introduction to lean - wsapt · 2015-04-24 · washington state auditor’s office . 9 lean culture...
TRANSCRIPT
Washington State Auditor’s Office Troy Kelley
I n d e p e n d e n c e • R e s p e c t • I n t e g r i t y
Introduction to Lean
Washington State Association
of Permit Technicians
April 27, 2015
Jennine Griffo, Lean Coordinator

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
What is “Lean”? Lean concepts Waste is all around us Lean principles Defining the system The chocolate factory “Pull” vs. “Push” Lean methodology
Lean tools Lean leadership Lean culture Leadership video Tough HR questions caused by
Lean Local Government
Performance Center
2
Today’s Workshop
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 3
Current Understanding of Lean
Which describes you best?
1) I understand Lean and am ready to apply it to my job area.
2) I have a basic understanding of Lean principles and tools.
3) I heard about Lean, but have not had the chance to learn much.
4) If I hear the word Lean one more time, I’m going to scream.
5) Lean? Is that a personal weight reduction plan?

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
What is Lean?
Gemba? Muda?
4

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
What’s with all the sticky
notes?
What is Lean?
5
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
What is Lean?
Lean is a set of principles and tools that help people learn-to-see and eliminate waste following a methodology that is customer focused and employee driven.
From a process perspective, Lean is….
Creating flow through the elimination of waste
6
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
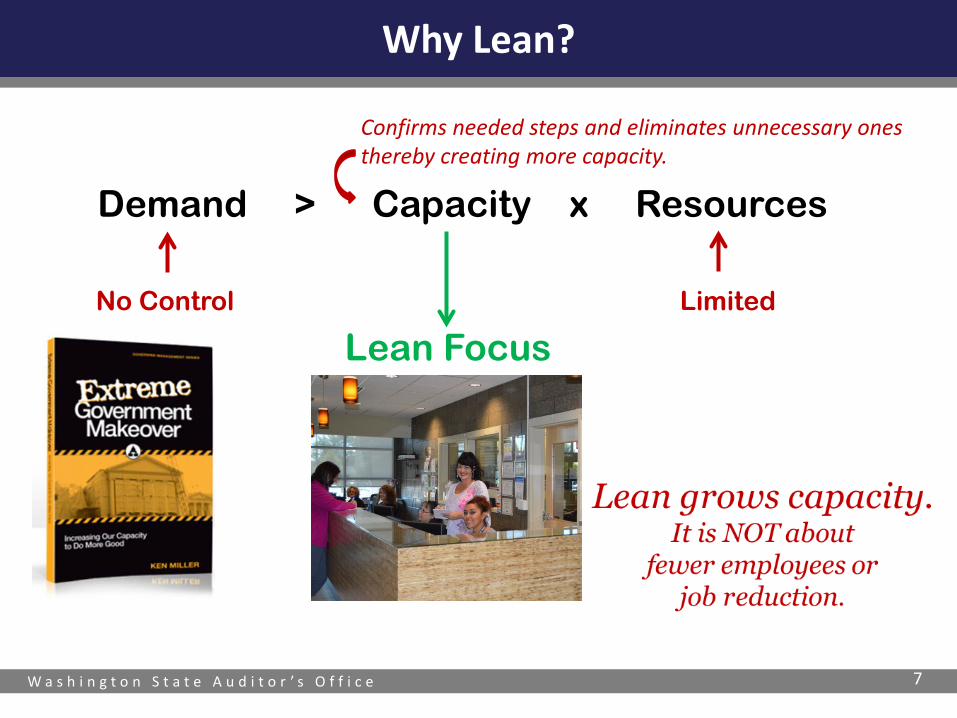
Why Lean?
Demand > Capacity x Resources
No Control Limited
Lean Focus
Confirms needed steps and eliminates unnecessary ones thereby creating more capacity.
7

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean makes Assumptions
8
Lean methodology assumptions
Employees want to do a good job everyday
There is always room for improvement
We need to know what we do and how we do it
Our focus is on processes (and systems), not on people A bad system will beat a good person every time - Dr. Deming
Continuous improvement addresses issues people care about the most and changes the
culture to a team learning environment.

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 9
Lean Culture builds continuous improvement culture by empowering workforce to
own the process and its effectiveness
Long Term Focus lives longer than the “flavor of the month”
keeps all eyes on what matters through metrics & visual systems
aligns with organizational strategic goals
Action Oriented emphasizes “doing” over “planning”
delivers fast-results to build momentum & learn from mistakes
focuses on immediate, real-time, small changes
What differentiates Lean?

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 10
3 things make Lean promising for government agencies:
1. Focuses on operations to increase our capacity to provide value to those we serve.
2. Lean has a measurable impact on time, capacity and customer satisfaction. That is, it actually works.
3. Lean involves employees. Specifically, the employees who work within the system being improved. It cuts across silos and involves everyone because most employees can only see a part of the whole system.
Lean for Government
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
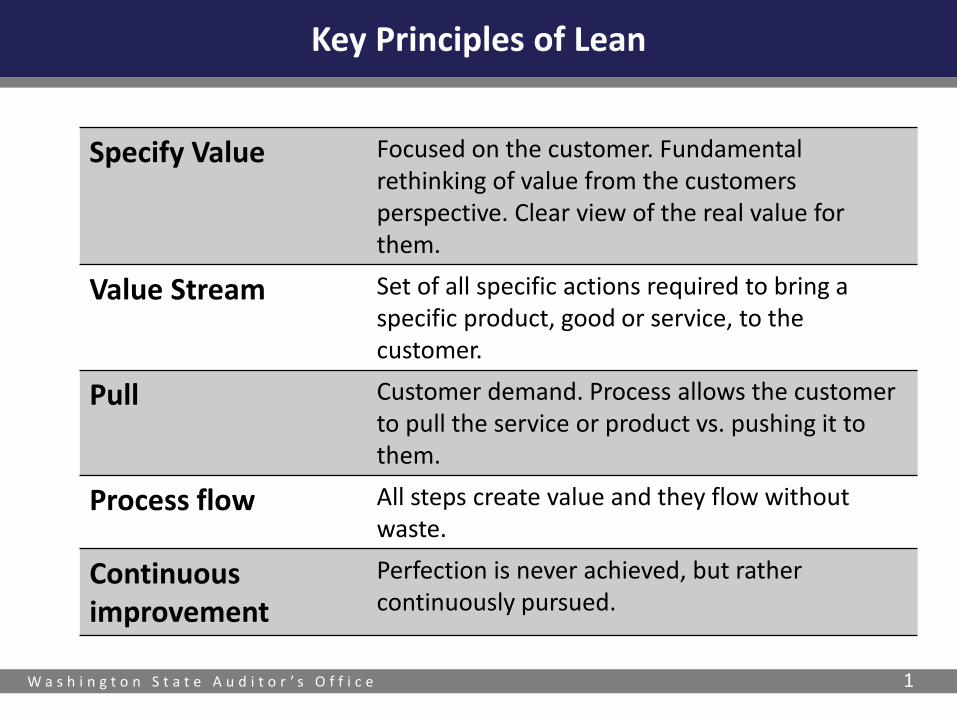
Key Principles of Lean
11
Specify Value Focused on the customer. Fundamental rethinking of value from the customers perspective. Clear view of the real value for them.
Value Stream Set of all specific actions required to bring a specific product, good or service, to the customer.
Pull Customer demand. Process allows the customer to pull the service or product vs. pushing it to them.
Process flow All steps create value and they flow without waste.
Continuous improvement
Perfection is never achieved, but rather continuously pursued.

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Employees
Process flow
Continuous Improvement
Value Stream
Specify value
Pull
Key Principles of Lean
12

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
I enjoy working in a team!
Employee Empowerment
13

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Employees
Process flow
Continuous Improvement
Value Stream
Specify Value
Pull
Specify Value
14
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Specify Value What does the customer want and when?
The right service in the right amount to the right person at the right time
Meeting the expectations and requirements of those you serve
Get customer feedback
Meet expectations
Internal and external customers
Specify Value
15

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Employees
Process flow
Continuous Improvement
Value Stream
Specify Value
Pull
Value Stream
16

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Value Stream
Value Stream
17
Value is… Defined by the Customer What they are willing to pay for (highest quality, at
the right time, at the right price)
A Value Stream is…. All the actions (both value added and non-value added)
required to deliver a product or service from initial request through to final delivery to the customer

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Essential Elements of the Value Stream
18
The entire system is seen (SIPOC – Supplier, Input, Process, Output, Customer)
Who is the customer? How have they defined value? Is there a particular rate of demand?
Flow: Shown by the data gathered in a work block/data block Process Time (time spent working)
Wait Time (time spent waiting)
Cycle Time (total time for one unit to move through the process)
Examples of waste (errors & omissions, follow-ups, loopbacks, handoffs, system reliability, percent of steps that are non-value added)

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 19
Lean focuses on VALUE as defined by the Customer
All process activities/tasks falls into one of three categories
Non Value Required Non Value Value Added

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 20
How do we identify value?
Activities
Value Add
Flow
Non Value Add
Unnecessary
Eliminate
Non-Value Add
Required
Optimize

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Value-added activities are those which advance the work or increase the value of the process from the customer’s point of view.
Value added activities might include:
Update checklists Application processing Permit issuance
21
Value-Added

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
This work does not have direct value to advancing the work towards completion, but it must be done.
Non-value added activities might include:
Entering information into data bases
Moving information between locations
Code requirements
22
Non-Value-Added but Necessary Work

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 23
Non-Value-Added and Unnecessary
Unnecessary activities, are motions, behaviors or actions that are not required.
Waiting Sorting Inspecting Verifying Checking
Although these wastes may be non-value added and deemed unnecessary, they cannot simply be eliminated without understanding why they exist and what needs to be changed to ensure there are no negative impacts when they are eliminated.
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
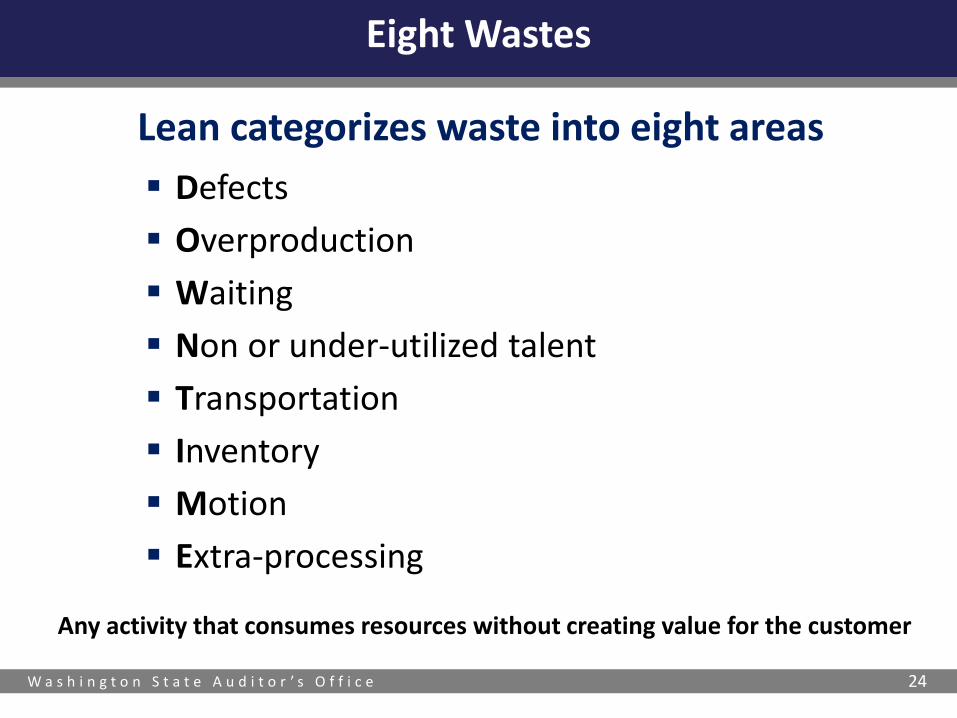
Defects Overproduction Waiting Non or under-utilized talent Transportation Inventory Motion Extra-processing
Eight Wastes
24
Lean categorizes waste into eight areas
Any activity that consumes resources without creating value for the customer
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
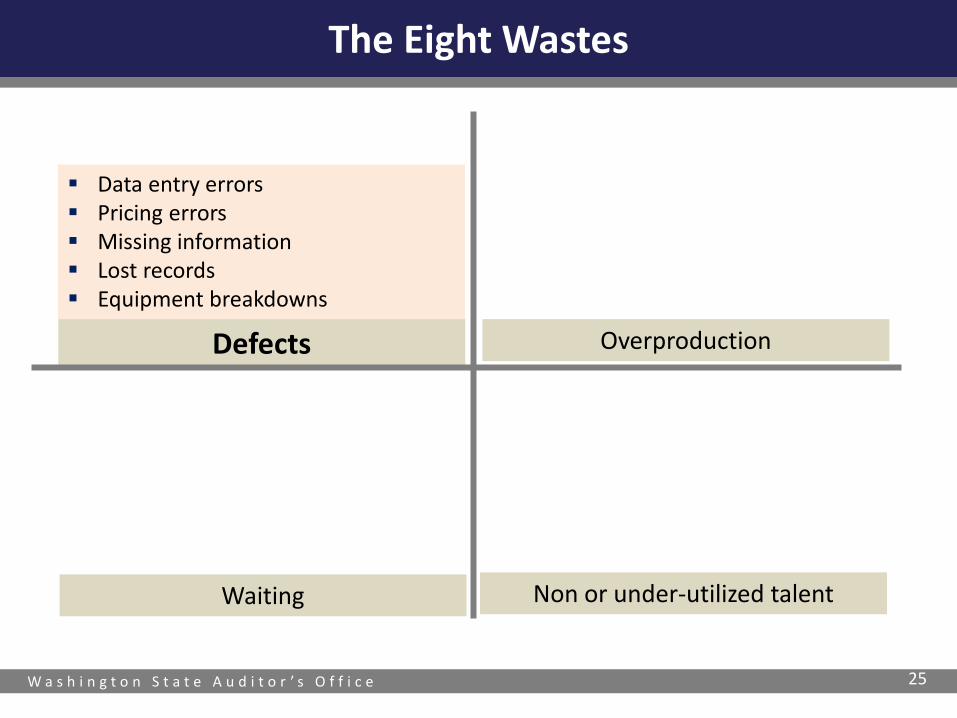
Defects Overproduction
Non or under-utilized talent Waiting
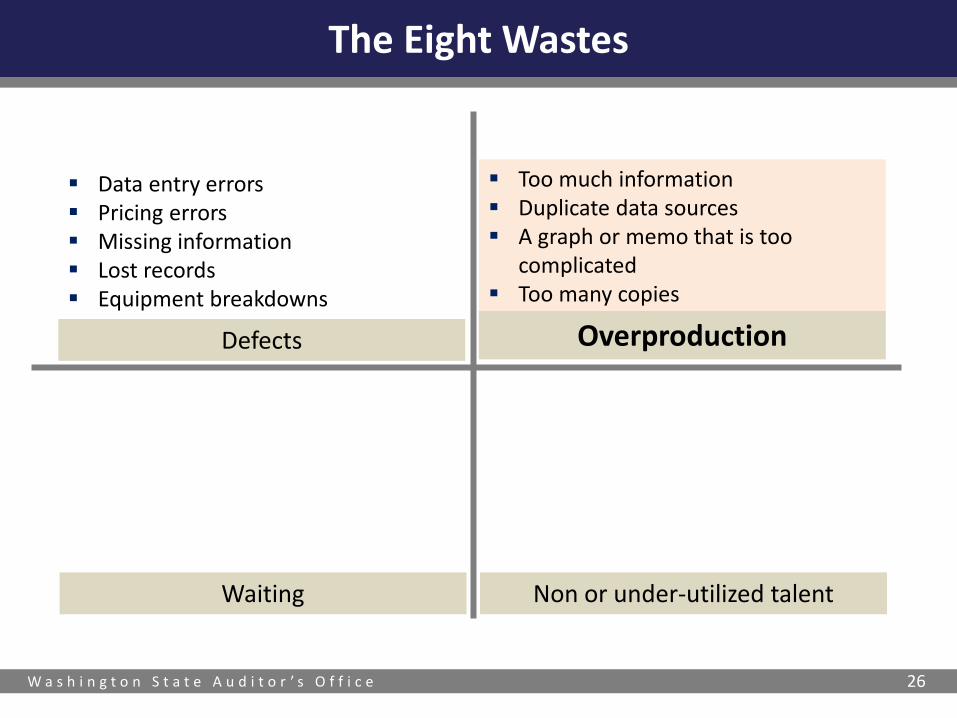
Data entry errors Pricing errors Missing information Lost records Equipment breakdowns
The Eight Wastes
25
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Defects
Too much information Duplicate data sources A graph or memo that is too
complicated Too many copies
The Eight Wastes
Overproduction
Non or under-utilized talent Waiting
26
Data entry errors Pricing errors Missing information Lost records Equipment breakdowns

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
The Eight Wastes
Overproduction
Too much information Duplicate data sources A graph or memo that is too
complicated Too many copies
Waiting Non or under-utilized talent
Computer systems Information Customer response Review or approval
27
Data entry errors Pricing errors Missing information Lost records Equipment breakdowns
Defects

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Overproduction
Too much information Duplicate data sources A graph or memo that is too
complicated Too many copies
Waiting Non or under-utilized talent
Computer systems Information Customer response Review or approval
The Eight Wastes
Unbalanced workload Not considering suggestions for
improvement Watching machines work People not using their knowledge
and skills
28
Data entry errors Pricing errors Missing information Lost records Equipment breakdowns
Defects

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Transportation
The Eight Wastes
Retrieving files Carrying documents Circulating documents for signatures Excessive email or electronic files
29
Inventory
Motion Extra-processing

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Motion Extra-processing
The Eight Wastes
30
Transportation
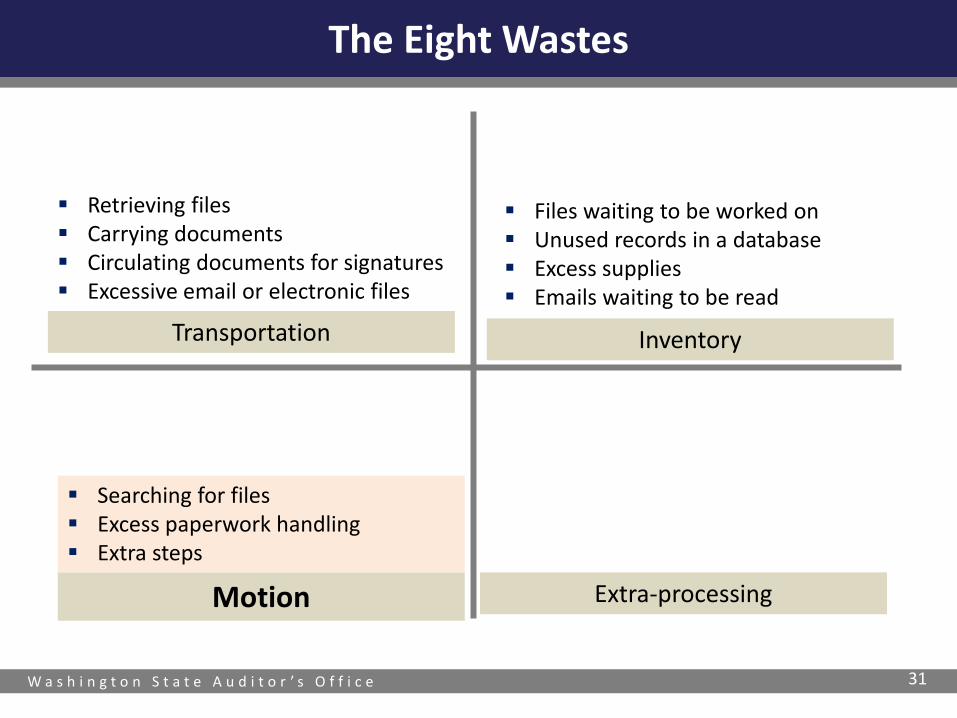
Retrieving files Carrying documents Circulating documents for signatures Excessive email or electronic files
Files waiting to be worked on Unused records in a database Excess supplies Emails waiting to be read
Inventory
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
The Eight Wastes
Extra-processing
31
Inventory Transportation
Motion
Searching for files Excess paperwork handling Extra steps
Retrieving files Carrying documents Circulating documents for signatures Excessive email or electronic files
Files waiting to be worked on Unused records in a database Excess supplies Emails waiting to be read

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Inventory
Files waiting to be worked on Unused records in a database Excess supplies Emails waiting to be read
Motion Extra-processing
Searching for files Excess paperwork handling Extra steps
Spreadsheets with the same information
Repeated manual entry of data Redundant reviews or approvals Email reminders
The Eight Wastes
32
Retrieving files Carrying documents Circulating documents for signatures Excessive email or electronic files
Transportation

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 33
Waste is all around us
Unnecessary approvals Bottlenecks Defects Incomplete work Shadow systems Searching Waiting Workarounds Interruptions Unsafe conditions Moving/transportation Converting formats Data discrepancies Manually checking
electronic data Missing data
Re-entering data Unnecessary data Ineffective meetings Lack of training Lack of useful feedback Poor project management Mishandled conflict Turnover Unclear roles Batching Frustration/stress Underutilized talent Rework No quality standards Poor communication Over processing Handoffs Scrap

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 34
Things to Remember About Waste
Some waste can just be eliminated or reduced BUT…
Waste is often a symptom of poor Flow and/or Pull
Root cause is at the System and Process level
“The greatest waste is the waste we do not see”
-Shigeo Shingo

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Employees
Process flow
Continuous Improvement
Value Stream
Specify Value
Pull
Process Flow
35

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Output – What you make
Guidance Checklists Permits
Rework Scrap Waste
Process – What you do Methods
Tools Rules/Regulations
Staffing Environment
Materials
Process flow
Process Flow
36

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Employees
Process flow
Continuous Improvement
Value Stream
Specify Value
Pull
Pull
37

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Pull by the customer
Pull
38

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 39
The Chocolate Factory
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Workers “pull” work when they are ready, it’s not “pushed” on them.
Workers can stop the production line to fix errors and eliminate waste.
No walls and doors between the kitchen, packing, and shipping.
Shipping would be working with packing to reduce the number of half eaten & unwrapped candies.
Supervisor in the workplace. Supervisor’s focus would be on teaching workers and helping
them figure out how to improve the flow and eliminate waste.
Visual management.
40
What would be different in a Lean Chocolate Factory?

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Employees
Process flow
Continuous Improvement
Value Stream
Specify Value
Pull
Continuous Improvement
41

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Methodology for Lean
PDCA is best practice methodology for process improvement and problem solving
Despite having multiple steps and tools, PDCA does not need to be a lengthy process. It scales with the size of the problem and moves more quickly the more it is practiced.
PDCA is data-driven. Data helps illuminate root causes of waste, avoiding efforts that address symptoms and become wasteful in and of themselves.
You may not reach your target condition with your first effort, but PDCA is iterative and leads the practitioner down the path of continuous improvement.
PDCA (Plan-Do-Check-Act) Critical thinking elements
42

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 43
Plan
Steps Tools
Define problem statement and target condition
Charter Document
Preliminary approach for the improvement project
Gemba observation
Measure Current state Value Stream Map
Analyze Data collection tools
Identify Root Cause Data analysis tools 5 Why’s Fishbone
Identify future state improvements
Countermeasures
PLAN changes that will deliver improvement

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 44
Do
Steps Tools
Implement the future state improvement – a trial/test may be appropriate given the nature of the situation
Future State Value Stream Map
Monitor results and collect data
Data collection tools
DO changes that will deliver improvement

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 45
Check
Steps Tools
Review and evaluate the result of the change
Gemba observation
Measure progress against target condition
Data analysis tools
Check for unseen consequences
Problem solving tools
CHECK to see if changes are delivering towards the target condition

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 46
Act
Steps Tools
Roles and responsibilities defined
Organization likely has standardized tools used for these purposes (steps at left)
Training
Communication planning
Documentation
Lessons learned
ACT to standardize and prepare for the next PDCA iteration
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 47
Lean Tools

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Tool: Poka-Yoke (Error proofing)
48

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
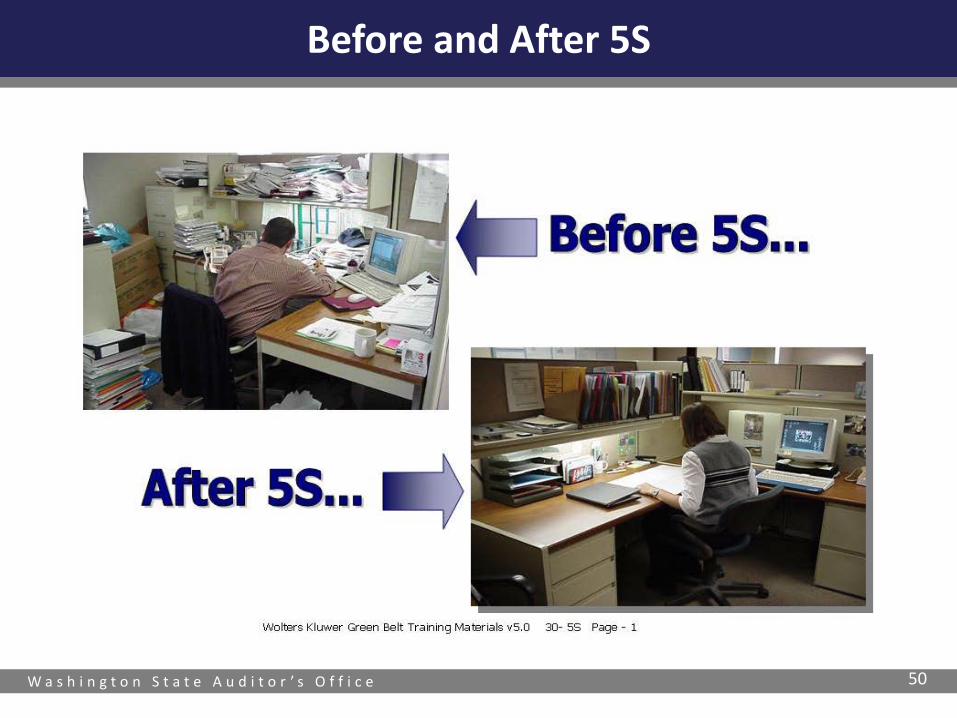
Lean Tool: 5S
49
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Before and After 5S
50

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Tool: Visual Controls
Shared understanding of status Accountability Problem solving Employee satisfaction
51

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Visual Controls
52
Example: Inventory Management
Green = inventory levels are
acceptable Yellow = inventory is getting
low (Re-order next cycle) Red = inventory is below
minimum set levels (Re-order now!)

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Tool: Kanban
53
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Limit Work in Progress to only 2-3 items.
When you finish a project, pull another sticky note into your WIP.
You choose what to pull into WIP.
For urgent new projects, negotiate with your supervisor about what goes into WIP and what gets moved back to “Ready.”
Team members can and should collaborate.
Stand up meeting questions
What did you work on yesterday?
What are you planning to work on today?
Are there any roadblocks you need help removing?
54
Lean Tool: Daily Stand-up Meeting or Huddle

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Tool: Fishbone Diagram
55

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Tool: 5 Whys
56
Problem: Oil leaks from the hydraulic press 1. Why? Clogged filter
2. Why? Oil was dirty
3. Why? Metal filings got into oil
4. Why? Oil fill cap missing
5. Why? Misplaced & lost
Find the Root Cause
Solution! Oil filler cap attached to filler neck by a chain

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
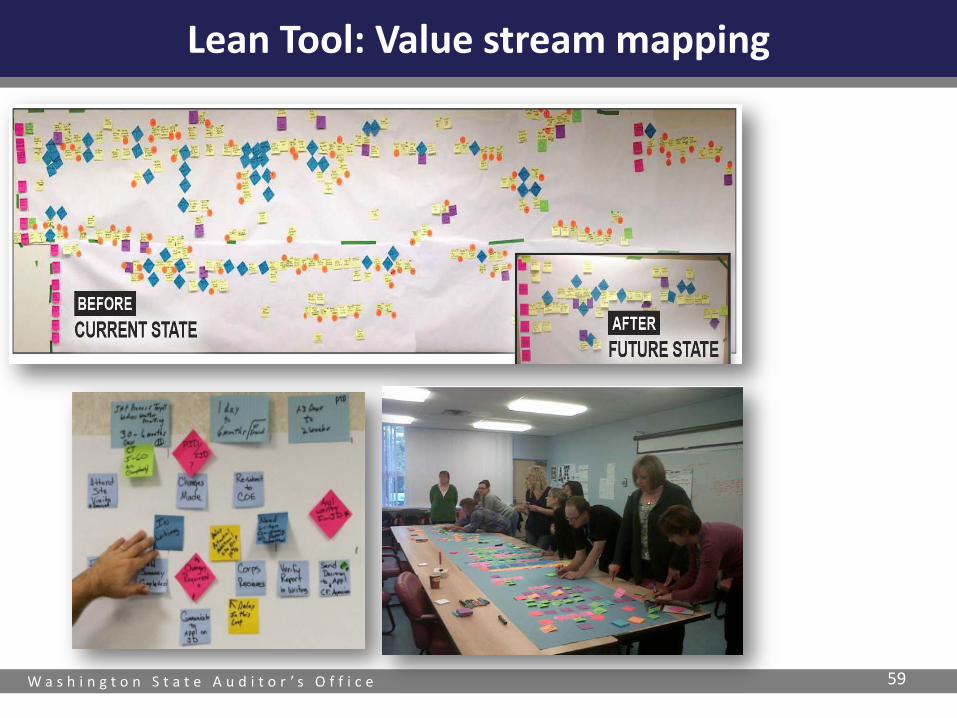
Lean Tool: Value Stream Mapping
Lean looks at Processes and the System
57

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Tool: Value Stream Mapping
58
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Tool: Value stream mapping
59

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Tool: Kaizen
In Japanese, Kaizen means “Change for the good of all” 1
2
3
60

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Tool: Kaizen
In Japanese, Kaizen means “Change for the good of all”
4
5
61
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
“Change for the good of all”
62
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 63
They set the vision and objectives
They create a culture of learning
They provide support when mistakes happen
They support decisions made at the lowest possible level
Leadership is not only done by management!
Leadership: What is your role?

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 64
Seeing the role of culture in Lean
Establishing the philosophy of lean is closely linked to culture. You can not sustainably implement lean systems if you are unwilling to do what is necessary to change the culture.

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 65
Lean Leadership
It’s about a culture change

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 66
Key to leadership is culture
leaders establish culture staff watches & reacts
Culture
what people do what gets rewarded how people treat each
other unconscious perceptions lessons learned and
passed onto others
Linking Leadership and Culture
Reference: Carlos Venegas
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 67
No one right way to build a lean culture.
Mistakes are part of the journey. Inspire learning through coaching.
It takes leadership (tops down) and subject matter experts (bottoms up) working together.
Can’t policy and procedure your way to passion of purpose.
Doing the Work to Build a Lean Culture
I have no special talents. I am only passionately curious.
Albert Einstein
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 68
So we’re talking about change management
What is change management? The tools, process and techniques to manage the
people side of change in order to achieve your required business results.
Projects with effective change management programs are nearly six times more likely to meet or exceed
their objectives than those with poor or unstructured change management programs.

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Where do we start?
69
Model the way
Leaders must demonstrate the desire to continually improve their way of thinking • Desire to coach and willingness to be coached throughout the
thinking process
Primary objective is to improve the thinking capability of others • Leaders need to know how their employees understand a
situation and how they develop a solution
Having the right heart
Problems are good • To improve we are always checking for problems because
we want to find them Solutions come from others • Leaders do not need to know the solution – detrimental to
the development of the learner Process is not personal • Often, the problem is the process – not the people
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
“Every time you solve a problem for an employee, you teach them dependency and fall on your sword as a leader.”
Set the course for the organization, and never waiver. Spend more time in the Gemba (Where the work gets done). Hold daily stand up & weekly reflection meetings. Allow for experimentation. Move from problem hiding to
problem solving. Ask questions, don’t try to answer them.
What happened? Why did it happen? What do you think we need to do to fix the problem? What can I do to eliminate barriers to implementing the fix?
Mentor your employees. 70
New Skills for Leaders and Managers

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Turn the ship around – Lessons in leadership
71
“Every time you solve a problem for an employee, you teach them dependency and fall on your sword as a leader.”

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 72
State Auditor’s Office Strategic Goals: Government that works better,
costs less, and earns greater public trust.
High audit quality and operational efficiency.
Highly skilled, engaged and dedicated employees.
How does Lean connect to the State Auditor’s Office?
Government that works for citizens.
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
The Local Government Performance Center within the State Auditor’s Office offers tools and training to help local leaders who want their governments to work better, cost less, and earn greater public trust.
An online resource center with tools and examples
Training on how to improve government services
Customized on-site training sessions (on request and within available resources)
Our goal: better results for citizens and customers at lower cost to government and taxpayers
73
Improved government performance: A shared goal

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Academy
74

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Lean Results
Before
After
Whatcom County has the goal to cut the housing permit process from 73 days to 15 days.
Island County has the goal to cut the Shoreline Exemption permit processing time from 90 days to 45 days.
Clark County is trying to cut the Single Family Resident permit process from 23 days to 11 days.
Douglas County thinks it can cut the processing time on Commercial Building Permits from 36 days down to 20 days.
75
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Grant County
Project: Single Family Residence Building Permit
Sponsor: Director of Community Development
Training and 5 day kaizen in July 2014
All proposals implemented. Project established new office hours, standard operating procedures, modified metrics and successful request for additional planner.
After kaizen, County Commissioner did Gemba walk and increased budget to add staff member and developed new relationship with developers.
Lean Results

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Thurston County Project: Single Family Permit Review Sponsor: Director of Resource Stewardship
Training and 5 day kaizen January 2015
All proposals approved including reduced routing obtained through more electronic tools, standard procedures, and stricter customer requirements.
Kaizen identified improvements and provided Sponsor visibility to Lean skills in staff members.
Lean Results

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Check out the Local Government Performance Center online Lean resources: http://portal.sao.wa.gov/PerformanceCenter/
Check out the Governor’s Lean web page: http://www.accountability.wa.gov/leadership/lean/default.asp
Ask the Local Government Performance Center to host a Rapid Office Kaizen (ROK) training in your city/county.
Come up with a major process you want to improve, and ask the Local Government Performance Center staff if you can be part of the next Lean Academy.
78
Possible next steps

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Right now:
Ask the person sitting next to you what they are going to do tomorrow.
Ask them why they chose to do that.
Ask them what barriers they think will get in the way.
Starting tomorrow:
Teach someone a concept from today’s class.
Implement/use a Lean tool or technique at work or at home.
79
Homework – Practicing Lean Skills
W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e
Questions? Thoughts?
Suggestions?
80

W a s h i n g t o n S t a t e A u d i t o r ’ s O f f i c e 81
Contacts
Sheri Sawyer Assistant Director, Local Government Performance
Center (360) 725-5552
Jennine Griffo Lean Coordinator (360) 725-5571
Website: http://www.sao.wa.gov/local/Pages/LGPC.aspx