
B 漂白透明带有淡淡的
虹彩色
弱 能在温和的
腐蚀环境中抗高
湿度性的腐蚀
C 虹彩 红色虹彩
2D 不透明
褐色或青铜色上
带有橄榄绿阴影
中等 能抗包含
有机气体类的腐
蚀
Bk a 黑色带有淡淡虹彩的
黑色
不同的抗腐蚀等
级
注释 此表格与 ISO 4520 1981相比 增加了黑色处理的内容
a 黑色涂层可以增加到 A到 D类中去
表 B.3 镍和镍/铬涂层盐水喷雾的防腐性能涂层的命名编码 a 系统 B b 表面首次出现红色锈

18
18
铜或铜合金基 含铁材料基
镍 c 镍 铬 c, d 镍 c镍 铬或铜 镍
铬 c, d
中性盐水
喷雾试验
NSS
e
聚铜乙酸
盐水喷雾
试验
CASS
Cu /Ni 3b Cu /Ni 3b Cr r Fe /Ni 5b Fe /Ni 5b Cr 1
Cu /Ni 5b Cu /Ni 5b Cr r Fe /Ni 10bFe /Ni 10b Cr
Fe /Cu 10Ni 5b Cr r12h 1
Cu /Ni 10b Cu /Ni 10b Cr r Fe /Ni 20bFe /Ni 5b Cr
Fe /Cu 20Ni 10b Cr r48h 1
Cu /Ni 20b Cu /Ni 20b Cr r Fe /Ni 30b Fe /Ni 30b Cr 8h
无建议 Cu /Ni 30b Cr r 无建议 Fe /Ni 40d Cr 16h
a 镍涂层见 ISO 1456 1988中的分类
b 命名编码系统见第 13点
c b”参考光亮镍 d 参考双层镍
d r 参考规则 传统 铬 最小厚度 0 3 m
e 中性盐水喷雾试验 NSS 通常不用于 Ni/Cr涂层
f 低等级涂层聚铜乙酸盐水喷雾试验 CASS 的时间应尽量长

19
19
附件 C 参考信息
用于生成厚涂层的工序的说明
C.1 螺纹尺寸修改
如为了具有更好的防腐性能 就要求储存涂层比表 2 中的涂层厚 或如要
求采用比表 2中涂层薄的涂层 则需要根据特定的限界和公差来制造螺纹
如特殊螺纹的正常公差的范围被规定接近最小材料限界 外螺纹 或最大
材料限界 内螺纹 则表 2 中采用的最小螺距限界可以更低一些 这提供了一
个较大的基础偏差 或如公差位置为 H时 这提供一个不复存在的公差 否则
也可以置换整个公差区域以提供一个更大的基础偏差
表 C.1中给出的特殊螺距和厚度所要求的最小偏差
表 C.1 生产不能用于标准螺纹的厚涂层所有求的最小基础偏差
最小基础偏差 m
如同一局部厚
度测量如同意批量平均厚度测量涂层厚度 m
所收标称长度 l 5d 5d < l 10d 10d < l 15d
3
5
8
12
20
32
12
20
32
15
25
40
18
30
48
10
12
15
40
48
60
40
48
60
50
60
75
60
72
90
20
25
30
80
100
120
80
100
120
100
125
150
120
150
180
注释 因为厚涂层具有较大的基础偏差 所以螺纹啮合可能会被显著降低 其
是否采用应由制造商和采购商协定

20
20
C.2 可选择电解
当紧固件的某部分要求厚涂层 如螺栓头或后部螺母 它经常使用的是可
选择电镀程序 在此条件下 应规定好不同区域适用的涂层的厚度

21
21
附件 D 标准
批量平均厚度的确定
D.1 镉和锌的确定
D.1.1 过程
采用有机溶剂去除部件样品的油脂 彻底干燥并称重精确到万分位 然后
将部件整个浸入在剥离剂中 并旋转使所有表面都能接近 等停止冒泡后 将
部件移出 立刻在流水中清洗 然和用柔软的布擦拭 除掉松动的覆盖物 然
后浸入干净丙酮中 移出 彻底干燥再重新称重
D.1.2 再上制剂
剥离剂包含
盐酸 1 16g/ml 1 18 g/ml 800 ml
蒸馏水 200ml
三氧化锑 20g
D.1.3 计算
D.1.3.1 采用下列公式 以毫米位单位 计算涂层批量平均厚度
批量平均厚度=A
mmK o )( 1−
其中
K 与覆盖金属物密度有关的系数
= g
cmP
K310000
m0 样品的原始质量 单位克
m1 样品的最终质量 单位克
A 样品部件的总面积 单位平方厘米
D.1.3.2 K的值如下
22
22
镉 K 1160 假设镉的质量密度为 8 6 g/cm3
锌 K 1410 假设锌的质量密度为 7 1 g/cm3
D.2 镍和铬镍的确定
D.2.1 程序
采用有机溶剂将部件样品去油脂 完全干燥并称重精确到万分位
如批量紧固件已被涂铬 就应采用剥离剂 A 将铬去除 此溶剂可在两分钟
内将铬溶掉 然后立刻将部件移出放入水中 再采用 D.2.1.1 或 D.2.1.2 中的方
法去掉镍
D.2.1.1 钢上的镍
剥离剂 B 见 D.2.2 保持在 75 到 100 温度下 可以在 30分钟内溶掉
7 5 m 的镍 当然需要部件不停的转动 铜底层可按照镍底方式来处理 但
厚度不得超过 0 5 m
D.2.1.2 铜或铜合金上的镍
剥离剂 C 见 D2.2 保持在 80 到 90 温度下 可以在 10分钟内溶掉 2
5 m 的镍 如无气味了 就表示镍已被完全溶掉 部件通常是用一根铜线挂着
放在溶剂中的
当镍涂层完全被除掉后 应立即移出部件 用清水冲洗 擦拭并放入干净
丙酮中 再干燥和称重
D.2.2 重上制剂
剥离剂包含下列任一种
a) 剥离剂 A
组成 1生制剂的盐酸 >1 16 g/ml
三氧化锑 120g/L
b) 剥离剂 B
硝基苯钠制剂 65g
氢氧化钠 10g
氯化钠 100g
23
23
加水形成 1升制剂
c) 剥离剂 C
磷酸 1 75g/ml
注释 将水加入到热的酸中是非常危险的 因蒸汽丢失的水可以在制剂冷
却后被加入
如其它化学制剂被证明对基础金属无不良影响 如少于 0 5 m 的基础金
属被溶掉了 则也可使用其它化学制剂来除去镍
D.2.3 计算
采用下列公式 以毫米为单位 来计算涂层批量平均厚度
批量平均厚度( )
AmmK 10 −×
其中
K 112010000=
P与覆盖金属物密度有关的系数
m0 样品的原始质量 单位克
m1 样品的最终质量 单位克
A 样品部件的总面积 单位平方厘米
表面区域 A应可以根据附件 G的信息进行评估

24
24
附件 E 标准
螺纹部件上电解涂层的名称代码 系统 A
注释 名称代码系统的内容见第 13点
E.1 名称系统 A
下列名称代码系统是针对电解涂层的
涂层金属 见表 E.1
最小涂层厚度 见表 E.2
表面处理和铬盐酸处理 见表 E.3
表 E.1 涂层金属/合金涂层金属/合金
符号 元素名称
Zn 锌 A
Cd a 镉 B
Cu 铜 C
CuZn 黄铜 D
Ni b 镍 E
Ni b Cr r b 镍铬 F
CuNi b b 铜镍 G
CuNi b Cr r b 铜镍铬 c H
Sn 锡 J
CuSn 铜锡 青铜 K
Ag 银 L
X X X
25
25
CuAg 铜银 N
ZnNi 锌镍 P
ZnCo 锌钴 Q
ZnFe 锌铁 R
a 在某些国家 镉的使用是受限制的
b ISO分类编码见 ISO 1456
c 铬的厚度大约为 0 3 m
表 E.2 涂层厚度 整个涂层覆盖物的厚度
涂层厚度 m
第 1层涂层金属 第二层涂层金属 a名称
无涂层厚度要求 0
3 1
5 2 3 2
8 3 5 3
10 4 6 9
12 4 8 4
15 5 10 5
20 8 12 6
25 10 15 7
30 12 18 8
a 对第 1 和 2 层涂层金属厚度的规定适用于所有涂层混合型式 除了铬在顶层
的涂层 且厚度超过 0 3 m
表 E.3 表面处理和铬盐酸处理
表面情况 采用铬盐酸的钝化处理 a 典型颜色 名称
暗 无颜色 A

26
26
蓝色或蓝色虹彩 b B
黄色到黄褐色 虹彩 C
橄榄褐到橄榄棕 D
无颜色 E
蓝色或蓝色虹彩 b F
黄色到黄褐色 虹彩 G半暗
橄榄褐到橄榄棕 H
无颜色 J
蓝色或蓝色虹彩 b K
黄色到黄褐色 虹彩 L亮
橄榄褐到橄榄棕 M
高亮 无颜色 N
可选择 如 B, C或 D P
暗 棕黑色到黑色 R
半亮 棕黑色到黑色 S
亮 棕黑色到黑色 T
全部方式 无铬颜色处理 c U
a 钝化处理可能只用于锌或镉涂层
b 只在锌涂层中采用
c 此涂层举例 A5U
E.2 名称
举例
带电镀锌层的 六角形头的螺栓 ISO 4014 M10 X 60 8.8 见表 E.1中的
A 它具有的最小涂层厚度为 5 m 见表 E.2 亮度条件为 亮 经镉盐酸
处理后为黄色虹彩色 见表 E.3中的 L 则整个名称应表示为
六角头螺栓 ISO 4014 M10 X 60 8.8 A2L
注释 1 如未明确的要求最小涂层厚度 则涂层符号 根据表 E.2 应表示

27
27
为编码号 如 A0P 因此编码号包含整个命名信息 符号 0 用于 M1,6 项下
相应的螺纹部件 或其它非常小的部件
注释 2 如要求进行其它处理 如打油脂或上油 这应事先被商定 如适
用 此处理可以清洁部分增加入名称中
附件 F 参考信息
涂层名称举例
例 1 电镀锌层 厚度为 8 m 亮 铬盐酸处理后为黄色虹彩
系统 A的名称 A3L 系统 B的名称 Fe/Zn8c2C
其中
A 指锌
3 是 8 m的代码编号
L 指经铬盐酸处理后涂层为明亮的
黄色虹彩
其中
Fe 指基础金属
Zn 是涂层金属
8 是以 m为单位的最小涂层厚度
c 指铬盐酸转化涂层
2 是铬盐酸转化涂层的等级
C 是铬盐酸转化涂层的类型
例 2 电镀镍层 厚度 20 m 亮 加有规则铬涂层 0 3 m
系统 A的名称 F6J 系统 B的名称 Fe/Ni 20b Cr r
其中
F 指带 0 3 m铬的捏个涂层
6 是 20 m的代码编号
J 是光亮无颜色
其中
Fe 指基础金属
Ni 是涂层金属
20 是以 m 为单位的最小涂层厚
度
b 指光亮
Cr 是铬涂层

28
28
r 是规则 如 0 3 m
附件 G 参考信息
螺栓 螺丝褐螺母的表面面积
此附件就需要根据附件 D 确定批量平均厚度的螺栓 螺丝和螺母的表面
面积评估给出了指示性的信息
注释 表 G.1 和 G.2 中给出的表面面积 只有在所涉及到的各方达成协议
后才能被采用
G.1 螺栓和螺丝
为了得到螺栓或螺丝的总的面积 则需要下列参数 见图 G.1
表面面积 A1 螺栓或螺栓的长度为 1mm的螺纹杆的面积
表面面积 A2 螺栓或螺栓的长度为 1mm的无螺纹的杆的面积
表面面积 A3 头的面积 包含端面面积
整个面积 A采用下列公式进行计算
A A1 X 螺纹长度 A2 X 螺杆长度 A3
a 头部的总面积 包括端面的面积 见 d
b 1mm长度的螺杆的面积

29
29
c 1mm长度带螺纹部分的面积
d 端面面积包含在头的面积内 A3
图 G.1 表面面积
如割出螺纹 不带螺纹的螺杆应大约等于基本主要直径 标称直径 如螺
纹被包住 则不带螺纹的螺杆应大约等于螺距 缩减了的螺杆 或基础主要直
径 全螺杆
G.1给出了不同类型螺杆和头的表面面积 A1, A2和 A3的值每毫米长度的面积 头的面积 A3
不带螺纹的螺
杆 A2螺纹尺
寸 粗
牙螺
纹
带螺纹
螺杆
A1(粗
牙螺纹)全螺杆
被减少
的螺杆
粗牙
螺纹
平埋头凸升埋
头平锥头 凸圆头 六角头
M1,6
M2
M2,2
M2,5
7.34
9.31
10.21
11.81
5.03
6.27
6.91
7.85
4.32
5.44
5.99
6.91
20.4
32.6
37.8
49.9
22.1
35.5
40.9
54.156.4
19.3
32.0
37.3
47.0
29.7
47.1
72.2
M3
M3,5
M4
M4,5
14.32
16.65
18.97
21.49
9.42
11.00
12.57
14.15
8.36
9.75
11.10
12.55
66.7
85.8
118.8
128.1
72.2
93.0
128.6
138.6
78.3
110.4
144.9
182.2
72.8
91.4
120.3
162.1
91.0
152.9
M5
M6
M8
M10
23.98
28.62
33.48
48.31
15.70
18.85
25.15
31.42
14.02
16.71
22.43
28.17
167.7
241.8
429.8
671.5
181.6
261.2
464.6
725.8
225.2
319.6
577.9
901.8
184.1
258.3
439.4
666.0
297.7
312.2
541.3
905.8
M12
M14
M16
58.14
67.97
78.69
37.63
43.99
50.27
33.98
39.45
45.67
990.5
1257
1720
1064
1357
1859
864
1158
1509
1151
1523
1830

30
30
M18 87.63 56.54 50.88 2075 2240 1913 2385
注释 对尺寸>M18 的 或带有细牙螺纹的螺栓和螺丝的值 此表中为涉及到
应该采用恰当的方式进行计算
G.2 螺母
表 G.2给出了六角螺母样式 1的表面面积
电镀层应用目的的螺母的有效面积通常应小于实际的几何面积 因为涂层
在外螺纹表面的分别很难一致 大量的涂层集中在首个螺纹的每端
基于此附件的目的 因此 螺母表面面积的计算应基于螺母为固态件的时
候 即螺纹还未被转孔或攻丝
表 G.2 六角螺母样式 1的表面面积 单位为平方毫米
螺纹尺寸 表面面积 A
M1,6
M2
M2,2
M2,5
32.2
49.7
77.4
M3
M3,5
M4
M4,5
95.9
163.2
M5
M6
M8
M10
221.3
345.8
585.8
971.0
M12
M14
M16
1282
1676
2078

31
31
M18 2678
注释 对尺寸>M18 的 螺母样式 2 的值 此表中为涉及到 应该采用恰当的
方式进行计算
32
32
参考书目录
1 ISO 8991 1986 紧固件的命名系统
2 ISO 9588 3 金属或其它无机涂层 为减少氢脆变危险而进行的钢
铁涂层后处理
3 TROIANA, A. R. 氢和其引起的空隙在金属机械性能中所起的作用 美
国技术协会学报 Vol. 52, 1960, p. 54
附件 ZA 标准
国际标准中采用标准化所引用的相关的欧洲标准
此欧洲标准包含标注有日期或无日期的引用 对标注有日期的标准 其后
的补充 修改或更新版本的内容都不得采用 然而 鼓励基于 ISO 228 此部分
而达成协议的各方对采用更新版本的可能性进行研究磋商 对未标注有时间的
标准 建议采用最新的版本
国际标准 年份 题目 EN 年份
ISO 2064 1980 金属和其它非有机涂层 EN ISO 2064 1994
有关厚度测量的定义和传统