emerging and polishing treatment technologiesinfohouse.p2ric.org/ref/25/24036.pdfadvantages of...
TRANSCRIPT

' 1
i * I .* 1 .
SLIDE 1
EMERGING ND POLISHING TRE TMENT TECHNOLOGIES I ' [RlW
Thi s l e c t u r e i s one of a series of AES I l l u s t r a t e d Lec tu res sponsored by t h e American E l e c t r o p l a t e r s ' S o c i e t y .
Emerging Treatment Technologier for Removing Metals
SLIDE 2 R. E. Wing
Northem Regional Research Center
Peoria, IL
The mention of f i r m names o r t r a d e p roduc t s does n o t imply t h a t t hey a r e endorsed by t h e U.S. Department of A g r i c u l t u r e ove r o t h e r f i r m s o r s i m i l a r products n o t mentioned.

I
T ' . c
EMERGING TREATMENT TECHNOLOGIES FOR REMOVING METALS
Several new treatment technologies have emerged to help the metal finishing industries reduce the metal contaminants in their effluents. The technologies discussed are: insoluble starch xanthate, sodium and ferrous sulfide, sodium dithiocarbamates, sodium hydrosulfide, sodium borohydride, and ozone. This discussion shows the chemistry, operating parameters, and advantages and disadvantages of each technology.
LIST OF SLIDES
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.
AES Slide Title Slide Techno log ie s Insoluble Starch Xanthate (ISX) Chemistry Removal of Heavy Metals with ISX Ways to Use ISX Residual Metal Concentrations Solubilities of Metal Hydroxides and Sulfides Solubilities of Sulfides Specific Applications of Ferrous Sulfide Wastewater Characteristics Treatment Chemicals and Sludge Data Installation Costs Copper Precipitation with DTC Order of Metal Binding with DTC Quantities of Metal Recovered with DTC Hydrosulfite is Effective For: How to Use Hydrosulfite Reduction with NaBH4 Quantities of Metal Recovered with NaBH4 Conditions for Borohydride Reduction Flow Diagram for Borohydride Reduction Oxidizing Potentials Ozonator Configuration Ozone Flow Diagram How to Use Ozone
Copyright 1980, American Electroplaters' Society, Inc.

- 2 -
Recent EPA regulations require electroplaters to meet stringent maximum concentrations for heavy metals in their effluents discharged to publicly owned treatment works (POW). Existing methods of treatment sometimes are ineffective in reducing pollutants to extremely low levels. Several recently developed methods of treatment will allow platers to meet the strict discharge concentrations.
8. Sodium Dlthloaubamal SLIDE 3
I il
1. INSOLUBLE STARCH XANTHATE (ISX) (Ref. 1-3)
I SLIDE 4
h-0-C--S Ag + NaO
ISX is an ion exchange material (1.5-1.8 meq metal ion/g capacity) that instantaneously removes heavy metal ions by exchange with sodium or magnesium. It differs from most ion exchange systems because it is selective for heavy metal ions. Sodium chloride concentrations up to 10% do not hinder metal removal. It is effective for removal of non-complexed metals over the pH range of 3 to 11. For chelated metals, optimum removal occurs at pH 3-5. A pH of 2-3 allows metal anion (chromate, molybdate, selenate, etc) removal.

- 3 -
SLIDE 5
Removal of Heavy Metals from Dilute Solution with Insoluble Starch Xanthate
i Initial Metal Conc. I Residual Metal Conc. 1 ~ m g / ~ . l Imp/!.] Cd '2 5.62 0.001
2.95 2.60 3.18 2.79
10.00 2.75 2.93
10.36 3.27
< 0.020 0.026 0.010 0.001 0.0001 0.113
< 0.050 0.030 0.005
ISX can be added as a solid for batch treatments to remove heavy metals from wastewaters. flow operations or precoated on diatomaceous earth-type filters to allow metal removal. The ISX-metal sludge that forms in these operations dewaters very easily to greater than 30-40% solids.
It can be slurried and metered-in for large volume, continuous-
Ways to Use ISX
SLIDE 6 1. Batch Treatment 2. Continuous Flow Treatment 3. Pracoated Filters
The ISX-metal sludge can be safely disposed of in approved landfills or can be incinerated to allow metal recovery.

' .
- 4 -
Advantages of I n s o l u b l e S t a r c h Xanthate:
1 . 2 . E f f e c t i v e f o r c h e l a t e d m e t a l s . 3. 4 . 5 . Sludge dewaters e a s i l y .
E x c e l l e n t removal of heavy me ta l i o n s t o below d i s c h a r g e l i m i t s .
Useful a s a p o l i s h i n g a g e n t . Useful i n b a t c h o r con t inuous f low systems.
Disadvantages of I n s o l u b l e S t a r c h Xanthate
1. I n e f f e c t i v e on me ta l cyan ides .
Case H i s t o r y Report
A l a r g e p l a t i n g company i n t h e N o r t h e a s t t h a t manufactures r e s i s t o r s h a s been making i t s own ISX and u s i n g it s i n c e 1975. I n i t i a l l y t h e y d i s c h a r g e d 155,000 ga l /day (5-10 mg/l t o t a l m e t a l ) d i r e c t l y t o a r iver . The EPA i n 1975 fo rced them t o c l e a n up t h e i r e f f l u e n t .
They made r i n s e changes by i n s t a l l i n g coun te r f low rinses, which d e c r e a s e d t h e water flow t o 20,000 g a l / d a y . I n March 1975 t h e y heard about ISX. A f t e r p r e l i m i n a r y t e s t i n g o f ISX op t h e i r e f f l u e n t , a d e c i s i o n was made t o i n s t a l l t h e ISX system.
S ince no commercial s u p p l i e r o f ISX was a v a i l a b l e a t t h a t time, t h e ISX had t o b e made o n - s i t e . The ISX (20 t o 40 pounds) was p repa red e v e r y 2 weeks. I t r e q u i r e d about 2 hours make-up time i n a p l a s t i c garbage can w i t h a s t i r r e r . Three p l a t e - t y p e f i l t e r s were i n s t a l l e d w i t h t h e a p p r o p r i a t e pumps and p i p i n g . One f i l t e r had 11 p l a t e s (33 s q f t ) and was used f o r copper r i n s e w a t e r s . Two f i l t e r s w i t h 33 p l a t e s each were used f o r n i c k e l and t i n - l e a d r i n s e s .
I n i t i a l l y t h e p l a t e f i l t e r s were coa ted wi th diatomaceous e a r t h (DE) and ISX; however, a f t e r a few t r i a l s t h e DE p r e c o a t was determined n o t t o be needed and was e l i m i n a t e d . The f r e s h l y p repa red ISX was pumped from t h e p l a s t i c can and was coa ted 3/8 t o 1 / 2 i n c h t h i c k on t h e p l a t e s . The r i n s e s were pumped on an i n t e r m i t t e n t c y c l e (60 seconds on--30 seconds o f f ) a t a r a t e of 15 gal /min through t h e f i l t e r s . A f t e r t r e a t m e n t , t h e wa te r was pumped back f o r reuse a s r i n s e w a t e r . The i n i t i a l me ta l c o n c e n t r a t i o n sometimes r an 100- 150 mg/l. A monthly ave rage (September 1976) of r e s i d u a l metal c o n c e n t r a t i o n s i s shown i n S l i d e 7 .
Residual Metal Concentrations
SLIDE 7
cu = 0 . ~ 1 m g n NI = o . n m g n Sn = 0.33.mgA Pb = 0.09 mgn

- 5 -
The s ludge was removed from t h e f i l t e r s eve ry 2 weeks, mixed w i t h t h e i r o t h e r s l u d g e , and hau led t o an approved l a n d f i l l . The t o t a l c o s t f o r d e s i g n , equipment, and i n s t a l l a t i o n f o r t h i s ISX system was $15 ,000 . The biweekly chemical c o s t s run less than $20. The U.S. EPA e v a l u a t e d t h i s company's incoming and ou tgo ing r i n s e wa te r f o r a week i n J a n u a r y 1978 and found r e s u l t s s i m i l a r t o t h o s e r e p o r t e d h e r e . A s t a t emen t by t h i s company's s e n i o r env i ron - mental e n g i n e e r i n t h e A p r i l 28, 1978, i s s u e o f Bus iness Week r e a d , "ISX has saved t h e company a s much a s $180,000 ove r conven t iona l t r e a t m e n t sys tems t h a t would have been n e c e s s a r y t o meet s t a t e p o l l u t i o n c o n t r o l laws.''
S e v e r a l p i l o t s t u d i e s i n PC shops u s i n g ISX have proved v e r y s u c c e s s f u l .
2. SODIUM SULFIDE AND FERROUS SULFIDE (Ref . 4 - 5 )
The obvious advantage o f u s i n g s u l f i d e i o n t o p r e c i p i t a t e heavy me ta l s i s t h a t heavy me ta l s u l f i d e s a r e c o n s i d e r a b l y more i n s o l u b l e than t h e co r re spond ing metal hydroxides .
SLIDE 8
A THEORETICAL SOLUBILITIES OF HYDROXIDES AND
SULFIDES OF HEAW METALS IN PURE WATER (Ref. 6-8)
Solublllty of Metal Ion (man) Metal As Hydroxide As Sulfide
Cd' 2.3 X 10.' 6.7 X 10.''' Cr*' 8.4 x 10.. No precip
CUT' 2.2 x 10-2 5.8 X lo - ' " '
Pb'l 21.0 x 10-1 3.8 X lo-' NI" 6.9 X 10 ' 6.9 X 10." Sn" 1.1 x 10' 3.8 X 10'' Zn" 11.0 Y 10 I 2.3 X 10 '
COi2 2.2 x 10 ' 1.0 x 10
Fa' = 8.9 x 10" 3.4 x lo+
When sodium s u l f i d e i s used f o r meta l p r e c i p i t a t i o n , an excess of s u l f i d e
Care a l s o must be t aken t o keep t h e was tewater a t an a l k a l i n e e x i s t s i n t h e f i n a l e f f l u e n t which must be removed, u s u a l l y by a e r a t i o n , be fo re d i s c h a r g e . pH so t h a t t h e e v o l u t i o n of t o x i c hydrogen s u l f i d e d o e s n ' t o c c u r . Normally, metal s u l f i d e s p r e c i p i t a t e a s ve ry f i n e l y d i v i d e d s o l i d s , and d i f f i c u l t y i s encountered i n s e t t l i n g and f i l t e r i n g t h e s e p r e c i p i t a t e s . Another problem i s t h a t copper s u l f i d e s l u d g e s , when exposed t o a i r , o x i d i z e t o s u l f a t e , and t h e copper i o n s a r e r e s o l u b i l i z e d . Some l a n d f i l l s p r o h i b i t a c c e p t i n g s u l f i d e s ludges .
Some of t h e s e s u l f i d e problems can be overcome by l i m i t i n g t h e s u l f i d e ion c o n c e n t r a t i o n (0 .02 p g / l i t e r ) , which i s i n e q u i l i b r i u m when excess f e r r o u s s u l f i d e is p r e s e n t . Due t o t h e i n s t a b i l i t y of f e r r o u s s u l f i d e , i t h a s t o be genera ted o n - s i t e from sodium s u l f i d e and f e r r o u s s u l f a t e . The s u l f i d e i s r e l e a s e d from f e r r o u s s u l f i d e o n l y when o t h e r heavy me ta l s w i th lower e q u i l i b r i u m c o n s t a n t s f o r t h e i r s u l f i d e form a r e p r e s e n t i n s o l u t i o n .
- 6 -
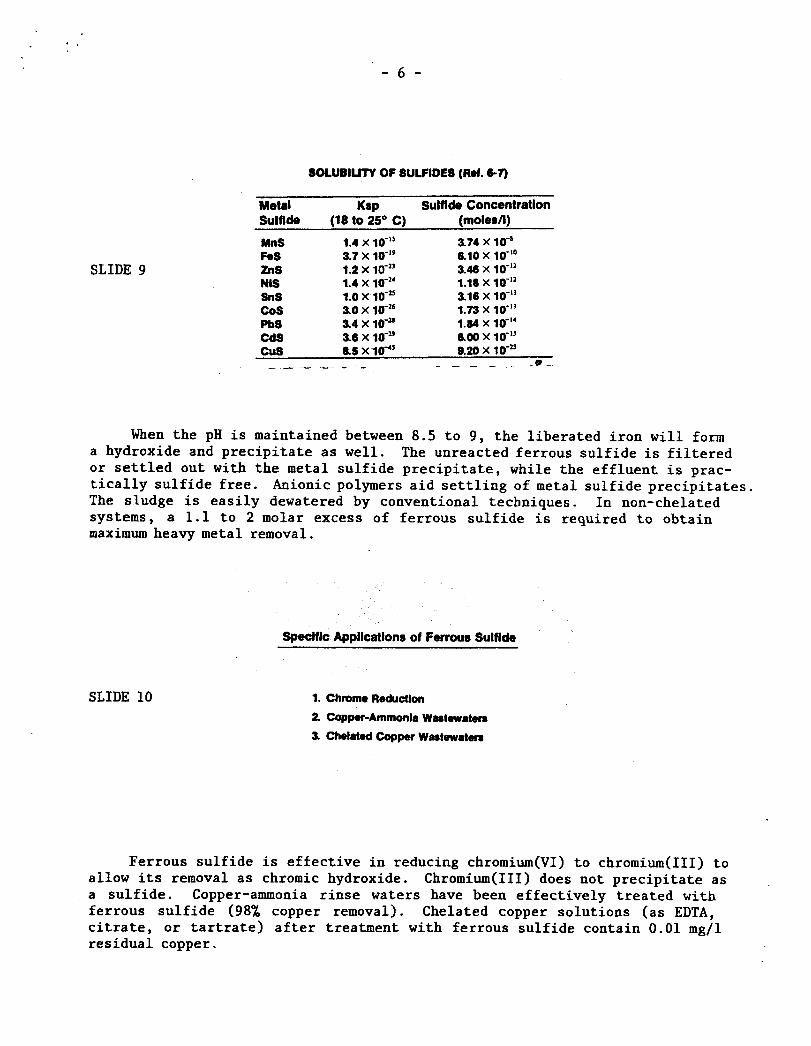
SOLUBILITY OF SULFIDES (Rot. 67)
Sulflde Concentration Metal KSP Sulflde (18 to 25" C) (mderll)
YnS 1.4 X lo-'' 3.74 x 1 0-'
ZnS 1.2 x 3.46 x lo-" NIS 1.4 X 14" 1.18 x lo-"
cos 3.0 x lQZ' 1.13 x 10-l3 ws 3.4 x lo-= 1.w x 10-1' CdS 3.0 X boo x lo+ cus as x io4$ ~ 2 0 x
FeS 3.7 x 6.10 X lo-''
SnS 1.0 x lo-= 3.16 X lo-''
_ _ _ - - - e - _ _ _ _ - -
SLIDE 9
When t h e pH i s main ta ined between 8.5 t o 9 , t h e l i b e r a t e d i r o n w i l l form a hydroxide and p r e c i p i t a t e a s w e l l . The un reac ted f e r r o u s s u l f i d e i s f i l t e r e d o r s e t t l e d o u t w i t h t h e meta l s u l f i d e p r e c i p i t a t e , whi le t h e e f f l u e n t is prac - t i c a l l y s u l f i d e f r e e . The s l u d g e i s e a s i l y dewatered by conven t iona l t ecbn iques . I n non-chelated sys tems, a 1.1 t o 2 molar excess of f e r r o u s s u l f i d e is r e q u i r e d t o o b t a i n maximum heavy meta l removal.
Anionic polymers a i d s e t t l i n g of meta l s u l f i d e p r e c i p i t a t e s .
Specific Applicatlonr of Ferrour Sulfide
SLIDE 10 1. Chrome Redudon 2 Copper-Ammonia Wastowatem
3. chelated coppar wastewatm
F e r r o u s s u l f i d e i s e f f e c t i v e i n reducing chromium(V1) t o chromium(II1) t o Chromium(II1) does n o t p r e c i p i t a t e a s a l low i ts removal a s chromic hydroxide.
a s u l f i d e . Copper-ammonia rinse wa te r s have been e f f e c t i v e l y t r e a t e d w i t h f e r r o u s s u l f i d e (98% copper removal). Chelated copper s o l u t i o n s ( a s EDTA, c i t r a t e , o r t a r t r a t e ) a f t e r t r e a t m e n t w i t h f e r r o u s s u l f i d e c o n t a i n 0.01 mg/l r e s i d u a l copper .

- 7 -
Advantages of Ferrous Sulfide
1. Good removal of metal ions (&OW solubi 2 . Effective for chelated met+&, . /
3. Good reducing agent for Cr . ity) .
4. 5 . 6.
Useful for compiete treatment or polishing. Useful in batch or continuous flow systems. Sludge dewaters easily after flocculation.
Disadvantages of Ferrous Sulfide
1. 2 . 3 .
Two- to fourfold excess of FeS is required. Sulfide sludge unacceptable in most landfills. Needs to be prepared on-site.
Case History Report
A plating on plastics company, doing both electro- and electroless- plating, installed in September 1977 the ferrous sulfide treatment process for total treatment of metals. The wastewater (40 gpm) contains copper (10- 35 mg/l>, nickel (10-40 mg/l), and hexavalant chromium (25-110 mg/l). testing showed that a threefold excess of ferrous sulfide was required to keep residual metal concentrations consistently below discharge limits. The c o s t of treatment chemicals and sludge generation factors for a ferrous sulfide precipitation system at this facility are shown in Slides 11-13.
Laboratory
Wastewater Characteristics
Effluent Conc. SLIDE 11 Avg. Flowrate 39 gpm Feed Conc. (avg.) (avg .I
- . Feed pH 2.0->4.0 Nr * ' 31 mgn 0.30 Effluent pH 9.0->10.0 CU' 28 mgA 0.02
76 mgn 0.00 0.06

- 8 -
SLIDE 12
SLIDE 12A
Treatment Chemlcals I
Ib/hr $/hr
-(OH) 2 8.8 0.28 Poly.kctrolyte 0.3 0.42
Ferrour Sulfide 12.5 5.37
Total Chomkab 6.07
Chemlul Cast/l,oaO gal 2.60 ChemWCorllyr $3&480
Sludge Generation Data
Dry Solltb Gen.ratlon (lb/l,OOO gal
Und.rlkw Volume (galhi @ 0.75%
f lnr Cake Volume (gaUhr @ 30%
D b p o d Costs/yr (SO.l9/gal) $9,000
wastewater) 10.1
SOH&) 380
SOlidS) 7.9
. r * *
lnrtallatlon Cost
SLIDE 13 Process Equipment Underground TMIU Shipping and Inrtdlallon Addllionrt Buildlng Space StulVP Expenses
Total Inrtaued Coat
$175,000 34m 29,000 24000 39500
$263.500
If this system used ferrous sulfide only for polishing, it would cost $25,000 to make the conversion, and a savings of $13,000 would be realized in chemical usage and sludge disposal.

- 9 -
3 . SODIUM DITHIOCARBAMATE (DTC) (Ref. 9 )
The use of dithiocarbamates as a metal scavenger is known, but it is just gaining acceptance in the United States. Even though DTC is effective for metal removal, its main use is as a fungicide. The iron salt is ferbam and the zinc salt is ziram. DTC has a fairly low toxicity and is reported to degrade rapidly, but discharge precautions are necessary.
Copper reacts with DTC to form an insoluble compound (Slide 14).
SLIDE 14
Copper Precipitation with DTC
S
t S II
2Na' + [(CH,CH~)INC-SJ~CU t
!
Other metals form insoluble compounds too, as.shown in Slide 15.
DECREASINQ ORDER OF BINDING OF METAL DIFIHYLDtTHIOCARBAMAlES
SLIDE 15
Metal (Ref. 10) Kap (Ref. 11)
Hg' a Ag' ' CU'
CO' Pb" C b a a+ ' Mn* pb+ 3
'
! Nt a
1
t i e
251 XlO-" 1.58 x10-"
s.w x 1 0 - ' ~ ast x10-a' 5.01 x10-" 7.84 X l o - " 1
- 10 - Most effective metal removal with DTC occurs when the total metal concentra-
tion is above 10 mg/l. At lower concentrations, solutions are usually turbid and very poor floc formation occurs. Stoichiometric amounts of DTC will lower metal concentrations to 1 mg/l. A 10% excess of DTC will reduce metal concentra- tions to less than 0.2 mg/l. Effective metal removal is obtained over the pH range o f 3-10. Cationic polymer (1 -2 .5 mg/l) aids in flocculation and sludge se tt 1 ing .
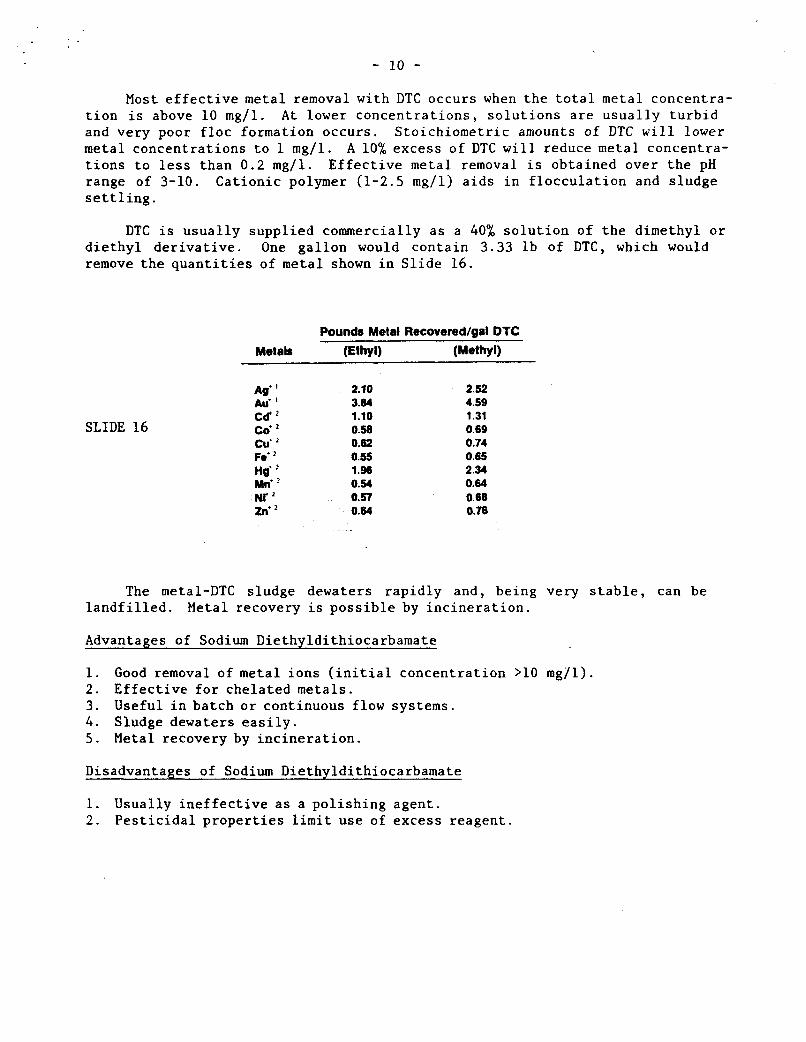
DTC is usually supplied commercially as a 40% solution of the dimethyl or diethyl derivative. One gallon would contain 3 . 3 3 lb of DTC, which would remove the quantities of metal shown in Slide 16.
Pounds Metal Recovered/gaI DTC Metab (Ethyl) (Methyl)
SLIDE 16
A%' ' Ad ' Cd co+ CU' F.' ' Hg' ' Yn' ' Nf Zn'
2.10 3.84 1.10 0.58 0.62 0.55 1.98 0.54 0.57 0.64
2.52 4.59 1.31 0.69 0.74 0.65 2.34 0.64 0.68 0.78
The metal-DTC sludge dewaters rapidly and, being very stable, can be landfilled. Metal recovery is possible by incineration.
Advantages of Sodium Diethyldithiocarbamate
1. 2. Effective for chelated metals. 3 . 4 . Sludge dewaters easily. 5 . Metal recovery by incineration.
Good removal of metal ions (initial concentration >10 mgll).
Useful in batch or continuous flow systems.
Disadvantages of Sodium Diethyldithiocarbamate
1. 2 .
Usually ineffective as a polishing agent. Pesticidal properties limit use of excess reagent.
- 11 - Case Historv ReDort
A large Bdwestern company, using an electroless nickel plating bath containing Ni , hypophosphite, citrate, and ammonia for plating on plastics, has installed the previously described DTC treatment on their rinse water. Previously, they hauled away 18,000 gal/week. The yearly cost was $163,000. Laboratory evaluations of their counter flow rinse water (160-190 mg Ni/l) with DTC gave residual nickel concentrations less than 0.2 mg/l.
The company batch-treats 8,500 gal every 2 days with DTC ( 3 4 gal, 40% solution). After 1 hour contact time, cationic polymer (17 gal, 1 mg/l) is added and the sludge is allowed to settle. The sludge is filtered and mixed with other sludge for haulaway. The effluent is tested for nickel (usually around 1 mg/l) and DTC (usually negligible) and is discharged with other process water to meet the less than 0.5 mg Ni/l discharge limit. Cost of the DTC treatment at this company per year is $13,500, for a savings of $150,000 over haulaway . 4. SODIUM HYDROSULFITE (Ref. 12)
Sodium hydrosulfite is a strong reducing agent effective for metal removal from chelated systems. Specific conditions are required for different propri- etary chemicals, and the use of hydrosulfite must be tailored to different systems.
SLIDE 17
Hydroaulflte is Etfectlve tor:
1. Batch treatment a. Slow-flowing first rinse b. Floor spills c. Bath dumps
2. Contlnuous flow treatment 3. Closed-loop treatment
Treatment Example--Continuous Flow System
A chelated copper rinse is drained to the first stage pH adjustment compartment of the continuous flow system. A pH controller automatically adds 10% sulfuric acid "on demand" to maintain the pH at less than 5.0 and an automatic temperature controller automatically maintains a temperature range of 60-71OC (140-160OF).
/

- 12 - The overflow from the first compartment drains to the second compartment,
where hydrosulfite is metered in to maintain an excess concentration of 200- 500 ppm sodium hydrosulfite. A 5% lime slurry is automatically added by a pH controller "on demand" to maintain a pH above 9 in the second compartment. This compartment is agitated to ensure the complete mixing of the hydrosulfite and precipitation of metals at the pH involved.
The overflow from the second compartment drains to a tube-settler clarifier, where the precipitated copper oxide is removed by sedimentation.
Steps for Effective Metal Removal with Hydrowlfte
SLIDE 18 1. pH adjustment to less than 5.0 2. Trmpor8ture adjustmen1 to 80-71° C 3. Hydrosulfite addltlon 4. Lima dditlon 5. Liquld-rolld separmtlon
Because chelating agents are still present, the overflow from the clarifier goes directly to the final pH adjustment sump, bypassing the general rinse water system completely. This is to avoid the chelates resolubilizing any heavy metals before they can be separated in the main clarifier. The residual copper concentration is measured before discharge. Many complexed metals respond well at room temperature with hydrosulfite. Increasing temperature greatly improves the settlability and dewaterability of the sludge. cases, the sludge must be removed quickly from chelate-containing supernatant water as redissolution of the metal will result. The above procedure can be modified to accommodate other treatment systems (batch or closed-loop). In batch operations, hydrazine is sometimes used in place of hydrosulfite. Hydrazine is a good reducing agent; however, it sometimes requires time to get the reduction initiated.
In certain
Advantages of Sodium Hvdrosulfite
- 1. 2. 3 . Sludge dewaters easily. 4 . Metal recovery at smelter.
Good removal of chelated metals below discharge limits. Useful in batch or continuous flow treatment systems.
Disadvantages of Sodium Hydrosulfite
1. Effective treatment requires controlled temperatures.

- 13 - 5. SODIUM BOROHYDRIDE (NaBH4) (Ref. 13)
Roductlon wlth NaBH,
SLIDE 19 4CU" + B&- + 80H- - ~CU" + B(OH)L + 4HzO
Sodium borohydride is a water-soluble reducing agent that will reduce metal ions to a lower valence state or to the free metal. A distinct advantage of borohydride is its high chemical efficiency (Slide 20). For example, 1 pound of sodium borohydride has the reducing power to recover 12 pounds of cadmium from wastewaters.
Metal Pound@ Metal Recovend/Pound NaEH,
A9' 23 SLIDE 20 All* 3 14
c<p' 12 co' 2 6 cut = 7 Nt' 6 w+' 22 P& 11
. . . ,,

- 14 - For most efficient metallic ion reduction, the pH must be maintained
between 8 and 11. Below pH 8, hydrolysis of the borohydride produces hydrogen gas; above pH 11, the reduction decreases. Since hydroxide ion is consumed in the reduction, the pH must be monitored.
Condition$ for Borohydride Reductlon
SLIDE 21 1. Yldntdn pH between 6-11
2. Use 1003c excess borohydrl&
3. Goad mixing 4. 8dlQmnoral
Borohydride may react with other compounds (i.e. organics) in wastewaters, thus reducing its availability for metal ions. Therefore, most users find a 100% excess of borohydride generally ensures rapid and complete metal reduction. The borohydride is added as a 12% solution in 43% caustic and should be handled like neutralizations with 50% caustic. The wastewater has to be neutralized first to pH 7 before borohydride addition. This adjustment will precipitate. some of the metals as hydroxides; however, borohydride is a strong enough reducing agent to slowly convert hydroxides into free metals. Due to the normally low level of dissolved metal ions in wastewaters to be treated, efficient mixing of the borohydride is essential.
The precipitated metal must be removed from the treated wastewater quickly ((1 hour) because redissolving of the metals can occur. The final effluent contains borate, and further treatment (ion exchange) for this pollutant is necessary before discharge.
The operation of a typical wastewater treatment system to remove low levels (mg/l range) of heavy metal contaminants using the borohydride system is shown in the black diagram below (Slide 22).

- 15 -
L SLIDE 22
SODIUM BOROHYDRIDE
RESIDENCE TIME Xi MlN
WASTEWATER
COLLECTION REDUCTION AND pH ADJUSTMENT
INLET t I i 1 1
I I L !
1 OPTIONAL TREATMENT LIQUID/SOLIDS
WITH ACTIVATED CARBON SEPARATION BY AND ION EXCHANGE r FILTRATION
SEWER
After pH adjustment, the calculated amount of sodium borohydride is metered into the effluent to reduce the metallic contaminant to the elemental state. The resulting mixture is held for at least 5 min to ensure complete reaction. Temperature is not critical. by clarification followed by filtration. Flocculants such as magnesium salts or commercial organic flocculants may be used if required to facilitate settling of the precipitated metal. The residual metal and borate level may be lowered even further if necessary by treatment with activated carbon and/or a suitable ion exchange resin.
The precipitated metal is then recovered
Advantages of Sodium Borohydride
1. Economical recovery of metals as free element.
2 . Excellent chemical efficiency of reagent.
3 . Good for complexed or chelated metals.
Disadvantages of Sodium Borohvdride
1. Sludge settlability.
2. Borate removal.

- 16 - 6 . OZONE (Ref. 14)
Increasing chlorine costs, more stringent treatment requirements, and concern over toxicity of chloro-organic reaction products are leading engineers to reconsider the use of chlorine for wastewater treatment. for chloride is ozone, which is known as one of the most powerful chemical oxidants (Slide 22). Ozone produces no known toxic byproducts in its reaction, and it decomposes to oxygen leaving no harmful residues. Because of its inherent instability, ozone must be generated on site at the point of application. Ozone generators are clean devices, requiring only electric power, air or oxygen feed, and a cooling medium (usually water).
A possible substitute
COMPARATIVE OXIDIZING POTENTIALS
OxidMng Agent Volt8
SLIDE 23 2.07 1.78 110 1.96 1.23 1.20 0.94
The first step in designing an ozone system is to determine the amount of ozone which will be required to achieve desired wastewater treatment results. Only a limited amount of published data is available relative to ozone dosage requirements for this application. The best method of determining ozone dosage is by testing actual samples of the wastewater to be treated. Small batch tests can be run on site or off site. Once the capacity of the ozone generation system has been determined, the next step is to select and size the major components. These include air feed system, ozone generator, generator cooling system and controls.

- 17 -
Basic Ozonator Conligurallon
SLIDE 24
ELECTRODE
DIELECTRIC
0, - DISCHARGEGAP - 0 3
GROUND ELECTRODE
1 MEAT REMOVAL
The cost of ozone varies widely due to newness of ozone technology and variations in system requirements for wastewater applications. To ensure an economical installation, the plater should procure the ozonation system through competitive bidding based on complete and detailed specification.
SLIDE 25 I

- 18 - Capital costs for complete ozone systems for wastewater treatment typically
Operating costs are dependent vary from $500 to $1,00O/lb/day of ozone capacity. upon electrical power costs and vary from $0.30 to 0.60/lb of ozone produced. Of the total power utilized in ozone generation, about 10% can be accounted for in the ozone produced. The remainder is consumed in air handling, air preparation, and waste heat. In facilities using air as the gas, typical power-consumption figures range from 16-21 KWh/lb ozone.
Ozone generation using oxygen is twice as efficient as when air is the feed gas. The cost of pure oxygen, however, usually prohibits its use in ozone generation.
SLIDE 26
1. Drlgnlng a system 2 Ozone Costs
3. Air versus oxygen 4. Cooling 5. Contacting systems 8. Destruct systems
Ozone generators consume large quantities of electrical energy, most of which is wasted in the form of heat. Generators must be continuously cooled to maintain optimum efficiency. It takes 500 gal water/lb ozone for air feed systems. Operating costs of ozone can be reduced if the waste heat is recovered for use in heating buildings.
Because ozone is relatively expensive, using it efficiently is important. A key element in efficient utilization is the reactor or contactor. Although suppliers will provide suggested reactor/contactor designs as part of their marketing effort, it would be wise to have the system designed by process engineers familiar with ozone processes.
In some cases, ozone not consumed in the primary reactor/contactor system However, it may be necessary can be reused or applied in another nearby system.
to provide a destruct system whether thermal or catalytic. Thermal systems heat the gas stream to a high temperature for a short period of time; e.g., 6OOOC for 1 sec. e.g., 25OoC, and then pass the gas stream through a solid phase catalyst bed' for ozone destruction.
Catalytic systems also heat the gas, but at a lower temperature,
In both cases, heat recovery should be considered.

- 19 - Use of ozone for treatment of plating wastewater for metal removal and
organic destruction is limited. Documentation is available for ozone usage on cyanides (Ref. 15), ammonia (Ref. 16-18), chelating agents, e.g., EDTA, citrates, tartrates, and gluconates (Ref. 18-21), and surfactants. Treatment of cyanide rinse waters require 1.5 lb ozone per lb cyanide. For strong cyanide complexes (ferrocyanide), complete destruction requires the use of ultraviolet (W) irradiation. For metal complexes, ozone is an effective oxidant over the pH range of 2-10. Decreasing the pH increases the oxidation rate. In the pH range of 7-9, the metals will precipitate as their hydroxides as the oxidation of the chelating agent takes place.
Advantages of Ozone
1. No harmful byproducts.
2. Effective cyanide destruction.
3. Decomposition of most complexing and chelating agents.
Disadvantages of Ozone
1. High cost of ozone generating system.
2. High electrical energy consumption.
MAJOR COMMERCIAL PRODUCT SUPPLIERS
Insoluble Starch Xanthate
Pollution Technology Systems, Inc. 2922 Benton St. Garland, TX 75042 214-272-4010
Southern California Chemical Co. 8851 Dice Rd. Sante Fe Springs, CA 90670 213-698-8036
Ferrous Sulfide
The Purmutit Company, Inc. 49 Midland Avenue Paramus, NJ 07652 20 1 --2 62 - 89 0 0

t .
- 20 - Sodium Dimethyl- and Diethyl-dithiocarbamate
Vinings Chemical Company 2555 Cumberland Parkway, Suite 200 Atlanta, GA 30339 404-436-1542
R. T. Vanderbilt Co., Inc. 30 Winfield St. Norwalk, CT 06855 203-853-1400
Eastern Chemical 230 Marcus Blvd. Hauppauge, NY 11787 5 16-273-0900
ALCO Chemical Corp. Trenton Ave. and William St. Philadelphia, PA 19134 215 -425-0621
Sodium Hydrosulfite
Virginia Chemicals, Inc. 3340 W. Norfolk Rd. Portsmouth, VA 23703 804-484-5000
Sodium Borohydride
Ventron Corporation Chemicals Division Congress St.
’ Beverly, MA 01915 617-922-1875
Ozone
Crane Cochrane P.O. Box 191 King of Prussia, PA 19406 215-265-5050
Emery Industries, Inc. Ozone Technology Group 4900 Estee Ave. Cincinnati, OH 45232 513-482-2100

- 21 - Ozone Research & Equipment Corp. 3840 North 40th Ave. Phoenix, AZ 85019 602-272-2681
PCI Ozone Corporation One Fairfield Crescent West Caldwell, NJ 07006 201-575-7052
Welsbach Ozone,Systems Corporation 3340 Stokely St. Philadelphia, PA 19129 215-226-6900
Infilco Degremont, Inc. Koger Executive Center Box K-7 Richmond, VA 23288 804-285-9961
Union Carbide
P.O. Box 44 Tonawanda, NY 14150 716-877-1600
Linde Division--Environmental Systems
U.S. Ozonair Corporation 464 Cabot Rd. S. San Francisco, CA 94080 415-952-1420
References:
1. R. E. Wing, L. L. Navickis, B. J. Jasberg, and W. E. Rayford, "Removal of Heavy Metals from Industrial Wastewaters Using Insoluble Starch Xanthate," EPA-600/2-78-085 (May 1978).
2. R. E. Wing, W. E. Rayford, and W. M. Doane, Plating and Surface Finishing, 65, 52 (December 1978).
3. R. E. Wing, "Case History Reports on Heavy Metal Removal Processes," Proceedings of the 66th Annual A.E.S. Technical Conference, Atlanta, GA (June 1979).
4. R. M. Schlauch and A. C. Epstein, "Treatment of Metal Finishing Wastes by Sulfide Precipitation," EPA-600/2-77-049 (February 1977).
-5. P. Crampton; "Control Technology for the Metal Finishing Industry-Sulfide Precipitation," EPA- (in press).

. . 4 4 . - . .
- 22 - 6. Handbook of Chemistry and Physics, 50th Ed., R. C. Weast, Ed.
Rubber Co., p. B-252 (1969). The Chemical
7. Handbook of Analytical Chemistry, L. Meites, Ed., McGraw-Hill Inc., pp. 1-15 to 1-19 ,(1963).
8. Ionic Equilibrium As Applied to Qualitative Analysis, Hogness and Johnson, Holt, and Winston Co, pp. 360-362 (1954).
9 . R. E. Wing, "Electroless Nickel Rinse Waters Are Treatable," Electroless Nickel Conference, Cincinnati, OH (November 6-7, 1979).
10. R. Wickbold, 2. Anal. Chem., 152, 259 (1956).
11. E. Still, Finska Kemistamfundets Medd., 73(4), 90-106 (1964).
12. D. R. Kamperman, U.S. Patent 3,770,630 (November 6, 1973).
13. T. F. Jula, "Inorganic Reductions with Sodium Borohydride: Principles and Practice , I 1 Venton Corp. (1974).
14. D. G. Derrick and J. R. Perrich, Pollut. Eng., 11(11), 42 (1979).
15. R. W. Legen, Prod. Finish., 40(11), 72 (1976).
16. €I. W. Prengle, Jr. and C. E. Mauk, AIChE Symposium Series 74(178), 228 (1977).
17. P. C. Singer and W. B. Zilli, Water Res., 9, 127 (1975).
18. J. Hoigne and H. Bader, Environ. Sci. Technol., 12(1), 79 (1978).
19 . K. Marschall, Austrian Pat. 343,562 (June 12, 1978).
20. R. G. Clem and A . T. Hodgson, Anal. Chem., 50(1), 102 (1978).
21. R. L. Shambaugh and P. B. Melnyk, Water Pollut. Contr. Fed. J., 50(1), 113 (1978).