drying temp. control troubleshooting
TRANSCRIPT

CCPM PVBP. ‹#›
PVB 乾燥工程溫度控制troubleshooting
-乾燥溫度控制能力提升與設備優化-
長春石油化學 副工程師呂仁雄
1999~2005 台大化工系、台大化工所
2006 第八第九期六標準差部門專案負責人
2007~2008 產品OEM專案負責人
製程改善與生產管理
CCPM PVBP. 1

CCPM PVBP. ‹#›
Outline• 現場的操作問題
• 調查-現狀(製程流程、操作時曲線圖)-疑點(卻水器使用情形、排水溫度)
• 第一階段-檢討設計
-由 by pass 觀察系統
• 第二階段-排除堵塞可能性、重新配管
-管路暢通狀況下重新開車
-討論
• 第三階段-新建廠時按經驗變更設計
-追蹤成效

CCPM PVBP. ‹#›
製程流程圖

CCPM PVBP. ‹#›
現場的操作問題
• 報告!溫控不穩!
• 為什麼會不穩?-料的影響(常見的現場說法)-PID參數設定問題
-乾燥系統本身存在變化(料高→壓損→風量)-還有其他的可能嗎?
• 不穩定的特點-時好時壞(不一定每批次都會發生)-批次操作時間軸上沒有特定發生的時間點
-兩支溫度計應同上同下(AH出口與乾燥機底部的比較)
CCPM PVBP. ‹#›
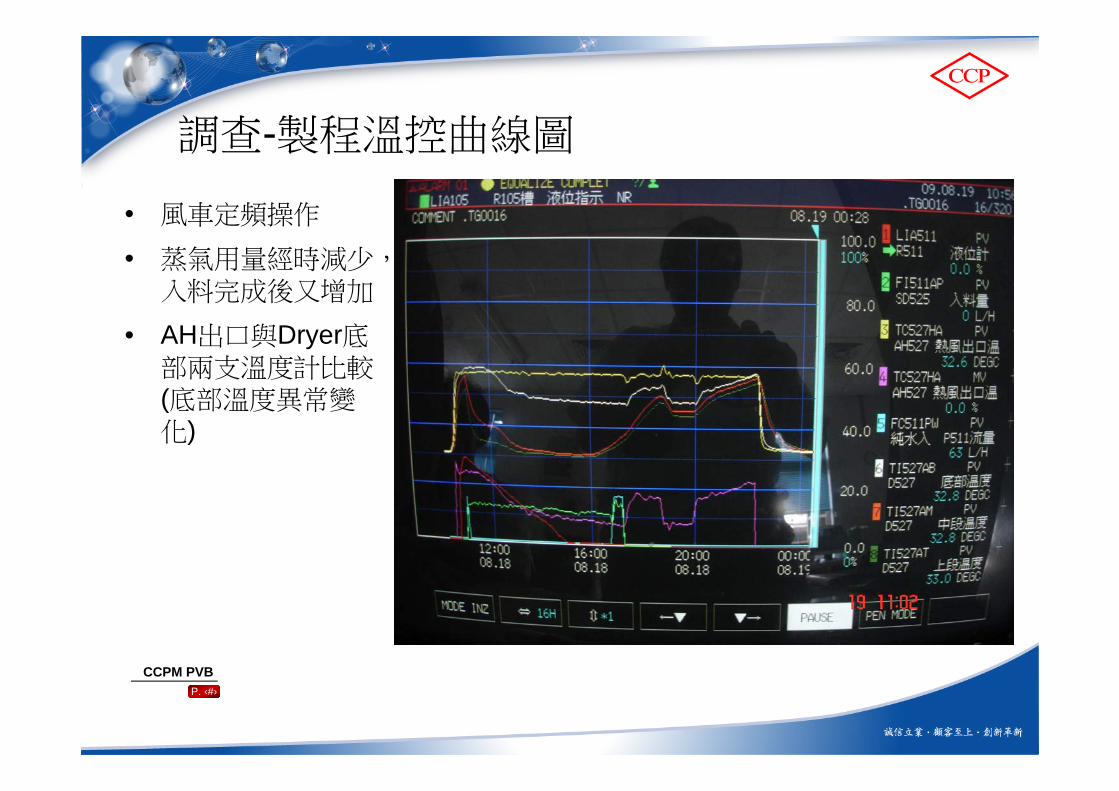
調查-製程溫控曲線圖
• 風車定頻操作
• 蒸氣用量經時減少,入料完成後又增加
• AH出口與Dryer底部兩支溫度計比較(底部溫度異常變化)

CCPM PVBP. ‹#›
調查
• 蒸氣用量為什麼會自動漸漸降低?-增加的料高→風速降低→蒸氣用量降低,但溫度仍應保持不變。
-應該還有其他的因素
• 兩支溫度計的死亡交叉?-異常總從這裡開始
-為什麼?
• 新的線索
-卻水器壞了嗎? 為何看不到正常的作動?-管路堵塞了嗎? 為何排出來的水溫度只有40 ?-跟溫度自動控制不穩有什麼關係?
CCPM PVBP. ‹#›
第一階段
• 檢討Air Heater設計
-要五毛給一塊,安全係數過大。
(計算書給出 98支 fin tube結果,卻做320 支的設備)
• 由 by pass 觀察排水現象
-卻水器排出冷凝水溫度過低,將 by pass 手動閥打開觀察。
-現象:流出鐵屑,冷凝水全由 by pass 管線留出,水溫上升至
50 ,但仍屬異常狀態。存在堵塞的可能性。
• 存在複數可能性,以消去法縮小範圍。
→重新配管與更換卻水器。
CCPM PVBP. ‹#›
第二階段-實作觀察
• 排除堵塞可能性、重新配管-重新配管與安裝卻水器
-確認蒸氣抵達 by pass 管線末端
• 重新開車之現象-僅持續排水,卻水器無切斷蒸氣之典型作動
-排水溫度略高於改善前

CCPM PVBP. ‹#›
第二階段-實作觀察
• 結論
-設計不當,系統熱交換面積過大,fin tube熱傳平衡溫度過低,卻水器根本派不上用場。(安全係數不是越大就會越好)-排水速率影響熱交換面積,系統處於不穩定狀態。水位升高時,接觸蒸氣熱交換器面積減少。
-蒸氣冷凝體積變小壓力下降,後續蒸氣如未補上(抵達管線末端)時,可能存在的負壓易使積水不易排出累積導致上述後果。
-回饋控制蒸氣之溫度計離AH出口太近且位置為上部,因此無法感知水位上升使單元加熱效率變差的訊號。而下游溫度計設置位置較遠,空氣混合程度較高,是故異常時可觀察到兩溫度計交叉情形。此時系統產生critical變化,水位上升影響熱交換面積,系統對應之最佳PID參數隨之變化,且控制蒸氣開度之溫度計無法感知此一變化,原有控制策略至此完全失效,底部溫度異常降低時需切至手動控制。

CCPM PVBP. ‹#›
第三階段-驗證
• 變更儀器配置
TC安裝位置往下游移動,加強控制系統本質穩定性。
• 設備設計
依照設計書結果,以合理之安全係數設計新廠設備。
原設置位置新設置位置
CCPM PVBP. ‹#›
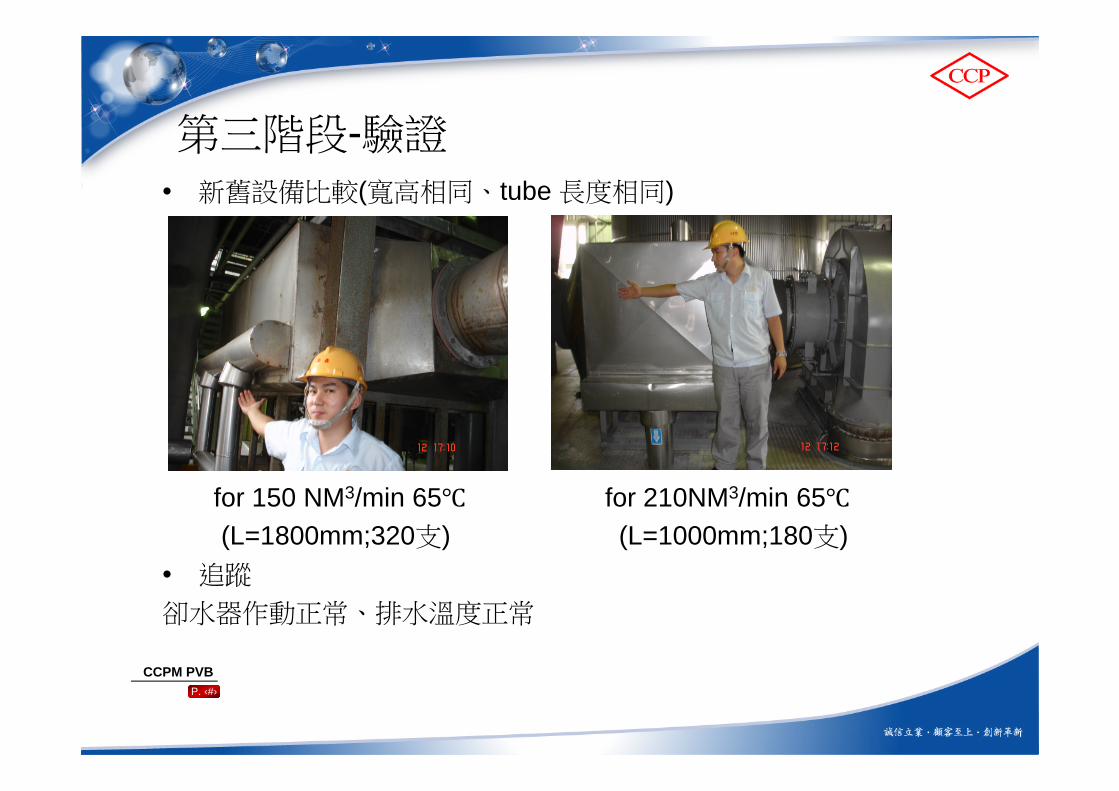
第三階段-驗證• 新舊設備比較(寬高相同、tube 長度相同)
for 150 NM3/min 65 for 210NM3/min 65(L=1800mm;320支) (L=1000mm;180支)
• 追蹤
卻水器作動正常、排水溫度正常

CCPM PVBP. ‹#›
第三階段-驗證
• 排水溫度正常,卻水器亦正常作動。
• 蒸氣用量隨著入料量增加而增加;入料完成後又因粉體重量減少壓損降低風量增加而增加。
• 控制系統穩定
• 蒸氣配管/fiting過大,控制閥開度穩定區間位於10~15 %

CCPM PVBP. ‹#›
Thank You!