flugas - amra · impianti, enti di gestione e controllo, ... il termine gassificazione comprende i...
TRANSCRIPT

CCeennttrroo RReeggiioonnaallee ddii CCoommppeetteennzzaaAAnnaalliissii ee MMoonniittoorraaggggiioo ddeell RRiisscchhiioo AAmmbbiieennttaallee
SSeeccoonnddaa UUnniivveerrssiittàà ddeeggllii SSttuuddii ddii NNaappoolliiDDiippaarrttiimmeennttoo ddii SScciieennzzee AAmmbbiieennttaallii
FFlluuGGaassGGaassssiiffiiccaattoorree aa lleettttoo fflluuiiddoo
di combustibili alternativi
Manuale tecnico a cura di:
UUmmbbeerrttoo AArreennaaMMaarriiaa LLaauurraa MMaasstteelllloonnee

CCeennttrroo RReeggiioonnaallee ddii CCoommppeetteennzzaaAAnnaalliissii ee MMoonniittoorraaggggiioo ddeell RRiisscchhiioo AAmmbbiieennttaallee
SSeeccoonnddaa UUnniivveerrssiittàà ddeeggllii SSttuuddii ddii NNaappoolliiDDiippaarrttiimmeennttoo ddii SScciieennzzee AAmmbbiieennttaallii
FFlluuGGaassGassificatore a letto fluido
di combustibili alternativi
Manuale tecnico a cura di:
UUmmbbeerrttoo AArreennaaMMaarriiaa LLaauurraa MMaasstteelllloonnee
Centro Regionale di CompetenzaAnalisi e Monitoraggio del Rischio AmbientalePolo delle Scienze e delle TecnologieDipartimento di Scienze FisicheC/o Facoltà di Ingegneria - Via Nuova Agnano, 11 - III Piano80125 - Napoli - Italywww.amra.unina.it [email protected]. +39 081 76-85125/124/115Fax +39 081 76-85144
AutoriUmberto Arena, Maria Laura MastelloneSeconda Università degli Studi di NapoliDipartimento di Scienze Ambientali
Coordinamento editorialeddooppppiiaavocewww.doppiavoce.it
Seconda edizione
Copyright © 2006 Università degli Studi di Napoli Federico II – CRdC-AMRA
Tutti i diritti riservatiÈ vietata ogni riproduzione

IInnddiiccee
LLaa pprroobblleemmaattiiccaa 5PPeerrcchhéé llaa ggaassssiiffiiccaazziioonnee?? 5PPeerrcchhéé ii rreeaattttoorrii aa lleettttoo fflluuiiddoo?? 9CCoonnffrroonnttoo ttrraa ii pprroocceessssii ddii ttrraattttaammeennttoo tteerrmmiiccoo ddii rriiffiiuuttii 10IIll mmeerrccaattoo aattttuuaallee ddeeii pprriinncciippaallii pprroocceessssii 14ddii ttrraattttaammeennttoo ddii rriiffiiuuttii
IIll ggaassssiiffiiccaattoorree aa lleettttoo fflluuiiddoo FFlluuGGaass 14BBiibblliiooggrraaffiiaa 21


LLaa pprroobblleemmaattiiccaa
La continua crescita della produzione di rifiuti solidi di origineurbana ed industriale impone ai decision-makers di cercare evalutare tecniche di gestione, ed in particolare di termovaloriz-zazione, che siano più ambientalmente compatibili e, allo stes-so tempo, anche economicamente sostenibili e socialmenteaccettabili.Studi di settore condotti da enti ed autori diversi negli ultimi anni[1-4], hanno mostrato che diversi nuovi processi di gassifica-zione (e di pirolisi) stanno attirando l’attenzione degli operatoriinternazionali del settore (imprenditori, gestori, costruttori diimpianti, enti di gestione e controllo, ecc.), proponendosi comealternativa concreta alla termovalorizzazione convenzionaleper combustione. Tali processi presentano aspetti vantaggiosiin termini di recupero di materia e di energia, di impattoambientale [5] e di accettabilità sociale ma sono per largaparte di definizione relativamente recente e, quindi, di minoreaffidabilità operativa rispetto alle tecnologie tradizionali. AMRA propone progetti di ricerca che indaghino proprio nellearee di maggiore incertezza tecnologica, utilizzando materialicombustibili e agenti gassificanti di elevato interesse, e impie-gando reattori di scala diversa, da quella di banco a quellapilota.
PPeerrcchhéé llaa ggaassssiiffiiccaazziioonnee??
Il termine gassificazione comprende i processi di conversione diqualsiasi combustibile carbonioso in un prodotto gassoso conun potere calorifico utilizzabile. Esclude quindi la combustione(perché i gas effluenti non hanno potere calorifico residuo) mainclude la pirolisi, l’ossidazione parziale, l’idrogenazione. La gassificazione di materiali solidi e liquidi a base carboniosaè nota da quasi duecento anni ed è stata ampiamente impie-gata per la produzione di gas di città nell’ultima parte del XIX edel XX secolo. Da allora, sono stati introdotti numerosi migliora-
5

menti in termini di soluzioni impiantistiche e di condizioni di pro-cesso, che consentono oggi di offrire una tecnologia più eco-nomicamente competitiva, di elevata efficienza energetica econ un impatto ambientale molto contenuto. I principali vantaggi della gassificazione nei confronti dellacombustione sono così schematizzabili:– llaa ggaassssiiffiiccaazziioonnee ooffffrree vvaannttaaggggii ssiiaa uuppssttrreeaamm (cioè sulla fles-
sibilità del combustibile in ingresso) ssiiaa ddoowwnnssttrreeaamm (cioèsulla flessibilità dei prodotti ottenuti). In pratica, tutti i mate-riali a base di carbonio, dal carbone alle biomasse, dai rifiu-ti (CDR, rifiuti plastici, scarti dei pulper, residui della rottama-zione delle auto) al gas naturale, possono essere gassificatidopo un’adeguata preparazione allo scopo di produrre gasdi sintesi da utilizzare per ulteriori processi per produzione dienergia e/o per produzione di prodotti chimici di base.
– llaa ggaassssiiffiiccaazziioonnee pprroodduuccee uunn vveettttoorree eenneerrggeettiiccoo, dando quin-di la possibilità di conservare (per poi usarla come e quandosi ritiene più opportuno) l’energia chimica del rifiuto nel gasdi sintesi prodotto, piuttosto che convertirla tutta e subito inenergia termica dei gas effluenti. Infatti, dalle reazioni:
C + 1/2 O2 → CO -111 MJ/kmolCO + 1/2 O2 → CO2 -283 MJ/kmolC + O2 → CO2 -394 MJ/kmol
si deduce che utilizzando il 28% del potere calorifico del car-bonio puro nella conversione da C solido a CO gassoso, il72% del potere calorifico del C è conservato nel gas. Nellarealtà, il combustibile conterrà anche idrogeno oltre al C, e lapercentuale del potere calorifico del combustibile originarioche diventa disponibile nel gas è, nei processi moderni, trail 75 e l’88% [6]. Se tale valore fosse stato del solo 50% omeno, la gassificazione non sarebbe mai diventata un pro-cesso di successo commerciale.
– progetti già in corso di impianti per produzione di energiaelettrica indicano che llaa ggaassssiiffiiccaazziioonnee ppuuòò rraaggggiiuunnggeerree eeffffii--cciieennzzee tteerrmmiicchhee eelleevvaattee ccoonn ccoossttii ddii ccaappiittaallee ccoonnvveenniieennttii. Sistima che si raggiungeranno efficienze tra il 45 e il 50% entroil 2010 (con costi di capitale di circa 800€/kWe) e tra il 50 eil 60% entro il 2020 (con costi di circa 700€/kWe) [7].
6
– laa ggaassssiiffiiccaazziioonnee rreennddee tteeccnniiccaammeennttee eedd eeccoonnoommiiccaammeenntteeppoossssiibbiillee llaa ccaattttuurraa ddeellllaa CCOO22 ddeeii ggaass pprrooddoottttii, perché rispet-to ai processi di combustione produce una maggiore con-centrazione di questo gas nei fumi (ed in genere avviene apressioni di esercizio elevate).
– llaa ggaassssiiffiiccaazziioonnee ppuuòò pprroodduurrrree uunn ggaass rriiccccoo ddii iiddrrooggeennoo, uti-lizzabile come syngas per la produzione di chemicals o dellostesso idrogeno.
– llaa ggaassssiiffiiccaazziioonnee aappppaarree eeccoonnoommiiccaammeennttee ccoommppeettiittiivvaa ccoonnllaa ccoommbbuussttiioonnee aanncchhee ppeerr iill ttrraattttaammeennttoo ddii rriiffiiuuttii ((uurrbbaannii eessppeecciiaallii)), con costi di capitale che per le varie tecnologieproposte variano tra 60 e 250€ per t/a installata (a fronte diun range 130-230 per gli inceneritori) e gate fee che varianotra 30 e 100€per t/a installata (a fronte di un range 40-60 perinceneritori da oltre 200.000t/a) [8-11].
– llaa ggaassssiiffiiccaazziioonnee pprroodduuccee uunn ggaass eefffflluueennttee aavveennttee uunn vvoolluummeettiippiiccaammeennttee ppaarrii aa cciirrccaa 11//33 ddii qquueelllloo eemmeessssoo ddaa uunn iimmppiiaann--ttoo ddii ccoommbbuussttiioonnee ttrraaddiizziioonnaallee, ciò determina un abbassa-mento dei costi di capitale e di esercizio connessi al tratta-mento degli inquinanti.
– llaa ggaassssiiffiiccaazziioonnee pprroodduuccee rreessiidduuii ssoolliiddii nnoonn ppeerriiccoolloossii,, cchheessoonnoo aaggeevvoollmmeennttee iimmppiieeggaabbiillii ccoommee mmaatteerriiaallee ddaa ccoossttrruuzziioo--nnee,, sseennzzaa ccoossttii aaddddiizziioonnaallii ddii ssmmaallttiimmeennttoo, ciò determina lapossibilità concreta di ottenere un impianto realmente vicinoalla condizione “a zero emissioni”.
I processi di combustione sono largamente usati da anni e van-tano affidabilità operativa perfezionata in decenni di esercizioin varie condizioni. Ma anche gli impianti di gassificazione sonomolto diffusi nel mondo: oltre 128 impianti in esercizio, con oltre400 gassificatori che generano in totale circa 45000MWth digas di sintesi. Tale gas è impiegato:– per il 21% per la produzione di energia elettrica;– per il 28% per la produzione di combustibili;– per il 42% per la produzione di chemicals.
Esiste una percezione diffusa e sempre più condivisa che llaaggaassssiiffiiccaazziioonnee ssiiaa iill ccuuoorree ddeellllaa nnuuoovvaa ggeenneerraazziioonnee ddii iimmppiiaannttiiddii pprroodduuzziioonnee ddii eenneerrggiiaa,, ppoosssseeddeennddoo fflleessssiibbiilliittàà ssiiaa ssuull ccoomm--bbuussttiibbiillee iinn iinnggrreessssoo cchhee ssuuii pprrooddoottttii iinn uusscciittaa,, eemmiissssiioonnii pprreess--
7

ssoocchhéé nnuullllee ddii iinnqquuiinnaannttii,, eelleevvaattee eeffffiicciieennzzee tteerrmmiicchhee ee ddii ccaattttuu--rraa ddeellll’’aanniiddrriiddee ccaarrbboonniiccaa,, bbaassssii ccoossttii ddii eesseerrcciizziioo ee ddii mmaannuu--tteennzziioonnee.Tali caratteristiche, assieme al prevedibile sviluppo di nuovetecniche di sequestrazione dell’anidride carbonica e alleaccertate vaste riserve di C-based feedstocks nel mondo, indi-viduano i sistemi basati sul processo di gassificazione come letecnologie di riferimento nella transizione da un’economiaCarbon-based verso un’economia Hydrogen-based [1, 12].
8
Fig. 1. Confronto tra le tecnologie di combustione e gassificazione, con indica-zione dei possibili prodotti finali.
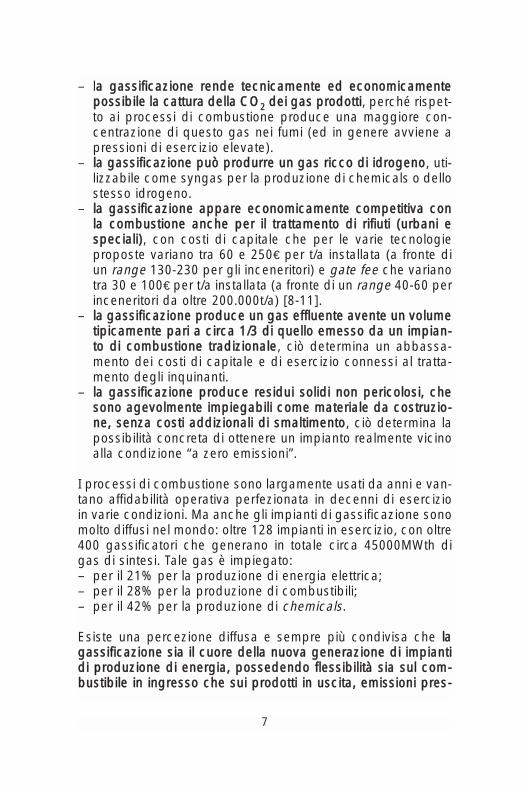
PPeerrcchhéé ii rreeaattttoorrii aa lleettttoo fflluuiiddoo??
Differenti analisi sviluppate negli ultimi anni [10, 13, 4] hannoesaminato in dettaglio le caratteristiche tecniche ed economi-che dei principali processi di gassificazione (e pirolisi) per rifiu-ti solidi urbani, rifiuti plastici, residui della rottamazione delleauto, biomasse, ecc., condotti in reattori solido-gas. I risultati confermano che la tecnologia del letto fluido è impren-ditorialmente attraente, per una serie di motivi. La buona miscelazione, l’elevato livello di trasferimento di calo-re e di materia e la conseguente omogeneità di temperaturagarantiscono prodotti di buona uniformità (quindi non limitatinell’applicazione e di maggiore valore aggiunto) e consentonotempi di permanenza ridotti e temperature di reazione modera-te; l’assenza di parti in movimento nella zona calda di reazioneriduce tempi e costi di manutenzione; la possibilità di operareanche con scale di impianto relativamente ridotte rende piùampio l’intervallo delle alternative di investimento. Tali aspettipositivi sono indirettamente confermati dall’attività sperimenta-le su scala pilota e/o dimostrativa condotta dalle principalisocietà del settore, che stanno indagando sulle condizioni diprocesso e sulle soluzioni impiantistiche che garantiscono lemiglior prestazioni economiche ed ambientali [14].D’altra parte, ci sono problematiche non ancora risolte, quali lanecessità di contenere il tenore di cloro nelle correnti di ali-mentazione, il rischio di peggioramento della qualità della flui-dizzazione come conseguenza della potenziale agglomerazio-ne di solidi nel letto e, soprattutto, la mancanza di criteri tecni-co-economici affidabili che definiscano la scala e le condizionidi esercizio per le quali sia ottenibile la massima convenienzadel processo.È quindi di interesse approfondire la conoscenza degli aspettifondamentali e tecnologici relativi ai processi di gassificazionea letto fluido, focalizzando l’attenzione su resa e composizionedel gas prodotto, tenendo conto delle esigenze tecnichenecessarie ai diversi possibili impieghi ed alle loro relativepotenzialità di mercato.
9

CCoonnffrroonnttoo ttrraa ii pprroocceessssii ddii ttrraattttaammeennttootteerrmmiiccoo ddii rriiffiiuuttii
Fra le diverse forme di trattamento termico di rifiuti solidi consufficiente contenuto di frazione organica, si individuano trediversi processi fondamentali, ciascuno caratterizzato da unadiversa quantità di ossigeno presente nel sistema reagente:1. ccoommbbuussttiioonnee, in cui si realizza l’ossidazione totale e veloce
della frazione organica del composto alimentato, in presen-za di un adeguato eccesso d’aria rispetto alla richiesta ste-chiometrica e con il risultato di ottenere prodotti completa-mente ossidati ed un considerevole rilascio di energia.
2. ggaassssiiffiiccaazziioonnee, in cui si realizza un insieme di reazioni tramateriali carboniosi ed uno o più reagenti contenenti ossige-no (di solito, aria, aria arricchita di ossigeno, ossigeno puro,vapor d’acqua, anidride carbonica o miscele di tali gas), atemperature generalmente superiori agli 800°C, per ottenereprodotti gassosi da utilizzare come fonte di energia o comesostanze di base per l’industria chimica. Le reazioni, che avvengono in ambiente riducente, cioè inpresenza di una quantità di ossigeno inferiore a quella richie-sta dalla stechiometria della reazione di ossidazione, sonoquelle di combustione, quella di Boudouard, la reazione diwater gas e la reazione di metanazione. La Tabella 1 le ripor-ta nel caso in cui il combustibile sia carbonio puro e nel casodi un combustibile reale.La maggior parte dei processi industriali di gassificazione ètermicamente autosufficiente, cioè è richiesta una quantitànulla o limitata di calore esterno. Il gas prodotto è essenzial-mente una miscela di CO, H2, CO2, H2O, N2 e CH4, che con-tiene però anche inquinanti quali, piccole particelle di mate-riale carbonioso non reagito (char), ceneri, tar e liquidi con-densabili. Dopo il trattamento di pulizia, il gas - che ha unpotere calorifico che varia tra un intervallo minimo di 4-7MJ/m3
N (per la gassificazione con aria, che origina un pro-dotto con un tenore di azoto fino al 60%) ed uno massimo di10-18 MJ/m3
N (per la gassificazione con ossigeno, chenecessita però di una fornitura di ossigeno puro con elevati
10

costi di investimento e di esercizio) - può essere direttamen-te impiegato in caldaie, motori o turbine a gas per produrrecalore ed energia elettrica o costituire un prodotto di baseper la preparazione di gas di sintesi per l’ammoniaca, ilmetanolo ed i prodotti da esso derivati.
11
Reazioni per combustibile C puro
Reazioni di combustione 1 C + 1/2 O2 → CO -111 MJ/kmol2 CO + 1/2 O2 → CO2 -283 MJ/kmol3 H2 + 1/2 O2 → H2O -242 MJ/kmol
Reazione di Boudouard 4 C + CO2 ⇔ 2 CO + 172 MJ/kmolReazione di water gas 5 C + H2O ⇔ CO + H2 + 131 MJ/kmolReazione di metanazione 6 C + 2 H2 ⇔ CH4 - 72 MJ/kmol
Reazioni per combustibile reale
CnHm + n/2 O2 ⇔ n CO + m/2 H2CnHm + n H2O ⇔ n CO + (m/2 + n) H2
Tab. 1. Principali reazioni del processo di gassificazione.
3. ppiirroolliissii, in cui non ha luogo alcuna forma di ossidazione mauna degradazione termica del materiale organico, in assen-za di ossigeno ed a temperature superiori ai 400°C (e tipica-mente inferiori agli 800°C), raggiunte attraverso l’apportodiretto o indiretto di calore. I prodotti principali del processosono gas combustibili di pirolisi, liquidi organici condensabi-li ed un residuo solido, contenente il char e la frazione inor-ganica dei rifiuti. Le proporzioni relative di tali prodotti dipen-dono dalla natura del composto di partenza e dalle condi-zioni di esercizio del processo (in particolare, temperaturepiù basse producono una maggiore frazione di prodotti liqui-di mentre quelle più alte producono una maggiore quantitàdi syngas). È importante notare che il rifiuto deve essereessiccato prima che le reazioni di pirolisi possano avvenire eche sia l’essiccazione che la pirolisi sono processi endoter-mici, cioè richiedono una sorgente esterna di calore.
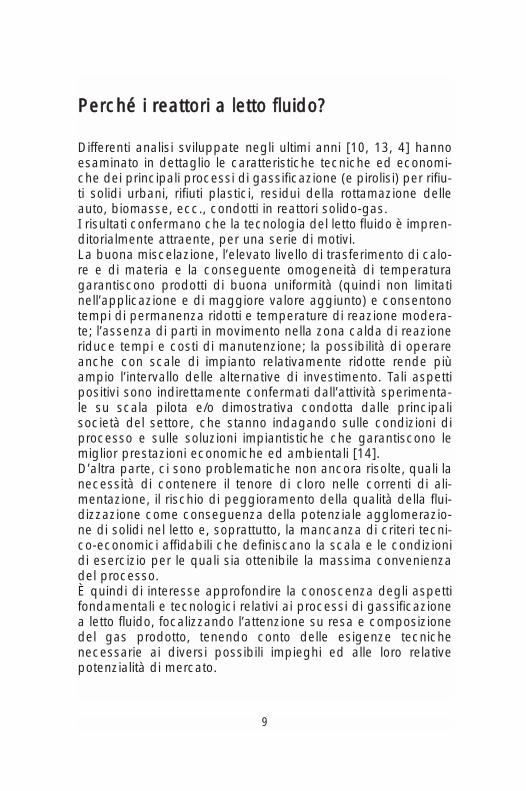
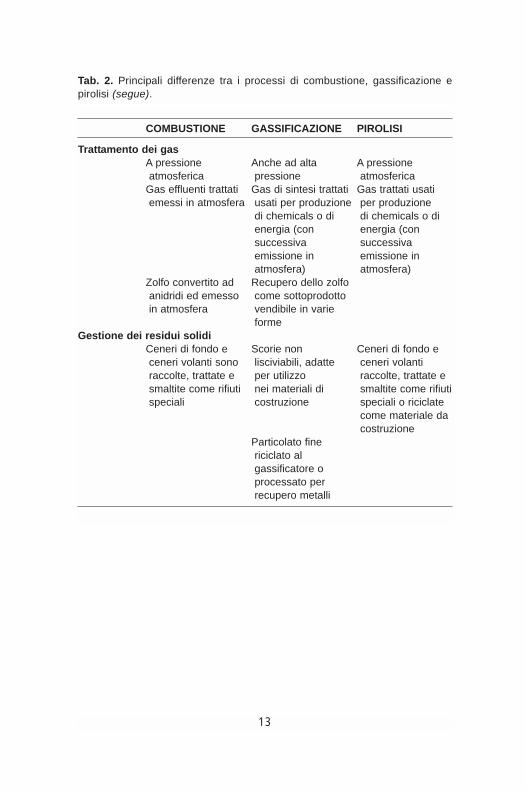
Alcune delle differenze fondamentali tra i tre processi termicisono riportati nella Tabella 2.
12
COMBUSTIONE GASSIFICAZIONE PIROLISI
Scopo del Massimizzare la Massimizzare la Massimizzare laprocesso conversione del conversione del conversione del
feedstock a CO2 e feedstock a CO e feedstock tramiteH2O (produrre gas H2 (produrre gas ad degradazionead alta temperatura) alto potere calorifico) termica a gas
(idrocarburi) e oliCondizioni di esercizioAmbiente Ambiente fortemente Ambiente riducente Assenza didi reazione ossidante (elevati (quantità di ossigeno ossigeno
eccessi d’aria) inferiore a quellastechiometrica)
Temperatura Minore del punto Generalmente Comprese tra idi fusione delle superiore agli 500°C e gli 800°Cceneri 800°C (maggiore (minore del punto
del punto di di fusione dellefusione delle ceneri) ceneri)
Pressione Generalmente Da atmosferica Leggeraatmosferica ad elevata sovrapressione
(fino a 40bar)Gas Aria Vapore, ossigeno, Nessuno (si usareagente aria, anidride azoto o parte del
carbonica gas prodotto)Output del processoGas prodotti CO2, H2O CO, H2, CO2, H2O, CO, H2, CH4 e in
CH4 genere CnHmcon n>5
Inquinanti SO2, NOx, HCl H2S, HCl, COS, H2S, HCl, COS,NH3, HCN, tar NH3, HCN, tar
Stato delle Spesso secche Spesso vetrose Spesso conceneri (materiale minerale (materiale minerale contenuto di
convertito a ceneri convertito a scorie carbonio nondi fondo e ceneri vetrose e particolato trascurabilevolanti) fine devolatilizzato)
Tab. 2. Principali differenze tra i processi di combustione, gassificazione e pirolisi.
(continua)
13
COMBUSTIONE GASSIFICAZIONE PIROLISI
Trattamento dei gasA pressione Anche ad alta A pressioneatmosferica pressione atmosferica
Gas effluenti trattati Gas di sintesi trattati Gas trattati usatiemessi in atmosfera usati per produzione per produzione
di chemicals o di di chemicals o dienergia (con energia (consuccessiva successivaemissione in emissione inatmosfera) atmosfera)
Zolfo convertito ad Recupero dello zolfoanidridi ed emesso come sottoprodottoin atmosfera vendibile in varie
formeGestione dei residui solidi
Ceneri di fondo e Scorie non Ceneri di fondo eceneri volanti sono lisciviabili, adatte ceneri volantiraccolte, trattate e per utilizzo raccolte, trattate esmaltite come rifiuti nei materiali di smaltite come rifiutispeciali costruzione speciali o riciclate
come materiale dacostruzione
Particolato finericiclato algassificatore oprocessato perrecupero metalli
Tab. 2. Principali differenze tra i processi di combustione, gassificazione epirolisi (segue).

IIll mmeerrccaattoo aattttuuaallee ddeeii pprriinncciippaallii pprroocceessssiiddii ttrraattttaammeennttoo ddii rriiffiiuuttii
Studi recenti sullo stato dell’arte delle tecnologie più interes-santi per i processi di gassificazione di rifiuti solidi urbani e spe-ciali [2, 4] indicano che processi di gassificazione o di pirolisi,ma anche processi che combinano assieme pirolisi e gassifi-cazione, sono in numerosi paesi in fase di sviluppo e, in diver-si casi, già allo stato di commercializzazione. In Giappone, in particolare, e nell’area orientale in genere, l’atti-vità è stata frenetica già dal 2000 e, perlomeno sinora, il merca-to non dà segni di saturazione [3, 15]. Anzi da oltre cinque anniil numero di nuovi impianti di gassificazione per il trattamento dirifiuti è maggiore di quello di nuovi impianti di incenerimento.In Europa c’è molto interesse e diverse iniziative in itinere anchese il fallimento di alcune iniziative ha creato qualche perplessi-tà e frenato alcuni investimenti. La situazione è simile in Canadaed in Australia.Negli USA l’abbondanza di siti per discarica ed i bassi costi dismaltimento hanno fatto sì che solo negli ultimi mesi si regi-strasse un evidente aumento dell’interesse degli operatori.
IIll ggaassssiiffiiccaattoorree aa lleettttoo fflluuiiddoo FFlluuGGaass
Il gruppo di ricercatori dell’Unità “Gestione rifiuti ed emissioniindustriali” del CRdC AMRA è attivo da anni nel settore dei pro-cessi di termolisi di rifiuti diversi, costituendo, in particolare, unodei pochi centri di ricerca europei impegnato sperimentalmentesulla gassificazione e pirolisi a letto fluido di rifiuti plastici1.
14
1 con collaborazioni con diverse Università straniere; diversi progetti di dottora-to di ricerca portati avanti negli ultimi anni; una quindicina di papers su rivistescientifiche internazionali (da Polymer Degradation and Stability ad AmericanInstitute of Chem. Eng. Journal, Fuel, Chemical Eng. Science); perlomeno cin-que progetti nel settore già finanziati con fondi europei, nazionali o privati.

Grazie a tale gruppo AMRA ha concluso nel 2004 la progetta-zione preliminare di un gassificatore a letto fluido in scala pilo-ta (potenzialità di circa 60kg/h) per il quale ha ricevuto un finan-ziamento di 540k€per il reattore e 800k€per le apparecchiatu-re diagnostiche di alta specializzazione. La progettazione ese-cutiva e realizzazione è stata affidata, dopo un bando di garaeuropeo, ad ANSALDO RICERCHE s.p.a. che ha installato ilreattore nello stabilimento industriale di Le Calorie s.p.a. diCaserta (Figura 2).
15
Fig. 2. Area dello stabilimento Le Calorie s.p.a. nell’area ASI di Caserta a dis-posizione delle attività di AMRA e del Dipartimento di Scienze Ambientali dellaSeconda Università di Napoli.
AAMMRRAA pprrooppoonnee pprrooggeettttii ddii rriicceerrccaa cchhee iimmppiieeggaannoo ttaallee rreeaattttoorreeaa lleettttoo fflluuiiddoo iinn ddiivveerrssee ccoonnddiizziioonnii ddii ggaassssiiffiiccaazziioonnee ddii rriiffiiuuttiiuurrbbaannii ttrraattttaattii eedd iimmbbaallllaaggggii ppoosstt--ccoonnssuummoo.. LLoo ssccooppoo èè ddeeffiinniirree aall mmeegglliioo iill qquuaaddrroo tteeccnniiccoo--eeccoonnoommiiccoo ppeerruunn ppiiùù aaggeevvoollee ttrraassffeerriimmeennttoo tteeccnnoollooggiiccoo aadd iimmpprreessee,, aanncchhee ddiippiiccccoollaa ee mmeeddiiaa ddiimmeennssiioonnee,, cchhee vvoogglliioonnoo ooppeerraarree nneell sseettttoorree

ddeell rreeccuuppeerroo ddii mmaatteerriiaa ee ddii eenneerrggiiaa ddaa rriiffiiuuttii uurrbbaannii ttrraattttaattii ee,, iinnppaarrttiiccoollaarree,, ddaa qquueellllii ddii iimmbbaallllaaggggii ppoosstt--ccoonnssuummoo..In particolare, va osservato che:– la possibilità di orientare la tipologia dei prodotti (fase gas,
fase condensata e fase solida) variando le condizioni di pro-cesso (essenzialmente temperatura e tempo di permanen-za), il tipo di agente fluidizzante (aria, aria e vapore o agentigassificanti diversi) e le condizioni fluidodinamiche (agendosu velocità di fluidizzazione e tipologia di materiale del letto)è ancora poco esplorata. Di conseguenza, le stesse poten-zialità di mercato del processo di gassificazione, soprattuttoin reattori a letto fluido, sono probabilmente sottostimate.
– è ancora scarsa la conoscenza del comportamento in gassi-ficazione di miscele di rifiuti di imballaggi post-consumo.
– poco si sa sulla possibilità di migliorare resa e selettività delprocesso attraverso l’aggiunta lungo il freeboard, a quote dif-ferenti, di reagenti diversi (ossigeno, anidride carbonica,vapore) o di parte del gas ricircolato.
– i sistemi di alimentazione in-bed e over-bed non hanno anco-ra raggiunto standard accettabili, a livello di progettazione dicomponenti e di criteri gestionali.
– l’entità delle diverse problematiche di sicurezza (nella fasi diavviamento e spegnimento, nell’esercizio ordinario, nellamanutenzione del reattore e delle linee, nello stoccaggio emovimentazione dei materiali e degli agenti gassificanti),benché sia considerabile come acquisita a livello di grossiimpianti industriali, va valutata per impianti medio-piccoli alloscopo di definire criteri di gestione che rendano sicura eagevole la conduzione di processi di questo tipo [16].
Il reattore è riccamente strumentato e prevede diverse opzioniimpiantistiche: ha quindi le caratteristiche tecniche (Tabella 3)per consentire un’estesa ed utile sperimentazione su tali argo-menti, garantendo un importante trasferimento tecnologico alleimprese operanti nel settore.Il DSA della Seconda Università di Napoli ha inoltre collocatonella stessa area dove è localizzato il gassificatore di AMRAuna serie di reattori in scala di laboratorio (Figura 3) che con-sentiranno di verificare preventivamente sulle scale inferiori leproblematiche di esercizio che si dovranno affrontare nelle
16

17
varie condizioni programmate per l’impianto pilota. Nella stes-sa area, in appositi laboratori con ambienti climatizzati, AMRAha poi collocato alcune apparecchiature di analisi di elevatovalore.La Tabella 4 riassume l’insieme delle facilities di cui si può dis-porre nell’area sperimentale AMRA-Le Calorie.
Tab. 3. Principali caratteristiche del gassificatore a letto fluido di AMRA.
Parametri geometrici Diametro interno: 381 mmAltezza complessiva: 5,90 mSpessore pareti: 12,7 mmAltezza del reattore: 4,64 mVolume di reazione: 0,53 m3
Combustibili alimentabili CDR, rifiuti residuali protrattati, rifiutiplastici, biomasse, rifiuti di pulper
Potenzialità di trattamento 30-60 kg/h
Sistemi di alimentazione In-bed (con coclea raffreddata adacqua) e
Over-bed (con coclea raffreddataad aria)
Agenti gassificanti alimentabili Aria, ossigeno, vapore, anidridecarbonica (e miscele)
Intervallo di temperature di esercizio 750-900°C
Sistemi di trattamento effluenti CicloneScrubberTorcia
Sistemi di sicurezza Guardia idraulicaValvole di sicurezzaDischi di rotturaTorciaAllarmi di alta e bassa pressioneLinea azoto di sicurezza
Principali variabili operative Temperatura del reattorePressione del reattoreAltezza del lettoPortata di agente gassificanteVelocità di fluidizzazione

18
Tab.
4.P
rinci
pali
faci
litie
s di
cui
dis
pone
l’ar
ea s
perim
enta
le A
MR
Apr
esso
Le
Cal
orie
s.p
.a.
Rea
ttore
App
arec
chia
ture
aus
iliar
ie d
ispo
nibi
liU
tiliz
zo
BFB
bat
ch d
aP
relie
vo d
el g
as d
alla
som
mità
del
reat
tore
.P
er e
ffettu
are
stud
i cin
etic
i, in
qua
nto
perm
ette
di
25m
mID
Sca
rico
dell’
inte
ro le
tto p
er u
n is
tant
aneo
cono
scer
e a
tem
pi d
iver
si i
cont
enut
i di C
e H
nel
quen
chin
g in
uno
sca
mbi
ator
e ad
azo
to li
quid
o.le
tto.
BFB
da
Pre
lievo
del
gas
dal
la s
omm
ità d
el re
atto
re.
È s
tato
già
util
izza
to p
er c
ompr
ende
re le
55m
mID
con
Line
a di
cam
pion
amen
to e
raffr
edda
men
topr
oble
mat
iche
di f
unzi
onam
ento
di u
n B
FB d
uran
teal
imen
tazi
one
dei g
as e
dei
liqu
idi p
rodo
tti.
proc
essi
term
ici d
i pol
imer
i e p
er s
tudi
are
laco
ntin
ua d
iTr
amog
gia
di a
limen
tazi
one
del c
ombu
stib
ile in
pel
let.
com
posi
zion
e de
i gas
pro
dotti
da
piro
lisi.
Èco
mbu
stib
ileG
as-c
rom
atog
rafo
on-
line.
utili
zzab
ile c
ome
gass
ifica
tore
in s
cala
di l
abor
ator
ioS
iste
ma
di a
cqui
sizi
one
e ge
stio
ne d
el re
atto
ree
può
dare
info
rmaz
ioni
sul
la c
ompo
sizi
one
del
e de
i dat
i di p
ress
ione
e te
mpe
ratu
ra.
syng
as o
tteni
bile
in v
arie
con
dizi
oni o
pera
tive.
BFB
da
Pre
lievo
del
gas
dal
la s
omm
ità d
el re
atto
re e
da
È u
tiliz
zabi
le c
ome
gass
ifica
tore
in s
cala
pre
-pilo
ta e
102m
mID
con
un’a
ltezz
a in
term
edia
cor
rispo
nden
te a
l pel
opu
ò da
re in
form
azio
ni s
ulla
com
posi
zion
e de
l syn
gas
alim
enta
zion
e lib
ero
di u
n le
tto d
i am
mon
tare
med
io.
otte
nibi
le in
var
ie c
ondi
zion
i ope
rativ
e e
sull’
effe
ttoco
ntin
ua d
iLi
nea
di c
ampi
onam
ento
e ra
ffred
dam
ento
del p
assa
ggio
di s
cala
dal
55m
mID
al 1
02m
mID
. Può
com
bust
ibile
dei g
as e
dei
liqu
idi p
rodo
tti.
cam
pion
are
anch
e su
bito
a v
alle
del
la z
ona
prim
aria
Tram
oggi
a di
alim
enta
zion
e de
l com
bust
ibile
in p
elle
t.ov
vero
del
pel
o lib
ero
del l
etto
, car
atte
ristic
aG
as-c
rom
atog
rafo
on-
line.
impo
rtant
e pe
r pot
er s
tudi
are
l’effe
tto d
ella
Sis
tem
a di
acq
uisi
zion
e e
gest
ione
del
reat
tore
varia
zion
e de
l tem
po d
i res
iden
za n
el le
tto e
nel
e de
i dat
i di p
ress
ione
e te
mpe
ratu
ra.
freeb
oard
e pe
r pot
er d
istin
guer
e tra
le re
azio
nipr
imar
ie e
que
lle c
he a
vven
gono
nel
free
boar
d.È
inol
tre p
ossi
bile
impl
emen
tare
un’
estra
zion
ein
con
tinuo
del
mat
eria
le d
el le
tto.
(con
tinua
)

19
Rea
ttore
App
arec
chia
ture
aus
iliar
ie d
ispo
nibi
liU
tiliz
zo
BFB
in s
cala
Pre
lievo
del
gas
dal
la s
omm
ità d
el re
atto
reIl
reat
tore
di g
assi
ficaz
ione
in s
cala
pilo
ta s
arà
pilo
ta d
ae
da a
ltezz
e in
term
edie
.es
erci
to n
elle
con
dizi
oni o
pera
tive
già
inda
gate
nel
la38
1mm
ID c
onTr
amog
ge d
i alim
enta
zion
e de
l com
bust
ibile
in p
elle
t.sp
erim
enta
zion
e su
i rea
ttori
di la
bora
torio
, allo
alim
enta
zion
eS
iste
ma
di a
cqui
sizi
one
e ge
stio
ne d
el re
atto
resc
opo
di v
erifi
care
il fu
nzio
nam
ento
in u
na s
cala
già
cont
inua
di
e de
i dat
i di p
ress
ione
e te
mpe
ratu
ra.
rapp
rese
ntat
iva
per s
copi
com
mer
cial
i.co
mbu
stib
ile e
Scr
ubbe
r per
la d
epur
azio
ne d
ei g
as e
torc
iam
ater
iale
iner
tepe
r la
com
bust
ione
dei
gas
.
Labo
rato
rioA
naliz
zato
re e
lem
enta
re p
er C
, H, N
, S, O
di a
nalis
iA
naliz
zato
re o
n lin
epe
r CO
, CO
2, O
2, H
2, C
H4
e di
agno
stic
aB
ilanc
ia te
rmog
ravi
met
rica
con
MS
.G
ascr
omat
ogra
fo c
on M
S.
HP
LC c
on M
SIC
P-M
S.
Mic
rosc
opio
ele
ttron
ico
SE
M.
Tab.
4.P
rinci
pali
faci
litie
s di
cui
dis
pone
l’ar
ea s
perim
enta
le A
MR
Apr
esso
Le
Cal
orie
s.p
.a.(
segu
e).

20
Fig.
3.R
eatto
ri a
letto
flui
do in
sca
la d
i lab
orat
orio
e p
re-p
ilota
pre
sso
l’are
a de
llo s
tabi
limen
to L
e C
alor
ie s
.p.a
. a d
ispo
sizi
one
delle
attiv
ità d
el D
ipar
timen
to d
i Sci
enze
Am
bien
tali
della
Sec
onda
Uni
vers
ità d
i Nap
oli.

21
BBiibblliiooggrraaffiiaa
1. Stiegel G.J. & Maxwell,R.C., Gasification Technologies: the path toclean, affordable energy in the 21st century, Fuel ProcessingTechnology, 71:79-97 (2001).
2. Malkow, T., Novel and innovative pyrolysis and gasification techno-logies for energy efficient and environmentally sound MSW dispo-sal, Waste Management, 24:53-79 (2004).
3. Klein, A., Whiting K., Archer E., Schwager J., Gasification andpyrolysis: what is the current situation for waste management?,Waste Management World, 71-75 (September 2004).
4. Arena U. & Mastellone, M.L., Fluidized Pyrolysis and Gasification ofSolid Wastes, in Proc. of Industrial Fluidization South Africa 2005,The South African Institute of Mining and Metallurgy (ISBN 1-919782-83-0), pp. 53-68 (2005).
5. Perugini, F., Arena, U., Mastellone, M.L., A Life Cycle Assessmentof Mechanical and Feedstock Recycling Options for Managementof Plastic Packaging Wastes”, Env. Progress, 24, 2: 137/154(2005).
6. Higman, C. and van der Burgt, M., Gasification, Gulf ProfessionalPublishing, 2003.
7. Stiegel G.J., Overview of Gasification Technologies, Nat. EnergyTechnology Lab. (US DOE), presentato al Global Climate andEnergy Project Advanced Coal Workshop, March 15, 2005.
8. Juniper Consultancy Services Ltd, Pyrolysis and Gasification ofWaste - A Worldwide Technology and Business Review, 2nd ed.,2001.
9. AiIE-Associates in Industrial Ecology, Review of Residual WasteTreatment Technologies, 2nd ed., 2003.
10. Livingston W.R., Technical and Economic Assessment of EnergyConversion Technologies for MSW, Report No. B/WM/00553/REPfor DTI Sustainable Energy Programmes PUB URN NO: 02/1347(2002).
11. Schwager, J. & Whiting, K., European Waste Gasification: Technical& Public Trends and Developments, presentato alla GasificationTechnology Conference, San Francisco (CA), October 28, 2002.
12. National Energy Policy Development Group, USA Report 2001.13. Tukker, A., Plastics Waste-Feedstock Recycling, Chemical
Recycling and Incineration, Rapra Review report, 13, No. 4, 2002.

14. Arena U. & Mastellone, M.L., Fluidized Bed Pyrolysis of PlasticWastes, capitolo 16 in Scheirs, J. & Kaminsky, W. (Eds.) FeedstockRecycling and Pyrolysis of Waste Plastics, J. Wiley&Sons Ltd, pp.435-474, 2006.
15. Schwager J. and Whiting K., Progress towards commercialisingwaste gasification, The Gasification Technologies Conference, SanFrancisco, 14 October 2003.
16. Arena U., Romeo, E., Mastellone, M.L., Fluidized Bed Gasificationof Solid Wastes: Analysis of Possible Deviations of the MainProcess Variables, in Proc. of 19th Int. Conf. on Fluidized BedCombustion 2006, American Soc. of Mech. Eng., F. Winter (ed.),Vienna, 21-24 May 2006.
22


Finito di stampare nel mese di novembre 2006presso Officine Grafiche Francesco Giannini & Figli S.p.A. – Napoli

I man
uali
del
CR
dC
-AM
RA
11