information über die neu erschienene cqi-9 htsa 3...
TRANSCRIPT
Qualitätssicherung in der Wärmebehandlung FA 25
1
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Information über die neu erschienene CQI-9 HTSA 3rd Edition für Wärmebehandler Werner Schwan Peter Schiefer Robert Bosch GmbH Ford, Köln Korntal-Münchingen, 11. Juni 2012
Qualitätssicherung in der Wärmebehandlung FA 25
2
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Vortragsübersicht
Einleitung: Was ist CQI-9? Was sind die Ziele?
Daten / Fakten zur CQI-9 Arbeitsgruppe, Arbeitsergebnisse
Zusammenarbeit mit der AIAG Working Group
Roll out der 3rd Edition am 8. Dezember 2011 - Wichtige Veränderungen Zusammenfassung
Wen betrifft die CQI-9 HTSA? Welche Verfahren?

Qualitätssicherung in der Wärmebehandlung FA 25
3
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Was ist CQI – 9 HTSA
• HTSA bedeutet: Heat Treatment System Assessment
• Kundenforderung der Firmen Chrysler, GM und Ford
• CQI-9 HTSA ist unverändert eine Selbstbewertung bezüglich der Wärmebehandlung
• Ist keine Norm, jedoch ein nachzuweisender Prozessstandard
• CQI bedeutet: Continuous Quality Improvement

Qualitätssicherung in der Wärmebehandlung FA 25
4
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Ziele der CQI-9 HTSA
• Kontinuierliche Verbesserung, Fehlerprävention und Reduzierung von Prozessabweichungen und Streuungen bei der Wärmebehandlung
• Vereinheitlichte Entwicklung von Managementsystemen und eine Prozessüberwachung für die Wärmebehandlung von Automobilteilen
Einheitliche, verbindliche Standards!
• Jährliche, dauerhafte Bewertung auf Übereinstimmung

Qualitätssicherung in der Wärmebehandlung FA 25
5
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Wen betrifft die CQI-9? Alle Wbh-Lieferanten der Firmen Chrysler, GM und Ford weltweit
• alle Erstlieferanten: Bosch, INA, ZF, TRW… mit interner Wärmebehandlung
• alle Unterlieferanten mit interner oder externer Wärmebehandlung
Welche Verfahren?
Prozesse A bis H, aufgeführt in den Prozesstabellen
Der Prozess, der die Eigenschaften der Bauteile im Einbauzustand bestimmt.

Qualitätssicherung in der Wärmebehandlung FA 25
6
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
• Die CQI-9 3rd Edition enthält, wie schon in der 2nd Edition, die Prozesstabellen bezüglich spezifizierter Prozesse:
A Carburizing, Hardening, Austempering…… B Nitriding (Gas), Nitrocarburizing (Gas, Salt) C Aluminium Heat Treatment D Induction Heat Treating E Annealing, Normalizing, Stress-Relieving
• Hinzu gekommen sind in der CQI-9 3rd Edition die Prozesstabellen:
F Low Pressure Carburizing (LPC) neu G Sinter Hardening neu H Ion Nitriding neu

Qualitätssicherung in der Wärmebehandlung FA 25
7
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Gründung einer CQI-9 Arbeitsgruppe
Es wurde am 5.12.2007 gemeinsam mit dem Industrieverband Härtetechnik eine Arbeitsgruppe CQI-9 HTSA gegründet: Leitung / Organisation: W. Schwan / Fa. Bosch
Teilnehmer sind: Zulieferer: Schaeffler KG, Bosch (4 MA), Hay (2MA), ZF (2MA), Lohnhärter: Bodycote (2 MA), SHU (2MA), HTU, Hauck (2 MA), Hommel + Keller QM-Berater: TopQM, ThyssenKrupp Presta und Fa. Eurotherm / D
Der AWT-Fachausschuss 25: Qualitätssicherung in der Wärmebehandlung erhielt 2007 die Aufgabe, die CQI-9 Kundenforderung zu beurteilen.

Qualitätssicherung in der Wärmebehandlung FA 25
8
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
CQI- 9 Arbeitsgruppe Daten / Fakten
Anzahl der Teilnehmer pro Treffen: im Ø 15 Personen
Ab 16.12.08 (Treffen 7) ist Herr Schiefer, Fa. Ford / Köln dabei. Ab 03.02.09 (Treffen 8) ist Herr Bärsch, Fa. Opel / Rüsselsheim dabei.
Aufwand / Kosten (grob geschätzt): 15 x 9 Std. x 19 x 126 € = 323 190 €
Start: 29.01.2008 bis heute 19 Sitzungen/Treffen am 24.01.2012 war die letzte Sitzung Die Treffen fanden im Wechsel bei den beteiligten Firmen statt.

Qualitätssicherung in der Wärmebehandlung FA 25
9
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Ergebnisse
• Eine von der Gruppe erarbeitete Änderungsliste wurde im August 2009 über die AWT bei der AIAG eingereicht.
• Mit der Unterstützung von Herrn Schiefer, Fa. Ford, wurde eine Kerngruppe bei der AIAG Working Group vorgestellt, die ab den 20.8.2009 an der Ausarbeitung der 3rd Edition mitarbeitete.

Qualitätssicherung in der Wärmebehandlung FA 25
10
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Zusammenarbeit mit der AIAG Working Group Es arbeiteten folgende Mitglieder als Voluntees, als freiwillige Mitarbeiter, bei der Bearbeitung mit:
S. Bruder Fa. Bodycote, Esslingen A. Bernmeister Fa. ZF, Friedrichshafen T. Rücker Fa. Eurotherm / D W. Schwan Fa. Bosch, Schwieberdingen
Teilnahme an den Telefonkonferenzen ab 20.8.09 bis 01.09.2011 (25 x) mit der Bearbeitung / Diskussion der Tabellen und Kapitel
Qualitätssicherung in der Wärmebehandlung FA 25
11
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Zusammenarbeit mit der AIAG Working Group
• Wir waren akzeptiert und erwünscht in der Runde, konnten aktiv mitarbeiten.
• Die Problematik und die Schwierigkeiten beim Erstellen einer weltweit gültigen Vorschrift wurden aufgezeigt.
Es ging nur sehr langsam voran: Viele Meinungen und Kommentare! Es hat ein Jahr länger gedauert, als geplant!
• Es war gewünscht von der Working Group, dass zu den geplanten, neuen Prozesstabellen, Vertreter von Fachgruppen in D/Europa hinzugezogen werden.

Qualitätssicherung in der Wärmebehandlung FA 25
12
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
ROLL OUT: 3rd Edition 8. Dezember 2011

Qualitätssicherung in der Wärmebehandlung FA 25
13
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Inhalt
• Deckblatt
• Einleitung

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik

Qualitätssicherung in der Wärmebehandlung FA 25
16
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Inhalt
• Deckblatt
• Abschnitt 1 – 3: Auditelemente
• Abschnitt 4: HTSA Job Audit Job Audit bedeutet: Überprüfung der HTSA Forderungen in der praktischen Umsetzung an einem konkreten Prozess und Bauteil
Erhältlich, gegen Bezahlung, bei der AIAG in englischer Sprache! Neu: Jetzt auch erhältlich in deutscher Sprache!
• Einleitung
• Abschnitte Thermoelemente, Instrumentierung, SAT und TUS
• Anhang: Prozesstabellen von A bis H
• Glossary mit 121 Begriffserklärungen

Qualitätssicherung in der Wärmebehandlung FA 25
17
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Veränderungen
• Nationale Standards und Vorschriften werden zugelassen.
• Der Bezug zur AMS 2750 – Aerospace Material Specification – ist entfallen, statt dessen erfolgte die Übernahme relevanter Inhalte aus der AMS direkt in die CQI-9
Vorschrift
• Standard-Temperaturtoleranzen in °C wurden übernommen: Beispiel: Bei +/- 25 °F ist +/- 15 °C zulässig.
• Drei neue Prozesstabellen wurden hinzugefügt. • Das Format und Layout der Prozesstabellen wurde in Struktur und Handhabung verbessert.

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
Neu hinzugekommen sind die Kapitel: • 3.1 Thermoelemente • 3.2 Instrumentierung • 3.3 System-Genauigkeits-Überprüfung (SAT) • 3.4 Temperatur-Gleichmäßigkeits-Überprüfung (TUS)
Inhaltlich der AMS 2750 entnommen, aber auf die Anwendung und Erfordernisse der Automotiv-Wärmebehandlung angepasst in Bezug zur verfügbaren Ofentechnik und den Prüffrequenzen.

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
3.1. Thermoelemente Eignung für den jeweiligen Einsatzbereich
Tabelle 3.1.1 bis 3.1.5 muss jeweils erfüllt werden!
• 3.1.1 Verwendung Regelung und Aufzeichnung • 3.1.2 Verwendung Primärer / Sekundärer Standard • 3.1.3 Verwendung als TUS- und SAT-Elemente • 3.1.4 Verwendung als Chargenelemente • 3.1.5 Verwendung bei spezifischen Anwendungen

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
3.1. Thermoelemente 3.1.2 Kalibrierung
• Thermoelemente müssen vor dem ersten Einsatz kalibriert werden!
• Kalibrierung für den Temperaturbereich • Max. Temperatur-Intervall 150°C oder 250°F • Externe Organisationen,welche Kalibrierungen
anbieten müssen eine Akkreditierung nach ISO/IEC17025 besitzen.
• Tipp: Thermoelemente inkl. Kalibrier-Zertifikat kaufen.

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
3.1. Thermoelemente 3.1.3 Wiederverwendung
• Ersteinsatz muss dokumentiert werden! • Max. erlaubte Nutzung gem. Tabellen • Beschädigte Elemente dürfen für SAT- und TUS-
Messungen nicht mehr eingesetzt werden.
21

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
3.1. Thermoelemente
22

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
3.1. Thermoelemente
23
Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
3.1. Thermoelemente (Anschluss)
24
Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
3.1. Thermoelemente
25

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
3.2 Instrumentierung 3.2.1 Generelle Anforderungen zur Instrumentierung
• Kalibrierung gemäß Tabelle 3.2.1 Digitale Regler, Anzeiger und Aufzeichnungsinstrumente alle 3 Monate Einzelpunktkalibrierung Oder alle 6 Monate Multipunktkalibrierung Kalibriergenauigkeit ± 2,0°C (± 4,0°K) Rückführbar zum "National Institute of Standards and Technology" (NIST)
26

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
27
Thermoelement Regler
Regler
Thermoelement Regler
Regler
Kalibrator
Multi-Punkt Kalibrierung eines Reglers, halbjährlich
Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
28
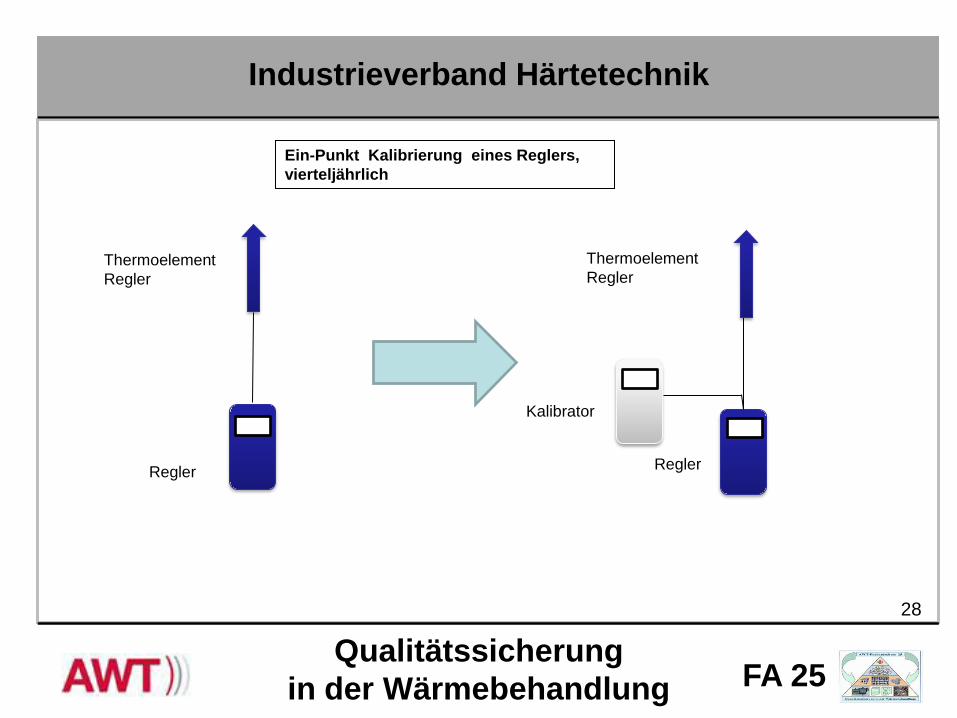
Thermoelement Regler
Regler
Thermoelement Regler
Regler
Kalibrator
Ein-Punkt Kalibrierung eines Reglers, vierteljährlich
Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
29
3.2 Instrumentierung 3.2.2 Lesbarkeit und Auflösung
• Die Lesbarkeit muss 1,0°C bzw. 1,0°F betragen.
• Papierschreiber sind zugelassen, wenn min. 5°C abgelesen werden kann. • Offset-Anpassungen sind generell zu vermeiden. Wenn ein Offset zur
Anwendung kommt muss das Wann, Wer und Wie komplett dokumentiert werden .
Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
30
3.2 Instrumentierung 3.2.6 Elektronische Datenaufzeichnung
• „Einmal Schreiben“ und dann nur noch „Lesezugriff“ Fälschungssicherheit
Instrumente/Systeme mit Fälschungssicherheit: - Digitalschreiber mit fälschungssicherer Datenerfassung keine „CSV-
Daten“ - Papierschreiber - Leittechnik/PC-Systeme mit fälschungssicheren Datenbanksystemen • Tipp: Lassen Sie sich die Fälschungssicherheit durch den Lieferanten /
Zulieferer schriftlich bestätigen.

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
31
3.3 Systemgenauigkeitsprüfung (SAT) 3.3.1 Erfüllung der Anforderung gemäß Tabelle 3.3.1
• Sensor Methode (Referenzmessung) max. SAT-Differenz ±5°C (±10°F) mit vierteljährliche SAT-Prüfung.
• Vergleichsmethode max. SAT-Differenz ±1°C (±2°F) mit monatlicher SAT-Prüfung.
3.3.2 SAT-Prüfelement und Kalibrator müssen Anforderung erfüllen • Prüfelement gemäß Tabelle 3.1.3 • Kalibrator gemäß Tabelle 3.2.1 3.3.3 SAT-Prüfung muss nach Wartungen durchgeführt werden, welche die SAT-Genauigkeit beeinflussen kann.
Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
32
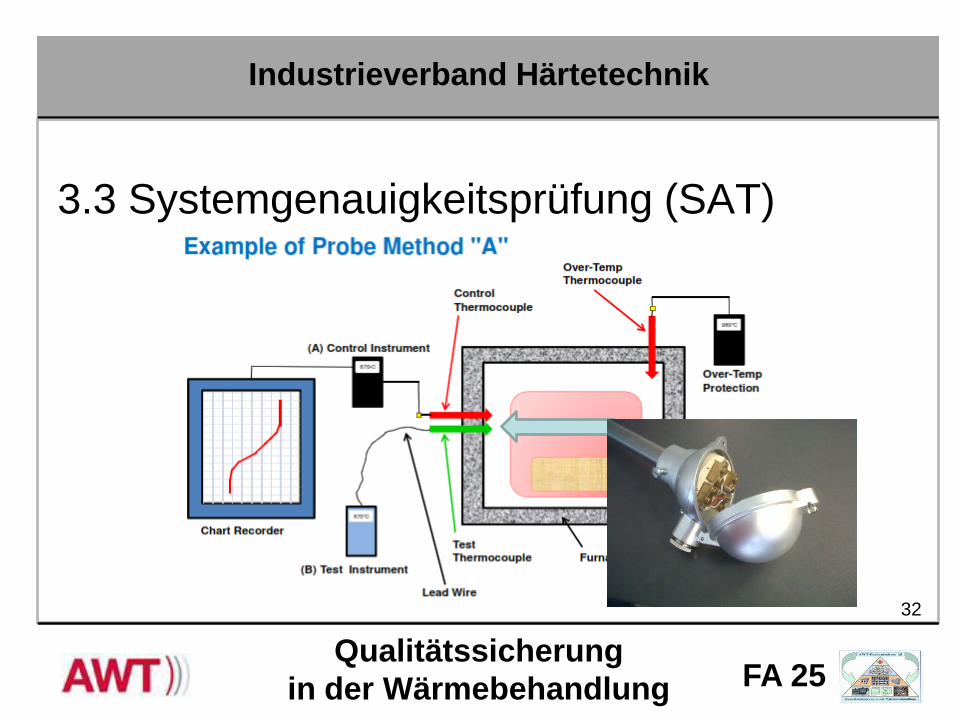
3.3 Systemgenauigkeitsprüfung (SAT)
Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
33
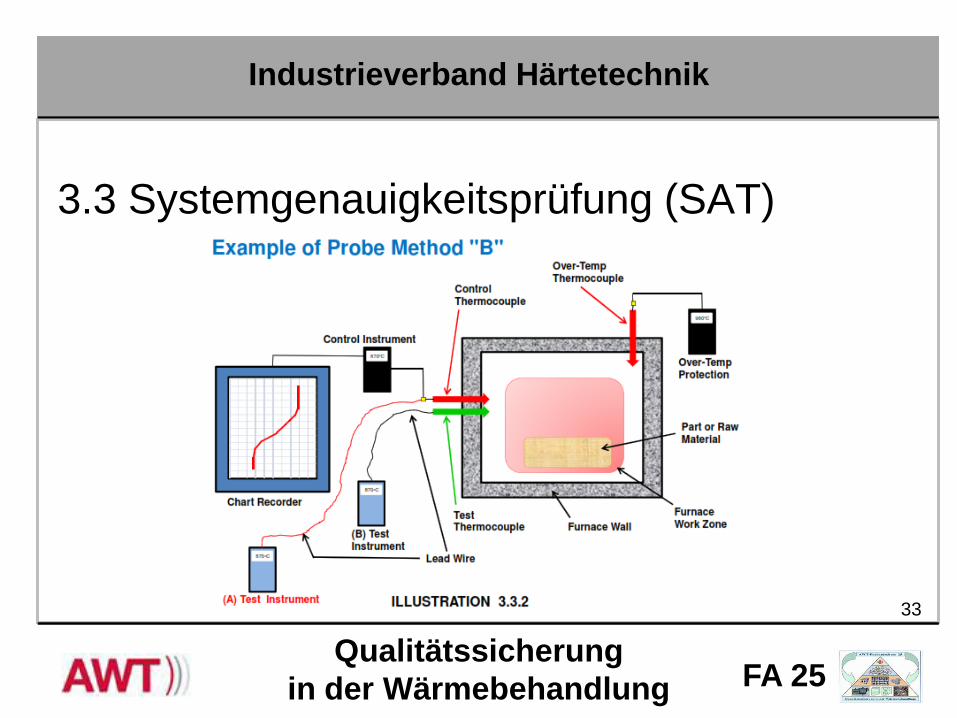
3.3 Systemgenauigkeitsprüfung (SAT)

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
34
3.3 Systemgenauigkeitsprüfung (SAT)

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
35
3.3 Systemgenauigkeitsprüfung (SAT) 3.3.4 SAT-Test muss im laufenden Betrieb durchgeführt werden:
• bei typischer Arbeitstemperatur • Methode A ist die Sinnvollste
3.3.5 SAT-Test muss in einem Report dokumentiert werden • Detailierte Informationen inklusive Kalkulation SAT-Differenz. • SAT-Test muss bewertet werden Akzeptanz / Verwerfung. • SAT-Test muss von einer verantwortlichen Person des
Wärmebehandlungsunternehmens unterzeichnet werden.

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
36
3.4 Temperatur-Gleichmäßigkeits-Überprüfung(TUS)
3.4.1 Allgemeine Anforderungen: • Bestätigung der Temperatur-Gleichmäßigkeit durch zyklische Überprüfung • Bei Ofenreparaturen und Veränderungen muss ein neuer TUS-Test
durchgeführt werden. • TUS-Prüftemperaturen müssen den Betriebstemperaturen der Ofenanlage
entsprechen. Falls die verschiedenen Arbeitstemperaturen > 170°C (305°F) auseinanderliegen, muss die tiefste und die höchste Arbeitstemperatur geprüft werden.
• TUS-Test sollte unter Produktionsbedingungen durchgeführt werden. • TUS-Test kann im leeren Ofen oder beladenen Ofen durchgeführt werden.
Dabei sollte der nächste Test mit den gleichen Bedingungen erfolgen.

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
37
3.4 Temperatur-Gleichmäßigkeits-Überprüfung(TUS)
3.4.2 Kontinuierliche und taktende Durchlaufofen • TUS-Elemente bei Stoßöfen volumetrische anordnen. • TUS-Elemente bei Bandöfen in der Fläche anordnen.
3.4.3 TUS-Datenerfassung • Typische Bandgeschwindigkeit (Produktionsbedingung) einhalten. • TUS-Test beginnt, wenn TUS-Elemente in den Ofen einfahren. • Aufzeichnungsintervall muss mindestens alle 30 Sekunden erfolgen und dabei
müssen die TUS-Temperaturen mit den Ofenzonentemperaturen verglichen werden.

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
38
3.4 Temperatur-Gleichmäßigkeits-Überprüfung(TUS)
3.4.5 Alternative TUS-Prüfmethoden • Wenn kein Zugang zur Arbeitszone möglich ist. • Temperaturcharakteristik soll nach Prozesstafel nachgebildet werden. • Alternative muss geprüft und vom Kunden genehmigt werden.
3.4.6 Produkteigenschaftsprüfung • Wenn keine alternative TUS-Prüfmethode möglich ist. • Vergleichbar mit einer Vorbemusterung. • bei jeder Prüftemperatur müssen 5 Produkteigenschaftsprüfungen
durchgeführt werden.

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
39
3.4 Temperatur-Gleichmäßigkeits-Überprüfung(TUS)
Maßnahmen bei TUS-Test fehlgeschlagen • Es darf nicht mehr produziert werden bis
– Fehler ermittelt und dokumentiert wurde. – Fehler korrigiert wurde. – Ein neuer erfolgreicher TUS-Test durchgeführt wurde.
TUS-Instrumentierung • Es muss ein unabhängiges Prüfinstrument gemäß Tabelle 3.2.1 sein. • Tipp: tragbarer Schreiber.
TUS-Bericht
• Es muss ein Report gemäß 3.4.9 erstellt werden. • Tipp: TUS-Report-Software für Schreiber.

Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
40
3.4 Temperatur-Gleichmäßigkeits-Überprüfung(TUS)
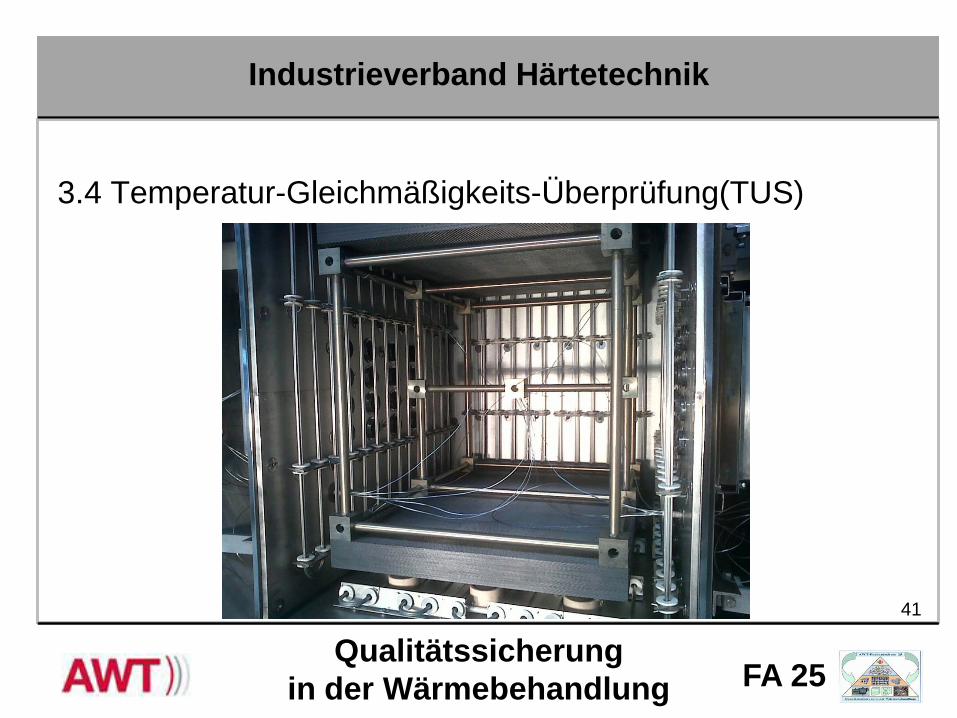
Anzahl der Prüfelemente in Abhängigkeit Arbeitsraumvolumen • < 0,1 m3 5 TUS-Elemente • >0,1 m3 bis 8,5 m3 9 TUS-Elemente • > 8,5 m3 je weitere 3 m3 ein zusätzliches TUS-Element
• Für Flächenmethode gemäß Tabelle 3.4.2
Qualitätssicherung in der Wärmebehandlung FA 25
Industrieverband Härtetechnik
41
3.4 Temperatur-Gleichmäßigkeits-Überprüfung(TUS)
Qualitätssicherung in der Wärmebehandlung FA 25
42
Qualitätssicherung in der Wärmebehandlung
Industrieverband Härtetechnik
Zusammenfassung Die 3rd Edition der CQI-9 hat folgende Vorteile:
• alle Anforderungen in einem Dokument
• angepasste Prüf- und Wartungsfrequenzen bei der Wärmebehandlung von Automotivteilen
• Textverständlichkeit für den Anwender verbessert
Viel Erfolg bei der Umsetzung der CQI-9 3rd Edition!