hot runners and mould components - vogel.de · 7 industry news | may 2011 | european tool &...
TRANSCRIPT

TechnologyDLC coatings make tools hard and smooth
Case StudiesIndustry suppliers support customerslsquo success28 32
Volume XIII | Issue 4 | May 2011 | euro11 wwwetmm-onlinecom
Hot Runners and Mould Components
InterviewGuntram Meusburger from Meusburger GmbH 16
420
11
1313
13
13
13
$
amp1313(
)
13131313
SEE IT WORK AND ACCESS CATALOG PAGES AND CAD DATA AT WWWPROCOMPSCOMDEMO
I remember when most tool and mould makers would
not have been very likely to use digital media But those days have gone
Over the past decade we have seen a lot of changes in digitally delivered content and also in the way mould makers interface with the World Wide Web Irsquom not
talking about transferring design data or other soft-ware artifacts over the Internet or communicating via e-mail I mean that they use the Internet to find the information they need to stay up-to-date remain competitive and make money
ldquoKnowledge is powerrdquo as the saying goes and between print and digital media a wealth of knowl-edge is available today We are watching the commu-nications revolution as it happens and we at ETMM are excited about all the new opportunities we have for delivering necessary information Here in Europe print media is still dominant in information delivery However as digital technology comes to play a more and more important role the communication pro-cess grows ever more efficient
There are several ways for tool and mould mak-ers to use digital media They can visit suppliersrsquo websites of course Then there are Google Ping and Wikipedia for gathering general information For more-specific information about the tool and mould making industry the choices are fewer but the ETMM family of digital products gives our read-ers an on-line platform they can count on This plat-form consists of the website (wwwetmm-onlinecom) a weekly e-newsletter and a monthly buyerrsquos guide update with a product newsletter
If you have not yet visited our website or signed up to get the weekly newsletter or monthly buyerrsquos guide update please go to wwwetmm-onlinecom to see for yourself what is available on-line
Digital Media and Mould Making CUTTING TOOL COMPANY
JAPANrsquoS NOCUTTING TOOL COMPANYUUTT IINGG TOOOOLL CCOOMMPPAANNYY
Mitsubishi House Galena CloseTamworth Staffs B77 4AS Tel + 44 (0) 1827 312312E-Mail salesmitsubishicarbidecoukwwwmitsubishicarbidecom
ANTI VIBRATIONEND MILLS
New generation for higher feed rates and greater depths of cutIMPACT MIRACLE coating for the ultimate in hard material millingVibration control geometry for a stable smooth cutting actionAvailable in a wide range of geometries and sizes Oslash2 - Oslash20mm
VF SERIES
Douglas SellersMANAGING DIRECTOREDITOR-IN-CHIEF
Editorrsquos Message
4
Table of Contents
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Interview 16Concentrating on Strengths a Mould Industry Supplier Grows
Product Focus 18Recently introduced products from suppliers of tool and mould components and hot runner technology
Quick Sourcing Grid Tool amp Mould Components 22A handy table of companies supplying components to the tool and mould making industry cross-indexed by more than 40 categories
Quick Sourcing Grid Hot Runner Systems and Components 26A handy table of companies supplying hot runner technology to the tool and mould making industry
COVER STORY
Editorrsquos Message 3As digital communication tools such as those ETMM offers appear and develop tool and mould makers stand to benefit
Industry News 7Corporate professional and educational events that define the direction of the industry
Technology28Hydrogen-Free DLC Coatings Make Tools Hard and Smooth
Technology30New Geometries Make Revised Drilling System More Efficient
Cover photo provided byMeusburger Georg GmbH amp Co KGKesselstraszlige 426960 Wolfurt AustriaTel +43 5574 67060Fax +43 5574 670611wwwmeusburgercom
Case Study 32PPS Software Ups Production Transparency for Mould Maker
Case Study 34Using a Powerful Yet Sensitive Tryout Press to Finish the Job
Case Study 36Forging Company Makes Dies from Tough Hard Tool Steel
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Tuumlrk+Hillinger GmbH78532 Tuttlingen Germany
Tel +49 74 61 70 140 Fax +49 74 61 70 1410
infotuerk-hillingerde
wwwtuerk-hillingerde
since 1963
we are your best choice forheating elements
wide product range
large repertory of stock types
customer-specific executions
modern rational manufacturing methods
over 30000 heating elements daily
certified according to DIN ISO 90012000
high life span
500 qualified employees
over 240 patent applications
made in Germany
June 2011The focus of the Cover Story in the next issue of ETMM is Machining Equipment This section will include an overview article short Product Focus articles and a Quick Sourcing Grid of equipment suppliers serving the tool and mould making industry
The June issue also offers bull A Special Report focusing on mould making in Russia and a
EuroMold perspective on the RosMould exhibitionbull A Technology section focus on cutting tools and machining
accessories for tool and mould makersbull The Summer 2011 issue of EDM Europe
NEXT ISSUE
Volume XIII | Issue 4 | May 2011
Case Study 38Compact 3D Printer Expands Development Firmrsquos Horizons
Products amp Services 40Recently introduced equipment and services from all over
ISTMA 49Directory of ISTMA Europe Member Associations
Company Index 50A listing of the industry suppliers who supported this issue with articles and advertisements
TRU
MPF
GRO
UP
Table of Contents
VOLUME XIII NUMBER 4 MAY 2011
EUROPEAN TOOL amp MOULD MAKINGPublished by SellersMedia
P U B L I S H E R E D I T O R - I N - C H I E F
Douglas Sellersdsellerssellersmediacom
SELLERSMEDIAOtto-von-Guericke-Ring 3A 65205 Wiesbaden Germany
Tel +49 6122 95590 bull Fax +49 6122 51090infoetmm-onlinecomwwwetmm-onlinecom
P R O D U C T I O N C I R C U L AT I O N amp I N F O R M AT I O N S E R V I C E S
Briggette Jayabjayasellersmediacom
Melanie Rosselmrosselsellersmediacom
G R A P H I C D E S I G N E R S
Jason Sellersjsellerssellersmediacom
Law Wai Manlwmsellersmediacom
I N F O R M AT I O N T E C H N O L O G Y S P E C I A L I S T
Markus Muumlllermmuellersellersmediacom
S A L E S M A N A G E R
Britta Sollowaybsollowaysellersmediacom
A D V E R T I S I N G S A L E S F R A N C E
Evelyne Gisselbrecht33 Rue du Puy-de-Docircme 63370 Lempdes France
Tel +33 473 619557 bull Fax +33 473 619661egisselbrechtsellersmediacom
R E P R E S E N TAT I V E A G E N T F O R TA I WA N C H I N A amp H O N G KO N G
Robert Yu Worldwide Services Co Ltd11F-B No 540 Wen Hsin Road Section 1 Taichung 408 Taiwan
Tel +886 4 23251784 bull Fax +886 4 23252967saleswwstaiwancom
N O R T H A M E R I C A N O F F I C E30765 Pacific Coast Highway PMB 351
Malibu CA 90265-3643 USATel +1 805 744-7924 bull Fax +1 310 507-2032
usofficetool-moldmakingcom
B U S I N E S S M A N A G E R
MiSook Musselmanmmusselmantool-moldmakingcom
EDITORIAL CONTRIBUTIONS Productservice information bulletins and press releases should be submitted in English and should be accompanied by a colour photograph or transparency The publishers assume no responsibility for return of artwork photographs or manuscripts NOTICE Every precaution is taken to ensure accuracy of contents however the publishers cannot accept responsibility for the correctness of the information supplied or advertised or for any opinion expressed herein
SUBSCRIPTIONS European Tool amp Mould Making is published 10 times per year
Annual subscription in Europe euro 7900 incl VAT (1 year) euro 15000 incl VAT (2 years)Readers outside Europe euro 9900 incl VAT (1 year) euro 18500 incl VAT (2 years)
Single copies euro 1100 incl VAT
Subscription inquiries back issues address changes send your request to European Tool amp Mould Makingby e-mail to etmmtool-moldmakingcom or by fax to +49 6122 51090
Circulation Audit Member of the Informationsgemeinschaft zur Feststellung der Verbreitung von Werbetraumlgern eV (IVW) Berlin
Printed at Koumlssinger AG wwwkoessingerde
Copyright copy 2011 ACCESS COMMUNICATIONS INC ALL RIGHTS RESERVED
OfficialMedia Partner of
ISTMA Europe
7
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
More visitors an even more interna-tional character and the best pos-sible accompanying programme of events elucidating current industry trends are the objectives of the orga-nizer and sponsors of AMB 2012 the International Exhibition for Metal-working Messe Stuttgart along with the Precision Tools Association of the VDMA (German Engineering Federa-tion) the VDMA Software Association and the VDW (German Machine Tool Buildersrsquo Association) want the show
handling apparatus Nearly a quar-ter of the exhibiting companies last year came from a record 80 coun-tries outside Germany and the pro-portion of foreign visitors increased between 2008 and 2010 from 7 to 11 Messe Stuttgart is focusing on increasing the eventrsquos international-ization further in 2012
Organizer of AMB 2012 Building on Success
raquo AMB 2012Stuttgart Germanywwwmesse-stuttgartde
which takes place September 18ndash22 in Stuttgart to surpass the signal suc-cess of the 2010 edition which fully satisfied the more than 1300 exhibi-tors and 86000 visitors
Fully booked halls are expected again in 2012 with the exhibition occupying an area of 105000 m2 Exhibitors will be displaying main-ly milling machines lathes cutting tools chucking tools CADCAMCAE and other software grinding machines and workpiece- and tool-
RosMould 2011 Comes to Moscow in June
RosMould 2011 the special-ized international exhibition for moulds die moulds and stamps taking place June 15ndash17 at the Crocus Expo in Moscow is as the organizer Expo-M-Group Ltd says the only such trade fair offered within the post-Soviet Russian ter-ritory The show has relevance for all manufacturing sectors
Also notes Expo-M-Group the global economic crisis is becom-ing less of a factor in the field of moulds dies and stamps as pro-duction picks up in Russia and elsewhere Investors in produc-tion equipment are ready again to spend on the sort of technological advances in design and engineer-ing simulation and prototyping production software tooling die moulds and stamps materials metalworking and forming equip-ment automation and QC sys-tems and standard components RosMould exhibitors present
RosMould 2011 is co-located with RosPlast the specialized exhibition for plastics technology and products
raquo RosMould 2011Moscow Russiawwwrosmouldcom
Watch Mastercam circle the globe at wwwtinyurlcommcglobe
8
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
With more than 15000 installed seats of its CAM software world-wide and a global network of more than 120 resellers in 50 countries SolidCAM GmbH has enjoyed great success The companyrsquos biggest mar-ket is Germany where some 2000 users are working
The CAM Competence Centre of
Husky Injection Molding Systems is expected to complete its acquisition of KTW a global manufacturer of clo-sure moulds that is headquartered in Waidhofen Austria in May 2011 The purchase represents a logical next step in a 14-year relationship between the companies
Husky and KTW have worked together to develop closure manu-facturing systems that enhance cus-tomersrsquo productivity while eliminat-ing waste and improving part quality explains John Galt Husky president and CEO But even closer collaboration was seen to be necessary for meeting
DPS Software GmbH has contributed nicely to this success in Germany as was acknowledged during a recent ceremony at SolidCAM headquarters in Schramberg There Stephan Ter-horst the software developerrsquos Ger-man marketing director presented the award for most successful world-wide SolidCAM reseller in 2010 to Joumlrg
Rudig (at right in photo) the manager of the DPS CAM Competence Centre and his staff of 13
DPS Software has 13 subsidiaries and 145 employees making it one of the biggest product lifecycle manage-ment project partners in Germany Austria and Switzerland An important growth engine for the companyrsquos prow-ess in integrated CAD CAE CAM PDM and ERP software solutions and related services is its CAM Compe-tence Centre Since the time the cen-tre was founded in 2000 the com-petence centre team has provided an integrated SolidWorksSolidCAM CADCAM solution for more than 1500 CNC machines As Joumlrg Rudig points out a key part of DPSrsquos service offering is the provision of customer-oriented training programmes to sup-port its CADCAM products
increasingly high expectations partic-ularly in developing the core elements of closure systems
Husky will offer KTW-branded clo-sure moulds as part of its line of fully integrated turnkey systems when the deal is concluded making it the clo-sure industryrsquos only provider of com-plete injection moulding systems including the mould machine hot runner and temperature controller as well as consulting and after-sales ser-vices KTW managing directors Anja and Claus Ziegler will continue to be involved at the top management level
KTW operations in Austria the Czech Republic and Germany are to become Huskyrsquos closure mould devel-opment and manufacturing cen-tres of excellence In addition Husky plans to initiate a strategic review of KTWrsquos custom injection mould-ing division Injectoplast in order to ensure the divisionrsquos future success and avoid potential conflicts of inter-est with its own customers
SolidCAM Presents DPS Software with Global Best Reseller Award for 2010
raquo SolidCAM GmbHSchramberg Germanywwwsolidcamde
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Husky Solidifies Its Position in Closure-Mould Market through Acquisition of KTW
Molded to your needs
www3dscommoldandtooling
Mold amp ToolingBoost your efficiency and save time with a robust and innovative approach
CATIA Mold amp Tooling brings the extra added value of an integrated end-to-end solution From design and engineering to simulation and manufacturing take advantage of proven
optimized processes to satisfy the increasing expectations of your customers
ww
w3
dsc
om
copy
Das
saul
t Sy
stegravem
es 2
011
ndash A
ll ri
ghts
rese
rved
ndash C
ATI
A is
a re
gist
ered
tra
dem
ark
of D
assa
ult
Syst
egravemes
or
its
subs
idia
ries
in t
he U
S an
d
or o
ther
cou
ntri
es
10
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Industry News
New President for Sandvik Materials Technology
Mastercam for SolidWorks Wins Gold Partner Status
Peter Gossas president of Sandvik Materials Tech-nology for nine years will retire and leave the Sand-vik Group on May 31 2011 Jonas Gustavsson (pictured) currently president of the Wire and Heating Technol-ogy product area within Sandvik Materials Technol-ogy has been appointed as the business divisionrsquos new president He also becomes
a member of Sandvikrsquos group executive managementSandvik Materials Technology is the Sandvik business
area that supplies metalworking materials It occupies a position within the group equivalent to that of Sandvik Coromant the cutting-tools division
Gustavsson who earned a degree in mechanical engi-neering from Lulearing Technical University has acquired solid industry experience by holding senior positions within and outside Sandvik Says Olof Faxander president and CEO of Sandvik AB ldquoWith his broad background and proven ability
The Mastercam for SolidWorksreg software package developed by CNC Software Inc to support Solid-Worksreg 3D CAD software has been awarded Certified Gold Partner status by Dassault Systegravemes SolidWorks Corp Designers engineers and machinists use Mas-tercam for SolidWorks software to programme tool paths after designs have been finished in SolidWorks The tool paths are applied directly to the SolidWorks model in their native environment Thus users of Mastercam for SolidWorks and SolidWorks 2011 in combination can employ Mastercamreg CAM technolo-gy to create a machining programme without leaving the SolidWorks interface
ldquoWith our tool paths running directly in the Solid-Works environment our users will feel comfortable programming their parts just as if they were in stan-dard Mastercamrdquo explains CNC Software marketing manager Ben Mund ldquoThe beauty is that now they can run those tool paths inside of SolidWorks with-out the hassle of exporting files and handling the translationrdquo
The point of the cooperation as Nick Iwaskow SolidWorksrsquo manager of alliances points out is that ldquointegration between key product design applica-tions can shave precious time off of the develop-ment process and increase productivityrdquo Ultimately designers and engineers can improve their designs
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
raquo CNC Software IncTolland CT USAwwwmastercamcom
STRACK NORMAGmbH amp Co KGKoumlnigsberger Str 11D-58511 Luumldenscheid
Tailor - MadeSolutions
NEW
CENTRING ELEMENTSfree of play bull wear-free bull with needle rollers
Tel +49 (0) 2351 8701-0Fax +49 (0) 2351 8701-100wwwstrackdeinfostrackde
to successfully drive change Jonas Gustavsson has the right profile to lead Sandvik Materials Technologyrdquo
Faxander also acknowledges the achievements of Gos-sas noting that the outgoing president could take credit for moving the product programme increasingly toward high-value-added products improving manufacturing pro-cesses and stepping up product development
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

1313
13
13
13
$
amp1313(
)
13131313
SEE IT WORK AND ACCESS CATALOG PAGES AND CAD DATA AT WWWPROCOMPSCOMDEMO
I remember when most tool and mould makers would
not have been very likely to use digital media But those days have gone
Over the past decade we have seen a lot of changes in digitally delivered content and also in the way mould makers interface with the World Wide Web Irsquom not
talking about transferring design data or other soft-ware artifacts over the Internet or communicating via e-mail I mean that they use the Internet to find the information they need to stay up-to-date remain competitive and make money
ldquoKnowledge is powerrdquo as the saying goes and between print and digital media a wealth of knowl-edge is available today We are watching the commu-nications revolution as it happens and we at ETMM are excited about all the new opportunities we have for delivering necessary information Here in Europe print media is still dominant in information delivery However as digital technology comes to play a more and more important role the communication pro-cess grows ever more efficient
There are several ways for tool and mould mak-ers to use digital media They can visit suppliersrsquo websites of course Then there are Google Ping and Wikipedia for gathering general information For more-specific information about the tool and mould making industry the choices are fewer but the ETMM family of digital products gives our read-ers an on-line platform they can count on This plat-form consists of the website (wwwetmm-onlinecom) a weekly e-newsletter and a monthly buyerrsquos guide update with a product newsletter
If you have not yet visited our website or signed up to get the weekly newsletter or monthly buyerrsquos guide update please go to wwwetmm-onlinecom to see for yourself what is available on-line
Digital Media and Mould Making CUTTING TOOL COMPANY
JAPANrsquoS NOCUTTING TOOL COMPANYUUTT IINGG TOOOOLL CCOOMMPPAANNYY
Mitsubishi House Galena CloseTamworth Staffs B77 4AS Tel + 44 (0) 1827 312312E-Mail salesmitsubishicarbidecoukwwwmitsubishicarbidecom
ANTI VIBRATIONEND MILLS
New generation for higher feed rates and greater depths of cutIMPACT MIRACLE coating for the ultimate in hard material millingVibration control geometry for a stable smooth cutting actionAvailable in a wide range of geometries and sizes Oslash2 - Oslash20mm
VF SERIES
Douglas SellersMANAGING DIRECTOREDITOR-IN-CHIEF
Editorrsquos Message
4
Table of Contents
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Interview 16Concentrating on Strengths a Mould Industry Supplier Grows
Product Focus 18Recently introduced products from suppliers of tool and mould components and hot runner technology
Quick Sourcing Grid Tool amp Mould Components 22A handy table of companies supplying components to the tool and mould making industry cross-indexed by more than 40 categories
Quick Sourcing Grid Hot Runner Systems and Components 26A handy table of companies supplying hot runner technology to the tool and mould making industry
COVER STORY
Editorrsquos Message 3As digital communication tools such as those ETMM offers appear and develop tool and mould makers stand to benefit
Industry News 7Corporate professional and educational events that define the direction of the industry
Technology28Hydrogen-Free DLC Coatings Make Tools Hard and Smooth
Technology30New Geometries Make Revised Drilling System More Efficient
Cover photo provided byMeusburger Georg GmbH amp Co KGKesselstraszlige 426960 Wolfurt AustriaTel +43 5574 67060Fax +43 5574 670611wwwmeusburgercom
Case Study 32PPS Software Ups Production Transparency for Mould Maker
Case Study 34Using a Powerful Yet Sensitive Tryout Press to Finish the Job
Case Study 36Forging Company Makes Dies from Tough Hard Tool Steel
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Tuumlrk+Hillinger GmbH78532 Tuttlingen Germany
Tel +49 74 61 70 140 Fax +49 74 61 70 1410
infotuerk-hillingerde
wwwtuerk-hillingerde
since 1963
we are your best choice forheating elements
wide product range
large repertory of stock types
customer-specific executions
modern rational manufacturing methods
over 30000 heating elements daily
certified according to DIN ISO 90012000
high life span
500 qualified employees
over 240 patent applications
made in Germany
June 2011The focus of the Cover Story in the next issue of ETMM is Machining Equipment This section will include an overview article short Product Focus articles and a Quick Sourcing Grid of equipment suppliers serving the tool and mould making industry
The June issue also offers bull A Special Report focusing on mould making in Russia and a
EuroMold perspective on the RosMould exhibitionbull A Technology section focus on cutting tools and machining
accessories for tool and mould makersbull The Summer 2011 issue of EDM Europe
NEXT ISSUE
Volume XIII | Issue 4 | May 2011
Case Study 38Compact 3D Printer Expands Development Firmrsquos Horizons
Products amp Services 40Recently introduced equipment and services from all over
ISTMA 49Directory of ISTMA Europe Member Associations
Company Index 50A listing of the industry suppliers who supported this issue with articles and advertisements
TRU
MPF
GRO
UP
Table of Contents
VOLUME XIII NUMBER 4 MAY 2011
EUROPEAN TOOL amp MOULD MAKINGPublished by SellersMedia
P U B L I S H E R E D I T O R - I N - C H I E F
Douglas Sellersdsellerssellersmediacom
SELLERSMEDIAOtto-von-Guericke-Ring 3A 65205 Wiesbaden Germany
Tel +49 6122 95590 bull Fax +49 6122 51090infoetmm-onlinecomwwwetmm-onlinecom
P R O D U C T I O N C I R C U L AT I O N amp I N F O R M AT I O N S E R V I C E S
Briggette Jayabjayasellersmediacom
Melanie Rosselmrosselsellersmediacom
G R A P H I C D E S I G N E R S
Jason Sellersjsellerssellersmediacom
Law Wai Manlwmsellersmediacom
I N F O R M AT I O N T E C H N O L O G Y S P E C I A L I S T
Markus Muumlllermmuellersellersmediacom
S A L E S M A N A G E R
Britta Sollowaybsollowaysellersmediacom
A D V E R T I S I N G S A L E S F R A N C E
Evelyne Gisselbrecht33 Rue du Puy-de-Docircme 63370 Lempdes France
Tel +33 473 619557 bull Fax +33 473 619661egisselbrechtsellersmediacom
R E P R E S E N TAT I V E A G E N T F O R TA I WA N C H I N A amp H O N G KO N G
Robert Yu Worldwide Services Co Ltd11F-B No 540 Wen Hsin Road Section 1 Taichung 408 Taiwan
Tel +886 4 23251784 bull Fax +886 4 23252967saleswwstaiwancom
N O R T H A M E R I C A N O F F I C E30765 Pacific Coast Highway PMB 351
Malibu CA 90265-3643 USATel +1 805 744-7924 bull Fax +1 310 507-2032
usofficetool-moldmakingcom
B U S I N E S S M A N A G E R
MiSook Musselmanmmusselmantool-moldmakingcom
EDITORIAL CONTRIBUTIONS Productservice information bulletins and press releases should be submitted in English and should be accompanied by a colour photograph or transparency The publishers assume no responsibility for return of artwork photographs or manuscripts NOTICE Every precaution is taken to ensure accuracy of contents however the publishers cannot accept responsibility for the correctness of the information supplied or advertised or for any opinion expressed herein
SUBSCRIPTIONS European Tool amp Mould Making is published 10 times per year
Annual subscription in Europe euro 7900 incl VAT (1 year) euro 15000 incl VAT (2 years)Readers outside Europe euro 9900 incl VAT (1 year) euro 18500 incl VAT (2 years)
Single copies euro 1100 incl VAT
Subscription inquiries back issues address changes send your request to European Tool amp Mould Makingby e-mail to etmmtool-moldmakingcom or by fax to +49 6122 51090
Circulation Audit Member of the Informationsgemeinschaft zur Feststellung der Verbreitung von Werbetraumlgern eV (IVW) Berlin
Printed at Koumlssinger AG wwwkoessingerde
Copyright copy 2011 ACCESS COMMUNICATIONS INC ALL RIGHTS RESERVED
OfficialMedia Partner of
ISTMA Europe
7
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
More visitors an even more interna-tional character and the best pos-sible accompanying programme of events elucidating current industry trends are the objectives of the orga-nizer and sponsors of AMB 2012 the International Exhibition for Metal-working Messe Stuttgart along with the Precision Tools Association of the VDMA (German Engineering Federa-tion) the VDMA Software Association and the VDW (German Machine Tool Buildersrsquo Association) want the show
handling apparatus Nearly a quar-ter of the exhibiting companies last year came from a record 80 coun-tries outside Germany and the pro-portion of foreign visitors increased between 2008 and 2010 from 7 to 11 Messe Stuttgart is focusing on increasing the eventrsquos international-ization further in 2012
Organizer of AMB 2012 Building on Success
raquo AMB 2012Stuttgart Germanywwwmesse-stuttgartde
which takes place September 18ndash22 in Stuttgart to surpass the signal suc-cess of the 2010 edition which fully satisfied the more than 1300 exhibi-tors and 86000 visitors
Fully booked halls are expected again in 2012 with the exhibition occupying an area of 105000 m2 Exhibitors will be displaying main-ly milling machines lathes cutting tools chucking tools CADCAMCAE and other software grinding machines and workpiece- and tool-
RosMould 2011 Comes to Moscow in June
RosMould 2011 the special-ized international exhibition for moulds die moulds and stamps taking place June 15ndash17 at the Crocus Expo in Moscow is as the organizer Expo-M-Group Ltd says the only such trade fair offered within the post-Soviet Russian ter-ritory The show has relevance for all manufacturing sectors
Also notes Expo-M-Group the global economic crisis is becom-ing less of a factor in the field of moulds dies and stamps as pro-duction picks up in Russia and elsewhere Investors in produc-tion equipment are ready again to spend on the sort of technological advances in design and engineer-ing simulation and prototyping production software tooling die moulds and stamps materials metalworking and forming equip-ment automation and QC sys-tems and standard components RosMould exhibitors present
RosMould 2011 is co-located with RosPlast the specialized exhibition for plastics technology and products
raquo RosMould 2011Moscow Russiawwwrosmouldcom
Watch Mastercam circle the globe at wwwtinyurlcommcglobe
8
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
With more than 15000 installed seats of its CAM software world-wide and a global network of more than 120 resellers in 50 countries SolidCAM GmbH has enjoyed great success The companyrsquos biggest mar-ket is Germany where some 2000 users are working
The CAM Competence Centre of
Husky Injection Molding Systems is expected to complete its acquisition of KTW a global manufacturer of clo-sure moulds that is headquartered in Waidhofen Austria in May 2011 The purchase represents a logical next step in a 14-year relationship between the companies
Husky and KTW have worked together to develop closure manu-facturing systems that enhance cus-tomersrsquo productivity while eliminat-ing waste and improving part quality explains John Galt Husky president and CEO But even closer collaboration was seen to be necessary for meeting
DPS Software GmbH has contributed nicely to this success in Germany as was acknowledged during a recent ceremony at SolidCAM headquarters in Schramberg There Stephan Ter-horst the software developerrsquos Ger-man marketing director presented the award for most successful world-wide SolidCAM reseller in 2010 to Joumlrg
Rudig (at right in photo) the manager of the DPS CAM Competence Centre and his staff of 13
DPS Software has 13 subsidiaries and 145 employees making it one of the biggest product lifecycle manage-ment project partners in Germany Austria and Switzerland An important growth engine for the companyrsquos prow-ess in integrated CAD CAE CAM PDM and ERP software solutions and related services is its CAM Compe-tence Centre Since the time the cen-tre was founded in 2000 the com-petence centre team has provided an integrated SolidWorksSolidCAM CADCAM solution for more than 1500 CNC machines As Joumlrg Rudig points out a key part of DPSrsquos service offering is the provision of customer-oriented training programmes to sup-port its CADCAM products
increasingly high expectations partic-ularly in developing the core elements of closure systems
Husky will offer KTW-branded clo-sure moulds as part of its line of fully integrated turnkey systems when the deal is concluded making it the clo-sure industryrsquos only provider of com-plete injection moulding systems including the mould machine hot runner and temperature controller as well as consulting and after-sales ser-vices KTW managing directors Anja and Claus Ziegler will continue to be involved at the top management level
KTW operations in Austria the Czech Republic and Germany are to become Huskyrsquos closure mould devel-opment and manufacturing cen-tres of excellence In addition Husky plans to initiate a strategic review of KTWrsquos custom injection mould-ing division Injectoplast in order to ensure the divisionrsquos future success and avoid potential conflicts of inter-est with its own customers
SolidCAM Presents DPS Software with Global Best Reseller Award for 2010
raquo SolidCAM GmbHSchramberg Germanywwwsolidcamde
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Husky Solidifies Its Position in Closure-Mould Market through Acquisition of KTW
Molded to your needs
www3dscommoldandtooling
Mold amp ToolingBoost your efficiency and save time with a robust and innovative approach
CATIA Mold amp Tooling brings the extra added value of an integrated end-to-end solution From design and engineering to simulation and manufacturing take advantage of proven
optimized processes to satisfy the increasing expectations of your customers
ww
w3
dsc
om
copy
Das
saul
t Sy
stegravem
es 2
011
ndash A
ll ri
ghts
rese
rved
ndash C
ATI
A is
a re
gist
ered
tra
dem
ark
of D
assa
ult
Syst
egravemes
or
its
subs
idia
ries
in t
he U
S an
d
or o
ther
cou
ntri
es
10
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Industry News
New President for Sandvik Materials Technology
Mastercam for SolidWorks Wins Gold Partner Status
Peter Gossas president of Sandvik Materials Tech-nology for nine years will retire and leave the Sand-vik Group on May 31 2011 Jonas Gustavsson (pictured) currently president of the Wire and Heating Technol-ogy product area within Sandvik Materials Technol-ogy has been appointed as the business divisionrsquos new president He also becomes
a member of Sandvikrsquos group executive managementSandvik Materials Technology is the Sandvik business
area that supplies metalworking materials It occupies a position within the group equivalent to that of Sandvik Coromant the cutting-tools division
Gustavsson who earned a degree in mechanical engi-neering from Lulearing Technical University has acquired solid industry experience by holding senior positions within and outside Sandvik Says Olof Faxander president and CEO of Sandvik AB ldquoWith his broad background and proven ability
The Mastercam for SolidWorksreg software package developed by CNC Software Inc to support Solid-Worksreg 3D CAD software has been awarded Certified Gold Partner status by Dassault Systegravemes SolidWorks Corp Designers engineers and machinists use Mas-tercam for SolidWorks software to programme tool paths after designs have been finished in SolidWorks The tool paths are applied directly to the SolidWorks model in their native environment Thus users of Mastercam for SolidWorks and SolidWorks 2011 in combination can employ Mastercamreg CAM technolo-gy to create a machining programme without leaving the SolidWorks interface
ldquoWith our tool paths running directly in the Solid-Works environment our users will feel comfortable programming their parts just as if they were in stan-dard Mastercamrdquo explains CNC Software marketing manager Ben Mund ldquoThe beauty is that now they can run those tool paths inside of SolidWorks with-out the hassle of exporting files and handling the translationrdquo
The point of the cooperation as Nick Iwaskow SolidWorksrsquo manager of alliances points out is that ldquointegration between key product design applica-tions can shave precious time off of the develop-ment process and increase productivityrdquo Ultimately designers and engineers can improve their designs
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
raquo CNC Software IncTolland CT USAwwwmastercamcom
STRACK NORMAGmbH amp Co KGKoumlnigsberger Str 11D-58511 Luumldenscheid
Tailor - MadeSolutions
NEW
CENTRING ELEMENTSfree of play bull wear-free bull with needle rollers
Tel +49 (0) 2351 8701-0Fax +49 (0) 2351 8701-100wwwstrackdeinfostrackde
to successfully drive change Jonas Gustavsson has the right profile to lead Sandvik Materials Technologyrdquo
Faxander also acknowledges the achievements of Gos-sas noting that the outgoing president could take credit for moving the product programme increasingly toward high-value-added products improving manufacturing pro-cesses and stepping up product development
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

I remember when most tool and mould makers would
not have been very likely to use digital media But those days have gone
Over the past decade we have seen a lot of changes in digitally delivered content and also in the way mould makers interface with the World Wide Web Irsquom not
talking about transferring design data or other soft-ware artifacts over the Internet or communicating via e-mail I mean that they use the Internet to find the information they need to stay up-to-date remain competitive and make money
ldquoKnowledge is powerrdquo as the saying goes and between print and digital media a wealth of knowl-edge is available today We are watching the commu-nications revolution as it happens and we at ETMM are excited about all the new opportunities we have for delivering necessary information Here in Europe print media is still dominant in information delivery However as digital technology comes to play a more and more important role the communication pro-cess grows ever more efficient
There are several ways for tool and mould mak-ers to use digital media They can visit suppliersrsquo websites of course Then there are Google Ping and Wikipedia for gathering general information For more-specific information about the tool and mould making industry the choices are fewer but the ETMM family of digital products gives our read-ers an on-line platform they can count on This plat-form consists of the website (wwwetmm-onlinecom) a weekly e-newsletter and a monthly buyerrsquos guide update with a product newsletter
If you have not yet visited our website or signed up to get the weekly newsletter or monthly buyerrsquos guide update please go to wwwetmm-onlinecom to see for yourself what is available on-line
Digital Media and Mould Making CUTTING TOOL COMPANY
JAPANrsquoS NOCUTTING TOOL COMPANYUUTT IINGG TOOOOLL CCOOMMPPAANNYY
Mitsubishi House Galena CloseTamworth Staffs B77 4AS Tel + 44 (0) 1827 312312E-Mail salesmitsubishicarbidecoukwwwmitsubishicarbidecom
ANTI VIBRATIONEND MILLS
New generation for higher feed rates and greater depths of cutIMPACT MIRACLE coating for the ultimate in hard material millingVibration control geometry for a stable smooth cutting actionAvailable in a wide range of geometries and sizes Oslash2 - Oslash20mm
VF SERIES
Douglas SellersMANAGING DIRECTOREDITOR-IN-CHIEF
Editorrsquos Message
4
Table of Contents
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Interview 16Concentrating on Strengths a Mould Industry Supplier Grows
Product Focus 18Recently introduced products from suppliers of tool and mould components and hot runner technology
Quick Sourcing Grid Tool amp Mould Components 22A handy table of companies supplying components to the tool and mould making industry cross-indexed by more than 40 categories
Quick Sourcing Grid Hot Runner Systems and Components 26A handy table of companies supplying hot runner technology to the tool and mould making industry
COVER STORY
Editorrsquos Message 3As digital communication tools such as those ETMM offers appear and develop tool and mould makers stand to benefit
Industry News 7Corporate professional and educational events that define the direction of the industry
Technology28Hydrogen-Free DLC Coatings Make Tools Hard and Smooth
Technology30New Geometries Make Revised Drilling System More Efficient
Cover photo provided byMeusburger Georg GmbH amp Co KGKesselstraszlige 426960 Wolfurt AustriaTel +43 5574 67060Fax +43 5574 670611wwwmeusburgercom
Case Study 32PPS Software Ups Production Transparency for Mould Maker
Case Study 34Using a Powerful Yet Sensitive Tryout Press to Finish the Job
Case Study 36Forging Company Makes Dies from Tough Hard Tool Steel
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Tuumlrk+Hillinger GmbH78532 Tuttlingen Germany
Tel +49 74 61 70 140 Fax +49 74 61 70 1410
infotuerk-hillingerde
wwwtuerk-hillingerde
since 1963
we are your best choice forheating elements
wide product range
large repertory of stock types
customer-specific executions
modern rational manufacturing methods
over 30000 heating elements daily
certified according to DIN ISO 90012000
high life span
500 qualified employees
over 240 patent applications
made in Germany
June 2011The focus of the Cover Story in the next issue of ETMM is Machining Equipment This section will include an overview article short Product Focus articles and a Quick Sourcing Grid of equipment suppliers serving the tool and mould making industry
The June issue also offers bull A Special Report focusing on mould making in Russia and a
EuroMold perspective on the RosMould exhibitionbull A Technology section focus on cutting tools and machining
accessories for tool and mould makersbull The Summer 2011 issue of EDM Europe
NEXT ISSUE
Volume XIII | Issue 4 | May 2011
Case Study 38Compact 3D Printer Expands Development Firmrsquos Horizons
Products amp Services 40Recently introduced equipment and services from all over
ISTMA 49Directory of ISTMA Europe Member Associations
Company Index 50A listing of the industry suppliers who supported this issue with articles and advertisements
TRU
MPF
GRO
UP
Table of Contents
VOLUME XIII NUMBER 4 MAY 2011
EUROPEAN TOOL amp MOULD MAKINGPublished by SellersMedia
P U B L I S H E R E D I T O R - I N - C H I E F
Douglas Sellersdsellerssellersmediacom
SELLERSMEDIAOtto-von-Guericke-Ring 3A 65205 Wiesbaden Germany
Tel +49 6122 95590 bull Fax +49 6122 51090infoetmm-onlinecomwwwetmm-onlinecom
P R O D U C T I O N C I R C U L AT I O N amp I N F O R M AT I O N S E R V I C E S
Briggette Jayabjayasellersmediacom
Melanie Rosselmrosselsellersmediacom
G R A P H I C D E S I G N E R S
Jason Sellersjsellerssellersmediacom
Law Wai Manlwmsellersmediacom
I N F O R M AT I O N T E C H N O L O G Y S P E C I A L I S T
Markus Muumlllermmuellersellersmediacom
S A L E S M A N A G E R
Britta Sollowaybsollowaysellersmediacom
A D V E R T I S I N G S A L E S F R A N C E
Evelyne Gisselbrecht33 Rue du Puy-de-Docircme 63370 Lempdes France
Tel +33 473 619557 bull Fax +33 473 619661egisselbrechtsellersmediacom
R E P R E S E N TAT I V E A G E N T F O R TA I WA N C H I N A amp H O N G KO N G
Robert Yu Worldwide Services Co Ltd11F-B No 540 Wen Hsin Road Section 1 Taichung 408 Taiwan
Tel +886 4 23251784 bull Fax +886 4 23252967saleswwstaiwancom
N O R T H A M E R I C A N O F F I C E30765 Pacific Coast Highway PMB 351
Malibu CA 90265-3643 USATel +1 805 744-7924 bull Fax +1 310 507-2032
usofficetool-moldmakingcom
B U S I N E S S M A N A G E R
MiSook Musselmanmmusselmantool-moldmakingcom
EDITORIAL CONTRIBUTIONS Productservice information bulletins and press releases should be submitted in English and should be accompanied by a colour photograph or transparency The publishers assume no responsibility for return of artwork photographs or manuscripts NOTICE Every precaution is taken to ensure accuracy of contents however the publishers cannot accept responsibility for the correctness of the information supplied or advertised or for any opinion expressed herein
SUBSCRIPTIONS European Tool amp Mould Making is published 10 times per year
Annual subscription in Europe euro 7900 incl VAT (1 year) euro 15000 incl VAT (2 years)Readers outside Europe euro 9900 incl VAT (1 year) euro 18500 incl VAT (2 years)
Single copies euro 1100 incl VAT
Subscription inquiries back issues address changes send your request to European Tool amp Mould Makingby e-mail to etmmtool-moldmakingcom or by fax to +49 6122 51090
Circulation Audit Member of the Informationsgemeinschaft zur Feststellung der Verbreitung von Werbetraumlgern eV (IVW) Berlin
Printed at Koumlssinger AG wwwkoessingerde
Copyright copy 2011 ACCESS COMMUNICATIONS INC ALL RIGHTS RESERVED
OfficialMedia Partner of
ISTMA Europe
7
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
More visitors an even more interna-tional character and the best pos-sible accompanying programme of events elucidating current industry trends are the objectives of the orga-nizer and sponsors of AMB 2012 the International Exhibition for Metal-working Messe Stuttgart along with the Precision Tools Association of the VDMA (German Engineering Federa-tion) the VDMA Software Association and the VDW (German Machine Tool Buildersrsquo Association) want the show
handling apparatus Nearly a quar-ter of the exhibiting companies last year came from a record 80 coun-tries outside Germany and the pro-portion of foreign visitors increased between 2008 and 2010 from 7 to 11 Messe Stuttgart is focusing on increasing the eventrsquos international-ization further in 2012
Organizer of AMB 2012 Building on Success
raquo AMB 2012Stuttgart Germanywwwmesse-stuttgartde
which takes place September 18ndash22 in Stuttgart to surpass the signal suc-cess of the 2010 edition which fully satisfied the more than 1300 exhibi-tors and 86000 visitors
Fully booked halls are expected again in 2012 with the exhibition occupying an area of 105000 m2 Exhibitors will be displaying main-ly milling machines lathes cutting tools chucking tools CADCAMCAE and other software grinding machines and workpiece- and tool-
RosMould 2011 Comes to Moscow in June
RosMould 2011 the special-ized international exhibition for moulds die moulds and stamps taking place June 15ndash17 at the Crocus Expo in Moscow is as the organizer Expo-M-Group Ltd says the only such trade fair offered within the post-Soviet Russian ter-ritory The show has relevance for all manufacturing sectors
Also notes Expo-M-Group the global economic crisis is becom-ing less of a factor in the field of moulds dies and stamps as pro-duction picks up in Russia and elsewhere Investors in produc-tion equipment are ready again to spend on the sort of technological advances in design and engineer-ing simulation and prototyping production software tooling die moulds and stamps materials metalworking and forming equip-ment automation and QC sys-tems and standard components RosMould exhibitors present
RosMould 2011 is co-located with RosPlast the specialized exhibition for plastics technology and products
raquo RosMould 2011Moscow Russiawwwrosmouldcom
Watch Mastercam circle the globe at wwwtinyurlcommcglobe
8
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
With more than 15000 installed seats of its CAM software world-wide and a global network of more than 120 resellers in 50 countries SolidCAM GmbH has enjoyed great success The companyrsquos biggest mar-ket is Germany where some 2000 users are working
The CAM Competence Centre of
Husky Injection Molding Systems is expected to complete its acquisition of KTW a global manufacturer of clo-sure moulds that is headquartered in Waidhofen Austria in May 2011 The purchase represents a logical next step in a 14-year relationship between the companies
Husky and KTW have worked together to develop closure manu-facturing systems that enhance cus-tomersrsquo productivity while eliminat-ing waste and improving part quality explains John Galt Husky president and CEO But even closer collaboration was seen to be necessary for meeting
DPS Software GmbH has contributed nicely to this success in Germany as was acknowledged during a recent ceremony at SolidCAM headquarters in Schramberg There Stephan Ter-horst the software developerrsquos Ger-man marketing director presented the award for most successful world-wide SolidCAM reseller in 2010 to Joumlrg
Rudig (at right in photo) the manager of the DPS CAM Competence Centre and his staff of 13
DPS Software has 13 subsidiaries and 145 employees making it one of the biggest product lifecycle manage-ment project partners in Germany Austria and Switzerland An important growth engine for the companyrsquos prow-ess in integrated CAD CAE CAM PDM and ERP software solutions and related services is its CAM Compe-tence Centre Since the time the cen-tre was founded in 2000 the com-petence centre team has provided an integrated SolidWorksSolidCAM CADCAM solution for more than 1500 CNC machines As Joumlrg Rudig points out a key part of DPSrsquos service offering is the provision of customer-oriented training programmes to sup-port its CADCAM products
increasingly high expectations partic-ularly in developing the core elements of closure systems
Husky will offer KTW-branded clo-sure moulds as part of its line of fully integrated turnkey systems when the deal is concluded making it the clo-sure industryrsquos only provider of com-plete injection moulding systems including the mould machine hot runner and temperature controller as well as consulting and after-sales ser-vices KTW managing directors Anja and Claus Ziegler will continue to be involved at the top management level
KTW operations in Austria the Czech Republic and Germany are to become Huskyrsquos closure mould devel-opment and manufacturing cen-tres of excellence In addition Husky plans to initiate a strategic review of KTWrsquos custom injection mould-ing division Injectoplast in order to ensure the divisionrsquos future success and avoid potential conflicts of inter-est with its own customers
SolidCAM Presents DPS Software with Global Best Reseller Award for 2010
raquo SolidCAM GmbHSchramberg Germanywwwsolidcamde
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Husky Solidifies Its Position in Closure-Mould Market through Acquisition of KTW
Molded to your needs
www3dscommoldandtooling
Mold amp ToolingBoost your efficiency and save time with a robust and innovative approach
CATIA Mold amp Tooling brings the extra added value of an integrated end-to-end solution From design and engineering to simulation and manufacturing take advantage of proven
optimized processes to satisfy the increasing expectations of your customers
ww
w3
dsc
om
copy
Das
saul
t Sy
stegravem
es 2
011
ndash A
ll ri
ghts
rese
rved
ndash C
ATI
A is
a re
gist
ered
tra
dem
ark
of D
assa
ult
Syst
egravemes
or
its
subs
idia
ries
in t
he U
S an
d
or o
ther
cou
ntri
es
10
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Industry News
New President for Sandvik Materials Technology
Mastercam for SolidWorks Wins Gold Partner Status
Peter Gossas president of Sandvik Materials Tech-nology for nine years will retire and leave the Sand-vik Group on May 31 2011 Jonas Gustavsson (pictured) currently president of the Wire and Heating Technol-ogy product area within Sandvik Materials Technol-ogy has been appointed as the business divisionrsquos new president He also becomes
a member of Sandvikrsquos group executive managementSandvik Materials Technology is the Sandvik business
area that supplies metalworking materials It occupies a position within the group equivalent to that of Sandvik Coromant the cutting-tools division
Gustavsson who earned a degree in mechanical engi-neering from Lulearing Technical University has acquired solid industry experience by holding senior positions within and outside Sandvik Says Olof Faxander president and CEO of Sandvik AB ldquoWith his broad background and proven ability
The Mastercam for SolidWorksreg software package developed by CNC Software Inc to support Solid-Worksreg 3D CAD software has been awarded Certified Gold Partner status by Dassault Systegravemes SolidWorks Corp Designers engineers and machinists use Mas-tercam for SolidWorks software to programme tool paths after designs have been finished in SolidWorks The tool paths are applied directly to the SolidWorks model in their native environment Thus users of Mastercam for SolidWorks and SolidWorks 2011 in combination can employ Mastercamreg CAM technolo-gy to create a machining programme without leaving the SolidWorks interface
ldquoWith our tool paths running directly in the Solid-Works environment our users will feel comfortable programming their parts just as if they were in stan-dard Mastercamrdquo explains CNC Software marketing manager Ben Mund ldquoThe beauty is that now they can run those tool paths inside of SolidWorks with-out the hassle of exporting files and handling the translationrdquo
The point of the cooperation as Nick Iwaskow SolidWorksrsquo manager of alliances points out is that ldquointegration between key product design applica-tions can shave precious time off of the develop-ment process and increase productivityrdquo Ultimately designers and engineers can improve their designs
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
raquo CNC Software IncTolland CT USAwwwmastercamcom
STRACK NORMAGmbH amp Co KGKoumlnigsberger Str 11D-58511 Luumldenscheid
Tailor - MadeSolutions
NEW
CENTRING ELEMENTSfree of play bull wear-free bull with needle rollers
Tel +49 (0) 2351 8701-0Fax +49 (0) 2351 8701-100wwwstrackdeinfostrackde
to successfully drive change Jonas Gustavsson has the right profile to lead Sandvik Materials Technologyrdquo
Faxander also acknowledges the achievements of Gos-sas noting that the outgoing president could take credit for moving the product programme increasingly toward high-value-added products improving manufacturing pro-cesses and stepping up product development
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-
4
Table of Contents
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Interview 16Concentrating on Strengths a Mould Industry Supplier Grows
Product Focus 18Recently introduced products from suppliers of tool and mould components and hot runner technology
Quick Sourcing Grid Tool amp Mould Components 22A handy table of companies supplying components to the tool and mould making industry cross-indexed by more than 40 categories
Quick Sourcing Grid Hot Runner Systems and Components 26A handy table of companies supplying hot runner technology to the tool and mould making industry
COVER STORY
Editorrsquos Message 3As digital communication tools such as those ETMM offers appear and develop tool and mould makers stand to benefit
Industry News 7Corporate professional and educational events that define the direction of the industry
Technology28Hydrogen-Free DLC Coatings Make Tools Hard and Smooth
Technology30New Geometries Make Revised Drilling System More Efficient
Cover photo provided byMeusburger Georg GmbH amp Co KGKesselstraszlige 426960 Wolfurt AustriaTel +43 5574 67060Fax +43 5574 670611wwwmeusburgercom
Case Study 32PPS Software Ups Production Transparency for Mould Maker
Case Study 34Using a Powerful Yet Sensitive Tryout Press to Finish the Job
Case Study 36Forging Company Makes Dies from Tough Hard Tool Steel
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Tuumlrk+Hillinger GmbH78532 Tuttlingen Germany
Tel +49 74 61 70 140 Fax +49 74 61 70 1410
infotuerk-hillingerde
wwwtuerk-hillingerde
since 1963
we are your best choice forheating elements
wide product range
large repertory of stock types
customer-specific executions
modern rational manufacturing methods
over 30000 heating elements daily
certified according to DIN ISO 90012000
high life span
500 qualified employees
over 240 patent applications
made in Germany
June 2011The focus of the Cover Story in the next issue of ETMM is Machining Equipment This section will include an overview article short Product Focus articles and a Quick Sourcing Grid of equipment suppliers serving the tool and mould making industry
The June issue also offers bull A Special Report focusing on mould making in Russia and a
EuroMold perspective on the RosMould exhibitionbull A Technology section focus on cutting tools and machining
accessories for tool and mould makersbull The Summer 2011 issue of EDM Europe
NEXT ISSUE
Volume XIII | Issue 4 | May 2011
Case Study 38Compact 3D Printer Expands Development Firmrsquos Horizons
Products amp Services 40Recently introduced equipment and services from all over
ISTMA 49Directory of ISTMA Europe Member Associations
Company Index 50A listing of the industry suppliers who supported this issue with articles and advertisements
TRU
MPF
GRO
UP
Table of Contents
VOLUME XIII NUMBER 4 MAY 2011
EUROPEAN TOOL amp MOULD MAKINGPublished by SellersMedia
P U B L I S H E R E D I T O R - I N - C H I E F
Douglas Sellersdsellerssellersmediacom
SELLERSMEDIAOtto-von-Guericke-Ring 3A 65205 Wiesbaden Germany
Tel +49 6122 95590 bull Fax +49 6122 51090infoetmm-onlinecomwwwetmm-onlinecom
P R O D U C T I O N C I R C U L AT I O N amp I N F O R M AT I O N S E R V I C E S
Briggette Jayabjayasellersmediacom
Melanie Rosselmrosselsellersmediacom
G R A P H I C D E S I G N E R S
Jason Sellersjsellerssellersmediacom
Law Wai Manlwmsellersmediacom
I N F O R M AT I O N T E C H N O L O G Y S P E C I A L I S T
Markus Muumlllermmuellersellersmediacom
S A L E S M A N A G E R
Britta Sollowaybsollowaysellersmediacom
A D V E R T I S I N G S A L E S F R A N C E
Evelyne Gisselbrecht33 Rue du Puy-de-Docircme 63370 Lempdes France
Tel +33 473 619557 bull Fax +33 473 619661egisselbrechtsellersmediacom
R E P R E S E N TAT I V E A G E N T F O R TA I WA N C H I N A amp H O N G KO N G
Robert Yu Worldwide Services Co Ltd11F-B No 540 Wen Hsin Road Section 1 Taichung 408 Taiwan
Tel +886 4 23251784 bull Fax +886 4 23252967saleswwstaiwancom
N O R T H A M E R I C A N O F F I C E30765 Pacific Coast Highway PMB 351
Malibu CA 90265-3643 USATel +1 805 744-7924 bull Fax +1 310 507-2032
usofficetool-moldmakingcom
B U S I N E S S M A N A G E R
MiSook Musselmanmmusselmantool-moldmakingcom
EDITORIAL CONTRIBUTIONS Productservice information bulletins and press releases should be submitted in English and should be accompanied by a colour photograph or transparency The publishers assume no responsibility for return of artwork photographs or manuscripts NOTICE Every precaution is taken to ensure accuracy of contents however the publishers cannot accept responsibility for the correctness of the information supplied or advertised or for any opinion expressed herein
SUBSCRIPTIONS European Tool amp Mould Making is published 10 times per year
Annual subscription in Europe euro 7900 incl VAT (1 year) euro 15000 incl VAT (2 years)Readers outside Europe euro 9900 incl VAT (1 year) euro 18500 incl VAT (2 years)
Single copies euro 1100 incl VAT
Subscription inquiries back issues address changes send your request to European Tool amp Mould Makingby e-mail to etmmtool-moldmakingcom or by fax to +49 6122 51090
Circulation Audit Member of the Informationsgemeinschaft zur Feststellung der Verbreitung von Werbetraumlgern eV (IVW) Berlin
Printed at Koumlssinger AG wwwkoessingerde
Copyright copy 2011 ACCESS COMMUNICATIONS INC ALL RIGHTS RESERVED
OfficialMedia Partner of
ISTMA Europe
7
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
More visitors an even more interna-tional character and the best pos-sible accompanying programme of events elucidating current industry trends are the objectives of the orga-nizer and sponsors of AMB 2012 the International Exhibition for Metal-working Messe Stuttgart along with the Precision Tools Association of the VDMA (German Engineering Federa-tion) the VDMA Software Association and the VDW (German Machine Tool Buildersrsquo Association) want the show
handling apparatus Nearly a quar-ter of the exhibiting companies last year came from a record 80 coun-tries outside Germany and the pro-portion of foreign visitors increased between 2008 and 2010 from 7 to 11 Messe Stuttgart is focusing on increasing the eventrsquos international-ization further in 2012
Organizer of AMB 2012 Building on Success
raquo AMB 2012Stuttgart Germanywwwmesse-stuttgartde
which takes place September 18ndash22 in Stuttgart to surpass the signal suc-cess of the 2010 edition which fully satisfied the more than 1300 exhibi-tors and 86000 visitors
Fully booked halls are expected again in 2012 with the exhibition occupying an area of 105000 m2 Exhibitors will be displaying main-ly milling machines lathes cutting tools chucking tools CADCAMCAE and other software grinding machines and workpiece- and tool-
RosMould 2011 Comes to Moscow in June
RosMould 2011 the special-ized international exhibition for moulds die moulds and stamps taking place June 15ndash17 at the Crocus Expo in Moscow is as the organizer Expo-M-Group Ltd says the only such trade fair offered within the post-Soviet Russian ter-ritory The show has relevance for all manufacturing sectors
Also notes Expo-M-Group the global economic crisis is becom-ing less of a factor in the field of moulds dies and stamps as pro-duction picks up in Russia and elsewhere Investors in produc-tion equipment are ready again to spend on the sort of technological advances in design and engineer-ing simulation and prototyping production software tooling die moulds and stamps materials metalworking and forming equip-ment automation and QC sys-tems and standard components RosMould exhibitors present
RosMould 2011 is co-located with RosPlast the specialized exhibition for plastics technology and products
raquo RosMould 2011Moscow Russiawwwrosmouldcom
Watch Mastercam circle the globe at wwwtinyurlcommcglobe
8
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
With more than 15000 installed seats of its CAM software world-wide and a global network of more than 120 resellers in 50 countries SolidCAM GmbH has enjoyed great success The companyrsquos biggest mar-ket is Germany where some 2000 users are working
The CAM Competence Centre of
Husky Injection Molding Systems is expected to complete its acquisition of KTW a global manufacturer of clo-sure moulds that is headquartered in Waidhofen Austria in May 2011 The purchase represents a logical next step in a 14-year relationship between the companies
Husky and KTW have worked together to develop closure manu-facturing systems that enhance cus-tomersrsquo productivity while eliminat-ing waste and improving part quality explains John Galt Husky president and CEO But even closer collaboration was seen to be necessary for meeting
DPS Software GmbH has contributed nicely to this success in Germany as was acknowledged during a recent ceremony at SolidCAM headquarters in Schramberg There Stephan Ter-horst the software developerrsquos Ger-man marketing director presented the award for most successful world-wide SolidCAM reseller in 2010 to Joumlrg
Rudig (at right in photo) the manager of the DPS CAM Competence Centre and his staff of 13
DPS Software has 13 subsidiaries and 145 employees making it one of the biggest product lifecycle manage-ment project partners in Germany Austria and Switzerland An important growth engine for the companyrsquos prow-ess in integrated CAD CAE CAM PDM and ERP software solutions and related services is its CAM Compe-tence Centre Since the time the cen-tre was founded in 2000 the com-petence centre team has provided an integrated SolidWorksSolidCAM CADCAM solution for more than 1500 CNC machines As Joumlrg Rudig points out a key part of DPSrsquos service offering is the provision of customer-oriented training programmes to sup-port its CADCAM products
increasingly high expectations partic-ularly in developing the core elements of closure systems
Husky will offer KTW-branded clo-sure moulds as part of its line of fully integrated turnkey systems when the deal is concluded making it the clo-sure industryrsquos only provider of com-plete injection moulding systems including the mould machine hot runner and temperature controller as well as consulting and after-sales ser-vices KTW managing directors Anja and Claus Ziegler will continue to be involved at the top management level
KTW operations in Austria the Czech Republic and Germany are to become Huskyrsquos closure mould devel-opment and manufacturing cen-tres of excellence In addition Husky plans to initiate a strategic review of KTWrsquos custom injection mould-ing division Injectoplast in order to ensure the divisionrsquos future success and avoid potential conflicts of inter-est with its own customers
SolidCAM Presents DPS Software with Global Best Reseller Award for 2010
raquo SolidCAM GmbHSchramberg Germanywwwsolidcamde
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Husky Solidifies Its Position in Closure-Mould Market through Acquisition of KTW
Molded to your needs
www3dscommoldandtooling
Mold amp ToolingBoost your efficiency and save time with a robust and innovative approach
CATIA Mold amp Tooling brings the extra added value of an integrated end-to-end solution From design and engineering to simulation and manufacturing take advantage of proven
optimized processes to satisfy the increasing expectations of your customers
ww
w3
dsc
om
copy
Das
saul
t Sy
stegravem
es 2
011
ndash A
ll ri
ghts
rese
rved
ndash C
ATI
A is
a re
gist
ered
tra
dem
ark
of D
assa
ult
Syst
egravemes
or
its
subs
idia
ries
in t
he U
S an
d
or o
ther
cou
ntri
es
10
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Industry News
New President for Sandvik Materials Technology
Mastercam for SolidWorks Wins Gold Partner Status
Peter Gossas president of Sandvik Materials Tech-nology for nine years will retire and leave the Sand-vik Group on May 31 2011 Jonas Gustavsson (pictured) currently president of the Wire and Heating Technol-ogy product area within Sandvik Materials Technol-ogy has been appointed as the business divisionrsquos new president He also becomes
a member of Sandvikrsquos group executive managementSandvik Materials Technology is the Sandvik business
area that supplies metalworking materials It occupies a position within the group equivalent to that of Sandvik Coromant the cutting-tools division
Gustavsson who earned a degree in mechanical engi-neering from Lulearing Technical University has acquired solid industry experience by holding senior positions within and outside Sandvik Says Olof Faxander president and CEO of Sandvik AB ldquoWith his broad background and proven ability
The Mastercam for SolidWorksreg software package developed by CNC Software Inc to support Solid-Worksreg 3D CAD software has been awarded Certified Gold Partner status by Dassault Systegravemes SolidWorks Corp Designers engineers and machinists use Mas-tercam for SolidWorks software to programme tool paths after designs have been finished in SolidWorks The tool paths are applied directly to the SolidWorks model in their native environment Thus users of Mastercam for SolidWorks and SolidWorks 2011 in combination can employ Mastercamreg CAM technolo-gy to create a machining programme without leaving the SolidWorks interface
ldquoWith our tool paths running directly in the Solid-Works environment our users will feel comfortable programming their parts just as if they were in stan-dard Mastercamrdquo explains CNC Software marketing manager Ben Mund ldquoThe beauty is that now they can run those tool paths inside of SolidWorks with-out the hassle of exporting files and handling the translationrdquo
The point of the cooperation as Nick Iwaskow SolidWorksrsquo manager of alliances points out is that ldquointegration between key product design applica-tions can shave precious time off of the develop-ment process and increase productivityrdquo Ultimately designers and engineers can improve their designs
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
raquo CNC Software IncTolland CT USAwwwmastercamcom
STRACK NORMAGmbH amp Co KGKoumlnigsberger Str 11D-58511 Luumldenscheid
Tailor - MadeSolutions
NEW
CENTRING ELEMENTSfree of play bull wear-free bull with needle rollers
Tel +49 (0) 2351 8701-0Fax +49 (0) 2351 8701-100wwwstrackdeinfostrackde
to successfully drive change Jonas Gustavsson has the right profile to lead Sandvik Materials Technologyrdquo
Faxander also acknowledges the achievements of Gos-sas noting that the outgoing president could take credit for moving the product programme increasingly toward high-value-added products improving manufacturing pro-cesses and stepping up product development
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Tuumlrk+Hillinger GmbH78532 Tuttlingen Germany
Tel +49 74 61 70 140 Fax +49 74 61 70 1410
infotuerk-hillingerde
wwwtuerk-hillingerde
since 1963
we are your best choice forheating elements
wide product range
large repertory of stock types
customer-specific executions
modern rational manufacturing methods
over 30000 heating elements daily
certified according to DIN ISO 90012000
high life span
500 qualified employees
over 240 patent applications
made in Germany
June 2011The focus of the Cover Story in the next issue of ETMM is Machining Equipment This section will include an overview article short Product Focus articles and a Quick Sourcing Grid of equipment suppliers serving the tool and mould making industry
The June issue also offers bull A Special Report focusing on mould making in Russia and a
EuroMold perspective on the RosMould exhibitionbull A Technology section focus on cutting tools and machining
accessories for tool and mould makersbull The Summer 2011 issue of EDM Europe
NEXT ISSUE
Volume XIII | Issue 4 | May 2011
Case Study 38Compact 3D Printer Expands Development Firmrsquos Horizons
Products amp Services 40Recently introduced equipment and services from all over
ISTMA 49Directory of ISTMA Europe Member Associations
Company Index 50A listing of the industry suppliers who supported this issue with articles and advertisements
TRU
MPF
GRO
UP
Table of Contents
VOLUME XIII NUMBER 4 MAY 2011
EUROPEAN TOOL amp MOULD MAKINGPublished by SellersMedia
P U B L I S H E R E D I T O R - I N - C H I E F
Douglas Sellersdsellerssellersmediacom
SELLERSMEDIAOtto-von-Guericke-Ring 3A 65205 Wiesbaden Germany
Tel +49 6122 95590 bull Fax +49 6122 51090infoetmm-onlinecomwwwetmm-onlinecom
P R O D U C T I O N C I R C U L AT I O N amp I N F O R M AT I O N S E R V I C E S
Briggette Jayabjayasellersmediacom
Melanie Rosselmrosselsellersmediacom
G R A P H I C D E S I G N E R S
Jason Sellersjsellerssellersmediacom
Law Wai Manlwmsellersmediacom
I N F O R M AT I O N T E C H N O L O G Y S P E C I A L I S T
Markus Muumlllermmuellersellersmediacom
S A L E S M A N A G E R
Britta Sollowaybsollowaysellersmediacom
A D V E R T I S I N G S A L E S F R A N C E
Evelyne Gisselbrecht33 Rue du Puy-de-Docircme 63370 Lempdes France
Tel +33 473 619557 bull Fax +33 473 619661egisselbrechtsellersmediacom
R E P R E S E N TAT I V E A G E N T F O R TA I WA N C H I N A amp H O N G KO N G
Robert Yu Worldwide Services Co Ltd11F-B No 540 Wen Hsin Road Section 1 Taichung 408 Taiwan
Tel +886 4 23251784 bull Fax +886 4 23252967saleswwstaiwancom
N O R T H A M E R I C A N O F F I C E30765 Pacific Coast Highway PMB 351
Malibu CA 90265-3643 USATel +1 805 744-7924 bull Fax +1 310 507-2032
usofficetool-moldmakingcom
B U S I N E S S M A N A G E R
MiSook Musselmanmmusselmantool-moldmakingcom
EDITORIAL CONTRIBUTIONS Productservice information bulletins and press releases should be submitted in English and should be accompanied by a colour photograph or transparency The publishers assume no responsibility for return of artwork photographs or manuscripts NOTICE Every precaution is taken to ensure accuracy of contents however the publishers cannot accept responsibility for the correctness of the information supplied or advertised or for any opinion expressed herein
SUBSCRIPTIONS European Tool amp Mould Making is published 10 times per year
Annual subscription in Europe euro 7900 incl VAT (1 year) euro 15000 incl VAT (2 years)Readers outside Europe euro 9900 incl VAT (1 year) euro 18500 incl VAT (2 years)
Single copies euro 1100 incl VAT
Subscription inquiries back issues address changes send your request to European Tool amp Mould Makingby e-mail to etmmtool-moldmakingcom or by fax to +49 6122 51090
Circulation Audit Member of the Informationsgemeinschaft zur Feststellung der Verbreitung von Werbetraumlgern eV (IVW) Berlin
Printed at Koumlssinger AG wwwkoessingerde
Copyright copy 2011 ACCESS COMMUNICATIONS INC ALL RIGHTS RESERVED
OfficialMedia Partner of
ISTMA Europe
7
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
More visitors an even more interna-tional character and the best pos-sible accompanying programme of events elucidating current industry trends are the objectives of the orga-nizer and sponsors of AMB 2012 the International Exhibition for Metal-working Messe Stuttgart along with the Precision Tools Association of the VDMA (German Engineering Federa-tion) the VDMA Software Association and the VDW (German Machine Tool Buildersrsquo Association) want the show
handling apparatus Nearly a quar-ter of the exhibiting companies last year came from a record 80 coun-tries outside Germany and the pro-portion of foreign visitors increased between 2008 and 2010 from 7 to 11 Messe Stuttgart is focusing on increasing the eventrsquos international-ization further in 2012
Organizer of AMB 2012 Building on Success
raquo AMB 2012Stuttgart Germanywwwmesse-stuttgartde
which takes place September 18ndash22 in Stuttgart to surpass the signal suc-cess of the 2010 edition which fully satisfied the more than 1300 exhibi-tors and 86000 visitors
Fully booked halls are expected again in 2012 with the exhibition occupying an area of 105000 m2 Exhibitors will be displaying main-ly milling machines lathes cutting tools chucking tools CADCAMCAE and other software grinding machines and workpiece- and tool-
RosMould 2011 Comes to Moscow in June
RosMould 2011 the special-ized international exhibition for moulds die moulds and stamps taking place June 15ndash17 at the Crocus Expo in Moscow is as the organizer Expo-M-Group Ltd says the only such trade fair offered within the post-Soviet Russian ter-ritory The show has relevance for all manufacturing sectors
Also notes Expo-M-Group the global economic crisis is becom-ing less of a factor in the field of moulds dies and stamps as pro-duction picks up in Russia and elsewhere Investors in produc-tion equipment are ready again to spend on the sort of technological advances in design and engineer-ing simulation and prototyping production software tooling die moulds and stamps materials metalworking and forming equip-ment automation and QC sys-tems and standard components RosMould exhibitors present
RosMould 2011 is co-located with RosPlast the specialized exhibition for plastics technology and products
raquo RosMould 2011Moscow Russiawwwrosmouldcom
Watch Mastercam circle the globe at wwwtinyurlcommcglobe
8
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
With more than 15000 installed seats of its CAM software world-wide and a global network of more than 120 resellers in 50 countries SolidCAM GmbH has enjoyed great success The companyrsquos biggest mar-ket is Germany where some 2000 users are working
The CAM Competence Centre of
Husky Injection Molding Systems is expected to complete its acquisition of KTW a global manufacturer of clo-sure moulds that is headquartered in Waidhofen Austria in May 2011 The purchase represents a logical next step in a 14-year relationship between the companies
Husky and KTW have worked together to develop closure manu-facturing systems that enhance cus-tomersrsquo productivity while eliminat-ing waste and improving part quality explains John Galt Husky president and CEO But even closer collaboration was seen to be necessary for meeting
DPS Software GmbH has contributed nicely to this success in Germany as was acknowledged during a recent ceremony at SolidCAM headquarters in Schramberg There Stephan Ter-horst the software developerrsquos Ger-man marketing director presented the award for most successful world-wide SolidCAM reseller in 2010 to Joumlrg
Rudig (at right in photo) the manager of the DPS CAM Competence Centre and his staff of 13
DPS Software has 13 subsidiaries and 145 employees making it one of the biggest product lifecycle manage-ment project partners in Germany Austria and Switzerland An important growth engine for the companyrsquos prow-ess in integrated CAD CAE CAM PDM and ERP software solutions and related services is its CAM Compe-tence Centre Since the time the cen-tre was founded in 2000 the com-petence centre team has provided an integrated SolidWorksSolidCAM CADCAM solution for more than 1500 CNC machines As Joumlrg Rudig points out a key part of DPSrsquos service offering is the provision of customer-oriented training programmes to sup-port its CADCAM products
increasingly high expectations partic-ularly in developing the core elements of closure systems
Husky will offer KTW-branded clo-sure moulds as part of its line of fully integrated turnkey systems when the deal is concluded making it the clo-sure industryrsquos only provider of com-plete injection moulding systems including the mould machine hot runner and temperature controller as well as consulting and after-sales ser-vices KTW managing directors Anja and Claus Ziegler will continue to be involved at the top management level
KTW operations in Austria the Czech Republic and Germany are to become Huskyrsquos closure mould devel-opment and manufacturing cen-tres of excellence In addition Husky plans to initiate a strategic review of KTWrsquos custom injection mould-ing division Injectoplast in order to ensure the divisionrsquos future success and avoid potential conflicts of inter-est with its own customers
SolidCAM Presents DPS Software with Global Best Reseller Award for 2010
raquo SolidCAM GmbHSchramberg Germanywwwsolidcamde
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Husky Solidifies Its Position in Closure-Mould Market through Acquisition of KTW
Molded to your needs
www3dscommoldandtooling
Mold amp ToolingBoost your efficiency and save time with a robust and innovative approach
CATIA Mold amp Tooling brings the extra added value of an integrated end-to-end solution From design and engineering to simulation and manufacturing take advantage of proven
optimized processes to satisfy the increasing expectations of your customers
ww
w3
dsc
om
copy
Das
saul
t Sy
stegravem
es 2
011
ndash A
ll ri
ghts
rese
rved
ndash C
ATI
A is
a re
gist
ered
tra
dem
ark
of D
assa
ult
Syst
egravemes
or
its
subs
idia
ries
in t
he U
S an
d
or o
ther
cou
ntri
es
10
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Industry News
New President for Sandvik Materials Technology
Mastercam for SolidWorks Wins Gold Partner Status
Peter Gossas president of Sandvik Materials Tech-nology for nine years will retire and leave the Sand-vik Group on May 31 2011 Jonas Gustavsson (pictured) currently president of the Wire and Heating Technol-ogy product area within Sandvik Materials Technol-ogy has been appointed as the business divisionrsquos new president He also becomes
a member of Sandvikrsquos group executive managementSandvik Materials Technology is the Sandvik business
area that supplies metalworking materials It occupies a position within the group equivalent to that of Sandvik Coromant the cutting-tools division
Gustavsson who earned a degree in mechanical engi-neering from Lulearing Technical University has acquired solid industry experience by holding senior positions within and outside Sandvik Says Olof Faxander president and CEO of Sandvik AB ldquoWith his broad background and proven ability
The Mastercam for SolidWorksreg software package developed by CNC Software Inc to support Solid-Worksreg 3D CAD software has been awarded Certified Gold Partner status by Dassault Systegravemes SolidWorks Corp Designers engineers and machinists use Mas-tercam for SolidWorks software to programme tool paths after designs have been finished in SolidWorks The tool paths are applied directly to the SolidWorks model in their native environment Thus users of Mastercam for SolidWorks and SolidWorks 2011 in combination can employ Mastercamreg CAM technolo-gy to create a machining programme without leaving the SolidWorks interface
ldquoWith our tool paths running directly in the Solid-Works environment our users will feel comfortable programming their parts just as if they were in stan-dard Mastercamrdquo explains CNC Software marketing manager Ben Mund ldquoThe beauty is that now they can run those tool paths inside of SolidWorks with-out the hassle of exporting files and handling the translationrdquo
The point of the cooperation as Nick Iwaskow SolidWorksrsquo manager of alliances points out is that ldquointegration between key product design applica-tions can shave precious time off of the develop-ment process and increase productivityrdquo Ultimately designers and engineers can improve their designs
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
raquo CNC Software IncTolland CT USAwwwmastercamcom
STRACK NORMAGmbH amp Co KGKoumlnigsberger Str 11D-58511 Luumldenscheid
Tailor - MadeSolutions
NEW
CENTRING ELEMENTSfree of play bull wear-free bull with needle rollers
Tel +49 (0) 2351 8701-0Fax +49 (0) 2351 8701-100wwwstrackdeinfostrackde
to successfully drive change Jonas Gustavsson has the right profile to lead Sandvik Materials Technologyrdquo
Faxander also acknowledges the achievements of Gos-sas noting that the outgoing president could take credit for moving the product programme increasingly toward high-value-added products improving manufacturing pro-cesses and stepping up product development
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

VOLUME XIII NUMBER 4 MAY 2011
EUROPEAN TOOL amp MOULD MAKINGPublished by SellersMedia
P U B L I S H E R E D I T O R - I N - C H I E F
Douglas Sellersdsellerssellersmediacom
SELLERSMEDIAOtto-von-Guericke-Ring 3A 65205 Wiesbaden Germany
Tel +49 6122 95590 bull Fax +49 6122 51090infoetmm-onlinecomwwwetmm-onlinecom
P R O D U C T I O N C I R C U L AT I O N amp I N F O R M AT I O N S E R V I C E S
Briggette Jayabjayasellersmediacom
Melanie Rosselmrosselsellersmediacom
G R A P H I C D E S I G N E R S
Jason Sellersjsellerssellersmediacom
Law Wai Manlwmsellersmediacom
I N F O R M AT I O N T E C H N O L O G Y S P E C I A L I S T
Markus Muumlllermmuellersellersmediacom
S A L E S M A N A G E R
Britta Sollowaybsollowaysellersmediacom
A D V E R T I S I N G S A L E S F R A N C E
Evelyne Gisselbrecht33 Rue du Puy-de-Docircme 63370 Lempdes France
Tel +33 473 619557 bull Fax +33 473 619661egisselbrechtsellersmediacom
R E P R E S E N TAT I V E A G E N T F O R TA I WA N C H I N A amp H O N G KO N G
Robert Yu Worldwide Services Co Ltd11F-B No 540 Wen Hsin Road Section 1 Taichung 408 Taiwan
Tel +886 4 23251784 bull Fax +886 4 23252967saleswwstaiwancom
N O R T H A M E R I C A N O F F I C E30765 Pacific Coast Highway PMB 351
Malibu CA 90265-3643 USATel +1 805 744-7924 bull Fax +1 310 507-2032
usofficetool-moldmakingcom
B U S I N E S S M A N A G E R
MiSook Musselmanmmusselmantool-moldmakingcom
EDITORIAL CONTRIBUTIONS Productservice information bulletins and press releases should be submitted in English and should be accompanied by a colour photograph or transparency The publishers assume no responsibility for return of artwork photographs or manuscripts NOTICE Every precaution is taken to ensure accuracy of contents however the publishers cannot accept responsibility for the correctness of the information supplied or advertised or for any opinion expressed herein
SUBSCRIPTIONS European Tool amp Mould Making is published 10 times per year
Annual subscription in Europe euro 7900 incl VAT (1 year) euro 15000 incl VAT (2 years)Readers outside Europe euro 9900 incl VAT (1 year) euro 18500 incl VAT (2 years)
Single copies euro 1100 incl VAT
Subscription inquiries back issues address changes send your request to European Tool amp Mould Makingby e-mail to etmmtool-moldmakingcom or by fax to +49 6122 51090
Circulation Audit Member of the Informationsgemeinschaft zur Feststellung der Verbreitung von Werbetraumlgern eV (IVW) Berlin
Printed at Koumlssinger AG wwwkoessingerde
Copyright copy 2011 ACCESS COMMUNICATIONS INC ALL RIGHTS RESERVED
OfficialMedia Partner of
ISTMA Europe
7
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
More visitors an even more interna-tional character and the best pos-sible accompanying programme of events elucidating current industry trends are the objectives of the orga-nizer and sponsors of AMB 2012 the International Exhibition for Metal-working Messe Stuttgart along with the Precision Tools Association of the VDMA (German Engineering Federa-tion) the VDMA Software Association and the VDW (German Machine Tool Buildersrsquo Association) want the show
handling apparatus Nearly a quar-ter of the exhibiting companies last year came from a record 80 coun-tries outside Germany and the pro-portion of foreign visitors increased between 2008 and 2010 from 7 to 11 Messe Stuttgart is focusing on increasing the eventrsquos international-ization further in 2012
Organizer of AMB 2012 Building on Success
raquo AMB 2012Stuttgart Germanywwwmesse-stuttgartde
which takes place September 18ndash22 in Stuttgart to surpass the signal suc-cess of the 2010 edition which fully satisfied the more than 1300 exhibi-tors and 86000 visitors
Fully booked halls are expected again in 2012 with the exhibition occupying an area of 105000 m2 Exhibitors will be displaying main-ly milling machines lathes cutting tools chucking tools CADCAMCAE and other software grinding machines and workpiece- and tool-
RosMould 2011 Comes to Moscow in June
RosMould 2011 the special-ized international exhibition for moulds die moulds and stamps taking place June 15ndash17 at the Crocus Expo in Moscow is as the organizer Expo-M-Group Ltd says the only such trade fair offered within the post-Soviet Russian ter-ritory The show has relevance for all manufacturing sectors
Also notes Expo-M-Group the global economic crisis is becom-ing less of a factor in the field of moulds dies and stamps as pro-duction picks up in Russia and elsewhere Investors in produc-tion equipment are ready again to spend on the sort of technological advances in design and engineer-ing simulation and prototyping production software tooling die moulds and stamps materials metalworking and forming equip-ment automation and QC sys-tems and standard components RosMould exhibitors present
RosMould 2011 is co-located with RosPlast the specialized exhibition for plastics technology and products
raquo RosMould 2011Moscow Russiawwwrosmouldcom
Watch Mastercam circle the globe at wwwtinyurlcommcglobe
8
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
With more than 15000 installed seats of its CAM software world-wide and a global network of more than 120 resellers in 50 countries SolidCAM GmbH has enjoyed great success The companyrsquos biggest mar-ket is Germany where some 2000 users are working
The CAM Competence Centre of
Husky Injection Molding Systems is expected to complete its acquisition of KTW a global manufacturer of clo-sure moulds that is headquartered in Waidhofen Austria in May 2011 The purchase represents a logical next step in a 14-year relationship between the companies
Husky and KTW have worked together to develop closure manu-facturing systems that enhance cus-tomersrsquo productivity while eliminat-ing waste and improving part quality explains John Galt Husky president and CEO But even closer collaboration was seen to be necessary for meeting
DPS Software GmbH has contributed nicely to this success in Germany as was acknowledged during a recent ceremony at SolidCAM headquarters in Schramberg There Stephan Ter-horst the software developerrsquos Ger-man marketing director presented the award for most successful world-wide SolidCAM reseller in 2010 to Joumlrg
Rudig (at right in photo) the manager of the DPS CAM Competence Centre and his staff of 13
DPS Software has 13 subsidiaries and 145 employees making it one of the biggest product lifecycle manage-ment project partners in Germany Austria and Switzerland An important growth engine for the companyrsquos prow-ess in integrated CAD CAE CAM PDM and ERP software solutions and related services is its CAM Compe-tence Centre Since the time the cen-tre was founded in 2000 the com-petence centre team has provided an integrated SolidWorksSolidCAM CADCAM solution for more than 1500 CNC machines As Joumlrg Rudig points out a key part of DPSrsquos service offering is the provision of customer-oriented training programmes to sup-port its CADCAM products
increasingly high expectations partic-ularly in developing the core elements of closure systems
Husky will offer KTW-branded clo-sure moulds as part of its line of fully integrated turnkey systems when the deal is concluded making it the clo-sure industryrsquos only provider of com-plete injection moulding systems including the mould machine hot runner and temperature controller as well as consulting and after-sales ser-vices KTW managing directors Anja and Claus Ziegler will continue to be involved at the top management level
KTW operations in Austria the Czech Republic and Germany are to become Huskyrsquos closure mould devel-opment and manufacturing cen-tres of excellence In addition Husky plans to initiate a strategic review of KTWrsquos custom injection mould-ing division Injectoplast in order to ensure the divisionrsquos future success and avoid potential conflicts of inter-est with its own customers
SolidCAM Presents DPS Software with Global Best Reseller Award for 2010
raquo SolidCAM GmbHSchramberg Germanywwwsolidcamde
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Husky Solidifies Its Position in Closure-Mould Market through Acquisition of KTW
Molded to your needs
www3dscommoldandtooling
Mold amp ToolingBoost your efficiency and save time with a robust and innovative approach
CATIA Mold amp Tooling brings the extra added value of an integrated end-to-end solution From design and engineering to simulation and manufacturing take advantage of proven
optimized processes to satisfy the increasing expectations of your customers
ww
w3
dsc
om
copy
Das
saul
t Sy
stegravem
es 2
011
ndash A
ll ri
ghts
rese
rved
ndash C
ATI
A is
a re
gist
ered
tra
dem
ark
of D
assa
ult
Syst
egravemes
or
its
subs
idia
ries
in t
he U
S an
d
or o
ther
cou
ntri
es
10
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Industry News
New President for Sandvik Materials Technology
Mastercam for SolidWorks Wins Gold Partner Status
Peter Gossas president of Sandvik Materials Tech-nology for nine years will retire and leave the Sand-vik Group on May 31 2011 Jonas Gustavsson (pictured) currently president of the Wire and Heating Technol-ogy product area within Sandvik Materials Technol-ogy has been appointed as the business divisionrsquos new president He also becomes
a member of Sandvikrsquos group executive managementSandvik Materials Technology is the Sandvik business
area that supplies metalworking materials It occupies a position within the group equivalent to that of Sandvik Coromant the cutting-tools division
Gustavsson who earned a degree in mechanical engi-neering from Lulearing Technical University has acquired solid industry experience by holding senior positions within and outside Sandvik Says Olof Faxander president and CEO of Sandvik AB ldquoWith his broad background and proven ability
The Mastercam for SolidWorksreg software package developed by CNC Software Inc to support Solid-Worksreg 3D CAD software has been awarded Certified Gold Partner status by Dassault Systegravemes SolidWorks Corp Designers engineers and machinists use Mas-tercam for SolidWorks software to programme tool paths after designs have been finished in SolidWorks The tool paths are applied directly to the SolidWorks model in their native environment Thus users of Mastercam for SolidWorks and SolidWorks 2011 in combination can employ Mastercamreg CAM technolo-gy to create a machining programme without leaving the SolidWorks interface
ldquoWith our tool paths running directly in the Solid-Works environment our users will feel comfortable programming their parts just as if they were in stan-dard Mastercamrdquo explains CNC Software marketing manager Ben Mund ldquoThe beauty is that now they can run those tool paths inside of SolidWorks with-out the hassle of exporting files and handling the translationrdquo
The point of the cooperation as Nick Iwaskow SolidWorksrsquo manager of alliances points out is that ldquointegration between key product design applica-tions can shave precious time off of the develop-ment process and increase productivityrdquo Ultimately designers and engineers can improve their designs
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
raquo CNC Software IncTolland CT USAwwwmastercamcom
STRACK NORMAGmbH amp Co KGKoumlnigsberger Str 11D-58511 Luumldenscheid
Tailor - MadeSolutions
NEW
CENTRING ELEMENTSfree of play bull wear-free bull with needle rollers
Tel +49 (0) 2351 8701-0Fax +49 (0) 2351 8701-100wwwstrackdeinfostrackde
to successfully drive change Jonas Gustavsson has the right profile to lead Sandvik Materials Technologyrdquo
Faxander also acknowledges the achievements of Gos-sas noting that the outgoing president could take credit for moving the product programme increasingly toward high-value-added products improving manufacturing pro-cesses and stepping up product development
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

7
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
More visitors an even more interna-tional character and the best pos-sible accompanying programme of events elucidating current industry trends are the objectives of the orga-nizer and sponsors of AMB 2012 the International Exhibition for Metal-working Messe Stuttgart along with the Precision Tools Association of the VDMA (German Engineering Federa-tion) the VDMA Software Association and the VDW (German Machine Tool Buildersrsquo Association) want the show
handling apparatus Nearly a quar-ter of the exhibiting companies last year came from a record 80 coun-tries outside Germany and the pro-portion of foreign visitors increased between 2008 and 2010 from 7 to 11 Messe Stuttgart is focusing on increasing the eventrsquos international-ization further in 2012
Organizer of AMB 2012 Building on Success
raquo AMB 2012Stuttgart Germanywwwmesse-stuttgartde
which takes place September 18ndash22 in Stuttgart to surpass the signal suc-cess of the 2010 edition which fully satisfied the more than 1300 exhibi-tors and 86000 visitors
Fully booked halls are expected again in 2012 with the exhibition occupying an area of 105000 m2 Exhibitors will be displaying main-ly milling machines lathes cutting tools chucking tools CADCAMCAE and other software grinding machines and workpiece- and tool-
RosMould 2011 Comes to Moscow in June
RosMould 2011 the special-ized international exhibition for moulds die moulds and stamps taking place June 15ndash17 at the Crocus Expo in Moscow is as the organizer Expo-M-Group Ltd says the only such trade fair offered within the post-Soviet Russian ter-ritory The show has relevance for all manufacturing sectors
Also notes Expo-M-Group the global economic crisis is becom-ing less of a factor in the field of moulds dies and stamps as pro-duction picks up in Russia and elsewhere Investors in produc-tion equipment are ready again to spend on the sort of technological advances in design and engineer-ing simulation and prototyping production software tooling die moulds and stamps materials metalworking and forming equip-ment automation and QC sys-tems and standard components RosMould exhibitors present
RosMould 2011 is co-located with RosPlast the specialized exhibition for plastics technology and products
raquo RosMould 2011Moscow Russiawwwrosmouldcom
Watch Mastercam circle the globe at wwwtinyurlcommcglobe
8
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
With more than 15000 installed seats of its CAM software world-wide and a global network of more than 120 resellers in 50 countries SolidCAM GmbH has enjoyed great success The companyrsquos biggest mar-ket is Germany where some 2000 users are working
The CAM Competence Centre of
Husky Injection Molding Systems is expected to complete its acquisition of KTW a global manufacturer of clo-sure moulds that is headquartered in Waidhofen Austria in May 2011 The purchase represents a logical next step in a 14-year relationship between the companies
Husky and KTW have worked together to develop closure manu-facturing systems that enhance cus-tomersrsquo productivity while eliminat-ing waste and improving part quality explains John Galt Husky president and CEO But even closer collaboration was seen to be necessary for meeting
DPS Software GmbH has contributed nicely to this success in Germany as was acknowledged during a recent ceremony at SolidCAM headquarters in Schramberg There Stephan Ter-horst the software developerrsquos Ger-man marketing director presented the award for most successful world-wide SolidCAM reseller in 2010 to Joumlrg
Rudig (at right in photo) the manager of the DPS CAM Competence Centre and his staff of 13
DPS Software has 13 subsidiaries and 145 employees making it one of the biggest product lifecycle manage-ment project partners in Germany Austria and Switzerland An important growth engine for the companyrsquos prow-ess in integrated CAD CAE CAM PDM and ERP software solutions and related services is its CAM Compe-tence Centre Since the time the cen-tre was founded in 2000 the com-petence centre team has provided an integrated SolidWorksSolidCAM CADCAM solution for more than 1500 CNC machines As Joumlrg Rudig points out a key part of DPSrsquos service offering is the provision of customer-oriented training programmes to sup-port its CADCAM products
increasingly high expectations partic-ularly in developing the core elements of closure systems
Husky will offer KTW-branded clo-sure moulds as part of its line of fully integrated turnkey systems when the deal is concluded making it the clo-sure industryrsquos only provider of com-plete injection moulding systems including the mould machine hot runner and temperature controller as well as consulting and after-sales ser-vices KTW managing directors Anja and Claus Ziegler will continue to be involved at the top management level
KTW operations in Austria the Czech Republic and Germany are to become Huskyrsquos closure mould devel-opment and manufacturing cen-tres of excellence In addition Husky plans to initiate a strategic review of KTWrsquos custom injection mould-ing division Injectoplast in order to ensure the divisionrsquos future success and avoid potential conflicts of inter-est with its own customers
SolidCAM Presents DPS Software with Global Best Reseller Award for 2010
raquo SolidCAM GmbHSchramberg Germanywwwsolidcamde
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Husky Solidifies Its Position in Closure-Mould Market through Acquisition of KTW
Molded to your needs
www3dscommoldandtooling
Mold amp ToolingBoost your efficiency and save time with a robust and innovative approach
CATIA Mold amp Tooling brings the extra added value of an integrated end-to-end solution From design and engineering to simulation and manufacturing take advantage of proven
optimized processes to satisfy the increasing expectations of your customers
ww
w3
dsc
om
copy
Das
saul
t Sy
stegravem
es 2
011
ndash A
ll ri
ghts
rese
rved
ndash C
ATI
A is
a re
gist
ered
tra
dem
ark
of D
assa
ult
Syst
egravemes
or
its
subs
idia
ries
in t
he U
S an
d
or o
ther
cou
ntri
es
10
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Industry News
New President for Sandvik Materials Technology
Mastercam for SolidWorks Wins Gold Partner Status
Peter Gossas president of Sandvik Materials Tech-nology for nine years will retire and leave the Sand-vik Group on May 31 2011 Jonas Gustavsson (pictured) currently president of the Wire and Heating Technol-ogy product area within Sandvik Materials Technol-ogy has been appointed as the business divisionrsquos new president He also becomes
a member of Sandvikrsquos group executive managementSandvik Materials Technology is the Sandvik business
area that supplies metalworking materials It occupies a position within the group equivalent to that of Sandvik Coromant the cutting-tools division
Gustavsson who earned a degree in mechanical engi-neering from Lulearing Technical University has acquired solid industry experience by holding senior positions within and outside Sandvik Says Olof Faxander president and CEO of Sandvik AB ldquoWith his broad background and proven ability
The Mastercam for SolidWorksreg software package developed by CNC Software Inc to support Solid-Worksreg 3D CAD software has been awarded Certified Gold Partner status by Dassault Systegravemes SolidWorks Corp Designers engineers and machinists use Mas-tercam for SolidWorks software to programme tool paths after designs have been finished in SolidWorks The tool paths are applied directly to the SolidWorks model in their native environment Thus users of Mastercam for SolidWorks and SolidWorks 2011 in combination can employ Mastercamreg CAM technolo-gy to create a machining programme without leaving the SolidWorks interface
ldquoWith our tool paths running directly in the Solid-Works environment our users will feel comfortable programming their parts just as if they were in stan-dard Mastercamrdquo explains CNC Software marketing manager Ben Mund ldquoThe beauty is that now they can run those tool paths inside of SolidWorks with-out the hassle of exporting files and handling the translationrdquo
The point of the cooperation as Nick Iwaskow SolidWorksrsquo manager of alliances points out is that ldquointegration between key product design applica-tions can shave precious time off of the develop-ment process and increase productivityrdquo Ultimately designers and engineers can improve their designs
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
raquo CNC Software IncTolland CT USAwwwmastercamcom
STRACK NORMAGmbH amp Co KGKoumlnigsberger Str 11D-58511 Luumldenscheid
Tailor - MadeSolutions
NEW
CENTRING ELEMENTSfree of play bull wear-free bull with needle rollers
Tel +49 (0) 2351 8701-0Fax +49 (0) 2351 8701-100wwwstrackdeinfostrackde
to successfully drive change Jonas Gustavsson has the right profile to lead Sandvik Materials Technologyrdquo
Faxander also acknowledges the achievements of Gos-sas noting that the outgoing president could take credit for moving the product programme increasingly toward high-value-added products improving manufacturing pro-cesses and stepping up product development
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

8
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
With more than 15000 installed seats of its CAM software world-wide and a global network of more than 120 resellers in 50 countries SolidCAM GmbH has enjoyed great success The companyrsquos biggest mar-ket is Germany where some 2000 users are working
The CAM Competence Centre of
Husky Injection Molding Systems is expected to complete its acquisition of KTW a global manufacturer of clo-sure moulds that is headquartered in Waidhofen Austria in May 2011 The purchase represents a logical next step in a 14-year relationship between the companies
Husky and KTW have worked together to develop closure manu-facturing systems that enhance cus-tomersrsquo productivity while eliminat-ing waste and improving part quality explains John Galt Husky president and CEO But even closer collaboration was seen to be necessary for meeting
DPS Software GmbH has contributed nicely to this success in Germany as was acknowledged during a recent ceremony at SolidCAM headquarters in Schramberg There Stephan Ter-horst the software developerrsquos Ger-man marketing director presented the award for most successful world-wide SolidCAM reseller in 2010 to Joumlrg
Rudig (at right in photo) the manager of the DPS CAM Competence Centre and his staff of 13
DPS Software has 13 subsidiaries and 145 employees making it one of the biggest product lifecycle manage-ment project partners in Germany Austria and Switzerland An important growth engine for the companyrsquos prow-ess in integrated CAD CAE CAM PDM and ERP software solutions and related services is its CAM Compe-tence Centre Since the time the cen-tre was founded in 2000 the com-petence centre team has provided an integrated SolidWorksSolidCAM CADCAM solution for more than 1500 CNC machines As Joumlrg Rudig points out a key part of DPSrsquos service offering is the provision of customer-oriented training programmes to sup-port its CADCAM products
increasingly high expectations partic-ularly in developing the core elements of closure systems
Husky will offer KTW-branded clo-sure moulds as part of its line of fully integrated turnkey systems when the deal is concluded making it the clo-sure industryrsquos only provider of com-plete injection moulding systems including the mould machine hot runner and temperature controller as well as consulting and after-sales ser-vices KTW managing directors Anja and Claus Ziegler will continue to be involved at the top management level
KTW operations in Austria the Czech Republic and Germany are to become Huskyrsquos closure mould devel-opment and manufacturing cen-tres of excellence In addition Husky plans to initiate a strategic review of KTWrsquos custom injection mould-ing division Injectoplast in order to ensure the divisionrsquos future success and avoid potential conflicts of inter-est with its own customers
SolidCAM Presents DPS Software with Global Best Reseller Award for 2010
raquo SolidCAM GmbHSchramberg Germanywwwsolidcamde
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Husky Solidifies Its Position in Closure-Mould Market through Acquisition of KTW
Molded to your needs
www3dscommoldandtooling
Mold amp ToolingBoost your efficiency and save time with a robust and innovative approach
CATIA Mold amp Tooling brings the extra added value of an integrated end-to-end solution From design and engineering to simulation and manufacturing take advantage of proven
optimized processes to satisfy the increasing expectations of your customers
ww
w3
dsc
om
copy
Das
saul
t Sy
stegravem
es 2
011
ndash A
ll ri
ghts
rese
rved
ndash C
ATI
A is
a re
gist
ered
tra
dem
ark
of D
assa
ult
Syst
egravemes
or
its
subs
idia
ries
in t
he U
S an
d
or o
ther
cou
ntri
es
10
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Industry News
New President for Sandvik Materials Technology
Mastercam for SolidWorks Wins Gold Partner Status
Peter Gossas president of Sandvik Materials Tech-nology for nine years will retire and leave the Sand-vik Group on May 31 2011 Jonas Gustavsson (pictured) currently president of the Wire and Heating Technol-ogy product area within Sandvik Materials Technol-ogy has been appointed as the business divisionrsquos new president He also becomes
a member of Sandvikrsquos group executive managementSandvik Materials Technology is the Sandvik business
area that supplies metalworking materials It occupies a position within the group equivalent to that of Sandvik Coromant the cutting-tools division
Gustavsson who earned a degree in mechanical engi-neering from Lulearing Technical University has acquired solid industry experience by holding senior positions within and outside Sandvik Says Olof Faxander president and CEO of Sandvik AB ldquoWith his broad background and proven ability
The Mastercam for SolidWorksreg software package developed by CNC Software Inc to support Solid-Worksreg 3D CAD software has been awarded Certified Gold Partner status by Dassault Systegravemes SolidWorks Corp Designers engineers and machinists use Mas-tercam for SolidWorks software to programme tool paths after designs have been finished in SolidWorks The tool paths are applied directly to the SolidWorks model in their native environment Thus users of Mastercam for SolidWorks and SolidWorks 2011 in combination can employ Mastercamreg CAM technolo-gy to create a machining programme without leaving the SolidWorks interface
ldquoWith our tool paths running directly in the Solid-Works environment our users will feel comfortable programming their parts just as if they were in stan-dard Mastercamrdquo explains CNC Software marketing manager Ben Mund ldquoThe beauty is that now they can run those tool paths inside of SolidWorks with-out the hassle of exporting files and handling the translationrdquo
The point of the cooperation as Nick Iwaskow SolidWorksrsquo manager of alliances points out is that ldquointegration between key product design applica-tions can shave precious time off of the develop-ment process and increase productivityrdquo Ultimately designers and engineers can improve their designs
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
raquo CNC Software IncTolland CT USAwwwmastercamcom
STRACK NORMAGmbH amp Co KGKoumlnigsberger Str 11D-58511 Luumldenscheid
Tailor - MadeSolutions
NEW
CENTRING ELEMENTSfree of play bull wear-free bull with needle rollers
Tel +49 (0) 2351 8701-0Fax +49 (0) 2351 8701-100wwwstrackdeinfostrackde
to successfully drive change Jonas Gustavsson has the right profile to lead Sandvik Materials Technologyrdquo
Faxander also acknowledges the achievements of Gos-sas noting that the outgoing president could take credit for moving the product programme increasingly toward high-value-added products improving manufacturing pro-cesses and stepping up product development
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-
Molded to your needs
www3dscommoldandtooling
Mold amp ToolingBoost your efficiency and save time with a robust and innovative approach
CATIA Mold amp Tooling brings the extra added value of an integrated end-to-end solution From design and engineering to simulation and manufacturing take advantage of proven
optimized processes to satisfy the increasing expectations of your customers
ww
w3
dsc
om
copy
Das
saul
t Sy
stegravem
es 2
011
ndash A
ll ri
ghts
rese
rved
ndash C
ATI
A is
a re
gist
ered
tra
dem
ark
of D
assa
ult
Syst
egravemes
or
its
subs
idia
ries
in t
he U
S an
d
or o
ther
cou
ntri
es
10
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Industry News
New President for Sandvik Materials Technology
Mastercam for SolidWorks Wins Gold Partner Status
Peter Gossas president of Sandvik Materials Tech-nology for nine years will retire and leave the Sand-vik Group on May 31 2011 Jonas Gustavsson (pictured) currently president of the Wire and Heating Technol-ogy product area within Sandvik Materials Technol-ogy has been appointed as the business divisionrsquos new president He also becomes
a member of Sandvikrsquos group executive managementSandvik Materials Technology is the Sandvik business
area that supplies metalworking materials It occupies a position within the group equivalent to that of Sandvik Coromant the cutting-tools division
Gustavsson who earned a degree in mechanical engi-neering from Lulearing Technical University has acquired solid industry experience by holding senior positions within and outside Sandvik Says Olof Faxander president and CEO of Sandvik AB ldquoWith his broad background and proven ability
The Mastercam for SolidWorksreg software package developed by CNC Software Inc to support Solid-Worksreg 3D CAD software has been awarded Certified Gold Partner status by Dassault Systegravemes SolidWorks Corp Designers engineers and machinists use Mas-tercam for SolidWorks software to programme tool paths after designs have been finished in SolidWorks The tool paths are applied directly to the SolidWorks model in their native environment Thus users of Mastercam for SolidWorks and SolidWorks 2011 in combination can employ Mastercamreg CAM technolo-gy to create a machining programme without leaving the SolidWorks interface
ldquoWith our tool paths running directly in the Solid-Works environment our users will feel comfortable programming their parts just as if they were in stan-dard Mastercamrdquo explains CNC Software marketing manager Ben Mund ldquoThe beauty is that now they can run those tool paths inside of SolidWorks with-out the hassle of exporting files and handling the translationrdquo
The point of the cooperation as Nick Iwaskow SolidWorksrsquo manager of alliances points out is that ldquointegration between key product design applica-tions can shave precious time off of the develop-ment process and increase productivityrdquo Ultimately designers and engineers can improve their designs
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
raquo CNC Software IncTolland CT USAwwwmastercamcom
STRACK NORMAGmbH amp Co KGKoumlnigsberger Str 11D-58511 Luumldenscheid
Tailor - MadeSolutions
NEW
CENTRING ELEMENTSfree of play bull wear-free bull with needle rollers
Tel +49 (0) 2351 8701-0Fax +49 (0) 2351 8701-100wwwstrackdeinfostrackde
to successfully drive change Jonas Gustavsson has the right profile to lead Sandvik Materials Technologyrdquo
Faxander also acknowledges the achievements of Gos-sas noting that the outgoing president could take credit for moving the product programme increasingly toward high-value-added products improving manufacturing pro-cesses and stepping up product development
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

10
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Industry News
New President for Sandvik Materials Technology
Mastercam for SolidWorks Wins Gold Partner Status
Peter Gossas president of Sandvik Materials Tech-nology for nine years will retire and leave the Sand-vik Group on May 31 2011 Jonas Gustavsson (pictured) currently president of the Wire and Heating Technol-ogy product area within Sandvik Materials Technol-ogy has been appointed as the business divisionrsquos new president He also becomes
a member of Sandvikrsquos group executive managementSandvik Materials Technology is the Sandvik business
area that supplies metalworking materials It occupies a position within the group equivalent to that of Sandvik Coromant the cutting-tools division
Gustavsson who earned a degree in mechanical engi-neering from Lulearing Technical University has acquired solid industry experience by holding senior positions within and outside Sandvik Says Olof Faxander president and CEO of Sandvik AB ldquoWith his broad background and proven ability
The Mastercam for SolidWorksreg software package developed by CNC Software Inc to support Solid-Worksreg 3D CAD software has been awarded Certified Gold Partner status by Dassault Systegravemes SolidWorks Corp Designers engineers and machinists use Mas-tercam for SolidWorks software to programme tool paths after designs have been finished in SolidWorks The tool paths are applied directly to the SolidWorks model in their native environment Thus users of Mastercam for SolidWorks and SolidWorks 2011 in combination can employ Mastercamreg CAM technolo-gy to create a machining programme without leaving the SolidWorks interface
ldquoWith our tool paths running directly in the Solid-Works environment our users will feel comfortable programming their parts just as if they were in stan-dard Mastercamrdquo explains CNC Software marketing manager Ben Mund ldquoThe beauty is that now they can run those tool paths inside of SolidWorks with-out the hassle of exporting files and handling the translationrdquo
The point of the cooperation as Nick Iwaskow SolidWorksrsquo manager of alliances points out is that ldquointegration between key product design applica-tions can shave precious time off of the develop-ment process and increase productivityrdquo Ultimately designers and engineers can improve their designs
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
raquo CNC Software IncTolland CT USAwwwmastercamcom
STRACK NORMAGmbH amp Co KGKoumlnigsberger Str 11D-58511 Luumldenscheid
Tailor - MadeSolutions
NEW
CENTRING ELEMENTSfree of play bull wear-free bull with needle rollers
Tel +49 (0) 2351 8701-0Fax +49 (0) 2351 8701-100wwwstrackdeinfostrackde
to successfully drive change Jonas Gustavsson has the right profile to lead Sandvik Materials Technologyrdquo
Faxander also acknowledges the achievements of Gos-sas noting that the outgoing president could take credit for moving the product programme increasingly toward high-value-added products improving manufacturing pro-cesses and stepping up product development
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-
11
Industry News
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
phone +49 (0) 92529993-0
fax +49 (0) 92529993-33
vertriebrainer-knarrde
wwwrainer-knarrde
Visit us
hall 4 booth D62
- shaft without bulge
- head underneath and
head diameter ground
- height of head 0-003
- suitable as contour pin
- high temperature resistance
- ability for coating and nitration
- wide range of dimensions
Contact UK and Ireland
Gunther UK Limited
phone 01474879774
infogunthercouk
Contact Czech Republic
wwwrsmplastcz
ISO 90012008
certified
Innovative waved
baffle profile
- shorter cycle times
- improved cooling-effect
- swirl of the medium
- prolongable up to 625mm
- temperature resistant 200degC max
Protected
system
Reduce cycle times with the new generation of
cooling deflection baffles
Ejectors - outline pins
hardened approx 53 HRC
With 78 manufacturers suppliers and service providers from the addi-tive technologies sector having con-firmed their participation as exhibi-tors at EuroMold 2011 the trade fair for mould making and tooling design and application development is extending its claim to be the most important European marketplace for this growing industrial field also known as e-production Numerous market-leading innovators specializ-ing in additive manufacturing will be presenting themselves at the Frank-furt Exhibition Centre November 29 through December 2 particularly in Hall 11
The EuroMold organizer DEMAT GmbH has provided additional show-cases for the additive technologies sector through its offer of the uni-
versity researchndashbased special-focus show within a show ldquoe-Production for Everyonerdquo this year in its third edi-tion and the globally renowned Inter-national Wohlers Conference In 2011 the 13th Wohlers Conference will feature an emphasis on design in the production of additives
E-production experts think 2011 will be a year of strong growth driven by the release of pent-up demand for new product development technol-
ogies and services ldquoAs companies investigate additive manufacturing for the production of end-use prod-ucts a new level of technology adop-tion will unfoldrdquo says Terry Wohlers CEO of Wohlers Associates Inc
EuroMold 2011 presents the entire spectrum of additive technologies and their uses including 3D-printed products for industrial applications Among the top global companies dis-playing their latest materials tech-nologies and applications will be 3D Systems Alphacam Concept Laser EOS FIT Huntsman Materialise MTT Objet Realizer SLM Solutions Strata-sys and Z Corp
EuroMold 2011 Is Planned to Solidify Position As Premiere Additive Technologies Marketplace
raquo EuroMold 2011FrankfurtMain Germanywwweuromoldcom
EURO
MO
LD
12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

12
Industry News
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
In Sosnowiec Poland prepara-tions are in full swing for Toolex 2011 the International Machine Tools Tools and Processing Tech-nology Fair which is scheduled to take place October 5ndash7 at the Expo Silesia Exhibition Cen-tre This prestigious event for the metal-processing industry attracts more and more indus-try experts every year In 2010 more than 6000 professional and expert show visitors were very satisfied by what they found at the 167 exhibition stands showcasing over 350 companies from more than two dozen coun-tries around the world
Toolex always offers a compre-hensive presentation of machine tools specialized tools tech-nological equipment software and measuring and control instruments including world premieres of many machines and tools Last year in an exhibition area extending over more than 4000 m2 181 metal-processing machine tools on display were in full operation The venue is equipped to allow exhibitors to display large and
complex operating machines includ-ing entire assembly lines
The exhibition facility in Sosno wiec is situated in the heart of Polandrsquos most industrial region which is also an important scientific centre The area of Silesia and Zaglebie is home to a range of fast-growing industri-al sectors such as the automotive
aviation and mechanical engineer-ing industries among others Also the Czech Republic and Slovakia are nearby Transportation access to the venue is well developed
Expo Silesia Expects Toolex 2011 to Be Another Successful Metal-Processing Fair
raquo Toolex 2011Sosnowiec Polandwwwtoolexpl
MCH Swiss Exhibition (Basel) Ltd has handed over the organization and operation of Swisstech Europersquos Central Fair for the Subcontracting Industries to its wholly owned sub-sidiary Exhibit amp More AG The latter company now is in charge of Swiss-tech 2012 scheduled for November 20ndash23 2012 in Basel Exhibit amp More headquartered near Zuumlrich has been organizing specialist industrial fairs for more than 30 years
Swisstech is a key meeting point
The MCH Group assumed full con-trol of Exhibit amp More at the beginning of 2010 The managers of both trade fair organizing entities are convinced that the merger of their forces will make it possible to position Swisstech and Prodex in the market more effi-ciently and to steer a course toward a successful future
Swisstech Fair Henceforward in Hands of MCH Messe Basel Subsidiary Exhibit amp More
raquo Exhibit amp More AGFaumlllanden-Zuumlrich Switzerlandwwwexhibitandmorech
every two years for the subcontract-ing industry companies operating in the fields of procurement manu-facturing and production technolo-gy MCHmdashalso known as MCH Messe Baselmdashhas used Swisstech to high-light the synergies that exist between the mechanical engineering industry and the world of specialist suppliers It has also organized Prodex the spe-cialist exhibition for machine tools tools and production measurement in parallel with Swisstech since 2004
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-
Who knocks PET bottles into shape
CorroPlastreg
ndash the ultimate steel forall-stainless mould sets
DEUTSCHE EDELSTAHLWERKE Obere Kaiserstr D-57078 Siegen Auestr 4 D-58452 Witten
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Industry News
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
Interactive Meusburger Catalogue Provides Free Standard Parts Calculation
Version 50 of the interactive CD catalogue issued by Meusburger the Austrian manufacturer of standard parts has many new features The catalogue software includes new products for mould making as well as the entire punching tool product range a recent addition to the Meusburger portfolio The company has prided itself on setting industry trends for digital catalogues and the advanced features in the latest CD version continue the customer-oriented tradition
The software is equipped with a mould assistant for injection moulding tools and a die-set assistant for punch-ing-tool construction Selecting various plates from a mod-ular system users can assemble mould tools and die sets with just a few clicks of the mouse The software then cal-culates all necessary accessories fully automatically and free of charge The CD catalogue includes 3D models of more than 46000 Meusburger products which are easily exported into all current CAD systems and as neutral data
By displaying individual prices for different customers the digital catalogue renders inquiries obsolete Also the integrated e-mail function makes ordering a faster and simpler process Useful search options and new group fil-ters (with pictures) help save time and effort in looking for products And finally an automatic update feature makes sure that users are working with the latest software and will not miss any newly introduced products
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo FIP Solution Plastique 2011Lyon Francewwwf-i-pcom
raquo Eberhard WerkzeugtechnologieNordheim Germanywwweberhardde
FIP 2011 Plastics Industry Exhibition Due in Lyon in May
Eberhard GmbH Enjoys a 28 Increase in Turnover in 2010
From May 24 to 27 the Rhocircne capital of Lyon will host FIP Solution Plastique 2011 the Plastics Industry Exhibition in France FIP is the only French trade show that brings all of the plastics industry players togeth-er in one place in this case the Lyon Eurexpo More than 500 exhibitors representing all aspects of the plas-tics industry will be on hand These include upstream suppliers of raw materials as well as producers or pro-viders of machines and equipment moulds and tools design services prototypes and models inspection technologies for quality control soft-ware and recycling technology Pro-cessors directly connected with final clients will be present in the area des-ignated FIPrsquoProjets
Because innovation is so important for companies wishing to stand out in
Gebruumlder Eberhard GmbH the par-ent company of the tool technology specialist Eberhard Werkzeugtech-nologie increased its turnover to just under euro90 million in 2010 a 28 rise Thus the company has managed to top the highest figure it had achieved before the period of economic crisis Meanwhile its staff increased by 10 last year to 440 employees
Eberhard GmbH manufactures stan-dard parts and accessories for tools in Nordheim and runs a specialized electrical retail outlet in Heilbronn as well as operating an additional tool technology production site in Thuringia and another electrical retail outlet in Saxony
Z 107101 Z 107105
The new universalneedle valvepermits the construction of compactmoulds and simplifies the integration of the needle valve systems in manyapplications
Unique flexibility in nozzle length and diameter
Can be used with all standard nozzles
Flexible valve pin strokeup to 7 mm
Available for 2 needle diameters (2 and 25 mm)
Flexible drive solutions Hydraulic internal or pneumatic external
No melt split in the diverting unit
Integration in stack and tandem moulds is possible
Minimum mounting space
HASCO Hasenclever GmbH+Co KGIm Wiesental 77 middot D-58513 LuumldenscheidTel +49 2351 957-0 middot Fax +49 2351 957-237E-mail infohascocom middot wwwhascocom
Together we shape your ideas
Improved colour change properties
the market FIP Solu-tion Plastique 2011 includes the Innova-tion Forum which offers a harmonized overview of recent industry develop-
ments Exhibitors in 15- to 20-minute speeches will unveil innovative solu-tions that resulted from advanced research and new technologies The trade fair also comprises a free con-ference programme and other edu-cational offerings to complement the Innovation Forum and FIPrsquoProjets
The 4th annual Caoutchouc Caucho Gomma international meeting of the rubber and polymer industries takes place at the same time as FIP Solution Plastique 2011 and also in the Lyon Eurexpo
The company benefited from the fact that it did not reduce its work-force in 2009 despite a significant decline in turnover In fact it made extensive investments and doubled the production area in Nordheim ldquoAfter all positive continuity is what sets down-to-earth family-owned companies apartrdquo says CEO Roland Eberhard Eberhard GmbH also expanded its vocational trainee pro-gramme and has signed contracts with a second generation of students at the Cooperative University
Industry News
16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

16
Cover Story | Interview
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
A company with a strong pres-ence in Europe Meusburger
is a long-established specialist in the field of standard moulds In the past few years the Austrian enterprise has invested consider-able resources in expanding plant capacity in an effort to keep pace with its business growth Mean-while it introduced a completely new line of tool components to
enlarge an already bulging product catalogue
A strong position in the Euro-pean market is not alone enough for Meusburger Standard Moulds however The company founded a sales office in China in 2010 ETMM spoke with the companyrsquos managing director Guntram Meusburger son of the epony-mous founder about these and other aspects of Meusburgerrsquos present and future operations
ETMM Please give us a brief history of Meusburger GmbH How did the company start and how did it reach its present statureMeusburger ldquoConcentrating on our own strengthsrdquomdashthis slogan has been guiding Meusburger ever since 1964 The company started off as a one-man business and today employs 420 members of staff By continuously focusing on its own strengths clearly struc-tured processes the targeting of products to meet customer needs
and quality assurance Meusburg-er has become a European leader in the field of standard moulds which represents the companyrsquos main product line
Which industry sector is most impor-tant to your company and which sectors are you looking to develop furtherMeusburger stands for continu-ity and growthmdashand especially for high-quality products for the tool and mould making industry Last year we created space for some new things and we became very active in many other areas as well For example we prepared the introduction of a new field of businessmdashnamely punching tool
construction for which we have developed products We want to continue on this successful path in the coming year
We are particularly proud of our modular systemndashbased punch-ing-tool standard parts which are completely new However though these products are in fact new we have managed to adapt numerous well-known Meusburger advan-tages from our injection-mould-making range for use in construct-ing the punching tools
What recent or forthcoming new tech-nologies will bring your customers more value in the futureStress-relieved standard parts that is the obvious answer Playing a key role at the beginning of the process chain these components form a reliable foundation for high-quality moulds and tools The latest investment project of Meusburger has been additional furnaces with 120 tons of loading capacity per day With this invest-ment we increased the existing capacity by more than half
Stress-relieved standard parts in particular the parts for injec-tion moulds and punching dies offer many benefits to toolmak-ers We apply the stress-relieving
Concentrating on Strengths a Mould Industry Supplier GrowsMeusburger Standard Moulds has been successful for nearly half a century and its director suggests intends not to let up
ldquoMeusburger stands for continuity and growthmdashand especially for high-quality products for the tool and mould making industry We place great value on products that provide a clear added value for our customersrdquo
Managing Director Guntram Meusburger
wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

wwwthebrightworldofmetalscom wwwgmtnde
One date ndash one place ndash four eventsMake the most of four high-calibre trade fairs ndash for foundry technology metallurgy thermo process technology and precision castings ndash in one place and with one entrance ticket
The industriesrsquo Number 1 worldwide multiple synergies connections and networks all in just one show visit Welcome to Duumlsseldorf
The Bright Worldof MetalsDuumlsseldorf Germany 28 June ndash 02 July 2011
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Interview
heat treatment to all grades of steel That is the best prerequisite for warp-free machining of parts
What do you consider to be Meusburgerrsquos most important product rangeManufacturing plates for injection moulding and punching tools clearly is our biggest strength in rela-tion to our competitors Meusburger uses the best raw materials and suppliers and we implement a programme of complete quality assurance through-out the production process
How important is research and development to Meus-burger Standard MouldsWe place great value on products that provide a clear added value for our customers Therefore we develop new products by working together with customers to fulfill not only their specific needs but also and especially the needs of the market generally
Is Meusburger GmbH active in AsiaIn 2010 we opened a new sales office in Wuxi China in Jiangsu Province The reason for that is that many of our customers have manufacturing operations in China and have expressed an inter-est in using standard products made by Meusburger there As a supplier of high-quality standard parts we naturally thought it was important for us to have an in-country sales office of our own
Incidentally from May 17 to May 20 this year Meusburger GmbH will be represented for the first time at the Chinaplas trade fair which is being held in the city of Guangzhou China We invite read-ers intending to visit that show to come see us at Stand D 41 in Hall 32
raquo Meusburger Georg GmbH amp Co KGWolfurt Austriawwwmeusburgercom
The investment of millions of euros in the Meusburger production facility in Wolfurt in recent years extended the companyrsquos capabilities For example new furnaces allow the standard parts manufacturer to produce stress-relieved components in greater volume
18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

18
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Advanced series of customized hot runner systems a thoroughly innovative new solution
from DME has been designed to free mould makers from the limita-tions imposed by ldquohalf-
standardrdquo solutionsmdashthat is the use of standard
products to construct a special hot runner system
With the concept-products of the Advanced series the
moulder receives a fully cus-tomer-specific system tailored
to defined needs without any compromising that will perform
exactly as it should
This hot runner series was made possible by the development of sev-eral different nozzle tips with new openings These provide an opti-mal solution for every material and accommodate lateral-injection and multiple-gating requirements Within 24 hours of request DME will offer a quotation for a complex hot runner solution including a 3D drawing and a multiflow system if needed Deliv-ery of such a system can be expect-ed in 7 to 20 working days depend-ing on the complexity plus transport Expedited delivery also is available
raquo DME EuropeMechelen Belgiumwwwdmeeucom
Custom Hot Runners without Compromise Are Available via New System Solution
Rainer Knarr Vertriebs GmbH spe-cializes in the manufacture and sup-ply of standard and custom mould parts The company prides itself on including in its standards line mould accessories that other suppliers might offer only as specials
Beyond its extensive range of stan-dard components Rainer Knarr also provides custom mould components for tool and mould makers and injec-tion-moulders such as flat ejector pins with corner radius flat ejector pins with an extralong blade step-less sleeve ejectors pins that have a diamondlike-carbon (DLC) coating (photo) ejectors with an antitwist lock and many others All of these so-called standardized specials come in a wide range of stocked dimensions
The Rainer Knarr Group operates its own mould making division There-fore it well understands the needs and challenges of mould makers and
injection moulders The supplier sup-ports customers by offering a flexible ordering and deliv-ery servicemdashwith same-day shipping even for emergency orders received on Saturdaymdashan on-line shop and CAD data that is available for downloading
Always working on developing better solutions Rainer Knarr has recently launched several new product lines One is the huge XXL programme of flat ejector pins This line features pins in dimensions other than the well-known standard ones In addition it includes flat ejec-tors with corner radii and a DLC coat-ing flat ejectors with a long sheet and high-speed flat ejectors
Another line con-sists of patented hardened or nitrid-ed stepless ejector sleeves designed to facilitate reduction of the guide length
Also new from Rainer Knarr is a range of waved deflection baffles made of plastic which help ensure efficient balanced
mould cooling And the last highlight-ed recent introduction from the com-pany is a series of ejectors for outline pins that are made of hot-working steel hardened to 53 HRc for opti-mum machinability
Service-Oriented Supplier Provides Standard Mould Parts and Standardized Specials
raquo Rainer Knarr Vertriebs GmbHHelmbrechts Germanywwwrainer-knarrde
Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

Cover Story | Product Focus
raquo Synventive Molding Solutions GmbH
Bensheim Germanywwwsynventivecom
HIGH PRECISION MOLDS
VALVE GATE SYSTEMS
MICRO MOLDING SYSTEMS
ENGINEERING amp CONSULTING
wwwmaenner-groupcom
maumlnner valve gate systems are equipped with maumlnnerlsquos patented Cylindrical Valve Gate for impeccable optical gate quality
The systems are specifi cally designed for large-volume production with short cycle times and for processing resins with narrow processing windows
Copied by many maumlnnerlsquos valve gate system is the original that lives up to its promise
The Original
Valve Gate Components Simplify Installation of Hot Runner System in Injection Mould
The hot runner product manufac-turer Synventive Molding Solutions has added two items to its line the Model 06E threadedscrew-fit hot runner nozzle and Model PNC3008 pneumatic bolt-on actuator for valve gate hot runner systems with Plugrsquon Playreg functionality
The Model 06E nozzle represents an enhancement of Synventiversquos offering of small threaded leakproof mani-fold nozzles It is supplied in thermal gate and valve gate options fea-tures a 6-mm flow bore (with 20-mm mould cutout) and is designed for small shot weights up to 100 g per nozzle Being threaded into the mani-fold the 06E nozzle provides a leak-proof system without critical stack-up dimensions to be maintained The nozzle comes in lengths of 60 to 200 mm It is externally heated by replaceable heaters with integrated replaceable thermocouples
When Model 06E nozzles are used as a valve gate system and combined with a Synventive bolt-on actuator the complete hot runner system is supplied prewired and preassembled and without any need for hoses the lines are drilled into the top clamp plate This configuration allows for simple Plugrsquon Play mould installation
The PNC3008 bolt-on valve gate actuator also simplifies hot runner installation in the mould by providing Plugrsquon Play capability Among the key features of the actuator is a custom-er-supplied cover plate that allows the valve pin to be removed or adjust-ed without necessitating removal of
the top clamp plate In turn the top clamp plate can be removed without
valve pins having to be removed from the hot runner No extra pneumatic or cooling hoses are required nor are side-forceload-on valve pins the pins are perfectly aligned Active cooling is provided through the back plate
20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

20
Cover Story | Product Focus
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Shotscope NXreg injection moulding process and pro-duction monitoring soft-ware has been enhanced by its developer Husky Injec-tion Molding Systems for improved monitoring of ener-gy consumption throughout an injection moulding facility The integrated system intro-duced in 2009 helps manufac-turers characterize production out-put and processes statistically at the discrete-system and plantwide lev-els in order to optimize productivity while minimizing scrap and system downtime By providing real-time monitoring and analysis Shotscope NX enables users to simplify report-ing improve data flow and coordi-nate more-efficient plant scheduling
from light fixtures to specific chill-ers to complete injection moulding cells and determine the kilowatt-hours of energy used in producing a kilogram of plastic Being able to
get such data can result in more-effective energy management
New Shotscope NX features include an enhanced user inter-face and Web-based software that allows users to access information from an unlimit-
ed number of collection points anywhere and at any time The
software is compatible with any brand of injection moulding equipment
raquo Husky Injection Molding Systems SA
Dudelange Luxembourgwwwhuskyca
Production Monitoring Software Optimizes Energy Use in Injection Moulding Processes
A cold runner system for the injec-tion of liquid-silicone resins is avail-able from Rabourdin the European manufacturer and supplier of metal mould components and hot runner
systems for ther-
moplastic injection moulding The cold block built into the upper part of the mould includes the resin distri-bution runners and the nozzles feed-ing each cavity The whole unit is reg-ulated by appropriate water circuits
In order to optimize production quality and liquid flow for
each cavity the nozzles can be open or closed with a sealing needle
activated by a pneumat-ic cylinder and the feed-
ing runners are equipped with flow limiters that can
be adjusted from outside the mould The two parts of the mould can be assembled via
an outside flanging systemRabourdin is now develop-
ing an electromechanically con-trolled version of this product for
moulds intended for use in white rooms Its cold blocks can be used to build multicavity mould tooling
Rabourdin works with mould mak-ers in developing and adjusting their silicone moulds providing a com-plete service from analysis of the part to construction of the mould By offering standardized solutions that embody tried and tested technical systems the company enables cus-tomers to realize significant advan-tages in productivity and mainte-nance without incurring burdensome investment costs Its capabilities extend to satisfying complex require-ments in silicone and thermoplastic multimaterial moulding
Adjustable Cold Runner System Ensures Good Injection and Flow of Liquid Silicone
raquo Rabourdin GroupeMarne-la-Valleacutee Francewwwrabourdinfr
The latest enhancements to the software provide fine statistical detail regarding energy use through the entire moulding facility rather than at just one machine Husky custom-ers can now monitor all sources of energy consumption individually
raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

raquo Hasco Hasenclever GmbH + Co KGLuumldenscheid Germanywwwhascocom
With its development of the Multi Shot Z10440 hot runner nozzle for the injection-moulding of products via side or edge gating Hasco Hasen-clever GmbH amp Co KG succeeded in combining the advantages of side gating with maintenance-friendly assem-bly and precise tip positioning The innovation enables manufacturers to produce high-precision plastic arti-cles with simply designed moulds Also they can shut down a cavity or replace a tip easily with the mould on the machine thereby maintaining high production reliability
Compensation for thermal expan-sion along the nozzle during heat-ing is effected by means of a special device in the nozzle head that keeps the nozzle tip positioned centrally in the gate regardless of processing and mould temperatures This allows pre-cise filling of as many as six cavities with one nozzle
The Multi Shot Z10440 grew out of a need to eliminate remaining disadvantages from existing nozzle technology for side-gate-moulding caps and closures Hasco worked with a manufacturer to develop a way to define the position of nozzle
Maintenance-Friendly High-Precision Technology for Efficient Side-Gate Moulding
tips making tip behaviour more pre-dictable by ensuring that tip posi-tion (in the centre of the gate) was unaffected by temperature differ-ences between mould and nozzle The result was the Z10440 avail-able with two four or six nozzle tips all of which are individually replace-able and accommodating undivided mould inserts
Because the nozzle tip and seal-ing ring are together in one segment of the hot runner construction (inset photo) they can easily be assembled or dismantled The patented fixing mechanism allows maintenance to be carried out from the parting line
Cover Story | Product Focus
Mastip the global supplier of hot runner systems provides
technical solutions for demanding engineering resins
Proudly supported in Europe byMastip HRS
Strack Norma GmbH Tekis Teknik AS
Hales Tool amp Die Ltd Sverital SpA
your partner in technical mouldingsolutions
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

22
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16ACB International Helmond Netherlands +31 492 544433 1 3 7 10 12ACIM Jouanin Evreux France +33 232 623420Agathon Ltd Solothurn Switzerland +41 32 6174502 1 3 12AMPCO Metal SA Marly Switzerland +41 26 4399300 7Amtek Precision Engineers Ltd Totnes Devon UK +44 1803 865665 4 12Apfel Metallverarbeitung GmbH Dossenheim Germany +49 6221 87610 14AW Precision Ltd Rugby Warks UK +44 1788 542271 1Berger Tools Ltd Sevenoaks Kent UK +44 1732 763377 1 2 12 13 14Braunform GmbH Bahlingen Germany +49 7663 9320133 2 4 6 9 11 15Cavaform International LLC St Petersburg FL USA +1 727 384-3676 4 7 9Cirtes Saint-Dieacute-des-Vosges France +33 329 551171 6CodiproLux Wiltz Luxembourg +352 2681541 13 14Cumsa Sant JustBarcelona Spain +34 93 4732552 29 6 9 10 11Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844Deutsche Edelstahlwerke GmbH Witten Germany +49 2302 290 13 2 4 6Dimension Eden Prairie MN USA +1 952 906-2258Dimitris Kyriazis Athens Greece +30 210 3454876 13DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 5 6 7 8 9 10 11 12 13 14 15 16DMS Diemould Service Co Ltd High Wycombe Bucks UK +44 1494 523811 1 2 3 5 7 8 9 10 11 12 13 14Drei-S-Werk Schwabach Germany +49 9122 15050 7 12ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 3 7 12EAS Europe BV Renswoude Netherlands +31 318 477010 5Eberhard Werkzeugtechnologie Nordheim Germany +49 7133 1000 3 7 9 12 14EDM-Tec oHG Bruttig-Fankel Germany +49 2671 915150 10 11 13 14Eldracher SL Badalona Spain +34 93 2842054 1 7 12Euracon Rotterdam Netherlands +31 10 7142633 3 5 13 14 16Exaflow GmbH amp Co KG Gross-Umstadt Germany +49 6078 78910FCPK Bytow Sp zoo Kielce Poland +48 59 8229700 2 3 5 8 9 10 11 12 13Fine Cut Graphic Imaging Ltd Lancing W Sussex UK +44 1903 751666 1 2 3 4 7 8 9 10 11 12 14Fluid Conditioning Systems Ltd Warwick UK +44 1926 623170 6Fodesco Oy Lehmo Finland +358 40 303101 1 2 3 5 7 10 12 15Frintec GmbH Werneck Germany +49 9722 944036 1 6 10 11Hales Tool amp Die Ltd Maldon Essex UK +44 800 6348800 1 2 3 4 5 6 7 8 9 10 11 12 13 15Hardinge Super Precision Europe GmbH Krefeld Germany +49 2151 496490 3Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 2 3 5 6 7 8 9 10 11 12 13 14 15Helix ToolsArti Takim Bursa Turkey +90 224 4110020 5Hommer Tool amp Mfg Inc Arlington Heights IL USA +1 847 394-3355 3 4 7 9 12Hon Hamn Group Corp Taipei Taiwan +886 2 29956783 10 11 12 13Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020HP Systems SA Ennery France +33 1 34353838
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
wwwdmeeucomwwwdmeeucom
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-
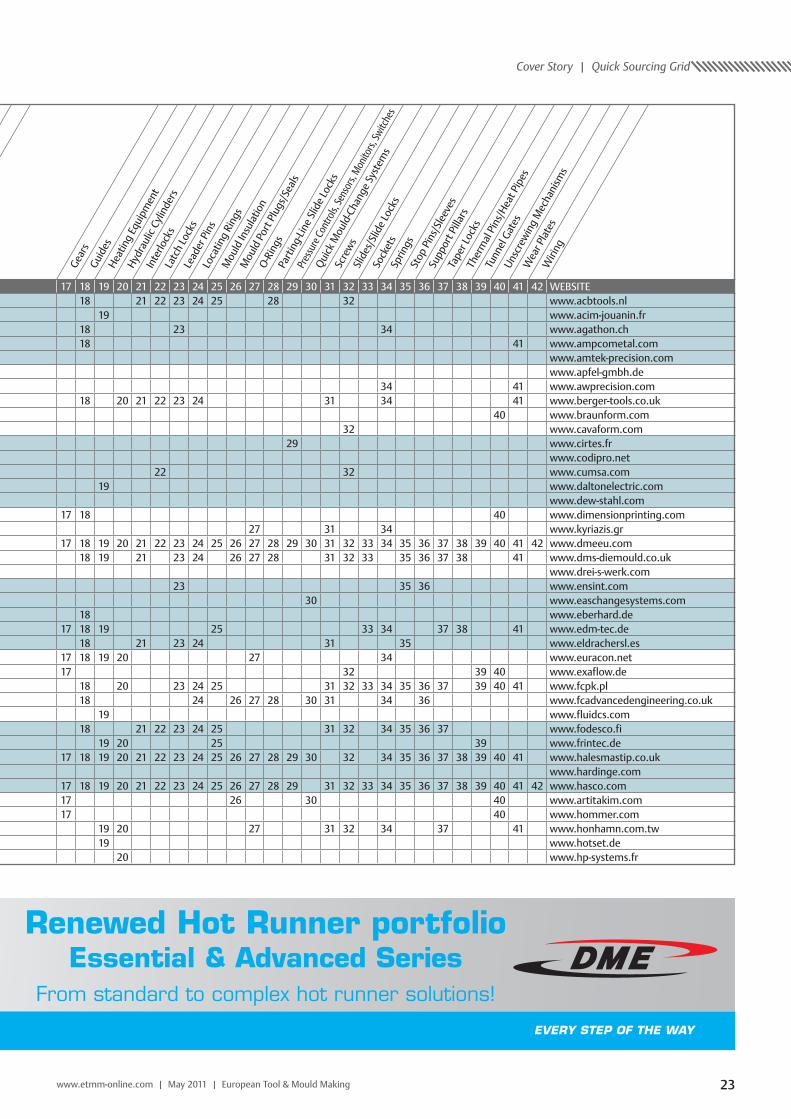
23wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE18 21 22 23 24 25 28 32 wwwacbtoolsnl
19 wwwacim-jouaninfr18 23 34 wwwagathonch18 41 wwwampcometalcom
wwwamtek-precisioncomwwwapfel-gmbhde
34 41 wwwawprecisioncom18 20 21 22 23 24 31 34 41 wwwberger-toolscouk
40 wwwbraunformcom32 wwwcavaformcom
29 wwwcirtesfrwwwcodipronet
22 32 wwwcumsacom19 wwwdaltonelectriccom
wwwdew-stahlcom17 18 40 wwwdimensionprintingcom
27 31 34 wwwkyriazisgr17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 wwwdmeeucom
18 19 21 23 24 26 27 28 31 32 33 35 36 37 38 41 wwwdms-diemouldcoukwwwdrei-s-werkcom
23 35 36 wwwensintcom30 wwweaschangesystemscom
18 wwweberhardde17 18 19 25 33 34 37 38 41 wwwedm-tecde
18 21 23 24 31 35 wwweldrachersles17 18 19 20 27 34 wwweuraconnet17 32 39 40 wwwexaflowde
18 20 23 24 25 31 32 33 34 35 36 37 39 40 41 wwwfcpkpl18 24 26 27 28 30 31 34 36 wwwfcadvancedengineeringcouk
19 wwwfluidcscom18 21 22 23 24 25 31 32 34 35 36 37 wwwfodescofi
19 20 25 39 wwwfrintecde17 18 19 20 21 22 23 24 25 26 27 28 29 30 32 34 35 36 37 38 39 40 41 wwwhalesmastipcouk
wwwhardingecom17 18 19 20 21 22 23 24 25 26 27 28 29 31 32 33 34 35 36 37 38 39 40 41 42 wwwhascocom17 26 30 40 wwwartitakimcom17 40 wwwhommercom
19 20 27 31 32 34 37 41 wwwhonhamncomtw19 wwwhotsetde
20 wwwhp-systemsfr
Gear
s
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
Renewed Hot Runner portfolio Essential amp Advanced Series
From standard to complex hot runner solutions
24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

24
Cover Story | Quick Sourcing Grid
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
See
Ad o
n Pa
geAl
ignm
ent C
ompo
nent
s
Base
sBu
shin
gsCa
vitie
sCo
nnec
tors
Cou
plin
gs
Cool
ing
Syst
ems
Core
Pin
sCo
re P
ulls
Core
sD
ate
Stam
psM
arki
ng S
yste
ms
Ejec
tion
Syst
ems
Ejec
tor P
ins
Slee
ves
Plat
es
Fast
ener
sFi
xtur
esFr
ame
Inse
rt S
yste
ms
Gask
ets
Tool amp MouldComponents
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16HSB Normalien GmbH Schwaigern Germany +49 7138 8127490 1 3 4 5 10 11 12HTV Ic ve Dis Ticaret Ltd Sti Niluumlfer-Bursa Turkey +90 224 4527479i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 10Intercom Srl Gorgonzola (MI) Italy +39 02 95300202 1 2 3 6 7 12Kantemir Auray France +33 297 566521 2Kern Normalije Izola Slovenia +386 5 6165000 1 2 3 5 6 7 9 10 11 12 13 14Keronite International Ltd Cambridge UK +44 1223 893222Kiefer Werkzeugbau GmbH Schwaigern Germany +49 7138 97320 1 3 4 5 10 11 12Meusburger Georg GmbH amp Co KG Wolfurt Austria +43 5574 67060 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Millutensil Srl Milan Italy +39 02 29404390 3 13Misumi UK Ltd Staines Middx UK +44 1784 465530 2 3 6 7 8 9 10 11 12 13 14 15 16Moldes Barcelona SA Polinya Spain +34 93 7132162MTS Sensor Technologie GmbH amp Co KG Luumldenscheid Germany +49 2351 95870Nonnenmann GmbH Winterbach Germany +49 7181 40870 3 5 6 7 12 13Nuova Ret Srl Cinisello Balsamo (MI) Italy +39 02 66049481 3 7 10 12OCS Srl Adrara SM (BG) Italy +39 035 933487 4 16Opitz GmbH Aschaffenburg Germany +49 6021 80088 10Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400Pedrotti Normalizzati Italia SpA Gavardo (BS) Italy +39 036 5330111 2 3 6 10 11 12Plasel Irrigation Molds Lavon Israel +972 4 9089840 4 9 15Praumlzi-Flachstahl AG Everswinkel Germany +49 2582 7601Progressive Components Europe Ltd Oldham Manchester UK +44 161 6696191 1 3 4 5 7 9 10 11 12 15Quiri Hydromecanique Duttlenheim France +33 388 048418RampD Leverage Sutton-in-Ashfield Notts UK +44 1623 556287 7 9Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 2 3 5 7 10 12 13Roehr Tool Corp Hudson MA USA +1 978 562-4488 9RUD Ketten Rieger amp Dietz GmbH u Co KG Aalen Germany +49 7361 5040 13Saglam Metal AS Istanbul Turkey +90 212 6712331 3 12Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Schoumlttli AG Mould Technology Diessenhofen Switzerland +41 52 6462222 4Sideco SpA Grumolo delle Abbadesse (VI) Italy +39 0444 263838 2 3 12Staumlubli Faverges France +33 450 656060 5Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 2 3 5 6 7 8 9 10 11 12 13 14 15Syndal SpA Trezzano sul Naviglio (MI) Italy +39 02 4842051 2 3 7 12Taizhou Huangyan Mingsheng Mould Co Ltd Taizhou China +86 576 84023808Tecnomagnete SpA Lainate (MI) Italy +39 02 937591Thermacore Europe Ltd Ashington Northd UK +44 1670 859500 6 16Vega Srl Castellanza (VA) Italy +39 0331 481077Watlow GmbH Kronau Germany +49 7253 94000Wika Instruments Ltd Oakville ON Canada +1 905 337-1611
slides
undercuts
ejection
cooling
traceability
accessories
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-
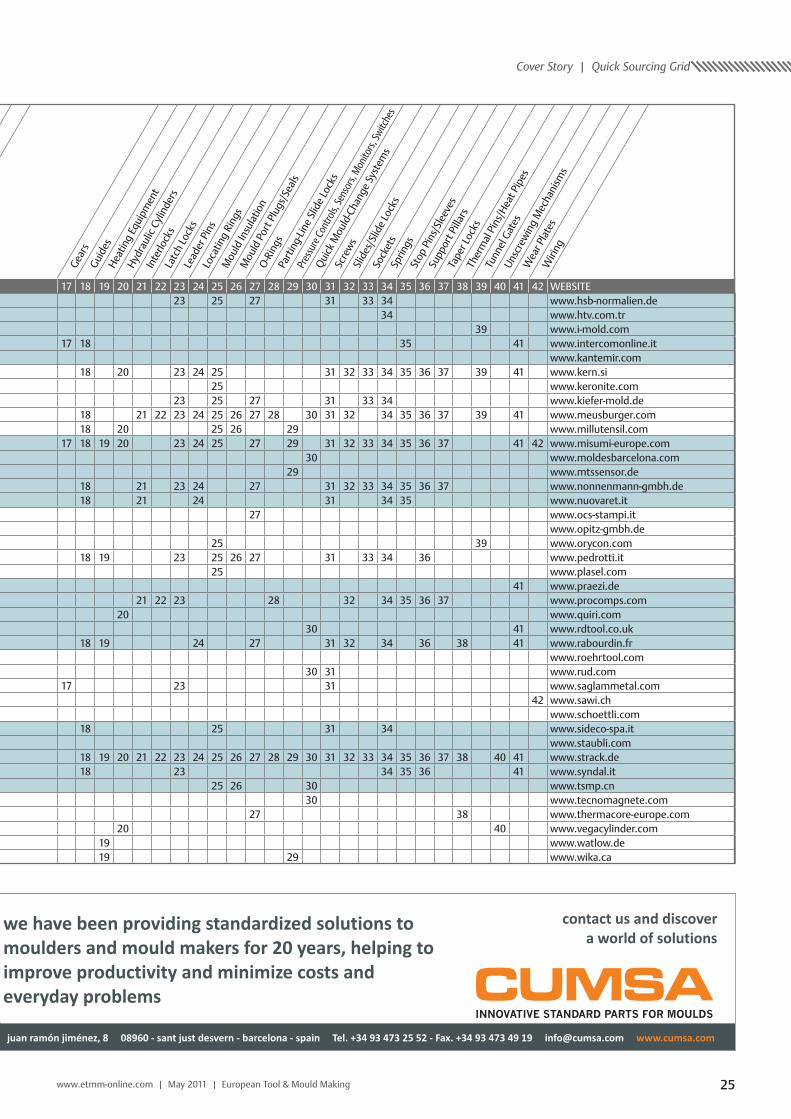
25wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing GridGe
ars
Sprin
gs
Sock
ets
Guid
es
Stop
Pin
sSl
eeve
s
Hea
ting
Equi
pmen
t
Supp
ort P
illar
s
Hyd
raul
ic C
ylin
ders
Tape
r Loc
ks
Inte
rlock
s
Ther
mal
Pin
sH
eat P
ipes
Latc
h Lo
cks
Tunn
el G
ates
Lead
er P
ins
Unsc
rew
ing
Mec
hani
sms
Loca
ting
Ring
s
Wea
r Pla
tes
Mou
ld In
sula
tion
Wiri
ng
Mou
ld P
ort P
lugs
Sea
ls
O-R
ings
Part
ing-
Line
Slid
e Lo
cks
Pres
sure
Con
trols
Sens
ors
Mon
itors
Switc
hes
Qui
ck M
ould
-Cha
nge
Syst
ems
Scre
ws
Slid
esS
lide
Lock
s
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 WEBSITE23 25 27 31 33 34 wwwhsb-normaliende
34 wwwhtvcomtr39 wwwi-moldcom
17 18 35 41 wwwintercomonlineitwwwkantemircom
18 20 23 24 25 31 32 33 34 35 36 37 39 41 wwwkernsi25 wwwkeronitecom
23 25 27 31 33 34 wwwkiefer-moldde18 21 22 23 24 25 26 27 28 30 31 32 34 35 36 37 39 41 wwwmeusburgercom18 20 25 26 29 wwwmillutensilcom
17 18 19 20 23 24 25 27 29 31 32 33 34 35 36 37 41 42 wwwmisumi-europecom30 wwwmoldesbarcelonacom
29 wwwmtssensorde18 21 23 24 27 31 32 33 34 35 36 37 wwwnonnenmann-gmbhde18 21 24 31 34 35 wwwnuovaretit
27 wwwocs-stampiitwwwopitz-gmbhde
25 39 wwworyconcom18 19 23 25 26 27 31 33 34 36 wwwpedrottiit
25 wwwplaselcom41 wwwpraezide
21 22 23 28 32 34 35 36 37 wwwprocompscom20 wwwquiricom
30 41 wwwrdtoolcouk18 19 24 27 31 32 34 36 38 41 wwwrabourdinfr
wwwroehrtoolcom30 31 wwwrudcom
17 23 31 wwwsaglammetalcom42 wwwsawich
wwwschoettlicom18 25 31 34 wwwsideco-spait
wwwstaublicom18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 40 41 wwwstrackde18 23 34 35 36 41 wwwsyndalit
25 26 30 wwwtsmpcn30 wwwtecnomagnetecom
27 38 wwwthermacore-europecom20 40 wwwvegacylindercom
19 wwwwatlowde19 29 wwwwikaca
we have been providing standardized solutions to
moulders and mould makers for 20 years helping to
improve productivity and minimize costs and
everyday problems
contact us and discover
a world of solutions
juan ramoacuten jimeacutenez 8 08960 - sant just desvern - barcelona - spain Tel +34 93 473 25 52 - Fax +34 93 473 49 19 infocumsacom wwwcumsacom
CUMSAINNOVATIVE STANDARD PARTS FOR MOULDS
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-
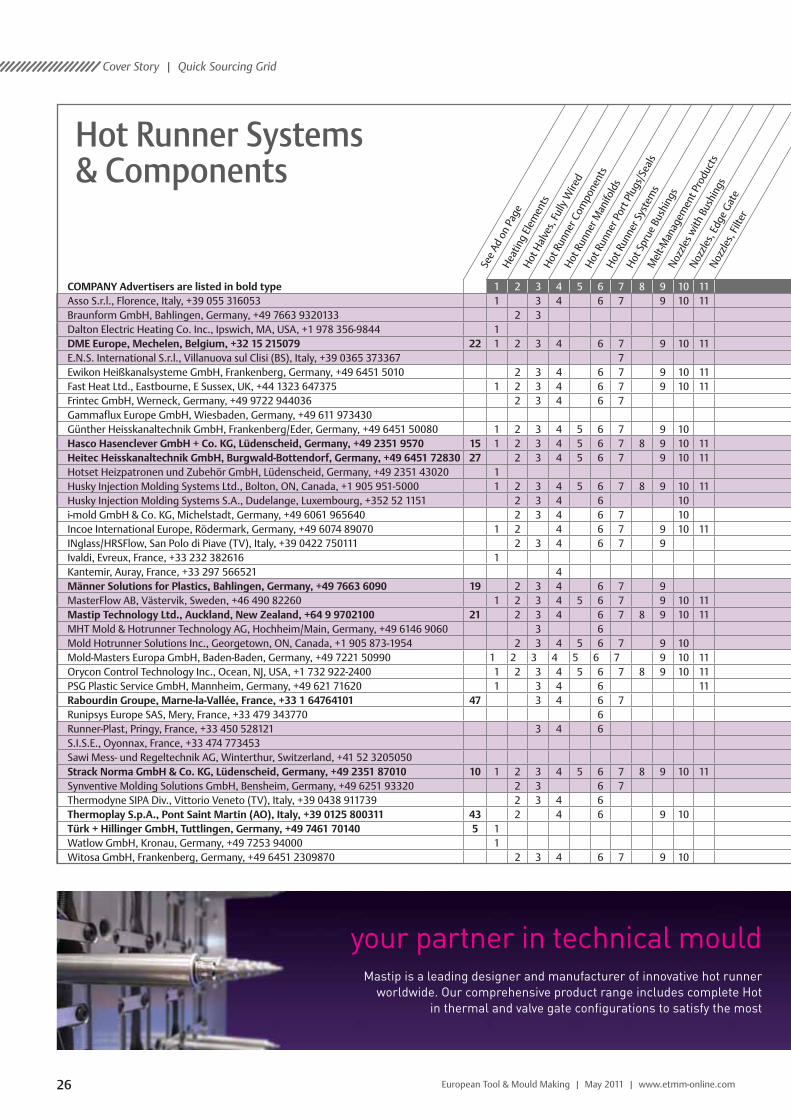
26 European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Cover Story | Quick Sourcing Grid
COMPANY Advertisers are listed in bold type 1 2 3 4 5 6 7 8 9 10 11Asso Srl Florence Italy +39 055 316053 1 3 4 6 7 9 10 11Braunform GmbH Bahlingen Germany +49 7663 9320133 2 3Dalton Electric Heating Co Inc Ipswich MA USA +1 978 356-9844 1DME Europe Mechelen Belgium +32 15 215079 22 1 2 3 4 6 7 9 10 11ENS International Srl Villanuova sul Clisi (BS) Italy +39 0365 373367 7Ewikon Heiszligkanalsysteme GmbH Frankenberg Germany +49 6451 5010 2 3 4 6 7 9 10 11Fast Heat Ltd Eastbourne E Sussex UK +44 1323 647375 1 2 3 4 6 7 9 10 11Frintec GmbH Werneck Germany +49 9722 944036 2 3 4 6 7Gammaflux Europe GmbH Wiesbaden Germany +49 611 973430Guumlnther Heisskanaltechnik GmbH FrankenbergEder Germany +49 6451 50080 1 2 3 4 5 6 7 9 10Hasco Hasenclever GmbH + Co KG Luumldenscheid Germany +49 2351 9570 15 1 2 3 4 5 6 7 8 9 10 11Heitec Heisskanaltechnik GmbH Burgwald-Bottendorf Germany +49 6451 72830 27 2 3 4 5 6 7 9 10 11Hotset Heizpatronen und Zubehoumlr GmbH Luumldenscheid Germany +49 2351 43020 1Husky Injection Molding Systems Ltd Bolton ON Canada +1 905 951-5000 1 2 3 4 5 6 7 8 9 10 11Husky Injection Molding Systems SA Dudelange Luxembourg +352 52 1151 2 3 4 6 10i-mold GmbH amp Co KG Michelstadt Germany +49 6061 965640 2 3 4 6 7 10Incoe International Europe Roumldermark Germany +49 6074 89070 1 2 4 6 7 9 10 11INglassHRSFlow San Polo di Piave (TV) Italy +39 0422 750111 2 3 4 6 7 9Ivaldi Evreux France +33 232 382616 1Kantemir Auray France +33 297 566521 4Maumlnner Solutions for Plastics Bahlingen Germany +49 7663 6090 19 2 3 4 6 7 9MasterFlow AB Vaumlstervik Sweden +46 490 82260 1 2 3 4 5 6 7 9 10 11Mastip Technology Ltd Auckland New Zealand +64 9 9702100 21 2 3 4 6 7 8 9 10 11MHT Mold amp Hotrunner Technology AG HochheimMain Germany +49 6146 9060 3 6Mold Hotrunner Solutions Inc Georgetown ON Canada +1 905 873-1954 2 3 4 5 6 7 9 10Mold-Masters Europa GmbH Baden-Baden Germany +49 7221 50990 1 2 3 4 5 6 7 9 10 11Orycon Control Technology Inc Ocean NJ USA +1 732 922-2400 1 2 3 4 5 6 7 8 9 10 11PSG Plastic Service GmbH Mannheim Germany +49 621 71620 1 3 4 6 11Rabourdin Groupe Marne-la-Valleacutee France +33 1 64764101 47 3 4 6 7Runipsys Europe SAS Mery France +33 479 343770 6Runner-Plast Pringy France +33 450 528121 3 4 6SISE Oyonnax France +33 474 773453Sawi Mess- und Regeltechnik AG Winterthur Switzerland +41 52 3205050Strack Norma GmbH amp Co KG Luumldenscheid Germany +49 2351 87010 10 1 2 3 4 5 6 7 8 9 10 11Synventive Molding Solutions GmbH Bensheim Germany +49 6251 93320 2 3 6 7Thermodyne SIPA Div Vittorio Veneto (TV) Italy +39 0438 911739 2 3 4 6Thermoplay SpA Pont Saint Martin (AO) Italy +39 0125 800311 43 2 4 6 9 10Tuumlrk + Hillinger GmbH Tuttlingen Germany +49 7461 70140 5 1Watlow GmbH Kronau Germany +49 7253 94000 1Witosa GmbH Frankenberg Germany +49 6451 2309870 2 3 4 6 7 9 10
See
Ad o
n Pa
geH
eatin
g El
emen
ts
Hot
Hal
ves
Fully
Wire
d
Hot
Run
ner C
ompo
nent
s
Hot
Run
ner M
anifo
lds
Hot
Run
ner P
ort P
lugs
Sea
ls
Hot
Run
ner S
yste
ms
Hot
Spr
ue B
ushi
ngs
Mel
t-Man
agem
ent P
rodu
cts
Noz
zles
with
Bus
hing
s
Noz
zles
Edg
e Ga
te
Noz
zles
Filt
er
Hot Runner Systems amp Components
Mastip is a leading designer and manufacturer of innovative hot runnerworldwide Our comprehensive product range includes complete Hot
in thermal and valve gate configurations to satisfy the most
your partner in technical mould
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Cover Story | Quick Sourcing Grid
12 13 14 15 16 17 18 19 20 21 22 23 WEBSITE12 13 14 15 16 17 18 19 20 21 22 23 wwwassoit
13 15 wwwbraunformcomwwwdaltonelectriccom
12 16 19 20 22 23 wwwdmeeucomwwwensintcom
12 13 15 16 17 19 20 22 wwwewikoncom12 13 14 15 16 17 19 20 21 22 wwwfastheatukcom12 13 17 19 wwwfrintecde
20 wwwgammafluxde12 13 16 17 18 19 20 21 22 wwwguenther-hotrunnercom12 13 14 15 16 17 18 19 20 21 wwwhascocom12 13 14 15 16 17 18 20 wwwheiteccom
wwwhotsetde12 13 14 15 17 18 19 20 21 22 23 wwwhotrunnerscom12 17 19 20 wwwhuskyca12 16 17 20 wwwi-moldcom12 13 14 16 17 19 20 22 23 wwwincoede12 13 14 15 17 19 20 22 23 wwwinglassit
wwwivaldifrwwwkantemircom
17 19 20 wwwmaenner-groupcom12 13 14 15 16 18 19 20 21 22 23 wwwmasterflowse12 13 15 16 17 18 19 20 21 wwwmastipcom
19 20 22 wwwmht-agde12 16 17 19 20 22 23 wwwmoldhotrunnersolutionscom12 13 15 16 17 19 20 21 22 23 wwwmoldmasterscom12 13 15 16 17 18 19 20 21 22 23 wwworyconcom
13 14 17 20 wwwpsg-onlinede16 19 20 22 wwwrabourdinfr
19 wwwrunipsyscom17 wwwrunner-plastcom
20 22 23 wwwsisefr20 wwwsawich
12 13 14 15 16 17 18 19 20 21 22 23 wwwstrackde12 17 20 wwwsynventivecom
14 19 wwwsipait13 17 19 20 23 wwwthermoplaycom
wwwtuerk-hillingerde20 wwwwatlowde
12 16 17 18 20 wwwwitosade
Noz
zles
Hot
Tip
Noz
zles
Hyd
raul
ic V
alve
Gat
e
Noz
zles
Mac
hine
Noz
zles
Mec
hani
cal V
alve
Gat
e
Noz
zles
Mul
titip
Tem
pera
ture
Con
trol
s
Noz
zles
Pne
umat
ic V
alve
Gat
e
Tip
Hea
ter P
rodu
cts
Runn
er-B
alan
cing
Pro
duct
s
Valv
e Ga
te C
ontr
olle
rs
Stac
k M
ould
Hot
Run
ners
Valv
e Ga
te S
eque
ncer
s
ing solutionssolutions to the plastics industryHalf or manifold only solutionsdemanding applications
1313
131313
1313
13
28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

28
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Hauzer Techno Coating BVVenlo Netherlandswwwhauzertechnocoatingcom
DLC coatings are common in automotive applications because of their excellent tribological prop-erties Their coefficient of friction is low and they display nonstick-ing behaviour Depending on how the coating is deposited (sput-tering plasma-assisted chemical vapour deposition or arc evapora-tion) properties can be adapted to the purpose DLC is suitable for coating drills inserts end mills saw blades taps punches plas-tics moulds and dies Applications for DLC-coated tools include the machining of aluminium other nonferrous metals and plastics
Another example of technolo-gy transferred from one market to another is hydrogen-free DLC or ta-C During the European Nano-coat project in which Hauzer took part tests were performed on sev-eral DLC coatings used on auto-
motive engine components at the Fiat Research Centre in Turin The
researchers concluded that ta-C coatings were unsur-passed in their combination of high hardness and low friction coefficient Hauzer applied knowledge gained from this project to solve adhesion issues involving ta-C The result is a range of ta-C coatings that have good adhesion and hardness val-ues (40ndash70 GPa and DB 1ndash2) and can be used industrially Hauzer has coated end mills with ta-C (Figure 1)
Measurements of impact effect taken by an engine man-ufacturer showed that the ta-C coating was still intact following an impact load of 2 kN only small cracks were visible Such an impact load had previously removed a benchmark coating A Rockwell indent reveals the ta-C coatingrsquos good adhesion (Figure 2)
Hydrogen-free ta-C coatings are produced by means of arc technology (circular arc or laser arc) and possess a diamond-like structure They can achieve a typi-cal hardness between 3000 and 7000 HV Their typical coefficient of friction falls between 002 and 01 The advantageous features of ta-C taken together with Hauzerrsquos solution of the adhesion issues make this coating promising for the future of precision tooling
In the development of physical-vapour-deposition (PVD) coat-
ings market cross-fertilization has been important For example the forming- and cutting-tool market can take advantage of coat-ings developed for use on automotive engine compo-nents The Dutch PVD coat-ing expert Hauzer Techno Coating BV has transferred its diamond-like-carbon (DLC) tribological coating technology to the tool mar-ket with excellent results
Coating hardness and adhesion are key in many tool applications but other features of coatings also can be hugely advantageous Non-sticking performance for instance is essential in the machining of soft materials such as aluminium and plastics enhancing both tool life and productivity Smoothness on another hand is very desir-able in forming tools This prop-erty can eliminate the need for a posttreatment processing step All of these coating characteristics have been studied in automotive coating applications and coatings have been optimized
Hydrogen-Free DLC Coatings Make Tools Hard and SmoothA PVD coating technology with high potential in toolmaking is transferred from the automotive field
Figure 1
Figure 2
DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

DO YOU WANT TO REDUCE YOUR MOLD DIMENSIONS
Use the double ejectionNEW
INNOVATIVE SOLUTIONS FOR MOLDS
Check wwwcumsacom for your official dealer
Eje
ctio
n s
olu
tio
ns
Key features
- Also works as the ejector guide pins and bushes having the possibilty of eliminating the need to install extra items
- Thanks to the assembly of the units away from the centre of mold but within the ejector frame the space required for
installation is drastically reduced leaving more space for other mechanisms
- The rear plates stops and the upper plates continues for the full ejection stroke
Mold closed
1st Stroke Both ejector plates
advance
2nd Stroke Only upper ejector
plates advance
DX Superior Double Ejection
More information at Internet
under Products News
wwwcumsacom
with integrated ejection plate guiding
30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

30
Technology
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
raquo Guumlhring oHGAlbstadt-Ebingen Germanywwwguehringde
New Geometries Make Revised Drilling System More EfficientOptimized wear-resistant toolholders and interchangeable inserts with special cutting edges and application-specific surface finishes are also very adaptable
machines with heavy vibration stresses
Besides reducing wear the close hold-er diameter incre-ments of 05 mm improve guidance of the tool in the hole The higher system rigidity that results extends tool life and enhances workpiece surface finish
A tool shank that is reinforced to DIN
6535 HE ensures tight accurate clamping in the toolholder The satisfaction of the DIN standard for solid-carbide monobloc tools allows changeover to production with the Guumlhring system to take place at any time
The new inserts and holders of the revised HT 800 WP sys-tem are fully compatible with ear-lier system inserts and holders Thus the new inserts can be used with the previous holders and new holders will accept inserts of the preceding generation Drilling tests have shown that with either mixed combination the inclusion of new elements results in an effi-ciency improvement over the old HT 800 WP system
In addition to standard HT 800 WP tools Guumlhring supplies HT 800 WP stepped tools Also offered as a special solution are alternative insert coatings
Guumlhring oHG offers its HT 800 WP interchangeable-
insert drilling system with new geometries for inserts and holders thus providing new possibilities for efficient drilling in the hole diameter range between 11 and 2599 mm The system includes optimized holders for all regular drilling depths With respect to material geometry and surface finish the interchangeable inserts allow perfect adaptation to spe-cific applications in steel cast iron and aluminium Users will
see optimal machining results and enjoy economic efficiency
With their special microhoned cutting edges and application-spe-
cific surface finishes the interchangeable inserts of the HT 800 WP drilling system are particularly wear resistant The systemrsquos toolholders also are very wear resistant owing to their being made from an opti-mized material with nickel plating The availability of holders sized in increments of 05 mm adds to the
minimization of wear at the holder body
The holdersrsquo open-flute design ensures good chip evacuation even from deep holes Internal cool-ing supports the optimized flute cross section in this Coolant exiting through wide ducts in the flute provides plentiful cooling lubrication at the cutting edges and helps evacuate chips from the hole
The systemrsquos high-accuracy insert seat facili-tates problem-free manual insert change right in the machine Also inserts can be changed out more often before the holder needs to be replaced than is the case with conven-tional drilling systems because the holder mate-
rial resists wear at the seat Lock-able clamping screws ensure that the insert is retained securely in the holder even when used on
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-
Exhibit with DEMAT worldwide
Trade Fair for Product Development Moldmaking and Tooling on 5 continentsldquoFrom Design to Prototyping to Series Productionrdquo
Nov 29 ndash Dec 02 2011 Frankfurt Main Germany
wwwdematcom
amerimold April 13 ndash 14 2011 Chicago USA
Rosmould June 15 ndash 17 2011 Moscow Russia
asiamold September 21 ndash 23 2011 Guangzhou China
afrimold September 27 ndash 29 2011 Johannesburg South Africa
Die amp Mould INDIA April 19 ndash 22 2012 Mumbai India
EuroMold BRASIL August 20 ndash 24 2012 Joinville SC Brazil
INTERMOLD to be announced Tokyo Japan
32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

32
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Pfletschinger amp Gauch a Ger-man precision mould design
and construction company pro-duces multicavity and multiple-component moulds for medical and pharmaceutical technology companies among others The third-generation family company depends on SegoniFutur pro-duction planning software (PPS) from Segoni AG for its business organization and management
ldquoWe used to have several sys-tems running parallel to each otherrdquo explains the mould mak-errsquos managing director Michael Gauch ldquoThese included a self-made tool for precalculations and an industry solution for order management and final calcula-tions This setup wasnrsquot working owing to a lack of transparency and redundant data recording In particular comparing and analyz-
ing pre- and postcalcula-tions from the various systems was very time-consumingrdquo
ldquoThusrdquo Gauch says ldquoour goal was clearly to integrate our mould design and construction processes with one con-tinuous systemrdquo As the company envisioned it data entered once should be accessible to the sales administration and pro-duction departments and be able to serve as a basis for comparison and proj-ect calculations
After looking at vari-ous software solutions reports Pfletschinger amp Gauch technical direc-tor Roland Pfletschinger the company found itself identifying with Segonirsquos production philosophy ldquoWhat won us over was that unlike other PPS systems this solution was based on one con-cept for production orga-nizationrdquo he explains
Starting UpThe project got under way with a one-day workshop in which machine and staff hourly labour rates were determined Subse-quently the companyrsquos execu-tives talked about future trends in mould design and construction processes and discussed a vari-ety of process options in order to establish a uniform method of approach and process plan
The Segoni project manager at Pfletschinger amp Gauch Theodor Neumaier offers some insight into the process
ldquoWe use our rough cost calcula-tion when we get an inquiryrdquo he explains ldquoWe use the so-called fine calculation in which a work plan is created only when a customer actually places an order As soon as we have the final design it is the work-planning departmentrsquos task to plan and organize the project according to its parts list position This means that the mould design-er creates a component-specific work plan for every parts list posi-tion which will guide each mould component on its individual jour-ney through production and also serves for identification and docu-mentation Our system of shelves and boxes which was created at the company here in Plochingen creates additional transparencyrdquo
Basic training in the PPS soft-ware from Segoni lasted three days During the training cost calcula-tions bids and especially work plans for each component were created in SegoniPPMS and sent on to production
PPS Software Ups Production Transparency for Mould MakerImplementing SegoniFutur enables a company to achieve its organizational goal which was to integrate its mould design and construction processes
The new PPS software supports Pfletschinger amp Gauchrsquos storage system of boxes and shelves in keeping work plans in clear order
33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

33
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Segoni AGBerlin Germanywwwsegonide
ldquoWith our old systemrdquo recalls Gauch ldquostarting at this point we introduced the shelf system and flooded production with work plans Basically we started with parallel systems On the one side we had sales doing bid estimates and on the other side we had the work-planning department creat-ing work plans for productionrdquo
Reaping BenefitsThese days Pfletschinger amp Gauch is better able to estimate each departmentrsquos workload and sched-uling and deadline management has become much more transpar-ent Moreover production as well as work planning has become more manageable reliable and clearly defined Material flow in production is greatly improved thanks to the work plans and shelf system The company thus gets fewer follow-up questions and
encounters fewer misunderstand-ings and other problems thereby lowering costs
The software improved trans-parency noticeably not only for the workers but also for manage-ment and company administra-tors The project management team now can use and learn from information gained from records of the length of time projects take
ldquoOur work plans include all of the information necessary for productionrdquo says Roland Pfletsch-inger ldquoWe decided to include the duration estimated by the work-planning department on the work plans in order to improve plan-ning reliabilityrdquo
Master Wolfgang Haible says he finds that the overview at a glance is a very useful tool This element of the software shows what tool components are located in which department and what work pro-cedures need to be performed at
which time In addition a tool-maker is able to access informa-tion about the status of mechani-cal production from a production terminal at any time
Transferring tasks between the two masters employed by Pfletsch-inger amp Gauch when one is on holiday for example is now much simpler Pfletschinger explains ldquoPreviously we would meet several days in advance and write lists Now we use the data to discuss two or three critical projects and the rest is already documentedrdquo
The companyrsquos two directors have concluded that even though a few kinks still need working out Pfletschinger amp Gauch is definitely on the right path and is benefiting every day from its decision to go with Segoni
The world of metalworking
INFOVDW ndash Generalkommissariat EMO Hannover 2011Verein Deutscher Werkzeugmaschinenfabriken eVCorneliusstrasse 4 60325 Frankfurt am Main GERMANYTel +49 69 756081-0 Fax +49 69 756081-74emovdwde middot wwwemo-hannoverde
34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

34
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
More and more mould makers are relying on tryout press-
es to set their injection moulds perfectly Koller Formenbau und Kunststofftechnik GmbH in Ober-buumlrg Germany for example uses a Blue Line MIL 303 tryout press with a 3000-kN clamping force This machine was manufactured by Millutensil Srl and supplied by the Italian companyrsquos German agent Dremo Werkzeugmaschin-en GmbH (wwwdremo-wzmde)
Tryout presses donrsquot make anything but they are an essen-tial link in the production chain ldquoToday many OEM manufactur-ers explicitly require that mould suppliers wishing to bid against public tenders for bumper moulds should be equipped with least one 2 x 3-m spotting pressrdquo explains Max Koller CEO of Koller For-menbau und Kunststofftechnik ldquoNaturally a press is not an item that one can directly invoice but it is now often a prequalification requirementrdquo
High-precision mould machin-ing is incomplete without a tryout press these days To make his point clear Max Koller declares milling down to ldquozerordquo a dream ldquoPar-ticularly with very large moulds the last hundredths are obtained with a spotting pressrdquo he declares unequivocally Some companies use a crane to set half-moulds (ldquodetrimental to exact edgesrdquo warns Koller) and others try out the mould directly on the injec-tion press But in adopting such approaches says Koller ldquothey cannot work exactly or easilyrdquo
No CompromisesUsing a crane to try out a mould precludes simulation of injection forces And trying out the mould on the injection press requires accounting for the half-moulds and the force of gravity prevent-ing them from aligning parallel to
the machine Max Kollerrsquos think-ing is this ldquoThe outcome will never be good enough especially as the advancement of injection presses is typically a jerky motion Furthermore trying a mould out on an injection press is simply way too expensive And at last
Using a Powerful Yet Sensitive Tryout Press to Finish the JobTryout presses are an essential link in the production chain for mould builders One mould maker needing to try out large moulds found its ideal supplier
The mould punch rotates 180deg and is thereby set to the best operating positions by the press
35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

35
Case Studies
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
raquo Millutensil SrlMilan Italywwwmillutensilcom
some parts must be pro-duced Anyone who ever tried to make adjustments to a hanging mould in a small room will know that this is far from ergonomicrdquo
So right from the outset Koller GmbH has not com-promised The fifth machine the company acquired was a spotting press and it was recently using several mod-els from various manufac-turers But when the mould maker needed to try out larger moulds than before it searched the market to find a new solution
Finding the Right PressThe height of Kollerrsquos indus-trial shed and cranes pre-sented a construction con-straint ldquoOur new press had to be very compact and installed on the ground to allow for ergonomic han-dling of the mouldsrdquo Max Koller explains ldquoWe wanted to develop a very efficient and user-friendly tryout processrdquo Thus the com-pany screened several manufac-turers in looking for an optimal solution
Kollerrsquos search ended at Mill-utensil The Blue Line MIL 303 had exactly the characteristics required Its four-cylinder control keeps the machine compact and minimizes overall height Further the pressing force is evenly dis-tributed over the entire surface of the table
A key reason for deciding in favour of purchasing the MIL 303 was the handling of moulds on the machine ldquoWe especially liked the fact that after the try-out the punch and counterpunch are automatically brought to a position where they can be eas-ily reworked or machined by the toolmakerrdquo reports Koller The
punch rotates up to 180deg and is then taken down from the press the counterpunch travels laterally from the press and can be rotated up to 70deg on each side
Says Koller ldquoThis makes both of them easy to access and ensures top visibility for the operator on all crucial areas in order to rapid-ly identify the ones where rework-ing is required and implement the needed measuresrdquo
Powerful Yet SensitiveThe Millutensil press can clamp powerfully but it is also very sensi-tive Four lasers situated alongside the press accurately control the parallelism ldquoThe machine is set to a tolerance range of 210 which is unique in the field of mould mak-ingrdquo notes Max Koller ldquoReaching that value alerts the control unit of a clear sign of failurerdquo
The machine has an intelligent
control system capable of detecting errors and safely driving the tool sections back ldquoThis ensures that the mould is not damaged even when a hammer is acciden-tally left thererdquo says Koller
Hydraulic connections enable the user to move the extractors of the mouldrsquos threading taps and slides on the press so that a complete cycle can be performed in one go Placement and hold-down force can be accurate-ly adjusted Optionally the press can be configured in such a way as to produce a first prototype with injected wax Koller GmbH does not use this feature however as its injection presses are efficient enough
lsquoAn Essential AidrsquoThe company does not use the Millutensil tryout press for new moulds only ldquoThe
machine is an essential aid for repairs and modification of used mouldsrdquo Max Koller explains ldquoas this task normally involves many different manual reworking phasesrdquo
Offering ergonomic worksta-tions and easy handling of mould components the press enables the companyrsquos employees to react quickly even when the neces-sary changes or repairs are com-plex These are often carried out overnight so that the mould can be used again the next day with minimal production downtime This flexibility and the capability to react quickly to OEM manu-facturersrsquo needs constitute impor-tant selling points for a mould manufacturer active in Germany as Koller can attest
ldquoZero millingrdquo is an illusion especially with large moulds A tryout press ensures accuracy to the last hundredths
36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

36
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Forging Company Makes Dies from Tough Hard Tool SteelToolox 44 possesses properties that enable the manufacturer to produce high-quality prototypes and small series of die-forged parts quickly
Krenhof AG of Koumlflach Austria produces about
10 million die-forged parts annually Its customers are primarily in the automotive industry but also include manufacturers of commercial vehicles chain producers and companies in the formwork technology and mechanical engineering industries The company is operating in its meacutetier especially when it pro-duces complex parts in the medium-series range but it can offer quality and logistics capabilities befitting a higher-volume production level
Importantly Krenhof has been able to compete and grow thanks to continuous investment and the introduc-tion of innovations along the entire process chain Note-worthy is the fact that the company recently began to use Toolox 44 tool steel from SSAB for its forging dies
With its special properties Toolox 44 which has a hardness of approximately 45 HRc450 HB assumes a special position This steel offers an optimal compro-mise between hardness and toughness It provides good tem-perature toughness against the formation of fire cracks while at the same time being resistant to abrasion Toolox 44 is quite ame-nable to all standard separation and prestressing processes
SSAB gives the steel its high purity and outstanding tough-ness by formulating it with a low
raquo SSAB Oxeloumlsund ABOxeloumlsund Swedenwwwssaboxcom
carbon content As an additional benefit it delivers Toolox already hardened and tempered which saves the customer additional pro-cessing expenditure
ldquoWe use Toolox 44 tool steel for prototypes and small seriesrdquo says Matthias Hartmann Kren-hofrsquos managing director ldquoForma-tion of fire cracks is worst at the beginning of the forging while abrasion is nowhere near as com-mon here This allows us to refrain from using shielding without the customer experiencing any disad-vantages in terms of surface qual-ity or dimensional stabilityrdquo
Todayrsquos customers are demanding shorter delivery times for their forged prod-ucts Hartmann remarks But thatrsquos no problem As Hartmann explains ldquoTool-ox 44 has proven itself with demanding moulding tool geometries as wellrdquo This is important because ldquothe speed at which one can produce prototypes is often decisive when it comes to being hired as a series supplierrdquo
Krenhof AG uses state-of-the-art methods in construc-tion and toolmaking to ensure an efficient development process During the essential production steps of cutting forging and heat treatment high-quality machines and dedicated employees are able to hold tolerances for dimen-sions shape and joints very close for users this means that their own processes will
run better Rigorous production planning and the on-line collec-tion of operational data help to ensure that agreed-upon sched-ules are met And with Toolox 44 tool steel in its arsenal of advanced technologies Krenhof can produce small and pilot pro-duction series of forgings quickly
No one is surprised that the company has grown by an aver-age of better than 10 per year for the past 15 years
Krenhof can quickly and flexibly produce die-forged components in series of 1000 to 10000 parts This capability is supported by Toolox 44 tool steel which has proven itself with demanding moulding tool geometries
Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

Itrsquos time to get Personal
Objet24 Personal 3D Printer
Visit us at PDM
18ndash19 May 2011 | Stand 54
RapidTech24ndash25 May 2011 | Stand 2-415
Price for Europe International pricing may vary Price excludes VAT options installation shipping local taxes and duties
+49 7229 77720infoobjetcomwwwobjetcom
Relevant Fortune 100 companies didnrsquot settle for second best
They invested in Objet 3D Printing technology
Objet24 From only 16900
Superior printing accuracy and low price
point for the creative freedom you deserve
38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

38
Case Studies
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Compact 3D Printer Expands Development Firmrsquos HorizonsFor a company that had been using conventional methods of modelling prototypes the versatile rapid prototyping capabilities of Objet Geometriesrsquo office-friendly Eden250 open up lsquoa whole new world of opportunitiesrsquo
An Eden250trade 3D printing system from Objet Geome-
tries installed at the UK injection moulding facility of Ison Products Ltd is being successfully deployed to accelerate time-to-market for a number of the engineering com-panyrsquos high-profile projects High Wycombendashbased Ison is an estab-lished name in both OEM and subcontract product design and development The enterprise will tackle any project regardless of complexity
The office-friendly Eden250 is designed to bring high-accuracy rapid prototyping capabilities within reach for the design or produc-tion department of nearly any compa-ny The prototyping operation is based on Objet Geom-etriesrsquo innovative PolyJettrade technol-ogy which enables the generation of horizontal lay-ers as thin as 16 μm and part walls down to 06 mm thick and allows typical tolerances of 01 mm The easy-to-use machine employs a clean process that involves no special electrical ventilation or material storage requirements Objetrsquos UK distributor OPS Ltd installed the Ison machine
Modernizing PrototypingldquoBefore acquiring the Eden we were modelling prototypes using
fairly conven-tional meth-odsrdquo The per-son speaking is Ison Prod-uctsrsquo manag-ing director
Paul Isaacs ldquoFurthermore tradi-tional toolmaking can take days or even weeks and doesnrsquot come cheap The idea of achieving both reduced lead time and reduced costs made me think seriously about installing an in-house 3D printing resourcerdquo
Isaacs first considered a desk-top 3D printer offered by another manufacturer but component tri-als did not live up to the bro-churersquos promises and excessive hand finishing was required fol-lowing part build Meanwhile he had contacted OPS who rec-
ommended the Eden250 ldquoI was blown away by what it could dordquo Isaacs remembers ldquoThere was no doubt in my mind that it was the right machine for Isonrdquo
Ison uses SolidWorks 3D CAD software and saves files in STL for-mat for transfer to the Eden250 Isaacs explains Using Objetrsquos 3D Studiotrade software the company selects a preferred part orientation and then lets the machine do the rest The Eden250 automatically decides which position on the build platform is best for a particular part Since installation the printer has been producing a vast range of proto types for Ison and its custom-ers in diverse industry sectors
The printer can generate one large model or multiple smaller models within its 250 x 250 x 200-mm build envelope all in a
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
Case Studies
raquo Objet Geometries GmbHRheinmuumlnster Germanywwwobjetcom
single cost-effective time-saving build cycle The user is able to choose from a selection of high-speed high-quality printing modes to optimize the process according to requirements
With dual material cartridges each holding 2 kg the Eden250 is designed for high productivity with little operator intervention Efficient material usage is ensured by Objet Geometriesrsquo PolyLogtrade materials management system
The Objet Eden250 supports four modelling mate-rials FullCurereg 720 transparent VeroBlue Vero White and VeroBlack This selection provides a broad appli-cation range Users can produce models and parts that vary in terms of flexibility elongation at break and colour
New OpportunitiesldquoThe machine has opened up a whole new world of opportunities for Isonrdquo says Isaacs According to the managing director it helps the company think outside the box and come up with unconventional solutions
For example one Ison customer wanted to proto-type a rubber seal for a drinking vessel with a vacu-um casting but replicating the production material proved difficult Isaacs then deployed the Eden250 to print a set of plastic injection-mould toolsmdashdie and cavity Ison was able to inject the seal mould with the very rubber intended to be used for production Because of the materialrsquos low melting temperature it didnrsquot damage the mould tool
ldquoThe customer was thrilled that we could provide a prototype so quickly in the exact production mate-rial and for such a low pricerdquo reports Isaacs who says that considerable amounts of time and money have been saved on other projects by making a similar substitution for metal investment casting tools
Other benefits accruing to Isonrsquos customers from receiving quickly produced 3D prototypes include early validation of design intent enhanced mar-keting presentations and accelerated customer and vendor feedback
ldquoThe acquisition of the Objet machine means we can make real parts in real materials in a matter of hours at a fraction of normal costrdquo Paul Isaacs says ldquoParts that are complex to make using conventional manufacturing methods are ideal for 3D printing The process adds a whole new facet to our portfolio of services and can only help strengthen our position in the marketrdquo
Is pitting in the cavity causing you to rework
molds POCOrsquos EDM materials offer superior
product consistency unmatched EDM perfor-
mance and exceptional cost of ownership
Need reliable EDM results every time
Depend on us
Visit wwwpocoedmcom to find out how our
technical support services can help optimize your
settings to maximize your graphite performance
WHEN YOUR REPUTATIONIS ON THE LINEDepend on us
wwwpococom
POCOreg is a registered trademark of Poco Graphite Inc
ISO 90012008 amp AS91002004
40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

40
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Many automotive interior compo-nents are plastic parts that must fit with perfect accuracy for both func-tional and aesthetic reasons These parts are subjected early on to exten-sive dimensional checking by means of either gauges or measuring pro-cesses employing tactile or noncon-tact technology To ensure mean-ingful results in measuring their
accuracy the parts are mounted on special fixtures for dimensional mea-surement These fixtures are usually custom built to optimize access to measuring points Here Horst Witte Geraumltebau Barskamp KG contributes with its Alufix modular fixturing sys-tem that enables custom fixtures to be assembled on the spot without any lead time
The modularity of the Alufix pro-gramme allows the user to adapt the system to changes in part design quickly via a few manual operations The system consists of various high-accuracy high-tensile aluminium components that can be used and reused for years without loss of qual-ity The many different elements and multiple application possibilities for each element provide extensive assembly flexibility Through-bores
in Alufix bars support a diversity of arrangements using integrated con-nection technology
Since Alufix components are made from high-tensile aircraft aluminium assembled fixtures are not only stable but light
Alufix fixtures are designed to be able to hold plastic parts securely but without tension Thus such rela-tively soft and unstable parts are not deformed and measurements will be accurate After use the fixtures can be disassembled and the components applied to new purposes The system comes in different sizes which can be used in combination
raquo Horst Witte Geraumltebau Barskamp KG
Bleckede Germanywwwhorst-wittede
Modular Aluminium Fixturing Optimizes the Checking of Parts for Passenger Car Interiors
The Self Centring Vise 148 from Erowa AG is designed to enhance flexibility in the machining of com-plex workpieces while reducing machine setup times Using longitudi-nal grooves and dowel holes the cen-tring vise can be clamped and positioned easily and quickly either on an Erowa adapter pallet or directly on the machine table It is suitable for use on vertical and horizontal machining centres in production as well as in tool mould and fixture construction
The slides and base body of the vise are manufactured from a single piece This construction is ideal for high cyclical loads on 5-axis machines The entire vise body is made from
stainless hardened steel In addition the slide and spindle have a high-tech coating and offer wear-free perfor-mance The vice is entirely sealed to
prevent chip ingress no matter how much debris is present
The visersquos jaws can be positioned with a grid spacing of 15 mm They can be set up easily by hand without
the use of any tools and the cen-tre can be adjusted externally with screws
The Self Centring Vise 148 is able to clamp workpieces
ranging from 5 to 155 mm in dimension with a repeatabil-ity of 001 mm It is available also with an integrated Erowa
G or P pallet
raquo Erowa AGBuumlron Switzerlandwwwerowacom
Self-Centring Vise for Machine Tables and Pallets Provides Flexible Work Holding
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
MyWorkPlan job-shop software from Sescoi is not only a labour- saving alternative to the manual gen-eration of quotations job records and invoices but an automated job man-agement system as well suited for streamlining processes for business-es such as mould making enterpris-es that are characterized by one-off and small-series productions It also helps optimize customer relations The customizable software is easy to use and its installation is straightfor-ward Companies beginning to use MyWorkPlan can load historical data into the system at the outset Sescoi provides service support thereafter
Software to Automate Job Management Brings Better Efficiency Customer Relations
raquo Sescoi International SASMacon Francewwwsescoicom
The software has a time-saving quo-tation template into which labour and material calculations can be placed It records all the information in its data-base and produces a PDF version of the quotation for the customer
Once the moulder has been award-ed the job MyWorkPlan automati-cally creates a sales order contain-ing an estimate of the hours neces-sary to complete the job the material required and notes for production In addition the software produces an order confirmation for the customer and a reference book containing job notes for engineers on the shop floor
MyWorkPlan also creates invoices automatically from labour and mate-rial data in the system Another ben-efit is immediate detection of time overruns for quick correction
Products amp Services
PE Schall GmbH amp Co KG Tel +49 (0) 70259206-0 middot fakumaschall-messende
FRIEDRICHSHAFEN18 ndash 22 Oct
2011Made by Fakuma
wwwfakuma-messedewwwschall-virtuellde
The Worldlsquos Top Trade Fair for Injection Moulders
The cutting-tool and tooling system special-ist Sandvik Coro-mant has introduced a new range of small CoroMill Plura ball-nose end mills for profiling components made from medium-hard to hard steels The end mills which come in diameters of 01 to 12 mm are very well suited for machining all small dies and moulds components electronic fibre-optic connectors and dental implants They are a natural choice for small-scale applications in which high precision is a requirement
raquo Sandvik Coromant EuropeZaventem Belgiumwwwsandvikcoromantcom
End Mills Are Designed to Profile Small Parts from Steel
Produced in a fine-grained sol-id-carbide grade
with a multilayer coating applied via physical vapour deposition CoroMill Plura end mills feature a specially designed geom-etry that prevents the radius from deteriorating as a result of uneven wear Furthermore the toolrsquos long neck offers good accessibility espe-cially in pocket milling applications
42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

42
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
TopSolidrsquoCam 2011 CAM software the latest version of the machining solution from Missler Software that calculates tool paths for numerically controlled milling machines lathes and machining centres offers many new functions especially for users in the tool and mould making and aero-space industries Such innovative func-tions as morphing machine replace-ment Z-level helical machining and
Z-level finishing cycles help ensure excellent part-surface quality and short machining times
Morphing is a 3D operation that creates a tool path from two curves opened or closed The idea is to deform the exterior curve into the inte-rior curve by using interme-diary curves with the result
being one continuous helical tool path that maintains scallop height as it goes Because it uses only a single tool path that is constantly in con-tact with the material this new func-tion in TopSolidrsquoCam 2011 greatly improves the surface quality of parts and may even eliminate the need for polishing
A new wizard in the latest edition of TopSolidrsquoCam lets the operator replace the machine being used with any other machine (see image) Operations that are not possible to perform on the replacement machine are inactivated This function allows great flexibility and potentially better efficiency in the utilization of machines in the workshop
Z-level helical machining maintains constant contact between the tool and the workpiece material Thus by preventing ldquosewingrdquo marks caused by multiple entry and exit moves it is another means of optimizing sur-face quality Z-level finishing cycles allow machine operators to carry out finishing operations on the thin and fragile pocket walls commonly found in aerospace parts regardless of pocket depth These cycles help prevent unnecessary weakening of the already thin walls and reduce pro-gramming times significantly
New CAM Software Functions Optimize Part Surfaces and Calculation Speeds
raquo Missler SoftwareEvry Francewwwtopsolidcom
Product Developmentand Additive Manufacturing
2011
27-29th SEPTEMBER
NEC BIRMINGHAM
Register now
wwwthemanufacturingeventcom
wwwtctshowcomSupported by
7 Events3 Days1 Venue
Free Admission Free Seminars Parking Paid For
Investing in Manufacturing
[ Additive Manufacturing ]
Prototyping
Inspection amp Metrology
Software
43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

43
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
To help manufacturing companies deal with a particular problem caused by cutting-tool breakage Heun GmbH a producer of machine tools and accessories offers the TR100 broken-tap remover This compact lightweight portable device provides a highly efficient and cost-effective means of quickly extracting a drill bit that has broken off and become stuck in a hole in the workpiece
Depending on the workpiece mate-rial and the size and form of the broken screw tap removal of such a remnant from a workpiece can be very difficult The easy-handling TR100 however is designed to make the removal of such tool fragments easy Offering all-around applicabili-ty Heunrsquos high-performance machine can reliably deal with both large and
raquo Heun GmbHKahlMain Germanywwwheun-gmbhde
Special Unit Removes Broken Drill Bits from Workpiece Holes
small workpieces and level or inclined workpiece surfaces It fea-tures a swivelling head that enables machining positions usually difficult to access to be reached
The Heun TR100 drill bit remover uses ordinary supply water (tap water) as the machining dielectric fluid and any brass or cop-per electrode up to a maximum diam-eter of 65 mm may be employed The machine can remove the broken tool piece without damaging the hole thread
In addition the TR100 can be placed into service to produce start holes for wire-EDM cutting opera-tions and to cut workpieces made of carbide or any hardened steel The devicersquos complete range of functions includes autofeed auto retract depth
setting (programming to stop at a specific depth) and selectable arc tim-ing as well as work-head swivelling Alarm messages alert the operator to arrival at the programmed depth and warn of arcing or overheating
The generator unit of the TR100 broken-tap remover weighs 17 kg and the work head weighs 6 kg with its magnetically mounting stand
44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

44
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Economical CMM-Manager 30 for Windows 7 tactile inspection soft-ware from Nikon Metrology NV runs on nearly all CNC and manu-al coordinate measuring machines (CMMs) Its modern and intuitive Windows 7 graphical interface makes the software highly informative and interactive CMM-Manager automates serial inspection but it also can save money by making it easy to take a few points on the spot When com-bined with the Renishaw PH20 5-axis probe head this version accelerates inspection jobs considerably
In CMM-Manager 30 for Windows 7 the dashboard has been upgraded with intuitive new icons and with a ribbon barndashstyle layout The new ver-sion also incorporates touch-screen and multitouch support plus intuitive navigation paths The user can simply
Big energy savings in machining oper-ations can be achieved with inte-grated tooling solutions offered by Mapal Praumlzisionswerkzeuge Dr Kress KG In one application involving the manufacture of automotive gearboxes for example enhanced tooling from Mapal resulted in a company saving more than 8500 kWh per year equivalent to the emission of 49 tonnes of CO
2 For that manufactur-er Mapal developed a combination tool that machined seven dif-ferent features and replaced four separate tools that previously
walk up to the CMM quickly align the part and immediately measure geo-metric features and points on planes When CAD is available snap point measurements can be taken on the screenmdashmanually probing the work-piece is unnecessarymdashand dimen-sional charts with colour-coded point deviations automatically created
A serial inspection routine that runs on any brand of CMM is easy to pro-
were employed Its introduction elim-inated 388 hours of machine running time annually
Mapalrsquos integrated tools allow sev-eral bores chamfers and flat surfac-es to be machined completely in a
single operation This typically means that four or more tool
changes can be eliminated that machining cycles can be dramatically shortened and consequently that
the machining centrersquos energy consumption for the particular project can be reduced by a considerable amount
Mapal also deliv-ers energy savings by providing tools that
duce with CMM-Manager 30 for Windows 7 In addi-tion automated inspection results in graphical part-to-CAD comparison The soft-ware operates on a PC or laptop running a Microsoft Windows 7 32- or 64-bit operating system
The PH20 probe head that this version of CMM-
Manager supports provides fast infinite rotary positioning for high-speed point measurement with mini-mal CMM movement It brings 5-axis inspection capability to smaller CMMs by optimizing the working volume of the measurement platform
accommodate higher feed speeds For example the Mega-SpeedDrill and the FeedPlus multitooth reamer typically cut machining times in half Higher speeds are very energy effi-cient especially in machining large workpieces and when lightweight tools with optimized cutting-edge geometries are used In addition minimum-quantity lubrication and dry-cutting techniques supported by Mapal technology can provide even greater energy savings as they elimi-nate the need for electrically driven coolant systems
raquo Nikon Metrology NVLeuven Belgiumwwwnikonmetrologycom
raquo Mapal Praumlzisionswerkzeuge Dr Kress KGAalen Germanywwwmapalcom
Windows 7ndashStyle User Interface Makes CMM Software for Tactile Inspection Fast Intuitive
Integrating Tool Technologies Leads to Energy-Efficient Machining and Time Savings
13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

13 13
$$amp
1313 $amp1313
13
13(13)
13+
46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

46
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
The Mantis Elite-Cam stereo inspec-tion system from Vision Engineer-ing Ltd comprises a standard Man-tis Elite stereomicroscope and a USB20 digital camera integrat-ed and sealed at the factory that allows instantaneous and simultaneous optical and digital viewing Recently Vision Engineering intro-duced ViFox and ViAxos software options for the Mantis Elite-Cam Both options enable images to be stored as JPG BMP or PNG files and provide 2D measurement of features such as lines circles areas and angles With available camera options users can adjust such parameters as brightness and contrast for image enhancement
Intuitive ViFox software lets the user establish key parameters while viewing a live image providing fast precise imaging of samples and com-ponents Images can be captured documented and archived immedi-ately Offering ease of use and fast
navigation ViFox available in Eng-lish German Spanish and Italian is a good choice for quick easy image capture file sharing and on-screen measurement
The alternative Mantis Elite-Cam software ViAxos provides such advanced 2D measurement options as feature-to-feature measurement along with digi-tal zoom to enable individu-al features to be inspected in greater detail Measurement
data can be exported into Excel for further analysis ViAxos is offered in English German French and Italian
Software Options for Stereomicroscope System Provide Instantaneous Digital Image Capture
raquo Vision Engineering LtdWoking Surrey UKwwwvisionengcom
The achievement and main-tenance of tool accuracy is vital in machining intricate workpiece features and high-precision complex parts But successful tool accuracy mea-surement depends on the capability of the measuring equipment and on whether chips debris or coolant on the tool skew measurement results The problem of the machine control being given incorrect data because of this may or may not be solved by blasting the tool with air A surer way to address it is with the ITM intelligent tool mea-surement system now avail-able on a range of high-speed milling machines from GF AgieCharmilles
The ITM system which has won an innovation award provides opti-cal tool measurement at full spin-dle speed Image sensors on GF AgieCharmilles machines measure the tool and analyze its length diam-eter tip quantity and quality radius and other characteristics The data gathered are compared against the baseline image of the tool the values of which have been input previously Such reference data enable the ITM system to subtract the debris or other contamination from the milling or drilling tool digitally and thus deter-mine its actual geometry with accura-cy providing an absolute Z-reference in the micron range
Accurate Camera-Based Tool Measurement System Supports Machining Process Reliability
raquo GF AgieCharmillesLosone Switzerlandwwwgfaccom
47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

47
Products amp Services
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
A new version of the proven Leitz-brand LSP-S4 coordinate measuring machine (CMM) measurement head has such a low trigger forcemdashdown to 0005 Nmdashthat a part incurs no scratch marks or other damage when it is being inspected The LSP-S4 Ultra Low Force measurement head is available now on the Leitz Infinity CMM from Hexagon Metrology This accessory would typically be used for the inspection of components with delicate or reflective surfaces such as coated lenses and highly polished high-precision copper titanium or aluminium parts that must be mea-sured accurately and by means of tactile sensors
The Leitz Infinity henceforward has vision metrology capability also For this the stylus of the LSP-S4 or LSP-
S4 Ultra Low Force is automatically replaced with a Precitec chromatic white-light (CWS) sensor The optical CWS sensor is based on the chromat-
ic confocal measurement technique the advantage of which is assured high-precision measurements wheth-er the surface is inclined reflective or dispersive High axial resolution also is available this supports the mea-surement of complex structures The capability of the high-precision CWS sensor derives from its complete tol-erance of variations in ambient light
Further in news of the Leitz Infinity an additional machine with a small-er z-dimension is forthcoming and will offer greater measuring flexibil-ity The new model will be able to be used in measuring facilities that have lower ceilings
raquo Hexagon MetrologyUnterentfelden Switzerlandwwwhexagonmetrologycom
High-Accuracy CMM Has a New Optical Sensor and a More Refined Touch in Tactile Inspection
1313 131313
13
CO LD B LO C K FO R LR S I N J E C T I O N
- With open or closed nozzles - Electrical sealing - Hot runner systems - Built to specifi cation - Standardised elements
S I L I C O N EI N J E C T I O N
See you at
48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

48
Products amp Services
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
Trumpf Laser- und Systemtechnik GmbH offers many different laser technologies for weld-ing cutting and marking and thus ultimately enabling customers to produce innovative new product designs efficiently To ensure that it can supply an appropriate laser for every application the company now provides fibre lasers (TruFiber) in addi-tion to disk (TruDisk) diode (TruDiode) rod (TruPulse and TruMicro) and CO2 (TruFlow and TruCoax) types Customers
can use the fibre models for applica-tions in the multikilowatt range for precision processing and micropro-cessing and for laser marking
Because Trumpf is a one-stop shop for beam guidance processing optics and control and automation elements customers can be confident that all components are fully compatible
The laserrsquos application range as a material-processing tool is essential-ly universal but the road to using it in integrated application solutions is highly individual The workpiece to be processed specific application type of material material flow mate-rial strength accuracy desired batch size part variety reproducibility and part costs are all criteria that Trumpf and the customer must discuss thor-oughly in order to arrive at the opti-mal cost-effective solution
To give users strong support in selecting an appropriate laser beam source Trumpf offers its experience and expertise through application centres sited around the world In these centres laser customers can get help in identifying the right laser beam sources for their applications and in aligning production systems with each other optimally
raquo Trumpf Laser- und Systemtechnik GmbHDitzingen Germanywwwtrumpf-lasercom
Diverse Range of Lasers Is Backed by Application Centres for User Support
TRU
MPF
GRO
UP
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-
49
ISTMA
wwwetmm-onlinecom | May 2011 | European Tool amp Mould Making
The International Special Tooling amp Machining Association (ISTMA) is a well-established international orga-nization representing more than 30 nationsrsquo special tooling and machining organizations across three continents North America Europe and Asia
ISTMA Europe represents the in dustry in matters concerning indus-trial relations in the European Union
Directory of ISTMA Europe Member AssociationsAmong its many activities it conducts a dynamic schedule of exchanges on technical subjects in the special tool-ing and machining sector promotes communication among its members on a wide variety of industry con-cerns maintains an information pool on technical investigation subjects and transfers performing manage-ment actions among its member asso-
CZECH REPUBLICTool Factories AssociationSvaz NastrojarenMr Vaclav Klickavaclavklickasvaz-nastrojareneuCeskoslovenske Armady 118156215 Usti nad OrliciTel+420 465 557101 middot Fax +420 465 525128wwwsvaz-nastrojareneu
ESTONIAEstonian Special Tooling AssociationMr Andres PahlapuuandrespahlapuuautolivcomLaki 14 middot 10621 TallinnTel +372 620 5902 middot Fax +372 620 5901wwwemliitee
FINLANDTechnology Industries of FinlandMr Veli Matti Kuismaveli-mattikuismatechindfiEtelaumlranta 10 middot 00130 HelsinkiTel +358 9 1923373 middot Fax +358 9 624462wwwtechindfi
FRANCEAFIM (Association Franccedilaise des Industries du Moule Modegravele et Maquette)Mrs Catherine Larroqueafimufimocom3941 rue Louis Blanc middot 92400 CourbevoieTel +33 1 47176412 middot Fax +33 1 47176360wwwafim-francecom
GERMANYVDMA Die and MoldDr Wolfgang SengebuschwolfgangsengebuschvdmaorgLyoner Strasse 18 middot 60528 FrankfurtMainTel +49 69 66031251 middot Fax +49 69 66032251wwwvdmaorg
HUNGARYSZMSZ (Hungarian Toolmakers Association)Dr Saacutendor Markos middot szmszszmszhuLomb u 31C middot 1139 BudapestTel +36 1 3402972 middot Fax +36 1 3295425wwwszmszhu
ITALYUCISAP (Unione Costruttori Italiani Stampi amp Attrezzature Precisione)Mrs Fausta Antinori middot infoucisapitViale Fulvio Testi 12820092 Cinisello Balsamo (MI)Tel +39 02 262551 middot Fax +39 02 26255214wwwucisapit
LATVIALatvian Tool and Prototype Producer AssociationMrs Natatildelija Ivanova middot infolipralvKurzes str 2c middot Riga 1046Tel +371 678 07794 middot Fax +371 678 07780wwwlipralv
POLANDStowarzyszenie Techniczne - Tworzywa SztuczneMr Maksymilian Tomaszewskistowarzyszenie_sttswpplReguly ul Graniczna 1005-816 MichalowiceTel +48 22 7233812 middot Fax +48 22 7235201wwwsttscompl
PORTUGALCefamol (Associaccedilao Nacional da Industria de Moldes)Mr Manuel Oliveira manueloliveiracefamolptAv D Dinis 17 Aptdo 2572430-263 Marinha GrandeTel +351 244 575150 middot Fax +351 244 575159wwwcefamolpt
SLOVENIAChamber of Commerce and Industry of Slovenia (Metal Processing Association)Ms Janja Petkovsek middot janjapetkovsekgzssiDimiceva 9 middot 1504 LjubljanaTel +386 158 98308 middot Fax +386 158 98100wwwposvet-orodjarstvocom
SOUTH AFRICAToolmaking Association of South Africa (TASA)Mr Grant Stevenson middot grantswctiwebcozaSAS Naval Base Northlink College 50101 J Diesel Block Wingfield Vanguard Drive 7460 Goodwood Cape TownTel +27 21 5923695 middot Fax +27 21 5948155wwwtasawebcoza
SPAINFEAMM (Federacioacuten Espantildeola de Asociaciones Empresariales de Moldistas y Matriceros)Mr Josep Font middot infofeammcomParc Tecnologravegic del Vallegraves Ceramistes 208290 Cerdanyola del Vallegraves (Barcelona)Tel +34 93 5944747 middot Fax +34 93 5944737wwwfeammcom
SWEDENSvensk Industrifoumlrening (SINF)Mr Niklas Eidersjo middot janlarssonsinfseFleminggatan 14 PO Box 22307104 22 StockholmTel +46 8 4401170 middot Fax +46 8 4401171wwwsinfse
SWITZERLANDSwissmem (Swiss Mechanical and Electrical Engineering Industries)Mr Peter Vogel middot pvogelswissmemchKirchenweg 4 middot 8032 ZuumlrichTel +41 44 3844811 middot Fax +41 44 3844846wwwswissmemch
TURKEYTool Manufacturersrsquo Association of Turkey (UKUB)Mrs Solmaz Ugurlar YildirimsolmazmoulduniontrcomMustafa Karaer Cad Cigdem 2 SokPK41 DOSAB BursaTel +90 224 2116178 middot Fax +90 224 2114564wwwukuborgtr
UNITED KINGDOMGTMAThe National Metalforming CentreMs Julia Moore47 Birmingham RoadWest Bromwich W Midlands B70 6PYTel +44 121 6016350 middot Fax +44 121 6016378admingtmacouk middot wwwgtmacouk
For information contactMr Fausto RomagnaniSecretariat ISTMA Europeco Cefamol middot Av D Dinis 17 Aptdo 2572430-263 Marinha Grande PortugalTel +351 244 575150 middot Fax +351 244 575159istma-europeistma-europecomwwwistma-europecom
ciations In addition the organization supports European fairs and exhibi-tions focusing on special tooling
50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

50
Company Index
European Tool amp Mould Making | May 2011 | wwwetmm-onlinecom
AMB 2012 7
Asiamold 2011 14
Boride Engineered Abrasives 47
CNC Software Inc 7 10
Cumsa 24 29
Dassault Systegravemes 9
DEMAT GmbH 31
Deutsche Edelstahlwerke GmbH 13
DME Europe 18 22
Eberhard Werkzeugtechnologie 15
EMO Hannover 2011 33
Erowa AG 40
ETMM 51
etmm-onlinecom 6 50
Euro PM2011 45
EuroMold 2011 11
Exhibit amp More AG 12
Fakuma 2011 41
FIP Solution Plastique 2011 15
GF AgieCharmilles 46
Guumlhring oHG 30
Hasco Hasenclever GmbH + Co KG 15 21
Hauzer Techno Coating BV 28
Heitec Heisskanaltechnik GmbH 27
Heun GmbH 43
Hexagon Metrology 47
Horst Witte Geraumltebau Barskamp KG 40
Husky Injection Molding Systems SA 8 20 52
Maumlnner Solutions for Plastics 19
Mapal Praumlzisionswerkzeuge Dr Kress KG 44
Mastip Technology Ltd 21 26
Messe Duumlsseldorf GmbH 17
Meusburger Georg GmbH amp Co KG 1 14 16
Millutensil Srl 34
Missler Software 42
Mitsubishi Carbide 3
Mould Eurasia 2011 48
Nikon Metrology NV 44
Objet Geometries GmbH 37 38
Poco Graphite SARL 39
Progressive Components Europe Ltd 2
Rabourdin Groupe 20 47
Rainer Knarr Vertriebs GmbH 11 18
RosMould 2011 7
Sandvik Coromant Europe 10 41
Segoni AG 32
Sescoi International SAS 41
SolidCAM GmbH 8
SSAB Oxeloumlsund AB 36
Strack Norma GmbH amp Co KG 10
Synventive Molding Solutions GmbH 19
TCT Live 2011 42
Thermoplay SpA 43
Toolex 2011 12
Trumpf Laser- und Systemtechnik GmbH 48
Tuumlrk + Hillinger GmbH 5
Vision Engineering Ltd 46
COMPANY PAGE NOCOMPANY PAGE NOCOMPANY PAGE NO
Advertisersadvertisementsshown in colour
Free weekly e-newsletter
wwwetmm-onlinecomsubscribeetmmnewsletter
ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

ETMM the comprehensive trade
magazine for Europersquos tool amp mould
making industry
introduces a new look in 2011
Start your free subscription todaywwwetmm-onlinecomsubscribeetmm
EUROPEAN TOOL amp MOULD MAKING
infoetmm-onlinecom
- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-

- Editorrsquos Message
- Table of Contents
- Industry News
- Cover Story | Interview
- Cover Story | Product Focus
- Cover Story | Quick Sourcing Grid
- Technology
- Case Studies
- Products amp Services
- ISTMA
- Company Index
-