İmalat mÜhendİslİĞİ - arsiv.mmo.org.trarsiv.mmo.org.tr/pdf/00000598.pdf · mke normu dÎn...
TRANSCRIPT

tmmob makina mühendisleri odası
V. DANILEVSKY
İ M A L A TMÜHENDİSLİĞİ
Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU
YAYIN NO: 121

TMMOB MAKlNA MÜHENDİSLERİ ODASI
OCAK 1967
YAYIN NO: 121
BASKI: Yom BMB Y«y»SM^M Ud. ŞU.TA296120 ANKARA

TABLOLAR, STAfOARHAR
529

MKE NORMU DÎN NORMU GEREÇ Nr.Sl SAE/AISI NORMU
Ç 1020 C 22 1.0402 1020
KiMYASAL ANALiZi
0,150,24
Mn
0,300,60
Si
0,100,30
0,040ençok
0,050ençok
UYGULANDIĞI YERLER
MAKİNELER - CIVATALAR - SOMUNLAR vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1100-850° CYUMUŞAK TAVLAMA 650-700° cNORMAL1ZE 880-910°C
SERTLEŞTİRME .880-920°CMENEV1ŞLEME • 530-670°CSERTLEŞTİRME ORTAMI JSUDA - YAĞDA
\
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ DURUMDA
KOPMA DAYANIMI 50-65 kg/mm2
AKMA SINIRI 30 kg/mm2
KOPMA UZAMASI % 16 ( 5 d°)
NORMAUZE EDiLMiŞ DURUMDA
KOPMA DAYANIMI 42-55 kg/mm2
AKMA SINIRI 27 kg/mm2
KOPMA UZAMASI % 27 ( 5 d °)KOPMADA KESİT DARALMASI % 55
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA ençok 140 HB 30
530

MKE NORMU
Ç 1030
DÎN NORMU
—
GEREÇ Nr.Sl
—
SAE/AISI NORMU
1030
KiMYASAL ANALİZİ%
C Mn
0,600,90
Si P S
X, , , .
0,040 0,050ençok ençok
UYGULANDIĞI YERLER
MAKİNELER - DİNGİLLER - GEMİ ŞAFTLARI (uskurmili) - CIVATA vs.YAPIMINDA
ISIL İŞLEMİ DURUMUSICAK ŞFKIL VERME „ 1100 - 850 ° CYUMUŞAK TAVLAMA . . 650- 700°C
NORMALİZE „ 890 - 920° C
MENEVİŞLEME 150 - 200° CSERTLEŞTİRME 860- 90ü°C
SERTLEŞTİRME ORTAMI SUDA - YAĞDA
FİZİKSEL NİTELİKLERİ
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDAKOPMA DAYANIMI 55-80 kg/mm2
AKMA SINIRI 30-36 kg/mm2
KOPMA UZAMASI -enaz-% 20-22 (5 d°)
SERTLEŞTİRİLMİŞ DURUMDA
KOPMA DAYANIMI bO- 80 kg/mm2
AKMA SINIRI 36 kg/mm2
KOPMA UZAMASI -enaz-% 12 ( 5 d°)
NORMALİZE EDiLMiŞ DURUMDAKOPMA DAYANIMI .45-60 kg/mm2
AKMASINIRI 24kg/mm2
KOPMA UZAMASI -enaz-% 27 ( 5 d°)
ÇENTİK DAY ANIMI-DVM- 10mkg/sm2
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA -ençok-155 HB 30
531

MKE NORMU
Ç 1040
DÎN NORMU
Ç 35
GEREÇ Nr. SI
1. 0501
SAE/AISI NORMU
1040
KiMYASAL ANAÜZl
C
0,350,44
Mn
0,600,90
Si
0,100,30
P
0,040ençok
S
0,fM3ençok
UYGULANDIĞI YERLER
TRANSMİSYON MİLLERİ - RAYLAR - DlŞÜLER vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1100-»50° C
YUMUŞAK TAVLAMA 650 - 700°C
NORMALlZE 880 - 900°C
SERTLEŞTİRME 840 - 880°C
SERTLEŞTİRME ORTAMI SUDA-YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
KOPMA DAYANIMI 60-80 kg/mm2
AKMA SINIRI 33-42 kg/mm2
KOPMA UZAMASI %16-20(5d°)
ÇENTİK DİRENCİ -DVM- 6 mkg/sm2
NORMALlZE EDiLMiŞ DURUMDA^
KOPMA DAYANIMI 55 - 70 kg/mm2
AKMA SINIRI. . . .̂ 28 kg/mm2
KOPMA UZAMASI - % 22 (5 d )
AKMA DAYANIMI
300°C 22 kg/mm2
350°C 19 kg/mm2
400°C 16 kg/mm2
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA -ençok-172 HB 30
h
532

MKE NORMU
Ç 1050
DÎN NORMU
C 45
GEREÇ Nr.Sl
1.0503
"^E/AISI NORMU
1050
KiMYASAL ANALiZi
C
0,450,54
Mn
0,600,90
Si
0,100,30
P
0,040ençok
S
0,050ençok
UYGULANDIĞI YERLER
CER KANCALARI - DlŞLlLER - KAZMALAR vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1100-850°CYUMUŞAK TAVLAMA 650 - 700°C
NORMALlZE 840-870°CSERTLEŞTİRME 820- 860°C
MENEV1LEŞME 530- 670°CSERTLEŞTİRME ORTAMI YAĞDA-SUDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
KOPMA DAYANIMI '. 60-90 kg/mm2
AKMA SINIRI 36-48 kg/mm2
KOPMA UZAMASI % 18- 14 ( 5 d°)
NORMALlZE EDiLMiŞ DURUMDA
KOPMA DAYANIMI '.60-80 kg/mm2
AKMA DAYANIMI 34 kg/mm2
KOPMA UZAMASI -enaz-% 18 (5 d°)
ÇENTİK DAYANIMI -DVM- 6- 7 kgm/sm2
SERTLİK DAYANIMISUDA 61 HR c 25 mm.tfYAĞDA 58 HR c 25 mm 0YUMUŞ AK TAVLANMIŞ DURUMDA .ençok- 260 HB 3 O
533

MKE NORMU
Ç 1060
DÎN NORMU
C 60
GEREÇ Nr.Sl
1.0601
SAE/AISI NORMU
1060
KiMYASAL ANALiZi
C
0,55
0,64
Mn
0,60
0,90
Si
0,10
0,30
P
0,040
ençok
S
0,050
ençok
UYGULANDIĞI YERLER
MİLLER - ŞAFTLAR - CIVATALAR vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1100 — 850°C
YUMUŞAK TAVLAMA 650 — 700°C
NORMALlZE 820 - 850°C
SERTLEŞTİRME 800 — 840°C
MENEV1ŞLEME . . 530 - 670°C
SERTLEŞTİRME ORTAMI . SUDA-YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
KOPMA DAYANIMI 70-105 kg/mm2
AKMA SINIRI :
KOPMA UZAMASI
NORMALlZE EDiLMiŞ DURUMDA
KOPMA DAYANIMI 70-85 kg/mm2
AKMA SINIRI 39 kg/mm2
KOPMA UZAMASI . . . % 15 ( 5 d°)
MENEVİŞLENMİŞ DURUMDA SERTLİKLERİN SICAKLIKLARLA DEĞiŞiMi
200°C -60HRc/suda- 51HRc/yağda
400°C -42 HR c/suda- 35 HR c/ yağda
600°C -30 HR c/suda- 24 HR c/ yağda
SERTLİĞİ
SUDA 61,5 HR c
YAĞDA 58,4 HR c
YUMUŞAK TAVLANMIŞ DURUMDA -ençok- 243 HB 30
. ... 44 — 57 kg/mm *
. . , .%15 — 12(5d°)
534

MKE NORMU
Ç 3130
DÎN NORMU
28 NiCr 6
GEREÇ Nr.Sl
1.5714
SAE/AISI NORMU
3130
KiMYASAL ANALiZi
C
0,250,32
Mn
0,500,90
Si
0,150,35
P
0,040ençok
S
0,040ençok
Cr
0,400,60
Ni
1,251,75
UYGULANDIĞI YERLER
OTO MİLLERİ - ORTA DERECEDE DAYANIM GEREKTiREN PARÇALAR- DİŞLİLER - KRANKMlLLERl vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1050 - 850° C
YUMUŞAK TAVLAMA -durgun havada- 630 — 850° C
SERTLEŞTİRME 800 - 850° C
MENEVlŞLEME 550 - 630° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
KOPMA DAYANIMI 75-130 kg/mm2
AKMA SINIRI 55-90 kg/mm2
KOPMA UZAMASI % 10 -17 (5 d°)
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA -ençok- 217 HB 30
535

MKE NORMU
Ç 3230
DÎN NORMU
28 NiCr 10
GEREÇ Nr.Sl
1.5736
KiMYASAL ANALiZi
SAE/AISI NORMU
3230
Mn Si S Cr Ni
0,280,36
0,500,90
0,150,35
0,040ençok
0,040ençok
0,550,95
2,252,75
UYGULANDIĞI YERLER
YÜKSEK DAYANIM GEREKTİRMEYEN MAKİNE PARÇALARI - MİLLER- KAMALAR vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1050 - 850° C
YUMUŞAK TAVLAMA 630° C
SERTLEŞTİRME 800 — 850° C
MENEVlŞLEME 550 - 630° C
SERTLEŞTİRME ORTAMI , YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
KOPMA DAYANIMI 70-120 kg/mm2
AKMA SINIRI .55-85 kg/mm2
KOPMA UZAMASI % 10 -17 (5 d°)
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA -ençok- 220 Hb 30
536
MKE NORMU
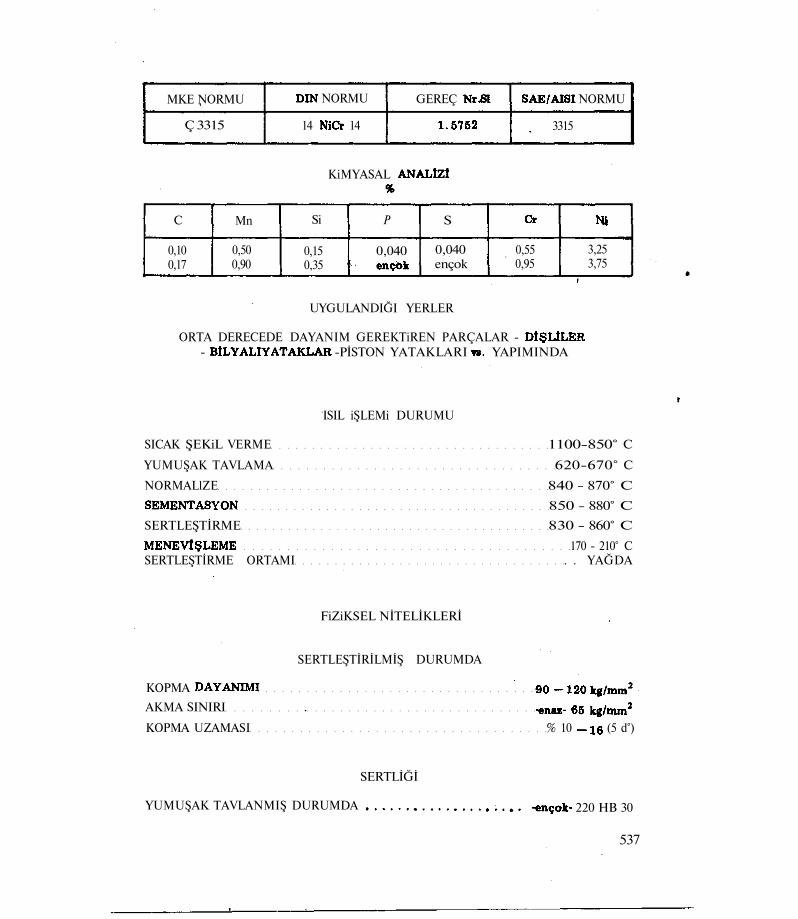
Ç 3315
DÎN NORMU
14 NiCr 14
GEREÇ NrJSl
1. 5752
SAE/AISI NORMU
3315
KiMYASAL ANALiZi
C
0,100,17
Mn
0,500,90
Si
0,150,35
P
0,040ençok
S
0,040ençok
Cr
0,550,95
Ni
3,253,75
UYGULANDIĞI YERLER
ORTA DERECEDE DAYANIM GEREKTiREN PARÇALAR - DlŞLlLER- BlLYALIYATAKLAR -PİSTON YATAKLARI w. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1100-850° C
YUMUŞAK TAVLAMA 620-670° C
NORMALlZE 840 - 870° C
SEMENTASYON 850 - 880° C
SERTLEŞTİRME 830 - 860° C
MENEVlŞLEME 170 - 210° CSERTLEŞTİRME ORTAMI . . YAĞDA
FiZiKSEL NİTELİKLERİ
SERTLEŞTİRİLMİŞ DURUMDA
KOPMA DAYANIMI ^0 -120 kg/mr
AKMA SINIRI • . <naz. 65 kg/,
KOPMA UZAMASI % 10 -16 (5 d°)mm
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA -ençok- 220 HB 30
537

MKE NORMU
Ç 3330
DÎN NORMU
31 NiCr 14
GEREÇ Nr.Sl
1.5755
SAE/AISI NORMU
3330
KiMYASAL ANALiZi
C
0,270,35
Mn
0,500,90
Si
0,150,35
P
0,040en çok
S
0,040ençok
Cr
0,550,95
Ni
3,253,75
UYGULANDIĞI YERLER
MİLLER - KAMALAR - DlŞLlLER vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME .................................. 1050 - 850° C
YUMUŞAK TAVLAMA .................................. 600 - 650° C
SERTLEŞTİRME ... ................ ............. . ...... 810-830° C
MENEV1ŞLEME ............................ . . . . . . ..... 530 - 670° C
SERTLEŞTİRME ORTAMI .................. '. ................ YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ DURUMDA
KOPMA DAYANIMI 75-125 kg/mm2
AKMA SINIRI 55-85 kg/mm2
KOPMA UZAMASI. . % 10 - 14 ( 5 do)
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA -ençok- 230 HB 30
538

MKE NORMU DÎN NORMU GEREÇ Nr.Sl SAE/AISI NORMU
Ç 4130 34 CrMo 4 1.7220 4130
KiMYASAL ANALiZi
Mn Si Cr Ni
0,250,34
0,800,90
0,150,35
0,040ençok
0,040ençok
0,801,10
0,150,25
UYGULANDIĞI YERLER
MAKİNE PARÇALARI - PALETLER - BORU KOKlLLERl - OTO HAREKETPARÇALARI - OTO AKS MlLLERl vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME : 1050 - 850° C
YUMUŞAK TAVLAMA 680 - 720° C
NORMALtZE 850 - 880° C
SERTLEŞTİRME 820 — 850° C
MENEVlŞLEME 530 — 670° C
SERTLEŞTİRME ORTAMI SUDA — YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MEVlŞLENMlŞ DURUMDA
KOPMA DAYANIMI. . . . • 70 - 120 kg/mm2
AKMA SINIRI 45 — 80 kg/mm2
KOPMA UZAMASI % 11 - 15 (5 d°)
SERTLİĞİ
SUDA 52;HR c 25 mm OYAĞDA 47 HR c 25 mm OYUMUŞAK TAVLANMIŞ DURUMDA . 217 HB 30
539

MKE NORMU
Ç 4140
DÎN NORMU
42 CrMo 4
GEREÇ Nr.Sl
1.7225
SAE/AISI NORMU
4140
KiMYASAL ANALİZİ
C
0,350,44
Mn
0,600,90
Si
0,150,35
1
P
0,040ençok
S
0,040ençok
Cr
0,801,10
Mo
0,150,25
UYGULANDIĞI YERLER
YÜKSEK DAYANIM GEREKTiREN MAKİNE PARÇALARI VE ARAÇLARI - YAPIARAÇ ve GEREÇLERi - MlLER vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1050 - 850° CYUMUŞAK TAVLAMA , 680 - 720° C
NORMAL1ZE 850 - 880° C
SERTLEŞTİRME 820 - 850° C
MENEV1ŞLEME 530 - 670° C
SERTLEŞTİRME ORTAMI SUDA -YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ DURUMDA
KOPMA DAYANIMI :... 80 —130 kg/mm2
AKMA SINIRI 55 — 90 kg/mm2
KOPMA UZAMASI ; % 10 - 14 ( 5 d )
SERTLİĞİ
YUMUŞAK TAVLAMA SONUNDA -ençok- 217 HB 30
540

MKE NORMU
Ç 5140
DÎN
41Cr4
GEREÇ Nr 51
1. 7035
SAE/AISI NORMU
5140
KiMYASAL ANALiZi
C
0,350,44
Mn
0,600,90
Si
0,150,35
P
0,040ençok
S
0,040ençok
Cr
0,801,10
UYGULANDIĞI YERLER
YÜKSEK DANAYIMLI MAKİNE YAPIM GEREÇLERi - KARANKMlLLERl -ALEV SERTLEŞTlRlLMESlNE UYGUN ARAÇ ve GEREÇ YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1050 - 850° C
YUMUŞAK TAVLAMA 680 - 720° C
NORMALtZE 860 - 880° C
SERTLEŞTİRME 820 - 850° C
MENEVlŞLEME 530 - 670° C
SERTLEŞTİRME ORTAMI SUDA-YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
KOPMA DAYANIMI 80-120 kg/mm2
AKMA SINIRI 55-80 kg/mm2
O ,KOPMA UZAMASI % 11 - 14 ( 5 d )
840° C DE YAĞDA SERTLEŞTlRlLlP 600° C DE MENEVİŞLENDİĞİNDE
KOPMA DAYANIMI 95 kg/mm2
AKMA SINIRI 70 kg/mm2
KOPMA UZAMASI % 20
KOPMADA KESİT DARALMASI % 65
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA -«nçok- 277 HB 30DÖVÜLMÜŞ ve AĞIR SOĞUTULMUŞ DURUMDA , 200 HB 30
doku; ferritik-berlitikDÖVÜLMÜŞ ve HIZLI SOĞUTULMUŞ DURUMDA 280 HB 30
doku; painitik
541

MKE NORMU DÎN NORMU GEREÇ Nr.Sl SAE/AISI NORMU
Ç 8640 8640
KiMYASAL ANALiZi
0,350,44
Mn
0,701,00
Si
0,150,35
0,40ençok
0,40ençok
Cr
0,400,60
Ni
0,400,70
Mo
0,150,25
UYGULANDIĞI YERLER
PERVANE MİLLERİ - ŞAFTLAR vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1100 - 850° C
YUMUŞAK TAVLAMA -fırında- 870 - 830° C
NORMALlZE . -havada- 880 - 930° C
SERTLEŞTİRME 830 — 860° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
- 854° C suda sertleştirilip 649° C da menevislenmiş-
KOPMA DAYANIMI 103 kg/mm2
AKMA SINIRI 92 kg/mm2
KOPMA UZAMASI % 19 ( 5 d°)
KOPMADA KESlT DARALMASI % 43
SERTLİĞİ 321 HB 30 HV
NORMALlZE EDiLMiŞ DURUMDA
KOPMA DAYANIMI 79 kg/mm2
AKMA SINIRI . 6 0 kg/mm2
KOPMA UZAMASI % 20 ( 5 d° )
KOPMADA KESİT DARALMASI % 41,5
SERTLİK 222 HB 30
542

MKE NORMU
Ç 1090
DÎN NORMU
C 85 W S
GEREÇ Nr.Sl
1. 1830
SAE/AISI NORMU
1090
KiMYASAL ANALiZi
C
0,850,95
Mn
0,600,90
Si
0,100,30
P
0,040ençok
S
0,050ençok
UYGULANDIĞI YERLER
GREYDER ve DOZER BIÇAKLARI — MATKAP, ZIMBA GiBi KESME TAKIMLARI —BALYOZLAR - KESERLER - ÇEKİÇLER - EĞELER - AĞAÇ TESTERELERİ ve
ÇELiK HALAT TELLERİ vs. YAPIMINDA
ISIL iŞLEMi DURUMUSICAK ŞEKiL VERME 1000 - 800° C
YUMUŞAK TAVLAMA 680 — 710° C
GERiLiM GİDERİCİ TAVLAMA -fırında veya durgun havada- ; . . . 600 - 650° C
SERTLEŞTİRME . . . ' 790 - 820° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NİTELİKLERİ
SUDA SUVERlLDlĞtNDE
SERTLİĞİN MENEVİŞ SICAKLIKLARIYLA DEĞiŞiMi
100° C 65 HR c150° C 64 HR c200° C : . . . . 62 HR c250° C 59 HR c300° C . . 55 HR c400° C 45 HR c600° C 40 HR c
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDAKOPMA DAYANIMI 115 kg/mm2
AKMA DAYANIMI 90 kg/mm2
KOPMA UZAMASI , % 7 (5d°)
KOPMADA KESİT DARALMASI ; . % 30
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA 220 HB 30 HVSERTLEŞTİRİLMİŞ DURUMDA 63 HR c
543

MKE NORMU
Ç 10110
DÎN NORMU
C110W1
GEREÇ Nr.Sl
1.1550
SAE/AISI NORMU
10110
KiMYASAL ANALiZi
C
1,001.20
Mn
0,25en çok
Si
0,25en çok
P
0,030ençok
S
0,030ençok
UYGULANDIĞI YERLER
FREZELER - RAYBALAR - KLAVUZLAR - PAFTALAR - BIÇAKLAR - EĞELERvs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1000 - 800° C
YUMUŞAK TAVLAMA -formda- 700 — 680° C
NORMALlZE -havada- 820 — 800° C
GERiLiM GİDERİCİ TAVLAMA 650 - 600° C
SERTLEŞTİRME 810 - 780° C
MENEVlŞLEME 300 - 100° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NiTELiKLER!
SUDA SUVERlLDlĞlNDE
SERTLİĞİN MENEVİŞ SICAKLIKLARlYLE DEĞiŞiMi
100° C 65 HR c
150° C 64HRc200° C 62 HR c
250° C 58 HR c
300° C 54 HR c
SERTLİĞİ
SUDA . 65 HR c mm <f>YAĞDA 61 HR cYUMUŞAK TAVLANMIŞ DURUMDA -ençok- 210 HB 30
544
h«

MKE NORMU
C 10115
DÎN NORMU
C 110 W 2
GEREÇ NrJSl
1.1650
SAE/AISI NORMU
—
KiMYASAL ANALiZi
C
1,001,20
Mn
0,35ençok
Si
0,30ençok
P
0,030ençok
S
0,030ençok
UYGULANDIĞI YERLER
ÇOK SERT TAŞLARIN, TAHTA ve DERi İŞLENMESİNDE KULLANILANTAKIMLARIN YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1000 - 800° C
YUMUŞAK TAVLAMA 680 - 710° C
GERiLiM GİDERİCİ TAVLAMA 600 - 650° C
SERTLEŞTİRME . „ . -yağda- 780 - 810° C
SERTLEŞTİRME -suda- 760 — 790° C
MENEVlŞLEME 100 - 300° C
FiZiKSEL NiTELiKLER!
SUDA SUVERlLDlĞlNDE
SERTLİĞİN MENEVİŞ SICAKLIKLARIYLE DEĞiŞiMi
100° C 65 HR c
150° C 64 HR c
200° C 62 HR c
250° C 58 HR c
300° C 54 HR c
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA -ençok- 210 HB 30
545

MKı' NORMU
C 3150
DÎN NORMU GEREÇ Nr.Sl SAE/AISI NORMU
3150
KiMYASAL ANALiZi
0,460,54
Mn
0,600,90
Si
0,150,35
0,040ençok
S
0,040ençok
Cr
0,600,90
Ni
1,001,50
UYGULANDIĞI YERLER
KALIPLEK ÇELİKLER - SICAK DÖVME KALIPLARI - OTOMOBiL ve MAKlNEPARÇALARI - AŞINMAYA KARŞI DAYANIMLI PARÇALARIN YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1050-850° C
YUMUŞAK TAVLAMA -fırında- 660 - 700° C
NORMALlZE -havada- 860 - 880° C
SERTLEŞTİRME 840 - 880° C
MENEVlŞLEME ; 400- 600° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
KOPMA DAYANIMI 75-130 kg/mm 2
AKMA SINIRI 55 — 90 kg/mm2
KOPMA UZAMASI % 10 - 14 (5d°)
SERTLİĞİN MENEVlŞLEME SICAKLIKLARIYLE DEĞiŞiMi
200° C -yağda- 57 HR c/suda 54 HR ç
400° C . -yağda- 50 HR c/suda 50 HR c
600° C -yağda- 37,5 HR c/suda 33 HR c
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA 217 HB 30
ERİŞİLEN SERTLİK -ençok- 56 HR c
546
J f

MKE NORMU
Ç 5330
DÎN NORMU
X 32 CrMoV 33
GEREÇ Nr.Sl
1.2365
S AE/AISI NORMU
5330
KiMYASAL ANALiZi
C
0,250,34
Mn
0,200,40
Si
0,200,40
P
0,025en çok
S
0,025ençok
Cr Mo ' Vf |
2,50 2,50 0,403,50 3,00 0,70
UYGULANDIĞI YERLER
ÇOK YÜKSEK ISI ETKİLERİNE DAYANIMLI ve YÜKSEK ALAŞIMLIDIR, SÜREKLİSICAKLIK DEĞİŞİMİNE DAYANIMLI OLDUĞUNDAN, SIÇ AKİ Ş KALIPLARI* SICAK
KESEN MAKAS BIÇAKLARI-SICAK DÖVME PRESLERİNDE-DELME vs. İŞLERiN YAPIMINDA
ISIL İŞLEMİ DURUMU
SICAK ŞEKİL VERME -kiüde- 1100-850° C
YUMUŞAK TAVLAMA -fnrmda- 710-770° C
GERİLİM GİDERİCİ TAVLAMA -fırında- 600 650° C
SERTLEŞTİRME 1020 -1070° C
SERTLEŞTİRME ORTAMI . . . -yağda, durgun havada veya tuz ve metal banyosunda.-
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ DURUMDA KOPMA DAYANIMI . . 190 kg/mm2
SERTLİĞİN MENEVtŞLEME SICAKLIKLARİYLE DEĞiŞiMi
600° C 61 HR c
650° C 55HRc
700° C 40 HR c
547

MKE NORMU
Ç 7430
DÎN NORMU
X 30 WCr V 53
GEREÇ Nr.Sl
12567
SAE/AISI NORMU
7430
KiMYASAL ANALiZi
0,250,34
Mn
0,200,40
Si
0,150,35
0,0250,030
0,0250.030
Cr
2,503,50
Ni
0,400,60
W
3,504,50
0,400,60
UYGULANDIĞI YERLER
PRESLER ÖRS ve KALIPLARI - SICAK ÇEKME ve UZATMA PRESLERİ- SICAKBASMA KALIPLARI - YÜKSEK ISI ve BASINCA DAYANIMLI SALMASTRA vs
YAPIMINDA TERCiH EDlLMELlDlR.
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1100 - 850° C
YUMUŞAK TAVLAMA 740-780° C
SERTLEŞTİRME 1050 -1150° C
MENEVtŞLEME . 600- 700° C
GERiLiM GÎDERlCl TAVLAMA . 600 - 650* C
SERTLEŞTİRME ORTAMI -yağda, tuzda veya metal banyosunda —
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ DURUMDA KOPMA DAYANIMI 180 kg/mm2
KOPMA DAYANIMI ve SERTLİĞİN SICAKLIKLARLA DEĞtŞlMt
600° C 170 kg/mm2 58 HRc
650° C 155 kg/mm2 53 HR c
700° C 115 kg/mm2 42 HRc
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA 240 HB 30
SERTLEŞTlRlLMt Ş DURUMDA -ençok- 61 HR c
H'
548

MKE NORMU
Ç 7930
DÎN NORMU
X 30 WCrV 93
GEREÇ Nr.Sl
1.2581
SAE/AISI NORMU
7930
KiMYASAL ANALİZİ
ç
0,280,34
Mn
0,20, 0,40
Si
0,150,35
P
0,030ençok
S
0,030ençok
Cr
2,503,50
V
0,400,60
W
8,0010,00
UYGULANDIĞI YERLER
YÜKSEK SICAKLIKLARDA ŞEKİLLENECEK PARÇALAR--ÇOK YÜKSEKDAYANIM GEREKEN SICAK MAKAS BIÇAKLARÎ-DÖVME MAKİNELERİTAKIMLARI-SÜPAP KONİLERİNDE KULLANILAN KALIPLAR- BASMA
SURETİYLE CIVATA--SOMUN, PERÇİN TAKIMLARI-METAI/PRES veBORU PRES MAKİNELERl-TAKIM PARÇALARI-KÜÇÜK FAKAT ÇOKYÜKSEK DAYANIMLI BURÇLARIN İTME ZIMBALARI-PRES KALIPLARI
-PRESLEMEDE BASMA KOL ve BASMA KAFALARI YAPIMINDA
ISIL İŞLEMİ DURUMUSICAK ŞEKİL VERME 1100 - 850° C
YUMUŞAK TAVLAMA 740 - 780° C
GERİLİM GİDERİCİ TAVLAMA 600 - 650° C
SERTLEŞTİRME , 1100 - 1150° C
- yağda, -durgun havada, -püskürtme hava veya tuzda -metal banyoda 450-500 C'de
soğutulacak. İlk ısıtma 850° C ye kadar bölünmeden sürekli olakcaktır.
FİZİKSEL NİTEyKLERÎ
MENEVİŞ SICAKLIKLARIYLE KOPMA DAYANIMI DEĞİŞİMİ
- yağda sertleştirildiğinde •
600° C 175 kg/mm2
650° C . 160 kg/mm2
-havada sertleştirildiğinde •
600° C 150 kg/mm:
650° C : 135 kg/mm2
700° C 120 kg/mm2700° C 120 kg/mm2
SERTLİĞİ
YAĞDA 49,6 HR c veya 520 HB 30
HAVADA 43,2 Hr c veya 430 HB 30YUMUŞAK TAVLANMIŞ DURUMDA 240 HB 30
549

MKE NORMU
Ç 1390
DÎN NORMU GEREÇ Nr£l SAE/AIS1 NORMU
KiMYASAL ANALiZi
1390
Mn
0.850,84
1,60
Si
0,150,35
0,040ençok
0,040euçok
UYGULANDIĞI YERLER
TAKIMLAR ÇEKME KALIPLARI -3 mm KALINLIĞA KADAR SAÇLARINKESKİZIMBALARI-KESKİ PARÇALARI-KOMPLÎKE KESKİ MATRÎSLERI-KÜÇÜK
MAKAö ÜİÇAKLARI vs. YAPIMINDA.
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1050-850° C
YUMUŞAK TAVLAMA .formda- 680-720° C
SERTLEŞTİRME 790-820° C
MENEVlŞLEME 100 - 300° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NİTELİKLERİ
MENEVİŞLENMİŞ DURUMDA SERTLİĞİN SICAKLIKLARLA DEĞiŞiMi
100° C 64 HR c
200° C 62 HR c
300° C 57 HR c
SERTLİĞİ
SUDA 61 - 64 HR c 25 mm O
YAĞDA . 60 HR c 25 mm O
YUMUŞAK TAVLANMIŞ DURUMDA 220 HB 30
550
h

MKE NORMU
Ç 5190
DÎN NORMU
105 MnCr 4
GEREÇ Nr.Sl
1. 2127
SAE/AISI NORMU
5190
KiMYASAL ANALiZi
C
0,851,00
Mn
0,601,00
Si
0,150,35
P
0,040ençok
S
0,040ençok
Cr
0,801,10
UYGULANDIĞI YERLER
SAÇ İŞLEME KESKILERI-BASKI TAKIMLARI-KÜÇÜK MAKAS BIÇAKLARI-CEVHER ÖĞÜTME BtL YALARI—YATAK W L YALARI vs. YAPIMINDA
ISIL İŞLEMi DURUMU
SICAK ŞEKiL VERME -külde, fırında- 1050 - 850° C
YUMUŞAK TAVLAMA -fırında- 710 - 750° C
SERTLEŞTİRME 800-830° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NiTELiKLER!
SERTLtflN MENEVtŞLEME SICAKLIKLARIYLE DEĞiŞiMi
100° C 64HRc
150° C 63 Miti
200° C 62 HR c
250° C 60 HR c
300° C 58 HR c
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA 225 HB 30
SERTLEŞTİRİLMİŞ DURUMDA 64 HR c
551

MKE NORMU
Ç 7245
DÎN NORMU
45WCrV7
GEREÇ Nr. SI
1. 2542
SAE/AISI NORMU
7245
KiMYASAL ANALiZi
C
0,400,50
Mn
0,200,40
Si
0,801,10
P
0,030ençok
S
0,030ençok
Cr
0,801,20
V
0,150,25
W
1,802,10
UYGULANDIĞI YERLER
KALIN SAÇLARIN, LAMALARIN, KÖŞEBENTLERİN -5 mm den daha kalın-İŞLENMESİNDE KULLANILAN ye DAYANIMLI OLMASI GEREKEN KESKİLER
-YÜKSEK DAYANIM ETKİSİNDE KALAN SOĞUK DELGlLER-AĞAÇ KESMEDEKULLANILAN MAKtNE BIÇAKLARI-BASINCA DAYANIMLI EL ALETLERl-
BASINÇLA ÇALIŞAN TAKIMLARIN -keski, kama, balyoz vs. -YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME -külde- 1050 - 850° C
YUMUŞAK TAVLAMA -fırında- 710 - 750° C
SERTLEŞTİRME 890 - 920° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NiTELiKLER!
SERTLl ĞlN MENEVl ŞLEME SICAKLIKLARIYLE DEGt ŞlMl
200° C 53 HR c300° C 51 HR c400° C 49 HR c
SERTLİĞİ
YAĞDA .. 54 HR c 25 mm O
YUMUŞAK TAVLANMIŞ DURUMDA 225 HB 30
552

MKE NORMU
Ç 72100
DÎN NORMU
105WCr6
GEREÇ Nr.Sl
1.2419
SAE/AISI NORMU
72100
KiMYASAL ANALtZt
C
0,901,10
Mn
0,701,00
Si
0.150,35
P
0,040ençok
S
0,040ençok
Cr
0,801,10
W
1,00120
UYGULANDIĞI YERLER
MAKAS ÇAKILARI-MASTARLAR-SOĞUK KESME iŞLERiN DE-Vİ D A AÇMATAKIMLARI -METAL PERGELLER-KUMPASLAR-KESKlLER-ÖLÇÜ ALETLERi
vs, YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME -külde- 1050-850° C
YUMUŞAK TAVLAMA -fırında- 710 - 750° C
SERTLEŞTİRME 800 — 830° C
MENEVtŞLEME -kurşun, yağ, veya tuz banyosunda: 150-250° C
SERTLEŞTİRME ORTAMI . . YAĞDA
FiZiKSEL NiTELiKLER!
SERTLİĞİN MENEVtŞLEME SICAKLIKLARlYLE DEĞiŞiMi
100° C 64 HR c
150° C 62 HR c
200° C 61 HR c
250° C 60HRc
300° C 58 HR c
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA 230 HB 30
SERTLEŞTİRİLMİŞ DURUMDA 64 HR c
553

c0,700,80
Mn
0,200,40
Si
0,200,40
P
0,030ençok
S
0,030ençok
Cr
3,804,50
Mo
0,50ençok
V
2,002,20
W
17,5018,50
'^Lmı
MKE NORMU
Ç 71875
DÎN NORM
S 18-0 2
GEREÇ rtr.Sl
1. 3357
SAE/AISI NORMU
71875
KiMYASAL ANALiZi
UYGULANDIĞI YERLER
UZUN ÇALIŞMA PERİYOTLARI SONUCU SERTLİKLERİNİ KAYBETMEYENÇOK YÜKSEK DAYANIMLI KESİCİ TAKIMLAR - HELÎSEL MATKAPLAR -
FREZE BIÇAKLARI - TALAŞ BIÇAKLARI - METAL TESTERELERİvs. YAPIMINDA
ISIL İŞLEMİ DURUMU
SICAK ŞEKİL VERME *il veya fırında- 1150 - 900° C
YUMUŞAK TAVLAMA 770-820° C
SERTLEŞTİRME 1240 -1280° C
MENEVİŞLEME 550- 570° C
SERTLEŞTİRME ORTAMI -yağda durgun havada veya »çak banyoda- 500 - 550° C
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA 240 - 310 HB 30
SERTLEŞTİRİLMİŞ ve MENEVt ŞLENMİ Ş DURUMDA 63-65 HR c
554

MKE NORMU DÎN NORMU GEREÇ NrJSl SAE/AISI NORMU
Ç 3915 X 12 Cr Ni 18 8 1.4300 304
KİMYASAL ANALİZİ
0,100,20
Mn
0,400,80
Si
0,400,80
0,030ençok
0,030ençok
Cr
17,0020,00
Ni
8,0010,00
UYGULANDI Q YERLER
ÖSTENtTİK BÖLÜMÜN EN ÖNEMLİ ÇELİĞİDİR. ASİTLERE ve SUYA KARŞIDAYANIMLIDIR. ÇENTİK DAYANIMI YÜKSEKTİR-ÖZELLİKLE DÜŞÜK
SICAKLIKLARDA İYİ KAYNAK YAPILIR. YÜKSEK ESNEKLİĞE ve SICAKLIĞAKARŞI DAYANIMLIDIR. BÜTÜN BU ÖNEMLİ ÖZELLİKLERİ YANISIRA,İŞLENMESİ DE KOLAY OLDUĞUNDAN, ENDÜSTRİNİN HER DALINDA
KULLANILIR. EV ve MUTFAK, EŞYALARINDA-BESİN-ŞEKERLİ MADDELERENDÜSTRİSINDE-GENELLtKLE SÜT ENDÜSTRİSİ MAKİNELERİ YAPIMINDA
TEKSTİL ve KİMYA ENDÜSTRİSİNDE -T1PDA CERRAHİ ALETLERİNDE
ISIL İŞLEMİ DURUMU
SICAK ŞEKİL VERME -durgun havada- 750 - 1150° C
SERTLEŞTİRME 1050 -1100° C
SERTLEŞTİRME ORTAMI HAVADA
FiZiKSEL NİTELİKLERİ
SERTLEŞTİRİLMİŞ DURUMDA ve 20° C da 130 - 180 HB 30
KOPMA DAYANIMI 50-70 kg/mm2
AKMA SINIRI 22 kg/mm2
KOPMA UZAMASI -enaz- % 50 ( 5 d° )
E - MODÜLÜ 20300 kg/mm2
ÇENTİK DAYANIMI 20 mkg/sn2
DERİN ÇEKME ÖZELLİĞİ -bu kalınlıktaki saçta Erichsen'e gâre -enaz- 13 mm.
555

MKE NORMU DÎN NORMU GEREÇ Nr. SI SAE/AISINORMU
Ç 51420 X 20 Cr 13 1. 4021 51420
KİMYASAL ANAÜZİ
0,150,30
Mn
0,901,20
Si
0,701,00
0,030ençok
0,030ençok
12,0014,00
UYGULANDIĞI YERLER
PASA KARŞI DAYANIMLIDIRHPİSTON ve BASINCA DAYANIMLI PARÇALARPOMPALAR ve ÇEŞİTLİ TÜRBİNLERİN YAPIMINDA
ISIL İŞLEMİ DURUMU
SICAK ŞEKİL VERME '. -külde- 1100 - 850° C
YUMUŞAK TAVLAMA -fırmda- 800 - 760° C *» *
SERTLEŞTİRME , 980 —1030° C
MENEVİŞLEME 700 - 750° C
SERTLEŞTİRME ORTAMI -yağda, tuzda, veya metal banyosunda- 260° C
FİZİKSEL NİTELİKLERİ
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
- 92ü" C/Yağda 2 saat 700° C da menevişlenmiş -
KOPMA DAYANIMI 75 kg/mnı2
AKMA SINIRI 60 kg/mm2 *ü \
KOPMA UZAMASI % 25 (5 d° )
KOPMADA KESİT DARALMASI % 65
ÇENTİK DAYANIMI -DVW- 8 rnkg/mm2 j, ^
KOPMA DAYANIMININ SICAKLIKLARLA DEĞİŞİMİ hî/i. «
450° C 140 kg/mm2 550° C 120 kg/mm2
500° C 135 kg/mm2 600° C . .- 100 kg/mm2
SERTLİĞİ ,kf
YUMUŞAK TAVLANMIŞ DURUMDA 220 HB 30 *̂ *SERTLEŞTİRİLMİŞ DURUMDA 45,5 HR c veya 430 HB 30SERTLEŞTÎRİLMİ Ş DURUMDA KOPMA DAYANIMI 150 kg/mm2 ' .
NS4"w

MKE NORMU DÎN NORMU GEREÇ Nr.Sl SAE/AISI NORMU
Ç 3415 14 Ni Cr 18 1. 2745 '3415
KiMYASAL ANALiZi
Mn Si S Cr Ni
0,110,18
0,300,60
0,150,35
0,035ençok
0,035ençok
0,901,30
4,250,75
UYGULANDIĞI YERLER
GENELLiKLE YÜKSEK DAYANIM GEREKTiREN YERLERDE-KRANK MtLLERl-ŞANZUMAN DİŞLİLERİ vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 1100 - 850° C
YUMUŞAK TAVLAMA 610 - 650° C
NORMALtZE 830-850° C
SEMENTASYON 870 - 920° C
SERTLEŞTİRME . 780 - 800° C
MENEVtŞLEME 150- 180° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ DURUMDA
KOPMA DAYANIMI 120-140 kg/mm1
AKMA SINIRI 90 kg/mm2
KOPMA UZAMASI % 8 -14 ( 5 d°)
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA -ençok- 240 HB 30
557

MKE NORMU
Ç 8620
DÎN NORMU
-
GEREÇ Nr. SI
—
SAE/AISI NORMU
8620
KiMYASAL ANALİZİ
C
0,160,24
Mn
0,600,90
Si
0,150,35
P
0,040ençok
S
0,040ençok .
Cr
0,400,60
Ni
0,400,70
Mo
0,150,25
UYGULANDIĞI YERLER
OTO DİŞLİLERİ -TRAKTÖR DİŞLİLERİ vs. YAPIMINDA
ISIL İŞLEMİ DURUMU
SICAK ŞEKİL VERME 1100 - 850° C
YUMUŞAK TAVLAMA 790 - 840° C
NORMALİZE 870 - 910° C
SEMENTASYON 930° C
SERTLEŞTİRME 830 - 870° C
SERTLEŞTİRME ORTAMI YAĞDA
FİZİKSEL NİTELİKLERİ
SERTLEŞTİRİLMİŞ DURUMDA
KOPMA DAYANIMI 76 kg/mm2
AKMA SINIRI 65 kg/mm*
KOPMA UZAMASI % 23 (5 d°)
KOPMADA KESİT DARALMASI % 63
NORMALİ ZE EDİLMt Ş DURUMDA
KOPMA DAYANIMI 59 kg/mm2
AKMA SINIRI 40,5 kg/mm2
KOPMA UZAMASI % 27 ( 5 d° )
KOPMADA KESİT DARALMASI % 60
900° C de HAVADA SOĞUTULMUŞ ve 650° C deMENEVİŞLENMİŞ DURUMDA SERTLİĞİ 156 HB 3U
MENEVİŞLENMİŞ DURUMDA SERTLİĞİN SICAKLIKLA DEĞiŞiMi
200° C . . . . 36 HR c / suda- 400°C • • 22,5 J?H c / suda-600° C 14,5 HR c / suda
SERTLİĞİ
854° C de SUDA SERTLEŞTİRlLMl Ş ve 649° C deMENEVİŞLENMİŞ DURUMDA 241HB30
558

MKE NORMU DÎN NORMU GEREÇ NrJSI SAE/AISI NORMU
Ç 9245 46 Si 7 1.0902 9245
KiMYASAL ANALiZi
Mn Si
0,400,49
0,500,80
1,501,80
0,950ençok
0,050ençok
UYGULANDIĞI YERLER
VAGON TAMPON YAYLARI-HELİSEL OLUKLU YAYLAR-MAKAS YAYLARI vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 900-820° C
YUMUŞAK TAVLAMA 680 - 650° C
SERTLEŞTİRME 850- 820° C
MENEVÎŞLEME . 470 540° C
SERTLEŞTİRME ORTAMI SUDA-YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
KOPMA DAYANIMI 130-150 kg/mm1
AKMASINIRI 110kg/mm2
KOPMA UZAMASI % 6 ( 5 d° )
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA 230 HB 30HADDELENMİŞ DURUMDA 255 HB 30 HV
559

MKE NORMU
Ç 9255
DÎN NORMU
55 Si 7
GEREÇ Nr.Sl
1. 0904
SAE/AISI NORMU
9255
KiMYASAL ANALiZi
C
0,500,60
Mn
0,500,90
Si
1,501,90
P
9050ençok
S
0,050ençok .
UYGULANDIĞI YERLER
ÇEŞİTLİ İŞLERDE YAY OLARAK - OTO YAYLARI-7 mm. ye KADAR YAPRAK YAYLARI vs. YAPIMINDA
ISIL iŞLEMi DURUMU
SICAK ŞEKiL VERME 900-830° C
YUMUŞAK TAVLAMA 650 - 680° C
SERTLEŞTİRME 830 — 860° C
MENEVlŞLEME 470-540° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
KOPMA DAYANIMI 130 -150 kg/mm2
AKMA ÖINIRI 110 kg/mm2
KOPMA UZAMASI % 6 ( 5 d° )
SERTLİĞİ
HADDELENMİŞ DURUMDA 290HB30
YUMUŞAK TAVLANMIŞ DURUMDA . 240 HB 30
560

MKE NORMU DÎN NORMU GEREÇ Nr.Sl SAE/AISI NORMU
C 9265 65 Si 7 1. 0906 9265
KiMYASAL ANALiZi
Mn Si S
0,600,70
0,500,90
1,502,00
0,050ençok
0,050ençok
UYGULANDIĞI YERLER
ÇEŞİTLİ YERLERDE YAY OLARAK-OTO YAYLARI-7 mm den KALIN YAPRAK YAYLARI vs. YAPIMINDA
ISIL İŞLEM DURUMU
SICAK ŞEKiL VERME 900 - 830° C
YUMUŞAK TAVLAMA 650 - 680° C
SERTLEŞTİRME 830 - 860° C
MENEVİŞLEME l 470 - 540° C
SERTLEŞTİRME ORTAMI YAĞDA
FiZiKSEL NİTELİKLERİ
SERTLEŞTİRİLMİŞ ve MENEVİŞLENMİŞ DURUMDA
KOPMA DAYANIMI 130 -150 kg/mm1
AKMA SINIRI 110 kg/mm2
KOPMA UZAMASI % 6 ( 5 d°)
SERTLİĞİ
YUMUŞAK TAVLANMIŞ DURUMDA 240 HB 30
HADDELENMİŞ DURUMDA 310 HB 30
561

MKE NORMU
Ç 1350
DÎN NORMU
46Mn7
GEREÇ Nr.Sl
1. 0934
SAE/AISI NORMU
1350
KİMYASAL ANALİZ!
0,450,54
Mn
1,601,90
0,150,35
0,040ençok
0,050ençok
562
UYGULANDIĞI YERLER
TAKIM KALIPLARI - ÇEKME KALIPLARI vs. YAPIMINDA
ISIL İŞLEMİ DURUMU
SICAK ŞEKİL VERME 830 - 1100° C
YUMUŞAK TAVLAMA 650 - 700° C
SERTLEŞTİRME 820 - 860° C *"
MENEYlŞLEME 470-540° C
SERTLEŞTİRME YAĞDA
«tFiZiKSEL NiTELiKLER!
SERTLEŞTİRİLMİŞ w MENEVÎ ŞLENMl Ş DURUMDA
.nKOPMA DAYANIMI 120-135 kg/mm2
AKMA SINIRI 105 kg/mm1
KOPMA UZAMASI '. % 6 ( 5 d° ) 1il
SERTLİĞİ *
• *SUDA 55 HR c
YAĞDA 48, 3 HR cHADDELENMİŞ DURUMDA 260 HB 30
î
Wu*;"

MKE NORMU
Ç 1117
DÎN NORMU
15 S 20
GEREÇ Nr.Sl
1. 0723
SAE/AISI NORMU
1117
KiMYASAL ANALiZi
C
0,140,22
Mn
1,001,30
Si
0,100,30
P
0,014ençok
S
0,080,13
UYGULANDIĞI YERLER
CIVATALAR--6OMUNLAR Seri yapım - ÖSTRlBÜTÖR MÎLLERt -KAMALAR - MAFSAL CIVATALARI vs. YAPIMINDA
ISIL İŞLEMi DURUMU
YUMUŞAK TAVLAMA fırında- 650-700° C
NORMALİZE -havada- 890 -920° C
SEMENTASYON , 780 - 890° C
SERTLEŞTİRME . 780 - 890° C
MENEVlŞLEME 150 - 200° C
SERTLEŞTİRME ORTAMI YAĞDA -SUDA
FiZiKSEL NİTELİKLERİ
YUMUŞAK TAVLANMIŞ DURUMDA
SERTIlK 157 HB 30
KOPMA DAYANIMI . 38 kg/ıran2
AKMA SINIRI 22 kg/mm2
KOPMA UZAMASI % 25 (5 d° )
SOĞUK ÇEKİLMİŞ DURUMDA
ÇAPLARI KOPMA DAYANIMLARI UZAMALARImm kg/mm %-10 55-75 7
10-30 50-70 10
30-80 38-65 12
SERTLİĞİ
SUDA 27,3 HRc
YAĞDA 21,2 HR c
563

MKE NORMU
Ç 1137
DÎN NORMU
35 S 20
GEREÇ Nr.Sl
1.0726
SAE/AISI NORMU
1137
KiMYASAL ANALİZİ
C
0,320,39
Mn
1,351,63
Si
0,30ençok
P
0,040ençok
S
0,0800,130
UYGULANDIĞI YERLER
OTOMATİK ÇALIŞAN -TEZGAHLARDAİŞLENECEKPARÇALAR ISLAH ÇELİKLERİNİN KULLANILMASI
GEREKEN YERLERDE
ISIL İŞLEMİ DURUMU
SICAK ŞEKİL VERME 850 - 1150° C
NORMAUZE 860-890° C
MENEVİŞLEME 530-670° CYUMUŞAK TAVLAMA 650 - 700° C
SERTLEŞTİRME -suda- 840- 870° C
SERTLEŞTİRME -yağda- 850-880° C
FİZİKSEL NİTELİKLERİ
SOĞUK ÇEKİLMİŞ DURUMDA KOPMA DAYANIMI 70-90 kg/mm2
564

KOPMA DAYANIMIYLE BRlNEL SERTLtK DEĞERi ARASINDAKİ iLiŞKiLER
SB = nHB
HM : BRtNEL SERTtLĞt BiL YA ÇAPI 10 mm; 3000 kg
n :FAKTÖR
6B : KOPMA DAYANIMI kg/mm2
FAKTÖR n DEĞERi,
l— Akma dayanımı oranı < % ve normal tavlanmış korbonlu çelikler için .... 0,36
2 - Akma dayanım oranı-rr— % 65—80 olan alaşımlı çeliklerinOD
a) BRtNEL SERMlĞt -ençok- 230 HB ise 0,34
b) BRtNEL SERTLİĞİ-ençok 230-350 HBise 0,35
3 Akma dayanım oranı > % 80 olan alışımlı çeliklerdea) BRtNEL SERTLİĞİ -ençok- 260 ise 0,33b) BRtNEL SERTLİĞİ -ençok-260-380 ise 0,34c) BRlNEL SERTLİĞİ ençok- 380-510 ise 0,35d) BRtNEL SERTLİĞİ -ençok- 510-630 ise ." 0,36
alınmalıdır.
565

V/ı
8.
MKE NORMU ÇELİKLERLE YABANCI ÇEÜK NORMLARI KARŞILIKLAR
ÇELÎ K TÜRLER!
KARBONLUÇELİKLER
YÜKSEK KAKBON.LU ÇELİKLER
KARBON-MAN-GANLI ÇELİKLER
KARBONLU OTO-MAT ÇELİKLERİ
NlKEL-KROMLUÇELİKLER
MKENORM-LAR!
Ç 1020Ç 1030Ç 1040Ç105CÇ 1060Ç 1090
Ç 10İ1ÜÇ 10Î1E
Ç 1350Ç 1390
Ç 1117Ç 1137
Ç 3130Ç 3150Ç 323üÇ 3815Ç 3330Ç 3415Ç 3915
SAENORM-LAR1
1020lOSO1040105610601090
——
13501390
11171137
313031&032303315333034153915
GEREÇNrJarı
1.04011.0402İ.05011.05031.06011.1830
1.1550Î.1650
İ.09431.2642
1.07231.0726
1.5714
—1.57361.57521.57551.27451.4800
DÎNNORMLARI
C 15C 22C35C45C 60
C85W 1
C 110 W 1C 115 W 2
46Mr»790 Mn V 8
15 S 2035 S 20
28NiCr6—
28 Ni Cr 1014 Ni Cr 1431 Ni Cr 1414 Ni Cr 1812 CrNi 18 8
BÖHLERNORMLARI
————
HH"̂
EKTRA ZÂBPRIMAMH
_
M£T
—-~
——
AUTO 25NCH
—AUTOExtNCH
Ef SpezialAS 2
MARATONNORMLARI
————
UB80•«•
SSJTfOSES4
— ..•
MSO
—•""•
——
DCM2——
CNW41880
FORTUNANORMLARI
GB11GB12GB13GB14GB16GB18
W llEsiraW 10 Prim»
GFD3SMU200
15 S 2035 S 20
TCN6W—
TnCIOh—
Tn C14 hEN C 14TnclS

ÇELiK TÜRLERi
MOLlBDENIlÇELİKLER
KROMLUÇELİKLER
KROM-MOÜB -DENLi ÇELiK
WOLFRAMLIÇELİKLER
NİKELLİ, KROMLUMOUBDENLl ÇEÜK
SlLlSYUMLUÇELİKLER
MKENORM-LARI
Ç 4130Ç 4140
Ç 5140Ç 5190Ç 51420
Ç 5380
Ç 7245Ç 72100
Ç 7430Ç 7930Ç 71875
Ç 8620Ç 8640
Ç 9245Ç 9260Ç 9265
SAENORM-LARI
41304140
5140519051420
5330
724572100
7430793071875
86208640
924592609265
DiNGEREÇNr.tan
1.72201.7225
1.70351.21271.4021
1.2365
1.25421.2419
1.25671.25811.3357
—
1.09681.09761.0971
NORMLARI
34 Cr Mo 442CrMo4
41Cr4105 Mn Cr 4X20Crl3
X30 CrMt V33
45 W Cr V 7105 W Cr4
3CWCr V17930WGrV 3415X75W Cr V 185
—
46 Si 755 Si 765 Si 7
BÖHLERNORMLARI
VCL135VCL140
VMCKKWKW2
WMD
7V EKTRAAMOTFT
WKZ50WKZ 100SÜPER RapM
—
SMF2 SI
MARATONNORMLARI
BSFBSH
BSOSpezWKL3
SPC15
DURAKMo3
DURAKM2VCROSTA
Spez.W5SpezWRAPID
—
t» _
FORTUNANORMLARI
TcMo4TcMo4h
Tc4Spez
WT13
MoG330
W A 250SW111
W A 530WA930W 18
—
GFD4GFO5WGFD5

YÜKSEK HIZ ÇELiĞi KALİTESİNDEKİ RAYBALARIN
ÇALIŞMA ŞARTLARI ÎLE iLGiLi TEKNiK BiLGiLER
Raybalar ile çalışma esnasında seçilebilecek ilerleme ve kesme hızlan.
TUylMİanjifi M»ijt»j*.Çtlik
90-110 kg/m
Çttik dönüm40.50 kfl/mm'
GJ30'-5~oX
10285
1
(mnı)
5
aiÜ
^ Zj20 1
" 2 63040
•"
n H>«' do
«
0 180.202302i.03030.35
"04
.Çl4*
kûııı
57235828818iU3115
— Sıw*..
-
__
»M*
0.1SO,:B0.20.250.3 "10.3û.35_j0,4
K»SM 1
445
237
2^4175
147112
v
S
riuSBk
C.2
03 "^035D*04
0.*5O.i
.,.,
1077ceo645
35S
1- "̂ H212
178
136
Uy Balana h
HBlif OMt
016"d"l8
T 0.28 0.26
j 0,3
jtB"̂10.4
>1«lı*nw
*
239014SCI13C
796isa478
, 398
—.M-
—I-J
h ;
SiKimı
01 S"'.M 8O.îo.*a0.30,3" '
r— -ı
890 j560 1445 j297 j224 j175 ]u?; j
L — !__L
(MM)
0 3[p_25
*rb"3* fc.M
L04_,hc.-â
3ü)190!ÜJ1068004
| _i
•7*•
-"-'t n
0« 6100.3 3 H0 35 2540.4 : 750.46 127Oi 102055 61,
06 U
Raybalanacak deliklerdeki raybalama için et paylan (mm) olarak.
RaybalananMalzeme
İmalât çeliğiÇelik dökümKır dökme demirTemper dökümBronzPirinçHafif metalBakırPlastik (sert)Plâstik (yumuşak)
Delik çapı (mm)
2,5
0,1-0,20,1-0,20,1-0,20,1-0,20,1-0,20,1-0,20,1-0,20,1-0,20,1-0,20,1-0,2
5-10
0,20,20,20,20,20,2
' 0,2-0,30,2-0,3
0,30,2
10-20
0,2-0,30,2
0,2-0,30,3
0,2-0,30,2-0,30,3-0,40,3-0,4
0,40,2
20-30
0,3-0,40,3
0,3-0,40,40,30,3
0,44,50,4-0,50,4-0,5
0,3
30dan büyük
0,4-0,50,3-0,40,4-0,5
0,50,3-0.40,3-0,4
0,50,50,5
0,3-0,4
568
İ »rW<
w.)(
"1
«İ
'
«t.

MODÜL AZDIRMA FREZE BIÇAKLARI Ana Boyutlar: DÎN 8002
Modül
1
1,25
1J51,75
2
2,25
2,5
2,75
3
3,25
3,5
3,75
4
4,5
5
. 5,5
6
6,5
7
8
9
10
Dış çap
O (mm)
50
50
56
5663
70
7070
80
80
80
90
9090
100
100
115
115115
125
125
140
Tam boyForm A
«* -^Enine kama
kanallı
44
4451
5160
70
70
70
85
85
85
94
94
94104
104
126
126126
156
156188
Form Bt*t
Boyuna kamakanallı
31
3138
38
46
56
56
56
69
6969
78
7878
88
88
108
108108
138
138
170
Delik çapı
XH?(mm)
22
27
32
40
Kanal
Sayısı
12
12
12
1212
10
10
10
10
1010
10
1010
9
9
9
98
8
8
8
NOT : Azdırma frezeleri istenilen ağız sayısı ve profillerde snrt tornalanmış olarak siparişüzerine imal edilir.
M.T.E. Katalogundan alınmıştır.
569

MODÜL HATVELt DÜZ DİŞLİLERİN HESAPLANMASI(ölçüler mm)
|. »f ,,
^.^b^'• l<tt ' '
Ana ölçiler
Modül
Diş sayısı
HatveBölüm dairesi
Diş Üstü çapı
Diş kalınlığı
Diş boşluğuDiş yüksekliği
Diş başı yüksekliği
Diş dibi yüksekliği
Eksenler aran mesafesi
Kavrama açı»
KısaGösteriliş
m
z
t
"odk
s
1hohkhf
a
cx
Hesaplanması
m , * = «01 . «toTT Zj Z2
z = do/m
t = in.* = s + 1dn = mjsd k = d 0 + 2m = fc + 2)m
Tam işlenen çarklarda s =1— t/z
Tam islenmeyen çarklarda shQ = 2,167m=hk+hf
hk =mhf = 1.167 m
d, + d 2 no ' Z, + Z2
& = = m2 2
DÎN 86720°-15°°
Misal: Dişli çifti m = 3, Zx = 20, Z£ = 36
Hatve t =3. * =9,425 mmBöKim dairesi çapı dQ1 =3x20 =60 mm dg2 = 3x36 =
Diş UstU dairesi çapı dk1 = 60 + 2x3 = 66 mm dk2 =
9.425Diş kalınlığı "s" = =4,7125 mm
2
Diş yüksekliği hn = 2,167x3 = 6.501 mm
Diş dibi yüksekliği hf =1,167x3 =3,5Ulmm
60 + 108Eksenler arası a = r = 84 mm
108 mm
108 + 2x3 = 114 mm
;w.A;
570

DÜZ DtŞÜLER 1ÇÎN MODÜL FREZE BIÇAKLARI
Modtiihatwli
Modtt
1M5
İ*İ.Y5
22,2a
2,52,75»
33,2aS,5
3,754
4,5S
5,56
6,5789
10
Dış çapı
(mm)
50SO«e«o6060
ı W»
70
707&
75808085
9686
1601051051İO ~~1
115120
Delik çapı(mm)OH7
161622222222222727272727
2727
3232£23232
323232
Pttchhatreli
DiametralPHd»
Dp
S4
56789
1010111112121414161618202224
Moda
6,4676,8505,0804,2833,6298,175
2,8222,5402,540
2,3092,309
2,117
2,117
1,814
1314
1,5881,588
1,411
1,270
1,154
1,058
D* çapı(mm)
120110
L W
807575707070676767676368636360605757
Delik çapı
tfm(Inch)
11/4"1 1/4 "1 1/4 "
İ"
1"
1"
1"7/8"1"
7/8 "1"
7/8"1"
7/8"1"
7/8"1"
7/8"7/8"7/8"7/8"
(mm)
323232272727272227222722
272227222722222222
Not: Kavrama a«ın modtt hatveMtate 20°, pitch hatveilenie 14 1/2° veya 20° dir.
8'li Freze takımı gnıplan (Modül 10'a kadar)
(reze No:Modül
DpDiş sayılan
1
81243
2ı
7
14-16
3ı
6
17-20
4ı
5
21-25
5
4
26-34
6
3
35-54
7 8
2 1
55-134 135- «
NOT: llodü frezeleri tekli veya takım halinde sırtı tornalanmış olarak ripariş ürerineimalöüütt.
M.TJ8. Katalogundan almmıştır.
571

MUHTELiF SERTLİK BiRiMLERi iÇiN MUKAYESE TABLOSU
Vicker.P S 6 »9
HV
kg/mm2
80
86
90
95
100
105110
115
120
125
130
135
140
145
150
165
160
165
170
175
180
185
190
195
200
205
210
215
220
225
230
236
240
245
260
255
260
265
270
276
280
286
290
295
300
310
320
330
340
BrinellP - 30 D1
HB
kg/mm1
808590
95
100
105
110
115
120
125
130
136
140
145
150
155
160
165
170
175
180
185
190
195
200
205
210
215
220
22S
230
235
240
245
250
255
260'265
270
275
280
285
290
295
300
' 310320
330
340
Rock
HRB
36,442,447.452,056.460.063,466,469,472,074.476.478.480,482,283,885,486.888.289.690.891.893.094,095,095,896.697.698,299.0
—
—_
—
—_
—
—_
_
—
—_
—
—
—__
—
wellH Re
— •
—_
_
_
——
—
—
—
—
—_
_
—
—
—
——_
_
_
_
_
_
—_
_
_
19.220.221.222,123,023,824,625.426.226.927,628,329.029.630,331,532,733,834,9
Çekmemukavemeti
(IB
2830 ;
32
33
35
37
39
40
42
43
45
47
48
60
51
63
55
56
58
60
62
63
65
67
68
7072
73
75
77
78
80
82
84
86
87
89
90
92
94
96
97
99
101
103
106
110
113
117
Vicker»p a 515
HV
kg/mm1
350360370
380
390
400
410
470
430
440
450
460
470
480
490
500
510
520
530
540
550
560
570
580
590
600
610
620
630
640
6SO
660
670
680
690
700
720
740
760
780
800
820
840
860
880900920
940
DrineUP-30B*
HB
kg/mm1
350359368376386392400408415423430_
—_
——
—_____
——
—__
—__
—_
—————
—__
—
——————
Rock
HRB
-_
_
—_
_
__
_
__
_
.__
—_
_
_
_-.__
__
_
—_
_
___
_
__
_-_
——_
_
—_
__
_
well
H Re
36,037,038,038,339,840,741,542.443,244.044.645,646,347,047,748.349,149.760,451,051.652,262.863.353,964,465.065,656,056.567,057.558,058,659.059.660.461,262,062,863,664.365,065,766,366,967,568,0
Çekmemukavemeti
at
120123128
129
132
136
138
141
144
146
149_
—_
_
—
—_
_
_
_
_
—__
_
—_
__
_
—_
.____
—
—
—
—
——
—
NOT: Rockvvell değerleri yuvarlatılmış yaklaşık değerlerdir.
572

MUHTELiF KESİTLİ ÇELİKLERİN BİR METRELERİNİN«kg» AĞIRLIKLARI
Çeliğin Özgül ağırlığı = 7,86 kg/dm'
Anmaölçütü
0.51.0
1.52.02.53,03,54,04,55,05,56,06,57,07,58,08,59.09,5
10,010,511,011,512,012,513,013,514,014,515,015,516,016,517,0
Yuvarlık
0kg/m
0,00150,0060,0140,0250,0380,0550,0750,0980,1250,1540,1870,2220,2600,3020,3470,3950,4450,4990,5560,6170,6800,7460,8150,8880,9631,0421.1241,2081,2961,3871,4811,5781,6791,782
Dörtkfiaa
Dkg/m.
0,001 >0.00780,0170,0310,0490,0710,0960.1260,1590,1960,2360,2830,3300,3850,4390,5020,5640,6360,7040,7850,8700,9501,0321,1301,2191,3271,4221,5391,6401,7661.8862,0102,1372,269
Altıköşe
Okg/m.
0,00170,0060,0150,0270,0430.0610,0830.1090,1380,1700,2050,2450,2870,3330,3820,4350,4910,5510,6130,6800,7500,8230,8990,9791,0621,1491,2391,3321.429
,530,633,740,851,965
Anmaölçüsü
17,518,018,519,019,520,020,521,021,522,022,523,023,524,024,525,025,526,026,527,027,528,028,529,029,530,030,531,031,532,032,533,033,5
Yuvarlak
"Okg/m.
1,8881,9982,1102,2262,3442,4662,5912,7192,8502,3843,1213,2623,4053,5513,7013,8534,0094,1684,3304,4954,6624,8345,0085,1855,3655,5495,7355,9256,1176,3136,5126,7146,919
Donköşe
Dkg/m
2,4042,5432,6872,8342,9853,1403,2993,4623,6293,7993,9744.1534,3354,5224,7124,9065,1045,3075,5135,7235,9366,1546,3766,6026,8317,0657,3027,5447,7898,0388,2918,5498,810
Altıköşe
Okg/m.
2,0822,2032,3262,4542,5852,7192,8592,9983,1423,2903.4423,5963,7543,9164,0814,2494,4214,5964,7744,9565,1405,3305,5225,7175,9166,1186,3246,5336,7466,9617,1817,4037,629
Anma
ölçüsü
34,034,535,035,536,036,537,037,538,038,539,039,540,040,541,041,542,042,543.043,544,044,545,045.546,046,547,047,548,048,549,049,550,0
yuvarlak
v...;
kg/m.
7.1277,3387,5507,770
- 7,9908,2148,4408,6708,9039,1399,3779,6209,855
10,11310,36410,61810,87611,13611,40011,66611,93612,20912,48512,76413,04613,33113,61913,91014,20514,50214,80315,10715,413
Dörtköşe
•Dkg/m
9,0759,3439,6169.893
10.17410,45810.74711,0391 1,33511,63611,94012,24812,56012,87613,19613,52013,84714.17914,51514,85415,19815,54515,89616,25116,61116,97417,34117,71218,08618.46518,84819,23419.625
Altıköşe
Okg/m.
7,8598,0928,3288.5688,8119,0579,3079,5609,817
10,07710,34010,60710,87711,15111,42811,70811,99212,27912,57012,86413,16213,46213,76614,07414,38514,70015,01715,31915,66315,99116,32316,65716,995
Diğer metal ve alaşımlar için yukandaki tablo değerlerini aşağıdaki katsayılarla çarpınız :
Alüminyum : 0,34Alüminyum bronzu: 0,98Kurşun: 1,43
Bronz : 1,11Kırdöküm: 0,92Bakır: 1,13
Pirinç : 102Fosfor bronzu: 1,12Kızüdöküm : 1,12
573

•fi î
T - PROFiLLERiSıcak haddelenmiş çelik.
Olçlller mu dlr.
DÎN 1024
S|i» f. 2<\
fTT *'J|fc
â İ̂-
Af
^J * At»l»t nmnftntiV * Direnç momontlİ - AtaUt yarıçapı
" — -f
h.ao n r«*"»ll«l'"'». <>e«k K ad dulumu o.(M Mlrrnll Mr <n t«M»U 1 - profi-linin »Mt.rtii.il no rai ıo»« ç>ı
n-S> H m»klltl>4*. tırak h*Mtl«>l«,Ç5T ««lM*li tlt !•>!( UbMUl t - frt-
ctKtnilifiı mo n» ıoZ4 537
Ki»l n »r 1 1
T 20T WT 90T 33T 40T 45T SOT «0T 70T MT 90T 100T 120T 140
TB XT8 35TB 40TB 50TB 60
A
30253035404550«70n
•901001»140
Kî30354050m
4
Koç202S3035404550«0n§6tt
100ite140
ir, «3m70M
100120
fcj»
I-l
ele33,54
4,5
55.567e?
M111315
eri5,56
78,5
10
U «r
',|-,ri
3
W44,55S£t
719
10n1315
yuM6
7W
10
yuv
U222,52.533
3J44.55
«,3«.S74
var33
344,55
rî
arl
1,51,5222Is3
1
4
lat1.5
U222,5
K »«it•lar:
Ftm>
ıtıln
1.121.442,2ıS2,973,774,«7
İM7,»4
10,<13/17,120.»»,<»,9
ılmı.«
t*t5,947,91
12,017,0
ASır-lık
|7.M»J|<«•)
C')kg/m
ıso,w1J91,772,332,9<
3^74.14«,238.32
16,713,416,4
23^31,3
P3,644,M«,219,42
13,4
ToplMiyUzey
umVm
3 a r-0,0750,0940.1140,1330,1530.1710,1910.22»0.3690307OA<5OJ8J0,4590,537
e n i0,171
0,201
0,2330,29710,345
T - 3t
eVsenlur.ftklı£ı
«X
em
taban
0,580.730,850,?9
1.121.2«1J9
1/«1,942,222,482,743,283,80
ş tab0,*7
0770,881,09
1.30 J
J,cm4
1.1.
oje0,871723,105J88,13
12,123,8
44473,7
119179M6UO
ani:2484,497,81
1»,738,0
E«ı»
* — *
V«Cffll
T -
0770,490,801.İ31,84
241
3̂ «5,48W9
12418,2
24^4İJİ«7
L T
1.11
1.«
240
478
8,09
**•«»
«.cm
pro0,58
OTİ
0^71.041.181,32
1.4̂173*05
2^34«42,923,5l4.07
- P0750,870,991,251,49
l«rl
İ
fiil
0,200,43
0^7
1̂2484*1tflt
12J22,13tfl
584W
178oo
rofJ8/2
15,128,5
«77137
itin
y-r
r̂eri
0.20
0^40486,90
1̂ *17̂İA1tjti
tâ»JS
1*0T7>29747J
Llle
2^7Ol7.13
13423.8
'»em
0,170410,«2«O*o,«o,»it,ftlJ><İM1/5
Wl«W188
riı̂ «14»W
2̂ 8184
574

DÎN 1025laprak 1.
I - PROFiLLERi
Sıcak haddelenmiş çelik.
Olçlll.r n. atr.
h - 560 «in rUka«kll31nd«, aıcak h»««el«ıu«i», Ç î'malM««lı UT d a r I - profilinin fB»t*rlU|iı
1340 DÎN 1025 Ç 37
J - ltal>t Botmotl« • Bir «iç mımtil • Ataltt rnrıçapı6T- Tarın kf»lUn ıtatlk noutntl• _» '-'3L" Saaıoa *• çakıya erta~
noktaları uçaklıkları
D a r I
«opıtlar lt.il talanır
ko/m
Toplan
UmVm
S.cm*
tfcaanlarl için
y-tı, *,
cm*».n
M » M 74» M* 0^04 340 42» «N 041 IV10» 40 44 V 104 04* 171 344 401 124 W41» 1» 8,1 V 3,1 114 0,437 441 214 741 143 114
'•4140 140 57 M M 144 0,501 $73 •X» «41 SS4 IV 14» 124UO M 43 a* 224 047S «$ 117 547 144 145 IV
100 İM 4» 4» 4,1 04« 1450 141 740 014 V 154900 M 44 334 143 0 W 2140 214 840 117 340 W 12i210 «.ı u* 0,1 4,» »4 31,1 OJ75 3MO 270 42 sy 242 149 İMMÖ tâ İM 13,1 V 12 441 342 4290 354 »4» 221 24» 2M160 340 113 u M 54 0.906 5740 442 104 514 242 214210 2tO lif 10,1 «n 41 41,1 4M O.M4 7590 542 11,1 344 414 24» SU 244•00 300 125 104 142 44 H2 143 453 »4 451 244 2VMÖ 3» 1*4 4» rf 41, W 12510 782 555 047 2 174940 340 137 İM İM 124 48,1 1.1S 15700 m «74 «4 240»«0 143 1310 İM W 742 1M10 10?0 142 111 114
*>•307
14* iv »4 IV M 107 240O 1240 154 »75 ut 342 741 324400 400 Us İM 144 M IH «4 143 »210 1440 W 1140 149 3,13 34142S 143 w «M W V 132 104 147 1440 174 340 342
m MU 142 147 115 14» 45050 2040 1730 4> 3144TS 4» m 143 145 2300 M800 m us İM 27,0 W 141 143 48746 2750 2400 481»400 400 71$ İM Ü4
213"BT
147"W
14013NOO
34104430
2142ÎT
34»0~&n 50,»
575

I - PROFiLLERiSıcak haddelenmiş çelik.
DÎN 1025Yapruk 2.
:
•*"£
jf
—
""~Jh
\
£(fff<\
— jri
rt-
j
l1
3 - Jtalvt PMBtııUV • Dlrmç neıiMti1 * Atalet 7 8 r ı ç «r ı8B- T«rı« ktaltln «t«t!X »o. «n ti• . J_ı£_" Ba«»a vr çtkn* orta-* * noktaları ulaklıkları
zz^
* —
«İV*L/a
L 1
f . . . . , y .'/{{'^
— jt j5
J. J
h- 560 o» yk»«kl1ftl&d«, *uak haddtl*nnif , Ç3T•*l**Mll, flant) yUttylcri paraUl Mr g«fllf l
|B«t.rlH|l< I H JfiO M» 1029 Ç37
b- 1» M fUkMlrllttiııA». vıeak had4«l*ıudf . Ç37•altvMll »If «*nlf I - proflli&İB (9«t*rlli-«i t l S 120 D» 1025 C 37
iç fl&nş yü««ylerl paralel olan g • n İ 9 I - profilleri
nI f»
180110140İMİMMÖİN140160110MÖ310140MÖ110400411490475300ISO«00«M700«0K»»00
1000
a
İMIX140140180mno140240no300J»1493403»400«25450475500I»400450TM750BO«001000
K>/
k
ICOl»1401»İN200no240160no300300300300300300300300300300300300300300300300300300
utl
*
V71991010nn11
n131314141414151514U171711II
1*nn
a
ı
10II111414KK111110301711142414»nX3030U313434343i34
r,
10111114
141515171711111010111111
naa142414M1727173030
•lanır
cm>M,l
H1
44,1
»f4
«MW»1,1111111144154171174ml»4
JOP111231235255JOJW117314SD341311400
a, u»«'<-n
C1kgw»W34.934,4
4M5M«,»7W17,4»M1131211351371»1531<4
İMin115MÖ107ar134254MI•u»Vt314
yfl»«y(/
Kil/»
04»0,070X30,9111,04 '1.151.371,3»1,51U31,741.7»Ul!,M1.M1,»4W»1,033.M1,13Î.J31311411.521,44W
1̂13.11
/,cn<447144
!S201430313059501050
11 «»L1505030710257403225034940451105095040440494»642»95120113300140300ttono114 «00270300314300
144 400504000444700
Iftme c« — X
f.em>
«94144217329424595731974
114014801720203031701510248030303270374040104530510040304470773014309140
11 IX12900
ksrn]
1,cm4,145.03S.I7VI7.431.499,37
10.111,113,0
12.»IV14.515,314,117,0U.1
19̂10,131,0nı25,0V»n.930,133734,440,1
«rl
i,em'14731755095)
134021402<4041505360732090109910991010 110»110
17101171024102430353033M4440444053505330535042704110
için
r— r*,cm>33,452.9714130151214211344404523400441441711711
L7«1TV841141901902M942ton101010N1010ıon
'rem
U33X14W
4*4#s.o«5494.114jJÎ7,14
İMJ»7457.517,44
7^97^31»7A1
'l2*7,17
'f4,97
İM
V4,70
4^3V
s,1em»
51̂•U117İM141337411549449131»5»113011201410151017001t302110215035401MO34103780440048005110«4507430
:1cm
V10,41W14*
15,»
'V'V1U
IVH»Hfln.i*>f33W33,»3W
37^4044UUf4V5M37.4414
<MTUTVUf
İÇ flanç 3rHe*yl*rl «gimli olan g e n i f I - profilleri
Vi s
M -4
II
100110140İMİM
Boyutlar
a
100İKİ14014011»
4
100130140140İM
*
74119
»
l
104511111414
'l
10n121414
'ı
1414--
-
t. »ualanı
rcm»
244344434574
«V
A|trlık
IC***)01
.»/m
îl.O27J34.045.0504
Toplamjrtl.tj
(/
«ıtm
0,5540.445OT»
OM1,011
Eğme eksenleri içint X
J,em'
447(52
149025(03750
».em»
89,414121330417
'.cm
4*94.94
5444.70 ,
742
T— rJ,
cm«
151274475(31
1170
*,em>
30,144/1474104IX
ı,cm
147241İ31
341
f»
s,"lcml
51nmİM237
..ıem
M
10̂12JHO15,9
*{.
576

DİN 1026
U - PROFiLLERi
Sıcak haddelenmiş çelik.
Olçlilsr nm iir.
EJlK b . X» w için f t» > »O mt ttUı * J
b . JOO m* leln e •
> JOO V itli o •
J • Atalet momenti
V • Diranç monantlI • Atalet yarıçapıSx> Tarıı kealtln atatlk nomnti
*y* Makaslama orta noktaaınıny-y oksanlne olan uıaklıgı.
h.500 mı» ytlkaakllilnda, «ı çak hadoalanmiı, Ç57malıtn«ll. bir U - profilinin goatarlll»! ı
U 300 DÎN 1024 C,3T»ty. C 300 WN 1020 C 37
IkM
If&Ttt
c
»XIIw
«X»
40
SOxUso
«4x3041n
100110140ı«o110 'K»İM140MÖMÖK»İMİSOMÖ400 '
Bo pıtlar
3030aaso»uawıraı»14»MOmW)230140M
•Mmno350»ı«0
ua»31u3131aaX15aenn
•*MfSn»MImmı»
i'
;74(U9
»J10
"110u14
I3J414
«7i7
417S
741
İ4»to
MU11
İMİM11K11K
174M1411
U7f7U7
1 <740
•4f10
104II
114»4
131411K
174U14II
134U343
V344
44441U14<
45447ıw1
l"1
•1U»
Vvıit•lanı
emi
U1M<341Ol9407.17
4^4»fl>114134174W4MÖMÖ3U»,<4U4UsuH47U7/4jy14
«r-wC1
k|/«
U44.17VS4,«74J254»5J>774»»44
IO.İ
11<144114214214J»Xxu
"f4144435T44M4M714
iMlt«lanı
V•V«
0.1030,174
0,141
0.1»0,171
0433O.J1S
tm04»047}0.4340.4»04«04110X4107110.7T5043404»0,»»t.m1447M10I.IR
/.C«<
u>4J»7J<
14.1110244314574104Ni344«U?2513»ıno•umMS
41»090MOO10170121401573020390
.-*Smt
*—m
».em>
14t4443437457.»
İM104177»44U40.7•441141»in345309371441535471734•M
1020
ekaa
'.cm
147'!.«
144140U1ı.nJ.71242xıoi»l
4,4351454»4»770».«»42».W
14»117
".112414,1
14.»
nlarl
'rtm>
04i1431«4412.M»,12
441141W3»4434«7M4114141
W241
^3173»4KW570413144
için
»-»rr0>>
04»2410713401753753,141X743<1,4»
11,1144»4224274H4»4477174474004754TM107
'/c*
04»04»0451«P0731,13044
l|»
1̂1\fl14»VJ14»2427.14
ÎJ»14224<3742,»141>7>27»344
tm>
_̂ '_
^---._
IV»W3445144Ml»411414417»12124431441345»505411
en____
-
-__
441M>
10,0
11413415.1İM1142W214»4JM243ıu31,192,»
CM
042141045143e,B2147o.n1̂ 2145145
V"175144
W241»,14243Ut1412.70140.t«141245
1742420,124114»2,471402/01,47in3fS34?154375*»4
4»44»44<1415414414«54»5,11
577

Z - PROFiLLERiSıcak haddelenmiş çelifc.
OltUln "» dlr.
DÎN 1027
ıs s f s 7
J • Atalet monentiW » Direnç momentii • Atalet yarıçap
li'lOO m jrflknkllllna*, uçak haM«l«ınlı. Ç57nalttiMll, bir I ' profilinin g9«t«rlll5l ı
Z 100 DÎN 1027 C37^ T_100 DÎN 1027 C37
K1B8
Isar-t
T30
40
SO
60
90
100
120
140
14O
180
300
k
30
40
50
40
M
100
1»
140
140
İM
MÖ
t
38
40
43
45
50
55
«0
«5
r»7î
(0
Boyu
•
4
44
44
84
»410
ti ar
(
44
5
544
7
•»10
11
12
n
1
415
s54t
7
1»
10
11
12
1}
t
24
24
3
3
344
445
5.5
4
W
Kilit
alanıF
em»
442
5,43
477
7,»111,1
14.5
184a.»»4334
387
«fcırlı»W» ».(«•<!
Cl
(«/ı.
34»444
3414.21
in11.4
144
18.0
»M
.2(1
30.4
Toplan
y"»»TV
mVm
8.198
OJ35
OJS3
OJ82
0̂ 3?O.W0.454
OJ11
OJ«»
0,««
naa
lana
1,455
1,181
0,73?
0177»
0.38»
0.492
0/03
0485
0457
042»
0413
•»cm
3JU
4.17
4^04.M
5,83
477
775872
»74
IVİM
•»cm
048O.»l
U4
141J.02
2.43
180
3.18
341
3.8<
4.17
•ecm
0411.12
1.45
241
340
444
547
«4»
74»8.40
»4»
••cm
14»
147
14»1*4
U»240270
24»34»3.Z7
3.47
•ıcm
3.S4
3.82
4414.M545
«447.14
848».04
»4»
114
•»cm
0.87
1.1»
l.«174125
24S
342
34»3/2
448
44»
K1BB
i taret
\.
30
44
50
60
80
100120
140
14O
180
200
;.cm<
S.»4
134
244447
m212
402
47«
1040
1400
2300
«~*
'T.cm*
3,»7
4,75
104
H»
174444
474
»44132
178230
1.cm
1,17
148
W248
3.13
1»1470
143440
*»2
771
'rcm<
1W
174
23430,1
474
724104
148204
270
3S7
I*M
r-r
*»cm>
340
4.«
548
74»
10,1144
18.8
244
314
384
474
•k M
t,cm
178
140
148
145
107
W4142
244
272
24«344
•nlır
'tcm<
18,1
18.044.»
474142
270470
7481180
17402510
1 için
t-t
vtcm»
44»
472
»74
134
244
3»4
404
884121
144
213
'Icm
2442472.57
241348
4415,08
S7»447
744
84«
'-,cm»
144345
343740
147244
37734,4
7»4
110
147
1-1
•%cm>
ı.n143
274
3734,44
»4412,5
144
214
174334
'»cm
040
075
0480.98
1,15
1401,44
147170
14»l.»5
Santrl-f'l) HD-
IMttt .
>*,cm<
745
11.2
1»4284
554»74158
23»
34»
m474
D
Y. 1
r*na 1rı n>ı
».cm>
3,»7
475
104H»
27444447,0
»4.4
132
178230
lk«T T y\
ı» «ol.,,om «HIM.
•7- «-»r
1427O.TO0752
0447
040»
0438
04»!0433
04»
0407
04n
iyona»
TMa <»fnnrMM »-tll-
'W.cm»
144
144344
344
10,1144
254
3(431»
724»4,1
578
«t.
u.i'il,

EŞKENAR ÇELÎK KÖŞEBKKTLER.
Sıcak haddelenmiş, köseleri yuvarlatılmış.
Olçlil.r nm dlr.
DÎN 1028
9 1
J « !«•!•« M»ntl
ı * ıttrnv «Muti1 • 1UIH mıçıp
Sol bora o-W OM , ot kojuılıtı »10 M , ÇJT mio«ımll, oıeok h««-4ıl«wit, Moolorl rvvorlotılıuo bir oşkonor kMjoboıtUh f8otorlli«ıı
l M > x t O D I N I O M C > 7
579

6 -"E'•••» >»
>, n
ı & 5t"•s" B
r t
'mif H
-4 C —o O — 1»7 £"• «
R S S
elgjsIslRJdsJsJB ajs S!K|S•*l̂ -*l-*.wı tf3ın!.n.ın ft, ırf «ı <n, -c,
Tl
ı
ISs
Ss -• -ı -1-1 '•)'
•»— . o
K K K f
3!
vS«' «j uS
«Psı
aassaaslas" """
aEK
«> 0
I
11T£
ITT
o00

ÇEŞÎTKENAR ÇELiK KÖŞEBENTLER.
Sıcak haddelenmiş, köleleri yuvarlatılmış.
ölçUler im dlr.
DÎN 1029
" O
^zzzfJî6— J
J • AHİ,t no'KKtlV • Blranç momentil - Itılıl y«rıc«p
•*100 ve b-50 mm , et kalınlığı ««10 mm , Ç37 malzemel i , aı-
cak haddelenmiş, köşeleri yuvarlatılmış bir çeçitkenar köışebentin gösterillei:
L 1 0 0 x 5 0 " 10 DÎN 1029 Ç Î T
Kıt* l ül
Boyutlar
>
t.tjtalullf 'l C1
kg/.
Alırlık nokttıı arağı
:m cm cm cm* cm> cm
rftm* •Vmnl»rl l
V,
1,5»m. m.
OT SW Î.İT TM 5B üîM567TOT•w OT OT13SOT m
159 1,J4 OJ» A» 12Ul 040 11.4713*
840 0.4341 ̂ 47ÖSÎ 074ST577â
1,44
, ı.nT»»ÎT35
VV
<t& J
-SiT ~DT~nr
w TCRT T3B T47 147 IjT Tİ72.M270
2,140^2
10,4
T7IW T3r îîîj-1,1» 10,»
Jti|40
—T
J.TS.7J Î354
ıwfn»h;}ih;77 071 CTî
TTT«7J 3»WT TÜT
3?î 1.11 U3 0.7i 52HT«T •çraj
OT 6,43J|»TT87
1,121J2
V»0,77
1,74 W
MiİJİ a» ia İ42_
TJT OTOT i«"J.5J W 181 3.H 177 Î.Ö7 1.14 Ş4?T 73.0 1.»
7,12 İM1,11
2,74
1,13
VI9±
241 A5.
24Jw.UaîU«i24»
jU. ISJ T.T» Tsl W W 538il» Î)T ra
13Î1Ü57T »J
«,77
4J1W
4?1 İPİ'4» 144
»l» 141 (74i??. J& J4J.V ıoj 1,05
ja7
*
4,5TO T3I STî ITT îot
TIO-
T,rw»
T33tSW
Tlî TffIJJ
yssvımİST Wff
ülji4!M 44,4
3,54J45
7,10
•45141
,'J».
Tn "İTTİM w 2M. 11.» 1,07
Jfl TJT TJ7W0,574HS3T 34T
İM Ml 14»Al504
İ4I İS
Ü la »4
13» î» UTTUT»TOTT 4ÎT
1̂'f"
a> -UL14.4
L!l(7Ix4S|x 1» ÎTT T7T WT TCT3J- T92 51
nöi1,1 747
8,48 167 OT 5.0T 171T3T Tİ7
581

-•s
-"J-•5
!7î-•'s
•~'sT*"l—l**Sl33t-fc-gpppslife
Sis*
S -X.s T!T
152
?SS
95j53î33Χ3
SİSjSfclSSSıSpffg
S 3 S 3 E 3TBteEMsfcsişjsır3S6555|"ı-*, .
3!3!3gS.
135a
S3S
593B3513
3S
sBs
55515 3J5S355
MS 3
l
ippp
[HISIM3313663
EK S
332 1 £ S S 2 = £ f e g s555?-R5
:-5
IS İ
S5BB55E-:-BEgB3B
p*
S-SiH
ösa^fen
3Ms
3S
ÎJS'•<
3B33EE
!abi?l?r
$35 3
Ş**3*jS3??S£
B E-5 î 5
5553533255
W 5
J S 3 s 3 î î
3 S 36
Si3 5 2
HSFP-FP
s'tf
33353333
sBfefe
î ?
i ;
2&J
53
?5
l? î
s. l
as.
5 3 £
J 3
5S23
3533
»33
65
3S
S 5 5 5 5 5 3T5T3 3T3 5W5I5 5 ŞjS

ZIMPARA TAŞLARI HAKKINDA BiLGiLER(EGESAN Katalogundan derlenmiştir)
Korund Kaliteleri ;
1) Normal Itorund (NK) : % 96 AL2 O, U ihtiva eder.
2) Asil korund : % 99-99.5 oranında AL2 O3 U havidir.
Silisyum Karbür : Saf kuvars kumu ile özel bir kok kömürünün elekt-rik resistansh fırınlarda 2000* C üzerinde eritilmesiyle elde edilir.Silisyum karbür rengine göre yeşil silisyum karbür (SCG) ve koyurenkli silisyum karbür (SlC) e ayrılır.EGESAN zımpara taşlarının imalinde münferiden aşağıdaki hammad-deler kullanılır :
NK % 96 ALj O3 ü havi kahverengi normal korund. Bu cins taşlarhilhasas demir ve çeliğin satıh taşlamasında, kaynak dikişle-riyle saç kenarlarının tesviyesinde kullanılmaya elverişlidir.Bunlardan başka balta ve çapa gibi kaba aletlerin ilk taşla-masında, sertleştirilmemiş ve sertleştirilmiş çelik ve benzerle-rinin son taşlama işlemlerinde de başarıyla kullanılır.
EKR % 99 - % 99,5 AL2 O3i havi kırmızı asil korund (EKR)
EKW ve beyaz asil korund (EKW).Asil korund'la imal edilmiş zımpara taşları kaliteli aletlerin,bıçakların, çok sert kaliteli ve nitrojene çelik ve benzerlerininişlenmesinde istimal edilir.
HK Yarı asil korund. Kahverengi normal korund ile beyaz asil ko-rund'un karışımından meydana gelen bu taşlar bazı özel du-rumlar için, normal korund'un dayanıklı vasfıyla asil ko-rund'un gevrek vasfının bir arada bulunması istendiği yerler-de kullanılır.
SCG Yeşil silisyum karbür. Sert metaller, tuğla, cam. toprak ve plas-tikten mamul eşya vesairenin taşlamasında kullanılır.
SlC Koyu renkli silisyum karbür. Bllhasas kaba kumlusu, pik. dö-
küm, sert döküm ve demirden başka metallerin taşlamasındakullanılır.
583

ı «m U
w«
En çok kullanılan kesit formları
584
G= 0,lZ5b
B C D E F„ jj.ı "*<>."> "'°'5I>
«•/ «/
HR «0,1*5 b
M N
•'•:;S::
Taş siparişlerinde kesit formunun harflerle veya şekillerle bildiril-mesi rica olunur. Formu bi ldir i lmiyen taş siparişleri A formuna göreimal ve teslim edilir.
U'i
n
«*v"

TS 291/10 TAKIM TAŞLAMA TAŞLARI
Siparişleriniz} lütfen, meseli B formundan 125 mm. çapımla bir taşiçin aşağıda gösterilen örneğe göre tanzim ediniz:
Form H 125 TS 291/10 Mal/eme Kum Sertlik l laft layıcı Ncv'i
FORM
A
B
BH
C
•iî•t
RESiM
l"t r:r —
— ̂
ıl;a.
jfrn
^S
J X C -* s£Z*\
•
^
- ?
71, ̂
— ̂e
j*1 1
0.
^9
hri'ı«'«•
_ r 5
- 0
J e
Jj •«
^ '
ı
—t,\
e1»
1-1|
".i
— J "*
^— -•
l_
ijv,
^s
k-f
•!
•f̂ -̂\ N
CÎ '
— D .
O
0
l
:0
> >-ı°r _ı
7580
100175
175700750
7580
105175150
700750
175700
7580
100175150175700750
'-
İ
B
5567
101714
8R
14
15
19
71
7225
889
1012U1619
o.ı.t
dı .urom-t 0.2
13202070
703232
1370
7020
3732
32
13702020
. 20
703237
a
27
55
77
t3
b
11
1,57
333
27
33
33
77272
3
c*
67
72
113136
180276
I5V184
«7
30305068
9595
125
783015
4050
70100
5060
! -
34 \
i
4
4
67
1012
88
585

TS 291/10 TAKIM TAŞLAMA TASLARISiparişlerinizi lütfen, mesela D formundan 80 mm. çapında bir taşcinsi için aşağıda göslerilcn örneğe göre tanzim ediniz:Form I) 8ü TS 291/10 Kum Cinsi Kum Sertlik Bağlayıcı Cinsi
3açOu-
D
_fc
RE
~T•;• 1•r-L,D
H— «
J -H (
— 1ı?n*L n j,
1 h? '
-|Âj- — «R r
•r?C-İ:-l>~ \\ '
1 d.1• I]'-'- *"• y,:.-.K,'J
! P<l
(luSİM
ı-t':'-'.'.1
•4* — M
'Mt.:v.r
'1J» — .u —
'hl-.-:-..-*—
*-
k
V4"L
(,-•'•••
Q
a
'
ic»
t_
\tQ
t
©
0
405075 J80
100175150
5075
100125ISO
100100150
150ISO175175
1501759(Y)
1275)250300350
î
B
753740
40506380
2530
354J50
ö106
10ıs2025
3232
(«0)4010«3
M»
d!•!•
t j
40.2
)3)j
2050202020
1330
702020
202020
2020
ttOl 39(20)32
23(51)32
(51)(51)74
(177) 74127
o
202437324051«4
1927
25JJ30
Û~
1 S2.53
4.5
2020
(25)2S3041
e»
3444677290
110130
80W
(135150180710
l
!
• t
3753
75n
114
505070
70707070
ı<t>
2545
65öü
100
1
ı!
r
314
44
55
SS5
in10
10
55
1 e
(5)i44
t
3344*,
7.510
35«,î
«S)504070
•
1.531.5
3
4.5
1*
V ve G formu tuş lar ını çeşitli delik ölçülerinde teslim edebileceğimizinsiparişlerinizde dikkate alınması rica olunur. Bu durumda istenilendelik ölçi is i inün'de bi ldir i lmesi gerekir.
l'-.ıranii1/ içindeki ölçülerden
586

t.GESAN ZIMPARA TAŞLARININ ETiKET İŞARETLERİNİN AÇIKLANMASI
yc
NK 250x30x32 60 ke
NORMAL KORUNDTABLAMA TASI
N».
*»•*•: 250X30X32
ll|l«M
NK
Dm bfl»öklaOil«• nntlk
60 K
Mtt hatır'
1| ptrçntnın lurakvll
Otvir uyıtı /<tt.
htıı
Not
H «iktti ukltmtna1 «ıcl
biwrk* ulumır.
El II*23CO
30
TSNr
267535
TS291
Hammaddesi
Normal Korund NKYan Asli Korund HKAıll Korund EKAsil Korund (beyaz) EKW
AsU Korunddurmıa) EKRSilisyumKarbur(yesU) SC OSilisyum Karbür (koyu) SİC
Sertlik
Kum iriliği
Çok kalın 8KaimOrtainceÇok ince
143070
150Toz inceliğinde 280
10li3680
180320
12204690
200400
2454
100220500
60120240600
Batlayıcı
KeramlkBakalit
ke
Çok yumuşak E F Gyumuşak H l J K ,Orta L M N "OSert P Q R S

V/ı0000
esâO
SH
- 101520254050657590
100115125150175200225250300350400450500550600
ÇEŞiTLi ÇAPLARDAKİ TAŞLAMA TAIJI AUI^U PEVİR DiKlKiVE DEViR METRE/SANİYE OLARAK DEViR SAYILARI Fleks kes™> taşları
Fleks çapak alma ta?!arı
Ilakalit bağlantılı laflar
Seramik bağlantılı düz taşlar
Seramik ve bakalit bağlantılı(anak taşları
(m/saniye) olarak saniyedeki çevre süratine tekabül eden dakikadaki devir sayıları (devtr/san.)
1 5 m .20 m 25 m 30 m
28600 38200 47700 5730019100 25500 31800 3820014300 19100 23900 2860011500 15300 19100 230007160 9550 11940 143205730 7650 9550 114504400 5900 7350 88003825 5100 6380 76503185 4245 5300 63702865 3825 4775 57302490 3320 4150 49802300 3050 3800 46001 900 2 550 3 200 3 8001635 2200 2730 32701440 1910 2390 28751275 1700 2100 25501 150 1525 1 900 2300
950 1 275 1 590 1 900820 1 090 1 370 1 640725 960 1 200 1 450635 850 1 060 1 275575 770 960 1 150515 700 850 1 030475 640 800 950
35 m 40 m 45 m
6680044600334002675016700134001030090007430670058155300445038003350297526752230
900675«85-340200
1 110
76400 8570051000 5750038200 4310030 550 34 37019100 2150015275 1718511750 1320010185 114558 490 9 5607 640 8 6006 640 7 4706110 68755 100 5 7304365 49103820 43003 395 3 8203055 34402 550 2 8652180 24501910 21501 700 1 9101 525 1 7201 390 1 5651 275 1 430
80'm
——
7640061000382003050023500204001700015300133001220010200875076406800610051004360382034003050
lOOm
——
95490764004775038200294002548021 20019100166001529012730109109550849&764063705460477042403820

TAŞLAR VE İŞ PARÇALARI iÇiN TAVSiYEOLUNAN ÇEVRE SÜRATLERİ
Taşlama neticesinin iktisadi olabilmesi sadece taşın doğru seçimine bağlı olmayıp aynı za-manda taşın belli bir kesme süratini (m/san.) de gerekli kılar. Keza —iş parçası da dönüyor-sa— onun da doğru bir devir adedine (m/dak) sahip olmaa zarureti vardır.Münferiden aşağıdaki esas değerler geçerlidir:
Çapak almaÇevre hızıüe kadar yüksek ise randıman da o kadar büyük olur.Seramik bağlantılı taşlar 35 m/san.Bakalit bağlantılı taşlar 45 m/san.Elyaf bağlantılı taşlar 80/san.
Sat ıh taslamaPik döküm ve metalden başka malzeme 15-25 m/san.iş parçası , 8-20 m/dakDöğme demir, çelik, kızıl döküm, Alüminyum vs. 20-30 m/san.tş parçası 15-35 m/dak
Punta arası yuvarlak taşlamaTaşlar 30-35 m/san.tş parçaa ön taşlama 15-35 m/dak
Hassas taşlama 6-25 m/dak
Puntasız yuvarlak taşlama 30-35 m/san.
Krank mili taşlamaTaşlar 30-35 m/san.İş parçaa 15-20 m/dak
iç taslama ' k
Taşlar (Yüksek çevre sürati tavsiye olunur) . ., 10-35 m/san.iş parçaa 15-35 m/dak
Afet taşlama , , 18-35 m/san.
Sert maden taşlamaYan veya tam otomatik 7-15 m/san.Elle taşlama 20-25 m/san.
589

ŞAFTLI ZIMPARA T A Ş L A R ISıraNo.
901
902
903
904
905
40
Olviikr m/mD ı h u d
10x 5x620 x 1 0 x 62 5 x 1 0 x 63 0 x 1 0 x 630 x 20 x 640 x 20 x 6
15 x 5x620x 5 x 625x 5 x 630x 5 x 640 x 1 0 x 6
4 x 6 x 64 x 1 0 x 65 x 1 0 x 66 x 1 0 x 6
1 0 x 1 5 x 61 0 x 2 5 x 61 2 x 3 0 x 61 5 x 3 0 x 615x40x620 x 40 x 625 x 40 x 625 x 50 x 6
10x20x610x25x625 x 25 x 6
6 x 1 5 x 68 x 2 0 x 6
10 x 25 x 61 5 x 3 0 x 618x22x620 x 35 x 630x30x63 0 x 5 0 x 6
Kum N.,
60-12060-12060-12046-12046-12046-120
60 12046 -12046-12046-12046 -120
60-15060-15060-15060-15060-15060-15060-15060-15060-15060 15046-15046-250
60-12060-12060-120
60-12060-12060 -12060-12060-12060-12060-12060-120
Sertlik
K . oK - 0
K . oK - 0K - 0K - 0
K - 0K - 0K - 0K - 0K - 0
K - OK OK - OK - OK - 0K - 0K - 0K - 0K - 0K - 0K OK - 0
K-0K-0K - 0
K-0K - 0K-0K - 0K - 0K - 0K - 0K - 0
Ûw-"
590

Ş A F T L I ZIMPARA T A Ş L A R IÖlçüler m/mO x h x d
Kim No. Sertlik
1 5 x 4 0 x 620x30x622 x 60 x 622 x 70 x 625 x 25 x 630 x 30 x 632 x 32 x 632 x 37 x 645 x 40 x 6
35 x 25 x 6
10 x 20 x 620x40x620 x 45 x 6
1 0 x 61 2 x 61 5 x 620x625x630x6
30 x 18 x 618x8
60-8060-8060-8060-8060-8060-8060-8060-8060-80
60-80.
60-8060-8060-80
60-8060-8060-8060-8060-8060-80
46-80
K - 0K - 0K - 0K - 0K - 0K - 0K - 0K - 0K - Ö
K-0
K-0K-0K-0
K - 0K-0K - 0K-0K-0K-0
K-0
591

Ş A F T L I Z I M P A R A T A Ş L A R I
592
t
ti*
«t

Ş A F T L I Z I M P A R A T A Ş L A R I

GENEL ZIMPARALAMA iŞLERi İLE BUNLARA EN iYi UYANZIMPARA TAŞLARINI GÖSTERİR LiSTE
Konu
Ajjaç(rt.Hi.fHr
Alüminyum
Batar
Bıçaklar
Bllyalar
Bllyahyataklar
Borular(çelikten)
1 f in Cinsi
kanalların rektlflkasyonu (taşlanman)
çapak alma (tıraş etme)ayırma (kesme), 60-80 m/s.puntalar arası slllndlrlk rektlflkasyonpuntasız slllndlrlk rektlflkasyondelik Içl rektlflkasyonuçanak zımpara ile satıh rektlflyeslSegmon zımpara tasları ile satıh
/ektlflyeslyilksek kudretli zımpara disklerlyte
satıh rektlflyeslzımpara tasının çevresi le satıh
rektlflyesl
tıraş etmeayırma (kesme) 60-80 m/s.silindirler rektlflkasyonsatıh rektlflyesl kaba islemesatıh rektlflyesl ince işlemiderin baskı bakır silindirler—keza silindirler hanesine bak—
yan satıhların satıh rektlflyeslBileme:tıraş usturalarıtutun bıçakları, sofra bıçakları ve
çakılarkarbonlu çelikden bıçaklarpaslanmaz çelikten bıçaklarmakine bıçaklarıtel çivi bıçaklarıkontrplak bıçaklarıaOaç rende bıçaklarıkösele bıçaklarıorak makinesi bıçaklarıkağıt bıçaklarıPancar ve dilim kesme bıçaklarısaç makasları ağızları, çanak
zımpara taşıylasaç makasları ağızları, segman
zımpara taşıylasaç makasları ağızları, zımpara taşının
çevresinde
kaba işlemeson zımparalama
puntasız slllndlrlk rektlflkasyonsatıhların zımparalanmasıdahili rektlflkasyon
kesilip parça parça ayrılması , 60-80m/$slllndlrlk rektlflkasyon, puntasız
Zımpa-ralayıcımadde-
ler
NK
SIcSIcSIcSIcSIcSIc
SIc
SIc
SIc
SIcSIcSIcSIcSIcSIc
EK
EKEKEKEKEKEKNKHKNKEKEK
EK
EK
EK
NKNK
EKEKEK
NKNK
Tane
30<60
2424
46-6046
46-8020-36
20-36
2O-36
20-36
16-4024-3660-8036-46
100-260260
20-36
Sert-lik
s-u
N, OO, P|
«,lH, 1H. 1
H, 1
1. K
1. K
4p. qK, LHI-K
M -O
H -K
Bağlayıcı mad-
deler
ke
keBakekekeke
ke
Ba
ke
keBakeke
ke/BaBa
ke
Tıraş bıçaklarına bak
46-7036-12036-12O46-60
80-10036-4630-4660-806O-8036-80
60-100
24-46
24-46
33-60
36-120120-500
60-8046-6046-60
3060
JotL -OK, L
Jot, KM, NI-KI-Ko-qN, OI-L.
O-R
H-l
H-l
K-M
Z2.
L-NH, 1H, 1
R.SM
kekekekekekekekekekeke
ke
ke
ke
keke
kekeke
Bake
Düşünceler
dar satıhlariçin uygunderece dahasert
keza ayrıhususiterkipler
keza Ba.,
^
su lanmış veyasulanmamışufak veya bü-yük olduğunagöre
594

Konu
ÇelikkarbonyumuMk
sularımı; vealaşımlı
SS çeliğiy um u$ak
sulanmış
kromlunikel
manganezi)çelik
nitratlıçelik
paslanmazçelik
isin Cinsi
temizleme, büyük parçalar (kezamanganez)
temizleme, küçük parçalarkesme, ayırma 6O-80 m/spuntalar arası slllndlrik rektiflkasyonpuntasız slllndlrik rektiflkasyondahili rektiflkasyon
.zımpara . ile satıh bilemesegmanlarla satıh bileme
kesip ayırma, 60-80 m/spuntalar arası slllndlrik rektiflkasyonpuntasız slllndlrik rektiflkasyondahili rektiflkasyonçanak zımpara ile satıh bilemesegmanlarla satıh bilemezımparataşı muhitinde satıh bileme
puntalar arası sllindlrik rektiflkasyonpuntasız slllndirlk rektiflkasyondahili rektlfikasyon
çanak zımpara ile satıh bilemesegmanlarla satıh bilemezımparataşı muhitinde satıh bileme
puntalar arası sllindlrik rektlfikasyonpuntasız sllindlrik rektiflkasyondahili rektiflkasyon
Çanak zımpara ile satıh bilemesegmanlarla satıh bilemezımparataşı muhitinde satıh bileme
puntalar arası slllndirlk rektiflkasyonpuntasız slllndirlk rektlfikasyondahili rektiflkasyon
temizlemek, büyük parçalar 25-30 m/stemizlemek, büyük parçalar 45 m/s e
kadartemizlemek, küçük parçalar 25-30 m/ttemizlemek, küçük parçalar 45 m/S e
kadarkesip ayırma 60-80 m/S
puntalar arası silindirlk rektiflkasyonpuntasız sllindlrik rektlfikasyondahili rektlfikasyon
temizleme, 25-30 m/Stemizleme, 45 m/s e kadarkesip ayırma 6-80 m/s
puntalar arası sllindlrik rektiflkasyonpuntasız silindirlk rektiflkasyonçanak zımpara ile satıhların
rektlflkasyonusegmanlarla satıhların rektlflkasyonuzımparataşı muhitinde satıhların
rektlfikasyonu
Zımpa-rala yıcımadde-
ler
NKNKNKEKEKEK
EKEK
NKEK
' EK
EKEKEKEK
EKEKEK
EKEKEK
EKEKEK
EKEKEK
Ek-ScgEK-Scg
EK
NK
NKNK
NKNK
EKEKEK
NKNKSi c
EKEK
EKEK
EK
Tane
12-2016-2424-3046-70
6046-80
24-3624-36
24-3046-6046-60
24-3624-3636-60
46-6046-6036-80
24-4624-4630-46
46-6060
46-60
24-6024-6030-46
604060-8036-60
12-16
12-1614-20
14-2024
46-8046-8046-80
16-2416-20
24
4646
30-3620-36
30-46
Sert-lik
P- R0-0
RK -M
NJot-L
H-UH-K
qJot-M
K
I-KH, 1H-KH, 1
K-NMI-K
H-KH-KH-K
I-MK, LH-K
G, HG-lG-l
JOt-LJot-KH, 1
N-P
O-P
<?.R
0-0<?, R
I.JOt1
H, 1
P-Oo*>
p
K-NK-M
O, HJot, K
''
3aglayıcı mad-
deler
kekeBakekeke
keke
Bakekekekekeke
kekeke
kekeke
kekeke
kekeke
kekeke
ke
Bake
BaBa
kekeke
keBaBa
keke
keke
ke
Düşünceler
•[parçalarınJkutruna göre.dar satıhlar(için[uygun dere-Jcede daha sert
(parçaların[kutruna göre
Idar satıhlar[için uygun[derecede da-jhasert
(parçalarınkutruna göre
f da r satıhlar[için uygun[deredecede'daha sert[parçaların[kutruna göre
Idar satıhlar[için uygun[derecede da-ha sert
[parçaların[kutruna göre
595

Konu
dökmeçelik
çelik tel
çelikçubuklar
çeliksilindirler
çelik aletve edevat
Demiraksamumumiyetle
Destereler
Dökmedemir
Eğeler
isin Cinsi
temizlemek, büyük parçalar 25-30 m/stemizlemek, büyük parçalar 45 m/s e
kadartemizlemek küçUk parçalar 25-30 m/stemizlemek, küçük parçalar 45 m/s e
kadar
uçların rektlflkasyonukesme, 60-80 m/s
takım çeliğitemizleme 25-30 m/stemizleme 45 m/s. e k*d*r
yüksek vasıflı çeliktemizleme 25-30 m/stemizleme 45 m/s e kadar
Silindirlere bak
elle bilemebüyük zımpara taşıylaufak zımpara taşıyla
keza aşağıya bak:torna kalemleri, rende bıçakları, ağaç
matkapları, helezon matkaplar, fre-zeler, raybalar, vida dişi kılavuzları,bıçaklar, testereler, kesme aletleri,oyma kalemleri
çapak alma, 25-30 m/sçapak alma, 45 m/s
kesmek (ayırmak) 60-80 m/sdahili rektlflkasyonçanak zımpara ile satıh rektifiyesisegman zımpara taşı satıh rektifiyesizımpara taslarının çevresiyle satıh
bileme
bilemeağaç kesmeye mahsus şerit desterelerağaç kesmeye mahsus daire ve hızar
desterelerimaden kesmeye mahsus soğuk destere
daire (testerelerin satıhlarını dttzlemek
çapak alma, büyük parçalar, 25-30 m/sçapak alma, büyük parçalar 45 m/s e
kadarçapak alma, ufak parçalar 25-30 m/sçapak alma, ufak parçalar 45 m/s e
kadarkesme (parçalara ayırma) 60-80 m/spuntasız sillndirik rektifikasyonpuntalar arası sllindirlk rektlflkasyondahili rektifikasyon
Yeni eğelerzımpara tasının yan sathındazımpara taşının çevresindedlttenecek eğeler
Zımpa-ralayıcımadde-
ler
NK
NKNK
NK
NKNK
NKNK
NKNK
NKNK
EK
NKNK
NKEKEKEK
EK
EK
EKNK
EK
NK-Slc
NK-SicNK-Slc
NK-SicSi cSIcSicSic
NKNKNK
Tane
14-30
12-1420-30
14
30-3636
14-2012-14
14-2012-14
24-3636-60
46-60
16-2412-14
20-3040-7020-3020-30
20-40
6O-70
4646-80
36-46
12-20
12-1620-30
20-3024-3624-60
4640-80
303036
sert-f ilk
N-P
9 -R0-Ç
O-P
R-S
9, R
O-SP- R
0-0O
M -OM-O
K-M
q-sP, Q
Q-sJ ot -MH, 1H-K
H -K
L-M
K-L.MP-R
H-K
O-P
O
P-Q
o-aQ. RL-NL
I-K
O
P. QO, P
Bağ layıcı mad
deler
ke
Bake
Ba
keBa
keBa
keBa
keke
ke
keBa
Bakekeke
ke
ke
keGu
ke
ke
Bake
BaBakekeke
MS
Mgke
Düşünceler
parçaların bü-yüklüklerinegöre
dar satıhlariçin uygunderecede da-ha sert
parçaların ku-turlarına göre
keza Bakeza m in
5%

Konu
Frezelerçelik ağızlı
Balatapabucu
Helezonmatkaplarçelikten
sertmadenden
Kauçuk
Kaymaraylarıdökme
çelik
sertleş-tirilmiş
Kaynakyerleri
Kesici aletve edevat(çelikten)
sert maden
Kesme vezımbalama
Kesme(ayırma)
isin Cinsi
takım çeliği, bilemeSS çeliği büyük diş arası veyayüksek dış göğttsü ince dişlemeyarık frezeleri
sert döküm
puntalar arası silindlrik rektlfikasyonpuntasız silindlrik rektlfikasyonbileme otomatikelle bileme, mesnetlesivriltme
sert madene bak
Silindlrik rektlfikasyonSilindlrik rektlfikasyon birinci
zımparalamaSlllndirik rektlfikasyon, ikinci
zımparalamaSilindlrik kesme
(Sevk yolları)satış rektlflyesl çanak zımpara ileSegman zımpara ilezımpara taşının çevresindeçanak zımpara ilesegman zımpara taşı ilezımpara taşının çevresinde
çanak zımpara taşı ile
çapak alma 25-30 m/sçapak alma 45 m/s kadarçapak alma 80 m/S kadar
Torna kalemleri, rende bıçaklarıkesikler vs. elle ilk zımparalama
elle son zımparalamaçanak zımpara ile mesnet Özerinde
zımparalama frezeler, raybalar.vida dişi kılavuzları
çanak zımpara ilezımpara taşı çevresindesert madene bak
Sathi taşlama
60-80 m/s dealüminyumBronzdemirdökme demirsert kauçuksert madenkarbon (galvanlk)Fırın Tuğlalarıporselenborular (çelik), pr«HI «MnMMrmatkap ucuçelikçelik sertleştirilmiş h»Mt*lıÇelik paslanmazÇelik telVolfram
Zımpa-ralayıcımadde-
ler
EKEKEKEK
SIc
EKEKEKNKEK
SIÇ
EK-SİC.
EK-SİC.SIc.
EK-SIc.EK-SİC.EK-Sic.
EKEKEK
SI c
NKNKNK
NKNK
EKEKEK
EK
SI cSicNK«CSicScgSicSIcSicNKNKNKNK
SIc, NKNKSIc
Tane
46-7046-70
80-12080-150
16-24
46-7046-7046 -«046-8046-80
16-24
24-30
60-8020-36
24-4624-4046-6024-4624-404«-«O
20-30
14-2414-46EGE-Fl
30-4636-60
24-3646-8046-80
24-36
2424
24-3024-3620-36
363624
36-7024-30
2424-3024-30
2424
120-220
Sert-lik
I-KG, J
H-JotN, 0
O-P
L -MK-N
Jot-MM-0M -P
G-l
G -H
Jot, Kp. q
G-lH-JotH-K
HvlotH-JotH-K
H-l
P-RP, O
EX
L, MM, N
K-MJot -LJot-M
H, 1
PP
O, RO, RP, O
ORM
O-RR, SO. SP, OP, O
PO, SP, 0
Bağlayıcı mad-
deler
kekekeke
ke
kekekekeGu
ke
ke
keBa
kekekekekeke
ke
keBaBa
keke
kekeke
ke
BaBaB»BaBaBa8aBaBaBaBaBaBaBaBa
Düşünceler
'
keza Gu veyaBa tutturucumadde
1 mat kap kut-Jruna göre
takımlara dabak
Ba
597

Konu
Mermerler
Pirinç
PistonlaralüminyumBonallt
çelikdökmedemir
Pistonhalkaları
Pistonpimleri
Pistonrod'ları
Sertdökümler
Sertmadenler
isin Cinsi
satıh rektlflkasyon, kaba islemesatıh rektlflkasyon, ince islemekesmeeltaşları
elde zımparalama, büyük parçalarelde zımparalama, küçük parçalarpuntalar arası slllndlrlk rektlflkasyonpuntasız slllndirlk rektlflkasyondahili rektlflkasyonçanak zımpara taşıyla zımparalamasegman zımparatasları ile satıh
rektlflyeslyüksek kudretli zımpara dlsklerlyle
satıh rektlflyeslzımparatasının çevresinde satıh bileme
puntalar ara» slllndlrlk rektlflkasyonpuntasız slllndlrlk rektlflkasyonpuntalar arası slllndlrlk rektlf ikasyonpuntasız slllndlrlk rektlflkasyonpuntalar arası slllndlrlk rektlflkasyonpuntalar arası slllndlrlk rektlflkasyonpuntasız slllndlrlk rektlflkasyon
slllndlrlk rektlflkasyonsegman zımpara tasları ile satıh
rektlflyeslZımpara taslarının çevresinde satıh
rektlflyesllepleme, otomatikIkl zımpara taşı arasında taslama
puntasız slllndlrlk rektlflkasyon birincizımparalama
puntasız slllndlrlk rektlflkasyon ikincizımparalama
leplemeuçların satıh rektlflyesl
slllndlrlk rektlflkasyon
çapak alma, büyük parçalar, 25-30 m/sçapak alma, büyük parçalar, 45 m/s e
kadarçapak alma, küçük parçalar 25-30 m/s
çapak alma, küçük parçalar 45 m/s ekadar
puntalar arası slllndlrik rektlflkasyonpuntasız slllndlrlk rektlflkasyondahili rektlflkasyonçanak zımpara ile satıh rektlflyeslsegman zımpara ile satıh rektlflyeslzımpara tasının çevresinde satıh
bileme
takımların bilenmesiçanak zımpara ile birinci zımparalamazımpara tasının çevresinde birinci
zımparalamaçanak zımpara ile son zımparalamazımparatasının çevresinde son
Zımpa-ra layıcımadde-
ler
ScgScgScgScg
NK-SlcNK-Sic
SicSIcSicSIc
Sic
SicSIc
SIcSIcSIcSicEKSicSIc
Sic
SIc
SicSicSic
EK
EKEK.EK
'EK
Sic
SIcSic
SIcSIcSICSicSicSIc
SIc
Scg
ScgScg
Tane •
10-2046-12020-30
36-250
16-3030-4036-60
4640-8024-30
24-30
24-3620-40
46-8046
46-10046-10046-6036-6046-60
46-60
30-36
36-60320-400
30-60
46-70
80-120320-400
60
46-60
12-20
14-1616-20
16-2024-46
4650-8016-2416-24
30-36
36-46
36-4670-120
Sert-lik
Jot-LI-K
<*.«N -P
P. «10. PI-L
M -NI-L
H-Jot
H -K
N, OI-K
H-JotI-KG-l
G, HJot, K
I-KI-K
K
Jot-M
I-KM-OK -M
Jot-L
Jot-LNL
Jot-L
q-R
0-PP- R
9-RI-K
l-JotI-K
H-JotG-l
H-K
Jot-K
Jot-KJOt-K
Saölayıcı mad
deler
kekeBake
kekekekekeke
ke
Bake
kekekekekekeke
ke
ke
keBake
ke
keBake
ke
ke
Bake
Bakekekekeke
ke
Ke
keKe
Düşünceler
n1 dar satıhlarllçln uygunf derece dahaJ sert
keza (EK) me-samat H
keza dahaince
Idar satıhlarllçln uygun[derece dahaJ sert
59İ
i
İ',
w.
y'.

Konu
Silindirler
Tornakalemleriçelik ağızlı
Tunçlary um UM kwrt
Valflar -Subap
motorlaramahsus
Valf-Subapyatakları
Yatak burcuyumuşakdöküm
su verilmişçelik
Yaylardoz yaylar
helezonyaylar
1 sin Cinsi
zımparalamalepleme tası ile leplemeeltasıyla leplemeslllndlrlk rektlflkasyondahil) rektlflkasyontalaş kına kertiklermatkap baslıkları, birinci zımparalamaikinci zımparalamaayırma
dahili rektlflkasyon, dökmedahili rektlflkasyon, çelikyeni silindirleri honlamakullanılmış silindirleri honlama
birinci honlamaikinci honlama
elde bileme, kaba yontmaelde bileme, ince trasçanak zımpara ile mesnetli bilemeprofil çelikleri
bakıra baktras etme, büyük parçalartras etme küçük parçalarpuntalar arası slllndlrlk rektlflkasyonpuntastz slllndlrlk rektiflkasyondahili rektlflkasyonçanak zımpara ile satıh rektifiyeslsegmanlarla satıh rektifiyeslzımpara taslarının çevresinde satıh
bilemekesme
konik zımparalanmasısubap milleri puntalar arası slllndlrlk
rektlflkasyonlarsubap milleri puntasız slllndlrlkuç satıhların dttz zımparalanma»
ön zımparalama, dökme demirön zımparalama, çelikbütünleme t r as ı, her nevi
puntalar arası slllndlrlk rektlflkasyonpuntasız slllndlrik rektlflkasyondahili rektlflkasyon
puntalar arası slllndlrlk rektlflkasyonpuntasız slllndlrlk rektlflkasyondahili rektlflkasyon
gözlerin yan satıhlarının zımparalanmankenarların zımparalanmasıuçların zımpara tası çevresinde
zımparalanmasıuçların zımpara tası yanlarıyla
zımparalanması
Zımpa-rala yıcımadde-
ler
SCBScgScgScgScgScgScgScgScg
SIcEK
SIc-EK
SIc-EKSic-EK
EKEKEKEK
SIcSIc
SIc-EKSIc-EKSIc-EKSIc-EK
SIc
SIc-EKSIc-NK
EK
EKEKEK
SicEKSIc
SicSIcSic
EKEKEK
NKNK
NK
NK
Tane
70-120280400
60-806040
120-15036-46
70-12036
36-8030-80
120-180
80-120280-320
24-3636-6020-36
60-100
20-3636-4646-60
6040-8020-3020-30
20-4024
46-70
606036
4660
120-180
4646-60
46
606060
12-2420-36
20-30
14-30
Sert-lik
1, Jot1
MI-KH
K-LK
JotO
H, 1H, 1L-N
L, ML-N
Jot-MM-0
Jot-MM-0
N -ON -P
JOt-LMI-K
H-JotH-K
I-KP
M, O
L-NL -MJot
L, MM, NL, M
KI-K
H, Jot
UMI-K
0^Q-R
T. U
M, N
iaglaycı mad
deler
keBakekekekekekeBa
kekeke
keke
kekekeke
kekekekekekeke
keBa
ke
kekeke
kekeke
kekeke
kekeke
keke
ke
ke
DOs On çeler
"1 silindir kutur-/larına göre
keza Ba tut-turucu madde
\ parçaların ku-j turlarına göre
Idar satıhlariçin uygunderece dahaince
keza dahaince
*1 plak veya telf kalınlığınaJ göre
'
599

BAZI ÖNEMLi DÎN NORMLARI ve TÜRK STANDARTLARIKARŞILIKLARI
VİDALAR
Metrik diş ve vidasıMetrik ince diş ve vidası h: 0,25 mm
Whitworth diş ve vidasıWhitworth boru dişi ve vidasıTrapez normal diş ve vidasıTrapez ince diş ve vidasıTestere kaba diş ve vidasıTestere normal diş ve vidasıTestere ince diş ve vidasıYuvarlak diş ve vidası
VİDA HAVŞALARI
CIVATALAR
Altı köşe başlı metrik vidalıGömme başlı metrik vidalı
Konik başlı metrik vidalı (tornavida ağızlı)Mercimek başb metrik vidalı (tornavide ağızlı)Kelebek metrik vidalı
SOMUNLAR
Altı köşe kalın metrik vidalıAltı köşe normal ve ince metrik vidalıAltı köşe kapalı normal ve ince metrik vidalıAltı köşe kapalı emniyetli metrik vidalıAltı köşe taçlı normal ve ince metrik vidalıKelebekti metrik vidalıTırtıllı uzun faturalı metrik vidalıTırtıllı kısa faturalı metrik vidalı
SAPLAMALAR metrik vidalı
VİDALI PİMLER metrik vidalı
h: 0,20 mmh: 0,35 mmh: 0,50 mmh: 0,75 mmh: l,00 mmh: 1,50 mmh: 2,00 mmh: 3,00 mmh: 4,00 mmh: 6,00 mm
DEN
1352152051951851751624724624524611259103378515513514405
74
601912
(6912)8485
6915934917986935315466467
938
417
jrç
61/161/461/561/661/761/861/9
61/1061/1161/1261/1361/1661/2061/2361/24
61/3061/3161/32
1021/21021/10
(1020/11)1020/81020/7
1026/61026/21026/101026/121026/131026/221026/231026/23
1025/1
1024/2
i™
600

RONDELALAR ve PULLAR
Düz rondelalar (altı köşe başlı civatalar için) 125 7911Düz rondelalar (pemolar için) 1440 79/8Yaylı rondelalar (silindirik başlı civatalar için) 7980 79/26
(127) (79/32)Yaylı dişli rondelalar 6797 79/24Kulaklı emniyet pulu 93 79/17Tırnaklı emniyet pulu 4232 79/21
KAMALAR (genel) 6886 147/5Burunlu kamalar 6887 147/6Yarım ay kamalar 6888 147/10
GUPlLYALAR, PİMLER ve PERNOLAR
Silindirik pimler 7 69/15Konik pimler l 69/13Çentikli konik pimler 1471 69/20Gupilyalar 94 69/16Başsız pernolar 1433 69/1Küçük başlı pernolar 1434 69/3
NOT: Matkap uçlan, freze çakılan, r&ybalar, torna kalemleri ile ilgili standartlar içinMKE kataloglarına bakınız.
601

GST 2424 • 83Taşlama taşlan spekleri.
GOST1758 - 81Konik ve haypoid dişli toleranslarının değişebilirliği için ana gerekler.
GOCT 8724 - 81Metrik vidaların çap ve pitcVı değişebilirliği için normlar.
/
GOCT 9774 - 81Silindirik küçük modüllü mahruti çiftleri toleransların değişebilirliği için ana gerekler.
GOCT 9150 - 81Metrik diş profillerinin değişebilirlik normları
GOCT 1412 - 79Gri döküm (flake grafitti) spekleri
GOCT 9158 - 76Hemp. seed Industrial raw material.
GOCT 2789 - 73Yüzey pürüzlülük parametre ve karakteristikleri
GOST 3647 - 80Aşındırma tane, boyut, boyut oranı, test metodlan
GOST 9539-72Diş haddeleri
GOST 3675 - 81Silindirik mahruti dişlilerin değişebilirlik toleranstan için temel gerekler
GOST 9368-81ince pitets konik dişlilerin değişebiliriikleri için ana gerekler, toleranslar
602

İMALAT ÇELÎK TÜRLERİ
ÇELİK SİMGELERİ
USSRGOST
20
404560 G
30CHM35CKML40ChFA40 CH2N2MAISChG40 Ch
50 ChGFA
38 ChGNM60 82U10A
Chl2Oı3M3F4Ch5MFlS
3 Ch2W8F08 ChlSNlO
.J-
110G13L
TÜRKİYETS
C 22Ck35
Ck45Ck6035 S 20
25 CrMo 434CrMo442 CrMo 4
16MnCr541Cr4100 Cr 650CrV421 NiCrMo 2
60 Si 7C 105 T 190 MnCrV 8X 210 Cr 12X32Cr3Mo3VX40Cr5MoV
X5Crl8Ni9H18-1-2-5
MKE
Ç 1020Ç 1030Ç 1040Ç 1050Ç 1060Ç 1137Ç 3115Ç 3315
Ç 4130Ç 4140C 4340
Ç 5140
Ç 6150Ç 8620Ç 8640
Ç 10110
Ç 512200Ç 5330
Ç 7430Ç 7930Ç3915
603