guÍa para el desarrollo de un manual haccp · 2019-11-15 · prerrequisitos existentes no son...
TRANSCRIPT

GUÍA PARA EL DESARROLLO DE UN MANUAL HACCP
AIB International Casa Matriz
1213 Bakers Way
Manhattan, Kansas 66502 USA
https://americalatina.aibonline.org
Email: [email protected]
Calendario Seminarios Públicos en México: http://tiny.cc/CalMXGH051615

GUÍA PARA EL DESARROLLO DE UN
MANUAL HACCP

Manual
HACCP
_________________________________________________
(Nombre de la Compañía)
_____________________________
(Ubicación de la Compañía)
Logo de la Empresa
TABLA DE CONTENIDO
Capítulo 1. Información de la compañía
Capítulo 2. Equipo HACCP
Capítulo 3. Programas de Prerrequisito
Capítulo 4. Perfil HACCP del Producto Terminado
Capítulo 5. Diagrama de Flujo
Capítulo 6. Análisis de Peligros
Capítulo 7. Identificación de Puntos Críticos de Control
Capítulo 8. Plan Maestro HACCP
Capítulo 9. Informe de Desviación (en blanco)

SECCIÓN 1. INFORMACIÓN DE LA COMPAÑÍA
1. Datos de la empresa
Nombre: [indicar el nombre de la compañia, específicamente la planta, establecimiento,
sitio a quien pertenece este manual]
Dirección :
Nombre y título de la persona de contacto:
Número telefónico del contacto:
Número de fax:
Correo electrónico:
2. Breve historia de la compañía:
3. Tipos de producto elaborados:
4. Mercados:
5. Política de calidad (salubridad, inocuidad y calidad):
6. Diagrama organizacional:
SECCIÓN 2. EQUIPO HACCP
Nombre Cargo
El Coordinador del Equipo HACCP es: _________________________
Capacitación / experiencia en HACCP por parte del Coordinador (necesario
incluir):
Describir los cursos recibidos: nombre del curso, sitio, fecha, impartido por.
Describir experiencias profesionales relacionadas con HACCP.
Capacitación / experiencia en HACCP por parte de los otros miembros (opcional):

SECCIÓN 3. PROGRAMAS DE PRERREQUISITO
Utilizar el paquete de respuestas para los Programas de Prerrequisito como guía para el
desarrollo de su descripción.
Asegurar que:
o Todos los básicos y reactivos estén incluidos
o Aquellos de los proactivos específicos que apliquen
o Otros programas de apoyo adicionalmente identificados en el análisis de peligros
1. Preventivos Básicos
Sanidad
Salud, Higiene y Prácticas de Personal
Fluidos Corporales
Calidad de Agua
Edificios y Terrenos
Diseño y Mantenimiento Sanitario
Control de Vidrio y Plástico Quebradizo
Control de Materia Extraña
Manejo Integrado de Plagas
Control de Químicos
Control de Proveedores
2. Preventivos específicos
Roce Metal-Metal
Control Microbiológico
Control de Alérgenos
3. Programas “reactivos”
Quejas
Trazabilidad
Retiro

Título del programa
Responsable
Ubicación de los doc.
Revisión autorizada por
Frecuencia de revisión
Objetivo
Alcance
Elementos principales
Educación / Capacitación

SECCIÓN 4. PERFIL HACCP DEL PRODUCTO TERMINADO
Información General del Producto Descripción del producto:
Uso intencionado y consumidor / cliente:
Método de almacenaje y distribución:
Información sobre la vida de anaquel:
Código de trazabilidad:
Información Técnica del Producto
Conservante(s):
Actividad de agua (aw):
pH:
Requerimientos de empaquetado:
Información sobre la Inocuidad del Producto
Mal uso potencial por el consumidor / cliente:
Peligros inherentes al producto / proceso:
Medidas de control correspondientes:
Nombre y firma de la máxima autoridad de la planta:
Cargo: Fecha:

SECCIÓN 5. DIAGRAMA DE FLUJO DEL PROCESO
Instrucciones
1. Haga un diagrama de flujo simple que cubra todos los pasos principales del proceso.
2. Típicamente, el diagrama de flujo consiste de la recepción de materia prima y
materiales, su almacenaje (ambiente, refrigerado, congelado), pasos de manufactura,
envasado, almacenaje de producto terminado y despacho.
3. Asegurar que cualquier PCC sea incluido.
2. Almacenaje ambiente
5.
6.
7.
8.
.... seguir con la numeración
....
1. Recepción
3. Almacenaje
refrigerado 4. Almacenaje a granel
Almacenaje
Despacho
DIAGRAMA DE FLUJO DEL PROCESO
1. Recepción
Despacho

SECCIÓN 6. ANÁLISIS DE PELIGROS
Instrucciones
1. Columna (1)
Listar todas las materias primas (ingredientes, aditivos, materiales de empaque primario,
auxiliares de procesamiento).
Listar todos los pasos del proceso tal como identificados y enumerados en el diagrama de
flujo del proceso, desde recepción hasta despacho.
Seguir a la columna #2.
2. Columna (2)
Indicar los peligros potenciales asociados con cada materia prima, de acuerdo a la
categoría correspondiente: B = Biológico, Q = Químico, F = Físico.
Indicar los peligros potenciales e introducidos o intensificados en cada etapa del proceso.
Puede haber más de un peligro en cada categoría. Ser lo más específico posible e
identificar su(s) fuente(s).
De no haber peligro, indicar “Ninguno”.
Pasar a la columna #3.
3. Columna (3)
Asignar un nivel de probabilidad y de severidad, de acuerdo a los criterios presentados en
la matriz adjunta en el anexo.
Pasar a la columna #4.
4. Columna (4)
Definir si el peligro es significativo o no, de acuerdo a la combinación entre probabilidad
y severidad. Ver el uso de la matriz anexada.
5. Columna (5)
Si existen medidas preventivas para el control de cada peligro significativo, identificar el
(los) Programa(s) de Prerrequisito correspondiente(s). Si no, escribir “NINGUNO”.
Si no existen Programas de Prerrequisito para este peligro o si los Programas de
Prerrequisitos existentes no son suficientes, pasar a la columna 6.
6. Columna (6)
Si existen pasos del proceso capaces de controlar o reducir el peligro significativo a un
nivel aceptable, identificarlos. Si no, escribir “NINGUNO”.
Nota: Es necesario que todos los peligros significativos estén suficientemente controlados por
medio de al menos un programa de prerrequisito o un paso de proceso. De lo contrario será
necesario implementar nuevas medidas de control.
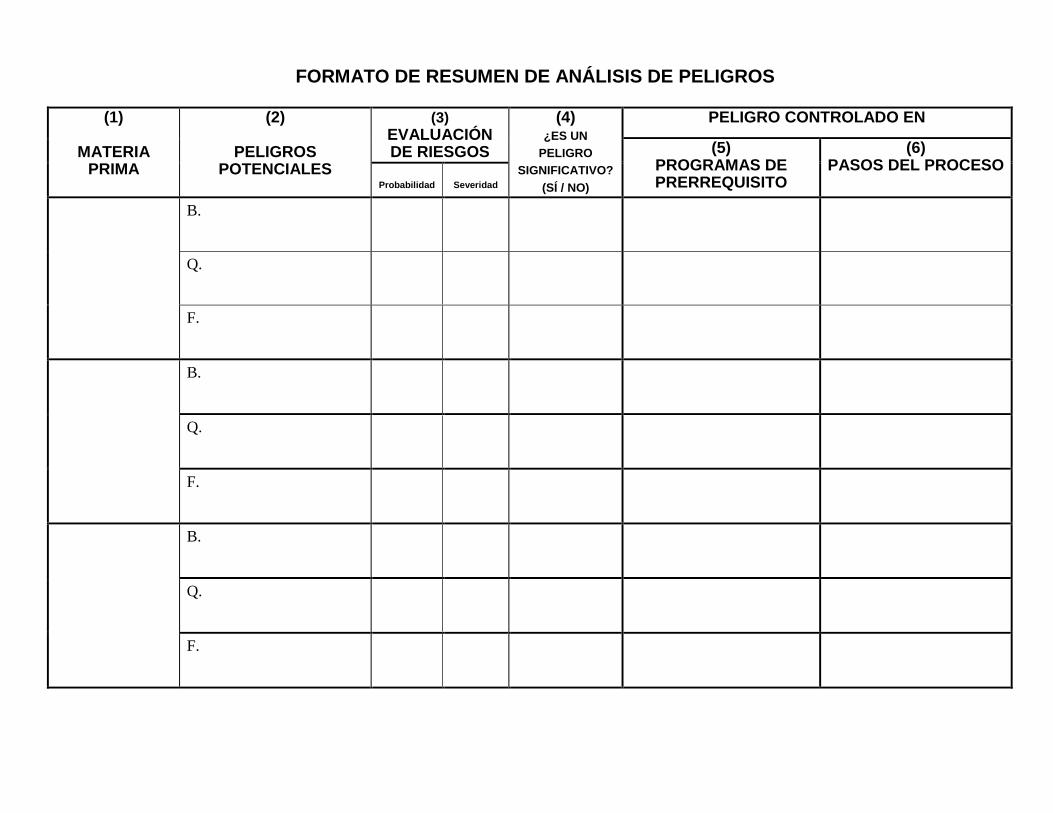
FORMATO DE RESUMEN DE ANÁLISIS DE PELIGROS
(1)
MATERIA PRIMA
(2)
PELIGROS POTENCIALES
(3)
EVALUACIÓN DE RIESGOS
(4) ¿ES UN
PELIGRO
SIGNIFICATIVO?
(SÍ / NO)
PELIGRO CONTROLADO EN
(5) PROGRAMAS DE PRERREQUISITO
(6) PASOS DEL PROCESO
Probabilidad Severidad
B.
Q.
F.
B.
Q.
F.
B.
Q.
F.

FORMATO DE RESUMEN DE ANÁLISIS DE PELIGROS
(1)
PROCESO
(2)
PELIGROS POTENCIALES
(3)
EVALUACIÓN DE RIESGOS
(4) ¿ES UN
PELIGRO
SIGNIFICATIVO?
(SÍ / NO)
PELIGRO CONTROLADO EN
(5) PROGRAMAS DE PRERREQUISITO
(6) PASOS DEL PROCESO
Probabilidad Severidad
B.
Q.
F.
B.
Q.
F.
B.
Q.
F.

Anexo a la Tabla de Resumen del Análisis de Peligros
Modelo de Análisis de Riesgos Propuesto por AIBI
Riesgo = Probabilidad x Severidad
– Probabilidad = Posibilidad de ocurrencia
– Severidad = Gravedad de la enfermedad o lesión para la salud del consumidor
Criterios para la probabilidad
– Frecuente: Peligro inherente a las materias primas o al proceso. Ocurrencia común.
– Probable: Probable que ocurra de acuerdo a la ciencia disponible, o ha ocurrido más
de una vez en la organización.
– Puede ocurrir: Poco probable de acuerdo a la ciencia disponible, pero ha ocurrido una vez
en la organización o un caso ha sido publicado.
– Remota: Prácticamente imposible de acuerdo a la ciencia disponible. Nunca ha
ocurrido en la organización y ningún caso ha sido publicado.
Criterios para la severidad
– Alta: Existe una probabilidad razonable que el producto cause consecuencias
adversas serias a la salud, o la muerte.
– Media: Posibles consecuencias adversas temporarias o médicamente reversibles a
la salud. La probabidad de causar consecuencias adversas serias a la salud es
remota.
– Baja: Efecto sobre la salud que no requiere de una visita al médico. Puede
originar una queja de cliente por inocuidad.
– Insignificante: Sin consecuencias visibles sobre la salud.
Peligros significativos
Los peligros calificados como A1, A2, A3, B1, B2, C1, C2, de acuerdo a la combinación entre
probabilidad y gravedad, son considerados SI: significativos. Deben ser totalmente prevenidos por
programa(s) prerrequisito(s) y/o controlados o reducidos a un nivel aceptable por etapa(s) del
proceso.
Peligros no-significativos
Esos peligros con combinaciones A4, B3, B4, C3, C4 no son considerados como significativos por
inocuidad para la organización. No requieren de un control bajo HACCP.
La organización puede necesitar un control de esos peligros no significativos por otras razones que
la inocuidad. En este caso, se pueden asignar medidas de control en la matriz, pero el control de
estas medidas no tiene que documentarse y gestionarse dentro del HACCP.

SECCIÓN 7. IDENTIFICACIÓN DE PUNTOS CRÍTICOS DE CONTROL
Instrucciones
1. Columna (1)
Indicar todos los pasos del proceso que controlan o reducen un peligro a un nivel aceptable,
de acuerdo a la Columna #6 de la matriz de Análisis de Peligros de la Sección 6.
2. Columna (2)
Registrar los peligros significativos y sus fuentes que deben ser controlados o reducidos a un
nivel aceptable en esta etapa, de acuerdo a la Columna #6 de la matriz de Análisis de
Peligros de la Sección 6.
3. Columna (3)
Indicar si este paso necesita ser controlado por inocuidad. Un control se considera esencial
si es posible que, en su ausencia, se pueda perder el control del proceso y causar un daño a
la salud del consumidor.
El control no es esencial en las siguientes situaciones: existe otro paso de proceso
subsecuente que reduciría el peligro a un nivel aceptable; o el proceso es infalible; o un
descontrol de este paso sería fácilmente detectable: no produciría un producto
comercialmente viable o generaría un problema obvio de proceso.
4. Columna (4)
Si la respuesta a la pregunta anterior es SI, este paso es un PCC. Asignar un número de PCC
y entre paréntesis, la letra B, Q o F, de acuerdo al tipo de peligro (Biológico, Químico o
Físico.

IDENTIFICACIÓN DE PUNTOS CRÍTICOS DE CONTROL
(1) Pasos del proceso de
control/eliminación
(2) Peligros significativos y
su fuente
(3) ¿El control del paso es esencial para la inocuidad? (SI/NO)
Justificar
(4) De ser SI, asignar un número de
PCC
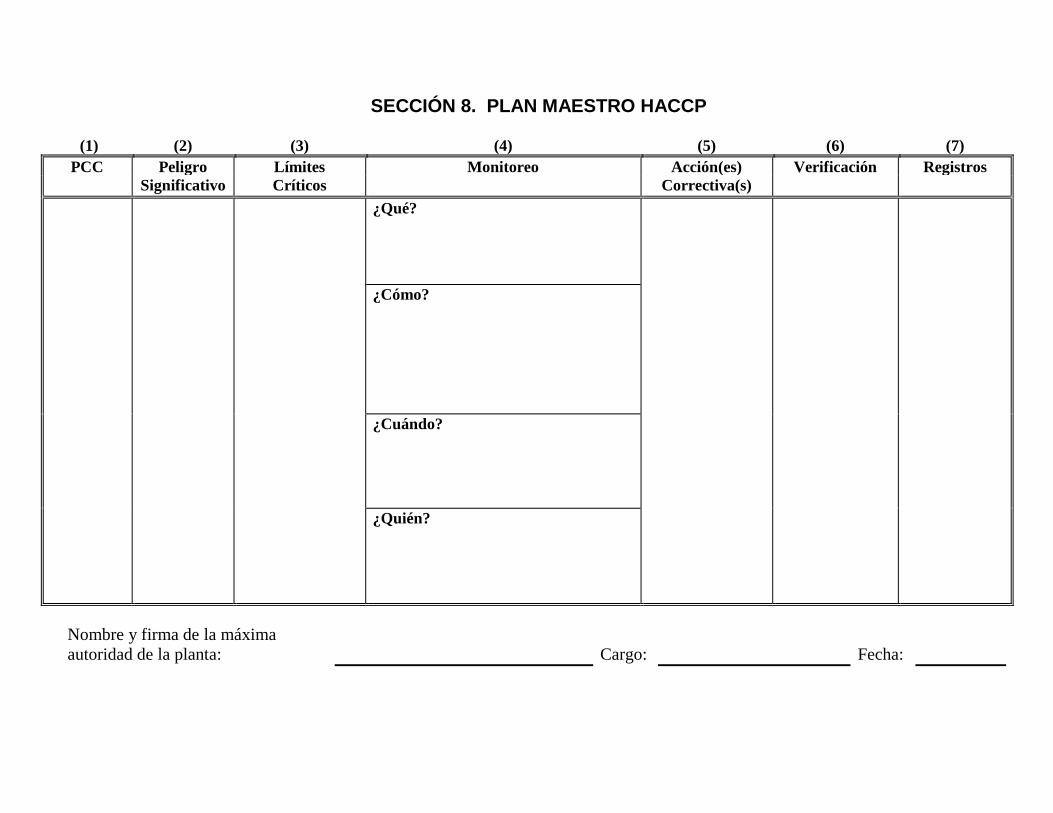
SECCIÓN 8. PLAN MAESTRO HACCP
(1) (2) (3) (4) (5) (6) (7)
PCC Peligro Límites Monitoreo Acción(es) Verificación Registros
Significativo Críticos Correctiva(s)
¿Qué?
¿Cómo?
¿Cuándo?
¿Quién?
Nombre y firma de la máxima
autoridad de la planta:
Cargo:
Fecha:
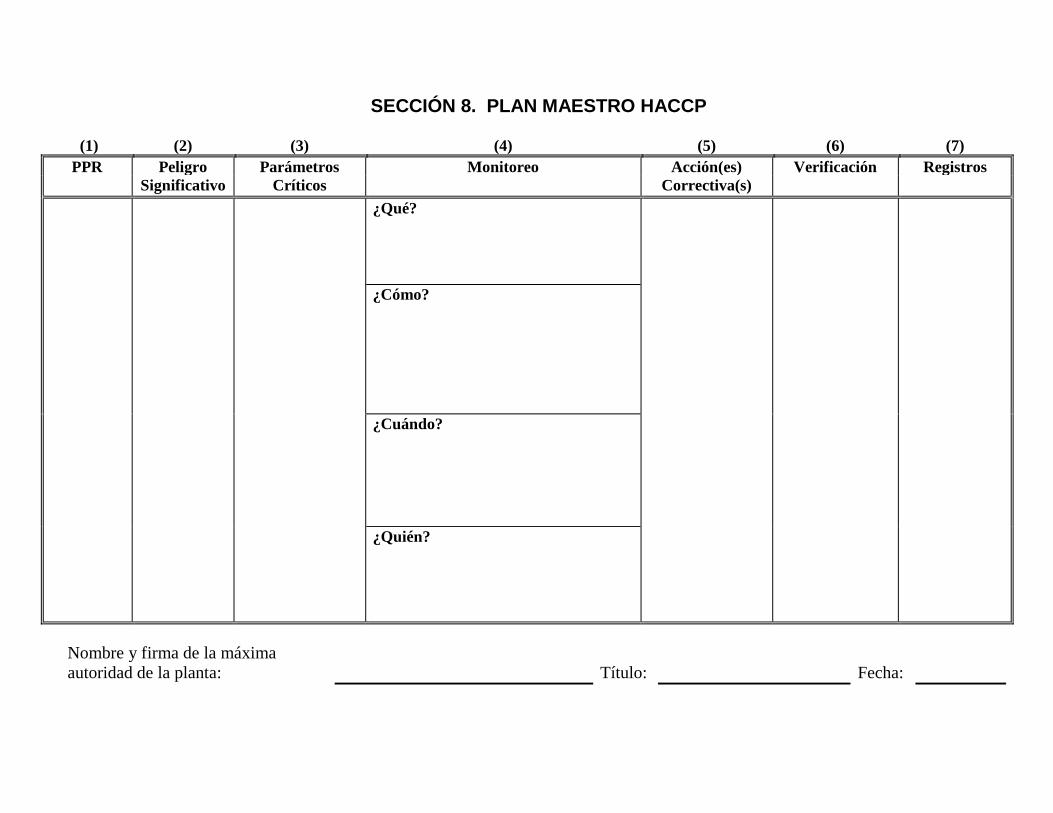
SECCIÓN 8. PLAN MAESTRO HACCP
(1) (2) (3) (4) (5) (6) (7)
PPR Peligro Parámetros Monitoreo Acción(es) Verificación Registros
Significativo Críticos Correctiva(s)
¿Qué?
¿Cómo?
¿Cuándo?
¿Quién?
Nombre y firma de la máxima
autoridad de la planta:
Título:
Fecha:

SECCIÓN 9. INFORME DE DESVIACIÓN HACCP
Fecha: ___________________ PCC/PPR____________ _____________
Ubicación del PCC/lugar del incidente:__________________________________
Descripción de la desviación: ______________________________________
______________________________________________________________
______________________________________________________________
Acción correctiva inmediata: ______________________________________
______________________________________________________________
______________________________________________________________
Acción correctiva a largo plazo: ____________________________________
______________________________________________________________
______________________________________________________________
Disposición del producto: _________________________________________
______________________________________________________________
______________________________________________________________
Anexe una copia de las evidencias.
Revisado por:
___________________________________
Firma del Coordinador HACCP
Fecha: ______________________