esor.ie.dal.caesor.ie.dal.ca/files/slides/11. inventory m… · web view ·...
TRANSCRIPT

CHAPTER 11 INVENTORY MODELS
11.1 Basic Concepts in Inventory Planning
For many organizations, management of inventories is of crucial importance. Our inventory models will concern just a single item for which the demand per period (year) is D units.
The number of items in stock is depleted over time by the demand, but also increased from time to time by instantaneous additions Q called orders, resulting in sudden jumps in the inventory level.
The time between two consecutive replenishments is the inventory cycle length tc.
The lead time tL is the time between the placement and arrival of an order.
Three types of inventory/stock levels:
IO , inventory on hand is stock physically on the shelf, immediately available to satisfy demand. IO ≥ 0.

IN , net inventory on hand, is inventory on hand minus backorders (unsatisfied demand). IN = IO (backorders) may be negative if backorders exceed inventory on hand.
IP, inventory position is IP = IN + (outstanding orders).
Order size Q and the lead time tL will usually be the same for all orders. The cost for carrying one unit of inventory for one period is called the unit carrying or holding cost ch. For some inventory models, backorders are not allowed, otherwise the unit shortage cost cs is the cost charged to be out of stock by one unit for one period of time.

Ordering cost co is the cost of placing an order and having it delivered, considered independent of the size of the order.
11.2 The Economic Order Quantity (EOQ) Model
Assumptions of the basic EOQ model are:
Inventory is one single unperishable good, the demand rate is constant over time, the same amount is ordered each time, there are no quantity discounts, stockouts are not allowed, the planning horizon is infinite.
The famous sawtooth pattern is shown in the figure below.
inventory level
timetc
Q

Ordering costs: if we place N orders, each of size Q, the total amount ordered is NQ = D, so that N = D/Q is the number of orders per period and total annual ordering costs are coN = coD/Q.
For holding cost, we compute the total area under the sawtooth curve, which can be seen to be ½Q, so that the total annual holding cost is ch(½Q). The total inventory costs TC per period are
TC = coD/Q + ½chQ
costs
order quantity Q

The value Q* that minimizes total inventory cost TC, is the optimum order quantity
Q*
TC(Q*) = .
Note that holding and ordering costs are equal at optimum regardless of the value of the parameters D, co, and ch.
Example: Demand of D = 800 car battery chargers per year, co = $100 and the holding cost is ch = $4 per charger per year.
Solution: chargers and the total cost is = $800. The optimal number of orders
per year is N* = D/Q* = 800/200 = 4 orders, and the optimal inventory cycle length is = Q*/D = 200/800 = ¼ year = 3 months. The total ordering cost is 4(100) = $400, half of the total cost; the other half is total holding cost.
11.3 The EOQ with Positive Lead Time

Now a positive lead time tL elapses from the moment an order is placed and until it has arrived.
The decision when to order will not affect how much to order; the optimum order quantity Q* still applies.
We determine the order time in terms of the reorder point R: when IO decreases to the level R, an order is placed, which will arrive after a delay of tL time units, just when the inventory level reaches zero. There are two cases:
Case 1: . Demand during lead time is tLD, so that if an order of size Q* is placed when the inventory level reaches R* = , the replenishment arrives exactly when inventory on hand has been depleted, as in the figure below.

Case 2: . Demand during the lead time is still tLD, but since , it follows that tLD > , → the arrival of an order will occur during a subsequent inventory cycle & not during the cycle in which it was ordered, as in the figure below, where .
In general,

.
which will cover both cases above.
Example: Consider the example above with D = 800, co
= $100, and ch = $4, for which we have obtained an optimal order quantity of Q* = 200 at an annual cost of TC* = 800. With a lead time of 2 months (1/6 of a year), we have tL = 1/6 < ¼ = , so that Case 1 applies and the optimal reorder point is
R* = tLD = 1/6(800) = 133⅓ units.
On the other hand, with tL = 4 months (⅓ of a year), we have tL = ⅓ > ¼ = , so that Case 2 applies, and
R*= ⅓(800) – = 66⅔ units.
A practical way to implement the reordering is the two-bin system, where the amount Q* is put into two storage bins, the first with a capacity of Q* R* units, and the second R* units. Demand is then satisfied from the first bin until it is empty. At this time, an order is placed and demand satisfied from the second bin, will be depleted exactly when the next shipment arrives.

11.4 The EOQ with Backorders
Now allow backorders, so that IN may become negative, in the sense that unsatisfied demand is recorded or “backordered,” and satisfied immediately upon replenishment of the inventory. Such shortages incur a shortage cost cs per unit and per period.
The net inventory level will be as in the figure below, where S denotes the amount of the maximal shortage. The maximal inventory directly after replenishment is Q S, as the stockouts are satisfied first before new inventory is built up.
Here, t1 denotes the length of time during which the net inventory IN is nonnegative (there is no stockout); t2 denotes the length of time during which there is no stock at hand; t1 + t2 = tc. We find that t1/t2 = (Q − S)/S.

The costs now include ordering and holding costs as before, and also shortage costs. The annual ordering costs are coD/Q. For carrying costs, we find that the average inventory level is obtained by averaging the inventory level when no stockouts occur, which is ½(Q−S) during the time t1, while the inventory level during the time stockouts occur is zero for the duration t2. After some calculations, this leads to inventory holding costs of .
The average annual shortage is ½S during the time t2, when we have shortages; this leads to total shortage costs of . The total inventory costs are
TC(Q, S) = .
Using partial derivatives, the total inventory costs are minimized for
&
= .
Example: Using the basic EOQ example above with D = 800, co = $100, and ch = $4 and unit shortage costs of cs = $6 per unit and year, the optimal order quantity is
Q* = 258.20 units, the optimal shortage
is 103.28, and the total costs are TC(Q*, S*) = 309.84 + 185.90 + 123.94 = $619.68.
11.5 The EOQ with Quantity Discounts
With the unit purchasing cost p constant and independent of the order size Q, the sum of ordering, holding, and purchasing costs is
TC(Q, p) = coD/Q + ½chQ + pD.
In practice, many suppliers offer incentives for purchases of larger quantities in the form of lower unit costs. Here we assume that there are three price levels, the original non-discounted price and two discount levels.
The unit holding cost ch is redefined as a proportion of the unit purchasing price p, and the economic order quantity becomes
.

The given (non-discounted) price level is p0, the price with the small discount p1, and the price with the large discount p2, so that p0 > p1 > p2. To obtain the lower price of p1, we have to purchase at least a quantity Q1
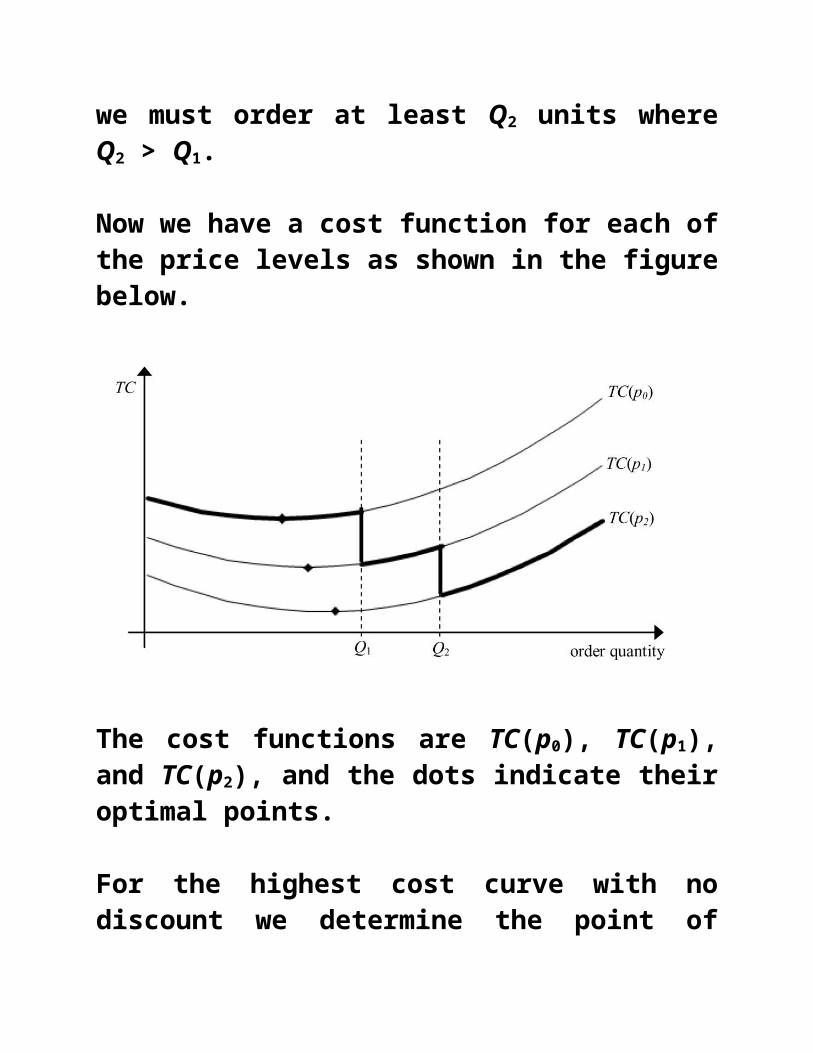
and to get the even cheaper price p2, we must order at least Q2 units where Q2 > Q1.
Now we have a cost function for each of the price levels as shown in the figure below.
The cost functions are TC(p0), TC(p1), and TC(p2), and the dots indicate their optimal points.
For the highest cost curve with no discount we determine the point of lowest cost with the EOQ and record the associated cost; this is the optimal solution

given the regular price p0. As Q increases further, the costs increase as well until we reach Q1, at which point the actual costs jump down onto the cost curve TC(p1). The process continues until Q2, when the costs drop to the third and lowest cost function TC(p2).The piecewise nonlinear cost function is shown as a bold line in the figure above. To determine the order quantity with the overall minimal costs, we have to examine each cost curve separately.
In the above figure, the EOQ is less than Q1, so that we increase the order quantity to Q1 and determine the costs at that point. This is the optimal order quantity given the price p1.
Example: Annual demand is 10,000 footballs with purchasing costs of $2 per football, holding cost of 5% of the price per football and year; cost of placing an order is $80. There is a ½% discount for orders of at least 6,000 units, and a 1% discount for orders of at least 15,000 units.
The parameters of the problem include D = 10,000, ch
=5% of p, and co = $80.
Case 1: No discount, p0 = $2. Then ch = $0.10, and Q* = 4,000 with costs of TC* = 200 + 200 + 20,000 = $20,400.

Case 2: p1 = $1.99. Then ch = $0.0995, and the solution of the EOQ is Q* = 4,010.038, which does not qualify for the discount, so that we have to move out of the optimum to qualify for the discount. That gives Q := 6,000, with costs of TC(6,000) = 133.33 + 298.50 + 19,900 = $20,331.83.
Case 3: p2 = $1.98. Then ch = $0.099, and the solution of the EOQ is Q* = 4,020.15, which does not qualify for the discount, so that we have to move out of the optimum to qualify for the discount. That gives Q := 15,000, with costs of TC(15,000) = 53.33 + 742.50 + 19,800 = $20,595.83.
Comparing the three options, Case 2 offers the lowest total costs, and we order 6,000 footballs, obtain a ½% discount, and incur total costs of $20,331.83.
11.6 The Production Lot Size Model
In batch or intermittent production a production run can be considered an order, with the production run size corresponding to the order size Q, and the production setup cost corresponding to the ordering costs co.

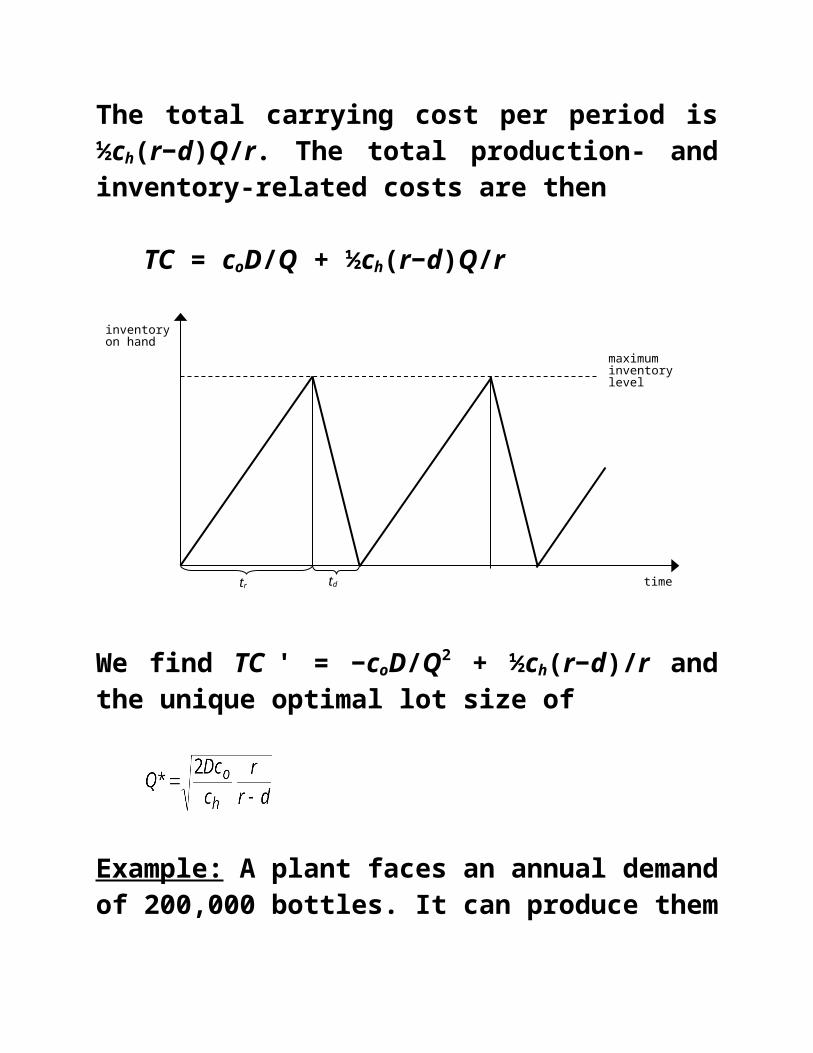
Total setup costs are then co(D/Q). For carrying costs, consider the production phase tr (when production and demand occur) and the demand phase td (when demand but no production occurs) separately. In the production phase, inventory accumulates at the rate of (r−d), and since the production phase lasts for tr = Q/r, the maximal level of inventory at the end of each production run is (r−d)Q/r. During the demand phase, the inventory starts at (r−d)Q/r and linearly decreases to zero at a rate of d. The average inventory level during the entire cycle of duration tc = tr + td is then ½ (r−d)q/r. The total carrying cost per period is ½ch(r−d)Q/r. The total production- and inventory-related costs are then
TC = coD/Q + ½ch(r−d)Q/r
time
inventory on hand
maximum inventory level
tr td

We find TC ' = −coD/Q2 + ½ch(r−d)/r and the unique optimal lot size of
Example: A plant faces an annual demand of 200,000 bottles. It can produce them at a rate of 1,000 bottles per day during each of the 300 working days in a year. Setup costs for a production run are $1,000, and each bottle has a carrying cost of 10¢ per bottle and year.
We find Q* = 109,545 bottles. The corresponding costs are TC(Q*) = $3,651.50.
11.7 The EOQ with Stochastic Lead Time Demand
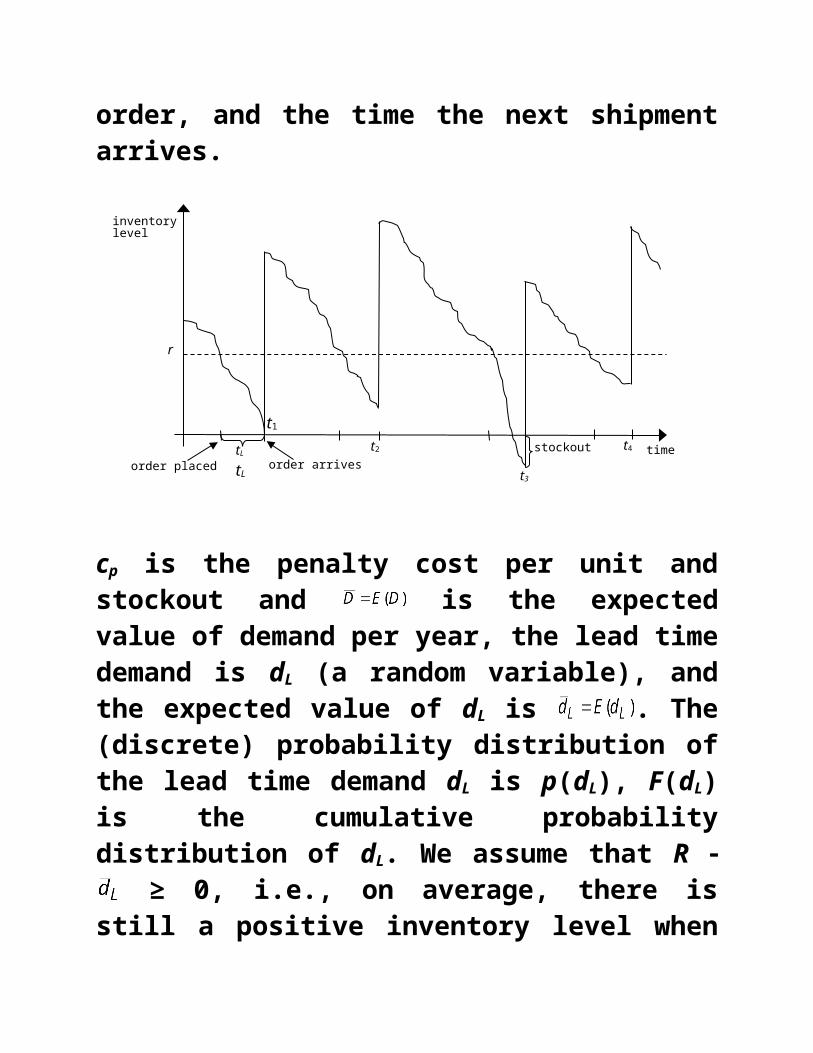
The demand during the lead time will now be a random variable which follows a known discrete probability distribution. This may cause undesired and unplanned stockouts and surpluses, as in the figure below. We are only concerned about the irregularity that occurs between when we have placed an order, and the time the next shipment arrives.
cp is the penalty cost per unit and stockout and is the expected value of demand per year, the lead time demand is dL (a random variable), and the expected value of dL is . The (discrete) probability distribution of the lead time demand dL is p(dL), F(dL) is the cumulative probability distribution of dL. We assume that R ≥ 0, i.e., on average, there is still a positive inventory level when replenishment occurs. If this condition were not to be required, we would, on average, run out of stock at the end of each cycle.
Therefore, we may regard the quantity R as the amount of stock that is kept at all times; it is the expected safety stock or buffer stock.
t3
t2
inventory level
r
order placed order arrivestLtL
t1stockout timet4

11.7.1 A Model that Optimizes the Reorder Point
We minimize the sum of the carrying costs for the expected safety stock and the expected penalty costs for stockouts. This sum TC1(R, Q) depends on the reorder point R as well as on the order quantity Q. To start, use the order quantity QEOQ, obtained independently of the reorder point. This can be justified because of the robustness of the economic order quantity formula. We then obtain the partial cost function
TC1(R, QEOQ) =
= ch( +
Therefore, we may regard the quantity R as the amount of stock that is kept at all times. For this reason, this quantity is usually referred to as the expected safety stock or buffer stock.

11.7.1 A Model that Optimizes the Reorder Point
The objective in this section is to minimize the sum of the carrying costs for the expected safety stock plus the expected penalty costs for stockouts. This sum will be denoted by TC1(R, Q), since it depends on the reorder point R as well as on the order quantity Q. To start, we will simply use the order quantity QEOQ, which was obtained independently of the reorder point by way of the economic order quantity. This can be justified because of the robustness of the economic order quantity formula. We then obtain the partial cost function
TC1(R, QEOQ) =
= ch( + ,
where QEOQ = , and where the first part of the relation is the cost for carrying the safety stock. The summation is taken over all instances, in which shortages occur, so that we compute the expected shortage level. The optimal reorder point R* must satisfy

.
As = 1 = 1 F( ),
F( ) = 1 .
Here, dL is a discrete random variable, so its cumulative distribution function F is a step function taking only discrete values in the interval [0, 1]. It is unlikely that the right-hand side of the above equation will equal one of these discrete values. Instead, let R* denote the smallest value that satisfies the inequality
F( ) ≥ 1 .
We need only consider the possible values of dL for R*.
Example: Consider again the battery charger example of Section 10.2 with D = 800, co = $100 , and ch = $4 per charger per year. The penalty costs are cp = $5 per charger and stockout; the expected annual demand is
= 800. The demand during lead time has the probability distribution:
dL (units) p(dL) F(dL)70 .1 .1
75 .2 .380 .2 .585 .3 .890 .2 1.0
QEOQ = 200 units, so that 1 = 1 = 0.8, and since the smallest value of dL with F(dL) ≥ 0.8 equals 85, we have = 85. With expected demand
= 81.5, the expected safety stock is = 85 81.5 = 3.5 units. The carrying cost for the expected safety stock is then ch ( ) = 4(85 81.5) = $14, and the expected penalty cost is
= = $20. Stockouts occur only if dL > = 85, which happens only in case dL = 90, an occurrence that has a probability of 0.2.
11.7.2 A Stochastic Model with Simultaneous Computation of Order Quantity and Reorder Point
Now determine the order quantity Q and the reorder point R simultaneously. The expected total cost of ordering, carrying, and penalty is
TC2(Q, R) = + +
Using partial differentiation we find
&
.
is taken to be the smallest value that satisfies the inequality. We will use an iterative procedure that shuttles between these two relations, starting with an order quantity Q*, uses the second of the two relations to determine a reorder point R*, then using this reorder point in the first relation to compute a revised value of Q*, and so forth.
Example: Take the example in the previous section with D = 800, co = $100, ch = $4 per charger per year, cp = $5 per charger and stockout, and the above probability distribution of the demand.
We obtain = 200, so that R* = 85, just as before. With the modified economic order quantity, a revised value of Q* is
204.94 units.
Using this revised order quantity in the latter of the two relations,
≥ 1 .795, so that R* = 85 again, and thus the procedure terminates.
Comparing the results for Q* and R* of the simple model in the previous subsection and the refined approach in this subsection, in both cases the reorder point is R* = 85 units, whereas the order quantity is Q* = 200 units in the simple model which it is not very different at 204.95 205 units in the refined model.
11.8 Extensions of the Basic Inventory Models
We consider some inventory policies and define s as the reorder level (what we have referred to so far as the reorder point, i.e., the inventory level at which an order is placed), R as the intervals at which the inventory level is checked, and S as the inventory level we have directly after a replenishment.
In a periodic review system, we check the inventory levels at regular intervals R (e.g., hourly, daily, or weekly), while in a continuous review system, we continuously watch the inventory level.
An order-point, order-quantity, or (s, Q) policy involves continuous review (i.e., R = 0) at which time an order of a given magnitude Q is placed whenever the inventory reaches a prespecified reorder level s. An example of an (s, Q) policy is the two-bin system described in Section 10.3.
An order-point, order-up-to-level, or (s, S) policy is another continuous review policy. The inventory level S is specified by the inventory manager as a level to be attained directly after a shipment is received. Once the reorder point s is reached, an order of size S s is placed, raising the inventory position level I p to S.
A periodic review, order-up-to-level, replenishment cycle policy, or (R, S) policy is a periodic review policy. At intervals of length R time units an order is placed to raise the inventory position level I p to S.