effect of shoulder diameter to pin diameter (d.d) ratio on tensile strength and ductility of...
DESCRIPTION
Effect of Shoulder Diameter to Pin Diameter (D.d) Ratio on Tensile Strength and Ductility of Friction Stir Processed LM25AA-5% SiCp Metal Matrix CompositesTRANSCRIPT

Materials and Design 57 (2014) 1–9
Contents lists available at ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
Technical Report
Effect of shoulder diameter to pin diameter (D/d) ratio on tensilestrength and ductility of friction stir processed LM25AA-5% SiCpmetal matrix composites
0261-3069/$ - see front matter � 2013 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.matdes.2013.12.008
⇑ Corresponding author. Tel.: +91 4144 239734 (O), +91 4644 241147 (R); fax:+91 4144 239734/238080.
E-mail addresses: [email protected] (P. Vijayavel), [email protected],[email protected] (V. Balasubramanian), [email protected] (S. Sundaram).
P. Vijayavel a, V. Balasubramanian a,⇑, S. Sundaram b
a Centre for Materials Joining and Research (CEMAJOR), Department of Manufacturing Engineering, Annamalai University, Annamalai Nagar 608 002, Tamil Nadu, Indiab Department of Manufacturing Engineering, Annamalai University, Annamalai Nagar 608 002, Tamil Nadu, India
a r t i c l e i n f o
Article history:Received 5 June 2013Accepted 4 December 2013Available online 20 December 2013
Keywords:Metal matrix compositesFriction stir processingMicrostructureTensile propertiesDuctility
a b s t r a c t
Stir casted LM25AA-5% SiC Metal Matrix Composites (MMCs) consists of cast product dendrites and largeagglomerated reinforced particle. The agglomeration of SiC creates difference in properties along thecomposite system. During loading it creates different stress field which causes failures in the compositematerial. Friction Stir Processing (FSP) is a novel processing technique facilitate by the frictional heat gen-eration between the tool and the workpiece. FSP can triumph over the poor properties due to large sizedand unevenly distributed SiC particle in the Al matrix. In this investigation, five different shoulder diam-eters to pin diameter (D/d) ratio is used for processing the composite material. Tensile properties andhardness of the friction stir processed material were evaluated and correlated with the macro and micro-structure signatures. The characterization of processed composite material is carried out using opticalmicroscopy (OM), scanning electron microscopy (SEM), energy dispersive X-ray analysis (EDAX) andX-ray diffraction technique (XRD). The effect of different D/d ratio (2, 2.5, 3, 3.5, 4) on microstructuralformation, particle size and distribution in the matrix were analysed and found that the D/d ratio of 3yielded higher tensile and hardness properties.
� 2013 Elsevier Ltd. All rights reserved.
1. Introduction
Stir Casted LM25 Aluminium (Al) based Metal Matrix Compos-ites (MMCs) have the beneficial properties of both metals andceramics like high strength to weight ratio, high specific modulus,high fatigue strength, corrosion resistance, attractive thermal andelectrical characteristics, etc. [1,2]. This favourable characteristicmakes the composite to apply in the wide range of application inship building, aerospace, transportation, etc.
Despite of its beneficial properties, the quality of the compositematerials was inherently affected by the fabrication process itself.The composite material is suffered from porosity, uneven distribu-tion of reinforcement particle, etc. which have an effect on the ser-vice of the composite materials. These composites also sufferedfrom low ductility and toughness due to incorporation of the un-even distribution of hard ceramic reinforcement. The quality fabri-cation of composite materials were limited due to the difficulty inachieving a uniform distribution of the reinforcement material,
wettability between the two main substances, porosities in thecast metal matrix composites, chemical reaction between rein-forcement material and the matrix alloy.
Friction Stir Processing (FSP) is an emerging processing tech-nique which can eradicate the above said problem [3–5]. Thesolid-state nature of FSP leads to several advantages over otherprocessing techniques involving melting methods such as plasmaspraying and high-energy electron beam irradiation, laser surfac-ing as problems associated with cooling from the liquid phaseare avoided [6]. Issues such as porosity, solute redistribution, solid-ification cracking and liquation cracking especially in Al basedMMCs, interfacial reaction between matrix and reinforced particledo not arise during FSP [7]. In general, FSP has been found to pro-duce a low concentration of defects and is very tolerant of varia-tions in parameters and materials [8,9].
Many researchers hardly reported the various process parame-ters of FSP and their various influencing characteristic on the met-allurgical aspect, material flow behaviour and particle distribution[10–12]. But the effect of shoulder diameter to pin diameter (D/d)on the particle size, distribution and defect free processed zone for-mation was not yet studied. To reveal that, an attempt is made tostudy the effect of shoulder diameter to pin diameter (D/d) ratio ontensile strength and ductility of friction stir processed LM25-5%SiCp metal matrix composites.

Table 1Chemical composition (wt%) of LM25 Al & 5% SiCp MMCs.
Cu Mg Si Fe Mn Zn Ni Ti Al SiC
0.2 0.6 7.5 0.5 0.3 0.1 0.1 0.2 Balance 5% Reinforcement
2 P. Vijayavel et al. / Materials and Design 57 (2014) 1–9
2. Experimental work
Al matrix is reinforced with 5% SiC particles by stir castingmethod and thus produced composite material was prepared intoplates of size 200 � 100 � 12 mm for friction stir processing. Thechemical composition and mechanical properties of the aboveMMC were evaluated and presented in Tables 1 and 2. The surfaceof the composite was polished in order to maintain the flatness ofthe surface which enables the full contact of shoulder surface. Inaddition, since the matrix is Al, the surface oxide layer can alsobe removed during polishing. The specimens were rigidly clampedusing fixtures in order to eradicate misalignment of specimen dur-ing processing. An indigenously designed and developed computernumerically controlled FSW machine (22 kW: 4000 r/min: 6 ton)was used for friction stir processing. Non consumable tool madeof super high-speed steel was used for experimentation. Initiallythe tool is allowed to plunge slowly into the material until theshoulder surface touches the workpiece surface. A dwell period
Table 2Mechanical properties of the LM25 Al & 5% SiCp MMCs.
0.2% Yield strength(MPa)
Ultimate tensile strength(MPa)
Elongation in 50 mm gau(%)
143 155 2
(a) Scheme of extraction of tensile specimen
(c) Photograph of tensile specimen (Before Test) (d)
(e) Photographs of elongated s
Fig. 1. Details of tensi
of 30 s is maintained to achieve the preheat zone. Since the com-posite have hard SiC particle, less preheat create tool damage.The tool is ramped at a constant rate of 40 mm/min to create thedefect free processed zone. The specimens used for metallographicstudy were extracted from the friction stir processed zone usingwire cut electric discharge machining (WEDM) process. The FSPedspecimen were polished using the varying grit sequence of 500,1000, 1500, 2000 and 2500. The fine mirror polished surface wasachieved by rotating velvet cloth polish. The specimens wererinsed with the running water and cleaned with acetone. Thesesample preparation should be carried out to enable the view ofmicrostructural signatures such as grain size, grain orientation,SiC distribution in Al matrix. A cotton bud dipped in the Keller re-agent etchant was used for microscopic examination. The tensilespecimens were extracted from the friction stir processed zoneand the schematic extraction is shown in Fig. 1a. As per the ASTM:B557M, the tensile specimens were extracted from the friction stirprocessed zone and tested using universal testing machine at aconstant loading of 1.5 kN/min rate. Three specimens were pre-pared from each experimental condition and the specimens weretested and the average of tensile strength value for each experi-mental condition and the specimens were tested and shown in fig-ure Table 4. Microhardness was measured along normal direction
ge length Reduction in cross sectional area(%)
Microhardness @ 0.49 N(HV)
6.581 68
(b) Dimension of tensile specimen
Photograph of tensile specimen (After Test)
pecimen at each condition
le test specimen.

Table 3FSP Parameters and Tool Dimensions used in this investigation.
Process parameters Values
Tool rotational speed, N (rpm) 1000Traverse speed, S (mm/min) 40D/d ratio 2, 2.5, 3, 3.5, 4Axial force, F (kN) 3Pin length, L (mm) 7.2Tool shoulder diameter, D (mm) 22Pin diameter, d (mm) 5.5–7.2Pin profile Plain taperTool material Super high speed steel
Table 5Tensile properties of FSP region.
D/d ratio Tensile strength (MPa) Elongation in 20 mm gauge length (%)
2 162 2.22.5 174 5.33 192 7.23.5 154 2.54 151 2.4
P. Vijayavel et al. / Materials and Design 57 (2014) 1–9 3
at 2.4 mm below from the top surface of the processed zone usingVickers microhardness testing machine under 0.49 N load. Cu Ka1
X ray of 1.5406 Å wavelengths is allowed to scan the workpiece forXRD experimentation. The operating parameter of 40 kV voltage,30 mA is allowed to pass to the material to reveal the phase pro-portion formed if any (see Tables 3 and 5).
3. Results
3.1. Tensile strength
The load–displacement curves of tensile specimen of differentD/d ratio are shown in Fig. 2. The continuous load displacementcurve which shows no signatures of upper and lower yieldingpoint. Yielding can represent that the materials undergoes ductilemode of failure while loading. The shoulder diameter has greaterinfluence on the loading and displacement curve since the agglom-eration of SiC particle create a stress field around it and the brittlenature of SiC does not allow to redistribute the stress while
Table 4Macrostructure of FSP region.
D/d Cross sectional macrostructure
AS RS
2
2.5
3
3.5
4
yielding. It can be clearly evident that the presence of agglomer-ated SiC particle will reduce the ductility of the MMCs [13]. Thebase material can withstand the load of 2.4 kN which is near equiv-alent to the defected FSP specimens. During tensile loading the de-fect in the FSP region act as the failure initiator. Despite of itsdefect, the FSP can result higher tensile properties than the basematerial. The fractured surfaces of tensile test specimens of frictionstir processed zone have been analysed using SEM to reveal thefracture surface morphology. Fractographs for five different D/dwas displayed in Fig. 3. Fig. 3a shows the base material fractographin which flat cleavage fracture surface and fine dimples are pres-ent. At D/d ratio 2 and 4, pores can be observed in which it may oc-cur due to the necking. Fig. 3d shows the fractograph of processedzone at D/d ratio 3. The failures were ductile type failure since thecharacteristic fine dimples were observed. Cup and cone like fail-ure can be observed in Fig. 3c.
3.2. Macrostructure and microstructure
FSP zones are prone to defects like pin hole, tunnel, cavity, kiss-ing bond, crack, etc. due to insufficient and excess heat input [14].The macrographs of the processed zone for five different D/d ratios
Top surface Observation
Tunnel defect in the RS
Tunnel defect in the RS
No defect
Tunnel defect in the RS
Tunnel defect in the RS
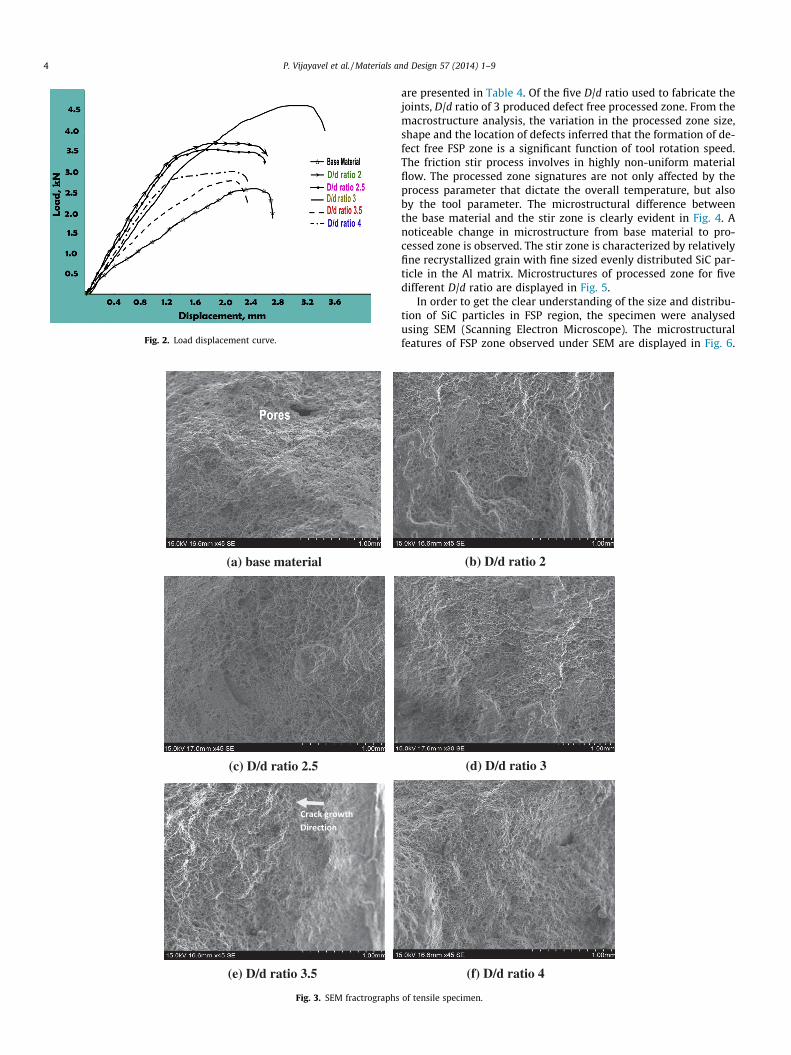
Fig. 2. Load displacement curve.
(a) base material
(c) D/d ratio 2.5
(e) D/d ratio 3.5
Fig. 3. SEM fractrographs
4 P. Vijayavel et al. / Materials and Design 57 (2014) 1–9
are presented in Table 4. Of the five D/d ratio used to fabricate thejoints, D/d ratio of 3 produced defect free processed zone. From themacrostructure analysis, the variation in the processed zone size,shape and the location of defects inferred that the formation of de-fect free FSP zone is a significant function of tool rotation speed.The friction stir process involves in highly non-uniform materialflow. The processed zone signatures are not only affected by theprocess parameter that dictate the overall temperature, but alsoby the tool parameter. The microstructural difference betweenthe base material and the stir zone is clearly evident in Fig. 4. Anoticeable change in microstructure from base material to pro-cessed zone is observed. The stir zone is characterized by relativelyfine recrystallized grain with fine sized evenly distributed SiC par-ticle in the Al matrix. Microstructures of processed zone for fivedifferent D/d ratio are displayed in Fig. 5.
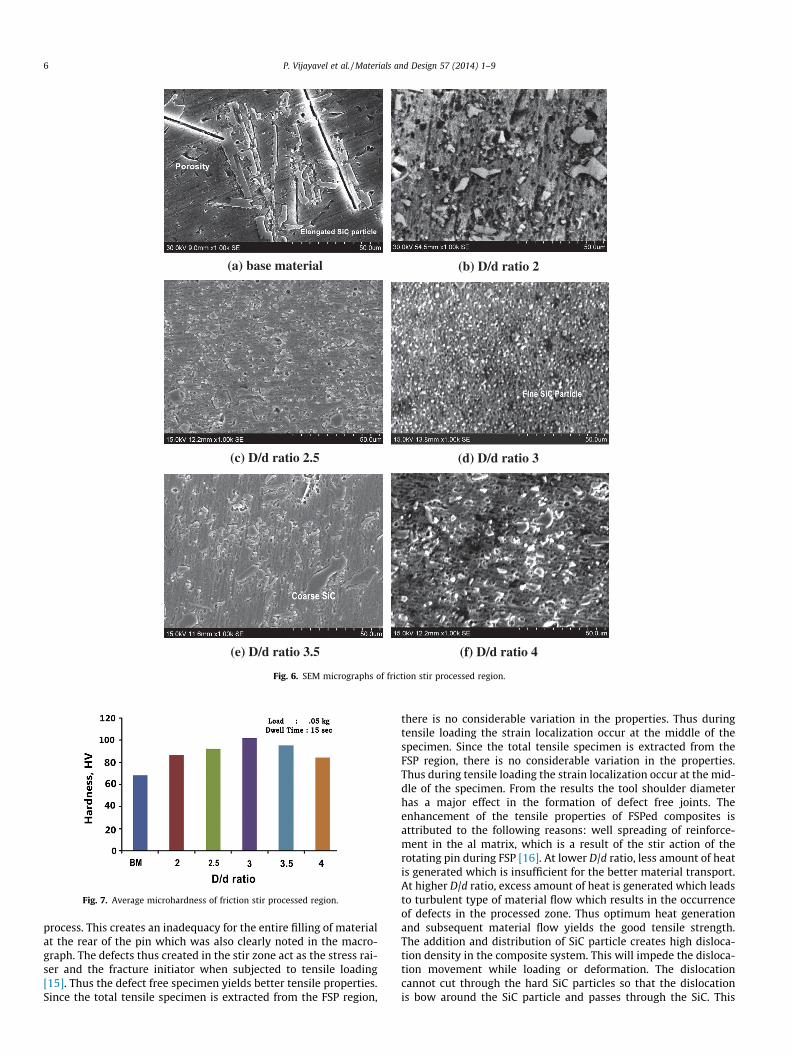
In order to get the clear understanding of the size and distribu-tion of SiC particles in FSP region, the specimen were analysedusing SEM (Scanning Electron Microscope). The microstructuralfeatures of FSP zone observed under SEM are displayed in Fig. 6.
(b) D/d ratio 2
(d) D/d ratio 3
(f) D/d ratio 4
of tensile specimen.
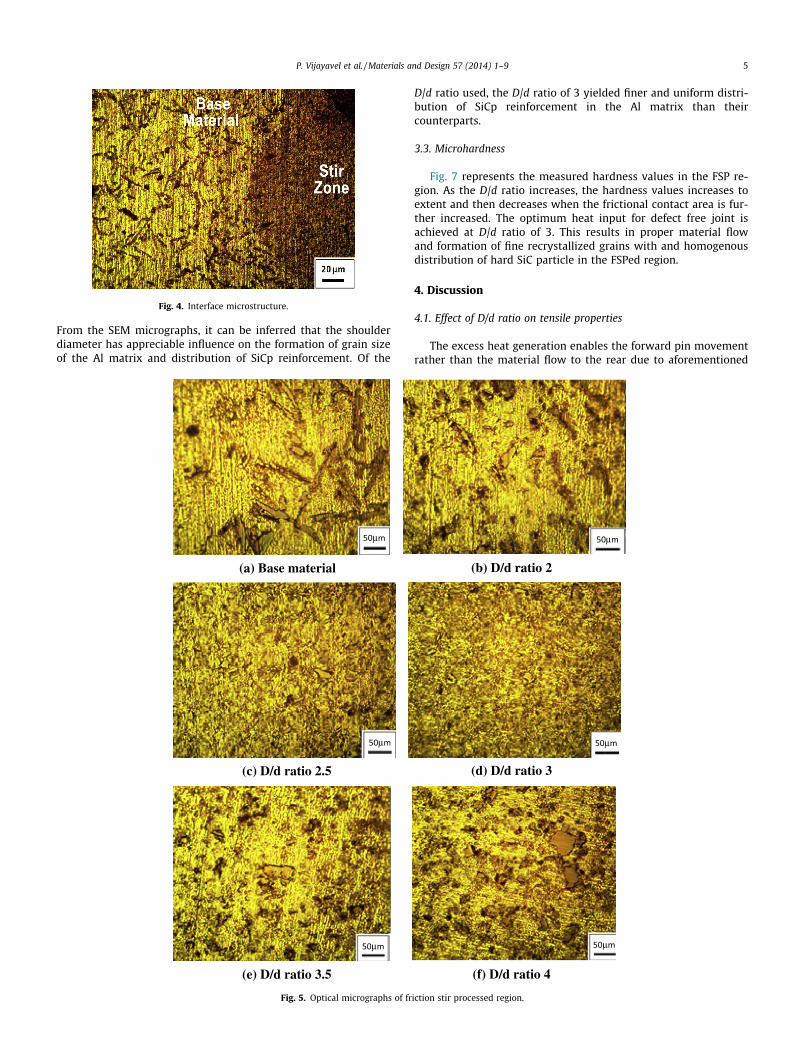
Fig. 4. Interface microstructure.
P. Vijayavel et al. / Materials and Design 57 (2014) 1–9 5
From the SEM micrographs, it can be inferred that the shoulderdiameter has appreciable influence on the formation of grain sizeof the Al matrix and distribution of SiCp reinforcement. Of the
Fig. 5. Optical micrographs of fr
D/d ratio used, the D/d ratio of 3 yielded finer and uniform distri-bution of SiCp reinforcement in the Al matrix than theircounterparts.
3.3. Microhardness
Fig. 7 represents the measured hardness values in the FSP re-gion. As the D/d ratio increases, the hardness values increases toextent and then decreases when the frictional contact area is fur-ther increased. The optimum heat input for defect free joint isachieved at D/d ratio of 3. This results in proper material flowand formation of fine recrystallized grains with and homogenousdistribution of hard SiC particle in the FSPed region.
4. Discussion
4.1. Effect of D/d ratio on tensile properties
The excess heat generation enables the forward pin movementrather than the material flow to the rear due to aforementioned
iction stir processed region.
(b) D/d ratio 2(a) base material
(d) D/d ratio 3(c) D/d ratio 2.5
(f) D/d ratio 4(e) D/d ratio 3.5
Fig. 6. SEM micrographs of friction stir processed region.
Fig. 7. Average microhardness of friction stir processed region.
6 P. Vijayavel et al. / Materials and Design 57 (2014) 1–9
process. This creates an inadequacy for the entire filling of materialat the rear of the pin which was also clearly noted in the macro-graph. The defects thus created in the stir zone act as the stress rai-ser and the fracture initiator when subjected to tensile loading[15]. Thus the defect free specimen yields better tensile properties.Since the total tensile specimen is extracted from the FSP region,
there is no considerable variation in the properties. Thus duringtensile loading the strain localization occur at the middle of thespecimen. Since the total tensile specimen is extracted from theFSP region, there is no considerable variation in the properties.Thus during tensile loading the strain localization occur at the mid-dle of the specimen. From the results the tool shoulder diameterhas a major effect in the formation of defect free joints. Theenhancement of the tensile properties of FSPed composites isattributed to the following reasons: well spreading of reinforce-ment in the al matrix, which is a result of the stir action of therotating pin during FSP [16]. At lower D/d ratio, less amount of heatis generated which is insufficient for the better material transport.At higher D/d ratio, excess amount of heat is generated which leadsto turbulent type of material flow which results in the occurrenceof defects in the processed zone. Thus optimum heat generationand subsequent material flow yields the good tensile strength.The addition and distribution of SiC particle creates high disloca-tion density in the composite system. This will impede the disloca-tion movement while loading or deformation. The dislocationcannot cut through the hard SiC particles so that the dislocationis bow around the SiC particle and passes through the SiC. This
(b) D/d ratio 2(a) Base materials
(d) D/d ratio 3(c) D/d ratio 2.5
(f) D/d ratio 4(e) D/d ratio 3.5
Fig. 8. EDAX results.
P. Vijayavel et al. / Materials and Design 57 (2014) 1–9 7
might be the possible reason for the increment of ductility and ten-sile properties of FSPed MMCs.
4.2. Effect of D/d ratio on macrostructure and microstructure
Material flow in the processed zone is influenced by the extru-sion process; where the material is extruded under the shoulderdiameter (D) and around the tool pin. The tool pin propels thematerial flow which creates severe plastic deformation. The shoul-der diameter and the pin diameter have a greater influence in cre-ating the driving force for the material flow. The shoulder force isdirectly responsible for the plunge depth of the tool pin into thework piece and load characteristics associated with friction stirprocessing. As the D/d ratio increases both hydrostatic pressure be-neath the shoulder and the temperature in the stir zone increases.
At lower D/d ratio the shoulder diameter is low, thus the area sub-jected to friction is low which result in less heat generation due tofriction. Due to insufficient heat generation at lower D/d ratio re-sulted defects in the processed zone because of insufficient coales-cence of transferred material. Defect-free processed zones areindicative of efficient material flow around the pin tools [17]. Themechanism of onion ring formation in the processed zone of com-posite is due to the degree of material mixing and reinforcementbreak ups, the thickness of deformed aluminium lamellae, andmaterial flow patterns highly depend upon the geometry of thetool, processing temperature, and material flow stress in turn de-pends on the axial force. Tool probe affects microstructure bytwo facts: shattering or fragmentation of matrix grains and alu-mina particles, and grain growth by heat generation [18]. At higherD/d ratio the processed zone get wider and the angular volume

8 P. Vijayavel et al. / Materials and Design 57 (2014) 1–9
subjected to stirring is high. Hence, the D/d ratio must be opti-mized to get FSP Zone with good consolidation of metal and with-out widening or narrowing of processed zone. Of the five D/d ratiolevels used to processing, the FSPed plate with an D/d ratio of 2 re-sulted pin hole defect at the top of the retreating side due to insuf-ficient material flow and the microstructure consists of coarse
(a) Base material
(c) D/d ratio 2.5
(e) D/d ratio 3.5
Fig. 9. XRD
eutectic SiC particles (Fig. 6a). Even though uniform distributionin the MMCs. Similarly, the FSPed plate with D/d ratio of 2.5, exhib-ited the same pattern but the microstructure consists of slightly fi-ner than the FSPed plate made with 2 kN (Fig. 6b). But FSPed platewith D/d ratio of 3 consists of fine, eutectic SiC particles with uni-form distribution throughout the MMCs (Fig. 6c) due to the
(b) D/d ratio 2
(d) D/d ratio 3
(f) D/d ratio 4
results.

P. Vijayavel et al. / Materials and Design 57 (2014) 1–9 9
sufficient flow of softened material. This may be the reason forhigher FSPed strength of the FSPed plate with D/d ratio of 3 com-pared to their counter parts. Microstructure of D/d ratio 3 showsa significant breakup of SiC particles and dendrite, a uniform distri-bution of smaller SiC particles in the aluminium matrix were ob-served. During FSP, the grain structure is refined by dynamicrecovery and dynamic recrystallization mechanisms [19].
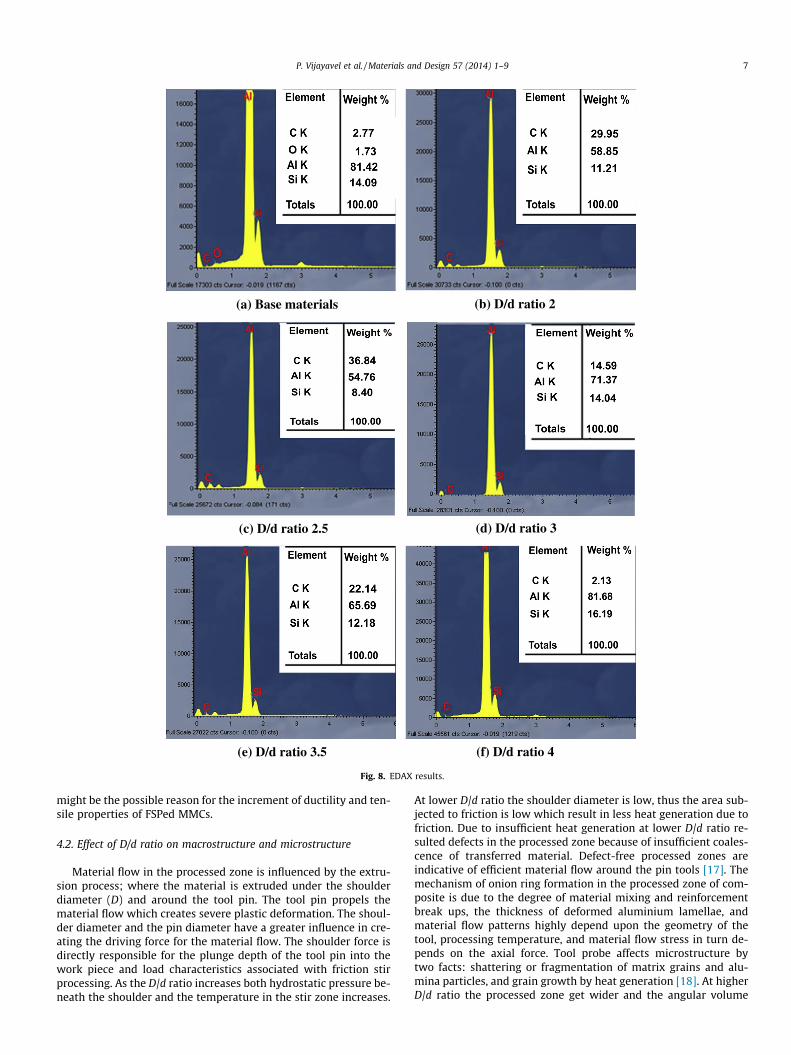
It is due to the material flow at plastic condition and heat gen-eration during FSP. Fig. 8 shows the spectrums observed in EBSDanalysis. All spectrum observed are bit similar like appearance.Since the processing is carried out in the solid state no such forma-tion of solidification products were observed. This may be one ofthe reasons of obtaining similar chemical constituents. XRD resultsshow the presence of Si, SiC dispersed uniformly throughout thematrix. The various intensity of peaks were observed at the diffrac-tion angles (2h). The reference sources for the matching peaks areas follows Al (ICDD card No. 03-065-2869), SiC (ICDD card No. 01-089-2224), Si (ICDD card No. 01-077-2109) (see Fig. 9).
4.3. Effect of D/d ratio on microhardness
Heats generated due to increase in D/d ratio (increase in shoul-der diameter) have the greater influence on the hardness of thematerial. In general, higher heat input soften the material andgrains get coarser which in turns decreases the hardness. Thoughthe fact, the presence of SiC particle and its distribution in the Almatrix decide the hardness. The superior hardness in the processedzone is due to: even distribution of reinforced particles in the purematrix as a hard phase and the refinement of grains in processedzone [20]. Thus increase D/d ratio from 2 to 3 increases the heatgeneration. This makes the tool to break up the hard SiC particleinto small and evenly distributed in the matrix. The average ofhardness value is accounted for the study. Base material showslowest average hardness values because it consists of softer SiCfree zone and hard SiC agglomerated zone. At D/d ratio of 3 theheat input attains to an optimum level. The heat input is sufficientto make material which results in break ups and evenly distribu-tion of SiC particle. This is the reason why the average hardnessat D/d ratio of 3 is higher. It is due to the fact that high amountof heat will generated due to the rubbing of shoulder with thework piece. As the spindle speed further increased, the higher fric-tion coefficient increases generate higher heat input. This createsturbulent flow of material which in turns affects the distributionof SiC with decrease of hardness.
5. Conclusions
From this study following conclusions are derived:
(1) Of the five tool dimensions used to friction stir process, theD/d ratio of 3, was identified as the better tool dimensionswhich yielded defect free micro and macrostructure in FSPregion and yielded a maximum tensile strength of 192 MPaand microhardness of 112 HV.
(2) Presence of very fine recrystallized microstructure, breakupsof SiC particles to fine and equal size, even distribution of SiCreinforced particle in the Al matrix enabled by the optimized
frictional heat generation by the shoulder contact are thereasons for superior tensile properties and microhardnessof the processed zone.
Acknowledgments
The author wish to place their sincere thanks to UniversityGrants Commission (UGC) for financial support under the schemeof Rajive Ganthi National Fellowship (RGNFS) and N. Senthil kumarfor his constant support.
References
[1] Pardo A, Merino MC, Merino S, Viejo F, Carbonerasa M, Arrabal R. Influence ofreinforcement proportion and matrix composition on pitting corrosionbehaviour of cast aluminium matrix composites (A3xx.x/SiCp). Corros Sci2005;45:1750–64.
[2] Puviyarasan M, Praveen C. Fabrication and analysis of bulk SiCp reinforcedaluminum metal matrix composites using friction stir process. World Acad Sci,Eng Technol 2011;58:884–8.
[3] Mishra RS, Mahoney MW. Friction stir welding and processing. Materials Park(OH): ASM International; 2007.
[4] Santella ML, EngstromT, Storjohann D, Pan IY. Effects of friction stir processingon mechanical properties of the cast aluminum alloy A319 and A356. ScriptaMater 2005;53:201–6.
[5] Buffa G, Fratini L, Pasta S, Shivpuri R. On the thermo-mechanical loads and theresultant residual stresses in friction stir processing operations. CIRP AnnManu Tech 2008;57:287–90.
[6] Cavaliere P, De Marco PP. Friction stir processing of AM 60B magnesium alloysheets. Mater Sci and Eng A 2007;462:393–7.
[7] Edwards P, Ramulu M. Investigation of microstructure, surface and subsurfacecharacteristics in titanium alloy friction stir welds of varied thicknesses weldjoint. Sci Technol 2009;14(5):775–82.
[8] Hsu CJ, Chang CY, Kao PW, Ho NJ, Chang CP. Al–Al3Ti nanocompositesproduced in situ by friction stir processing. Acta Mater 2006;54:5241–9.
[9] Chuang CH, Huang JC, Hsieh PJ. Using friction stir processing to fabricate Mg AlZn intermetallic alloys. Scripta Mater 2005;53:1455–60.
[10] Ma ZR, Mishra RS, Mahoney MW, Grimes R. High strain rate superplasticityin friction stir processed Al–Mg–Zr alloy. Mater Sci and Eng A 2003;351:148–53.
[11] Su Jain Qing, Tracy Nelson W, Colin Sterling J. Friction stir processing of largearea bulk UFG aluminium alloy. Scripta Mater 2005;52:135–40.
[12] Dutta A, Charit I, Johannes LB, Mishra RS. Deep cup forming by superplasticpunch stretching of friction stir processed 7075 Al Alloy. Mater Sci and Eng A2005;395:173–9.
[13] Cavaliere P. Mechanical properties of friction stir processed 2618/Al2O3/20pmetal matrix composite. Composites Part A 2005;36:1657–65.
[14] Sharma SR, Ma ZY, Mishra RS. Effect of friction stir processing on fatiguebehavior of A356 alloy. Scripta Mater 2004;51:237–41.
[15] Ma ZY, Mishra RS. Cavitation in superplastic 7075 Al Alloys prepared viafriction stir processing. Acta Mater 2003;51:2569–3551.
[16] Liu Qiang, Ke Liming, Liu Fencheng, Huang Chunping, Xing Li. Microstructureand mechanical property of multi-walled carbon nanotubes reinforcedaluminum matrix composites fabricated by friction stir processing. MaterDes 2013;45:343–8.
[17] Bahramia Mohsen, Besharati Givi Mohammad Kazem, Dehghani Kamran,Parvin Nader. On the role of pin geometry in microstructure and mechanicalproperties of AA7075/SiC nano-composite fabricated by friction stir weldingtechnique. Mater Des 2014;53:519–27.
[18] Azizieh M, Kokabi AH, Abachi P. Effect of rotational speed and probe profile onmicrostructure and hardness of AZ31/Al2O3nanocomposites fabricated byfriction stir processing. Mater Des 2011;32:2034–41.
[19] Dolatkhah A, Golbabaei P, Besharati Givi MK, Molaiekiya F. Investigatingeffects of process parameters on microstructural and mechanical properties ofAl5052/SiC metal matrix composite fabricated via friction stir processing.Mater Des 2012;37:458–64.
[20] Akramifard HR, Shamanian M, Sabbaghian M, Esmailzadeh M. Microstructureand mechanical properties of Cu/SiC metal matrix composite fabricated viafriction stir processing. Mater Des 2014;54:838–44.