introduction to casting defects
DESCRIPTION
gives detailed information about casting defectsTRANSCRIPT

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 1/234
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 2/234
Some basics - you had in Foundry
Sand casting.Sand castin
g.Steps:
» 1.Mechanical Drawing of the part
» 2. Making pattern- about pattern material.
» 3.Making cores- if needed
» .!reparing drag and cope. "Setting the core# positioning etc.$
» %.&emo'al of pattern
» ()ssembling cope and drag
» *.!ouring- factors# method# etc.» +.,asting remo'ed
» .rimming etc.
» 1/. &0)D F& S4!M05
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 3/234
1.Mechanical Drawing of the part
2. Making pattern- about pattern
material.
3.Making cores- if needed
.!reparing drag and cope.
"Setting the core# positioning etc.$
%.&emo'al of pattern
()ssembling cope and drag
*.!ouring- factors# method# etc.
+.,asting remo'ed
Some basics you had
in Foundry
1
4a
32
5b 6 8&9 10
5a4b
3b 3c3a

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 4/234
,)S456,)S456 F75D)M05)8SF75D)M05)8S
9asically in'ol'es
i. !ouring molten metal into a mould patterned after the part to be made :47 7&978)5,0 # S0&40S F 0;05S )<0S !8),0
45F8705,0 S4=0# S)!0# 754F&M4 F 0 6&)45S F&M0D#
)5D 7S 0 ;0&)88 !&!0&40S.
• ii. )llow it to cool 0) &)5SF0& D7&456 S84D4F4,)45
• iii. &emo'e from the mold 45F8705,0 F 0 !0 F M78D M)0&4)8
•
SIMILARITY WITH POURING CAKE MIX INTO A PAN SIMILARITY WITH POURING CAKE MIX INTO A PAN
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 5/234
!7&456 ,)<0 M4> 45 ) !)5 "M78D$ ? 9)<456 4
@S080, 0 <45D )5D S4=0 F !)5#
@,5&8 0 ,M!S445 F 0 M4>#
@ ,)&0F788 !7& 0 M4>#
@ S0 0 !&!0& 9)<456 0M!0&)7&0#
@ S0 0 4M0& F& !&!0& 9)<456 4M0#
@ 80);0 0 ,)<0 45 0 M78D F& ) ,0&)45
)M75 F 4M0 90F&0 &0M;456.
(CASTING OF PLASTICS & CERAMICS - DIFFERENT)
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 6/234
<nowledge of certain fundamental relationships
is essential to produce good Auality economic
castings
his knowledge helps in establishing propertechniAues for mould design and casting practice.
,astings must be free from defects# must meet the
reAuired strength# dimensional accuracy# surfacefinish
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 7/234 utline of production steps in a typical sand casting operation
- pattern making
- ,ore making
- 6ating system
Moulding
Sand Mould
Melting !ouring casting eat reat ,lean 4nspect
Furnaces Solidification Shakeout )ddl. eat reatment
Defects# pressure tightness# dimensions
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 8/234
)D;)5)60S F ,)S456 !&,0SS• !rocess is cheap
• More suitable for mass production
• Most suitable for manufacturingcompleBCcomplicatedCintricate shaped products.
• 8arge parts weighing se'eral tonnes and also smallcomponents weighing a few grams can be cast.
• 5o limitation on the sie of component.
• Directional properties absent in castings. ,omponents withuniform properties as well as with 'arying properties atdifferent locations can be cast.
• 9y use of cores# sa'ing in machining of holes achie'ed.• 4nternal stresses are relie'ed during solidification in many
types of castings.
• 0'en some materials which cannot be made by otherprocesses made by castingE eg. !hosphor-9rone.
5 4 .
, ) 8 4 , 7 .
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 9/234
D4S)D;)5)60S
• ,ast product properties inferior in many
cases when compared with other
manufacturing processes.
• 0le'ated temperature working in
castings# as material has to be melted.
• hin section limitations eBist.
•For number of components 'ery small#casting not preferred.
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 10/234
SIGNIFICANT FACTORS-
•TYPE OF METAL,
•THERMAL PROPERTIES OF BOTH THE METAL
AND MOULD,
• GEOMETRIC RELATIONSHIP BETWEEN THE
VOLUME AND SURFACE AREA ,AND
•SHAPE OF MOULD.
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 11/234
• S84D4F4,)45 F M0)8S
• )F0& !7&456 M805 M0)8 45M78D# S0&40S F 0;05S )<0S
!8),0 D7&456 S84D4F4,)45 )5D,8456 )M9405 0M!0&)7&0.
• 0S0 0;05S 6&0)8 45F8705,0
0 S4=0# S)!0# 754F&M4 F 06&)45S F&M0D# )5D 7S 0;0&)888 !&!0&40S.
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 12/234
The liqui Me!"l h"# " V$lu%e
&A'
I! #$lii(ie# !$ #$li )i!h " *e)
+$lu%e &B"
Thee S!"e# $( C$*!"!i$* /Shi*0"e1

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 13/234
COOLING CURVE
For pur !a# or co!pou$%T
E
M
P
ER
A
T
U
RE
TIME, #o 'ca#
Fr()$ b)$' Fr()$ $%'
L)*u)%
L)*u)%
+
,o#)%,o#)%
C$$li*
$( Liqui
C$$li* $( #$li
Latent heat of
solidification
given off
during
freezing- At constant
temperature

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 14/234
COOLING CURVE
For 9inary solid solutions
T
E
M
P
ER
A
T
U
RE
TIME, #o 'ca#
Fee3i* )i!h $2 i*
!e%2e"!ue
A* FOR ALLOYS4
All$5# #$lii(5 $+e " "*e $(
!e%2e"!ue#
Bei*# )he* !e%2. $2# 6el$)
liqui$u#, $%2le!e )he* i!e"he# #$li$u#.
Wi!hi* !hi# !e%2e"!ue "*e,
mushy or pasty #!"!e.
I$$r (o$ ca$ b -$%%
.rou.ou b/ a%%)$ a caa#/''o%)u! b)'!u. ##ur)u!
$ 65 eli%i*"!i* !he%"l
"ie*!, i.e. eli%i*"!i*
$*+e!i$*. /E72!# i* #2"e !$
#ee !he e((e! $( l"0 $( "+i!5 i*eli%i*"!i* $*+e!i$*1
(refresh dendritic growth-
branches of tree, interlock, each
dendrite develops uniform
composition, etc)

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 15/234
The "%6ie*!
!e%2e"!ue i#
"l)"5# i* " #!"!e $(!"*#i!i$*
Mi*$ +"i"!i$*# i*
+$lu%e!ii#2l"e%e*! "e
*elii6le,
$%2"e !$ !he
+"i"!i$*# !h"! $u
($% &A& !$ &B& "*
l"#!l5 !$ &C&.A
C
B
B
C
A
8
8

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 16/234
S&7,7&0
ITC
FOR PURE METALS FOR PURE METALS ::
At the mould walls, metal cools ap!dl"# $oducessol!d!%!ed skin or shell "thickness depends oncomposition# mould temperature# mould sie and
shape etc$• &hese o% e'u!a(ed stuctue#
• Ga!)s *ow oppos!te to heat ta)s%e thou*h the mould
• &hese ae colum)a *a!)s
• +!!)* %oce o% the heat ta)s%e !s educed awa" %omthe mould walls a)d loc.!)* at the a(!s pee)ts %uthe*owth

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 17/234
Solidified structures of metal -Solidified structures of metal -
solidified in a sAuare mouldsolidified in a sAuare mould
/a$. !ure metal
"b$. Solid solution
"c$. :hen thermal gradient is absentwithin solidifying metal
De+el$2%e*! $( " 2e(ee !e7!ueDe+el$2%e*! $( " 2e(ee !e7!ue
- ($ 2ue %e!"l "! " $$l %$ul- ($ 2ue %e!"l "! " $$l %$ul
)"ll.)"ll.
A hill 3$*e l$#e !$ !he )"ll "*!he* " $lu%*" 3$*e ")"5 ($%
!he %$ul
Thee 6"#i !52e# $( "#! #!u!ue#-
"a$. ,olumnar dendritic
"b$. eAuiaBed dendritic
"c$. eAuiaBed nondendritic

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 18/234
Sie and distribution of the o'erall grain structure throughout
a casting depends on rate ? direction of heat flow
"6rain sie influences strength# ductility# properties along
different directions etc.$
,5;0,45- TEMPERATURE GRADIENTS DUE TO
DIFFERNCES IN THE DENSITY OF MOLTEN METAL AT DIFFERENT
TEMPERATURES WITHIN THE FLUID - S&568 0FF0,S
0 6&)45 S4=0. ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 19/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 20/234
!r''ur
our)$ ba')$
OUL7
GE
,RUE
LI9E A PRESSURISED SYSTEM

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 21/234
M78D456 9)&D
F8)S<
S:08
D&): S!4<0
&4DD80
S84,<
&)MM0&
84F0& S&4<0-FF 9)&
M78D0&SH
8S
)5D
0I74!M05

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 22/234
M"0i* " C$e: /"1. R"%%i* C$e S"*. /61. D")i* !he $e 6$7
/1. B"0i* i* "* $+e* /1 P"#!i* !he $e h"l+e#
/e1. W"#hi* !he $e )i!h e("!$5 #lu5
e
6"

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 23/234
0# 1a.e the patte) !)
p!eces, pepae the coe#
2# $os!t!o) the da* hal% o%
patte) o) mould oad
!) the da* hal% o% %las.
3# $epae the da* hal% o%
mould, oll da* oe,
appl" pat!)* sa)d, place
the cope hal% o% patte)
a)d %las., am a)d st!.eo%% e(cess sa)d
4# Sepaate %las.s, emoe
patte)s, cut spue, set
coe !) place, close %las.
5# Now a%te clamp!)*,ead" %o pou!)*#
2
3b
4a
1
3a
4b
5

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 24/234
&00 9> M78D456!&,0D7&0
8)M M78D456 7S456
8)M S)5D

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 25/234
De#i* $( Ri#e# "* Feei* $(
C"#!i*#• A #i%2li(ie i""% 65 2u!!i* i*
e(ee*e# !$ !he equ"!i$*# /;, < = >1
.r )' $o E*ua)o$ 3 %)ara! $o c.a$%
• E?/;1 - Fee3e P$i*! R"!i$ /FPR1
FPR@
@ /C"#!i* Su("eC"#!i* V$lu%e1 /Ri#e Su("eRi#e V$lu%e1
• E?/<1 - V$lu%e R"!i$ /VR1 /Y A7i#1
VR@Y@Ri#e V$lC"#!i* V$l8Note: The riser volume is the actual poured
volume
References - !" Te#t $hapter %&' $hastains !oundry manual ol *, +oogle
• E?/>1 - /Fee3e P$i*! R"!i$1 S!eel
@.;<5-. ;.8
The constants are from experiments and
are empirical

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 26/234
V$lu%e#, Su("e Ae"#, C"#!i*# "*Ri#e#...
.r ar r#a)o$'.)p' b:$ a## .')!' a$% ;a#u' .a :)## .#p )$ %')$)$a co!p# !o#% .a co$ro#' pror'');'o#)%)<)ca)o$ a$% )$<#u$c' %)rc)o$a#'o#)%)<)ca)o$ o pro%uc ca')$' :).!)$)!a# poro')/ a$% '.r)$=a %<c'
.)' )' b/ $'ur)$ .a . r)'r'> ar .
#a' o 'o#)%)</

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 27/234
> 2$i*!# "6$u! !he Ri#eC"#!i*Rel"!i$*#hi2
• 1 R)'r' ar aac.% o ..a;)' 'c)o$' o< . ca')$
• 2 R)'r' ar . #a' o 'o#)%)</
• 3 ca')$ .a .a' !or .a$o$ .a;/ 'c)o$ r*u)r' a
#a' o$ r)'r pr .a;/ 'c)o$
• 4 Occa')o$a##/ . .r!a#ra%)$ )' !o%)<)% a . !o#%!a# )$r<ac b/ . )$ro%uc)o$o< a "C.)##" .a ca$ br co$%uc
. .a a:a/ <ro! . ca')$a$% #o:r . 'o#)%)<)ca)o$ )!<or .a 'c)o$

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 28/234
G"!i* Ru**e De#i*
• No: a #oo= a . <#o: c.aracr)')c' o< .!a# a' ) $r' . !o#% a$% .o: ) <)##' .ca')$
O< . <#o: c.aracr)')c'(luii!5+i#$#i!5 2l"5# " $le. #'o
;#oc)/
ra;)a)o$a# acc#ra)o$ & ;or-
pr''ur (o$'
!o#$ a##o/ a'p)ra)o$ <ro! . !o#% a$%
. !o!$u! or =)$)c $r/ o< a <#u)%

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 29/234
. %!arca)o$ po)$ )'
R ? 2000 )' co$')%r% a La!)$ar F#o: R @ 2000 )' co$')%r% a urbu#$ F#o:
O6e!i+e i# !$ %"i*!"i* Re 6el$) <.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 30/234
B"#i C$%2$*e*!# $( " G"!i* S5#!e%
• . ba')c co!po$$' o< a a)$ '/'! arA
our)$ Ba')$,pru
Ru$$r' a$%Ga' .a <% . ca')$
. !a# <#o:' .rou. . '/'! )$ .)' or%r
S$%e #i%2le i""%# !$ 6e ("%ili" )i!h "e4

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 31/234
"Cruc)b#o#% I$r<ac" )' )hee !he %e!"l
($% !he ui6le (i#! $*!"!# !he %$l
#u("e. .)' ara )' #o:r .a$ :.r .ou. o< . ,pru )' #oca% b/ .a;)$ a poo#
o< !a# <ro! . <#o: :)## b #'' c.ao)c .a$
pour)$ <ro! . cruc)b# %o:$ )$o . 'pru
"7ro''7a!" o '=)! or .o#% bac= a$/ %ro''
<ro! . cruc)b# or :.a accu!u#a% .rou.
. ac o< pour)$ ' . #o:r por)o$ <)##' a$% . !a# )'
'=)!!% !he le"*/e1 %e!"l )ill i#e u2 !$
%ee! !he $2e*i* $( !he #2ue i* " %$e
$*!$lle ("#hi$*.
ouring asin .)' )' . "Cruc)b# o#% I$r<ac" pour)$ cup a$%
pour)$ ba')$ ar $o *u);a#$' . pour)$ cup )' ')!p#/ a #arr ar
:.$ pour)$ ou o< . cruc)b# a our)$ Ba')$ .a' ';ra# co!po$$'
.a a)% )$ cra)$ a #a!)$ar <#o: o< c#a$ !a# )$o . 'pru
. ba')$ ac' a' a po)$ <or . #)*u)% !a# o $r . a)$ '/'! )$a #a!)$ar <a'.)o$

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 32/234
S2ue Pl"e%e*! "* P"!#. 'pru )' . -$')o$ o< . 'pru
!ou. )$o . !o#%. c.o= or $arro:' po)$ )$ . apr )'
. po)$ .a :ou#% 'u'a)$ a "a%" or
pr''ur o< !o#$ !a#
o r%uc urbu#$c a$% pro!o La!)$ar
F#o: <ro! . our)$ Ba')$ . <#o:
b)$' a $ar ;r)ca# )$c#)$ .a )' ac%
upo$ b/ ra;)/ a$% :). a$ acc#ra);
ra;)/ <orc .a )' 32<D,cD,c
,o a !a'' <a##)$ .a' a ;#oc)/ o< 384
)$c.'D'c a<r a <r <a## %ura)o$ o< 1
$)r 'co$% F#u)%' )$ <r <a## $% o%)'or <ro! a co#u!$ar '.ap a .)r 'ar
)$o a$ )$r:)$% 'r)' o< <#o: #)$' .a
.a; a roa)o$a# ;cor or ;or- <<c
C#oc=:)' )$ . $or.r$ .!)'p.r
a$% cou$r c#oc=:)' )$ . 'ou.r$
.!)'p.r>

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 33/234
• . roa)o$a# <<c .ou. $o a 'ro$
<orc )' cau')$ . cor='cr:)$ <<co< . <a##)$ <#u)% I< a##o:% o ac o$ .
<#u)% o;r a ra $ou. %ura)o$ or <r
<a## . c$r)<ua# <orc :)## 'para .<#o: )$o %rop#'
• No$ o< . abo; pro!o' La!)$ar <#o:
p#u' ) a)%' . <or!a)o$ o< %ro'' a$% a'p)c=up )$ . 'ra! .a )' o)$ o <%
. ca')$

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 34/234
S$%e i%e*#i$*i* "!i$# ($%Ch"#!"i*# F$u*5 M"*u"l /*$.<1
• 1 C.o= or 'pru ba' ara )' 1D5. . ara o< . :##
• 2 . :## %p. )' :)c . ru$$r %p.
• 3 . Ru$$r )' po'))o$% abo; . !)%po)$ o< .
:##' %p.
•B5 e"!i* " #2ue )i!h " !"2e, !he (lui i# $*#!"i*e !$
e!"i* i!# #h"2e, eui* e7e##i+e #u("e "e" e+el$2%e*!
/$##-($%i* 2$2e!51 "* "# 2i0-u2.
•The "e" 6el$) !he #2ue i# !he &Well&. The )ell eue# !he+el$i!5 $( !he (lui (l$) "* "!# "# " e#e+$i ($ !he u**e#
"* "!e# "# !he5 (ill.
Th R S !

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 35/234
• . ru$$r '/'! )' <% b/ . :##a$% )' . pa. .a . a' ar <%<ro!
• .)' pa. '.ou#% b "Ba#a$c%" :). .
!o%# o< .a)$ or C %uc:or='r;)$ a' a oo% )##u'ra)o$ .Ru$$r pa. '.ou#% pro!o '!oo.#a!)$ar <#o: b/ a ba#a$c% ;o#u!r)c<#o: a$% a;o)%)$ '.arp or abrupc.a$' )$ %)rc)o$
• . "Ru$$r E-$')o$" )' a "7a%E$%" .a )' p#ac% a<r . #a' a
. RE- ac' a' a cu'.)o$ o ab'orb. <or:ar% !o!$u! or =)$)c$r/ o< . <#u)% <#o: . RE- a#'oac' a' a "7ro''DGa' rap" <or a$/!ar)a#' $ra% a$% p)c=%upa#o$ . <#o: o< . ru$$r
• $ I%a# Ru$$r )' a#'o propor)o$%'uc. .a ) !a)$a)$' a co$'a$
;o#u!r)c <#o: .rou. ;)rua##/ a$/cro'''c)o$a# ara I$ . )##u'ra)o$$o)c .a . ru$$r bco!'propor)o$a##/ '.a##o:r a . po)$:.r a$ )$a cra' a$ a#r$apa. <or . #)*u)% <#o:
The Ru**e S5#!e%

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 36/234
The G"!i* S5#!e%
• . Ga' )$ .)' ca'>acco!!o%a a %)rc)o$a#c.a$ )$ . <#u)% <#o: a$%%#);r . !a# o .Ca')$ ca;)/
• a)$ . %')$ obc);
)' o pro!o #a!)$ar <#o:. pr)!ar/ cau'' o<urbu#$c ar '.arpcor$r' or u$propor)o$%aDru$$r ')('
• . 2 :o> %a'.% b#u
ara' :.$ a%%% o.r<or! a r#a)o$'.)p o .%a'.% b#u ara o< .Ru$$r :.)c. <or!' ar#a)o$'.)p o . C.o= orba' o< . ,pru ra

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 37/234
• . )''u o< '.arp cor$r' bo. )$$ra$% our> cra urbu#$c #o: & .).pr''ur (o$' .a pro!o a'p)ra)o$ o<!o#% a'' )$o . <#o: a$% ca$ %ra:!o#% !ar)a# 'a$%> )$o . <#o: No$ o<
.)' )' oo% B/ pro;)%)$ cur;% ra%)u'c.a$' )$ %)rc)o$ . abo; <<c' ar')## a p#a/ bu a a r%uc% #;# ,.arpa$#' )!pac . 'o#)%)<)ca)o$ proc''a$% !a/ )$.)b) "7)rc)o$a# ,o#)%)<)ca)o$":). cro'''c)o$a# <r()$
• . )!a o . r). )' u' oo oo% arpr'$a)o$ o pa''up
• B/ propor)o$)$ . a)$ '/'! a!or u$)<or! <#o: )' pro!o% :). $ar*ua# ;o#u!' o< !a# $r)$ . !o#%
<ro! a## po)$' I$ a$ u$propor)o$%'/'! . <ur.' a' :ou#% <% .!o' !a# :.)# . a' c#o'' o .'pru :ou#% <% . #a'
.)' )' cou$r o :.a o$ )$))a##/ .)$='>

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 38/234
F$%ul"e, R"!i$# "* De#i* Equ"!i$*#
• .a )' co;r% 'o <ar )' co!pr.$'); a$% )$u)); o$ aco$cpua# #;# bu . !a. b#o: .op<u##/ o<<r' 'o! )$').)$o *u)c= appro-)!a)o$' <or ')!p# %')$' a$% !or )$%p.ca#cu#a)o$' <or co!p#- '/'!'
• Co!pur)(% F#o: $a#/')' prora!' ar u'% -$');#/ )$ #arFou$%r/ opra)o$'
• Fro! ba')c co$cp' %')$)$ o$ a 'a o< . ar '/'! '.a## ba!p%A
• C$*!i*ui!5 Equ"!i$* H
• .)' <or!u#a a##o:' ca#cu#a)o$ o< cro'''c)o$a# ara' r#a); o<#o: V#oc)/ a$% Vo#u!r)c <#o: o;r u$) )! .)' )' :). .a''u!p)o$ .a !he (lui (l$) i# " liqui !h"! $e# NOT$%2e## .a app#)' o a## !o#$ !a#'>

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 39/234
r a <#o: pa''' .rou. 1
/;& 65 ;&, ; #q&1
. pa''a $arro:' o a cro''
'c)o$a# ara 2/.& 65 .&, .< #q&1
. pa''a -pa$%' o a cro''
'c)o$a# ara 3/;& 65 ;&, ; #q&1.
?@ R"!e $( Fl$)
/C$*#!"*! - u*$%2e##i6le1V@Vel$i!5 $( (l$)
A@Ae" /C$##-#e!i$*1
I( A; "* A< "e $*#iee, !he Ae" A< i# "l%$#! h"l( $(
A;, !hu# !he +el$i!5 "! A< h"# !$ 6e "l%$#! $u6le $( A;.
GATING RATIO i#

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 40/234
GATING RATIO i#-
Ae"# $( Ch$0e 4 Ru**e 4 G"!e/#1• . ba' o< . ,pru a$% C.o= ar .
'a!
• The "!i$# 6e!)ee* !he $##-#e!i$*"l Ae" "*6e $u2e i*!$ ei!he Pe##ui3e $U*2e##ui3e.
• Pe##ui3e4 '/'! :.r . aa$% ru$$r cro'''c)o$a# ara' ar ).r*ua# or #'' .a$ . c.o= cro'''c)o$a#
ara

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 41/234
• Ae"# A< = AJ $ *$! e!"e "# !he5 "e2$#i!i$*e i* li*e )i!he"h $!he "* (l$) i##ue##i+e 6e!)ee* !he2$i*!# "* *$!#i%ul!"*e$u#.
• While Ae"# A> = A "e"e !$e!he "# (l$)$e# 2"## !h$uh !he#e2$i*!# #i%ul!"*e$u#l5.
• Thi# e7"%2le )$ule#$l+e !$ " 2e##ui3e(l$) $( ; 4 . 4 .
A;@ Ch$0e @ ; Sq I*h
A< @ ;#! Ru**e # Ae" @ . Sq I*h
AJ @ <* Ru**e # Ae" @ . Sq I*h
A> @ ;#! G"!e @ .JJ Sq i*hA @ <* G"!e @ .JJ Sq I*h

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 42/234
U*2e##ui3e4
• . =/ %)')$c)o$ )' .a . Ru$$r !u' .a;
a cro'' 'c)o$a# ara rar .a$ . C.o=
a$% ) :ou#% appar .a . Ga'> :ou#% *ua#
or b #arr .a$ . Ru$$r'>• Co!!o$ Ra)o' $o% )$ C.a')a$' Vo# 2 arA
• 1 A 2 A 4
•1 A 3 A 3
• 1 A 4 A 4
• 1 A 4 A 6

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 43/234
• $ -cp)o$ )' $o% )$ C.a'a)$ :). a 1 A 8 A 6ra)o o pro!o %ro'' capur )$ . ru$$r'/'! o< ro,pac ca')$'
• . Co$)$u)/ E*ua)o$ )' ')!p#)<)% :). .u' o< ra)o' a' . ;#oc)/ )' )$;r'#/propor)o$a# b:$ a$/ 2 a%ac$ ra)o;a#u' ) A L *ua' o a$ )$cra' )$;#oc)/ :.)# a L A *ua' o a %rop )$;#oc)/
• La!)$ar F#o: )' .ar%r o co$ro# a a .).;#oc)/ .a$ a r#a);#/ #o:r ;#oc)/
• C.a'a)$' Vo# 2 .a' !uc. !or !a.!a)ca#-pr'')o$' a$% ca#cu#a)o$'

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 44/234
PURE METALS PURE METALS -
a'e clearly defined meltingCfreeing point#
solidifies at a constant temperature.
0gE )l - ((//,#
Fe - 1%3*/,#
and :- 31//,.
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 45/234
Solidified structures of metal -Solidified structures of metal -
solidified in a sAuare mouldsolidified in a sAuare mould
/a$. !ure metal
"b$. Solid solution
"c$. :hen thermal gradient is absentwithin solidifying metal
De+el$2%e*! $( " 2e(ee !e7!ueDe+el$2%e*! $( " 2e(ee !e7!ue
- "! " $$l %$ul )"ll.- "! " $$l %$ul )"ll.
A hill 3$*e l$#e !$ !he )"ll "*
!he* " $lu%*" 3$*e ")"5 ($%
!he %$ul
Thee 6"#i !52e# $( "#! #!u!ue#-
"a$. ,olumnar dendritic
"b$. eAuiaBed dendritic
"c$. eAuiaBed nondendritic
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 46/234
S&7,7&0FOR PURE METALS FOR PURE METALS ::
At the mould walls, metal cools ap!dl"# $oducessol!d!%!ed skin or shell "thickness depends on composition# mould
temperature# mould sie and shape etc$
• &hese ae o% e'u!a(ed stuctue#
• Ga!)s *ow oppos!te to heat ta)s%e thou*h the mould
• &hese ae colum)a *a!)s
• +!!)* %oce o% the heat ta)s%e !s educed awa" %omthe mould walls a)d loc.!)* at the a(!s pee)ts %uthe*owth
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 47/234
Sie and distribution of the o'erall grain structure throughout
a casting depends on rate ? direction of heat flow
"6rain sie influences strength# ductility# properties along
different directions etc.$
,5;0,45- TEMPERATURE GRADIENTS DUE TO
DIFFERNCES IN THE DENSITY OF MOLTEN METAL AT DIFFERENT
TEMPERATURES WITHIN THE FLUID - S&568 0FF0,S
0 6&)45 S4=0.ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 48/234
F& )88SE
• Allo"s sol!d!%" oe a a)*e o% tempeatues
• 6e*!)s whe) temp# dops elow l!'u!dous, completedwhe) !t eaches sol!dous#
• 7!th!) th!s tempeatue a)*e, mushy ! "#s$y state/Stuctue as !) %!*ue8
• I))e 9o)e ca) e e(te)ded thou*hout " add!)* acatal"st#- sod!um, !smuth, tellu!um, 1*
/or by eliminating thermal gradient# i.e. eliminatingcon'ection. "0Bpts in space to see the effect of lack ofgra'ity in eliminating con'ection$
(!%!%sh '%'!$* +!,$h- !#*h%s $!%%. $%!/*0. %#*h'%'!$% '%1%/"s u!m *m"s$. %$*)
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 49/234
S84D4F4,)45 4M0S84D4F4,)45 4M0
During solidification# thin solidified
skin begins to form at the cool mouldwalls.
hickness increases with time. ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 50/234
,;&45;HS &780solidification time "t$ is a function of 'olume of
the casting and its surface area
t J , " 'olumeC surface area $2
, is a constant Kdepends on mould material# metalproperties including latent heat# temperatureL
) large sphere solidifies and cools at a much slower rate
than a small diameter sphere. "0g- potatoes# one big andITC
Solidification time for 'arious shapesSolidification time for 'arious sha
pesEE

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 51/234
Solidification time for 'arious shapesSolidification time for 'arious shapesEE
0gE hree pieces cast with the S)M0 'olume# but different shapes.
"i$Sphere# "ii$,ube# "iii$,ylinder with height J diameter.
:hich piece solidifies the fastest
SolutionE Solidification time J , "'olumeCsurface area$2
8et 'olume J unity. As 1/um% s s#m%# t J ,C surface area2.
,ylinderE ; J Nr2
h J 2 N r3F
ie# r J "1C2 N$1C3
) J 2 Nr2 O 2Nrh J ( Nr2 J %.%.
hen# t cube J /./2+, t cylinder J /./33, t sphereJ /./3,
M%$#/ "u!%' $ *u% sh#"%' mu/' s/'%s $h% #s$%s$2
SphereE ;J C3 "N r3$ i.e. r J "3C N$1C3
)J N r2 J N "3C N$1C3 J .+
,ubeE ; J a3 ie a J 1 ) J ( a2 J (.
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 52/234
S&45<)60 )5D !&S4S&45<)60 )5D !&S4
M0)8S S&45<",5&),$ D7&456
S84D4F4,)45
- ,)7S0S D4M05S45)8 ,)560S
80)D456 ,05&0 8450 S&45<)60# !&S4#
,&),<456
ITC
S&45<)60 D70 E

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 53/234
&
&!me
0
2
3
ITC
S&45<)60 D70 E
"1$.,5&),45 F
M805 M0)8 )S 4
,8S !&4&
S84D4F4,)45
"2$ ,5&),45 F
S84D4F456 M0)8#
8)05 0) F
F7S45
"3$ ,5&),45 F
S84D4F40D M0)8D7&456 D&!
)M9405 0M!
7 F 0S0# 8)&60S S&45<)60 D7&4567 F 0S0# 8)&60S S&45<)60 D7&456
,8456 F ,)S456,8456 F ,)S456 "40M 3$ %+3"u!% m%$#/

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 54/234
S84D4F4,)45 ,5&),45 F& ;)&47S M0)8SS84D4F4,)45 ,5&),45 F& ;)&47S M0)8S
M0)8 ;olumetric Solidification ,ontraction
)l (.(
6rey cast 4ron 0Bpansion 2.%
,arbon Steel 2.% to 3
,opper .
Magnesium .2
=inc (.%
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 55/234
• $OROSI& +UE &O S;RIN<AGE O= GASESAN+ 1E&AL &OO#
RELA&E+ &O +UC&ILI&
AN+ SUR=ACE =INIS;
/+UC&ILI& V>S $OROSI& CURVES =OR
+I==EREN& 1E&ALS8- ELI1INA&ION 6 VARIOUS 1EANS
/A+E?UA&E SU$$L O= LI?UI+ 1E&AL, USE O=C;ILLS, NARRO7ING 1US; @ONE- ,)S456S79P0,0D 4SS)4, !&0SS456
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 56/234
!&S4 9 6)S0S!&S4 9 6)S0S
84I74D M0)8S );0 46 S879484 F&
6)S0S
D4SS8;0D 6)S0S 0>!0880D F&M
S8745 D7&456 S84D4F4,)45
"ydrogen# 5itrogen mainly$),,7M78)0 45 &0645S F 0>4S456
!&S4 & ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 57/234
0ffect of microporosity on the ductility of Auenched and
tempered cast steel Q !orosity affects the Rpressure tightnessH of
cast pressure 'essel
D u c t i l i t y
!orosity"$
0longation
&eduction of area
/ % 1/ 1%
ITC
) SF8: F M805 M0)8 45 M78DS

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 58/234
F8: F M805 M0)8 45 M78DSF8: F M805 M0)8 45 M78DS4mportantE pouring basin# mould ca'ity ? riser
6)456 SS0M Design -fluid flow# heat transfer# influence of temperature gradient#
F874D F8::ithout turbulence
or with minimied turbulence
0) F8: 45F8705,0D 9 M)5 F),&S
F874D4-A chaacte!st!c elated to 'iscosity#
0S F F874D4 - 7S456 ) S!4&)8 M78D.Fluidity 4ndeB
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 59/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 60/234
0S F&
F874D4
7S456 ) S!4&)8
M78D.
F874D4 45D0> 4S
0 8056 F0 S84D4F40D
M0)8 45 0
S!4&)8 !)SS)60#
6&0)0& 0
8056# 6&0)0&
0 F874D4
45D0>.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 61/234
$A&&ERN$A&&ERN
• 1odel o% a cast!)* co)stucted such that !t
%oms a) !mpess!o) !) mould!)* sa)d
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 62/234
!)0&5!)0&5
• 0st
step- $epae model /patte)8 +!%%es %om the cast!)*
+!%%ee)ces $atte) Allowa)ces#
• &o compe)sate %o metal sh!).a*e,• $o!de su%%!c!e)t metal %o mach!)!)*
• Eas!)ess !) mould!)*
• )s Shrinkage allowance# Draft allowance# Finishing allowance#
Distortion or camber allowance#Shaking or rapping allowance
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 63/234
M)0&4)8M)0&4)81. :D.
2. M0)8 )l# ,4# 9rass#
3. For special casting processes# !olystyrene which lea'es mould as gas when heated also used. Ty"%s- m#y
Simple-4dentical patterns
,ompleB# intricate- with number of pieces. Single or loose piece Split gated Match !late
Sweep Segmental Skeleton"frame# ribbed$# skell
9oBed 7p dd shaped etc. Sketches-- ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 64/234
M#$%!#/ M#$%!#/ 1. :D.
/8 ,heap# easily a'ailable# light# easiness in surfacing# preser'ing "by shellac coating$# workable# ease in Toining# fabrication
/-8 Moisture effects# wear by sand abrasion# warp during forming# not f or rough use#
Must be properly driedC seasoned#
free from knots# straight grained
0gs. 9urma teak# pine wood# mahogany# Sal# Deodar# Shisham# :alnut# )pple tree
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 65/234
2# M0)8E
For durability# strength
0gsE )l alloys# 9rass# Mg alloys# Steel# cast 4ron for
mass production
"first# wooden pattern is made# then cast in the metal$
ype of material depends on shape# sie# number of
castings reAuired# method of moulding etc.
ITC
!0S F !)0&5S

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 66/234
!0S F !)0&5S
1. S45680 !40,0 !)0&5.
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 67/234
2. S!84 !)0&5 ": !40,0 8
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 68/234
2. a# &00 !40,0 S!84 !)0&5
5 4 .
, ) 8 4 , 7 .
ITC
3 8S0 !40,0 !)0&5

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 69/234
3. 8S0 !40,0 !)0&5
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 70/234
. ,!0 )5D D&)6 !)0&5
• COPE AND DRAG PARTS OF THE PATTERN MOUNTED ON SEPARATE PLATES2
• COPE HALF AND DRAG HALF MADE 4YWORKING ON DIFFERENT MOULDING
MACHINES2• THIS REDUCES THE SEPARATE COPE AND DRAG
PLATE PREPARATION2
• GENERALLY FOR HIGH SPEED MECHANISED MOULDING .
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 71/234
%. M), !8)0 !)0&5 B $atte) *e)eall" o% metal a)d plate ma.!)*
pat!)* l!)e metal>wood#
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 72/234
(. F88: 9)&D !)0&5.
=o th!) sect!o)s#
5 4 .
, ) 8 4 , 7 .
ITC
THIN PATTERN

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 73/234
*. 6)0D !)0&5 -
Gat!)* s"stem !s a pat o% the patte)#
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 74/234
+. S:00! !)0&5 Q=o la*e s!9e cast!)*s !) small )umes# &emplate o%
wood attached to a sweep used#
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 75/234
. S06M05)8 !)0&5 Q
=o !)*s, wheel !ms, la*e s!9e *eas#
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 76/234
1/. S<0805 !)0&5#-St!c.le oad used to scape the e(cess sa)d#
0g. il pipes# water pipes# pipe bends# boBes# 'al'e bodies etc#
5 4 .
, ) 8 4 , 7 .
St!c.le oad
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 77/234
11. S088 !)0&5
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 78/234
12. 9748 7! !)0&5 QAlso called la**ed up patte)s- =o aels, p!pes,
colum)s etc
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 79/234
13. 80F )5D &46 !)0&5 Q
=o pats to e made !) pa!s#E*: le*s o% sew!)* mach!)e, wood wo.!)* lathe,
*ade) e)ches, ha)*es %o sha%ts, ac.ets %o
lu**a*e ac.s etc#
5 4 .
, ) 8 4 , 7 .
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 80/234
• ype of pattern depends onE
• Shape and sie of casting#• number of castings reAuired#
• method of moulding employed#
• easiness or difficulties of the mouldingoperations#
• other factors peculiar to the casting#
5 4 .
, ) 8 4 , 7 .
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 81/234
,)&),0&4S4,S F
!)0&5 M)0&4)8S,)&),0&4S4, &)456
7OO+ AL S&EEL $LAS&IC CAS& IRON
M),45)9484 0 6 F 6 6
:0)& &0S4S)5,0 ! 6 0 F 0
S&056 0 6 0 6 6
:046 0 6 ! 6 !
&0!)4&)9484 0 ! 6 F 6
&0S4S)5,0 :
• CORROSION (y ,#$%!) 0 0 ! 0 !
• SWELLING ! 0 0 0 0
0- 0Bcellent 6- 6ood F-fair# !- !oor
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 82/234
Functions of pattern
• Moulding the 6ating system
• 0stablishing a parting 8ine#
• Making ,ores#• Minimising casting Defects#
• !ro'iding 0conomy in moulding
• thers# as needed

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 83/234
M78D456 S)5D
• 6ranular particles from the breakdown of rocks by frost# wind# heat and water currents
• ,ompleB ,omposition in different places
• )t bottom and banks of ri'ers
• - mainly silica "+( to /$ )lumina " to + $
4ron oBide "2 to %$ with oBides of i# Mn# ,a. etc#
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 84/234
5)7&)8 S)5D , called 6reen sand. nly water as binder can maintain water for long time
S504, S)5D#- /1$6&005 and "2$D& types
"1$ )rtificial sand by miBing clay free sand# binder"water and bentonite$
,ontains 5ew silica sand 2% ld sand */
bentonite 1.%moisture 3 to 3.%
/28 New 05D Old F4D
e)to)!te a)d mo!stue #5 D each
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 85/234
D& S)5D- for moulding large castings. Moulds of green sand dried and baked with 'enting done. )dd- cow dung# horse manure etc.
8)M S)5D- miBture of clay and sand milled with water to thin plastic paste. Mould made on soft bricks. he mould dried 'ery slowly before cast. For large regular shapes-drums# chemical pans etc.
F),456 S)5D- used directly with surface of pattern comes in contact with molten metal must ha'e high strength# refractoriness.
Silica sand and clay without used sand- plumbago powder# ,eylon lead# or graphite used. 8ayer of 2/ to 3/ mm thick---
#u$ 567 $ 587 ,h/% mu/' s#'
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 86/234
9),<456 S)5D- old used moulding sand called floor sand black in colour. 7sed to fill mould at back of facing layer. :eak in bonding strength
SS0M S)5D- used in machine moulding to fill whole of f lask. Strength# premealibility and refractoriness high
!)&456 S)5D- used for separating boBes from adhering# free from clay
,&0 S)5D- for making cores. Silica sand with core oil "linseed oil# rosin# light mineral oil# binders etc$
S!0,4)84S0D S)5DS - like ,2 sand# Shell sand# etc for special applications
Mould washers- slurry of fine ceramic grains applied on mould surface to minimie fusing
ITC
)b t M78D456 S)5D

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 87/234
)bout M78D456 S)5D
1. 5)7&)8 S)5D2. S504, S)5D.- 6&005 and D&
3. D& S)5D
. 8)M S)5D
%. F),456 S)5D(. 9),<456 S)5D
*. SS0M S)5D
+. !)&456 S)5D
. ,&0 S)5D1/. S!0,4)84S0D S)5DS
11. Mould washers
ITC
M78D456 S)5D !&!0&40S

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 88/234
M78D456 S)5D- !&!0&40S
• 6reen Strength- )deAuate strength after miBing# andplasticity for handling
• Dry Strength- )fter pouring molten metal# adTacent surface
loses water content. Dries. Dry sand must ha'e enough
strength to resist erosion• ot Strength- Strength at ele'ated temperature after
e'aporation of moisture
• !ermeability- !ermeable or porous to permit gases to escape.
)bility of sand moulds to allow the escape of gases
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 89/234
• hermal stability- &apid eBpansion of sand surface atmould-metal interface. May crack. &esults in defect calledS,)9
• &efractoriness- )bility of sand to withstand hightemperature
• Flowability- )bility to flow ? fill narrow portions aroundpattern
• Surface finish- )bility to produce good surface finish incasting
• ,ollapsibility- )llow easy remo'al of casting from mould
• &eclamation- Should be reusable and reclaimable
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 90/234
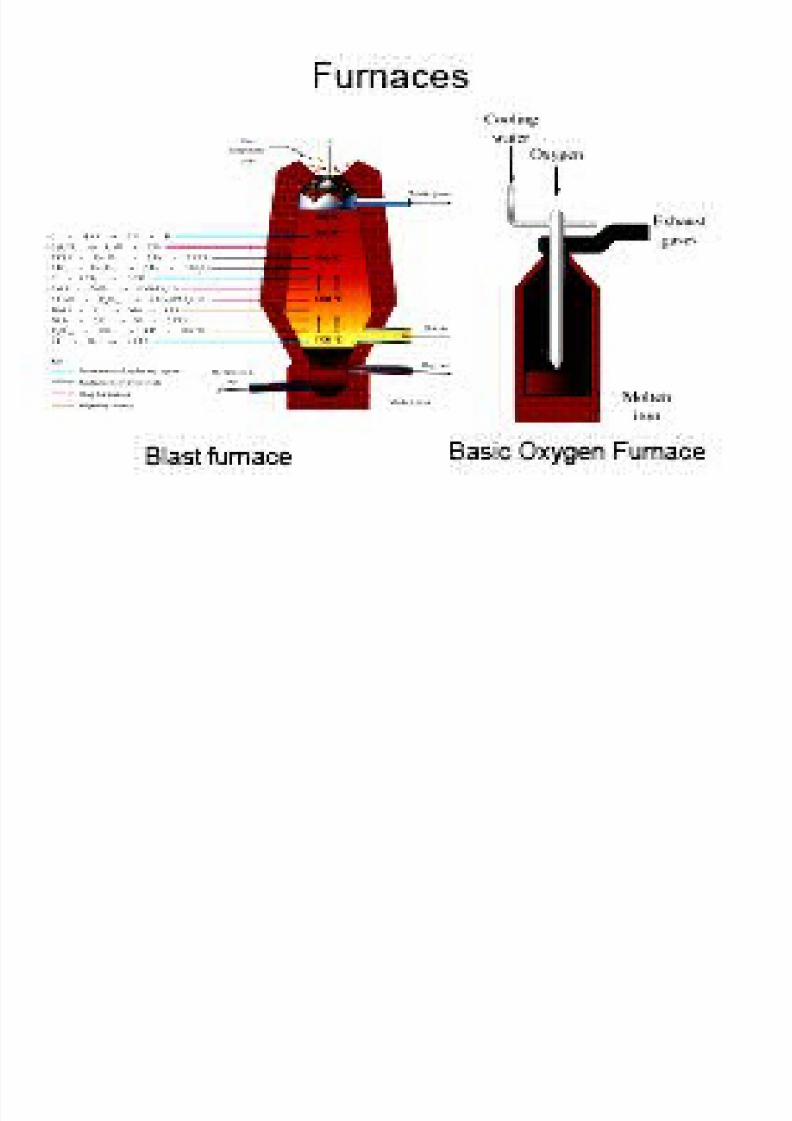
F7&5),0S

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 91/234
F7&5),0S
!roper selection depends onE
• Compos!t!o) a)d melt!)* po!)t o% allo" to e cast• Co)tol o% atmosphe!c co)tam!)at!o)
• Capac!t" a)d ate o% melt!)* e'u!ed
• E)!o)me)tal co)s!deat!o)s- )o!se, pollut!o)
• $owe suppl", aa!la!l!t", cost o% %uels• Eco)om!c co)s!deat!o)s-!)!t!al cost, opeat!)* cost,
ma!)te)a)ce cost etc#
,7!8)S "U %/ # ;0&4,)8# 46 &)0S8
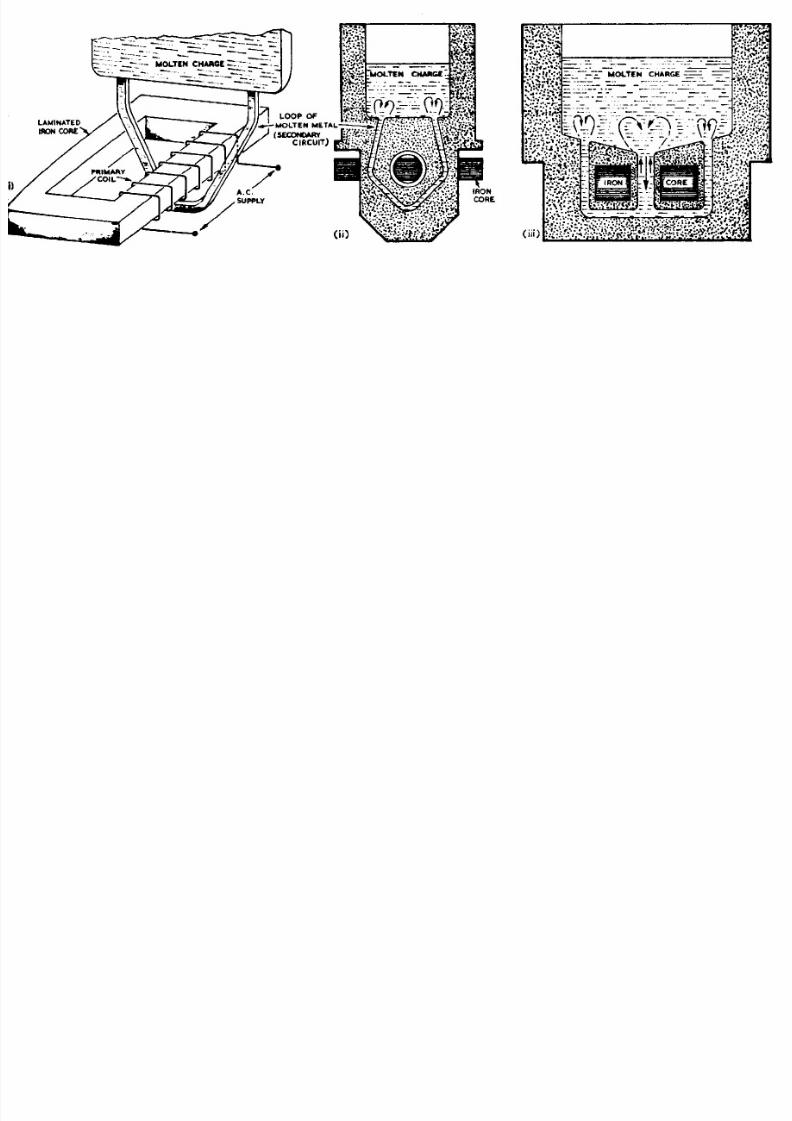
080,&4, F7&5),0S
45D7,45 F7&5),0S
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 92/234
F75D&40S
• =om Lat!) wod- u'%!% "meaning melting ? pouring$
• !attern ? Mould making- automated# computer integrated
facilities- ,)DC,)M
• Melting# controlling composition ? impurities# pouring-
7se of con'eyors# automated handling# shakeout#
cleaning# heat treatment# inspection# etc.
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 93/234
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 94/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 95/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 96/234
CUPOLA

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 97/234
8 CRGE ,,E, 7ONR7,
UN7ER GRVI
EE, FLO OF O G,E,OVING UR7,
CONINUOU, IN OERION
Vr)ca# '# '.## #)$% :). <)r
br)c='Ba' o$ <our '# co#u!$'
)$% %oor' )$ . ba' p#a o
r!o; r')%u a . $% o< !#
)r b#a' .rou. u/r' $u!br o$
')(>
.rou. c.ar)$ %oor co= p))ro$ 'crap & #)! 'o$ c.ar%
Co#% & o b#a' cupo#a'
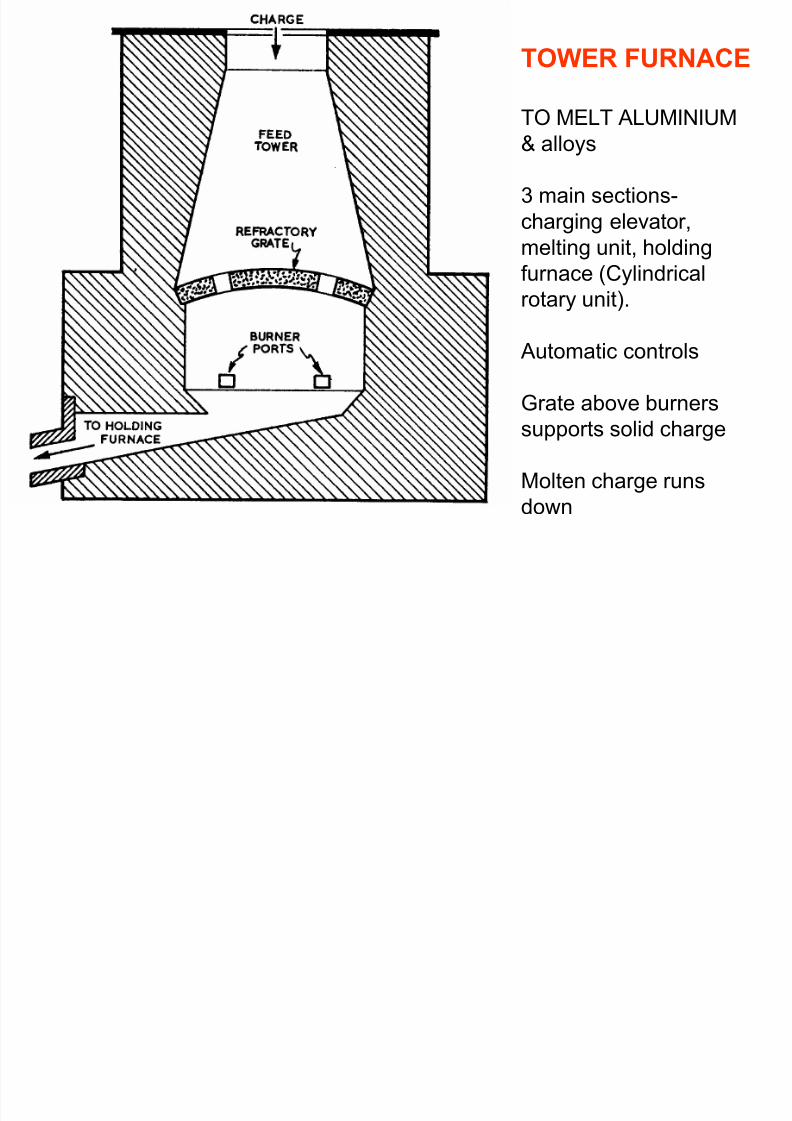
TOWER FURNACE
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 98/234
O EL LUINIU
& a##o/'
3 !a)$ 'c)o$'
c.ar)$ #;aor
!#)$ u$) .o#%)$
<ur$ac C/#)$%r)ca#
roar/ u$)>
uo!a)c co$ro#'
Gra abo; bur$r'
'uppor' 'o#)% c.ar
o#$ c.ar ru$'
%o:$
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 99/234
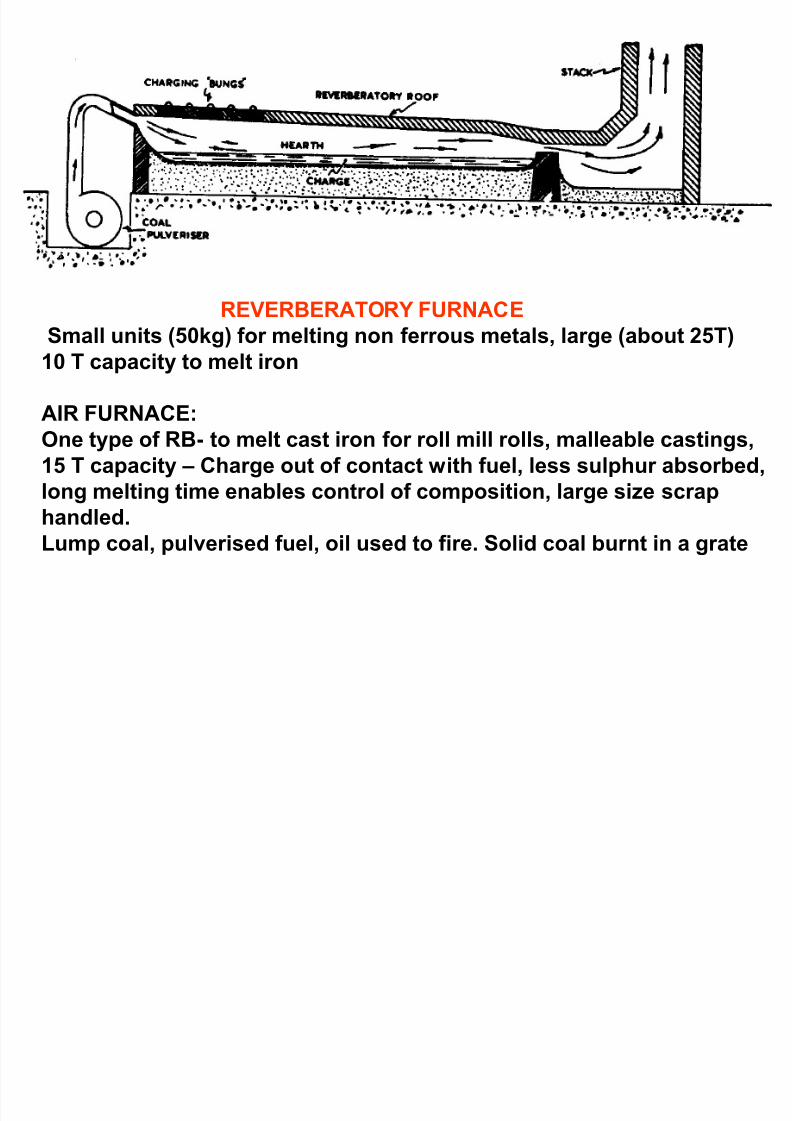
REVERBERATORY FURNACE
S%"ll u*i!# /01 ($ %el!i* *$* (e$u# %e!"l#, l"e /"6$u! <T1
; T "2"i!5 !$ %el! i$*
AIR FURNACE4
O*e !52e $( RB- !$ %el! "#! i$* ($ $ll %ill $ll#, %"lle"6le "#!i*#,
; T "2"i!5 K Ch"e $u! $( $*!"! )i!h (uel, le## #ul2hu "6#$6e,
l$* %el!i* !i%e e*"6le# $*!$l $( $%2$#i!i$*, l"e #i3e #"2
h"*le.
Lu%2 $"l, 2ul+ei#e (uel, $il u#e !$ (ie. S$li $"l 6u*! i* " "!e

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 100/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 101/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 102/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 103/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 104/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 105/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 106/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 107/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 108/234
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 109/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 110/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 111/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 112/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 113/234
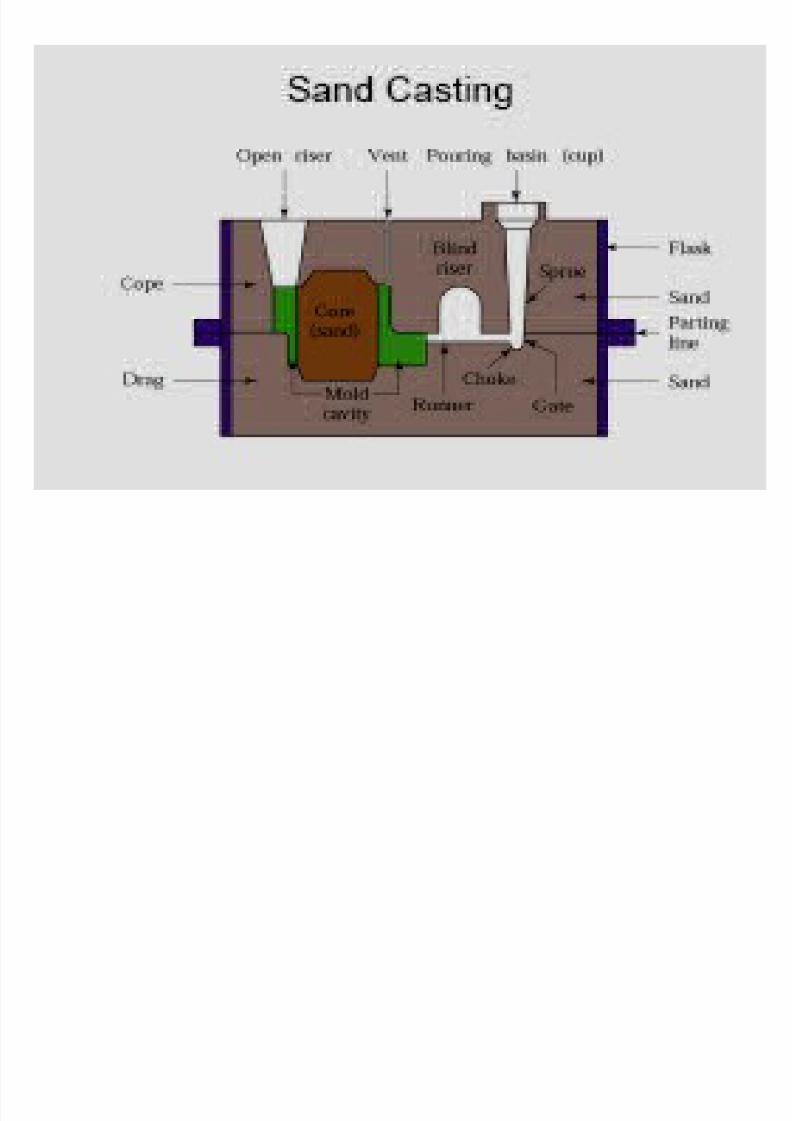
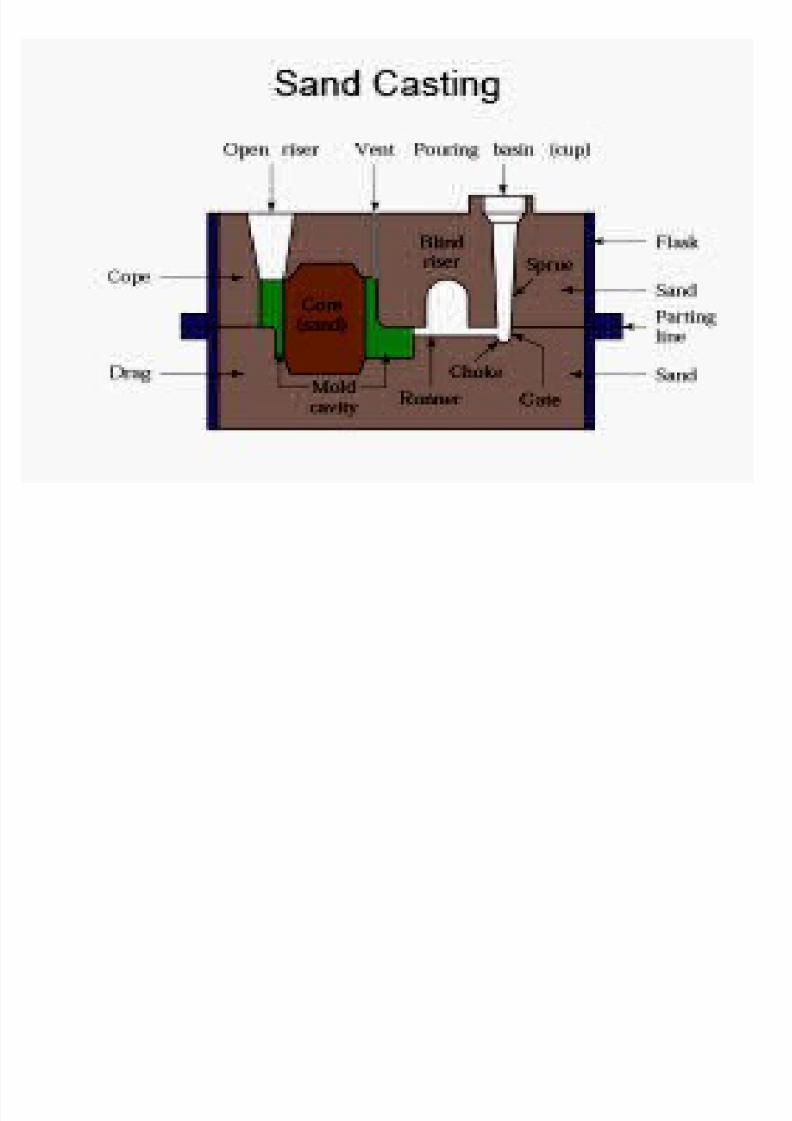
The Sand Casting Process

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 114/234
he most commonly used ,asting !rocess# in the entire,asting 4ndustry.
• ,onceptE he top and the bottom of the mold form theflask. Vholds the whole thing together.V he cope and thedrag.
•)n impression de'ice# in the middle of the flask assembly#called the pattern.
• he sand around the pattern is called the# holding medium.
• hese are the basic# uni'ersal casting components# which canbe applied to all ,asting and Molding !rocesses.
• he mold maker uses the pattern to make the impression inthe holding medium# the sand# then sets the pattern aside#closes the cope and drag# to complete the flask# and formsthe mold# fills that 'oid with a molten material which couldbe almost anything.
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 115/234
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 116/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 117/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 118/234

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 119/234
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 120/234
Casting a component

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 121/234
ITC
1!ddle suppot %o a !.e ac. o) pul!c ta!)s#

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 122/234
• MaterialE%3% aluminum.
• !rocessE Sand casting.• ,asting SupplierE DentManufacturing# 4nc.#5orthampton# !ennsyl'ania.
• his 2-lb casting replaced fourstainless steel fittings# eliminatingthe need for se'eral nut and boltassemblies.
• he +.% B *.% B 3.%-in. component isdesigned to hold 1.2%-in. steel pipehandrails on a bike rack.
• he foundry polishes and clearanodies the casting for a long-lasting finish# which pro'ides acleaner appearance whencompared to the pre'ious assembly.
• he casting eliminates the need formultiple parts# reducingmanufacturing time and o'erallcost.
ITC
)ir scoop that directs air flow for an agricultural

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 123/234
combine#
MaterialE+/-%%-/( ductile iron.
• !rocessESand casting.
• ,asting SupplierE 5eenah Foundry,o.# 5eenah# :isconsin.
• riginally manufactured as a
stamping and weldment# this 2%-lbcomponent was con'erted to aductile iron casting at a / costreduction. !ictured is the casting"r$ and the pre'iousstampingCweldment "l$.
• he cast component# whichmeasures 21/ B (/ B (2/ mm#
afforded the customer a simplerdesign# eliminating the need forcapital resources and manpowerfor eBtensi'e stamping and weldingeAuipment.
ITC
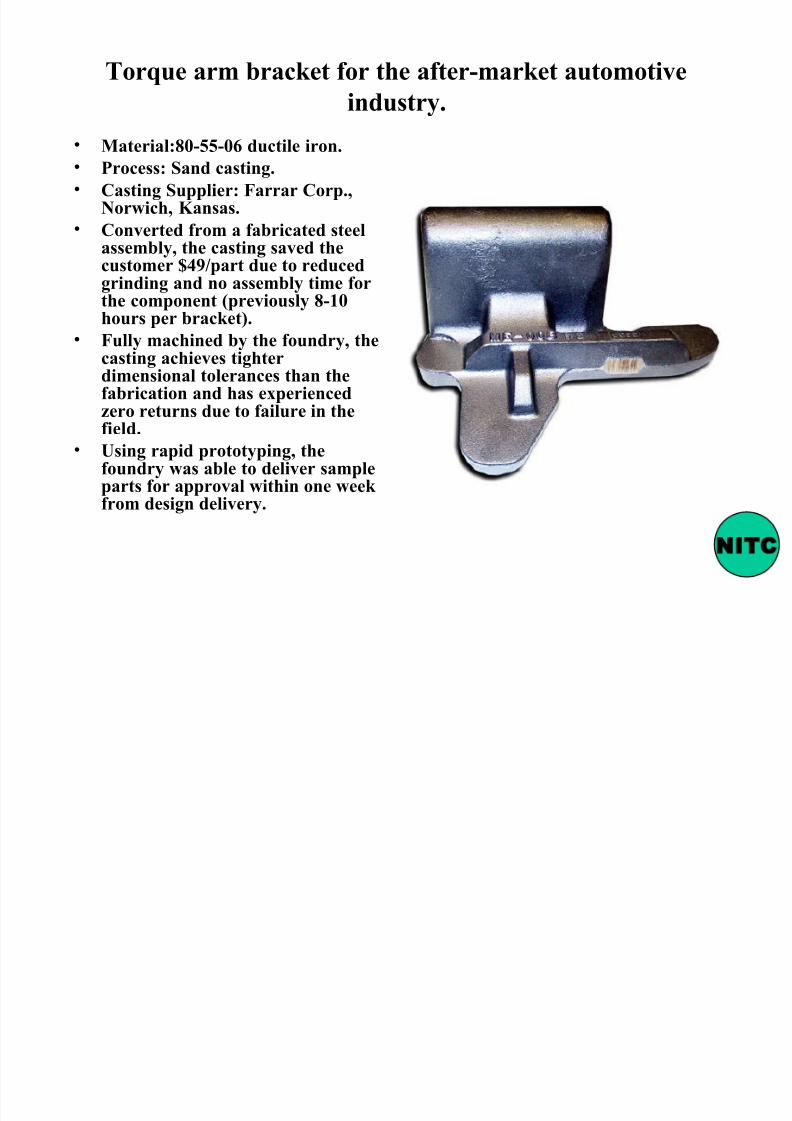
orAue arm bracket for the after-market automoti'e
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 124/234
industry.
• MaterialE+/-%%-/( ductile iron.
• !rocessE Sand casting.
• ,asting SupplierE Farrar ,orp.#5orwich# <ansas.
• ,on'erted from a fabricated steelassembly# the casting sa'ed thecustomer WCpart due to reducedgrinding and no assembly time forthe component "pre'iously +-1/hours per bracket$.
• Fully machined by the foundry# thecasting achie'es tighterdimensional tolerances than thefabrication and has eBperiencedero returns due to failure in the
field.• 7sing rapid prototyping# the
foundry was able to deli'er sampleparts for appro'al within one weekfrom design deli'ery.
ITC
D40 ,)S456

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 125/234
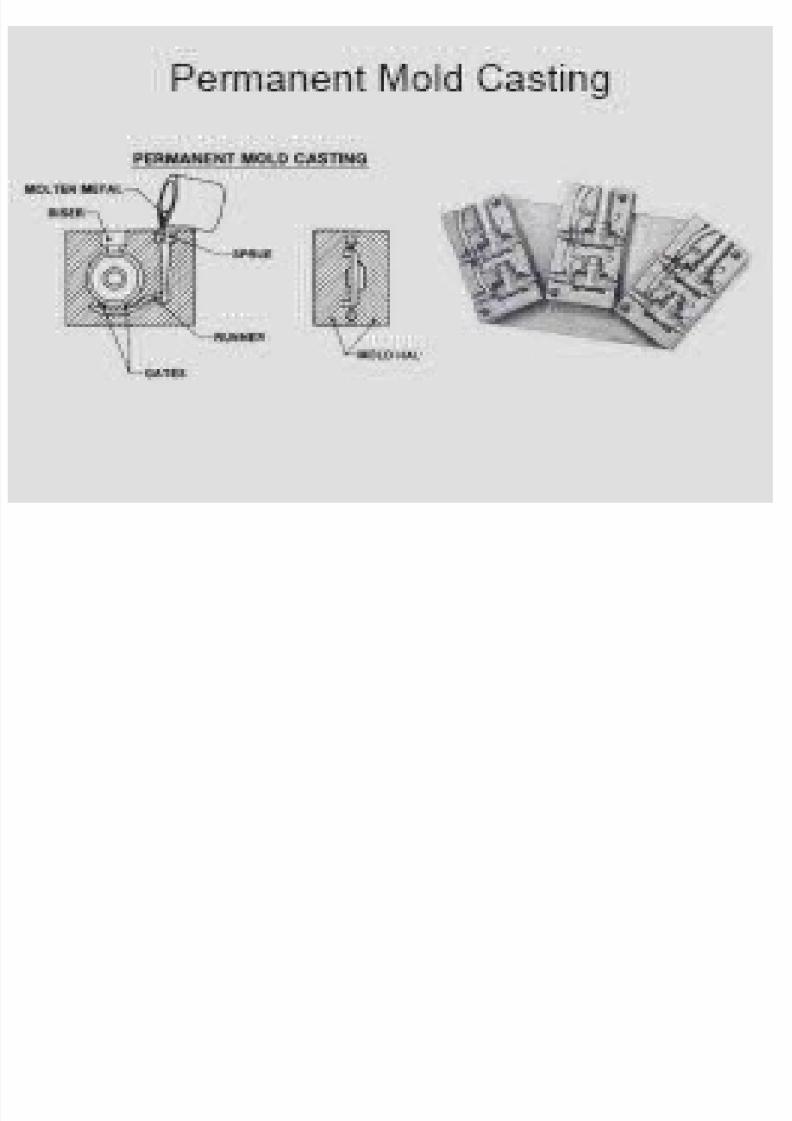
D40 ,)S456
GRAVI& SE1I $ER1ANEN& 1OUL+& !0&M)505 M78D
,8D ,)M90& ,)M90&
"0)456 ,)M90&$
7S4D0 0 M),4504506&)8 :4 0 M),450
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 126/234
!0&M)505 M78D& 6&);4 D40 ,)S456
HM0)884, M78DS 7S0D - M78D
:4S)5D 0M!0&)7&0
@5 0>0&5)8 !&0SS7&0 )!!840D#
@D&S)4, !&0SS7&0 9 &4S0&456
@8)M! 98),<C,&0 48 )!!840D D40 S7&F),0S
F& 0)S &0M;)8
@F)S ,5D7,45 &)!4D ,8456
ITC
• $OIN&S

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 127/234
• - ;0& ,8S0 80&)5,0 ,)S456S#
• M&0 S&056# 80SS !&7S
• - 900& S7&F),0 F454S ,M!)&0D
• S)5D ,)S456
• - S7&F),0 F&00 F&M S)5D
• - D05S4 0);
• - M&0 D4M05S45)8 ),,7&), - /./( /.3 MM
• - D40S 80SS ,S8 )5 !&0SS7&0 D40 ,)S456 D40S
• - 6D F& !&0SS7&0 46 ;0SS08S
• - 80SS ,8456 ,&),<S• - 80SS S<488
• - 6D F& 8)&60 I7)5440S
ITC
- !45S

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 128/234
58 F& SM)88 )5DM0D47M S4=0 ,)S456S
F& 55 F0&&7S# M)458
8)&60 I7)54#
97 4D054,)8 !40,0S 58 !& 0856)45
S&0SS )5D S7&F),0 )&D50SS D0F0,S
9S0&;0D
,)S456 90 :4D&):5 ,)&0F788
F&M D40S
ITC
S0M4!0&M)505 D40,)S456

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 129/234
• D40 !&0SS7&0 ) 2/ 2/#/// )M
• !&0SS7&0 F488 S84D4F4,)45
• F& 55F0&&7S M0)8S
• F& 45&4,)0 S)!0S
• ,8S0 80&)5,0S !SS4980
• F& M)SS !&D7,45# U1/#///
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 130/234
F& S0M4 )5D !&0SS7&0 D40 ,)S456 S0 7!S#
0 F88:456 F),&S ) M7S) M7S
1. ) 6D D40 S0 M0,)54SM
2. M0)5S F& F&,456 M0)8
3. D0;4,0 <00! D40 )8FS !&0SS0D
. )&&)560M05 F&
)7M)4, &0M;)8 F ,&0S- 4F )5ITC
: !0S F !&0SS7&0 D40 ,)S456

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 131/234
,8D ,)M90& -
0)456 ,)M90& 7S4D0 0 M),450
- F& )l# Mg# ,u# )5D 46 M08456 )88S
,)M90& -
0)456 4506&)8 :4 0 )5D8456 6S0 50,< M0,)54SMS :4D08 7S0D
F& 8: M08456 )88S- =n# !b# 0tc.
)8S ;),77M D40 ,)S456 M),450S- S!),0
90:005 0 D40S )5D !)SS)60 ;),77M4S0D90F& !7&456-
S79M0&60D !87560 !0# D4&0, )4& D40,)S456 M),450S
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 132/234
,05&4F76)8 ,)S456
&70-
F& 88: ,4&,78)&- !4!0S- S)!0
9 ,05&4F76)8 ),45- S!00D F
&)45 4M!&)5
,)5 90 &4=5)8 ;0&4,)8 &
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 133/234
• S0M4-
• ,05&0 ,&0 F& 4550& S7&F),0-S)!0 9 M78D )5D ,&0#
M)458 5 9 ,05&&4F76)8 ),45-
0gEF8:008S
• S!00D F &)45-
(/ */ 4M0S 6&);4 F& &4=5)8 )5D45,8450D !0S
)9;0 1// F& ;0&4,)8 !0S.
ITC
;),77M D40 ,)S456 M),450S

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 134/234
; ,77 , S 56 , 5 S
• SM0 )4& 05&)!!0D 45 &D45)& D40 ,)S456 M),450S• 4S !&D7,0S 98: 80S
• 45 ;),77M D40 ,)S456 !0# ;),77M !7M! ,&0)0S ;),77M
45 D40 ,);4# ) S0)8 ,7S FF 0 !4!0 ,550,45 )F0&
0;),7)456
• 4S !&0;05S F8: F M0)8 F&M D40 ;),77M !4!0• F8: F M805 I74,< )5D )7M)4,
• F454S0SE• )88 D40 ,)S456S S7S,0!4980 ,&&S45# 05,0
S79P0,0D F454S456 !0&)45S & !8)456
ITC
D0S465 ,5S4D0&)45S

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 135/234
• 7S0 F &49S# 79S# 9SS0S M7S 90 &0D7,0 :046#S&05605 0 !)&# 4M!&;0 0 )!!0)&)5,0
• 4,< S0,45S M)<0 D40 0& )5D 7S 80SS05
D40 84F0
• 8)&60 S0,45S 90 ,80D M) ,)7S0 !&S4
• 0>,0SS4;0 S0,45)8 ,)560S 90 );4D0D
• );4D 75D0&,7S
• F4880S D0S4&)980 ;0& S)&! 0D60S
• D&)FS 500D0D 5 )88 ,)S456S
• 0P0,& !45S ) 9),< );4D ;4S49484 F M)&<S• F8)S 50,0SS)& # 90 &0M;0D 8)0& 9
&4MM456
ITC
D40 M)0&4)8S
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 136/234
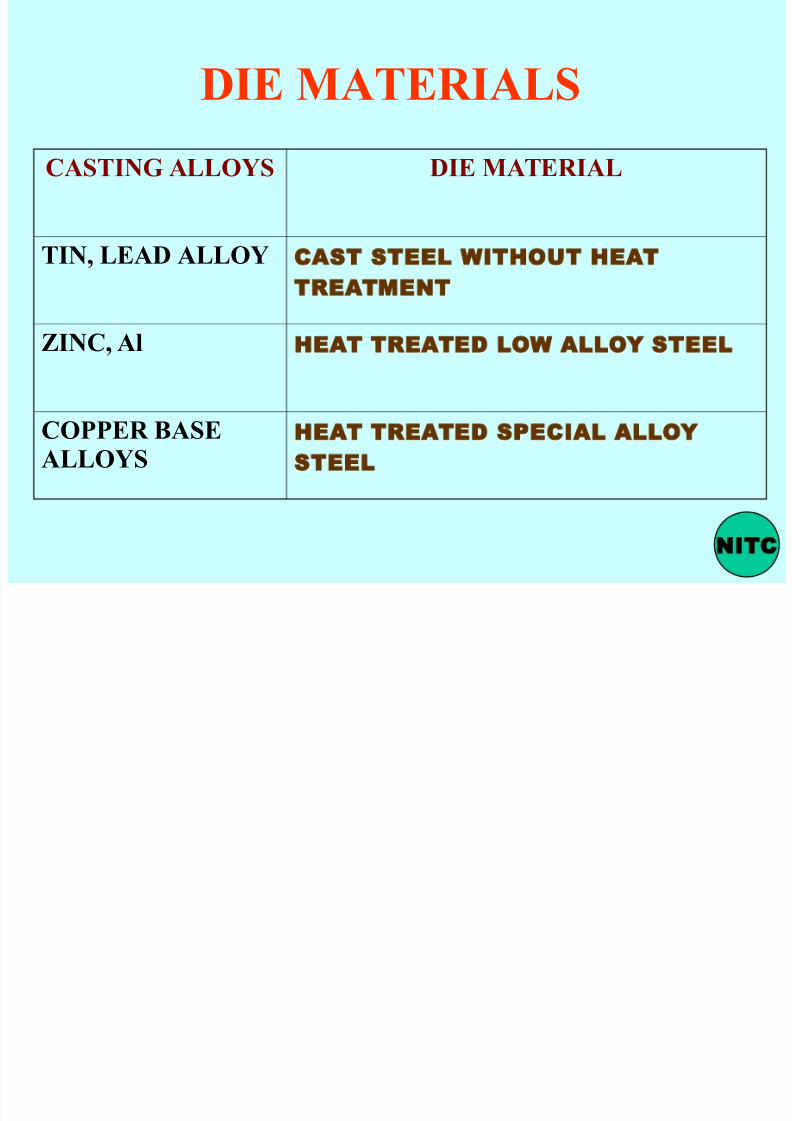
D40 M)0&4)8S
,)S456 )88S D40 M)0&4)8
45# 80)D )88 CAST STEEL WITHOUT HEAT
TREATME T
=45,# )l HEAT TREATED LOW ALLOY STEEL
,!!0& 9)S0)88S
HEAT TREATED SPECIAL ALLOY
STEEL
ITC
+IE CAS&ING ALLOS

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 137/234
+IE CAS&ING ALLOS
• M)458 55-F0&&7S ,)S456S :4!&!0&40S ,M!)&)980 :4 F&6456S
=45, )88SE- :4D08 7S0D " */$- )l .1 ,u
M)> 1# Mg /. 9)8)5,0 =45,
• -- !0&M4S 8560& D40 84F0# S45,0 0M!. 4S 8:
• 6D S&056# ensile StrengthE 3// <gCcm2
• ;0& 6D F874D4# 7S 45 S0,45S !SS4980
• 7S0S7S0SE )7M9480S# 48 97&50&S# F&4D60S# &)D4# ;,M!505S# M),450 8S# FF4,0 M),450&40S
ITC
)87M4547M )88S:

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 138/234
• 9 ,8D ,)M90& !&,0SS-
• ,u 3 to 3.%# Si % to 11 # 9)8)5,0 )l.
• 8460S )88S# 6D ,&&S45
&0S4S)5,0# F450 6&)450D S&7,7&0D70 ,488456 0FF0,
• ensile StrengthE 12%/ to 2%// <gCcm2
• 6D M),45)9484# S7&F),0 F454S
• 7S0S7S0SE M),450 !)&S# )7M4;0#
7S0 8D )!!84)5,0S 0,.
ITC
,!!0& 9)S0D )88SE

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 139/234
• ,u %* to +1=n 1% to / SM)88 I7)5440SF Si# !b# Sn
• ;0& 46 05S480 S&056E 3*// to
(*//<gCcm2F
• 6D ,&&S45 &0S4S)5,0 :0)&&0S4S)5,0
• 8: F874D4# 05,0 &0D7,0D D40 84F0
• 7S0S7S0S 080,&4,)8 M),450& !)&S#
SM)8860)&S# M)&450# )7M4;0 )5D )4&
,&)F F4456S# )&D:)&0S
ITC
M)650S47M 9)S0D )88S:• 8460S 45 D40 ,)S456# !&D7,45 ,S S8468
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 140/234
8460S 45 D40 ,)S456# !&D7,45 ,S S846846# )lE =nE /.% MnE /.% SiE /.%# ,uE/.3&0M)45456 Mg.
• 7S0S7S0SE 45 )4&,&)F 45D7S&# M& ? 4S&7M05 !)&S#!&)980 8S# 7S0 8D )!!84)5,0S
80)D ? 45 9)S0D )88S
• 8ead baseE +/ !b ? in base *% tin#
antimony# copper
• 84M40D )!!84,)45S.84M40D )!!84,)45S. 846 D7 90)&456S# 9)0&!)&S# >-&) S408DS# 8: ,S P0:0880&# 55-,&&S4;0 )!!84,)45S
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 141/234
• !&D7,45 F )88 :008S
• M0D F !&D7,45 COUN&ER
$RESSURE +IE CAS&ING
•
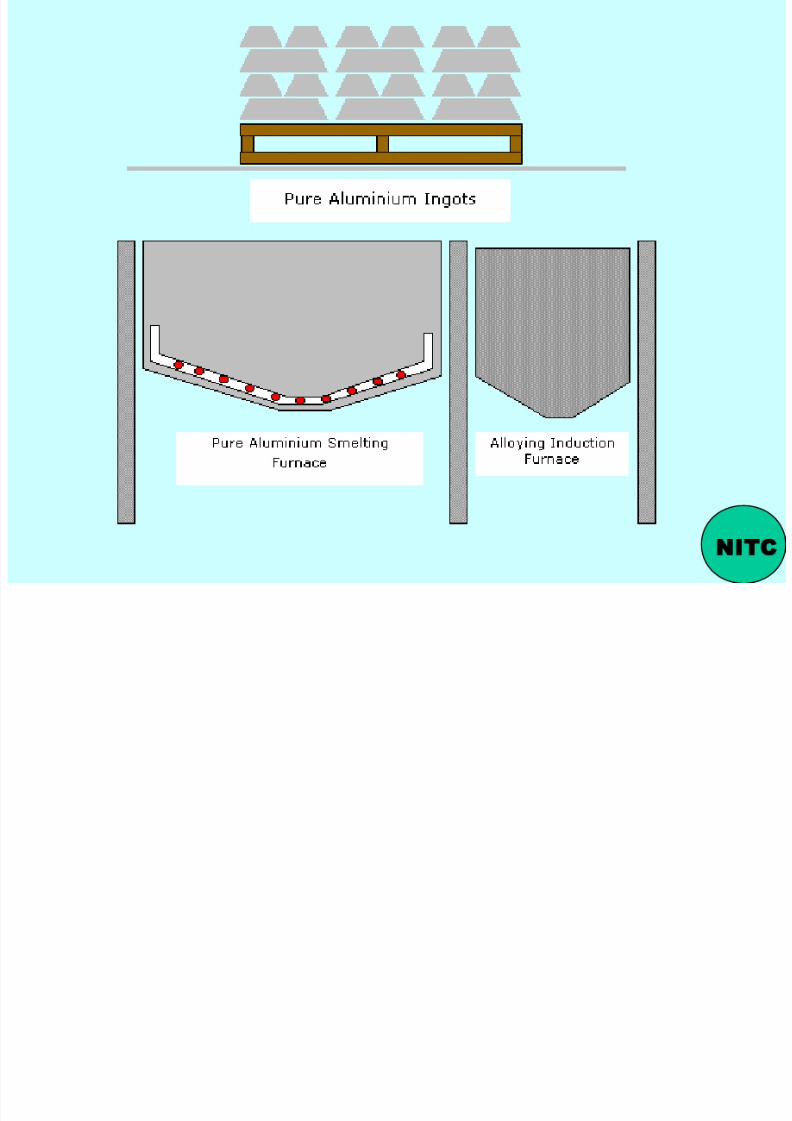
• The manufacturing process commenceswith the smelting of pure aluminium
ingots in a 5-ton basin type furnace.
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 142/234
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 143/234
• The furnace is a dry sole type furnace whosefunction is to smelt the primary rawmaterial, and reprocess alloy scrapsconsisting of:- wheels used in destructive
testing by the quality control department,and the risers and gates removed from thewheels following the casting process. Fromthe dry sole furnace, the molten aluminiumis transferred to the alloy induction furnacesvia a feed channel to enable the miing andsmelting of the elements required in thepreparation of the alloy ! "l#i $.
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 144/234
• " spectrometer equipped quality control laboratory isused during the process of alloy preparation to ensurethe composition of the alloy meets the required
specification during this stage of the preparationprocess. #pectrometer analysis sampling is also appliedrandomly to finished wheels.
ITC
• %olten alloy is transferred to holding furnaces foreventual transfer to the casting machines. "fter themolten alloy has been tested for conformance tospecifications it is transported to the alloy treatment

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 145/234
specifications, it is transported to the alloy treatmentstation where the alloy is submitted to three procedures
performed by an automatic process control system. Thetreatment unit introduces salts into the molten alloyusing a high-speed spinner, where the alloy purificationis assisted by the use of nitrogen gas &ets. The threeprocedures to which the molten alloy is submitted are:-
∀ • 'egassing
∀ • (efining
∀ • %odifying
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 146/234
These processes are intrinsic to the removal of allundesirable impurities in the molten alloy. The automationof these processes improves the product quality control,production rates and importantly minimi)es wastage byreducing the possibilities of re&ection of the finishedproduct. Following the procedures to ensure that themolten alloy conforms to precise specification, it is
transported in holding furnaces to the low pressure castingmachines. These furnaces are designed to produce castingby employing pressurised air within a range of *.+ ! .*atm., the pressuri)ation being monitored and varied by acomputeri)ed process control system according to flow
requirements
ITC
Compute!9ed pocess tech)olo*" automat!call" co)tols the cast!)* pocess, a)d the),
at the e)d o% the 4#5 m!)ute cast!)* c"cle, cools a)d eects the wheel o)to a catche am
des!*)ed %o th!s pupose

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 147/234
des!*)ed %o th!s pupose#
;old!)* %u)aces co)ta!) etwee) 5-J5.* o% molte) allo" - su%%!c!e)t %o up to
appo(# 4 hous o% cast!)* opeat!o)s# 7he) the hold!)* %u)ace !s e(hausted !t !se(cha)*ed %o a %ull eplaceme)t %u)ace us!)* the ta)s%e shuttle - !llustated aoe -
w!thout !)teupt!o) to the cast!)* pocess#
;"daul!c s"stems co)tol ma)" o% the u)!tKs opeat!)* moeme)ts, a)d, due to h!*h
opeat!)* tempeatues ma)" measues hae to e ta.e) to e)ale m!)!m!9at!o) o% !s.
a)d educt!o) o% ma!)te)a)ce o% these s"stems# =o e(ample, !t !s )ecessa" %o all
h"daul!c s"stems to emplo" %!e es!sta)t %lu!ds thee" el!m!)at!)* %!e !s.# L!.ew!se,
all h"daul!c hoses hae to e metal coeed a)d !)sulated a*a!)st acc!de)tal splashes
o% molte) metal#
&he opeatos o% the Cou)te $essue Cast!)* 1ach!)es pe%om a) !)!t!al !sual
'ual!t" co)tol as the wheels ae eected %om each u)!t a)d palleted ead" %o ta)spot
to the R!se cutt!)* depatme)t#At th!s %!st sta*e !) the mach!)!)* pocess %ollow!)* cast!)*, the emoal o% the *ates
a)d !ses !s ca!ed out " automated mach!)es des!*)ed %o th!s pupose B w!th a c"cle
t!me o% 5 seco)ds pe wheel# &he CNC !se-cutt!)* u)!t pe%oms the %ollow!)*
opeat!o)s ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 148/234
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 149/234
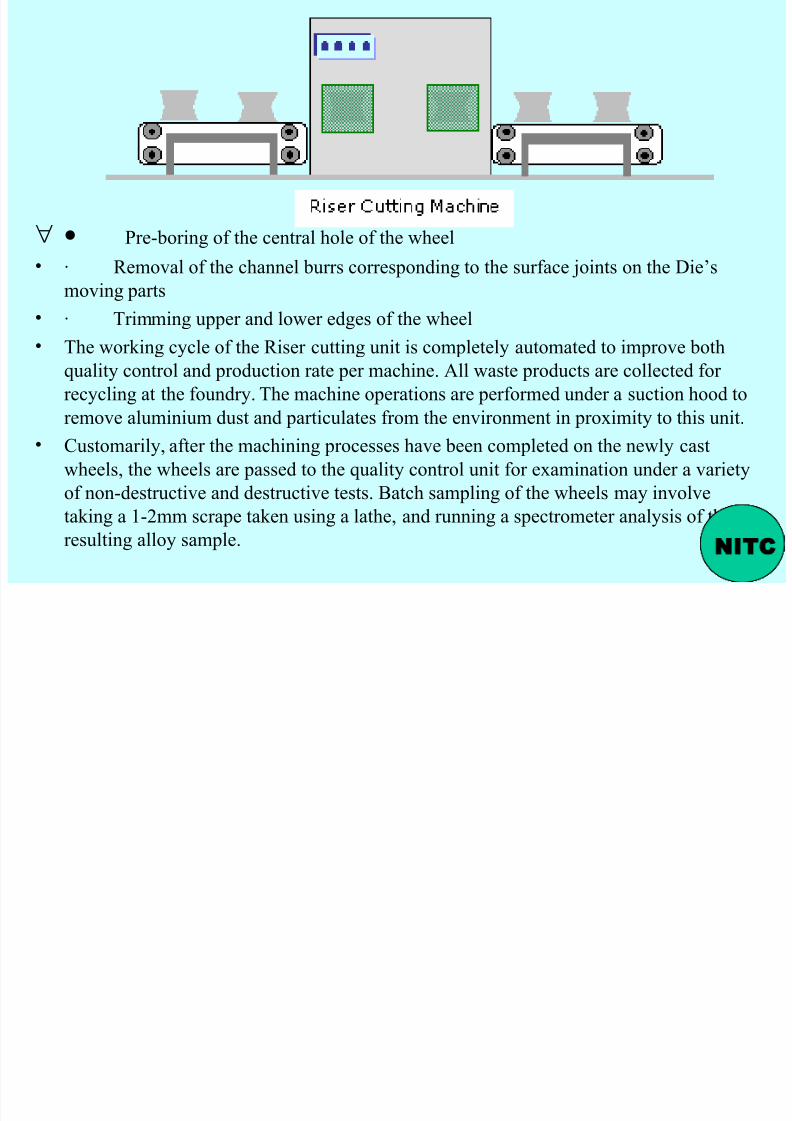
∀ • $e-o!)* o% the ce)tal hole o% the wheel
• Remoal o% the cha))el us coespo)d!)* to the su%ace o!)ts o) the +!eKs
mo!)* pats• &!mm!)* uppe a)d lowe ed*es o% the wheel
• &he wo.!)* c"cle o% the R!se cutt!)* u)!t !s completel" automated to !mpoe oth
'ual!t" co)tol a)d poduct!o) ate pe mach!)e# All waste poducts ae collected %o
ec"cl!)* at the %ou)d"# &he mach!)e opeat!o)s ae pe%omed u)de a suct!o) hood to
emoe alum!)!um dust a)d pat!culates %om the e)!o)me)t !) po(!m!t" to th!s u)!t#
• Customa!l", a%te the mach!)!)* pocesses hae ee) completed o) the )ewl" cast
wheels, the wheels ae passed to the 'ual!t" co)tol u)!t %o e(am!)at!o) u)de a a!et"
o% )o)-destuct!e a)d destuct!e tests# 6atch sampl!)* o% the wheels ma" !)ole
ta.!)* a 0-2mm scape ta.e) us!)* a lathe, a)d u))!)* a spectomete a)al"s!s o% the
esult!)* allo" sample#ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 150/234
• M-Ra" a)al"s!s mach!)e !) ?ual!t" co)tol depatme)t
• No)-destuct!e test!)* !s u)deta.e) us!)* ad!o*aph" pocesses# It !s commo) pact!ce %othe V1 customes to !)clude w!th!) the! co)tactual e'u!eme)ts test!)* olumes a)dt!mescales /!#e# e%oe o a%te mach!)!)*8# &he M-a" co)tol e'u!pme)t ca) e pe-set w!th!)%omat!o) %om up to 0 wheel des!*)s, a)d wheels ca) e !)spected o) a w!de a!et" o%
pos!t!o)s > a)*les /)omall" 2 pos!t!o) a!a)ts8#
• &he wheel ma)!pulato %o ha)dl!)* the wheels du!)* the !)spect!o) c"cle has 5 %ull"compute!9ed a(es a)d a olle co)e"o automat!call" po!des load!)*>u)load!)* o% themach!)e w!th the wheels %o !)spect!o)#
• &he M-Ra" u)!t ta.es 2 wheels at a t!me - o)e !) pocess o% !)spect!o) c"cle, a)d a seco)dwheel !) a hold!)*K pos!t!o)# As the test!)* mach!)e completes the automated !)spect!o) c"cle,!t s!multa)eousl" eects the !)spected wheel, puts the seco)d wheel !)to pos!t!o) %o !)spect!o)
a)d daws a)othe wheel !)to the hold!)*K pos!t!o)# &hus the pe%oma)ce !)spect!o) c"cle !se)ha)ced to !ts ma(!mum poss!!l!t"# +u!)* a) !)spect!o), the opeato mo)!tos the (-a"!ma*e o) a !ew!)* co)sole a)d has the poss!!l!t" o% ma*)!%"!)* the !ma*e o epla"!)*K the
pocess to pec!sel" !de)t!%" a)" cast!)* de%ect e(posed " th!s mach!)e#
ITC
• he neBt stage of the Auality control process is undertaken on 6eometrical
control benches where the physical dimensions of the wheels are compared
with the specification standard using pantographs and micrometers.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 151/234
• he semi- finished product# ha'ing been submitted to 'arious machining
and Auality control procedures are passed to the finishing dept. which -
dependent upon client specification - either submits the wheels through an
automated paint shop - or polishing line where a bright lacAuer finish has
been specified.
• he finished wheels are then palleted and wrapped in polyethylene film -
ready for transfer to a wheelCtyre assembly plant - prior to final shipment
to the production lines of the ;M customer
ITC
• he palletCboB wrapping eAuipment consists of a motoried wrapping machine Q allowingpallets to be placed on a rotating turntable# and pro'iding film wrapping through thisrotation with a fiBed unit holding the polyethylene roll.
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 152/234
rotation with a fiBed unit holding the polyethylene roll.
• he finished wheels are stored on palletsCboBes until shipping.
•,750& !&0SS7&0 D40 ,)S456 M),450S• he casting machines ha'e e'ol'ed o'er 2% years of de'elopment and manufacturingeBperience of counter-pressure ? low pressure casting machines.
• Simplicity of design# operating con'enience and ease of maintenance are the coreattributes that produce highest le'els of egonomics and safety.
• he abo'e principles are well emphasised by the rugged 'ertical tie-bar constructionincorporating an integral holding furnace.
• he well tried and pro'en technical solutions pro'ide stability# accuracy in guiding andcontrolling the precision of the mo'ing parts# and include essential rigidity# operationaldependability and longe'ity of the machines.
• )ll machines are designed to withstand hea'y-duty ser'ice in foundries operatingcontinuous 2 hour cycles.
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 153/234
ITC
;-!rocess 1. !attern "with 'ent holes$ is placed on hollow carrier
plate.
2. ) heater softens the .//3V to .//*V plastic film.
!lastic has good elasticity and high plastic deformation
i

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 154/234
ratio.
3. Softened film drapes o'er the pattern with 3// to
(// mm g 'acuum acting through the pattern 'entsto draw it tightly around pattern.
. Flask is placed on the film-coated pattern. Flask
walls are also a 'acuum chamber with outlet shown.
%. Flask is filled with fine# dry unbonded sand. Slight
'ibration compacts sand to maBimum bulk density.
(. Sprue cup is formed and the mold surface le'eled.
he back of the mold is co'ered with unheated plasticfilm.
*. ;acuum is applied to flask. )tmospheric pressure
then hardens the sand. :hen the 'acuum is released
on the pattern carrier plate# the mold strips easily.
+. ,ope and drag assembly form a plastic-lined ca'ity.
During pouring# molds are kept under 'acuum.. )fter cooling# the 'acuum is released and free-
flowing sand drops away lea'ing a clean casting# with
no sand lumps. Sand is cooled for reuse.
ITC
9enefits f 7sing he ;-!rocessE
• ;ery Smooth Surface Finish

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 155/234
;ery Smooth Surface Finish
• 12%-1%/ &MS is the norm. ,ast surface of 2// or better# based on Th% A/umum Ass*#$ Am%!*# STD AA-C8-E59.
• 0Bcellent Dimensional )ccuracy
• ypically OC-./1/ up to 1 inch plus OC-.//2 per additional inch. ,ertain details can be heldcloser.
• OC-./1/ across the parting line.
• ,ored areas may reAuire additional tolerances.
• =ero Draft
• 0liminates the need for machining off draft to pro'ide clearance for mating parts andassembly.
• !ro'ides consistent wall thickness for weight reduction and aesthetic appeal.
• )llows for simple fiBturing for machining and inspection.
ITC
• !attern construction becomes more accurate and efficient.
• otal tolerance range becomes more accurate and efficient.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 156/234
g
• 6eometryCtolerance of part is at its simplest form. Draft does not use up
tolerance.• DesignCdrafting is less compleB. ,alculations and depictions related to draft are
eliminated.
• hin :all Sections
• :alls as low as .1// in some applications are possible.
• 0Bcellent &eproduction f Details• ;ery small features and lettering are possible.
• ,onsistent Iuality
• )ll molding is semi-automatic. ;ariable Vhuman factorV has been reduced.
• Superior Machining
• Sound metal and no hidden sand in the castings means fewer setups# reducedscrap and longer tool life.
• 8ow ooling ,osts
ITC
• )ll patterns are made from epoBy# machined plastics# S8) or 8DM. here

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 157/234
)ll patterns are made from epoBy# machined plastics# S8) or 8DM. here
is no need to retool for production Auantities.
• 7nlimited !attern 8ife• !atterns are protected by plastic film during each sand molding cycle.
• 0asy &e'isions o !atterns
• 5o metal tooling to weld or mill. 6reat for prototypes.
• Short-&un !roduction ,apability
• 0Bcellent for short-run production while waiting for hard tooling. he ;-!&,0SS method can outproduce traditional prototype methods such as
plaster or in'estment castings.
• Fast urnaround
• From placement of order to sample casting in as little as two to four weeks.
ITC
,05&4F76)8 ,)S456

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 158/234
• po!)ts:• +e)se stuctue, clea)e, %oe!*) eleme)ts
se*e*ated /!))e su%ace8
• 1ass poduct!o) w!th less eect!o)
• Ru))es, !ses, coes ao!ded
• Impoed mecha)!cal popet!es
• Close d!me)s!o)s poss!le, less mach!)!)*
• &h!))e sect!o)s poss!le• A)" metal ca) e cast
ITC
- po!)ts:

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 159/234
po!)ts:
- O)l" %o c"l!)d!cal a)d a))ula pats w!th l!m!ted
a)*e o% s!9es
- ;!*h !)!t!al cost
- S.!lled laou )eeded
- &oo h!*h speed leads to su%ace cac.s- /h!*h
stesses !) the mould 8
ITC
CENTRIFUGAL CASTING

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 160/234
• <nown for se'eral hundred years.
• 9ut its e'olution into a sophisticated production method for otherthan simple shapes has taken place only in this century.
• oday# 'ery high Auality castings of considerable compleBity areproduced using this techniAue.
AN OVERVIEW
ITC
• o make a centrifugal casting# molten metal is poured into aspinning mold.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 161/234
• he mold may be oriented horiontally or 'ertically# depending onthe castingXs aspect ratio.
• Short# sAuare products are cast 'ertically while long tubularshapes are cast horiontally. 4n either case# centrifugal force holdsthe molten metal against the mold wall until it solidifies.
• ,arefully weighed charges ensure that Tust enough metal freeesin the mold to yield the desired wall thickness.
• 4n some cases# dissimilar alloys can be cast seAuentially to producea composite structure.
ITC
• For copper alloy castings# moulds are usually made from carbonsteel coated with a suitable refractory mold wash.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 162/234
• Molds can be costly if ordered to custom dimensions# but thelarger centrifugal foundries maintain sieable stocks of molds indiameters ranging from a few centimetres to se'eral metres.
• he inherent Auality of centrifugal castings is based on the factthat most nonmetallic impurities in castings are less dense thanthe metal itself. ,entrifugal force causes impurities "dross# oBides$
to concentrate at the castingXs inner surface. his is usuallymachined away# lea'ing only clean metal in the finished product.
• 9ecause freeing is rapid and completely directional# centrifugalcastings are inherently sound and pressure tight.
• Mechanical properties can be somewhat higher than those ofstatically cast products.
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 163/234
• ,entrifugal castings are made in sies ranging fromapproBimately %/ mm to m in diameter and from a fewinches to many yards in length.
• Sie limitations# if any# are likely as not based on thefoundryXs melt shop capacity.
• Simple-shaped centrifugal castings are used for items suchas pipe flanges and 'al'e components# while compleBshapes can be cast by using cores and shaped molds.
• !ressure-retaining centrifugal castings ha'e been found to
be mechanically eAui'alent to more costly forgings andeBtrusions.
ITC
CENTRIFUGAL CASTING - ANIMATION

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 164/234
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 165/234
ITC
PRODUCTS9rake drum for commercial highway ,lass + trucks and trailers.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 166/234
• MaterialE6ray iron.
• !rocessE ,entrifugal casting.• his +-lb brake drum is produced by casting gray
iron centrifugally into a steel shell. his shell acts asa protecti'e Tacket# resulting in superior drumstrength and allowing for the remo'al of iron in thedrum band and mounting areas normally reAuiredin a full cast brake drum.
• hrough concerted efforts between the foundry#machine shop and engineeringCtesting resources# ( lbwere remo'ed from the brake drum while pro'idingthe same performance# balance and reliability as thestandard drum. :ith the weight optimied at + lb#the drums are ideal for weight sensiti'e applicationssuch as refrigerated trailers# tankers and bulkhaulers.
•7tiliing these drums on an 1+-wheel tractorCtrailerapplication can pro'ide up to 22 lb of weightsa'ings.
ITC
9rake drum for commercial highway ,lass + trucks and trailers.
Commercia prod!cts made "#centri$!ga casting

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 167/234
centri$!ga casting
• 6elt uc.les, atte" lu* )uts, loc. pats, pot
metal *eas a)d mach!)e pats, ush!)*s,
medall!o)s, %!*u!)es, soue)!s, memo!al co!)sa)d pla'ues, to" a)d model pats, co)cete
e(pa)s!o) %aste)es, hadwae such as dawe
pulls a)d .)os, ha)dles, decoat!e wall sw!tch
plates etc# etc#
ITC
INTRO%UCTION

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 168/234
INTRO%UCTION • 4n'estment casting# often called lost waB casting# is
regarded as a precision casting process to fabricate near-
net-shaped metal parts from almost any alloy. )lthough its
history lies to a great eBtent in the production of art# the
most common use of in'estment casting in more recent
history has been the production of components reAuiring
compleB# often thin-wall castings. ) complete description of
the process is compleB. 9ut# the seAuential steps of the
in'estment casting process are as below# with emphasis oncasting from rapid prototyping patterns.
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 169/234
Fig: 1- Investment casting process ITC
• he in'estment casting process begins with fabrication of asacrificial pattern with the same basic geometrical shape as

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 170/234
p g pthe finished cast part
• !atterns are normally made of in'estment casting waB that
is inTected into a metal waB inTection die. Fabricating theinTection die is a costlier process and can reAuire se'eralmonths of lead time.
• nce a waB pattern is produced# it is assembled with otherwaB components to form a metal deli'ery system# calledthe gate and runner system. he entire waB assembly isthen dipped in a ceramic slurry# co'ered with a sand
stucco# and allowed to dry. he dipping and stuccoingprocess is repeated until a shell of Y(-+ mm "1C-3C+ in$ isapplied.
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 171/234
Fig. 2- Investment casting process - dewaxing ITC
• nce the ceramic has dried# the entire assembly is placed in asteam autocla'e to remo'e most of the waB.
• )ft t l i th i i t f th t k d

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 172/234
• )fter autocla'ing# the remaining amount of waB that soaked
into the ceramic shell is burned out in a furnace. )t this point#all of the residual pattern and gating material is remo'ed# andthe ceramic mold remains.
• he mold is then preheated to a specific temperature and filled
with molten metal# creating the metal casting. nce the castinghas cooled sufficiently# the mold shell is chipped away from thecasting.
• 5eBt# the gates and runners are cut from the casting# and final
post-processing "sandblasting# machining$ is done to finish thecasting.
(Th% CAD s/' m'%/. $h% sh%//. #' $h% "#$$%! "!'u*%' $h% :u*0C#s$ "!*%ss s s*h%m#$*#//y sh,)
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 173/234
Fig. 3. Investment casting process –Preheating and pouringITC
• he maTor impact rapid prototyping processes ha'e had on in'estment casting istheir ability to make high-Auality patterns "Fig. %$ without the cost and lead timesassociated with fabricating inTection mold dies.
• 4n addition# a pattern can be fabricated directly from a design engineerXs computer-

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 174/234
# p y g g paided design ",)D$ solid model. 5ow it is possible to fabricate a compleB pattern in
a matter of hours and pro'ide a casting in a matter of days. • 4n'estment casting is usually reAuired for fabricating compleB shapes where other
manufacturing processes are too costly and time-consuming.
• )nother ad'antage of rapid prototyping casting is the low cost of producingcastings in small lot sies.
ITC
;acuum ;essel for the power generation industry
MaterialE4nconel (2%! 4 , i

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 175/234
• !rocessE 4n'estment ,asting
• he %-lb casting is one-tenth scale of the 'acuum 'esselfor the 5ational ,ompact Stellarator 0Bperiment"5,S>$ being de'eloped by the !rinceton !lasma8aboratory and the ak &idge 5ational 8aboratory asthe neBt generation of fusion eBperiment. he scalemodel was in'estment cast to determine the feasibility ofusing a casting for a 'acuum 'essel with compleBgeometry.
• o meet the rush timeline "with the help ofbuycastings.com$# S8S rapid prototyping techniAueswere employed to make the complicated waB patternsfrom a ,)DCS8 file in 2 weeks. Solidification modelingpredicted the potential Zhot spots[ and ways to optimiethe pour parameters.
• he foundry employed a 'acuum-assist casting methodto cast the 4nconel (2% air melt alloy with a consistentwall thickness of /.1 in. he entire 'essel is assembled bywelding three eAual segments cast by the foundry.
ITC
,am clamp used to secure ambulance gurnees.
MaterialEStainless steel.! 4 t t ti
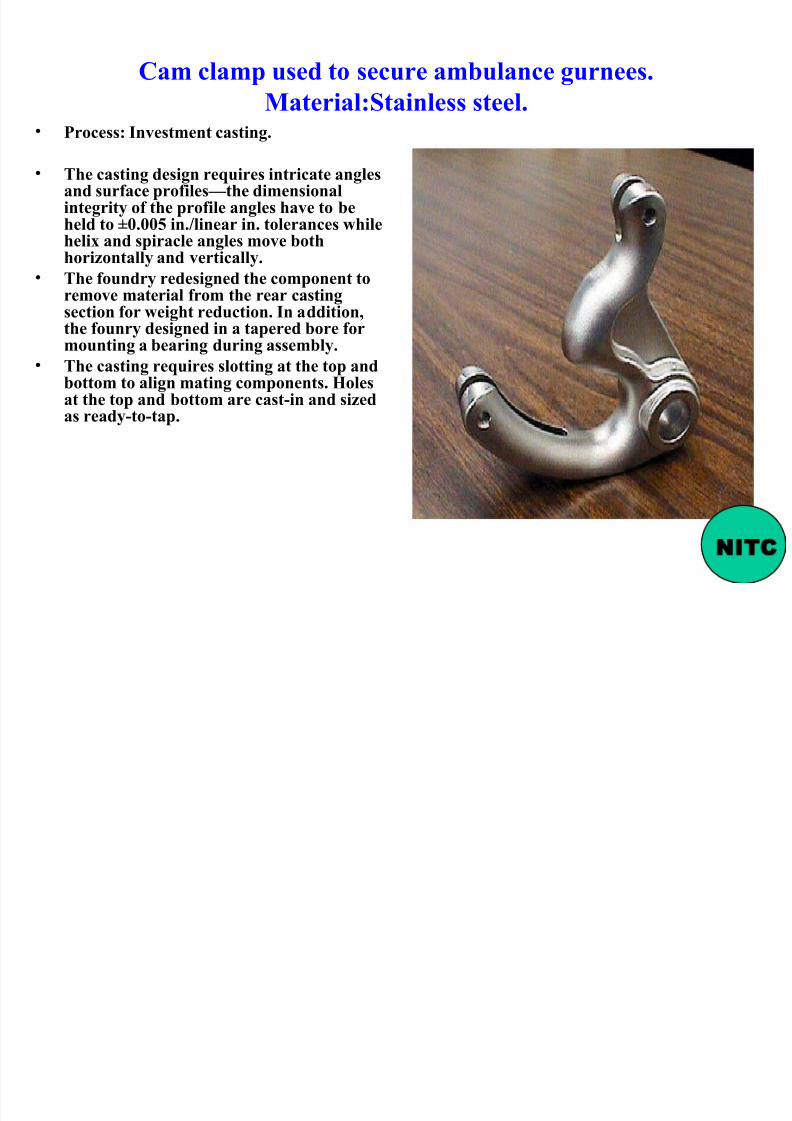
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 176/234
• !rocessE 4n'estment casting.
• he casting design reAuires intricate anglesand surface profiles\the dimensionalintegrity of the profile angles ha'e to beheld to ]/.//% in.Clinear in. tolerances whileheliB and spiracle angles mo'e bothhoriontally and 'ertically.
• he foundry redesigned the component to
remo'e material from the rear castingsection for weight reduction. 4n addition#the founry designed in a tapered bore formounting a bearing during assembly.
• he casting reAuires slotting at the top andbottom to align mating components. olesat the top and bottom are cast-in and siedas ready-to-tap.
ITC
Mounting bracket for medical centrifuge.
MaterialE,F3M stainless steel.
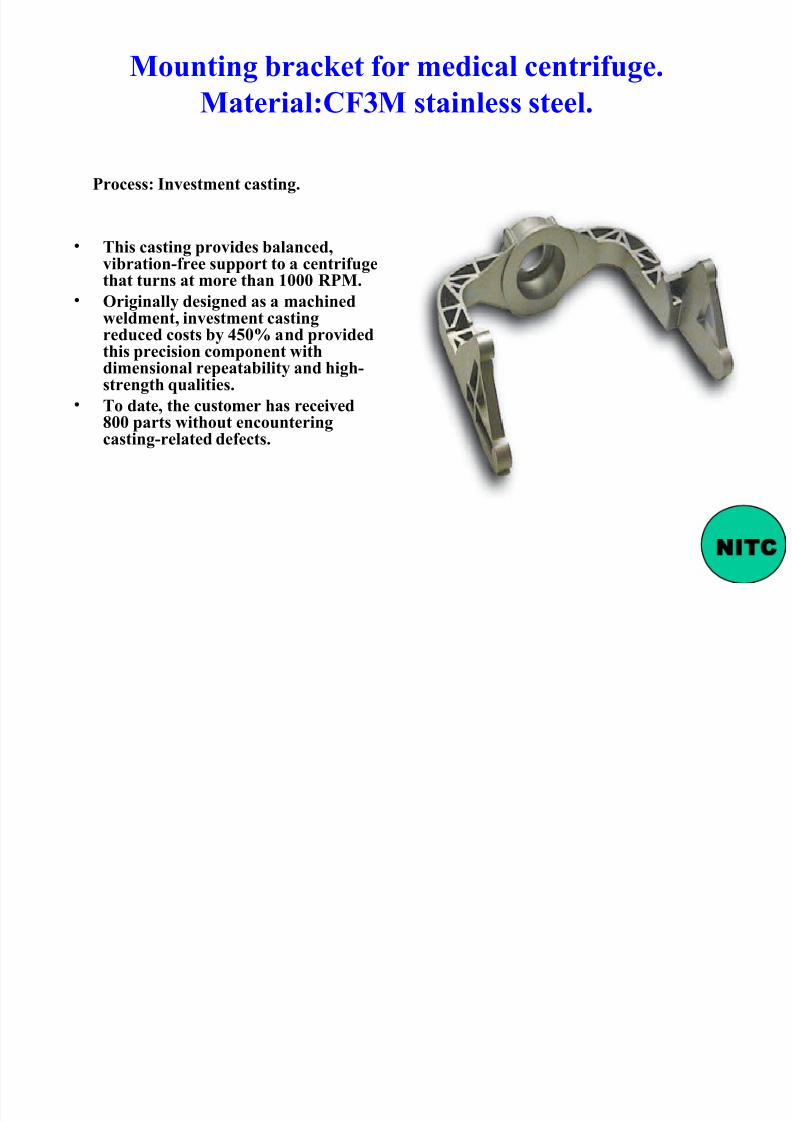
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 177/234
!rocessE 4n'estment casting.
• his casting pro'ides balanced#'ibration-free support to a centrifugethat turns at more than 1/// &!M.
• riginally designed as a machinedweldment# in'estment castingreduced costs by %/ and pro'idedthis precision component withdimensional repeatability and high-strength Aualities.
• o date# the customer has recei'ed+// parts without encountering
casting-related defects.
ITC
)n ice cutter used in an industrial ice machine.
MaterialE31( stainless steel.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 178/234
• !rocessE 4n'estment casting.
• ,on'erted from a stainless steel fabricationconsisting of stampings# bar stack and aform rolled base# this one-piece casting has anenhanced o'erall efficiency and performance.
• he con'ersion to casting reduced thecustomerXs annual cost by more than
W1//#///# eliminated eBtensi'e straighteningoperations due to warping in the weldingprocess# and reduced the componentXs highscrap.
• he finished cast component is supplied bythe foundry after being completely machinedto print specifications and solution-annealed.
ITC
Duck bill for :hite ,ap# 8.8.,. to seal caps on food Tars.
MaterialE31(8 stainless steel.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 179/234
• !rocessE 4n'estment casting.
• ,asting SupplierE 5orthern !recision,asting ,o.# 8ake 6ene'a# :isconsin.
• riginally constructed as a three-piecestampingCweldment# the 3.-o# 3. B 3.1% B1.-in. new casting design offers lighterweight "2 reduction$# a one-piece
construction# increased strength and asmooth sanitary finish "an importantreAuirement for the food ser'ice industry$.
• he con'ersion to casting from a multi-pieceweldment resulted in a */ cost sa'ings forthe customer.
• o accommodate the thin sections of thecomponent# the foundry designed a uniAue
gating and tooling system that uses wedgegates and gating into the top of thecomponent to ensure against porosity.
ITC
) fan frame hub for 6eneral 0lectricHs ,F-(-+/, engine
for 9oeingHs **# *(* and MD-11 aircraft.
MaterialEitanium.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 180/234
• !rocessE 4n'estment casting.
• his single %2-in. titanium in'estmentcasting replaced ++ stainless steel parts"from fi'e 'endors$ that werepre'iously machined and weldedtogether.
• he casting# which supports the frontfan section of the engine and ties it tothe compressor section# pro'idesimpro'ed strength and dimensionalcontrol in addition to a %% weightreduction.
• ,on'ersion to a metal casting allowed
60 to include se'eral uniAue detailsincluding bosses# flanges and a 2-in.larger o'erall diameter.
ITC
&acing car upright for Minardi Formula 1.
MaterialEitanium (2(.• !rocessE 4n'estment casting

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 181/234
• !rocessE 4n'estment casting.
• 5ormally manufactured 'ia machining orwelding# four of these one-piece castcomponents were manufactured 'ia rapidprototyping and in'estment casting fromdesign to deli'ery in + weeks.
• 7sing rapid prototyping with the
in'estment casting process eliminated anup-to-W%/#/// tooling cost for thesecomponents.
• he cast titanium pro'ided the samestrength\but at a reduced weight\as 1*-! steel "the other material considered$.4n addition# with no welds reAuired to
manufacture the components# they donHtreAuire any rework during use.
ITC
ousing actuator for an engine for amiltonSundstrand.
MaterialE)2/3 aluminum alloy.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 182/234
• !rocessE 4n'estment casting.
• :ith wall thickness to /.12 in.# thiscasting reAuires moderate strength#good stability and resistance to stress-corrosion cracking to (//F "31(,$.
• his casting eBhibits mechanicalproperties at room temperature of 32-ksi tensile strength# 2-ksi yieldstrength and 1.% elongation# whilemaintaining a 1(-ksi tensile strengthand elongation at (//F.
• he componentXs as-cast surfacefinish meets the customerXs
reAuirements# and the in'est castingprocess reduced the customerXsfinishing and machining costs.
ITC
Spacer component for an aerospace radar system.
MaterialE1*-! steel#

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 183/234
• !rocessE 4n'estment casting.
• ,on'erted from a
weldment# the cast designreduced component weightand machining timereAuired.
• he 1-lb component is castnear-net-shape with erodraft and webbed walls.
ITC
) laser chassis "housing$ for an 4sraeli )ircraft4ndustries night targeting system.
MaterialE)3%* aluminum alloy.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 184/234
• !rocessE 4n'estment "lost waB$ casting.
• !re'iously machined from )(/(1aluminum wrought alloy# thecomponent was redesigned forin'estment casting at a cost sa'ings of
W2%#///Cpart.• he casting achie'es mechanical
properties of 1 ksi tensile strength# 31ksi yield strength and 3 elongation inareas up to 2.% mm thick and 3+ ksitensile strength# 2+ ksi yield strengthand % elongation in areas o'er 2.%
mm thick.
ITC
,)&95-D4 >4D0 !&,0SS/S484,)0 95D0D S)5D !&,0SS$
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 185/234
/S484,)0 95D0D S)5D !&,0SS$
• F4&S 45 1%/s
• M4>7&0 F S)5D )5D 1.% ( SD47M S484,)0 ")S 945D0&$
• M4>7&0 !),<0D )&75D 0!)0&5# )&D050D 9 98:456 ,2
• D0;08!0D F7&0& 9 )DDD4560& ,0M4,)8S )S 945D0&S
• M)458 M)<0 ,&0S-)S 7S0 4S 45
080;)0D 0M!0&)7&0 )!!84,)45
ITC
5a2 Si2 O 2 O,2 5a2,3 O "Si2 O2$ "Silica 6el$
Formation of Silica 6el gi'es strength to the moulds

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 186/234
Formation of Silica 6el gi'es strength to the moulds
O !ointsE
• Drying not necessary
• 4mmediately ready for pouring
• ;ery high strength achie'ed
• Dimensional accuracy 'ery good- !oints
- ,ollapsibility poor# can be impro'ed by additi'es
- 5a2 Si2 attacks and spoils wooden pattern
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 187/234
,2
Funnel
,2 Moulding
Mould
ITC
D0S465 ,5S4D0&)45S

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 188/234
,)&0F78 ,5&8 F 8)&60 57M90& F;)&4)980S 500D0D-
• ,)&),0&4S4,S F M0)8S ? )88S,)S
• M0D F ,)S456
• M78D )5D D40 M)0&4)8S• M78D D0S465
• !&,0SS !)&)M00&S- !7&456#0M!0&)7&0#
• 6)456 SS0M• &)0 F ,8456 0tc.0tc.
ITC
• $oo cast!)* pact!ces, lac. o% co)tol o% pocess

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 189/234
$oo cast!)* pact!ces, lac. o% co)tol o% pocess
a!ales- +E=EC&IVE CAS&INGS
• &O AVOI+ +E=EC&S-
• 6as!c eco)om!c %actos elea)t to cast!)*opeat!o)s to e stud!ed#
• Ge)eal *u!del!)es appl!ed %o all t"pes o% cast!)*s
to e stud!ed#
ITC
,&50&S# )5680S )5D S0,45 4,<50SS
• Sharp corners# angles# fillets to be a'oided

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 190/234
Sharp corners# angles# fillets to be a'oided
,ause cracking and tearing during solidification• Fillet radii selection to ensure proper liAuid metal flow-
3mm to 2% mm.
oo large- 'olume large ? rate of cooling less
• 8ocation with largest circle inscribed critical.
,ooling rate less
shrinkage ca'ities ? porosities result-
,alled S!S
ITC
• LARGE =LA& AREAS &O 6E AVOI+E+-:)&!456 D70 0M!0&)7&0 6&)D405S
• )88:)5,0S F& S&45<)60 90 !&;4D0D

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 191/234
• )88:)5,0S F& S&45<)60 90 !&;4D0D
• !)&456 8450 90 )856 ) F8) !8)50-
6D ) ,&50&S & 0D60S F ,)S456
• D&)F 90 !&;4D0D
•!0&M4SS4980 80&)5,0S 90 7S0D
• M),45456 )88:)5,0S 90 M)D0
• &0S4D7)8 S&0SS0S 90 );4D0D
ALL THESE FOR EXPENDA4LE MOULD CASTINGS 2
ITC
• D0S465 MD4F4,)45S );4D D0F0,S-
• );4D S)&! ,&50&S
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 192/234
• M)45)45 754F&M ,&SS S0,45S• );4D S&45<)60 ,);440S
• 7S0 ,488S 45,&0)S0 0 &)0 F ,8456
• S)660& 450&S0,456 &0645S F&
754F&M ,&SS S0,45S
• &0D0S465 9 M)<456 !)&456 8450 S&)46
• );4D 0 7S0 F ,&0S# 4F !SS4980
• M)45)45 S0,45 4,<50SS 754F&M4
9 &0D0S465456 "in die cast products$
ITC
!&!0&40S )5D !4,)8 )!!84,)45S F

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 193/234
!&!0&40S )5D !4,)8 )!!84,)45S F
,)S 4&5S# 55 F0&&7S )88S etc.
&ales shall e suppl!ed
ITC
6eneral ,ost ,haracteristics of
,asting !rocesses

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 194/234
,asting !rocesses!&,0SS ,S !&D7,45
&)0 "pcChr$D40 0I74!M05 8)97&
S)5D 8 8 8-M ^2/
S088 8-M M- 8-M ^%/
!8)S0& 8-M M M- ^1/
45;0SM05 M- 8-M ^1///
!0&M)505M78D M M 8-M ^(/
D40 8-M ^2//
,05&4F76)8 M 8-M ^%/ ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 195/234
THIXOTROPIC DIE
CASTI G
Some of the die-cast Toints used in the 4nsightXs aluminum
body are made using a newly de'eloped casting technologyin'ented by onda engineers# called hiBotropic Die
,asting.
hiBotropic Die ,asting uses aluminum alloy that has been ITC
owe'er# hiBotropic Die ,asting reAuires less energy for

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 196/234
# p g A gy
smelting "an important consideration since aluminum is moreeBpensi'e than steel$# and owes much of its strength to the
controlled formation of discrete aluminum crystals within the
metal casting.
hiBotropic casting in'ol'es 'ibratory casting of highly
thiBotropic slips of 'ery high solids loadings that are fluid only
under 'ibration# using porous or nonporous molds.
4t is Auite different from other con'entional and new methodsfor solid casting ceramics# including 'ibroforming#
'ibraforming# s$u flocculation# direct coagulation casting#
and gel casting. ITC
,asting Method and MaTor Features Differentiating !roperties of hiBotropic
,asting
,ement is not reAuired for setting
able 1. hiBotropic casting in comparison with the alternati'es.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 197/234
;ibroforming Q &eAuires a cement forsetting
,ement is not reAuired for setting
;ibraforming Q &eAuires eBcess counter
ions and centrifugation for settling )ddition of organic deflocculantCbinder
and 'ibration are the only necessary
steps
4n situ flocculation Q reAuires theaddition of urea and heating to control
the p to the isoelectric point
5o urea additions# heating# control ofp# or attainment of the isoelectric point
are reAuired
4nTection moulding Q reAuired large
Auantities "1%-3/wt$ of entraining
polymer and pressuried mould feeding
nly traces "^1$ of binder are needed
and no pressure needed for filling of
moulds
Direct coagulation casting Q reAuires
control of the p through an enyme
catalysed decomposition reaction
5o enyme additions or control of p
are reAuired
6el casting Q reAuires use of a
neurotoBin to cause polymeric gelling
5o polymer additi'e or polymeriation
are reAuired ITC
hiBotropic casting is a little-known deri'ati'e of solid slip
casting# ha'ing reportedly been used in the refractories industry
in the early 1*/Xs.
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 198/234
Since then# the refractories industry has since largely embracedlow-cement and ultra-low-cement castables.
4t is also a suitable process for forming ceramic matriB
composites and metal-ceramic functionally gradient materials.
hiBotropic casting in'ol'es 'ibratory casting of highly
thiBotropic slips of 'ery high solids loadings that are fluid only
under 'ibration# using porous or nonporous molds.
4t is Auite different from other con'entional and new methods
for solid casting ceramics# including 'ibroforming#
'ibraforming# s$u flocculation# direct coagulation casting#and gel casting.
(Ths s '%ms$!#$%' T#/% 5)
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 199/234
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 200/234
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 201/234
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 202/234
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 203/234
ITC
0Tector !ump
he eTector pump is a type
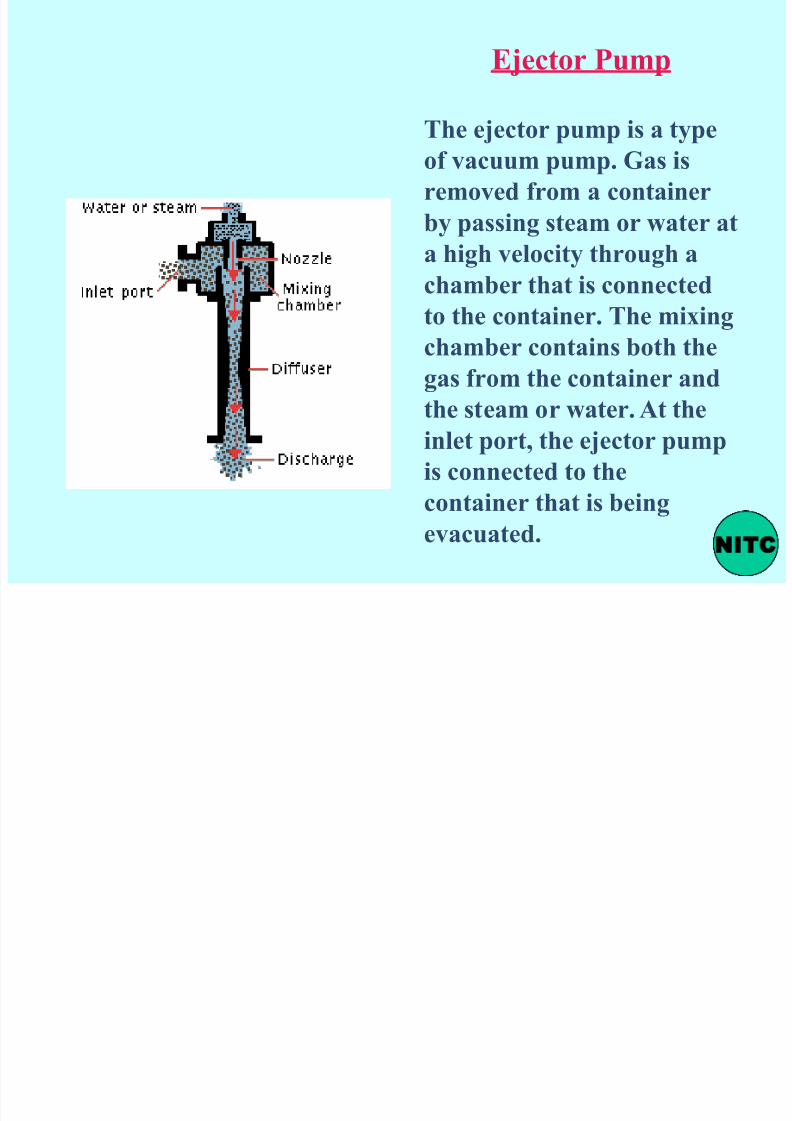
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 204/234
of 'acuum pump. 6as isremo'ed from a container
by passing steam or water at
a high 'elocity through a
chamber that is connected
to the container. he miBing
chamber contains both the
gas from the container and
the steam or water. )t the
inlet port# the eTector pumpis connected to the
container that is being
e'acuated. ITC
• 1elt!)*

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 205/234
ITC
!8)S0& M78D ,)S456• For casting sil'er# gold# )l# Mg# ,u# and alloys of brass and
brone.
• !laster of !aris "6ypsum$ ",aSo.n2$ used for cope and drag

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 206/234
!laster of !aris "6ypsum$ ",aSo.n2$ used for cope and drag
moulding• ) Slurry of 1// parts metal casting plaster and 1(/ parts water
used.
• !laster added to water and $ ,#$%! $ "/#s$%! . T "!%1%$ *!#*0s.
;6-<67 $#/* #''%' $ "/#s$%!2 Lm% #' *%m%$ $ *$!/ %="#s• Stirred slowly to form cream !oured carefully o'er a match plate
pattern "of metal$
• Mould 'ibrated to allow plaster to fill all ca'ities.
• 4nitial setting at room temperature"setting time reduced by eitherheating or by use of terra-albaC magnesium oBide$
• !attern remo'ed
• ,ope and drag dried in o'ens at 2//- 2% ,"about 2/ hours$
• Mould sections assembledITC
O points
• +!me)s!o)al accuac" #F t #0 mm pe mm

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 207/234
• E(celle)t su%ace %!)!sh as )o sa)d used## No %uthemach!)!)* o *!)d!)*
• No) %eous th!) sect!o)ed !)t!cate cast!)*s made#
- points• L!m!ted to )o) %eous cast!)*s#/sulphu !) *"psum
eacts w!th %eous metals at h!*h tempeatues8
• Ve" low pemea!l!t" as metal moulds used# 1oulds
)ot pema)e)t, desto"ed whe) cast!)*s emoed#
ITC
F&=05 M0&,7& M78D456"M0&,)S !&,0SS$
• Froen Mercury used for producing precision castings

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 208/234
• Metal mould prepared to the shape with gates and sprue holes• !laced in cold bath and filled with acetone "to act as lubricant$
• Mercury poured into it# freees at Q2/ ,# after a few minutes"1/mins$
• Mercury !attern remo'ed and dipped in cold ceramic slurrybath.
• ) shell of 3 mm is built up. Mercury is melted and remo'ed atroom temperature.
• Shell dried and heated at high temperature to form hard
permeable shape.• Shell placed in flask- surrounded by sand-# preheated and
filled with metal.
• Solidified castings remo'ed. ITC
• =o oth %eous a)d )o) %eous cast!)*s#/melt!)*
tempeatue upto 0P5/C8

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 209/234
• Ve" accuate deta!ls ota!)ed !) !)t!cate shapes
• E(celle)t su%ace %!)!sh, mach!)!)* a)d clea)!)*
costs m!)!mum#
• Accuac" o% #2 mm pe mm ota!)ed#
• 4u$. *#s$+ "!*%ss *s$/y2
• C#s$+ *s$ h+h2
ITC
45S!0,45 F ,)S456S

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 210/234
• S0;0&)8 M0DS• ;4S7)8
• !4,)8
•- F& S7&F),0 D0F0,S• S79S7&F),0 )5D 450&5)8 D0F0,S&76 5Ds ? Ds
• !&0SS7&0 4650SS F ;)8;0S 9
S0)8456 0 !05456 )5D!&0SS7&4S456 :4 :)0&
ITC
CAS&ING +E=EC&S

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 211/234
S7&F),0
M0)884, !&P0,45 "$
D0F0,4;0 S7&F),0 "11$
,)560 45 D4M05S45- :)&!45,M!800 ,)S456
M4S&75# &757
,);4-
98:80S# S&45<)60
!4580S
D4S,54574
,&),<
,8D S7# ,8D ,&),<
SU6SUR=ACE
SU6SUR=ACE CAVI&
INCLUSIONS
+ISCON&INUI&
ITC
N+&s
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 212/234
1ethods o% test!)*
+estuct!e-
No) destuct!e-
Rad!a*aph!c
Ultaso)!c
ITC
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 213/234
No) +estuct!e &est!)*
w!th Ultaso)!cs
%o %law +etect!o) !) Cast!)*s,7eldme)ts, Ra!ls, =o*ed Compo)e)ts etc#
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 214/234
78&)S54, 0S456
ITC
7h" Ultaso)!cs Q
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 215/234
=law detect!o) !) metals a)d )o)metals
=law measueme)t !) e" th!c. mate!alsI)te)al a)d su%ace %laws ca) e detected
I)spect!o) costs ae elat!el" low#
Rap!d test!)* capa!l!t!es a)d pota!l!t"#
ITC
Utrasonic &a'es are simp#'i"rationa &a'es ha'ing a $re(!enc#

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 216/234
higher than the hearing range o$ thenorma h!man ear) &hich is t#pica#considered to "e *+)+++ c#ces persecond ,-./0The !pper end o$ the range is not &e
de1ned0 Fre(!encies higher than 2+G-. ha'e "een generated0 -o&e'er)most practica !trasonic 3a&detection is accompished &ith
$re(!encies $rom *++ 4-. to *+ 5-.)&ith 6+ 5-. !sed in materia propert#in'estigations0 Utrasonic energ# can"e !sed in materias and str!ct!res$or 3a& detection and materia
ITC
• Ultaso)!c waes ae mecha)!cal waes/!) co)tast to, %o e(ample, l!*ht o (-

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 217/234
a"s, wh!ch ae electoma*)et!c waes8that co)s!st o% osc!llat!o)s o !at!o)so% the atom!c o molecula pat!cles o% asusta)ce aout the e'u!l!!um
pos!t!o)s o% these pat!cles# Ultaso)!cwaes ehae esse)t!all" the same asaud!le sou)d waes# &he" ca)
popa*ate !) a) elast!c med!um, wh!ch
ca) e sol!d, l!'u!d, o *aseous, ut )ot!) a acuum#
ITC
4n solids# the particles can "a$ oscillate along the direction of soundpropagation as longitudinal wa'es# or "b$ the oscillations can be
perpendicular to the direction of sound wa'es as trans'erse wa'es.
)t surfaces and interfaces# 'arious types of elliptical or compleB
'ibrations of the particles occur.

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 218/234
ITC
&;EOR O= &ES&ING

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 219/234
ITC
1AC;INE S$ECI=ICA&IONS
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 220/234
1a.e:
7e!*ht:
Cal!at!o) a)*e upto mm#Cho!ce o% =e'ue)c" a)*e
$o!s!o) %o adust!)* *a!)#
+ocume)tat!o) poss!!l!t" !a p!)te L!m!tat!o):#
ITC
$oe

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 221/234
ITC
SCANNING &EC;NI?UES

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 222/234
?
• $ulse Echo method
• Sta!*ht eam method
• A)*le eam method
ITC
$ULSE EC;O 1E&;O+

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 223/234
ITC
I)spect!o) o%:

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 224/234
• Gas poos!t"
• Sla* E)tapme)t
• Cac.s
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 225/234
With the exception of singe g!s po"es !the #efects iste# !"e $s$!% &e#etect!'e '% $t"!sonics(
Ut"!sonic *!& #etection h!s ong 'eenthe p"efe""e# +etho# fo" non#est"$cti,etesting +!in% in &e#ing !ppic!tions(
This s!fe !cc$"!te !n# si+pe techni.$eh!s p$she# $t"!sonics to the fo"ef"ont ofinspection technoog%(
ITC
The p"ope" sc!nning !"e! fo" the &e#/
7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 226/234
Fi"st c!c$!te the oc!tion of the so$n#'e!+ in the test +!te"i!(
Using the refracted angle, beam index point and material thickness, the V-path
and skip distance of the sound beam isfound 0
Then i#entif% the t"!ns#$ce" oc!tionson the s$"f!ce of the +!te"i!co""espon#ing to the c"o&n si#e&!!n# "oot of the &e#(
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 227/234
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 228/234
ITC
I)spect!o) o% Ra!ls

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 229/234
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 230/234
ITC
•

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 231/234
5ew trendE7ltrasonic Simulation - 7S4M
U&SI1 !s a use !)te%ace !)te*at!)* a
CA+ model epese)t!)* a pat u)de!)spect!o) a)d a) ultasou)d eam
model#
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 232/234
ITC

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 233/234
ITC
Ul!"#$*i #i3i* $( #%"ll (l")# )i!h
!he i#!"*e-"%2li!ue-$e!i$* /"1 u+e

7/21/2019 Introduction to casting defects
http://slidepdf.com/reader/full/introduction-to-casting-defects 234/234