
1
REPORT ON
INDUSTRIAL ATTACHMENT
AT
TEXEUROP (BD) LTD.
A REPORT
By
TARIKUL ISLAM
H. M. SIRAJ UDDIN
MD. TAUFIKUL ISLAM
MD. RIAZ MAHMUD
DEPARTMENT OF TEXTILE ENGINEERING
DHAKA UNIVERSITY OF ENGINEERING & TECHNOLOGY
GAZIPUR-1700
From 06th
February to 03th
March 2016

2
REPORT ON
INDUSTRIAL ATTACHMENT
AT
TEXEUROP (BD) LTD.
A REPORT
By
TARIKUL ISLAM H. M. SIRAJ UDDIN
Student No: 115001 Student No: 115017
MD. TAUFIKUL ISLAM MD. RIAZ MEHMUD
Student No: 115028 Student No: 115044
Supervisor: Dr. Md. Abdus Shahid Associate Professor & Head
Department of Textile Engineering
Submitted to the
DEPARTMENT OF TEXTILE ENGINEERING
DHAKA UNIVERSITY OF ENGINEERING & TECHNOLOGY,
GAZIPUR. In partial fulfillment of the requirements for the award of the degree
of
BACHELOR OF SCIENCE IN TEXTILE ENGINEERING
From 06th
February to 03th
March 2016

i
TABLE OF CONTENTS
CHAPTER 1
PROJECT DESCRIPTION
1.1 Name of the Project
1
1.2 Type of the Project 1
1.3 Year of Establishment 1
1.4 Investors 1
1.5 Address 1
1.6 Location 2
1.7 Vision and Mission of the Project 3
1.8 History of the Project Development 3
1.9 Project Cost 3
1.10 Annual Turnover 4
1.11 Certification And Award 4
1.12 Project Layout 5
1.13 Physical Infrastructure 5
1.14 Production Type 6
1.15 Production Capacity 6
1.16 Final Products Name 7
CHAPTER 2
MANPOWER ORGANOGRAM
2.1 Manpower Organogram 8
2.2 Organogram of Production Section 9
2.3 Different Departments 10
2.4 Management Information System (MIS) 11
2.5 Information Medium 12
2.6 Responsibilities of General Manager 12
2.7 Responsibilities of Production Manager 12
2.8 Responsibilities of Production Officer 12
2.9 Responsibilities of Floor In-Charge 13

ii
CHAPTER 3
MACHINE DESCRIPTION
3.1 Knitting Section 14
3.1.1. Circular Knitting Section 15
3.1.2. Flat Knitting Section 17
3.1.3. Cloth Inspection Section 17
3.2 Dyeing Flore Layout Plan 18
3.2.1 Layout Indication 19
3.2.2 Layout Description 19
3.3 List of Machines 19
3.4 Specification of Different Machines 21
3.4.1 Dyeing Machine 21
3.4.2 Finishing Machinery 27
3.4.3 Garments Section 35
CHAPTER 4
RAW MATERIALS
4.1 Raw Material for Knitting 48
4.1.1 Raw Material for Knitting Section 48
4.2 Price of Raw Materials 48
4.2.1 Raw Material for Dyeing 50
4.3 Annual Requirements of Dyes 60
CHAPTER 5
LABORATORY
5.1 Laboratory 61
5.2 List of Laboratory Instruments 61
5.3 Laboratory Equipment‟s 61
5.4 Chemicals and Auxiliaries Are Used In Laboratory 61
5.5 Specification of Lab Dip Machineries 62
5.6 Selection of Stock Solution for Lab Recipe 62
5.7 Ratio between Salt and Soda According To Shade Percentage 63
5.8 Order Flow Chart of Lab Dip 63
5.9 Lab Dip Making Procedure 64
5.10 Flow Chart of Lab Dip Submission 64
5.11 Machine Program for Dyeing Procedure of Different Dyes in Lab 65
5.12 Calculation for Lab Dip Preparation 65
5.13 Color and Chemical Calculation 66

iii
CHAPTER 6
PRODUCTION PLANNING AND SEQUENCE OF
OPERATION
6.1 Names of the Buyers 67
6.2 Buyer‟s Requirements 69
6.3 Production Parameters 70
6.4 Production Flow Charts 71
6.4.1 Batching 71
6.4.2 Dyeing Section 73
6.4.3 Finishing Section 79
6.5 Occurring Faults and Instant Remedy 81
6.5.1 Faults & Remedies of Knitting Section 81
6.5.2 Faults of Dyeing, Their Causes and Remedies 82
6.5.3 Different Defects of Knitted Garments Section 84
6.6 Quality Control Unit 84
6.6.1 Objectives of Quality Control 84
6.6.2 Quality Control in Grey Fabric Inspection 85
6.6.3 List of Equipment‟s 85
6.6.4 Name of the Test for Quality Assurance of Grey Fabrics 85
6.6.5 Procedure of GSM Measurement by GSM Cutter 85
6.6.6 Dyeing Quality Control 85
6.6.7 Quality Control of Finishing Section 86
6.6.8 Inspection Checking Points of Finishing 86
6.6.9 Line of Quality Control 87
6.6.10 Measurement of Fabric Width or Dia 87
6.6.11 Measuring the Dimensional Stability (Shrinkage and Spirality) 88
6.6.12 Rubbing Fastness Test (Dry) Procedure 89
6.6.13 Color Fastness to Washing (ISO105:C06) 89
6.6.14 Quality Assurance Procedure 90
6.6.15 Quality Standard 90
6.6.16 Rejection Criteria for Body & Ribs 91
6.6.17 Rejection Criteria for Collar & Cuff 92
6.6.18 Finished Fabric Inspection 93
6.6.19 Inspection Checking Points 93

iv
CHAPTER 7
GARMENTS MERCHADISING
7.1 Introduction 94
7.2 Definition 95
7.3 Activities of Merchandising 96
7.4 Merchandising Activities on Quality Control 96
7.5 Scope of Marketing Activities of a Merchandiser 97
7.6 Flow Chart of a Merchandising Section 98
7.7 Garments Consumption and Costing 99
7.8 Major Buyer and Product Label 99
7.9 Product Label 100
7.10 Package Size & Label Market 101
7.11 Local Market 101
CHAPTER 8
CONTROL OF KNIT FABRIC PARAMETERS
8.1 Preparing Comparative Table for Different Required
and Performed Data on Dia, GSM, Shrinkage & Spirality 102
8.2 Relation Between Finished G.S.M. And
Yarn Count Of Variousfabrics 106
CHAPTER 9
GARMENTS SECTION
9.1 Introduction 107
9.2 Garments Making Sequence 107
9.3 Production Section 112
9.3.1 Different Sewing Machines SPI Range and Thread Consumption 112
9.3.2 Number of Machines Required as Per Products 112
9.3.3 Different Defects of Knitted Garments 112
9.3.4 Total Production in Sewing Section 113
9.3.5 Production Time and Cost 113
9.4 Different Calculation Related to Production Efficiency 113
9.5 Processes Sequence of T-Shirt Making 115

v
CHAPTER 10
MAINTENANCE
10.1 Objectives of Maintenance 116
10.2 Organogram of Maintenance Section 117
10.3 Maintenance of Machinery 117
10.4 Economic Consideration of Maintenance 118
10.5 Maintenance Flow Chart 118
10.6 Manpower Set-Up for Maintenance 119
10.7 Functions of Maintenance Personnel 119
10.8 Maintenance Tools/Equipment‟s & Their Functions 120
Maintenance Procedure 121
10.10 The Following Tasks are generally done during Maintenance 122
Maintenance Schedule of the Machines 122
CHAPTER 11
UTITLITY SERVICES
11.1 Essential Utility and Source 125
11.2 Functions of Utility 125
11.3 Electricity 126
11.4 Power Consumption of Different Sections 127
11.5 Water 127
11.6 Water Supply Details 128
11.7 Hardness Test Method 128
11.8 Calculation 128
11.9 Steam Supply 128
11.10 Compressed Air Supply 130
11.11 Specification of Compressor 130
11.12 Gas 131
11.13 Cost of Different Utilities 131
CHAPTER 12
STORE & INVENTORY
12.1 Introduction 132
12.2 Objectives of Inventory Control 132
12.3 Scope of Inventory Control 132
12.4 Frequency of Inventory Update 133
12.5 Inventory Procedure 133
12.6 Inventory Control System for Raw Materials 133

vi
12.7 Grey fabric store 133
12.8 Stages of Grey Fabric Inventory Control 134
12.9 Inventory Control System for Finished fabric 134
12.10 Stages of Finished Fabric Inventory Control 135
12.11 Inventory Control System for Spare Parts 135
CHAPTER 13
COST ANALYSIS
13.1 Introduction 136
13.2 Costing Of the Product 136
13.3 Price of the Product 137
13.4 Price Range of Different Products 137
13.5 Knitting Charge of Different Fabrics 137
13.6 Dyeing Charge of Different Fabrics 137
13.7 Finishing Charge of Different Fabrics 138
13.8 Costing Of the Product 138
CHAPTER 14
WATER & EFFLUENT TREATMENT PLANT
14.1 Process Sequence of WTP 140
14.2 Determination of Hardness of water 142
14.1.1 Objectives of ETP 143
14.1.2 Requirement of discharge effluent as per World Bank 143
14.1.3 Chemical used 144
14.1.4 Chemical using procedure 144
14.1.5 Product Quality Check 144
14.1.6 Typical Output of the Plant 144
14.1.7 Flow Chart of Effluent Treatment 144

vii
LIST OF TABLE
Table 3.1 Total no of machine at a glance 15
Table 3.2 Specification of circular knitting machine 15
Table 3.3 Specification of flat knitting machine 17
Table 3.4 Specification of Twill tape knitting machine 17
Table 3.5 List of machines 19
Table 3.6 Setting according to fabric construction 29
Table 3.7 Settings Stenter machine 31
Table 3.8 Diaminosoftware 37
Table 3.9 List of machineries 39
Table 3.10 Machine of finishing section 47
Table 4.1 The frequently count of yarn used in the factory 48
Table 4.2 Price and Source of Raw Materials 49
Table 4.3 Chemicals & Auxiliaries 53
Table 4.5 List of dyes 55
Table 5.1 Specification of lab dip machine 62
Table 5.2 Selection of stock solution for lab recipe 62
Table 5.3 Ratio between salt and soda according to shade percentage 63
Table 5.4 Machine programs for different dyeing procedure 65
Table 5.4 Machine programs for different dyeing procedure 67
Table 5.4 Machine programs for different dyeing procedure 70
Table 6.3 Defect of knitted fabric, their causes and remedies 81
Table 6.4 Run the program in the following way 90
Table 6.5 Four point grading system 91
Table 6.6 Grading calculation based on Points 91
Table 6.7 Rejection criteria for body & ribs 91
Table 6.7 Rejection criteria for collar & cuff 92
Table 8.1 For single jersey fabric 102
Table 8.2 For lycra-single jersey fabric 103
Table 8.3 For Lycra pique 104
Table 8.4 For (1×1) rib 105
Table 8.5 Relation between finished G.S.M. and yarn count of s/j and rib fabric106
Table 8.6 Relation between finished G.S.M. and yarn count of knitted fabrics 106
Table 8.7 Relation between GSM and yarn count of fleece fabric and
double lacoste 106
Table 9.1 SPI range & thread consumption 112
Table 9.2 Production time and cost 113
Table 9.3 Processes sequence of t-shirt making 115
Table 10.1 Maintenance tools/equipment & their functions 120

viii
Table 10.2 Maintenance of Stenter machine 121
Table 11.1 Essential Utility and Source 125
Table 13.1 Knitting Charge of Different Fabrics 137

ix
LIST OF FIGURE
Fig 1.1 Location of Texeurop (BD) Ltd. 2
Fig 1.2 Satellite View of Texeurop (BD) Ltd. 2
Fig 1.3 Project Layout 5
Fig 2.1 Manpower organogram of Texeurop (BD) Ltd. 8
Fig 2.2 Organogram of production section 9
Fig 2.3 Order flow sequence 11
Fig 3.1 Layout of dyeing and finishing section 18
Fig 3.2 Hydro extractor machine 27
Fig 3.3 Silting machine 28
Fig 3.5 Stenter machine 31
Fig 3.6 Compactor machine 32
Fig 3.7 Schematic diagram of the compactor machine with
the fabric flowing path 33
Fig 3.8 Sueding machine 34
Fig 3.9 Dizit Board 35
Fig 3.10 Plotter machine 35
Fig 3.11 Pattern cutter machine 35
Fig 3.12 Straight knife 38
Fig 3.13 Band knife 39
Fig 3.14 Chain stitch Machine 41
Fig 3.15 Lock stitch Machine 42
Fig 3.16 Button holing machine 43
Fig 3.18 Bartaking Machine 44
Fig 3.19 Overlock Machine 45
Fig 6.1 Processing curve for dark Color 74
Fig 6.2 Processing curve for white Color 76
Fig 6.3 Processing curve for Turquois Color 78
Fig 6.4 Flow chart of the finishing process 80
Fig 6.5 Rubbing fastness test (dry) procedure 89

x
Fig 9.1 Garments pattern and component 107
Fig 9.2 Sample of a T-Shirt 108
Fig 9.3 Marker making 109
Fig 9.4 Sewing or assembly 110
Fig 9.5 Garments inspection 111
Fig 9.6 Final inspection 111
Fig 10.1 Organogram of maintenance section 117
Fig 10.2 Maintenance of machinery 117
Fig 14.1 Water Reserve Tank 141
Fig 14.2 Different tanks of WTP process 141

xi
ACKWOLADGEMENT
The internship opportunity we had with “Texeurop (BD) Ltd” was a great chance for learning
and professional development. Therefore, we considered our self as a very lucky individual as
we was provided with an opportunity to be a part of it. We are also grateful for having a chance
to get many knowledge about the project during our internship period.
At first we would like to thank our gratitude to Associate professor Dr. Md. Abdus Shahid
Head of the Department of Textile Engineering and also express our deepest thanks to him for
taking part in useful decision & giving necessary advices, guidance and arranged all facilities to
make our internship easier. We choose this moment to acknowledge his contribution gratefully.
We would like to give thanks the Management & Human Resources Department of “The
Texeurop (BD) Ltd.” for giving us the opportunity to make our industrial attachment at the
Texeurop (BD) Ltd.
We are also grateful to Engr. Md. Shahidul Alam Muzumder, General Manager (Dyeing),
Texeurop (BD) ltd.
At last our thanks to the Supervisors, Technicians, Operators & all the other staffs of Texeurop
(BD) Ltd. who are most helpful to us.

1
CHAPTER 1
PROJECT DESCRIPTION
1.1 Name of the Project : TEXEUROP (BD) LTD.
1.2 Type of the Project : Composite knit fabrics & garments (with dyeing &
finishing) factory. (100% export oriented industry).
1.3 Year of Establishment : 2004
1.4 Investors : Mr. Md. Abdul Mazid Khan
Managing Director.
A major portion of project cost is financed by Dutch-Bangla Bank ltd.
1.5 Address:
Factory & Corporate office:
Vogra, Joydebpur Gazipur, Bangladesh.
Tel. : +880-2-9261986, 9261988, 9261993, 9262163-4, 9262701-2,
Fax : +880-2-9261582
E-mail : [email protected]
Website : www.texeuropbangladesh.com

2
1.6 Location
Fig 1.1: Location of Texeurop (BD) Ltd.
Fig 1.2: Satellite View of Texeurop (BD) Ltd.
Vogra Joydevpur
Chowrasta
Tangail road
North
Dhaka-Mymensingh Road
South
Texeurop
(BD) Ltd.

3
1.7 Vision and Mission of the Project:
Texeurop (BD) Ltd. is a Composite Knit Dyeing Factory that producing &
manufacturing Knitted Fabric and Garments with a mission to be one of the leading
exporters by providing the good quality knitted garments from Bangladesh to various
customers around the globe.
It‟s the policy of Texeurop (BD) Ltd. to ensure:
a. Customer satisfaction by all means.
b. Providing quality product as per requirement of the buyer.
c. Ensuring quality services in communication & timely delivery of the product.
d. To decrease the percentage of rework.
e. Evaluate the suppliers on yearly basis.
f. Give safe and hygienic working environment to workers.
g. Improve continually in the Quality Management System with every year to
come.
h. Reducing environmental pollution with proper treatment of effluents.
i. Providing a better working environment for both employers and employees by
strictly following rules & regulation of various complains issues.
1.8 History of the Project Development:
Texeurop (BD) Ltd. has been established with the objective and vision to satisfy the
needs of 21st century of worldwide knit apparels markets from one stop service being
committed to One-time Delivery, Quality Assurance, Price Affordability and Social
Accountability. Basically Pantex garments factory was the mother textile at
Narayangonj of Texeurop (BD) Ltd. from which the factory was expanded with
collaboration of European partner. The project is located in Vogra Joydebpur under
the district of Gazipur, about 25 km distance from the International Airport Dhaka,
Bangladesh. A well-developed Road Communication is there to reach the factory
from the Airport as well as from the Dhaka City.
1.9 Project Cost:
The initial cost of Texeurop (BD) Ltd. establishment is about 400 million Taka. But
the gradual enlargement & enhancement of the mill increasing the project cost. So it
is very difficult to measurement the actual cost of the project.

4
1.10 Annual Turnover:
Annual turnover of the factory is approximately Tk 140 core.
1.11 Certification and Award:
There are several buyer(s) / their representative conduct social audit in this factory
and found the results are satisfactory. The following buyers/ their representative
conduct social audit:
1. SGS conduct audit on 30.11.2005 for Okaidi and found results are satisfactory.
2. H & M conduct their first audit on 31.07.2006 and found results are
satisfactory. They also had done a follow-up audit on 24.04.2007.
3. Omega Compliance had done an audit on 29.01.2007 for Kwintet AB and
found satisfactory.
4. CSCC had done an audit on 14.03.2007 for MAD Engine Inc. and found
satisfactory.
5. It‟s had done an audit on 15.05.2007 for Cotton Group based on BSCI and
found results are satisfactory.
6. BKMEA had done an audit on 15.07.2007 and found results are satisfactory.
7. CSCC had done an Audit based on buyer‟s code of conduct for Street One on
17.02.2008 and results are satisfactory.
8. BKMEA had done an audit on 05.04.2008 and found results are satisfactory.
9. H&M had conducted their follow up audit on 05.05.2008.
10. TUV SUD had conducted an audit based on buyers COC for MPL. On dated
22.06.2008 & 23.06.2008 and found results are satisfactory.
11. H&M had conducted a Full Audit Program on dated 02.11.2008 and we
achieved “Yellow” Assessment.
12. Intertek had conducted an audit in the Global Security Verification Program.
A comprehensive Supply Chain Security verification to determine the
minimum security measures, as published by the U.S Bureau of Customs and
Border Protection on dated January 04, 2009. and they found that we had
implemented and maintained throughout the facility and scored Green
Certificate.

5
13. WAL-MART had conducted an Ethical Standards audit on dated March 03,
2009 and we received a “Yellow” Assessment certificate.
14. CSCC (A STR Company) had conducted a Social audit on dated March 14,
2009 for Street One, GmbH and results scored “Acceptable”\
15. CSCC (A STR Company) had conducted a Social Audit on dated April 01,
2009 for Redcats Group and we scored rating 98% as “Acceptable” grading.
16. H&M had conducted a follow-up audit on 05.05.2009.
1.12 Project Layout:
Fig 1.3: Project Layout
1.13 Physical Infrastructure:
The factory is built in such a way that there is possibility for further expansion of the
mill. The structure such as mill, office buildings, record rooms, guardrooms & dining
room etc. are made of solid hard concrete & brick Martials. . The whole area is
surrounded by safety brick wall .The main set up for m/c‟s are built of corrugated iron
& iron sheet, transparent hard plastics with enough ventilation & scope for passing
light & air.

6
Total area of the industry : 12500 sq. Meter
Factory land area : 10000 sq. Meter
Building : 8 Storied.
Floor space (Knitting) : 5000 SFT
Floor space (Dyeing &Finishing) : 20,000 SFT
1.14 Production Type:
a) Knitted grey fabrics : Plain single jersey, Heavy Jersey, Polo Pique, Lacoste, Rib
&Interlock double jersey , Drop needle, 2/3 Thread fleece(Brushed/ Un-brushed),
Collar & cuff etc.
-100%Cotton
-100%Polyester -Grey mélange (15% viscose + 85% cotton,
30% viscose + 70% cotton
10% viscose + 90% cotton
1% viscose + 99% cotton)
-Cheap value of cotton
-Polyester-Cotton blends.
b) Knit Garments: T-shirt, Polo shirt, Sweat shirt, Golf shirt, Cardigan, Jogging suit,
Short/Trouser, Legging, Fashion dress & Children wears etc.
1.15 Production Capacity:
Knitting Section: 4-5.5 tons/day.
Dyeing Section: 25 tons/day
Garments Section: 20,000 pcs/day.

7
1.16 Final Products Name:
a. Basic T - Shirt, d. Long Sleeve T - Shirt, g. Hood Jacket,
b. Polo Shirt, e. Knit Jacket, h. Infant Knitwear
c. Ladies Jacket, f. Kids Jacket,
Remarks:
Texeurop (BD) Ltd. Is a Modern textile industry. Every facility of a modern textile
factory exists in this factory. It has a no. of renowned buyers especially at Europe. So
Texeurop (BD) Ltd. is getting popular throughout the Textile sectors and its buyers.
This Factory has a good communication system from the capital city Dhaka.

8
CHAPTER 2
MANPOWER MANAGEMENT
2.1 Manpower Organogram:
Fig 2.1: Manpower organogram of Texeurop (BD) Ltd.
Chairman
GM
(Dyeing)
GM
(Operation)
Managing
Director
Manager (Compliance)
AM
(Admin)
AGM
(Production)
AGM (Accounts)
AGM
(Store)
Manager (Commercial)
Manager
(Quality)
AGM
(Fabric)
AGM
(Maintenance)
Manager
(Dyeing)

9
2.2 Organogram of Production Section:
Fig 2.2: Organogram of production section
GM
(Dyeing)
Director
(Production)
QC.
Technician
Asst.
Technician
QC. Officer
Helper
Asst. Lab
Technician
Lab
Technician
Asst. Lab
Officer
Lab Officer
GM
(Operation)
In charge
(Cutting)
AGM
(Garments)
Operator
Supervisor
Manager
(Cutting)
Helper
Operator
Line
Supervisor
Line In
charge
In charge
(sewing)
Manager
(sewing)
Manager
Maintenance
AGM
(Maintenance
)
Asst.
Supervisor
Supervisor
Maintenance
Officer
Helper
Operator
In charge
(Finishing)
Supervisor
Helper
Operator
Manager
(dyeing)
Production
Officer
Asst. Manager
In charge
Helper
Operator
Asst. Supervisor
Supervisor
Asst. Supervisor
Sr. Production
Officer

10
2.3 Different Departments:
a. Knitting section
Knitting
Inspection
b. Dying section
Batch section
Dye house
Dyeing Lab
Quality Control
Finishing
c. Garments Section
Merchandising
Sample
d. Maintenance Section
Electrical
Mechanical
e. Store Section
Supporting Departments
a. Personnel Administration
b. HRD
c. Marketing
d. Procurement
e. Finance and accounting
f. Security department

11
2.4 Management Information System (MIS):
There are three shifts of working in the mill .the most of the top level officers do their
job in general shift .But the others have to do their job in alternate shifts. There are
two dyeing managers in dyeing section do day shift. One Asst. dyeing manager do
constant A shift. Three Sr. production officers do alternate shifting duty and four
production officers do alternate shifting duty also.
Shift arrangement are as follows:
General Shift : 9.00am-5.00pm
A Shift : 6.00am-2.00pm
B Shift : 2.00pm-10.00pm
C Shift : 10.00pm-6.00am
Order Flow Sequence:
G.M
A.G.M
D.M
D.A.M
Sr. P.O
P.O
Supervisor
Operator
Helper
Fig 2.3: Order flow sequence

12
2.5 Information Medium:
● Intercom telephone ● Oral ● Fax
● Mobile ● Written letters
2.6 Responsibilities of General Manager:
To discuss with the buyer or party for order
To control dyeing and finishing floor.
To control lab and Q.C.
To control all manpower
2.7 Responsibilities of Production Manager:
To plan the production schedule with capacity and volume of order.
To observe dyeing finishing.
To supervise senior production officer and production officer.
To rectify any kinds of problems during dyeing.
To match shade as required.
2.8 Responsibilities of Production Officer:
To preparation and pH check.
Control of supervisor, operator, assistant operator & helper.
To match shade as required.
To find out dyeing and fabric fault as early as possible.
To recover the finished fabric this is rejected from quality department.
To register each batch dyeing condition.
To check daily production report.
To check water level in dyeing stage.
To maintain connection with finishing and quality control department.
To maintain connection with maintenance department etc.
Check recipe.
Batch

13
2.9 Responsibilities of Floor In-Charge:
To check Lab recipe and Prepare Production Recipe.
Batch preparation and pH check.
Control of supervisor, operator, asst. operator and helper of dyeing floor.
To match shade as required.
To find out dyeing and fabric fault as early as possible.
Remarks:
Production runs with the help of mechanical fitters. For any kind of mechanical fault
of any machine they fix and work under technical in-charge. Production officers‟
takes account of daily production by running after the two supervisors and workers so
on.
14
CHAPTER 3
MACHINE DISCRIPTION
Introduction:
Texeurop (BD) LTD. is an integrated computerized company. It has total 23 dyeing
machines among of them 13 machines are known as sample dyeing machine on the
basis of their production capacity. The machines are controlled by high skilled
operators. On the other hand Knitting section contains 45 machines, among of them
23 are circular knitting machine, 4 are Auto stripe machines, 5 are flat bed machines
for collar and cuff and another 3 are Twill tape machine.
3.1 Knitting Section:
Process requirements:
In Texeurop (BD) Ltd. three types of machines are used for producing and inspecting
knitted fabrics.
These are:-
1) Circular knitting machine (Single& Double Jersey Machine).
2) Flat knitting Machine (Cuff & Collar).
3) Fabric inspection machine
And the whole knitting section is divided in four sections,
1. Circular knitting section
2. Flat knitting section
3. Fabric inspection section
4. Store section

15
Table 3.1: Total no of machine at a glance
M/c type Total no of machine Ground total
Single jersey 13
45
Rib 04
Fleece 06
Auto Stripe 04
Flat bed 15
Twill tape 03
3.1.1. Circular Knitting Section:
This section contains 27 circular knitting machines. Circular knitting machines are of
different types, made by different manufacturer and also have different specifications.
In this section body fabric for knitted garments is produced. The different
specifications of different machines are given one after another
Table 3.2: Specification of circular knitting machine
M/c no Brand of
machine
Origin of
machine M/c type
Dia
(inch) Gauge
No of
needle
No of
feeder
01 JIUNN
LONG Taiwan Rib 36 18 2040*2 72
02 JIUNN
LONG Taiwan Rib 34 18 1920*2 68
03 JIUNN
LONG Taiwan Rib 34 18 1920*2 68
04 JIUNN
LONG Taiwan Rib 32 18 1800*2 62
05 - 08 JIUNN
LONG Taiwan
Single
jersey 36 24 1740 69

16
09-10 JIUNN
LONG Taiwan
Single
jersey 34 24 1812 72
11 JIUNN
LONG Taiwan
Single
jersey 24 24/20 1872 75
12 JIUNN
LONG Taiwan
Single
jersey 28 24 2112 84
13-15 JIUNN
LONG Taiwan
Single
jersey 30 24 2256 90
16-17 ORIZIO Italy Single
jersey 30 28 1680 72
18-19 GOANG
LIH Taiwan Fleece 36 20 2256 102
20-21 GOANG
LIH Taiwan Fleece 34 20 2136 96
22 GOANG
LIH Taiwan Fleece 30 20 1860 84
23 GOANG
LIH Taiwan Fleece 30 20 1860 84
Auto Stripe
24-26 Lisky Taiwan
Single
jersey 4
color
28 24/22 1344 70
27 Lisky Taiwan
Single
jersey 4
color
36 24/28 1420 90

17
3.1.2. Flat Knitting Section:
Generally collar, cuff of knitted garments is produced in this section. In this section
there are 5 flat knitting machines, all of them are same type and also have same
specification. The specification of all machines is given below.
Table3.3: Specification of flat knitting machine
Serial no Machine
brand
Country
of origin
Maximum
width
Machine
type
Machine
gauge
No of
feeder
01 -05 JIUNN
LONG Taiwan 68” V-Bed 14 8
06-15 JIUNN
LONG China 40” V-Bed 14 8
Table3.4: Specification of Twill tape knitting machine
Serial no Machine brand Country of origin No of head
01-03 Nobletex China 10
3.1.3. Cloth Inspection Section:
In cloth inspection section one machines is available. Specification of this machines is
given below.
Type Cloth Inspection Machine
Manufacturer name Uzu fabric Inspection
Country Thailand
Model No. UZ 900.31

18
3.2 Dyeing Flore Layout Plan:
8 7 6 5
4 3
2 1
10 11 12 13 14 15
17
20
19
18
5 9
Exit
16
24
21 22 23
25
30 26
31
32
27 28
29
33 34 35
Exit
37
38
North
West East
South
South
Fig 3.1: Layout of dyeing and finishing section

19
3.2.1 Layout Indication:
Name of Machine Machine Number
Dyeing (Sample & Bulk) : 1-20, 38
Slitting m/c : 21-22
Squeezer : 23
Hydro-extractor : 24
Dryer : 25
Tube Compactor : 26
Stenter m/c : 27-28, 37
Open Compactor : 29-30
Sueding : 31
Calendar : 32
Inspection Table : 33-34
Shrinkage Table : 35
3.2.2 Layout Description:
Machine
No.
Capacity
(kg)
Machine
No.
Capacity
(kg)
Machine
No.
Capacity
(kg)
01 10 07 1500 13 750
02 60 08 2000 14 600
03 120 09 1120 15 560
04 280 10 1500 16 30
05 150 11 500 17 30
06 250 12 1000 18 & 19 10
37 2400

20
3.3 List of Machines:
Table3.5: List of machines
Department Machine type No. of machine
Grey Fabric Store &
inspection
Fabric inspection machine 1
Batching Turning machine 02
Overlock machine 03
Dyeing floor
Sample dyeing machine
all are high pressure
10
Winch dyeing machine
(Atmospheric) Bulk
08
Winch dyeing machine (High
temperature) Bulk
05
Dark Room Light Box 03
Lab
Lab Dip Machine 03
Electric Pipet 02
Electric Balance 02
Spectrophotometer(Data Color) 01
Computer 01
Printer 01
Philips Hot Iron 01
Washing Machine 01
Tumble Dryer 03
GSM Cutter 03
Crock meter (wet & dry Rub) 01

21
PH
Meter 01
Dryer 01
Washing Section
Washing Machine 07
Hydro Extractor 01
Tumble Dryer 03
Finishing Section
Hydro extractor 01
Squeezer 01
Slitting & Dewatering machine 02
Dryer(tube) 01
Tube Compactor 01
Open Compactor 02
Stenter 02
Stenter (Mahlo) 01
Calendar 01
Brushing machine 01
Sueding Machine 01
3.4 Specification of Different Machines:
3.4.1 Dyeing Machine:
Dyeing Machine Fongs-01, 02, 03, 04:
Type : Small production Dyeing Machine
Name : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air

22
No. of Nozzle : 1, 1, 1, 1
Production Capacity : 10 Kg, 60 Kg, 120 Kg, 280 Kg
Winch speed : 250-300 m/min
Dyeing Machine Fongs-05:
Name : Dyeing Machine
Type : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : ECO-38-1T
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Motor : 7
No. of Nozzle : 1
Production Capacity : 150 Kg
Dyeing Machine Fongs-06:
Name : Dyeing Machine
Type : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : HSJ-2T
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Motor : 7
No. of Nozzle : 1
Production Capacity : 250 Kg
Dyeing Machine Fongs-07:

23
Name : Dyeing Machine
Type : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : ECO-38-6T
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Motor : 8
No. of Nozzle : 6
Production Capacity : 1500 Kg
Dyeing Machine Fongs-08:
Name : Dyeing Machine
Type : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : ECO-38-8T
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Motor : 8
No. of Nozzle : 8
Production Capacity : 2000 K
Dyeing Machine Fongs-09:
Name : Dyeing Machine
Type : HT/HP Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG

24
Model No. : HSJ-4T
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Motor : 13
No. of Nozzle : 4
Production Capacity : 1120 Kg
Dyeing Machine Fongs-10:
Name : Dyeing Machine
Type : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : ECO-38-6T
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Motor : 8
No. of Nozzle : 6
Production Capacity : 1500 Kg
Dyeing Machine Fongs-11:
Name : Dyeing Machine
Type : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : ECO-38-2T
Year of manufacturing : 2003
Temp. Range : 00-1400C
Used Utilities Water, Steam, Electricity, Compressed Air

25
No. of Motor : 8
No. of Nozzle : 2
Production Capacity : 500 Kg
Dyeing Machine Fongs-12:
Name : Dyeing Machine
Type : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : ECO-38-4T
Year of manufacturing : 2003
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Motor : 8
No. of Nozzle : 4
Production Capacity : 1000 Kg
Dyeing Machine Fongs-13:
Name : Dyeing Machine
Type : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : ECO-38-4T
Year of manufacturing : 2003
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air

26
No. of Motor : 8
No. of Nozzle : 4
Production Capacity : 1000 Kg
Sample Dyeing Machine Fongs-14:
Name : Dyeing Machine
Type : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : ECO-38-3T
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Motor : 8
No. of Nozzle : 4
Production Capacity : 600 Kg
Dyeing Machine-15:
Name : Dyeing Machine
Type : HT/HP Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : GN-6-2T
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Motor : 13
No. of Nozzle : 4
27
Production Capacity : 600 Kg
Dyeing Machine Fongs-16, 17, 18, 19, 20, 21, 22:
Type : Sample Dyeing Machine
Name : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Nozzle : 1, 1, 1, 1, 1
Production Capacity : 30 Kg, 30 Kg, 10 Kg, 10 Kg, 10 Kg
Dyeing Machine Fongs-23:
Name : Dyeing Machine
Type : Jet Dyeing Machine
Manufacturer name : FONG‟S
Country : HONGKONG
Model No. : ECO-38-4T
Year of manufacturing : 2003
Temp. Range : 00-140
0C
Used Utilities Water, Steam, Electricity, Compressed Air
No. of Motor : 12
No. of Nozzle : 8
3.4.2 Finishing Machinery:
01. Hydro extractor machine:

28
Model : Local.
RPM : 700-746(max).
Extraction % : 60%(approx.)
Use : Loose structure fabric like rib, interlock etc.
Capacity : 3000kg
Fig
3.2: Hydro extractor machine
02. Slitting machine:
Function:
To cut the tubular fabric for opening.
To check the fabric fault.
Rubber pressure roller removes a slight amount of water.
Softener can be at the tank.
Utility Used: Air, Water, Electricity.
Main points:
Speed: 100 m/min.
For single jersey fabric line
speed is maintained as 5 m/min.
For other fabric line speed is
maintained as 1 m/min.
Production capacity: 7000kg/day
Fig 3.3: Silting machine

29
04. Squeezer:
Main parts:
Revolving platform.
J-box squeezer.
Detwisting unit.
Stretching unit(for adjusting dia)
1st tank to remove dust, hairy fiber etc.
Over feed system.
2nd tank to apply different chemical
finishes like flame retardant, softener,
and fixer.
Speed : 80 m/min(max)
Pressure of 1st padder : 3
Pressure of 2nd padder : 4-5
Water extraction% : 36-40%
Capacity : 7000kg
Fig 3.4: Squeezer machine
04. Dryer machine:
Function:
To dry the fabric properly.
To dry the fabric without tension.
To gain the finished GSM.
Specially used for Lycra, piping, twill tape, Rib collar.
Main parts:
1. Heat chamber. (3)
2. Burner. (3)
3. Blower. (6)
4. Exhaust fan.

30
5. Synthetic blanket.
6. Folding device.
Steam pressure: 5.5 Kg/sq. cm (
Speed: 45 m/min (max)
Blower Speed: 230 rpm (max)
Table3.6: Setting according to fabric construction
Fabric type Speed
(m/min)
Temperature
(0C)
Overfeed Speed
(%)
Single jersey 14-16 140 20
Interlock 10 140 25-30
Rib 12-13(220 gsm),
9-10(250 gsm)
140
150
15-20
14-16
T/C, P/C, Viscose 20-23 130 20-25
Lacoste 30 140 20-25
Collar 12 160 20-25
Lycra fabric 17 130 15-20
05. Stenter machine (4 chamber):
For Lycra fabric Heat setting is available only.
Width is set in such a way so that it gives the required GSM & shrinkage.
Suitable for open compactor.
Course and wales become align and even distribution by Mahlo in the feed
side i.e. to ….minimize Bias& Boeing problem.
For Rib Fabric blower speed is less due to its loose structure.
8 burner, 4 chamber, 8 blower.
In case of heavy fabric temp 2100C and for light fabric it is 180-190
0C .
Maximum width is not used because pin penetration is difficult and chains are
locked.

31
Over feed speed is maintained as per delivery speed so that it can give the
desired quality.
Temperature control depends on shade condition.
In every chamber fabric width should be same.
Glue is used along the selvedge to prevent curling.
Two set of panders with tank are used to apply chemical finishes & squeezing.
Padder pressure must be controlled carefully.
Controlling points:
Fabric speed.
Fabric width.
Temperature.
Over feeding speed.
Utility used:
Gas.
Electricity.
Steam.
Fig: 3.5: Stenter machine
Table3.7: Settings Stenter machine
Fabric type Over feeding
(%)
Temperature
(0C)
Speed
(m/min)
Blower Speed
Single
jersey
65% 140-150 20-30 60
Rib 50% 170-190 20-30 35-45
Interlock 55% 160-170 20-30 40-45
Lacoste 50% 145-150 20-30 45-55
T.C 60% 190 20-30 40-50
P.K. 50% 140-150 20-30 50

32
For heat-setting overfeed % is kept 20%.
For heat-setting temperature is kept 1800-185
0ċ.
Overfeed%: Fabric↑ tension ↓ Shrinkage ↓ GSM ↑
Machine Specification:
Brand name : Ferraro
Type/model no : COMPTEX-RE 2800.
Company : Italy
No of motor : 08
Over feed : 35%
Machine speed : 80 m/min
Speed range : 30-40m/min
Temperature range : 100-1500C
Maximum width : 86”
Minimum width : 36”
Applied for : Open fabric
Left over feed : -20%→+20%
Right over feed : -20%→+60%
High production : -20%→+60%
Front over feeding cylinder : -20%→+60%
Production Capacity : 24 tons/day
06. Open compactor:
Functions:
To impart dimensional stability.
To provide better cohesion.
To obtain required width and
G.S.M.
Main parts:
Heated cylinder (steam)
Steaming device.
Blanket.
Fig 3.6: Compactor machine

33
Teflon roller.
Sensor.
Overfeed % : up to 50%.
Steam pressure : 5-6 bar
.
Schematic Diagram of Compactor or Open Width Finishing
Machine:
Fig 3.7: Schematic diagram of the compactor machine with the fabric flowing path
07. Tube Compactor:
Functions:
To minimize the shrinkage.
Overfeed given to achieve the finished gsm.
Hairy Fibers can be removed to improve the handle.
Spirality& Boeing can be minimized.
Special finishing machine:
01. Sueding:
A sueder is sometimes referred to as a sander since the machine consists of one or
more rolls covered with sand paper as the abrasive. Fabrics traveling over these rolls
develop a very low pile and the material's surface can be made to feel like suede
Tension
Feeder Damping
Cylinder
Cylinder
Blanket Tension
Roller
Blanket
Cooling
Cylinder
Guide Rollers
Swinging Frame
with rollers

34
leather. The hand will depend on the fiber composition, the filament count in the yarn
and the intensity with which the fabric is worked.
Filament fabrics can be made to feel like a spun fabric and all fabrics will have a
softer hand. It also known as pitch finish or carbon finish.
Tasks:
To develop soft feeling at the face side.
To increase the aesthetic properties on the garments
To provide warm feeling to the garments.
Sueding machine:
Machine quantity : 01
Brand : Unitech- Santalucia
Model : 10 GS X 1952
Origin : Italy
Voltage : 400 V
Normal Current: 96 amp.
No of Pile : 03
No of Counter-Pile : 03
Setting Point :
Taker-in-Tension (14 K/g)
Drum Tension (47 K/g)
Fig: 3.8: Sueding machine
02. Raising machine:
Raising is a permanent mechanical finishing process of lifting a layer of fibers from
the body of the fabric which stand out from the surface. Raising is most commonly
done for Fleece fabric.
Tasks:
To provide warm and smooth feeling.
To satisfy the buyer needs like heavy, medium & light brushing.

35
To produce a heavier surface made of fibers.
Machine specification:
Brand name : I KVANG M/C Works Ltd.
Type/model no : RG2-200
Country : Taiwan
No of motor : 04
No of pile roller : 35
Speed of main drum : 50 rpm
Manpower Required : Worker: 05
Production Capacity : 2 tones/day
Actual production : 1.5 tones/day
Utility : Electricity, Compressed air
Remarks:
Texeurop (BD) Ltd. has different type of dyeing machines for small to large scale
production. As the quality of the machineries of dyeing, finishing & testing section
are good, so the quality level of the product is also good. The machines are controlled
by skilled and experienced operators. The machines are erected at the dyeing floor at
two rows at a well-planned manner that facilitates loading and unloading of the fabric
on the machines.
3.4.3 Garments Section:
Here the machines are categorized by the concerned section. These are section of the
TEXEUROP BD Ltd garments section.
Sample section Cutting section
Sewing section Finishing section
Sample Section
CAD Room:
CAD room has the following machine:

36
01. Dizit board-copy the hand
marking pattern
Fig 3.9 : Dizit Board
02. Printer:
a. consumption(mini print)
b. plotter(big print)
Fig-3.10: Plotter machine
03. Pattern cutter machine:
Brand: Winda
Fig-3.11: Pattern cutter machine
04. Software:
a. Madarite software (for design+parts+grading)
b. Diaminosoftware (for marker making)
Table 3.8: Diaminosoftware

37
SL
NO
MACHINE TYPE NO OF
MACHINE
DESCRIPTION
O1 PAIN MACHINE (LOCK STITCH) 57 1 NEEDLE
02 OVERLOCK MACHINE 27 4 THREAD (2
NEEDLE,2 LOOPER)
03 FLAT LOCK MACHINE 22 3,4,5 THREAD
04 BUTTON HOLE MACHINE 1 1 NEEDLE
05 BUTTON ATTACHING MACHINE 1 1 NEEDLE
06 BARTACT MACHINE 1 1 NEEDLE
07 SNAP MACHINE 1
08 PREQUITTING MACHINE 2 2/4 NEEDLE
09 RIB CUTTING MACHINE 1
10 FEED OF THE ARM 1
11 KANSAI SPECIAL(CHAIN STITCH) 2 SPECIAL
12 KANSAI SPECIAL(BACK TAP) 1 SPECIAL
13 KANSAI SPECIAL(SMOKE
MACHINE)
7 SPECIAL
=124
Cutting section
In cutting section following machines are use-
1. Cutting m/c
Completely manual: Hand operated scissor.
Manually operated powered knife:
Straight knife
Band knife
Computerized cutting machine:
Garber Cutting machine
2. Spreading machine
Brio 1000(no of machine 4)
Konsan (no of machine 1)
Equipment‟s in cutting section
Cutting table
Perforated paper
Marker
Auto sticking m/c

38
Gsm tester
Gsm cutter
Electric balance
Machine specification:
Knife specification:
Tools to be used : 2.4 * 8.5 blade (thickness* width)
Speed : 30 m/min
Acceleration : 3 m/s2
Vibration : 5000-5500 turns/min
Machine requirements:
m/c power supply-electric voltage-440v
knife pneumatic supply -6 bar
Straight knife:
No of machine :1
Company : BLUISTER
Knife length : 8‟‟ & 10‟‟
Knife width : 2cm
Knife thickness : 0.1cm
Cutting height : 4 (standard)
Fig-3.12: straight knife
In this machine is movable but fabric is fixed suitable for cutting large garments parts.
Band knife:
No of machine :2
Model : max-700A
Voltage :220V
Knife length : endless
Knife width : 0.5cm
Knife thickness : .02cm
G.W : 295 kg
N.W : 230 kg
Origin : China
In this machine is movable but fabric is
fixed.
Suitable for cutting small garment parts,
round shape etc.
Fig-3.13 : Band knife
39
No of motor : 2
1 for perforated bed for easy cutting
Another for m/c running
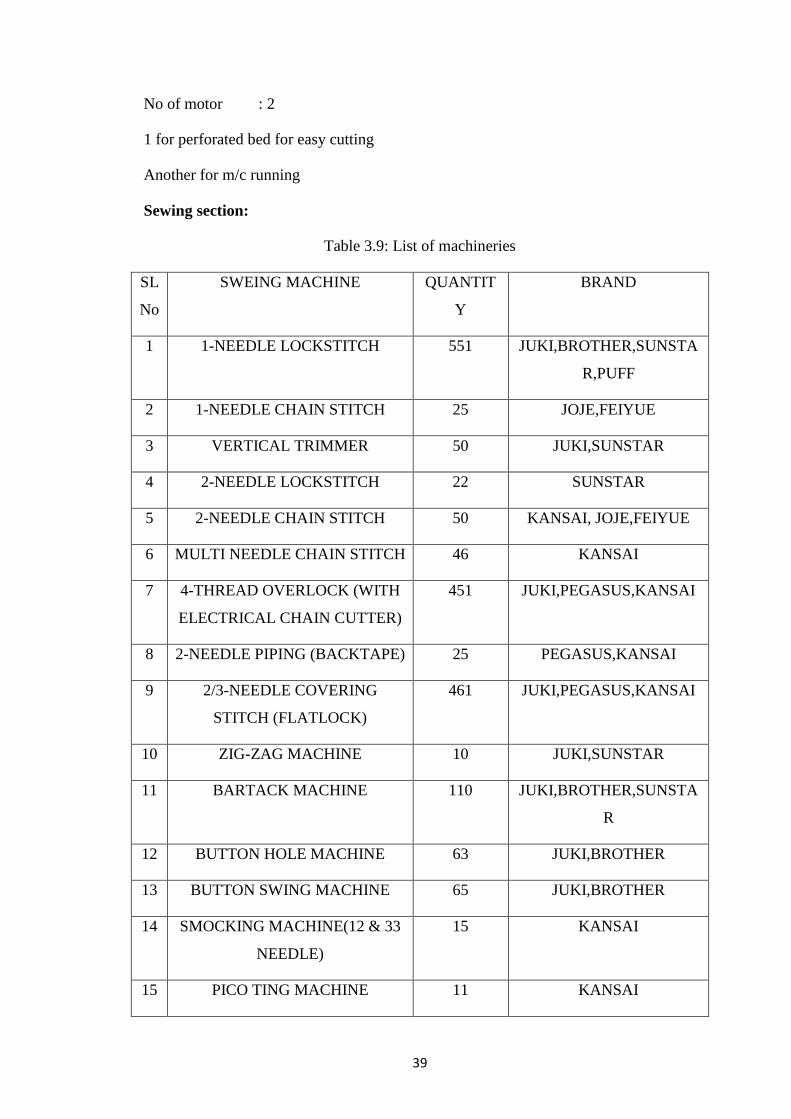
Sewing section:
Table 3.9: List of machineries
SL
No
SWEING MACHINE QUANTIT
Y
BRAND
1 1-NEEDLE LOCKSTITCH 551 JUKI,BROTHER,SUNSTA
R,PUFF
2 1-NEEDLE CHAIN STITCH 25 JOJE,FEIYUE
3 VERTICAL TRIMMER 50 JUKI,SUNSTAR
4 2-NEEDLE LOCKSTITCH 22 SUNSTAR
5 2-NEEDLE CHAIN STITCH 50 KANSAI, JOJE,FEIYUE
6 MULTI NEEDLE CHAIN STITCH 46 KANSAI
7 4-THREAD OVERLOCK (WITH
ELECTRICAL CHAIN CUTTER)
451 JUKI,PEGASUS,KANSAI
8 2-NEEDLE PIPING (BACKTAPE) 25 PEGASUS,KANSAI
9 2/3-NEEDLE COVERING
STITCH (FLATLOCK)
461 JUKI,PEGASUS,KANSAI
10 ZIG-ZAG MACHINE 10 JUKI,SUNSTAR
11 BARTACK MACHINE 110 JUKI,BROTHER,SUNSTA
R
12 BUTTON HOLE MACHINE 63 JUKI,BROTHER
13 BUTTON SWING MACHINE 65 JUKI,BROTHER
14 SMOCKING MACHINE(12 & 33
NEEDLE)
15 KANSAI
15 PICO TING MACHINE 11 KANSAI

40
16 RIB CUTTING MACHINE 31 IDEA,IU-922
17 BLIND STITCH(OVERLOCK) 58 PEGUSUS
18 SNAP BUTTON 33 NYTO,UZU,MAX
19 FUSING MACHINE 15 HASHIMA
Grand
Total=2948
CHAIN STITCH MACHINE:
Description:
The machine comes with a thread spreading mechanism and an adjustable needle
guard to prevent stitch skipping. The thread clamp mechanism, tension release
mechanism and needle thread draw-out mechanism enable the machine to leave
thread of a uniform length after thread trimming, and prevent slip-off of the needle
thread. All of these mechanisms contribute to upgraded sewing.
Fig 3.14: Chain stitch Machine
Model Name : MH481
Maximum sewing speed : 5500st/min
Stitch length : 1-4mm
Pressure foot : By knee 4mm
Needle : TV×7

41
LOCK STITCH MACHINE:
Description:
The thread take-up mechanism, feed mechanism, thread paths and hook have been
further improved to enhanced responsiveness to material changes & ensure stitch
quality
Fig 3.15: Lock stitch Machine
BUTTON HOLLING MACHINE:
The LBH-1790A Series follows the world's highest sewing speed and dry-head
mechanism of its predecessor model. In addition, this machine comes with the latest
model operation panel which is installed with a USB port. Furthermore, all drive
mechanisms have been digitalized to manage each sewing pattern individually.
Model name : LBH-1790A
Max. sewing speed : 3,600sti/min
Number of stitches : 54~345 (by gear-change method)
Model name : DDL-8300N
Max. sewing speed : 5500sti/min
Max. stitch length : 5mm
Needle : DB×1

42
Buttonhole length : 6.4~38.1mm
Needle : DP×5 #11J, 134 Nm75
Fig3.16: Button holing machine
BUTTON SEWING MACHINE
LK-1903B Series
The machine achieves sewing speed of 2,700sti/min. The machine's starting, stopping,
thread-trimming and automatic presser lifting speeds have been increased to
significantly shorten total cycle time.
Fig 3.17: Button sewing machine
Model name : LK-1903B
Max. sewing speed : 1,500sti/min
Number of stitches : 8, 16, and 32 stitches
Feed length (crosswise feed) : 2.5~6.5mm

43
Applicable button : Shank button, Wrapped-around button, Snap, Label,
Metal button, Stay button
Button size : φ10~28mm
Needle : TQ×1 (#16) #14~20
BARTACKING MACHINE:
LK-1850 series
The machine is provided with a material-drawing mechanism which draws the right
and left parallel portions of an eyelet buttonhole near to one another. The machine
performs bartacking with the right and left parallel portions of the eyelet buttonhole
drawn near to one another after the buttonhole is clamped under the work clamp foot,
thereby finishing highly durable and well-tensed eyelet buttonholes
Fig 3.18: Bartaking Machine
Model name : LK-1850
Max. sewing speed : 2,300sti/min
Lift of the work clamp : Max. 17mm
Needle : DP×5
OVERLOCK MACHINE:
MO-6700 series
Since the machine comes with a needle-thread take-up mechanism as well as a looper
thread take-up mechanism, to offer upgraded responsiveness from light- to heavy-
weight materials with a lower applied tension.

44
Fig 3.19: Overlock Machine
Model Name : MO-6700
Types : 3, 4 & 5 threads
Stitch Per Minute (SPM) : 6500-8500
Stitch Class : 500
Group : Chain stitch
Seam class : Super imposed
TPI : 15-16 (3 thread),
17-18 (4 thread)
21-22 (5 thread)
Needle no : 1 needle, 2 loppers (3 Thread);
2 needles, 2 loppers (4 Thread)
2 needles, 3 loppers (5 Thread)
Uses of Machines:
Plain m/c : All types of Woven fabric stitching.
Over lock m/c : All types of sewing of light and heavy fabric garments for edge
neating and side joining.
Double needle m/c : All types of sewing of heavy and light weight fabric garments.

45
Flat lock m/c : All types of sewing of heavy and light fabric garments
specially for hemming and decorative purpose.
Button hole m/c : All types of sewing of heavy and light fabric garments for
button holing.
Button attaching m/c : All types of sewing of heavy and light fabric garments for
button attaching.
Bartack m/c : All types of sewing of heavy and light fabric garments.
Specially in the seam joining area, belt loop trouser.
Chain stitch : All types of sewing of heavy and light fabric garments.
Blind stitch m/c : All types of sewing of light and heavy fabric garments
hemming.
Machine brand:
Machine brand : Country
Sunstar : Korea
Kansai special : Japan
Juki : Japan
Pegasus : Japan
Brother : Japan
Puff : Japan
46
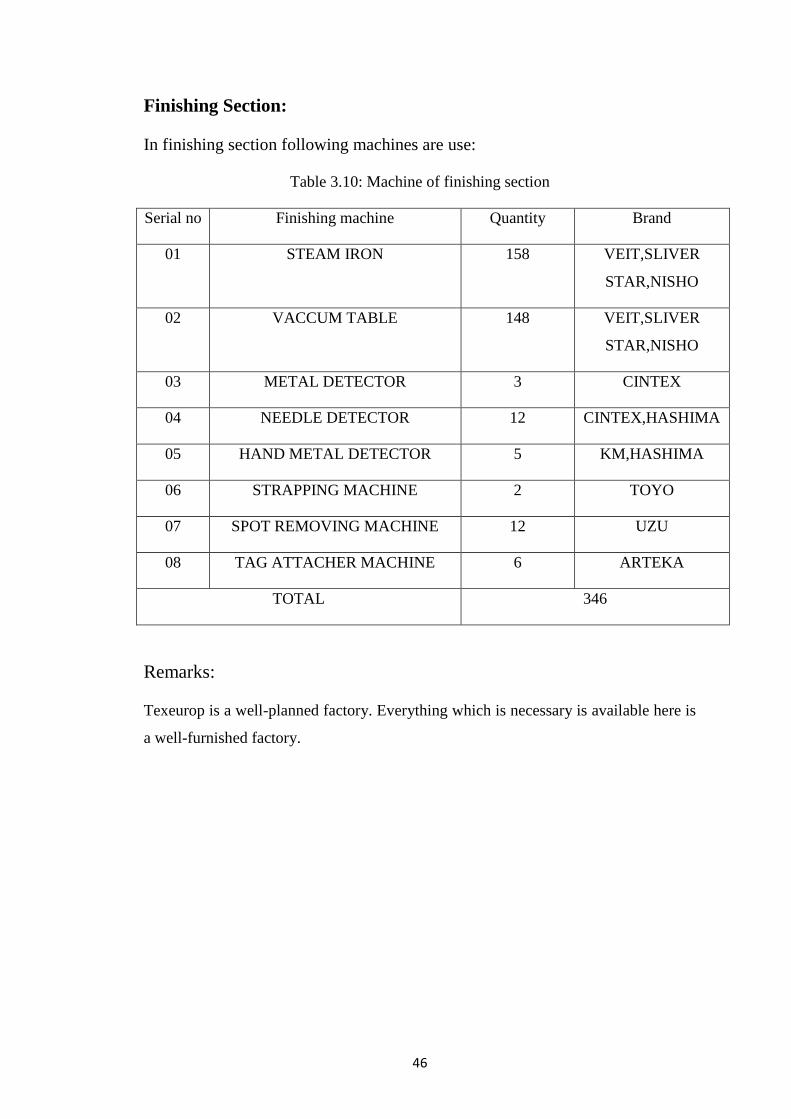
Finishing Section:
In finishing section following machines are use:
Table 3.10: Machine of finishing section
Serial no Finishing machine Quantity Brand
01 STEAM IRON 158 VEIT,SLIVER
STAR,NISHO
02 VACCUM TABLE 148 VEIT,SLIVER
STAR,NISHO
03 METAL DETECTOR 3 CINTEX
04 NEEDLE DETECTOR 12 CINTEX,HASHIMA
05 HAND METAL DETECTOR 5 KM,HASHIMA
06 STRAPPING MACHINE 2 TOYO
07 SPOT REMOVING MACHINE 12 UZU
08 TAG ATTACHER MACHINE 6 ARTEKA
TOTAL 346
Remarks:
Texeurop is a well-planned factory. Everything which is necessary is available here is
a well-furnished factory.

47
CHAPTER 4
RAW MATERIALS
4.1 Raw Material for Knitting:
4.1.1 Raw Material for Knitting Section:
As we know the raw materials for knitting is the yarn. Different types of yarn of wide
range of count are used for this purpose. In yarn store section we had the chance to
know about different yarns of different count used in Texeurop (BD) Ltd. knitting.
We also have known different yarn manufacturer/suppliers name for this knitting
section i.e. sources of yarn. . There are different types of yarns are used as raw
materials in this factory. These are:
Table 4.1: The frequently count of yarn used in the factory
Generally used yarn Count
Cotton 10S
,18 S
,20 S
,24S, 26
S, 28
S, 30
S, 32
S, 34
S,
38s,40
S
Polyester 75D, 100D
Spandex yarn 20D,40D, 70D
Grey Mélange (C-90% V-10%) 24S, 26
S
Ecru Mélange (C-85% V-15%) 24S, 26
S, 28
S
Anthra Mélange (C-65% V-35%) 24S, 26
S, 28
S
PC (65%Polyester & 35% cotton) 24S, 26
S, 28
S, 30
S
CVC 24S, 26
S, 28
S, 30
S
4.2 PRICE OF RAW MATERIALS:
Price of yarn varies mill to mill and as different count. Here, we collect a price sheet
of overall price for all the spinning mills of home and abroad of different count from
merchandizing section:

48
PRICE AND SOURCE OF RAW MATERIALS:
Table 4.2: Price and Source of Raw Materials
Yarn Types. Yarn Count Source of Yarn Price of Yarn
100% Cotton,
Combed.
40/s Shinha Tex $ 3.55/kg
100% Cotton,
Carded.
40/s Rahmat Tex $ 2.90/kg
100%Cotton,
Combed.
34/s Akij Tex $ 3.08/kg
100%Cotton,
Carded.
34/s Shamim Tex $ 2.70/kg
100% Cotton,
Carded.
32/s Shamim Tex $ 2.56/kg
100% Cotton,
Carded.
30/s Akij Tex $ 2.55/kg
100%Cotton,
Combed.
30/s Akij Tex $ 2.95/kg
100%Cotton,
Combed
30/s Keya Tex $ 3.00/kg
100%Cotton,
Combed.
26/s Akij Tex $ 2.90/kg
100% Cotton,
Carded.
26/s Keya Tex $ 2.45/kg
100% Cotton,
Carded.
24/s Akij Tex $ 2.45/kg
100%Cotton,
Combed.
24/s Akij Tex $ 2.85/kg
100%Cotton, 20/s Keya Tex $ 2.90/kg

49
Combed
Grey mélange(85%
Cotton +15%
viscose)
34/s Shamim Tex $ 3.05/kg
Grey mélange (”) 26/s Shamim Tex $ 2.85/kg
Spandex ( Lycra) 20/d Korea,Chine&Taiw
an
$ 08-18/kg
Other source of raw materials is as follows:
Jamuna Spinning Mill Ltd,
Paradise Spinning Mill Ltd
Utha Spinning Mill Ltd
Amber Spinning Mill Ltd
J.K Spinning Mill Ltd
Cotton concern Spinning Mill Ltd
Square Spinning Mill Ltd
Talha Spinning Mill Ltd
Viyellatex LTD.
Annual Requirement of Yarn:
This factory required 1200 to 1300 tons yarn per year.
4.2.1Raw Material for Dyeing:
Texeurop (BD) Ltd. is a knit composite textile industry. In this industry the raw
materials used for production of colored or white finished fabrics which are ready for
the preparation of garments are:
1. Grey fabrics
2. Dyes
3. Chemicals.

50
Grey Fabric Source:
Dyeing department of Texeurop (BD) Ltd. receive grey fabric from knitting
department of this company. According to buyer order, store officer receive the grey
fabric and he maintains the delivery of finished fabric.
Annual Requirements of Grey Fabric:
Determination of annual requirements is very tough. It mainly depends on the buyer
order and subcontract order. When the buyer order is large then the consumption is
high and vice-versa. The annual requirements of grey fabric depend on the buyer
order and the requirements of dyes and chemicals depend on the colour depth.
1. Grey Fabric:
According to Fibers:
100 % Cotton fabric
CVC fabric
PC fabric
Lycra twill fabric
Grey mélange.
According to Fabric Structure:
Single jersey
Single jersey with lycra
Polo pique
Single & double lacoste
Fleece
Interlock & its derivatives
Interlock with lycra
Rib & its derivatives (1Χ1 Rib, 2Χ2 Rib)
Rib with lycra
Different types of collar & cuff
Piping, Twill tape & other decorative accessories.

51
2. Chemicals:
List of Chemicals Used In Texeurop (BD) Ltd.
Acid
1. Acetic Acid
2. Hydrochloric Acid
Detergent
1. Felosan NOF
Washing Agent
1. Cibapon R
Levelling Agent
1. Cibacel DBC
Sequestering Agent
1. Invatex CS
Salt
1. Gluber Salt
2. Common Salt
Whitening Agent
1. Uvitex BAM
2. Uvitex BHV
3. Hostalux ETBN (For polyester
fabric)
4. Bluton BBV
Softener
1. Alkamine CWS
2. Sapamine FPG
3. Sapamine 544
4. Magasoft TET
5. Megasoft FMG (For White
Fabric)
Fixing Agent
1. Sandofix EC
Reducing Agent
1. Hydrose
Bleaching Agent
1. H2O2
Enzyme
1. Bioace
2. Tinozyme 44L
Stabilizer
1. Tinoclarite CBB
Anticreasing Agent
1. Cibafuid C
PH
Controller
1. Acid
2. Neutracid RBT (Non volatile)
3. Soda Ash
4. Caustic
Per-oxide Killer
52
1. Invatex PC
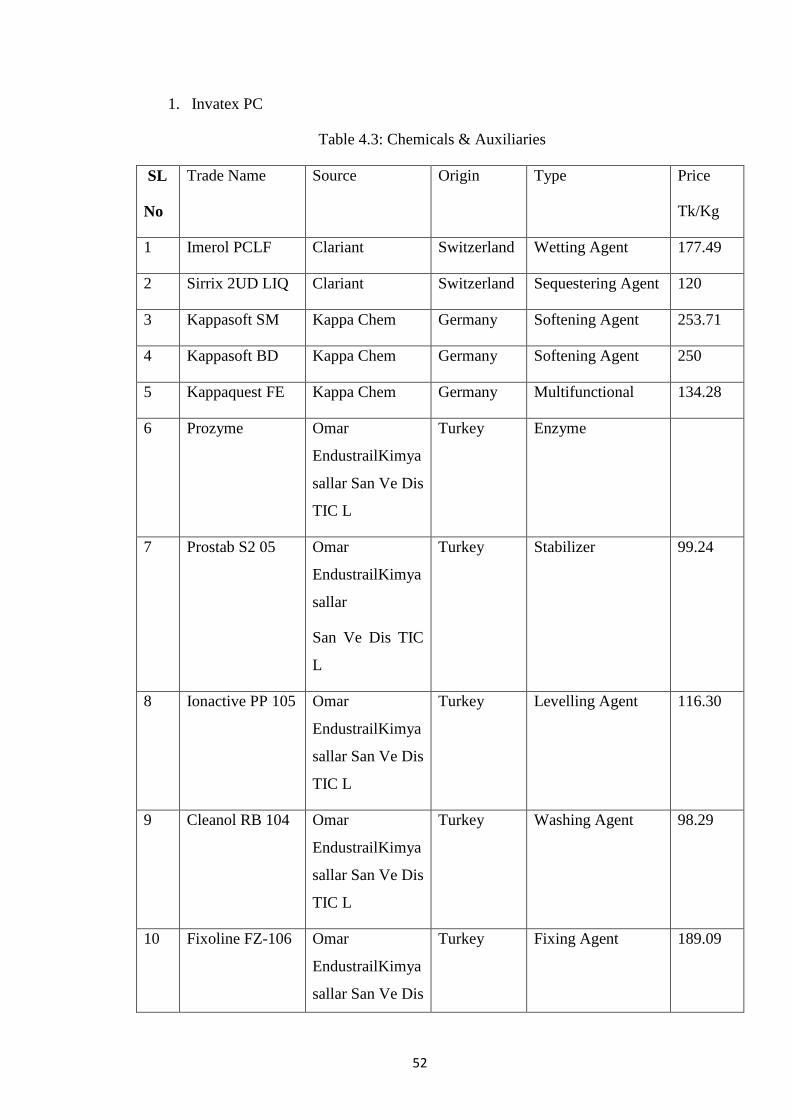
Table 4.3: Chemicals & Auxiliaries
SL
No
Trade Name Source Origin Type Price
Tk/Kg
1 Imerol PCLF Clariant Switzerland Wetting Agent 177.49
2 Sirrix 2UD LIQ Clariant Switzerland Sequestering Agent 120
3 Kappasoft SM Kappa Chem Germany Softening Agent 253.71
4 Kappasoft BD Kappa Chem Germany Softening Agent 250
5 Kappaquest FE Kappa Chem Germany Multifunctional 134.28
6 Prozyme Omar
EndustrailKimya
sallar San Ve Dis
TIC L
Turkey Enzyme
7 Prostab S2 05 Omar
EndustrailKimya
sallar
San Ve Dis TIC
L
Turkey Stabilizer 99.24
8 Ionactive PP 105 Omar
EndustrailKimya
sallar San Ve Dis
TIC L
Turkey Levelling Agent 116.30
9 Cleanol RB 104 Omar
EndustrailKimya
sallar San Ve Dis
TIC L
Turkey Washing Agent 98.29
10 Fixoline FZ-106 Omar
EndustrailKimya
sallar San Ve Dis
Turkey Fixing Agent 189.09

53
TIC L
11 Provent POL
103
Omar
EndustrailKimya
sallar San Ve Dis
TIC L
Turkey Anti-Creasing
Agent
98.98
12 Geistab RS Omar
EndustrailKimya
sallar San Ve Dis
TIC L
Turkey Stabilizer 97
13 Geisoftcan Omar
EndustrailKimya
sallar San Ve Dis
TIC L
Turkey Anti-Creasing
Agent
97
14 Geiclean WA Omar
EndustrailKimya
sallar San Ve Dis
TIC L
Turkey Washing Off Agent 97
15 Geisoft WCS Omar
EndustrailKimya
sallar San
Ve Dis TIC L
Turkey Whitener 250
16 Syno White 2BX Orient Chem Taiwan
17 Syno White
BYB
Orient Chem Taiwan
18 Sapamine CWS Huntsman Switzerland Softening Agent 277.50
19 Hydrogen
peroxide50%
H P Chemicals Bangladesh Bleaching Agent
20 Hydrose BASF Germany Reducing Agent 167.14

54
21 Acetic Acid Jubilent India Acid 102.20
22 Soda Ash Orient Link
(Hong Kong)
Limited
China Alkali 19.47
23 Caustic Soda Opsonin Bangladesh Alkali 55
24 Glaubar Salt Orient Link
(Hong Kong)
Limited
China Electrolyte 11.67
25 Jinfix SR Orient chem Taiwan Fixing agent 325.40
26 Antimussol HTS Oasis India Anti-foaming agent 275
27 GSS Kappa Chem Germany Exhausting Agent 1390
28 Green Acid Huntsman Switzerland Acid 90
29 Common Salt Opsonin Bangladesh Electrolyte 9.73
30 Invatex PC Huntsman Switzerland Peroxide Killer 139
Dyes:
Following are the dyes that are used for the coloration of the Scoured & Bleached
Fabric. The Dyes are listed below:
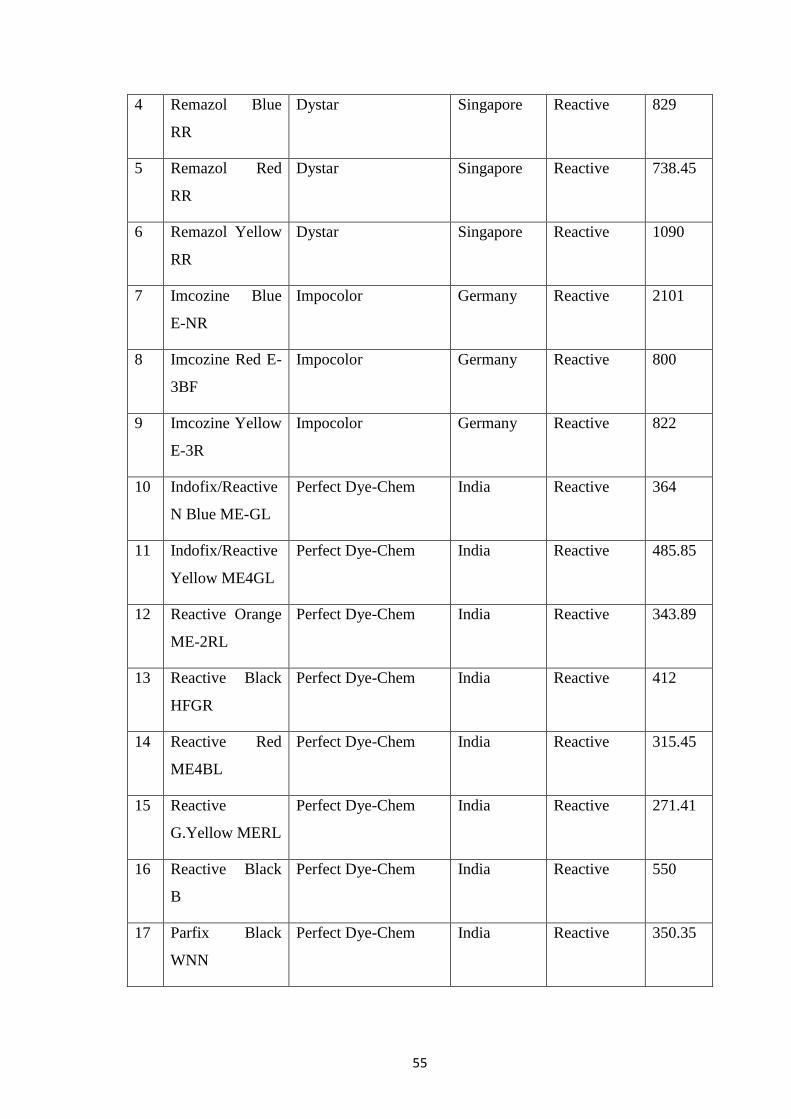
Table 4.5: List of dyes
SL
No
Trade Name Source Origin Dyestuff
Type
Price
Tk/Kg
1 Reactobond Blue
RR
Meghmani Dyes And
Intermediates Ltd.
India Reactive 718.87
2 Reactobond Red
RR
Meghmani Dyes And
Intermediates Ltd
India Reactive 636.18
3 Reactobond
Yellow RR
Meghmani Dyes And
Intermediates Ltd
India Reactive 642.69
55
4 Remazol Blue
RR
Dystar Singapore Reactive 829
5 Remazol Red
RR
Dystar Singapore Reactive 738.45
6 Remazol Yellow
RR
Dystar Singapore Reactive 1090
7 Imcozine Blue
E-NR
Impocolor Germany Reactive 2101
8 Imcozine Red E-
3BF
Impocolor Germany Reactive 800
9 Imcozine Yellow
E-3R
Impocolor Germany Reactive 822
10 Indofix/Reactive
N Blue ME-GL
Perfect Dye-Chem India Reactive 364
11 Indofix/Reactive
Yellow ME4GL
Perfect Dye-Chem India Reactive 485.85
12 Reactive Orange
ME-2RL
Perfect Dye-Chem India Reactive 343.89
13 Reactive Black
HFGR
Perfect Dye-Chem India Reactive 412
14 Reactive Red
ME4BL
Perfect Dye-Chem India Reactive 315.45
15 Reactive
G.Yellow MERL
Perfect Dye-Chem India Reactive 271.41
16 Reactive Black
B
Perfect Dye-Chem India Reactive 550
17 Parfix Black
WNN
Perfect Dye-Chem India Reactive 350.35

56
18 Drimarine
Yellow CL2R
Clariant Switzerland Reactive 2500
19 Drimarine Red
CL5B
Clariant Switzerland Reactive 750
20 Drimarine
Yellow CL2R
Clariant Switzerland Reactive 750
21 Drimarine
Yellow HFR
Clariant Switzerland Reactive 2400
22 Drimarine Navy
CLB
Clariant Switzerland Reactive 1200
23 Drimarine Blue
Turquis CLB
Clariant Switzerland Reactive 450
24 Reactive Turo.
Blue H2GP
KIRI TEX India Reactive 560
25 Solazol Blue
RSPL
Solar Fine Chemical
CO. Ltd.
Taiwan Reactive 390
26 Syno White 4BK Orient Chem Taiwan Brightener 300.03
27 Reactobond
Orange 3R
Meghmani Dyes And
Intermediates Ltd.
India Discharge 488.82
28 Solazol Navy
WB
Solar Fine Chemical
CO. Ltd.
Taiwan Discharge 450
29 Remazol Dark
Blue SLT
Dystar Gemany Reactive 560
30 Reactobond Red
3GX
Meghmani Dyes And
Intermediates Ltd
India Reactive 1250
31 Reactobond Red
BB
Meghmani Dyes And
Intermediates Ltd
India Discharge 1218
32 Reactobond Meghmani Dyes And India Discharge 560

57
Navy DB Intermediates Ltd
33 Reactobond
Black DX
Meghmani Dyes And
Intermediates Ltd
India Discharge 470
34 Reactobond
Yellow RGB
Meghmani Dyes And
Intermediates Ltd
India Discharge 600
35 Reactobond Blue
H2R
Meghmani Dyes And
Intermediates Ltd
India Discharge 1150
36 Reactobond N.
Blue GG
Meghmani Dyes And
Intermediates Ltd
India Discharge 650
37 Reactobond Blue
BB
Meghmani Dyes And
Intermediates Ltd
India Discharge 2049
38 Levafix Blue CA Dystar Germany Reactive 1841
39 Levafix Fast Red
CA
Dystar Germany Reactive 2071
40 Levafix Amber
CA
Dystar Germany Reactive 1305
41 LevafixRubine
CA
Dystar Germany Reactive 2019
42 Novacron Brill
Red Fn-3GL
Huntsman Switzerland Reactive 2400
43 Novacron Blue-
FNR
Huntsman Switzerland Reactive 2500
44 Novacron Red
FNR-01
Huntsman Switzerland Reactive 1290
45 Novacron
Yellow FN-2R
Huntsman Switzerland Reactive 1540
46 Disperse Red
CBNSF
Meghmani Dyes And
Intermediates Ltd
India Disperse 2600

58
47 Disperse Black
EXNSF
Meghmani Dyes And
Intermediates Ltd
India Disperse 374.13
48 Disperse Blue
SGL
Meghmani Dyes And
Intermediates Ltd
India Disperse 648.41
49 Disperse Orange
RSF
Meghmani Dyes And
Intermediates Ltd
India Disperse 400
50 Disperse Yellow
F-5GL
Meghmani Dyes And
Intermediates Ltd
India Disperse 550
51 Dispertex Black
RK7
Meghmani Dyes And
Intermediates Ltd
India Disperse 170
52 Dispertex Blue
MN 12
Meghmani Dyes And
Intermediates Ltd
India Disperse 460
53 Dispertex
Marine RS
Meghmani Dyes And
Intermediates Ltd
India Disperse 530
54 Dispertex Red
FRC 46
Meghmani Dyes And
Intermediates
India Disperse 490
55 DispertexCarmin
Ln
Meghmani Dyes And
Intermediates Ltd
India Disperse 510
56 Dispertex
Orange FR
Meghmani Dyes And
Intermediates Ltd
India Disperse 475
57 Dispertex
Yellow GR
Meghmani Dyes And
Intermediates Ltd
India Disperse 510

59
4.3 Annual Requirements of Dyes:
The annual requirement of Dyestuffs, Chemicals & Auxiliaries was not determined as
necessity of these are assessed by volume of production. Annual requirement of dyes
& chemical depend on the order of production. But for various reasons such as
improper weighting, carelessness of operators, hydrolysis of dyes, uneven process
control, wrong recipe formulation, incorrect batching, improper storage facilities& for
different unwanted expenditure, extra dye consumption increased dye & chemical
requirement.
Remarks:
Texeurop (BD) Ltd. Fabrics Ltd is very careful & conscious about its raw materials.
The raw materials are always collected from those suppliers who supply the dyes &
chemicals of higher quality. The best Quality Raw Materials are selected to ensure
and satisfy the Buyers requirements.

60
CHAPTER 5
LABORATORY
5.1 Laboratory:
In an organization, especially in a textile industry Lab is the main key point, with a
higher precision lab can aid easily to achieve the goal of the organization. Before the
bulk production a sample for the approval from industry is prepared and sent to the
buyer, as per the requirements that the buyer mentioned. The lab dip is prepared in a
lab considering the economical aspects.
5.2 List of Laboratory Instruments:
● Lab dip machine ● Electric balance
● Crock meter ● Spectrophotometer
● Light box ● Stirrer
● Dryer ● pH meter
● Electronic pipette
5.3 Laboratory Equipment’s:
● Dryer ● Iron ● Computer
● Balance ● Scissors ● Light box
● Calculator ● Stirrer ● conical flax
● Beaker ● Manual pipette ● cylindrical flax
5.4 Chemicals and Auxiliaries are used in Laboratory:
● Hydrogen peroxide (H2O2) ● Acetic acid (CH3COOH)
● Sulphuric Acid (H2SO4) ● Caustic soda (NaOH)
● Detergent (Sand clean/Imerol PCLF) ● Soda Ash (Na2CO3)
● Hydrous (Na2S2O4) ● Gluber salt (Na2SO4.10H2O)
● Dispersing agent (Jinlev –RLF) ● Leveling Agent (Ionactive PP 105)

61
5.5 Specification of Lab Dip Machineries:
Table5.1: Specification of lab dip machine
Sl.
No.
Name of
Machine
Brand Manufacturer Supplier Origin
1 LAB DIP-
1,3,4,5
Capacity-24
pots (250ml)
F&P Heshan Project
Dyeing Equipment
Ltd.
Manufacturer China
2 LAB DIP-2
Capacity-24
pots(250ml)
Labortex Centrary Faith
Industrial Ltd.
Manufacturer Taiwa
n
3 ELECTRIC
BALANCE
Adventurer
Balance
Ahaus corporation SMH Engg.
&Trading Co.
USA
4 CROCK
METER
Crock
Meter-67
James H heal &
Co.
TH
Corporation
UK
5 SPECTROPHO
TOMER
Specta flash
sf-600x
Data Color Data color USA
6 LIGHT BOX VERIVIDE Roaches
International Ltd.
PENDORA UK
7 DRYER Labtech Daiham Labtech
Co.
TH
Corporation
Korea
8 pH METER Microproces
sor Bench
pH meter
HANNA
Instruments
TH
Corporation
Italy
5.6 Selection of Stock Solution for Lab Recipe:
Table 5.2: Selection of stock solution for lab recipe
Shade % Stock solution %
Above 5 % 2%
0.10%--5% 1%
Below 0.10% 0.10%
Glauber salt% 25%
Soda ash% 10%

62
5.7 Ratio between Salt and Soda According to Shade Percentage:
M: L = 1:10; Salt solution = 25%; Soda ash = 10%
Table 5.3: Ratio between salt and soda according to shade percentage
Shade% Salt (g/l) Soda (g/l)
0.00-0.09 10 2
0.10-0.20 15 3
0.20-0.40 20 4
0.40-0.80 25 5
0.80-1.20 30 6
1.20-1.60 40 10
1.60-2.50 50 12
2.50-3.50 60 15
3.50-4.50 70 17
4.50-5.50 78 18
5.50-10 80 20
10-16 100 25
5.8 Order Flow Chart of Lab Dip:
Buyer
↓
Merchandiser (Buying house)
↓
Merchandiser (Factory)
↓
Lab dip receiving (Lab)
↓
Input samples code no.
↓
Entry in lab register
Figure 5.1: Order flow chart of dyeing lab

63
5.9 Lab Dip Making Procedure:
Collect standard swatch/pantone number from buyer.
↓
Select appropriate combination of dyes and making recipe with required fabric from
available reference or data color
↓
Making stock solution as per respective dyes & chemicals
↓
Pipetting by manually or digitally from stock soln. according to dye percentage
& liquor ratio (M: L)
↓
Taking a fabric of 5gm weight
↓
Dyeing in m/c by keeping exact parameter as per percentage & dyestuff (migration
& fixation)
Cooling, washing, & drying
↓
Sample matching with swatch
5.10 Flow Chart of Lab Dip Submission:
Lab preparation
↓
Checking light box or Spectrophotometer
↓
Lab dip submission
↓
Keep submission in register
↓
Re-submit if not pass
↓
Shade receive from buyer
↓
Transfer to dyeing floor with recipe
Figure 5.2: Lab Dip Making Procedure
Figure 5.3: Flow chart of lab dip submission

64
5.11 Machine Program for Dyeing Procedure of Different Dyes in
Lab:
Table 5.4: Machine programs for different dyeing procedure
Dyes M/C Program Process Temp (°C) Time(min.)
Reactive F1 L0 Migration 50 40
F1 L1 Dyeing 65 60
F1 L2 Cooling 50 10
Drimarine F2 L0 Migration 60 40
F2 L1 Dyeing 60 60
F2 L2 Cooling 50 10
Turquoise F3 L0 Migration 50 40
F3 L1 Dyeing 70 60
F3 L2 Cooling 50 10
Disperse F4 L0 Dyeing 130 40
F4 L1 Cooling 50 10
Disperse
( with
carrier)
F5 L0 Dyeing 100 40
F5 L1 Cooling 50 10
Black F6 L0 Migration 50 60
F6 L1 Dyeing 65 60
F6 L2 Cooling 50 10
Fastness F7 L0 Wash 60 40
5.12 Calculation for Lab Dip Preparation:
Weight of sample = 5 gm
Liquor ratio = 1:10 (Material : Liquor) For cotton fabric
Liquor ratio = 1: 10 (For polyester and cotton blended fabric)
Required Stock solution for dyes =
Required Stock solution for Chemical =

65
5.13 Color and Chemical Calculation:
Necessary Data, for 1 gm of fabric,
Color recipe Chemicals
R/B Blue RR → 1.6% Salt → 60 g/l
R/B Red RR → 0.52% Soda → 15 g/l
R/B Blue RR → 0.746% Sample weight → 5 gm
Solution
We know,
Required dye solution in cc =
For R/B Blue RR =
= 8 cc [stock solution 1%]
For R/B Red RR =
= 2.6 cc [stock solution 1%]
For R/B Yellow RR =
= 3.73 cc [stock solution 1%]
Total amount of salt =
= 12 cc [stock solution 25%
Total amount of salt =
= 7.5 cc [stock solution 10%]
Required amount of water = Total liquor – Total dyes & chemicals
= {50-(12+7.5+8+2.6+3.73)} cc
= 16.2 cc

66
CHAPTER 6
Production planning & sequence of Operations
6.1 Names of the buyers: Table 6.1: Name of the buyers
Customer Buyer
1. Texeurop
S. Oliver
Gerry Weber, Piere Carding
Mustang
C&A, H&M
Lerros
Street One
Poly Concept
American Eagle
Tom Tailor
US Polo, Dr Leonards, Foue
H, Dustin EL-CORTE,
CHEROKEE
2. Pantex
HAV
Zero
TAO
Brice
Camiu
Cecil
MED
Price

67
3. Scarlet
Part two, Texman,
Dristicentr
Cache cache, Takko
Primark, AWG, Primark
DPAM, bonobo, Innovation
Club
Jeans Fritz, Cotton field
Afibel, Marks, Parksene
Saint Tropez, Matinique
4. Dip Knitwear
Multiline
Fareast
Li & Fung
Fiat Fashion
Indeshore
Well Lord
5. Z-3 composite Mim
Wal-Mart
6. Aswad Composite Prim ark
Mim
7. M.M Composite
Hawks Head
BHS
France Telecom
Orange Telecom
8. Mymun/DBL H&M
Wal-Mart
9. Needle Touch Unitex

68
10. Brine Knit
CDF
Kids Concepts
Midline Fashion
11. Square H&M
12. Mondol
Arina
Carine
PH-40/09
13. Matrix Centrotex, LPP
Losan
6.2 Buyer’s Requirements:
Different buyers have different requirements. Someone wants wash fastness, someone
wants light fastness, someone wants rubbing & wash fastness, someone wants
softness & pilling free (abrasion resistance), someone wants hazard substance free
(azo free, chlorine free) & acceptable formaldehyde range for human body.
Requirements of buyers for 100% export quality products
Light fastness (As buyer requirement)
Shade, dia & G.S.M. (as buyer requirement).
Softness (Medium soft, normal soft, super soft).
Rubbing fastness (3, 4 or as buyer requirement) in wet & dry state.
Wash fastness (3, 4 or as buyer requirement).
Azo & chlorine free.
Shrinkage (±5% along length & widthwise, actually widthwise shrinkage 0%
or positive).
Spirality (±5% or as buyer requirement).
Pilling resistance (as buyer requirement).
Abrasion resistance (as buyer requirement).
Meta-meric free.
pH of the substance (Neutral state)
CPI, WPI & yarn count in case of knitting (as buyer requirement).

69
6.3 Production Parameters :
Table 6.2 Production parameters
Process Temp(▫C) pH Time min M : L ratio
Scouring -Bleaching 80 11.5-12 60' 1:8
Enzyme Wash 55 4.5-5 60' 1:8
Enzyme Deactivation 70 10'
Reactive Dyeing (Light Shade) 60 10.2-10.8 60' 1:6
Reactive Dyeing(Dark Shade) 60 10.9-12 60' 1:6
White Shade 95 10.5-11.5 20' 1:6
Turquish color dyeing 80 10.9-12 90' 1:6
Polyester dyeing 130 4-4.5 45' 1:6
Softening Water 40 4-5 45 1:6
Salt dosing: Linear dosing (dosing rate 0%)
● For light color : 30 minutes
● For dip color : 20 minutes
● For turquoise or critical color : 40 minutes
Soda dosing: Progressive dosing (dosing rate 70%)
● Dosing time : 30-40 minutes
Migration
● For light color : 30 minutes
● For dip color : 40 minutes
Water level: High level of water hydrolyzes more dyes and causes light shade.
So water level must be maintained accurately.
Wash: After dyeing incorrect wash caused light or dip shade. So proper wash must
be done.

70
6.4 Production Flow Charts:
Lab dip approved
↓
Grey fabric inspection
↓
Batching
↓
Scouring & Bleaching
↓
Enzyming ( If required Or buyer requirements )
↓
Dyeing
↓
Bath Drain
↓
Cold Wash
↓
Neutral With Acetic Acid
↓
Soaping
↓
Fixing (If required )
↓
Softening
6.4. 1 Batching :
Batching preparation is the process where inspected grey fabrics are divided into
different batches with reasonable quantity according to machine capacity, nozzle
number in order to make them suitable for the further operation In batching. It must
be carefully observed that each Nozzle of a machine contains equal length of fabric.
After batching some fabrics are tuned to backside to minimize the risk of faulty
dyeing.

71
Following are the fabrics those are tuned back by turning machine:
Single Jersey
Lacoste (Single & Double jersey)
Fleece(if asked)
Sequence of Batching:
Grey fabric divided into batches
↓
Batches divided nozzle wise according to length & Dia
Instrument used:
Turning m/c
Plaiting m/c
Weighting m/c
Back sewing m/c
Overlock m/c
Information checked:
Order No
Color
Yarn Count
Yarn lot
Yarn brand
Knitting factory
Machine No
Roll No

72
6.4.2 Dyeing Section:
Program for Different Color and Shade
Procedure of Dark Shade: (When Dye Bath Enzyme):
Machine Fill & Raise at 600c
↓
Required amount of wetting agent & Anti Crease (if required) is added.
↓
Fabric loading
↓
Sequestering agent & stabilizer is added also.
↓
Caustic Dosing for 5‟
↓
H202 dosing for 5‟
↓
Temperature raise at 800c & Runtime 60‟
↓
Drain & Fill
↓
1st Hot wash 90
0c 10‟
↓
Drain & Fill
↓
2nd
Hot wash
↓
Drain & Fill
Acid 600C×15‟
↓
Drain & Fill
↓
PH Check
↓
Enzyme Inject at 550c Temperature
↓
Color dosing for 30‟ at 550c
↓
Salt inject
↓
PH Check
↓
Runtime 60‟ from enzyme inject
↓
Soda Dosing for 30‟at 550c
↓
Dyeing sample cut at 650c
↓
Bath drop and drop sample cut then fill

73
↓
Rinse for 10‟
↓
Drain & fill
↓
Acid Room temperature for 20 „
↓
Drain & fill
↓
Hot wash 900c for 10‟ Running sample cut
↓
If OK then drain fastness check & fill
↓
Rinse for 10‟
↓
Drain & fill
↓
Softener
Fig 6.1: Processing curve for dark Color
Dyeing Process White Colour:
Machine Fill & Raise at 600c
↓
Required amount of wetting agent & Anti Crease (if required) is added.
↓
Fabric loading
Hot
was
h
90 °
C×
10‟
Hot
was
h
90 °
C×
10‟
Fab
ric
load
ing
&
NaO
H ,
H2
O2
do
sin
g
40°C
5
-10
60
°C×
5‟
80
°C×
60
‟
60
; S
cou
ring
& B
leac
hin
g
Finwet OSR
Arboquest 340
Prostab S-205
55
0C
×60‟
PH
Ch
eck
En
zym
e in
ject
Co
lor
do
zing
fo
r 3
0‟
& s
alt
inje
ct
Rin
se 1
0‟
Aci
d
60 °
C×
15‟
65
0C
×30‟
Aci
d 2
0‟
Hot
was
h
90 °
C×
10‟
Rin
se 1
0‟
Soft
ener

74
↓
Sequestering agent & stabilizer is added also.
↓
Caustic Dosing for 5‟
↓
H202 dosing for 5‟
↓
OBA Dosing 10‟
↓
Temperature raise at 950c & Runtime 60‟
↓
Drain & Fill
↓
Hot wash 900c 10‟
↓
Drain & Fill
↓
Drain & Fill
↓
Acid 600C×15‟
↓
Drain & Fill
↓
PH Check
↓
Enzyme Inject at 550c Temperature
↓
Runtime 550C×60‟
↓
Drain & Fill
↓
Rinse
↓
Softener

75
Fig 6.2: Processing curve for white Color
Procedure of Separate Enzyme for Turquoise/ Royal Navy Blue Shade:
Machine Fill & Raise at 600c
↓
Required amount of wetting agent & Anti Crease (if required) is added.
↓
Fabric loading
↓
Sequestering agent & stabilizer is added also.
↓
Caustic Dosing for 5‟
↓
H202 dosing for 5‟
↓
Temperature raise at 800c & Runtime 60‟
↓
Drain & Fill
↓
Hot wash 900c 10‟
↓
Hot
was
h
90 °
C×
10‟
Fab
ric
load
ing
&
NaO
H ,
H2
O2
do
sin
g
40°C
5
-10
60
°C×
5‟
80
°C×
60
‟
60
; S
cou
ring
& B
leac
hin
g
Finwet OSR
Arboquest 340
Prostab S-205
55
0C
×60‟
PH
Ch
eck
En
zym
e in
ject
Co
lor
do
zing
fo
r 3
0‟
& s
alt
inje
ct
Rin
se 1
0‟
Aci
d
60
°C
×15‟
Soft
ener

76
Drain & Fill
↓
Acid 600C×15‟
↓
Drain & Fill
↓
PH Check
↓
Enzyme Inject at 550c Temperature × 60‟
↓
Temp Raise at 700C × 10‟
Drain & Fill
Temp Raise at 800C
↓
PH Check
Color dosing for 300c at 800c
↓
Salt inject 15‟
↓
Runtime 15‟
↓
Soda Dosing for 30‟at 500c
↓
Dyeing sample cut at 800c
↓
Bath drop and drop sample cut then fill
↓
Rinse for 10‟
↓
Drain & fill
↓
Acid Room temperature for 20 „
↓
Drain & fill

77
↓
Hot wash 900c for 10‟ Running sample cut
↓
If OK then drain fastness check & fill
↓
Rinse for 10‟
↓
Drain & fill
↓
Softener
Fig 6.3: Processing curve for Turquois Color
Dwell Time or Cycle Time:
The Dwell/Cycle Time is the time that is required for a roll of fabric (knitted fabric in
rope form) to complete a complete revolution inside the dyeing chamber (in winch
dyeing machine). This time has great significance in wet processing of knitted fabrics.
Upon this the action of dyes and chemicals is largely depended. Normally the lighter
fabric GSM the more the dwell time.
Dwell time calculation
Weight of fabric = 960 kg, Dia (tube) = 36, inch GSM = 140, No. of Nozzles = 4
Colo
r 30‟
& s
alt
15‟
Soda
30‟
Hot
was
h
90
°C
×10‟
Hot
was
h
90
°C
×10‟
Fab
ric
load
ing
&
NaO
H ,
H2
O2
do
sin
g
40
°C
5-1
0
60
°C×
5‟
80
°C×
60
‟
60
; S
cou
ring
& B
leac
hin
g
Finwet OSR
Arboquest 340
Prostab S-205
Rin
se 1
0‟
Aci
d
60 °
C×
15
‟
Aci
d 2
0‟
Hot
was
h
90
°C
×10‟
Rin
se 1
0‟
Soft
ener
55
0C
×60‟
PH
Ch
eck
En
zym
e in
ject
70
0C
×10‟
80
0C
50
0C
80
0C
×30‟

78
Dwell time =
=
= 3.10 min
Significance of Dwell Time
Dwell time = 3 min [better performance]
Dwell time > 3 min [causing uneven shade]
Dwell time < 3 min [best for the process]
6.4.3 Finishing Section:
Introduction:
Finishing is the last manufacturing step in the production of textile fabrics. As an
integral part of wet processing, finishing is the operation where the final fabric
properties are developed. Finishing is not restricted to wet processing alone since any
operation for improving the appearance or usefulness of a fabric after it leaves the
loom or knitting machine can be considered a finishing step. Finish can be either
chemicals that change the fabric's aesthetic and/or physical properties or changes in
texture or surface characteristics brought about by physically manipulating the fabric
with mechanical devices. It can also be a combination of the two.
Finishing is commonly divided into two categories
Chemical and
Mechanical.
In chemical finishing, water is used as the medium for applying the chemicals. Heat is
used to drive off the water and to activate the chemicals. Mechanical finishing is
considered a dry operation even though moisture and chemicals are often needed to
successfully process the fabric.

79
Flow Chart of the Finishing Process:
Dyed Fabric
Open line Tube line
Slitting Squeezering
Stentering Drying
Compacting Compacting
Inspection (visually) Inspection (visually)
Packing Packing
Fig 6.4: Flow chart of the finishing process
6.5 Occurring Faults and Instant Remedy:
6.5.1 Faults & Remedies Of Knitting Section:
Table 6.3: Defect of knitted fabric, their causes and remedies
Faults Causes Remedies
Loop Thick, thin and dust in yarn.It is
seen along wales line.
By using regular and clean
yarn.
Dirt Improper cleaning of dirt ,as a
result dirt remain in yarn and
cause defective knitting.
By using dirt free yarn.
Pin hole Incorrect setting of machine and By providing proper setting

80
problem of Needle. & using defect free needle.
Lycra out Incorrect tention of lycra &
broken of lycra. By providing correct tention
& identifying broken lycra.
Slub Yarn thickness greater than
average thickness.
By using average thickness
yarn.
Set up/
Large hole
Absent of yarn feeding due to
dust.
To ensure yarn feeding by
cleaning dust.
Needle mark Due to damage of needle hook or
latch.
By providing proper hook or
latch needle
Contamination Due to knit of dust & other
materials such as yarn, lint etc.
By arranging sufficient
blower.
Hair Attachment of hair in yarn during
spinning & knitting.
To ensure absence of hair.
Hole Needle doesn‟t work because of
very thick yarn &flowing dust
clog the hook.
By using regular yarn &
providing sufficient blower.
Lycra drop Incorrect tention of lycra . providing correct tention of
lycra
Sinker mark Blent or damage sinker. By using defect free sinker.
Patta Due to thick-thin, count& lot
variation of yarn.
By using defect free & same
count yarn.
Oil spot/Oil
mark
Due to over lubricating,
inadequate air pressue & m/c
fault (lickage ).
By providing correct
lubricating, air pressure &
lickage free m/c.
6.5.2 Faults of Dyeing, Their Causes and Remedies:
a) Uneven shade
Causes:

81
Uneven scouring.
Improper dosing of salt, soda & dyes.
Variation of dwell time for different nozzle.
Remedies:
Properly scouring.
By washing (hot wash, soda wash).
By stripping with hydrose.
b) Running shade
Causes:
Incorrect combination of dyes.
Bad brand color.
Variation of dwell time for different nozzle.
Faulty dyeing process.
Remedies:
By leveler wash → soda wash → scouring → stripping.
c) Shrinkage
Causes:
Loop deformation.
Elasticity of fiber.
Tension during dyeing.
High dwell time.
Remedies:
By compacting.
d) Spirality or Twisting
Causes:
High twist in the yarn.
Improper tension during dyeing.
Remedies:
Yarn should be checked before knitting.

82
Proper tension during dyeing.
e) Hairiness
Causes:
Insufficient enzyme processing or using of bad enzyme whose activity is
lower.
Abrasion of fabric with dyeing machine during dyeing process.
Remedies:
By using high quality enzyme & proper killing of enzyme processing time.
By using anticreasing agent which act as a lubricating agent, so that abrasion
between fabric & dyeing machine occur less.
f) Crease mark
Causes:
Fabric becomes rope form which is the main reason of crease mark during
dyeing.
Friction of fabric with dyeing machine & fiber to fiber friction.
Sometime crease mark is occurred due to improper fabrics feeding.
Remedies:
By using anti-creasing agent which reduce fabric to machine & fibre to fibre
friction.
Squeezing should maintain properly.
g) Softener spot
Causes:
Using of bad softener.
Water hardness is one of the reasons of softener spot
Remedies:
By using soft water & high quality softener.

83
6.5.3 Different Defects of Knitted Garments Section:
Skip stitch. Sewing rejection. Dirty spot
Broken stitch. Printing problem. Oil stain
Open stitch. Embroidery defect. High low
Needle mark Shading problem. Creased mark
Puckering. Yarn contamination.
6.6 Quality Control Unit:
Introduction:
The quality control department is assigned to maintain consistently uniform quality of
the material in process & various stages of its manufacturing. Quality is an attribute,
property or special features.The nature, kind or character of any material is known
quality. Control is to check or verify and hence to regulate.
6.6.1 Objectives Of Quality Control:
Research Selection of raw material
Process control Process development
Product control Product development
Specification test
6.6.2 Quality Control in Grey Fabric Inspection:
Some points are needed to maintain for high quality fabric-
Buying good quality yarn.
Machines are oiled and greased accordingly.
G.S.M, Stitch length, Tensions are controlled accurately.
Machines are cleaned every shift and servicing is done after 15 days.
Grey Fabrics are checked by 4 point grading system.
6.6.3 List of Equipment’s:
Inspection Table Scissors
Electronic balance GSM cutter
Indication sticker Measuring tape
Washing machine Dryer

84
6.6.4 Name of the Test for Quality Assurance of Grey Fabrics:
G.S.M Stitch length
Faults Dia
6.6.5 Procedure Of GSM Measurement By GSM Cutter :
At first cut the fabric using G.S.M cutter.
Weight the fabric using electric balance.
The cut sample is 100 sq.cm .The weight of the cut sample is multiplied by 100.
The result is the G.S.M of that particular fabric.
Suppose ,
The weight of the fabric is 2.10 gm. That means the G.S.M of the fabric is 210 gm.
6.6.6 Dyeing Quality Control:
Shade check : The shade is checked several times during process as well as after
finishing the process to ensure buyers demand under recommended light source.
Generally the shade is checked at the following stage:
During dyeing ● After dyeing ● After drying
After trial for finishing ● After finishing
6.6.7 Quality Control of Finishing Section:
Flow chart of the quality control department unload fabrics from dyeing m/c.
Check color fastness and hand feel, fabrics surface (quality of dying) and reporting
to QC Manager/AGM/GM & keep record.
After dyeing and stenter check hand feel, shrinkage & online fabrics inspection
and also on table 30% fabric inspection & keep record. (Inspection point are
mentioned on QC table).
After compacting fabric check by 4 point system at least 40% of the total batch &
keep record. Check GSM Rib body match, shrinkage & keep record.

85
6.6.8 Inspection Checking Points of Finishing:
Uneven on fabric surface Color spot on fabric surface
Running shade on fold to fold Bowing line
Oil spot on fabric surface Bias on guide line
Line mark on fabric surface Softer spot on fabric surface
Dia variation into one roll Needle mark/ Slit mark
fabric surface Crease
GSM of the fabric against Dia
required GSM Shrinkage and Spirality
Neps, contamination, Brush quality
thick & thin place Patta problem
Suided finish quality Stripe bowing
Fabric elasticity Pin mark of the fabric surface
Color fastness to wash by water Fabric strength
Shade match with approved lab
Rubbing test on dry and wet
6.6.9 Line of Quality Control:
Online Quality Control: The qualities which are checked during running the process
and take instant action to control required quality is called online quality control.
Online quality control includes,
Dia or width GSM
Color spot Hand feel
Shade (standard swatch match, Shrinkage and Spirality measurement
roll to roll variation)
Offline Quality Control: The qualities which are checked outside of the process and
then again start the process with controlling the checking parameter is called offline
quality control. Offline quality control includes
Shrinkage and Spirality measurement
Color fastness to wash, rubbing (dry and wet) and perspiration acid and alkali.
Color fastness to light
Pilling test

86
6.6.10 Measurement of Fabric Width or Dia:
After finishing the fabric diameter or width is measured by a measuring tape. If the
width is more or less compactor is used to set the required width. If width is more
then lengthwise tension is increased and if width is less it is increased by shape. This
is the online width measurement. Offline measurement of fabric width should be
made in a standard testing atmosphere whenever possible.
Width variation allow in British Standard Hand book as below:
0.1˝ for 18˝ fabrics
0.05˝ for 4 to 18˝ fabrics
0.02˝ for upto 4˝
6.6.11 Measuring the Dimensional Stability (Shrinkage and Spirality):
This two properties are minimize as soon as possible. Shrinkage 5% is allow.
Shrinkage test procedure:
At first fabric is relaxed from dryer or stenter (Lycra/PK fabrics 2 hour & normal
fabrics 40 minutes).
Measure the sample size (50 cm × 50 cm, 35 cm × 35 cm, 10 cm × 10 cm).
Sewing the sample three sides by over lock sewing machine and one side open.
Put sample in washing machine and run according to buyer‟s choice.
(Standard recipe: detergent 2 g/l for 45 min at 450C).
Then drying the sample by tumble dryer.
Relax the fabric for 30 min.
Measure the sample after wash.
Shrinkage Test Calculation
Shrinkage % = ×100
Spirality test calculation
Average Spirality S = and Spirality =
Where, S1 = The right side distance of the specimen from the stitch line after wash.
S2 = The left side distance of the specimen from the stitch line after wash.
L = Length before wash.

87
6.6.12 Rubbing Fastness Test (Dry) Procedure:
Sample collect (before squeezing)
Sample dry by dryer or iron
For wash For rubbing Std swatch
Croking cloth set the croking finger.
Testing cloth set with basement plate and hold by holder.
(Fabric size at least 20 cm 10cm)
Croking finger move on the testing sample 10second or 10 cycle and wt. use 9N.
Then match with grey scale which scaling grading (1-5).
6.6.13 Color Fastness to Washing (ISO105:C06):
Procedure
Size of specimen : Cut sample at 10 cm 4 cm & Multi-fiber component at
10 cm × 2 cm and then the both are stitched together.
Detergent : Detergent 4 g/l
Fig 6.5: Rubbing fastness test (dry) procedure

88
Table 6.4: Run the program in the following way
Prog.
No.
Test
No.
Temp.
(0C)
Liquor
(ml)
Time
(min)
Number of
Steel ball
Adjust
pH
1 A 400C 150 ml 30 10 N/A
2 B 500C 150 ml 30 25 N/A
3 C 600C 50 ml 30 25 10.5±01
Rinse the sample twice with cold water.
Dry at 600C by hanging or by flat iron pressing but temperature should not be
more than 1200C.
Then match with grey scale which scaling grading (1-5) grey scale value high
color fastness quality high that means color bleeding low & vice versa.
6.6.14 Quality Assurance Procedure:
Body & Rib Inspection:
All rolls are kept in front of the inspection m/c time to time and are inspected over the
inspection m/c visually in a pre-set speed against light. For any major or minor faults
like thick-thin, barre mark, fall out, contamination, fly, holes, oil lines, needle line,
slubs etc. are recorded in inspection report to classify the fabric based on the four
point system.
1) Collar & Cuff Inspection:
Collar& cuff are inspected visually under the light box, any major or minor faulty
collar/cuff like having wrong ply, hole, needle line, slubs, wrong design, first round
problem etc. properly counted and recorded.
6.6.15 Quality Standard:
Texeurop(BD)Ltd. maintains the ISO: 9002 standard in case of quality. They also
posses SGS & Oeko tex certificate Therefore, the four point system is followed to
inspect the body & rib fabric. The defects found and points given against are recorded
in the inspection sheet. Following table shows the four point grading system followed
by inspection at Texeurop(BD)Ltd.

89
Table 6.5: Four point grading system
Size of defects Penalty
3 inches or less 1 point
Over 3 inch but not
over 6 inch
2 point
Over 6 inch but not
over 9 inch
3 point
Over 9 inch 4 point
Hole <1 inch 2 points
Hole >1 inch 4 points
The following formula is used for determining points/100 sq. yds. in a roll of a
fabric:-
Points/100 sq. yds. = (0.08*Roll points*A.GSM) / Roll wt. in Kg
Table 6.6: Grading calculation based on Points:
Points Grade
Up to 10 points A
10-20 B
20-30 C
30- 40 D
Above 40 Reject
Following table shows common body and rib faults and response by inspection
section at Texeurop (BD) Ltd.:
6.6.16 Rejection Criteria for Body & Ribs:
Table 6.7: Rejection criteria for body & ribs
No. Faults Response
1. Needle mark Major needle line is rejected
2. Stripe Major needle line is rejected
3. Barre mark Rejected
4. Contamination & fly Approved for color but for white
shed 1 point is assigned
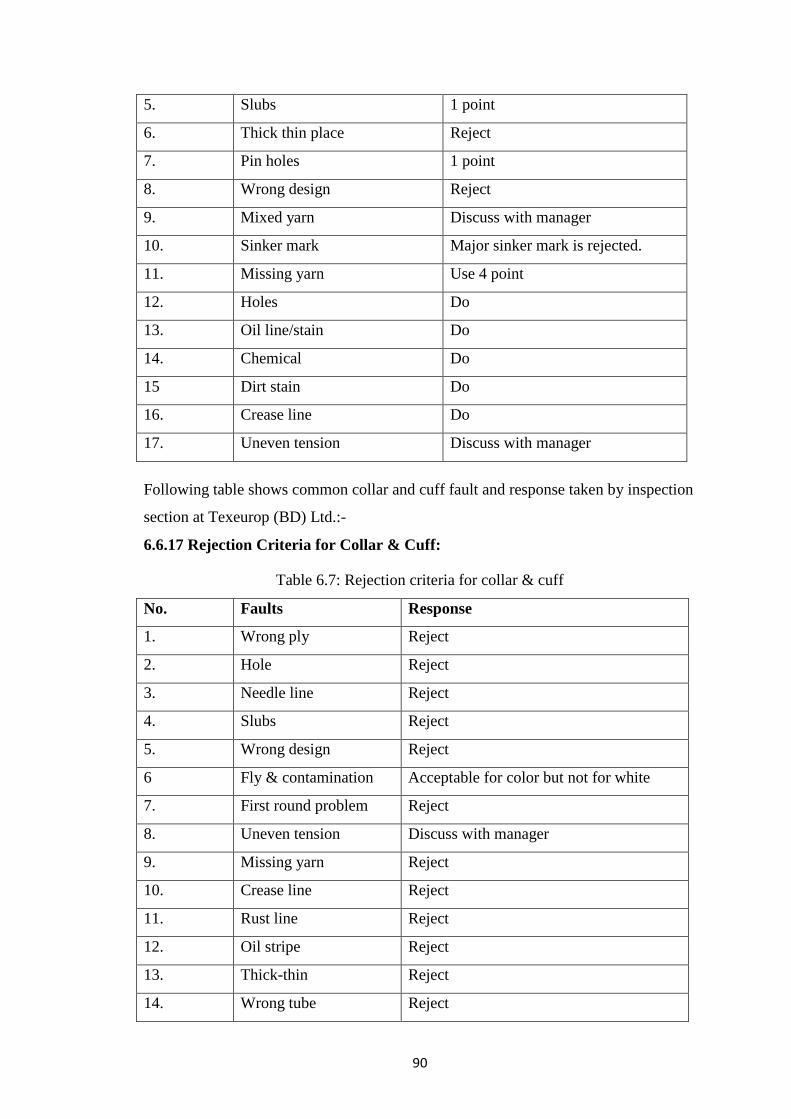
90
5. Slubs 1 point
6. Thick thin place Reject
7. Pin holes 1 point
8. Wrong design Reject
9. Mixed yarn Discuss with manager
10. Sinker mark Major sinker mark is rejected.
11. Missing yarn Use 4 point
12. Holes Do
13. Oil line/stain Do
14. Chemical Do
15 Dirt stain Do
16. Crease line Do
17. Uneven tension Discuss with manager
Following table shows common collar and cuff fault and response taken by inspection
section at Texeurop (BD) Ltd.:-
6.6.17 Rejection Criteria for Collar & Cuff:
Table 6.7: Rejection criteria for collar & cuff
No. Faults Response
1. Wrong ply Reject
2. Hole Reject
3. Needle line Reject
4. Slubs Reject
5. Wrong design Reject
6 Fly & contamination Acceptable for color but not for white
7. First round problem Reject
8. Uneven tension Discuss with manager
9. Missing yarn Reject
10. Crease line Reject
11. Rust line Reject
12. Oil stripe Reject
13. Thick-thin Reject
14. Wrong tube Reject

91
6.6.18 Finished Fabric Inspection:
4 point numbering system is followed for finished fabric inspection. Defects found in
the final inspection:
1. Uneven shade
2. Oil spot
3. Neps
4. Crease mark
5. Machine Stoppage mark
6. Listing
7. Line mark
8. Pick missing
9. Double yarn
10. Dead cotton
11. Bowing
12. Fly yarn contamination
6.6.19 Inspection Checking Points:
1. Enzyme quality.
2. Hand feel on fabric surface
3. Uneven on fabric surface
4. Running shade on fold to fold.
5. Color spot on fabric surface
6. Softener spot on fabric surface
7. Oil spot on fabric surface.
8. Bowing line
9. Bias on Grid line
10. Line mark on fabric surface
11. Dia variation in one roll fabric surface
12. GSM of fabric against required GSM
13. Needle mark or slit mark
14. Pin mark on fabric surface
15. Sinker mark
16. Crease mark
17. Dia mark
18. Neps, contamination, thick & thin place.

92
19. Pattern problem
20. Stripe bowing
21. Fabric elasticity
22. Fabric strength
23. 2Brush quality
24. Suided/piece finish quality
25. Color fastness to wash and water
26. Rubbing fastness to dry and wet
27. Shrinkage and Spirality.
Remarks:
In this modern world the buyer requirement is increasing day by day. And they are
conscious about quality of product. In order to fulfil this requirements QC department
need to do a number of task. QC also check the following fault- hole, fly yarn, dye
stain, chemical stain, uneven shade , meter to meter variation, compactor crease,
patchy dyeing, yarn contamination, sinker mark, dyeing crease etc.

93
CHAPTER 7
GARMENTS MERCHANDISING
7.1 Introduction:
Garment merchandising attempts to the structural changes in the textile industry,
focusing on the export of textile and garments. Garment merchandising is a
complicated and detail oriented job. If this task can be performed successfully &
properly then it will bring both money and reputation for the industry. But when
a merchandising department of an industry fails it will be a great threat for the
existence of industry. For this reason the merchandiser of textile industry must be
highly qualified, well trained and experienced. The textile industry employs several
mode of production. Apparel merchandising refers to the techniques used to sell
products to consumers.
7.2 Definition:
Generally, Merchandising is planning, developing and presenting product lines for
identified target markets, with regard to pricing, assortment, styling and timing.
Merchandising is the central co-ordinating point for the product line.
The responsibilities of merchandisers which gives importance to them are:
a) Sampling,
b) Lab dips,
c) Accessories & trims,
d) Preparing internal order sheets,
e) Preparing purchase orders,
f) Advising and assisting production,
g) Advising quality department about quality level,
h) Mediating production and quality departments,
i) Giving shipping instructions and following shipping,
j) Helping documentation department,
k) Taking responsibility for inspections and
l) Following shipment
m) Internal & external communication,

94
7.3 Activities of Merchandising:
Merchandising Activities on Product Development:
Sequence of Sampling
↓
Counter sample/Style sample/Salesmen sample
↓
Fitting sample/ Size set sample
↓
Pre-Production
↓
Pre-Shipment Sample
↓
Shipping Sample
↓
Photo/ Advertisement/ Catalog Sample
7.4 Merchandising Activities on Quality Control:
The main objective of quality control is to ensure that goods are produced to the first
customer (Direct Order) and hopefully to the second customer (Recorder/Alter order/
new order) as well. If both customers can be satisfied then the manufacturer products
are more likely to continue to be in demand. Satisfactory quality can only be ensured
through (from the manufacturer pint of view)
a) Knowing the customers‟ needs.
b) Designing to meet them Faultless construction- manufacture.
c) Certified performance and safety.
d) Clear instruction manuals.
e) Suitable packing.
f) Prompt delivery.
g) Feedback of field experience.
Qualities and Skillness of a Good Merchandiser
Communication Skill: The communication is very much important to promote
the business activity. The merchandiser should remember that communication
must be lurid and should having face to face conversation with the buyer.
Planning Capability: Merchandiser should be capable of planning, based on the
planning the order is to be followed. If the planning is not done properly it will
directly affect the delivery time of the order.
95
Decision making: For a Merchandiser, decision making power is most
important. He should think about the decision to be taken and to act in a right
way.
Loyalty: Loyalty is an essential character of human beings. Especially for the
business people like merchandiser it is a must.
Knowledge about the field: Merchandiser should have adequate knowledge
about the garments, Computer knowledge, and technical knowledge to
communicate with different people in the business is a must.
Co-ordinate and Co-operate: Merchandiser is the person who is actually
Co-ordinate with the number of departments. To Co-ordinate with different
people in the industry he should be co- operative.
Monitoring ability: Merchandiser should monitor to expedite the orders.
Other qualities: Education, Experience, Situational Management, Ability to
Evaluate, Dedication, knowledge of expediting procedures.
7.5 Scope of Marketing Activities of a Merchandiser:
Marketing activities is mainly controlled and performed by the merchandiser. The
activities of merchandising are as follows:
Initial inquiry.
Initial research & development.
Costing.
Cost sheet approval.
Order booking status management.
Sampling process.
Information handling & forwarding.
7.6 Flow Chart of a Merchandising Section:
Pre-meeting between buyer & Supplier
Receiving Specification sheet
Developing offer sample
Sending offer sample & getting approval
Order confirmed & P.O sheet received
Fit sample sending

96
Fit sample approval
Lab dip arrangement
Lab dip approval
Sending fabric & garments for testing attest center
Making SCOTA & sending for approval
After approval of SCOTA conducting PP meeting
Doing size set
In line Inspection
Booking for inspection at myshipment.com
If fail then booking for third party inspection
If pass, then sending goods at CTG port for dispatch
7.7 Garments Consumption and Costing:
Fabric consumption is an important task for garments merchandiser. Because 50%
cost for garments making is fabric. If fabric consumption and calculation is not
correct then company will face to huge loss. There are two formula or process of
fabric consumption for basic t-shirt. One in Centimeter and another in Inch. They are
given below.
1. Formula in Centimeter:
Fabric consumption =
2. Formula in Inch:
Fabric consumption =
In Texeurop (BD) Ltd. They just use the “Formula in Inch” for T-shirt.
Fabric consumption for the Body Parts:
Here, we will apply the following formula (Per dozen),
(Yds.)
Here, Body Width = {(Waist Width + HIP) / 2} + {(Thigh + Bottom) / 2}

97
7.8 Major Buyer and Product Label:
Texeurop (BD) Ltd. Is a 100% Export oriented industry no product can be marketed
at the Local market. The goods produced at this factory are exported at different
countries of the world. Texeurop (BD) Ltd. has a number of renowned buyers.
Following are the important buyers of Texeurop (BD) Ltd.
Tom-Tailor
American Eagle
J.C. Penny
Lerros
Street One
Innovation Club
Gerry Weber
TK International
Primark
Walmart
MMC
Following are the different local Buyer whose provide Sub-contracts for
Texeurop (BD) Ltd.
Teba Group
Pantex and Scarlet (Garments industry of Texeurop (BD) Ltd.)
Epic Group
Islam Group
Hi-Fashion
Matrix
Needle touch
Brine Knit
Dip Knit
7.9 Product Label:
There are following labels used by this mill:
1) Care Label: It contains washing in hot or cold water, chemical cleaning, drying
conditions etc.
2) Size Label: It contains size of garments.

98
3) Composition Label: It contains the fabric composition of different fibre type.
4) Decorative Label: Decoration is as buyer or consumer choice wise.
7.10 Package Size & Label Market:
Package size & label differs from buyer to buyer. The Package size & label are
prepared according to the buyer requirements. Normally the following package sizes
are used: -
60 x 40 x 40 cm.
58 x 33 x 44 / 43 / 42 cm.
58 x 33 x 25 cm.
58 x 33 x 13 / 16 / 18 cm.
7.11 Local Market:
Texeurop (BD) Ltd. is 100% export oriented mill. So there is no local market
involved in it. But the knitting section takes some sub-contact for knitting an amount
of fabrics from their given yarn.
Importing Countries:
There are some countries which are importing goods from Texeurop (BD) Ltd. which
are given below:
United State of America
England
France
Germany
Italy
UK

99
CHEPTER 8
CONTROL OF KNIT FABRIC PARAMETERS
8.1 Preparing Comparative Table for Different Required and Performed Data on Dia, GSM, Shrinkage & Spirality.
Table 8.1: For single jersey fabric
TEXEUROP (BD) LTD
SINGLE JERSEY FABRIC
Sl No Buyer
Name
Order
no.
color Yarn
Count
Com
b/
Card
Knitting
Dia/G
S.L Req.
Dia
Afte
r
Dia
Req.
G.S.M
After
G.S.
M
Shrinkage %
Compac
tion %
Spirali
ty %
Ope
n/Tu
be
L
W
01 Scarlet 39795 Cream 24 Card 30/24 2.7 75 75 180 165 -5.0 -4.0 15 1 Ope
n
02 Hi
Fashion
39692 black 26 Com
b
30/24 2.9 32 32.7 160 157 0 -5.0 10 1 Tube
03 Pantex 39593 Red bud 22 Card 28/24 2.7 60 59 190 194 -5.0 -2.0 20 0 Ope
n
04 Pantex 39749 Grish
chin
22 Card 25/24 2.7 25 25.5 190 192 -2.0 -5.0 10 1 Tube
05 Brine
Knit
39797 black 70 71 120 121 -4.0 -10.0 10 5 Ope
n
06 Mondol 533165 orange 72 72.5 150 151 -7.0 -5.0 5 4 „‟
07 Needlto
uch
Willso
m
Yellow 38 38.5 180 175 -5.0 -2.0 - 1 Tube

100
Table 8.2: For lycra-single jersey fabric
TEXEUROP (BD) LTD
LYCRA-SINGLE JERSEY FABRIC
SL. No
Buyer
Name
Order
no.
Color Yarn
Cou-nt
Comb/
Card
Knittin
g
Dia×G
S.L Req.
Dia
Afte
r Dia
Req.
G.S.M
After
G.S.
M
Shrinkage %
Spiralit
y %
Compac
tion % Open/
Tube
L
W
1 Pantex 39765 Grish
chin
34 Card 34×24 3 73 74 190 189 -4.0 -8.0 2 15 Open
2 Teba 39775 4016 40 „‟ 30×24 3.1 69 69.2 160 160 -5.6 -5.2 2 10 „‟
3 Grey
Weaber 39822 334 34 „‟ 30×24 2.95 62 60.5 190 177 -3.5 -6.0 2 3 „‟
4 Sea Tex 39798 Mid
.night
32 „‟ 30×24 2.85 60 63 220 247 -5.5 --8.0 4.5 15 „‟
5 ” 39788 Mid
night
„‟ 32×18 68 68.5 220 252 -5.0 -12.5 2 14 „‟
6 FRC 39762 Grey
Mellan
ge
30 „‟ 30×24 3 154cm 158
cm
210 205 -6.0 -5.0 1.5 14 „‟
7 Walmart 39765 White 34 „‟ 32×24 68 68 190 192 -5.5 -3.5 3 12 „‟
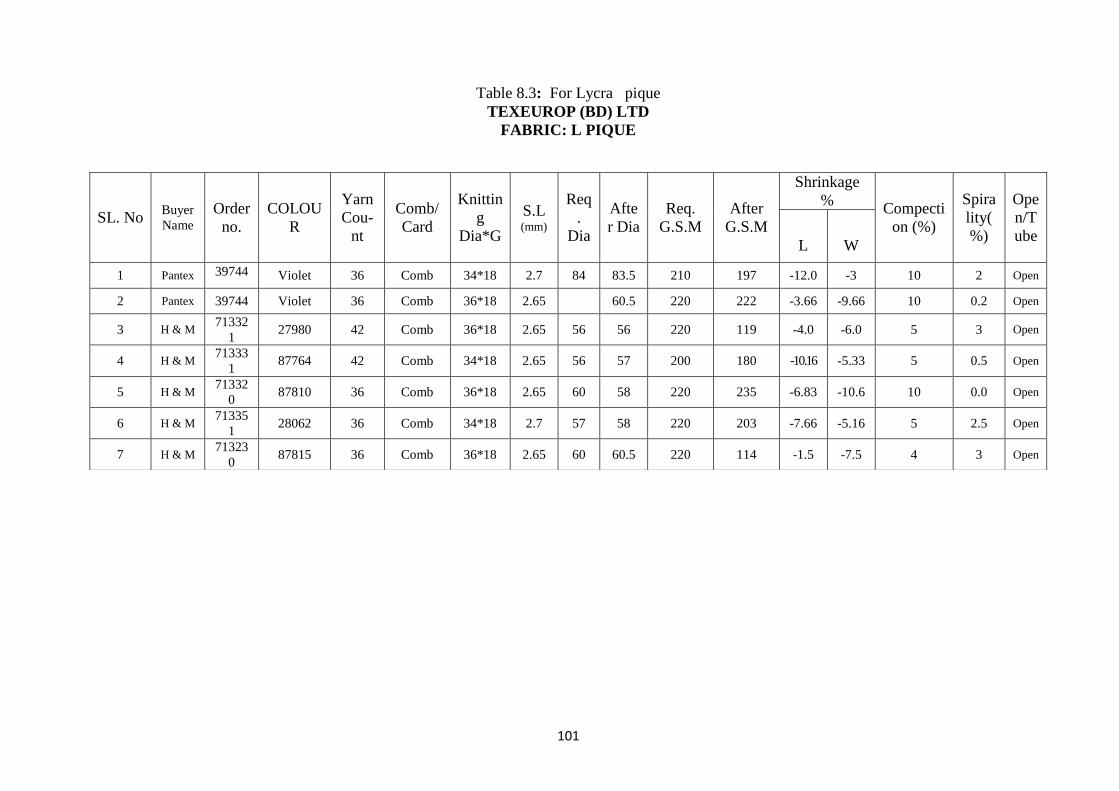
101
Table 8.3: For Lycra pique
TEXEUROP (BD) LTD
FABRIC: L PIQUE
SL. No Buyer
Name Order
no.
COLOU
R
Yarn
Cou-
nt
Comb/
Card
Knittin
g
Dia*G
S.L (mm)
Req
.
Dia
Afte
r Dia
Req.
G.S.M
After
G.S.M
Shrinkage
% Compecti
on (%)
Spira
lity(
%)
Ope
n/T
ube
L
W
1 Pantex 39744 Violet 36 Comb 34*18 2.7 84 83.5 210 197 -12.0 -3 10 2 Open
2 Pantex 39744 Violet 36 Comb 36*18 2.65 60.5 220 222 -3.66 -9.66 10 0.2 Open
3 H & M 71332
1 27980 42 Comb 36*18 2.65 56 56 220 119 -4.0 -6.0 5 3 Open
4 H & M 71333
1 87764 42 Comb 34*18 2.65 56 57 200 180 -10.16 -5.33 5 0.5 Open
5 H & M 71332
0 87810 36 Comb 36*18 2.65 60 58 220 235 -6.83 -10.6 10 0.0 Open
6 H & M 71335
1 28062 36 Comb 34*18 2.7 57 58 220 203 -7.66 -5.16 5 2.5 Open
7 H & M 71323
0 87815 36 Comb 36*18 2.65 60 60.5 220 114 -1.5 -7.5 4 3 Open

102
Table 8.4: For (1×1) rib
TEXEUROP (BD) LTD
FABRIC: (1×1) Rib
SL.
No
Buyer
Name Order
no.
Color Yarn
Coun
t
Comb/
Card
Knitting
Dia×G
S.L (mm)
Req. Dia
(Inch)
After Dia
(Inch)
Req.
G.S.
M
After
G.S.
M
Shrinkage
%
Spiral
ity
(%)
Compa
ction
(%)
Open/
Tube
L
W
1 Pantex 39757 L.laven
der
26 Card 34×18 2.72 70 70.5 220 202 -6.5 -8.0 1 10 Open
2 “ 39757 “ 26 „‟ 34×18 2.72 70 70 220 204 -7.5 -11 1 12 „‟
3 “ 39778 White 24 „‟ 32×18 2.75 67.0 67.2 220 210 -6.5 -
10.5
1 14 „‟
4 V.baudet 39802 Stripe 30 „‟ 34×18 2.72 68 70 180 178 -6..89 -
6.81
2 5 „‟
5 Teba 39790 3010 30 „‟ 36×18 2.7 72 72 180 182 -8.0 -8.0 1 10 „‟
6 Lerros sample Red+
Navy
60 61 160 153 -7.0 -5.0 2 12 „‟
7 Teba sample stripe 30 „‟ 32×18 2.75 68 66.5 180 212 -1.0 -7.0 1 15 „‟
8 Lerros develop
ment
Blue+N
avy
26 „‟ 36×20 2.75 60 60 220 224 -7.5 -3.5 1 5 „‟

103
8.2 Relation Between Finished G.S.M. and Yarn Count of Various
Fabrics
Table 8.5: Relation between finished G.S.M. and yarn count of s/j and rib fabric
Single Jersey
Rib
Yarn count Finished G.S.M. Yarn count Finished G.S.M.
18 s 220-230 18
s 280-290
20 s 200-220 20
s 260-280
24 s 180-190 24
s 240-250
26 s 160-170 26
s 230-240
28 s 150-160 28
s 220-230
30 s 140-150 30
s 200-220
34 s 120-130 34
s 180-200
Table8.6: Relation between finished G.S.M. and yarn count of knitted fabrics
Interlock Lycra S/J
Yarn count Finished G.S.M. Yarn (Lycra) count Finished G.S.M.
34 s 250-270 30
s +20D 190-200
36 s 230-250 34
s+20 D 180-190
38 s 200-210 38
s+20 D 160-170
40 s 190-200 40
s+20 D 150-160
Table8.7: Relation between G.S.M. and yarn count of fleece fabric and double lacoste
Fleece Fabric (100% Cotton) Double Lacoste
Yarn count G.S.M. Yarn count G.S.M.
34s+34
s+10
s 260-270 22
s 240-260
30 s +34
s+10
s 280-290 24
s 220-240
28 s+30
s+10
s 290-300 26
s 200-220
26 s+30
s+10
s 310-320 28
s 180-200
24 s
+30 s+10
s 340-350 30
s 160-180

104
CHAPTER 9
GARMENTS SECTION
9.1 Introduction:
Bangladesh is a developing country and her development mostly depends on earnings
of foreign currency & other industries. Among the industries, garments industries
plays a vital role to earn foreign currency about 85% compared to other industry or
products. Most of the garments are export oriented and export their RMG (T-shirt,
Polo shirt, Hood jacket, Denim, Trouser, various types of dresses & wearing etc.)
products. But in present situation, large number of countries are competitors of
Bangladesh, for example; China, India, Pakistan, Srilanka etc. Texeurop (BD) Ltd. is
also an export oriented, compliance and first category composite factory that exports
various type of knitted garments to USA, Canada, Germany and European countries.
9.2 Garments Making Sequence:
Pattern Design:
The pattern maker now develop first pattern for the designing any one standard size.
This is made by pattern drafting method to make the sample garment for test fit.
Fig 9.1: Garments pattern and component
Sample Making:
The first patterns are sent to the sewing unit for assembling them into garment. This is
usually stitched on calico or muslin which is an inferior quality of fabric and it
reduces cost. This sample is constructed to analyze the pattern fit and design too.
105
After the sample garment is stitched it is reviewed by a panel of designers, pattern
makers and sewing specialists. Here the necessary changes are done.
Fig 9.2: Sample of a T-Shirt
Production Pattern:
The pattern design is now taken for creating the production patterns. The production
pattern is one which will be used for huge production of garments. The pattern maker
makes the patterns on standard pattern making paper. These papers are made-up of
various grades. A garment sewing pattern or garment fabric & patterns draft is
developed by calculating, taking account of the following measurements;
(a) direct sample (b) specification sheet/ measurement chart (c) actual body size
measurements (d) ease allowances (e) sewing allowance. These allowances are
different for different type of fabrics and patterns.
Grading:
The purpose of grading is to create patterns in different standard sizes. Grading a
pattern is really scaling a pattern up or down in order to adjust it for multiple sizes.
Pattern sizes can be large, medium and small or else there are standard patterns of size
10, 12, 14, 16 and so on for different Fig and statures sizes. This is generally how we
get S M L XL XXL sizing. Pattern grading by manual method is a cumbersome task
because the grader has to alter the pattern on each and every point from armhole, to
neckline, sleeve cap and wrist etc
Marker Making:
The measuring department determines the fabric yardage needed for each style and
size of garment. Computer software helps the technicians create the optimum fabric
layout to suggest so fabric can be used efficiently. Markers, made in accordance to the
patterns are attached to the fabric with the help of adhesive stripping or staples.
Markers are laid in such a way so that minimum possible fabric gets wasted during
cutting operation. After marking the garment manufacturer will get the idea of how

106
much fabric he has to order in advance for the construction of garments. Therefore
careful execution is important in this step.
Computer marking is done on specialized software. In computerized marking there is
no need of large paper sheets for calculating the yardage, in fact, mathematical
calculations are made instead to know how much fabric is required.
Fig 9.3: Marker making
Fabric Spreading:
Fabric is spreaded either manually/ with the help of a spreading machine. Lay after
lay are spreaded for cutting. For stripe/check fabric cutting extra care is taken to
match the check.
Fabric Cutting:
Cutting is the process which cut out the pattern pieces from specified fabric for
making garments. Fabric is then cut with the help of cloth cutting machines suitable
for the type of the cloth. Straight knife is used to cut off the cloths according to the
marker.
Sorting or Bundling:
The sorter sorts the patterns according to size and design and makes bundles of them.
This step requires much precision because making bundles of mismatched patterns
can create severe problems. On each bundle there are specifications of the style size
and the marker too is attached with it.
Sewing or Assembling:
The sorted bundles of fabrics are now ready to be stitched. Large garment
manufacturers have their own sewing units other use to give the fabrics on contract to
other contractors. Stitching in-house is preferable because one can maintain quality

107
control during the processing. On the other hand if contractors are hired keeping eye
on quality is difficult unless the contactor is one who precisely controls the process.
There are what is called sewing stations for sewing different parts of the cut pieces. In
this workplace, there are many operators who perform a single operation. One
operator may make only straight seams, while another may make sleeve insets. Yet
another two operators can sew the waist seams, and make buttonholes. Various
industrial sewing machines too have different types of stitches that they can make.
These machines also have different configuration of the frame. Some machines work
sequentially and feed their finished step directly into the next machine, while the gang
machines have multiple machines performing the same operation supervised by a
single operator. All these factors decide what parts of a garment can be sewn at that
station. Finally, the sewn parts of the garment, such as sleeves or pant legs, are
assembled together to give the final form to the clothing.
Fig 9.4: Sewing or assembly
Inspection:
Open seams, wrong stitching techniques, non- matching threads, and missing stitches,
improper creasing of the garment, erroneous thread tension and raw edges are some of
the sewing defects which can affect the garment quality adversely. During processing
the quality control section needs to check each prepared article against these defects.
Fig 9.5: Garments inspection

108
Pressing or Finishing:
The next operations are those of finishing and/or decorating. Molding may be done to
change the finished surface of the garment by applying pressure, heat, moisture, or certain
other combination. Pressing, pleating and creasing are the basic molding processes.
Creasing is mostly done before other finishing processes like that of stitching a cuff.
Creasing is also done before decorating the garment with something like a pocket,
appliqués, embroidered emblems etc.
Final Inspection:
Fig 9.6: Final inspection
For the textile and apparel industry, product quality is calculated in terms of quality and
standard of fibers, yarns, fabric construction, color fastness, designs and the final finished
garments. Quality control in terms of garment manufacturing, pre-sales and posts sales
service, delivery, pricing, etc are essential for any garment manufacturer, trader or
exporter. Certain quality related problems, often seen in garment manufacturing like
Sewing, color, sizing, or garment defects should never be over looked.
Packing:
The garments are then packed in the poly bag with provided stickers, tags etc.
Cartooning:
The packed garments are then put in carton according to instruction or size ratio,
mentioned in order sheet.
Shipment or Dispatch:
Then the garments are sent to the part mentioned from buyer side
9.3 Production Section:
9.3.1 Different Sewing Machines SPI Range and Thread
Consumption:
Table 9.1: SPI range & thread consumption

109
Machine type SPI No of thread Thread consumption
Plain machine 9-10 2 3
Over lock 13-14 3 9
Flat lock 9-10 3 17
9.3.2 Number of Machines Required as per Products:
T-shirt → 22 Hood jacket → 65
Trouser → 56
9.3.3 Different Defects of Knitted Garments:
Skip stitch. Sewing rejection. Dirty spot
Broken stitch. Printing problem. Oil stain
Open stitch. Embroidery defect. High low
Needle mark Shading problem. Creased mark
Puckering. Yarn contamination.
9.3.4 Total production in sewing section:
T- Shirt = 14000-15000 pcs/day
Trouser = 800 pcs/day
Hood jacket = 1300 pcs/day
9.3.5 Production Time and Cost:
Table 9.2: Production time and cost
Line Stop
machine
Quantity
From To Hours Total
Hours
Loss
(BDT)
01 10 12.00am 05.00pm 4 40 3120
02 50 08.00am 12.00am 4 200 115600
10 8 02.00pm 00.50pm 3 24 1872
11 10 02.00pm 00.50pm 3 30 2340
16 2 10.00pm 11.00am 1 2 156
Total 80 15 296 23088

110
9.4 Different Calculation Related to Production Efficiency:
a) Factory efficiency % = 100
For T- Shirt = × 100 = 77% For Hood jacket = × 100 = 86%
For Trouser = × 100 = 88% For Polo shirt = × 100 = 87%
Man to machine ratio Cut to ship ratio
Total no. of machine = 417 Total cut
= Buyers quantity 8 3 % extra cut Total worker & helper = (425+96)
= 521 Suppose order quantity
= 10000 pcs T-shirt Man to machine ratio = 521:417
= 1.25:1 Cut to ship ratio = 10300:10000
= 1.03:1
b) Order to ship ratio = 1:1
c) On time delivery = ×100
= ×100
= 100 %
d) Style change over time = 5-6 hours for trouser
= 3-3.5 hours for T-shirt
= 3-4 hours for hood jacket
e) Right first time quantity% = 100
= 100
= 93%
f) Average defects per hundreds units = 100
= 100 = 5%
g) Down time % = ×100
h) Average down time = hrs
=

111
= 2-3.3 hrs
Down Time Percentage = × 100 = 20%
i) Absenteeism = 2%
j) Labor turnover
= total no of employees that have left the company during the week / total no. of
employees beginning of week%
= × 100
= 2.857%
9.5 Processes Sequence of T-Shirt Making:
Table 9.3: Processes sequence of t-shirt making
Sl.
No.
Process Machine
Type
No. of
Needle
No. of
Thread
Production
/hour
1 Shoulder tape join Over lock 2 4 100-120 Pcs
2 Neck join with rib Over lock 2 4 100-120 Pcs
3 Rib cut Plain m/c 1 2 100-120 Pcs
4 Neck closing Flat lock 1 2 100-120 Pcs
5 Back tape piping Flat lock 1 2 100-120 Pcs
6 Can tuck Plain m/c 1 2 100-120 Pcs
7 Front neck top sin Flat lock 1 2 100-120 Pcs
8 Back neck top sin Flat lock 1 2 100-120 Pcs
9 Size label Plain m/c 1 2 100-120 Pcs
10 Shoulder scissoring Scissor 100-120 Pcs
11 Sleeve tuck Plain m/c 1 2 100-120 Pcs
12 Sleeve join Over lock 2 4 100-120 Pcs
13 Side seam Over lock 2 4 100-120 Pcs
14 Sleeve tuck Plain m/c 1 2 100-120 Pcs
15 Hem tuck Plain m/c 1 2 100-120 Pcs
16 Bottom hem Flat lock 3 6 100-120 Pcs
17 Sleeve hem Flat lock 3 6 100-120 Pcs
18 Security tuck Plain m/c 1 2 100-120 Pcs
19 Care label joining Plain m/c 1 2 100-120 Pcs

112
CHAPTER 10
MAINTENANCE
Maintenance is considered as important as other engineering functions. It makes
responsible for provision of a condition of machines, buildings and services that will
permit uninterrupted implementation of plans requiring their use.
10.1: Objectives of Maintenance:
To keep the factory-plants, equipment‟s, machine tools etc. in an optimum
working conditions.
To ensure specified accuracy to products and time schedule of delivery to
customers.
To keep the down time of machines to the minimum thus to have control over
the production program.
To keep the production cycle with in the stipulated range.
To modify the machine tools to meet the augmented need for production.
To improve productivity of existing machine tools and to avoid sinking of
additional capital.
To reduce the maintenance costs as for as possible thereby leading to a
reduction in factory overheads.
To prolong the useful life of the factory, plant and machinery, while retaining
their acceptable level of accuracy of performance thus avoiding or postponing
incurring of heavy capital expenditure involved in their replacement.

113
10.2 Organogram of Maintenance Section:
10.3 Maintenance of
Machinery:
Fig 10.2: Maintenance of machinery
Preventive maintenance:
Preventive maintenance is a predetermined routine actively to ensure on time
inspection/checking of facilities to uncover conditions that may lead to production
break downs or harmful description.
Asst. General Manager
Asst. Engineer
Sub Asst. Engineer
WTP Generator
Unit Compresse
d
Air Unit
Boiler
Unit
Operato
r
Helper
Operato
r
Operator Operato
r
Helper Helper Helper
Operato
r
Helper
ETP
Fig 10.1: Organogram of maintenance section

114
Break down maintenance:
In this case repairs are made after the equipment is out of order & it cannot perform
its normal functions.
Routine maintenance:
Maintenance of different machines are prepared by expert engineer of maintenance
department. Normally in case of dyeing machine Maintenance after 30 days complete
checking of different important parts are done.
10.4 Economic Consideration of Maintenance:
It is very profitable activity & ensures maximum productivity at minimum
costing.
It improves product quality.
It ensures less time to produce a specific product.
It improves machine accuracy.
It maintains a long life of the machine.
10.5 Maintenance Flow Chart:
Head of Maintenance
↓
Technician
↓
Assistant
10.6 Manpower Set-Up for Maintenance:
A Shift 6 AM - 2 PM
B Shift 2 PM - 10 PM
General Shift 9AM - 6 PM
10.7 Functions of Maintenance Personnel:
Inspection or Check-Ups:
External inspections: Watching and detecting defects form abnormal sound,
vibration, heat, smoke etc. when machine is in operation.
Internal inspections: Inspection of parts such as gears, bushes, bearings,
tolerances in the parts etc. when machine is under pre-planned shutdowns.

115
Inspections of important machines: Machines, which can disrupt whole of
the production, are delicate and require much time for the repair. Attentions
are given for inspection of these machines and schedule for inspection,
cleaning lubrication are done rigidly.
Inspections of ordinary machines: Frequency of inspection of ordinary
machines is kept as low as they do not affect the production.
Lubrication: Mechanical components like gears, bearings, bushes and other
friction surfaces etc. give good performance for long periods when they are
systematically lubricated. Systematic lubrication means the application of right type
of lubricants at the right time, at right place and in right quantity. For lubrication, a
lubrication schedule should be prepared and that should be followed strictly. Here
lubrication is done whenever is needed.
Planning and scheduling: Every preventive maintenance work should be
preplanned in detail on the basis of the analysis done on the past records. A scheduled
programmed thus prepared should be followed strictly. Thus programmed should be
in detail specifying the point-requiring daily, weekly, monthly, half yearly or
yearly attention.
Records and analysis: Good record keeping is essential for good maintenance, as
it helps in for casting maintenance. For this purpose following records are generally
maintained:
° Operation manual
° Maintenance and instruction manual
° History Cards and History Registers
° Spares Procurement Registers
° Spare Procurement Register
° Inspection Register
° Log books
° Defect Register etc.
Training of Maintenance personnel: For the success of maintenance sound training is
essential for the maintenance personnel. Hence the technicians and supervisors are
trained to carry out maintenance, inspection and repaired in a systematic way.

116
Storage of Spare Parts: Sometimes machine remains idle for want of spare parts
for considerable time and thus it affects considerable loss of production. Hence it is
essential to keep the spare parts so as to avoid loss of production.
10.8 Maintenance Tools/Equipment’s & Their Functions:
Table 10.1: Maintenance tools/equipments & their functions
Maintenance tools/equipment’s Functions
Adjustable wrench Used for setting nut & bolts
Pipe Spanner For pipe fitting
Spanner Fixed Spanner for nut & bolts fitting
Socket spanner Handle system for nut & bolt fitting
Hammer To apply load where required
Screw driver To release any screw
Punch Used to fit any worn out shaft
Lock Opener To open the clip of bearing
Hack saw To cut any metallic thing
Outside calipers To measure outside dia
Inside calipers To measure inside dia
Slide calipers To measure very small dia
Vernier scale To measure very small dia
Chain ton To lift heavy load
10.9 Maintenance Procedure:
Normally preventive maintenance is done here. During maintenance procedure
following points should be checked:
Table 10.2: Maintenance of Stenter machine
SL. No. Items need to be checked & Serviced
1. Check and tightening all motor terminals and clean the motor fan (30days).
2. Check activity of wide and sensor and pneumatic regulator.
3. Check and clean pressure sensor and tightening terminals
4. Clean the A/C ventilation fans of panel board
5. Check the fan and the heat sink o the inverters in the panel board.
6. Check and tightening the edge sensors.

117
7. Check and tightening the photo sensor terminals.
8. check and tightening the safety light barrier and tightening the terminals.
9. Inspection, cleaning and tightening all the terminals in the panel.
10. Check and tightening limit switch, safety door guard and the emergency switch.
10.10 The following tasks are generally done during maintenance:
Inspections & check ups
Lubrications
Planning & scheduling
Record analysis
Training of the maintenance crew
Collection or purchase of spares
10.11 Maintenance schedule of the machines:
Boiler Maintenance Schedule:
Daily:
Check gas pressure
Maintain log sheet
Chemical dosing
Weekly:
Check all steam line
Fire quality of boiler
Monthly:
Check all steam line
Fire quality of boiler
Gas consumption report
Burner clean.
Quarterly:
Burner clean
Economizer clean
Feed tank clean
Chemical tank clean
Sight glass clean
Half yearly:

118
Burner clean
Feed tank clean
Chemical tank clean
Economizer clean
Replace gasket
Replace valve
Check gas line & filter & pressure
Yearly:
overhauling of boiler
Chemical cleaning of boiler
Safety valve test
Economizer clean
Feed tank clean
Chemical tank clean
Burner clean
Check safety valve setting
Replace valve & gasket
Boiler inspection by authority & gasket
Boiler inspection by authority
Dyeing machine maintenance Schedule
Daily:
Check belt tension
Check steam or water system & air supply
Check chemical pump
Machine clean
Weekly:
Bearing & belt check
Check leakage of air, steam &
Water line
Greasing bearing points
Add gland packing at pump
119
Monthly:
Greasing bearing points
Replace bearing points (if required)
Gasket check
Clean steam trap
Lubricating all chemical pump
Quarterly:
Replace belts
Repairing of pulley, shaft & bearing housing
Painting m/c & pipe line
Clean steam trap
Replace seals (if leakage)
Change gasket of steam of water lines
Half yearly:
Replace belts
Repairing pulley, shaft & bearing housing
Painting m/c, pipe line
Replace seals
Machine body repairing
Yearly:
Machine overhauling
Remarks:
The maintenance department of Texeurop (BD) Ltd. is well equipped. It has sufficient
maintenance manpower including mechanical and electrical engineers. They do the
maintenance of them machine during the Eid vacation. Otherwise, they do the
breakdown maintenance. To increase the lifetime of the machineries and ensure the
proper running of the machinery.

120
CHAPTER 11
UTITLITY SERVICES
Production and profit are closely related. In order to get quality final product it needs
fresh raw materials as well as effective manpower and machinery in good condition.
Utility in conjugation with the three M‟s plays an important role to maximize the
production as well as the profit.
11.1 Essential Utility and Source:
Table 11.1: Essential Utility and Source
Utility Source
Electricity Generator
Gas TITAS
Compressed air Compressor
Steam Boiler
Water Natural Water by pump
Temp.Control AC
11.2 Functions of Utility
Utility ensures power supply by generator.
Utility ensures water supply by pump.
It ensures steam by boiler.
It ensures compressed air handling by vacuum planning system.
It provides fuel and gas supply.
It provides workshop facilities.
11.3 Electricity
Texeurop (BD) Ltd. has two generators for power supply to ensure continuous dyeing
& knitting operation and help to fulfill their target production in garments. Gas
generator is widely used because of lower production cost.
Specification of generator:
Generator-1:

121
Type : Gas Generator
Manufacturer : Bangla cat
Manufactured Country : USA
Year of Construction : 2005
Rated Power : Prime
Capacity : 1030 KW
Efficiency : 90%
Voltage : 440
Frequency (Hz) : 50 Hz
Rotating Speed (RPM) : 1500
No of pump : 2
Gas pressure : 14 psi (9 psi minimum)
Oil required : 6-7 litter/day
Cylinder No : 16
Gas consumed : 5 lac in BDT
Generator-2:
Type : Gas Generator
Manufacturer : Bangla cat
Manufactured Country : USA
Year of Construction : 2005
Rated Power : Prime
Capacity : 1600 KW
Efficiency : 90%
Voltage : 440
Frequency (Hz) : 50 Hz
Rotating Speed (RPM) :1500
No of pump : 2
Gas pressure : 14 psi (9 psi minimum)
Oil required : 9-10 litter/day
Cylinder No. : 16
Gas consumed : 6 lac in BDT
Besides these two generator, Texeurop (BD) Ltd. has 10 KW national power grid
electric
connection.

122
11.4 Power consumption of different sections:
In Dyeing floor : 700-750 KW
Knitting floor : 5.5 KW/machine
In garments : 450 KW.
11.5 Water:
Texeurop (BD) Ltd. has own source of water from deep tubewell by a submersible
pump.
Water treatment plant:
Water Softening Method : Base Exchange Process
Depth of each pump : 500 ft.
Production capacity : (of deep tube well)
Pump-1 : 175-200 m3/hr. with 50-55 hp
Pump-2 : 150 m3/hr. with 38-42 hp
Delivery of Soft water:
Pump-1 : 150 m3/hr.
Pump-2 : 100 m3/hr.
Required water : Average less than 200 m3/hr.
Hardness of unprocessed water: 80-130 ppm
Hardness of processed water : 0-5 ppm
Total project cost : 143 lac
11.6 Water Supply Details:
There are two deep tubewell for supplying water in the factory. This unit collects
water from the underground and supplied into Oxidation tank of 40ft diameter and
16ft depth. Then water taken into Sand filter by a pump and then to the Resin filter.
SODIUM XEOLITE is used as Resin. For dyeing section 02-05 ppm hardness is
maintain. This collecting water is reserve in reserve tank and then supply everywhere
in the factory by the booster pump .Back wash: It is done to remove the waste from
the filter (sand or resin) and it is given for 1 hour. Salt wash: When the desired
hardness of water can‟t be found then a salt wash is done. Here a salt solution is
poured into the resin filter for 15 min during that time the valve of sand filter remain

123
closed. After 15 min the valve is open and then normal and salt water mixed and
come through resin filter. Then hardness measured is time to time until desired
hardness is found.
11.7 Hardness Test Method:
Procedure:
1. Take 100 ml of sample water in a beaker.
2. Add 5 ml (NH)4 Cl Buffer solution.
3. Pour 1-2 drops of Erichrome black T solution.
4. Finally titrate it against EDTA (0.01M) solution.
11.8 Calculation:
1 ml of 0.01 M EDTA = 1 mg
Total hardness = volume of EDTA * 10 ppm.
100 ml sample are taken. But for ppm sample will be 1 litter, so the result will be 100
times more.
11.9 Steam Supply:
Texeurop (BD) Ltd use two boiler to supply steam for different operation where it is
necessary.
Specification of boiler:
Boiler -1:
Type of Boiler : Fire tube boiler
Company name : Cleaver & books
Model : CB700600150
Country : USA
Max working Pressure : 150(PSI)
Running working pressure : 100 psi
Capacity : 10 ton steam/hr.
Actually produce : 9.4 ton/hr.
BTU/HR : NAT
Heating surface : 3000 sft
Vapor Production capacity : 20700lb/hr.
Electricity Required : 25 KW
Boiler-2:
Type of Boiler : Fire tube boiler

124
Company name : Cleaver & books
Model : CB400600150
Country : USA
Max. working Pressure : 150(PSI)
Running working pressure : 100 psi
Capacity : 10 ton steam/hr.
Actually produce : 9.4 ton/hr.
BTU/HR : NAT
Heating surface : 3000 sft
Vapor Production capacity : 20700lb/hr.
Electricity Required : 25 KW
Power Supply : 3 phase
Frequency : 50 Hz
Volts : 415 volts, 54 amp
Min .circuit ampacity : 61.5 amp
Max. rating of circuit protection: 216 amp
Blower motor : 20Hp
Air compressor : 7.5 hp
Oil heater : 7.5 KW
Control circuit : 120V, 1 phase, 50 hz,
Oil pump motor : 415 V, 3 phase, 50 hz, 1.8 amp.
Source of water in Boiler : Soft water from water treatment plant are used in this
two fire tube Boiler
Chemicals used : There are two chemicals are used in boiler for
removing scaling. And this chemicals are dosed with
soft eater into the boiler throughout 24 hours by drop.
Chemicals are Protector 2001 (scale inhibitor for
boiler) Eraser 1001 (water scale inhibitor)
Approximately 16 lac BDT has been invested in this two Boiler.
11.10 Compressed Air Supply:
Compressor is mainly used to deliver compressed air to different section as required.
In Texeurop (BD) Ltd .There are two compressors are used to produce and deliver
compressed air to different section.

125
11.11 Specification of Compressor:
No of compressor : 02
Manufacturer : ATLAS Copco Airpower
Origin : Germany
Type : GA55C
P max. : 10 bar, 145 psi, 1 MPa
P motor : 55KW, 75 hp
n motor : 2975 r/min
Air pressure : 08 bar (For factory)
Max pressure : 10 bar
Air suck : 5.83m3/min
- Temperature of compressor should not exceed 100 C
- Normal temperature : 94-98 C
- No of Reservoir : 1
- Capacity of Reservoir : 1000 L
- 30% of total produced compressed air is used in Dyeing floor and others are used in
Knitting and garments.
11.12 Gas:
The source of Gas is TITAS GAS LTD.
The gas is supplied to gas generator or different section (Boiler- for heating water)
from the main line of the TITAS GAS LTD.
11.13 Cost of Different Utilities:
Electricity cost:
REB : 3.8 TK / KW-HR
Gas generator : 1.80 TK / KW-HR
Gas cost:
For boiler : 4.94 Tk/m³
For generator : 3.66 Tk/m³
For domestic purpose : 4.5 Tk/m³
Steam cost:
Per kg of fabric : 4.30 Tk.

126
CHAPTER 12
STORE & INVENTORY
12.1 Introduction:
Inventory is planning and execution involves participation by most of the
fundamental segment of business sales, production, purchase, finance and
accounting. Inventory is a wider sense is defined as any idle resource of an
enterprise however it is semi-finished packing spares and other stocked in order to
meet an expected demand or distribution.
12.2 Objectives of Inventory Control:
1) Financial activities:
a) To save amount of investment
b) To know the cash position
2) Property Protection:
a) Preventable waste
b) Insurable damage
c) Unauthorized use
3) Operating:
a) To obtain the best overall balance between production and inventory carrying
cost.
b) To minimize losses
c) To avoid stock out and to keep inventory holding costs in costs in balance.
12.3 Scope of Inventory Control:
Raw materials
Dyes store.
Other chemicals.
Grey fabrics.
Finished fabric.
Spare parts.
General store:
Capital equipment‟s.

127
Accessories.
Stationary.
Maintenance parts.
12.4 Frequency of Inventory Update:
1. Monthly inventory control
2. Annual inventory control
12.5 Inventory Procedure:
Bin Card
Store Requisition
Store Ledger Account
Daily Inspection & Package Report
Monthly Stock & Consumption Report
Monthly L/C wise Delivery Report
Received Delivery & Balance Stock
12.6 Inventory Control System for Raw Materials:
Dye store & other chemicals store.
Both of these are received by the store in charge.
First he sends these to quality in-charge for inspection. If they are found to be
of required quality then they are taken to store by the storekeeper.
Store in-charge supplies these when required and records the date, type of
material, quantity and section in which supplied, in his register book.
12.7 Grey fabric store:
Grey fabric is usually stored in another storeroom, which is separate from
dyeing shade.
Grey fabric is first sent to the QC department for quality assurance and then
taken to the storeroom.
Grey fabric is received by fabric store in-charge.
He supplies the fabric as per requirement and records the date, type of
material, quantity and section in which supplied, in his register book.
At present the grey fabrics store of Texeurop (BD) LTD. containing the
following types of fabrics-
Single jersey.
1x1 Rib.

128
2x2 Rib.
2x1 Rib.
Mélange.
Pique.
Single jersey (with Lycra attachment)
1x1 Rib (with Lycra attachment) etc.
Single locust
Double locust
Fleece
Terry Fleece
Interlock
12.8 Stages of Grey Fabric Inventory Control:
After knitting production.
Grey inspection.
Warehouse.
Batch preparation.
Dye house.
In Texeurop (BD) Ltd. we found grey fabric inventory amount is:
Weight = 1,56,733 kg.
12.9 Inventory Control System for Finished fabric:
Finished fabric from the compactor or Stenter goes to inspection team. Here
inspection is done by a four points system.
Required GSM, width (diameter), shrinkage, spirality, wash fastness, rubbing
fastness etc. are tested from the lab before packaging.
After finishing the fabric is kept in package before their transfer to the
garments department.
It is controlled by the finishing in-charge who keeps a list of total finished
product. He also keeps a list of delivery products.
He supplies the fabric as per requirement and records the date, type of
material, quantity and section in which supplied, in his register book.

129
12.10 Stages of Finished Fabric Inventory Control:
Finishing section.
After final inspection.
In Texeurop (BD) Ltd. we found finish fabric inventory amount is:
Weight = 1,40,700 kg .
Others:
There is a central store at Texeurop (BD) Ltd. In that store the various types of forms,
papers; stationary & other necessary goods are kept.
12.11 Inventory Control System for Spare Parts:
Spare store officer keeps the spare parts in store and makes a list of spare
parts.
If the spare parts are little in stock he gives requisition to maintenance
manager.
Maintenance manager gives requisition to head office. Head office imports
spare parts or buys from local market as per requirement.
As new spare parts arrive to store officer, he receives and catalogues them.
He supplies the spare parts as per requirement and records the date, type of
material, quantity and section in which supplied, in his register book.
Remarks:
Texeurop (BD) Ltd. has individual stores for raw materials, finished goods and spare
parts. The store of dyestuff and chemicals are not so clean. There is not enough space
to store the finished goods. It requires increasing the store area.

130
CHAPTER 13
COST ANALYSIS
13.1 Introduction:
Costing system mainly describes how the cost of the final product is fixed by the
company/beneficial. So Costing is a process by which the setting price of a product is
calculated. It is a very important task for a factory which runs for business purposes.
And it is also strictly followed in the Texeurop (BD) Ltd. Costing of the products
considering the raw materials expenditure, salary and wages of officers and workers,
distributions and advertisement expenses etc. All direct and indirect expenses are need
to be considered during costing. It is determined by a team of accountants with advice
and consultancy of executive director.
13.2 Costing Of the Product:
The following points are considered for costing any dyed product in Texeurop (BD)
Ltd. Is:
Total cost of yarn
Cost of fabric Production
Total dyes & chemical cost
Total utility cost
Salary
Payment
Transport cost1
Miscellaneous cost
Government cash incentive
13.3 Price of the Product:
Generally price of product is determined by the required profit adding to the total
expenses. So,
Price of products= (Direct expenses + Indirect expenses + Factory
Overhead) + Required profit
13.4 Price Range of Different Products:
T-Shirt = $0.75 - $4.50 /Pcs
Polo Shirt =$2.00 - $6.50 /Pcs Kids Wear ==$0.75- $2.15 /Pcs

131
13.5 Knitting Charge of Different Fabrics:
Table 13.1: Knitting Charge of Different Fabrics
Fabric name Charge per kg (Tk)
Single Jersey 09
Single Jersey with Lycra 30
Single lacost 16
Double Lacost 16
Rib 17
Rib with Lycra 30
Interlock 25
Fleece 22-25
13.6 Dyeing Charge of Different Fabrics:
Name of fabric process Charge per kg
(Tk)
White with Enzyme : 35
White without Enzyme : 30
Avg. color with Enzyme : 85
Avg. color without Enzyme (Light& med.) : 75
Deep shade with Enzyme (Black) : 110
Deep shade without Enzyme (Black) : 95
Only wash (Tubular) : 25
Only wash (Open) : 45
Double dyeing (Face & Back) :115
13.7 Finishing Charge of Different Fabrics:
Name of fabric process : Charge per kg
(Tk)
Slitting only : 5
Stenter only : 25
Compacting only : 15
Stenter + Compacting : 35
Stenter + Compacting+ wash : 50
Tube Compacting : 10

132
13.8 Costing Of the Product:
Let price of yarn is : $ 3.00/ kg.
Process loss of yarn for knitting (10%) = $ 0.30
Knitting fabric cost = $ 3.30
Cost of dyes & chemicals = $ 2.50
Process loss for dyeing (12%) = $ 0.30
Dyed fabric cost = $ 6.10
Packing cost = $ 0.05
Production cost of fabric = $ 6.15
Fabric price (with 25% margin) = $ 7.79
Fabric consumption/ doz. =
(Body length + Sleeve length) x Chest length x 2 x GSM x12 /10000000
Garments specification (For a particular garment):
Body length =78 cm
Sleeve length =33 cm
Chest length =62 cm
GSM =210
Fabric consumption/ doz. = {(78+33) x62x2x210x12}/ 10000000 = 3.469 kg
Fabric consumption/ doz. (with 10% wastage) = 3.816 kg
Body fabric cost / doz. = $ (7.79x 3.816)
Cost of collar& cuff/ doz. = $ 4.00
Cost of Trims = $ 2.25
Cost of Trims (with 5% Process loss) = $ 2.36
Production Cost of Garments/ doz. = $36.09
Garments Price/ doz. (with 25% Profit) = $ 45.12
Remarks:
Proper Costing is very important for a productive factory. Without proper costing all
production will go to vain. Because a factory cannot reach to its goal without
achieving good profit and good profit is not possible without proper costing. So
costing should be done by a group of intelligent, experienced, highly qualified
personnel. Every Factory has some rules and regulations. Texeurop (BD) Ltd. did not
provide us all the documents of costing, because it‟s confidentially. So this Chapter is
not so sufficient to analyze the costing of product.

133
CHAPTER 14
WATER & EFFLUENT TREATMENT PLANT
Water Softening Method : Base Exchange Process
Source of water : deep tube well. 6 inch, two well.
Pump Type : Submersible.
Production capacity : 100 m3 /hr.
14.1 Process Sequence of WTP:
Deep tube well (450~500ft, 6 inch, 2 pump)
↓
House
↓
WTP (2 plant)
↓
Stone Filter
↓
Resin Filter
↓
Pump
↓
Soft Water reservoir.
Fig 14.1: Water Reserve Tank

134
Soft water
Tank
Resin Tank-1
Resin Tank-2
Fig 14.2: Different tanks of WTP process.
14.2 Determination of Hardness of Water:
Reagents
Ammonia – Ammonium Chloride Buffer solution.
Erichrome Black –T solution.
0.01M EDTA standard solution.
Preparation of Ammonia – Ammonium Chloride Buffer solution: Dissolve 67gms,
ammonium chloride to 570 ml concentrated ammonia and then make up the solution
to one litter by distilled water.
Preparation of Erichrome Black- T solution: Dissolve 75 ml Tri-ethanolamine to
25 ml ethanol and then add 0.5 gm Erichrome Black –T in 100 ml volumetric flask.
Preparation of 0.01m EDTA standard solution: Dissolve 3.722 gms EDTA (
Ethylene Diamine Tetra Acetic Acid) to one litter distilled water.
Procedure
Take 100 ml of sample water in a beaker.
Then add 5 ml (NH4)Cl Buffer solution in it.
Then add 1-2 drops of Erichrome Black –T solution and titrate it against EDTA
solution. The required amount (ml) of EDTA solution indicates the hardness of
water in degrees.

135
THE EFFLUENT TREATMENT PLANT
The Texeurop (BD) Ltd. has well organized Effluent treatment plant. Normally the
effluent generated from different sections of a textile mill must be treated before they
are discharged to environment. Various chemicals & physical means are introduced
for this purpose. The effluent treatment plant in Texeurop (BD) Ltd. is chemical
biological combination process.
14.1.1 Objects:
This process is provided for treating the effluents of dyeing, printing, finishing,
weaving & thus allow to discharge effluent as per by World Bank dept. of environment
of Bangladesh.
Capacity : 40 tons/ hr.
Cost : Tk. 6 / Litter
10 lac BDT spend per month in ETP.
14.1.2 Requirement of discharge effluent as per World Bank:
PH : 6 – 8
BOD : < 50
COD : < 250
SS : < 100
TDS : Not stated
Colour : Clear
14.1.3 Chemical used:
1. Ferrous Sulphate.
2. Lime.
3. Polyelectrolyte.
4. HCl
14.1.4 Chemical using procedure:
- 80 Kg Ferrous sulphate is mixed with 1000L water.
- 50 Kg Lime is mixed with 1000L water.
- 1 Kg Polyelectrolyte is mixed with 1000L water.

136
14.1.5 Product Quality Check:
Following chemical tests are carried out to check the quality:
BOD
COD
Total suspended solids
Total dissolved solids
Colour
PH
14.1.6 Typical Output of the Plant:
Raw effluent Colour : Black/deep purple
Raw effluent pH : 10
Raw effluent BOD : 175-200
Treated effluent Colour : Light greenish
Treated Effluent pH : 6-6.5
Treated Effluent Temp : 380
C
Treated effluent BOD : 60-100
14.1.7 Flow Chart of Effluent Treatment:
Raw effluent
↓
Equalization Tank
↓
Flash mixing Tank
↓
Flocculation tank
↓
Tube settler tank-1
↓
PH correction channel
↓
Bacteria reactor-1
↓
Bacteria reactor-2
↓

137
Tube settler tank-2
↓
Filter feed sump
↓
Sludge Separation:
↓
Sludge of Tube settler
↓
Sludge thickening plant
↓
Centrifuge platform.
Remarks:
As the project Texeurop (BD) Ltd, it has vast utility systems. There is a skill
manpower, group of engineers and other technical staffs to look after these
utility services. They have to remain aware of solution on a great sense of
responsibility for any type of problem due to utility supply.

138
Compliance Policy:
The Texeurop (BD) Ltd. is committed to the best human workplace practices. Our
goal is to continuously improve our Human Resource policies and procedures through
education, training, communication, and employee‟s involvement. To that end the
Texeurop (BD) Ltd. has identified eight (8) areas of importance. The Company
commits to management review, employees „open communication, policy
development and coordination with the SA 8000 standard to comply with all
State/Local laws and Industrial/Factory laws of Peoples Republic of Bangladesh to
provide a favorable employment environment that respects understands the needs of
its employees. The company commits to inform all employees of its policy and
position on the SA 8000 standard. All employees will be made aware of the Policy
and Company Statement upon implementation. Going forward all new employees will
be trained on SA 8000 in new employees‟ orientation. Periodically throughout the
year the company will reaffirm its commitment to the SA 8000 policy through
employee communications such as office notice, demonstration and payroll stuffers.
The eight (8) identified areas are:
a) Child Labor
b) Forced Labor
c) Health and Safety
d) Freedom of Assembly/ Right to Collectively Bargain
e) Discrimination
f) Disciplinary Practices
g) Working Hours
h) Remuneration/ Compensation

139
Conclusion:
We have completed our industrial attachment successfully by the grace of almighty
Allah.
Industrial attachment sends us to the expected destiny of practical life. The
completion of the four weeks Industrial attachment at Texeurop (BD) Ltd. we have
got the impression that factory is one of the most modern export oriented knit
composite complex in Bangladesh. Though it was established only a few years ago, it
has earned “very good reputations” for its best performance over many other export
oriented textile mills.
During our training period, talking with the clients of this factory we knew that the
mill is fulfilling the country‟s best export oriented white finished fabric as well as
very good colored fabric due to its modern machinery & good management system.
Factory is settled with utility to give all convenient supports to the productions for
twenty-four hours. It had self-power generator system to satisfy total power
consumptions of the mill.
We are enough fortunate that we have got an opportunity of having a training in this
mill. During the training period we are received co-operation and association from the
authority full & found all man, machines & materials on appreciable working
condition. All stuffs & officers were very sincere & devoted their duties to achieve
their goal.

140
REFERENCES
1. Bellal, Allimuzzaman. Understanding Textiles For A Merchandising. 1st edn,
BMN3 foundation, Dhaka, Bangladesh. 2009
2. Kashem, Prof. M.A, Garments Merchandising. 2nd
edn, Books Fair, Dhaka,
Bangladesh. 2012
3. Factory Website: http//www.texuropbangladesh.com
4. Booth J E, Principles of Textile Testing, 3rd edn, Butterworth, London, 1968
5. Seville, B P, Physical Testing of Textiles, 1st edn, Textile Institute, Manchester,
1999.
6. Spencer, J David, Knitting Technology, Wood Head Publishing Ltd. 3rd
edn,
Cambridge, England. 2001.
7. Morton W E and Hearle JWS, Physical Properties of Textile Fibres, 3rd
edn,
Textile Institute, Manchester, 1993.
8. J G Cook, Handbook of Textile Fibres, 5th
edn, UK: Merrow Publish. Co., 1984.







