evaluation of anticorrosive coatings for tanker walls to transport
TRANSCRIPT

INTERCORR2010_399
Copyright 2010, ABRACO Trabalho apresentado durante o INTERCORR 2010, em Fortaleza/CE no mês de maio de 2010. As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade do(s) autor(es).
EVALUATION OF ANTICORROSIVE COATINGS FOR TANKER WALLS TO TRANSPORT OIL IN A HIGH SALINITY ENVIRONMENT, IN THE PRESENCE OF
TENSION, TEMPERATURE AND CO2
Neusvaldo Lira de Almeida1; Adriano Garcia Bernal1; Victor Solymossy2; Flávio
Augusto S. Serra2; Joaquim Pereira Quintela2
ABSTRACT The offshore heavy oil project uses Floating Production, Storage and Offloading
(FPSO) structural tanks to act as oil separators (washing tanks) a vital requirement.
These tanks operate with a continuous layer of produced water at high operational
temperatures and high residence time, creating a critical corrosive environment.
This condition is far beyond typical conditions for tankers and makes the
development of a special test necessary to qualify paint systems for that condition.
Traditionally the qualification of paint systems in Brazil offshore units is based on
NACE TM-0104 and ISO 20340 standards. But these standards have a test protocol
based on physical/mechanical tests and corrosion tests. However, for this specific
case, it did not suffice. Thus, a specific test was developed for washing tanks, which
can evaluate simultaneously both corrosion and mechanical properties. This paper
presents the development of a new test to simulate the behavior of paint systems
submitted to cyclic tension in coatings in very corrosive environments (high salinity,
CO2, and high temperature).
Keywords: tankers, coatings, fatigue, heavy oil, salinity.
1 Pesquisador do Laboratório de Corrosão e Proteção do Instituto de Pesquisas Tecnológicas do
Estado de São Paulo; 2 Pesquisador da Petrobrás - Cenpes

INTERCORR2010_399
- 2 -
INTRODUCTION FPSO structural cargo tanks are not rigid structures. Shell plates are somewhat
flexible and subjected to cyclical loads due to wave and cargo loading and
offloading. This situation associated to very corrosive environment (high
temperature, presence of carbon dioxide and high salinity of the produced water) is
a challenge when a paint system to protect the carbon steel against corrosion must
be chosen. Corrosion tests only were not considered enough, since the coating is
subjected to high stress due the tank shell movements (some projects consider that
the material must withstand tensile stress up to 80% of yield point). Consequently,
the anticorrosion paint system must have sufficient flexibility and fatigue resistance
in addition to good corrosion resistance.
Usually the test protocols like NACE TM -104, NACE TM-0404 and ISO 20340 have
distinct tests for evaluating corrosion and mechanical/physical properties but not
one evaluate at the same time both corrosion and mechanical properties. It was
found that, for washing tanks, It could be more representative to test simulating both
an aggressive environment and tensile tests the paint could be subjected during
operation. With this goal, a test procedure based on cyclic stress condition plus a
corrosive environment was developed.
TEST PROTOCOL CONCEPT The developed test protocol concept was based on three-point flexural test applying
a cycling load onto a painted carbon steel plate. The cyclic flexural load simulates
the tankers wall deflections and subjects the paint system to the tension levels
withstand by the tank walls.
Tension level applied must be representative of the worst conditions, so we
selected the tension level which can stress the base material at 80% of material´s
yield strength, and the number of cycles was select to 1,000,000 (considered a
lifetime for a typical FPSO).
The corrosive environment means high salinity and high temperature (60ºC). Initially
H2S saturated solution was considered, but the costs and difficulties of managing

INTERCORR2010_399
- 3 -
H2S could made the test protocol not practical and, more important, it could greatly
increase the cost of the test protocol (the aim was, since the beginning, a low cost
test protocol available to the paint manufacturers). So we changed to CO2 saturated
solution an aggressive reagent also found in oil fields.
This work presents new test to simulate the tensile stress in coating and to evaluate
the fatigue resistance associated to very corrosive environments as: high salinity,
CO2, and high temperature in coatings applied on the walls of the tankers. The
results can supply more appropriate information.
The test, nominated “Fatigue Resistance Test in Coatings”, was carried out in
synthetic seawater saturated with carbon dioxide at 60°C. Four different coatings
were studied: (1) epoxy with glass flakes; (2) thermal spray aluminum (TSA), sealed
with epoxy mist coat; (3) thermal spray aluminum (TSA), sealed with epoxy mist
coat plus an additional layer of epoxy novolac with glass flakes and (4) thermal
spray zinc-aluminum (TSAZ), sealed with epoxy mist coat plus an additional layer of
epoxy with glass flakes, all of them applied on carbon steel panels.
METHODOLOGY USED TO CALCULATE THE TENSION The corrected applied tensile level was a great concern. The first step was to made
tensile tests to discover the yield point of uncovered carbon steel. Another
challenge was the methodology to apply the tension. The methodology used to
apply the tension in the sample was based on a three-point device in agreement
with ASTM G 39, shown in Figure 1. There is a relationship between the deflection
and the applied tension that is given by Equation (1). In this arrangement, the
maximum tension occurs exactly at the middle point of the distance between the
supporting points and it decreases linearly to nil at the edge.

INTERCORR2010_399
- 4 -
FIGURE 1 - Schematic representation of the three-point device used to define the relationship between deflection and tension.
σ (1)
Where:
σ = maximum tensile stress;
E = modulus of elasticity of the test material;
t = thickness of the sample;
y = maximum deflection;
H = distance between supporting points of the sample.
Equation (1) is valid for small deflections, typically for y/H smaller than 0.1.
According to this equation, once the yield point of the material as well as parameter
E; t and H are known, it is possible to apply different deflection levels corresponding
to different percentages of yield point of the material.
The sample of carbon steel used as a substrate was tested to determine the yield
point of the material. Then the deflection corresponding to 80 % of yield point was
calculated, using Equation (1).
To assess the validity of these assumptions, a strain gauge was coupled on the
metallic plate made, with the same material and with the same dimensions as the
sample to be tested, and the sample subject a deflection corresponding to 80% of
the yield point of the material. The monitored areas of the sample are illustrated in
Figure 2 and they correspond to 80 %, 68 %, 56 % and 35% of the yield point of the

INTERCORR2010_399
- 5 -
material. The relationship between the deflection and the tension is shown in the
Figure 3 and confirms the linear relationship assumption.
EQUIPMENT The equipment was developed by Laboratory of Corrosion and Protection of
Institute for Technological Research of Sao Paulo State. Figure 2 shows the
equipment. Some components of the equipment are presented below and in Figure
3:
• Tank 50 cm width, 45 cm length and 30 cm depth;
• The up-and-down mechanism to apply cyclical deflection;
• The electric resistance to warm the solution. The resistance was made of
resistant material against corrosive environment;
• Rocker arm with mandrel of stainless steel with adjustable cable to apply
cyclical tension. The mandrel width is similar to the sample width, for good
tension uniformity;
• The frequency control system;
• The system for gas injection, with a C-ring of stainless steel. The C-ring
contains some holes to improve the gas distribution inside the tank;
• Stainless steel support for holding the sample;
• The cycle counter;
• The thermocouple;
• The temperature recorder;
• The graduated meter to adjust the deflection in the sample.

INTERCORR2010_399
- 6 -
FIGURE 2 - Equipment developed for fatigue resistance test in coatings.
FIGURE 3 – Parts of the equipment.

INTERCORR2010_399
- 7 -
SAMPLES Carbon steel panels SAE 1020, 30 cm length; 10 cm width and 2 mm thick were
blasted with bauxite up to the visual standard Sa 2 ½ of ISO 8501-1. Four different
coatings were studied; all of them applied on carbon steel panels.
• Coating A – Thermal Spray Aluminum – TSA, 200 µm thickness sealed with
epoxy mist coat;
• Coating B – Epoxy novolac with glass flakes, 900 µm DFT;
• Coating C – Thermal Spray Aluminum – TSA, 200 µm thickness plus epoxy
novolac with glass flakes, 900 µm DFT;
• Coating D – Thermal Spray Aluminum-Zinc – TSAZ, 200 µm thickness plus
epoxy novolac with glass flakes, 900 µm DFT.
CHARACTERIZATION TESTS Initially, the samples were submitted to Holiday Detector test and to Pull-Off test.
Holiday Detector Test was done in agreement with ASTM G 62(07) - Standard Test
Methods for Holiday Detection in Pipeline Coatings. In this test method, an
electrode was positioned on the coating and another terminal was connected at a
substrate to make electric contact. Then 5,000 V was applied between the electrode
and the substrate. A characteristic sound indicates that there are pores or cracking
in the coating.
Pull-Off test was done in agreement with ASTM D 4541(09) using an epoxy based
adhesive system with a bonding strength to 3,000 PSI. This test method uses a
class of apparatus known as portable pull-off adhesion testers. They are capable of
applying a concentric load and counter load to a single surface so that coatings can
be tested even though only one side is accessible.
TEST CONDITIONS 50 liters of synthetic seawater were used. The water was prepared in agreement
with ASTM D1141 (see chemical composition in Table 1). It was saturated with
INTERCORR2010_399
- 8 -
carbon dioxide during the test. The agitation was done by carbon dioxide bubbles
and by oscillatory movement of the sample.
It is known that the salinity of the petroleum-water is higher than the synthetic sea
water. Even so, it was used because it is a standardized water and it would enable
repeating the test whenever desired.
The test solution temperature was heated to 60 ºC using an electric immersion
heater and measured with a thermo-couple installed close and parallel to sample.
The test duration was 1,000,000 cycles and the oscillation frequency was 2 Hz. The
pH of the solution was monitored. Initial pH was 7.5 e after CO2 injection stabilized
in 5.1.
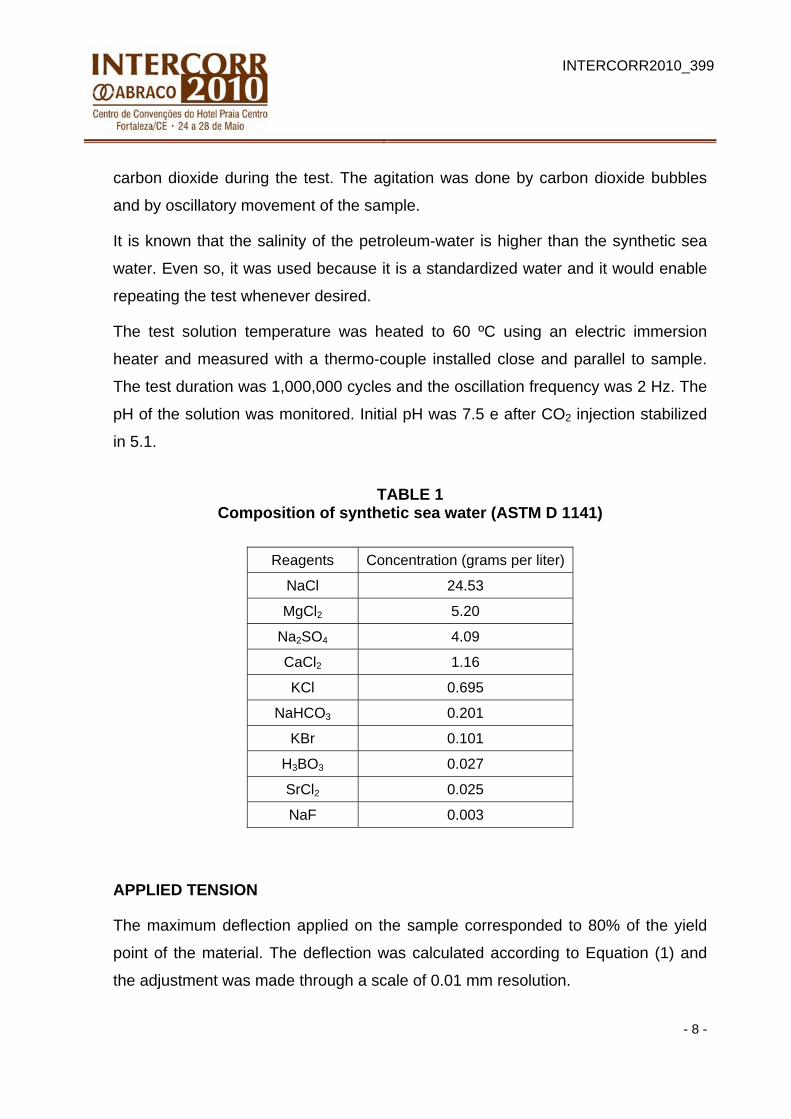
TABLE 1 Composition of synthetic sea water (ASTM D 1141)
Reagents Concentration (grams per liter)
NaCl 24.53
MgCl2 5.20
Na2SO4 4.09
CaCl2 1.16
KCl 0.695
NaHCO3 0.201
KBr 0.101
H3BO3 0.027
SrCl2 0.025
NaF 0.003
APPLIED TENSION
The maximum deflection applied on the sample corresponded to 80% of the yield
point of the material. The deflection was calculated according to Equation (1) and
the adjustment was made through a scale of 0.01 mm resolution.

INTERCORR2010_399
- 9 -
Supposedly the coating would not be able to withstand the deflection corresponding
to 80% of the yield point of the material, another four areas of the sample were
monitored with strain gauges. Thus, the highest deflection withstood by the coatings
could be determined. Monitored areas of the sample are illustrated in Figure 4 and
they correspond to 80%, 68%, 56% and 35% of the yield point of the material. The
relationship between the deflection and the tension is shown in Figure 5.
Region A Region B Region C Region D
FIGURE 4 - Schematic representation of the monitored positions of the samples.
FIGURE 5 - Relationship between the deflection and the percentage of the yield point of the substrate material.
0
0,2
0,4
0,6
0,8
1
1,2
0 5 10 15
% of Y
P MPa
)
Deflection in mm
A
B
C
D
80 % of yp
68 % of yp
56 % of yp
35 % of yp

TESAfter
with
not p
novo
TSZ
insp
show
are p
Coa
•
•
•
FI
ST RESULTr the test,
epoxy pre
possible to
olac with g
A sealed p
ections we
w the coat
presented
ting A – T
Pull-Off te
Holiday D
and no cr
Visual ex
from alum
was not
(see Figu
IGURE 6 -
TS a visual in
esented w
o evaluate
glass flake
plus epoxy
ere done u
tings after
as follows
Thermal sp
est before
Detector te
racking;
xamination
minum wer
possible to
ure 6).
Coating Atest. W
spection w
hite corros
e other def
es, TSA se
y novolac w
using Holli
Pull-Off te
.
pray alum
the fatigue
est before t
after the
re observe
o evaluate
A - TSA seWhite corro
with 40x ma
sion produ
fects in the
ealed plus
with glass f
iday Detec
est and af
inum – TS
e resistanc
the fatigue
fatigue re
ed due to
e the crack
ealed withosion prod
agnificatio
ucts becau
e coating.
s epoxy no
flakes, no d
ctor and P
fter fatigue
SA Sealed
ce test: 7.0
resistance
sistance te
low thickn
king and p
h epoxy aftducts were
IN
n was don
se of its th
In the oth
ovolac with
damage wa
Pull-off test
e resistanc
d With Epo
0 MPa (only
e test, with
est: white
ess of sea
pore forma
fter the fate observe
NTERCORR
ne. The TS
hinness; s
her coating
h glass fla
as observe
ts. Figures
ce test. Th
oxy
y TSA);
h 5,000 V:
corrosion
aling layer
ation in the
tigue resisd.
R2010_399
- 10 -
SA sealed
so, it was
gs: epoxy
akes and
ed. Other
s 6 to 12
e results
no pores
products
. Thus, it
e coating
stance

INTERCORR2010_399
- 11 -
Coating B – Epoxy Novolac With Glass Flakes
• Pull-Off test before the fatigue resistance test: 5.4 MPa - cohesive failure;
• Pull-Off test after the fatigue resistance test: 5.4 MPa – cohesive failure
(Figure 7);
• Holiday Detector test before the fatigue resistance test, with 5,000 V: no pores
and no cracking;
• Holiday Detector after the fatigue resistance test, with 5,000 V: no pores and
no cracking;
• Visual examination after the fatigue resistance test: there was no cracking or
any other defects in the coating (Figure 8).
FIGURE 7 – Coating B – Epoxy novolac with glass flakes. Pull-
Off test, after fatigue resistance test – cohesive failure.

Coa
Flak
•
•
•
•
•
FIGURE re
ting C – T
kes
Pull-Off te
Pull-Off te
novolac w
Holiday D
and no cr
Holiday D
and no cr
Visual ex
other def
8: Coatingesistance
Thermal S
est before
est after th
with glass f
Detector te
racking;
Detector te
racking;
xamination
fect in the c
g B – Epo test. The
Spray Alum
the fatigue
he fatigue r
flakes) (Fig
est before t
est after th
after fatig
coating (Fi
oxy novolare was no
minum (T
e resistanc
resistance
gure 9);
the fatigue
he fatigue r
ue resista
gure 10).
ac with glao cracking
TSA) Plus
ce test: 4.4
test: 4.4 M
resistance
resistance
nce test: th
IN
ass flakesin the coa
Epoxy No
4 MPa – co
MPa – cohe
e test, with
test, with
here was n
NTERCORR
after fatigating.
ovolac Wi
ohesive fail
esive failur
h 5,000 V:
5,000 V:
no crackin
R2010_399
- 12 -
gue
th Glass
ure;
re (epoxy
no pores
no pores
g and no

FI
Coa
Glas
•
•
FIGUREPull
IGURE 10fatigu
ting D – T
ss Flakes
Pull-Off te
Pull-Off t
(Figure 1
E 9: Coati-Off test, a
: Coating ue resistan
Thermal Sp
The result
est, before
test, after
1);
ng C – TSafter fatig
C – TSA pnce test. T
pray Zinc-
ts are pres
e the fatigu
the fatigu
SA plus ep
ue resista
plus epoxyThere was
-Aluminum
ented as fo
e resistanc
ue resistan
poxy novoance test –
y novolacno cracki
m (TSAZ) P
ollows.
ce test: 4.4
nce test:
IN
lac with g– cohesive
c with glasing in the
Plus Epox
4 MPa – co
4.4 MPa
NTERCORR
glass flakee failure.
ss flakes, acoating.
xy Novola
ohesive fai
– adhesiv
R2010_399
- 13 -
es.
after
c With
ilure;
ve failure

•
•
•
FIG
Holiday D
pores and
Holiday D
and no cr
Visual ex
other def
FIGURflakes. P
GURE 12: Cfatigu
Detector t
d no crack
Detector te
racking;
xamination
fect in the c
RE 11 – CoPull Off tes
Coating Due resista
est, before
king;
est after th
after fatig
coating (Fi
oating D -st, after fa
– TSZA pance test. T
e the fatig
he fatigue r
ue resista
gure 12).
- TSZA pluatigue resi
plus epoxyThere was
gue resista
resistance
nce test: th
us epoxy nistance tes
y novolac s no crack
IN
ance test,
test, with
here was n
novolac wst – adhes
with glassking in the
NTERCORR
with 5,00
5,000 V:
no crackin
with glass sive failur
s flakes, ae coating.
R2010_399
- 14 -
00 V: no
no pores
g and no
re.
after the
INTERCORR2010_399
- 15 -
CONCLUSIONS The test and the methodology were considered appropriate to evaluate paint
systems subjected to cyclical tension and harsh corrosive environment (high
salinity, high temperature and carbon dioxide environment). In this test method,
coatings: B – epoxy novolac with glass flakes; C – Thermal Spray Aluminum plus
epoxy novolac with glass flakes and D – Thermal Spray Aluminum-Zinc plus epoxy
novolac with glass flakes presented good performances for cyclical deflection up to
80% of yield point of the substrate material. Coating A – Thermal Spray Aluminum
sealed with epoxy mist coat did not present a satisfactory performance. It was
observed white corrosion products from aluminum, probably due to low thickness of
sealing layer.
REFERENCES ASTM G 39 - Standard Practice for Preparation and Uses of Bent-Beam Stress-
Corrosion Test Specimens
ASTM G 62(07) – Standard Test Methods for Holiday Detection in Pipeline Coatings
ASTM D1141 – Standard Practice for the Preparation of Substitute Ocean Water ACKNOWLEDGMENT The authors acknowledge Petrobras Company by the financial sponsor.