historical development i - the american institute of ...library.aimehq.org/library/books/basic open...
TRANSCRIPT

CHAPTER 24
THE BASIC OXYGEN STEELMAKING PROCESS
HISTORICAL DEVELOPMENT
I N the decade beginning 1850, the development by William Icelly in the U.S.A. and Henry Bessemer in England of the pneumatic method
of refining pig iron, known as the Bessemer process, gave the world the first method of producing low-cost steel in large volumes.
Briefly, the Bessemer process consists of blowing air through liquid blast furnace iron in a refractory-lined vessel knolvn as a converter. The air enters the iron in the furnace bottom through tuyeres, and during its passage through the iron removes the carbon, manganese, and silicon by oxidation. The heat produced by oxidation is sufficient to raise the temperature of the liquid metal to normal steel casting temperatures and, in addition, to melt some scrap. In the 1860's, the open hearth process was introduced which in the early part of the twentieth century surpassed the Bessemer process in steel production. I n the early 1870's, Thomas and Gilchrist discovered that phosphorus could also be removed if lime were added and the converter lined with basic refractory; the modification is known as the basic Bessemer process and is used in Eu- rope.
Bessemer steel usually contains between 0.010 and 0.020 per cent nitrogen and between 0.05 and 0.10 per cent phosphorus which influences the PI-operties. Henry Bessemer,' in 1856, recognized the possibility of using oxygen in the converter process, but the cost was prohibitive. This interest was associated with the theoretical balance of the Bessemer process.
Experimental work1 has indicated that bottom blowing with pure oxy- gen results in serious converter bottom and tuyere erosion. Dilution of the oxygen by steam has been observed to be an effective means of main- taining low-nitrogen content of the steel and a t the same time reducing bottom and tuyere erosion. A further advantage is that the fume emission characteristic of Bessmer operation is reduced. The addition of steam to the oxygen, however, reduces scrap-melting capacity due to the endo- thermic reaction characteristics of steam.
The possible advantages of refining methods for steel using high-purity oxygen have been recognized for over a hundred years, but the develop-
PLANT DESIGN AND LAYOUT 963
ment of suitable processes has depended upon a number of factors, among which are the following:
(1) Production facilities for large tonnages of low-cost, high-purity oxygen. (6) Rapid and reliable techniques of chemical analyses. (3) Suitable refractories. (4) Fume-cleaning techniques. (5 ) Suitable immersion pyrometers for molten steel. The circumstance leading to the industrial application of oxygen steel-
making, or more particularly, top-blown oxygen steelmaking, lay in a raw materials imbalance in the post World War I1 Austrian steel indus- try. Domestic scrap was in short supply, and it appeared that an increase in blast furnace capacity would be required to produce additional metal- lic supplies for an expansion of steelmaking capacity. The increased sup- ply of iron would necessitate the use of 80 per cent hot metal in open hearth furnaces with increased costs. I t was decided, therefore, to ex- amine the feasibility of adapting the oxygen process to refining iron with phosphorus content too high for the acid and too low for the basic Besse- mer processes. The production of low-nitrogen steel was also an impor- tant consideration.
Experimental work by Durrer and Hellbrugge in 1948 in Gerlafingen, :: Switzerland, indicated that low-nitrogen steel of good quality could be
"
produced by blowing a jet of oxygen onto a bath of molten pig iron. Voest (Vereinigte Osterreichische Eisen und Stahlwerke A. G.), a t the sugges- tion of Durrerll built a two-ton and later a fifteen-ton plant, in which sev- eral thousand tons of steel were produced. The results of t,he experiments showed that excellent metallurgical control was possible, the steel was of good quality, and capital investment would be low for an industrial un- dertaking. The first conlmercial top-blown oxygen steel plant was brought into operation a t Linz, Austria, in Kovember, 1952; the process rapidly gained recognition and plants have since been erected in many areas of the world. Several other types of top-blown oxygen steelmaking processes, such as Kaldo and Rotor, have been developed. The process initially developed a t Linz, which is the most widely used, is k~iown as "basic oxygen steelmaking process," although the term "L-Dl1 (Linzer- Dusenverfahren-literally, "Linz nozzle process"), is also used.
PLANT DESIGN AND LAYOUT A typical-.basic oxygen steelmaking shop consists of a furnace, which is
capable of being rotated vertically through 360 deg, with parallel crane

964 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
aisles to handle hot metal, scrap, refined steel, and slag. Facilities are also provided to bring and charge illto the furnace lime, iron oxide, and fluxes such as fluorspar. A schematic representation of an oxygen steel- making shop is shown in lcig 24-1.3 Although a 65-ton furnace is schemat- ically shown, furnaces of 300 tons are employed.
Starting with the furnace aisle, the vessel is usually located opposite the pouring platforms. To introduce oxygen into the furnace, a long, water-cooled tube (or lance) is vertically positioned a t a selected height above the charge. A special lance bay for inspectior1 and repair of lances may be provided adjacent to the furilace aisle, which also contains the water-cooled hood above the furilace for collecting and delivering to the gas-cleaning plant the gases and fumes generated during the blowing period. Bins and feeding devices for handling lime, iron oxide, fluxes, and scrap for temperature adjustment are usually in an upper level of the furnace aisle.
The furnace is positioned so as to be accessible from the pouring aisle if hot metal or scrap is to be added from the side. If the metallic materials are to be added to the furilace from the side opposite to the pouring aisle, a charging aisle must be provided and the vessel positioned to be able to be served from the charging aisle. A tap-hole on the side of the vessel on the pouring aisle side is provided and permits the liquid steel to be trans- ferred from the furnace to the teeming ladle by tilting the vessel forward and appropriately positioning the ladle on a transfer car under the vessel during this operation.
MATERIALS HANDLING The flow of raw materials to the steel furnace and provision for remov-
ing slag is not as standardized as in the open hearth process, however, the flow of materials is of critical importance to the ecoilomy and efficiency of the oxygen steelmalii~lg operation. In view of the high production rates of the refining operation, the speed and facility with which charge materials are introduced into the furnace a t the desired times are of ma- jor consideration. Raw materials for charging consist of hot metal, scrap, iron oxide, calcined lime, and if desired, fluxes.
Hot .metal is transported from the blast furnace to the basic oxygen steelmaking shop where it may be transferred to a mixing furnace or may be poured directly into a transfer ladle for charging to the oxygen steel furnace by overhead crane. I11 either case, the hot metal is weighed before charging into the steel furnace.
Several different.means of haildliilg scrap have been employed success-

PRECIPITATORS
C-J . . .
. . . ~ i ~ ' 2 4 - 1 . Diagram of an oxygen steelmaking plant. (Courtesy lanes 8 Laughlin Steel Corporation.)
7 I. .

966 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
fully, and continuing attention is being given to possible methods of charging large amounts of scrap in a short space of time. One method of handling scrap is to bring it into the shop in specially designed boxes carried by a truck of suitable design; from there the box is lifted by over- head crane which tilts it into the furnace mouth to allow the scrap to slide into the furnace. The scrap is pre-weighed before being taken from the truck. Another method entails the use of a tilting box or boxes on a car running on tracks in front of the furnace. The scrap is loaded into the box or boxes by means of a magnet, and is weighed either by a weighing mechanism in the car or by passing the car over a weigh-scale in the tracks. In front of the furnace, the box or boxes on the car are tilted to permit the scrap to slide into the furnace. It is possible t o charge large amounts of scrap very quickly in this manner.
Calcined lime, iron oxide, and fluxes are usually brought into the plant in covered cars to exclude moist,ure. They are then discharged into a re- ceiving bin incorporated into an elevator or skip-hoist system which car- ries the material to a level considerably above furnace height. At the upper or discharge end of the elevator, the material is carried, usually by conveyor belt, to bins adjacent to the furnace. From the bins, the mate- rial is drawn as required and added to the furnace from above by hoppers or chutes. The equipment transporti~lg material from the bins to the fur- nace incorporates a weighing device so that the amount added to the furnace is subject to rather precise control. Continuing improvements in handling powdered materials are being made, and a considerable degree of automatic control is being attained.
Small-sized scrap for cooling the furnace charge, if required, is also usually stored on an upper level, where it then is added to the furnace by chute.
STEEL AND SLAG HANDLING Steel is tapped from the furnace through the tap-hole into a ladle on a
car under the funlace, from which position the car moves into a position where an overhead crane can lift the ladle. The ladle is of the conven- tional bricklitled type, and the steel is poured through a nozzle into moulds as in the open hearth process.
Excess slag is poured from the furnace after tap, usually into a slag pot on a car under the furnace, where the car moves the pot to a positio~l where an overhead cralle can remove it. The slag pots may either be taken out on cars for du~nping, or, after an interval long enough for cool- ing, they may be discharged into trucks for removal from the shop.

GAS CLEANING 967
During the course of the refining period, slag may sometimes be ejected from the furnace by the violence of the reaction, and it accumulates be- neath the furnace, where it can be removed by suitable equipment, usu- ally of the mobile earth-moving type modified to meet the environment. Slag disposal, like scrap and hot metal charging to the furnace, may be handled t hough the pouring aisle or from the opposite side of the fur- nace.
GAS CLEANING Above the furnace is a water-cooled metal hood to conduct products of
combustion from the furnace into the gas-cleaning system. Water sprays may be installed within the hood to lower the temperature of the flame issuing from the mouth of the furnace. From the hood a stack conducts the gases into a duct leading either directly to the gas cleaning plant or, especially in Europe, to waste-heat boilers preceding gas cleaning. The stack and duct are refractory-lined and may have water-sprays in con- tact with the gases.
Equipment for cleaning the gases produced by the furnace operation is provided, as quantities of extremely small particles of dust are present in the gases. Dust composition varies slightly with hot metal composi- tion, but is essentially iron oxide. Caw4 reports typical analyses of gases -: and fumes from the furnace as:
Gas (per cent) Dust (per cent)
CO2 0.7-13.5 FeO 1.5 O2 11.1-20.0 Fe203 90.0 N2 74.5-78.9 Mn304 4 .4 CO 0.0-0.3 SiO, 1.2,5 CH4 0.0-0.2 CaO 0 .4 Hz 0.0-0.4 A1203 0 .2
pzo6 0 . 3
Dust coilceiltratioils in the gas to 20 grains per cu ft in the stack lead- ing from the hood vary with the course of the blow. Gas-cleaning systems are designed to reduce dust concentrations to a level consistent with muilicipality air pollution ordinances, and commonly are designed to allow no more than 0.0.5 grains per cu ft in the gases discharged. Losses of solid matter in the form of dust may amount to 1.5 per cent of the total metallic charge in the furnace.

968 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
Dust particle size may vary slightly in the order of 1 p or less. Data developed are as follows: ,
. .
Less than 0.5 p-20 per cent
0.5 to 1.0 .p-65 per cent
1.0 to 1.5 p-15 per cent
From this and other work, an estimate of 0.7 p appears to be the geo- metric mean diameter of the particles.'
Gas-cleaning ecluipment may be either e1ectrostatic.precipitators or wet scrubbers of the Pease-Anthony type. Both systems are efficient; choice of system is dependent upon considerations such as capital invest- ment costs, water availability and operating costs. Cleaning systems may be designed to accommodate 25 cu f t of gas per minute per cu ft oxygen blown per minute. The capital cost of gas cleaniilg will vary from 5 to 15 per cent of the total capital .cost of the basic oxygen steelmaking plant excluding the osygen-production plant. . ,
. I . FURNACE DESIGN A furnace for top-blown basic oxygen steelmaking consists essentially
of a cylindrical steel shell closed a t one end and lined with basic refrac- tory material. Trunnions are placed at some distance from the closed end so that the furnace may be rotated about a lateral axis for charging, tap- ping, etc.
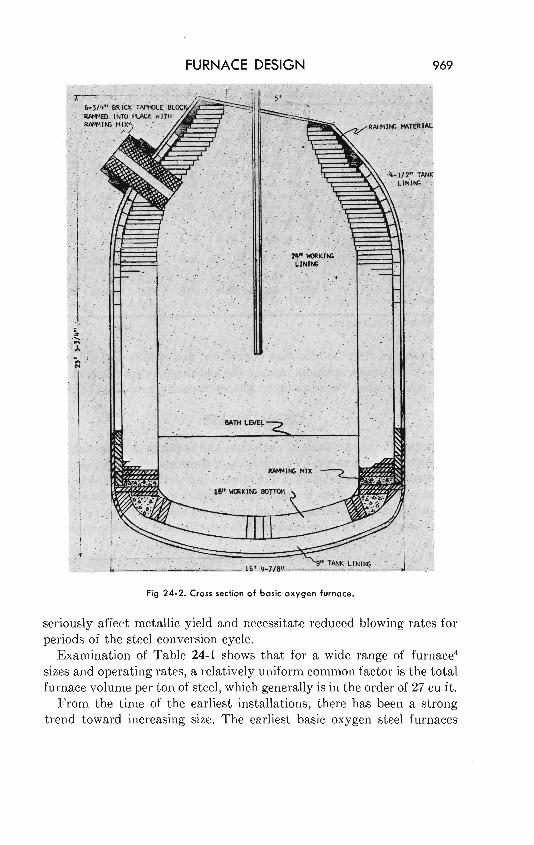
In all but the earlier installations, a tap-hole is installed near the mouth of the furnace to permit retention of the slag in the furnace when it is tapped. I'ig 24-2 shows a cross section of a 6.5-ton furnace.
A diameter and depth for optimum performance are necessarily re- lated to the dynamic characteristics of the oxygen stream, but param- e t e ~ s have not yet been clearly defined nor correlated with actual fur- nace performance. Bath depth is important, since it is possible to damage seriously the furnace bottom by maintaining a metal depth too shallow for the pressure of oxygen impinging on the surface.
During the blowing period, the reactions within the furnace lead to a considerable degree of turbulence of metal and slag, which may raise the level of slag and metal in the furnace high enough that it foams out of the mouth. If reactions are violent enough, some slag and metal may ac- tually be ejected from the furnace. As the depth of the metal in the bath increases relative to a given furnace height or internal volume, co~itrol over these conditions becomes more difficult. 1;oaming and slopping may
FURNACE DESIGN 969
Fig 24-2. Cross section of basic oxygen furnace.
seriously affect metallic yield and necessitate reduced blowing rates for periods of the steel conversion cycle.
Examination of Table 24-1 shows that for a wide range of furnace4 sizes and operating rates, a relatively uniform common factor is the total furnace volume per ton of steel, which generally is in the order of 27 cu ft.
From the time of the earliest installations, there has been a strong trend toward increasing size. The earliest basic oxygen steel furnaces

970 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
TABLE 24-1. TYPICAL DIMENSIONS FOR TOP-BLOWN OXYGEN CONVERTERS~
Furnace ( . A B I C ,I l E [ F 1 G
Capacity, tons 38 33 200 300 Height, ft-in. 22-2 24-2 24-8 19-0 .. 22-8 27-10 ?5 26-5 j5 Diameter, ft-in. 13-9 13-0 18-0 14-6 35 17-6 21-8 35 28-5 35 Heieht/diameter ratio 1 ::j 1.84 1 I13d 1.35 I 1'21 1.28 1 0.93 ~ a t l h diameter. ft-in. 1 7-10] 8-6 1 12-6 1 9-1 1 12-6 116-4 1 22-0 Bath surface, sq f t 48 57 125 65 122 208 380 Bath height, in. / 44 1 39 1 47 1 35 1 56 1 63 1 52 Bathd iam/ba thhe igh t 2.12 2.65 3.14 3.28 2.7 3.15 5.1
ratio Total volume/ton-cu f t / 1 27.7 1 28.7 1 26.6 / 29.8 1 23.3 1 25.8 1 27.3
a After J. Reichmayr.
ton Bath surface/ton-sq ft/
ton Nose diameter, ft-in. Oxygen flow cfm Impact diameter, ft-in.
were adapted from bottom-blow converters, and studies are still being made to determine optimum furnace size and shape for specific heat sizes and refining rates. Furnaces up to 300-ton capacity have been built.
REFRACTORIES
1.4
3-4 2800
1-0
Furnace linings are basic in character, and normally co~ltain dolomite or magnesite refractories. Combinatioils of these materials are also used.
Adjacent to the steel shell of the furnace is provided a relatively thin, permanent lining which is not removed during routine working-lining replacements unless damaged, when repairs are made by patching in situ. Fired mag~lesite brick has been most frequently used for the permanent lining.
Adjacent to the permane~~t lilliilg is placed the working lining. Some- times a rammed layer of material of the same compositioil as the working lining may be placed between the permaneilt l i i l i~~g and the working lining.
The working lining consists of dolomite or nlagnesite bricks, both tar- bonded, or of bricks composed of butmt magnesite or stabilized burnt dolomite; sometimes cotnbi~latio~ls of these types of brick are used. Rammed magnesite lini~lgs have also been used. While the tar-dolomite brick is in most general usage, considerable experimental work is under- way to determine the most economical lining material. Dolomites with
1.5
4-7 3000 0-10
1.55
5-10 7200
2-1
2.0
3-4 3000 1-0
1.3
9-0 4200
1-3
1.05
7-0 10,000 2-6
1 .5
9 -3 15,000 3 -4

FURNACE OPERATION 97 1
various ratios RIgO to CaO, and high MgO magnesites are being experi- mentally employed.
For a 6.5-ton furnace, the permanent lining is typically 456 in. thick except on the furnace bottom, where it would be 9 in. or more thick. The working lining a t its thickest point may be between 20 and 25 in. thick, with a weight of 155 net tons. The life of the working lining may be be- tween 150 and 450 heats, but continual improvements in performance are to be expected. Localized thin areas that may develop on the lining during the course of a campaign may be repaired with spraying finely divided refractory.
After the duration of a campaign the working lining is removed and a new lining installed. The new lining is "burnt in", or heated, before use. Burn-in procedure usually consists of spreading red-hot coke over the furnace bottom, followed by lowering the oxygen lance into the furnace with the oxygen turned on to maintain combustion of the coke. A ther- mocouple may be used to measure the temperature within the furnace. By regulating the oxygen flow, the temperature can be readily controlled, and is maintained over 2000 17, in order to coke the tar-bond on the inner surface and partially coke the interior of the lining, thus affording a rela- tively strong refractory shell. Too slow a burning in of tar-bonded bricks results in a slumping or sagging of the lining, which can injure a lining before any service has been obtained. The non-tar types require generally a normal drying and preheating schedule. In either case, should the fur- nace be temporarily out of operation during the course of a campaign, the lining is maintained a t a high temperature by a gas flame introduced into the mouth of the furnace.
FURNACE OPERATION
Raw Materials. Sources of metallics are similar to those of basic open hearth steelmaking, i.e., scrap, hot metal, cold pig iron, and iron oxide. Scrap is generally preferred to be of smaller size than is used in open hearth operationj and the choice of size is determined by the particular charging equipment used.
Hot metal from blast furnaces is the largest and most important source of iron, comprising between 65 and 95 per cent of the ferrous materials charged. In addition, hot metal composition is directly related to the chemistry and thermal balance of the process.
For top-blown oxygen steelmaking, the hot metal composition is usu-

972 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
ally within the normal range for basic open hearth operation. The follow- ing average values may be reported as typical for a single slag process.
Hot Metal Analysis (wt . per cent) Plant C Si S . . P Mn
Cold pig iron is rarely used; it provides effects similar to that of hot metal, modified by the cooliilg effect given by its low temperature.
Iron oxide may be used in the charge with coilsiderable success; i t af- fords a cheap source of iron and oxygen, and is also an estremely effective coolant. The cooliilg power of iron oxide, depending on the type used, is generally considered to be between 2.5 and 3.3 times as great as that of scrap. The physical form of the iron oxide nlay be that of rllill scale, pel- lets, sinter, or ore. J t is essential that the material be dry; otherwise, there is a danger of violent explosions in the furnace.
Calcined lime is used, similar in size and composition to the pebble lime used in basic open hearth operation. This material must be dry. Flu- orspar, bauxite, or other fluxing materials are frecluently used in the fur- nace to flux the lime. Limestoile is rarely used in oxygen steelmaking as it has a te~ldency to cause excessive turbulence in the bath, leading to ejection of slag and metallics from the furnace nlouth as calcination of the limestone proceeds.
In a typical operation for the production of low-carbon steel, the fur- nace is first charged with scrap and then with hot metal; iron oxide may also be charged with the scrap. The furnace is then brought to a vertical position, oxygell flow through the lance begun, and the lance is lowered into the furnace. Another procedure is to first lower and set the lance and then provide for oxygen flow. The lance height above the bath is con- trolled so that the osygen stream inlpiilges 011 the bath, usually from a height between 40 and 120 ill. (100-ton furllace).
A \.isible reaction flame begins to leave the furnace mouth almost im- mediately, and lime and fluorspar are then added to the furnace by means of an overhead chute. The flanle decreases quite suddenly a t 0.06 per cent carbon or a little lower, as in the bottom-blown pneumatic processes,

FURNACE OPERATION 973
and when the carbon in the furnace is estimated to have reached the de- sired level, the furnace is tilted to permit the introduction of an immer- sion thermocouple into the steel. A sampling spoon may be inserted into the bath to obtain samples of steel and slag for chemical analysis if de- sired a t this time.
If the steel is colder than is desired, the furnace is brought to blowiilg position and blowing resumed; additional FeO is generated and further carbon removal may accompaily the reblowing. I n cases of extremely low temperature, it may be necessary to add hot metal to the furnace, followed by reblowing. Should the steel temperature be higher than is desired, it is usually the practice to add scrap to the furnace through an overhead chute. The temperature may also be lowered by tilting the fur- nace back and forth several times in succession (rocking).
If, in the initial bath sample, the carbon is too high the furnace is brought to blowing position and blowing resumed.
Three different techiliques may be employed for the production of medium-and high-carbon steels:
(a ) Blow the steel to about 0.06 C, followed by the addition of a recar- bnrizing agent, either as hot metal to the furnace or as carbon to the tapping stream.
(b) Blow the steel until the carboil coiltent is near the desired carbon in the finished steel' (catch-carbon technique).
(c) The intermediate turndown practice. RIethod (a) has serious disadvantages, among which are a high-oxygen
content in the bath, long blowing times, high-oxygen consumption, and uncertainty in meeting carbon requiremei~ts.~ Technique (6) has been developed with considerable success, and steels with carbon conteilts as high as 1.0 per cent are made as a routine operation by this means.
While.scrapped ingots up to 10 tons in weight have been melted, there is some risk that they may not be completely melted during the making of high-carbon steels, which require less blowing time and are tapped a t lower temperatures than are low carbon steels.
I11 the case of both low-and high-carbon steels, when the slag condi- tion, steel analysis, and temperature are considered satisfactory, the fur- I
nace is tilted to permit t h e steel to run through the tap-hole into the ladle. As soon as slag begins to run through the,tap-hole, the furnace is tilted back to prevent an excessive amount of slag from entering the ladle. Before recharging the furnace, the slag is poured into a slag pot by tilting the furnace so that it runs over the furnace lip.
Ally additions of carbon, ferro-manganese, ferro-silicon, aluminum,

974 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
etc., that may be required, are usually added to the ladle as tapping pro- ceeds; less commonly, ferro-alloys are added to the furnace immediately before tap. Alloys such as nickel, copper, and molybdenum, that do not readily oxidize, may be added to the furnace with the charge materials. The steel in the ladle is brought to the pouring platform where it is poured and treated as in open hearth operation. ,
Following is a heat log for an operation designed to produce approxi- mately 100 tons per heat. Many variations in the operation described may be made in accordance with equipment and materials used in vari- ous plants. The proportions of charge materials, and the oxygen flow rate, for example, are by no means standardized. Oxygen consumption,
Heat Log for Low-Carbon Steel Time Operation Details
12:44 Complete draining slag from previous Slag poured over lip into heat pot and furnace t i l ted
into charging position 12:45 Star t charging scrap 49,000 lb scrap charged 12:49 Complete charging scrap 6,000 Ib iron oxide pellets
charged with scraD 1.2:50 Charge hot metal 190,000Ylb hot metal: Com-
position: Si 1.00,. Mn 1.35, S 0.040, P 0.122. Hot 'meta l temperature 2540 F
12:52 Begin oxygen flow and lower lance in to Flow rate 6500 cfm. furnace
12:53 Flame emission (ignition) in progress. 12,000 l b lime; 200 lb fluo- Lime and fluorspar added by over- rspar head chute
1: 18 Flame d r o ~ s . Lance withdrawn and ox- ygen s h i t off
1: 19 Furnace tilted. Immersion pyrometer Temperature 2950 F C 0.06, inserted. Sanlple steel and slag . Mn 0.18, Slag: FeO 17.0, taken SiOz 14.08, AlzOa 0.48,
PzOa 1.33, MnO 11.50, , S 0.13, CaO 42.50, MgO
3.90 1 :23 1000 lb. scrap added 1 : 27 Temperature measured by immersion Temperature 2900 F
pyrometer 1:30 Sta r t t ap 1:32 Additions to tapping stream Ladle additions: 30 lb
aluminum, 1150 l b 80 per cent ferromanganese
1:3G Complete tapping steel. Raise furnace and prepare t o drain slag
1:40 Slag drained
C hl n S P Ladle analysis : 0.09 0.41 0.018 0.012 Specified : O.OG/0.10 0.35/0.45 0.035 mau 0.025 max Product weight: 209,000 lb.
INSTRUMENTATION AND UTII.ITIES 975
in particular, varies in differeilt plants, but is usually between 1500 and 2400 cu ft per ton of steel tapped; it is affected by the analysis and amount of hot metal, the amouilt of iron oxide used, the grade of steel being made arid practice details.
INSTRUMENTATION AND U'I'ILITIES As the process is dependent upon oxygen supply to the bath, measure-
ment of oxygen flow is essential to coiltrol of the process. A flowmeter is usually mounted on the oxygen main line before entry to the hose supply- ing the lance. I11 the more recent installations, the meter often gives a pressure-temperature compensated measurement, presenting the flow measurements a t STP to afford more precise control over the oxygen flow.
The source of oxygen supply is a large production unit, sometimes capable of producing more than 200 tons of oxygen per day. Gaseous oxygen of a purity not less than 98..i per cent and usually above 99.5 per cent is brought through a copper pipe to the melt shop, where it passes through a flexible hose into the lance proper.
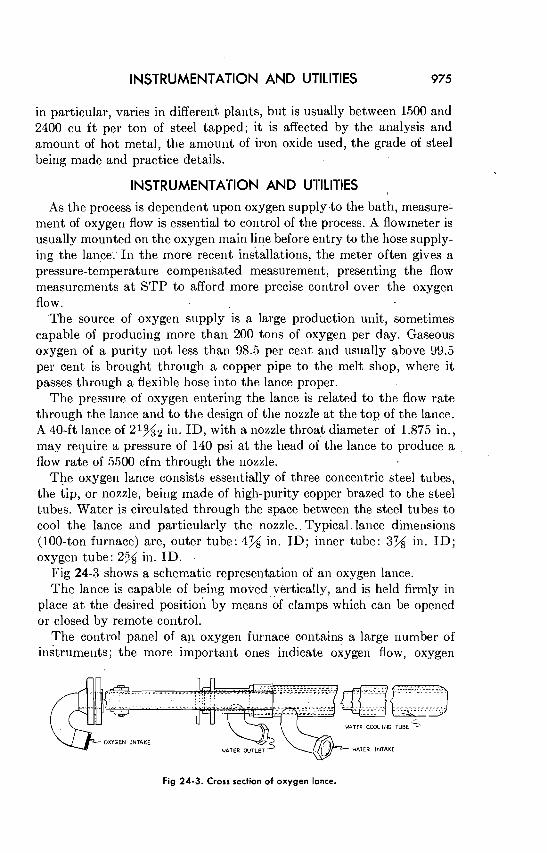
The pressure of oxygen entering the lance is related to the flow rate through the lance and to the design of the nozzle at the top of the lance. A 40-ft lance of 21952 in. ID , with a nozzle throat diameter of 1.875 in., may require a pressure of 140 psi a t the head of the lance to produce a flow rate of 5.500 cfm through the nozzle.
The oxygen lance consists essentially of three concentric steel tubes, the tip, or nozzle, being made of high-purity copper brazed to the steel tubes. Water is circulated through the space between the steel tubes to cool the lance and particularly the nozzle.. Typical lance dimensions (100-ton ful.nace) are, outer tube: 474 in. ID ; inner tube: 3J4 in. ID ; oxygen tube: 2% in. ID.
lcig 24-3 shows a schematic represelltation of an oxygen lance. The lance is capable of being moved vertically, and is held firmly in
place a t the desired positiol'l by means of clamps which can be opened or closed by remote control.
The control panel of ail oxygen furnace contains a large number of instruments; the more important ones indicate oxygen flow, oxygen
WITER C W L I I C TUBE - OXYGEN INTAKE
Fig 24-3. Cross section of oxygen lance.

976 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
pressure into the lance, water pressure in the lance, lance height above the bath, gas temperature in the stack or duct above the hood, and 6em- perature of the water in the hood.
Water supply is necessarily related to the size of the furnace and pro- duction rate. For a 100-ton furnace producing 100 tons per hour, water supply to the hood may be in the order of 4000 U.S. gallons per minute a t a pressure of 80 psi, and cooling water to the lance would be in the order of 260 U.S. gallons per minute a t a pressure of 150/200 psi.
METALLURGICAL PRINCIPLES Heat Balance. As in other pneumatic steelmaking processes, the
heat necessary for refining is obtained from oxidation of constituents in the charge materials. In one respect, however, oxygen steelmaking is unique, as the principal source of oxygen is high purity gaseous oxygen. The thermal efficiency in terms of ability to melt scrap is thus increased, since little or no diluent nitrogen enters the furnace to be heated.
Charge proportions depend upon the heat balance in the furnace, i.e., the proportion of scrap and other coolants to hot metal must be adjusted to maintain control over steelmaking temperatures. Charge proportions, therefore, depend to a large extent upon the composition of the iron, slag volume and composition, and upon the particular steelmaking temperature desired.
Philbrook6 has calculated a heat balance for a basic oxygen steelmak- ing practice. For the purpose of calculation, part of which follows, the assumptions in Tables 24-2 and 24-3 were made.
The first step in the calculation is to determine the slag weight, and from this a material balance may be calculated. The calculation is for 2000 lb hot metal :
SiOz formed from 24 1b Si in iron = 24 (60.09)/(28.09) = 51.3 lb SiOz
Metal analyses, wt. per cent C Si Mn P Fe + S
Hot nletal 4.40 1.20 1.30 0.13 92.97 Scrap 0.10 0.05 0.45 0.02 99.38 Blown metal 0.05 0 0.20 0.01 99.74
Slag and mill scale analyses, wt. per cent FeOa FezO3" Si02 CaO MgO MnO PzOs A1203
slag 15.0 4.0 16.0 48.0 3.5 9.0 1.5 3.0 Mill scale ' 56.9 38.1
Oxide equivalents

METALLURGICAL PRINCIPLES 977
Material Temp., deg F ~ $ ~ ~ ~ e ~ t
Hot metal, 1.20 Si 2500 540 Blown metal (nearly pure Fe) 2950 606 Basic slag 3000 880 CO 3000 23,200 CO z 3000 37,400 (302 3200 40,300 N 2 2800 21,300 N Z 3200 24,700
Slag weight (16.0 per cent SiOz) = (51.3/0.16) = 321 Ib slag Mill scale used = 25.2 lb Weight of blown metal = 1836 lb Partial Oxygen Balance for Iron Oxides: 0 2 equivalent of iron oxides in slag 14.43 lb 0 2 equivalent of iron oxides in mill scale = 6.06 lb Net 02 required from gas = 8.37 lb = (8.37/32) = 0.26 lb mols. Material balances for other elements are similarly derived. Heat bal-
ance calculations are made by multiplying the moles of elements reacting from the material balance by the heat of reaction. Sensible heats are %,;
calculated from data in Table 24-3. The results are summarized in Table s 24-4.
TABLE 24-4. HEAT BALANCE SUMMARY
Heat supplied M BTU
Heal of oxidation C (to CO) Si Mn P Fe to slag Heat of formation of slag
Total chemical heat available Sensible heat of hot ,metal
Total heat availble Heal consumed
Sensible heat in blow metal Sensible heat in slag Sensible heat in CO Sensible heat in Nz External heat losses
Total heat requirements Net heal available
To melt scrap, by difference

978 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
SILICON CONTENT OF K I T METAL - PERCENT
Fig 24-4. Effect of hot metal silicon content on proportion of scrap perrnitted'in
charging a basic oxygen steelmaking vessel.
400 M BTU in Table 24-4 are calculated to be sufficient to permit the use of 663 lb scrap per ton of iron, or 24.9 per celit of the charge.
In Table 24-4, it is assumed that the furnace taps 80 tons per hour, so the external heat loss is assumed.: . .
2,000,000 BTU per hour = 25,000 BTU per ton
80 tons per hour
In operational practice, however, the amount of scrap charged is usu- ally based primarily upon the silicoll content of the hot metal, since carboil content is usually unknown a t the time of charging, and the phosphorus and mauganese contents of hot metal are not ilormally sub- ject to extreme fluctuations. . .
A typical hot metal si1icon:scrap relation, after Davis,' is illustrated in Fig 24-4. The ratio shown is not' llecessarily valid for.all plants; it is usually necessary to develop one in accordance with the particular hot metal compositioil and temperature and the operating practice used.
The use of an analog computer as a means of calculating'the required charge proportions to attain a given tapping temperature has been found to be of considerable effectiveness, as described by S l a t o ~ k y . ~ The use of computers to improve colitrol of basic oxygen steelmakiilg practices will extend, as knowledge of the process increases;

: CHEMISTRY . . ~ 979
CHEMISTRY . ,
The basic oxygen steelmaking process is characterized by the primary reaction of the metal bath with the gaseous oxygen without the necessity of slag formation for the tiai~smission of oxygen. The formation of a basic slag is, however, necessary for dephosphorizatioh and desulfuriza- tion to take place. A number of disadvantages of the open hearth and ~ e s s e m e r processes are eliminated, i.e., nitrogen absorption by the bath in the Bessemer process and sulfur from open hearth fuels.
The following factors should be considered for control over the process : (1) weight' of oxygen blown per unit time. (2) Characteristics of the oxygen jet stream. . ,
(3) Chemical and physical characteristics of slag-building constituents . ..
and their time of addition. (4) Chemical and physical characteristics of metallic materials charged. The amount of oxygen supplied per unit time is the major factor
governing the refining rate. The chemistry of the process callnot be considered without reference
to the characteristics of the oxygen stream. Fig. 24-5 after Plockinger and W a h l ~ t e r , ~ illustrates the shape of the oxygen jet leaving a specific
RaolUS OF IMP I tGMENT PREA, ( I ISHES)
Fig 24-5. Shape of oxygen jet and impingement pressure on bath for two levels
of oxygen pressure.

980 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
venturi nozzle and its impingement pattern upon the bath for two dif- ferent pressures a t the nozzle. ,
I t can be seen how the surface area of the reactive zone varies with the distance between the nozzle and the initial bath surface, the area covered by the oxjrgen increasing with increasing distance. Increasing the oxygen pressure at the nozzle, however, greatly increases the pres- sure of gas impingement upon the surface, and thus increases the rate of direct gas-metal reactions. Similarly, for a given pressure a t the nozzle, increasing the distance decreases the pressure of gas impingement.
According to Afar.aslev et al. (quoting EfemovlO), the depth to which the jet penetrates the metal is proportional to the velocity of the jet and the square root of its diameter a t the point where it strikes the metal.
where g and liq are the weights by volume of the gas and liquid, G is gravity acceleration, w is the velocity of the gas a t the flow axis a t metal level, and d is the diameter of the divergent jet a t the point where it strikes the metal.
When the depth to which the oxygen jet penetrates is greatly reduced, surface oxidation of the bath begins and the surface layer of the metal becomes enriched with iron oxides. Should the pressure upon the bath be low enough, direct gas-metal contact may not be obtained, and slag may intervene. Oxidation then becomes diffusional, oxygen being trans- mitted to the metal by oxidation of iron oxide in the slag to a higher oxide, which in turn is reduced to the lower oxide a t the slag-metal boundary. Advantage is taken of these phenomena to regulate the ison oxide content of the slag to some extent by adjusting the position of the lance above the bath; a higher lance position increases the iron oxide content of the slag.
Slag-metal reactions appear to he sirnilas to those in the basic open hearth. The time of formation of a reactive basic slag is necessarily in- fluenced by the size and time of addition of the lime, which thus affects the degree to which desulfurization and dephosphorization takes place. Lime additions are in general intended to produce a lime-silica ratio between 2.50: 1 and 3 . 5 : 1 in the final slag; theaimed lime-silica ratio may be modified in accordance with the degree of phosphorus removal re- quired 'and the compositiol~ (particularly I' content) of the hot metal. For hot metal of phosphorus content between 0.,100 and 0.200 per cent, a lime-silica ratio of 3 : 1 would be normal. The following slag composition,

CHEMISTRY , 98 1
reported by Austin,ll inay be regarded as typical of those produced in the nlaking of steels with carbon contents in the range 0.06 to 0.10 per cent from hot metal of conlposition C 4.0, Riln 0.99, S 0.026, Si 1.12.
Wt, per cent
CaO 45-46 SiO, 15-16 Total Fe as FeO 20 MllO 5 . 5 Mgo 4.5-5.0 A1203 1.5-2.5 P205 1.1-1.5
The composition of the metallic materials charged obviously affects the composition of the bath a t ally given time during refining. The bath composition during the refining cycle has been studied by a number of investigators, and there is general agreement as to the main course of oxidation of the constituent elements. l?ig 24-69 gives a representation
SLPG
\ - - -_
- -- - - - --- - -----_ _ _ \ FEO
- - - - _ _ -
s1o2
- ..PpO&
BATH T W E F A N R E
0.059% C 0.31% MN
BLOWlEt TIME, MIWTES
Fig 24-6. Changes in bath and slag composition during the oxygen blow.

982 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
of the changes taking place in bath composition and temperature for a basic oxygen heat with scrap used as coolant.
Initially, manganese and silicon are oxidized, while the oxidation of carbon begins slowly but increases rapidly after the silicon is oxidized. The oxidation of phosphorus begins slowly, but increases as a fluid, re- active basic slag is formed, and particularly toward the end of the blow as the iron oxide content of the slag increases. Sulfur removal proceeds very slowly a t first, but somewhat faster during the latter part of the desiliconizing period. Desulfurization is more effective than in open hearth operation, due principally to the absence of sulfur pick-up from fuel sources, the earlier formation of a fluid basic slag, and to the degree of slag-metal contact obtained from bath turbulence. An undetermined but significant amount of sulfur appears to be removed by direct oxida- tion to a gaseous oxide, which passes out of the'furnace with the exhaust gases.
Manganese content a t the end of the blow is closely related to the amount of manganese in the materials charged and to the iron oxide content of the slag. Rinesch2 shows the following for steels blown to 0.05 to 0.06 per cent carbon:
a/o Mn in Hot Metal O/, Mn in Steel
1.40-1 .60 0.30 1.60-1.80 0.35 1.80-2.00 0.40 2.00-2.20 0.45
Tredennick12 found the relation between slag FeO and residual bath manganese for steels blown to carbon contents in the order of 0.09 a/o to be as show11 in Fig 24-7.
Phosphorus removal has received much attention. The upper limit of phosphorus in hot metal for conventional top-blown oxygen steel- making with a single slag appears to be near 0.500 per cent, although phosphorus contents below 0.350 per cent are preferred for the produc- tion of steels with phosphorus contents below 0.030 per cent. With a typical phosphorus content of 0.130 per cent in the hot metal, an average value of 0.020 per cent or lower may be expected in the steel.
The general laws for dephosphorization remain the same as in basic open hearth operation; the rate a t which the stable tetraphosphate of calcium (4Ca0.P206) forms depends on the chemical composition of the slag, its viscosity, and the thermal conditions. Phosphorus removal is attained by the formation of an active lime-iron oxide slag.

CHEMISTRY
.W .I0 .r) 2 0 2 5 .X) .U . 4 0
RESIDUAL OATH Y*
Fig 24-7. Relationship between Mn content of hot metal, Mn residual in the bath and FeO content
of the slag in the basic oxygen process.
Carbon removal is a function principally of the amount of oxygen blown. The position of the lance makes a slight difference with respect to the rate of carbon removal with a lower position increasing the rate of decarburization. For a constant rate of oxygen blown, the rate of carbon oxidation is also a function of the carbon content of the bath. The rate of carbon oxidation increases from the start of blow until the bath carbon has fallen to near 2.0 per cent; from that level the rate of carbon oxidation decreases as the carbon level in the bath decreases, according to Afanas'ev et ~ 1 . ' ~
Several investigators have measured oxygen contents in the steel in top-blown oxygen steel furnaces. A study by Plijckinger and Wahlsterg indicates that, very early in the blow, the metal is supersaturated with oxygen, but, below 1.0 per cent carbon, oxygen levels approach the values found in the'basic open hearth process, and below 0.20 per cent carbon, are the same. (Fig 24-8).
Nitrogen contents of the steel are dependent principally upon the nitrogen content of the oxygen used. Trenkler2 obtained the following

984 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
CPRBON CONTENT OF MTH METAL - PERCENT
MITE; 1N)IVIDUAL POINTS AN) DASHED BORDER CURVES bRE ACTUAL VALUES FOR THE BASIC OXYGEN PROCESS.
Fig 24-8. Carbon-oxygen relationship for the basic oxygen process and comparison data for
the basic open hearth process and equilibrium studies.
results from experiments:
Nitrogen content of lance oxygen, Nz Content of Steel
per cent
A practice using 99.95 per cent oxygen with normal operation should produce nitrogen contents in the steel between 0.002 and 0.004 per cent.
The approximate nitrogen contents of steel made by various processes are indicated in Table 24-5.13
TYPES O F STEEL PRODUCED The top-blown oxygen processes of steelmaking were first employed
in the mailufacture of low-carbon steel for flat-rolled products due to the ease with which low-carbon levels could be obtained. The estimatioil

EXTENSIONS O F THE BASIC PROCESS 985
Process % N2
Open hearth 0.003-0.006 Acid .Besserner 0.009-0.018 Electric furnace, low C 0.005-0.008 Electric furnace, low alloy 0.006-0.015 Basic oxygen 0.002-0.004 Oxygen-steam 0.002-0.003
of carbon colltellt in the bath was also reasonably precise a t levels near 0.06 per cent. In these respects, the operations were similar to Bessemer operations.
With increasing experience, success has been obtained in making steels containing up to 1.0 per cent carbon on a production basis, and in extending the range of products into the low-alloy field. It has been well demonstrated that top-blo~vil processes can produce any grade that is normally made in basic open hearth furnaces.
Steels with manganese conteilts up to 1.65 per cent, are regularly made, as are steels with molybdenum coiltents up to 0.25 per cent. Steels with up to 1.65 per cent nickel have been made. As previously indicated, molybdenum, nickel, and copper are added to the furnace, and chemical analysis is collducted before tapping. Steels with chromium contents up to 1.10 per cent, even a t carbon levels near 1.0 per cent, have been produced; exothermic ferro-chromium additions to the ladle may be made, or, as described by Cuscoleca and Rosner,14 ferro-chrome may be added to the furnace shortly before tap. The basic oxygen process is ideally suited for the manufacture of low-carbon steels for electrical sheet, when silicon contents as high as 3.5 per cent are sometimes re- quired.
The quality of oxygen blo~vn steels appears to be very similar to that of basic open hearth steel. However, the mechanical properties are slightly modified by the low-nitrogen content. Statistically, oxygen steels may be expected to have slightly lower tensile properties and slightly greater ductility than open hearth steels of the same nonlinal composition.
EXTENSIONS O F 'THE BASIC OXYGEN STEELMAKING PROCESS The initial application of the basic oxygen steelnlaking process was
to the refining of relatively low-phosphorus hot metal, and followilig its success,.the problem of producing low phorphorus steel of low-nitro-

986 , Chapter -24-BASIC OXYGEN STEELMAKING PROCESS
gen content from high phosphorus hot metal engaged the attention of a number of investigators, principally in Europe. Three different ap- proaches were followed :
(a) The original basic oxygen steel process is modified to use a two- slag procedure, in which, after approximately 10-min blowing, the slag is fluxed with fluorspar or bauxite and poured from the furnace. Lime and flux is then added to produce a second slag, and blowing resumed. The operation, as described by Trenkler,15 indicates that, by this means, iron containing 0.50 to 1.5 per cent P can be refined to produced steel with less than 0.030 per cent P a t low-carbon levels.
(b) The basic oxygen process is used, but powdered lime is blown into the bath, using the oxygen stream as a carrier gas.16 Slag is usually re- moved from the furnace at some time during the blowing cycle, followed by a resumption of oxygen blowing the lime injection. By this means, iron with phosphorus contents up to 2.0 per cent may be used to produce low-carbon steel with phosphorus contents below 0.030 per cent. The process was developed independently in France and Belgium, and has been identified as the OLP or LD-AC process.
(c) A basic oxygen furnace capable of being rotated during the course of the blow is used with a low-pressure oxygen flow. The Kaldo process, as developed by Kalling,I7 typifies this type of operation. The lance oxygen is at a pressure in the order of 45 psi, and the lance is inclined at a low angle of incidence to the bath-perhaps 25 deg. The furnace itself is inclined a t an angle of about 18 deg from the horizontal. Oxi- dation of bath constituents proceeds by diffusion of oxygen through the slag, and the rotation of the furnace is conducive to good slag-metal contact; the furnace may be rotated. a t rates up to 35 rpm. Slag is re- moved from the furnace a t least once during the blowing cycle.
Much of the CO produced by bath reactions burns within the furnace, furnishing a supplemental source of heat. In Kaldo operation, iron oxides equivalent, it is estimated, to 40 per cent scrap, have been used as a zoolant. '
The Rotor furnace is somewhat similar in design and operation, and is also rotated.18 Oxygen is used in two separate streams-injected below the surface of the bath and also blown into the space above the bath.
In both Kaldo and the Rotor process, low-carbon steels with less than 0.030 per cent phosphorus have been produced from 2.0 per cent phos- phorus hot metal.
Future modifications to the top-blown oxygen processes are likely to be in the fields of increased scrap melting capacity and in introducing
REFERENCES 98'7
Practice variation Preheated scrap 1250 F scrap
1. Standard oxygen blow 25 32 2. Burn CO to CO2 in furnace by 0 2 : C 0 2 leaves at 48 57
at 3500 F 3. Burn CO to CO2 in furnace by air; C 0 2 and N Z 41 49
leave at 3200 F 4. Turbohearth; all surface blowing with air 26 33
solid materials such as finely divided iron ore as well as lime in the oxygen stream.
I n the usual basic oxygen operation conducted without the adjunct of waste heat boilers, a large amount of sensible heat is lost to the opera- tion by the burning of the reaction product, CO, as it leaves the mouth of the furnace.
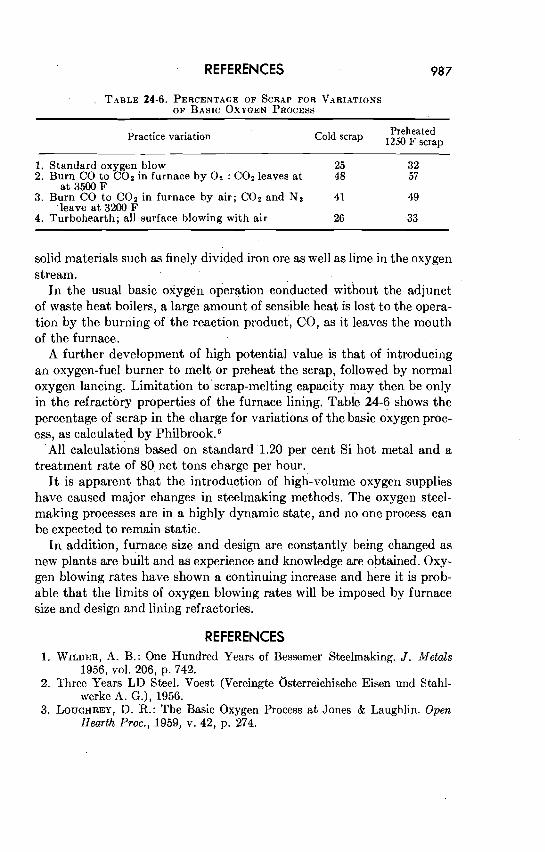
A further development of high potential value is that of introducing an oxygen-fuel burner to melt or preheat the scrap, followed by normal oxygen lancing. Limitation to scrap-melting capacity may then be only in the refractory properties of the furnace lining. Table 24-6 shows the percentage of scrap in the charge for variations of the basic oxygen proc- ess, as calculated by P h i l b r ~ o k . ~
All calculations based on standard 1.20 per cent Si hot metal and a treatment rate of 80 net tons charge per hour.
I t is apparent that the introduction of high-volume oxygen supplies have caused major changes in steelmaking methods. The oxygen steel- making processes are in a highly dynamic state, and no one process can be expected to remain static.
In addition, furnace size and design are constantly being changed as new plants are built and as experience and knowledge are obtained. Oxy- gen blowing rates have shown a continuing increase and here it is prob- able that the limits of oxygen blowing rates will be imposed by furnace size and design and lining refractories.
REFERENCES 1 . WILDER, A. B.: One Hundred Years of Bessemer Steelmaking. J. Metals
1956, vol. 206, p. 742. 2. Three Years LD Steel. Voest (Vereingte Osterreichische Eisen und Stahl-
werke A. G.), 1956. 3. LOUGHREY, D. R.: The Basic Oxygen Process at Jones & Laughlin. Open
Heorth Proc., 1959, v. 42, p. 274.

988 Chapter 24-BASIC OXYGEN STEELMAKING PROCESS
4. GAW: Symposium on Basic Oxygen Furnaces. Iron Steel Engr., 1956, v. 33, 5. BENTON, C. C.: Production of Low Carbon, Medium Carbon, and High
Carbon Steels by the Basic Oxygen Process. Open Hearth Proc., 1960, v. 43.
6. PHILBROOK, W. 0 . : Engineering Thermochemistry of Oxygen Steelmaking Processes. Open Hearth Proc., 1958.
7. DAVIS, D. 0 . : The Oxygen Steelmaking Process. AISI Regional Technical Meeting, 1955, p. 37.
8. SLATOSKY, W.: End Point Temperature Control of the Basic Oxygen Furnace. Trans. Met. Soc., 1961, v. 221.
9. PLOCKINGER, E., and W. WAHLSTER: Metallurgy of Oxygen Top-blowing Processes. Stahl u . Eisen, 1960, v. 80.
10. AFANAS'EV, S. G., M. M. SHUMOV, and M. P. KVITKO: Basic Principles in the Top-Blowing of Iron with Oxygen. Stal' (in English) October, 1960.
11. AUSTIN C. R.: Oxygen Steel in the United States. Iron Steel Engr., 1956, v. 33.
12. TREDENNICK, J. E.: Basic Oxygen Steelmaking. Paper prepared for presenta- tion a t Regional Technical Meeting of the American Iron and Steel Institute, San Francisco, November 6, 1959.
13. KING, THOMAS B.: The Use of Oxygen in Steelmaking. Open Hearth Proc., 1959, v. 42, p. 250.
14. CUSCOLI~CA, 0. and ROSNER K.: Extension of the LD Process. Part I- Production of Special Steels. Iron & Coal Trades Rev., 1958, v. 177, p. 441.
15. TRENKLER, H.: Extension of the LD Process. Part 11-Conversion of High Phosphorus Iron. Iron & Coal Tradbs Rev., 1958, v. 177, 501.
16. DECKER, A., and P. METZ: Application of the Physical Chemistry to the Basic Oxygen Steelmaking Process. LiBge-Vaillant-Carmanne, 1959.
17. DORMSJO, T. 0. and BERG, 0 . R.: The Kaldo Oxygen Steelmaking Process- Its Metallurgy and Economics. Iron Steel Engr., 1959, v. 36, p. 67.
18. GRAEF, R., and L. VON BOGDANDY: The Rotor Steelmaking Process. Iron & Coal Trades Rev., 1958, v. 177, 11. 1151.
19. MUTTITT, F. C.: Oxygen Steel Furnace Linings. Open Hearth Proc. 1960, v. 43, p. 274.
20. MCBRIDE, D. L.: Physical Chemistry of Oxygen Steelmaking. J. Metals, 1960, v. 12, p. 531.
21. COHEUR, P., and H. I~OSMIDER: On the Basic Pneumatic Processes of Steel- making. LiBge-Vaillant-Carmanne, 1956.