karlee application summarypatapsco.nist.gov/.../karlee_application_summary.pdfkarlee 2000...
TRANSCRIPT

2000ApplicationSummary
KARLEEKARLEE

KARLEE 2000 Application Summary
1
Organizational Overview
KARLEE is a contract manufacturer of precision sheetmetal and machined components for thetelecommunications, semi-conductor and medicalequipment industries. Since incorporation in 1977 as aproducer of machined parts, our commitment toexceeding customer expectations and building qualityinto the product has set us apart. During the early1980s, we expanded the business to include sheetmetal fabrication. Electrical-mechanical assembly andfinishing processes (plating, painting and silkscreen)were added to respond to our customers’ needs.
KARLEE is certified as a woman-owned company.Jo Ann Brumit, CEO and Chairman, actively providesvision and business knowledge to propel KARLEEinto global markets, allowing us to become a worldclass, full service manufacturing services company.
Today KARLEE is a world-class manufacturerproviding a full range of manufacturing services to ourcustomers. Figure 0.1 shows the growth that KARLEEhas achieved over the last 21 years.
Figure 0.1 KARLEE Growth 1979 to 2000
1979 2000
Sales $1 Million $79.4 Million
Facilities 3,000 Sq. Ft. 210,000 Sq. Ft.
Team Members 13 550
Products and Services
KARLEE provides a vertically integrated range ofservices that support our customers from initialcomponent design to a finished, assembled product.Our services include:
• Advanced design engineering support• Prototype production• Manufacture and assembly of precision machined
and sheet metal fabricated products• Product finishing (painting, silk screening,
plating)• Value added assembly integration (cabling, power
supply and back plane installation, and electricaltesting).
KARLEE is located in Garland, Texas. Thecomponents that KARLEE produces are deliveredalmost exclusively to customers located within Texas.However, these components can be found worldwideas KARLEE’s customers are global leaders in theirrespective markets.
Organizational Culture
The original values of KARLEE have guided thecompany successfully over many years. These corevalues are based on Christian ethics that encouragehonesty, trust, and fellowship among team members.Our core values are:
Team member growth and developmentEncouragement and recognition
A clean and safe environmentMutual trust, honesty and respectSocial responsibilities.
In living our core values, we strive to maintain abalance between the needs of our customers, oursuppliers, our team members, the stockholders, andthe community. KARLEE promotes a familyatmosphere within the company which extendsoutward to the community in our support of localcharities and educational institutions. Our mission is"to exceed stakeholders’ expectations.", emphasizingthe importance of all of our stakeholders. Figure 0.2shows the expectations of each of our stakeholders.
KARLEE’s team structure is designed to support ourcore values and promote leadership and customerfocus throughout the company. The entire work forceis organized into operational, administrative, andsupport teams. The Senior Executive Leader teamprovides strategic focus, communicates expectations,and oversees company performance to ensure we aremeeting our goals. The KARLEE Steering Committeefocuses on operational performance and manages theday-to-day business.
Our vision is "To be a continuing improving leader inperformance excellence.". High performance andcustomer focus are fostered by encouraging opencommunications between teams, team participation insetting goals, and empowering teams to manage andimprove their processes. Our team culture isemphasized by using the terms “team members”instead of employees, “leaders” instead of supervisors.

KARLEE 2000 Application Summary
2
0.2 KARLEE Stakeholder Expectations
Customers’ Expectations
Committed Partnership
Proactive Cost Management
Responsiveness / Flexibility
Business Solutions
Long-Term Vision & Growth
Performance Excellence
Quality
Delivery
Service
Team Member Expectations
Job Ownership
Job Security
Benefits / Compensation
Growth & Development
Safe and Clean Environment
Recognition
Supplier Expectations
Partnership
Loyalty
Responsive Customer
Owners’ Expectations
Return on Investment
Profit
Growth
Community Expectations
Responsible Citizen
Develop Future Workforce
Involvement
Markets and Customers
A fundamental part of our strategy is to develop andmaintain long-term partnerships with a few primarycustomers who are global leaders in their ownmarkets. This strategy allows us to deliver the level ofdedicated service that our customers demand and atthe same time manage the growth of a small companyin a controlled fashion. Over several years, we haveidentified the industries and the customers that wouldbe our best strategic partners.
Today, KARLEE is a supplier of choice and strategicpartner to four Fortune 500 companies, supportingthree high-tech industries. Our principal markets are:• Medical Market
Frames and components for medicalinstrumentation such as blood analyzers.
• Semiconductor IndustryKey components of equipment to producesemiconductor wafers.
• TelecommunicationsCard cages, internal components for switchingdevices, and complete telecommunicationsenclosures.
Team Members
KARLEE has 550 team members who work threeshifts:
Workforce Distribution• 425 team members in manufacturing• 118 team members in administrative/support• 7 senior executive leaders• 90% are non-exempt (hourly)• 10% are exempt (salary)
The diversity of our team members reflects the ethnicmix of the Garland area. Our team members also havevarying levels of education and English languageskills. The challenges of such diversity are met byproviding a systematic training and communicationsystem that promotes continuous learning and skilldevelopment. Tuition reimbursement programs, in-house training, external classes, procedures in bothEnglish and Spanish, and translators are provided toensure development and participation of all teammembers.The demographics of KARLEE team members are:
Language and Education Demographics• 79.4% speak English as a first language• 20.6% speak Spanish with minimal English• 61% have up to a high school education• 16% have some college education• 4% have a college degree
Ethnic Demographics• 7.2% Asian• 11.8% Black• 46.7% Hispanic• 34.3 % White

KARLEE 2000 Application Summary
3
Facilities, Equipment and Technology
KARLEE is housed in two facilities. The primary125,000 square feet facility is designed to support ourcore manufacturing processes of machining and sheetmetal fabrication. This facility is dedicated toproducing products for a single customer or a set oflike parts for different customers. Administrative andsupport processes are also located in this building. Aseparate 85,000 square feet facility supports themechanical assembly, integration, and finishingprocesses (painting and silk-screening). This facilityalso supports shipping/receiving, the KanBan pullsystem and materials replenishment.
Our equipment and technologies include:
Manufacturing• Robotic CNC Punch Presses and Brakes• CNC Press Brakes• Pulsar Laser Cutting Equipment• Robotic Welding Equipment• High Speed CNC Machining Centers• CNC Lathes• Precision Cutting Saws and Grinders• Powder Coat Paint Line• Silk-Screening and Imaging• Iron/Phosphate Wash System
Support Technologies• CAD Systems• DNC Network System• CAD/CAM Programming Systems• Graphics Workstations• EDI Transfer System• eManufacturing (Integrated Business Process
Software)
The machining and sheet metal fabrication industriesare capital-intensive and require large investments inorder to meet capacity requirements or add newprocesses. KARLEE is noted for innovating with thelatest, state-of-the-art equipment. Our equipmentassets are currently valued at over $26.2 million.
Regulatory Environment
KARLEE is proactive in monitoring and regulatingthe amount and types of VOC’s (Volatile OrganicCompounds) and coolants that are used in ourmanufacturing processes. All scrap metals andcoolants are recycled, and control and disposal of allhazardous wastes exceed EPA guidelines. In our
efforts to go beyond this level of compliance, we aretransitioning from wet to powder paint processes toeliminate VOC's from paint processes. We use aniron/phosphate wash system to reduce zinc/cyanideusage.
Customer & Market Requirements
The foremost requirement of each of our customers isthat we maintain preferred supplier status. In the early90's this meant meeting requirements for delivery,quality and cost. These requirements include:
• PPM goals for quality• On-time delivery goals• JIT manufacturing• KanBan support• Engineering support• Quick turnaround on prototypes• Quick response time for Requests for Quotes
These factors remain important to customersatisfaction and we continue to maintain highperformance in all of our manufacturing operations.Our lean manufacturing Hoshin for FY2000 is anexample of our commitment to continuousimprovement in these areas.
However, our shift towards more collaborative,committed partnerships has required that we be muchmore proactive in anticipating and responding to ourcustomers' current and changing needs. Our listeningand learning approaches and our continual contactwith customers at all levels of our company enable usto gather timely information about our customers'plans and requirements.
We address changes in customer requirements bybeing responsive and flexible to schedule changes,adjusting to customer growth requirements, andintegrating new production processes to meet newrequirements. We have responded to new customerand market requirements by adding many processesand technologies in the last few years.

KARLEE 2000 Application Summary
4
Supplier & Partnering Relationships
KARLEE selects and develops suppliers that share ourcommitment to customer satisfaction to ensure that wehave the materials and services needed to support ourcustomers. KARLEE has 137 approved suppliers whoprovide materials for production and delivery ofproducts. The top 10 key suppliers (metal andhardware) represent 63% of our purchases based ondollar volume. Thirty-three suppliers for about 150purchased products are specified by our customers assingle-source or are pre-qualified.
Competitive Situation
KARLEE has eleven local competitors, seven thatprovide either sheet metal or machining services andfour component assembly shops. Thesemachining/sheet metal competitors are smallcompanies (200 employees or less) that typicallyperform a single process. KARLEE has gainedcompetitive leadership over these local companies(and in the industry) through three key strategies:
Vertically Integrated ServicesFew of the local competitors provide a total systemsapproach including prototype design support, sheetmetal and machining, finishing, value addedassembly, testing, and dedicated customer support.KARLEE has gained competitive leadership byproviding vertically integrated services and supportfrom design conception through production.
Strategic Partnerships in Diverse IndustriesMost of our competitors are one or two-customershops. They face the uncertainty of relying on thesuccess and growth of these customers. KARLEE hasdiversified its customer base to include four primarycustomers across three industries. We have developedstrategic partnerships with each of these customers tosuch an extent that we are now part of their design andproduction processes.
Team CultureFew of our competitors have developed a teamculture. Most contract manufacturers in this industrydo not emphasize teamwork, provide extensivetraining and recognition programs, empoweremployees, or establish depth in leadership. KARLEErecognizes that our team members' growth and senseof ownership for our performance is the foundation ofour continued success.
Business Directions
The sales growth rate from 1994 through 2000 hasaveraged over 35% per year. To manage this rapidgrowth, KARLEE has become a learning organization.We evaluate processes, equipment, and team memberresource requirements during strategic planning. Weattend trade shows and conferences to evaluate andupgrade equipment and processes. Examples of recentimprovements include the addition of robotic brakesand welding equipment, upgrades in CAD/CAMsoftware to support customer design requirements, andthe replacement of our business computer system.
Continuous learning and improvement extend to allareas of the company. During the last three years wehave introduced a new method for deployingstrategies called “Hoshin”. Hoshin is a Japanese termmeaning the few critical things a company must do toachieve their vision and mission. The Hoshin processwas implemented through partnership with one of ourprimary customers and is a method to focus and alignresources.
Our FY2000 Hoshin is to optimize our use of leanmanufacturing techniques. Lean manufacturing is acollection of techniques and approaches to improveefficiency and productivity, and reduce delivery timesand costs. KARLEE already has most of the elementsof lean manufacturing in place. The FY2000 Hoshin isto help us move to the next level of performance byreviewing and optimizing our processes.
There is a trend in the industries we serve (and in mosthigh tech industries) toward mergers and acquisitions.We recognize, that with a small customer base, thistrend represents a high level of risk for KARLEE. Weaddress this risk through contingency plans forquickly acquiring new customers or expandingbusiness with existing customers. Throughout theyear, we research industry trends, assess customerplans and performance, and identify potential newpartners. During strategic planning, the SELs re-evaluate the relationship with each of our strategicpartners and update our contingency plans.

KARLEE 2000 Application Summary
5
1 Leadership
Organizational Leadership
KARLEE’s leadership system is a closed-loopapproach that starts with strategic planning anddeployment, and continues throughout the year toensure that we achieve our goals (Figure 1.1). TheSELs initiate the process each year with strategicplanning. The SELs review and refine our mission,vision and values. They set the strategic direction ofthe company through key business drivers, objectivesand goals. KSC members (SELs and MTLs) leaddeployment of objectives and goals to all levels of thecompany. Each team has performance targets andimprovement projects aligned with KARLEE's goalsto ensure a common focus across the company.
The SEL and KSC teams review performance,evaluate the results of improvement initiatives, andrecognize achievements as part of their weeklymeetings. During the year, they refine targets andplans as needed to achieve strategic plans. Year-endresults are a key input to the next year’s strategicplanning sessions.
Figure 1. 1 Leadership System
One of our core strengths is the ability to maintain abalance in meeting the needs of all our keystakeholders (customers, team members, owners,suppliers, and the community). The SELs accomplishthis by frequently listening to stakeholders’ needs,identifying future opportunities that will benefitmultiple stakeholders, and developing strategic plansand goals to make those opportunities reality. Thisbalance is maintained throughout the company byaligning all strategies, objectives, and goals with thefive key business drivers.
The senior executives communicate and reinforcevalues and expectations through performance reviews,participation in improvement or strategic projects,regular interactions with customers and teammembers, and recognition of team memberachievements.
As members of the KSC, the Management TeamLeaders (MTLs) continue the process ofcommunicating, and reinforcing values andexpectations down to the team member level. Asfunctional and departmental managers, the KSC worksas a team to manage daily operations, monitorprogress of improvement initiatives, and providesupport to ensure that performance targets are met.
Leadership Structure
Product Cell TeamsProcess Cell Teams
Senior Executive Leaders (SELs)
CEO & ChairmanChief Operations Officer
PresidentVice President
Director of ManufacturingDirector of Engineering
Director of Performance Excellence
KARLEE Steering Committee (KSC)
Senior Executive LeadersManagement Team Leaders (MTLs)Key Support Area Representatives
ValuesMission
Strategic Alignment
Objectives, Goals and Projects forEach Key Business Driver
Vision
Five-Year Business Plan
Key Business Drivers
• Customer Satisfaction• Team Member Safety, Satisfaction
and Development• Financial Performance• Operational Performance• Community Service
Leadership Processes
Deployment
Strategic Planning
Project Mgmt
Recognition
Evaluation
Accountability

KARLEE 2000 Application Summary
6
KARLEE’s Mission, Vision and Values provide thefoundation of our environment of empowerment,innovation and learning. We encourage team membersat all levels to learn and contribute. The entire workforce is organized into operational, administrative, andsupport teams to encourage decision making at theindividual and team levels. Each team is led by aManagement Team Leader (MTL) or an OperationalTeam Leader (OTL). OTLs are charged with dailycoaching and mentoring of team members whilebalancing customer needs such as quality anddelivery, with corporate needs such as lowering scrapand rework. Team members are empowered to takeinitiative and contribute in many ways, includingsetting performance targets and monitoring andimproving their processes.
We encourage open communications and sharedlearning between all teams through cross-functionalteams and regular interactions with SEL and KSCmembers. We adopted the cross-functional teamconcept in 1990. Over the years, we have realignedour committees and teams to improve performancebased on feedback from team members. Today, wehave four permanent committees and multiple taskteams to perform special projects as shown in Figure1.2
Figure 1.2 KARLEE's Team Structure
Identifying and cultivating new business opportunitiesare primarily the responsibility of the SELs and theCustomer Service team members. KARLEE has astrategically small customer base, allowing the seniorleaders to maintain direct involvement with eachcustomer on a regular basis. The senior leaders seekfuture opportunities for the organization through avariety of methods:• Industry publications, conferences and seminars.• Customers’ quarterly and annual planning
sessions.• Meeting with key customers at least twice a
month.• Bi-monthly and annual customer surveys.• Weekly “Customer Status Summary” reports.
The SELs/KSC gather information to identify futureopportunities for team members through dailyinteraction, formal surveys, and reviews:• Annual team member surveys.• Team members identify their top three concerns
on the satisfaction survey.• Training and development needs identified during
annual team member reviews.• Quarterly KSC meetings that are open to team
members to ask questions and voice concerns.• Quarterly roundtable, with the CEO, COO and
President, where members from across thecompany discuss team member issues.
• Team member suggestion program for teammembers to make suggestions and ask questions.
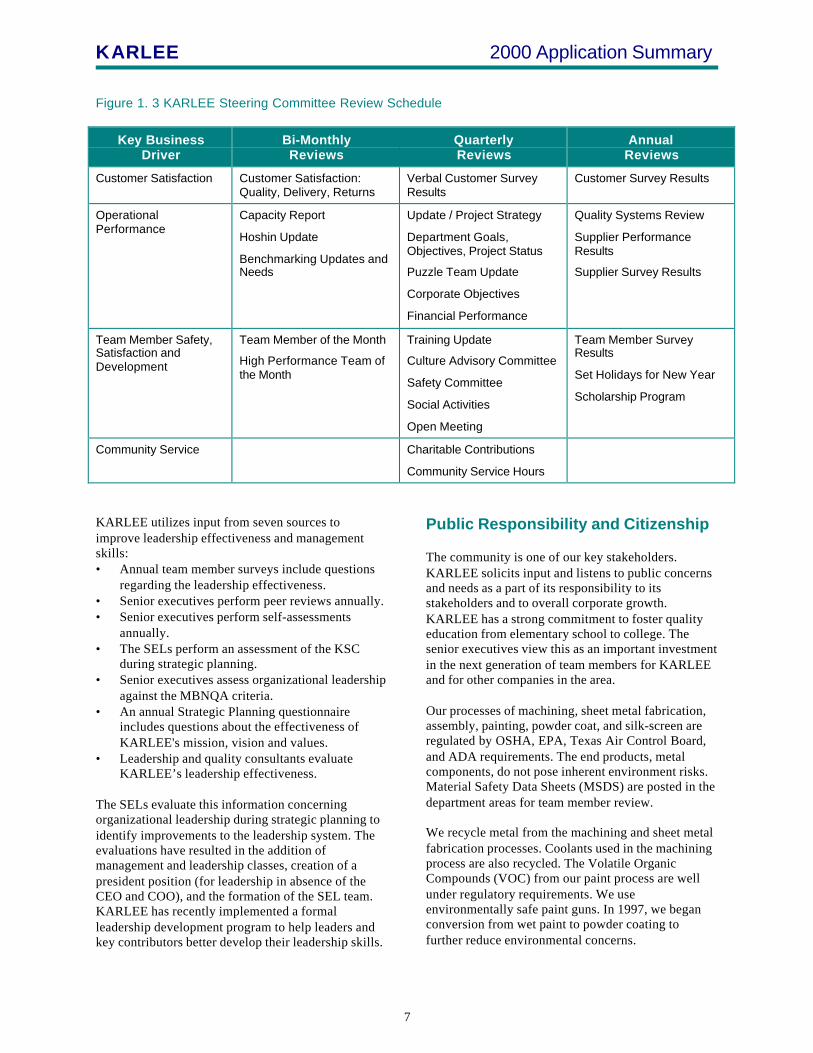
The Senior Executive Leaders establish the reviewschedule for company and work unit performanceresults during the strategic planning process. TheSELs meet once a week to review overall companyperformance and ensure alignment with directions andplans. The KSC meets weekly to review performancemeasures, progress of improvement projects, andoperational issues. The KSC reviews measures andprojects on a rotating schedule as shown in Figure 1.3.Review findings are translated into priorities based onour key strategies. Two of our key strategies,exceeding customer requirements and rapid responseto changing customer needs, always receive toppriority. Our second priority is our Hoshin projects,which concentrate on the key performance areas wemust improve to sustain our competitive position.Other improvements or opportunities are prioritizedbased on benefits of the project and resourceavailability. Projects may be assigned at this time ordeferred to the next strategic planning cycle.
Mission:Continually increase the value of
KARLEE for all stakeholders.
Senior Executive Leaders (SELs)
Mission:Develop, deploy and continually improve
operational objectives, policies and programs toensure achievement of company vision, missionand values, and corporate goals and objectives.
KARLEE Steering Committee (KSC)
• Engineer Core Team• Lean Team• Social Teams• Pronto Assy Team
Task Teams
• Safety Committee• MTL Puzzle Team• Culture Committee• KARLEE Cares
Standing Committees
KARLEE 2000 Application Summary
7
Figure 1. 3 KARLEE Steering Committee Review Schedule
Key BusinessDriver
Bi-MonthlyReviews
QuarterlyReviews
AnnualReviews
Customer Satisfaction Customer Satisfaction:Quality, Delivery, Returns
Verbal Customer SurveyResults
Customer Survey Results
OperationalPerformance
Capacity Report
Hoshin Update
Benchmarking Updates andNeeds
Update / Project Strategy
Department Goals,Objectives, Project Status
Puzzle Team Update
Corporate Objectives
Financial Performance
Quality Systems Review
Supplier PerformanceResults
Supplier Survey Results
Team Member Safety,Satisfaction andDevelopment
Team Member of the Month
High Performance Team ofthe Month
Training Update
Culture Advisory Committee
Safety Committee
Social Activities
Open Meeting
Team Member SurveyResults
Set Holidays for New Year
Scholarship Program
Community Service Charitable Contributions
Community Service Hours
KARLEE utilizes input from seven sources toimprove leadership effectiveness and managementskills:• Annual team member surveys include questions
regarding the leadership effectiveness.• Senior executives perform peer reviews annually.• Senior executives perform self-assessments
annually.• The SELs perform an assessment of the KSC
during strategic planning.• Senior executives assess organizational leadership
against the MBNQA criteria.• An annual Strategic Planning questionnaire
includes questions about the effectiveness ofKARLEE's mission, vision and values.
• Leadership and quality consultants evaluateKARLEE’s leadership effectiveness.
The SELs evaluate this information concerningorganizational leadership during strategic planning toidentify improvements to the leadership system. Theevaluations have resulted in the addition ofmanagement and leadership classes, creation of apresident position (for leadership in absence of theCEO and COO), and the formation of the SEL team.KARLEE has recently implemented a formalleadership development program to help leaders andkey contributors better develop their leadership skills.
Public Responsibility and Citizenship
The community is one of our key stakeholders.KARLEE solicits input and listens to public concernsand needs as a part of its responsibility to itsstakeholders and to overall corporate growth.KARLEE has a strong commitment to foster qualityeducation from elementary school to college. Thesenior executives view this as an important investmentin the next generation of team members for KARLEEand for other companies in the area.
Our processes of machining, sheet metal fabrication,assembly, painting, powder coat, and silk-screen areregulated by OSHA, EPA, Texas Air Control Board,and ADA requirements. The end products, metalcomponents, do not pose inherent environment risks.Material Safety Data Sheets (MSDS) are posted in thedepartment areas for team member review.
We recycle metal from the machining and sheet metalfabrication processes. Coolants used in the machiningprocess are also recycled. The Volatile OrganicCompounds (VOC) from our paint process are wellunder regulatory requirements. We useenvironmentally safe paint guns. In 1997, we beganconversion from wet paint to powder coating tofurther reduce environmental concerns.
KARLEE 2000 Application Summary
8
The KSC receives information on legal and regulatoryissues from the Safety Committee, Team Resources,and Senior leaders through their contacts with thecommunity and industry leaders. The three groupsgather data regarding regulatory and legalrequirements associated with our industry and reportissues to the KSC. The KSC assesses needs andassigns actions to the appropriate group to ensureadherence to all requirements.
During strategic planning, the SEL and KSC teamsaddress KARLEE’s public responsibilities andallocate resources to achieve total compliance.Occasionally this has meant increasing the SafetyCommittee and Team Resources budgets to maintaincompliance with regulatory agencies. The CulturalAdvisory Committee was established afterbenchmarking with Southwest Airlines. Thecommittee assesses our processes, programs andpolicies and recommends changes to Team Resourcesthat would help us better fulfill our values, vision andmission. One focus of the committee is tomonitor/anticipate public concerns with our currentprocesses.
KARLEE communicates our commitment to highstandards of legal and ethical conduct through ourvalues statement. The statement is posted throughoutthe organization, listed in the team member handbook,introduced in team member orientation, and reviewedwith team members by senior executives. We measureour performance to these values through annualcustomer and team member surveys, safety committeerecommendations, exit interviews, managementreviews, senior executive peer reviews, and teammember reviews.
KARLEE is committed to making a positivecontribution to our customers, our team members,local education systems, and the community. Ourcommunity service liaison works with local schoolsand community organizations to identify and reportcommunity needs to the SELs/KSC. Senior executivesalso learn of community needs through their activeparticipation on many civic and school boards.
Senior leadership evaluates our community supportprogram during the annual strategic planning process.The community service guideline is evaluated todetermine areas of emphasis for the coming year andestablish targets for community service support. TheSELs establish an annual budget to support ourcommunity involvement. The SELs lead KARLEE inproviding financial and personal support forcommunity service activities. All team members areencouraged to participate in these community
activities. Opportunities for participation are discussedin the Leaders meetings and communicated tomembers by the MTLs. Charitable contributions andcommunity service hours are reported to the KSC ona quarterly basis.
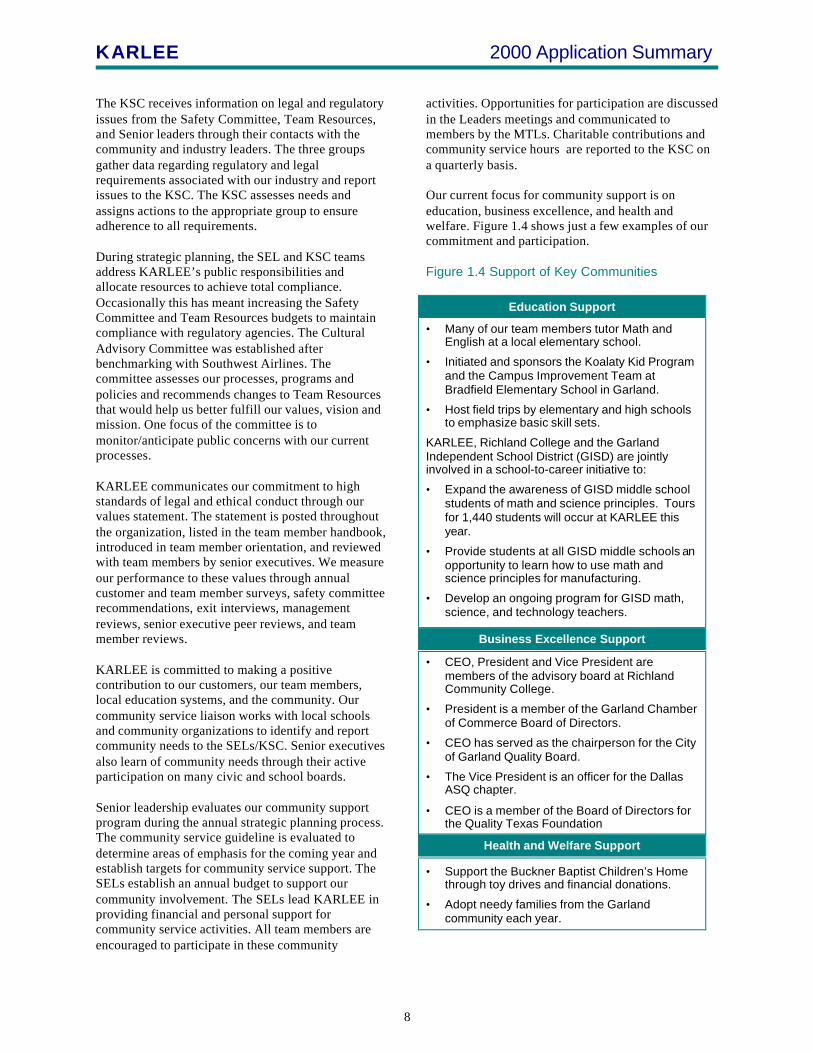
Our current focus for community support is oneducation, business excellence, and health andwelfare. Figure 1.4 shows just a few examples of ourcommitment and participation.
Figure 1.4 Support of Key Communities
Education Support
• Many of our team members tutor Math andEnglish at a local elementary school.
• Initiated and sponsors the Koalaty Kid Programand the Campus Improvement Team atBradfield Elementary School in Garland.
• Host field trips by elementary and high schoolsto emphasize basic skill sets.
KARLEE, Richland College and the GarlandIndependent School District (GISD) are jointlyinvolved in a school-to-career initiative to:
• Expand the awareness of GISD middle schoolstudents of math and science principles. Toursfor 1,440 students will occur at KARLEE thisyear.
• Provide students at all GISD middle schools anopportunity to learn how to use math andscience principles for manufacturing.
• Develop an ongoing program for GISD math,science, and technology teachers.
Business Excellence Support
• CEO, President and Vice President aremembers of the advisory board at RichlandCommunity College.
• President is a member of the Garland Chamberof Commerce Board of Directors.
• CEO has served as the chairperson for the Cityof Garland Quality Board.
• The Vice President is an officer for the DallasASQ chapter.
• CEO is a member of the Board of Directors forthe Quality Texas Foundation
Health and Welfare Support
• Support the Buckner Baptist Children’s Homethrough toy drives and financial donations.
• Adopt needy families from the Garlandcommunity each year.
KARLEE 2000 Application Summary
9
2 Strategic Planning
Strategy Development
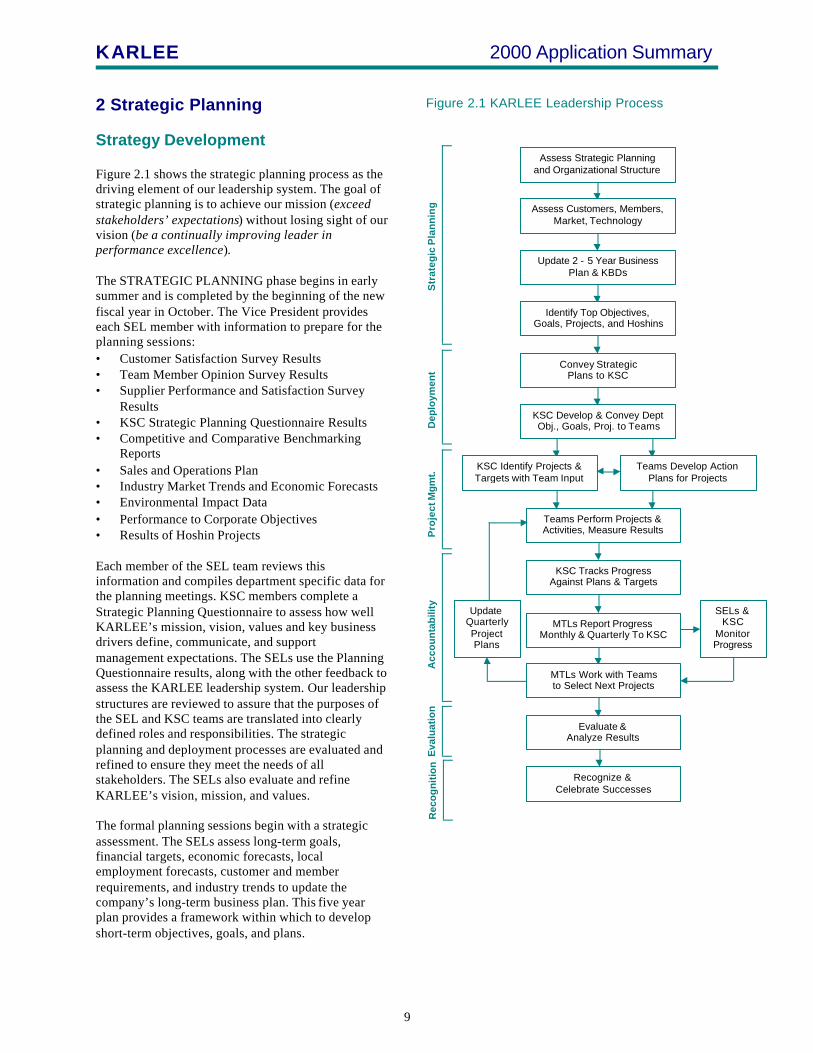
Figure 2.1 shows the strategic planning process as thedriving element of our leadership system. The goal ofstrategic planning is to achieve our mission (exceedstakeholders’ expectations) without losing sight of ourvision (be a continually improving leader inperformance excellence).
The STRATEGIC PLANNING phase begins in earlysummer and is completed by the beginning of the newfiscal year in October. The Vice President provideseach SEL member with information to prepare for theplanning sessions:• Customer Satisfaction Survey Results• Team Member Opinion Survey Results• Supplier Performance and Satisfaction Survey
Results• KSC Strategic Planning Questionnaire Results• Competitive and Comparative Benchmarking
Reports• Sales and Operations Plan• Industry Market Trends and Economic Forecasts• Environmental Impact Data• Performance to Corporate Objectives• Results of Hoshin Projects
Each member of the SEL team reviews thisinformation and compiles department specific data forthe planning meetings. KSC members complete aStrategic Planning Questionnaire to assess how wellKARLEE’s mission, vision, values and key businessdrivers define, communicate, and supportmanagement expectations. The SELs use the PlanningQuestionnaire results, along with the other feedback toassess the KARLEE leadership system. Our leadershipstructures are reviewed to assure that the purposes ofthe SEL and KSC teams are translated into clearlydefined roles and responsibilities. The strategicplanning and deployment processes are evaluated andrefined to ensure they meet the needs of allstakeholders. The SELs also evaluate and refineKARLEE’s vision, mission, and values.
The formal planning sessions begin with a strategicassessment. The SELs assess long-term goals,financial targets, economic forecasts, localemployment forecasts, customer and memberrequirements, and industry trends to update thecompany’s long-term business plan. This five yearplan provides a framework within which to developshort-term objectives, goals, and plans.
Figure 2.1 KARLEE Leadership Process
SELs &KSC
MonitorProgress
UpdateQuarterlyProjectPlans
Teams Perform Projects &Activities, Measure Results
MTLs Report ProgressMonthly & Quarterly To KSC
Str
ate
gic
Pla
nn
ing
Dep
loym
ent
Pro
jec
t Mg
mt.
Acc
ou
nta
bili
tyE
va
lua
tio
nR
eco
gn
itio
n
Assess Customers, Members,Market, Technology
Assess Strategic Planningand Organizational Structure
Update 2 - 5 Year BusinessPlan & KBDs
Identify Top Objectives,Goals, Projects, and Hoshins
Convey StrategicPlans to KSC
KSC Develop & Convey DeptObj., Goals, Proj. to Teams
KSC Identify Projects &Targets with Team Input
Teams Develop ActionPlans for Projects
Evaluate &Analyze Results
Recognize &Celebrate Successes
KSC Tracks ProgressAgainst Plans & Targets
MTLs Work with Teamsto Select Next Projects

KARLEE 2000 Application Summary
10
The SELs assess company and market information toidentify strengths and weaknesses, and opportunitiesand threats. Based on this analysis, key businessdrivers are established along with specific measurableobjectives. The SELs evaluate customer requirements,past performance, and current resources to set thegoals and targets for the coming year.
Customer Requirements and ExpectationsLong-term partnerships with our primary customerscomprise 95% of our sales. SEL and KSC membersaddress three primary issues related to customerrequirements and expectations:• Exceeding customer expectations• Responding to changing customer demands• Evaluating existing and prospective customers
We compare our customer requirements withcompetitive information to determine strategies andgoals for exceeding customer expectations for pricing,capacity, process capability, and cycle timereductions. Pricing factors are analyzed to determinecost reduction targets for manufacturing operations.
Our ability to rapidly respond to changes in customerdemands is key to maintaining a leadership position.Our focus is to rapidly acquire and successfullyimplement new equipment and processes, then hire,train, and empower team members to effectivelyutilize these resources.
Figure 2.1 Strategic Plans
Existing primary customers and their markets areevaluated to ensure alignment with our goals andtargets. Potential customers and industries areevaluated to identify opportunities to diversify ourcustomer base.
Operational Capabilities and NeedsImprovement projects, opportunities for advancementand benchmarking needs are determined foroperational capabilities by assessing:• Current and projected customer requirements.• Plant and equipment capacity usage.• New manufacturing processes and technology
improvements.• Cycle time and labor costs reductions through
more efficient equipment and systems.
Competitive Environment and CapabilitiesSeveral key factors are evaluated to set stretch targetsand to identify the need for technology and processupgrades and new services. Improvement projects areidentified to address gaps and opportunities foradvancement. Benchmarking needs are also evaluatedand defined during this analysis. The factors evaluatedare:• Preferred supplier position with each of our
customers.• Cycle time and response time for prototyping and
production.• Process capacity and capabilities.• Distribution capabilities.• Value-added services such as EDI and on-site
customer support.
ValuesMission Vision
CustomerSatisfaction
Team MemberSafety, Sat, Dev
FinancialPerformance
OperationalPerformance
CommunityService
Corporate Drivers
Department and Cell Team Measures and Targets
Department Hoshin Projects
Five-Year Strategic Plan
One-Year Corporate Measures and Objectives and Projects

KARLEE 2000 Application Summary
11
Financial, Societal and Other RisksRisk exposure is most prominent in our financial,market, and technological areas. We strive to balancerisk levels while maintaining customer satisfactionand industry leadership. Data analysis of these risksby the SEL/KSC teams include:• Debt ratio trends, profit trends, capital
expenditures, and plant utilization are evaluatedfor financial risk.
• Customer growth and industry market strengthare evaluated to determine market and customerrisk.
• Process capabilities and growth capacity areevaluated for technology risks.
• Societal risks are minimal but are re-evaluatedprior to implementing new processes orequipment.
Team Resource Capabilities and NeedsThe SEL/KSC uses several sources of information todetermine team member capabilities and needs, and todevelop Team Resources plans.• Team member survey results, turnover ratios and
exit interview results.• Management Team Leader assessment of current
and future staffing requirements.• Availability of key skills in the labor market.• Customer satisfaction survey results.• Team member and company performance data.
Due to the importance of our team member resources,a Hoshin was selected the previous two years toaddress team member development, satisfaction, andretention. While we have made significantimprovements in hiring, training and retaining teammembers, we continue to address these issues throughTR plans and improvements.
Supplier & Partner Capabilities and NeedsDuring the strategic planning and deploymentmeetings the SEL/KSC teams review supplier qualityand delivery performance, supplier survey results, andanticipated customer future needs. The SEL/KSCidentify changes in the supplier base and identifyimprovements to supplier performance management.
Lastly, the SELs identify one or more Hoshins.Hoshin is an area of performance for which thecompany must make significant improvement tomaintain a competitive edge. The Hoshin for the years2000 and 2001 is to implement lean manufacturingconcepts throughout the company.
The primary outcomes of the strategic planningsessions are shown in Figure 2.1:• Revised mission, vision and values• Five year business plan• Key business drivers• Alignment of corporate objectives and goals to
with the five business drivers• Selection of Hoshins for the new year
Communication and deployment of the strategicdirection, objectives, and targets is a coreresponsibility of each SEL and MTL on the KARLEESteering Committee. The purpose of theDEPLOYMENT phase is to communicate KARLEE’sgoals and plans and establish team performanceobjectives aligned with those goals and plans. TheSELs and KSC meet jointly to review the results ofthe SEL Strategic Planning meetings. The strategicplanning results are assessed and refined by the KSCthrough a consensus process with the SEL team.
The departments then negotiate their targets basedupon past experience, current capabilities andavailable resources. Once targets are established foreach department and cell, Management Team Leaders(MTL) identify department and Hoshin projects forthe next fiscal year to meet those targets. Teammembers provide input to action plans for eachproject. The SEL team then establishes the reviewschedule for company and work unit performancemeasurements.
Each Hoshin project is assigned a SEL or MTL ownerto provide direction and support. Long-termproductivity and cycle time improvements areestablished as strategic projects by the KSC based onthe five year business plan. Examples of strategicprojects for the years 2000-2002 are:• Expand automation through robotics• Enhance team member growth & development• Add stamping capabilities• Create a paperless information system to reduce
cycle time• Develop future workforce in community schools
Team Resources (TR) develops plans forimprovements to recruiting, benefits and companyculture to support company plans and objectives. TRalso works with the Training Coordinator to defineimprovements to training and education.

KARLEE 2000 Application Summary
12
The SEL team allocates resources to the productionand support departments. Customer-related andHoshin projects are given top priority across alldepartments. The assigned team for each departmentor Hoshin project is responsible for reporting anyadditional resource requirements to the SELs forreview and approval.
The next four phases of the Leadership System occurthroughout the year. During the PROJECTMANAGEMENT phase, KSC members deploy theobjectives, targets, and projects to their teams. Theassigned teams develop and execute detailed actionplans to address their Hoshin and department projects.Each team is responsible for monitoring their ownprocesses and making improvements to achieve theirgoals. Supplier performance issues and expectationsare discussed with individual suppliers and presentedat the annual Supplier Symposium.
ACCOUNTABILITY for project results is achievedthrough KSC reviews. The SELs and MTLs monitorthe progress of projects and results during thesereview meetings. The KSC publishes the meetingagenda on a monthly basis to encourage projectclosure.
EVALUATION of performance is accomplishedduring KSC weekly meetings and cell team visits.During KSC meetings, project leaders present theresults of their activities in written form forevaluation. Plans are refined and resources allocatedas needed to achieve the targeted performance. Basedupon company performance and stakeholders’expectations, new projects may be introduced into theplanning cycle each quarter.
RECOGNITION is given to MTLs during theirpresentations to the KSC. Cell and department teamsare recognized during the cell team visits and throughcomments on the bulletin board evaluation form.
3 Customer and Market Focus
Customer and Market Knowledge
For many years, the norm in our business has beensingle-customer machining or sheet metal fabricationshops. Almost all of our local competitors still derivefifty to sixty percent of their business from one or twocustomers. In the 1980’s KARLEE made the strategicdecision to break with tradition and diversify itscustomer base. We have achieved this strategy overseveral years by carefully selecting customers that:• Support the same values as KARLEE.• Desire long-term partnerships.• Are predominantly Fortune 500 companies who
are global leaders in their industries.• Allow us to serve more than one industry.• Value our systematic approach to business and
performance management.
We recognized early on that if we wanted to be aleader in our industry, we needed customers thatwould demand a high level of excellence and supportour pursuit of it. This has proven to be the case as wepartner with our customers to improve and innovateour services and processes.
We segment customers by their industry to monitorthe growth and health of each industry and to balancethe use of our resources. Some industries primarilyuse our sheet metal and assembly services, whileothers use our machining services. Sheet metalservices are high volume with lower margins.Machining services, which requires high capitalinvestment and more skilled labor, have lowervolumes and higher margins.
Throughout the year, senior executives monitorindustry trends to assess customers’ strength and thehealth of their industries. During strategic planning theSELs evaluate customer growth potential against ourplanned growth in capacity. Through this analysis, wedetermine if expansion of our existing customer baseis required or whether we need to expand into a newindustry. Potential customers in existing and newindustries are identified and assessed for a fit to ourstrategic plans. This allows us to act quickly to acquirea new customer should a down-turn in one of theindustries we serve demand it.

KARLEE 2000 Application Summary
13
KARLEE’s approach to strategic partnerships allowscontinual contact with each of our primary customers.Figure 3.1 shows our business acquisition processwhich illustrates our listening and learning methodsfor prospective and current customers.
KARLEE’s ability to anticipate and exceedcustomers’ requirements has been a key factor inmaintaining its rapid growth since 1990. Seniorexecutives and KSC members work with eachprospect or customer to establish current requirementsand future needs. Listening and learning sourcesinclude:• Customers’ Meetings• Senior Executive Meetings with Customers• Customers’ Competitive Reports• Customer Service Team Meetings• Customer Satisfaction Surveys• Problem History Report• Internal Quality Reports• Internal Performance Measures
Customers continually request new componentsthrough our prototyping services. "Key product orservice features" to KARLEE means new types ofproduction services. When a prospect or customerrequests new types of services, Senior executives,
Figure 3.1 Business Acquisition Process
Customer Service and Engineering work together todetermine how KARLEE’s standard productionprocesses can be adapted to meet those requirements.
In considering changes to our production processes,we look for innovations and improvements that willbenefit all customers, as well as those for a singlecustomer. New services for a single customer must becost-effective and fit within our overall strategic plans.The Customer Service Representatives play animportant role in aggregating key inputs includingsales, customer retention, won/lost quotes to helpevaluate new services.
The SEL and KSC teams evaluate the effectiveness ofour “listening and learning” system annually duringstrategic planning and quarterly during KSC reviews.We evaluate the effectiveness of the type andfrequency of information we gain. We also search foradditional methods to gain and analyze informationabout customer requirements, expectations andpreferences.
Customers
Assess CustomerNeeds/Expectations
Estimating andEngineering
Implement Any NewTechnology/Processes
Implement CustomerService & Production
Assess Listening andLearning Approaches
Yes
Prospects
Assess ProspectNeeds/Expectations
Estimating andEngineering
DetermineManufacturing Req.
Assess Listening andLearning Approaches
Determine If AcquireNew Customer
Primary andSecondary Research
Customer Satisfactionand Relationships

KARLEE 2000 Application Summary
14
Customer Satisfaction andRelationships
SELs determine key access mechanisms and customercontact requirements by working closely with ourcustomers to determine their needs. The primaryrequirement is timely communication about schedulesand deliveries for production orders and prototypes.Each primary customer is assigned a two-personCustomer Service team to act as the main interface forday-to-day production issues. One member is anestimator who provides quotes for the customer.Customers request quotes for annual contracts, forcompetitive bids for new components, and for costingpotential products. The second member is a CustomerService Representative (CSR) who provides liaisonsupport in communicating delivery, scheduling, orderentry, and other requested information. The CustomerService Representatives for three of our primarycustomers provide on-site support, spending two tothree days a week to full time at the customer site.
Figure 3.2 Problem Resolution Process
Each Customer Service team is on call 24 hours a day.KARLEE uses a mobile phone system that includesvoice-mail, email and radio communications. SELs,MTLs and Customer Service Representatives areissued the mobile phones to make them accessiblewhenever they are away from their office. In the eventthey are unavailable, a private voice-mail can be leftfor any team member. Home phone numbers ofCustomer Service Representatives are given tocustomers as well.
Customers normally direct inquiries to their CustomerService Representative. If a non-CSR team member iscontacted by the customer, that team member takesaction to resolve the customer's concern by resolvingthe issue or contacting a Management Team Leader.
Figure 3.2 shows our problem resolution process. Thisprocess is used to address customer questions,concerns, or problems.
Yes
No
Yes
No
CustomerCalls with Problem
Set Timeline forResponse
Upgrade or ReworkProduct
Visit Customer Siteand Analyze Issue
Log Results
Contact Customer toConfirm Closure
Is Field SupportRequired?
Assign RMA,Generate Order
Log Results
Contact Customer toConfirm Closure
Log Results
Contact Customer toConfirm Closure
Perform CorrectiveAction with Timeline
Notify MTL or CSRof Concern
Will Product beReturned?

KARLEE 2000 Application Summary
15
The figure also shows our return management processfor customer requested upgrades/design changes orrepair of defective product. The customer is alwayskept informed of status and resolution throughout theprocess. If a problem exists at the customer site, theQA Customer Service Specialist visits the customerimmediately. Depending on the situation, the issue isresolved on-site or arrangements are made to returnthe product to KARLEE. Defect information isentered into a Corrective Action database. The teamsuse this information to identify process problems andinitiate improvement projects to eliminate the cause.
Long-term partnerships with our customers are thevery foundation of our strategic position in themarketplace. KARLEE develops and ensurescustomer loyalty by providing a full range ofmanufacturing, engineering and customer supportservices, maintaining a committed “can do” attitude,and being able to rapidly meet changing requirements.Our ability to vertically integrate processes andprovide engineering support from design conceptionthrough production strengthens the bond we have withour customers and ensures our continuedrelationships. Additional methods of building andsustaining long-term relationships with our customersinclude:• Learning our customers' business challenges and
using this information to seek opportunities tobetter support their performance.
• Providing proactive cost management solutions,remaining responsive and flexible to schedulechanges, and maintaining capacity and resourcesto adjust to customer growth requirements.
• Maintaining open communications at eachbusiness level.
• Supporting major customer initiatives, such asHoshin projects and Lean Manufacturing.
• Sharing detailed cost information to assistcustomers in joint cost reductions.
Each Customer Service team prepares a weeklyCustomer Status Summary. The summary reportincludes customer satisfaction concerns and issues,and any production or quality problems. SEL andKSC team members review the report during theweekly Leaders meeting and assign actions asrequired. All of these sources of customer input assistthe company in keeping our customer access andrelationship approaches current with changingbusiness needs and strategies. Improvements tocustomer access and relationship management may bedetermined during strategic planning or throughout theyear. Changes in our approaches are related to theCustomer Service groups.
KARLEE has conducted annual customer satisfactionsurveys since 1992. All key customer contacts(buyers, planners, quality personnel, engineers, andmanagement) participate in the survey. We requesteach contact to complete only the areas with whichthey have direct experience. The survey is divided intomajor categories aligned with the key process groupswithin KARLEE that directly impact customersatisfaction:• Customer Service• Engineering Support• Quality Assurance• Shipping and Delivery• Accounts Receivable• Receptionist
We have conducted verbal (in person or over thetelephone) satisfaction surveys for the past four years.This bi-monthly survey is designed to assess whetherour services and products are current with ourcustomers' business needs and directions. Results fromthe bi-monthly and annual surveys are presented toleadership at KSC meetings.
Customer dissatisfaction is tracked through theinformation about customer returns, customercomplaints, the Customer Status summary and directcustomer feedback to senior management.
One advantage to partnering with a limited number ofcustomers is our ability to provide dedicated supportand rapid response to each customer. Each CustomerService team meets with their assigned customerweekly to receive production information andfeedback on recent activity. Any concerns are reportedin the Customer Status Summaries and areimmediately addressed by the SEL and KSC teams.Senior leaders meet with customers at least twice amonth to discuss requirements and obtain feedback onperformance.
KARLEE receives competitive ratings from severalcustomers. All customers provide quality and on-timedelivery performance ratings. We monitor thepercentage of quotes accepted as an indicator of trendsin customer satisfaction relative to competitors. Sincesome of our customers no longer take competitive bidsfor the components we produce, we also measure re-orders. Another indicator of customer satisfactionrelative to competitors is our increased market sharewith each customer.

KARLEE 2000 Application Summary
16
Information and Analysis
Measurement of OrganizationalPerformance
KARLEE uses information and data to set goals, alignorganizational directions and manage resource at theoperating, process and organizational levels. Figure4.1-1 shows the main types of data for each keybusiness driver and their uses in planning, managingoperations, and monitoring process improvements.
KARLEE’s key business drivers, objectives, and goalsdefine the type of information used for planning,operational management reviews and processimprovements. Information for the customersatisfaction driver is selected to link our processmeasures to our customers’ requirements. Informationfor our other key business drivers is selected tosupport process evaluation and improvement, and tomanage overall company performance.
Objectives, goals, and targets for improvement aredeployed to the team level during strategic planning.Each department and cell team participates inestablishing targets and measures. We use five criteriain selecting the type of data to be used. Data must:• Be customer driven• Support process improvements• Measure results against a goal, objective, or
project• Be prevention oriented and verifiable• Support day-to-day operations
Each goal and key project has defined methods formeasurement. The KARLEE Steering Committee(KSC) maintains a matrix of goals and projects forproduction and support departments to ensurestandardization throughout the company. The matrixincludes:• The data owner• The goal, objective, or project related to the data• The data measure and improvement target• The data review schedule
Our current information system, eManufacturing, runson a client-server LAN platform. This systemintegrates all company data to provide more accurateand timely data analysis. It provides the framework forour plans to evolve into a paperless company.
E-Manufacturing maintains data from the shop floorand job management, payroll, purchasing, quote,sales, inventory, methods of manufacturing, and allfinancial information. Our data collection system is
used to input, store, and retrieve operational processcontrol data, inventory, team member time andattendance, payroll data, financial data, accountsreceivable, and accounts payable. Customer-relateddata is integrated into the system for instantaccessibility and updates by the Customer ServiceRepresentatives. Standard query formats have beencreated to assist users in quickly accessinginformation. Users can also create custom queries asneeded, making all data readily accessible. Training isprovided to ensure all users can correctly enter andretrieve data.
Our Electronic Data Interchange (EDI) system givesour customers access to our system to easily transmitinformation (purchase orders, print data exchange,schedule changes, KanBan requests, etc.). EDIreduces cycle time, increases customer satisfaction,and reduces paper flow.
The Senior Executive Leaders (SEL) and other KSCmembers identify comparative information needs andpriorities during strategic planning and duringquarterly performance reviews. This information isselected to help us evaluate our performance and settargets for key business drivers.
We select sources of comparative information basedon similar processes and markets. Our primary sourcesof information are our customers, non-local industrycompetitors, key suppliers, industry publications, andMBNQA recipients. KARLEE is a privately heldcompany, as are most of our direct competitors.Therefore financial or operational data on directcompetitors is limited. We do obtain comparative dataon related industries from blind studies conducted bythe Hogan Center for Performance Excellence.
Benchmarking opportunities are identified bySEL/KSC members and by teams involved in processimprovement projects. We look for thoseopportunities that would gain the most benefit from abenchmarking effort. We select areas to benchmarkbased on:• Improvement targets for each business driver in
the coming year• Competitive gaps or industry/market trends• Business opportunities for new processes or
services• Research on leading edge technologies
The results of each benchmarking study aredocumented on a benchmarking form. Thisinformation is used to analyze process flow, processprocedures, process measures, and process results toidentify potential areas for improvement.
KARLEE 2000 Application Summary
17
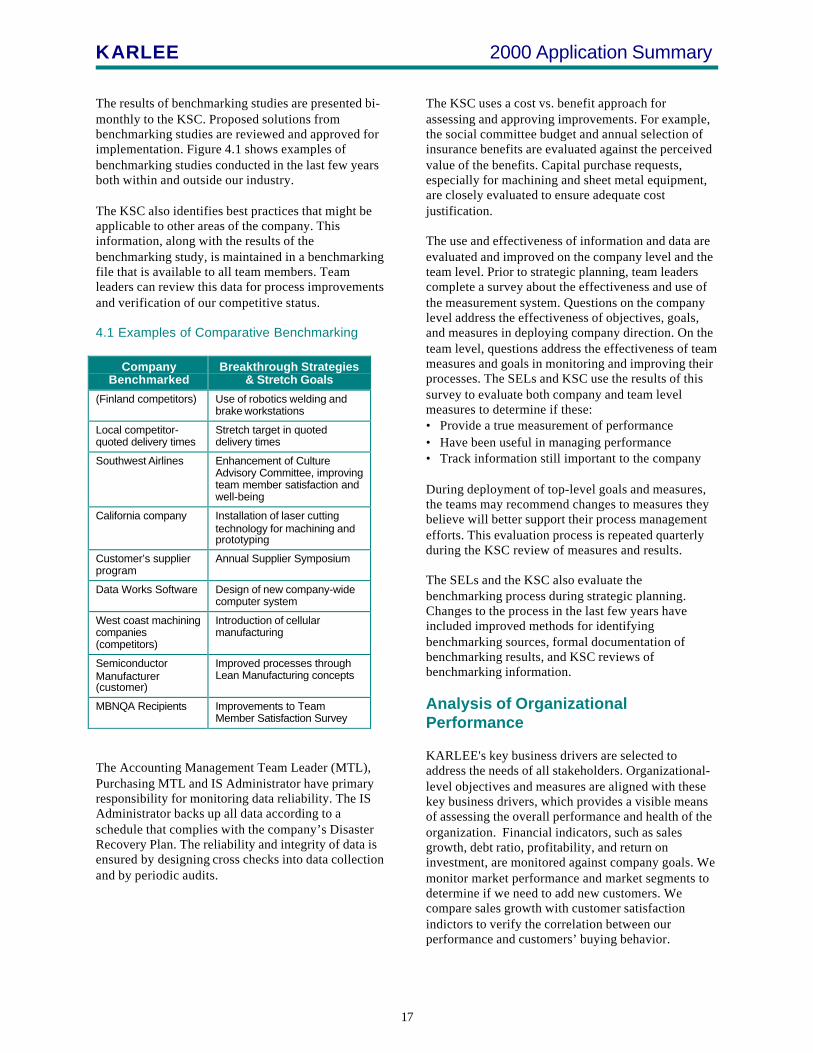
The results of benchmarking studies are presented bi-monthly to the KSC. Proposed solutions frombenchmarking studies are reviewed and approved forimplementation. Figure 4.1 shows examples ofbenchmarking studies conducted in the last few yearsboth within and outside our industry.
The KSC also identifies best practices that might beapplicable to other areas of the company. Thisinformation, along with the results of thebenchmarking study, is maintained in a benchmarkingfile that is available to all team members. Teamleaders can review this data for process improvementsand verification of our competitive status.
4.1 Examples of Comparative Benchmarking
CompanyBenchmarked
Breakthrough Strategies& Stretch Goals
(Finland competitors) Use of robotics welding andbrake workstations
Local competitor-quoted delivery times
Stretch target in quoteddelivery times
Southwest Airlines Enhancement of CultureAdvisory Committee, improvingteam member satisfaction andwell-being
California company Installation of laser cuttingtechnology for machining andprototyping
Customer’s supplierprogram
Annual Supplier Symposium
Data Works Software Design of new company-widecomputer system
West coast machiningcompanies(competitors)
Introduction of cellularmanufacturing
SemiconductorManufacturer(customer)
Improved processes throughLean Manufacturing concepts
MBNQA Recipients Improvements to TeamMember Satisfaction Survey
The Accounting Management Team Leader (MTL),Purchasing MTL and IS Administrator have primaryresponsibility for monitoring data reliability. The ISAdministrator backs up all data according to aschedule that complies with the company’s DisasterRecovery Plan. The reliability and integrity of data isensured by designing cross checks into data collectionand by periodic audits.
The KSC uses a cost vs. benefit approach forassessing and approving improvements. For example,the social committee budget and annual selection ofinsurance benefits are evaluated against the perceivedvalue of the benefits. Capital purchase requests,especially for machining and sheet metal equipment,are closely evaluated to ensure adequate costjustification.
The use and effectiveness of information and data areevaluated and improved on the company level and theteam level. Prior to strategic planning, team leaderscomplete a survey about the effectiveness and use ofthe measurement system. Questions on the companylevel address the effectiveness of objectives, goals,and measures in deploying company direction. On theteam level, questions address the effectiveness of teammeasures and goals in monitoring and improving theirprocesses. The SELs and KSC use the results of thissurvey to evaluate both company and team levelmeasures to determine if these:• Provide a true measurement of performance• Have been useful in managing performance• Track information still important to the company
During deployment of top-level goals and measures,the teams may recommend changes to measures theybelieve will better support their process managementefforts. This evaluation process is repeated quarterlyduring the KSC review of measures and results.
The SELs and the KSC also evaluate thebenchmarking process during strategic planning.Changes to the process in the last few years haveincluded improved methods for identifyingbenchmarking sources, formal documentation ofbenchmarking results, and KSC reviews ofbenchmarking information.
Analysis of OrganizationalPerformance
KARLEE's key business drivers are selected toaddress the needs of all stakeholders. Organizational-level objectives and measures are aligned with thesekey business drivers, which provides a visible meansof assessing the overall performance and health of theorganization. Financial indicators, such as salesgrowth, debt ratio, profitability, and return oninvestment, are monitored against company goals. Wemonitor market performance and market segments todetermine if we need to add new customers. Wecompare sales growth with customer satisfactionindictors to verify the correlation between ourperformance and customers’ buying behavior.

KARLEE 2000 Application Summary
18
Senior executives compare sales forecasts to plantcapacity and labor productivity weekly to ensure wehave the resources to meet our current customerrequirements. They also monitor trends in laborproductivity and operational/administrative costs on amonthly basis to determine savings from improvementinitiatives. Lower level operational data is aggregatedthrough the monthly Sales & Operations Plan, toallow a broader picture of the company’s financialcondition.
We compare trends in turnover rates, team membersurvey results, and exit interview information toidentify cause and effect relationships and determinethe effectiveness of improvements in recruiting,training, benefits, and other team member well-beinginitiatives. SEL/KSC members monitor trends incustomer satisfaction measures, customer returns,quality measures, and rework/scrap rates to determinehow well we are meeting our goals and customerspecifications.
Organizational level analysis is linked with functionaloperations through the measures deployed throughoutthe organization. For example, a key business driver(KBD) is Customer Satisfaction. One objective underthis KBD is Quality, which is measured at thecorporate level as returns (dollars) divided by sales(dollars). At the operational level, trends in quality aremeasured through process capability Cpk andrework/scrap. On the team level, qualitymeasurements include a weighted quality rating thatmeasures customer returns and internal defects. All ofthese measures influence customer satisfaction,however, each level of the organization is responsiblefor the measurement that they can affect. Thiscascading of measures allows senior executives toidentify trends and issues at the organizational leveland quickly drill down to functional areas forcorrective action and improvements.
Figure 4.1-1 Information and Data for Operations and Decision Making
Key BusinessDriver
CorporateObjective
Types of Data
Performance Rating Bi-monthly and annual customer surveys, Weekly Customer StatusSummaries, Customer verbal competitive ratings
Quality Corrective action database, Problem History Reports , Non-ConformingProcess Reports, Production process capability Cpk , Internal quality auditreports
CustomerSatisfaction
Delivery Quarterly production process cycle time, Quote response time, On-Timework center performance measures
Team MemberSatisfaction
Annual team member satisfaction survey, Annual benefits survey, Annualperformance review, Exit Interviews, Turnover ratio
Safety Accident reports, insurance reports, OSHA, EPA, ADA reports
Team MemberSatisfaction andDevelopment
Training Training hours completed per team member, Training hours completed perteam leader, Team member job / quality certifications
CommunityService
Community Hours andContributions / $
Community hours served by team members, Financial reports
Financial Financial Indicators Financial reports
Labor Productivity Financial reports, Recruiting cycle time
Operational Costs Financial reports, Work-in-process and Inventory levels
Admin. Costs Financial reports
Cycle Time Reduction Manufacturing cycle time, machine utilization and team efficiencymeasurements
Waste Reduction Quarterly quality department and cell team reports on scrap and reworkcosts
Operational
Materials Mgt Annual supplier surveys, Supplier delivery rating, Inventory data accuracy tomin-max levels, Notice of Rejection (NOR) to suppliers

KARLEE 2000 Application Summary
19
Team Resources Focus
Work Systems
Team culture, family values, and high performanceexpectations are the basis of our approach to TeamResources management. We want our team membersto contribute to and share in our success. Weconstantly strive to help our team members understandtheir customers’ requirements, know how to meetthose requirements, and continuously improve theirperformance.
KARLEE promotes cooperation and collaborationthrough our team structure. Our production anddelivery processes are designed around teams ofmanufacturing cells. Each cell is responsible forknowing their customer’s requirements and forproducing products to meet those requirements.
Manufacturing teams use Statistical Process Control(SPC) techniques and performance measurements tomonitor their team and process performance.Production teams complete a monthly self-audit todocument compliance to procedures and workinstructions. Support and administrative teamsmonitor process measures, training hours per teammember, and other measures related to their particularwork group.
KARLEE promotes cross-training and job rotation tofoster flexibility and learning and enable rapidresponse to changing customer demands. Theseconcepts are deployed throughout all teams atKARLEE. Accounting team members rotate to train indifferent accounting positions after mastering theirprimary job responsibilities. Job rotation provides aflexible response to peak loads in a work area, whileenhancing job diversity and skill knowledge.
KARLEE helps team members to develop and utilizetheir full potential by creating an environment ofempowerment and opportunity for growth. Teammembers are empowered to take ownership of and areheld accountable for the processes within their workarea. During strategic planning, objectives and targetsare deployed to the operational, administrative, andsupport teams across the company. Each team isempowered to change their recommended targets andrequest additional measures if they believe it will helpthem achieve higher performance. Team membersplan and execute their own improvement activities tomeet those targets.
Teams are empowered to schedule work, manageinventory, and design the layout of their work areas.Any team member can stop production if the processis not performing to customer requirements or processspecification.
KARLEE offers its members a wide array ofdevelopment opportunities through in-house trainingand tuition and books assistance. KARLEE strives todevelop leadership from within the organization.Eighty-four percent of KARLEE leaders, from SeniorExecutive Leaders to Operational Team Leaders, werepromoted to a leader position from within KARLEE.
We support high performance by communicatingexpectations, providing the skills and knowledge tomeet those expectations, and reinforcing performancethrough reviews and recognition. Expectations arecommunicated and deployed through performancetargets aligned with KARLEE's key business drivers.Members receive 30 hours of training a year, andleaders 35 hours, to gain needed skills and knowledge.
Leaders and team members have formal coachingsessions every year to discuss individual goals andaction plans (new team members receive a 90-dayreview and a 6-month review). At this meeting, jobperformance standards, such as quality, timeliness,teamwork, and accuracy of work, are established. Thisensures that there is understanding and agreement onall levels of team member requirements andexpectations. Goals and training requirements are alsoestablished for the next review period. Teamperformance is reviewed and recognized at the KSCmeetings and the SEL/KSC team bulletin board visits.
KARLEE conducted a benchmarking study in each ofthe past three years to determine competitivecompensation levels. As a result of these studies, wehave realigned pay levels and increased compensationfor many of our job positions to be more competitivein the labor market.
KARLEE offers excellent benefits to foster teammember well-being and to allow team members toshare in the success of the company. KARLEEcontributes a matching percentage of team membercontributions to their 401(K) accounts. Our profitsharing program is based on company profits. Teammembers share in the profits of the corporation basedupon attainment of specified goals.

KARLEE 2000 Application Summary
20
Recognition and rewards are key factors in motivatingteam member involvement and ownership. OurCulture Advisory Committee recommends actions toTeam Resources to foster our values and team culture.Team Resources forms task teams to developprograms supporting team member recognition andsatisfaction. Examples of recognition programsinclude:• Team Member of the Month• Team Member Appreciation Day• Team Member Skill Certifications• High Performance Team of the Month• Quality Person of the Month• Operational Team Leader of the Quarter• The Gold Star Award for SELs, MTLs and OTLs• Rising Star Program• Perfect Attendance Recognition• Birthday Recognition• Anniversary Recognition
SEL and KSC members formally recognizeindividuals and teams for accomplishments during ourmonthly company meetings. Examples of informalrecognition include:• Thank You tokens (restaurant certificates, movie
passes, lotto scratch-off tickets, etc.)• Company store items (T-shirts, cups, hats, badge
strings, pens, etc.)• Pizza and BBQ lunches (for reaching goals within
teams)• Popcorn day (thanks for your efforts)• Crazy hat/sock day (just for fun)• Thank You notes written by the CEO for
outstanding efforts and achievements.
The Rising Star Program enables team members torecognize each other for outstanding support orperformance. Each team has its own annual budget forteam recognition and celebrations. Management TeamLeaders report the expenditures of their teams during aKSC review. Additional team expenditures areapproved through the KSC.
Effective communication is achieved across thecompany through meetings and writtencommunications. Management Team Leader meetingsare conducted weekly to exchange administrative andoperational information, and to communicatecustomer requirements. Minutes of the MTL meetingsare related to team members during their weeklydepartment meetings.
The production scheduling team is an example ofday-to-day cross-functional communications. Thisteam consists of members from manufacturing andsupport groups that share information and coordinateactivities to ensure customer requirements are met.Communication of production improvements isaccomplished through the Problem History Report.This report includes previous defects, correctiveaction taken to resolve the defect, and how to preventthe defect from reoccurring. Production teamsacknowledge the review of this information bystamping the report prior to the production run.
We recognize the importance of good communicationwith our Spanish and Vietnamese speaking teammembers. We promote good communication byproviding:• Critical internal publications in English, Spanish,
Vietnamese• Interpreters at meetings, as needed• A bilingual Team Resources member
Team members also share skills and knowledgethrough cross-training and job rotation. Understandingeach other's job responsibilities helps the teammembers communicate and cooperate moreeffectively on the job and when working onimprovement projects.
To fill job vacancies as quickly as possible and toprovide opportunities for career growth, KARLEEpromotes from within when qualified team membersexist and filling the position from within is in the bestinterests of the company. Available positions areposted on the bulletin boards in the break rooms.
Potential candidates are first screened for a match withKARLEE's culture and values. Only candidates thatpass this screening are considered further. Eachcandidate then goes through skill-set interviews withTeam Resources and the hiring Operational and/orManagement Team Leader. In addition to skillassessment, compatibility with the team and customerare assessed.
The Dallas metroplex and the City of Garland inparticular are inherently diverse communities. Thediversity of cultures in these cities is clearlyrepresented in KARLEE team members andapplicants. Our CEO’s active involvement in the localWorkforce Development Board demonstrates ourcommitment to diversity and fair work force practices.KARLEE also offers internships and part-timeopportunities to students from Richland College andthe Garland Independent School District.

KARLEE 2000 Application Summary
21
Team Member Education, Training,and Development
Team member training and career development aremajor components of our team culture and highperformance expectations. Training requirements tosupport KARLEE’s goals and strategies aredetermined by the SEL and KSC teams duringstrategic planning. The SEL/KSC members determinenew education and training requirements needed tobuild specific skills for each department within thecompany. This is accomplished by reviewingcustomer requirements, new equipment purchases andincorporation of new technologies/processes.
During the year, requests for new training classesoriginate from leadership (SEL/KSC), the SafetyCommittee, Management Team Leader surveys ontraining needs, Operational Team Leaders, cross-functional teams working on new processes, and theindividual team members. These requirements arereviewed and refined quarterly by the KSC.
Team member training requirements are identifiedduring the team member’s annual performanceevaluation. Completed training is documented in adatabase and can be reviewed by the team member orteam leader to determine future training requirements.This year’s training goal (FY2001) is an average of 25training hours for each team member and 40 hours foreach leader.
The SELs are responsible for the career developmentprogram. Current leaders as well as individualcontributors who demonstrate performance excellenceand a drive for advancement are placed into the careerdevelopment program, consisting of:• Leadership skills assessment and identification of
areas for improvement• Career development plan which includes short
and long-term objectives and training needs• Career development coaching by SELs
MTLs assist the Training Coordinator in definingclass requirements. Requirements are based on inputfrom the requesting party and an analysis of the jobskills or knowledge to be gained from the trainingclass.
The effectiveness of our training program is evaluatedduring the annual strategic planning sessions andquarterly reviews. The SEL/KSC teams and TrainingCoordinator analyze data from multiple sources todetermine improvements for training, including classattendee evaluations, questions about training on theteam member survey, exit interviews, and trainingneeds assessments performed by an outsideconsultant.
Management, administrative and manufacturing teammembers work with the Training Coordinator todetermine the needs and expectations of internaltraining programs. This group defines the courseoutline, syllabus, training materials, and tests for eachcourse.
Training rooms are available to accommodate ourinternal training needs. When possible, we use expertswithin the organization to teach a given course.Testing is performed at the end of the course to ensurefull understanding.
Partnerships with educational and professionalorganizations provide KARLEE with excellentexternal training resources. These include:• Community College Classes• Customer and Supplier Classes• American Production and Inventory Control
Society• American Society for Quality• Hogan Center for Performance Excellence
Tuition and books reimbursement and flexible workschedules allow team members to attend off-sitecontinuing education classes and degree programs.
KARLEE communicates values, directions, andexpectations to newly hired team members during thefirst day of employment. The purpose of theorientation is to communicate critical safetyinformation, cover administrative issues, and explainour Mission, Vision, and Values Statements.
During production training the new team memberlearns the department and team goals. During Phase IItraining, new team members attend a qualityorientation which includes an overview of StatisticalProcess Control (SPC) and training on ISO 9002.During Phase III training, the SEL team meets withnew team members to reinforce corporate goals andcustomers’ expectations. Phase III is an informalmeeting designed to acquaint team members with theofficers and directors of the company, and to promoteour family and team culture.

KARLEE 2000 Application Summary
22
All leaders at KARLEE attend internal leadershiptraining (CEO’s Leadership Course) that focuses onvalues and leadership skills. Prior to being promotedinto an entry level leadership position, the teammember is required to attend this training. Manyleaders also attend external leadership classes toenhance their management and leadership skills.
All KARLEE team members and leaders attendquality training through Phase II, which includes anoverview of Statistical Process Control (SPC) andtraining on ISO 9002. KARLEE has a two-levelquality certification program that supplements the roleof Process Auditors who work in the QualityAssurance Department. The first level authorizes ateam member to verify quality performance in a cellor work group. The second level, called CertifiedLiaison, authorizes a team member to verify qualityperformance at the department level. The QualityAssurance MTL or OTL verifies skills learned inquality training. They observe job performance andevaluate Non-Conforming Process Reports (NCPR) todetermine training effectiveness and whetheradditional training is needed.
Internally developed and customer provided classesinclude design of experiments, advanced print reading,process improvement tools, and lean manufacturingconcepts. Supplier classes include metal forming,metal braking, and robotics.
Knowledge and skills are reinforced on the jobthrough several approaches:• OTLs and MTLs provide on-going monitoring
and coaching of all team members.• Each team performs a monthly self-audit to verify
they are following work instructions, monitoringand controlling their processes, and keepingproper records.
• The QA team compiles a monthly quality reporton team performance. The report includes self-audit results, number of customer returns andnumber of non-conforming process reports.
• Team progress is evaluated through the use ofbulletin boards that show company, department,and cell team performance in support of companyobjectives.
• New team members are teamed with a “Buddy”who provides coaching and monitors on-the-jobperformance.
• The ISO Coordinator performs audits of teammember knowledge and skills. On a semi-annualbasis our ISO registrar performs an assessment ofour company to the ISO 9002 standard.
Team Member Support Climate
KARLEE provides a clean and safe workplace for allteam members. The Safety Committee attendscommunity and industry functions to study currentand future concerns/issues that impact KARLEE. TheCommittee reviews pending regulatory issues,monitors the effectiveness of current safety programswithin KARLEE, and recommends improvements insafety policies and procedures to the KSC.
MTLs and/or Safety Committee members documentevery safety-related incident. The Safety Committeeinvestigates all incidents and takes corrective action.Safety is everyone’s responsibility at KARLEE. Teammembers receive safety training and are expected tofollow safety procedures at all times. Teams areresponsible for assessing the impact on safety andhealth when considering any changes or upgrades toequipment or processes. A safety tip is presented eachmonth in the company newsletter and safety issues arediscussed at the company meeting.
Our safety manual, in English and Spanish, definessafety requirements and procedures at KARLEE. Ourinternal indicators are:• Safety as measured by the number of injuries per
100 members requiring medical attention.• The costs of medical attention for injuries on the
job.
Our facility has spacious, well-lit offices foradministrative and support staff. Office designprovides ample work space for each team member.We have a program for early detection of ergonomic-related health issues such as repetitive motion or backinjuries.
KARLEE uses three outside resources to verify oursafe work environment.• A loss control representative from our insurance
carrier conducts an annual evaluation of ourfacility.
• OSHCON conducts an annual site visit to verifycompliance with all OSHA regulations.
• An Environment Data Services Inc. representativeprovides annual environmental safety training andconducts an annual audit of our facility.

KARLEE 2000 Application Summary
23
KARLEE fosters a team culture based on genuinecaring and support among leaders and team members.We stress the importance of mutual trust, honesty,respect and team member well-being. The supportclimate is also enhanced through:• The KARLEE Cares Team which members
formed to meet catastrophic needs of their fellowworkers and the community.
• The Cultural Advisory Committee whichrecommends ways to better fulfill our values,vision and mission.
• The students of our team members are recognizedand rewarded for scholastic achievement throughthe “KARLEE Super Kids” and Scholarshipprograms.
• Team Resources provides a Welcome Bag to allnew team members and sponsors social activitiessuch as holiday lunches, picnics and parties on aregular basis.
• Our facility includes a 1,523 square foot workoutarea to encourage good health practices amongour team members.
• We conduct an annual on-site “Health Fair.” Wealso encourage participation in the March ofDimes walkathon by sponsoring teams.
The Cultural Advisory Committee assesses ourprocesses, programs, and policies to recommendchanges that would help us better fulfill our values,vision and mission. This includes valuing the diversityof our workforce, which we emphasize in ourDiversity in the Workplace training.
Team Member Well-Being andSatisfaction
KARLEE determines key factors that affect teammember satisfaction and well-being throughinformation and data from the team member survey,exit interviews and team member interactions withcompany leaders. The exit interviews includequestions about what the leaving team member likesmost, dislikes most, and would change aboutKARLEE. The annual survey asks team members torate the top three items on the survey that concernthem the most.
KARLEE monitors and determines team membersatisfaction and well-being through surveys, corporatelevel indicators, and informal member feedback:• The annual team member survey provides
information about satisfaction levels and keydrivers of satisfaction.
• Exit interviews provide feedback on propertraining, relationships with team leaders, andunderstanding of expectations.
• Exit interviews provide information on reasonsfor leaving and key drivers of satisfaction.
• Annual team member performance reviewsinclude questions on job satisfaction and well-being issues.
• The turnover ratio and absenteeism rates arereviewed quarterly by the SEL/KSC teams tomonitor team member satisfaction and localemployment trends.
• Safety indicators (injuries and medical costs)indicate the effectiveness of safety programs.
• SEL members attend department meetings toreceive feedback from team members.
• KARLEE officers host quarterly luncheons withteam members to obtain feedback on theirconcerns.

KARLEE 2000 Application Summary
24
Process Management
Product and Service Processes
KARLEE is a contract manufacturing servicescompany. All of the products we produce are to ourcustomers’ specifications. Depending on the type ofservice, the design processes for new services addressthe time, costs, and staffing needed to:• Purchase and install equipment• Design the production process• Design any new support processes• Design the IS interface• Create all production documentation• Complete cell layouts in the plant• Hire any new team members• Train all impacted team members• Establish supplier agreements for materials• Complete equipment installation and setup• Complete pilot test runs• Implement the production/support process
Our production and delivery processes are designedaround manufacturing cells. Each cell has theresponsibility for knowing its customers’ requirementsand for producing product to those requirements. Thisallows us to translate customer requirements directlyinto process and workflow designs. The engineeringteam member leads the effort to design the newprocess. This includes process and material flows,safety procedures, and any environmentally relatedprocedures for the new process.
During strategic planning, the Senior ExecutiveLeaders (SEL) and KARLEE Steering Committee(KSC) evaluate customer requirements, market trends,and competitive position to incorporate changingcustomer and market requirements into our design anddelivery processes. New processes may also beinitiated during the year to meet customerrequirements for new services.
The SEL/KSC assigns a task team to plan andimplement new or upgraded manufacturing andsupport services. This is accomplished using theProcess Improvement Process (see Figure 6.2).Depending on the scope of the project, the task teamwill include team members from manufacturing,engineering, support areas, quality assurance,purchasing, suppliers, and the customer.
The team meets with the customer to review therequirements for the new service. The team thenconducts an initial study to determine what type ofequipment, processes, and resources would berequired.
The team presents an initial cost/benefit and feasibilitystudy to the SEL/KSC. The SEL/KSC decides whetherto proceed with the project. The SEL/KSC alsodecides whether to benchmark the process and withwhich companies. If the project is to be implemented,the team meets with the customer and develops adetailed plan and timeline for implementing the newprocess.
We implement new technologies to meet ourcustomers’ needs for new types of services. We alsoimplement new technologies for our existingprocesses to increase capacity, reduce cycle time, andreduce the need for skilled workers. The evaluationand implementation of technology can be initiatedduring strategic planning or throughout the year asmarket and customer requirements change. TheSEL/KSC assigns a task team to determine the scopeof the project, perform a benchmarking study of thetechnology, and implement the new or upgradedtechnology.
KARLEE ensures that production/delivery processesmeet all operational requirements by obtainingapproval from customers and key suppliers during theprototype and pilot phases of the project. Processesare re-calibrated by process owners to meet changingrequirements related by customers and suppliersduring design and review meetings. KARLEE alsoensures process designs meet requirements by testingdesigns prior to production.
For production processes, the task team works withthe appropriate manufacturing team members tocomplete new cell layouts. A Quality Assurance teammember works with the other team members to createall process documentation. All documentation iswritten to ISO-9002 standards. The engineering,quality and materials team members work with thesuppliers to establish agreements for materials for apilot test and for ongoing production.
When all resources are in place, the team initiates apilot test of the new process or technology. The teamconducts a test run of the new process to verify its fullcompliance with all requirements. The process is thentaken through this cycle repeatedly until customer andprocess requirements can be met on a consistent basis.

KARLEE 2000 Application Summary
25
The task team reviews the completed project, reportsthe results to the KSC, and identifies improvementsfor future projects. Lessons learned are related throughthe SELs. This includes applying innovations andimprovements to other areas of the company as wellas improvements in the design process.
Production/Delivery Processes
Figure 6-1 shows KARLEE’s processes forproduction and delivery processes. This includesadvanced engineering support for prototypes,generation of production quotes, andmanufacturing and delivery of metal products.While these processes are listed in a continuousstream, the actual work flow depends on the needsof the customer for each product. We may developa prototype which then goes into production, set upproduction based on a design developed elsewhere,or process a repeat order for existing products. Ourgoal is to provide an integrated set of services tomeet each customer’s needs.
Each customer is assigned a permanent customerservice team of two people. This team is ourcustomer’s primary contact for quotes, dailyproduction orders, and problem resolution. Theteam includes an estimator and a customer servicerepresentative.
Our team members maintain the performance ofproduction and delivery processes by monitoring andimproving key process measures related to customerrequirements and corporate objectives.
Any team member can stop production any time theprocess is not performing to customer requirements orto process control limits. The cause and theadjustment are noted on the control chart. A Non-Conforming Process Report (NCPR) is written, whichis added to the Production Information Sheet and usedby the team in process improvement efforts.
If problems occur several times with a process, theManagement or Operational Team Leader determinesthe problem and initiates corrective action. Thesample size is increased until the process is improvedand brought back within control limits.
Each team performs a monthly self-audit to verifythey are following work instructions, monitoring andcontrolling their processes, and keeping properrecords. The QA team compiles a monthly qualityreport on team performance which includes self-auditresults, number of customer returns and number ofNCPR reports. These metrics are posted ondepartment and cell bulletin boards.
Figure 6.1 also shows a summary of themanufacturing process measures. We use SPC formetal working process measurements to ensure theprocess functions within established control limits.The metal working teams use digital gauges tomeasure product samples to specifications oncustomer drawings. Paint and plate teams usethickness and gloss meters to measure productcoatings. Quality certified members of each team andProcess Auditors verify the team’s work by measuringrandom samples of the production lot.
The teams evaluate and improve their processesthrough the improvement process shown in Figure 6-2. Each team documents the results of theirimprovement projects and presents a status of theirimprovements to the SEL/KSC quarterly. The teamsuse four sources of data to analyze their processes:• Defects from the NCPRs• The monthly team quality report which shows the
top three types of defects• Problems reported by customers• Process control charts generated during
production runs
The teams use pareto analysis and other quality toolsto identify the most prevalent problems. The teamsuse design of experiments when analyzing difficultprocess problems or complex solutions. TheEngineering and QA teams assist with this process.
Manufacturing teams use benchmarking to identifymethods to reduce cycle time and improve capacity.We benchmark with competitors, with “best practice”companies, with our customers, and with customers ofour suppliers. We concentrate our benchmarkingefforts on improved technologies, cell layout, processflow, and process procedures. Benchmarking hasproved to be a key source of better practices when aprocess has been through several cycles ofimprovement and incremental gains are more difficultto achieve.

KARLEE 2000 Application Summary
26
Figure 6.1 Production Processes
Process Owner Key Steps Requirements Measures
DevelopProductPrototype
Customer taskteam
Advise customer on design andcost of component
Produce the base prototype
Translate the customer’s designinto CNC for a first article run
Finalizes product measurementplan
Quality of designassistance
Customersatisfaction withdesign assistance
GenerateProductionQuote
Estimator Review specifications
Define shop floor routing
Estimate materials and labor
Quote responsetime.
Customersatisfaction withquote response time
ReceivePurchaseOrder
Estimator Notify purchasing of all materialrequirements
Call quality planning meeting toreview production requirements
Scheduling CustomerService Team
Review product specs
Determine scheduling
Verify material requirements
Route new product designs toengineering
Enters order to system
Schedule the production job
Correct data entry Customersatisfaction withscheduling leadtimes
Customersatisfaction withrescheduling
Set Up NewProduct forProduction
EngineeringProgrammer
Translate the customer’sdesign into CNC
Generate setup sheet
Accuracy andcompleteness
FabricateProduct
Cell Teams Depending on the componentrequirements:
Machine and fabricate product
Sheet metal steps may includepunching, braking, deburring,and welding
Meet customerspecifications
Optimize equipmentutilization
Reduce cycle time
Cpk ratio of 2.0 orgreater.
Finish Product Cell Teams Depending on the componentrequirements:
Painting
Plating
Silk-screening
Part marking
For painting andplating, gloss andthickness of coating
For silk-screen andpart marking, meetcustomer specs andreduce cycle time
AssembleProduct
Cell Team Assemble finished product withhardware and/or electrical/mechanical items
Meet customerspecifications
Reduce cycle time
Process ControlCharts
Cpk = 2.0 or Better
Scrap and ReworkCosts
NCPR DefectReporting
Customer Returns
Customersatisfaction withquality, cycle timereduction
Equipment Utilization
Work center on-timedelivery performance
Actual versusQuoted Run Time(Cycle Time)
DeliverProduct
Shipping Package product
Complete required paperwork
Correct paperwork
Correct productdelivered
Reduced packagingcosts
Scrap and ReworkCosts
Customer Returns

KARLEE 2000 Application Summary
27
Figure 6.2 Process Improvement Process
Support Processes
Figure 6.3 shows our support team processes withtheir process requirements. Support process ownersdetermine their requirements by analyzing inputreceived from the key stakeholders of their processes.Input is gathered internally through satisfactionsurveys and at meetings such as KSC meetings,Leaders meetings, and Safety Committee meetings.
Process owners work with the other members of theirown team to determine key requirements internal tothe department or cell.
The need for new support services or upgrades toservices is determined by the SEL and KSC teamsduring strategic planning and at quarterly reviews.New support services required for manufacturingprocesses are defined and designed as part of the newservice design process.
For internal support services, the departmentestablishes a team to design or improve the service.For company-wide projects, such as theimplementation of the new computer system, a cross-functional team is formed by the SEL/KSC todetermine requirements and design the process. Afterdetermining requirements, process owners collaboratewith members of their support area to design theprocesses associated with the area. This includesdetermining and implementing the appropriate processand output measures necessary to evaluate supportprocess performance.
Our support teams maintain the performance ofsupport processes by monitoring and improving keyprocess measures. Each team has process goals andmeasures tied to corporate goals and toexternal/internal customer requirements. All teamshave goals to achieve training hours per team memberand leader, to minimize safety incidents, and to reducecycle time. Figure 6.3 shows representative processmeasures for each support process.
Support teams conduct surveys of internal customersto gain feedback on service levels and satisfaction.The materials team tracks problems with theprocurement process, including problems withupstream processes. All support teams receive theresults of external customer surveys.
Support process owners work with the KSC to assessand improve their process performance using theProcess Improvement Process methodology shown inFigure 6.2.
SEL and KSC members assist support teams inidentifying opportunities and targets for benchmarkingto achieve breakthrough improvements. Support teammembers are encouraged to research alternativetechnologies to help streamline tasks and improvecustomer support.
Identify Processto Improve
Clarify Owner& Measures
DeterminePerformance
Define Process
CreateImprovement
Plan
AcquireComparative
Data
Set Goals
ImplementImprovements
MeetsRequirement
Report LessonsLearned to
KSC
MonitorProcess
Performance
No
Yes

KARLEE 2000 Application Summary
28
Figure 6.3 Support Processes
Support Team Processes Requirements Measures
Materials Procure, track, andexpedites materials andservices
Maintain inventory accuracy
Purchase request responsetime
Accurate reporting ofsupplier deliveryperformance
Accurate inventorymeasurements.
Inventory accuracy
Scheduling performance
Supplier delivery & qualityratings
Maintenance Establish and maintainservice schedules for allKARLEE vehicles,machinery, buildings
Reduced equipment down-time and reduced number ofaccidents resulting in injury
Maintenance cycle time
Machine down time
# Accidents resulting ininjury
Accounting All accounting processes Month-end cycle time
A/P cycle time
A/R cycle time
Payroll accuracy
A/P cycle time
A/R cycle time
Payroll accuracy
Month-end cycle time
InformationSystems
System installation
Computer training
System support
System and data availability
Ease and speed of dataaccess.
Computer down time
Data access time
Team Resources Recruiting
Orientation and training
Team member surveys
Maintain benefit programs
Maintain team memberrecords
Accurate match of new teammembers to jobrequirements
Response time for data
Team member turn-over &absenteeism rates
Cycle time for datadistribution
Training Maintain and publish in-house training schedule
Coordinate resources tomeet training schedules
Maintain records ofcommunity service
Develop and maintaintraining materials
Assist in classroom training
Types and number ofclasses provided
Accurate records of teammember training andcommunity support
Accurate training records bydepartment
Class attendee evaluations
Accurate community servicerecords
Supplier and Partnering Processes
KARLEE’s supplier and partner management isdistributed among process owners throughout thecompany in order to maintain decision making at themost knowledgeable level. This is supported by thecentralized database system that is used to tracksuppliers and their performance. The Purchasing teamestablishes partnerships with suppliers, evaluates theirdelivery performance, and provides them withfeedback. The top 10 key suppliers represent 63% ofour purchases based on dollar volume.
Thirty-three suppliers for about 150 purchasedproducts are specified by our customers. Thesesuppliers are single-source, provide specializedproducts, or are pre-qualified by the customer.
Our use of customer-specified suppliers assures ourcustomers control of the uniformity, quality, andreliability of the end product. KARLEE’s purchasingteam manages these suppliers in accordance withcontractual obligations established by our customers.

KARLEE 2000 Application Summary
29
KARLEE’s supplier performance is managed by thematerials team. This team is comprised of purchasing,receiving, inventory, scheduling, and shipping. Therequirements for our suppliers are 100% on-timedelivery and quality to specifications. Requirementsare communicated to our suppliers through:• The Supplier Symposium• Regular meetings with suppliers• Joint meetings with suppliers and customers
KARLEE has an approved supplier program to verifythe adequacy of current suppliers and subcontractorsand qualify potential suppliers. Purchasing orcustomer service may request a quality survey of asupplier or potential supplier. A sample lot size forfirst builds are inspected for all quality specifications.
Purchasing monitors on-time delivery for the top 10key suppliers. The monitoring of quality requirementsare performed in the production areas. Subcontractedmaterial is inspected in the shipping and receivingarea. Material or product received from suppliers andsubcontractors found to be defective is segregated anddocumented through a Notice of Rejection (NOR)form by the team member performing the inspection.The form is forwarded to the QA team to initiatecorrective action. We meet with suppliers to resolveany recurring quality problems. The top 28 keysuppliers receive a monthly report card frompurchasing that shows on-time delivery and qualityperformance.
KARLEE has a ship-to-stock program for raw metaland hardware suppliers. This program allows supplierswho consistently meet all performance requirementsfor a specified period of time to ship to stock withoutincoming inspection. We use JIT concepts for orderingraw metal materials, sending orders, and receivingmaterials as we need them to fill customer orders. Wealso have consignment replenishment programs wheresuppliers replace stock as it is used throughout themonth.
The SELs evaluate supplier performance, suppliersatisfaction survey results, and our suppliermanagement program during strategic planning. TheSELs identify goals and targets for materialsmanagement and supplier management for the comingyear. The Management Team Leaders and thematerials team work with our suppliers to develop andimplement plans to meet those goals. Programs to helpsuppliers improve their performance include:• Annual Supplier Symposium for our key suppliers
to communicate supplier requirements and presenta Supplier of the Year award.
• Encouraging our suppliers to implement EDI toreduce cycle time and errors.
• Annual supplier satisfaction survey to rate ourperformance with respect to suppliers and identifyopportunities for future improvements.
• Supplier audits and assistance in improving thequality of supplier performance, materials, andservices.
The Materials team manages and improves thesupplier/partner processes. The team organization usesinformation from four sources: supplier performancemeasures, Notice of Rejection measurements, KSCmeetings, and supplier survey results. The Materialsteam follows the Process Improvement Process shownin Figure 6.2. Improvements to supplier processes arecommunicated during the KSC and Leaders meetings.Improvements have included:• Consignment program with high volume suppliers
to ensure a consistent supply of product andreduced inventory liability.
• Expansion of ship-to-stock program to suppliersfor electrical-mechanical assemblies/enclosures.
• Installation of additional raw materials racks toreduce next day deliveries and eliminate latedeliveries.

KARLEE 2000 Application Summary
30
Results
7.1 Customer Focused Results
Figure 7.1-1 Overall Customer Satisfaction
Figure 7.1-1 shows an overall customer satisfactionrating of 1.97 for 2000. In 2000, we revised thecustomer satisfaction questions and scale, whichresulted in lower ratings for most of the questions.Using the prior rating scale, our overall rating wouldhave been 1.36 for year 2000. Our goal for 2000 was1.50. We still exceeded the satisfaction rating of 2.0for a local competitor. The competitive information isfrom a blind benchmarking study of local KARLEEcompetitors conducted at the beginning of 1999 by theHogan Center for Performance Excellence (Hogan).
Figure 7.1-2 Customer Satisfaction withCorrective Actions
Figure 7.1-2 shows our customers’ satisfaction withresponse time for corrective action. To furtherimprove performance in this area, the QualityDepartment assigns a Customer Service Specialist toassist each customer service team in expeditingcorrective action for customer problems and concerns.Figure 3.2 shows our improved problem resolutionprocess used to address customer questions, concerns,
or problems. The year 2000 rating was 1.89. Adjustedto the prior rating scale, the 2000 rating would havebeen 1.21.
Figure 7.1-3 Customer Satisfaction withScheduling Lead Times
Figure 7.1-3 shows customers’ satisfaction with ourability to meet their scheduling lead times. Wereceived a 2.41 rating in 2000. Adjusted to the priorrating scale, the 2000 rating would have been 1.73. In1998, we assigned schedulers to specific customers.This allows the Scheduling Team to work closely withthe Customer Service team, and the customer, todetermine initial requirements and to quickly respondto changes in scheduling. We have not yet reached ourgoal of 1.75 and are continuing to address this criticalrequirement.
Figure 7.1-4 KARLEE Quality Performance
Figure 7.1-4 shows KARLEE’s ability to producecomponents to customers' specifications based on theiracceptance rate of our products. This measure is thepercent of components shipped that are rejected by thecustomer. The measure is weighted for the cost of thecomponent, so that a $5000 component has a greaterimpact on the quality rating than a $500 component.This rating shows a sustained positive trend even as
Corrective Action(Scale 1-5, 1.0 = Excellent)
1
2
3
4
5
1995 1996 1997 1998 1999 2000
2000 Goal
Good
Benchmark
Changed SurveyQuestions & Rating
Scheduling Lead Times(Scale 1-5, 1.0 = Excellent)
1.0
2.0
3.0
4.0
5.0
1995 1996 1997 1998 1999 2000
2000 Goal
Good
Benchmark
Changed SurveyQuestions & Rating
Quality Rating(% Customer Acceptance)
90%
92%
94%
96%
98%
100%
1995 1996 1997 1998 1999 2000
2000 Goal
Good
MBNQA
Competitor
Customer Satisfaction Survey(Scale 1-5, 1.0 = Excellent)
1.0
2.0
3.0
4.0
5.0
1995 1996 1997 1998 1999 2000
2000 Goal
Good
Competitor
Changed SurveyQuestions & Rating

KARLEE 2000 Application Summary
31
our production volumes continue to grow at a rapidpace.
This performance is the result of continuousimprovement over several years to our productionprocesses. We use performance data and problemsreports to identify areas of improvement. We ask eachproduction team to reduce the top three types ofdefects each quarter. For Year 2000, our qualityperformance has increased to 99.74%, exceeding our2000 goal of 99.6%
7.2 Financial and Market Results
Figure 7.2-1 Revenue Vs. Productivity
Figure 7.2-1 is an indicator of our success in managedgrowth. Since 1995, we have achieved an annualaverage increase of 39% sales growth. We havecontinued to achieve improvements in our laborproductivity index over the same period with anaverage annual improvement of 24%.
7.3 Team Resource Results
7.3-1 Team Member Satisfaction
Figure 7.3-1 shows the results of team membersatisfaction surveys. During 1999 strategic planning,
the KARLEE Steering Committee decided to changefrom the internal survey to a third party survey tobetter assesses team member satisfaction and gainaccess to more detailed comparative data. The firstthird-party survey was conducted in April 2000. Thenew survey contains different questions and a revisedrating scale. The overall rating for 2000 was 2.26.
Hoshins were selected for 1998 and 1999 to addressteam member satisfaction issues. Figure 7.3-2 showsseveral of the issues we addressed through theseHoshins. These questions were not asked in the newthird-party survey.
7.3-2 Team Member Satisfaction IssuesAddressed through Hoshins
Question 1996 1999 Gain
I enjoy my job atKARLEE
1.56 1.40 10.3%
I believe that KARLEEis a better place to workcompared to last year
1.81 1.70 6.1%
I receive sufficientrecognition for a jobwell done from myteam leader
2.61 2.10 19.5%
I would recommendKARLEE as anemployer to a friend
2.89 2.3 20.4%
7.3-3 Team Member Training
Figure 7.3-3 shows a steady increase in team membertraining hours until 1999. On-the-job training wasreduced in 1999 due to a reduction in new teammember hiring. The 2000 goal for team member
Revenue ($M) versus Productivity
$-
$20
$40
$60
$80
$100
1995 1996 1997 1998 1999 20000
2
4
6
8
10
Revenue ($M) Productivity
Team Member Satisfaction Survey(Scale 1 - 4, 1.0 = Excellent)
1.0
2.0
3.0
4.0
1995 1996 1997 1998 1999 2000
2000 Goal
Good
Benchmark
Changed SurveyQuestions & Scale
Team Member Training(Average # of Training Hours)
0
10
20
30
40
1995 1996 1997 1998 1999 2000
2000 GoalGood
MBNQA

KARLEE 2000 Application Summary
32
training was 30 hours. Team members received anaverage of 18.7 hour training in year 2000.
7.3-4 Turnover Ratio
Figure 7.3-4 shows trends in team member turnoverratios. Benchmarks for turnover rates are not available.Turnover increased in 2000 to 3.7%. Our goal was3.0%. This higher level of turnover in 2000 was due toa large increase in new hires. Forty percent of ourturnover occurs within the first 90 days ofemployment. Causes for turnover in this trial periodinclude the physical demands of the job, unfamiliaritywith a manufacturing environment, mismatch to ourteam culture, or poor performance.
We conduct annual compensation benchmark studiesto determine if we are paying competitive rates. As aresult of these studies we have redefined jobdescriptions and upgraded compensation for amajority of the job positions at KARLEE. We havereduced reliance on skilled metal workers throughincreased use of robotic brake and weld equipment.
7.4 Supplier and Partner Results
7.4-1 Metal Supplier Quality
Figure 7.4-1 shows the quality ratings for our top fivemetal suppliers. These ratings are based on Notice ofRejection forms that are used to indicate lack ofsupplier conformance to our quality requirements.Strong partnerships with our suppliers enable us toquickly resolve quality issues. Our suppliers haveaccepted full responsibility for quality of their product.Our metal suppliers’ quality performance was 99.7%in 2000, exceeding our goal 2000 of 99.5% and theHogan benchmark of 98%.
7.4-2 Hardware Supplier Quality
Figure 7.4-2 shows the quality ratings for our top fivehardware suppliers. Overall hardware supplier qualityperformance has been excellent. Isolated lot rejects(mixed components, gasket issues, rivet problems) areresearched and corrected to prevent reoccurrence. Ourhardware suppliers’ quality performance was 99.0% in2000, meeting our 2000 goal of 99.0% and exceedingthe Hogan benchmark of 98%.
Figure 7.4-3 Raw Metal Delivery Time
Machining and sheet metal fabrication are our coreservices. The ability to secure raw metal in a timelyfashion is critical to meeting our customers’expectations. Until 1997, we procured metal by
Raw Metal(Supplier Delivery Performance)
94-96 97 98-00
1Day
2-5
Days
Minutes
Turnover(Average Monthly Team Member Turnover Rate)
0%
2%
4%
6%
8%
1995 1996 1997 1998 1999 2000
2000 Goal
Good
Hardware Supplier Quality(% Acceptance)
95%
96%
97%
98%
99%
100%
2H97 1H98 2H98 1H99 2H99 1H00 2H00
2000 Goal
Good
Benchmark
Metal Supplier Quality(% Acceptance)
95%
96%
97%
98%
99%
100%
2H97 1H98 2H98 1H99 2H99 1H00 2H00
2000 Goal
Good Benchmark

KARLEE 2000 Application Summary
33
placing a purchase order and waiting the specifiedlead-time (2-5 days) to receive the product. To reducecycle time to our customers, KARLEE implemented aJIT program for metal product. Suppliers keep pre-cutproduct ready for our use. Once the purchase order isprovided to the supplier, the product is delivered thenext day, reducing the metal receipt cycle time to oneday. (Figure 7.4-3).
Since 1998, KARLEE implemented a consignmentprogram with the top two metal suppliers. Suppliersstore up to 1 week’s worth of high volume metalproducts at KARLEE, at the supplier’s expense. Thesupplier manages the inventory against a minimumand maximum level at our facility. As the metal isused, the supplier replaces up to the maximum leveland invoices KARLEE. This has reduced cycle timefor metal products from days to minutes.
7.5 Organizational EffectivenessResults
Figure 7.5-1 Community Service Hours
KARLEE leadership and team members activelysupport the community. Service hours include tutoringat a local elementary school, presentations to civicorganizations, and participation in community andcharitable activities such as March of Dimes and Cityof Garland board meetings.
As shown in Figure 7.5-1, we donated 1131community service hours in 2000, significantlyexceeding our goal of 750 hours and the Hoganbenchmark of 200 hours. SELs led by example bycontributing 38% of those hours.
Figure 7.5-2 Waste Reduction
Figure 7.5-2 shows our scrap and rework costs as apercent of sales. Scrap and rework rates are measuredat the department and cell team level, and are postedon the team bulletin boards. Improvement in wastereduction is accomplished at the team level throughroot cause analysis and corrective action. We continueto exceed goals in waste reduction. Scrap and reworkcosts were .14% of sales for 2000, exceeding our goalof 1%.
7.5-3 Machining Capability Ratio
7.5-4 Sheet Metal Capability Ratio
Figures 7.5-3 and 7.5-4 show machining and sheetmetal process capabilities. Data collected from control
Community Service(Team Member Volunteer Service Hours)
0
200
400
600
800
1000
1200
1995 1996 1997 1998 1999 2000
2000 Goal
Good
Benchmark
Waste Reduction(% of Scrap & Rework vs. Sales)
0.0%
0.5%
1.0%
1.5%
2.0%
1995 1996 1997 1998 1999 2000
2000 GoalGood
Machining Capability Ratio
0.0
1.0
2.0
3.0
4.0
5.0
1995 1996 1997 1998 1999 2000
2000 Goal
GoodMBNQA
Sheet Metal Capability Ratio
0.0
1.0
2.0
3.0
4.0
5.0
1995 1996 1997 1998 1999 2000
2000 GoalGood MBNQA

KARLEE 2000 Application Summary
34
charts throughout the manufacturing area are used tocalculate the Cpk (Process Capability) on a quarterlybasis. This data shows the ability of our metalprocesses to produce quality product. Benchmarkingdata with a MBNQA recipient from our industryindicates KARLEE’s high level of performance.
Process capability values are determined for allmachining and sheet metal equipment and aremonitored to ensure they remain over 2.0. Anymachine or piece of equipment that drops below the2.0 Cpk level is repaired internally, overhauled by themanufacturer, or removed from production service.
7.5-5 Cell Team Delivery Performance
Figure 7.5-5 shows the internal on-time deliveryperformance (job start time) for Quality Quest, amachining cell team. Internal delivery measures thetime for delivery to stocking locations, not necessarilythe external performance from a customer’sperspective.
Production cell teams receive a monthly report of theirinternal delivery performance. This report identifiestheir variance to the standard measurement. Althougha team may be affected by issues outside their control(material shortages, equipment downtime, schedulechanges) they must identify why they fell below thetarget level and determine actions to remedy thesituation.
Figure 7.5-5 is representative of the reports that areposted on a team’s bulletin board. This information isreviewed by the cell team during their team meetingsand by the KSC during walk-around bulletin boardevaluations. Actual reports show performance for thecurrent year (month-by-month basis) and theperformance for the two previous years (annualaverage).
Cell Team Delivery Performance(% On-time Delivery for Quality Quest - Machining)
80%
85%
90%
95%
100%
Oct Nov D e c Jan Feb Mar A p r May J un J u l Aug S e p
Good