fasteners the nuts and bolts we all use phs auto salisbury
TRANSCRIPT
FastenersThe Nuts and bolts we all use
PHS AutoSalisbury

Bolts Machine Screws
SYSTEMS OF THREAD MEASUREMENT
ENGLISH SYSTEM
System of thread measurement uses a fractional system to determine thread diameter when 1/4” or larger.
Each diameter increases by 1/16” up to about 1/2”
Thread diameters of 1/4”, 5/16”, 3/8”, 7/16” 1/2” are most commonly used
SYSTEMS OF THREAD MEASUREMENT
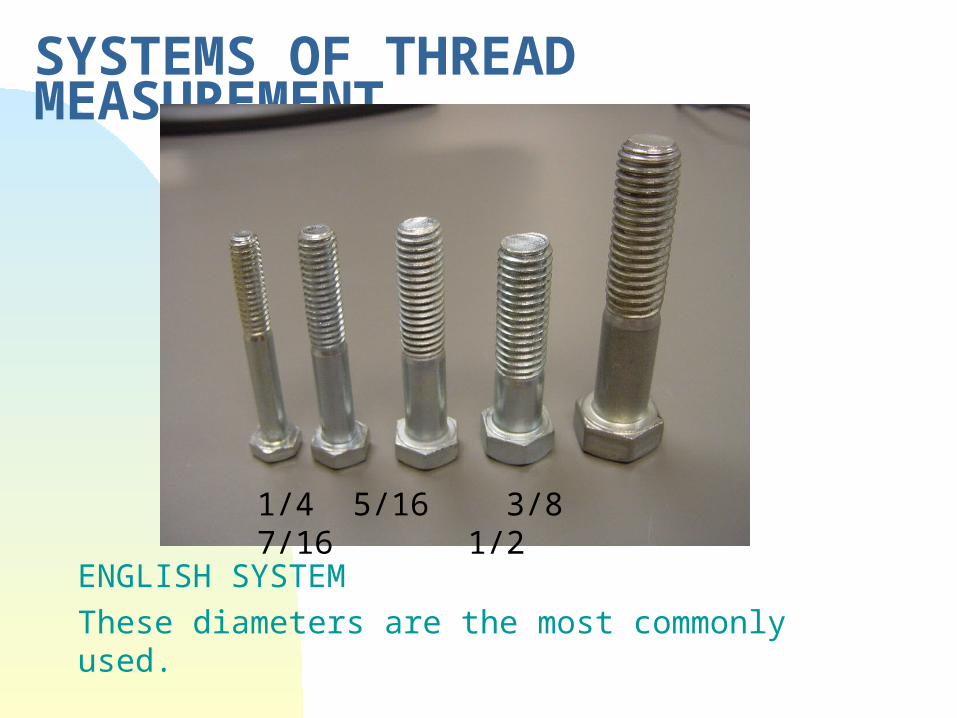
ENGLISH SYSTEM
These diameters are the most commonly used.
1/4 5/16 3/8 7/16 1/2
SYSTEMS OF THREAD MEASUREMENT
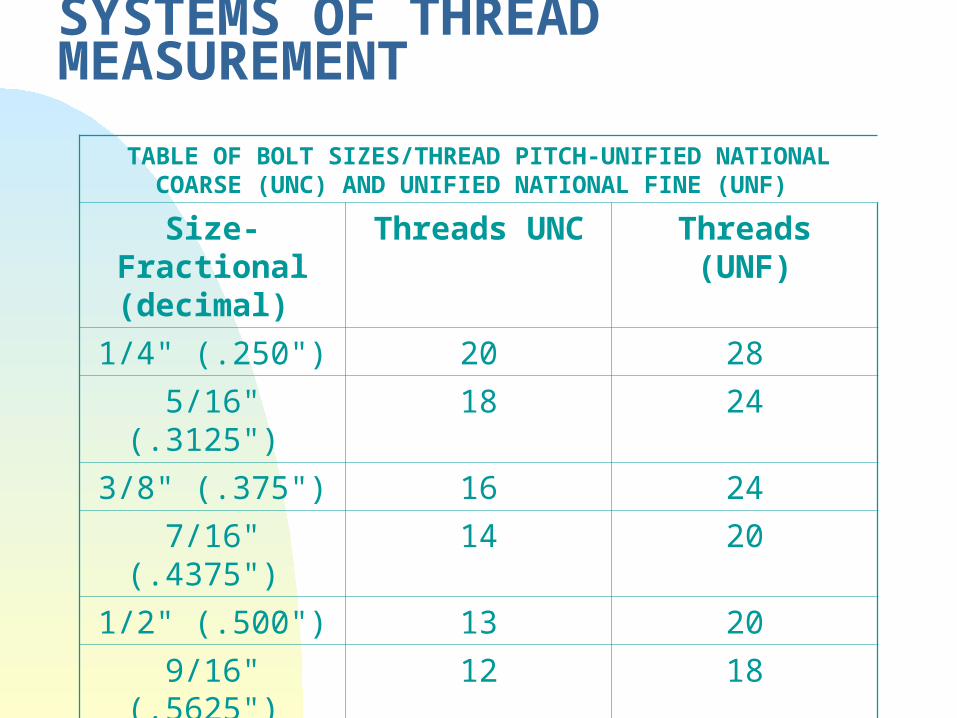
TABLE OF BOLT SIZES/THREAD PITCH-UNIFIED NATIONAL COARSE (UNC) AND UNIFIED NATIONAL FINE (UNF)
Size-Fractional (decimal)
Threads UNC Threads (UNF)
1/4" (.250") 20 28
5/16" (.3125") 18 24
3/8" (.375") 16 24
7/16" (.4375") 14 20
1/2" (.500") 13 20
9/16" (.5625") 12 18
5/8" (.625") 11 18
3/4" (.750") 10 16
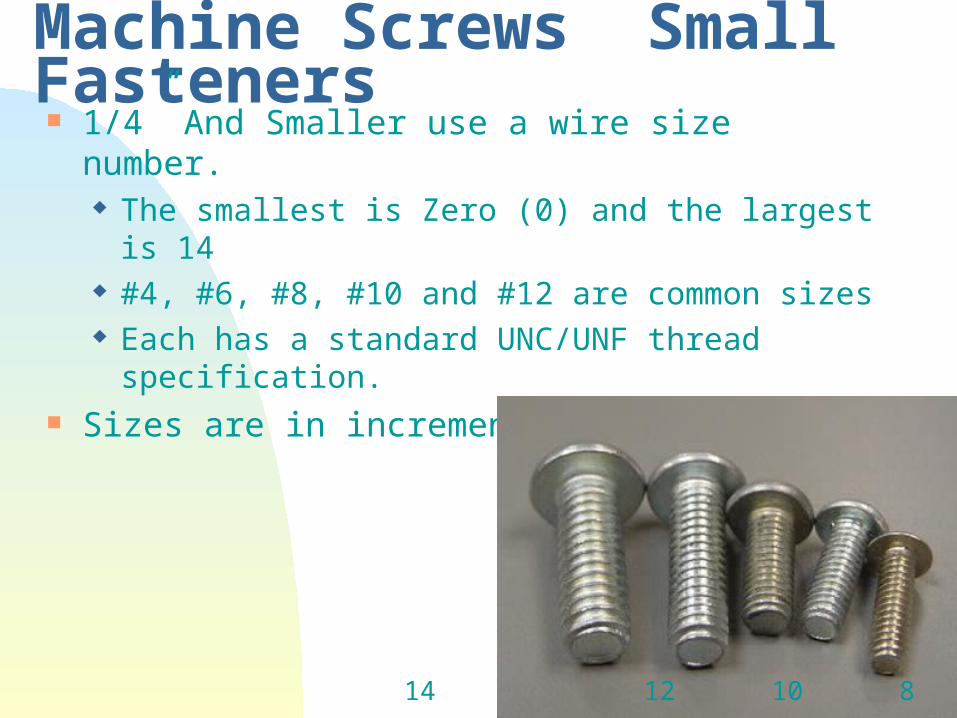
Machine Screws Small Fasteners 1/4” And Smaller use a wire size number.
The smallest is Zero (0) and the largest is 14 #4, #6, #8, #10 and #12 are common sizes Each has a standard UNC/UNF thread
specification. Sizes are in increments of two
14 12 10 8 6
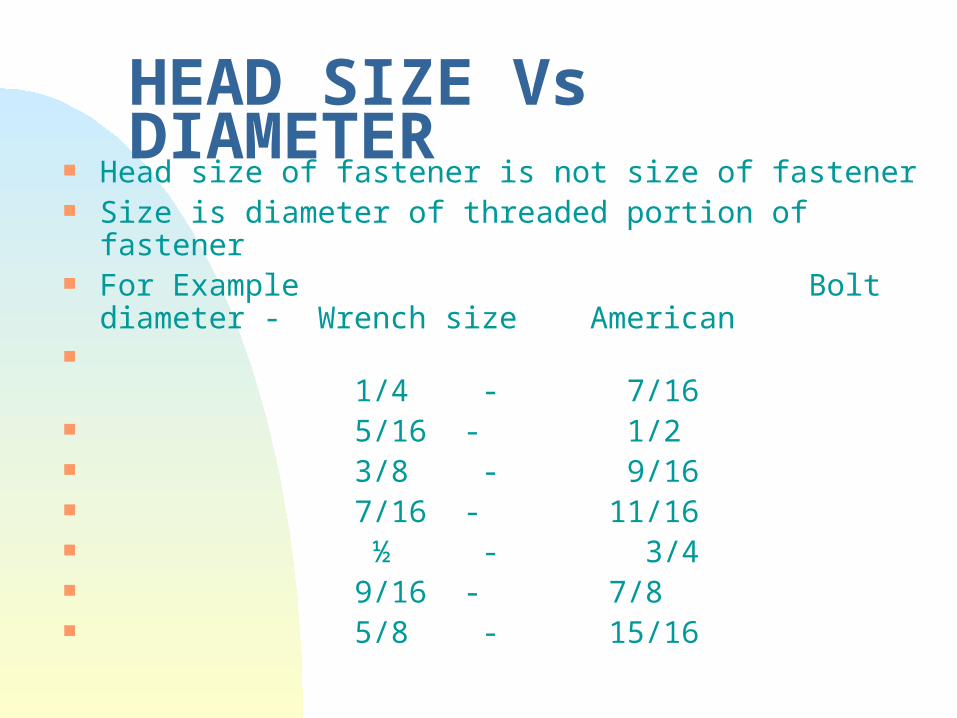
HEAD SIZE Vs DIAMETER Head size of fastener is not size of fastener Size is diameter of threaded portion of fastener For Example
Bolt diameter - Wrench size American
1/4 - 7/16 5/16 - 1/2 3/8 - 9/16 7/16 - 11/16 ½ - 3/4 9/16 - 7/8 5/8 - 15/16

HEAD SIZE Vs DIAMETER
Thanks forThe Table
Metric
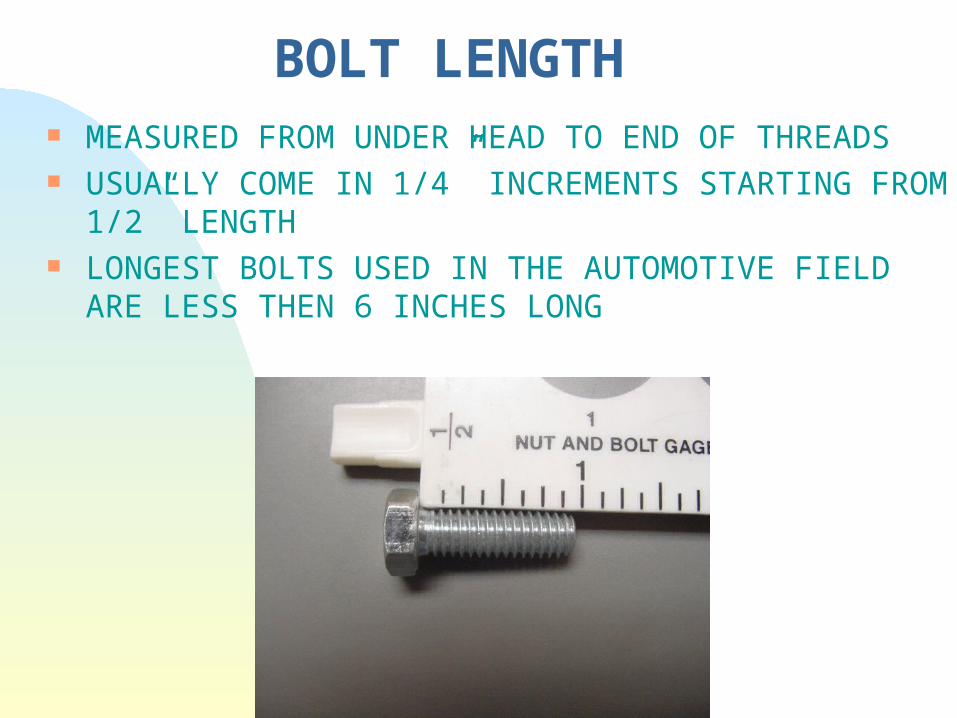
BOLT LENGTH MEASURED FROM UNDER HEAD TO END OF THREADS USUALLY COME IN 1/4” INCREMENTS STARTING FROM
1/2” LENGTH LONGEST BOLTS USED IN THE AUTOMOTIVE FIELD
ARE LESS THEN 6 INCHES LONG
FASTENER STRENGTH FOR ENGLISH FASTENERS
STRENGTH OR HARDNESS IS DETERMINED BY COUNTING SLASHES OR POINTS ON IT’S HEAD
NO POINTS UNGRADED SHOULD NOT BE USED ON AUTOMOTIVE APPLICATONS
3 POINTS GRADE 5 COMMONLY USED 6 POINTS GRADE 8 HIGH STRESSES
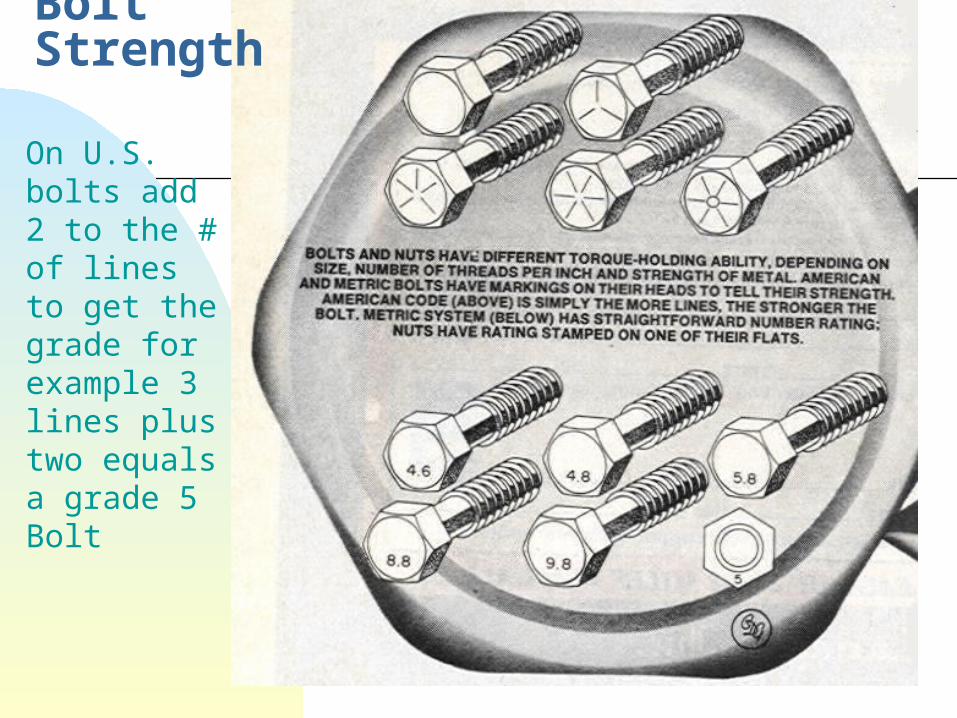
Bolt Strength
On U.S. bolts add 2 to the # of lines to get the grade for example 3 lines plus two equals a grade 5 Bolt
FASTENER STRENGTH FOR METRIC FASTENERS
INDICATED BY NUMBER ON HEAD (PROPERTY CLASS) 4.6, 4.8, 5.8, 8.8, 9.8 AND 10.9
Nuts will have a class of 4 or 6
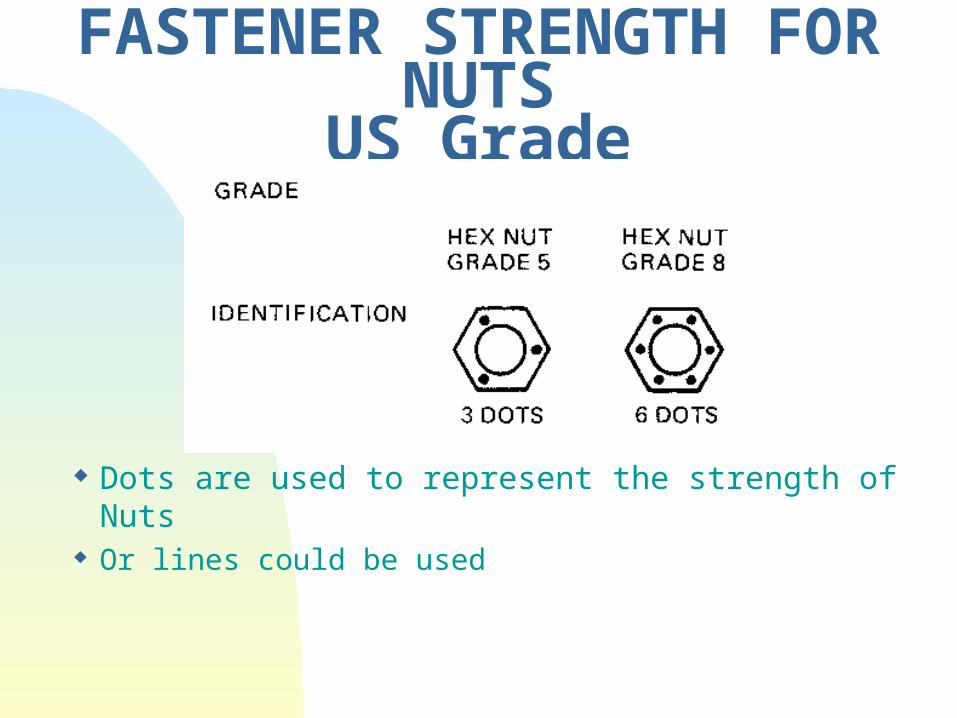
FASTENER STRENGTH FOR NUTSUS Grade
Dots are used to represent the strength of Nuts Or lines could be used
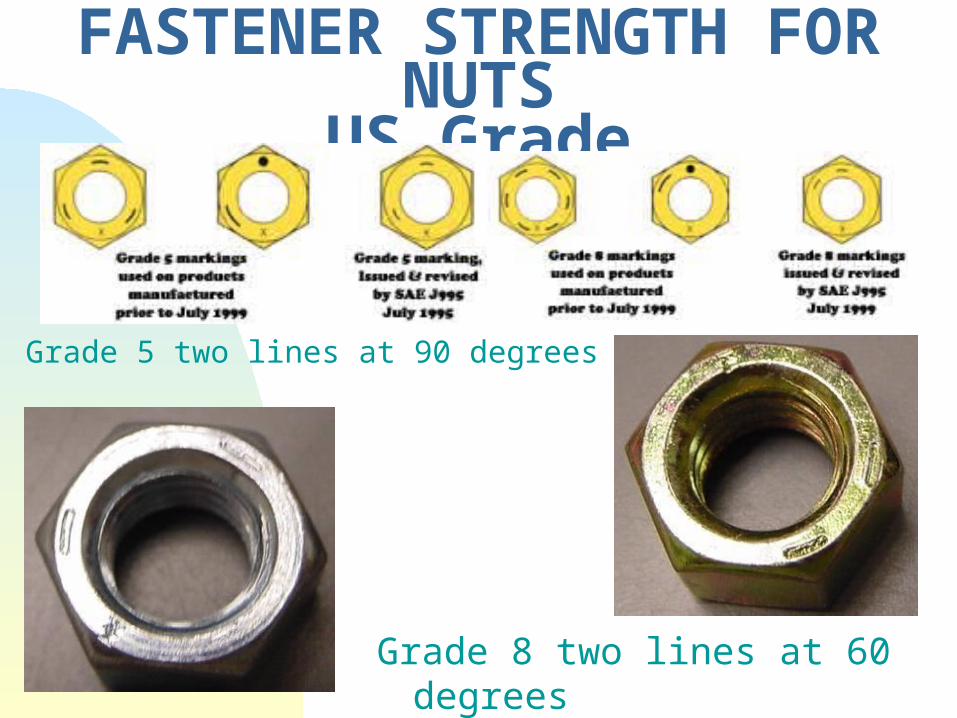
FASTENER STRENGTH FOR NUTSUS Grade
Grade 5 two lines at 90 degrees
Grade 8 two lines at 60 degrees

FASTENER STRENGTH FOR NUTSUS Grade
Nut marking SAE Grade 8 Nut marking SAE Grade 5
Grade 5 two lines at
90 degrees
Grade 8 two lines at
60 degrees
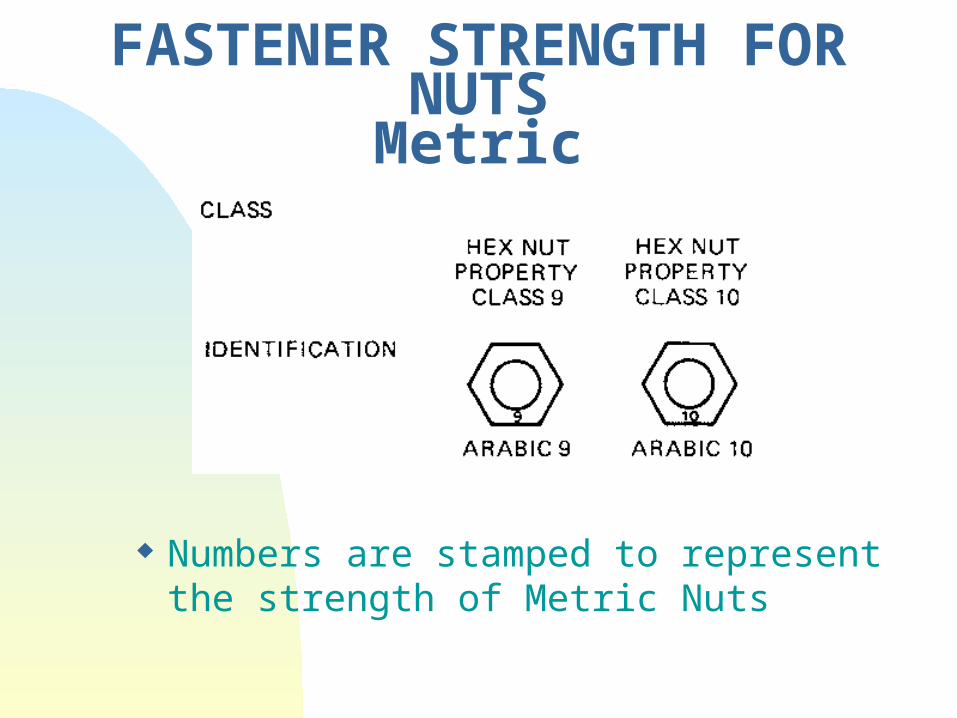
FASTENER STRENGTH FOR NUTSMetric
Numbers are stamped to represent the strength of Metric Nuts

FASTENER STRENGTH FOR NUTS
Do not use Grade 2 nuts on Grade 8 bolts. When you torque the fastener it can strip out the nut and then it will not hold.
Tips
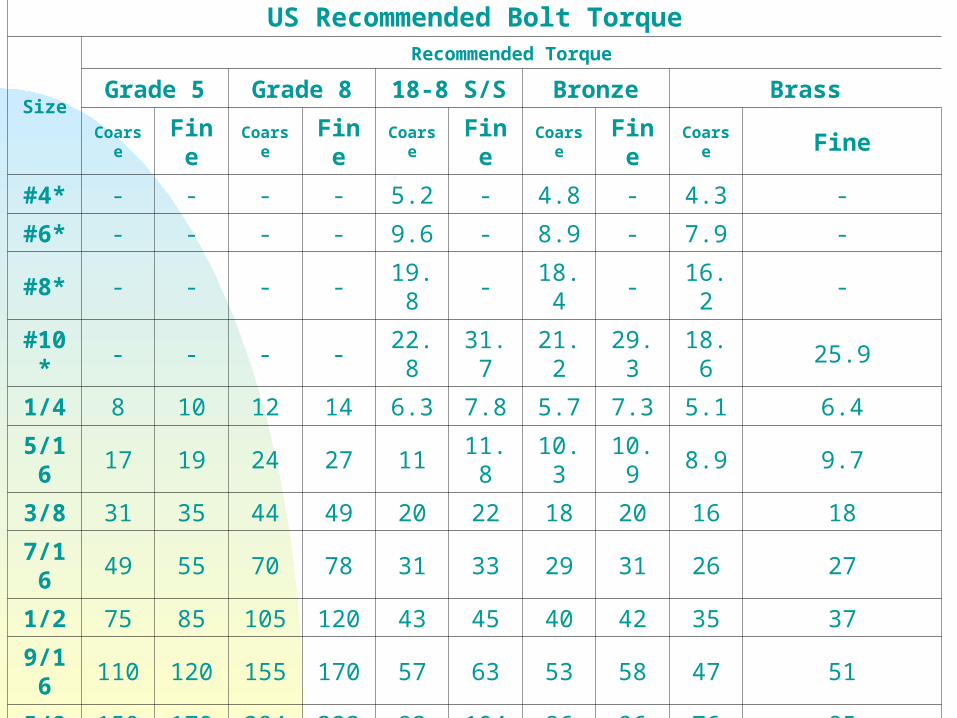
US Recommended Bolt TorqueUS Recommended Bolt Torque
Size
Recommended Torque
Grade 5 Grade 8 18-8 S/S Bronze Brass
Coarse Fine Coarse Fine Coarse Fine Coarse Fine Coarse Fine
#4* - - - - 5.2 - 4.8 - 4.3 -
#6* - - - - 9.6 - 8.9 - 7.9 -
#8* - - - - 19.8 - 18.4 - 16.2 -
#10* - - - - 22.8 31.7 21.2 29.3 18.6 25.9
1/4 8 10 12 14 6.3 7.8 5.7 7.3 5.1 6.4
5/16 17 19 24 27 11 11.8 10.3 10.9 8.9 9.7
3/8 31 35 44 49 20 22 18 20 16 18
7/16 49 55 70 78 31 33 29 31 26 27
1/2 75 85 105 120 43 45 40 42 35 37
9/16 110 120 155 170 57 63 53 58 47 51
5/8 150 170 284 323 93 104 86 96 76 85
3/4 270 295 510 568 128 124 104 102 118 115
7/8 395 435 813 902 194 193 178 178 159 158
1 590 660 905 1030 287 289 265 240 235 212* Sizes from 4 to 10 are in in.-lbs.Sizes from 1/4 up are in Ft. -lbs.
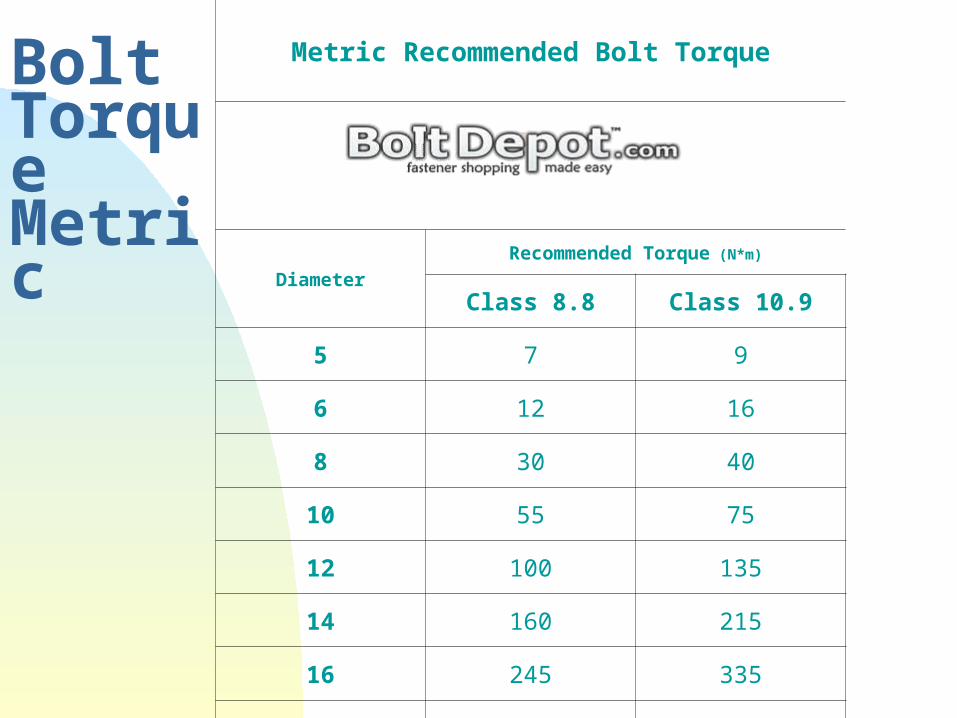
Bolt Torque Metric
Metric Recommended Bolt Torque
Diameter
Recommended Torque (N*m)
Class 8.8 Class 10.9
5 7 9
6 12 16
8 30 40
10 55 75
12 100 135
14 160 215
16 245 335
20 480 650
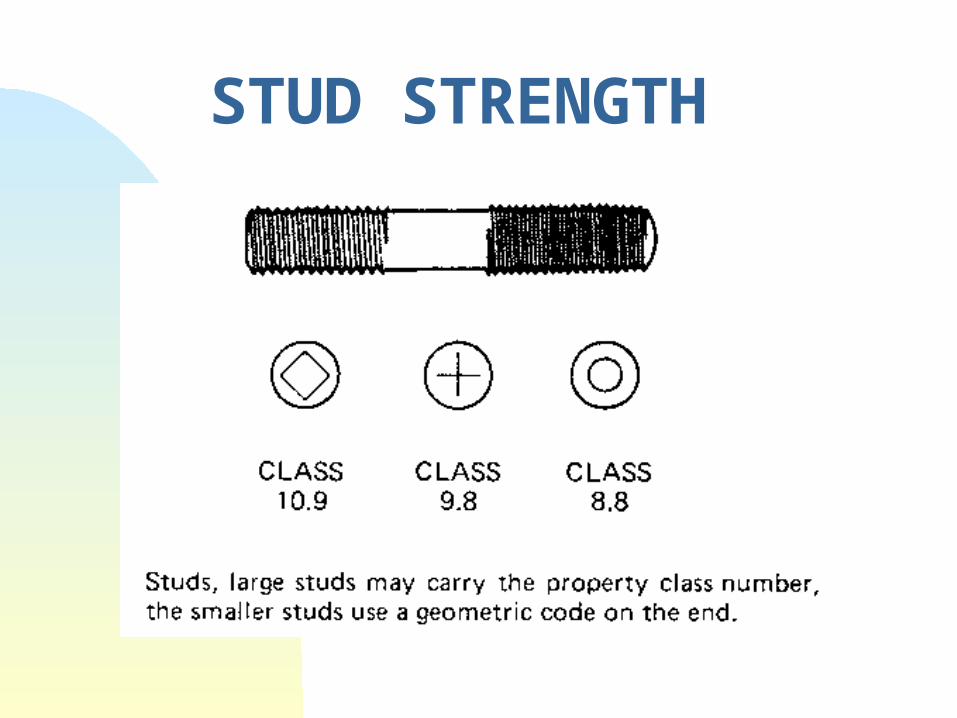
STUD STRENGTH
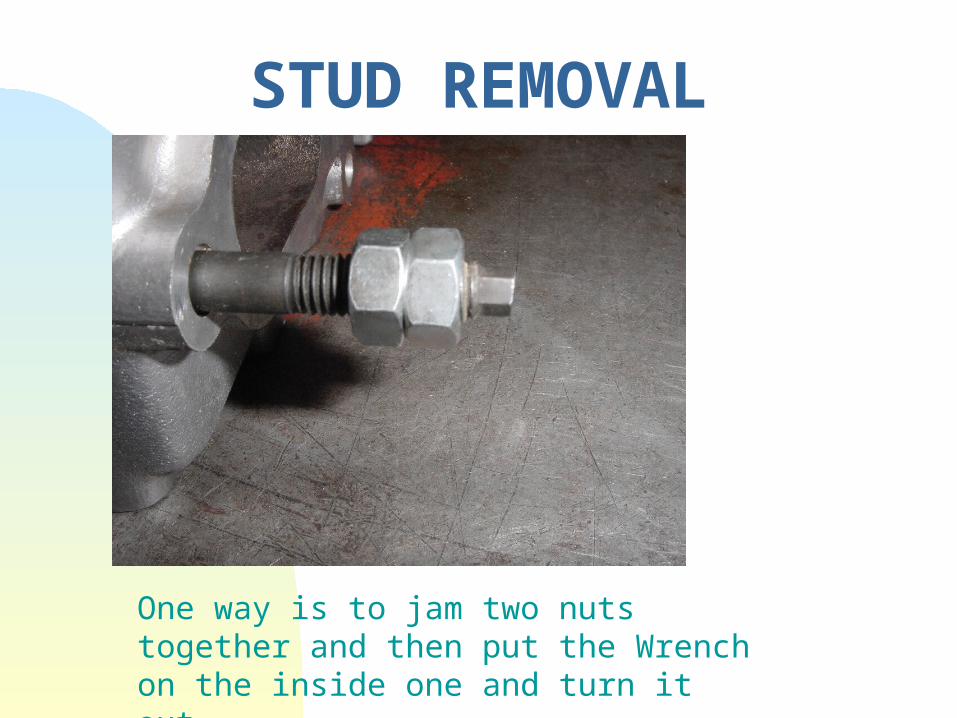
STUD REMOVAL
One way is to jam two nuts together and then put the Wrench on the inside one and turn it out.
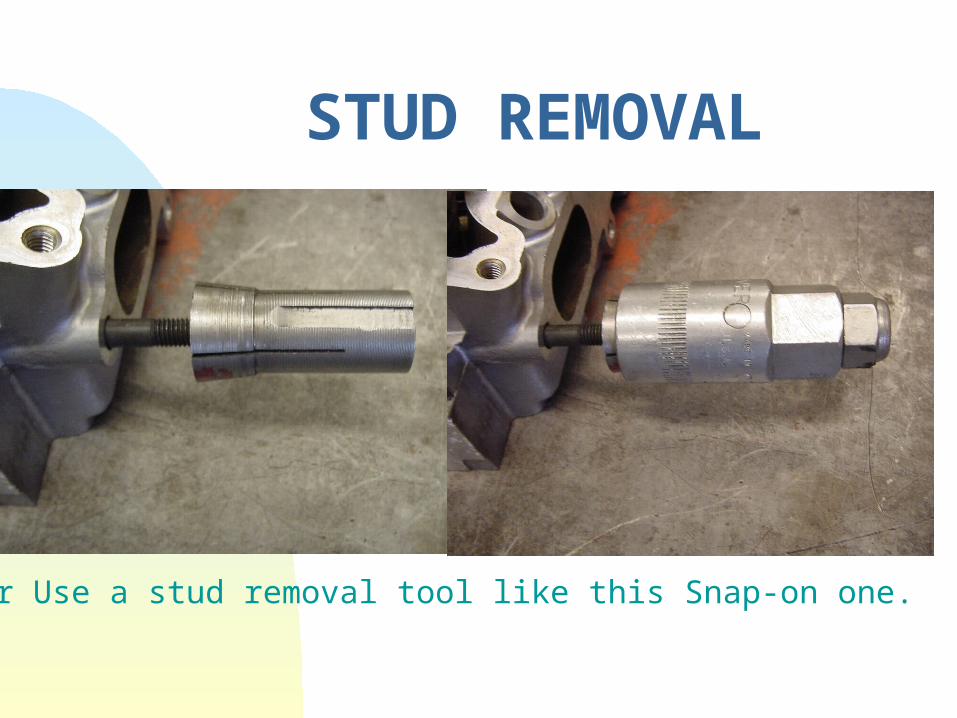
STUD REMOVAL
Or Use a stud removal tool like this Snap-on one.
THREAD TYPE TYPE OR PITCH REFERS TO
CONSTRUCTION OF THREAD NUMBER OF THREADS PER INCH
NATIONAL COARSE (NC OR USS) NATIONAL FINE (NF OR SAE)
ALL 1/4” AND LARGER WILL BE EITHER NC OR NF
1/4” AND SMALLER USES SPECIAL DESIGNATION

American Standard bolts come in two thread pitch’sNC National Coarse & NF National Fine
NF - National Fine NC - National Coarse
Fine & Coarse Thread
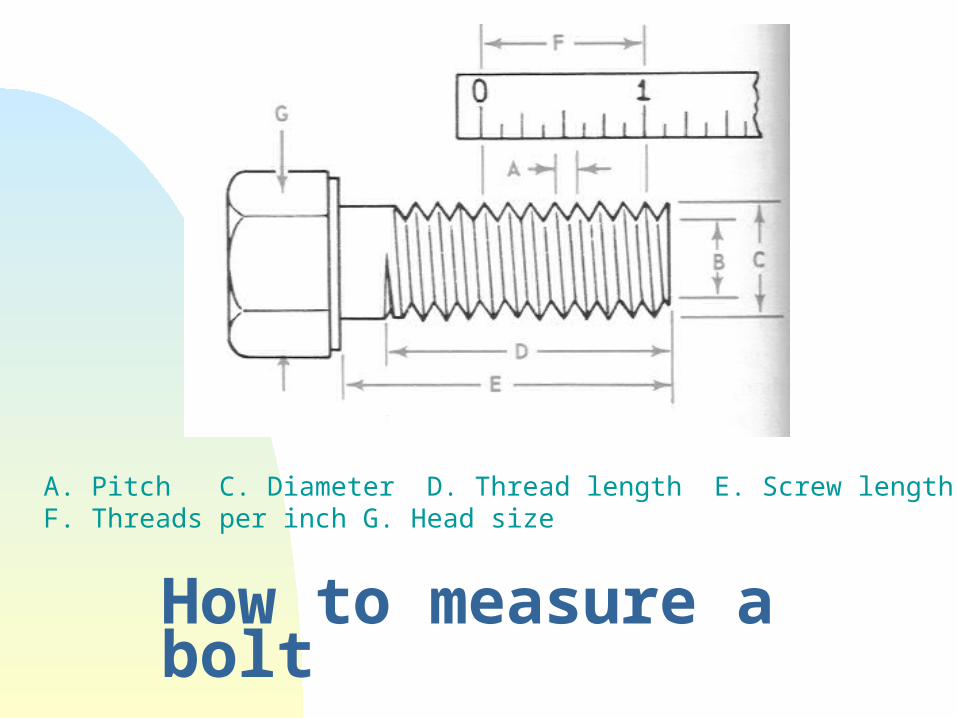
A. Pitch C. Diameter D. Thread length E. Screw lengthF. Threads per inch G. Head size
How to measure a bolt
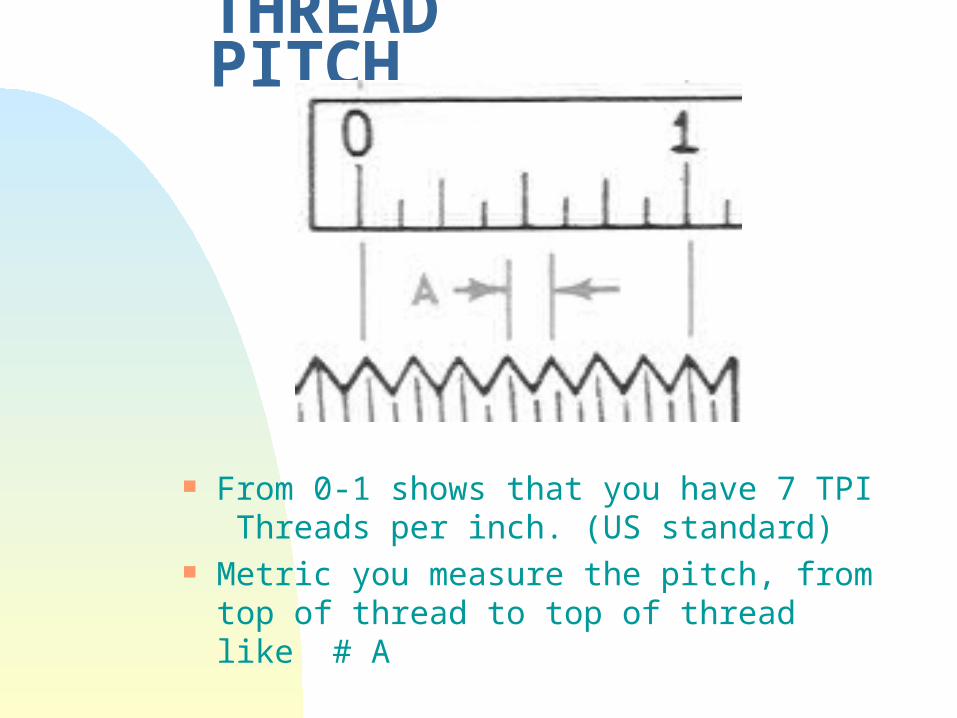
THREAD PITCH
From 0-1 shows that you have 7 TPI Threads per inch. (US standard)
Metric you measure the pitch, from top of thread to top of thread like # A
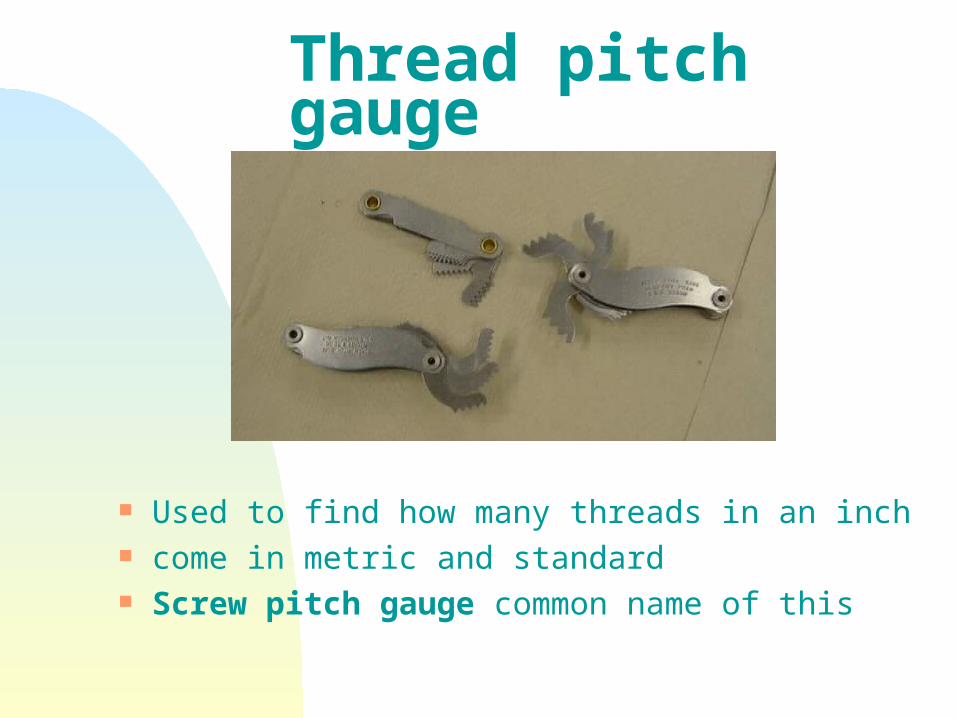
Thread pitch gauge
Used to find how many threads in an inch come in metric and standard Screw pitch gauge common name of this
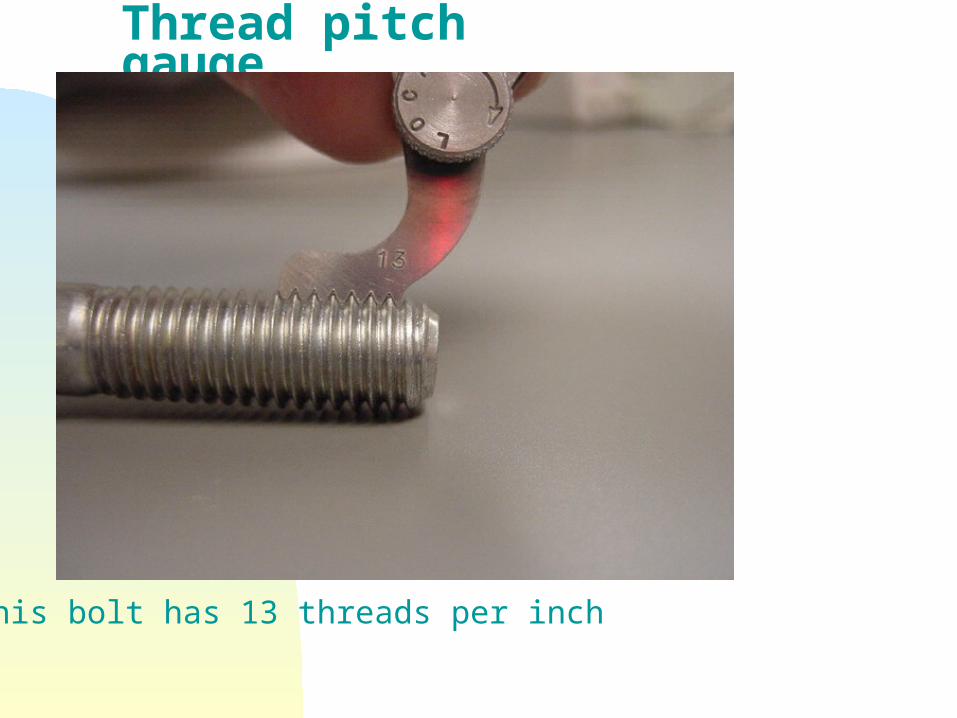
Thread pitch gauge
This bolt has 13 threads per inch
Thread Designations US Threads To write out Thread designations for US
bolts first you give the Diameter then the Thread Pitch then the Length
D X TPI X L ½ X 13 X 2 ½
Take a bolt and give me the Thread designations for it.
You can always add the grade of the bolt. Such as grade 5
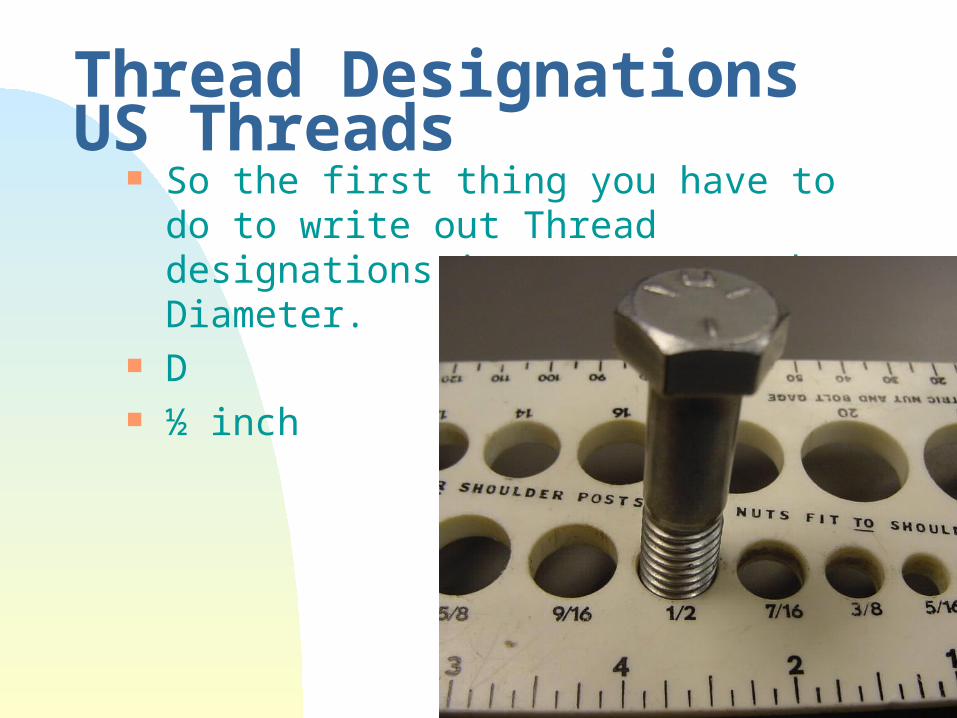
Thread Designations US Threads So the first thing you have to do to write out
Thread designations is to measure the Diameter.
D ½ inch
Thread Designations US Threads
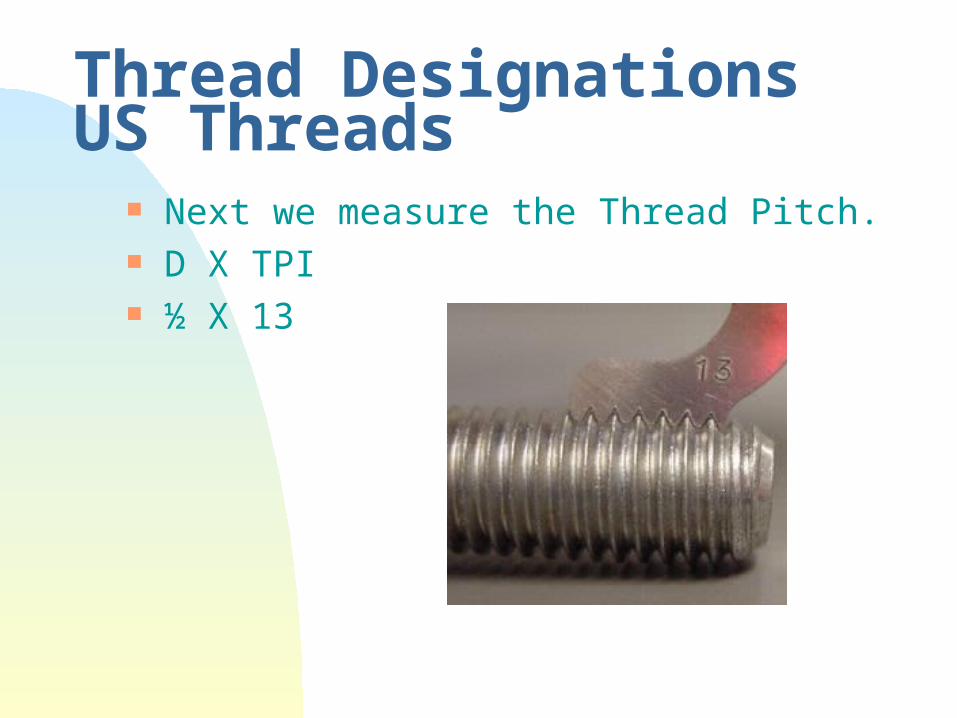
Next we measure the Thread Pitch. D X TPI ½ X 13
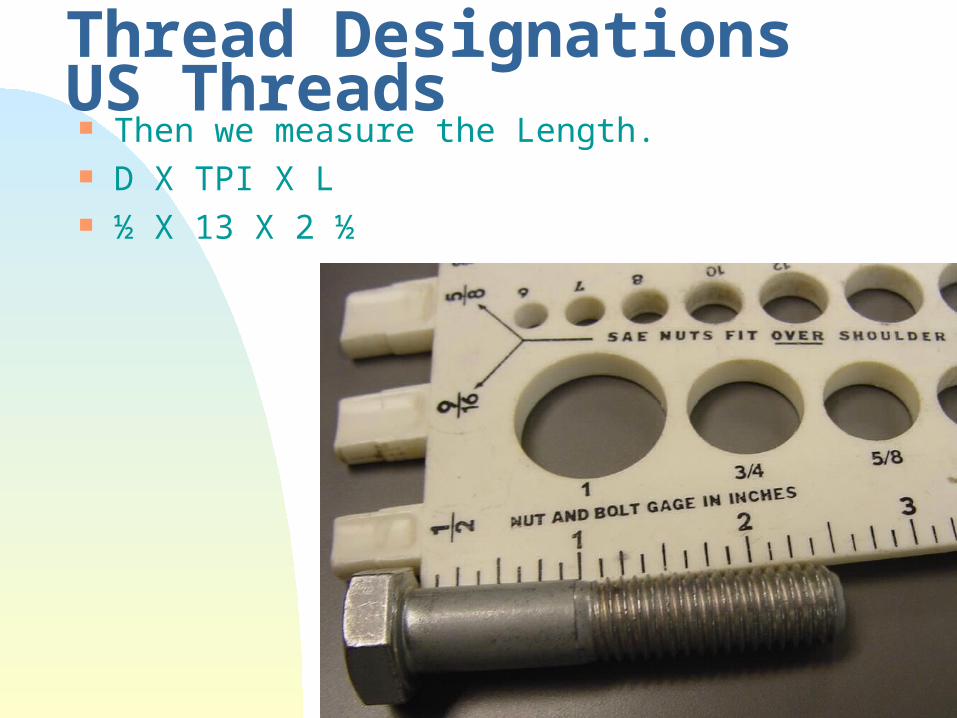
Thread Designations US Threads Then we measure the Length. D X TPI X L ½ X 13 X 2 ½
Thread Designations US Threads You can always add the grade of the bolt.
Such as grade 5
D X TPI X L ½ X 13 X 2 ½ Gr 5 Zinc plated steel
Also what finish do you want it to be. Stainless - Brass - Titanium - Zinc - Plain - Black Oxide
METRIC FASTENERS SIMILAR TO ENGLISH SYSTEM THREAD DIAMETER IS EXPRESSED IN
MILLIMETERS (mm) THREAD TYPE IS DIFFERENT
THREAD SIZE IS DETERMINED BY MEASURING THE DISTANCE IN MILLIMETERS FROM CREST OF ONE THREAD TO CREST OF NEXT ONE.
Example 1.00, 1.25, AND 1.50
Thread Designations for Metric To write out Thread designations for Metric
bolts first you give the Diameter then the Thread Pitch then the Length. Only this time it should be in millimeters
D X TPI X L M12 X 1.50 X 60
You can always add the Class (grade) of the bolt. Such as 4.8, 8.8, 10.8
SPECIAL FASTENERS LEFT HAND FASTENERS
CAN HAVE A “L” OR A “LH” STAMPED ON THEM
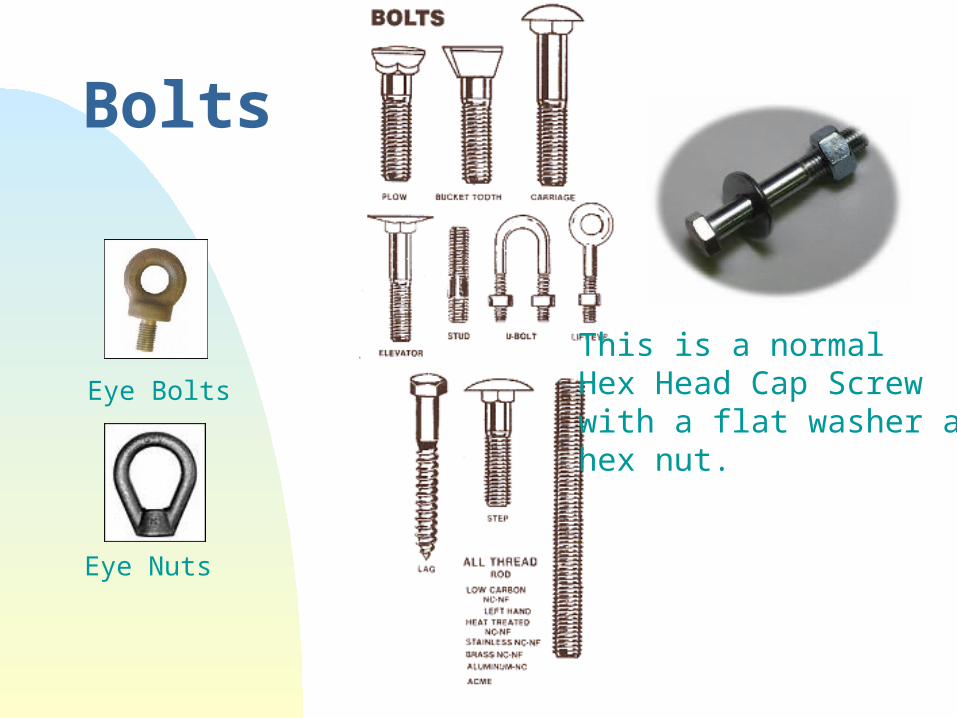
This is a normalHex Head Cap Screwwith a flat washer andhex nut.
Bolts
Eye Bolts
Eye Nuts
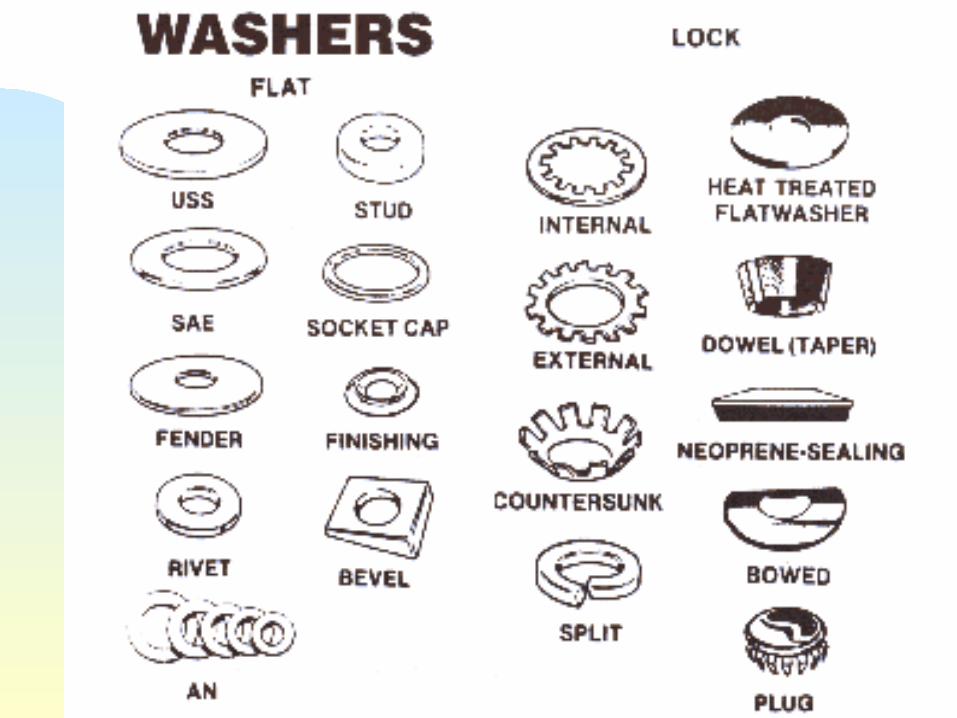
Washers
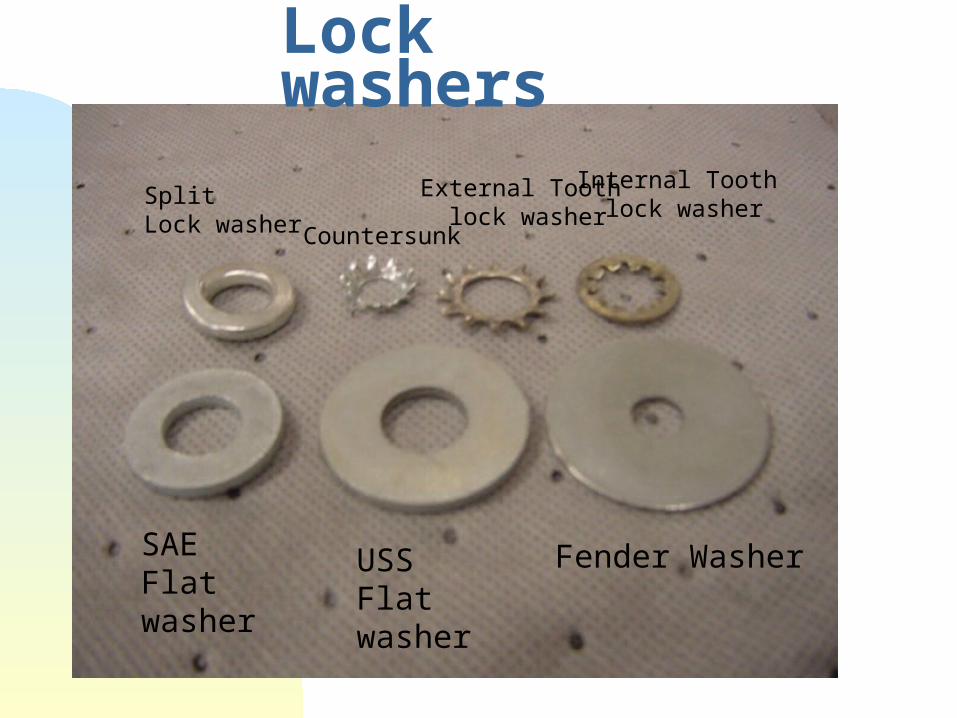
Lock washers
Internal Tooth lock washer
External Tooth lock washer
Countersunk
SplitLock washer
SAEFlatwasher
USSFlatwasher
Fender Washer
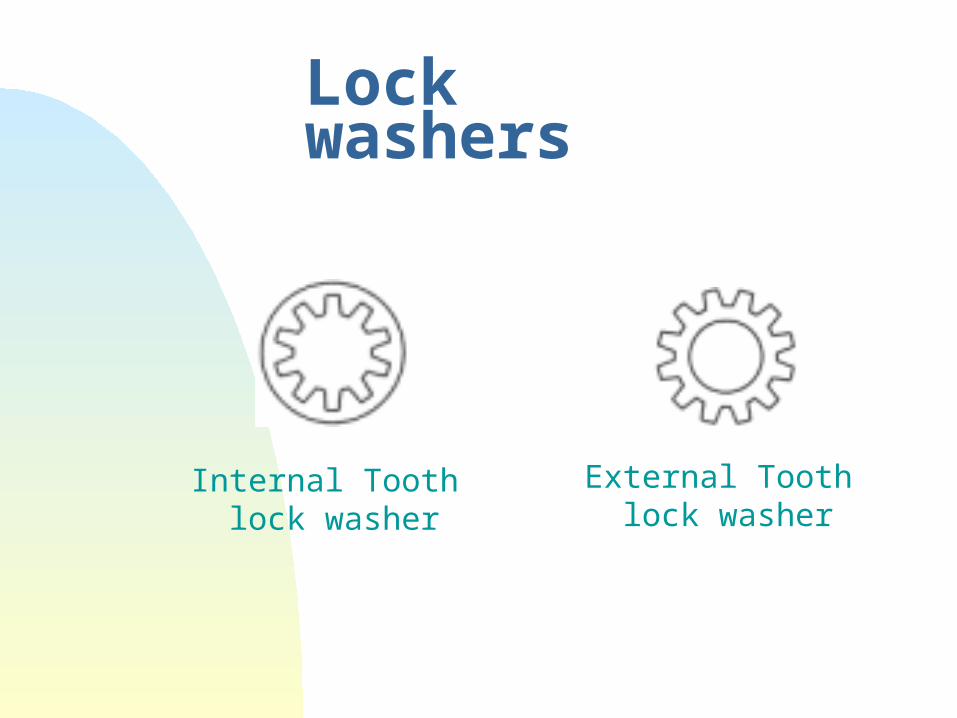
Lock washers
Internal Tooth lock washer
External Tooth lock washer
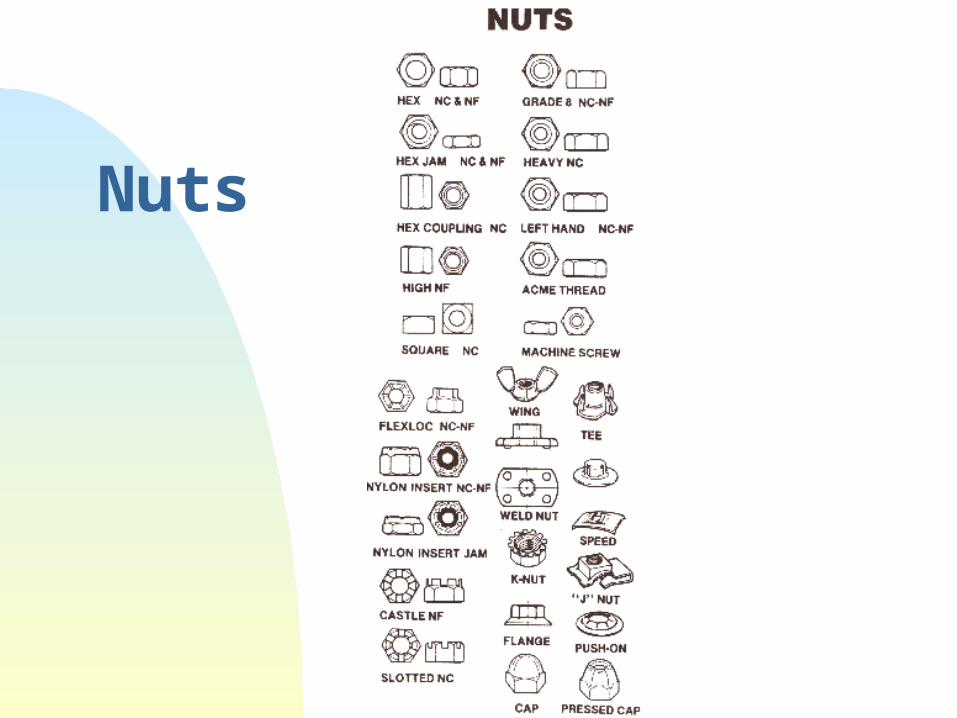
Nuts
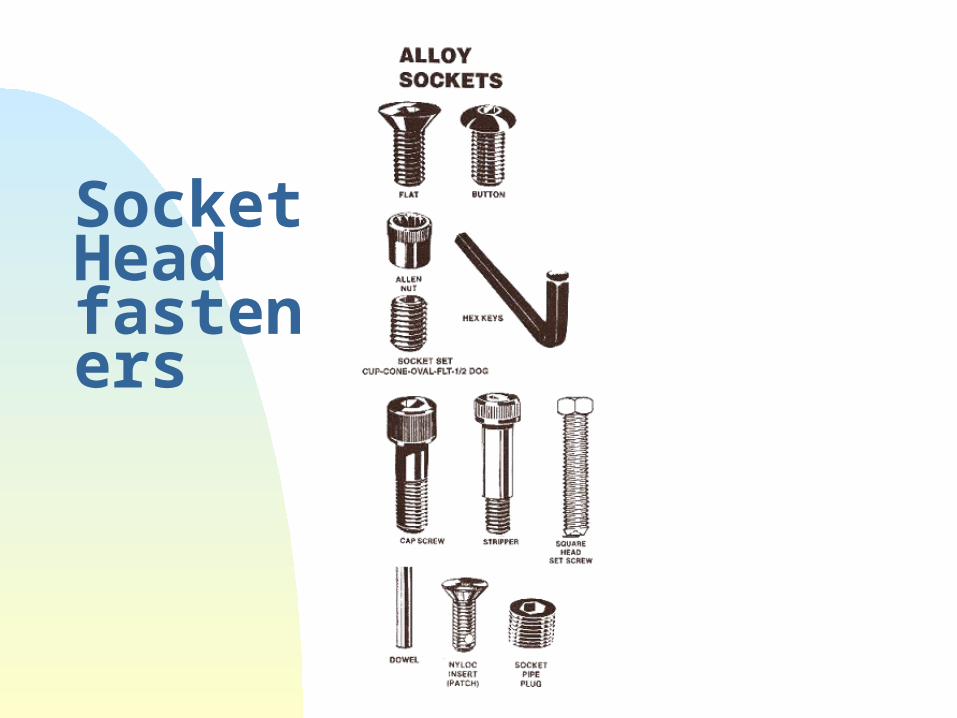
Socket Head fasteners
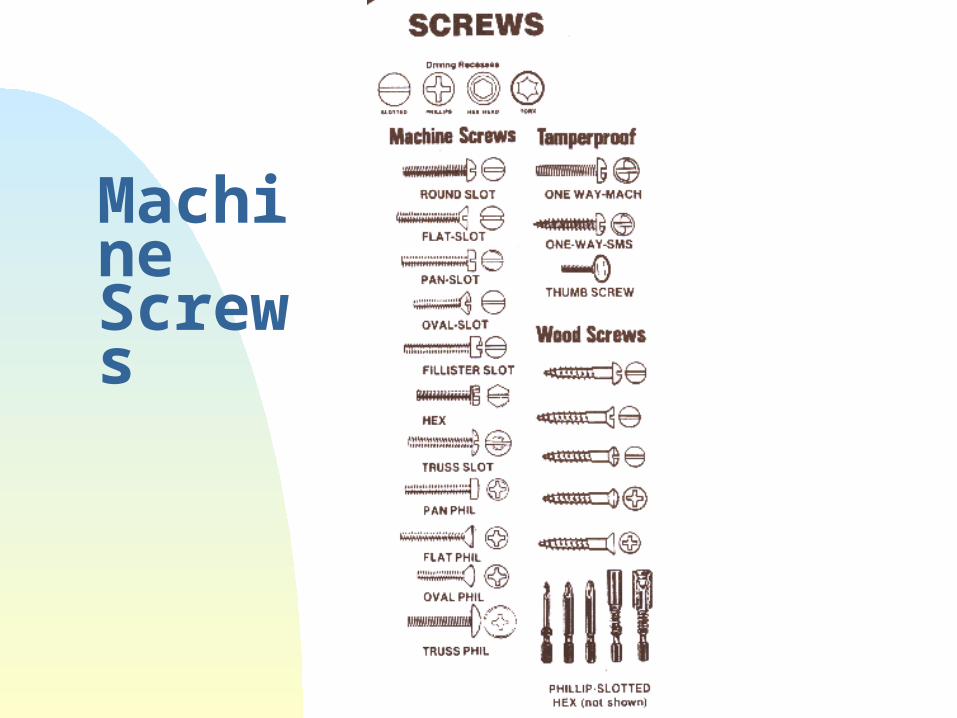
Machine Screws
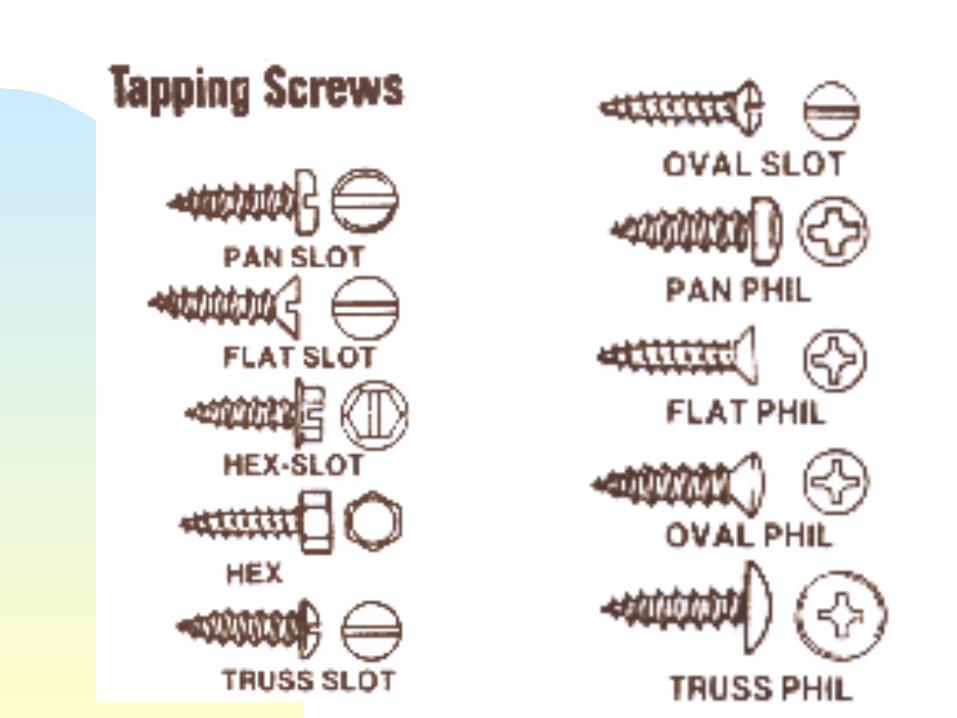
Tapping Screws

Machine Screws
AARON'S CAP SCREWS
Go here to find out more info

Machine Screws
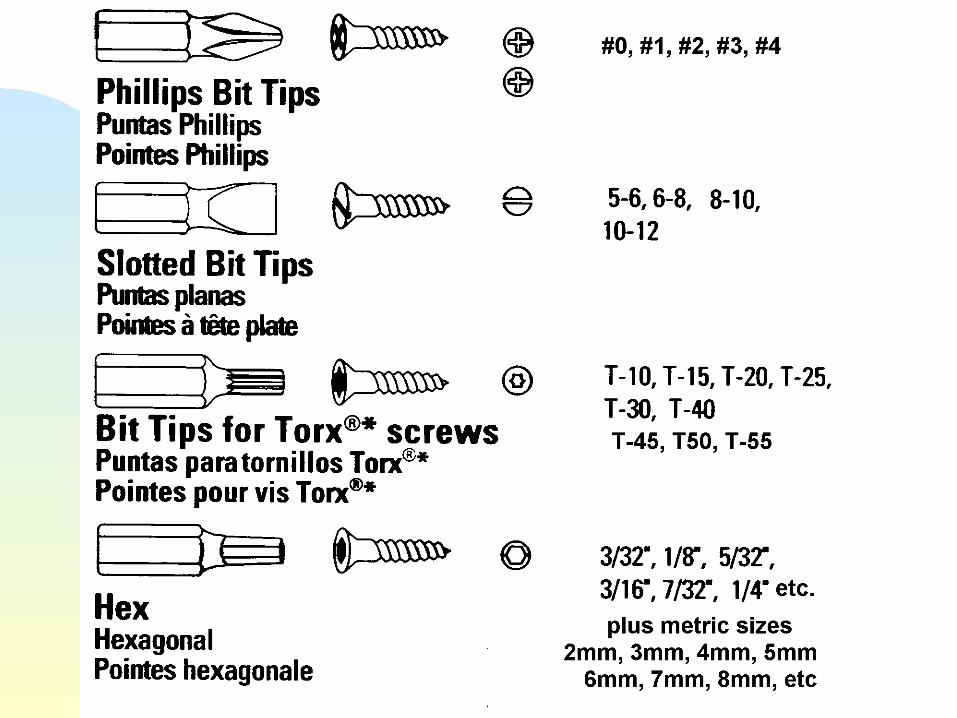
Bit Tips
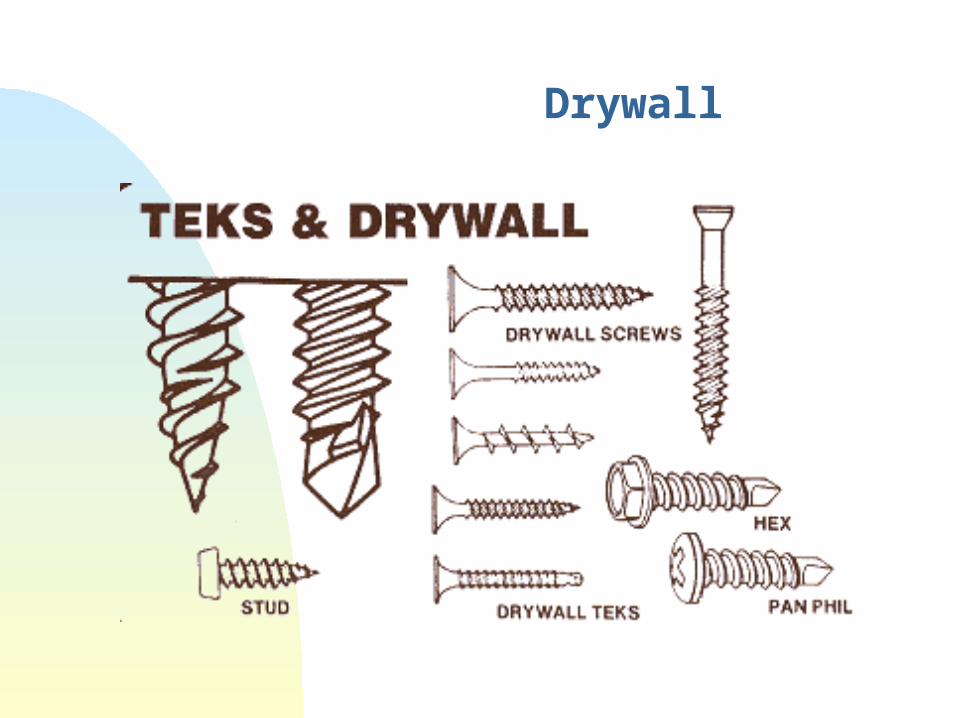
Drywall
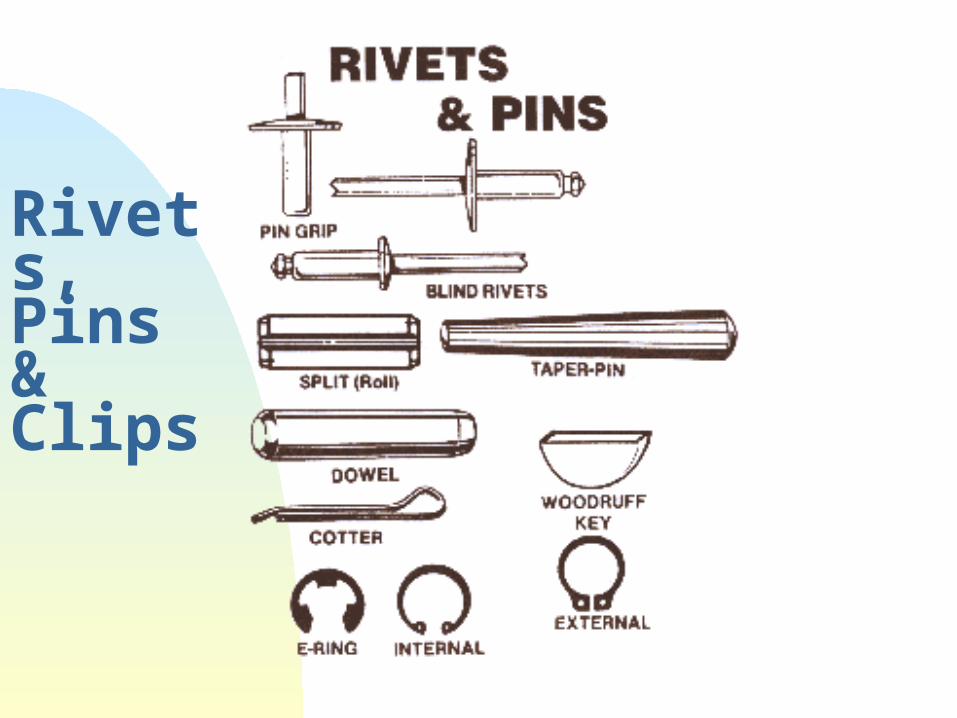
Rivets, Pins & Clips
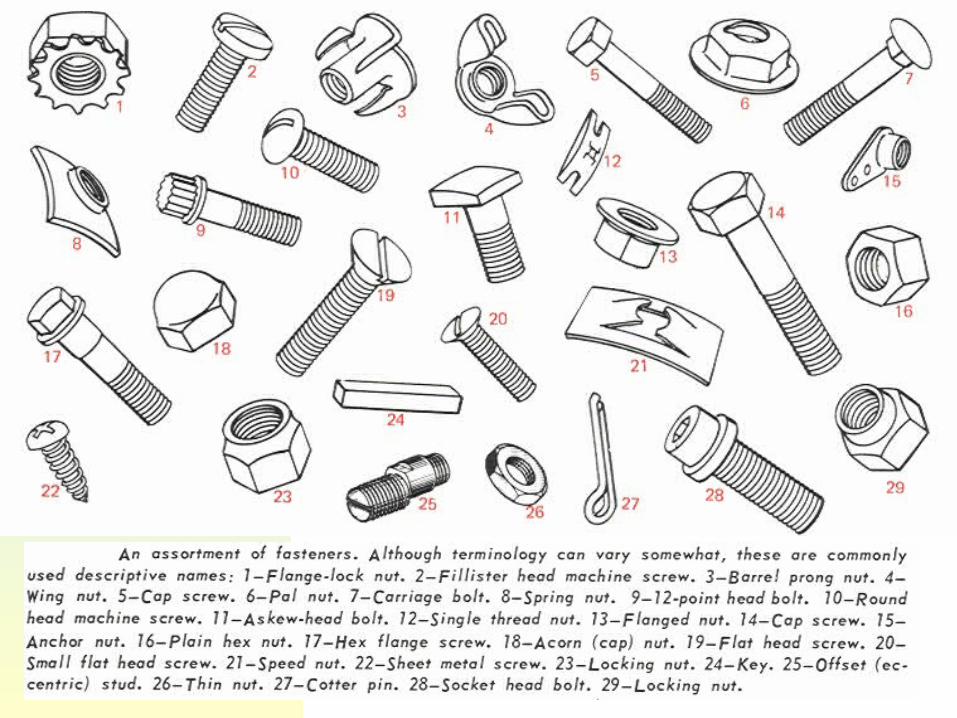
Fastener Assortment
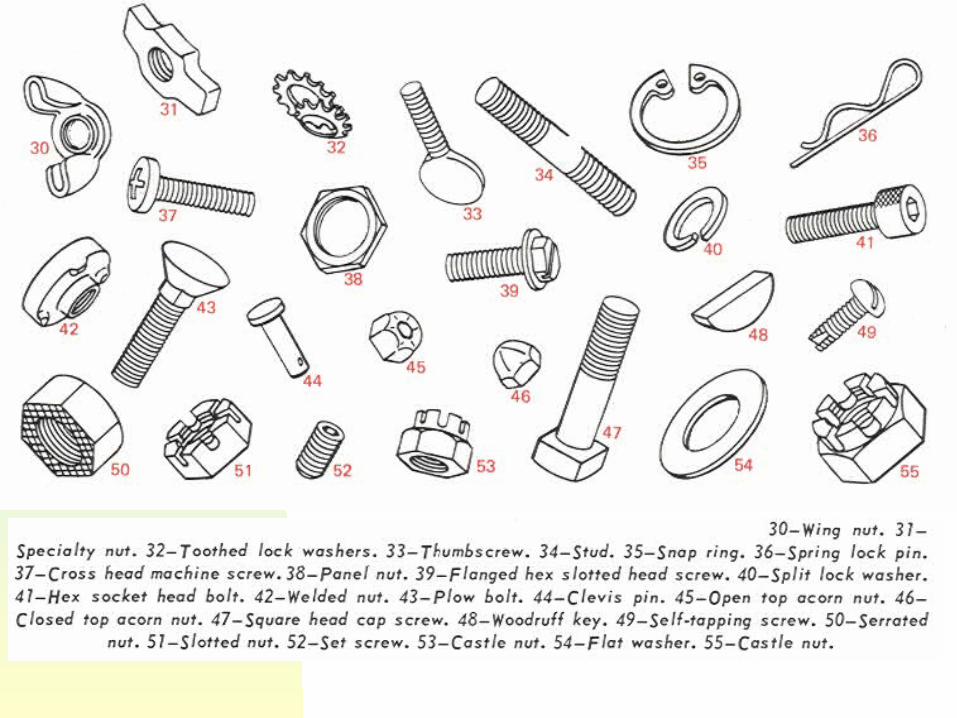
Fastener Assortment

Name the different clips
Internal snap ring
Pal nutExternal snap ring
Grease Zerk
Blind Rivets
Wing Nut E-ClipSplit or Roll Pin
Hitch pin clip
CotterPin
Set Screw
Stud
Thin or Jam nut
Speed nuts
Lock nut

Name the clips
Internal clip for a drive line (U-Joint Cross)
External clip for a drive line
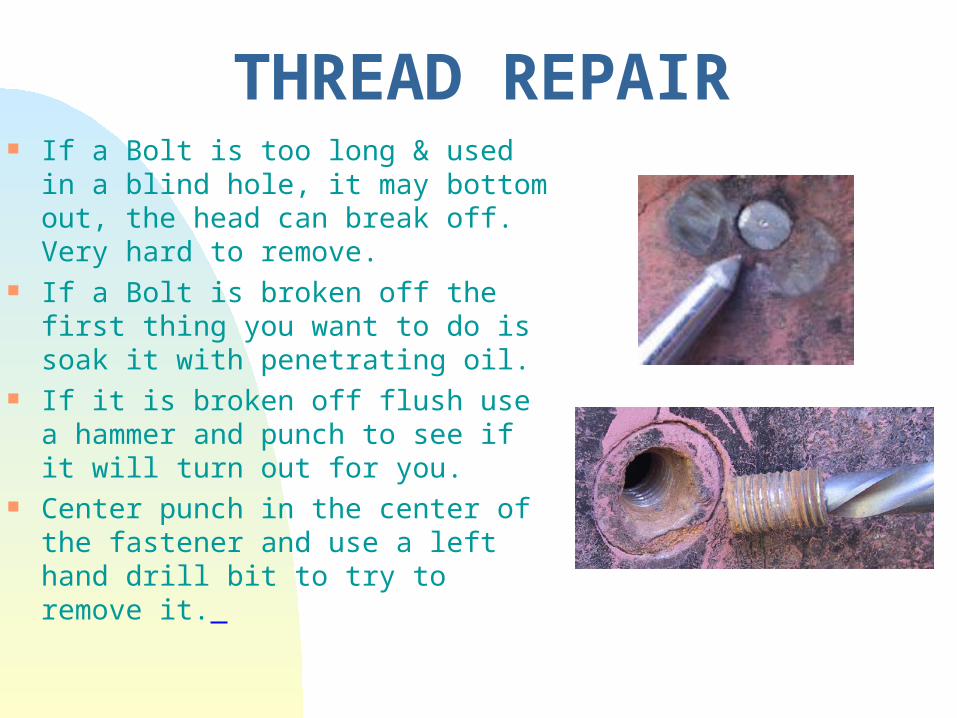
THREAD REPAIR If a Bolt is too long & used in a blind
hole, it may bottom out, the head can break off. Very hard to remove.
If a Bolt is broken off the first thing you want to do is soak it with penetrating oil.
If it is broken off flush use a hammer and punch to see if it will turn out for you.
Center punch in the center of the fastener and use a left hand drill bit to try to remove it.
THREAD REPAIR If the end of the broken bolt is not flat use a
cutoff saw or grinder to flatten it out. Another trick; if you cannot get the center
punch centered, (or if you mess up) try using a small dremel grinder with a small carbide bit to grind a spot in the center.
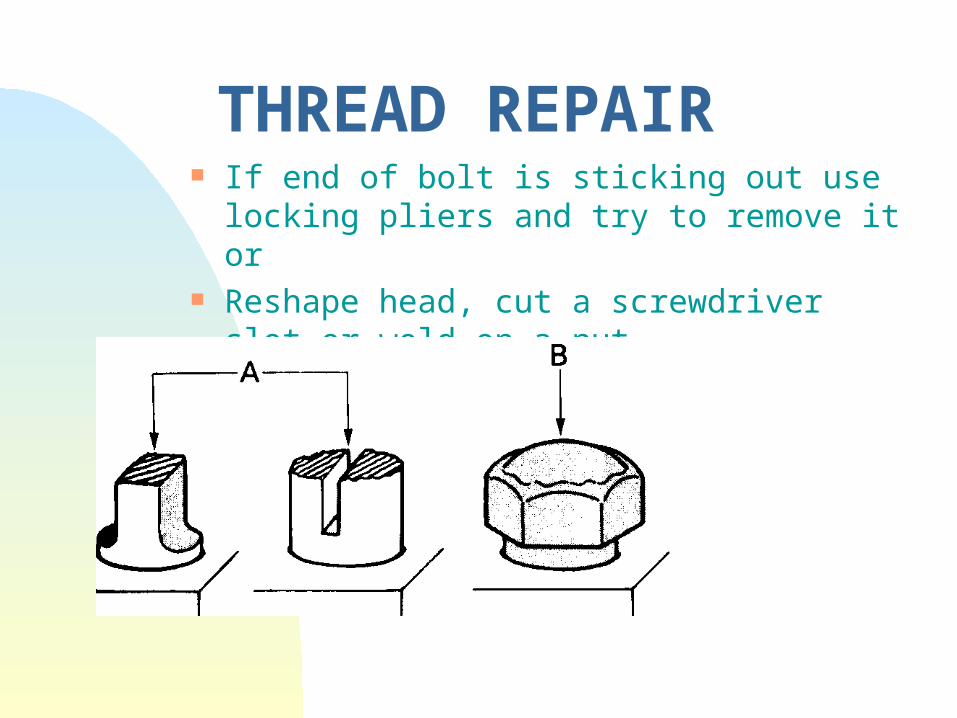
THREAD REPAIR If end of bolt is sticking out use locking
pliers and try to remove it or Reshape head, cut a screwdriver slot or
weld on a nut.
THREAD REPAIR Matt Brubaker says,
Center punch, then drill a small hole all the way through the stud, insert the straw of your favorite penetrating oil and give a squirt, next pressurize the hole with a rubber tipped blow gun for 30 sec. Another squirt and 30 more seconds of air pressure.
Then I drill again for the largest possible easy out yet leaving enough stud so the easy out doesn't dig into the
head and that has worked very well for me.
THREAD REPAIR Timothy Filbin says, Drill a hole in the broken
stud or bolt, it doesn't need to be all the way through. Heat up the broken stud or bolt with a torch (a small propane unit will do), get a small diameter birthday cake candle and touch the end of the candle to the edge of the exposed threads. The heat will melt the wax and pull it into the threads just like when soldering copper tubing.
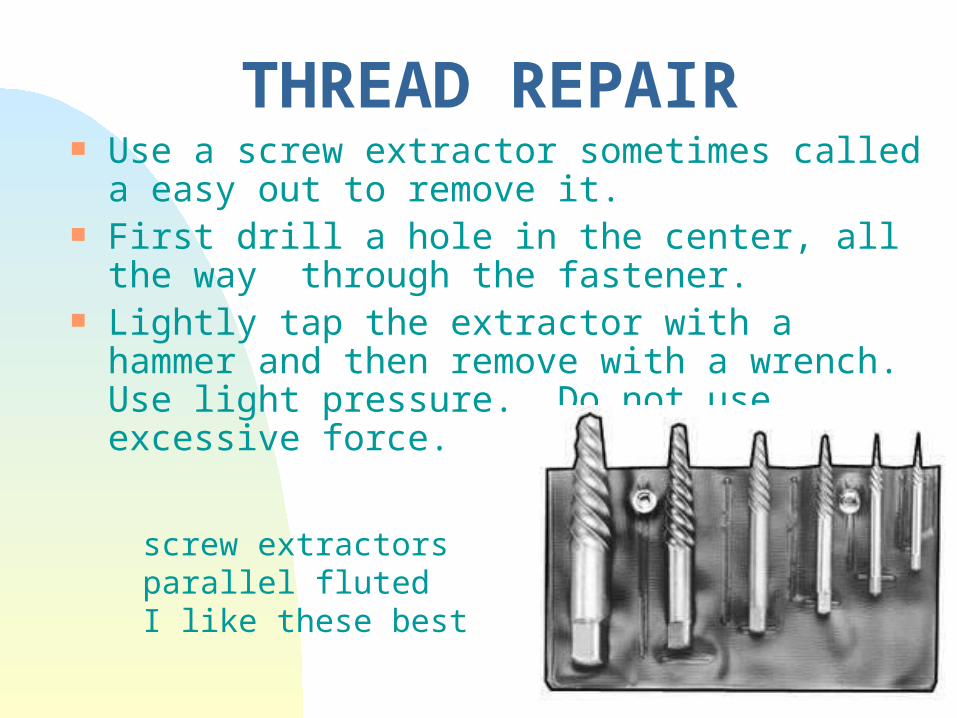
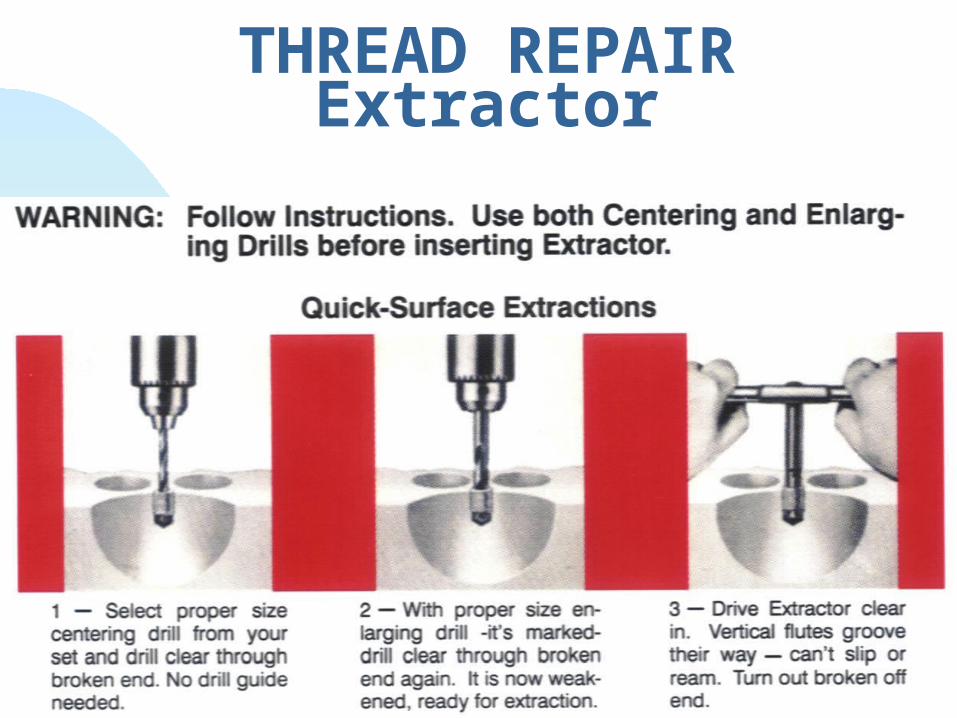
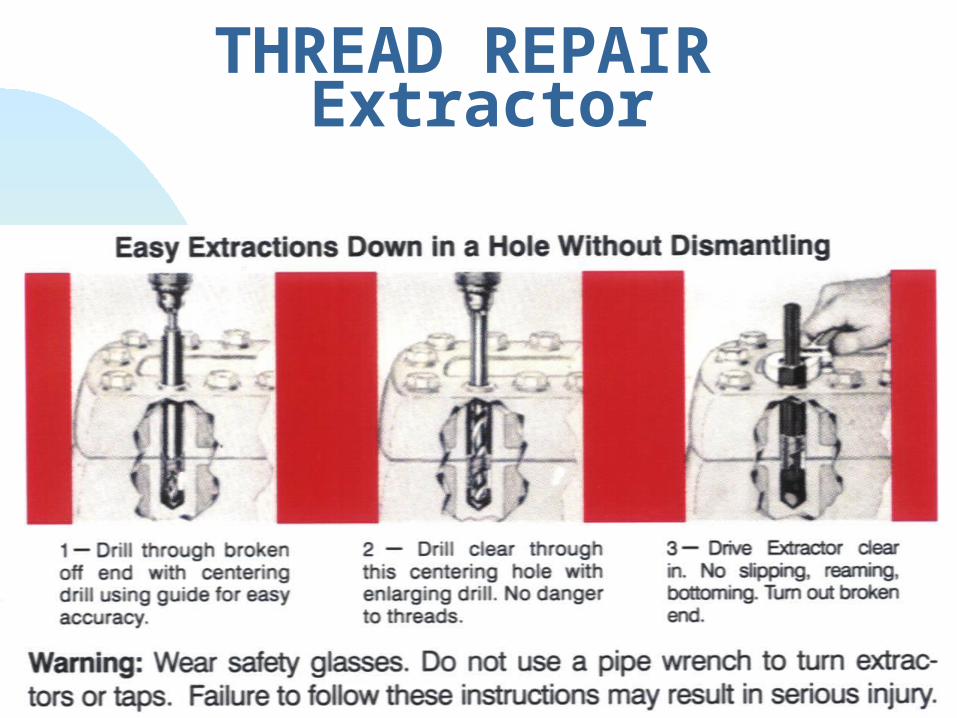
THREAD REPAIR Use a screw extractor sometimes called a easy
out to remove it. First drill a hole in the center, all the way through
the fastener. Lightly tap the extractor with a hammer and then
remove with a wrench. Use light pressure. Do not use excessive force.
screw extractorsparallel fluted I like these best
THREAD REPAIR Do not break off the extractor or tap in the hole it
is harden steel almost impossible to get out. If it does not come out drill out and retap the hole. You may also try using heat and water (or
penetrating oil) to heat the area around the bolt and cool the fastener. Just remember you could wind up with a harden bolt in the hole.
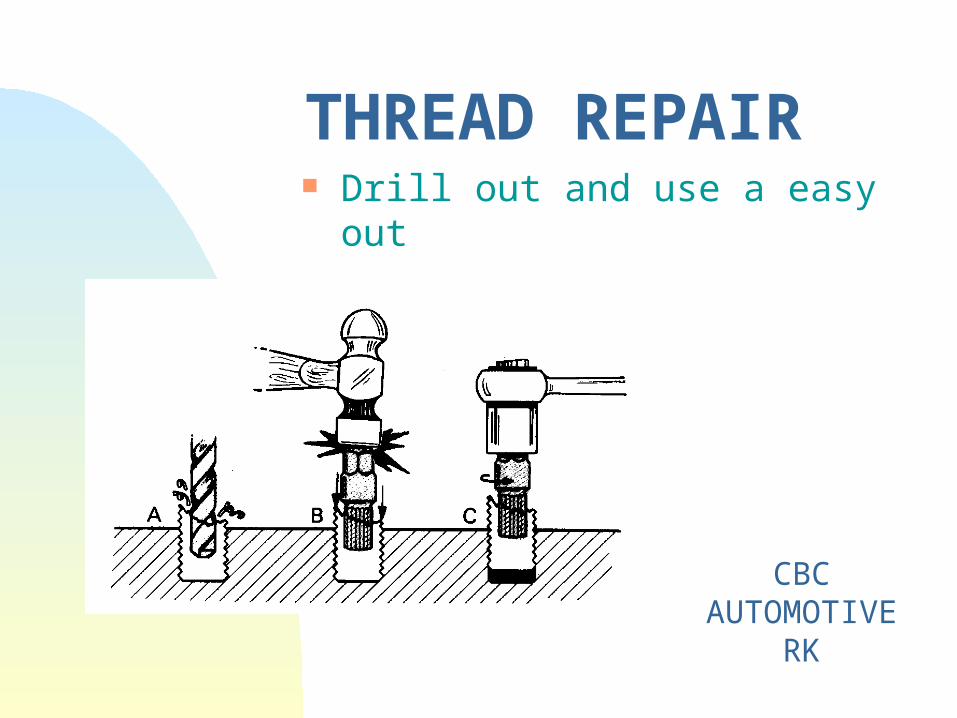
THREAD REPAIR Drill out and use a easy out
CBCAUTOMOTIVE
RK
THREAD REPAIRExtractor
THREAD REPAIR Extractor

Heli Coil EZ-LOK
Make sure you use the right drill & tap size
THREAD REPAIR
THREAD REPAIR
Thread lockers Anaerobic cures after the components are
put together Locks Bolts & Studs against Vibration loosening
Four colors Use on screws up to ¼ - Purple # 242 Able to Remove ¼ to 3/4" Bolts - Blue # 271 High Strength Hard to Remove 3/8 to 1" - Red # 290 Wicking Grade for Preassembled Parts - Green
# could be different due to size of bottle Clean and dry all parts removing dirt, oil, grease and/or any
foreign material Watch video at
http://www.permatex.com/trainingvideos.htm

Purple Thread lockers
Low strength Use on screws up to ¼ Applied BEFORE Assembly Carburetors, relay locks,
headlamps, throttle body assembly, choke assembly and fuel injection set screws, body panel mounting fasteners
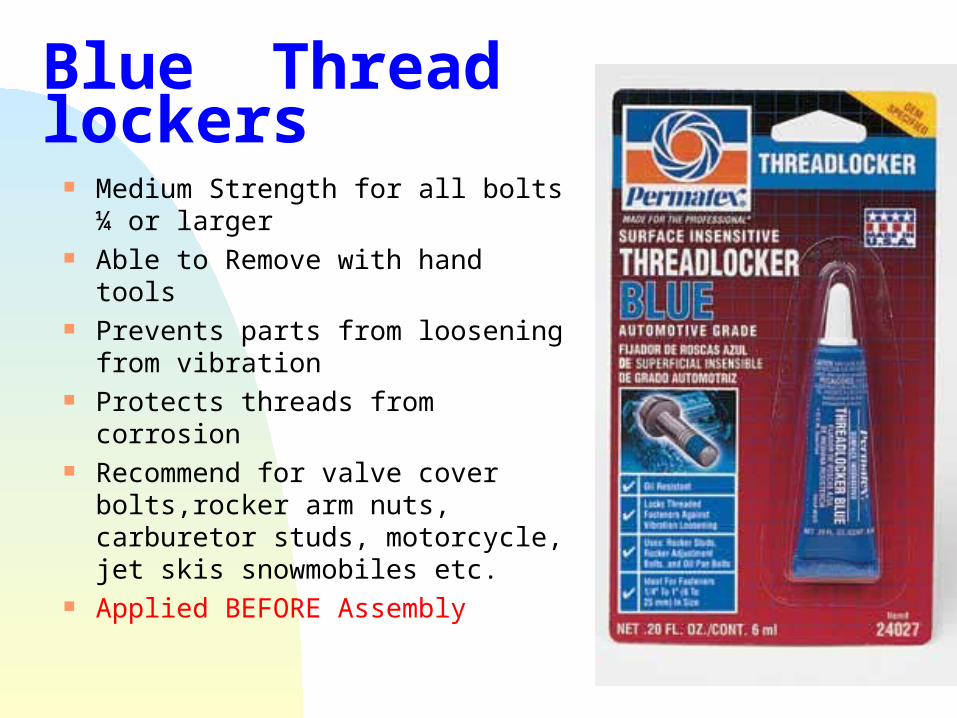
Blue Thread lockers Medium Strength for all bolts ¼
or larger Able to Remove with hand tools Prevents parts from loosening
from vibration Protects threads from corrosion Recommend for valve cover
bolts,rocker arm nuts, carburetor studs, motorcycle, jet skis snowmobiles etc.
Applied BEFORE Assembly

Red Thread lockers High Strength Hard to Remove Works well for studs and press fit Locks against heavy vibration Requires extra effort to remove or
special tools like heat Applied BEFORE Assembly OEM specified as 271

Green Thread lockers
Wicking Grade for Pre-assembled Parts
Use on Calibration and adjustment screws
Applied AFTER Assembly OEM specified as 290
There is also a Green High Strength for sleeves
Thread / Pipe Sealant Thread Sealant for metal
tapered pipe threads and fittings replaces teflon tape
Suggested applications Stainless steel fittings, head
bolts into through holes, oil PSI sending units/sensors, oil and coolant lines, intake manifold switches, rear axle fill plug, fuel fittings

Teflon Tape Prevents leaks Just wrap tape
around threads Use on stainless, aluminum,
plastic, iron, copper, or brass.
BOLT PAINTING Many cars left the factory with painted bolts, nuts
and other assorted fasteners. The problem for the garage restorer is that these freshly repainted pieces chip and mar easily. So do what the factory did: Bake the paint on. An old toaster oven is perfect for this task--just set the oven to 325 degrees and let the parts bake for a half-hour. This process sometimes changes the color of paints
Thanks to enjoy the drive by SEMA
http://www.enjoythedrive.com/content/?id=7175
The end for now most of these pictures were borrowed off of the web site
More training information athttp://www.boltdepot.com/fastener-information/Default.aspx
And the Permatex web site a big Thank you goes to both sites
& torque charts from