il gruppo mazzucconi dei risultati, tanto che il marzo 2015 passione, talento, prestigio luzioni che...
TRANSCRIPT

124 Marzo 2015 www.techmec.it
Il Gruppo Mazzucconi è formato da numerose aziende che operano nel settore della fonderia con oltre 1000 dipendenti in totale.
La famiglia Mazzucconi iniziò a lavorare i metalli all’inizio del XX secolo, mentre già negli anni ‘30 era attiva la fusione in alluminio
Il Gruppo MazzucconI è allIneato con le MIGlIorI fonderIe europee per precIsIone e costanza deI rIsultatI, tanto che Il prestIGIoso Gruppo BMW GlI affIda la realIzzazIonedI coMponentI per le proprIe vetture. Molte MacchIne utensIlI per costruIre I coMplessI staMpI utIlIzzatI nel reparto dI staMpaGGIo sono pIlotate dal sIsteMa caM cIMatrone.

www.techmec.it Marzo 2015 125
tecnica
Il mercato automobilistico tedesco, no-nostante la prolungata crisi di questi anni nel Vecchio Continente, è sempre
una poderosa e formidabile manifattura che annovera numerosi marchi ai vertici mondiali per qualità e tecnologia; com-prendendo anche l’indotto, vale da sola più del 30% del PIL italiano! A questo mercato e all’industria automobilistica in generale si rivolge principalmente il Gruppo Mazzucconi, formato da numero-se aziende che operano nel settore della fonderia con oltre 1000 dipendenti in to-tale (la sede centrale è vicino a Bergamo). La famiglia Mazzucconi iniziò a lavorare i metalli all’inizio del XX secolo, mentre già negli anni ‘30 era attiva la fusione in al-luminio, prima in sabbia poi in conchiglia e pressofusione. Da decenni il Gruppo è specializzato nel settore dell’automobile, con numerose tipologie di pezzi prodotti: inserti basamento, scatole sterzo, scato-le cambio, mozzi ruota, carter, coperchi.
Il ruolo di partnerIl settore dell’automobile in Occidente è estremamente esigente; si richiedono le migliori prestazioni meccaniche dei getti, una qualità senza compromessi, la mag-giore precisione e anche un’ottimizza-zione sempre più spinta dei componenti e naturalmente una costanza di risultati. Tutti i clienti del settore chiedono ampie garanzie sui prodotti stampati; numero-se e rigorose sono le procedure seguite
per raggiungere e mantenere costante nel tempo uno standard qualitativo ele-vato che non dipenda da fattori aleatori.L’alluminio viene impiegato sempre più spesso nelle vetture prodotte ai gior-ni nostri; fino a qualche anno fa solo sui modelli di gamma alta, oggi anche nelle auto di media cilindrata, dato che i mag-giori volumi hanno permesso una ridu-zione dei costi. Lo scopo è ridurre i pesi e conseguentemente i consumi senza pe-nalizzare le prestazioni.Il Gruppo Mazzucconi si è orientato verso questo settore già da anni e soddisfa am-piamente tutte le caratteristiche prima citate. Nel panorama delle leghe leggere il Gruppo lombardo possiede al proprio interno tutte le strategie operative: la pressofusione è ideale per caratteristi-che meccaniche non troppo spinte e per
grandi volumi, mentre per pezzi di alta resistenza alla fatica e a sforzi concen-trati si preferisce adottare la tecnologia della conchiglia o della bassa pressione. L’innovazione tecnologica, di prodotto e di processo, è sempre stata costante. Il Direttore Tecnico Luca Pirola sottolinea il ruolo di vero e proprio partner svolto dall’Ufficio Tecnico del Gruppo, coinvolto appieno nella collaborazione con il cliente fin dalle prime fasi di ogni progetto.«Tutto il lavoro viene svolto al nostro interno, ma tutte le soluzioni escogita-te, tutte le strategie scelte sono messe a punto assieme al cliente - sostiene - Dobbiamo evitare ogni discontinuità nel materiale durante la fusione per assicu-rare la resistenza meccanica desiderata. Dobbiamo calcolare attentamente i ritiri del metallo, inventare letteralmente so-
Componenti in attesa di consegna in uno dei magazzini Mazzucconi
[ ALLUMINIO E CAM ]di Giancarlo Giannangeli
Passione, talento, prestigio

126 Marzo 2015 www.techmec.it
PaSSiOne, taLentO, PReStiGiO
luzioni che garantiscano la qualità mi-gliore possibile».
un caM a proprio agio in officinaIl progetto arriva dal cliente nel formato Catia o Pro/E, i più diffusi sistemi di pro-gettazione nel settore dell’auto, in cui viene progettato lo stampo; per quanto riguarda lo sviluppo CAM e la lavorazio-ne meccanica delle matrici viene utiliz-zato CimatronE, soluzione integrata per gli stampisti che comprende ogni appli-cazione per l’intero ciclo di sviluppo. Le geometrie vengono importate tramite il formato di interscambio Iges; CimatronE
comunque dispone di potenti moduli per l’accurata traduzione dei più importan-ti formati proprietari. Gianfranco Crotti è il Responsabile Attrezzeria Meccanica di Fonderie Mario Mazzucconi Spa: «Le applicazioni CAD/CAM di Cimatron sono state introdotte in azienda fin dall’inizio degli anni ‘90. Le usiamo intensivamente per la realizzazione dei percorsi utensile a tre assi. Sfruttiamo nell’ambiente CAM il sistema ibrido che permette all’opera-tore di combinare insieme nello stesso progetto modelli di superfici, wirefra-me, solidi aperti e chiusi a seconda della strategia ritenuta più utile ed efficien-te. Strumenti di “riparazione” dedicati ci consentono di ottimizzare le lavorazioni definendo superfici e raccordi, chiuden-do fori e aggiungendo elementi tecnici di appoggio o applicando angoli di sformo».CimatronE dispone di una grande quan-tità di strategie di lavorazione, per qual-siasi tipologia di utensile, conico, a palla, a coda di rondine, a T. Il controllo dell’in-clinazione dell’utensile è automatico. Il sistema offre opzioni di automazione per creare programmi in pochi minuti, con una serie di valori preimpostati, ma lascia comunque la libertà di settare un’ampia gamma di parametri per un controllo accurato e preciso di ogni condizione di lavorazione. CimatronE è in grado di ot-tenere superfici di qualità superlativa,
I bracci sospensione per vetture BMW di alta gamma ora realizzati in alluminio. Hanno sostituito precedenti versioni in
lamiera stampata
La zigrinatura sul componente è funzionale,
non solo estetica; viene realizzata con lavorazioni
meccaniche di superfinitura con CimatronE
Scatole di meccanismo servosterzo, costruite in alluminio
da molti anni
TuTTo il lavoro viene svolTo all’inTerno Ma TuTTe le soluzioni escoGiTaTe, TuTTe le sTraTeGie scelTe sono Messe a punTo
AssIEME AL CLIENtE
www.techmec.it Marzo 2015 127
tecnica
in modo da ridurre ogni intervento ma-nuale di lucidatura. È una caratteristica particolarmente apprezzata nella pres-sofusione perché la finitura superficiale dello stampo assume qui una particolare importanza. Deve risultare quasi a spec-chio, in modo da favorire lo scorrimento omogeneo del metallo fuso all’interno dello stampo, per potere raggiungere ogni zona nel tempo programmato e sen-za incertezze.
vere e proprie macchineNegli uffici tecnici del Gruppo Mazzuc-coni le sfide sono continue. È il caso dei bracci della sospensione per le vetture di alta gamma del costruttore tedesco BMW: «Tradizionalmente venivano re-alizzati in lamiera stampata e saldata, ma la Casa bavarese è sempre molto attenta all’innovazione tecnologica, alla soluzione d’avanguardia che consente al marchio di distinguersi dalla concor-
renza. Senza mai distogliere lo sguardo dalle prestazioni complessive delle pro-prie vetture. Così, insieme ai suoi tecnici, abbiamo messo a punto una geometria del tutto diversa per costruire quei com-ponenti in fusione di alluminio. Non sono mancate invenzioni speciali. Per esem-pio, la zigrinatura che ricopre il pezzo non ha una semplice funzione estetica; essa è fondamentale per la fonderia». Infatti, durante la fase di riempimento dello stampo con il metallo fuso, l’aria può sfruttare queste “vie” preferenzia-li per arrivare rapidamente nella zona di divisione stampo ed essere prontamen-
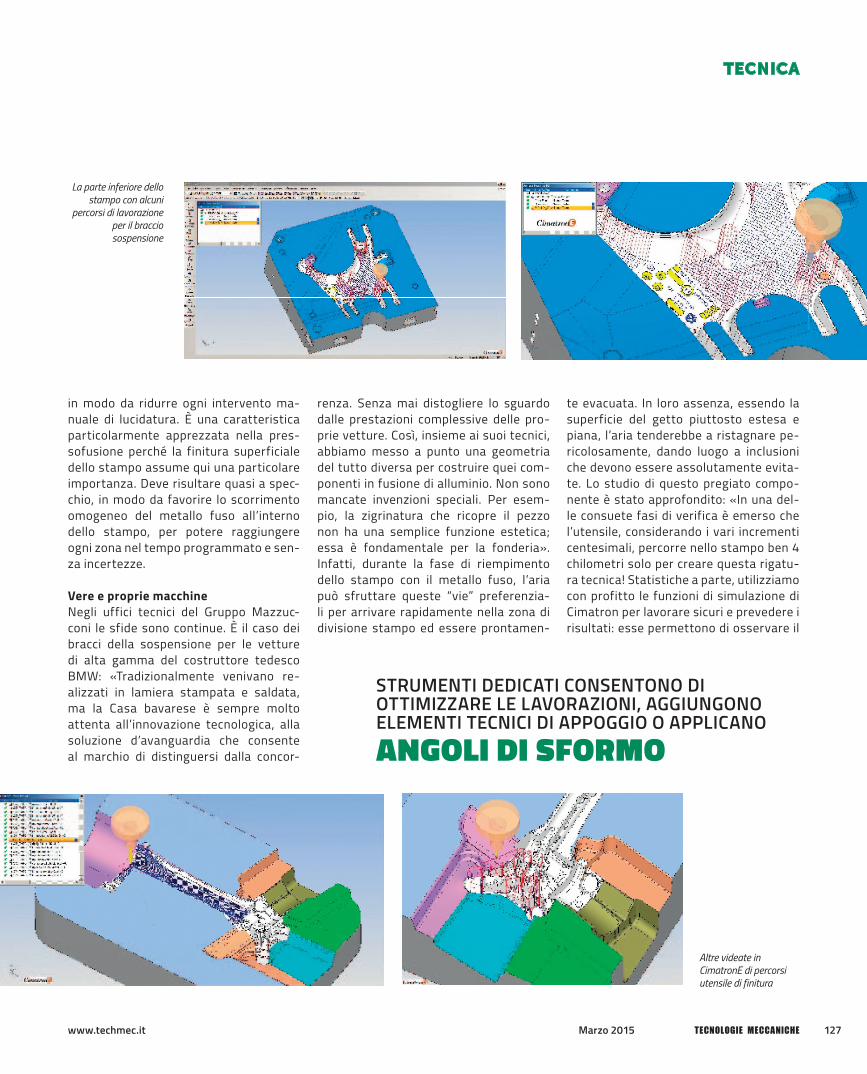
te evacuata. In loro assenza, essendo la superficie del getto piuttosto estesa e piana, l’aria tenderebbe a ristagnare pe-ricolosamente, dando luogo a inclusioni che devono essere assolutamente evita-te. Lo studio di questo pregiato compo-nente è stato approfondito: «In una del-le consuete fasi di verifica è emerso che l’utensile, considerando i vari incrementi centesimali, percorre nello stampo ben 4 chilometri solo per creare questa rigatu-ra tecnica! Statistiche a parte, utilizziamo con profitto le funzioni di simulazione di Cimatron per lavorare sicuri e prevedere i risultati: esse permettono di osservare il
La parte inferiore dello stampo con alcuni
percorsi di lavorazione per il braccio sospensione
Altre videate in CimatronE di percorsi utensile di finitura
sTruMenTi dedicaTi consenTono di oTTiMizzare le lavorazioni, aGGiunGono eleMenTi Tecnici di appoGGio o applicano
ANgOLI dI sfOrMO

128 Marzo 2015 www.techmec.it
PaSSiOne, taLentO, PReStiGiO
processo di lavorazione e il suo risultato prima di andare in macchina. Una mappa di colori evidenzia la quantità di materiale residuo attorno al pezzo. La rappresenta-zione sullo schermo, basata sul G-Code, simula la cinematica della macchina reale e il movimento del percorso, controllan-do possibili collisioni tra tutte le parti in gioco: il pezzo, l’utensile, il portautensile, il mandrino, eventuali carter e così via. Ogni stampo è complesso e costoso: è vietato sbagliare!».La parte telaio e le sospensioni rappre-sentano la nuova frontiera della compo-nentistica in alluminio per autovetture; i bracci e i mozzi ruota vengono fusi in bassa pressione. Dalle presse alla cate-na di montaggio: i componenti entrano direttamente sulle linee di assemblaggio in Baviera, sintomo di una fiducia basa-ta su un rapporto consolidato per com-provata qualità e affidabilità dei getti. Si tratta di un prestigioso riconoscimento per l’azienda lombarda. Altri componenti di automobile che il Gruppo Mazzucconi
costruisce da anni sono le scatole dello sterzo. Anche qui le innovazioni non sono mancate. Oggi, per esempio, il movimen-to del pignone viene attuato tramite pic-coli motori elettrici; questa soluzione, inizialmente nata sulle auto di minori di-mensioni per contenere i costi dell’idrau-lica dovuti alla maggiore complessità me-
tallurgica, si è andata estendendo anche verso le vetture di maggiore cilindrata. Le difficoltà si sono però spostate sulla geo-metria della scatola, perché questa deve ora ospitare motori e impianti elettrici e quindi bisogna essere certi che ogni for-ma di umidità non penetri all’interno.Lo stampo è una vera e propria macchina, con un ingombro totale di un paio di me-tri cubi; oltre alle due metà tradizionali e all’anima interna, spesso sono previ-sti movimenti per l’estrazione del getto, carrelli e altri meccanismi a volte di note-vole complessità.C’è da sottolineare che CimatronE aiuta nella costruzione non solo della figura, ma anche dell’attrezzatura portastampo, disponendo di tante funzionalità specia-lizzate che permettono di automatizzare i passaggi e risparmiare molto tempo, progettando sistemi di estrazione o di raffreddamento. Per esempio, si possono posizionare de-cine di estrattori in una sola operazione: il sistema analizza le piastre attraversate e si occupa del taglio. Anche in questo caso la simulazione del cinematismo permette di valutare il com-portamento di tutti i componenti dello stampo passo per passo, nella fase reale di stampaggio. Si possono così scoprire facilmente eventuali interferenze o in-congruenze di progettazione. ■
ciMaTrone produce superfici di qualiTà superlaTiva e riduce oGni inTervenTo Manuale di lucidaTura: una caraTTerisTica
MOLtO ApprEzzAtA
Uno stampo in assemblaggio nell’officina Mazzucconi
Lo stampo finito costruito da Mazzucconi; si tratta di una vera e propria macchina di precisione con carrelli, estrattori, circuiti di raffreddamento e altri meccanismi per ottimizzare la realizzazione del getto in alluminio