instituto politÉcnico nacional -...
TRANSCRIPT

INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES
Y ADMINISTRATIVAS
“DISEÑO DE UN PROGRAMA DE MANTENIMIENTO CENTRADO EN CONFIABILIDAD PARA EL TALLER
MECÁNICO DEL CENTRO DE INVESTIGACIÓN E INNOVACIÓN TECNOLÓGICA”
MÉXICO D.F. 2009.
T E S I S QUE PARA OBTENER EL TÍTULO DE I N G E N I E R O I N D U S T R I A L P R E S E N T A : Á N G E L V E G A R A M Í R E Z

Índice
Resumen ................................................................................................ i Introducción ........................................................................................... ii Marco metodológico ..............................................................................iii
Planteamiento del problema.........................................................iii Objetivos.......................................................................................iii
Objetivo general ..................................................................iii Objetivo especifico ..............................................................iii
Justificación ..................................................................................iii Capítulo I. Antecedentes ...................................................................... 1
1.1. Centro de Investigación e Innovación Tecnológica (CIITEC) ...1 1.2. Productos y servicios ................................................................ 1 1.3. El mantenimiento en el CIITEC ................................................ 2
1.3.1. Mantenimiento en el taller mecánico del CIITEC .............. 2 1.3.2. Gestión de la recuperación de la función del equipo al
fallar ....................................................................................... 2 1.3.3. Problemas de mantenimiento en el taller mecánico del
CIITEC ................................................................................... 3 Capítulo II. Marco teórico y referencial .................................................. 5
2.1. Definiciones básicas ................................................................. 5 2.2. Metodología del mantenimiento centrado en confiabilidad....... 7
2.2.1. Formación de equipos de trabajo .................................... 10 2.2.2. Jerarquización de equipos y sistemas............................. 10 2.2.3. Definición del contexto operacional................................. 12 2.2.4. Construcción del análisis de modos y efectos de falla .... 12 2.2.5. Selección de las estrategias de mantenimiento .............. 17
2.3. Confiabilidad ........................................................................... 22 Capítulo III. Resultados....................................................................... 23
3.1. Desarrollo del programa de mantenimiento............................ 23 3.1.1. Clasificación de la maquinaria y equipo .......................... 24 3.1.2. Ponderación de la maquinaria y equipo .......................... 26 3.1.3. Definición del contexto operacional................................. 27 3.1.4. Cálculo de la duración de la función................................ 29 3.1.5. Análisis de modo y efecto de falla ................................... 32 3.1.6. Plan de mantenimiento.................................................... 33

Capítulo IV. Discusión de resultados .................................................. 34 4.1. Metodología propuesta ........................................................... 34 4.2. Clasificación de la maquinaria ................................................ 34 4.3. Ponderación de la maquinaria y equipo ................................. 34 4.4. Definición del contexto operacional ........................................ 34 4.5. Confiabilidad ........................................................................... 35 4.6. Análisis de modo y efecto de falla .......................................... 36 4.7. Plan de mantenimiento ........................................................... 36
Conclusiones ....................................................................................... 38 Bibliografía........................................................................................... 39 Anexo A .............................................................................................. 40 Anexo B .............................................................................................. 41 Anexo C .............................................................................................. 42 Anexo D............................................................................................... 43 Anexo E ............................................................................................... 45 Anexo F ............................................................................................... 52

i
Resumen El taller mecánico del Centro de Investigación e Innovación Tecnológica (CIITEC), requiere
desarrollar un programa de mantenimiento documentado y fundamentado con el principal objetivo
mantener en funcionamiento a la maquinaria y equipo del taller mecánico dentro de un periodo de
6 meses y que satisfaga los lineamientos establecidos por el sistema de gestión de calidad del
CIITEC. Se establecieron las bases del mantenimiento centrado en confiabilidad (MCC).
Modificando y adaptando el MCC tradicional alineando la metodología a los intereses del taller
mecánico se realizó un inventario universal de maquinaria y equipo dentro del taller mecánico,
posteriormente fue clasificada usando un método de clasificación por valor (metodología ABC). Se
definieron a través de una tabla de entradas y salidas las funciones esperadas del equipo. Se
realizó un análisis de Modo y Efecto de Fallas (AMEF) , criticidad, confiabilidad y se cálculo el
tiempo en el que se presenta una falla a la maquinaria con clasificación A y B.
Al momento de seleccionar las estrategias de mantenimiento se utilizaron procedimientos
anteriormente establecidos a los que no se les dio seguimiento (programas de mantenimiento
preventivo y rutinario).
Finalmente se propuso un formato en el que se integran los análisis anteriormente
mencionados con el fin de sintetizar la información en un solo documento la cual pueda ser tomada
como herramienta en la toma de decisiones y ayude a la programación del mantenimiento.
Logrando un programa MCC que es capaz de responder las 7 preguntas establecidas por la norma
SAE JA1011.

ii
Introducción El objetivo de desarrollar un programa MCC para el taller mecánico del CIITEC, es sentar
las bases para la estandarización de los programas de mantenimiento dentro de las áreas del
CIITEC. Así como dar a conocer los beneficios y ventajas de la aplicación de la metodología del
MCC y proporcionar la documentación y procedimientos de trabajo que ayude al taller mecánico
del CIITEC a cumplir con los requerimientos de su sistema de gestión de calidad.
El desarrollo de este programa de mantenimiento toma la metodología sugerida por Edwin
Gutiérrez, en su articulo “Cuidado Integral de Activos”, la cual es una descripción de la metodología
establecida en la norma SAE JA1011 y SAE-JA1012.
La información utilizada para el desarrollo de este programa de mantenimiento fue
recopilada de órdenes de trabajo, entrevistas al personal que labora en el taller mecánico y de
documentación de trabajos previos en de mantenimiento desarrollados en el taller mecánico del
CIITEC.
En el primer capítulo se dan a conocer los antecedentes y objetivos del CIITEC, se hace
una descripción de como esté lleva a cabo sus tareas de mantenimiento enfocando la atención en
el taller mecánico ya que es el área elegida para el desarrollo del MCC.
Durante el desarrollo del segundo capítulo se dan a conocer las definiciones que se usarán
a lo largo del presente trabajo. Se define que es el MCC y su metodología.
El capítulo 3 muestra como se adaptó la metodología propuesta por Edwin Gutiérrez1, sin
que esta saliera de la ideología principal de la metodología MCC. Se describe como cada uno de
los pasos de la metodología es desarrollado y en algunos casos modificados y adaptado para
hacer uso de información disponible en el taller mecánico. Se presenta una síntesis de la
información generada por medio de tablas con el fin de hacer fácil su interpretación, así como su
rápida consulta.
Una vez aplicada la metodología se hace una discusión de los resultados obtenidos tras el
desarrollo de este programa de mantenimiento. La ponderación del equipo ayuda a tener claro a
que equipo invertir tiempo y recursos. La definición del contexto operacional nos ayuda a tener en
cuenta las funciones que esperamos del equipo.
1 Edwin Gutiérrez, E.t., Robinson Medina, Michele Leccese (2005) Cuidado Integral de Activos.

iii
Marco Metodológico
Planteamiento del problema Actualmente el taller mecánico del CIITEC del Instituto Politécnico Nacional (IPN) práctica
el mantenimiento correctivo no programado. Al no planear las actividades de mantenimiento, no se
sabe con certeza cual es la maquinaria importante para el taller mecánico. Así mismo, se dificulta
la asignación de presupuesto para llevar a cabo las tareas de mantenimiento y la compra de
refacciones. Por este motivo, el taller mecánico del CIITEC no cubre los lineamientos de su sistema
de gestión de calidad establecidos por la norma ISO 9001:2000.
Objetivos
Objetivo general Desarrollar un programa de mantenimiento que permita mantener en funcionamiento a la
maquinaria y equipo del taller mecánico dentro de un periodo de 6 meses y que satisfaga los
lineamientos establecidos por el sistema de gestión de calidad del CIITEC.
Objetivos específicos • Elaborar un inventario universal de la maquinaria y equipo.
• Ponderar el inventario universal.
• Recolectar los reportes de falla de la maquinaria del taller mecánico en ultimo año.
• Calcular el tiempo promedio entre falla.
• Elaborar un análisis de modos y efectos de falla.
• Seleccionar las estrategias de mantenimiento para cada máquina ó grupo de
máquinas.
• Programar el mantenimiento para cada máquina o grupo de máquinas.
Justificación Con el desarrollo de un programa MCC el taller mecánico del CIITEC podrá satisfacer los
requerimientos del sistema de gestión de calidad. Dentro de las ventajas de implementar el MCC
es la elaboración de un inventario universal ponderado de la maquinaria y equipo del taller
mecánico el cual es un herramienta poderosa para la toma de decisiones, asignación de recursos y
presupuestos. Haciendo uso de la documentación actual, se puede conocer el tiempo promedio
entre fallas, su confiabilidad y la probabilidad de falla dentro de un intervalo de tiempo
determinado. Gracias al despliegue de un Análisis de Modos y Efectos de Falla (AMEF) se pueden
establecer diferentes estrategias de mantenimiento de acuerdo a las fallas potenciales de cada
máquina o grupo de máquinas.

1
Capítulo I. Antecedentes A lo largo de este capítulo se da a conocer el lugar en el que se desarrolla el programa de
mantenimiento, sus antecedentes, actividades y hacia donde dirige sus esfuerzos y objetivos. Así
mismo se describe un panorama de gestión de las actividades de mantenimiento en el CIITEC.
Aquí se describen las condiciones y procedimientos bajo las cuales se ejecutan las tareas de
mantenimiento en el taller mecánico. De igual forma, se hace una descripción de los problemas
relacionados con el mantenimiento que comúnmente se presentan en el taller mecánico.
La primera parte de este capítulo se logrará visitando a las diferentes áreas del CIITEC, de la
revisión de los procedimientos de trabajo, observación y del análisis de ordenes de trabajo
existentes en el área de interés.
1.1. Centro de Investigación e Innovación Tecnológica (CIITEC) El CIITEC se funda en el año de 1997 dentro del IPN, para atender las necesidades del
sector productivo y de servicios en materia de innovación tecnológica y es parte de la Red de
Centros de Investigación del IPN. Este centro tiene entre sus funciones principales las siguientes:
• Formación de recursos humanos del más alto nivel académico.
• Promover la actividad de la innovación tecnológica.
• Realizar proyectos de investigación tecnológica.
• Extender el conocimiento y la cultura a nuestra sociedad.
• Proporcionar servicios tecnológicos de análisis, pruebas y asesoría al sector productivo.
1.2. Productos y servicios Entre los diversos servicios tecnológicos que provee el CIITEC se encuentran la ingeniería
del transporte público terrestre, en la que se confrontan normas de seguridad, comodidad y medio
ambiente en vehículos de transporte público.
Se ofrecen un amplia gama de especialidades, entre las que se encuentran: alta dirección,
actualización en leyes y reglamentos, administración, atención a servicios públicos, informática,
desarrollo contable, desarrollo humano intelectual, prevención y seguridad, química ambiental,
entre otros.
Cuenta con diferentes tipos de pruebas destructivas y técnicas de caracterización de
materiales.
Realiza evaluaciones de las emisiones a la atmósfera en fuentes fijas, se muestrean y
caracterizan aguas residuales, se evalúan los contaminantes en el medio ambiente laboral, ofrece
asesoría y estudios especiales así como cursos de capacitación.
El CIITEC también cuenta con el diplomado en desarrollo de proyectos en innovación
tecnológica y el diplomado en ahorro de energía.

2
Brinda asesoría a la pequeña y mediana empresa para el aprovechamiento de los estímulos
fiscales del Consejo Nacional de Ciencia y Tecnología (CONACyT) provee de asesoría en lo
referente a la propiedad intelectual, brinda servicios de alerta tecnológica y facilita programas de
adiestramiento en innovación tecnológica.
Desarrolla proyectos de innovación y desarrollo tecnológico en las áreas de electrónica,
computo, comunicaciones, control ambiental, materiales e ingeniería del transporte terrestre2.
1.3. El mantenimiento en el CIITEC Con el la certificación ISO 9001:2000, y de acuerdo al manual de calidad el CIITEC
estableció un mantenimiento descentralizado, en el que cada área es responsable del
mantenimiento de su equipo y/o maquinaria. Si bien este tipo de mantenimiento facilita la toma de
decisiones, trae graves problemas en la asignación de presupuestos, ya que cada área cuenta con
su propia ponderación de su equipo y maquinaria.
1.3.1. Mantenimiento en el taller mecánico del CIITEC En Taller mecánico del CIITEC se práctica el mantenimiento correctivo, aprovechando al
máximo el tiempo de vida útil de cada equipo, prolongando al máximo la función de los bienes. No
obstante, al aplicar mantenimiento correctivo se requiere de un inventario de refacciones,
presupuesto para la compra de estas, pérdidas por tiempo improductivo así como disponibilidad y
capacidad del personal operativo para recuperar la función del equipo. De lo contrario, se debe
contratar servicios externos dependiendo del tiempo de entrega y calidad del servicio.
1.3.2. Gestión de la recuperación de función del equipo al
ocurrir la falla El proceso inicia al ocurrir la falla, es cuando el operador acude al supervisor para dar aviso
de la falla ocurrida. El supervisor proporciona un formato en el que se tiene que especificar las
condiciones bajo las cuales ocurrió la avería. El supervisor evalúa si la reparación puede ser hecha
por el algún operador del taller mecánico. Si es así se le asigna la orden de servicio tomando en
cuenta la seriedad de la falla, su repercusión que tiene con los trabajos del taller mecánico y la
disponibilidad del operador. Si ningún operador puede restaurar el estado de función de la
máquina, el supervisor tiene la tarea de buscar servicio externo para recuperar la falla de la
máquina, siendo este el caso solo se tiene que esperar que el servicio externo se encargue de
reparar la maquinaria.
Al asignarse la orden de mantenimiento a un operador, este tiene que establecer que tipo de
refacciones necesita, buscar si existen en el taller mecánico. De no existir la refacción ó en el caso
de que falte una de ellas, se tiene que solicitar su compra. La asignación y aprobación del
2Servicios Tecnológicos. Disponible en: http://www.ciitec.ipn.mx/prueba/servicios_tecnologicos.html

3
presupuesto la establece el supervisor. Una vez que se cuenta con la refacción se debe empezar
con el proceso de desensamble y sustitución de la pieza dañada. Una vez recuperada la
maquinaria, se debe notificar al supervisor, quien debe escribir en el historial de la maquinaria el
tiempo que tomó la reparación, que pieza se sustituyó, el estado en el que se encuentra la
maquinaria después de la reparación y trabajos adicionales realizados. Para esté momento el
operador y la maquinaria pueden regresar al trabajo.
1.3.3. Problemas de mantenimiento en el taller mecánico del
CIITEC El objetivo de describir el proceso que se lleva para intervenir un equipo, es el identificar los
problemas alrededor del procedimiento.
Del análisis del procedimiento anterior los problemas evidentes son listados a continuación:
• El principal problema es el dejar que la falla ocurra, lo que genera el uso de recursos que
pueden ser minimizados si se aplican modelos y técnicas de mantenimiento diferentes al
mantenimiento correctivo.
• El personal asignado a las tareas de mantenimiento es insuficiente dando como resultado
el atraso en los trabajos encargados al taller mecánico. Debido a la falta de personal es de
vital importancia reducir al mínimo fallas en los equipos.
• No se cuenta con un inventario universal.
• No se analiza la información disponible. Del análisis del historial de la maquinaria se puede
formalizar un inventario de refacciones.
• De existir programas de mantenimiento preventivo y rutinario éstos no se siguen. Esto se
puede aprecia a simple vista al ver el estado de las bancadas de las máquinas.
• No se cuenta con una ponderación del equipo.
• No tiene un criterio para saber como la falla de un equipo impacta en el trabajo diario en el
taller mecánico.
• No se hace uso de la experiencia de los operadores en la programación del mantenimiento.
• No se establecen programas de seguimiento.
• No se cuenta con índices para medir la eficacia de los programas de mantenimiento
actuales.
• No se establecieron índices para medir la ejecución de los programas de mantenimiento.
Debido a que nunca se sobrepasa la capacidad productiva de las máquinas, operando muy
por debajo de sus especificaciones, las fallas que requieren de una intervención mayor suelen
ocurrir con muy poca frecuencia. Dando lugar a fallas que no afectan las funciones esperadas de la
maquinaria.
Al no presentarse fallas que afecten las funciones esperadas por el operador la
programación del mantenimiento va pasando paulatinamente a un segundo plano descuidando los

4
planes de mantenimiento con los que se cuentan.
Teniendo el conocimiento de que los operadores cuentan con los conocimientos para reparar
la maquinaria, se va haciendo de lado la programación de las tareas de mantenimiento. Esto
debido a que el operador al percatarse de la falla generalmente la arregla en el instante o
simplemente utiliza cualquier otra máquina disponible en el momento.
Una de las ventajas de que los operadores de la maquinaria lleven a cabo las tareas de
mantenimiento en el taller, es que sólo se tienen que establecer métodos de trabajo en los cuales
se practique el mantenimiento preventivo y rutinario. Para de esta manera disminuir las fallas
debidas a lubricación, limpieza, orden, etc. detectando de manera temprana las fallas que puedan
surgir en el equipo.

5
Capítulo II. Marco teórico y referencial Aquí se sientan las bases teóricas de los métodos que se utilizarán para el desarrollo del
programa de mantenimiento. La información presentada en esta sección será recopilada de libros
de mantenimiento industrial, artículos de mantenimiento, manuales de mantenimiento, foros de
discusión de mantenimiento y paginas de Internet.
2.1. Definiciones básicas El mantenimiento se encarga del control constante de las instalaciones, así como del
conjunto de trabajos de reparación y revisión necesarios para garantizar el funcionamiento regular
y buen estado de conservación de las instalaciones productivas, servicios e instrumentación de los
establecimientos3.
Las tareas de mantenimiento correctivo son las tareas que se realizan con intención de
recuperar la funcionabilidad del elemento o sistema, tras la pérdida de su capacidad para realizar
la función o las prestaciones que se requieren. Una tarea de mantenimiento correctivo típica consta
de las siguientes actividades: detección del fallo, localización del fallo, desmontaje, recuperación o
sustitución, montaje, pruebas y verificación.
Las tareas de mantenimiento preventivo se realiza para reducir la probabilidad de fallo del
elemento o sistema, o para maximizar el beneficio operativo. Una tarea de mantenimiento
preventivo típica consta de las siguientes actividades de mantenimiento: desmontaje, recuperación
o sustitución, montaje, pruebas y verificación.
La estrategia de mantenimiento preventivo establece el reemplazo de partes antes de llegar
a la etapa de mortalidad por desgaste como mecanismo de mitigación de riesgo. En tal sentido, el
mantenimiento preventivo será establecido por el comportamiento de falla del equipo, puesto que
la meta es evitar la falla, entonces se debe realizar el reemplazo antes de que esta aparezca.
Para este fin es de utilidad el cálculo del Tiempo Promedio Entre Fallas (TPEF) para el caso
de los equipos reparables y el Tiempo Promedio Para Fallar (TPPF) en el caso de los equipos no
reparables. Si se tiene el tiempo promedio entre falla con este se debe establecer la frecuencia de
reemplazo de alguna parte del equipo y esta debe ocurrir en un tiempo ligeramente por debajo del
TPEF o TPPF según sea el caso.
Tareas de mantenimiento basadas en la vigilancia continua de parámetros de operación son
conocidas como tareas de mantenimiento condicional ya que en el momento más adecuado y tras
en cambio de los parámetros se deben realizar actividades de mantenimiento preventivo.
Consecuentemente, la tarea de mantenimiento condicional representa una tarea de
mantenimiento que se realiza para conseguir una visión de la condición del elemento o sistema, o
3Knezevic, J., ed. Mantenimiento. 1996, Isdefe: España.

6
descubrir un fallo oculto, a fin de determinar, desde el punto de vista del usuario, el curso de acción
posterior para conservar la funcionabilidad del elemento o sistema.
La filosofía de la vigilancia de la condición es por tanto la evaluación de la condición en ese
momento del elemento o sistema, mediante el uso de técnicas, para determinar la necesidad de
realizar una tarea de mantenimiento preventivo, que pueden variar desde los simples sentidos
humanos hasta un instrumental complejo.
Una tarea de mantenimiento condicional consta de las siguientes actividades de
mantenimiento: evaluación de la condición, interpretación de la condición y toma de decisiones.
La frecuencia del mantenimiento predictivo o basado en condición se establece mediante el
uso de los denominados diagramas P-F los cuales se basan en detectar los elementos que se
encuentran en etapas finales de deterioro antes de alcanzar su estado de falla funcional. Esta
evidencia de falla inminente se conoce como “falla potencial”, la cual se define como “una
condición identificable que indica que una falla funcional está a punto de ocurrir o está en un
proceso de ocurrencia”4.Si esta condición puede ser detectada, podría ser posible tomar acción
para prevenir que el elemento falle completamente y/o evitar las consecuencias del modo de falla.
En la Figura 1 se muestra un diagrama P-F donde se pueden identificar los puntos descritos
de falla potencial y estado de falla, así como el intervalo de ocurrencia entre las dos condiciones. El
Diagrama o intervalo P-F rige la frecuencia con que debe ser realizada la tarea predictiva. El
intervalo de chequeo, debe ser sensiblemente menor que el intervalo P-F para detectar la falla
potencial antes de que se convierta en falla funcional. Es esencial que la condición de la falla
potencial sea lo suficientemente clara y fácil de identificar. Puede darse el caso de que la falla
potencial no sea detectable aún en su fase inicial lo que pudiera indicar que la probabilidad de una
falla funcional sea lo suficientemente baja.
Figura 1. Diagrama P-F
4Edwin Gutiérrez, E.t., Robinson Medina, Michele Leccese (2006) Cuidado integral de activos “Metodologías para el diseño de planes de mantenimiento óptimos basados en confiabilidad y riesgo".

7
El mantenimiento detectivo es un conjunto de acciones y tareas que tienen la finalidad de
identificar condiciones anormales, mediante una secuencia de pruebas que simulen las
condiciones en las cuales los equipos deben llevar a cabo una función específica, para verificar
que es capaz de cumplirla. Está dirigido a la búsqueda de fallas ocultas, las cuales no se
evidencian hasta que ocurra un evento de falla. Este tipo de fallas es característico de sistemas de
instrumentación, seguridad y respaldo. Es importante resaltar que estas tareas son particularmente
útiles al momento de tratar de evitar fallas múltiples, que por lo general pueden resultar en fallas
catastróficas. El intervalo de detección de fallas (IDF) se calcula a través del tiempo promedio
entre fallas (TPEF) está dado por la ecuación 1.
IDF=2(Indisponibilidad)(TPEF) (1)
Disponibilidad = 1- indisponibilidad (%) (2)
Por conservación se entiende a todas aquellas actividades en las que aplicando
conocimiento científico y tecnológico se contribuye al óptimo aprovechamiento de los recursos.
La preservación se define como aquellas actividades necesarias para evitar daños a los
recursos existentes.
Para la correcta ejecución de los trabajos de mantenimiento es necesario contar con un
inventario que nos permita saber cuales son los equipos más trascendentes para las operaciones
de la empresa. El inventario a conservar o el inventario universal, es aquel en el que se especifican
equipos, instalaciones y construcciones jerarquizadas por medio del índice ICGM (RIME) y que en
conjunción con el principio de Pareto, o la clasificación ABC, se obtiene la siguiente clasificación de
bienes:
• Bienes vitales. Son aquellos bienes físicos indispensables para el funcionamiento de la
empresa.
• Bienes Importantes. Son instalaciones, equipo y maquinaria cuyo paro o deterioro de la
calidad del proceso cause molestias de importancia o un alto impacto el los costos de la
empresa.
• Bienes triviales. En este último nivel, se representa a todos aquellos bienes que su paro o
demerito en calidad no representa un impacto en la buena marcha de la empresa.
2.2. Metodología del mantenimiento centrado en confiabilidad El MCC es un proceso sistemático y analítico basado en el entendimiento de la función de
los sistemas y de las fallas funcionales. El corazón de este proceso es una metodología de análisis
de los modos y efectos de falla (AMEF), que pudiera ocurrir en un equipo especifico, evaluados en
un contexto operacional. De este análisis se desprenden las posibles causas y mecanismos de
fallas, y en consecuencia pueden inferirse las actividades preventivas, predictivas, detectivas y/o
correctivas requeridas para evitar las fallas y/o mitigar sus consecuencias. El MCC mejoró de

8
manera dramática los planes de mantenimiento; generando planes adecuados al contexto
operacional especifico del sistema operativo mejorando la rentabilidad en los negocios y
sustancialmente en la disponibilidad de los sistemas.
Cualquier aproximación de MCC debe contestar de manera sistemática y estructurada las
siguientes preguntas5:
1. ¿Cuáles son las funciones de cada equipo?
2. ¿De qué maneras puede fallar?
3. ¿Que origina la falla?
4. ¿Qué pasa cuando falla?
5. ¿Importa si falla?
6. ¿Se puede hacer lago para prevenir la falla?
7. ¿Qué pasa si no podemos prevenir la falla?
La norma SAE JA 1012 “A Guide to the Realiability Centered Maintenance (RCM) standard”
se a convertido en una guía funcional para las aplicaciones del MCC en todo el mundo6. En la
figura 2 se detallan las siguientes etapas para la correcta aplicación del MCC.
5Bernardo, J. (2001) Haciendo que el RCM trabaje para su empresa. 136Edwin Gutiérrez, E.t., Robinson Medina, Michele Leccese (2006) Cuidado integral de activos “Metodologías para el diseño de planes de mantenimiento óptimos basados en confiabilidad y riesgo".

9
Figura 2. Etapas del Mantenimiento Centrado en Confiabilidad
Formación de equipos de trabajo
Jerarquización de equipos y sistemas
Definición del contexto operacional
Definición de funcionesDeterminar fallas
funcionales
Indicar modos de fallaEfectos de falla
Selección de las estrategias de mantenimiento
Tareas de mantenimiento
Etapa I
Etapa II
Etapa IV
Etapa III
Etapa V

10
2.2.1. Formación de equipos de trabajo La formación del equipo natural de trabajo (ENT) tiene como objetivo realizar las actividades
relacionadas a la aplicación sistemática de la metodología para el diseño de planes de
mantenimiento óptimos basados en la confiabilidad y riesgo. Los resultados dependen en como se
involucren las personas clave que posean el conocimiento y la práctica adecuada para el desarrollo
de su análisis, siendo necesaria la intervención de las diferentes áreas del conocimiento como:
operación, mantenimiento, seguridad, procesos, finanzas, planeación y presupuestos.
2.2.2. Jerarquización de equipos y sistemas El análisis de criticidad es una metodología para establecer jerarquías o prioridades de
instalaciones, sistemas, equipos y dispositivos, de acuerdo a su contribución al riesgo total
asociado a un proceso o negocio, generando una estructura que facilita la toma de decisiones y el
direccionamiento del esfuerzo y los recursos en las áreas y situaciones con base en el impacto en
el negocio. Para el establecimiento de la criticidad de los equipos, se deben establecer las áreas
de impacto en las cuales el equipo cause mayores pérdidas por su estado de falla. En la figura 3 se
muestran 7 áreas de impacto que serán tomadas en cuenta para la evaluación de la criticidad de
los equipos y maquinaria del CIITEC, así como el flujograma por medio del cual se asignará la
criticidad de la maquinaria.
La metodología mostrada en la figura 3 establece que los equipos de alto riesgo son
aquellos ponen en peligro la seguridad y salud de los operadores, el medio ambiente o la
productividad y calidad de los productos y servicios que dependen de la maquinaria o equipo.
Los equipos cuyas fallas sean consideradas como riesgo medio serán aquellas que tengan
grandes repercusiones en la productividad, tiempos de operación, tiempo entre actividades y
tiempo y costos de mantenimiento.
Para finalizar aquellos equipos clasificados como “bajo riesgo” serán aquellas cuyas
repercusiones en los tiempos de operación, actividades y mantenimiento sean moderadas o
nulas. En la figura 3 se muestra detalladamente el flujo de decisión para establecer la criticidad de
cada máquina equipo del taller mecánico del CIITEC.

11
Figura 3. Flujograma para el establecimiento de la criticidad de los equipos
S&S
Ma
C&P
To
P
TBF
P
TBF
MT
BRiesgo Medio
ARiesgo Alto
CRiesgo Bajo
A
A
B,C
B,C
A
MT
A,B
C
C
C
C
A,B
A,B
A,B
A
A
B,C
B,C
B,C
B,C
To.- Tiempo de Operación
Ma.- Medio Ambiente
P.- Productividad
C&P.- Calidad y Productividad
S&S.- Seguridad y Salud
TBF.- Tiempo entre actividades
MT.- Tiempos y costo del mantenimiento

12
2.2.3. Definición del contexto operacional Puede entenderse como la serie de circunstancias y condiciones específicas en las que
opera una determinada instalación, sistema, equipo o dispositivo (ISED), las cuales influyen
directamente para que dos ISED no tengan los mismos programas de mantenimiento. Las
diferencias en cuanto a dónde y cómo funciona el activo constituye una de las razones por las
cuales no se debe escalar un programa de mantenimiento exitoso a otro activo, sin antes comparar
las similitudes del contexto operacional.
El mantenimiento depende igualmente de las funciones que debe cumplir el activo, y estas a
su vez definen la estrecha relación que guarda su capacidad inicial del activo al comenzar su
operación con el desempeño que el usuario desee obtener del mismo. Así al establecer las
circunstancias bajo las que se espera que un activo opere, se deben considerar las perspectivas
de producción a lo lago de su ciclo de vida ya que en algunos casos estos no son constantes en el
tiempo.
Tomando en cuenta esto, se debe realizar un análisis funcional. El cual consiste en definir
las condiciones particulares en las que opera el activo a analizar y está estrechamente ligado al
establecimiento del contexto operacional. Este último surge de una revisión de las perspectivas de
producción, ambiente de operación, calidad y disposición de los insumos requeridos, políticas de
repuestos, recursos, logística, mantenimiento programado, identificación de todas las funciones del
activo (primordiales, secundarias y dispositivos de protección) y de la asignación de un estándar de
desempeño a todas las funciones. En esta fase es altamente recomendable generar el diagrama
de procesos con la información disponible, lo cual facilita la visualización del sistema para su
posterior análisis. El mismo consiste en identificar los servicios, insumos y controles que necesita el
proceso (entradas) y los productos primarios, secundarios, desechos, controles y alarmas (salidas).
2.2.4. Construcción del AMEF El análisis de modos y efectos de falla es un enfoque metodológico basado en un proceso
estructurado de identificación de las posibles formas de cómo puede fallar (modos de falla) un
proceso, sistema o equipo; antes de que estas ocurra, con la finalidad de establecer las acciones
que permitan mitigar el riesgo y sus efectos sobre el proceso de producción. Sus objetivos son:
• Reconocer y evaluar los modos de falla potenciales y las causas asociadas con el diseño y
montaje, operación y mantenimiento de un equipo a partir de los componentes.
• Determinar los efectos de las fallas potenciales en el desempeño del sistema.
• Identificar los efectos de las fallas potenciales en el desempeño del sistema.
• Identificar las acciones que podrán eliminar o reducir la ocurrencia de la falla funcional.
• Analizar la confiabilidad del sistema.
• Cuantificar riesgos y confiabilidad.
• Documentar el proceso.

13
El principal insumo por definir en el análisis funcional se hace realizando la definición del
entorno operacional de la etapa 3. Las funciones pueden ser divididas en funciones primarias y
secundarias.
Las funciones primarias las constituyen las razones principales por las cuales el activo físico
o sistema es adquirido por su dueño o usuario. Para establecerlas se debe responder las
siguientes preguntas:
• ¿Qué necesita del sistema?
• ¿Cuál es su capacidad?
• ¿Cuál es la razón de existir del sistema?
Las funciones secundarias son aquellas funciones que un activo físico o sistema tiene que
cumplir aparte de su función primaria, así como aquellas que necesita cumplir por requerimientos
regulatorios; a las cuales conciernen los problemas de protección, control, contención, confort,
apariencia, eficiencia de energía e integridad estructural.
Suele ocurrir que cuando se establecen las funciones de un ISED se consideran solamente
las funciones primarias, puesto que es la razón de ser del activo y por consiguiente lo que se
atiende con más esmero dentro de los planes de mantenimiento. Ahora bien, existen funciones
secundarias asociadas a un ISED que de no ser consideradas, no tendrán ningún modo de falla
asociado y en consecuencia no se le asignará ninguna tarea de mantenimiento para tratar de evitar
que se presente o bien mitigar las consecuencias de la ocurrencia de la falla, actuando de manera
reactiva cuando ocurra la pérdida de esa función.
Una falla evidente es la falla de una función aislada que se vuelve evidente bajo condiciones
de trabajo normales.
Una función cuya falla aislada no se vuelve evidente para el personal de operaciones bajo
circunstancias normales es una falla oculta.
Un aspecto importante a considerar en la definición de las funciones son los niveles de
desempeño deseados versus los estándares de desempeño del equipo, que representan lo que se
le va a exigir al equipo contra lo que el equipo puede entregar al proceso, siendo la diferencia el
rango de deterioro que representaría la zona de mantenimiento del equipo.
Los parámetros funcionales no ayudan a darle amplitud suficiente a las funciones, se deben
establecer una serie de atributos o parámetros que las definan, según aplique. A continuación se
listan una serie de parámetros funcionales que permitirán definir adecuadamente la función de un
ISED:
• Parámetros cualitativos (representan el verbo o lo que se requiere que haga el equipo, por
ejemplo: Bombear, descargar, enfriar, etc)
• Parámetros cuantitativos (representan valores del manejo de proceso que se quiere
mantener tales como volumen, temperaturas, niveles, etc.)

14
• Parámetros de funcionamiento múltiple (representan la posibilidad de simultaneidad de
variables para que se cumpla la función, por ejemplo: bombear determinada cantidad de
litros de producto a una presión dada y temperatura establecida)
• Parámetro de funcionamiento absoluto (es utilizado cuando se debe resaltar alguna
condición indeseada de la función por ejemplo: contener lubricante sin pérdidas mayores a
determinados litros).
• Parámetros de funcionamiento variables (se refiere a valores Límites de Operación:
Máximo, Normal, Mínimo).
Existen circunstancias en las cuales se confunde lo que causa la falla y el mecanismo de
falla, en todo caso las causas de las fallas están más relacionadas con procesos de decisiones y
ejecución, mientras que los mecanismos de falla están más relacionados a la interacción con el
entorno del activo para propiciar la ocurrencia de la falla.
Un modo de falla evidente cuyos efectos se tornan evidentes para el personal de
operaciones bajo circunstancias normales, si el modo de falla ocurre aislado. Este tipo de fallas no
requieren de procedimientos especiales para ser detectadas y están mayoritariamente presentes
en los sistemas o equipos críticos y no críticos de los cuales se requiere que cumplan su función
de manera constante y no ante un evento especifico.
Las fallas evidentes son las más comunes y están relacionadas a la mayoría de los equipos
de las unidades de proceso, tienen la particularidad que son de simple detección por cuanto es
posible notar la manifestación de la pérdida de la función del activo por parte del personal de
operaciones sin que antes se tenga que ocurrir otro evento.
Un modo de falla oculto es aquel cuyo efecto no es evidente para el personal de operaciones
bajo circunstancias normales es llamado falla oculta, este modo de falla ocurre aislado.
Este tipo de falla requiere un procedimiento especial para ser detectadas, están
mayoritariamente presentes en los dispositivos de seguridad que no disponen de seguridad
inherente y los equipos que se instalan para el respaldo de otros equipos y pueden ser el motivo
del 50% de modos de falla en equipos electrónicos modernos. La proporción de fallas ocultas se
han incrementado con el tiempo debido a que los avances en el área de automatización y control.
Han dado un gran salto en los últimos años y este tipo de falla es muy común de los dispositivos de
esta naturaleza. Su principal característica es que la función que debe cumplir el ISED está ligada
a algunos eventos previos que cuando ocurren necesitan que se cumpla con la función, la cual
ante la imposibilidad de cumplirse se debe considerar entonces en falla.
Las fallas múltiples son eventos que ocurren si una función protegida falla mientras su
dispositivo o sistema protector se encuentra en estado de falla. Este tipo de falla ocurre cuando
está presente al menos una falla oculta, puesto que al desencadenarse una serie de eventos y no
responder de manera oportuna las funciones de protección por estar falladas, se tiene como
consecuencia la falla del sistema protegido.

15
Una falla funcional es el estado en el que un activo físico o sistema no se encuentra
disponible para desarrollar una función específica a un nivel de desempeño deseado. Representa
la pérdida de la función y existe al menos una por cada parámetro funcional establecido, pudiendo
ser totales o parciales. Las fallas funcionales son uno de los aspectos más importantes al momento
de elaborar un plan de mantenimiento, puesto que las mismas responden a un patrón de
comportamiento de la condición variable en un tiempo determinado que permiten la realización de
una serie de actividades proactivas para reducir la probabilidad de pérdida de la función.
En muchos casos se considera como falla solamente cuando se pierde totalmente la función,
sin embargo una pérdida parcial puede ser una falla funcional a pesar de que el equipo pueda
seguir operando en esas condiciones.
Puesto que el MCC se enfoca directamente en la pérdida de función del ISED analizado, es
de suma importancia detectar la forma como las funciones previamente definidas se pueden ver
afectadas total o parcialmente, por tal razón se deben establecer la gama de formas de como una
función puede perderse en todos sus niveles.
Por tal razón las fallas funcionales estarán ligadas estrechamente a los parámetros
funcionales los cuales describen los atributos de las funciones, siendo los mismos los que se
pueden perder a lo largo de la operación del ISED en el proceso productivo.
Será catalogado entonces como falla funcional todo deterioro de los parámetros funcionales
que impidan al ítem cumplir con el proceso establecido en la función, por esta razón la misma
podrá tener distinta formas de verse afectada. La falla funcional representa la negación del
cumplimiento parcial o total de la función en los términos como fue establecida en el punto anterior.
En la identificación y caracterización del los modos de falla se debe proceder a identificar las
distintas formas como se puede manifestar un estado de falla (pérdida de función) del ISED. Esta
manifestación puede ser detectada por simple observación o con la utilización de sistemas de
monitoreo de condición.
Con la finalidad de simplificar y estandarizar la labor de identificación y caracterización de los
modos de falla asociados a una falla funcional, se establece el uso de los modos de falla tabulados
en la norma ISO 14224, lo cual nos permitirá visualizar una gran cantidad de las posibles formas
como pueden fallar los ISED ahí descritos, quedando en manos del equipo natural de trabajo
(ENT) establecer cuáles de estos modos de falla son posibles en el ISED estudiado descartando el
resto de los modos de falla que no aplican y agregando algunos que no estén listados en dicho
catalogo según sus experiencias.
Los efectos de falla están estrechamente relacionados a las consecuencias de las fallas
puesto que en el efecto de la falla se establece “que pasa” y en las consecuencias de falla se
establece “como y cuanto” afecta. Los efectos de falla deben incluir toda la información necesaria
para sustentar la evaluación de las consecuencias de la falla, tales como:

16
• ¿Qué evidencia (si existe alguna) que la falla ha ocurrido (en el caso de funciones ocultas,
que podría pasar si ocurre una falla múltiple)?
• ¿Qué hace (si ocurre algo) para matar o dañar a alguien, o para tener efectos adversos en
el ambiente?
• ¿Qué hace (si ocurre algo) para tener un efecto adverso en la producción o en las
operaciones?
• ¿Qué daño físico (si existe alguno) causa la falla?
• ¿Qué (si existe algo) se debe hacer para restaurar la función del sistema después de la
falla?
Para el establecimiento de las consecuencias de falla se debe comprobar inicialmente la
conveniencia de realizar o no tareas dirigidas a evitar la falla o sus efectos. Si las consecuencias
son muy serias, entonces se deberán hacer esfuerzos considerables para prevenir el modo de
falla, o al menos para anticiparlo en el tiempo con la finalidad de reducir o eliminar las
consecuencias. Por otro lado, si el modo de falla sólo tiene consecuencias menores, es posible que
no se tome ninguna acción proactiva y el modo de falla simplemente se atacará cada vez que
ocurra. Esto implica que las consecuencias de los modos de falla son más importantes que sus
características técnicas. Esto también sugiere que la idea del manejo de fallas es anticipar o
prevenir los modos de falla cuyo impacto al ocurrir sea mucho mayor que el costo de ocurrencia de
la falla.
Las consecuencias están divididas en dos fases según su tipo de falla. La primera fase
separa fallas ocultas de fallas evidentes y en una segunda fase se separa las fallas de funciones
protectoras y funciones protegidas. La consecuencia de una falla es obtenida mediante la
evaluación de los efectos ocasionados al entorno que rodea a dicho activo desde diferentes puntos
de vista, y no es más que la medida de los impactos que produce cada modo de falla en el
negocio. Las consecuencias según su efecto al entorno se dividen en:
• Consecuencias para la seguridad.
• Consecuencias para el Medio Ambiente.
• Consecuencias Operacionales.
• Consecuencias No Operacionales.

17
2.2.5. Selección de las estrategias de mantenimiento La selección de estrategias de mantenimiento está ligada a la utilización de la lógica de
decisión establecida en la norma SAE JA 1012.
El proceso inicia detectando aquellas fallas evidentes y evaluando si estas pueden dañar a alguna
persona, si es así se valora si es factible y viable programar tareas basadas en condición, de lo
contrarió se intentara la recuperación de la función o la desincorporación del equipo. De lo
contrario será necesario rediseñar en el equipo. Lo que seguramente trae problemas de seguridad
en el medio ambiente de trabajo.
Si la falla evidente no implica riesgos en la seguridad ni en el medio ambiente se evalúa su
impacto en la capacidad operacional. Se valora si es factible la programación de tareas basadas en
condición, si es factible recuperar la función o la desincorporación del ISED. Ya que de no ser
posible la recuperación de la función posiblemente se caerá en tareas de mantenimiento no
programado. Lo que traerá consigo consecuencias económicas evidentes.
Cuando una falla no es evidente en condiciones normales es considerada como falla múltiple
ya que esta no solo afectara a un componente sino a todo el sistema del que forma parte. Si esta
falla puede causar la muerte o herir a alguna persona se evalúa la factibilidad de programar tareas
basadas en condición. De ser imposible la implementar inspecciones basadas en condición se
evalúa si es factible recuperar la función o desincorporar el ISED, de nos ser posible la
desincorporación o recuperación de la falla, se definen tareas de detección de fallas y de no ser
posible establecerlas es necesario rediseño del ISED.
Si una falla múltiple no trae consecuencias a la seguridad de los operadores, se estima si es
posible programar tareas de detección de fallas, de no se así se caerá en tareas de mantenimiento
no programado, lo que trae consecuencias económicas.
En la figura 4 se esquematiza el procedimiento para la selección de las estrategias de
mantenimiento.
Para cumplir con esta fase son necesarios tres pasos:
• Determinación de las categorías de consecuencias que aplican al modo de falla en
consideración.
• Evaluación de la factibilidad técnica de las posibles políticas de manejo de falla en cada
categoría.
• Selección de la política de manejo de falla que satisfaga el criterio de factibilidad técnica y que
ataque de manera efectiva las consecuencias asociadas al modo de falla considerado.

18
Figura 4.- Algoritmo de decisión para la selección de las estrategias de mantenimiento.
¿La falla es evidente en condiciones normales?
¿La falla puede dañar o matar a alguien?
NOA
SI
¿Es factible y viable programar tareas
basadas en condición?
Tarea programada basada en condición
¿Es factible y viable recuperar la función ó
desincorporación?
Tarea programada de restauración o
desincorporación
¿Es viable y factible la combinación de las
tareas?
SI
SI
¿La falla puede causar la violación de un estándar
o norma ambiental?
NO
SI
NO
SI
NO
Combinación de tareas
Rediseño
SI
NO
B
NO
Consecuencias evidentes en la seguridad o el ambiente

19
Figura 4.- Algoritmo de decisión para la selección de las estrategias de mantenimiento.
continuación
A
¿La falla múltiple puede dañar o matar a
alguien?
¿Es factible y viable programar tareas
basadas en condición?
Tarea programada basada en condición
¿Es factible y viable recuperar la función ó
desincorporación?
Tarea programada de restauración o
desincorporación
¿Es viable y factible hacer una tarea de detección de fallas?
SI
SI
¿La falla multiple puede causar la violación de un
estándar o norma ambiental?
NO
SI
NO
SI
NO
Tarea de detección de falla
Rediseño
SI
NO
C
NO
Consecuencias ocultas en la seguridad o el ambiente

20
Figura 4.- Algoritmo de decisión para la selección de las estrategias de mantenimiento.
continuación
B
¿La falla puede tener un efecto directo en la
capacidad operacional?
SI NO
¿Es factible y viable programar tareas
basadas en condición?
Tarea programada basada en condición
¿Es factible y viable recuperar la función ó
desincorporación?
SI
NO
Tarea programada de restauración o
desincorporación
Mantenimiento no programado.
Probable rediseño
SI
NO
Consecuencias económicas evidentes

21
Figura 4.- Algoritmo de decisión para la selección de las estrategias de mantenimiento.
continuación
C
¿La falla múltiple puede tener un efecto directo
en la capacidad operacional?
SI NO
¿Es factible y viable programar tareas
basadas en condición?
Tarea programada basada en condición
¿Es factible y viable hacer una tarea de detección de fallas?
SI
NO
Tarea de detección de falla
Mantenimiento no programado.
Rediseño
SI
NO
Consecuencias económicas ocultas

22
2.3. Confiabilidad La confiabilidad del equipo se define como la probabilidad de que un equipo funcione
satisfactoriamente dentro de los limites de desempeño establecidos, en una determinada etapa de
su vida útil y para un tiempo de operación estipulado teniendo como condición que el equipo que
se utilice según sea el fin para el cual fue diseñado.
En la práctica la confiabilidad puede apreciarse por el estado que guardan o el
comportamiento que tienen cinco factores llamados universales y que consideran que existe en
todo recurso por conservar, estos son los factores son los siguientes7:
• Edad del equipo
• Medio ambiente donde opera
• Carga de trabajo
• Apariencia física
• Mediciones o pruebas de funcionamiento
Las distribuciones que se utilizan más a menudo para representar la inconfiabilidad son la
exponencial y la de Weibull8. Para el cálculo de la inconfiabilidad se utilizará la distribución
exponencial la cual se expresa de la siguiente manera:
(3)
donde :
R(t) es la confiabilidad,
t es tiempo de duración de la prueba y
m es tiempo medio entre fallas.
De donde:
(4)
7Madrigal Romero Manuel, R.d.l.V.S.A., Misis González Roberto, Apuntes de mantenimiento Industrial. 2005, México: Talleres Gráficos de la Unidad Profesional Interdisciplinaria de Ingeniería Ciencias Sociales y Administrativas.8Maynard, Ingeniería de Confiabilidad, in Maynard Manual del Ingeniero Industrial, W.K. Hodson, Editor. 1996, Mc. GRAW-HILL: México.
R(t) = e!t
m
t = !m • ln(R(t))

23
Capítulo III. Resultados
3.1. Desarrollo del programa de mantenimiento Con el objetivo de implementar el MCC en el CIITEC, es necesario modificar la
metodología descrita en la figura 2. El modelo que se sugiere es un modelo basado en la
agrupación de funciones. No obstante, el asignar tareas de mantenimiento a un grupo de máquinas
solo por la similitud de funciones es un error común al tratar de implementar el MCC9. Debido a
esta última razón y a que los métodos abreviados de MCC son pocos confiables ya que solo toman
en cuenta modos de falla críticos, la probabilidad de fallo es mucho más alta que la del MCC
tradicional. Así los métodos abreviados de MCC suelen ser complementados con estrategias que
pretenden minimizar la probabilidad de falla que aquellos modos de falla no contemplados. Lo cual
generalmente toma más tiempo que el solo desarrollar el tradicional MCC.
El procedimiento sugerido para el desarrollo de este trabajo toma en cuenta los
fundamentos del MCC tradicional y los del método abreviado del MCC. Del MCC tradicional se
tomó en cuenta todos aquellos análisis que dan solidez y confiabilidad al método. De los métodos
abreviados toma los siguientes fundamentos10:
• Los activos a los que se les aplique un mismo programa de mantenimiento deberán
llevar a cabo las mismas tareas. Deberán operar en ambientes parecidos, deberán ser
de la misma marca, modelo y deberán estar fabricados con los mismos materiales.
• De caso de querer transferir un análisis MCC a otro siempre se deben tomar en cuenta
aquellos modos de falla debidos al medio ambiente del nuevo lugar.
En la figura 5 se muestra la modificación propuesta a la metodología descrita en la figura 2.
9 Plucknette, D.J. (2007) When and How to Template An RCM Analysis. p 3 10 idem.
24
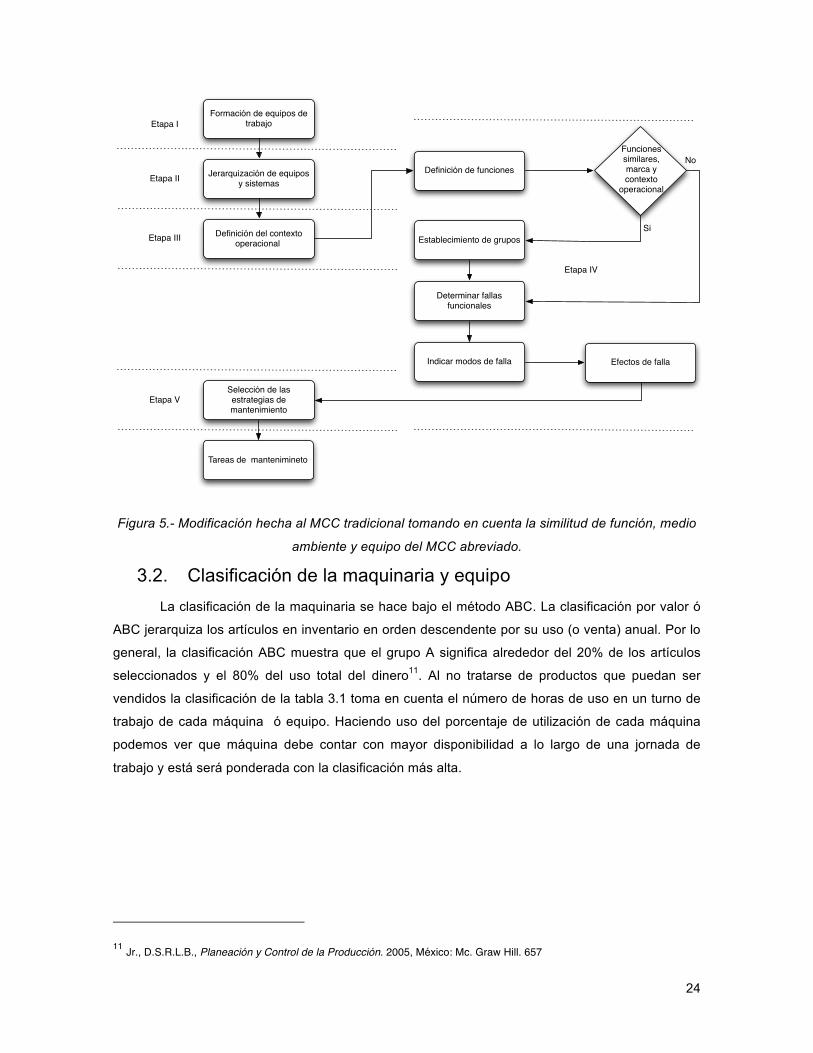
Figura 5.- Modificación hecha al MCC tradicional tomando en cuenta la similitud de función, medio
ambiente y equipo del MCC abreviado.
3.2. Clasificación de la maquinaria y equipo La clasificación de la maquinaria se hace bajo el método ABC. La clasificación por valor ó
ABC jerarquiza los artículos en inventario en orden descendente por su uso (o venta) anual. Por lo
general, la clasificación ABC muestra que el grupo A significa alrededor del 20% de los artículos
seleccionados y el 80% del uso total del dinero11. Al no tratarse de productos que puedan ser
vendidos la clasificación de la tabla 3.1 toma en cuenta el número de horas de uso en un turno de
trabajo de cada máquina ó equipo. Haciendo uso del porcentaje de utilización de cada máquina
podemos ver que máquina debe contar con mayor disponibilidad a lo largo de una jornada de
trabajo y está será ponderada con la clasificación más alta.
11 Jr., D.S.R.L.B., Planeación y Control de la Producción. 2005, México: Mc. Graw Hill. 657
Formación de equipos de trabajo
Jerarquización de equipos y sistemas
Definición del contexto operacional
Definición de funciones
Determinar fallas funcionales
Indicar modos de falla Efectos de falla
Selección de las estrategias de mantenimiento
Tareas de mantenimineto
Etapa I
Etapa II
Etapa IV
Etapa IIISi
Establecimiento de grupos
Funciones similares, marca y contexto
operacional
Etapa V
No

25
Tabla 3.1 Maquinaria con clasificación A y B
Número de Máquina Nombre Iac Clasificación
SIERRA DE CODO INPASA 8.93
TO-1 TORNO HORIZONTAL ILSA 17.59
TO-3 TORNO HORIZONTAL AHMSA 25.98
A
SI-3 SIERRA DE CODO LMC 34.37
TO-2 TORNO HORIZONTAL ILSA 42.48
SI-1 SIERRA CINTA COUNTOUR 50.60
TO-4 TORNO HORIZONTAL AHMSA 58.45
TO-5 TORNO HORIZONTAL SOUTH BEND 66.03
FR-1 FRESADORA ELLIOTT 73.33
FR-2 FRESADORA UNIVERSAL ZALLER 79.42
ES-3 ESMERIL BALDOR 83.68
B
26
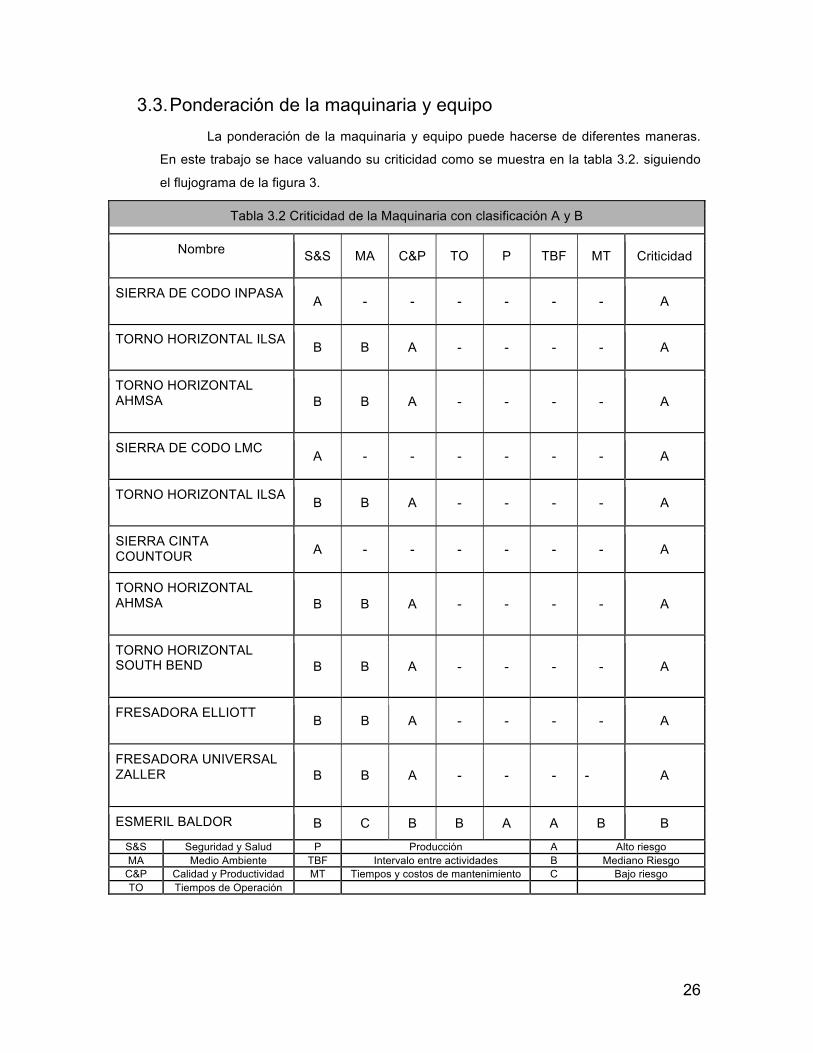
3.3. Ponderación de la maquinaria y equipo La ponderación de la maquinaria y equipo puede hacerse de diferentes maneras.
En este trabajo se hace valuando su criticidad como se muestra en la tabla 3.2. siguiendo
el flujograma de la figura 3.
Tabla 3.2 Criticidad de la Maquinaria con clasificación A y B
Nombre S&S MA C&P TO P TBF MT Criticidad
SIERRA DE CODO INPASA A - - - - - - A
TORNO HORIZONTAL ILSA B B A - - - - A
TORNO HORIZONTAL AHMSA B B A - - - - A
SIERRA DE CODO LMC A - - - - - - A
TORNO HORIZONTAL ILSA B B A - - - - A
SIERRA CINTA COUNTOUR A - - - - - - A
TORNO HORIZONTAL AHMSA B B A - - - - A
TORNO HORIZONTAL SOUTH BEND B B A - - - - A
FRESADORA ELLIOTT B B A - - - - A
FRESADORA UNIVERSAL ZALLER B B A - - - - A
ESMERIL BALDOR B C B B A A B B
S&S Seguridad y Salud P Producción A Alto riesgo MA Medio Ambiente TBF Intervalo entre actividades B Mediano Riesgo
C&P Calidad y Productividad MT Tiempos y costos de mantenimiento C Bajo riesgo TO Tiempos de Operación

27
3.4. Definición del contexto operacional La definición del contexto operacional nos ayuda a establecer las circunstancias bajo las
cuales opera un determinado equipo. Dado a que cada máquina esta sometida a condiciones de
operación diferentes no se puede establecer un solo programa de mantenimiento para un grupo
determinado de máquinas12. Al definir el proceso que realiza cada máquina, en realidad nos
encontramos definiendo las funciones que esperamos de cada máquina. En la tabla 3.3 se puede
apreciar las entradas y salidas de la maquinaria clasificada anteriormente como A y B.
Tabla 3.3 Entradas y Salidas de la Maquinaria con Clasificación A y B
Máquina Entrada Proceso Salida
SIERRA DE CODO INPASA
127 VAC Tubos Perfiles Barras Lubricante
Corte materiales para ajustar a la medida final. Eliminar material que pueda ser utilizado en otras operaciones.
Pieza Cortada Rebaba Material de sobra Calentamiento
TORNO HORIZONTAL ILSA
220 VAC Barras, cilindros, tubos de diferentes materiales Lubricante
Torneado cilíndrico Ahusamiento Careado Desbaste interior Desbaste exterior Ranurado Barrenado Escariado Rimado Machueleado Generación de roscas El proceso depende de la orden de trabajo.
Pieza con desbastes especificados en la orden de trabajo. Rebaba Calentamiento
TORNO HORIZONTAL AHMSA
220 VAC Barras, cilindros, tubos de diferentes materiales Lubricante
Torneado cilíndrico Ahusamiento Careado Desbaste interior Desbaste exterior Ranurado Barrenado Escariado Rimado Machueleado Generación de roscas El proceso depende de la orden de trabajo.
Pieza con desbastes especificados en la orden de trabajo. Rebaba Calentamiento
12 Edwin Gutiérrez, E.t., Robinson Medina, Michele Leccese (2005) Cuidado Integral de Activos. p 21

28
Tabla 3.3 Entradas y Salidas de la Maquinaria con Clasificación A y B
SIERRA DE CODO LMC
127 VAC Tubos Perfiles Barras Lubricante
Corte materiales para ajustar a la medida final. Eliminar material que pueda ser utilizado en otras operaciones.
Pieza Cortada Rebaba Material de sobra Calentamiento
TORNO HORIZONTAL ILSA
220 VAC Barras metálicas Lubricante
Torneado cilíndrico Ahusamiento Careado Desbaste interior Desbaste exterior Ranurado Barrenado Escariado Rimado Machueleado Generación de roscas El proceso depende de la orden de trabajo.
Pieza con desbastes especificados en la orden de trabajo. Rebaba Calentamiento
SIERRA CINTA COUNTOUR
120 VAC barras de metal, cilindros, perfiles
Corte materiales para ajustar a la medida final. Eliminar material que pueda ser utilizado en otras operaciones.
Pieza Cortada Rebaba Material de sobra Calentamiento
TORNO HORIZONTAL AHMSA
220 VAC Barras metálicas Lubricante
Torneado cilíndrico Ahusamiento Careado Desbaste interior Desbaste exterior Ranurado Barrenado Escariado Rimado Machueleado Generación de roscas El proceso depende de la orden de trabajo.
Pieza con desbastes especificados en la orden de trabajo. Rebaba Calentamiento

29
Tabla 3.3 Entradas y Salidas de la Maquinaria con Clasificación A y B
TORNO HORIZONTAL SOUTH BEND
220 VAC Barras metálicas Lubricante
Torneado cilíndrico Ahusamiento Careado Desbaste interior Desbaste exterior Ranurado Barrenado Escariado Rimado Machueleado Generación de roscas El proceso depende de la orden de trabajo.
Pieza con desbastes especificados en la orden de trabajo. Rebaba Calentamiento
FRESADORA ELLIOTT
220 VAC Piezas metálicas de diferentes geométricas y materiales
Taladrado Escariado Barrenado Contrataladrado Careado Generar superficies planas y de contorno ranuras Dientes de engrane Formas helicoidales.
Pieza plana, con la geometría especificada por la orden de trabajo.
FRESADORA UNIVERSAL ZALLER
220 VAC Pieza plana, con la geometría especificada por la orden de trabajo.
Taladrado Escariado Barrenado Contrataladrado Careado Generar superficies planas y de contorno ranuras Dientes de engrane Formas helicoidales.
Pieza plana, con la geometría especificada por la orden de trabajo.
ESMERIL BALDOR
127 VAC Brocas Fresas Diferentes Superficies.
Afilar herramientas de corte. Pulido de superficies
Piezas Afiladas. Pulido de la superficie Calentamiento
3.5. Cálculo de la duración de la función Uno de los requisitos para poder calcular la duración del estado de función es el contar con
la confiabilidad del equipo. El cálculo de la confiabilidad del equipo se determina asignando un
peso a cada uno de los factores universales descritos en la sección 2.3 y a continuación calificando
cada uno de estos factores en la maquinaria A y B.

30
En la tabla 3.4 se muestra la ponderación asignada a cada factor universal. La tabla 3.5
resume la confiabilidad de cada máquina. Finalmente la tabla 3.6 presenta el tiempo que se
mantiene en función la maquinaria A y B.
Tabla 3.4 Ponderación de los 5 factores universales
Factor Ponderación
Edad del equipo 10
Medio ambiente de trabajo 20
Carga de trabajo 40
Apariencia física 22
Mediciones y pruebas de funcionamiento 8
El cálculo de la confiabilidad se realiza de la siguiente manera:
La suma de la ponderación de en la tabla 3.4 es 100. La calificación de la sierra de codo INPASA es la siguiente:
Edad del equipo 9
Medio ambiente de trabajo 18
Carga de trabajo 35
Apariencia física 20
Mediciones y pruebas de funcionamiento 6
La suma de esta calificación es 88. Ya que la suma de los factores universales es igual a 100 la confiabilidad de está sierra es del 88%. La confiabilidad de la maquinaria con clasificación A y B se encuentra en la tabla 3.5.

31
Tabla 3.5 Confiabilidad del equipo con clasificación A y B basada en los 5 factores universales
Máquina Confiabilidad
SIERRA DE CODO INPASA 88%
TORNO HORIZONTAL ILSA 85%
TORNO HORIZONTAL AHMSA 82%
SIERRA DE CODO LMC 92%
TORNO HORIZONTAL ILSA 84%
SIERRA CINTA COUNTOUR 92%
TORNO HORIZONTAL AHMSA 95%
TORNO HORIZONTAL SOUTH BEND 84%
FRESADORA ELLIOTT 83%
FRESADORA UNIVERSAL ZALLER 88%
ESMERIL BALDOR 92%
El cálculo de la duración del equipo sin fallar puede ser calculada usando la ecuación 4 de la
sección 2.3. La inconfiabilidad es el complemento de la confiabilidad de la tabla 3.5. El tiempo
medio entre fallas es tomado de las ordenes de trabajo de mantenimiento disponibles en el taller
mecánico. Y en algunos casos en los que no se tiene documentado es estimado en base a la
experiencia de los operadores. De esta manera la duración del equipo sin fallar es calculada como:
La duración del equipo sin fallar de clasificación A y B es mostrada en la tabla 3.6
t = !m ln(R(t)) = !700 ln(1! .88) = 1485h!= 2!meses
32
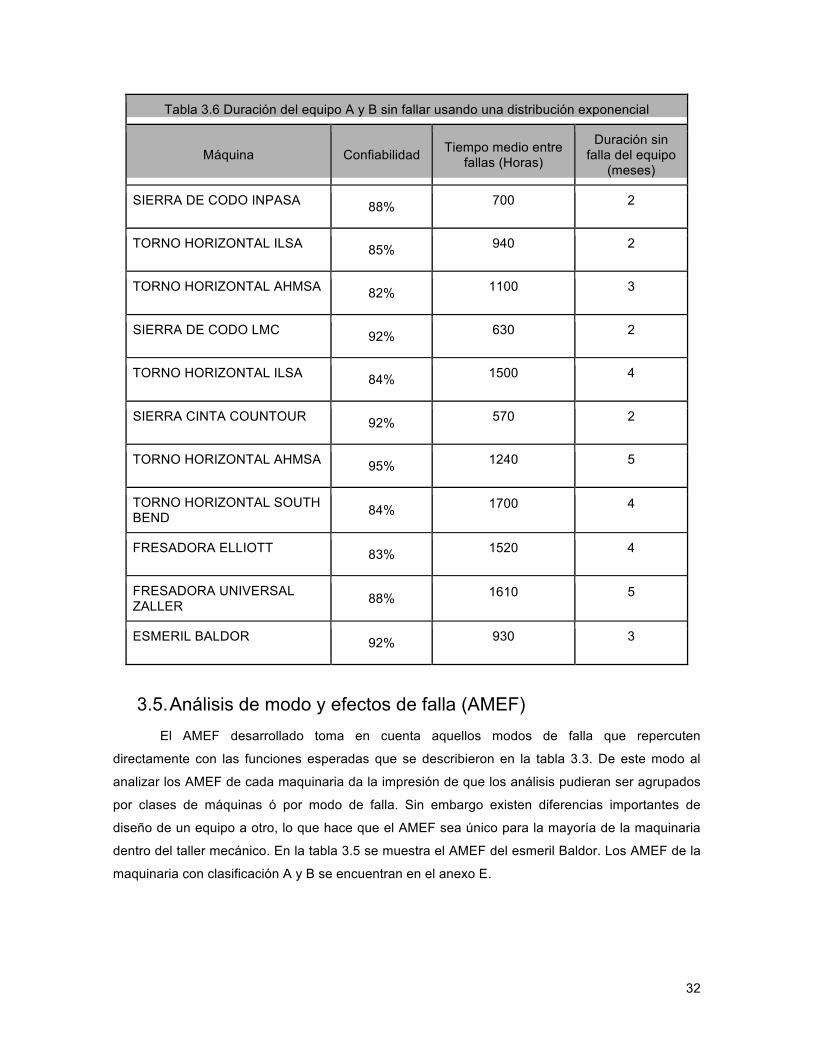
Tabla 3.6 Duración del equipo A y B sin fallar usando una distribución exponencial
Máquina Confiabilidad Tiempo medio entre fallas (Horas)
Duración sin falla del equipo
(meses)
SIERRA DE CODO INPASA 88% 700 2
TORNO HORIZONTAL ILSA 85% 940 2
TORNO HORIZONTAL AHMSA 82% 1100 3
SIERRA DE CODO LMC 92% 630 2
TORNO HORIZONTAL ILSA 84% 1500 4
SIERRA CINTA COUNTOUR 92% 570 2
TORNO HORIZONTAL AHMSA 95% 1240 5
TORNO HORIZONTAL SOUTH BEND 84% 1700 4
FRESADORA ELLIOTT 83% 1520 4
FRESADORA UNIVERSAL ZALLER 88% 1610 5
ESMERIL BALDOR 92% 930 3
3.5. Análisis de modo y efectos de falla (AMEF) El AMEF desarrollado toma en cuenta aquellos modos de falla que repercuten
directamente con las funciones esperadas que se describieron en la tabla 3.3. De este modo al
analizar los AMEF de cada maquinaria da la impresión de que los análisis pudieran ser agrupados
por clases de máquinas ó por modo de falla. Sin embargo existen diferencias importantes de
diseño de un equipo a otro, lo que hace que el AMEF sea único para la mayoría de la maquinaria
dentro del taller mecánico. En la tabla 3.5 se muestra el AMEF del esmeril Baldor. Los AMEF de la
maquinaria con clasificación A y B se encuentran en el anexo E.

33
3.6. Plan de mantenimiento Al agregar la criticidad evaluada en el punto 3.2. Seleccionando las estrategias de
mantenimiento de acuerdo a la figura 4. Las fallas que afectan las funciones esperadas, que
ocasiona las fallas, cual es el efecto de la falla, la factibilidad técnica de reparar la falla, y la
frecuencia de las actividades de mantenimiento estamos generando un documento que sintetiza el
análisis MCC el cual funciona como plan de mantenimiento. Si bien la información no es
presentada en un gráfico de Gant, es posible generar uno partiendo de la frecuencia de
mantenimiento calculada en la tabla 3.6. En el anexo F se muestra un ejemplo de la hoja de
mantenimiento propuesta.
Tabla 3.7 Análisis de Modo y Efecto de Falla del Esmeril Baldor
Efecto de falla Equipo Modo de
falla Causa de falla Local Sistema Unidad
Interruptor dañado x
Conexiones eléctricas Dañadas x
Falso contacto en conexiones eléctricas x
Falla del suministro eléctrico x
No enciende
Falla del motor eléctrico x
Falla del motor eléctrico x No rotan las piedras del
esmeril Las pierdas no se encuentran bien apretadas
x
Las piedras no afilan
partículas adheridas en la superficie de la roca x
Esmeril Baldor
La superficie de la roca no es uniforme
Uso de un solo lado de la piedra x

34
Capítulo IV. Discusión de resultados
4.1. Metodología propuesta En la figura 5 podemos ver la adición una etapa en la que se propone la agrupación de
maquinaria de cumplirse una serie de condiciones. Aunque se trate de una modificación pequeña,
esta nueva etapa ahorra significativamente el tiempo de desarrollo del MCC sin perder la solidez
de la metodología tradicional. El taller mecánico del CIITEC permite esté tipo de agrupación ya que
cuenta con tornos de la misma marca, modelos idénticos que son utilizados para los mismos fines
como lo podemos ver en la tabla 3.3.
4.2. Clasificación de la maquinaria La clasificación ABC fue diseñada para separar a lo importante de lo no importante. Al
utilizar un método de clasificación por valor, y por su versatilidad de uso, podemos usarla para
aquellos casos en los que algunos artículos tengan mayor importancia que otros. De esta manera
podemos tener la seguridad de que los elementos con las clasificaciones A y B son aquellos en las
que debemos fijar nuestros esfuerzos. En la tabla 3.1, podemos encontrar que las herramientas
que caen dentro de esta clasificación son los tornos, fresas, sierras y esmeriles. Estas máquinas
claramente se relacionan y complementan entre ellas. El filo de los cortadores dependen de los
esmeriles, en ocasiones se tiene que hacer uso de todas estas máquinas-herramientas, para poder
terminar el maquinado de un prototipo o de piezas complejas. Debido a la relación que guardan
estas máquinas entre si, es evidente que se encuentren dentro de las máquinas-herramientas mas
importantes del taller mecánico del CIITEC.
4.3. Ponderación de la maquinaria y equipo Al ponderar la maquinaria de acuerdo a su criticidad estamos determinado la importancia de
la maquinaria de acuerdo a su impacto en el proceso productivo contestando así a la pregunta:
¿Importa la falla?. En el que la importancia está asociada con la evaluación de las consecuencias
que tendría un equipo en servicio al fallar. A diferencia de el análisis ABC en que clasifican según
su importancia de la máquina. Si embargo, en la tabla 3.2 podemos ver como el análisis ABC
ayuda a reducir los esfuerzos al desarrollar el MCC, ya que solo se está aplicando la ponderación
por criticidad a los equipos clasificados como A y B. En la tabla 3.2 podemos ver que la gran
mayoría de los equipos tienen una alta criticidad esto debido a que son máquinas que se emplean
herramientas de corte para realizar su trabajo. Lo que tiene efecto directo sobre la salud y
seguridad del personal que lo opera.
4.4. Definición del contexto operacional El contexto operacional nos ayuda conocer bajo que circunstancias opera determinado
equipo. Define las funciones que deseamos de realice y bajo que ambiente se encuentra
trabajando contestando a la pregunta que debe contestar el MCC. ¿Que funciones realiza el

35
equipo de acuerdo a su contexto operacional?. La tabla 3.3 se presentan los datos tabulados
agrupándolos en una sola tabla en lugar de presentarlos de forma separada como lo sugiere el
método propuesto para la definición del contexto operacional por Edwin Gutiérrez13. La
presentación en forma de tabla facilita la interpretación de los datos y la visualización de ellos.
Como se aprecia en la tabla 3.3 los procesos que llevan a cabo los tornos son similares, no se
define una función en especifico. Así mismo no se establecen procesos específicos para ninguna
máquina o equipo. La razón es porque al no contar con un gama de productos específicos la
maquinaria no opera bajo condiciones únicas, es decir, un torno no solo se encarga de maquinar
cuerdas, o maquinar dientes para un engrane de una sola medida sino que se pueden realizar
cualquier tipo de maquinado dada las exigencias del diseño especificado en la orden de trabajo. He
aquí la primer razón por la que es posible la creación de grupos para llevar a cabo el análisis MCC.
Información de la tabla 3.2 muestra que los tornos horizontales ILSA cuentan con un
porcentaje de utilización similar, al igual que los tornos horizontales AHMSA. Todos estos tornos
comparten las mismas funciones. El entorno en el cual trabajan es el idéntico para cada torno ya
que se encuentran dentro de la misma área de trabajo. La única diferencia entre los Tornos
horizontales es que dos de ellos con marca ILSA y los dos restantes marca AHMSA.
Las fresadoras comparten el medio ambiente de trabajo. Poseen un porcentaje de utilización
similar. Las funciones deseadas son idénticas para cada una de ellas. Diferencia es que una de
ellas es marca ZALLER y la otra marca ELLIOT.
La diferencia entre las sierras al igual que en los casos anteriores es la marca y que el porcentaje
de utilización es mayor en una que en otra.
Solo existe un esmeril con clasificación B y que entra dentro del análisis MCC, pero existen
otros dos con clasificación C y que difieren muy poco en cuanto a porcentaje de utilización.
De este caso solo se pueden formar dos grupos: el de tornos AHMSA y el de tornos ILSA, de
los que se realizó un análisis AMEF para cada grupo. Para las máquinas restantes se realizó un
análisis AMEF individual debido a las diferencias en diseño a pesar de que su contexto operacional
es idéntico.
4.5. Confiabilidad De la tabla 3.5 podemos ver que no necesariamente el equipo con mayor confiabilidad es
que cuenta con el menor tiempo medio entre fallas. Así mismo de la tabla 3.6 muestra el tiempo
que dura una máquina sin fallar. La información tomada como el tiempo promedio entre fallas fue
tomada del historial de cada máquina y en caso de no cantar con un información, es calculada por
experiencia de los operadores. Esta información será usada para la programación del
mantenimiento. Dado que uno de los objetivos es el mantener la función de la maquinaria en por lo
13Edwin Gutiérrez, E.t., Robinson Medina, Michele Leccese (2005) Cuidado Integral de Activos.

36
menos un periodo de 6 meses se programaran actividades preventivas y detectivas con
anticipación para prevenir fallas en el equipo. Ayudando así a contestar la pregunta ¿Se puede
hacer algo para prevenir la falla? complementando la respuesta con la selección de las técnicas de
mantenimiento. ya que siguiendo el algoritmo de decisión de la figura no solo se responde a la
pregunta anterior sino también se responde a la pregunta: ¿que se pasa si no podemos prevenir la
falla?
4.6. AMEF El AMEF es el corazón de la metodología MCC14. Al establecer los modos de falla para las
funciones que deseamos que realice el equipo estamos contestando a la pregunta: ¿De que
manera puede fallar?. Al establecer las causas de falla contestamos a la pregunta: ¿Que origina la
falla?. El efecto de falla responde a la pregunta: ¿Que pasa cuando falla? definiendo el nivel en el
que la falla afecta a la maquinaria. De esté modo una sola herramienta contesta tres de las siete
preguntas que debe contestar el MCC. Así mismo ayuda a tener claro las modos de falla para que
ocasionan que la falla de las funciones que esperamos, sentando las bases para la selección de
las estrategias de mantenimiento querer se deben de seguir para evitar la perdida de función del
equipo.
4.7. Plan de mantenimiento Al plasmar la información generada a lo largo del capítulo 3 en una sola tabla se esta
respondiendo de manera sistemática a cada una de las preguntas que debe de contestar cualquier
análisis MCC. Al incluir la frecuencia del mantenimiento y las recomendaciones que se deben
seguir para solucionar cada falla funcional se esta programando de manera indirecta el
mantenimiento de cada maquinaria. Al mostrar la criticidad del equipo y las causas de las fallas
estamos proporcionando herramientas de decisión rápidas al supervisor sobre a que operador
delegar el trabajo de mantenimiento. De manera anticipada se pueden programar las fallas que
necesiten ser atendidas por el servicio externo. Las fallas potenciales pueden ser prevenidas.
De esta forma al programar tareas de detección de fallas, aumentará el tiempo promedio
entre fallas de los ISED lo que conjuntamente con trabajos de mantenimiento rutinario se espera
que los ISED presenten paros menores o nulos. Cubriendo así periodos de hasta 2 meses sin
recurrir paros mayores de recuperación de función o desincorporación.
Con el objetivo de cuantificar los resultados de la metodología MCC en el programa de
mantenimiento, tomaremos el tiempo promedio que toma el recuperar la función del equipo A y B al
ocurrir una falla mayor con la metodología actual y la esperada al completarse la implementación
MCC.
El beneficio económico se calcula tomando en cuenta la diferencia entre las horas que toma
14Hinchcliffe, A.M.S.a.G.R., RCM—Gateway to World Class Maintenance. 1 ed. 2004, EUA: El Sevier. 361.

37
reparar un equipo con el método actual contra el propuesto y multiplicando este resultado por el
salario de un operador que gana por cada hora de trabajo en una jornada de trabajo. En la tabla
4.1 se muestran la comparación entre los dos métodos.
Tabla 4.1 Comparación de las tareas de reparación de paros mayores entre el método actual y el
propuesto
Tiempo de la tarea de mantenimiento (horas) Ahorro
Máquina Actual Esperada Tiempo
horas Económico
$
SIERRA DE CODO INPASA 50 10 40 1600
TORNO HORIZONTAL ILSA 75 15 60 2400
TORNO HORIZONTAL AHMSA 120 15 105 4200
SIERRA DE CODO LMC 50 10 40 1600
TORNO HORIZONTAL ILSA 120 15 105 4200
SIERRA CINTA COUNTOUR 40 10 30 1200
TORNO HORIZONTAL AHMSA 120 10 110 4400
TORNO HORIZONTAL SOUTH BEND 80 10 70 2800
FRESADORA ELLIOTT 50 10 40 1600
FRESADORA UNIVERSAL ZALLER 70 10 60 2400
ESMERIL BALDOR 20 5 15 600
Suma 795 120 675 27000

38
Conclusiones La implementación del MCC no es fácil, por lo que se debe tener cuidado en su
implementación. El uso de áreas piloto es la base del éxito para la implementación final del MCC.
La aplicación del MCC debe realizarse a equipos con una alta ponderación. Equipos con
baja ponderación deben ser analizados con herramientas más simples.
Al no generar intervalos óptimos para la inspección de los equipos estos deben de ser
complementados con otro tipo de estrategias para dar solides al estudio MCC.
El enfoque bajo el cual se desarrolla el MCC debe de estar orientado a los intereses del CIITEC.
La metodología propuesta permite el desarrollo de planes RCM, de manera rápida,
cuantificada y basada en riesgo.
Se incluye toda una serie de herramientas administrativas para elevar el desempeño global de área
en la que se aplica el MCC.
Siempre se debe de tener en cuenta con los recursos disponibles, de esta manera se puede
programar con mayor eficiencia los trabajos de mantenimiento.
Al generar los planes de mantenimiento en conjunto con la documentación existente en el
taller mecánico este debe ser capas de ser capaz de acreditar las auditorias del sistema de gestión
de calidad del CIITEC ya que el desarrollo del plan de mantenimiento cubre con los requerimientos
establecidos por la norma SAE JA1011.
Se deben de establecer índices para medir la eficacia del MCC y de esta manera poder
cuantificar los resultados obtenidos de la aplicación de esta metodología.
La aplicación del MCC hace uso de los planes de mantenimiento preventivo y rutinario
establecidos con anterioridad, invitando a los operadores a detectar y prevenir fallas potenciales.
La elaboración del AMEF induce al supervisor a actualizar constantemente los modos de
falla potenciales de cada máquina y equipo generando programas de mantenimiento cada vez mas
complejos y con niveles de profundidad cada vez mas complejos.
Al contar con una metodología sólida para el cálculo de la frecuencias de las actividades de
mantenimiento se generan programas de mantenimiento con mayor grado de exactitud. Así mismo
se ejecutan funciones protectoras que ayudan a mantener al equipo en estado de función.
El MCC aumenta la vida útil de los ISED aumentando el tiempo promedio entre fallas,
gracias a las herramientas de programación y detección de fallas.
La generación de inventarios de refacciones, tareas de detección de fallas y tareas de
mantenimiento rutinario hace posible la reducción del 15% en el tiempo de ejecución de las tareas
de mantenimiento.

39
Bibliografía
Edwin Gutiérrez, E.t., Robinson Medina, Michele Leccese (2005). Cuidado Integral de Activos. 21.
Servicios Tecnológicos. Disponible en: http://www.ciitec.ipn.mx/prueba/servicios_tecnologicos.htm. Junio 2009.
Knezevic, J., ed. (1996). Mantenimiento. Isdefe: España.
Edwin Gutiérrez, E.t., Robinson Medina, Michele Leccese (2006) Cuidado integral de activos “Metodologías para el diseño de planes de mantenimiento óptimos basados en confiabilidad y riesgo".
Bernardo, J. (2001) Haciendo que el RCM trabaje para su empresa. 13.
Madrigal Romero Manuel, R.d.l.V.S.A., Mises González Roberto,(2005) Apuntes de mantenimiento Industrial. México: Talleres Gráficos de la Unidad Profesional Interdisciplinaria de Ingeniería Ciencias Sociales y Administrativas.
Maynard, Ingeniería de Confiabilidad, en Maynard Manual del Ingeniero Industrial, W.K. Hodson. México. Mc. GRAW-HILL.
Plucknette, D.J. (2007) When and How to Template An RCM Analysis. 3.
Moubray, J.,(2004)Tipos de RCM. ALADON LTD. p. 13.
Jr., D.S.R.L.B.,(2005) Planeación y Control de la Producción. México: Mc. Graw Hill. 657.
Hinchcliffe, A.M.S.a.G.R.,(2004) RCM—Gateway to World Class Maintenance. EUA. Elsevier. 361.

40
Anexo A. Lista de abreviaturas
Abreviatura Descripción
%u Porcentaje de utilización AMEF Análisis de modo y efecto de falla C&P Calidad y productividad CIITEC Centro de Investigación e Innovación Tecnológica CLS Clasificación CONACYT Consejo Nacional de ciencia y tecnología ENT Equipo natural de trabajo Hrs Horas I Índice Iac Índice acumulado ICGM Índice de clasificación para gastos de mantenimiento IDF Intervalo de detección de fallas IPN Instituto Politécnico Nacional Ir Índice relativo ISED Instrumento sistema equipo dispositivo m Tiempo medio entre fallas Ma Medio ambiente MC Mantenimiento basado en condición MCC Mantenimiento centrado en confiabilidad MP Mantenimiento no programado MR Mantenimiento rutinario MT Tiempo y costos de mantenimiento P Productividad PRC Parámetro relevante de la condición R(t) Confiabilidad RIME Ranking index for maintenance expediture S&S Seguridad y salud t Tiempo TBF Tiempo entre actividades To Tiempo de operación TPEF Tiempo promedio entre fallas TPPF Tiempo promedio para fallar

41
Anexo B. Lista de Tablas Número de
Tabla Descripción Pagina
3.1 Maquinaria con clasificación A y B 25 3.2 Criticidad de la maquinaria con clasificación A y B 26
3.3 Entradas y salidas de la maquinaria con clasificación A y B 27
3.4 Ponderación de los 5 factores universales 30
3.5 Confiabilidad del equipo con clasificación A y B basada en los 5 factores universales 31
3.6 Duración del equipo A y B sin fallar usando una distribución exponencial 32
3.7 Análisis de modo y efecto de falla del esmeril Baldor 33
4.1 Comparación de las tareas de mantenimiento en paros mayores 27
D.1 Clasificación ABC de la maquinaria y equipo del taller mecánico 43
D.1 Análisis de modo y efecto de falla del grupo de tornos AHMSA 45
E.2 Análisis de modo y efecto de falla del grupo de torno horizontal ILSA 46
E.3 Análisis de modo y efecto de falla del torno horizontal South Bend 46
E.4 Análisis de modo y efecto de falla de la fresadora ZALLER 47
E.5 Análisis de modo y efecto de Falla de la fresadora ELLIOTT 48
E.6 Análisis de modo y efecto de falla de la sierra cinta COUNTOUR 50
E.7 Análisis de modo y efecto de falla de la sierra de codo INPASA 50
F.1 Programa de mantenimiento para el esmeril Baldor 52

42
Anexo C. Lista de Figuras Número de
Figura Descripción Pagina
1 Diagrama P-F 6 2 Etapas del mantenimiento centrado en confiabilidad 9
3 Flujograma para el establecimiento de la criticidad de los equipos 11
4 Algoritmo de decisión para la selección de las estrategias de mantenimiento. 18
5 Modificación hecha al MCC tradicional tomando en cuenta la similitud de función, medio ambiente y equipo del MCC abreviado.
24
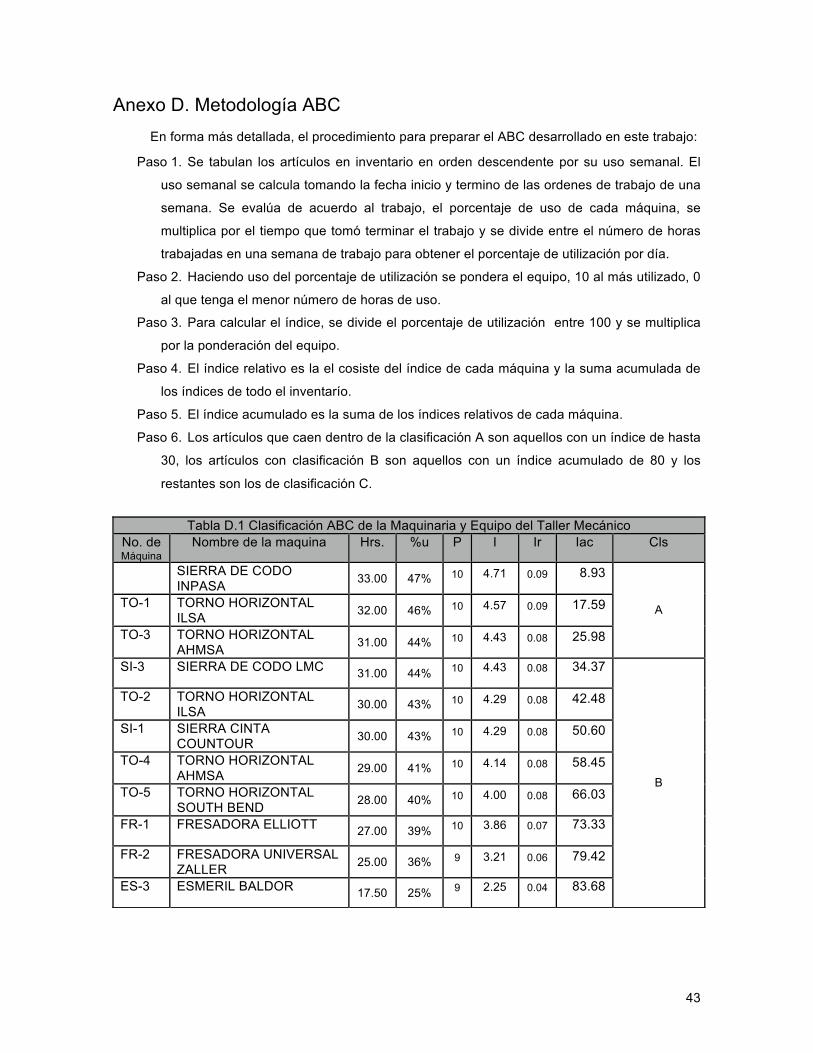
43
Anexo D. Metodología ABC En forma más detallada, el procedimiento para preparar el ABC desarrollado en este trabajo:
Paso 1. Se tabulan los artículos en inventario en orden descendente por su uso semanal. El
uso semanal se calcula tomando la fecha inicio y termino de las ordenes de trabajo de una
semana. Se evalúa de acuerdo al trabajo, el porcentaje de uso de cada máquina, se
multiplica por el tiempo que tomó terminar el trabajo y se divide entre el número de horas
trabajadas en una semana de trabajo para obtener el porcentaje de utilización por día.
Paso 2. Haciendo uso del porcentaje de utilización se pondera el equipo, 10 al más utilizado, 0
al que tenga el menor número de horas de uso.
Paso 3. Para calcular el índice, se divide el porcentaje de utilización entre 100 y se multiplica
por la ponderación del equipo.
Paso 4. El índice relativo es la el cosiste del índice de cada máquina y la suma acumulada de
los índices de todo el inventarío.
Paso 5. El índice acumulado es la suma de los índices relativos de cada máquina.
Paso 6. Los artículos que caen dentro de la clasificación A son aquellos con un índice de hasta
30, los artículos con clasificación B son aquellos con un índice acumulado de 80 y los
restantes son los de clasificación C.
Tabla D.1 Clasificación ABC de la Maquinaria y Equipo del Taller Mecánico No. de Máquina
Nombre de la maquina Hrs. %u P I Ir Iac Cls
SIERRA DE CODO INPASA 33.00 47% 10 4.71 0.09 8.93
TO-1 TORNO HORIZONTAL ILSA 32.00 46% 10 4.57 0.09 17.59
TO-3 TORNO HORIZONTAL AHMSA 31.00 44% 10 4.43 0.08 25.98
A
SI-3 SIERRA DE CODO LMC 31.00 44% 10 4.43 0.08 34.37
TO-2 TORNO HORIZONTAL ILSA 30.00 43% 10 4.29 0.08 42.48
SI-1 SIERRA CINTA COUNTOUR 30.00 43% 10 4.29 0.08 50.60
TO-4 TORNO HORIZONTAL AHMSA 29.00 41% 10 4.14 0.08 58.45
TO-5 TORNO HORIZONTAL SOUTH BEND 28.00 40% 10 4.00 0.08 66.03
FR-1 FRESADORA ELLIOTT 27.00 39% 10 3.86 0.07 73.33
FR-2 FRESADORA UNIVERSAL ZALLER 25.00 36% 9 3.21 0.06 79.42
ES-3 ESMERIL BALDOR 17.50 25% 9 2.25 0.04 83.68
B

44
Tabla D.1 Clasificación ABC de la Maquinaria y Equipo del Taller Mecánico No. de Máquina
Nombre de la maquina Hrs. %u P I Ir Iac Cls
SOLDADORA ELECTRICA EUTETIC 17.50 25% 9 2.25 0.04 87.94
ES-1 ESMERIL UNIVERSAL ELECTRIC 15.00 21% 8 1.71 0.03 91.19
ES-2 ESMERIL 13.00 19% 8 1.49 0.03 94.01
SOLDADORA DE MICROALAMBRE LINCOLN ELECTRIC
10.00 14% 8 1.14 0.02 96.17
AF-1 AFILADORA PARA HERRAMIENTA DECKEL 1.30 2% 7 0.13 0.00 96.42
TB-3 TALADRO DE PRESICION VERTICAL MODIGS 6.00 9% 7 0.60 0.01 97.55
TB-4 TALADRO DE PRESICION VERTICAL MODIGS 4.00 6% 7 0.40 0.01 98.31
TB-1 TALADRO ARBOGA MASSKINER 2.00 3% 6 0.17 0.00 98.64
TB-2 TALADRO DE COLUMNA DE PISO GIMBEL 1.50 2% 6 0.13 0.00 98.88
DO-1 DOBLADORA DE LAMINA CHICAGO 3.00 4% 5 0.21 0.00 99.28
CT-1 CORTADOR DE TUBO 1.20 2% 5 0.09 0.00 99.45
CL-1 CIZALLA PARA LAMINA CHICAGO 2.00 3% 3 0.09 0.00 99.61
RL-1 ROLADORA HEFESTO 2.00 3% 3 0.09 0.00 99.77
DO-2 DOBLADORA UNIVERSAL LEON WEILL 2.00 3% 3 0.09 0.00 99.93
CL-2 CIZALLA PARA LAMINA LEON WEILL 0.50 1% 3 0.02 0.00 99.97
RE-1 RECTIFICADORA PARA SUPERFICIES PLANAS COVEL
0.30 0% 3 0.01 0.00 100.00
PR-1 TROQUELADORA PELO PLAST 0.01 0.01% 2 0.00 0.00 100.00
PM-1 PUNZADORA LEON WEILL 0.01 0.01% 1 0.00 0.00 100.00
CL90° CIZALLA MANUAL 90° GEPRUFE SICHEREIT 0.00 0.00
% 1 0.00 0.00 100.00
PT-1 PANTOGRAFO DECKEL 0.00 0.0% 1 0.00 0.00 100.00
CE-1 CEPILLO DE CODO SACIA 0.00 0.0% 1 0.00 0.00 100.00
C
Hrs.- horas, %u .- Porcentaje de utilización, I.- Índice, Ir.- Índice relativo, Iac.- Índice Acumulado, Cls.-Clasificación.

45
Anexo E. AMEF de la maquinaria con clasificación A y B
Tabla E.1 Análisis de Modo y Efecto de Falla del grupo de Tornos AHMSA Efecto de falla Equipo Modo de falla Causa de falla
Local Sistema Unidad No hay electricidad en la toma eléctrica x
El cable de alimentación hace falso contacto x
La clavija no hace contacto con la toma de energía x
El torno no enciende
Avería en el switch de encendido x Freno de emergencia roto x Falso contacto en el interruptor de limite del freno de emergencia. x
Avería en el motor x Banda del motor rota x Mal embrague de alguna de las palancas de velocidades x
Engranes desgastados dentro de la caja de velocidades x
No rota el mandril
Avería en el interruptor de limite de la palanca de arranque y dirección de giro
x
No funciona la manivela del
avance manual
Perno roto de la manivela
x
Juego en la torreta porta herramienta
Perno roto x
Tornos AHMSA
Falta de precisión en
los maquinados
Correderas del avance desgastada x
Corredera del porta herramienta desgastada x
contrapunto no alineado x Tornillo del contrapunto flojo x
Falta de precisión en
los maquinados
Juego en la flecha del mandril No se tiene refrigerante en el deposito x
Rotura del deposito de refrigerante x
Mangueras sueltas x Mangueras en mal estado x Venas agrietadas x Venas sueltas x
Tornos AHMSA
No se Bombea Refrigerante
Falla en la bomba de refrigeración x

46
Tabla E.2 Análisis de Modo y Efecto de Falla del grupo de Torno horizontal ILSA
Efecto de falla Equipo Modo de falla Causa de falla Local Sistema Unidad
No hay electricidad en la toma eléctrica x
El cable de alimentación hace falso contacto x
La clavija no hace contacto con la toma de energía x
El torno no enciende
Avería en el switch de encendido x Avería en el motor x No rota el
mandril Banda del motor rota x
No rota el mandril
Avería en el interruptor de limite de la palanca de arranque y dirección de giro
x
Juego en la torreta porta herramienta
Perno roto x
Falta de precisión en
los maquinados
Correderas del avance desgastada x
Corredera del porta herramienta desgastada x
contrapunto no alineado x Tornillo del contrapunto flojo x
Falta de precisión en
los maquinados
Juego en la flecha del mandril No se tiene refrigerante en el deposito x
Rotura del deposito de refrigerante x
Mangueras sueltas x Mangueras en mal estado x Venas agrietadas x Venas sueltas x
Tornos ILSA
No se Bombea Refrigerante
Falla en la bomba de refrigeración x
Tabla E.3 Análisis de Modo y Efecto de Falla del Torno Horizontal South Bend Efecto de falla Equipo Modo de falla Causa de falla
Local Sistema Unidad No hay electricidad en la toma eléctrica x
El cable de alimentación hace falso contacto x
La clavija no hace contacto con la toma de energía x
El torno no enciende
Avería en el switch de encendido x Avería en el motor x Banda del motor rota x
Torno Sout Bend
No rota el mandril Avería en el interruptor de limite
de la palanca de arranque y dirección de giro
x

47
Tabla E.3 Análisis de Modo y Efecto de Falla del Torno Horizontal South Bend Efecto de falla Equipo Modo de falla Causa de falla
Local Sistema Unidad Juego en la torreta porta herramienta
Perno roto x
Falta de precisión en
los maquinados
Correderas del avance desgastada x
Falta de precisión en
los maquinados
Corredera del porta herramienta desgastada x
contrapunto no alineado x Tornillo del contrapunto flojo x Juego en la flecha del mandril x
Torno Sout Bend
Tabla E.4 Análisis de Modo y Efecto de Falla de la Fresadora ZALLER Efecto de falla Equipo Modo de falla Causa de falla
Local Sistema Unidad El cable de alimentación hace falso contacto x
La clavija no hace contacto con la toma de energía x
Avería en la palanca de encendido x
Avería en el switch de encendido x Fusibles quemados x Pastillas apagadas x
La fresa no enciende
Pastillas en corto x Bajo voltaje x Banda de transmisión floja o rota x Avería en botonera de arranque x Desbaste de los baleros principales del cabezal x
Avería en los baleros principales del cabezal x
Perno de arrastre del husillo principal esta roto x
Desgaste en los engranes del Husillo. x
Husillo no gira
Avería en el motor x Perno de arrastre del husillo principal esta roto x
El perno de la palanca del automático esta roto x
El engrane que arrastra el engrane del Husillo principal esta desgastado.
x
Fresadora ZALLER
No funciona el avance
automático
El freno de la mesa se encuentra muy apretado x

48
Tabla E.4 Análisis de Modo y Efecto de Falla de la Fresadora ZALLER
Efecto de falla Equipo Modo de falla Causa de falla Local Sistema Unidad
Las bancadas se encuentran atascadas x No funciona
el avance automático Tren de avance se encuentre
averiado x
Perno de la palanca de mando roto. x No funciona el
avance horizontal manual No embraga la palanca x
Atascamiento de la tuerca de bronce x
No embraga la palanca x No hay
avance vertical automatico Rotura del perno de la palanca de
mando x
Ruptura del perno de la palanca de mando x
Mal embrague de la palanca de mando x
No hay avance vertical
manual Desgaste en los dientes del mecanismo x
Excentricidad del cortador x Bancada golpeada. x Herramienta sin filo x
Falta de precisión en
los ranurados Mal montaje la pieza x No se tiene refrigerante en el deposito x
Rotura del deposito de refrigerante x
Mangueras sueltas x Mangueras en mal estado x
Fresadora ZALLER
No se Bombea Refrigerante
Falla en la bomba de refrigeración x
Tabla E.5 Análisis de Modo y Efecto de Falla de la Fesadora ELLIOTT Efecto de falla Equipo Modo de falla Causa de falla
Local Sistema Unidad El cable de alimentación hace falso contacto x
La clavija no hace contacto con la toma de energía x
Avería en la palanca de encendido x
Avería en el switch de encendido x Fusibles quemados x Pastillas apagadas x
La fresa no enciende
Pastillas en corto x Bajo voltaje x Banda de transmisión floja o rota x Avería en botonera de arranque x
Fresadora ELLIOTT
Husillo no gira Desbaste de los baleros principales del cabezal x

49
Tabla E.5 Análisis de Modo y Efecto de Falla de la Fesadora ELLIOTT
Efecto de falla Equipo Modo de falla Causa de falla Local Sistema Unidad
Avería en los baleros principales del cabezal x
Perno de arrastre del husillo principal esta roto x
Desgaste en los engranes del Husillo. x
Husillo no gira
Avería en el motor x Perno de arrastre del husillo principal esta roto x
El perno de la palanca del automático esta roto x
El engrane que arrastra el engrane del Husillo principal esta desgastado.
x
No funciona el avance horizontal
automático
El freno de la mesa se encuentra muy apretado x
Las bancadas se encuentran atascadas x No funciona
el avance horizontal
automático Tren de avance se encuentre averiado x
Perno de la palanca de mando roto. x No funciona el
avance horizontal manual No embraga la palanca x
Ruptura del perno de la palanca de mando x
Mal embrague de la palanca de mando x
No hay avance vertical
manual Desgaste en los dientes del mecanismo x
Excentricidad del cortador x Bancada golpeada. x Herramienta sin filo x
Falta de precisión en
los ranurados Mal montaje la pieza x No se tiene refrigerante en el deposito x
Rotura del deposito de refrigerante x
Mangueras sueltas x Mangueras en mal estado x
Fresadora ELLIOT
No se Bombea Refrigerante
Falla en la bomba de refrigeración x

50
Tabla E.6 Análisis de Modo y Efecto de Falla de la Sierra Cinta COUNTOUR Efecto de falla Equipo Modo de
falla Causa de falla Local Sistema Unidad
Pastilla desactivada x Fusibles quemados x Cables quemados x Falso contacto en la contactores x Falso contacto en la clavija x Falso contacto en la cables x
No enciende
Botonera descompuesta x Cadena floja x Avería del motor x El recubrimiento de neopreno en las poleas es muy delgado x
El templador esta flojo x
La cierra no gira
Husillo del templador flojo x Cables quemados x Transformador quemado x Resortes de cabezas sueltos x Resortes de cabezas rotos x Botón de soldado averiado x Botón de fusión averiado x Botón de recosido averiado x Cables de las cabezas quemados x
La unidad de soldado no
funciona
Generador interno quemado x La cizalla no
corta La herramienta se encuentra desafilada
x
La cizalla no baja
La herramienta se encuentra atascada x
Motor del esmeril Averiado x Conexiones eléctricas dañadas x
Sierra Cinta
El esmeril no gira
Apretar la piedra del esmeril x
Tabla E.7 Análisis de Modo y Efecto de Falla de la Sierra de Codo INPASA Efecto de falla Equipo Modo de
falla Causa de falla Local Sistema Unidad
Pastilla desactivada x Fusibles quemados x Falso contacto en la contactores x Falso contacto en la clavija x Falso contacto en la cables x Avería en palanca de encendido x Botonera descompuesta x
No enciende
Falla en sistemas eléctricos x Avería en el pistón x La sierra no
baja Avería en el tren motriz x No se tiene aceite en el deposito x No funciona
el pistón hidráulico
Rotura del deposito de refrigerante x
Sierra de
Codo INPASA
No funciona el pistón hidráulico
Mangueras sueltas x
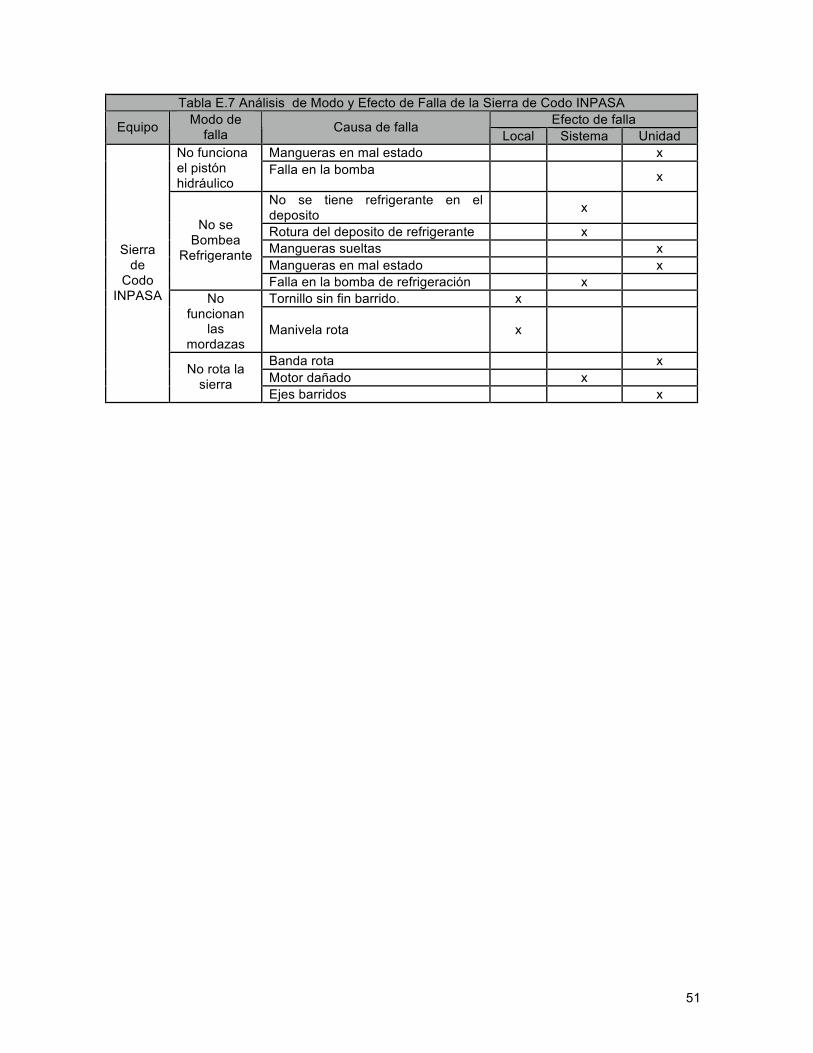
51
Tabla E.7 Análisis de Modo y Efecto de Falla de la Sierra de Codo INPASA Efecto de falla Equipo Modo de
falla Causa de falla Local Sistema Unidad
Mangueras en mal estado x No funciona el pistón hidráulico
Falla en la bomba x
No se tiene refrigerante en el deposito x
Rotura del deposito de refrigerante x Mangueras sueltas x Mangueras en mal estado x
No se Bombea
Refrigerante
Falla en la bomba de refrigeración x Tornillo sin fin barrido. x No
funcionan las
mordazas Manivela rota x
Banda rota x Motor dañado x
Sierra de
Codo INPASA
No rota la sierra
Ejes barridos x

52
Anexo F.- Programa de mantenimiento para el esmeril Baldor
Tabla F.1 Programa de mantenimiento para el Esmeril Baldor Máquina No. de
máquina Área Realizó Reviso Aprobó
Esmeril Baldor ES-3 Taller mecánico Factibilidad
técnica Función Modo
de falla Causa de
falla Efecto de falla Criticidad M
C MR
MP
Estrategia de mantenimiento
propuesta
F Manto. (días)
Interruptor dañado Fallo
general del equipo
A x
Tarea programada de mantenimiento preventivo
20
Conexiones eléctricas Dañadas
Fallo general
del equipo A x
Tarea de mantenimiento rutinario
Al iniciar el turno
Falso contacto en conexiones eléctricas
Fallo general
del equipo A x
Tarea de mantenimiento rutinario
Al iniciar el turno
Falla del suministro eléctrico
Fallo general
del equipo A x
Tarea de mantenimiento rutinario
Al iniciar el turno
No enciende
Falla del motor eléctrico
Fallo general
del equipo A x
Tarea de mantenimiento preventivo
20
Falla del motor eléctrico
Fallo general
del equipo A x
Tarea programada de mantenimiento preventivo
20 No rotan
las piedras del esmeril Las pierdas
no se encuentran bien apretadas
Fallo en la función principal
del equipo
A x Tarea de mantenimiento rutinario
Al iniciar el turno
Las piedras no
afilan
partículas adheridas
en la superficie de
la roca
Perdida de la función esperada
B x Tarea de mantenimiento rutinario
Al iniciar el turno
Afilar herramientas de corte Pulido de superficies
La superficie de la roca
no es uniforme
Uso de un solo lado de la piedra
Perdida de la función esperada
B x Tarea de mantenimiento preventivo
20