feniks technology bl-250 & accessories
TRANSCRIPT

SHRINKABLE LABEL APPLICATION SYSTEMS
1

Feniks Etiket ve Ambalaj has started to support its 2007-dated shrinkable label printing and production facility with the production of application machines which has started in 2008. Since then production of applicators, steam and electric tunnels, and their peripheral equipment have been produced under the brand of FENIKS TECHNOLOGY.
Feniks leans on 3 basic principles in the production of machines :
1. Quicker pay-back of the investment made by the customers,
2. Designs which enable self-maintenance services to be run by the customers,
3. Minimum wastage of the properly-produced labels and maximum performance...
Feniks never produces 100 % alike machines by the design and technical construction. In every production project models evolve to a new version and solves another problem of a new customer. Just for this reason Feniks is always the address for the customers having difficulties in their applications.
Feniks always belies itself rather the customer. All its machines running at the customers’ plants perform over capacity than proposed during the sales agreement.
Compensating the profit lost during the machine sales by the service charges collected after the sales is never the sales strategy of Feniks. The least of its income is from after-sales services.
Shortly, Feniks produces machines, and the customers makes profit by using them....
2

BL-250 Shrink Label
Application Machine
Film Thickness µm 35-80
Film Width (LFW) mm 40-300
Cut Length (CL) mm 30-270
Film Type OPS/PET/PVC
Working Speed Ad/Dk 250
(for CL=100 mm)
Servo Motors W 1 x 700 1 x 400
Motors W 1 x 40 2 x 30
Power Source V 380 V / 50 Hz
Dimensions (L*W*H) cm 120*109*228
Machine Net Weight kg 300
3
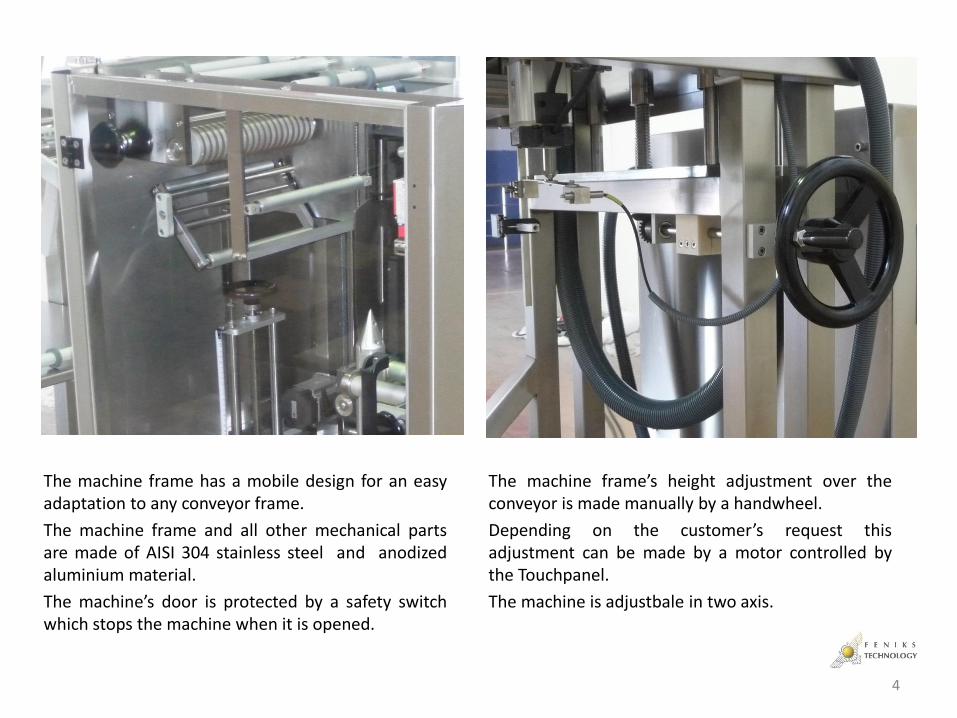
The machine frame has a mobile design for an easy adaptation to any conveyor frame.
The machine frame and all other mechanical parts are made of AISI 304 stainless steel and anodized aluminium material.
The machine’s door is protected by a safety switch which stops the machine when it is opened.
The machine frame’s height adjustment over the conveyor is made manually by a handwheel.
Depending on the customer’s request this adjustment can be made by a motor controlled by the Touchpanel.
The machine is adjustbale in two axis.
4

Japanese made ORIENTAL brushless motos are used for the film application on bottles.
In high-speed applications this job is made by PANASONIC branded servo motors and drivers.
Film feed job is made by PANASONIC servo motors and drivers.
WEIDMULLER branded relays and contactors shows the high quality and the safety level of the electric control panel.
Film feed, cutting area and the bottles are detected by SICK and KEYENCE branded sensors.
5

User-friendly cutting mechanism is composed of 5 or 6 rotating blades connected to eachother with a belt and driven by PANASONIC servo motor.
Thanks to its design Cut Set change needed for different bottle dimensions is made in max 10 minutes even by a medium-qualified operator.
PLC and the Touchpanel which eases the cut length and all timing adjustments are PANASONIC or SIEMENS branded.
All software related operation problems are easily resolved remotely by Feniks technicians with the help of a modem connection already existing on the machine.
All operational problems are detected automatically and informed to the operator with the help of a 5-colour light and buzzer.
Tension control of the film roll is automatically made on the machine. →
As a requirement of the application on different bottle sizes film former can be changed easily and adjusted sensitively in a short time with the rollers stabilized at five points.
6
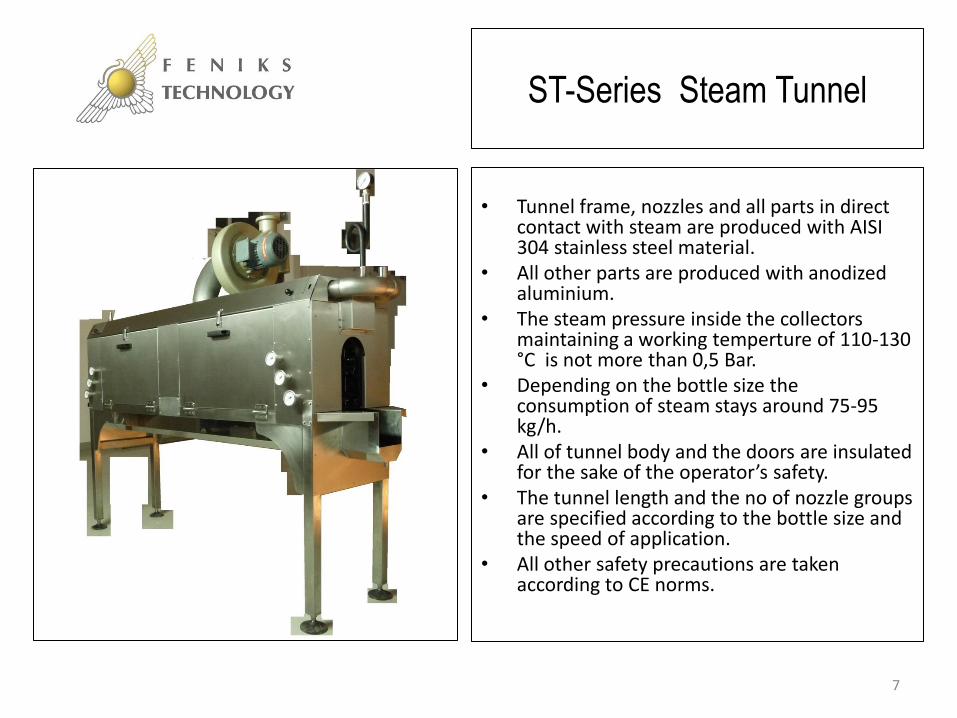
• Tunnel frame, nozzles and all parts in direct
contact with steam are produced with AISI 304 stainless steel material.
• All other parts are produced with anodized aluminium.
• The steam pressure inside the collectors maintaining a working temperture of 110-130 °C is not more than 0,5 Bar.
• Depending on the bottle size the consumption of steam stays around 75-95 kg/h.
• All of tunnel body and the doors are insulated for the sake of the operator’s safety.
• The tunnel length and the no of nozzle groups are specified according to the bottle size and the speed of application.
• All other safety precautions are taken according to CE norms.
ST-Series Steam Tunnel
7

All nozzle groups are adjustable on a scale in two axis as up-down and back-forth. Thanks to this design it is very easy to adjust the nozzles according to the bottle dimensions.
Steam and temperture generated by each nozzle group is controlled individually. İdeal tünel ısısı elde edilirken gereksiz buhar kullanımının önüne geçilmiş olur.
The tunnel is equipped with a safety valve to take precautions against the sudden pressure increases.
Water condensed inside the tunnel is drained by a channel. In this way the location of the tunnel always stays dry and clean.
8

• Tunnel frame, nozzles and all parts in direct contact with steam are produced with AISI 304 stainless steel and anodized aluminium material.
• Pressure and air flow obtained from a 7,5-kw blower is controlled by a speed control unit.
• Aero-dynamic design of the nozzles suitable for the pressurized air flow helps to save energy consumed by the blower.
• Adjustable nozzles allow easy positioning for different bottles designs.
• Noise level is not over 65 dB due to the sound insulation on the tunnel.
• The tunnel length and the no of nozzle groups are specified according to the bottle size and the speed of application.
• Its drainage system can easily be connected to the steam tunnel’s drain channel.
BD-Series Drying Tunnel
9

TIMING SCREW The frame is made of AISI 304 stainless steel and anodized aluminium. The bottles are detected with KEYENCE sensors. Space between the bottles can be adjusted with the help of MITSUBISHI speed control unit. The bottles are not jammed due to its helicial design. It stops feeding bottles when there is a problem with the application. It is easily installed on any type of conveyor. The helicial screw is changed quickly for the different bottles.
Accessories
TIMING WHEEL The frame is made of AISI 304 stainless steel and anodized aluminium. The bottles are detected with KEYENCE sensors. Space between the bottles can be adjusted with the help of MITSUBISHI speed control unit. Timing wheel is covered with friction resistant rubber. It is easily assembled on any conveyor frame. There is no change-over for different bottles. It is most suitable for glass bottles and jars.
LABEL TAMPING DEVICE It is used for positioning the label on the bottle. The frame is made of AISI 304 stainless steel and anodized aluminium. It works in synchronixation with the machine with the help of MITSUBISHI speed control unit. It is used for positioning the label on the bottle. It is easily assembled on any conveyor frame. There is no change-over for different bottles. It is suitable for all types of bottles and jars.
10

LABEL POSITIONING BRUSH It is used for positioning the label on the bottle. The frame is made of AISI 304 stainless steel and anodized aluminium. It works in synchronixation with the machine with the help of MITSUBISHI speed control unit. It is easily assembled on any conveyor frame. There is no change-over for different bottles. It is suitable for all types of bottles and jars.
Accessories
PREHEATING GUN AND BLOWER It is used to fix the label at a position before the bottle goes into the heat tunnel. The frame is made of AISI 304 stainless steel and anodized aluminium. Temperture emitted by LEISTER 0.7 kw heat gun can be adjusted between 50-600 °C. LEISTER’S durable plastic case and long-life resistors offer an an aesthetic design. Air flow provided by an external blower can be adjusted. It has interchangeable airflow nozzles. It works in synchronization with the machine. No air-no heat.
PREHEATING GUN It is used to fix the label at a position before the bottle goes into the heat tunnel. The frame is made of AISI 304 stainless steel and anodized aluminium. Temperture emitted by LEISTER 0.7 kw heat gun can be adjusted between 50-600 °C. LEISTER’S durable plastic case and long-life resistors offer an an aesthetic design Air flow provided by an internal blower which can be adjusted manually. It has interchangeable airflow nozzles. It works stand-alone.
11

CONVEYOR
Gövdesi, ayakları ve tüm bağlantı elemanları AISI-304 kalite paslanmaz çelik malzeme ile üretilir.
Tahrik sisteminde BONFIGLIOLI marka motor ve redüktör ve ABB hız kontrol sistemi kullanılır.
Projeye göre uzunluğu ve paslanmaz çelik baklaların genişliği tayin edilir.
İsteğe göre, kendinden yağlama sistemi ilave edilir.
Devrilme riski yüksek olan boş şişelere yapılan shrink etiket uygulamalarında vakumlu konveyörlerin kullanılması tavsiye edilir.
Accessories
Stackers and denesters for the empty PS/PP cups and unscrumblers for the empty plastic bottles are also projected by Feniks Technical Team.
MANUAL ROLL SPLICER
Roll splicers offered by Feniks are various.
In Manual Roll Splicer the second roll can be stitched to the first roll manually when the first roll is about to end. System can continue without stopping.
The film is fed with the help of a servo motor which works in synchronization with the tension control system of the machine.
Other splicer designs ara available for high-speed lines .
12

A Typical Layout
13

14