“diseÑo para la implementacion de un...
TRANSCRIPT

“DISEÑO PARA LA IMPLEMENTACION DE UN PROGRAMA DE SEGURIDAD INDUSTRIAL EN UN DEPARTAMENTO DE
UNA DEPENDENCIA DEL ESTADO”

ÍNDICE TEMA. Pag.
MARCO UNO: INTRODUCCIÓN………………………………………… 01
1.1 Introducción General……............................................................................... 01
1.2 Lo escrito sobre el tema en Guatemala…....................................................... 02
1.3 MARCO TEORICO………………………………………………………… 04
1.3.1 Historia de la Seguridad.................................................................................. 04
1.3.2 Generalidades sobre Seguridad Industrial....................................................... 05
1.3.3 Programa de Seguridad e Higiene Industrial ……………………................. 05
1.3.4 Perdidas en la empresa por falta de Seguridad…………..………………….. 17
1.3.5 Legislación de la Seguridad en Guatemala……….……………………….... 18
1.3.6 Enfermedades Profesionales………………………………………………... 20
1.3.7 Factores a considerar en la Seguridad Industrial……………….....………... 22
1.3.8 Administración de la salud e higiene ocupacional………………………….. 23
1.3.9 Estandarización para la administración de la salud e higiene Ocupacional… 24
1.3.10 Situación actual……………………………………………………………... 24
MARCO DOS: PLANTEAMIENTO DEL PROBLEMA………………….. 26
Descripción del problema................................................................................ 26
2.1 Objetivos.......................................................................................................... 26
2.2 Hipótesis…………………............................................................................... 26
2.3 Elementos de estudio. (Variables)................................................................... 27
2.4 Definición de elementos de estudio................................................................. 27
2.5 Alcances, límites y limitaciones………………………..……………………. 29
2.6 Aporte……………………………………………………………………….. 29
MARCO TRES: EL METODO……………………………………………... 30
3.1 Sujetos.............................................................................................................. 30
3.2 Instrumentos..................................................................................................... 30
3.3 Procedimiento.................................................................................................. 31
MARCO CUATRO: RESULTADOS Y SU DISCUSIÓN…………………. 33
4.1 Diagnostico de la situación actual.................................................................... 33

4.1.1 Evaluación general de la planta……………………………………………... 33
4.1.2 Evaluación detallada por medio de check list…………………………….… 43
4.1.3 Evaluación por áreas: departamento de reconstrucción de motores…….….. 49
4.2 Identificación de riesgos físicos…………………………..………………… 54
4.3 Evaluación del nivel de capacitación del personal…………………………. 54
4.4 Análisis de accidentes………………………………….…………………… 55
4.5 Costos por accidentes ocurridos…………………………………….………. 56
4.6 Resumen de la evaluación del departamento de rectificado……………..…. 58
4.7 Propuesta de un sistema de Seguridad Industrial…………………………... 59
4.8 Elementos para el diseño de un sistema de seguridad industrial………….... 60
4.8.1 Compromiso de la gerencia y del personal involucrado……………….…… 61
4.8.2 Objetivos y Metas…………………………………….…………………….. 63
4.8.3 Políticas………………………………….………………………………….. 64
4.8.4 Organización…………………………………….………………………….. 65
4.8.5 Funcionamiento………………………………………….………………….. 67
4.8.6 Responsabilidades y obligaciones…………………………….…………….. 69
4.8.7 Capacitación………………………………………………….……………... 71
4.8.8 Condiciones de Seguridad…………………………………….…………….. 75
4.8.9 Supervisión y control………………………………...……………………... 78
4.8.10 Registro……………...……………………………………………………... 81
4.9 Presupuesto de implementación……………………………………………. 82
MARCO CINCO: CONCLUSIONES………………………….………….. 86
MARCO SEIS: RECOMENDACIONES....................................................... 87
REFERENCIAS BIBLIOGRÁFICAS............................................................ 89
ANEXOS ..................................................................................................... 91

MARCO UNO: INTRODUCCIÓN.
1. 1 INTRODUCCION GENERAL.
En el transcurso de la historia, cuando la humanidad comenzó a desarrollarse en diferentes trabajos manuales en una artesanía o industria primitiva, surgieron ciertos riesgos de lesiones; conforme aumento el desarrollo en los procesos industriales, surgieron los oficios y gremios; y junto a ellos aparecieron los accidentes laborales y las enfermedades profesionales. Con la elevada industrialización de los tiempos modernos; con las grandes producciones exigidas por la actual sociedad de consumo y el crecimiento considerado de la población mundial, los riesgos laborales aumentaron, y con ellos los accidentes en el trabajo, que año tras año dejan grandes y lamentables pérdidas de orden humano, moral, social, legal y económico. Estos hechos constituyen la raíz básica del gran problema de la seguridad industrial, que presenta características muy variadas y especiales de universalidad, trascendencia y complejidad, que ha despertado en todo el mundo un extraordinario interés, y que impusieron la necesidad de frenar por todos los medios posibles su incremento. Por tal motivo las empresas guatemaltecas, no pueden ni deben quedarse estáticas ante un problema que afecta no solo el ámbito local, sino también el ámbito mundial y que tiene serias repercusiones en el factor humano, económico, y material. Por lo tanto la seguridad industrial es un aspecto de gran importancia a tomar en cuenta en las instalaciones tanto de producción como de servicios. Así mismo, debido a las tendencias de la globalización, para que una empresa sea competitiva en su industria debe satisfacer y exceder las expectativas tanto del cliente externo como del interno; y una manera de satisfacer tales expectativas es a través de la implementación de un sistema de seguridad industrial, que permitirá la satisfacción del cliente interno a través de un ambiente laboral seguro y agradable, y la satisfacción del cliente externo a través de un producto de calidad a un precio justo. El presente trabajo de investigación se llevó a cabo en una dependencia del estado, situada en la Ciudad Capital, que se dedica al mantenimiento y reparación de vehículos de uso exclusivo del estado, donde no se han implementado normas de seguridad industrial que permitan reducir riesgos laborales; situación que pone en peligro la integridad física tanto de los empleados como de la maquinaria e instalaciones de la empresa. El objetivo principal de este trabajo de investigación es diseñar un programa de seguridad industrial que cuente con la estructura necesaria para poder funcionar como tal, de manera que se asegure la integridad física de los operarios, la reducción de las pérdidas materiales y se logre un ambiente laboral que brinde confianza y tranquilidad para realizar las diferentes actividades industriales.

1.2 LO ESCRITO SOBRE EL TEMA EN GUATEMALA
Dentro de lo escrito sobre el tema en Guatemala, se puede establecer la existencia de tesis de las diferentes universidades del país y algunos manuales de seguridad industrial, entre los cuales se puede mencionar: Morales (2002) de la Universidad Rafael Landívar, investigó el Diseño de un sistema de higiene y seguridad industrial y su implementación en una planta manufacturera de cuero. Morales enfocó su investigación a establecer los pasos necesarios para corregir el nivel de inseguridad laboral existente en la empresa; y determinar la estructura de personal necesario para cumplir con un adecuado sistema de seguridad, así como sus relaciones interdependientes, sus funciones y niveles de autoridad. Luego, asigno a cada uno de los puestos su responsabilidad por medio de un diseño de organización y dirección. Así mismo realizo un presupuesto cotizando por lo menos en tres empresas distintas de cada una de las acciones correctivas y preventivas necesarias, tales como la instalación de protectores de transferencia de potencia y señalización de seguridad en al planta y programas de capacitación anual, que eran los factores que más afectaban a la empresa en aspectos de seguridad industrial. Andrade (2001) en su tesis, de la Universidad Rafael Landivar, titulada Manual de seguridad e higiene en una almacenadora de granos, tiene como objetivo principal, analizar los riesgos de accidentes laborales. Determinando que la mayoría de los accidentes son causados por una inadecuada manipulación de los productos almacenados, lo que permite establecer la necesidad de contar con equipo de protección personal adecuado. Se analizaron las responsabilidades en los diferentes escalones en aspectos referentes a seguridad e higiene industrial. Las medidas y estrategias para prevenir accidentes y condiciones insalubres se incluyeron en la estructura del manual. Así también se incluyeron los recursos materiales, humanos y financieros. Juárez (1999) en su tesis, de la Universidad Del Valle de Guatemala, titulada Propuesta de medidas preventivas para disminuir accidentes de trabajo en la industria guatemalteca, realizó una investigación sobre el número y tipo de accidentes ocurridos en la industria guatemalteca con la finalidad de establecer las principales causas de éstos y compararlos con los programas de seguridad industrial existentes en el país, proponiendo mejoras para obtener mayores beneficios económicos en la industria guatemalteca. Tomó en consideración todas las instituciones que velan por la seguridad e higiene industrial, las que trabajan para prevenir los peligros potenciales que originan los accidentes, y cuyo mayor reto es mantener la legislación y la conciencia publica de acuerdo a los avances de la tecnología y los nuevos peligros que constantemente aparecen debido a la elevada industrialización. También se analizaron los reglamentos técnicos y legales que regula la Seguridad Industrial en Guatemala.

Trujillo (1997) de la Universidad de San Carlos de Guatemala, escribió La falta de cumplimiento de las medidas de seguridad e higiene como causa fundamental de los accidentes de trabajo. En su estudio, dio a conocer la importancia del cumplimiento de las medidas de seguridad industrial a través de una guía con instrucciones precisas que deben emplearse para implantar un sistema que facilite el cumplimiento de las normas de seguridad industrial, que contribuya a la reducción de los accidentes en los centros de trabajo. Esta tesis hace énfasis en los accidentes debidos a condiciones de trabajo no apropiadas; y por incumplir con las normas de seguridad e higiene que para tal efecto existen. Presenta un resumen de los antecedentes históricos y legislativos sobre medidas de seguridad e higiene en el trabajo.
Pérez, (1990). Publicó el Manual de Seguridad e Higiene Industrial para el Instituto Técnico de Capacitación y Productividad. Este manual está enfocado a la detección de riesgos en el trabajo, la organización de programas de seguridad y su evaluación. Destaca la importancia de la prevención de las enfermedades ocupacionales. Un aspecto importante en este documento es que incluye las leyes y reglamentos sobre trabajo y seguridad, además de estadísticas de accidentes de trabajo en Guatemala. El Instituto Guatemalteco de Seguridad Social. (1978), en el folleto sobre Seguridad e higiene en el trabajo, trata temas de seguridad industrial tales como: Causas de los accidentes, equipo de protección personal, prevención de incendios, obligaciones del patrono y trabajadores, manipulación y transporte de Materiales. Es de resaltar que este documento se realizó sobre una base de experiencia adquirida en las labores de inspección y la investigación sobre seguridad e higiene industrial. Este folleto se elaboró pensando en los trabajadores de las empresas afiliadas al régimen de seguridad social. Yánez, (1976) escribió el libro sobre Técnica Básica de la Seguridad e Higiene en el Trabajo. Establece las características generales del problema de seguridad industrial; haciendo énfasis en aspectos de universalidad, trascendencia y complejidad de la seguridad industrial. Manifiesta la importancia del factor humano, económico y material, para el desarrollo de una empresa. Presenta conceptos generales, tipos de organización, el papel de los diferentes escalones jerárquicos, la formación y la información de seguridad. Así mismo expone las posibilidades de prevención y la responsabilidad del estado, de la empresa y dirección, de los mandos superiores e intermedios, del operario y la responsabilidad indirecta. Presenta sistemas de control de costos, y la acción preventiva general.

1.3 MARCO TEORICO. 1.3.1 Historia de la Seguridad Industrial.
Es difícil determinar con precisión el origen de la aplicación de la prevención de accidentes, pues se sabe muy bien que hasta los pueblos más primitivos aplicaron algunas reglas con la sola finalidad de conservar la salud.
El movimiento organizado a favor de la seguridad industrial tuvo sus comienzos en Europa. Fueron los artesanos europeos agrupados en corporaciones desde el siglo XIV quienes tomaron las primeras medidas de prevención de accidentes. La mecanización iniciada a finales del siglo XVIII, obligó a las empresas y obreros a protegerse contra los riesgos derivados de los nuevos métodos de trabajo.
En América, aparentemente, fue en la última mitad del siglo antepasado que tuvo sus orígenes el movimiento, y más concretamente en Norteamérica, que ya destacaba como la más pujante industria americana.
Así, los gerentes empezaron a tratar aspectos concretos acerca de la solución del problema, y a principios de 1867, en Massachussets, se establecieron inspectores en las fábricas y 10 años después el estado aprobó una ley que obligaba a poner guardas en la maquinaria peligrosa.
En el año de 1911, la Asociación de Ingenieros Eléctricos convocó a una conferencia a escala nacional sobre seguridad industrial. Así en 1912, en Milwaukee, se realizó el primer Congreso Corporativo de seguridad. Esta reunión dio lugar a otros encuentros en New York, ocasión en la cual se organizó el “National Safety Council” (Consejo Nacional de Seguridad) y su programa fue ampliado al incluir todos los aspectos de la prevención de accidentes.
En Guatemala había una legislación destinada a proteger a los trabajadores, conocida como la “Ley protectora de los obreros”, Decreto 669, promulgada el 21 de noviembre de 1906, bajo la administración del Lic. Manuel Estrada Cabrera. Los principios de esta ley se quedaron escritos sin tener alguna aplicación, pues no se previó crear una organización administrativa que fuera la que llevara a la práctica esta protección. Bajo la presidencia del Dr. Juan José Arévalo, se promulgó en la Constitución de la Republica, en el artículo 63, el siguiente texto: “Se establece Seguro Social Obligatorio”, y la ley regulará sus alcances, extensión y forma en que debe ser puesto en vigor. Con estos antecedentes, el 30 de octubre de 1946, el Congreso de la República de Guatemala aprueba la “Ley Orgánica del Instituto Guatemalteco de Seguridad Social”, en el decreto 295; define al I.G.S.S. como una institución autónoma, de derecho público, con personería jurídica y plena capacidad para adquirir derechos y obligaciones, cuya finalidad es aplicar en beneficio del pueblo de Guatemala, un régimen nacional, unitario y obligatorio de Seguridad Social, de conformidad con el sistema de protección mínima.

1.3.2 Generalidades sobre Seguridad e Higiene Industrial
La seguridad industrial actualmente obedece a toda una cultura, la cual esta cobrando
mayor importancia cada día en el medio. Para Müller (l975), la seguridad industrial es la actividad que tiene por objeto conservar la integridad física de los trabajadores de la empresa. Mientras que Heyel (1973), dice, la seguridad industrial es un factor que aumenta de manera considerable la eficacia del trabajo.
El gran problema de seguridad industrial reside en el enorme e impresionante numero de accidentes de trabajo que año tras año y en aumento se producen en todo el mundo; que en muchos casos implican espantosas cifras de vidas perdidas o truncadas por la inseguridad industrial.
Actualmente ha cobrado mayor complejidad la Administración de la seguridad, por lo que se hace necesario diseñar un programa de seguridad acorde a las necesidades de cada empresa. La prevención de accidentes y la producción eficiente se complementan. Cuando se previenen los accidentes, la producción es más alta y la calidad es mejor. La realidad es que prevenir los accidentes requiere de menos tiempo y dinero que dejar que éstos ocurran.
Por consiguiente la Seguridad no es algo a tomar en cuenta sólo cuando sobra tiempo, sino que debe ser una actividad constante en toda empresa.
En la industrialización de nuestro país, él elemento humano, esta cobrado la importancia que le corresponde. Este hecho, exige que se adopten medidas encaminadas a proteger la vida, la salud y la integridad física de los trabajadores, que participan en forma activa en el progreso económico del país.
1.3.3. Programa de Seguridad e Higiene Industrial
Un programa de seguridad consiste en un plan y numerosos individuos que llevan a cabo muchas actividades con el fin de crear un medio seguro dentro de una empresa, no importando el tamaño de la misma. (Grimaldi y Simonds, 1980).
Como estas actividades tienen que ver con la protección del trabajador, cualquier cambio con respecto a él puede tener efectos negativos en la operación de un programa de seguridad industrial.
Para efectos prácticos se define un programa de seguridad e higiene industrial como el conjunto de actividades de planeación, ejecución y control que permite mantener a los trabajadores de la empresa y a la empresa misma con la menor exposición posible a los peligros del medio laboral. En las empresas pueden observarse dos maneras de realizar los programas de seguridad, cada una de las cuales en teoría tiene un método diferente de enfocar la seguridad en el sitio de trabajo. Como ambas son parte de un programa de seguridad más amplio y global, probablemente ninguna forma de manejo de la seguridad existe en forma pura, aunque cualquier programa de seguridad puede clasificarse como favorable a una de las dos opciones. Los dos modelos son los siguientes:
• Enfoque centrado en el trabajo • Enfoque centrado en el trabajador.
Con ambos se busca controlar los factores negativos que afectan los programas de seguridad, estos son: los actos inseguros y las condiciones inseguras.

Los actos inseguros o riesgos, es la violación de un procedimiento comúnmente aceptado como seguro, y las condiciones inseguras son el inadecuado ambiente de trabajo, que por sus condiciones puede causar accidentes.
El enfoque centrado en el trabajo; consiste en eliminar los riesgos físicos en el ambiente del trabajo, generalmente se preocupa por corregir deficiencias de la seguridad, buscando mejoras técnicas en maquinaria en mal estado y las instalaciones. Este enfoque concede mucho énfasis al diseño del sitio de trabajo y a la racionalización de las tareas, y hacen menos hincapié en lo que “sienten” los trabajadores respecto a sus funciones.
El enfoque centrado en el trabajador; suele basarse en la eliminación de los riesgos psicológicos. Ven como causa básica de los problemas de seguridad “Los problemas de la gente”; actitudes negativas o insatisfacción de las necesidades del trabajador. Un enfoque basado en el trabajador debería, entonces, preocuparse más en hacer participar democráticamente a las personas en el esfuerzo de la seguridad. Los objetivos centrados en el trabajo suponen vigilancia estrecha sobre las actividades de seguridad y control autocrático de métodos aceptables de seguridad.
Dos enfoques: Centrado en el trabajo y en el empleado.
NO. ENFOQUE CENTRADO EN EL
INGENIERO Y EN EL TRABAJO. ENFOQUE CENTRADO EN EL TRABAJADOR Y EN EL PERSONAL.
1 Identificación de los riesgos fuera del lugar de trabajo.
Mejora del desempeño seguro del personal.
2 Especificación del trabajo y estándares de higiene.
Estándares del desempeño del trabajo.
3 Consideración de la seguridad deficiente como un problema de ingeniería.
Consideración de la inseguridad como un problema de personal.
4 Las condiciones de seguridad son la causa principal de los accidentes.
Los actos inseguros son la causa principal de los accidentes.
5 Primordial atención al cuidado de maquinas, herramientas y problemas de espacio.
Atención prioritaria a las actitudes, deseos y problemas morales.
6 Administración científica y autocrática. Administración democrática y conductual.
7 Conciencia del costo. Obligación moral. 8 Condiciones físicas del trabajo. Condiciones psicológicas del trabajo. 9 Especialización -automatización. Trabajo por tareas / enriquecimiento del
trabajo. 10 Cumplimiento de las leyes sobre
seguridad e higiene en el trabajo. Motivación y educación de los trabajadores.
(Cambranes, 1996)

Debido a las diferencias entre ambos puntos de vista, el enfoque centrado en el trabajo destaca el mejoramiento de la comunicación formal, como el uso del entrenamiento programado en el trabajo y el entrenamiento para el reconocimiento del riesgo, de modo que se reduzca la posibilidad de malinterpretar lo que se espera del personal de la compañía. El punto de vista que el profesional de la seguridad y una organización dada tengan sobre las causas de las deficiencias de la seguridad determinará cuál enfoque debe ponerse en práctica. Elementos de un programa de seguridad industrial.
Tomando en consideración que un programa de seguridad consiste en un plan y numerosos individuos que llevan a cabo muchas actividades con el fin de crear un medio laboral seguro dentro de una empresa, no importando el tamaño de la misma, las actividades a realizarse pueden estructurase de la siguiente manera:
(Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Accidentes e Incidentes. Autor: Duglas Ramón Falco.) Partiendo de esta estructura general para el diseño de un programa de seguridad industrial, se puede ir profundizando en cada una estas etapas, entre las que están: una revisión inicial, establecimiento de objetivos, políticas de la empresa, estrategias, y demás actividades que están incluidas en un esquema que proporciona un panorama más amplio sobre la seguridad.
(Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Accidentes e Incidentes. Autor: Duglas Ramón Falco.) Un paso importante dentro del sistema de seguridad es el establecimiento del diagnostico situacional, mismo que permitirá saber como se encuentra la empresa en la actualidad en aspectos de seguridad industrial, lo que facilitará proyectarse hacia el futuro.
Sistema de Gestión en Higiene y Seguridad
Evaluación inicial. Diagnóstico situacional.
Estrategia.
Establecimiento de políticas
Organización
Planificación
Programa de gestión
ACTIVIDADES RESPONSABILIDADES
ELEMENTOS DE UN PROGRAMA DE SEGURIDAD.
ESTÁNDARES
QUÉ QUIÉN CUÁNDO CÓMO
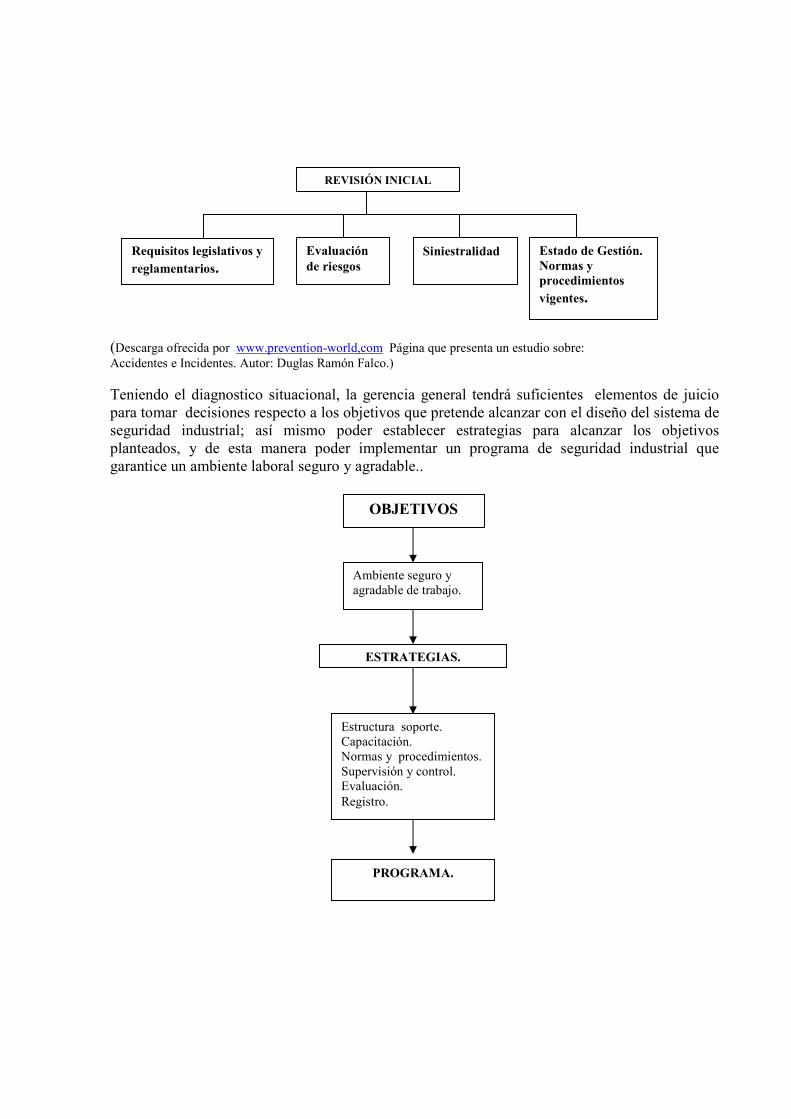
(Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Accidentes e Incidentes. Autor: Duglas Ramón Falco.) Teniendo el diagnostico situacional, la gerencia general tendrá suficientes elementos de juicio para tomar decisiones respecto a los objetivos que pretende alcanzar con el diseño del sistema de seguridad industrial; así mismo poder establecer estrategias para alcanzar los objetivos planteados, y de esta manera poder implementar un programa de seguridad industrial que garantice un ambiente laboral seguro y agradable..
Estructura soporte. Capacitación. Normas y procedimientos. Supervisión y control. Evaluación. Registro.
Ambiente seguro y agradable de trabajo.
PROGRAMA.
ESTRATEGIAS.
OBJETIVOS
REVISIÓN INICIAL
Estado de Gestión. Normas y procedimientos vigentes.
Requisitos legislativos y reglamentarios.
Siniestralidad Evaluación de riesgos

Accidentes en el trabajo.
Existen muchas definiciones de accidente; sin embargo en el presente estudio se define accidente como: Una lesión del cuerpo humano procedente de la acción repentina y violenta de una causa exterior, la cual se produce en el lugar y durante las horas de trabajo, interrumpiendo el proceso ordenado de la actividad de que se trate. (Ramírez, 1992) Características: • El accidente de trabajo se expresa en una lesión; indistintamente cual sea su naturaleza. • La lesión es una afección dañosa al cuerpo humano (interna o externa). • La lesión puede ser permanente o transitoria, lo que conduce a la clasificación de las
incapacidades en permanentes y temporales. • El accidente ha de sobrevenir durante el trabajo, en ejercicio de él o como consecuencia del
mismo. • Los actos procedentes de compañeros de trabajo pueden ser causa de accidentes de trabajo ya
sea porque provienen de acciones imprudentes, por negligencia, o cuando intencionalmente se quiere causar daño.
El hombre es el principio y fin de los accidentes. Es el responsable de que se produzcan y es el afectado por ellos. En ocasiones una persona es quien produce el accidente y es otro quien sufre las consecuencias. Las repercusiones de los accidentes en el hombre le afectan en forma física, económica, psicológica y moral. Las lesiones físicas que se pueden sufrir son: • Leve: aquella lesión que ocasiona perdida de menos de una jornada laboral. Esto implica que
la persona acuda a la enfermería o a una institución medica, reciba atención y al día siguiente como máximo, se presente a trabajar.
• Grave: es aquella lesión que puede ocasionar por lo menos un día de incapacidad, y en
extremos llegar hasta la muerte. Existen diversas categorías de estas lesiones. o Incapacidad temporal: es la pérdida de facultades o aptitudes que incapacita parcial o
totalmente a una persona para desempeñar su trabajo por un tiempo. o Incapacidad permanente parcial: es la disminución de las facultades o aptitudes de una
persona para trabajar en forma permanente. o Incapacidad permanente total: es la pérdida de facultades o aptitudes de una persona
que la imposibilitan para desempeñar cualquier trabajo por el resto de su vida.
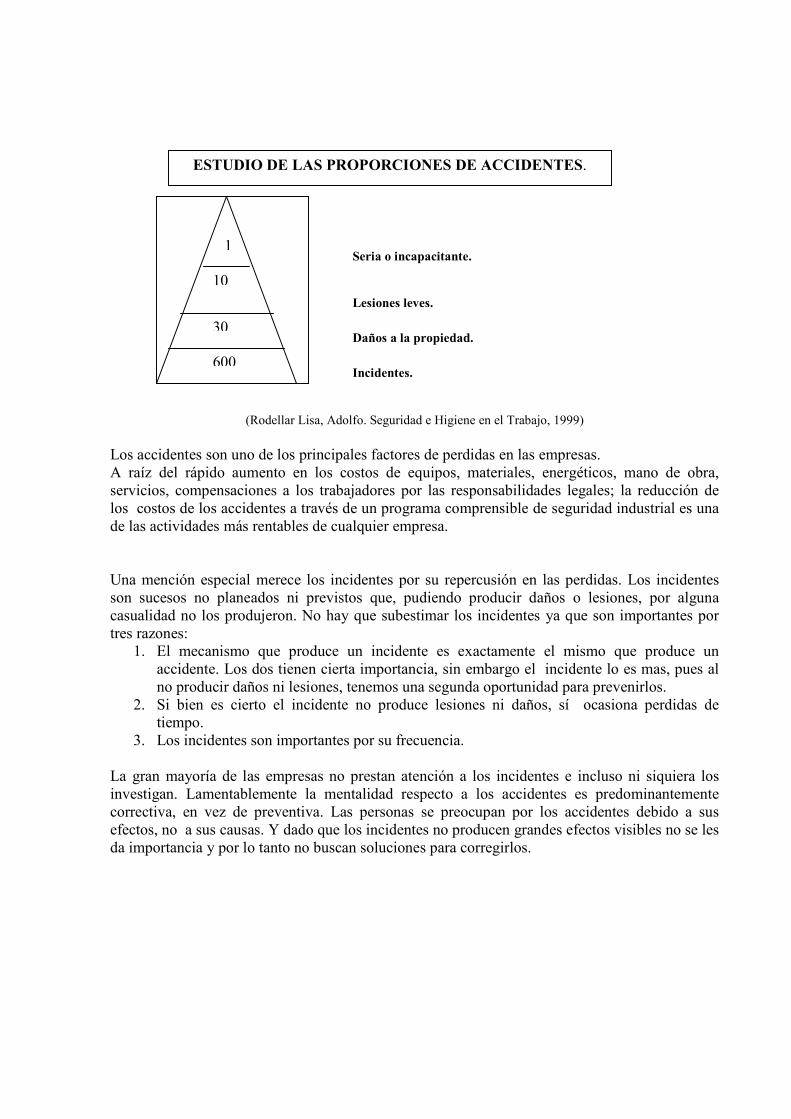
(Rodellar Lisa, Adolfo. Seguridad e Higiene en el Trabajo, 1999) Los accidentes son uno de los principales factores de perdidas en las empresas. A raíz del rápido aumento en los costos de equipos, materiales, energéticos, mano de obra, servicios, compensaciones a los trabajadores por las responsabilidades legales; la reducción de los costos de los accidentes a través de un programa comprensible de seguridad industrial es una de las actividades más rentables de cualquier empresa. Una mención especial merece los incidentes por su repercusión en las perdidas. Los incidentes son sucesos no planeados ni previstos que, pudiendo producir daños o lesiones, por alguna casualidad no los produjeron. No hay que subestimar los incidentes ya que son importantes por tres razones:
1. El mecanismo que produce un incidente es exactamente el mismo que produce un accidente. Los dos tienen cierta importancia, sin embargo el incidente lo es mas, pues al no producir daños ni lesiones, tenemos una segunda oportunidad para prevenirlos.
2. Si bien es cierto el incidente no produce lesiones ni daños, sí ocasiona perdidas de tiempo.
3. Los incidentes son importantes por su frecuencia.
La gran mayoría de las empresas no prestan atención a los incidentes e incluso ni siquiera los investigan. Lamentablemente la mentalidad respecto a los accidentes es predominantemente correctiva, en vez de preventiva. Las personas se preocupan por los accidentes debido a sus efectos, no a sus causas. Y dado que los incidentes no producen grandes efectos visibles no se les da importancia y por lo tanto no buscan soluciones para corregirlos.
1
10
30
600
ESTUDIO DE LAS PROPORCIONES DE ACCIDENTES.
Seria o incapacitante.
Lesiones leves.
Daños a la propiedad.
Incidentes.
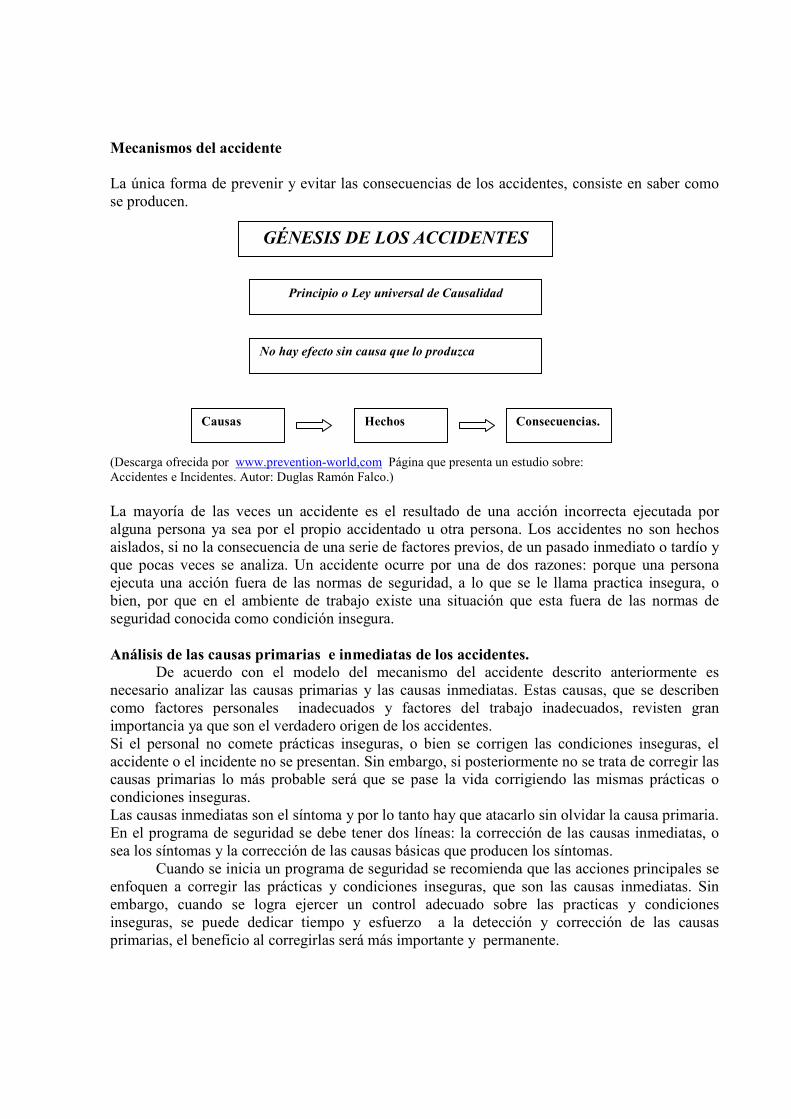
Mecanismos del accidente La única forma de prevenir y evitar las consecuencias de los accidentes, consiste en saber como se producen.
(Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Accidentes e Incidentes. Autor: Duglas Ramón Falco.) La mayoría de las veces un accidente es el resultado de una acción incorrecta ejecutada por alguna persona ya sea por el propio accidentado u otra persona. Los accidentes no son hechos aislados, si no la consecuencia de una serie de factores previos, de un pasado inmediato o tardío y que pocas veces se analiza. Un accidente ocurre por una de dos razones: porque una persona ejecuta una acción fuera de las normas de seguridad, a lo que se le llama practica insegura, o bien, por que en el ambiente de trabajo existe una situación que esta fuera de las normas de seguridad conocida como condición insegura. Análisis de las causas primarias e inmediatas de los accidentes.
De acuerdo con el modelo del mecanismo del accidente descrito anteriormente es necesario analizar las causas primarias y las causas inmediatas. Estas causas, que se describen como factores personales inadecuados y factores del trabajo inadecuados, revisten gran importancia ya que son el verdadero origen de los accidentes. Si el personal no comete prácticas inseguras, o bien se corrigen las condiciones inseguras, el accidente o el incidente no se presentan. Sin embargo, si posteriormente no se trata de corregir las causas primarias lo más probable será que se pase la vida corrigiendo las mismas prácticas o condiciones inseguras. Las causas inmediatas son el síntoma y por lo tanto hay que atacarlo sin olvidar la causa primaria. En el programa de seguridad se debe tener dos líneas: la corrección de las causas inmediatas, o sea los síntomas y la corrección de las causas básicas que producen los síntomas.
Cuando se inicia un programa de seguridad se recomienda que las acciones principales se enfoquen a corregir las prácticas y condiciones inseguras, que son las causas inmediatas. Sin embargo, cuando se logra ejercer un control adecuado sobre las practicas y condiciones inseguras, se puede dedicar tiempo y esfuerzo a la detección y corrección de las causas primarias, el beneficio al corregirlas será más importante y permanente.
GÉNESIS DE LOS ACCIDENTES
Principio o Ley universal de Causalidad
No hay efecto sin causa que lo produzca
Hechos Consecuencias. Causas
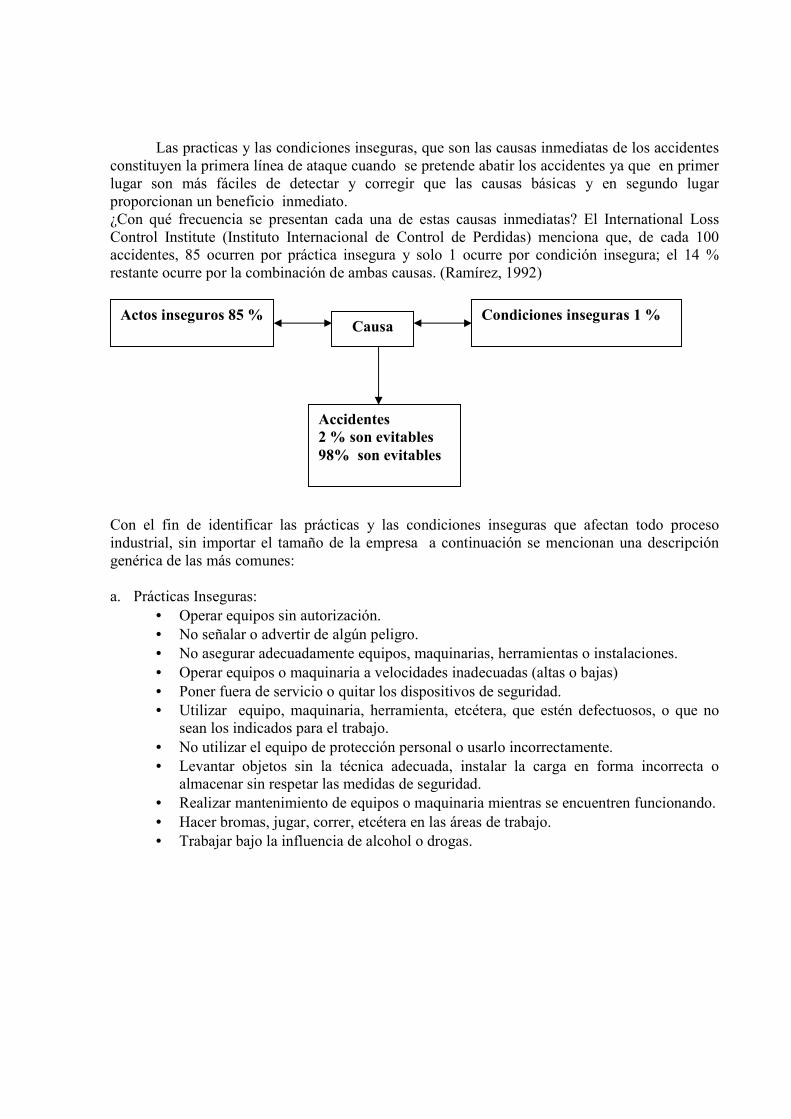
Las practicas y las condiciones inseguras, que son las causas inmediatas de los accidentes constituyen la primera línea de ataque cuando se pretende abatir los accidentes ya que en primer lugar son más fáciles de detectar y corregir que las causas básicas y en segundo lugar proporcionan un beneficio inmediato. ¿Con qué frecuencia se presentan cada una de estas causas inmediatas? El International Loss Control Institute (Instituto Internacional de Control de Perdidas) menciona que, de cada 100 accidentes, 85 ocurren por práctica insegura y solo 1 ocurre por condición insegura; el 14 % restante ocurre por la combinación de ambas causas. (Ramírez, 1992)
Con el fin de identificar las prácticas y las condiciones inseguras que afectan todo proceso industrial, sin importar el tamaño de la empresa a continuación se mencionan una descripción genérica de las más comunes: a. Prácticas Inseguras:
• Operar equipos sin autorización. • No señalar o advertir de algún peligro. • No asegurar adecuadamente equipos, maquinarias, herramientas o instalaciones. • Operar equipos o maquinaria a velocidades inadecuadas (altas o bajas) • Poner fuera de servicio o quitar los dispositivos de seguridad. • Utilizar equipo, maquinaria, herramienta, etcétera, que estén defectuosos, o que no
sean los indicados para el trabajo. • No utilizar el equipo de protección personal o usarlo incorrectamente. • Levantar objetos sin la técnica adecuada, instalar la carga en forma incorrecta o
almacenar sin respetar las medidas de seguridad. • Realizar mantenimiento de equipos o maquinaria mientras se encuentren funcionando. • Hacer bromas, jugar, correr, etcétera en las áreas de trabajo. • Trabajar bajo la influencia de alcohol o drogas.
Actos inseguros 85 %
Accidentes 2 % son evitables 98% son evitables
Causa Condiciones inseguras 1 %

b. Condiciones Inseguras: • Los equipos, maquinaria, herramientas, etcétera, que tienen protecciones o resguardos
inadecuados o deficientes. • Los equipos de protección que no son los necesarios para el tipo de peligro que se
pretende proteger. • Los equipos, maquinaria, instalaciones, herramientas, etcétera, que están dañados,
demasiado desgastadas o no tienen el mantenimiento correcto. • Las áreas de trabajo con poco espacio para desenvolverse. • Los sistemas de advertencia de peligros, alarmas, luces, etcétera, que están fuera de
uso, no funcionan adecuadamente o no son los indicados. • Situaciones que puedan provocar incendio o explosión • La presencia de desorden o falta de limpieza en las áreas de trabajo. • Condiciones ambientales peligrosas: agentes químicos (humo, polvos, vapores, etc.),
agentes físicos (ruido, vibraciones, temperaturas extremas, presiones ambientales extremas, ventilación pobre, etc.
• Iluminación inadecuada. Equipo de protección personal. Dentro del equipo de protección personal, que debe poseer toda persona que realiza actividades industriales esta: Protectores del oído
• Protectores auditivos tipo «tapones». • Protectores auditivos desechables o reutilizables. • Protectores auditivos tipo «orejeras», con arnés de cabeza, bajo la barbilla o la nuca. • Cascos antirruido.
Protectores de los ojos y de la cara • Gafas de montura «universal». • Gafas de montura «integral» (uni o biocular). • Gafas de montura «cazoletas». • Pantallas faciales. • Pantallas para soldadura (de mano, de cabeza, acoplables a casco de protección para la
industria). Protectores de manos y brazos
• Guantes contra las agresiones mecánicas (perforaciones, cortes, vibraciones). • Guantes contra las agresiones químicas. • Guantes contra las agresiones de origen eléctrico. • Guantes contra las agresiones de origen térmico. • Protectores de pies y piernas • Calzado de protección. • Calzado de trabajo. • Calzado y cubre calzado de protección contra el calor. • Calzado y cubre calzado de protección contra el frío.

(Descarga ofrecida por www.preventionEquipo de protección personal. Autor: Guzmán Gonzáles y Carlos Seguridad en caso de incendios¿Que es el fuego? Es una reacción que involucra la oxidación o combustión rápida de un elemento. Se necesitan 4 componentes para que ocurra.*Combustible: puede ser cualquier material combustible sólido, líquido o *Oxigeno: el aire que respiramos está compuesto por 21% de oxigeno. El fuego requiere una atmósfera de por lo menos 16 % de oxigeno.*Calor: es la energía requerida para elevar la temperatura del combustible hasta el punto en que se despiden suficientes vapores que permiten que ocurra la ignición.*Reacción química: Una reacción en cadena puede ocurrir cuando los otros elementos están presentes en las condiciones y proporciones apropiadas.
(Descarga ofrecida por www.preventionCombate y prevención de incendios.: Autor: Alexander Bolañoz.)
COMBURENTE: OXIGENO
Equipo de protección personal.
www.prevention-world,com Página que presenta un estudio sobre:Equipo de protección personal. Autor: Guzmán Gonzáles y Carlos Aniento.)
Seguridad en caso de incendios ¿Que es el fuego? Es una reacción que involucra la oxidación o combustión rápida de un elemento. Se necesitan 4 componentes para que ocurra. *Combustible: puede ser cualquier material combustible sólido, líquido o *Oxigeno: el aire que respiramos está compuesto por 21% de oxigeno. El fuego requiere una atmósfera de por lo menos 16 % de oxigeno.
*Calor: es la energía requerida para elevar la temperatura del combustible hasta el punto en iden suficientes vapores que permiten que ocurra la ignición.
*Reacción química: Una reacción en cadena puede ocurrir cuando los otros elementos están presentes en las condiciones y proporciones apropiadas.
www.prevention-world,com Página que presenta un estudio sobre:Combate y prevención de incendios.: Autor: Alexander Bolañoz.)
TETRAEDRO DEL FUEGO
CALOR
COMBUSTIBLE
Página que presenta un estudio sobre:
¿Que es el fuego? Es una reacción que involucra la oxidación o combustión rápida de un
*Combustible: puede ser cualquier material combustible sólido, líquido o gaseoso. *Oxigeno: el aire que respiramos está compuesto por 21% de oxigeno. El fuego requiere
*Calor: es la energía requerida para elevar la temperatura del combustible hasta el punto en iden suficientes vapores que permiten que ocurra la ignición.
*Reacción química: Una reacción en cadena puede ocurrir cuando los otros elementos están
Página que presenta un estudio sobre:
CALOR
REACCION QUIMICA.

Clasificación de los incendios: Los incendios tienen diferente clasificación de acuerdo al tipo de combustible presente: Clase A: involucra combustibles ordinarios como madera, papel, tela, gomas, plásticos. Clase B: Involucran los líquidos inflamables o combustibles como gasolina, kerosén, pintura, aditivos, propano. Clase C: Involucra equipos eléctricos energizados, tales como los electrodomésticos, interruptores, cajas de fusibles. Clase D: Involucra ciertos metales combustibles, tales como el Magnesio, Titanio, Potasio, sodio.
(Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Combate y prevención de incendios.: Autor: Alexander Bolañoz.) Condiciones que facilitan que se genere un incendio. Un incendio lo pueden generar las siguientes fuentes de ignición: 1. Flamas abiertas 2. Brazas de cigarros 3. Superficies calientes, como las siguientes:
• Parillas eléctricas • Líneas de vapor • Lámparas incandescentes
4. Instalaciones eléctricas sobrecargadas o en mal estado: • Rozaduras • Dobleces innecesarios • Machucones • Desgaste del cable
También son fuente de riesgo, las chispas eléctricas al conectar, desconectar o al encender y apagar la luz, ya que en presencia de una fuga de gas, puede causar una explosión.
CLASIFICACIÓN DE INCENDIOS
CLASE “A” CLASE “B” CLASE “C” CLASE “D”
Sólidos comunes Líquidos y gases Equipo eléctrico energizado Metales combustibles
Brasa y llamas Llama Electrocución Altas Temperaturas
A B C H2O
Na
D

Métodos de Prevención de incendios: 1. Revisión periódica de las instalaciones eléctricas 2. Colocar alarmas que detecten, humo, calor y flamas 3. Desconectar los aparatos eléctricos después de usarlos 4. Revisar periódicamente las instalaciones de gas 5. Eliminación segura de desechos 6. Control de electricidad estática Uso de los extintores: 1. Revisar si esta cargado 2. Descolgar del lugar donde esta anclado, sin golpearlo 3. Dirigirse al lugar del incendio, siempre a favor del viento 4. Una vez en el lugar avanzar, semi agachado y sin cruzar los pies 5. Detenerse unos 3 a 2 metros antes del fuego 6. Si es posible se usaran varios extintores al mismo tiempo 7. Los extintores usados se deberán recostar en señal de usados 8. Recuerde nunca darle la espalda al fuego Conocimientos generales acerca de los extintores: 1. Localizarlos en zonas con riesgo de incendios 2. Estar adecuados en cantidad y en tipo de agente extintor 3. Ser de fácil acceso y no debe de estar obstruido 4. Se deber de colocar a 1.50 mts. de altura del piso a la parte Superior del extintor en caso de ser de menos de 14 Kg. 5. Debidamente señalizado 6. Las instrucciones del fabricante deben de ser claras y visibles 7. Deben de recibir un manto constante y remplazar las piezas defectuosas o rotas 8. Se le debe de realizar una prueba hidrostática cada 5 años o en caso de recibir un fuerte golpe cada año
(Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Extintores. Autor: Armando Rojas Franco, Magíster en Salud Ocupacional)
LOS ANUNCIOS INDICAN LA CLASE DE COMBUSTIBLE PARA LA CUAL EL
EXTINTOR SERÁ MAS EFECTIVO
A B C D
SÓLIDOS COMUNES
LÍQUIDOS Y GASES
INFLAMABLES
ELÉCTRICOS ENERGIZADOS
METALES
COMBUST.
ABC
CLASIFICACIÓN DE EXTINTORES
A B C

1.3.4 Pérdidas generales en la empresa por falta de medidas de seguridad. Dentro de las perdidas más comunes por falta de medidas de seguridad se puede mencionar las siguientes:
• Se pierde tiempo de producción debido a contratiempos y colapsos de los procesos. • Se producen perdidas como resultado de la detención del trabajo de máquinas, vehículos,
plantas, instalaciones, etcétera y pueden ser temporal o de largo plazo y afectar al equipo y planificaciones relacionadas.
• Se reduce la efectividad del trabajador lesionado al regresar éste a su trabajo por factores como: restricciones en el trabajo, eficiencia reducida, impedimentos físicos, uso de prótesis, etc.
• Perdida del negocio y del crédito, publicidad adversa, problemas al hacer nuevas contrataciones, etc.
• Surgen gastos legales por: manejo de quejas sobre responsabilidad, que incluyen los servicios legales del contratista, más el gasto legal del agente de seguros que aparece en los costos directos.
Perdidas de la propiedad. Entre estas se puede mencionar:
• Gastos en suministros y equipos de emergencia • Costos de equipo y materiales asegurados. • Costos de material de reparación y partes de repuesto. • Costo de tiempo de la reparación y reemplazo del equipo en términos de pérdida de
productividad y retraso en el mantenimiento preventivo de otros equipos. • Costo de acciones correctivas más que reparaciones. • Perdidas del desuso de repuestos en stock o almacenamiento para el equipo destruido. • Costos en proporción, del equipo de rescate y de emergencia. • Perdida de producción durante el periodo de reacción del empleado, investigación,
limpieza, reparación y certificación.
En general el Costo de un Accidente Laboral
• Responsabilidad Civil por omisión o negligencia patronal.
• Daños a materiales, materias primas, productos terminados
• Daños a equipo y herramientas • Daños a equipo y herramientas • Interrupciones y demoras en los procesos • Retrasos e incumplimientos en las entregas • Pérdida de imagen

(Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Accidentes e Incidentes. Autor: Duglas Ramón Falco.)
1.3.5. Legislación de la seguridad en Guatemala. Con la inquietud de los gobiernos de Guatemala, El Salvador, Honduras, Nicaragua, y
Costa Rica, se reunieron en Washington, en 1993, los representantes de estos países, para celebrar la convención que permitiría la unificación de las leyes protectoras de los obreros y los trabajadores en Centro América; mismas que más tarde fueron aprobadas por los estados Centroamericanos. Así principio el esfuerzo común para unificar y mejorar las condiciones de trabajo. En esta convención se trato de implementar el seguro social obligatorio para garantizar el sustento de los trabajadores y sus familiares, en caso de enfermedad, incapacidad temporal o permanente. Guatemala ratificó el decreto legislativo numero 1385, del 20 de mayo de 1925; mismo que se publico en el diario oficial “El Guatemalteco”, para su cumplimiento. Posteriormente el código de trabajo de la República de Guatemala reafirmó estos principios; entrando en vigor el 16 de agosto de 1961, y reformándose con el decreto 1441 del 5 de mayo de 1971 el cual contiene las medidas de seguridad e higiene industrial en el trabajo, en su capitulo único. Código de trabajo en Guatemala.
En Guatemala la higiene y seguridad industrial, se institucionalizo a través del congreso del la republica en el código del trabajo Decreto 14-41, el cual se encuentra en los artículos 197 al 205 en él titulo Quinto, Capitulo Único, de dicho código, teniendo como ente regulador la Inspección general de trabajo (Ministerio de Trabajo) y el Instituto Guatemalteco de Seguridad social (IGSS). Los artículos en mención se presentan a continuación:
-
Costos Reales de los Accidentes
Costos visibles
*Gastos Médicos. *Costo de mano de obra extra. *Costos de materia *Gastos legales
Costos ocultos.
• Costo de dejar de producir.
• Costo de capital • Costo de oportunidad

Artículo 197. Se obliga a los patronos a adoptar las precauciones que sean necesarias para proteger la vida, la salud y moralidad de los trabajadores. Para este efecto, se debe proceder, dentro del plazo que determina la Inspección General de Trabajo y de acuerdo con el reglamento o reglamentos de este capitulo, a introducir por su cuenta, todas las medidas de higiene y seguridad en los lugares de trabajo que sirvan para dar cumplimiento a la obligación anterior. Artículo 198. Deben acatar y cumplir las medidas y reglamentos que el IGSS les indique con el fin de prevenir el acaecimiento de accidentes de trabajo y de enfermedades profesionales. Artículo 199. Los trabajos a domicilio o de familia quedan sometidos a las disposiciones de los dos artículos anteriores, pero las respectivas obligaciones recaen, según el caso, sobre los trabajadores o jefes de familia. Trabajo de familia es el que se ejecuta por los cónyuges, los que viven como tales o sus ascendientes y descendientes, en beneficio común y en lugar donde ellos habiten. Artículo 200. Se les prohíbe a los patronos permitir que sus trabajadores duerman o coman en sus propios lugares de trabajo. Para una u otra cosa, aquellos deben habilitar locales especiales. Artículo 201. Son labores, instalaciones o industrias insalubres las que por su propia naturaleza puedan originar condiciones capaces de amenazar o dañar la salud de sus trabajadores, debido a los materiales empleados, elaborados o desprendidos, o a los residuos sólidos, líquidos o gaseosos. Son labores, instalaciones o industrias peligrosas las que dañen o puedan dañar de modo inmediato y grave la vida de los trabajadores, sea por su propia naturaleza o por los materiales empleados, elaborados, o desprendidos, o los residuos sólidos, líquidos o gaseosos; o por el almacenamiento de sustancias toxicas, corrosivas, inflamables o explosivas en cualquier forma que éste se haga. Artículo 202. Se prohíbe que los trabajadores carguen mercadería que sea considerada, pesada dependiendo de la edad, sexo, y condiciones físicas del trabajador. Artículo 203. Están obligados a solicitar a sus empleados, especialmente a los que se ocupen de fabricación y expendio de productos alimenticios para el consumo publico, un certificado medico, que indique que no padecen enfermedades infecto contagiosas. Artículo 2004. Todas las autoridades de trabajo y sanitarias, deben colaborar a fin de obtener el adecuado cumplimiento de las disposiciones de este capitulo y sus reglamentos. Estos últimos deben ser dictados por el organismo ejecutivo, mediante acuerdos emitidos por conducto del Ministerio de Trabajo y Previsión Social y en el caso del artículo 198 por el IGSS. Artículo 205. Los trabajadores agrícolas tienen el derecho a habitaciones que reúnan las condiciones higiénicas que fijen los reglamentos de salubridad. (Ministerio de Trabajo y Previsión Social. Código de Trabajo de la República de Guatemala, 1996)

1.3.6. Enfermedades profesionales. Las enfermedades profesionales son todo estado patológico que sobreviene por una causa
repetida por largo tiempo como obligada consecuencia de la clase de trabajo que desempeña el obrero o el medio en que se ve obligado a trabajar y que provoca en el organismo una lesión o perturbación, la cual puede ser originada por agentes físicos, químicos o biológicos. (Dentón, 1982) La prevención y curación de las enfermedades profesionales es mas difícil que en los accidentes de trabajo, pues mientras estos aparecen, en regla general, a la simple vista, la especificación de una enfermedad supone su determinación por conocimientos médicos. Características: • En la enfermedad profesional se da una lesión o perturbación funcional del organismo. • El termino muerte no entra en el concepto, porque cuando esta sobreviene, es porque la
enfermedad tuvo un largo proceso de incubación y explosión, lo que quiere decir, que seria una consecuencia no inmediata o en el momento.
• El estado patológico puede ser permanente o transitorio; será el primero cuando el
padecimiento sea incurable y lo segundo cuando un tratamiento medico adecuado libre totalmente al organismo.
• El estado patológico del organismo ha de ser determinado por la acción de una causa externa
repetida por largo tiempo, o se ha caracterizado por su progresión. • La causa productora de la enfermedad, ha de tener relación con el trabajo, pues de no ser así
produciría una enfermedad ordinaria. Debe ser entonces una causa que actúa sobre el organismo como obligada consecuencia de la clase de trabajo, o una consecuencia del medio en que se ve obligado a trabajar el obrero.
• Los agentes productores de la enfermedad pueden ser físicos, químicos o biológicos. • Basándose en las características anteriores, se puede dividir a las enfermedades
profesionales en los siguientes grupos:
o Las enfermedades propias de cada profesión u oficio, que la ciencia medica ya ha precisado.
o Las enfermedades propias de cada profesión u oficio, que la ciencia medica descubra en el futuro.

Los riesgos profesionales Los riesgos profesionales son aquellos que producen un desequilibrio entre el ambiente
del trabajo y el hombre, poniendo en peligro su salud.
La teoría del riesgo profesional nació para los accidentes de trabajo; hasta extenderse durante este siglo a las enfermedades profesionales. Esta teoría se resume así: la producción industrial expone al trabajador a ciertos riesgos, por lo que corresponde al patrono, por ser el creador del riesgo y quien recoge los beneficios de la producción, la obligación de indemnizar a la victima cuando se realiza el riesgo, sin que deba considerarse si cometió alguna falta susceptible de engendrar su responsabilidad. Pues no seria justo ni equitativo que quedara a cargo del trabajador, quien no es creador del riesgo, ni beneficiario de la producción. (Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Seguridad Industrial. Autor: Manuel Rojas.) Clases de Peligros: Clase A: Condición o práctica capaz de causar incapacidad permanente, pérdida de alguna parte del cuerpo, perdida de la vida o pérdida considerable de equipo y materiales. Clase B: Condición o práctica capaz de causar lesión o enfermedad grave e incapacidad temporal y daño a la propiedad pero no muy extenso. Clase C: Condición o práctica capaz de causar lesiones menores, pero no incapacitantes; también enfermedades leves o daño menor a la propiedad.
Funciones de la Administración de Riesgos
Gestion de la A.R.
Evacuación
Análisis
Identificación de los riesgos.
Análisis metodológico.
Implementación
Estimación de los riesgos.
Control periódico.
El riesgo aumenta cuando
Aumentan las CONSECUANCIAS
probables.
Aumenta la PROBABILIDAD de ocurrencia
Aumenta la EXPOSICION al peligro.

1.3.7. Factores a considerar en la seguridad industrial. Se pueden establecer tres factores fundamentales en materia de seguridad e higiene industrial, siendo los siguientes: a) Humano: ante todo, cabe hacer notar que, como hemos señalado anteriormente, el hombre es
el elemento de mayor importancia en la empresa. Siendo su integridad física y su salud la base misma de su existencia, todos los demás aspectos tienen que relacionarse con la conservación y mejoramiento de sus aspectos físicos. Con mucha frecuencia en la actualidad, se usan frases declamatorias sobre la “dignidad humana”, mientras se descuidan cosas que tan profundamente la lesionan, como pueden ser las que afecten su vida y su salud. Al hablar del factor humano es necesario tomar en cuenta el temperamento de las personas. Con respecto a este tema una de las clasificaciones con mayor aceptación es la que establece cuatro tipos básicos de temperamento y los describe de la siguiente forma (www.psiconet.): • Sanguíneo:
Demuestra placer por vivir; no considera que existan situaciones graves o imposibles; procura encontrar el lado positivo de cualquier situación; se entristece, pero no desfallece; goza sin excederse; no lo debilitan los fracasos ni las penalidades.
• Colérico: Fácilmente lo domina la ira; tiene el afán intenso de dominio, por lo que puede proceder con violencia para avasallar todo. Posee desde pequeño una sensación de fuerza que quiere demostrar.
• Melancólico: Cuando tropieza con una dificultad, duda, se entristece y retrocede, no confía en que puede vencerla; piensa mas en sí mismo que en los demás; se siente oprimido por sus preocupaciones; vive “hacia dentro de sí mismo y siempre en el pasado”; sé auto-compadece y trata de convencer a los demás de su desgracia; por lo general son individuos poco aptos para las grandes oportunidades de la vida.
• Flemático: Se distingue por la indiferencia, parece extraño a la vida; de las impresiones que recoge no saca consecuencias especiales; nada le interesa en particular; ni le agrada ni le desagrada; no es capaz de experimentar sentimientos de cierta intensidad. En torno a estos temperamentos, se puede afirmar que los que más pueden aportar a un sistema de seguridad e higiene industrial desde la perspectiva de obedecer y respetar los reglamentos son el temperamento melancólico y el flemático. En cuanto al personal de temperamento colérico, se puede decir que se debe lograr primero que se involucren y motiven en la realización de dicho programa, para después ser utilizados como fuerza de supervisión del mismo.

Sin embargo, de no lograr que el personal colérico se involucre se puede tener un fuerte punto de resistencia la cambio. Los temperamentos sanguíneos probablemente no demuestren resistencia al cambio y el enfoque que se debe llevar a cabo en ellos es de lograr que se concentren en las medidas y reglas de seguridad mientras se lleva a cabo el trabajo, por ejemplo con señalización adecuada y una pequeña charla de seguridad antes de iniciar la jornada de trabajo.
b) Económico: Esta es otra razón que justifica la Higiene y Seguridad Industrial; aun por
motivos de carácter meramente económico, se demuestra que existe necesidad de prever y evitar que ocurran accidentes de trabajo, y evitar también que se den enfermedades causadas por él. Según estudios realizados en los Estados Unidos, donde la prevención de accidentes suele tener un papel de primera importancia y se emplean instrumentos adecuados para conseguirla, ocurren accidentes que producen lesiones que imposibilitan seguir trabajando, aunque sea solamente una hora o un día, pero que se manifiestan en el aspecto económico de la empresa. De ello se deduce que, si multiplicáramos el tiempo perdido por el número de accidentes registrados, se puede tener una idea de los tiempos perdidos totales, instrumentos destruidos, y otros aspectos económicos; que implican un costo.
c) Social: no son solo razones de tipo humano y económico las que justifican las medidas que se
deben tomar en materia de Higiene y Seguridad Industrial. Desde un punto de vista social, pueden demostrarse también los graves daños que produce a la sociedad y al país el hecho de que una gran cantidad de personas queden incapacitadas (total o parcialmente) para trabajar. Basta consultar estadísticas sobre el número de incapacitados en forma temporal o permanente por accidentes de trabajo, para cerciorarse de la importancia de este aspecto.
1.3.8 Administración de la salud e higiene ocupacional La OSHA por sus siglas en ingles Occupational Safety and Health Admistration, es la organización encargada de regular y auditar a las empresas en el asunto de seguridad e higiene industrial, crea las normas en base a estudios experimentales que garanticen la integridad de los operarios y la reducción de perdidas por seguridad e higiene. (www.osha.gov) La misión de OSHA es conseguir que los lugares de trabajo estén seguros y sanos. Desde que se creó la agencia en 1971, los accidentes mortales en el lugar de trabajo se han reducido en un 50 por ciento y las lesiones y enfermedades ocupacionales han disminuido en un 40 por ciento. Sus regulaciones son aceptadas mundialmente como validas y efectivas. La certificación de la OSHA también tiene reconocimiento mundial y lo que es aun más importante es requerida hoy en día por los países industrializados para realizar negocios con otros países.

1.3.9 Estandarización para la Administración de la salud e higiene ocupacional OHSAS por sus siglas en ingles Occupational Safety and Health Admistration Standaritation, es la encargada de la estandarización de la administración de la seguridad e higiene ocupacional. Los puntos de OHSAS 18000, son los siguientes:
1. Alcance 2. Publicaciones de referencia. 3. Términos y definiciones 4. Elementos del sistema de seguridad y salud ocupacional
4.2 Requisitos generales 4.2 Políticas 4.3 Implementación y operación 4.4 Verificación y acción correctiva 4.5 Revisión gerencial
Con estos puntos la norma OHSAS 18001 busca que su regulación sea aplicable a cualquier organización que desee. Sus funciones son:
• Establecer un sistema de administración de seguridad (SAS) para eliminar o minimizar los riesgos.
• Implementar, mantener y mejorar continuamente un SAS. • Buscar la certificación del SAS por una empresa externa. • Hacer una autodeterminación y declaración de conformidad con estas
especificaciones de OSHA. En Guatemala el ente regulador de la salud e higiene industrial es el Instituto Guatemalteco de Seguridad e Higiene Industrial, por lo que se utilizaron las normas de la OHSAS para realizar las comparaciones de los resultados con los niveles permisibles y adecuados de las distintas variables. 1.3.10 Situación Actual.
La Empresa bajo estudio es una dependencia del estado que se dedica al mantenimiento y reparación de vehículos de uso exclusivo del estado, la cual tiene sus instalaciones ubicadas en la ciudad capital. La empresa tiene 5 décadas de funcionamiento, con un promedio de 500 empleados.
Para la realización de las diferentes actividades industriales que le permiten el cumplimiento de sus funciones, la empresa cuenta con varios departamentos entre los cuales están: Departamento administrativo, departamento de mecánica automotriz, departamento de sistemas eléctricos, departamento de enderezado y pintura, y el departamento de reconstrucción de motores de combustión interna.
Actualmente las actividades industriales se realizan con un mínimo de normas de
seguridad industrial, como en la mayoría de las empresas nacionales donde la gerencia no le ha dado importancia a la implementación de normas de seguridad industrial.

Las pocas medidas que se han implementado; son fruto de las diferentes sugerencias del personal que ha tenido la oportunidad de asistir a centros de capacitación industrial, o realizar visitas a empresas donde se desarrollan procesos industriales bajo normas de seguridad; sin embargo de las distintas sugerencias pocas se han implementado debido a la falta de fundamento con que se han presentado.
El estudio se realizará específicamente en el departamento de reconstrucción de motores de combustión interna, por ser el departamento donde más accidentes han ocurrido. Este departamento cuenta únicamente con rótulos que dan algunos lineamientos sobre el comportamiento que deberá observar toda persona que se encuentre en el área de trabajo.
No hay registros estadísticos sobre los diferentes accidentes que han ocurrido dentro del área de trabajo que permita medir la magnitud de la inseguridad industrial.
No hay programas de capacitación para que el personal adquiera los conocimientos
necesarios para reducir riesgos laborales.

MARCO DOS: PLANTEAMIENTO DEL PROBLEMA. DESCRIPCION DEL PROBLEMA:
La empresa analizada en este trabajo de investigación, es una dependencia del Estado cuya misión es mantener en óptimas condiciones de servicio los vehículos que son de uso exclusivo en actividades publicas. La dependencia ha ido tomando mayor importancia conforme ha aumentado la inestabilidad del país en aspectos políticos, económicos, y sociales, situación que ha requerido de un intensivo trabajo en lo concerniente a las actividades públicas, por lo que su enfoque ha sido en la eficiencia y eficacia de los servicios que presta, descuidando los aspectos de seguridad industrial debido a que no los han considerado prioritarios para el desempeño de sus funciones. Sin embargo, para la realización de las diferentes actividades de operación, es necesaria la utilización de maquinaria industrial, como por ejemplo: rectificadoras, mandriladoras, pulidoras, tornos, etc. La realización de este tipo de proceso industrial requiere de rigurosas medidas de seguridad industrial, tanto para la seguridad física de los operarios como de la maquinaria. Sin embargo en esta empresa no se han implementado formalmente medidas de seguridad industrial.
Por medio del diseño de un sistema de seguridad industrial, se establecen las bases para la implementación de normas de seguridad industrial que deben implementarse en toda instalación donde se realicen procesos industriales.
¿Es posible diseñar un sistema de seguridad industrial en una dependencia del Estado que a través del apoyo de la gerencia y los trabajadores, permita su implementación?
2.1. OBJETIVOS: 2.1.1 Objetivo general: Diseñar un programa de seguridad industrial en una Dependencia del Estado; para su posterior implementación. 2.1.2 Objetivos Específicos:
1. Hacer un diagnóstico de seguridad industrial en el área de trabajo. 2. Evaluar los distintos riesgos en el área de trabajo: químicos, físicos, biológicos,
ergonómicos y psicológicos. 3. Establecer un plan de capacitación para el personal. 4. Hacer un estudio estadístico de: Número de accidentes, índice de gravedad, índice de
frecuencia. 5. Hacer un presupuesto para la implementación de un programa de seguridad industrial. 6. Diseñar un programa de seguridad industrial para su post implementación.

2.2 Hipótesis. Por tratarse de una investigación de tipo descriptivo, no es necesario plantear una hipótesis (Achaerandio, 1995). 2.3 Elementos de estudio (Variables):
a. Seguridad Industrial. b. Acto Inseguro. c. Condición Insegura. d. Accidente. e. Incidente. f. Riesgos físicos. g. Riesgos Químicos. h. Identificación de los peligros.
2.4 Definición de elementos de estudio.
a. Seguridad Industrial: Definición Conceptual: Es el proceso mediante el cual se estudia y establecen programas adecuados para el buen funcionamiento de los procesos de producción y del cuidado del factor humano tomando en cuenta los factores de higiene y seguridad. (Everett, 1996) Definición Operacional: Su importancia radica en verificar si existe un programa de seguridad que proporcione lineamientos específicos para crear un ambiente seguro y agradable de trabajo mediante el cual se garantice la integridad física de los trabajadores y de la maquinaria.
b. Acto Inseguro: Definición Conceptual: Es cuando una persona ejecuta una acción fuera de las normas de seguridad. (Ramírez, 1992) Definición Operacional: Verificar su existencia en los distintos puestos de trabajo por ser una potencial causa de accidentes y de su análisis determinar los procedimientos y equipos de protección necesarios.
c. Condición Insegura: Definición conceptual: Es cuando en el ambiente de trabajo existe una situación que esta fuera de las normas de seguridad. (Ramírez, 1992) Definición Operacional: Determinar su existencia en los puestos de trabajo para poder establecer las medidas correctivas necesarias con la finalidad de evitar accidentes.
d. Accidente: Definición Conceptual: Es un acontecimiento no deseado que da por resultado un daño físico a una persona, daño a la propiedad o ambos. (Ramírez, 1992) Definición Operacional: El historial de accidentes de la empresa permite clasificar las áreas de mayor riesgo de accidentes y establecer un registro de los mismos para poder implementar las medidas de seguridad necesarias. (Ver anexo A)

e. Incidente:
Definición conceptual: Es un acontecimiento no deseado que podría deteriorar, la eficiencia de la operación empresarial. (Ramírez, 1992) Definición Operacional: Son las llamadas de atención que existen antes de que ocurran los accidentes y por ello analizar sus ocurrencias es más importante que analizar los accidentes en acciones preventivas. (Ver anexo A)
f. Riesgos físicos: Definición conceptual: Son aquellos que existen como consecuencia de la ventilación, iluminación, vibración, ruido y temperatura y puede causar una enfermedad ocupacional. (Grimaldi y Simonds, 1980) Definición Operacional: Constituyen las causas de enfermedades ocupacionales, por lo tanto se deben evaluar para determinar los riesgos y enfermedades que se pueden producir por ellos.
g. Riesgos Químicos: Definición conceptual: Son aquellos que existen como consecuencia de las nieblas, humos, vapores, gases y polvos químicos que pueden causar una enfermedad ocupacional, accidente o incidente. (Grimaldi y Simonds, 1980) Definición Ocupacional: Existen en el proceso debido a la utilización de lubricantes para enfriamiento; su análisis es de vital importancia para determinar medidas de protección.
h. Identificación de los peligros. Definición conceptual (Según Grimaldi y Simonds, 1980): Peligro Clase A: Condición o práctica insegura que si se traduce en un accidente causaría incapacidad permanente, perdida de la vida o de alguna parte del cuerpo. También puede ocasionar perdidas de estructuras, equipos o materiales que puedan ocasionar el paro total de la empresa. Peligro Clase B: Condición o practica insegura que si se traduce en un accidente causaría lesión o enfermedad grave,(mínimo un día perdido por incapacidad) ocasionando incapacidad temporal. También puede causar daños a la propiedad del tipo destructivo pero no muy extenso y producir el paro de una parte de la empresa. Peligro Clase C: Condición o práctica insegura que si se traduce en un accidente causaría lesiones menores no incapacitantes o una enfermedad leve. Definición Operacional: La clasificación de los peligros se hace con la finalidad de poder determinar el orden de prioridades en la eliminación de sus riesgos; así mismo para la toma de decisiones en la asignación de recursos.
2.5 ALCANCES, LÍMITES Y LIMITACIONES:
El estudio se realizó en una empresa que se dedica al mantenimiento de vehículos livianos y pesados, que se encuentra ubicada en la ciudad de Guatemala. Por motivos de tiempo, la investigación se limitara al análisis de las condiciones de seguridad industrial en el departamento donde se realiza la rectificación de motores de combustión interna.
Se seleccionó este taller porque es donde existe mayor riesgo de accidentes laborales. La investigación se inicio con una inspección que abarco, desde los trabajos que se realizaban en bodega, hasta las instalaciones donde se realizaban los procesos industriales, con el objeto de establecer un diagnóstico bastante detallado; lo cual permitió realizar una adecuada planeación y organización del diseño del programa de seguridad industrial.
El presente estudio sentó las bases, así como la información necesaria para llevar a cabo
una futura implementación del manual de seguridad industrial. Entre las limitaciones que se encontraron, se puede mencionar que hubieron restricciones para mencionar ciertos datos técnicos, por tratarse de una empresa del sector público; sin embargo en los demás aspectos de la investigación se tuvo todo el apoyo para el buen desenvolvimiento del estudio.
En función de la confidencialidad de la empresa, ciertos datos se alteraron, y se omitió el nombre de la empresa para guardar dicha confiabilidad.
2.6 APORTE: 2.6.1 A la Empresa:
La realización de este estudio constituye para la empresa la base para la implementación de normas de seguridad industrial, para crear un ambiente seguro de trabajo, lo cual le permite a la empresa proporcionar un servicio de calidad, al menor costo posible, lo cual contribuye al aumento de la productividad de la empresa.
2.6.2 A la Industria:
Permite a la alta gerencia de las diferentes empresas tomar conciencia de la importancia que tiene la seguridad industrial; ya que por medio de las normas de seguridad se protege el derecho a la vida y se proporciona un ambiente de trabajo agradable y seguro, así mismo permite la correcta realización de las diferentes actividades; con lo cual se logra ahorro de tiempo y desperdicios, lo que se manifestara en un incremento considerable en la productividad y calidad de la empresa. 2.6.3 A la Universidad:
Para la universidad, el presente estudio le servirá para incrementar su material de apoyo para los estudiantes de las diferentes facultades que necesiten profundizar en aspectos de seguridad industrial; y de esta manera poder formar estudiantes con alto nivel de profesionalismo, que le será de gran utilidad al país.

MARCO TRES: EL METODO 3.1 Sujetos
La empresa se eligió por considerar que la misma cuenta con una gran diversidad de procesos y funciones productivas donde es necesario implementar normas de seguridad industrial.
Dentro de los sujetos se puede describir a los empleados y las diferentes áreas de trabajo dentro del departamento de reconstrucción de motores.
La planta de producción de la empresa cuenta con una fuerza laboral considerable, misma que se puede dividir en dos grupos representativos de la siguiente manera: Nivel 1: En este grupo se encuentran los Jefes de Departamentos, Técnicos en mecánica, etc. Todos los puesto que ocupan son fijos y existe baja rotación de personal. Nivel 2: Operarios de Máquinas, bodegueros; todos ellos saben leer y escribir y la mayoría tienen diploma de 3ro básico.
Dentro de las condiciones de trabajo en el departamento de rectificado se tiene: Puestos de trabajo: se tienen diversidad de puestos de trabajo. Según sea el puesto así varían las condiciones de seguridad y riesgos. 3.2 Instrumentos Los instrumentos utilizados para desarrollar el estudio y creación de las herramientas de evaluación, análisis, planeación y control para el diseño de un programa de seguridad industrial son las siguientes: 1) Auditoría de seguridad industrial El objetivo fundamental de esta auditoria es evaluar con qué condiciones de seguridad se encuentra operando el departamento de reconstrucción de motores de la empresa. Para tal fin se utilizo como base un formato de auditorias utilizado por la British Safety Council (Consejo Británico de Seguridad) que se dedica a dar asesoría a nivel mundial en aspectos de seguridad e higiene industrial, salud ocupacional y medio ambiente (www.britishsafetycouncil.org). 2) Estudio de ruido El estudio de ruido se realizó por medio de un decibelímetro. El decibelímetro registra los niveles de ruido en el ambiente durante un tiempo determinado, expresando la intensidad promedio de ruido en decibeles (dB). ( Ver anexo B) 3) Análisis de equipo de protección mínimo por puesto Este estudio se realizó con el fin de asignarle a cada trabajador de la empresa el equipo de protección adecuado al trabajo que desempeña y acorde a los riesgos a que está expuesto en el área de trabajo.

4) Observación de actitudes Anotación de todas las observaciones referentes a las actitudes inseguras de los operarios referente a seguridad. Para establecer un sistema de control sobre los actos inseguros en cada área de trabajo. 5) Inspección de estaciones de trabajo Basada en el Manual de Seguridad e Higiene Industrial desarrollado por el Instituto Técnico de Capacitación (INTECAP), para determinar, anotar y proponer soluciones a las áreas que se evalúan, así como presupuestar el monto requerido para realizar dicha propuesta. 6) Hoja de registro de Accidentes con lesión Para establecer un registro de los accidentes ocurridos que hayan ocasionado daños físicos a los empleados y para tener una base de datos que permitan realizar el respectivo análisis sobre las causas del mismo y tomar medidas correctivas. 7) Hoja de registro de Incidentes. Para establecer un registro de los incidentes ocurridos que no hayan ocasionado daños físicos a los empleados y para tener una base de datos que permitan realizar el respectivo análisis sobre las causas del mismo y para tomar medidas correctivas. (Ver anexo A) 8) Hoja de registro de Actos y Condiciones Inseguras. Permite establecer un registro de los actos y condiciones inseguras que más afectan al departamento, y que son las causas de los accidentes. 3.3 Procedimiento Para diseñar el programa de seguridad industrial se realizó el siguiente procedimiento: 1) Elaboración de una auditoria de seguridad industrial, para determinar las condiciones de
seguridad, tanto efectivas como deficientes, en las que actualmente se encuentra operando el departamento de reconstrucción de motores de combustión interna. Se dividió la auditoria en las siguientes secciones:
1) Maquinaria y equipo en líneas de producción. 2) Maquinaria y equipo en área de servicios. 3) Equipo de protección Personal en líneas de producción. 4) Equipo de protección Personal en áreas de Servicios. 5) Señalización, Iluminación, Ventilación y Pisos.

Se evaluó el cumplimiento de lo siguiente: • En lo referente a proteger los puntos de transmisión de energía. • Limpieza de los puestos de trabajo. • Guardas en todas las piezas móviles o salientes que presenten peligro. • Proteger engranajes y cadenas que representen peligro. • Cuadros de distribución o transformación de Energía, deben de estar
correctamente dispuestos y protegidos. • Prevención de accidentes de trabajo. • Destruir o negarse a usa equipo de protección personal. • Proveer el equipo de protección personal. • Colocar y mantener avisos y carteles de seguridad. • Piso y paredes. • Ventilación adecuada. • Iluminación adecuada. • Advertencia de peligros. • Promover la capacitación del personal. • Organización del personal para funciones de seguridad. • Botiquín médico-quirúrgico a cargo de personal adiestrado. • Botiquín para primeros auxilios. • Las condiciones físicas de las áreas de trabajo • Los niveles de cultura de seguridad
2) Se realizó un estudio de ruido para determinar si es necesario la protección auditiva y en que áreas se hace necesaria. Para la obtención de datos representativos se utilizaron dos muestras de dos horas cada una, en diferentes jornadas en cada área de trabajo.
3) Se realizó un estudio del equipo de protección necesario requerido por cada trabajador según
sea él puesto que ocupe o la actividad que realice. El análisis se realizó a través de la observación de los operarios desarrollándose en sus puestos y/o desempeñando sus actividades correspondientes.
4) Evaluación del tipo de la capacitación necesaria y el costo de la misma. 5) Se realizó un presupuesto para que la gerencia tenga una estimación de la inversión de capital
que debe realizar en la implementación de un sistema de seguridad industrial. 6) Se estableció un plan para la implementación del proyecto de Seguridad Industrial. 7) Se plantearon una serie de conclusiones y recomendaciones.

MARCO CUATRO: RESULTADOS Y SU DISCUSIÓN. 4.1 Diagnóstico de la Situación Actual.
El departamento de reconstrucción de motores de combustión interna actualmente no
cuenta con un sistema de seguridad industrial, por tal motivo como primer paso es necesario el establecimiento de un diagnóstico para conocer en que nivel de seguridad industrial se encuentra dicho departamento y basándose en este nivel de seguridad, establecer y/o proponer las medidas preventivas de seguridad, así mismo es necesario determinar un presupuesto para establecer si es o no posible para la empresa implementarlo.
Para el establecimiento de un diagnóstico de seguridad, es necesaria la determinación de las causas que atentan contra la seguridad física de las personas y maquinaria de la empresa.
El diagnóstico que se presenta a continuación hace una adecuada combinación de datos históricos con datos actuales para determinar cual ha sido la evolución de la seguridad industrial en dicho departamento. Este diagnóstico se llevó a cabo por medio de una evaluación general basada en una tabla del Consejo Británico de Seguridad; y una evaluación detallada para darle consistencia a los datos.
Para facilitar el establecimiento del diagnóstico se incluyeron los diagramas de operaciones de proceso y el diagrama de recorrido de operaciones, los cuales fueron de utilidad para la evaluación de las instalaciones de acuerdo al orden de operaciones y la distribución física de la planta, de tal forma que se pudieran visualizar los puntos críticos del departamento y así poder cuantificar los aspectos que afectan la seguridad industrial.
4.1.1 Evaluación General de la planta Evaluación de seguridad e higiene industrial en el Departamento de Rectificado de Motores de Combustión
Interna
La siguiente evaluación se hizo en base a un formato de auditorias utilizado por la British Safety Council (Consejo Británico de Seguridad) que se dedica a dar asesoría a nivel mundial en seguridad e higiene industrial, salud ocupacional y medio ambiente (www.britishsafetycouncil.org).
La evaluación comprende los siguientes aspectos: control de riesgos industriales, participación de supervisores, higiene industrial y combate de incendios, investigación y reporte de accidentes y organización y administración, en cada uno de estos se evaluaron diferentes actividades a las cuales se les dio una calificación siendo 1 si se consideraba pobre, 2 regular, 3 buena y 4 excelente. La mínima calificación que se podía obtener es de 26 puntos y la máxima de 104 puntos.

Diagrama de operaciones. (Ver archivo No. 1)

Peligros en puestos de trabajo. (Ver archivo No.1)

Procesos Eco Rentables. (Ver archivo No. 1)

Diagrama de Recorrido Actual. (Ver archivo No. 2)

Diagrama de recorrido propuesto. (Ver archivo No. 2)

Formato: (British Safety Council) CONTROL DE RIESGOS INDUSTRIALES
ACTIVIDAD
POBRE
REGULAR
BUENA
EXCELENTE
CALI- FICA- CIÓN.
1 Orden y limpieza, manejo de materiales
El orden y la limpieza son generalmente pobres. El manejo y almacenamiento de materiales es inadecuado
Se han hecho intentos de mejorar el manejo de materiales peligrosos. La limpieza y orden es regular.
Existe orden y limpieza. El almacenamiento es adecuado y de acuerdo a normas de seguridad.
El orden y la limpieza, así como el estivamiento están controlados en forma ideal.
2
2 Resguardos a la maquinaria
No se han hecho mucho por resguardar los puntos peligrosos de las máquinas.
Se ven esfuerzos parciales, pero no eficientes, de controlar los resguardos.
Existen evidencias de resguardos que cumplen con las normas de seguridad
Maquinas peligrosas resguardadas. No posibilidad de lesión. Prioridad a la seguridad al momento de diseñar puesto.
2
3 Resguardos generales
Se ha hecho poco a resguardos colectivos. (Escaleras, bardas, piso, iluminación.)
Se ha tratado pero ineficientemente.
Existe evidencias que se controla de acuerdo con las normas de seguridad
Están controlados de manera que no exista posibilidad de accidentes.
2
4 Mantenimiento de guardas, equipo, herramientas
NO existe un programa de mantenimiento de guardas, equipo, controles, y otros aditamentos de seguridad
Existe un mantenimiento parcial, pero ineficiente.
Existe mantenimiento. Las herramientas son inspeccionadas antes de dársela a los empleados.
Existe un buen programa. Se consulta con el comité de seguridad para situaciones anómalas.
2
5 Manejo de material
Poco se ha hecho para reducir el riesgo por manejo de materiales.
Existen evidencias de un esfuerzo parcial, pero no efectivo.
Se regula el tamaño y peso de las cargas al manejarlas manualmente. Se han mecanizado cargas mayores de 50 kg.
Se han tomado providencias para que no exista conflicto en el tráfico de personal y carga.
1
6 Equipo de protección personal
No se provee equipo de protección. El que se da no es adecuado. No se usa el equipo que se da.
Se provee parcialmente pero su mantenimiento y reposición es inadecuado.
Se provee de equipo adecuado. Se controla su uso. Se especifica que clase de equipo usar.
Se proporciona y se usa el Equipo. Los reportes de accidente no revelan indicios de falta de uso.
2
Escala de calificación: Atributo Calificación Pobre 1 Regular 2 Buena 3 Excelente 4
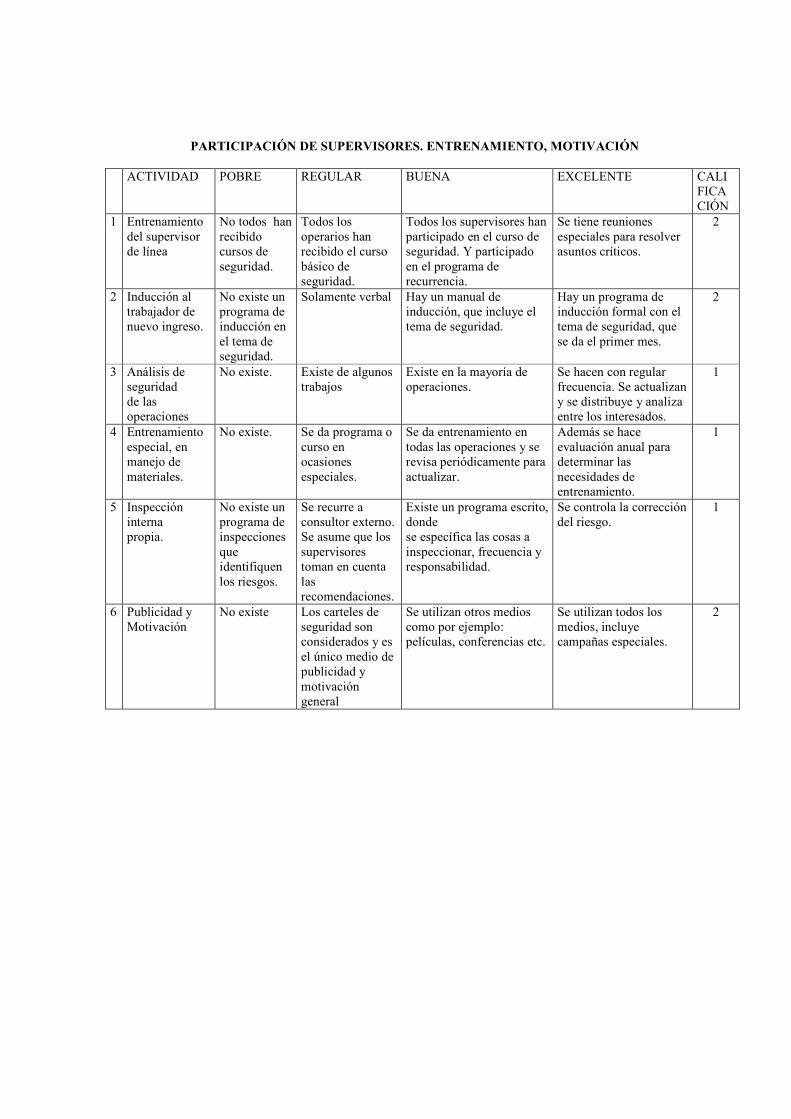
PARTICIPACIÓN DE SUPERVISORES. ENTRENAMIENTO, MOTIVACIÓN ACTIVIDAD POBRE REGULAR BUENA EXCELENTE CALI
FICA CIÓN
1 Entrenamiento del supervisor de línea
No todos han recibido cursos de seguridad.
Todos los operarios han recibido el curso básico de seguridad.
Todos los supervisores han participado en el curso de seguridad. Y participado en el programa de recurrencia.
Se tiene reuniones especiales para resolver asuntos críticos.
2
2 Inducción al trabajador de nuevo ingreso.
No existe un programa de inducción en el tema de seguridad.
Solamente verbal
Hay un manual de inducción, que incluye el tema de seguridad.
Hay un programa de inducción formal con el tema de seguridad, que se da el primer mes.
2
3 Análisis de seguridad de las operaciones
No existe. Existe de algunos trabajos
Existe en la mayoría de operaciones.
Se hacen con regular frecuencia. Se actualizan y se distribuye y analiza entre los interesados.
1
4 Entrenamiento especial, en manejo de materiales.
No existe. Se da programa o curso en ocasiones especiales.
Se da entrenamiento en todas las operaciones y se revisa periódicamente para actualizar.
Además se hace evaluación anual para determinar las necesidades de entrenamiento.
1
5 Inspección interna propia.
No existe un programa de inspecciones que identifiquen los riesgos.
Se recurre a consultor externo. Se asume que los supervisores toman en cuenta las recomendaciones.
Existe un programa escrito, donde se específica las cosas a inspeccionar, frecuencia y responsabilidad.
Se controla la corrección del riesgo.
1
6 Publicidad y Motivación
No existe
Los carteles de seguridad son considerados y es el único medio de publicidad y motivación general
Se utilizan otros medios como por ejemplo: películas, conferencias etc.
Se utilizan todos los medios, incluye campañas especiales.
2

HIGIENE INDUSTRIAL Y COMBATE DE INCENDIOS.
ACTIVIDAD
POBRE
REGULAR
BUENA
EXCELENTE
CALI FICA CION
1 Reducción de basura y desechos industriales.
Las medidas son inadecuadas
Algunos controles existen para recolección de basura. Los centros existen pero son intelectivos en métodos y procedimientos. Se necesita mejora.
La mayoría de los problemas de desecho de basura han sido identificados. Se tienen programas de control de funcionando. Se contempla mejoras.
El potencial de contaminación atmosférica de agua es mínimo.
2
2 Control de materiales explosivos e inflamables.
Las facilidades de almacenaje no cumple con los reglamentos. Los recipientes no tienen nombre. No se usa equipo adecuado para trasegar.
Algunos lugares de almacenaje cumplen con los requisitos. Se usa algún equipo para trasvasar.
Se cumple con los requisitos contra incendios.
Se excede a los requisitos mínimos. La política de control de manejo y almacenaje de materiales es fuerte.
2
3 Protección contra incendios.
No llena los requisitos mínimos de medidas de seguros o municipal.
Llena los requisitos mínimos.
Se tiene brigada contra incendios pero no se entrena.
Se capacita a los operarios en procedimientos de emergencia contra incendios.
1
INVESTIGACIÓN ESTADÍSTICA Y REPORTE DE ACCIDENTES. ACTIVIDAD POBRE REGULAR BUENA EXCELENTE CALI
FICA CIÓN
1 Investigación de accidentes por personal de línea
Ninguna persona de línea investiga los accidentes.
Solo se investigan los accidentes con lesión.
Se investiga todos los accidentes. Se determina la causa con precisión. Se inicia acción correctiva.
Se analizan los reportes. Se reporta a la Gerencia y se explica lo que se recomienda hacer.
1
2 Análisis estadístico de las causas de los accidentes.
No se hace análisis de los accidentes para determinar sus causas
Se hace análisis de los accidentes con lesión.
Se utilizan los análisis para fijar objetivos de prevención de accidentes.
Se mantiene informada a la Gerencia de los análisis y de la tendencia de logros.
1
3 Investigación de accidentes totales
No se investiga los accidentes con lesión, pero si con daños a materiales.
Se hace reporte verbal de los accidentes con daños materiales
Se hace reporte escrito de accidentes con daños a materiales.
Se hace reporte de todos los accidentes. Se lleva el control de costos por accidentes.
2
4 Reporte de accidentes
No se hace reporte de accidentes
Se hacen reportes incompletos
Se hacen reportes completos y a tiempo.
Se llevan registros individuales, por departamento. Se usan las estadísticas para evaluación de programas.
3

ORGANIZACIÓN Y ADMINISTRACIÓN. ACTIVIDAD POBRE REGULAR BUENA EXCELENTE CALI
FICA CION
1 Política y asignación de responsabilidad.
No se han asignado responsabilidades. No existe una política de prevención de accidentes.
No escritas, pero hay procedimientos del control de daños.
Existe la política escrita, y esta distribuida en los supervisores.
Además de una buena política esta se revisa periódicamente. Se distribuyen responsabilidades. Se evalúan méritos.
2
2 Procedimientos seguros de trabajo
No existen procedimientos de trabajo por escrito.
Existen algunos procedimientos, pero no de la totalidad de actividades peligrosas.
Existen procedimientos por escrito de todas las actividades peligrosas.
Todas las actividades cuentas con un procedimiento por escrito, se usa en cada ocasión. Se revisan periódicamente.
2
3 Selección y colocación de trabajadores
No se hacen exámenes médicos
Se hacen exámenes médicos y de aptitud en la contratación.
Además de lo anterior se toma en cuenta el récord de seguridad en empleos anteriores
Para promoverlo dentro de la empresa se toma en cuenta su récord de seguridad.
2
4 Planes y procedimientos de emergencia
No existen planes de emergencia o para hacer frente a un desastre.
Existe un entrenamiento verbal de que hacer en una emergencia.
Existe un plan definido por escrito con detalles mínimos.
Se cuenta con un plan de emergencia. Además de ello, hay prácticas periódicas.
3
5 Participación de la Administración
No existe actividad
Interviene en caso de accidentes graves
Interviene y revisa los reportes. Hace responsable a los supervisores.
Los reportes de accidentes son tratados como problemas de operación y función.
3
Calificación Total
44
Calificación porcentual de seguridad industrial del departamento: Criterio de seguridad Datos Calificación
Porcentual Calificación porcentual Ideal
Calificación obtenida / calificación optima 44 / 104 0. 42 1
Los resultados obtenidos en esta evaluación general, permiten tener una idea de las condiciones de seguridad industrial que imperan en el departamento de reconstrucción de motores. Como se puede apreciar la seguridad industrial se encuentra a un 42.3 % de su condición ideal lo que sugiere la implementación de medidas se seguridad que mejoren las condiciones laborales.
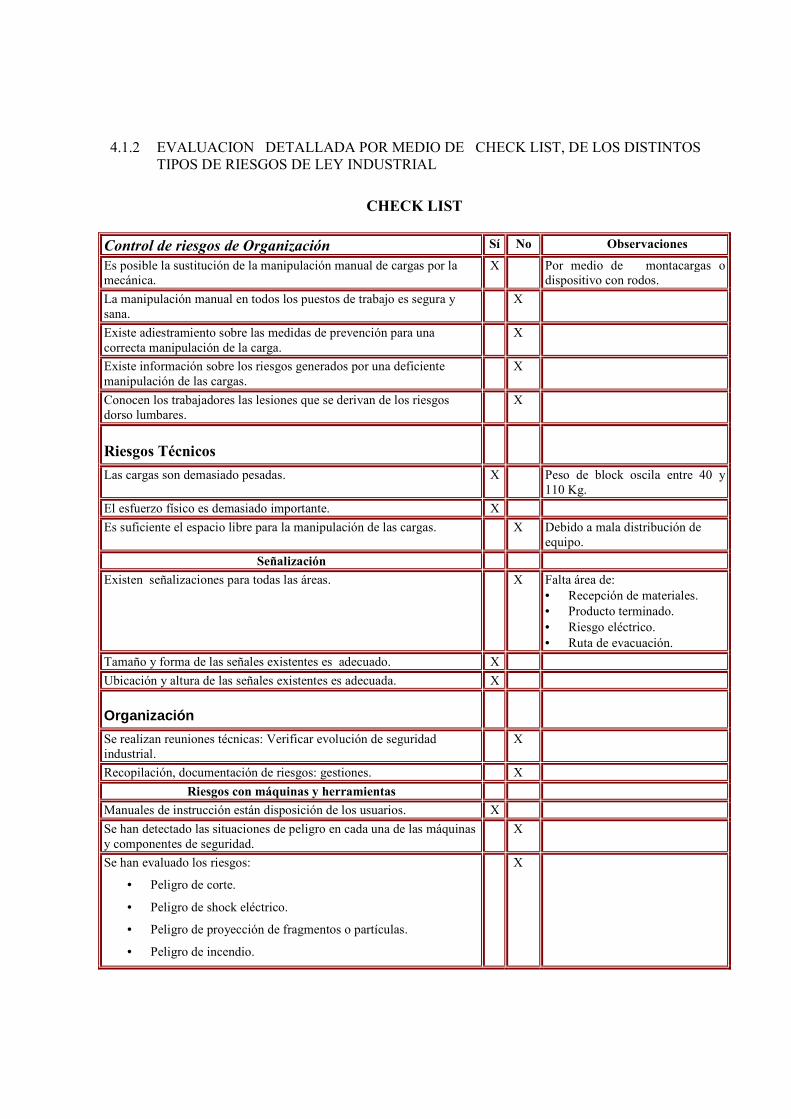
4.1.2 EVALUACION DETALLADA POR MEDIO DE CHECK LIST, DE LOS DISTINTOS TIPOS DE RIESGOS DE LEY INDUSTRIAL
CHECK LIST
Control de riesgos de Organización Sí No Observaciones
Es posible la sustitución de la manipulación manual de cargas por la mecánica.
X Por medio de montacargas o dispositivo con rodos.
La manipulación manual en todos los puestos de trabajo es segura y sana.
X
Existe adiestramiento sobre las medidas de prevención para una correcta manipulación de la carga.
X
Existe información sobre los riesgos generados por una deficiente manipulación de las cargas.
X
Conocen los trabajadores las lesiones que se derivan de los riesgos dorso lumbares.
X
Riesgos Técnicos
Las cargas son demasiado pesadas. X Peso de block oscila entre 40 y 110 Kg.
El esfuerzo físico es demasiado importante. X
Es suficiente el espacio libre para la manipulación de las cargas. X Debido a mala distribución de equipo.
Señalización
Existen señalizaciones para todas las áreas. X Falta área de: • Recepción de materiales. • Producto terminado. • Riesgo eléctrico. • Ruta de evacuación.
Tamaño y forma de las señales existentes es adecuado. X
Ubicación y altura de las señales existentes es adecuada. X
Organización
Se realizan reuniones técnicas: Verificar evolución de seguridad industrial.
X
Recopilación, documentación de riesgos: gestiones. X
Riesgos con máquinas y herramientas
Manuales de instrucción están disposición de los usuarios. X
Se han detectado las situaciones de peligro en cada una de las máquinas y componentes de seguridad.
X
Se han evaluado los riesgos:
• Peligro de corte.
• Peligro de shock eléctrico.
• Peligro de proyección de fragmentos o partículas.
• Peligro de incendio.
X

Se han adoptado medidas de seguridad. X Medidas adoptadas son deficientes.
Se han evaluado los riesgos de alimentación por energía eléctrica. X
Se efectúan revisiones periódicas de las instalaciones eléctricas. X
Se evalúan los niveles de ruido procedentesì¥Á505@ 5050ø¿50505050 50 5050 5050œ5050bjbjÏ2Ï2505050505050505050505050505050505050 50’Ï50- 50 -X 50 …50505050505050505050505050505050 5050 505050505050ÿÿ505050505050505050ÿÿ505050505050505050ÿÿ505050505050505050 50 5050 5050ˆ5050505050-505050505050-5050-505050
50-505050505050r5050505050
r
5050
r5050t5050505050505050505050æ505050505050î§ 5050505050î§ 5050505050î§ 50È505050¶¨ 50,5050â© 50”5050æ5050 50 50ú 50(5050‚½ 50H5050ʾ

5151515151ʾ 515151 ʾ 5151515151ʾ 5151515151©<51&515151Ï<51515151Û<51515151yç51515151{ç5151 5151 ç
515151{ç5151515151{ç5151515151{ç5151515151{ç51$515151"ê51R5151tì51„515151Ÿç5151515151515151515151515151515151 51 r 5151515151ä>5151515151515151515151515151515151515151 751J5151©<5151515151ä>5151515151ä>5151515151Ÿç51515151515151515151515151-51515151 51 51 5151ʾ 51515151515151515151515151ʾ 51•x5151´ç51515151P?5151515151P?5151515151P?5151515151ä>5151515151-5151 51Ê 5151515151r515151515151ʾ 5151515151 51515151515151515151515151P?5151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151515151ä> 51 5151 yç5151515151P?51515151P?5151515151`?51ö5151�g51ç5151 5151Ò 5151r51515151ì¥Á515@ 5151ø¿5151515151510515151 5151œ5151bjbjÏ2Ï2515151515151515151515151515151515151 ’ 51
52-X5252 …5252525252525252525252525252525252525252 525252525252ÿÿ52525252525252 52ÿ 525252525252ÿÿ5252525252525252525252525252525252ˆ5252525252-525252525252-5252-525252525252 52 52 r525252525252r525252525252r5252t5252525252525252525252æ52
52525252
î§
5252
§ 5252525252î§ 52È525252¶¨ 52,ì¥Á525@ 5252ø¿525252525252052525252525252œ5252bjbjÏ2Ï2525252525252525252525252 52 5252 52’Ï52-X5252-X5252 …52525252525252525252 525252525252525252 525252525252ÿÿ5252525252 5252ÿÿ525252525252525252ÿÿ5252525252525252525252525252525252ˆ5252525252-52525252
b. 52-5252-525252525252-525252525252r525252525252r525252525252r5252t5252525252525252525252æ525252525252î§ 5252525252î§ 52
c. 525252î§
53È535353¶¨ 53,ì¥Á535@ 5353ø¿535353535353053535353535353œ5353bjbjÏ2Ï253535353535353535353
53 5353 5353 53’Ï53-X5353-X5353 …5353535353535353535353535353535353535353 535353535353ÿÿ535353535353535353ÿÿ535353535353535353ÿÿ5353535353535353535353535353535353ˆ5353535353-535353535353 5353-535353535353-535353535353r535353535353r535353535353r5353t5353535353535353535353æ535353535353î§ 5353535353î§ 5353535353î§ 53È535353¶¨ 53, EPI.
X
Se organizan sesiones de entrenamiento. X
En la selección y apreciación de un EPI:
a. Se analizan y evalúan los riesgos que no pueden ser evitados por otros medios.
b. Determinación de las características teóricas o potenciales que deben tener.
c. Evaluación de estas características.
X Porque no hay procedimientos bien establecidos de seguridad industrial.
Técnicas
El calzado (zapatos o botas) es cómodo. X
Evitan los efectos de la caída de objetos sobre los pies. X Porque no tiene punteras de acero para amortiguar el golpe.
La protección de los ojos y de la vista se efectúa con gafas, pantallas y viseras apropiadas.
X Porque son pocos protectores los que hay en buen estado; y el personal casi no los usa.
Los guantes protegen las manos de los objetos cortantes o de otras incidencias.
X El poco equipo de protección que hay no es usado.
Los EPI´s son objeto de limpieza y mantenimiento adecuados. X No se le da mantenimiento.
Orden y Limpieza
Los pasillos y el suelo están limpios y libres de obstrucciones. X Es común que exista lubricante derramado.
Las puertas están libres de obstrucciones y funcionan perfectamente. X
Las salas o zonas de recepción, embalaje y expedición se dejan limpias al finalizar la jornada.
X Porque, no están delimitadas las áreas para tal fin.

Prohibido Fumar
Se respeta la prohibición de fumar. X
Está prohibido fumar en las zonas de peligro tales como almacenes de líquido y gases combustibles.
X
Hay zonas para fumar claramente determinadas y señalizadas. X
Se corrige en el acto cualquier incumplimiento a esta norma. X
Líquidos Inflamables
Existe suficiente ventilación natural o forzada. X
Los derrames se limpian inmediatamente. X Es común ver lubricante derramado en los bancos de trabajo, así como en el piso.
Instalaciones Eléctricas
Está bien diseñada y realizada de acuerdo con el riesgo. X Existen varias instalaciones mal diseñadas.
Las conexiones eléctricas están en buenas condiciones. X La mayoría de los empalmes están mal hechos, y la cinta aislante esta muy deteriorada, lo que proporciona las condiciones para que se de un corto circuito, situación que representa gran riesgo de incendio.
Cajas de conexiones en buen estado y con tapa. X Algunas cajas no tienen tapa.
Hay interruptores automáticos de protección, térmica y cortacircuitos. X
Los interruptores son de la capacidad adecuada. X
Todas las conexiones son firmes. X
Las instalaciones provisionales son una práctica excepcional y se eliminan rápidamente.
X
Trabajos con Riesgo
Se tienen a mano medios de extinción de incendios. X Si hay extintor de clasificación ABC, pero tiene más de tres años que no se recarga.
Se inspecciona la zona después de haber finalizado el trabajo. X Pero es poco lo que se logra porque el departamento esta mal distribuido.
Varios
El número de personas que trabajan en cada compartimiento es excesivo.
X
Se han analizado los riesgos de incendios en cada uno de los puntos posibles.
X
Se ha estimado la reacción al fuego de cada uno de los materiales utilizados en la empresa.
X
Las puertas se abren en el sentido de la evacuación. X
La empresa ha diseñado diferentes planes para el manejo de situaciones anómalas como por ejemplo: plan de evacuación, plan contra incendios, plan de emergencia.
X En la empresa se han diseñado todos los planes mencionados, pero no se practican.

La colocación de los extintores portátiles es la adecuada. X Pero no cumplen con su función porque no tienen carga.
Se efectúan revisiones de los extintores. X
Hay alarmas instaladas. X
Se efectúan simulacros de evacuación. X Aunque en los diferentes planes hay un responsable, no se llevan a cabo los simulacros.
Riesgos físicos Sí No
Han sido categorizados los puestos de trabajo de acuerdo a sus niveles de ruido.
X
Se efectúan evaluaciones de la exposición de los trabajadores al ruido:
a. Respecto a todos los puestos de trabajo.
b. Al crear nuevos puestos de trabajo o se modifiquen los existentes.
X Porque no hay procedimientos establecidos para tal fin.
La empresa ha desarrollado un programa de medidas preventivas. X Las que se han implementado son mínimas.
Respecto al control médico de la función auditiva se efectúan:
a. Reconocimientos médicos iniciales.
b. Reconocimientos periódicos.
c. Reconocimientos adicionales y puntuales.
X Solo se efectúan los iniciales, porque el medico de la enfermería de la empresa solo se enfoca al chequeo odontológico.
Se proporcionan a los operarios los protectores auditivos adecuados. X Si pero no se provee con la regularidad necesaria. El equipo actual esta deteriorado, por lo tanto no cumple con su función.
Se lleva a cabo el archivo y registro de los resultados de los reconocimientos médicos.
X
Electricidad Sí No
¿Hay dispositivos de protección contra contactos eléctricos directos? X
¿Existen en la empresa instalaciones eléctricas con riesgo de incendio y/o explosión?
X Algunos de los empalmes de conductores eléctricos están mal hechos, además la cinta aislante se encuentra deteriorada.
¿Existe en la empresa centros de transformación o subestación? X
¿Se ha formado e informado al personal sobre los riesgos existentes en los trabajos en instalaciones eléctricas de baja y/o alta tensión?
X
Gestión de la prevención Sí No
La empresa ha asumido un modelo de gestión de la prevención. X
Se han contemplado los siguientes principios básicos:
a. Todos los accidentes pueden y deben evitarse.
b. Los trabajadores son los verdaderos actores de la prevención.
c. Formación, información, participación y consulta.
d. La prevención y la calidad de vida laboral.
e. Todo accidente e incidente ha de ser investigado.
f. Toda acción peligrosa y práctica insegura ha de ser inspeccionada y corregida.
X Porque no existe un programa de seguridad industrial que promueva el mejoramiento de las diferentes actividades que generan riesgo.
g. Normas de prevención y prácticas operativas.
h. Prevención y evolución de la técnica.
Todos los riesgos que existen en la empresa están identificados y localizados.
X
Se efectúan con frecuencia comprobaciones o chequeos de las condiciones de seguridad y salud.
X
Todos los puntos críticos se han inspeccionado. X
La empresa dispone de Guía de Inspecciones o fichas de seguridad. X
Se realizan encuestas higiénicas. X
Se dispone de Guía o cuestionario para la investigación de accidentes. X
Se toma declaración a los testigos y al accidentado. X
Se dictan normas de seguridad. X No hay conciencia de la importancia de la seguridad industrial.
Los resultados obtenidos del check list; proporcionan un panorama bastante detallado sobre las condiciones de seguridad industrial en las que se encuentra el departamento de reconstrucción de motores de combustión interna. Estos resultados indican que el personal labora en un ambiente inseguro, debido a que no existe un programa de seguridad que proporcione lineamientos específicos para la administración de la seguridad industrial, en donde se incluyan las diferentes normas, leyes y reglamentos que establecen las entidades encargadas de velar por el control de riesgos dentro de las empresas, de tal forma que se garantice el buen funcionamiento de los procesos, de la maquinaria, las instalaciones y equipo de protección personal; y de esta manera alcanzar un ambiente laboral seguro y agradable para todos los trabajadores.
Lo anteriormente expuesto sugiere la implementación de un sistema de seguridad industrial en el departamento de reconstrucción de motores, en el cual se encuentre involucrado todo el personal y de esta manera garantizar el funcionamiento del mismo.
Otra forma en que se realizó la evaluación general de las instalaciones fue a través del uso del diagrama causa efecto; este diagrama permitió visualizar que son varias las causas que están generando inseguridad laboral dentro del departamento de reconstrucción de motores, así mismo permitió tener elementos de juicio para la toma de decisiones sobre el diseño del sistema de seguridad industrial. El diagrama se detalla a continuación.

Inseguridad Industrial
Métodos
* Flujo de materiales Inapropiado.
* Procedimiento de operación Inadecuado
* Distribución de planta Inadecuada.
* No hay señalización de rutas.
* No hay programa de Mantenimiento.
* Equipo contra incendios en mal estado.
* Equipo de protección personal en mal estado.
* Instalaciones sin salida de emergencia.
* No hay maquinaria para transportación de materiales.
* No hay bodega de materiales y producto terminado.
Mobiliario y Equipo.
* Materiales no pasan control de calidad.
* Maquinaria antigua.
* Maquinaria sin guardas de protección.
* Ruido no controlado.
* Limpieza deficiente.
* Comunicación deficiente.
* No hay rotulación de áreas de peligro.
* Instalaciones eléctricas defectuosas.
* No hay programa de capacitación.
* No hay supervisión de seguridad industrial.
* No hay control estadístico de accidentes.
* No hay conciencia sobre importancia de Seg. Ind.
Medio Ambiente Materiales.
Maquinaria.
DIAGRAMA CAUSA EFECTO.
Mano de obra

4.1.3 EVALUACIÓN POR ÁREAS: DEPARTAMENTO REFERECNIAS.
DE RECONSTRUCCIÓN DE MOTORES DE COMBUSTIÓN INTERNA.
ÁREA
MÁQUINA/ PUESTO DE TRABAJO
A.I
CI
A
I
OBSERVACIONES
RECTIFI
CADO
DE BLOCK
PT No. 1 Banco de Trabajo
X Área de trabajo con lubricante derramado.
PT No. 2 Banco de Trabajo
No existe riesgo.
PT No. 3 Fijación del block
X Golpe en dedos de mano izquierda del operario. X Procedimiento inapropiado del uso del polipasto.
X Operario casi sufre golpe por resbalarse el block del polipasto.
Anclaje de rima- dora de block
X Procedimiento inadecuado para asegurar mordaza.
X Tomacorriente defectuoso. PT No. 4 Pulidora X Base inadecuada para colocar block. X Manipulación de block y maquinaria con aceite en las
manos. X Extensión eléctrica inadecuada. X Lubricante derramado en el piso. X Operario casi sufre lesión con piedra giratoria de la
pulidora. X Golpe en mano derecha por caída. X Soporte de sujeción de pulidora deteriorado. X Operario no utiliza protección para los ojos. Total área 4 6 2 2 RECTIFICADO CIGÜEÑAL
PT No. 5 Banco de Trabajo
X Lubricante derramado en el piso.
X Operario casi sufre lesión por caída. PT No. 6 Banco de
Trabajo No existe riesgo.
PT No. 7 Rectificadora de cigüeñal
X Manipulación de maquinaria con lubricante en las manos. (mal ajuste de punto de contacto: cigüeñal gira a 320 rpm y piedra a 3,600 rpm.)
X No se utiliza mascarilla protectora (piedra rectificadora gira a 3,600 rpm.)
X Operario casi es alcanzado por partes giratorias de maquinaria.
PT No. 8 Pulidora de cigüeñal
X Operario no utiliza anteojos de seguridad.
X Fragmento de piedra de pulir casi alcanza ojo de un operario.
X Faja de pulidora sin tolva de protección X Fragmento de banda pulidora entra al ojo de un operario. Total área 3 2 1 3 RECTIFICADO DE
PT No.9, 10 y 11 Descarbonizado de
X Operario no utiliza lentes protectores.
AI = Actos Inseguros CI = Condiciones Inseguras A = Accidentes I = Incidentes PT = Puesto de Trabajo
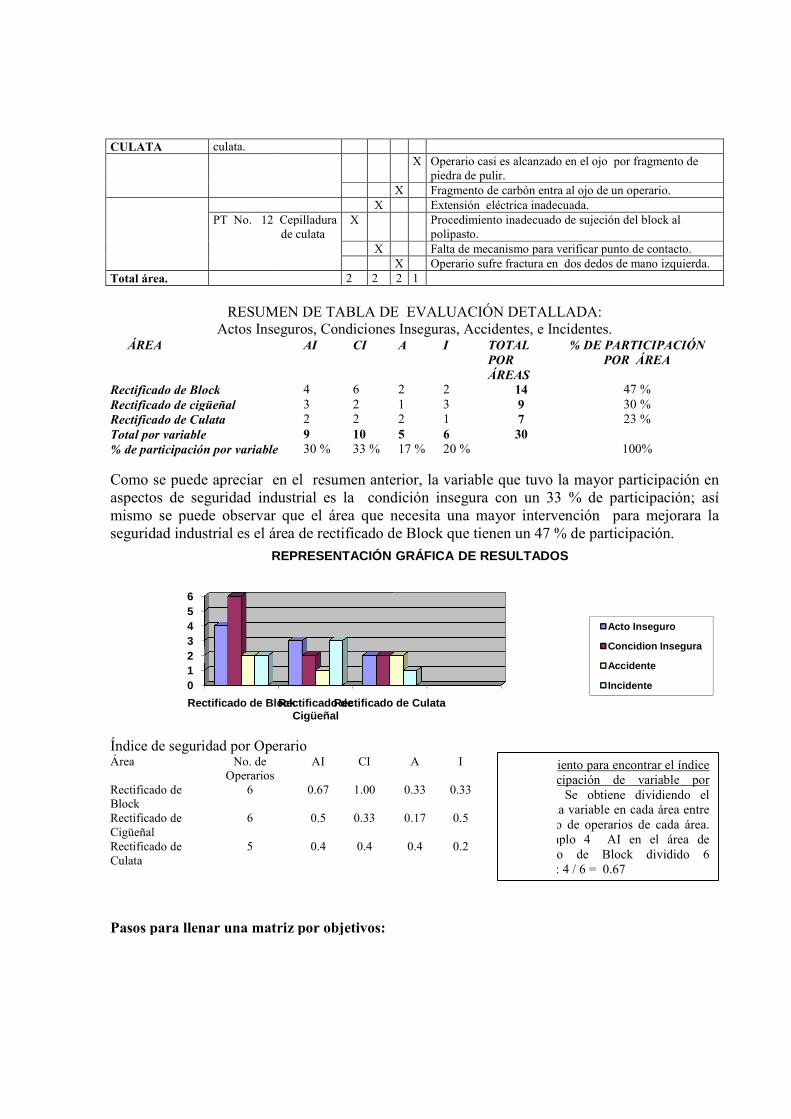
CULATA culata.
PT No. 12 Cepilladura
Total área.
RESUMEN DE TABLA DE EVALUACIÓN DETALLADA:Actos Inseguros, Condiciones Inseguras, Accidentes, e Incidentes.
ARÁREA
Rectificado de Block Rectificado de cigüeñal Rectificado de Culata Total por variable % de participación por variable
Como se puede apreciar en el resumen anterior, la variable que tuvo la mayor participación en aspectos de seguridad industrial es la condición insegura con un 33 % de participación; así mismo se puede observar que el área que necesita una mayor intervenseguridad industrial es el área de rectificado de Block que tienen un 47 % de participación.
Índice de seguridad por OperarioÁrea No. de
Operarios Rectificado de Block
6
Rectificado de Cigüeñal
6
Rectificado de Culata
5
Pasos para llenar una matriz por objetivos:
0123456
Rectificado de BlockRectificado de
REPRESENTACIÓN GRÁFICA DE RESULTADOS
X Operario casi es alcanzado en el ojo por fragmento de piedra de pulir.
X Fragmento de carbón entra al ojo de un operario. X Extensión eléctrica inadecuada.
PT No. 12 Cepilladura de culata
X Procedimiento inadecuado de sujeción del block al polipasto.
X Falta de mecanismo para verificar punto de contacto. X Operario sufre fractura en dos dedos de mano izquierda.2 2 2 1
RESUMEN DE TABLA DE EVALUACIÓN DETALLADA:
Actos Inseguros, Condiciones Inseguras, Accidentes, e Incidentes.AI CI A I TOTAL
POR ÁREAS
4 6 2 2 14 3 2 1 3 9 2 2 2 1 7 9 10 5 6 30
30 % 33 % 17 % 20 %
Como se puede apreciar en el resumen anterior, la variable que tuvo la mayor participación en aspectos de seguridad industrial es la condición insegura con un 33 % de participación; así mismo se puede observar que el área que necesita una mayor intervenseguridad industrial es el área de rectificado de Block que tienen un 47 % de participación.
Índice de seguridad por Operario
AI CI A I
0.67 1.00 0.33 0.33
0.5 0.33 0.17 0.5
0.4 0.4 0.4 0.2
Pasos para llenar una matriz por objetivos:
Rectificado de BlockRectificado de Cigüeñal
Rectificado de Culata
REPRESENTACIÓN GRÁFICA DE RESULTADOS
Procedimiento para encontrar el índice de participación de variable por operario: valor de la variable en cada área entre el número de operarios de cada área. Por ejemplo 4 AI en el área de rectificado de Block dividido 6 operarios: 4 / 6 = 0.67
Operario casi es alcanzado en el ojo por fragmento de
Fragmento de carbón entra al ojo de un operario. Extensión eléctrica inadecuada. Procedimiento inadecuado de sujeción del block al
mecanismo para verificar punto de contacto. Operario sufre fractura en dos dedos de mano izquierda.
RESUMEN DE TABLA DE EVALUACIÓN DETALLADA: Actos Inseguros, Condiciones Inseguras, Accidentes, e Incidentes.
% DE PARTICIPACIÓN POR ÁREA
47 % 30 % 23 %
100%
Como se puede apreciar en el resumen anterior, la variable que tuvo la mayor participación en aspectos de seguridad industrial es la condición insegura con un 33 % de participación; así mismo se puede observar que el área que necesita una mayor intervención para mejorara la seguridad industrial es el área de rectificado de Block que tienen un 47 % de participación.
REPRESENTACIÓN GRÁFICA DE RESULTADOS
Acto Inseguro
Concidion Insegura
Accidente
Incidente
Procedimiento para encontrar el índice de participación de variable por
: Se obtiene dividiendo el valor de la variable en cada área entre el número de operarios de cada área. Por ejemplo 4 AI en el área de rectificado de Block dividido 6 operarios: 4 / 6 = 0.67

Paso 1: Se identifican los principales criterios que producen impacto sobre la seguridad industrial en un área determinada, se determinan las medidas apropiadas para cada uno y los números resultantes se colocan en las casillas en la parte superior. Paso 2: Se calcula el nivel actual de rendimiento en el área para cada criterio y los resultados numéricos se colocan a un nivel correspondiente a un puntaje de 3. (Fíjese en los puntajes colocados verticalmente a la derecha de la matriz). Paso 3: Con base en amplias metas de la organización, se establecen objetivos de seguridad industrial para todos los criterios. Estos objetivos cuantitativos se colocan a un nivel que corresponda a un puntaje de 10. Paso 4: Se determinan las metas orientadas hacia los pasos, o sea los mini objetivos, y se llenan las casillas de los niveles de puntaje de 3 al 10 con estos obstáculos sucesivos. Paso 5: Al mismo tiempo, se reconoce la flexibilidad para dar lugar a intercambios u ocasionales periodos de calma y se colocan las cifras en las casillas que están debajo del nivel de puntaje 3. Los cocientes relacionados con cualquier dato que este por debajo del rendimiento mínimo probable corresponderá a un puntaje 0. Paso 6: Puesto que algunos criterios son más importantes que otros, se asignan ponderaciones a cada uno. La suma de estas ponderaciones es igual a 100 y se puede distribuir de manera informativa (ver la línea de ponderación). Este paso define la misión de seguridad industrial del área en cuestión. Paso 7: Al final de cada periodo de medición, se calcula la medida real de cada criterio y se coloca en las casillas de rendimiento de la fila A. El nivel que estos logros representan se encierra entonces en un círculo en el cuerpo de la matriz y se relacionan con un puntaje de 0 a 10. Los puntajes se colocan en la casilla apropiada de la línea B que esta en la parte inferior de la matriz. Cada puntaje se multiplica entonces por la ponderación de ese mismo criterio para obtener un valor, que se coloca en la línea C. La suma de todos los valores da el índice de seguridad industrial para el periodo. Con el tiempo, el movimiento de este índice único muestra los resultados netos de los esfuerzos de seguridad industrial en el área de interés. Paso 1 Criterios de Seguridad
Rendimiento Paso 3 10 Meta
9 8 7 6 5 4
Paso 2 3 2 1
Paso 5 0 Línea B Puntaje Paso 6 Ponderación Línea C Valor Paso 7 INDICE
3. 3
A continuación se obtienen índices por área de trabajo utilizando para ello matrices por objetivos tomando como base los índices de la tabla anterior.
Paso 4

4.1.3.1 Matriz de Seguridad por objetivos para área de Rectificado de Block
No. de AI / No. de Operarios
No. de CI /No. De Operarios
No. de A /No. de Operarios
No. de I /No. De Operarios
Criterios de Seguridad
0.67 1.00 0.33 0.33 Rendimiento 0.00 0.00 0.00 0.00 10 Meta 0.1 0.1 0.1 0.1 9 0.2 0.2 0.2 0.2 8 0.3 0.3 0.3 0.3 7 0.4 0.4 0.4 0.4 6 0.5 0.5 0.5 0.5 5 0.6 0.6 0.6 0.6 4 0.7 0.7 0.7 0.7 3 0.8 0.8 0.8 0.8 2 0.9 0.9 0.9 0.9 1 1.0 1.0 1.0 1.0 0 3 0 6 6 Puntaje 0.3 0.3 0.2. 0.2 Ponderación 0.9 0 1.2 1.2 Valor
ÍNDICE 3. 3
4.1.3.2 Matriz de Seguridad por objetivos para área de rectificado de Cigüeñal No. de AI / No. de Operarios
No. de CI / No. de Operarios
No. de A / No. de Operarios
No. de I / No. de Operarios
Criterios de Seguridad
0.5 0.33 0.17 0.5 Rendimiento 0.00 0.00 0.00 0.00 10 META 0.1 0.1 0.1 0.1 9 0.2 0.2 0.2 0.2 8 0.3 0.3 0.3 0.3 7 0.4 0.4 0.4 0.4 6 0.5 0.5 0.5 0.5 5 0.6 0.6 0.6 0.6 4 0.7 0.7 0.7 0.7 3 0.8 0.8 0.8 0.8 2 0.9 0.9 0.9 0.9 1 1.0 1.0 1.0 1.0 0 5 6 8 5 Puntaje 0.3 0.3 0.2. 0.2 Ponderación 1.5 1.8 1.6 1 Valor
ÍNDICE 5. 9
4.1.3.3. Matriz de Seguridad por objetivos para área de rectificado de Culata.

No. de AI / No. de Operarios
No. de CI / No. De Operarios
No. de A / No. de Operarios
No. de I / No. de Operarios
Criterios de Seguridad
0.4 0.4 0.4 0.2 Rendimiento 0.00 0.00 0.00 0.00 10 META 0.1 0.1 0.1 0.1 9 0.2 0.2 0.2 0.2 8 0.3 0.3 0.3 0.3 7 0.4 0.4 0.4 0.4 6 0.5 0.5 0.5 0.5 5 0.6 0.6 0.6 0.6 4 0.7 0.7 0.7 0.7 3 0.8 0.8 0.8 0.8 2 0.9 0.9 0.9 0.9 1 1.0 1.0 1.0 1.0 0 6 6 6 8 Puntaje 0.3 0.3 0.2. 0.2 Ponderación 1.8 1.8 1.2 1.6 Valor
ÍNDICE 6.4
Para la ponderación se tomó el criterio de darle mayor valor a los actos inseguros y
condiciones inseguras, debido a que atacando las causas se reducirán los efectos que son los accidentes e incidentes.
Resumen de índices por área de trabajo.
ÁREA ÍNDICE
NIVEL ESPERADO Rectificado de Block
3.3 10
Rectificado de cigüeñal
5.9 10
Rectificado de Culata
6.4 10
De acuerdo a los datos obtenidas en cada matriz por objetivos que se desarrolló, se puede verificar que el área de rectificado de Block es la que proporciona mayor inseguridad tanto para los trabajadores como para la maquinaria y equipo; por tanto es donde mayor énfasis se debe dar a la hora de implementar medidas de seguridad industrial.

4.2 IDENTIFICACIÓN DE RIESGOS FÍSICOS. Identificación de riesgos físicos: ruido (db) Tiempo de exposición: 8 horas Área Presión Acústica ì¥Á 5@ 6363ø 6363636363630636363 636363
6363bjbjÏ2Ï2636363 6363636363
6363 6363 6363
63’Ï63-X
-X6363 …63636363636363 6363636363636363
6363
6363 6363ÿÿ63636363
636363ÿÿ636363636363636363 ÿ63636363
6363 6363 6363
636363ˆ6363636363-
63636363-6363-636363636363-636363636363r636363636363r636363636363r6363t63636363636363 636363æ
636363636363î§
6363636363î§
63636363î§

64 646464¶¨
64,ì
Á645@
6464ø¿6464646464640646464 646464
64 64bj jÏ2
2646464646464646464
64646464646464 64’Ï64 X6464-X6464
64 646464 646464
64646464646464646464
646464646464ÿÿ6464646464 646464ÿÿ
646464 646464
ÿ 6464646464646464
6464646464ˆ6464646464-646464646464-6464-646464646464-646464646464r646464646464r6464 646464r
6464t6464646464646464646464æ 6464646464î§
64646464
6464646464î§ 64È646464¶ 64,ì
Á64 @
6464ø¿64646464 640646464646464
œ6464bjbjÏ2Ï26464 6464646464646464
6464 646464 64’Ï64- 6464-X6464
…
6565656565656565656565656565 656565 65
6565 65ÿÿ6565656565656565
ÿÿ656565656565
ÿ6565656565656565656565656565656565ˆ6565656565-656565656565-6565-656565656565-656565656565r656565656565r656565656565r6565t6565656565656565656565æ656565656565î§ 6565656565î§ 65656565 î§ 65È6565 ¶¨ 65, ì¥Á655@ 6565ø¿ 65656565650 656565656565œ 6565bjb Ï2Ï265656565 656565656565656565656565 ’Ï65- 6565-X6565 …65 656565656565656565 6565656565656565 6565656565ÿÿ6565 656565656565ÿÿ65 65656565656565ÿÿ 65656565656565656565 6565656565ˆ65656565 656565656565-6565-6565 656565-656565 6565r6565656565 r656565656565r 6565t656565656565 65656565æ656565 6565î§ 65656565 î§ 6565656565î 65È656565¶¨

, existe Rectificado de Culata No existe No existe No existe No existe No existe No existe No existe No existe 4.3 Evaluación del nivel de capacitación del personal en aspectos de seguridad industrial. El personal recibe constante capacitación en aspectos técnicos como por ejemplo maquinado de materiales, o fundición de metales; sin embargo la seguridad industrial está descuidada. Evaluación realizada en el periodo de estudio. Área No. de operarios Horas de capacitación semestralmente
en aspectos de seguridad Industrial Rectificado de Block 6 0 Rectificado de Cigüeñal 6 0 Rectificado de Culata 5 0 Jefe de departamento 1 0 Total 18 0 hrs. Índice de Capacitación: Criterio de seguridad Datos Índice Índice
Esperado Total de horas de capacitación al personal por semestre / Total de horas mínimas de capacitación por semestre.
0 horas / 144 horas. ( 8 horas mínimas de capacitación por operario x 18 operarios = 144 )
0 1
4.4 Análisis de Accidentes Accidentes analizados durante el período en estudio. Área Puesto de trabajo Accidentes Accidente Analizado
SI / NO Rectificado de Block PT No. 3 Fijación de block Golpe en dedos de mano
izquierda del operario.
NO PT No. 4 Fijación de block Golpe de mano derecha por
caída.
NO Rectificado de Cigüeñal PT No. 8 Pulidora de
cigüeñal Fragmento de banda pulidora entra en el ojo de un operario.
NO Rectificado de Culata PT No.9 Descarbonizado
de Culata. Fragmento de carbón entra al ojo de un operario.
NO
PT No.12 Cepilladura de Culata.
Operario sufre fractura en dos dedos de mano derecha.
SI
Total Accidentes investigados 1 de 5
Índice de análisis de accidentes Índice buscado Criterio de seguridad Datos Índice de Índice esperado
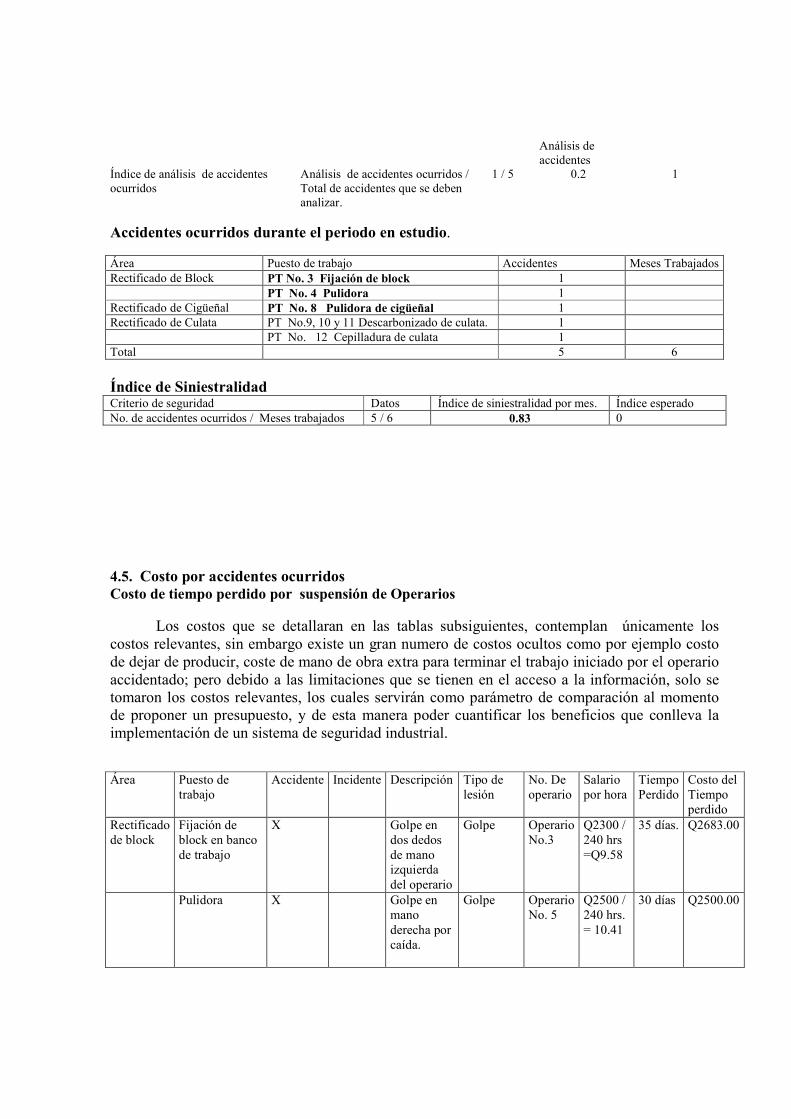
Análisis de accidentes
Índice de análisis de accidentes ocurridos
Análisis de accidentes ocurridos / Total de accidentes que se deben analizar.
1 / 5 0.2 1
Accidentes ocurridos durante el periodo en estudio. Área Puesto de trabajo Accidentes Meses Trabajados Rectificado de Block PT No. 3 Fijación de block 1 PT No. 4 Pulidora 1 Rectificado de Cigüeñal PT No. 8 Pulidora de cigüeñal 1 Rectificado de Culata PT No.9, 10 y 11 Descarbonizado de culata. 1 PT No. 12 Cepilladura de culata 1 Total 5 6
Índice de Siniestralidad Criterio de seguridad Datos Índice de siniestralidad por mes. Índice esperado No. de accidentes ocurridos / Meses trabajados 5 / 6 0.83 0
4.5. Costo por accidentes ocurridos Costo de tiempo perdido por suspensión de Operarios
Los costos que se detallaran en las tablas subsiguientes, contemplan únicamente los costos relevantes, sin embargo existe un gran numero de costos ocultos como por ejemplo costo de dejar de producir, coste de mano de obra extra para terminar el trabajo iniciado por el operario accidentado; pero debido a las limitaciones que se tienen en el acceso a la información, solo se tomaron los costos relevantes, los cuales servirán como parámetro de comparación al momento de proponer un presupuesto, y de esta manera poder cuantificar los beneficios que conlleva la implementación de un sistema de seguridad industrial.
Área Puesto de
trabajo Accidente Incidente Descripción Tipo de
lesión No. De operario
Salario por hora
Tiempo Perdido
Costo del Tiempo perdido
Rectificado de block
Fijación de block en banco de trabajo
X Golpe en dos dedos de mano izquierda del operario
Golpe Operario No.3
Q2300 / 240 hrs =Q9.58
35 días. Q2683.00
Pulidora X Golpe en mano derecha por caída.
Golpe Operario No. 5
Q2500 / 240 hrs. = 10.41
30 días Q2500.00

Rectificado de cigüeñal
Pulidora de cigüeñal
X Fragmento de banda pulidora entra en el ojo de un operario.
Fragmento en ojo de operario
Operario No. 12
Q 2500 / 240 hrs. =10.41
8 horas Q 83.28
Rectificado de Culata
Descarbonizado de asiento de válvulas
X Fragmento de carbón entra al ojo de un operario.
Fragmento en ojo de operario.
Operario No. 15
Q 2300 / 240 hrs = Q 9.58
8 horas 76.64
Cepilladora X Fractura de dos dedos de mano derecha.
Fractura Operario No. 17
Q 2500 / 240 hrs. = Q 10.41
90 días Q7500.00
Total Q 12,842.92
Costo del tiempo perdido por encargado de producción. Área Descripción Salario
Por hora De encargado
Tiempo perdido por operario
Costo de tiempo perdido
Observaciones
Rectificado de Block
Golpe en dedos de operario.
Q 4800.00 / 240 hrs. 20.00
60 min.
20.00
El tiempo perdido fue por relevo de operario y reasignación de tareas.
Rectificado de Cigüeñal
Golpe de mano derecha por caída.
Q 20.00 60 min. 20.00 Coordinación de relevo y reasignar tareas.
Rectificado de Culata
Fragmento de banda pulidora entra en el ojo de un operario.
Q 20.00 30 min. 10.00 Coordinar relevo y reasignar tareas.
Fragmento de carbón entra al ojo de un operario.
Q 20.00 30 min. 10.00 Coordinar relevo y reasignar tareas
Fractura de dos dedos de mano izquierda.
Q 20.00 60 min. 20.00 Coordinar relevo y reasignar tareas.
Total Q 80.00

Costo del material Área Descripción Costo de
Materiales Observaciones
Rectificado de Block
Ajuste erróneo de maquinaria debido a un acto inseguro.
Compra de 4 camisas, Q 72.00 c /u total Q 288.00
El block se tuvo que encamisar para corregir el error.
Rectificado de Cigüeñal
Ajuste erróneo de punto de contacto de muñón con piedra de pulir, debido a un acto inseguro
Compra de accesorios. Q 4500.00
Diferentes accesorios se dañaron, se tuvieron que comprar.
Rectificado de Culata
------ ------- -----
Total Q 4,788.00 Costo Total General
Costo de suspensión de operarios por accidentes Q 12,842.92 Costo de tiempo perdido por jefe de departamento Q 80.00 Costo de pérdida de material Q 4,788.00 Costo Total Q 17,710.92 4.6 RESUMEN DE EVALUACIÓN DETALLADA DEL DEPARTAMENTO DE
RECTIFICADO DE MOTORES DE COMBUSTIÓN INTERNA. Matriz Maestra por objetivos de Seguridad Industrial
Índice de seguridad del área de rectificado de block (AI, CI, A, I)
Índice de seguridad del área de rectificado de Cigüeñal (AI,CI,A,I)
Índice de seguridad del área de rectificado de Culata (AI,CI,A,I)
Índice de capacitación
Índice de análisis de accidentes ocurridos
Índice de Siniestralidad por mes
Criterios de seguridad
3. 3 5.9 6. 4 0 0.2 0.83 Rendimiento 10.00 10.00 10.00 1.00 1.00 0.00 10 META 9.00 9.00 9.00 0.9 0.9 0.2 9 8.00 8.00 8.00 0.8 0.8 0.4 8 7.00 7.00 7.00 0.7 0.7 0.6 7 6.00 6.00 6.00 0.6 0.6 0.8 6 5.00 5.00 5.00 0.5 0.5 1.0 5 4.00 4.00 4.00 0.4 0.4 1.2 4 3.00 3.00 3.00 0.3 0.3 1.4 3 2.00 2.00 2.00 0.2 0.2 1.6 2 1.00 1.00 1.00 0.1 0.1 1.8 1 0.50 0.50 0.50 0.05 0.05 2.0 0 4 6 7 0 2 5 Puntaje 0.2 0.2 0.2 0.2 0.1 0.1 Ponderación 0.8 1.2 1.4 0 0.2 0.5 Valor
Índice
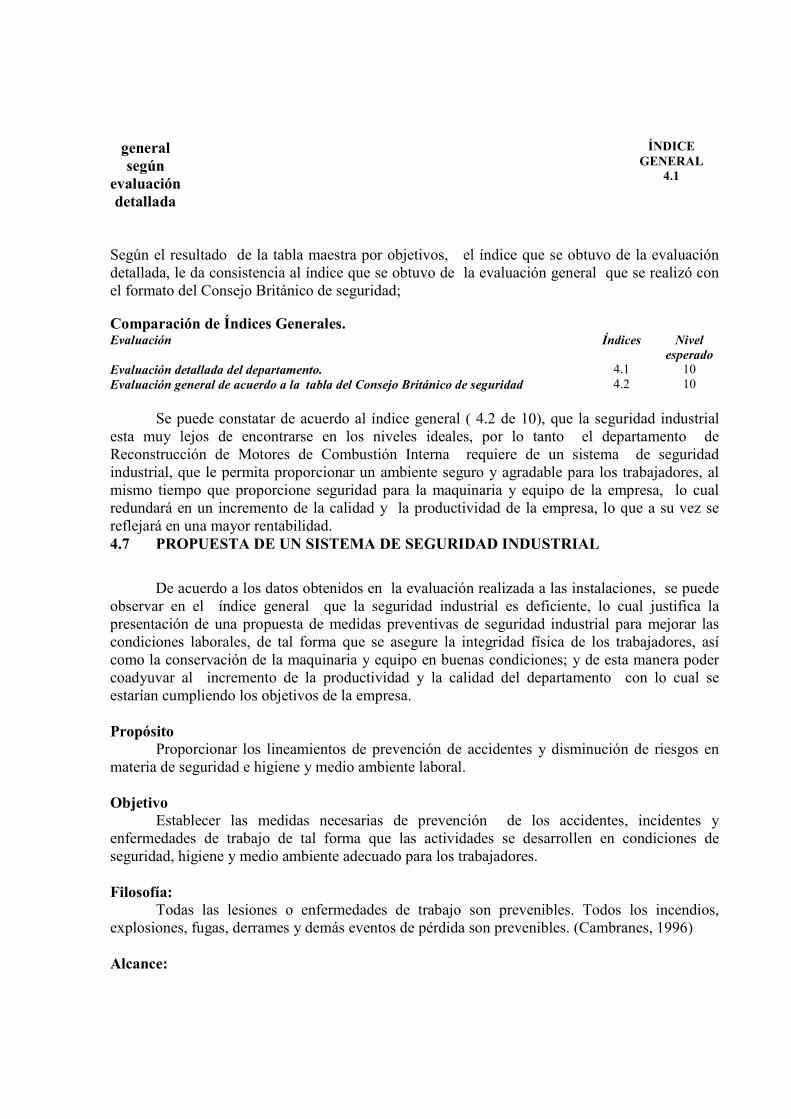
general según
evaluación detallada
ÍNDICE GENERAL
4.1
Según el resultado de la tabla maestra por objetivos, el índice que se obtuvo de la evaluación detallada, le da consistencia al índice que se obtuvo de la evaluación general que se realizó con el formato del Consejo Británico de seguridad;
Comparación de Índices Generales. Evaluación Índices Nivel
esperado Evaluación detallada del departamento. 4.1 10 Evaluación general de acuerdo a la tabla del Consejo Británico de seguridad 4.2 10
Se puede constatar de acuerdo al índice general ( 4.2 de 10), que la seguridad industrial esta muy lejos de encontrarse en los niveles ideales, por lo tanto el departamento de Reconstrucción de Motores de Combustión Interna requiere de un sistema de seguridad industrial, que le permita proporcionar un ambiente seguro y agradable para los trabajadores, al mismo tiempo que proporcione seguridad para la maquinaria y equipo de la empresa, lo cual redundará en un incremento de la calidad y la productividad de la empresa, lo que a su vez se reflejará en una mayor rentabilidad. 4.7 PROPUESTA DE UN SISTEMA DE SEGURIDAD INDUSTRIAL
De acuerdo a los datos obtenidos en la evaluación realizada a las instalaciones, se puede observar en el índice general que la seguridad industrial es deficiente, lo cual justifica la presentación de una propuesta de medidas preventivas de seguridad industrial para mejorar las condiciones laborales, de tal forma que se asegure la integridad física de los trabajadores, así como la conservación de la maquinaria y equipo en buenas condiciones; y de esta manera poder coadyuvar al incremento de la productividad y la calidad del departamento con lo cual se estarían cumpliendo los objetivos de la empresa. Propósito
Proporcionar los lineamientos de prevención de accidentes y disminución de riesgos en materia de seguridad e higiene y medio ambiente laboral. Objetivo
Establecer las medidas necesarias de prevención de los accidentes, incidentes y enfermedades de trabajo de tal forma que las actividades se desarrollen en condiciones de seguridad, higiene y medio ambiente adecuado para los trabajadores. Filosofía:
Todas las lesiones o enfermedades de trabajo son prevenibles. Todos los incendios, explosiones, fugas, derrames y demás eventos de pérdida son prevenibles. (Cambranes, 1996)
Alcance:

El programa a realizarse considera la participación activa de todos los asociados que laboran en la empresa, desde los asociados operativos hasta la gerencia general. Responsabilidad
Es responsabilidad de todo el personal conocer y aplicar las normas y medidas de seguridad e higiene para salvaguardar su integridad física y mental. Principios generales: • Asegurar que las actividades y operaciones que se realicen sean dentro de un marco de
seguridad al personal y protección del medio ambiente. • Proporcionar al personal de la empresa un lugar seguro de trabajo, en donde se cumplan las
leyes y reglamentos aplicados a la materia. • Toda nueva instalación y proyectos de compra que se realicen deberán de considerar la mejor
tecnología, para minimizar los riesgos. • Apoyo directo y efectivo por parte de la gerencia general para la implementación y desarrollo
del programa. • Participación activa y creativa del personal de todos los niveles en las prácticas y
entrenamiento de seguridad industrial. • Compromiso directo de todos los empelados a segur la reglamentación de seguridad
propuesta y la que creará el comité de seguridad industrial. Principio de todo el personal:
Cada quien es el principal responsable de su propia seguridad, por lo que el compromiso de mantenerse íntegro y de contribuir a la seguridad física de los demás es un compromiso personal. (Cambranes, 1996)
Perspectivas técnicas y directivas
Un obstáculo importante es que lo que para unos parece ser un problema, para otros no lo es; esto da como resultado que a menudo persisten las condiciones problemáticas en este caso las condiciones de inseguridad laboral, a menos que se presenten razones urgentes que realmente enfoquen el problema. Esto sucede con frecuencia pese a la existencia de normas, leyes, políticas, comunicaciones especiales y otros mandatos altamente posibles.
El trabajo del administrador consiste en persuadir a otros que realicen lo necesario para lograr un objetivo, por lo cual hace algo mas que planear, organizar, coordinar, ordenar y supervisar el cumplimiento de asignaciones; además pone a la empresa en movimiento y la mantiene en la condición necesaria a través de su fuerza de persuasión, la información correcta para los gerentes producirá las decisiones adecuadas y las acciones correctas dentro de la empresa, con esto se puede fijar la meta alargo plazo para la toma de decisiones, en especial en relación con el logro de la seguridad. Un sistema de seguridad está integrado por varios elementos que facilitan un buen funcionamiento, de tal forma que permita a la empresa alcanzar sus objetivos a corto mediano y largo plazo. (Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Manual de
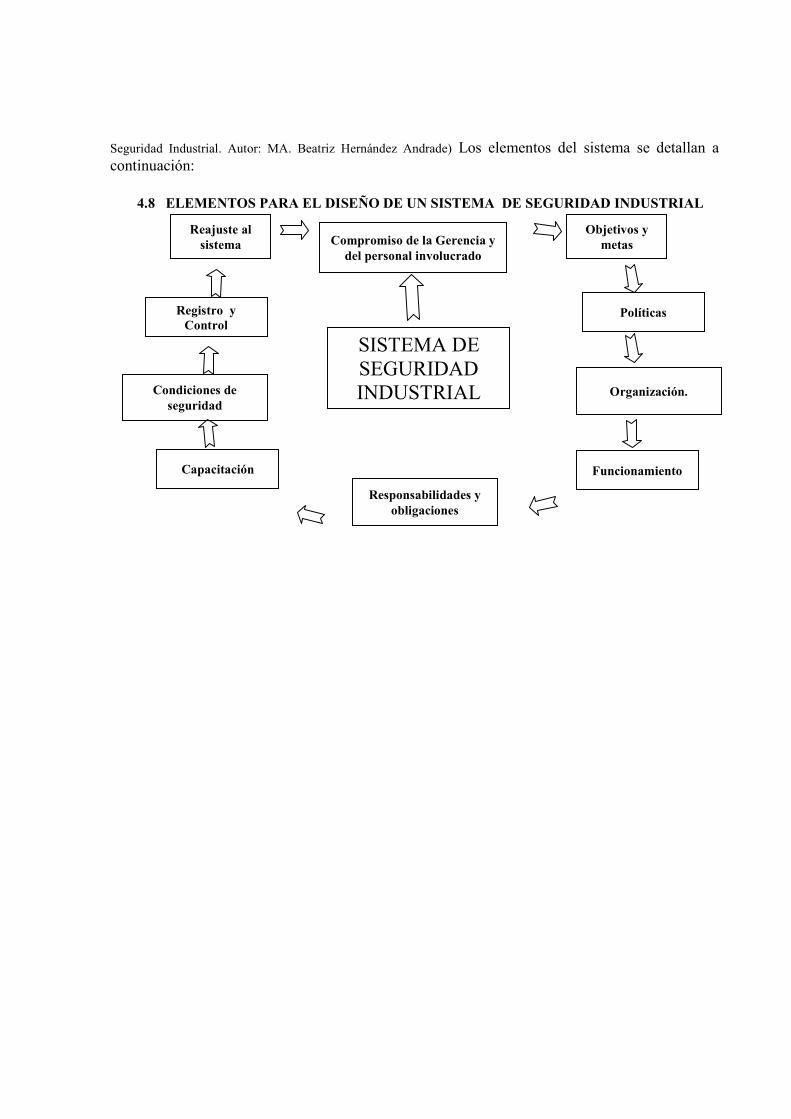
Seguridad Industrial. Autor: MA. Beatriz Hernández Andrade) Los elementos del sistema se detallan a continuación:
Compromiso de la Gerencia y del personal involucrado
SISTEMA DE SEGURIDAD INDUSTRIAL
Objetivos y metas
Responsabilidades y obligaciones
4.8 ELEMENTOS PARA EL DISEÑO DE UN SISTEMA DE SEGURIDAD INDUSTRIAL
Políticas
Condiciones de seguridad
Reajuste al sistema
Registro y Control
Funcionamiento Capacitación
Organización.

4.8.1 COMPROMISO DE LA GERENCIA Y TODO EL PERSONAL INVOLUCRADO: CCoommpprroommiissoo ddee llaa GGeerreenncciiaa::
En el diseño de un programa de seguridad industrial la decisión de la gerencia constituye el primer paso a tomar, ya que la gerencia debe considerar si un sistema de seguridad industrial constituye una herramienta necesaria para la empresa; tomando en cuenta el costo, tiempo y esfuerzo necesario para establecer un ambiente de trabajo seguro para los trabajadores. (Cambranes, 1996)
Tomada la decisión de diseñar un sistema de seguridad la Gerencia se debe comprometer a:
� Respetar las medidas pertinentes de conformidad con lo dispuesto en el reglamento y normas aplicables, para prevenir accidentes en el uso de maquinaria, equipo, instrumentos y materiales, además de contar con las instalaciones adecuadas para el desarrollo del trabajo.
� Practicar exámenes médicos de ingreso, periódicos y especiales a los trabajadores
expuestos a diferentes riesgos que puedan alterar la salud, adoptando las mediadas pertinentes para mantener su integridad física y mental.
� Informar a los trabajadores respecto de los riesgos relacionados con la actividad laboral
especifica que desarrollen, así como capacitarlos respecto a las medidas pertinentes para mantener su integridad física y mental.
� Realizar estudios en materia de seguridad laboral, para identificar las posibles causas de
accidentes y enfermedades de trabajo y de esta manera adoptar medidas preventivas. � Colocar en lugares visibles avisos o señales de seguridad e higiene en el trabajo, para la
prevención de riesgos en función de la naturaleza de las actividades desarrolladas. � Capacitar y adiestrar a los trabajadores sobre la prevención de riesgos y atención a
emergencias, de acuerdo con las actividades que se desarrollen en el centro de trabajo. � Permitir la inspección y vigilancia a las autoridades laborales en los centros de trabajo,
darles facilidades o proporcionarles la información y documentación que sea requerida legalmente.
� Proporcionar los servicios médicos, de acuerdo a la naturaleza de las actividades
realizadas dentro del centro de trabajo. � Instalar y conservar en condiciones de funcionamiento, dispositivos permanentes para
casos de emergencia y actividades peligrosas. � Participar en la integración y funcionamiento de las comisiones de seguridad e higiene en
los centros de trabajo.

Compromiso de los Empleados:
� Participar en la integración y funcionamiento de la comisión de seguridad e higiene del centro de trabajo.
� Avisar de forma inmediata a la gerencia y a la comisión de seguridad e higiene, sobre las
condiciones de inseguridad que sean observadas, y de los accidentes laborales en el interior den centro de trabajo.
� Participar en los cursos impartidos en materia de prevención de riesgos y atención de
emergencias. � Conducirse con la probidad y los cuidados necesarios para evitar cualquier riesgo de
trabajo. � Aplicarse exámenes médicos de conformidad con las normas correspondientes, a fin de
prevenir riesgos de trabajo. � Utilizar el equipo de protección personal proporcionado por la gerencia y cumplir con las
medidas de control establecidas para prevenir riesgos de trabajo.

4.8.2 OBJETIVOS:
Tomando como base el diagnóstico de la situación actual, la empresa deberá determinar cuales son sus objetivos, considerando los recursos económicos, el tiempo, el personal disponible, y la manera en que será realizado el proyecto; de tal forma que los objetivos sean apegados a la realidad de la empresa. Para el establecimiento de los objetivos, es necesario enfocarse en los siguientes aspectos:
• Humanitarios: se deberá tomar en consideración la reducción de las lesiones personales. • Legales: cumplimiento de reglamentarios; leyes, resoluciones, decretos, normas técnicas. • Económicos: se deberá tomar en cuenta el resguardo de la maquinaria y equipo, al
mismo tiempo la reducción de los costos de operación. • Intangibles: se deberá incluir aspectos como moral y relaciones públicas.
Objetivo General:
El objetivo general del sistema de seguridad es proporcionar un ambiente de trabajo seguro y agradable para los empleados, así mismo el resguardo de la maquinaria y equipo para que permita el buen funcionamiento de la empresa y de esta manera se puedan alcanzar los objetivos a corto, mediano y largo plazo. Objetivos específicos:
� Por medio de la planeación, establecer el ciclo de funcionamiento de dicho sistema, de manera que el sistema contemple la mejora continua.
� Asignar responsabilidades a todo el personal involucrado en el sistema de seguridad. � Alcanzar las metas en el tiempo establecido. � Creación de una cultura de seguridad e higiene en el trabajo. � Documentar las actividades necesarias, que permita posteriores auditorias.
(Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Manual de Seguridad Industrial. Autor: MA. Beatriz Hernández Andrade)
OBJETIVOS. Ambiente seguro de trabajo. Disminución de accidentes e
incidentes
� Incremento de calidad. � Incremento de productividad. � Incremento de utilidades. � Cumplimiento de metas de la empresa.
Enfoque en aspectos : • Humanitarios. • Legales. • Económicos. • Intangibles
Establecimiento de Objetivos

4.8.3 POLÍTICAS DE SEGURIDAD INDUSTRIAL:
Una vez que la empresa ha establecido los objetivos que pretende alcanzar con la implementación de un sistema de seguridad, es de suma importancia plantear las políticas a seguir para el perfecto funcionamiento del sistema de seguridad industrial.
Entre las políticas que deberán establecerse están: � Considerar la participación activa de todos los trabajadores de la empresa. � La gerencia de la empresa debe informar por los medios que estén a su alcance, a todos
sus empleados sobre su intención referente a las medidas a tomar sobre aspectos de seguridad que deberán practicarse para crear un ambiente de trabajo seguro.
� Dentro de las políticas se debe contemplar la explicación clara de cuales son los objetivos
y metas relevantes que pretende alcanzar y el rol que cada uno de los empleados deberá jugar para el perfecto funcionamiento del sistema de seguridad.
� Para alcanzar el funcionamiento adecuado del sistema de seguridad, la gerencia y los
trabajadores deberán darle estricto cumplimiento a los compromisos mencionados anteriormente.
� Las políticas de la empresa deberán estar encaminadas siempre a la mejora continua, de
tal forma que se pueda asegurar la integridad física y mental del personal de la empresa. � Es importante que dentro de las políticas esté presente el concepto de ganar- ganar lo cual
requiere un trabajo en equipo.
(Descarga ofrecida por www.prevention-world,com Página que presenta un estudio sobre: Manual de Seguridad Industrial. Autor: MA. Beatriz Hernández Andrade)
Objetivos
o Presentación de objetivos. o Participación activa de todo el personal. o Información a todo el personal sobre las
intenciones de la Gerencia General. o Relación Ganar _ Ganar o Desarrollo y Cumplimiento de o Normas y Procedimientos de seguridad o Sistema encaminado a la mejora contínua. o Funcionamiento. o Control y supervisión.
POLÍTICAS
Establecimiento de Políticas

4.8.4 ORGANIZACIÓN PARA LA SEGURIDAD E HIGIENE EN EL TRABAJO
Se deberán diseñar los puestos que tendrán a su cargo las responsabilidades del sistema de
seguridad industrial, independientemente de las responsabilidades que tendrán que cumplir para el funcionamiento general de la empresa. Por medio de la organización se asegura la coordinación de todas las funciones del sistema.
Comisiones:
Las comisiones de Seguridad e Higiene, dentro de los centros de trabajo deben constituirse en el corto plazo.
� Las comisiones se organizaran con un coordinador y una secretaría, tomando en consideración el total de trabajadores, y las actividades en los centros de trabajo; y de esta manera poder designar el número de vocales.
Gerencia General
Gerencia financiera
Gerencia Seguridad Industrial Gerencia de Producción
Gerencia de Mantenimiento
Departamento de registro y estadística
Departamento de reajuste al
sistema
Departamento de
supervisión y control
Departamento de Planificación
Comisiones en cada área
del departamento
ORGANIZACIÓN DEL SISTEMA DE SEGURIDAD INDUSTRIAL

� Para cumplir con las funciones que señala esta norma, el coordinador, el secretario y los vocales recibirán capacitación; situación que deberá estar prevista en el reglamento interno de la empresa.
Las actividades que realizan las comisiones de seguridad e higiene son:
� Evaluar periódicamente las instalaciones de todo el departamento. De tal manera que se observen condiciones óptimas de trabajo en todas las áreas.
� Evaluar los riesgos de los accidentes.
� Evaluar y recomendar equipos de seguridad para el personal.
� Proponer a la gerencia las medidas preventivas de seguridad e higiene en el centro de
trabajo, basadas en la normatividad y en las experiencias.
� Proporcionar resultados e informes de todo lo anterior.
� Vigilar el cumplimiento de las disposiciones y normas aplicables que se encuentren establecidas en el reglamento interno de trabajo.

4.8.5 FUNCIONAMIENTO:
En el proceso de diseño del sistema de seguridad industrial, se debe definir claramente como será el funcionamiento del sistema dentro de la empresa , de tal forma que se asegure cada una de las actividades contempladas para alcanzar los objetivos deseados. Para tal fin se debe seguir el plan de funcionamiento del sistema de seguridad que a continuación se detalla:
(Ramírez Cavaza, César. Manual de Seguridad Industrial,1992)
Tabla de Referencias: A: Departamento de Supervisión y control 1: Control de Personal B: Departamento de Registro y estadística. 2. Control de Material y Maquinaria C. Departamento de Planificación 3: Control de Tareas D: Departamento de reajuste del sistema. 4. Control de Medio Ambiente E: Departamento de Administración de riesgos 5. Control de Costos.
Para vigilar el cumplimiento de las disposiciones que señala el reglamento y las normas aplicables a seguridad e higiene, los departamentos o comisiones deberán llevar a cabo diferentes actividades para el cumplimiento de los objetivos; entre las que están:
� Establecer una programación anual de verificaciones, asignando prioridades de acuerdo a las incidencias, accidentes y enfermedades de trabajo, y a las áreas con mayores condiciones peligrosas.
� Realizar las verificaciones programadas, mensuales, bimestrales o trimestrales, según lo
programado, para detectar condiciones peligrosas.
Di recc ion
Segurida
d
Planificación
Organización
Control
Medidas
Técnicas
Medicas
Legislativas
Administrativas
Departamentos
A B
E D
C
RE SU L T A D O S
Control 1 2 3 4 5
Registro
Informe
Reajuste al sistema
DIAGRAMA DE FUNCIONAMIENTO DEL SISTEMA DE SEGURIDAD
EV ALUA C I ON

� Efectuar verificaciones extraordinarias en caso de: accidentes o enfermedades de trabajo que generen defunciones o incapacidades permanentes, cambios en el proceso de trabajo etc.
� Investigar y analizar las causas de los accidentes o enfermedades de trabajo y proponer
medidas preventivas. � Atender y asentar en las actas de verificación, las condiciones peligrosas que le señalen
los trabajadores, emitiendo las observaciones que correspondan, haciéndolas del conocimiento de la gerencia de manera inmediata.
� De cada una de las verificaciones se levantará el acta respectiva, anotando las
condiciones peligrosas y las violaciones al reglamento o las normas aplicables en caso de que existan.
4.8.6 RESPONSABILIDADES Y OBLIGACIONES:
Gerencia General:
El gerente general es considerado el director del sistema de seguridad industrial, por tal
motivo sus responsabilidades serán:
� Velar por el apoyo total e incondicional hacia el programa de seguridad de la empresa. � Poner en práctica sus capacidades de liderazgo de tal forma que pueda influenciar a todo
el personal sobre la importancia y beneficios del sistema de seguridad. � Verificar que exista una adecuada retroalimentación, para poder corregir las deficiencias
que se presenten. � Corresponde a la gerencia general de la organización revisar y aprobar por lo menos los
objetivos de largo alcance. � Plantear la estructura básica y los principios de acuerdo a los cuales van a realizarse los
trabajos. � Establecer la política principal de la empresa.
Gerencia Financiera:
La gerencia financiera es la responsable de analizar en coordinación con la gerencia de seguridad industrial las diferentes opciones para realizar un proyecto de seguridad, de tal forma que la opción elegida cumpla con los requerimientos esperados de seguridad y minimice los costos.
Entre las diferentes actividades que debe desarrollador se deben incluir las siguientes: � Proporcionar los recursos necesarios para que el programa de seguridad industrial se
desarrolle de una manera eficiente. � Asesorar a la gerencia general en la evaluación de proyectos alternativos en aspectos de
seguridad industrial que proporcionen los mismos beneficios a la empresa a un menor costo.
Gerencia de Seguridad e Higiene Industrial:
El especialista en seguridad debe tener a su cargo la organización, el estimulo y la guía del programa de seguridad, así mismo debe mantenerse actualizado en todos los temas relativos a la seguridad, con el fin de poder actuar como consultor para las personas implicadas en el trabajo. Dentro de las actividades bajo su responsabilidad están:
� Analizar la situación actual de seguridad industrial. � Establecer las normas y medidas preventivas. � Ejecutar las actividades de seguridad laboral.
� Ser el principal promotor de las actividades de seguridad e higiene industrial dentro de la empresa.
� Reforzar las actividades que la gerencia general esta realizando en beneficio de la
seguridad industrial. � Darle estricto cumplimiento a las normas establecidas en el programa de seguridad. � Darle continuidad al programa establecido. � Diseñar un plan de evacuación en caso de emergencia. � Rediseñar el programa de seguridad industrial en caso necesario. � Realizar evaluación del desempeño.
Gerencia de Producción:
Debe quedar bien entendido que en el diseño de procesos, maquinas, planos e instalaciones, ninguno de ellos puede ser considerado como completo y listo para su uso hasta que no queden bien definidas las medidas de seguridad industrial necesarias para su operación. La gerencia de producción tiene diferentes responsabilidades en el sistema de seguridad entre las cuales podemos mencionar:
� Participar activamente en las comisiones y actividades de seguridad industrial. � Planificar y supervisar que los procesos de producción se realicen de tal forma que los
riesgos se minimicen.
� Encontrar un equilibrio entre el volumen de producción con el nivel de seguridad industrial, de tal forma que no se sacrifique la seguridad por alcanzar niveles mayores de producción.
� Crear planes de contingencia para los momentos en que se deba dejar de utilizar alguna
maquina para darle mantenimiento, sin necesidad de detener la producción.
� Clasificar la maquinaria y equipo de acuerdo a los peligros ABC. Gerencia de Mantenimiento:
El trabajo del departamento de mantenimiento tiene suma importancia en la prevención de lesiones. El jefe de este departamento debe tener a su cargo de manera particular la responsabilidad de verificar que el trabajo se realice siempre con la idea de eliminar riesgos temporales, y que uno de sus mayores objetivos debe ser mantener la planta a un nivel aceptable de seguridad para el trabajo. Entre las responsabilidades directas están:
� Diseñar un plan de mantenimiento, que permita el buen funcionamiento del la maquinaria y equipo, de tal forma que se minimicen los riesgos operacionales.
� Llevar un estricto control de la calendarización de mantenimiento para cada maquina.

� Deber presentar su programa de mantenimiento, de preferencia al inicio de cada semestre para permitir a producción visualizar las fechas exactas de mantenimiento.
4.8.7 CAPACITACIÓN:
La gerencia debe capacitar a los trabajadores, informándoles sobre los riesgos de trabajo inherentes a sus labores y las mediadas preventivas, de acuerdo con los planes y programas formulados entre la gerencia y sus trabajadores.
La capacitación debe ser constante y de acuerdo al programa establecido; y darle el estricto cumplimiento. En caso de existir alguna alteración se debe hacer las justificaciones del caso por parte de la comisión de seguridad de la empresa y realizar la nueva programación de la capitación. Actividades de capacitación:
� Capacitar a los trabajadores de acuerdo a un programa establecido. � La capacitación se realizará de acuerdo a las exigencias de los puestos de trabajo. � Capacitación para el uso adecuado y seguro de las herramientas de trabajo. � Capacitación en actividades de mantenimiento de maquinaria e instalaciones. � Capacitación en actividades de almacenamiento de materiales peligrosos. � Capacitar y adiestrar a los trabajadores sobre el uso, conservación, mantenimiento,
almacenamiento y reposición del equipo de protección personal. � Capacitar y adiestrar a todo el personal para la ejecución del sistema de seguridad
industrial. � Capacitar al personal que realizara la atención de emergencias
Plan de capacitación:
• Objetivo: conocer el proceso que da lugar a los accidentes; determinar sus consecuencias y tratar de crear una conciencia de seguridad, a fin de cumplir con las normas de prevención de accidentes.
• Duración del curso: el curso tendrá una duración de de 14 horas, repartidas en siete sesiones de dos horas cada una.
• Evaluación: la evaluación se realizar al final de la instrucción, mediante una prueba simple en el trabajo y mediante la comprobación del cumplimiento de las normas enseñadas.
• Método: Conferencias, películas, practica. Distribución del tiempo en cada sesión. Fases de cada sesión Distribución del tiempo Introducción 10 min. Motivación 10 min. Desarrollo 30 min. Película 30 min. Discusión y practica 20 min. Conclusiones 20 min. Total Tiempo 120 min. (2 hrs.)
Plan de Capacitación.

Sesiones. Finalidad Costo Total
por sesión anualmente
1ra. Sesión: * Generalidades de seguridad Industrial. * Prevención de accidentes
Conocer la importancia de la seguridad industrial. Incluye: • Generalidades. • Aspectos: éticos, legales. Económicos, intangibles. • Objetivos, propósitos.
Q 2,367.96
2da. Sesión. *Condiciones Inseguras. * Actos Inseguros.
Determinar las causas de los actos y condiciones inseguras. Incluye: • Como corregir actos y condiciones inseguras. • Cumplimiento de normas de conducta. • Mantenimiento.
Q 2,367.96
3ra. Sesión * Causas de los Accidentes
Que los asistentes tengan conocimiento de las posibles causas de los accidentes, a fin de evitarlos. Incluye: • Clasificación de los accidentes. • Costo de los accidentes.
• Causas comunes
Q 2,367.96
4ta. Sesión Tipos de protección Individual.
Instruir sobre los diferentes tipos de protección individual e indicar la necesidad e importancia de su utilización. Incluye: • Protección visual, audita. • Protección de manos y pies. • Protección de Columna (Manejo de cargas.)
Q 2,367.96
5ta. Sesión Atención de emergencias
Que los participantes aprendan a prestar ayuda inmediata al compañero accidentado. Incluye: • Caso de fracturas, recoger heridos, hemorragias. • Redacción de informes sobre accidentes.
Q 2,367.96
6ta. Sesión Control de incendios
Que el personal conozca lo concerniente a incendios. Incluye: • Como comienzan incendios y como evitarlos • Como se clasifican los fuegos. • Cómo combatir un incendio. • Como evacuar un edificio en llamas.
Q 2,367.96
7ma. Sesión Uso y manejo de extintores.
Que el personal conozco sobre: • Como identificar el extintor apropiado. • Cómo utilizar el extintor. • Cómo inspeccionar u extintor.
Q 2,367.96
Simulacros de emergencias. • El personal deberá poner en práctica los planes de emergencia. .
Q 887.96
Platica semanales de 10 minutos
En esta platicas se deberán reforzar los puntos clave de las sesiones de seguridad industrial.
Q 1,775.52
Costo de Capacitación Q 19,239.20 Deducción de costos de Capacitación: Costo de dejar de producir:

Clase de operario
Cantidad de operarios
Costo por hora de c / operario
Costo por hora de cada clase
Tiempo de sesión
Costo por sesión de cada clase.
A 6 operarios Q 9.58 6 * 9.58 = 57.48 2 hora 114.96 B 11operarios Q 10.41 11 * 10.41= 114.51 2 hora 229.02 C 1supervisor Q 20.00 1 * 20.00 = 20.00 2 hora 40.00 D 5 Jefes Depto. Q 30.00 5 * 30.00 = 150.00 2 hora 300.00 Total 683.98
Costo total de Capacitación impartida por personal externo. Costo de tiempo de personal para capacitación 683.98 Costo de Capacitador por sesión 500.00 Costo total de capacitación por sesión 1183.98 Nota: Las siete sesiones de capacitación se realizaran una vez por semestre, situación que hace doblar el costo por sesión a Q2367.96. Costo de Simulacros. Clase de operario
Cantidad de operarios
Costo por hora de c / operario
Costo por hora de cada clase
Tiempo de simulacro
Costo por simulacro.
A 6 operarios Q 9.58 6 * 9.58 = 57.48 2 hora 114.96 B 11operarios Q 10.41 11 * 10.41= 114.51 2 hora 229.02 C 1supervisor Q 20.00 1 * 20.00 = 20.00 2 hora 40.00 D 1 Jefe Depto. Q 30.00 1 * 30.00 = 30.00 2 hora 60.00 Total 443.98
Nota: Los simulacros se deberán practicar 2 veces por año, de tal forma que el costo por simulacros anualmente es de Q 887.96 Costos por capacitación impartida por personal interno Columna 1 2 3 4 5 Clase de operario
Cantidad de operarios
Costo por hora de c / operario
Tiempo de platicas semanales
Costo de tiempo semanal por clase de operario
Costo anual de pláticas por cada clase de operarios.
A 6 operarios Q 9.58 10 min. 9.58 459.84 B 11operarios Q 10.41 10 min. 19.08 915.84 C 1supervisor Q 20.00 10 min. 3.33 159.84 D 1 Jefe Depto. Q 30.00 10 min. 5.00 240.00 Total 1,775.52 Columna 4 = (Columna 2 / columna 3) x columna 1 Columna 5 = columna 4 x 4 semanas x 12 meses. Diagrama de Gantt del Plan de Capacitación (Ver archivo No. 3)

4.8.8 ESTABLECIMIENTO DE CONDICIONES DE SEGURIDAD. Edificios y locales
Las condiciones de Seguridad e Higiene para las instalaciones de los centros de trabajo comprende los siguientes aspectos:
� Uso adecuado de instalaciones y centros de trabajo. � Realización de verificaciones periódicas en toda la construcción, para constatar que se
encuentre en óptimas condiciones. � Adaptación de las salidas para el personal en caso de emergencia. � Áreas de transito peatonal. � Techos que cuenten con las características de seguridad para soportar todo tipo de
acciones, tanto internas como externas. � Que las paredes se mantengan limpias y el interior tenga colores en tonos claros, que
contraste con el color de la maquinaria y equipo. � Que los pisos se mantengan limpios y tengan superficies antideslizantes.
Prevención, protección y combate de incendios
� Elaboración de un análisis para determinar el grado de riesgo de incendio o explosión de acuerdo a las materias primas, compuestos mezclas o desechos.
� Contar con la señalización conveniente para dar a conocer acciones de prevención y
protección en casos de emergencia.
� Organizar equipos contra incendio practicando simulacros cuando menos una vez al año.
� Contar con un plan de emergencia para la evacuación en caso de incendio.
� Identificar de manera especifica los objetos, productos o subproductos que puedan originar un incendio.
� Los centros de trabajo deberán estar provistos de equipo para la extinción de incendio de
acuerdo a las características de riesgo de cada lugar.
� Capacitación y adiestramiento a los trabajadores en el almacenamiento, transporte y manejo de sustancias inflamables y combustibles.
� Dotación a los trabajadores del equipo de protección personal. (Ver equipo en
presupuesto)
� Inspecciones periódicas del equipo.
� Reconocimiento del equipo
� Verificar que se cumplan los requerimientos de seguridad del equipo.
� Proporcionar al trabajador la capacitación y adiestramiento necesarios para la instalación, mantenimiento y operación del equipo contra incendios.
� Contar con manuales de instalación, y procedimientos de seguridad contra incendios.
Herramientas
� Proporcionar mantenimiento a las herramientas o sustituir aquellas que han perdido sus características técnicas.
� Proporcionar instrucciones a los trabajadores por escrito para la utilización y el control
de las herramientas.
� Proporcionar el equipo de protección personal de acuerdo al riesgo y las herramientas utilizadas.
Condiciones de higiene
Ruidos: � En cada jornada del trabajador no exceder los máximos permisibles.
Según OSHA los máximos permisibles son 90 db con un tiempo de exposición de 8 horas. � Utilización de equipo de protección personal auditivo de acuerdo al área de trabajo.
Iluminación:
� Evaluación de las necesidades de iluminación del centro de trabajo.
� Utilización del tipo adecuado de iluminación natural o artificial de acuerdo a cada área de trabajo.
Equipo de protección El equipo de protección personal que la gerencia deberá poner a disposición de los trabajadores esta detallado en el presupuesto, y deberá cumplir con: � Proteger al trabajador del riesgo específico.
� Que cuente con un método de mantenimiento.
� Que se establezca el tiempo de uso y vida útil.

Ergonomía
� Se debe verificar que en las instalaciones, maquinaria, equipo o herramienta de trabajo, la gerencia tome en cuenta los aspectos ergonómicos, a fin de prevenir accidentes y enfermedades de trabajo.
Servicios para el personal:
� La gerencia debe proporcionar para el uso de los trabajadores sistemas higiénicos, vestidores y casilleros, así como excusados y mingitorios, marcados con avisos y señales que los identifique.
� Establecimiento de áreas específicas para la alimentación y descanso. Servicio de Enfermería:
Los servicios preventivos de medicina del trabajo se instituyen atendiendo a la
naturaleza, características de la actividad laboral y número de trabajadores expuestos. Las características y modalidades para la institución de éstos servicios se precisarán en la norma correspondiente, dichos servicios están bajo la supervisión de profesionales calificados en esta disciplina.
Los servicios preventivos de medicina de trabajo deberán desarrollar las siguientes
actividades:
� Asesorar a la gerencia en materia de salud del trabajo. � Emitir opinión sobre el grado de incapacidad y origen de la enfermedad o accidente de
trabajo, para lo cual deben de gozar de plena autonomía.
Primeros auxilios:
En el centro de trabajo se debe contar con un botiquín, con características de fácil transporte, visible y fácil acceso.
Recomendaciones: • Que se encuentre en un lugar fresco y seco. • Que el instrumental se encuentre limpio. • Que no exista caducidad en los medicamentos. El material que se encuentra en el botiquín se puede clasificar de la siguiente manera: • Material seco • Material liquido • Instrumental • Medicamentos • Material complementario
4.8.9 SUPERVISIÓN Y CONTROL:
En el desenvolvimiento del sistema de seguridad pueden producirse una serie de alteraciones del esquema básico, como consecuencia de las desviaciones que suceden en el transcurso de su ejecución. Causas como insuficiencia de recursos, mala aplicación de los elementos en juego, incumplimiento de las disposiciones, así como conflictos internos, dan lugar a alteraciones del sistema.
Cualquiera que sea la alteración, sus efectos redundarán en el esquema de los programas y planes establecidos, obligando a un reajuste permanente a fin de mantener operativo y dinámico el plan inicial de seguridad industrial.
El personal encargado del control del sistema de seguridad deberá enfocarse básicamente en dos aspectos:
a. Medición de la ejecución del plan. b. Evaluación de las mediciones c. Aplicación de medidas correctivas.
a. Medición de la ejecución del plan:
Esta actividad deberá ser permanente y continua a medida que se desarrollen las actividades; situación que se lograra mediante la supervisión de todos los elementos del sistema, así como de todas las disposiciones y medios considerados en el plan de seguridad. La eficacia del sistema deberá ser controlada tanto en el propio campo de trabajo como en la dirección de seguridad, mediante los respectivos controles gráficos y estadísticos, referentes a la ejecución. La medición del comportamiento del sistema requiere de una serie de medidas como:
• Comportamiento mínimo deseable: es un comportamiento que se desea a priori, determinado mediante los cálculos de previsión.
• Comportamiento real: es el comportamiento que resultara de la ejecución del sistema de seguridad.
• Unidad de comparación: Es la unidad de medida que se utilizara para realizar la comparación del comportamiento, y determinar si estamos por encima o debajo del comportamiento mínimo deseable., por ejemplo se puede utilizar el índice de siniestralidad, o bien utilizando unidades monetarias para determinar la disminución o incremento de costos por accidentes.
• Dispositivos de medición: es un dispositivo que mide el comportamiento, conformado básicamente por un equipo de supervisión, que se destine al control directo en la zona de trabajo.
b. Evaluación de las mediciones de ejecución:
La evaluación no es otra cosa que la determinación final de los resultados obtenidos, medidos en función de la que se desea alcanzar, con el fin de valorar en términos económicos, estadísticos, o de simple valoración directa del plan puesto en ejecución.

En otras palabras, no es otra cosa que determinar el nivel de seguridad alcanzado como resultado de puesta en marcha del pan de seguridad, dando un permanente reajuste, y reorientación de las medidas adoptadas. Aspectos a evaluar:
a) Evaluación de la salud y bienestar del trabajador. b) Evaluación de la eficiencia del trabajador. c) Evaluación económica. d) Evaluación estadística de todas las variables de seguridad industrial.
c. Aplicación de medidas correctivas:
Esta basado en un elemento de corrección del proceso o reajuste del sistema, encargado de desarrollar y aplicar medidas correctivas al sistema, permitiendo su funcionamiento permanente. Lo expuesto sobre la función de control se esquematiza a través del ciclo dinámico de control, el que se detalla a continuación (Ramírez, 1992):
Ciclo dinámico de la función de control
Sistema de Seguridad
Unidad de comparación
Medición y evaluación
Comportamiento base
Dispositivo de medición Comportamiento real
Reajuste del sistema
Resultados
PROCESO DE EVALUACION
Análisis Metodológico
EVALUACIÓN
Recopilación de datos. (Mediciones )
Procesamiento de datos • Inferencias • Hipótesis • Conclusiones
Comunicación de resultados de evaluación

Tipos de control que deberán realizarse:
Para el presente estudio, se recomiendan los siguientes tipos de control, los que serán de gran utilidad para el cumplimiento de los objetivos:
• Control de Personal: involucra las actividades, medidas de sus conocimientos sobre seguridad, aplicación de las mismas, cumplimiento de las disposiciones pertinentes, estado psicológico, problemas personales y en general todos los puntos considerados en el plan de seguridad.
• Control de material: buen estado, conservación, calidad, almacenamiento, y mantenimiento del equipo.
• Control de la tarea: Condiciones de seguridad y comodidades, su ejecución, limpieza e higiene.
• Control del medio ambiente: iluminación, desperdicios, ruidos, limpieza e higiene de los locales y del personal.
• Control de la comunicación: medios de comunicación, claridad y precisión de los mensajes sobre seguridad industrial.
• Control de accidentes: control numérico y estadístico, control medico, gravedad, causas de los mismos, condiciones y lugares donde se produjeron.
• Control de costos: Gastos ocasionas por los accidentes, costos de inversión y otros. • Control de la política de seguridad: revisión permanente de la situación de seguridad,
determinación de fallas, actualización, capacitación y su alcance.
Tipos
de
Control
Control de personal
Control de material
Control de la tarea
Del medio ambiente
De la comunicació
n
Control de accidentes
Control de costos
Control de políticas
TIPOS DE CONTROL

4.8.10 REGISTRO:
Para poder garantizar una evaluación del desempeño y verificar la evolución del sistema de seguridad, es de suma importancia la realización de las siguientes actividades: � Creación de una base de datos de tal forma que ésta nos permita tener registrados los
acontecimientos de seguridad industrial que han afectado a la empresa. � Actualización periódica de la base de datos.
La base de datos deberá incluir información pertinente, la que será generada por el departamento de control, lo que permite cristalizar en algo tangible los resultados obtenidos. Entre los diferentes medios de control que utiliza el departamento de supervisón y control, se pueden mencionar:
• Partes e informes: del médico, del accidente, del jefe del accidentado, del jefe de seguridad.
• Gráficos de control: estadísticos, de gravedad, de frecuencia. • Cuadros estadísticos: numero de accidentes, de asistencia medica, cuadros por áreas, por
meses o por edades y cuadros comparativos anuales. • Planes y programas: todos los planes y programas de seguridad, de inversión, de
formación, de adquisición de material y herramientas. • Presupuestos: los diversos presupuestos resultantes de los programas de adquisición,
formación, seguridad y otros. • Datos técnicos: Especificaciones sobre seguridad, iluminación, tipos, de maquinas, ruidos,
materiales, equipo y herramientas. • Avisos: carteles, anuncios, gráficos y otros de tipo visual y auditivo. • Folletos: de instrucción y normas sobre medidas de seguridad industrial.
:
Registro
Partes e informes
Gráficos de control
Cuadros estadísticos
Planes y programas.
Presupuestos.
Datos técnicos.
Avisos.
Folletos.
REGISTROS QUE DEBERA INCLUIR LA BASE DE DATOS

4.9 PRESUPUESTO DE IMPLEMENTACION DEL SISTEMA DE SEGURIDAD. Actividad Costo de
implementación Construcción de área para materia prima. Q 4,500.00 Construcción de área para productos terminado Q 4,500.00 Construcción de Salida de emergencia Q 950.00 Remodelación de vestidores para operarios Q 4,700.00 Compra de guardas para maquinaria Q 3,000.00 Señalización de áreas Q 250.00 Señalización de rutas de emergencia. Q 200.00 Compra de cajas para dispositivos eléctricos, alambre, otros Q 3,500.00 Remodelación de instalaciones eléctricas Q 1,200.00 Compra de 4 extintores ABC. Costo unitario: Q758.00 Según normas debe haber un extintor por c/ 20m2
Q 3,032.00
Capacitación Q 19,239.20
Compra de señales. Peligro alto Voltaje Q 55.16 Uso obligatorio de guates. Q 55.16 Salida de emergencia. Q 55.16 Uso obligatorio de casco. Q 55.16 Conserve limpia esta área. Q 55.16 Peligro líquidos inflamables. Q 55.16 Ruta de evacuación Q 55.16 Extintores Q 55.16 Peligro maquinaria giratoria Q 55.16 Peligro piso resbaladizo Q 55.16 Total Q 551.60
Q 551.60
Compra de equipo de protección personal
Costo / unitario
Costo total = C/ unitario por 18 operarios
Lentes protectores Q 36.96 Q 665.28 Mascarillas protectoras p / nariz Q 22.12 Q 398.16 Botas con punta de acero Q 190.00 Q 3420.00 Orejeras Q 11.41 Q 205.38 Gabachas Q 67.10 Q 1207.80 Guantes Q 31.04 Q 558.72 Cinturones ajustables. Q 112.00 Q 2016.00 Total Q 8,471.34
Q 8,471.34 Total Q 54,094.14 Nota: Los datos de costo y descripción del equipo de seguridad industrial están detallados en cotizaciones. (Ver anexo C). Diagrama de Gantt
Actividades de implementación de medidas de seguridad. (Ver archivo No. 3) Diagrama detallado

Actividades de implementación. (Ver archivo No. 3) Continúa plan detallado.

MARCO CINCO: CONCLUSIONES.
� Las condiciones de seguridad industrial que prevalecen dentro del departamento son
deficientes, debido a que se encuentra a un 42 % de su condición ideal de acuerdo al formato del Consejo Británico de Seguridad.
� De acuerdo a la evaluación realizada, el área de rectificado de block es donde se presentan mayores condiciones de inseguridad, por tal motivo es donde merece mayor atención.
� No es posible identificar todos los riesgos dentro del departamento, por eso es necesario que el personal tenga la habilidad y los conocimientos necesarios para detectar los posibles riesgos antes que ocurran accidentes.
� El nivel de capacitación del personal en aspectos de seguridad industrial es deficiente, debido a que no existe un programa de capacitación que proporcione al personal las habilidades y conocimientos para la prevención de accidentes.
� De acuerdo al estudio estadístico realizado, las condiciones inseguras ocupan el 53% de las causas que generan los accidentes, y por tal motivo a esas condiciones donde se debe prestar mayor atención.
� El costo de implementación del sistema de seguridad es aceptable, en relación a los costos por falta de seguridad. Debido a que si hacemos una comparación entre los costos de inseguridad que fueron de de Q17, 710.92 semestralmente lo que anualmente seria de Q35, 421.84 comparado con el presupuesto de implementación que es de Q54, 094.14, la empresa estaría recuperando la inversión en seguridad en un plazo de 1.52 años; sin tomar en cuenta los costos ocultos de inseguridad, situación que reduciría considerablemente el periodo de recuperación de la inversión.
� Se logró el diseñó de un sistema de seguridad e higiene industrial, mismo que contempla las fases de diseño, organización, dirección y control, estableciendo su estructura y pasos de implementación.
� La higiene y la seguridad deben ser institucionalizados en la empresa para que cada uno de los integrantes se sienta comprometido a crear un ambiente de trabajo seguro y agradable.
� En general la implementación del sistema de seguridad para la empresa es: o Un factor más de rentabilidad de la empresa. o Es un medio efectivo de medir las situaciones anómalas del trabajo, a veces
difíciles de detectar. o Es un medio permanente de análisis de las condiciones y actos inseguros. o Mantiene la buena imagen de la empresa. o Es un factor decisivo en la disminución de los costos de producción.
MARCO SEIS: RECOMENDACIONES.
� Se recomienda a la gerencia de la empresa, que tome en cuenta los resultados de la
presente investigación para realizar mejoras en aspectos de seguridad industrial, de tal forma que se pueda crear un ambiente seguro y agradable de trabajo dentro de la empresa.
� Que la gerencia general promueva sesiones donde se traten asuntos de seguridad industrial para que exista una estrecha relación entre todos los departamentos de la empresa, situación que es indispensable para el perfecto funcionamiento de un sistema de seguridad e higiene industrial.
� Los gerentes de los diferentes departamentos deben tomar conciencia de la importancia de la seguridad industrial, y no dejar la responsabilidad únicamente a la gerencia de seguridad, debido a que la seguridad es responsabilidad de todos.
� Se recomienda el uso de las diferentes herramientas de control que permitan cumplir con los objetivos de la seguridad industrial; como por ejemplo gráficos de control, listas de chequeo, hojas de control, estudios estadísticos, matriz por objetivos, etc.
� Hacer encuestas semestralmente al personal para conocer sus inquietudes de mejora al
sistema de seguridad industrial. � Que la gerencia de seguridad industrial ponga en práctica las cualidades de liderazgo para
que influya en todo el personal y se cumplan las normas y procedimientos establecidos en el sistema de seguridad industrial.
� Darle cumplimiento a los programas de capacitación y simulacros de emergencia
anualmente, de ser posible de acuerdo a las propuestas realizadas. � En las actividades de implementación de medidas de seguridad se debe solicitar la mayor
asesoría de la casa proveedora de equipo, para que cada actividad se realice de la mejor manera y se le pueda dar el uso adecuado a cada dispositivo o equipo de seguridad.
� Que los registros que se realicen sobre las diferentes actividades de seguridad industrial,
se hagan de manera profesional para que cumplan con su función, y no únicamente realizar los registros para cumplir con procedimientos rutinarios.
� Que el departamento de supervisión y control realice su trabajo antes, durante y después
de cada actividad productiva dentro de la empresa, para que se puedan detectar anticipadamente los diferentes riesgos en las operaciones.
� Que el departamento de seguridad industrial, convierta el sistema de seguridad en un
sistema dinámico, de manera que la seguridad sea un proceso de mejoramiento continuo.

� Que la gerencia de seguridad industrial haga énfasis en la política de ganar - ganar, para que el personal esté motivado en todo momento y de esta manera obtener un buen desempeño en sus funciones dentro de la empresa.
� Que los responsables de seguridad industrial hagan conciencia periódicamente de ser
posible diariamente a todo el personal, sobre el hecho de que los principales beneficiados en la aplicación correcta de las medidas de seguridad serán ellos.
� Se recuerde constantemente a los operarios las normativas que comúnmente no le dan
cumplimiento, al mismo tiempo darles llamadas de atención sobre el incumplimiento de las mismas, por ejemplo:
. • No usar cosas colgantes que constituyen riesgo de ser atrapado por una maquina, por
ejemplo anillos cadenas, relojes, etc. • No utilizar máquinas o equipo sin autorización. • No realizar mantenimiento de maquinaria en funcionamiento. • Informar a su inmediato superior sobre riesgos en alguna actividad o maquinaria. • No obstruir el paso hacia las salidas de emergencia, extintores, duchas de emergencia,
interruptores eléctricos, etc. • Si se tiene que levantar cargas desde el piso, procure que la columna vertebral
permanezca lo mas recta posible. • Verificar constantemente que los cables conductores de energía eléctrica no tengan
ningún daño. • Que los interruptores, tomacorrientes, y botoneras no muestren ningún daño. • No efectuar reparaciones de aparatos o instalaciones eléctricas por si mismo, informar
para que un técnico realice tal operación. • Utilizar siempre el equipo de protección personal apropiado para cada área de trabajo. • Dar el mantenimiento adecuado al equipo después de usarlo. • Llevar ropa de trabajo siempre abotonada. • Pretejerse con guantes adecuados cuando trabaje con materiales peligrosos.
REFERENCIAS BIBLIOGRÁFICAS:
� Achaerandio, Luis (1995). Iniciación a la Práctica de la Investigación. (6ta. Edición) Guatemala. Publicaciones Universidad Rafael Landívar.
� Andrade, Luis. (2001). Manual de seguridad e higiene en una almacenadora de granos. Tesis de la Universidad Rafael Landívar. Guatemala.
� Cambranes, Erick. (1996). Seguridad e Higiene Industrial. Guatemala. Productos Avon de Guatemala, S.A.
� Dentón, Keith. (1982) Seguridad Industrial, Administración y Métodos. (1ra. Edición) Editorial Mc. Graw Hill, S.A. de C.V.
� Everett, Albert. Jr. (1996). Administración de la Producción.
México. Editorial LIMUSA, S.A. de C.V. Grupo Noriega Editores.
� Grimaldi, John; y Simonds, Rollin. (1980). La Seguridad Industrial y su Administración. México. Representaciones y servicios de Ingeniería, S.A.
� Heyel, Meter. (1973). Seguridad e Higiene en el Trabajo. México. Editorial Alfaomega.
� Instituto Guatemalteco de Seguridad Social. (I.G.S.S.1978). Seguridad e Higiene en el Trabajo. (4ta. Edición). Guatemala.
� Juárez, Alexander (1999). Propuesta de medidas preventivas para disminuir
accidentes de trabajo en la industria guatemalteca. Tesis de la Universidad Del Valle de Guatemala. Guatemala.
� Ministerio de Trabajo y Previsión Social. (1996) Código de Trabajo de la República de Guatemala. Guatemala. Tipografía Nacional.
� Morales, Jaime (2002). Diseño de un sistema de higiene y seguridad industrial y su implementación en una planta manufacturera de cuero. Tesis de la Universidad Rafael Landívar. Guatemala.
� Müller, Richard. (1975). Seguridad Laboral. México. Editorial Alfaomega.
� Pérez, Carlos. (1990). Manual de Seguridad e Higiene Industrial. Publicación para el Instituto Técnico de Capacitación y Productividad. Guatemala
� Ramírez Cavaza, César. (1992) Manual de Seguridad Industrial (1ra. Edición) México. Editorial LIMUSA, S.A. de C.V. Grupo Noriega Editores.
� Rodellar Lisa, Adolfo. (1999) Seguridad e Higiene en el Trabajo. México. ALFAOMEGA, grupo editor, S.A. de C.V.
� Trujillo, Juan. (1997). La falta de cumplimiento de las medidas de seguridad e higiene como causa fundamental de los accidentes de trabajo. Tesis de la Universidad de San Carlos de Guatemala. Guatemala.
� Yánez, Roberto. (1988). Técnica Básica de la Seguridad e Higiene en el Trabajo.
México. ALFAOMEGA, grupo editor, S.A. de C.V.
� Witsell, Edward. (1998). Equipo para la conservación de vehículos automotrices. México. ALFAOMEGA, grupo editor, S.A. de C.V.
Referencias en Internet:
• www.britishsafetycouncil.org: Página del Consejo Británico de Seguridad, sobre seguridad industrial.
• www.osha.gov: Página de OSHA en Internet que permite conocer los avances en
aspectos de seguridad industrial a nivel mundial, incluye reglamentación, informes estadísticos, etc.
• www.psiconet,com. Página de Psicología del Trabajo.
• Descarga ofrecida por www.prevention-world,com
Página que presenta un estudio sobre: o Accidentes e Incidentes. Autor: Duglas Ramón Falco. o Combate y prevención de incendios.: Autor: Alexander Bolañoz. o Equipo de protección personal. Autor: Guzmán Gonzáles y Carlos Aniento. o Extintores. Autor: Armando Rojas Franco, Magíster en Salud Ocupacional. o Manual de Seguridad Industrial. Autor: MA. Beatriz Hernández Andrade o Seguridad Industrial. Autor: Manuel Rojas.

Anexo A.
INFORME DE ACCIDENTES E INCIDENTES OPERATIVOS. Jefe de sección Planta o sección Fecha D M A
Lugar del suceso Empezó a las Termino a las Duración Turno
(01)INCIDENTE OPERATIVO (02)CASI-ACCIDENTE (03)ACCIDENTE Etapa del proceso Clase de casi-accidentes Nombre del lesionado
Naturaleza del daño Naturaleza del daño Ocupación Parte del cuerpo afectada
Equipo o instrumento involucrado
Objeto/equipo/sustancia Naturaleza de la lesión
Objeto/equipo/sustancia Descripción claramente del suceso
Que actos y condiciones substandares contribuyeron directamente a que ocurriera este suceso?
CAUSAS INMEDIATAS Actos subestandar condiciones substandar otros, cuales especificar
(01) No usar adecuadamente los e.p.p (01) Equipos , materiales, andamios (02) No tener u omitir lo indicado en el fuera de especificaciones. Permiso de trabajo. (02) Guardas de seguridad deficientes (03) No consultar procedimientos establecidos (03) Exposición al ruido, altas temperaturas (04) No visitar el área antes de iniciar trabajos (04) Condiciones ambientales peligrosas (05) Almacenaje inapropiado (polvos,humos,vapores,escapes) (06) No dejar área de trabajo despejada, aseada (05) Iluminación defectuosa
Tipo de falla: (01) mecánica (02)Instrumentos (03) Eléctrica (04)problema operativo (05)causa externa (06)otros, cuales?.
Cuales son las causas de la existencia de estos actos y condiciones substandares?
CAUSAS BÁSICAS (01) Incumplimiento de los procedimientos (08) Diseño inadecuado (02) Calidad del material (09) Herramientas equipo inapropiado (03) Falta de mantenimiento (10) Falta hoja de modificación (04) Falta de entrenamiento (11) Falta de ingeniería básica (05) Ausencia de procedimientos (12) Falta de ingeniería detallada (06) Planeación inadecuada (13) No se siguió el estándar establecido (07) Falta de comunicación (14) Atascamiento de material o producto
Consecuencias del incidente , casi accidente o accidente (01) daños al equipos de trabajo (04) deterioro de la calidad
(02) perdida de producción (05) riesgos para la salud (03) perdida de eficiencia (06) otros, cuales? especifique
Repetitivo (01) SI (02)NO Fecha de ultimo incidente, casi accidente o accidentes_________________________ Requiere de un análisis posterior de un grupo interdisciplinario (01) SI (02) NO Evaluación de la perdida potencial si no es corregida: Potencial de gravedad de perdida ALTO( ) MEDIO ( ) BAJO( ) Probabilidad de ocurrencia FRECUENTE( ) OCASIONAL( ) RARA VEZ( ) Que medidas se han tomado o se tomaran para evitar la repetición de l incidente, casi accidente o accidente:
NOMBRE DEL SUPERVISOR
FECHA
FIRMA
NOMBRE DEL JEFE DE SECCIÓN FECHA FIRMA

Anexo B ESPECIFICACIONES DE APARATOS DE MEDICIÓN
Especificaciones del medidor de sonido TES 1350 A
Auxiliary Outputs: AC conditioned, 0.65 Vrms corresponding to Each rnage step impedance 600 ohmios. DC conditioned. 100 ohmios Opeating Condition: 0 º C to 40 º C. menor 80 % R H- Storage Condition: - 10 º C to 60 º C menor 70 % RH. Display: 3 ½ digitals Power Suplí: one 9 V battery Size & Weigth: 240 mm (L) x 68 mm (W) x25 mm (H) & 215 g Accessories: Instruction Manual. 9 V Batery. Carrying Case Screwdriver , windscreen Standard applied: IEC 651 type 2 Rnage: A LO (Low) Weighting 35-100dB A HI (High Weighting 65-130dB C LO (Low) Weighting 35-100dB C LO (Low) Weighting 65-130dB Resolution: 0.1 dB Frequency Range: 31.5 Hz to 8 KHz Accuracy: + /- 2 dB Dynamic Range: 65 dB Frequency weighting: A.C Time Weighting: Slow & Fast. Maximum Hold: Decay menor 1dB / 3 min. Microphone: Electret Condenser Microphone Calibration: Electrical calibration by using the internal (1 KHz sine Wave at 94 dB)

GLOSARIO: Accidente: Un seceso anormal, no deseado que rompe la continuidad del trabajo y puede causar una lesión, enfermedad o daño a la propiedad. (Accidente, lesión, riesgo, Ramírez, 1992) Lesión: Daño corporal. repentino, causado por una herida, golpe o enfermedad. Riesgo: Proximidad de un daño, peligro y cada una de las contingencias que pueden ser objeto de un seguro. Estar una cosa expuesta a perderse o no efectuarse. Higiene: Es la disciplina que estudia y determina las medidas para conservar y mejorar la salud, así como prevenir las enfermedades. Parte de la medicina que estudia la forma de conservar la salud mediante la adaptación del hombre con el ambiente en el que vive contrarrestando las influencias nocivas que puedan existir en ese medio. Limpieza, aseo y vivienda en poblaciones. (Higiene, a sistema. Dentón, 1982) Implementación: Llevar a cabo, aplicar, poner en práctica. Industria: Conjunto de operaciones para la transformación y obtención de productos. Destreza o artificio para hacer una cosa. Sistema: Conjunto de principios coordinados para formar un todo científico o un cuerpo de doctrina. Combinación de varias partes reunidas para conseguir cierto resultado o formar un conjunto. Combinación de procedimientos destinados a producir cierto resultado. Conjunto de cosas ordenadas de algún modo. Manera de estar dispuesto un mecanismo. Manera de hacer las cosas. Presupuesto: Calculo previo de costo de una obra. Gastos de ingresos de un organismo publico, empresa o colectividad por tiempo determinado. Causa o pretexto con que se ejecuta algo. (Presupuesto a seguridad. Grimaldi y Simonds, 1980) Inspección: Examinar como inspector y reconocer atentamente, examen judicial de un lugar o cosa. Seguridad: Es el conjunto de normas, obras y acciones, así como los instrumentos técnicos y legislativos requeridos para proteger la vida humana y la propiedad del hombre de la acción de fenómenos destructivos, tanto de los provocados por la naturaleza como los originados por las actividades del hombre.

Peligro: Contingencia inminente de que suceda algún mal. Cosa u ocasión que causa o aumenta la inminencia del daño. (Pérez, 1990) OSHA: Administración de la Salud e Higiene Ocupacional. Ocupational Safety and Health Adminsitration. (www.osha.gov) Anclaje: Dispositivo para sujetar una pieza o maquina. (Anclaje a valvula. Witsell, 1998) Block de motor: Estructura de un motor de combustión interna donde se ensambla el cigüeñal, pistones, culata. Cigüeñal: Doble codo en el eje de ciertas maquinas como motores de combustión interna donde se ajustan las bielas que sostiene los pistones. Culata: Parte posterior del block de un motor de combustión interna. Descarbonizado: Eliminación de residuos de carbón, producto de una combustión. Mandriladora: Pieza del taladro en que reajusta la broca, uña del torno donde se asegura lo que se ha de labrar. Maquina: Artificio para aprovechar, dirigir o regular la acción de una fuerza. Motor: Aparato que transforma en energía mecánica cualquier otra forma de energía. Muñón: Extremo de un eje donde se monta una transmisión. Pistón: Pieza que se introduce en los cilindros del block del motor donde se da la compresión. Rectificadora: Maquina para el torneado y la rectificación excéntrica de émbolos (pistones). Válvula: Pieza móvil que colocada en una abertura de maquinas o instrumentos, sirve para cerrarla o abrirla.
