klassifikations- und bauvorschriften vi ergänzende...
TRANSCRIPT

Klassifikations- und Bauvorschriften VI Ergänzende Vorschriften und Richtlinien
10 Korrosionsschutz
2 Richtlinien für Korrosionsschutz und Beschichtungssysteme
Ausgabe 2010

Diese Richtlinien treten am 1. August 2010 in Kraft.
Änderungen gegenüber der vorherigen Ausgabe sind durch Balken am Rande des Textes angezeigt.
Germanischer Lloyd AG
Unternehmenszentrale Brooktorkai 18, 20457 Hamburg
Tel.: +49 40 36149-0 Fax: +49 40 36149-200
www.gl-group.com
Es gelten die "Allgemeinen Geschäftsbedingungen" in der jeweils gültigen Fassung (siehe Klassifikations- und Bauvorschriften, I - Schiffstechnik, Teil 0 - Klassifikation und Besichtigungen).
Nachdruck oder Vervielfältigung, auch auszugsweise, ist nur mit Genehmigung der Germanischer Lloyd AG gestattet.
Verlag: Germanischer Lloyd AG, Hamburg

Inhaltsverzeichnis
Abschnitt 1 Allgemeine Grundsätze
A. Geltungsbereich .......................................................................................................................... 1- 1 B. Abgrenzung ................................................................................................................................ 1- 1 C. Definitionen ................................................................................................................................ 1- 1 D. Verwendete Formelzeichen und Abkürzungen ........................................................................... 1- 1
Abschnitt 2 Konstruktive Auslegung
A. Allgemeines ................................................................................................................................ 2- 1
Abschnitt 3 Werkstoffe
A. Allgemeines ................................................................................................................................ 3- 1 B. Un- und niedriglegierte Stähle und Stahlguss ............................................................................. 3- 1 C. Gusseisen ................................................................................................................................... 3- 1 D. Nichtrostende Stähle und nichtrostender Stahlguss .................................................................... 3- 2 E. Kupfer und Kupferlegierungen ................................................................................................... 3- 3 F. Aluminiumlegierungen ............................................................................................................... 3- 4 G. Kontaktkorrosion ........................................................................................................................ 3- 4
Abschnitt 4 Beschichtungen
A. Allgemeines ................................................................................................................................ 4- 1 B. Vorbereitung der Oberfläche ...................................................................................................... 4- 1 C. Auswahl der Beschichtungsstoffe ............................................................................................... 4- 5 D. Applikation von Beschichtungssystemen ................................................................................... 4- 10 E. Fachgerechte Nachbesserung von Beschädigungen und Mängeln in
Beschichtungssystemen während der Bauzeit ............................................................................ 4- 11 F. Prüfung, Abnahme und Dokumentation der Beschichtungssysteme ........................................... 4- 11
Abschnitt 5 Überzüge auf Stahl
A. Feuerverzinken ........................................................................................................................... 5- 1 B. Thermisches Spritzen ................................................................................................................. 5- 1
Abschnitt 6 Zertifizierung von Beschichtungsarbeiten
A. Allgemeines ................................................................................................................................ 6- 1 B. Bestandteile der Zertifizierung ................................................................................................... 6- 1 C. Zertifizierung .............................................................................................................................. 6- 2
VI - Teil 10 GL 2010
Inhaltsverzeichnis Kapitel 2Seite 3

Abschnitt 7 Kathodischer Korrosionsschutz
A. Allgemeines ................................................................................................................................ 7- 1 B. Außenschutz durch galvanische Anoden .................................................................................... 7- 2 C. Innenschutz durch galvanische Anoden ...................................................................................... 7- 6 D. Außenschutz durch Fremdstrom ................................................................................................. 7- 7 E. Wartung des kathodischen Schutzsystems .................................................................................. 7- 9 F. Dokumentation des kathodischen Schutzsystems ....................................................................... 7- 9
Abschnitt 8 Normenverzeichnis
A. Normative Verweise ................................................................................................................... 8- 1 B. Richtlinien der Schiffbautechnischen Gesellschaft e.V. .............................................................. 8- 2 C. DVS Merkblätter ........................................................................................................................ 8- 2
Kapitel 2 Seite 4
VI - Teil 10GL 2010

Abschnitt 1
Allgemeine Grundsätze
A. Geltungsbereich
Diese Richtlinien enthalten technische Grundsätze der Korrosion und Regeln des Korrosionsschutzes von Schiffen, Bauteilen, Komponenten und Strukturen unter maritimen Anwendungs- und Umgebungsbedin-gungen.
Unter der Voraussetzung, dass die entsprechenden Randbedingungen berücksichtigt werden, können sie sinngemäß auch für andere Systeme, Bauteile und Komponenten angewendet werden.
Diese Richtlinien sind als Ergänzung zu den GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35 und den GL Rules for Coating of Ballast Water Tanks (VI-10-1) sowie den GL Rules for Corrosion Protecti-on of Crude Oil Cargo Tanks (VI-10-3) gedacht, wel-che sich auf das aus klassifikatorischer Sicht zwingend Notwendige beschränken und beim Bau von Schiffen mit Klasse des Germanischen Lloyd (GL) in jedem Fall einzuhalten sind.
Nationale oder internationale Bestimmungen und Vorschriften sind ebenfalls einzuhalten.
B. Abgrenzung
Korrosion als Mechanismus an sich kann nicht ver-hindert, sondern es können nur die Korrosionsraten und Erscheinungen der Korrosion minimiert werden.
Ziel muss es sein, durch Korrosionsschutzmaßnah-men, wie z. B. durch geeignete Werkstoffauswahl, Anwendung von entsprechenden Konstruktions-grundsätzen, geeignete Beschichtungssysteme oder durch kathodischen Schutz, die Korrosionsrate für ein bestimmtes System auf ein akzeptables Maß zu be-grenzen. Das bedeutet, dass mit hoher Wahrschein-lichkeit die spezifizierte Lebensdauer der Struktur gewährleistet ist und kein Korrosionsschaden eintritt.
Die Korrosion und die Korrosionsrate sind von vielen verschiedenen Parametern abhängig. Anwendungs- und Umgebungsbedingungen, Werkstoffeigenschaf-ten, Spannungs- und Dehnungszustände sowie die Wirksamkeit und Effektivität von Schutzmaßnahmen beeinflussen die Korrosion.
Schäden durch Korrosion sind vermeidbar. Die in diesen Richtlinien spezifizierten Grundsätze und Hin-weise basieren auf normativen Regelwerken und Er-fahrungswerten, die bei richtiger Anwendung einen ausreichend guten Korrosionsschutz von Schiffen und Komponenten in Seewasser und Seeatmosphäre ge-währleisten.
Dies entbindet den Betreiber und den Konstrukteur nicht von der Pflicht, die jeweiligen spezifischen Be-sonderheiten seines Systems, Bauteils oder der Kom-ponenten zu bewerten und die jeweilige Korrosionsge-fährdung zu berücksichtigen. Insbesondere müssen die zur Anwendung kommenden Korrosionsschutzmaß-nahmen, deren Wartung und die Instandhaltung auf das Bauteil oder die Struktur und auch auf die spezifi-zierte Lebensdauer abgestimmt werden.
Bei der Auslegung des Korrosionsschutzes müssen in jedem Fall die spezifischen vertraglichen Bedingun-gen und Vereinbarungen zwischen Besteller und Her-steller berücksichtigt werden.
Für die Auslegung des Korrosionsschutzes sind die entsprechenden normativen Verweise ebenfalls mit zu berücksichtigen. Der GL kann auf Antrag eine bera-tende Funktion übernehmen.
C. Definitionen
Begriffe und deren Erläuterungen hinsichtlich der Korrosion und des Korrosionsschutzes sind in ISO 8044, EN ISO 4618, ISO 12944, EN 12473 und DIN 81249 definiert.
Für die in diesen Richtlinien verwendeten Begriffe "Seewasser" und "Seeatmosphäre" sind auch die Beg-riffe "Meerwasser" und "Meeresatmosphäre" üblich.
D. Verwendete Formelzeichen und Abkürzungen
AG = Zu schützende Gesamtfläche
AKSZ = Fläche einer KSZ
AY = Acrylharz
DTZ = Dauertauchzone
EP = Epoxidharz
FB = Fertigungsbeschichtungen (Shopprimer)
VI - Teil 10 GL 2010
Abschnitt 1 Allgemeine Grundsätze Kapitel 2Seite 1–1
D

fB = Belastungsfaktor
FVK = Faserverstärkte Kunststoffe
IG = Gesamtschutzstrom
IK = Interkristalline Korrosion
IKSZ = Schutzstrombedarf für eine KSZ
iKSZ = Schutzstromdichte einer KSZ
iS = Schutzstromdichte
KKS = Kathodischer Korrosionsschutz
KSZ = Kathodische Schutzzone
MCU = Synthetisch mineralisches Strahlmittel aus Kupferhüttenschlacke
mG = Gesamtanodengewicht
MKE = Synthetisch mineralisches Strahlmittel aus Elektrokorund
mKSZ = Anodengewicht einer KSZ
MQS = Natürlich mineralisches Strahlmittel aus Quarzsand
PMMA = Polymethylmethacrylat
PUR = Polyurethan
Qg = Strominhalt der Anodenlegierung
RZ, Ry5 = Gemittelte Rautiefe
SchwRK = Schwingungsrisskorrosion
SpRK = Spannungsrisskorrosion
SWZ = Spritzwasserzone
TBT = Tributylzinn
tS = Schutzdauer
UH = Potential gegen Standardwasser-stoffelektrode
UP = Ungesättigter Polyester
W = Wirksumme
WTZ = Wechseltauchzone
Kapitel 2 Seite 1–2
Abschnitt 1 Allgemeine Grundsätze VI - Teil 10GL 2010
D

Abschnitt 2
Konstruktive Auslegung
A. Allgemeines
Die Gestaltung von Schiffen, Systemen und Kompo-nenten sollte mit dem Ziel erfolgen, einen optimalen Korrosionsschutz durch geeignete konstruktive Maß-nahmen zu gewährleisten.
Es haben sich u.a. folgende Maßnahmen bewährt:
– Stellen an denen sich Feuchtigkeit sammelt und somit Korrosion leicht entsteht und sich ausbrei-ten kann, wie z. B. Spalte und Sümpfe, sind, wenn möglich, zu vermeiden.
– Die konstruktive Gestaltung sollte so ausgelegt werden, dass nachfolgende Arbeiten des passi-ven und aktiven Korrosionsschutzes, wie Ober-flächenvorbereitungen, Beschichtungsarbeiten, Inspektionen und Instandhaltung, möglichst op-timal durchgeführt werden können, z. B. dass eine gute Zugänglichkeit gegeben ist.
– Sogenannte "Schattenwirkungen", die Beschich-tungsarbeiten erschweren, wie z. B. offene, tiefe Spalte, sind zu vermeiden.
– Ansammlungen von Kondenswasser in Stahl-bauteilen können durch ausreichende Belüf-tungsmöglichkeiten vermieden werden.
– Die Oberflächen sind möglichst eben auszufüh-ren. Notwendige Versteifungen, Einbauten und Rohrleitungen usw. sollten, wenn möglich, in weniger korrosionsgefährdete Bereiche verlegt werden.
– Die Möglichkeit der Durchführung einer ord-nungsgemäßen Reinigung und Beizung, insbe-sondere bei passivierbaren Werkstoffen wie den austenitischen Stählen muss nach dem Schwei-ßen gegeben sein.
– Korrosion durch Tropfenschlag kann durch Verwendung von Prallblechen vermieden wer-den.
– Unterbrochene Schweißungen, wie die soge-nannten "Kettenschweißungen", sind nur in wärmeisolierten und kondenswasserfreien Zo-nen zulässig, siehe auch GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 19.
– Grate und scharfe Kanten sollten abgerundet werden, um die Beschichtungsarbeiten zu er-leichtern und die Haltbarkeit der Beschichtung zu erhöhen. Der Mindestradius sollte 2 mm be-tragen.
– Nicht zugängliche Hohlbauteile sind vollständig und dauerhaft zu verschließen, z. B. zuzu-schweißen; entsprechende sicherheitstechnische Vorgaben sind dabei zu berücksichtigen.
– Mischbauweisen zwischen unterschiedlichen Werkstoffen sollten, wenn möglich, vermieden werden und ansonsten sind geeignete Maßnah-men zur Isolation vorzusehen.
VI - Teil 10 GL 2010
Abschnitt 2 Konstruktive Auslegung Kapitel 2Seite 2–1
A


Abschnitt 3
Werkstoffe
A. Allgemeines
1. Anwendungsbereich
Die Angaben in diesem Abschnitt sind bei der Aus-wahl von Werkstoffen und bei der Auslegung von Bauteilen von Schiffen und Geräten zu berücksichti-gen, wenn das Korrosionsverhalten des Werkstoffs in Seewasser oder Seeatmosphäre ein beachtenswertes Kriterium darstellt
2. Werkstoffauswahl
Der Werkstoff ist sowohl nach konstruktiven Ge-sichtspunkten als auch unter Berücksichtigung der zu erwartenden korrosiven Beanspruchung auszuwählen. Die Anzahl verschiedenartiger Werkstoffe in einer Konstruktion ist, unter Beachtung der in diesem Ka-pitel enthaltenen Angaben, soweit wie möglich ein-zuschränken bzw. aufeinander abzustimmen.
3. Rückstände und Verunreinigungen
Zunder, Anlauffarben, Schweißspritzer, Rost, Bear-beitungsrückstände, Reste von Beschichtungen und Schmutz sind zu entfernen, sofern durch sie eine Beeinträchtigung der Korrosionsbeständigkeit oder des Korrosionsschutzes verursacht wird.
4. Schweißverbindungen
Der Schweißzusatz ist so auszuwählen, dass das freie Korrosionspotential des Schweißgutes möglichst gleich oder etwas positiver gegenüber dem freien Korrosionspotential der zu verbindenden Werkstoffe ist. Die Schweißvorschriften des GL sind zu beach-ten.
5. Wartung
Bei der Reinigung ist darauf zu achten, dass die Schutz- bzw. Deckschichten nicht beschädigt oder zerstört werden.
B. Un- und niedriglegierte Stähle und Stahl-guss
1. Geltungsbereich
Diese Richtlinien gelten für un- und niedriglegierte Stähle und Stahlguss, wie sie in den GL-Vorschriften
für Stahl- und Eisenwerkstoffe (II-1-2), Abschnitt 1 bis 4 genannt sind.
2. Schutzmaßnahmen
2.1 Korrosionszuschlag
Ist lediglich gleichmäßige Flächenkorrosion, bzw. in Seeatmosphäre auch Muldenkorrosion zu erwarten, kann bei der Bauteilauslegung ein Korrosionszu-schlag vorgesehen werden. Dabei ergibt sich nach Literaturangaben ein Korrosionszuschlag pro Jahr geplante Standzeit
– von 0,21 mm für benetzte Flächen
– von 0,10 mm für Bauteile und Strukturen die lediglich der Seeatmosphäre ausgesetzt sind.
Für Schiffe und Gerät mit Klasse des GL sind in jedem Fall die Korrosionszuschläge gemäß den GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 3, K. zu beachten.
Vorraussetzung für gleichmäßige Flächenkorrosion ist dabei eine gleichmäßig entzunderte und gesäuber-te Oberfläche ohne Bewuchs. Weiterhin darf auf-grund der örtlichen Strömungsbedingungen keine Erosionskorrosion auftreten.
2.2 Passiver oder aktiver Korrosionsschutz
Darunter sind Beschichtungen und Überzüge (passiv) sowie ein KKS (aktiv) im Sinne dieser Richtlinien zu verstehen. Solche zusätzlichen Schutzmaßnahmen, sind überall dort anzuwenden, wo aufgrund z. B. konstruktiver Begebenheiten selektive Korrosion zu erwarten ist.
C. Gusseisen
1. Geltungsbereich
Diese Richtlinien gelten für Gusseisensorten mit Kugelgrafit und Lamellengrafit, wie sie in den GL-Vorschriften für Stahl- und Eisenwerkstoffe (II-1-2), Abschnitt 5 genannt sind.
VI - Teil 10 GL 2010
Abschnitt 3 Werkstoffe Kapitel 2Seite 3–1
C

2. Schutzmaßnahmen
2.1 Korrosionszuschlag
Ist lediglich gleichmäßige Flächenkorrosion, bzw. in Seeatmosphäre auch Muldenkorrosion zu erwarten, kann bei der Bauteilauslegung mit einem Korrosions-zuschlag gerechnet werden. Dabei ergibt sich nach Literaturangaben ein Korrosionszuschlag pro Jahr geplante Standzeit
– von 0,12 mm für benetzte Flächen
– von 0,06 mm für Bauteile und Strukturen die lediglich der Seeatmosphäre ausgesetzt sind.
Für Schiffe und Gerät mit Klasse des GL sind in jedem Fall die Korrosionszuschläge gemäß den Klas-sifikations- und Bauvorschriften zu beachten.
Vorraussetzung für gleichmäßige Flächenkorrosion ist dabei eine gleichmäßige, gesäuberte Oberfläche mit einer intakten unbeschädigten Gusshaut ohne Bewuchs. Weiterhin darf aufgrund der örtlichen Strö-mungsbedingungen keine Erosionskorrosion auftre-ten.
2.2 Passiver oder aktiver Korrosionsschutz
Darunter sind Beschichtungen und Überzüge (passiv) sowie ein KKS (aktiv) im Sinne dieser Richtlinien zu verstehen. Solche zusätzlichen Schutzmaßnahmen, sind überall da anzuwenden, wo aufgrund z. B. kon-struktiver Begebenheiten oder Unregelmäßigkeiten in der Gussoberfläche selektive Korrosion zu erwarten ist.
D. Nichtrostende Stähle und nichtrostender Stahlguss
1. Geltungsbereich
Diese Richtlinien gelten für nichtrostende Stähle und Stahlgusssorten, wie sie in den GL-Vorschriften für Stahl- und Eisenwerkstoffe (II-1-2), Abschnitt 1, G., Abschnitt 2, E. und Abschnitt 4, F. sowie in den Vorschriften für Sonderwerkstoffe für Marineschiffe (II-1-6) genannt werden.
2. Schutzmaßnahmen
Nichtrostende Stähle und nichtrostender Stahlguss weisen in Seewasser, wie in allen nicht zu stark sau-ren Medien, einen passiven Oberflächenzustand auf. Demnach ist eine Beschichtung dieser Stähle nur unter besonderen Umständen zu empfehlen. Je nach Zusammensetzung und Gefügeausbildung sind rost-freie Stähle empfindlich gegen lokale Korrosion wie Lochfraß und Spaltkorrosion.
2.1 Loch- und Spaltkorrosion
2.1.1 Legierungszusammensetzung
In Abhängigkeit von den zu erwartenden Temperatu-ren gelten Stähle mit folgenden Wirksummen in Seewasser als beständig gegen Loch- und Spaltkorro-sion.
Tabelle 3.1 Erforderliche Wirksummen bei See-wasserbeaufschlagung
Grenztemperatur für Lochkorrosions-
beständigkeit in Seewasser
[°C]
Wirksumme W
(min.)
40 35
25 30
10 25
Die Wirksumme (W) berechnet sich wie folgt:
a) Für austenitische, mit mehr als 3% Molybdän legierte nichtrostende Stähle sowie Nickel-Basislegierungen:
W %Cr 3,3 %Mo 30 %N= + ⋅ + ⋅
b) Für den austenitisch-ferritischen, nichtrosten-den Stahl X2CrNiMoN22-5-3 (1.4462):
W %Cr 3,3 %Mo 16 %N= + ⋅ + ⋅
c) Für austenitische, mit weniger als 3 % Molyb-dän legierte, nichtrostende Stähle sowie für den austenitisch-ferritischen Stahl X3CrNiMoN27-5-2 (1.4460):
W %Cr 3,3 %Mo= + ⋅
2.1.2 Kathodischer Korrosionsschutz
Durch kathodischen Korrosionsschutz können Loch- und Spaltkorrosion verhindert werden, wobei im Falle der Spaltkorrosion die Wirkung des KKS in Abhängigkeit von der Spaltgeometrie begrenzt ist. Für den Fall der Lochkorrosion reicht bei den auste-nitischen und austenitisch-ferritischen Stählen eine Potentialabsenkung auf UH = – 0,1 V, bei martensiti-schen oder nickelmartensitischen CrNi-, CrMo- und CrNiMo-Stählen auf UH = – 0,3 V aus.
Hinweis
Unbeschichtete nichtrostende Stähle werden nicht kathodisch geschützt, wenn sie für die Korrosionsbe-lastung geeignet sind. Beschichtete nichtrostende Stähle müssen im Unterwasserbereich kathodisch geschützt werden.
Kapitel 2 Seite 3–2
Abschnitt 3 Werkstoffe VI - Teil 10GL 2010
D

2.1.3 Konstruktion und Verarbeitung
Folgende grundsätzliche Dinge sind zu beachten:
– Spalte sollten soweit wie möglich vermieden werden. Ist dies nicht möglich, sollten die Spal-te möglichst groß ausfallen, d. h. die Spalte sollten breiter als tief sein und die Breite sollte größer 1 mm sein.
– Flansche müssen ggf. aus korrosionsbeständi-geren Werkstoffen hergestellt sein.
– Wärmeübergänge sollten vermieden werden.
– Schweißungen sind sachgerecht auszuführen. Z. B. sind Wurzelfehler und eine Werkstoffsen-sibilisierung durch falsche Temperaturführung zu vermeiden.
– Schweißnähte müssen fachgerecht nachbereitet werden, z. B. durch das Entfernen von Anlauf-farben, Zunderschichten usw.
– Kein grobes mechanisches Schleifen.
– Die Oberfläche sollte möglichst glatt sein.
– Es sollten nur geeignete Bearbeitungswerkzeu-ge verwendet werden (z.B. "V/A-Bürste").
2.2 Interkristalline Korrosion (IK)
Stähle, die nicht beständig gegenüber IK sind, dürfen nur im lösungsgeglühten Zustand eingesetzt werden. Stähle mit abgesenktem Kohlenstoffgehalt (C ≤ 0,03 %) sowie mit Titan oder Niob stabilisierte Stähle haben eine ausreichende Beständigkeit gegen IK.
2.3 Spannungsrisskorrosion (SpRK)
An nichtrostenden austenitischen Stählen kann in Seewasser chlorinduzierte Spannungsrisskorrosion bei Temperaturen oberhalb etwa 50 °C auftreten. Bei höheren Temperaturen müssen Stähle mit hohen Gehalten an Molybdän und insbesondere Nickel gewählt werden, deren Eignung im Einzelfall zu überprüfen ist. Eine hohe Korrosionsbeständigkeit weisen wegen ihres Gefügeaufbaus austenitisch-ferritische Stähle, z. B. Werkstoff X2CrNiMoN22-5-3 (1.4462), auf.
Auf hohe Festigkeit angelassene martensitische Stäh-le benötigen einen KKS. Das Schutzpotential sollte jedoch bei Aufhärtungen über 350HV (z. B. durch Schweißungen) oder Festigkeiten über 1 000 MPa nicht unter -0,5 V(UH) liegen, da sonst die Gefahr der Wasserstoffversprödung besteht.
2.4 Schwingungsrisskorrosion (SchwRK)
Bei schwingender Belastung muss ein lokaler Korro-sionsangriff ausgeschlossen werden. Hierzu sind zum einen molybdänhaltige Stähle zu bevorzugen und zum anderen sollte ein KKS installiert werden. Auch hier sollte im Falle der höherfesten martensitischen
Stähle (Rm > 1 000 MPa) das Schutzpotential nicht unter - 0,5 V(UH) liegen.
E. Kupfer und Kupferlegierungen
1. Geltungsbereich
Diese Richtlinien gelten für Kupfer und Kupferknet-legierungen und Kupfergusslegierungen, wie sie in den GL-Vorschriften für Nichteisenmetalle (II-1-3), Abschnitt 2 genannt sind. Sauerstoffhaltige und sau-erstofffreie Kupfersorten sowie Kupfer-Zink-Knet- und Gusslegierungen mit und ohne weitere Legie-rungselemente (außer CuZn20Al2 (2.0460)) sind in der Regel nicht für den direkten Einsatz in Seewasser geeignet.
2. Schutzmaßnahmen
Folgende Gesichtspunkte sollten beachtet werden:
– Es muss ein gleichmäßiger Oberflächenzustand ohne z. B. Schnittkanten, Oberflächenverlet-zungen, lokalen Bewuchs gegeben sein.
– Für die Ausbildung einer günstigen Deck-schicht ist die Inbetriebnahme mit sauberem, gut belüftetem Wasser zu fordern.
– Es ist darauf zu achten, dass die Deckschichten, z.B. bei Stillstandzeiten, nicht austrocknen und verspröden.
– Im Einsatzgebiet sollte eine ausreichende Kon-vektion mit Strömungsgeschwindigkeiten grö-ßer 0,1m/s vorherrschen.
– Hinsichtlich der konstruktiven Auslegung ist Abschnitt 2 zu beachten.
– Im Bereich der Wechseltauchzone sollten Rot-guss und Zinnbronzen eher nicht eingesetzt werden, da eine Gefährdung durch Lochkorro-sion besteht.
– Bei Kupfer-Aluminium-Legierungen ist ein Einsatz bei Temperaturen über 60°C ungünstig. Dies gilt nicht wenn bei Legierungen mit Ni-ckelzusatz ein Al-Gehalt > (8,5 + Ni/2)% ein-gehalten wird.
– Rohrleitungen sollten für eine Durchflussge-schwindigkeit von mindestens 0,8 m/s ausge-legt werden. Die obere Grenzgeschwindigkeit ist vom Werkstoff und vom Rohrdurchmesser abhängig. Folgende Werte dürfen nicht über-schritten werden, siehe Tabelle 3.2.
VI - Teil 10 GL 2010
Abschnitt 3 Werkstoffe Kapitel 2Seite 3–3
E
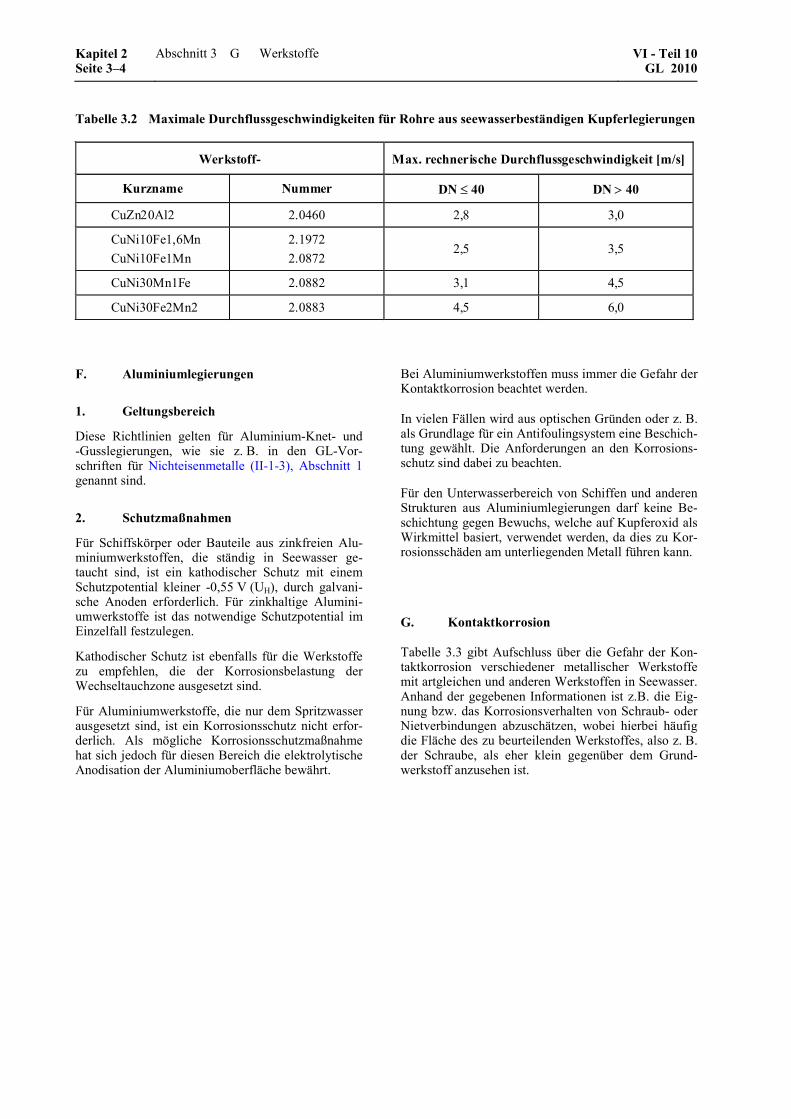
Tabelle 3.2 Maximale Durchflussgeschwindigkeiten für Rohre aus seewasserbeständigen Kupferlegierungen
Werkstoff- Max. rechnerische Durchflussgeschwindigkeit [m/s]
Kurzname Nummer DN ≤ 40 DN > 40
CuZn20Al2 2.0460 2,8 3,0
CuNi10Fe1,6Mn CuNi10Fe1Mn
2.1972 2.0872
2,5 3,5
CuNi30Mn1Fe 2.0882 3,1 4,5
CuNi30Fe2Mn2 2.0883 4,5 6,0
F. Aluminiumlegierungen
1. Geltungsbereich
Diese Richtlinien gelten für Aluminium-Knet- und -Gusslegierungen, wie sie z. B. in den GL-Vor-schriften für Nichteisenmetalle (II-1-3), Abschnitt 1 genannt sind.
2. Schutzmaßnahmen
Für Schiffskörper oder Bauteile aus zinkfreien Alu-miniumwerkstoffen, die ständig in Seewasser ge-taucht sind, ist ein kathodischer Schutz mit einem Schutzpotential kleiner -0,55 V (UH), durch galvani-sche Anoden erforderlich. Für zinkhaltige Alumini-umwerkstoffe ist das notwendige Schutzpotential im Einzelfall festzulegen.
Kathodischer Schutz ist ebenfalls für die Werkstoffe zu empfehlen, die der Korrosionsbelastung der Wechseltauchzone ausgesetzt sind.
Für Aluminiumwerkstoffe, die nur dem Spritzwasser ausgesetzt sind, ist ein Korrosionsschutz nicht erfor-derlich. Als mögliche Korrosionsschutzmaßnahme hat sich jedoch für diesen Bereich die elektrolytische Anodisation der Aluminiumoberfläche bewährt.
Bei Aluminiumwerkstoffen muss immer die Gefahr der Kontaktkorrosion beachtet werden.
In vielen Fällen wird aus optischen Gründen oder z. B. als Grundlage für ein Antifoulingsystem eine Beschich-tung gewählt. Die Anforderungen an den Korrosions-schutz sind dabei zu beachten.
Für den Unterwasserbereich von Schiffen und anderen Strukturen aus Aluminiumlegierungen darf keine Be-schichtung gegen Bewuchs, welche auf Kupferoxid als Wirkmittel basiert, verwendet werden, da dies zu Kor-rosionsschäden am unterliegenden Metall führen kann.
G. Kontaktkorrosion
Tabelle 3.3 gibt Aufschluss über die Gefahr der Kon-taktkorrosion verschiedener metallischer Werkstoffe mit artgleichen und anderen Werkstoffen in Seewasser. Anhand der gegebenen Informationen ist z.B. die Eig-nung bzw. das Korrosionsverhalten von Schraub- oder Nietverbindungen abzuschätzen, wobei hierbei häufig die Fläche des zu beurteilenden Werkstoffes, also z. B. der Schraube, als eher klein gegenüber dem Grund-werkstoff anzusehen ist.
Kapitel 2 Seite 3–4
Abschnitt 3 Werkstoffe VI - Teil 10GL 2010
G

Tabelle 3.3 Einfluss der Kontaktkorrosion in Anlehnung an DIN 81249
< 0 0 0 0 0 0
= 0 0 0 0 0 0
Tita
n un
d T
itanl
egie
rung
en
> 0 0 0 0 0 0
< 0 0 0 + 0 0
= 0 0 0 + 0 0
Nic
kelle
gier
unge
n
> 0 0 0 + 0 0
< X
X
XX
0 XX
XX
= X
X
XX
0 X
X
Alu
min
ium
-le
gier
unge
n
> X 0 X
X
0 X
X
< + X 0 ++
X
XX
= + 0 0 + 0 X
Kup
fer
und
Kup
ferl
egie
rung
en
> + 0 0 + 0 0
< ++
0 0 + 0 0
= + 0 0 0 0 0
Nic
htro
sten
de S
tähl
e un
d ni
chtr
oste
nder
St
ahlg
uss
> + 0 + 0 0 0
< 0 XX
XX
+ XX
XX
= 0 X
XX
+ X
X
Zu
beur
teile
nder
Wer
ksto
ff d
er G
rupp
e
Gus
seis
en u
nd u
n-
und
nied
rigl
egie
rte
Stäh
le u
nd S
tahl
guss
> 0 X
X + X 0
In K
onta
kt m
it
Wer
ksto
ffen
der
Gru
ppe
Gus
seis
en u
nd u
n- u
nd n
iedr
ig-
legi
erte
Stä
hle
und
Stah
lgus
s
Nic
htro
sten
de S
tähl
e un
d ni
chtro
sten
der S
tahl
guss
Kup
fer u
nd
Kup
ferle
gier
unge
n
Alu
min
ium
legi
erun
gen
Nic
kelle
gier
unge
n
Tita
n un
d Ti
tanl
egie
rung
en
> D
ie fr
eilie
gend
e Fl
äche
des
zu
beur
teile
nden
Wer
ksto
ffs is
t gro
ß im
Ver
glei
ch z
u de
r Flä
che
des W
erks
toffs
, mit
dem
er g
epaa
rt is
t.
= D
ie fr
eilie
gend
e Fl
äche
des
zu
beur
teile
nden
Wer
ksto
ffs is
t ung
efäh
r gen
auso
gro
ß w
ie d
ie F
läch
e de
s Wer
ksto
ffs, m
it de
m e
r gep
aart
ist.
< D
ie fr
eilie
gend
e Fl
äche
des
zu
beur
teile
nden
Wer
ksto
ffs is
t kle
in im
Ver
glei
ch z
u de
r Flä
che
des W
erks
toffs
, mit
dem
er g
epaa
rt is
t.
++
Die
Kor
rosio
n de
s zu
beur
teile
nden
Wer
ksto
ffs w
ird st
ark
verm
inde
rt.
+ D
ie K
orro
sion
des z
u be
urte
ilend
en W
erks
toffs
wird
ver
min
dert.
0 D
ie K
orro
sion
des z
u be
urte
ilend
en W
erks
toffs
wird
kau
m b
eein
fluss
t.
X
Die
Kor
rosio
n de
s zu
beur
teile
nden
Wer
ksto
ffs w
ird v
erstä
rkt.
XX
D
ie K
orro
sion
des z
u be
urte
ilend
en W
erks
toff
s wird
deu
tlich
ver
stärk
t.
VI - Teil 10 GL 2010
Abschnitt 3 Werkstoffe Kapitel 2Seite 3–5
G

Abschnitt 4
Beschichtungen
A. Allgemeines
Die Beschichtungen müssen nach Angaben des Her-stellers für den jeweiligen Einsatz geeignet sein. Dies bedeutet für den maritimen Bereich eine Beständig-keit gegen See-, Brack- und Hafenwasser und den darin enthaltenen Verunreinigungen. Die Eigenschaf-ten, der Aufbau und die Applikation eines Beschich-tungssystems müssen durch den Hersteller des Be-schichtungsstoffes dokumentiert bzw. vorgegeben werden. Informationen über den Beschichtungsstoff, seine Verarbeitung und die Eignung im Beschich-tungssystem müssen in den Produktdatenblättern enthalten sein. Die Auswahl, die Oberflächenvorbe-reitung und die Applikation müssen nach den Anga-ben und gemäß den Vorgaben des Beschichtungs-stoffherstellers erfolgen.
Wenn durch den Beschichtungsstoffhersteller keine weiterreichenden Anforderungen spezifiziert werden, sind die nachfolgenden Vorgaben als Mindeststan-dard zu verstehen, sofern diesbezüglich keine ande-ren Vereinbarungen getroffen werden.
B. Vorbereitung der Oberfläche
Im Folgenden werden die wesentlichen Anforderun-gen an die Oberflächenvorbereitung von – un- und niedriglegierten Stählen – Gusseisen – nichtrostenden Stählen – Aluminiumlegierungen – Kupferlegierungen – Werkstoffen mit Überzügen aus Zink oder
Aluminium – Holz – Faserverstärkten Kunststoffen (FVK)
genannt.
Vor dem Strahlen oder maschinellen Schleifen und vor dem Beschichten, sind alle Öl- und Fettrückstän-de von derartig verunreinigten Oberflächen zu entfer-nen. Alle anderen Oberflächen, bei denen kein Strah-len oder maschinelles Schleifen erforderlich ist, soll-ten gründlich mit einem Hochdruckreiniger oder mittels Trockeneis-Strahlreinigung von Öl, Fett, Schmutz und allen anderen Verunreinigungen befreit werden.
Feste Strahlmittel sollen den Anforderungen gemäß ISO 11124 bzw. ISO 11126 entsprechen.
1. Oberflächenvorbereitung von un- und nie-driglegierten Stählen
Für die Oberflächenvorbereitung von Ballastwasser-tanks sind die GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35 einzuhalten.
1.1 Strahlen
1.1.1 Reinheit
Im Geltungsbereich dieser Richtlinien sind in der Vor-fertigung grundsätzlich alle Stahlflächen zu entzundern (durch Strahlen Sa 2½ oder, bei kleineren Flächen, durch maschinelles Schleifen) und mit einer geeigneten Fertigungsbeschichtung (Shop Primer) zu versehen, soweit nicht vertraglich Abweichendes vereinbart wurde.
Vor der weiteren Beschichtung ist eine erneute Ober-flächenvorbereitung nötig. Die im jeweiligen Beschich-tungsstoff/-System-Beschreibungsblatt des Herstellers angeführten Norm-Reinheitsgrade sind einzuhalten. Sofern nicht abweichend spezifiziert, soll das Strahlen mindestens 25 mm in angrenzende beschichtete Ober-flächen hineinreichen.
Es sollte ein Trockenstrahlverfahren eingesetzt werden.
1.1.2 Strahlmittel
Als Strahlmittel kommen Kupferhüttenschlacke (MCU), Elektrokorund (MKE) sowie Eisen- oder Stahlstrahlmittel in Frage. Der Einsatz von Quarzsand (MQS) ist zu vermeiden.
Die Strahlmittel müssen frei von Staub, Salzen oder anderen Verunreinigungen sein.
1.1.3 Rauheit
Die Oberflächenrauhigkeit Rz sollte dem Rauhigkeits-grad "mittel" gemäß ISO 8503-1 entsprechen.
1.1.4 Ausbesserung von Oberflächendefekten
Schweißspritzer, Walzzungen, Schichtungen, Walzfal-ten usw., die erst unmittelbar vor oder während der Strahlarbeiten aufgefallen sind, müssen entfernt wer-den. Kanten und Schweißnähte müssen gemäß Tabelle 4.1 und 4.2 bearbeitet und Übergänge weich ausgeführt werden. Weitere Festlegungen sind dem Schiffbau- und Reparatur-Qualitätsstandard der IACS zu entnehmen.
An Stellen, an denen umfangreiche Ausbesserungsar-beiten nach dem Strahlen durchgeführt werden muss-ten, ist erneut zu strahlen. Bei Bauteilen oder struktu-
VI - Teil 10 GL 2010
Abschnitt 4 Beschichtungen Kapitel 2Seite 4–1
B

Tabelle 4.1 Kantenvorbereitung in Anlehnung an den Fertigungsstandard des deutschen Schiffbaus K
ante
n
brec
hen
(Sch
nittu
nter
- un
d ob
erka
nten
)
X
entg
rate
n
(Sch
nitt-
un
terk
ante
n)
X X X
X
SÄG
E-S
CH
ER
ENK
AN
TEN
kein
e B
earb
eitu
ng
X X
X X X
X
X
X X
X
X
Bre
nnflä
chen
gl
ätte
n
(Han
dbre
nnen
)
X 1
X 1
X 1
X 1
X
X
X
Kan
ten
br
eche
n
(Sch
nittu
nter
- un
d ob
erka
nten
)
X 3 X
entg
rate
n
(Sch
nitt-
un
terk
ante
n)
X X X
X B
RE
NN
KA
NTE
N
Schl
acke
e
ntfe
rnen
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Auß
enha
ut
Frei
e D
ecks
mit
Dec
ksau
srüs
tung
, Auf
baut
en, a
ußen
Sich
tbar
e Fl
äche
n in
Mas
chin
en-,
Stor
e-, W
irtsc
hafts
- und
Woh
nräu
men
Hin
ter W
eger
unge
n, u
nter
Däm
mun
gen
und
unte
r Ver
klei
dung
en
In V
erke
hrsb
erei
chen
, z. B
. Bet
riebs
gäng
e, R
ohrtu
nnel
Lade
räum
e, tr
ocke
n
Lade
räum
e, n
ass /
troc
ken
Leer
zelle
n, K
offe
rdäm
me
Bal
last
was
serta
nks 4
Roh
ölta
nks 2
Wec
hsel
-, Sl
op-,
Schm
utzw
asse
rtank
s
Prod
ukte
n-, C
hem
ikal
ient
anks
Frisc
hwas
ser-,
Trin
kwas
serta
nks
Kes
sels
peis
ewas
ser-
, Des
tilla
ttank
s
Die
selö
l-, S
chw
eröl
tank
s
Schm
ierö
l-, H
ydra
ulik
ölta
nks (
Vor
rats
tank
s)
Schm
ierö
lum
lauf
tank
s
AR
BE
ITSA
USF
ÜH
RU
NG
B
ER
EIC
H
A
B
C
D
E F G
H I K
L
M
N
O
P Q
R
1 So
fern
die
Rie
fent
iefe
0,5
mm
an
fest
igke
itsre
leva
nten
bzw
. 1,0
mm
an
sons
tigen
Bau
teile
n üb
ersc
hrei
tet.
2 Im
Fal
le d
es K
lass
enzu
satz
es C
TC
sind
die
Anf
orde
rung
en g
emäß
Cha
pter
7 –
Cor
rosi
on P
rote
ctio
n of
Cru
de O
il C
argo
Tan
ks z
u er
fülle
n.
3 A
bwei
chun
gen
sind
zw
isch
en E
igne
r und
Wer
ft zu
ver
einb
aren
. 4
B
alla
stw
asse
rtank
s auf
Sch
iffen
, die
nac
h IM
O R
esol
utio
n M
SC.2
15(8
2) g
ebau
t w
erde
n, si
nd n
ach
den
GL-
Vor
schr
iften
für S
chiff
skör
per (
I-1-1
), A
bsch
nitt
35 v
orzu
bere
iten.
Kapitel 2 Seite 4–2
Abschnitt 4 Beschichtungen VI - Teil 10GL 2010
B

Tabelle 4.2 Schweißnahtvorbereitung in Anlehnung an den Fertigungsstandard des deutschen Schiffbaus
plan
- sc
hlei
fen
Nah
t-ob
erflä
chen
gl
ätte
n
alle
S
chw
eiß-
sprit
zer
entfe
rnen
X
X
X 2 X
X X
X
lose
Sc
hwei
ß-sp
ritze
r en
tfern
en
X
X
X
X
X
X
X
X
X X
X
sich
tbar
e Sc
hlac
ken-
eins
chlü
sse
entfe
rnen
X
X X
X
Einb
rand
-ke
rben
be
seiti
gen
1
X
X X
X
sich
tbar
e Po
ren
bese
itige
n
X
X X
X
X
SCH
WE
IßN
ÄH
TE
Schl
acke
en
tfern
en
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Auß
enha
ut
Frei
e D
ecks
mit
Dec
ksau
srüs
tung
, Auf
baut
en, a
ußen
Sich
tbar
e Fl
äche
n in
Mas
chin
en-,
Stor
e-, W
irtsc
hafts
- und
Woh
nräu
men
Hin
ter W
eger
unge
n, u
nter
Däm
mun
gen
und
unte
r Ver
klei
dung
en
In V
erke
hrsb
erei
chen
, z. B
. Bet
riebs
gäng
e, R
ohrtu
nnel
Lade
räum
e, tr
ocke
n
Lade
räum
e, n
ass /
troc
ken
Leer
zelle
n, K
offe
rdäm
me
Bal
last
was
serta
nks 4
Roh
ölta
nks 3
Wec
hsel
-, Sl
op-,
Schm
utzw
asse
rtank
s
Prod
ukte
n-, C
hem
ikal
ient
anks
Fris
chw
asse
r-, T
rinkw
asse
rtank
s
Kes
sels
peis
ewas
ser-
, Des
tilla
ttank
s
Die
selö
l-, S
chw
eröl
tank
s
Schm
ierö
l-, H
ydra
ulik
ölta
nks (
Vor
rats
tank
s)
Schm
ierö
lum
lauf
tank
s
AR
BE
ITSA
USF
ÜH
RU
NG
B
ER
EIC
H
A
B
C
D
E F G
H I K
L
M
N
O
P Q
R
1 Si
ehe
hier
zu a
uch
ISO
581
7
2 A
bwei
chun
gen
sind
zw
isch
en E
igne
r und
Wer
ft z
u ve
rein
bare
n.
3 Im
Fal
le d
es K
lass
enzu
satz
es C
TC
sind
die
Anf
orde
rung
en g
emäß
Cha
pter
7 –
Cor
rosi
on P
rote
ctio
n of
Cru
de O
il C
argo
Tan
ks z
u er
fülle
n.
4
Bal
last
was
serta
nks a
uf S
chiff
en, d
ie n
ach
IMO
Res
olut
ion
MSC
.215
(82)
geb
aut
wer
den,
sind
nac
h de
n G
L-V
orsc
hrift
en fü
r Sch
iffsk
örpe
r (I-1
-1),
Abs
chni
tt 35
vor
zube
reite
n.
VI - Teil 10 GL 2010
Abschnitt 4 Beschichtungen Kapitel 2Seite 4–3
B

rellen Einheiten, die den Bereich der Klassifikation betreffen, sind zusätzlich die Werkstoffvorschriften des GL zu beachten.
1.1.5 Umgebungsbedingungen
Zum Strahlen muss die Oberflächentemperatur min-destens 3 °C über dem Taupunkt liegen und die relati-ve Luftfeuchtigkeit sollte maximal 90 % betragen. Um Beeinträchtigungen durch Staub oder Strahlmittel zu vermeiden, sollte das Strahlen nicht an Orten stattfin-den, in deren Nähe Beschichtungsarbeiten durchge-führt werden oder Anstriche noch nicht durchgetrock-net sind.
1.2 Maschinelles Schleifen
Maschinelles Schleifen beschränkt sich auf kleinere Flächen, an denen Beschichtungsschäden ausgebessert werden müssen oder wo aufgrund der Örtlichkeiten keine Strahlbehandlung durchführbar ist. Es sollte ein Oberflächenzustand gemäß St3, Sa2½ oder gemäß den Vorgaben des Beschichtungsstoffherstellers erreicht werden.
Durch die mechanische Bearbeitung darf kein über-mäßiges polieren oder aufrauen der Oberfläche verur-sacht werden. Das Schleifen soll mindestens 25 mm in angrenzende beschichtete Oberflächen hineinreichen, sofern nichts Abweichendes spezifiziert wurde.
1.3 Druckwasserstrahlen mit festem Strahl-mittel
Der Druckwasserstrahl mit festem Strahlmittel soll auf die Bereiche beschränkt werden, die nicht gemäß 1.1 bearbeitet werden können. Es muss gemäß einer ge-nehmigten Spezifikation erfolgen. Diese muss vom Beschichtungsstoffhersteller auf das Beschichtungs-system abgestimmt sein.
2. Oberflächenvorbereitung von Gusseisen
Für Gusseisen als Beschichtungsträger gelten im Prin-zip die gleichen Voraussetzungen wie bei Stahl. Die relativ dünne Gusshaut braucht jedoch im Gegensatz zur Walzhaut nicht entfernt werden. Die Rautiefe ist höher als die von Stählen.
3. Oberflächenvorbereitung von nichtrosten-den Stählen
3.1 Reinigung
Das Strahlen ist mit ferritfreien Strahlmitteln (Anteil an metallischem Eisen max. 0,1 %) durchzuführen. Die Strahlmittel dürfen zuvor nicht an ferritischen Materialien benutzt worden sein. Es sind auch alle festhaftenden Schweißspritzer, Schweißperlen und Schweißschlacken zu beseitigen. Bürsten, Pickhäm-mer, Spachtel und Schaber müssen aus nichtrosten-dem, austenitischen Stahl sein. Nichtmetallische Bürs-ten sind zulässig.
Schleifmittel müssen ferritfrei sein und dürfen keine Stahldrahteinlage besitzen.
Schleifscheiben und -bänder dürfen vorher nicht an ferritischen Bauteilen benutzt worden sein. Für die nicht durch Strahlen erzielte Reinheit wird eine metal-lisch blanke Oberfläche in Anlehnung an den Norm-Reinheitsgrad St3 bzw. P St3 gefordert.
Anlauffarben sind allgemein durch Beizen oder Strah-len zu entfernen. In Ausnahmefällen ist Schleifen zulässig. Die Beize darf keine Salzsäure enthalten. Nach dem Beizen ist zum Neutralisieren gründlich mit Frischwasser, insbesondere in Spalten, zu spülen. Grundsätzlich ist darauf zu achten, dass Bauteile, die keine Oberflächenbehandlung mehr erhalten, vor ferri-tischem Abrieb, z. B. beim Lagern, Flugrost, Brenn-, Schweiß-, Schleiffunken usw. geschützt werden.
Lassen sich artfremde Verunreinigungen nicht mit den vorgenannten Verfahren und Mitteln beseitigen, so sind geeignete Maßnahmen nach Absprache zu ergrei-fen.
3.2 Rauheit
Für die Grundbeschichtung muss die gemittelte Rau-tiefe Rz 30 – 45 μm betragen. In engen Räumen, in denen aufgrund der Polierwirkung des Strahlmittels diese Rautiefe nur schwer zu erreichen ist, können auch Bleche mit einer definierten Rautiefe von 50 μm eingesetzt werden. Diese Teile müssen vor dem Be-schichten porentief, z. B. durch Trockeneis-Strahlen, gereinigt werden.
Für Oberflächen, die unbeschichtet bleiben, sollte die Rauheit so gering wie möglich sein.
Die Strahlmittelkorngröße und -form ist so zu wählen, dass bei zu beschichtenden Oberflächen eine kantige, bei nicht beschichteten eine möglichst glatte, feine Oberfläche erzielt wird.
4. Oberflächenvorbereitung von Kupferle-gierungen sowie Werkstoffen mit Überzü-gen aus Zink- oder Aluminiumwerkstoffen
Die Bauteile sind sorgfältig zu reinigen und zu entfet-ten. Das Reinigungsverfahren ist mit dem Beschich-tungsstoffhersteller abzustimmen.
Folgende Verfahren sind zulässig: – Reinigung mit Kaltreiniger und Nachwaschen
mit Frischwasser – Dampfstrahlreinigung mit Chemikalienzusatz – Hochdruckreinigung mit Chemikalienzusatz – leichtes Überstrahlen – Trockeneisstrahlen
Unmittelbar nach dem Reinigen/Entfetten und der Trocknung sind die Bauteile mit einem Haftgrundmit-tel bzw. mit einem geeigneten Beschichtungsstoff, der gleichzeitig Haftgrundmittel und Deckbeschichtung darstellt, zu versehen.
Kapitel 2 Seite 4–4
Abschnitt 4 Beschichtungen VI - Teil 10GL 2010
B

5. Oberflächenvorbereitung von Alumini-umlegierungen
5.1 Entfetten
Alle Flächen müssen gründlich entfettet werden. Chlorhaltige Reinigungsmittel sind dabei zu vermei-den. Sie können zu Korrosionsproblemen führen.
5.2 Reinigen
Das Reinigungsverfahren muss zu dem jeweiligen Beschichtungsstoff kompatibel sein.
5.2.1 Beizen
Eine saure Beizlösung muss gleichmäßig auf alle zu behandelnden Oberflächen aufgetragen werden. Nach dem Aufbringen muss das Reinigungsmittel für die vom Hersteller vorgeschriebene Einwirkzeit auf der Werkstoffoberfläche, gewöhnlich 20 – 30 Minuten, verbleiben. Anschließend muss die Oberfläche gründ-lich mit Frischwasser gespült werden, bis der pH-Wert des Waschwassers dem des Frischwassers ent-spricht.
5.2.2 Strahlen
Als Strahlmittel kommt nur ferritfreier Edelkorund in Frage. Strahlmittel, die schon für andere Metalle als Aluminium verwendet wurden, sind wegen der Ge-fahr von Lochfraß zu vermeiden. Die Oberflächen-rauhigkeit Rz sollte zwischen 25 und 50 μm liegen. Die vorbereiteten Oberflächen sollten gründlich ent-staubt sein und so bald wie möglich beschichtet wer-den, da die neu gebildete Oxidschicht unter Witte-rungseinfluss zur Ausbildung einer porösen wasser-haltigen Deckschicht neigt.
5.2.3 Maschinelles Schleifen
Maschinelles Schleifen beschränkt sich auf kleinere Flächen, an denen Beschichtungsschäden ausgebes-sert werden müssen oder wo aufgrund der Örtlichkei-ten keine Strahlbehandlung oder Beizen durchführbar ist. Es sollte eine grobkörnige Schleifscheibe einge-setzt werden, um einen geeigneten Oberflächenzu-stand gemäß den Vorgaben des Beschichtungsstoff-herstellers zu erreichen. Das Schleifen soll mindes-tens 25 mm in angrenzende beschichtete Oberflächen hineinreichen.
6. Oberflächenvorbereitung von Holz
Die Oberflächen der Hölzer sind von allen Verunrei-nigungen und ggf. arteigenen Schichten zu befreien, z. B. durch: – Abschleifen – Absaugen – Abfegen
Die Flächen sind mit einem geeigneten Einlassgrund zu versehen. Beim Auftrag von Einlassgrund und Folgebeschichtungen darf der Feuchtigkeitsgehalt des Vollholzes nicht mehr als 15 % betragen.
7. Oberflächenvorbereitung von Faserver-stärkten Kunststoffen (FVK)
Die nachstehenden Forderungen gelten nur für Ober-flächen, die nach Fertigstellung des Bauteils mit einer Beschichtung zu versehen sind.
Die Oberflächen sind von allen Verunreinigungen, insbesondere von Trennmitteln, zu befreien. Die Oberfläche darf nicht angelöst werden. Ein kurzzeiti-ges Heißwasser-Hochdruckwaschen mit/ohne Che-mikalienzusatz ist zur Beseitigung von Fett zulässig. Die Wassertemperatur darf 80 °C nicht überschreiten.
Vor dem Aufbringen einer Beschichtung ist die Ober-fläche durch Schleifen anzurauen (Schleifpapier Körnung 100 oder feiner). Der Gelcoat darf nicht durchgeschliffen werden.
Der Schleifstaub kann u. a. durch elektrostatische Kräfte auf den Oberflächen haften und ist durch ge-eignete Verfahren zu entfernen (z. B. Abblasen mit ionisierter Luft). Ggf. ist nach dem Anrauen ein Haft-grundmittel aufzubringen. Zu beachten sind auch die Angaben in den GL-Vorschriften für Nichtmetal-lische Werkstoffe (II-2).
C. Auswahl der Beschichtungsstoffe
1. Fertigungsbeschichtungen (FB) (Shop-primer)
Die Anforderungen an Fertigungsbeschichtungen hinsichtlich des Korrosionsschutzes werden in den GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35 geregelt.
Die speziell im Schiffbau (GL-Klasse) zum Einsatz kommenden Fertigungsbeschichtungen müssen vom GL zugelassen sein. Für diese gelten zusätzlich die Anforderungen gemäß den GL-Vorschriften für Allgemeine Anforderungen, Qualifikationsnachwei-se, Zulassungen (II-3-1), Abschnitt 6.
Soll eine Fertigungsbeschichtung in Kombination mit einer Korrosionsschutzbeschichtung für Ballastwas-sertanks verwendet werden, sind die GL Rules for Coating of Ballast Water Tanks (VI-10-1) zu beach-ten.
2. Korrosionsschutzsysteme
Beschichtungsstoffe/Beschichtungssysteme sind nach gültigen internationalen Vorschriften, sowie den vorherrschenden Umgebungs- und Anwendungsbe-dingungen auszuwählen und einzusetzen. Geeignete Beschichtungssysteme für die Verwendung in Lade-räumen auf Massengutschiffen und an der Schiffsau-ßenhaut von Stahlschiffen sind in Tabelle 4.3 darge-stellt. Die Eignung ist in jedem Fall durch den Be-schichtungsstoffhersteller zu garantieren und auf Verlangen nachzuweisen. Die wichtigsten Daten eines Beschichtungsstoffes sind gemäß STG-Richt-
VI - Teil 10 GL 2010
Abschnitt 4 Beschichtungen Kapitel 2Seite 4–5
C

linie Nr. 22161 zu dokumentieren. Bei der Auswahl müssen die jeweiligen gesetzlichen Auflagen und technischen Regeln hinsichtlich des Arbeits-, Brand- und Umweltschutzes durch den Anwender beachtet werden.
Die Wahl eines Beschichtungssystems für einen bestimmten Fall sollte vorzugsweise auf Praxiserfah-rungen bei ähnlichen Fällen beruhen. Beschichtungs-systeme, die starken dynamischen oder Dehnungsbe-anspruchungen unterliegen, wie sie z. B. besonders bei Schiffen aus höherfesten Feinkornbaustählen auftreten können oder die hohen Temperaturbelas-tungen widerstehen müssen, müssen für derartige Beanspruchungen besonders geeignet sein.
Neben den erforderlichen Praxistests kann die Korro-sionsschutzwirkung von Beschichtungen anhand von Labortests bewertet werden. (Hierzu wird auf die GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35 verwiesen). Zusätzlich sollte bei Unterwasserbe-schichtungen die Verträglichkeit mit dem kathodi-schen Korrosionsschutz-Verfahren gemäß STG- Richtlinie Nr. 2220 oder gleichwertiger Verfahren nachgewiesen werden.
Abb. 4.1 zeigt zwei typische Beschichtungssysteme für Aluminiumstrukturen.
3. Sonderbeschichtungen
3.1 Allgemeines
Die in diesem Abschnitt angesprochenen Beschich-tungen/Beschichtungsstoffe gehen über den Rahmen
–––––––––––––– 1 Sollen Daten zur Beschichtung von Ballastwassertanks doku-
mentiert werden, gelten die GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35 zur Einhaltung der IMO Resolution MSC.215(82).
der normalen Korrosionsschutzbeschichtungssysteme hinaus. Sie sind in ihrer Applikation, Anwendung oder Eignung sehr speziell und nur in bestimmten Bereichen einzusetzen.
3.2 Weichbeschichtungen
Die Basis dieser lösemittelfreien Beschichtungsstoffe sind Wollfette, Fette, Mineralöle und/oder Wachse. Sie werden als Korrosionsschutzbeschichtungen z. B. in Wasserballasttanks2 durch Spritzen in Schichtdi-cken bis zu 2 mm eingesetzt. Weil in diesen Berei-chen oft nur ein Entfernen des losen Rostes möglich ist, sind diese Typen besonders im Reparaturfall geeignet. Wo jedoch, z. B. aufgrund der Größe der Tanks (Vorpiek), starke Wasserbewegungen zu er-warten sind, sollten eher andere Beschichtungen zum Einsatz kommen.
Die Beschichtungen sind, da normalerweise keine Lösemittel enthalten sind, sofort nach der Applikati-on mit Wasser belastbar. Der Nachteil dieser Produk-te sind die relativ weich bleibenden Beschichtungen. Um ein ordnungsgemäßes Begehen und Inspizieren zu ermöglichen sind alle notwendigen Maßnahmen und Sicherheitsvorkehrungen zu treffen. Beim Fluten und Lenzen der Tanks ist darauf zu achten, dass Be-standteile der Weichbeschichtung nicht in die freien Gewässer gelangen. Weichbeschichtungen sind für Ballastwassertanks im Schiffsneubau nicht zugelas-sen und bei der Reparatur werden sie für die Festle-gung der Besichtigungsintervalle nicht berücksich-tigt.
–––––––––––––– 2 Die Verwendung von Weichbeschichtungen in Ballastwasser-
tanks kann eingeschränkt sein. Hierzu wird auf die GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35 verwiesen
Kapitel 2 Seite 4–6
Abschnitt 4 Beschichtungen VI - Teil 10GL 2010
C

������������������ ������������������������ ���
���������������������
��� �������!�����
"#������������$���
��� ������%�������������
&�'�� ������������
���������������� ������
��� ��������������!�����
"#������������$���
��� ������%������(������
&�'�� ������������
Abb. 4.1 Typische Beschichtungssysteme für Aluminiumstrukturen
VI - Teil 10 GL 2010
Abschnitt 4 Beschichtungen Kapitel 2Seite 4–7
C

Tabelle 4.3 Beispiele für geeignete Beschichtungssysteme in Anlehnung an die STG-Richtlinie Nr. 2215
Mindestschichtdicke [μm]
Bereiche Bindemittel-grundlage
Norm-Rein-heitsgrad (vor Be-
schichtung) Grund- beschich-
tung
Deck- beschich-
tung
Gesamt- trocken schicht-
dicke
Bemer- kungen
Sa2½ 1 × 500 500 lösemittelfrei eisgehende
Schiffe Epoxidharz (EP)
PSa2½ 1 × 125 1 × 125 250
1 – 2 × 125 1 × 125 250 – 375 Teer-Epoxid (TE)
1 × 300 300 lösemittelfrei
Polyurethan (PUR) 2 × 100 1 × 100 300
Teer-Polyurethan(PUR-T) 1 × 125 1 × 125 250
Polyvinylchlorid(PVC) 3 × 100 300
Teer- Polyvinylchlorid
(PVC-T) 2 × 100 1 × 100 300
Chlorkautschuk (RUC)
PSa2½
2 × 90 1 × 90 270
Unterwasser- schiff /
Seewasser- ballasttanks
Teer (T) PSa2½ / St3 1 × 125 1 × 125 250
PSa2 3 × 40 1 × 40 160
Erste Grund-beschichtungmit Korro-
sionsschutz-pigment
Alkydharz (AK)
PSa2½
1 × 60 (Zinksilikat) + 1 × 30 (Sperrgrund) + 1 × 40
1 × 40 170 Verstärkter Korrosions-
schutz
Acrylharz (AY) PSa2 2 × 60 1 × 40 160
2 × 40 2 × 40 160 EP St3 / PSa2½
1 × 100 1 × 40 140
Epoidharzester (EPE) St2 1 × 90 2 × 40 170
PUR 1 × 100 2 × 40 180
PVC 1 × 100 2 × 40 180
Überwasserschiff
RUC
PSa2½
1 × 80 2 × 40 160
EP 1 × 150 150 Laderäume für Schüttgut PUR
St3 1 × 100 1 × 100 200
Kapitel 2 Seite 4–8
Abschnitt 4 Beschichtungen VI - Teil 10GL 2010
C

3.3 Reparaturbeschichtungen
Unter Reparaturbeschichtungen werden Beschichtun-gen verstanden, die bevorzugt für die Reparatur/ Er-neuerung beim Innenschutz, z. B. von Seewasserbal-lasttanks auf älteren Schiffen, eingesetzt werden. Es handelt sich hierbei um halbharte Beschichtungen mit stark inhibierender Wirkung. Eine für die Applikation ausreichende Oberflächenvorbereitung sollte z. B. durch Druckwasserstrahlen in Anlehnung an die STG Richtlinie Nr. 2222 oder durch maschinelle Oberflä-chenvorbereitung mit Reinigung erreichbar sein.
Derartige Beschichtungen können seitens des GL auf ihre besondere Eignung hin überprüft werden. Nach erfolgreichem Praxistest eines solchen Systems wird eine Produktzulassung ausgestellt. Beim Einsatz von Reparaturbeschichtungen mit Produktzulassung in Bereichen mit Klassenbelang, wie z. B. Ballastwasser-tanks, sind hinsichtlich der sich ergebenden Inspekti-onsintervalle die GL-Vorschriften für Klassifikation und Besichtigungen (I-0-0) zu beachten.
3.4 Faserverstärkte Kunststoffe (FVK)
Die mit Glasflocken, -fasern, -matten, -geweben und -vliesen verstärkten lösemittelfreien Kunststoffe auf der Basis ungesättigter Polyester (UP), Epoxidharz (EP) und Polyurethan (PUR) ergeben sehr abriebfeste und dichte Dickbeschichtungen. Die Applikation er-folgt durch Spritzen bzw. durch Aufspachteln und Einlegen von Glasmatten, -geweben oder -vliesen. Je nach Beanspruchung sind die Anzahl und die Dicke der Einlagen unterschiedlich. Die Schichtdicken der Beschichtungen betragen bis zu mehrere Millimeter.
Als Oberflächenvorbereitung ist ein Strahlen im Norm-Reinheitsgrad Sa2 ½ erforderlich. Fertigungs-beschichtungen sind als Untergrund nicht geeignet.
Die speziellen Bereiche, die mit diesen Systemen beschichtet werden, sind z. B. die Wechseltauchzonen von Offshore-Bauwerken sowie Schutzschilde von elektrischen Korrosionsschutzanlagen oder Rumpfpar-tien von eisgehenden Schiffen.
3.5 Decksbeläge
Decksbeläge im Sinne dieser Richtlinien sind Be-schichtungen, die sich durch sehr guten Korrosions-schutz sowie durch höchste Abriebfestigkeit und Rutschhemmung auszeichnen. Sie werden hauptsäch-lich auf stark beanspruchten Arbeitsflächen in Außen-bereichen aufgebracht. Die Beschichtungen haben eine Gesamttrockenschichtdicke von 2 –10 mm. Die Bindemittelgrundlage sind lösemittelfreies Polyu-rethan (PUR), Epoxidharz (EP), Acrylharz (AY) oder Polymethylmethacrylat (PMMA).
Die Oberflächenvorbereitung ist durch Strahlen mit Norm-Reinheitsgrad Sa2½ vorzunehmen. Zum Schut-ze des gestrahlten Stahles sowie zur Haftungsverbes-serung der Beschichtungen ist die Aufbringung einer Grundbeschichtung erforderlich. Das hochgefüllte Beschichtungsmaterial wird in einer oder mehreren
Schichten vorwiegend durch Aufspachteln appliziert. Die Rutschhemmung der Beschichtung wird durch Einstreuen oder Einarbeiten von Mineralstoffen ver-schiedener Korngrößen und Formen in die nasse Schicht erreicht.
Abschließend erfolgt eine Versiegelung der Oberflä-che.
Teilweise werden auch speziell modifizierte As-phalt-/Bitumen-Kombinationen als Belag eingesetzt. In Schichtdicken zwischen 25 – 50 mm sind die Belä-ge zur Verbesserung der Belastungsfähigkeit mit Streckmetall bzw. Gitterrosten armiert. Diese Beläge bieten einen guten Korrosionsschutz, haben jedoch thermoplastische Eigenschaft und ein hohes Gewicht.
3.6 Auskleidungen
Auskleidungen aus organischen Werkstoffen für Lade-tanksysteme von Produktentankern sollen in Überein-stimmung mit DIN EN 14879-4 sein.
Die konstruktive Gestaltung der metallischen Bauteile soll den Anforderungen gemäß DIN EN 14879-1 bzw. DIN 2874 genügen.
Auskleidungen mit Folien aus Hart- oder Weichgum-mi werden für Ladetanks von Produktentankern für spezielle Ladegüter, wie z. B. Phosphorsäure, einge-setzt. Die Oberfläche wird durch Strahlen mit Norm-Reinheitsgrad Sa2½ vorbereitet. Anschließend erfolgt durch Aufbringung einer speziellen Grundbeschich-tung der temporäre Schutz der Stahloberfläche. Nach Beendigung der Vorbereitungsarbeiten im Tank er-folgt, unter kontrollierter Klimatisierung, die Ausklei-dung durch Aufkleben und Verschweißung der Fo-lienbahnen. Die Selbstvulkanisation der Auskleidung erfolgt je nach Gummityp innerhalb von einigen Wo-chen bzw. Monaten bei Temperaturen von 20 – 250 °C.
Die zum Lade-/Lenzsystem gehörenden Apparate, Armaturen und Rohrleitungen werden in der Werkstatt im geschlossenen Autoklaven unter Druck bei erhöh-ten Temperaturen vulkanisiert.
Außerdem gibt es lösungsmittelfreie gummimodifi-zierte Urethanbeschichtungen, welche durch spezielle Hochdruck-Spritzanlagen in Dicken von 1 – 5 mm aufgebracht werden.
4. Zulassung von Beschichtungen
Für alle Beschichtungssysteme kann beim GL eine Zulassung beantragt werden. Dem GL muss hierbei nachgewiesen werden, dass der Beschichtungsstoff im Hinblick auf den jeweiligen Verwendungszweck ge-eignet ist. Es muss ein schriftlicher Antrag beim GL gestellt werden. Nach erfolgreicher Prüfung der dem Antrag beiliegenden Produktdatenblätter, Beschich-tungsspezifikationen und Eignungsnachweise, wie z. B. Referenzen und relevante Testergebnisse usw., wird ein Zertifikat vom GL ausgestellt. Beschich-tungsstoffe für Seewasserballasttanks gemäß den GL-
VI - Teil 10 GL 2010
Abschnitt 4 Beschichtungen Kapitel 2Seite 4–9
C

Vorschriften für Schiffskörper (I-1-1), Abschnitt 35 müssen zugelassen sein.
D. Applikation von Beschichtungssystemen
Sofern Beschichtungen für Ballastwassertanks appli-ziert werden, gelten die Anforderungen gemäß den GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35.
1. Allgemeine Anforderungen
– Alle Oberflächen müssen vor der Beschichtung staubfrei gehalten werden.
– Erforderliche Gerüste oder Stellagen müssen, wenn möglich, so angeordnet werden, dass die zu beschichtenden Flächen durchgehend bear-beitet werden können (z. B. freistehende Gerüs-te). Werden Beheizungsgeräte verwendet, müs-sen die Abgase der Energieerzeuger nach außen geleitet werden; sie dürfen sich nicht mit der Heizluft vermischen und auf den Oberflächen niederschlagen.
– Wenn nicht anders vereinbart, soll die Be-schichtung der entsprechend vorbereiteten Ober-flächen binnen vier Stunden nach dem Strahlen oder maschinellen Schleifen erfolgen.
– Die jeweiligen Trocken- oder Aushärtungszeiten zwischen den einzelnen Folgeschichten müssen den Herstelleranweisungen unter gebührender Berücksichtigung der Umgebungsbedingungen entsprechen.
– Während der Aufbringung der einzelnen Schich-ten müssen alle kritischen Bereiche wie Kanten, Ecken, Schweißnähte, Halterungen, Schrauben und Muttern und Spalte vorgelegt werden, um die Einhaltung der Mindestschichtdicke und ei-ne einwandfreie Schichtfolge zu gewährleisten.
– Die maximale Schichtdicke sollte, sofern vom Farbhersteller nicht anders vorgegeben, die drei-fache Sollschichtdicke nicht überschreiten.
– Die Oberflächentemperatur sollte weniger als 30 °C betragen, aber mindestens 3 °C über dem Taupunkt liegen und die Lufttemperatur sollte, wenn vom Beschichtungsstoffhersteller nicht anders zugelassen, größer 5 °C sein.
– Die relative Luftfeuchtigkeit darf bei Epoxid-Basis-Systemen maximal 90 % und bei feuch-tigkeitsaushärtenden Polyurethan-Systemen ma-ximal 95 % betragen. In der Praxis hat sich fol-gende Regelung bewährt:
– Werden Oberflächentemperatur und Tau-punkt nicht in festgelegten Zeitabständen gemessen, darf nur bis zu einer relativen Luftfeuchte von max. 85 % appliziert wer-
den; werden beide Werte in festzulegenden Zeitabständen gemessen, darf auch bei hö-herer relativer Luftfeuchte appliziert wer-den.
– Die erste Messung ist vor Beginn der Appli-kation durchzuführen. Die Zeitabstände für weitere Messungen sind in Abhängigkeit von den klimatischen Bedingungen und de-ren Veränderungen ggf. zu variieren.
– Es sollte keine Beschichtung aufgebracht wer-den, wenn ein Wetterumschwung zu erwarten ist, sodass die spezifizierten Umgebungsparame-ter in den nächsten 2 Stunden im Anschluss an die Beschichtungsarbeiten nicht eingehalten werden können.
Grundsätzlich sollten für diesen Bereich auch die Anforderungen gemäß ISO 12944-7 beachtet werden.
2. Spritzen
Jede Lage muss so auf die gesamte Oberfläche aufge-bracht werden, dass eine gleichmäßige und geschlos-sene Schicht entsteht. Mängel in der Beschichtung, die die Korrosionsschutzwirkung verringern, müssen vor dem Aufbringen der nächsten Lage ausgebessert wer-den.
3. Streichen, Rollen
An Stellen an denen aufgrund der Örtlichkeiten kein Spritzen möglich ist, muss die Beschichtung durch Streichen oder Rollen aufgebracht werden. Das Werk-zeug und der Beschichtungsstoff (beim Rollen) müs-sen für den geforderten Einsatzzweck geeignet sein.
4. Lagerung von Beschichtungsstoffen
Wenn vom Hersteller der Beschichtungsstoffe keine anderen Forderungen erhoben werden, sind für die Materialien Lagertemperaturen zwischen 5 und 30 °C einzuhalten. Die Materialien dürfen nicht überlagert werden; die Angaben des Herstellers sind hierfür zu beachten.
5. Zulassung von Beschichtungsbetrieben
Beschichtungsbetriebe können vom GL zugelassen werden. Als Voraussetzung muss der Betrieb durch geeignetes Personal und einwandfreie Arbeitsgeräte sicherstellen, dass die Anforderungen an die Verarbei-tung der Beschichtungsstoffe eingehalten werden. Ein bestehendes Qualitätsmanagementsystem mit definier-ten Arbeitsabläufen und vorgesehenen firmeneigenen Qualitätskontrollen muss nachgewiesen werden. Die Überprüfung der bestehenden Bedingungen vor Ort mit positivem Ergebnis ist als grundlegende Voraus-setzung anzusehen. Sie ist vor Beginn der Arbeiten durchzuführen und stichprobenweise während der Applikation zu bestätigen. Sind alle Anforderungen erfüllt und verlaufen die Prüfungen erfolgreich, wird vom GL ein Zertifikat ausgestellt.
Kapitel 2 Seite 4–10
Abschnitt 4 Beschichtungen VI - Teil 10GL 2010
D

E. Fachgerechte Nachbesserung von Beschä-digungen und Mängeln in Beschichtungs-systemen während der Bauzeit
1. Allgemeines
Eine Klassifizierung von Beschichtungsschäden kann z. B. nach der STG-Richtlinie Nr. 2221 erfolgen. Die Nachbesserung hat grundsätzlich dem für den jeweili-gen Bereich vorgesehenen Beschichtungssystem ein-schließlich der Oberflächenvorbereitung zu entspre-chen.
2. Ungenügende Schichtdicke
Oberflächen, an denen die Schichtdicke nicht ausrei-chend ist, müssen gründlich gereinigt und, wenn nötig, abgeschliffen werden. Anschließend muss eine kom-patible Beschichtung aufgebracht werden, bis die geforderte Schichtdicke erreicht ist. Die Übergänge zur ursprünglichen Beschichtung sollen fließend sein.
3. Verunreinigte Oberflächen
Verunreinigte Oberflächen, die noch weiter beschich-tet werden sollen, müssen gemäß B. erneut vorbereitet werden.
4. Beschichtungsschäden ohne freigelegte Metalloberfläche
Die betroffenen Oberflächenbereiche müssen zunächst gemäß B. gereinigt und entfettet werden. Darüber hinaus ist es erforderlich, durch Anschleifen der Randbereiche glatte Übergänge zu schaffen, um eine möglichst einheitliche Fläche zu erhalten. Viele 2-Komp.-Beschichtungen haben ein Überarbeitungsin-tervall, darum müssen bei Überschreitung dieses In-tervalls noch zusätzliche Randzonen im intakten Be-reich angeschliffen oder aufgeraut werden, um eine einwandfreie Haftung im Übergangsbereich zu ge-währleisten.
5. Beschichtungsschäden mit freigelegter Metalloberfläche
Die Bedingungen des Materials oder Systems an O-berflächenvorbereitung, die Applikationsdaten für jede Einzelschicht usw., sind gemäß Spezifikation einzu-halten. Für die angrenzenden Beschichtungsbereiche ist gemäß 4. zu verfahren.
6. Reparatur von Mängelbereichen in Bal-lastwassertanks gemäß IMO Resolution MSC.215(82)
Sofern Mängelbereiche in Ballastwassertanks auf-treten, sind Maßnahmen zu treffen, die in den GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35 genannt sind.
F. Prüfung, Abnahme und Dokumentation der Beschichtungssysteme
Sofern Beschichtungssysteme gemäß IMO Resolution MSC.215(82) appliziert werden, gelten für die Prü-fung, Abnahme und Dokumentation die GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35.
1. Prüfung Die Oberflächenvorbereitung eines Bauteils oder einer Struktur sollte folgendermaßen vor Beginn der Be-schichtungsarbeiten überprüft werden: – Kontrolle des geforderten Rauhigkeitsprofils
(Sichtprüfung oder Tastschnittverfahren) – Prüfung auf lösliche Salze und andere nicht
sichtbare Verunreinigungen (siehe ISO 8502) bei hochwertigen Beschichtungssystemen, wie z. B. für Ladetanks und Seewasser-Ballast-wassertanks
Im Rahmen der Applikation sollte jede einzelne auf-gebrachte Beschichtung und abschließend das gesamte Beschichtungssystem folgendermaßen überprüft wer-den: – Visuelle Betrachtung auf Gleichmäßigkeit, Far-
be, Deckungsvermögen, Aushärtung und even-tuelle Mängel (z. B. Risse, Abblätterungen, Kra-ter usw.)
– Schichtdickenmessung auf Einhaltung der ge-forderten Soll- oder Mindestschichtdicke
– Beschichtungssysteme für Ladetanks von Che-mikalien- und Produktentanker sind zusätzlich mit Nieder- oder Hochspannungsgeräten auf Po-renfreiheit zu prüfen.
– In besonderen Fällen ist auch eine Prüfung der Haftfestigkeit (siehe ISO 2409 oder ISO 4624) möglich.
Es besteht die Möglichkeit Kontrollflächen gemäß ISO 12944-7 am Objekt vorzusehen. Der Umfang, die Anzahl und Lage dieser Kontrollflä-chen sind vor Beginn der Beschichtungsarbeiten zwi-schen den beteiligten Parteien zu vereinbaren.
2. Abnahme und Dokumentation Zur Abnahme (siehe STG-Abnahmeprotokoll) von vorbereiteten Oberflächen und Beschichtungssyste-men in sämtlichen Außenbereichen, Wassertanks und Laderäumen werden vom Verarbeiter neben der Werft prinzipiell der Beschichtungsstofflieferant und der Reeder eingeladen. Im Falle von Seewasserballast-tanks und für den Unterwasserbereich der Außenhaut von IW-Schiffen hat eine Abnahme durch den GL-Besichtiger zu erfolgen. Der Verarbeiter hat eine Dokumentation zu erstellen und diese an die Werft und ggf. an die beteiligten Partner zu liefern. Die Dokumentation muss die Kon-trollen und Abnahmen sowie die Bedingungen wäh-rend der Bearbeitung einschließlich der Daten der eingesetzten Beschichtungsstoffe ausweisen.
VI - Teil 10 GL 2010
Abschnitt 4 Beschichtungen Kapitel 2Seite 4–11
F
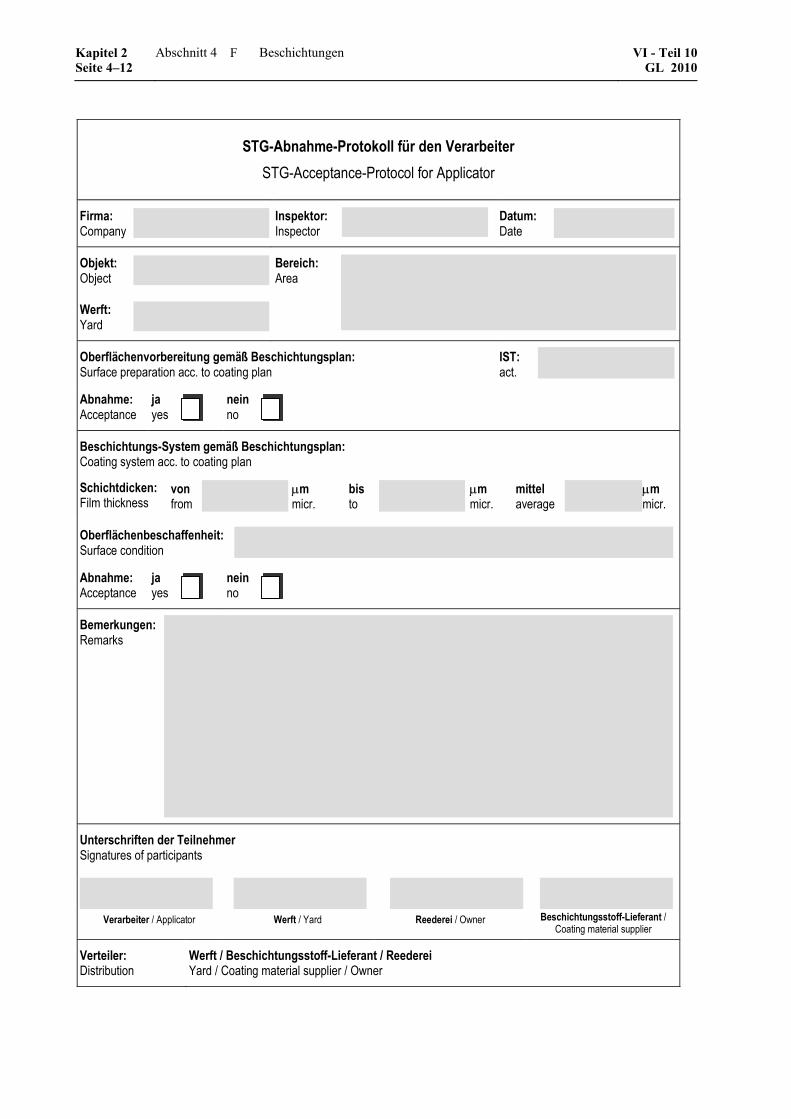
STG-Abnahme-Protokoll für den Verarbeiter STG-Acceptance-Protocol for Applicator
Firma: Company
Inspektor: Inspector
Datum: Date
Objekt: Object
Werft: Yard
Bereich: Area
Oberflächenvorbereitung gemäß Beschichtungsplan: Surface preparation acc. to coating plan
IST: act.
Abnahme: Acceptance
ja yes
nein no
Beschichtungs-System gemäß Beschichtungsplan: Coating system acc. to coating plan
Schichtdicken: Film thickness
von μm from micr.
bis μm to micr.
mittel μm average micr.
Oberflächenbeschaffenheit: Surface condition
Abnahme: Acceptance
ja yes
nein no
Bemerkungen: Remarks
Unterschriften der Teilnehmer Signatures of participants
Verarbeiter / Applicator Werft / Yard Reederei / Owner Beschichtungsstoff-Lieferant / Coating material supplier
Verteiler: Distribution
Werft / Beschichtungsstoff-Lieferant / Reederei Yard / Coating material supplier / Owner
Kapitel 2 Seite 4–12
Abschnitt 4 Beschichtungen VI - Teil 10GL 2010
F

Abschnitt 5
Überzüge auf Stahl
A. Feuerverzinken
Überzüge durch Feuerverzinken müssen den Anforde-rungen gemäß ISO 1461 entsprechen. Feuerverzinkte Bauteile sollten zusätzlich durch eine Beschichtung geschützt werden (Duplex-Beschichtung).
B. Thermisches Spritzen
1. Oberflächenvorbereitung und Applikati-onsbedingungen
Die Oberflächenvorbereitung der Stahlflächen muss den Anforderungen gemäß Abschnitt 4, B.1., entspre-chen. Weitere Hinweise und Empfehlungen können der EN 13507 "Vorbehandlung von Oberflächen me-tallischer Werkstücke und Bauteile für das thermische Spritzen" entnommen werden.
Bezüglich der Applikationsbedingungen sind folgende Punkte zu beachten:
– Der Zeitraum zwischen Vorbereitung und Sprit-zen ist so zu wählen, dass die zu beschichtende Oberfläche sauber und trocken bleibt und nicht sichtbar oxidiert. Die Zeit sollte weniger als 4 Stunden betragen.
– Die Stahltemperatur muss mindestens 3 °C über dem Taupunkt liegen.
2. Überzugswerkstoffe
Als geeignete Werkstoffe für das Metallspritzen kom-men – Aluminium: Al99,5 und – Al-Mg-Legierung: AlMg5
gemäß ISO 14919 oder gleichwertige Gütegrade in Frage.
Folgende Informationen müssen bezüglich des ver-wendeten Zusatzwerkstoffs verfügbar sein:
– Werkstoffdatenblatt
– Werkstoffprüfbescheinigung
– Herstellerbezeichnung
– Verwendeter Standard
– Fabrikations- oder Chargennummer
– Chemische Analyse
– Drahtdurchmesser
– Nettogewicht
– Herstellungsdatum
3. Arbeitstechnik beim Spritzen
– Jede Schicht muss gleichmäßig auf die gesamte Oberfläche aufgetragen werden. Der Überzug soll in mehreren Schichten in Kreuzlagen aufge-bracht werden.
– Anlagen und Ausrüstung zum thermischen Spritzen sollten den Anforderungen gemäß EN 1395 entsprechen.
– Für Teile die nach dem Spritzen geschweißt werden sollen, muss ein Bereich im Abstand von 5 – 10 cm zur Schweißfuge unbeschichtet bleiben.
– Der Überzug muss fest anhaften. Spritzschichten müssen ein gleichmäßiges, nicht zu grobes Ober-flächenbild zeigen. Sie müssen frei sein von Blasen, Einschlüssen, lose anhaftendem Spritz-metall, Verfärbungen, Verletzungen und unbe-schichteten Stellen.
– Vor dem Aufbringen einer Folgeschicht müssen eventuell aufgetretene Schäden der darunter lie-genden Schicht ausgebessert werden.
– Die Versiegelung kann entweder durch eine chemische Umwandlung (durch Phosphatieren, durch Reaktionsverdichtungsstoffe usw.) oder durch die Verwendung eines geeigneten An-strichsystems, die die Porositäten abdeckt, er-reicht werden.
4. Mindestschichtdicke
Die Mindestschichtdicke des Überzugs darf die in Tabelle 5.1 angegebenen Werte nicht unterschreiten:
Tabelle 5.1 Mindestschichtdicken von Spritz-überzügen
Mindestschichtdicke [μm]
Spritzwerkstoff ohne
Anstrich mit
Anstrich
Aluminium Al99,5 200 150
AlMg-Legierung AlMg5 250 200
VI - Teil 10 GL 2010
Abschnitt 5 Überzüge auf Stahl Kapitel 2Seite 5–1
B

5. Qualitätssicherung beim Spritzen
Die Prüfung von thermischen Spritzschichten sollte in Anlehnung an das DVS Merkblatt 2301 bzw. 2304 erfolgen.
Das zuständige Personal sollte gemäß ISO 14918 geprüft sein.
Spritzbetriebe im Sinne dieser Richtlinien können eine Zulassung durch den GL beantragen. Hierbei muss der Betrieb durch geeignetes Personal und einwandfreie Arbeitsgeräte sicherstellen, dass die Anforderungen an die Verarbeitung der Überzugswerkstoffe eingehalten werden. Ein bestehendes Qualitätsmanagementsystem mit definierten Arbeitsabläufen und vorgesehenen firmeneigenen Qualitätskontrollen muss nachgewiesen
werden. Die Überprüfung der bestehenden Bedingun-gen vor Ort mit positivem Ergebnis ist als grundle-gende Voraussetzung anzusehen. Diese ist vor Beginn der Arbeiten durchzuführen und stichprobenweise während der Applikation zu bestätigen. Sind alle An-forderungen erfüllt und verlaufen die Prüfungen er-folgreich wird vom GL ein Zertifikat ausgestellt.
Spritzbetriebe, die thermisch gespritzte Schichten zum Verbessern der Werkstückeigenschaften, zum Beispiel in Bezug auf Verschleiß, Korrosion, Wärmeübergang, elektrische Leitfähigkeit und anderes oder zum Wie-derherstellen der Betriebsfähigkeit von Bauteilen gemäß den Klassifikations- und Bauvorschriften des GL herstellen, müssen gemäß den GL Schweißvor-schriften zugelassen sein.
Kapitel 2 Seite 5–2
Abschnitt 5 Überzüge auf Stahl VI - Teil 10GL 2010
B

Abschnitt 6
Zertifizierung von Beschichtungsarbeiten
A. Allgemeines
1. Die Applikation von Beschichtungssystemen kann durch den GL zertifiziert werden. Das Anwen-dungsgebiet ist hierbei im Wesentlichen die Beschich-tung von Ladetanks; allerdings kann der Umfang auch auf andere Bereiche, wie Ballasttanks, Außenhaut, Aufbauten usw., ausgedehnt werden.
2. Ablauf der Zertifizierung
2.1 Schriftliche Beantragung des Auftragge-bers (Reeder, Werft, Beschichtungsstoff-hersteller, Applikateur usw.) bei der Un-ternehmenszentrale des GL
Der Umfang der Zertifizierung ist durch Angabe der zu beschichtenden und zu überwachenden Bereiche zu definieren. Technische Grundlage ist die Beschich-tungsspezifikation. Basierend auf diesen Angaben wird ein Angebot durch den GL unterbreitet.
B. Bestandteile der Zertifizierung
1. Abgleich der Beschichtungsspezifikation
Die in der eingereichten Spezifikation beschriebenen Punkte legen maßgeblich alle daraus resultierenden Anforderungen und Maßnahmen fest.
– Die Vollständigkeit des Anforderungskatalogs und die Erfüllung der Vorgaben ist zu überprü-fen.
– Bestandteile der Spezifikation, wie z. B. Vorga-ben des Beschichtungsstofflieferanten sowie an-derer Unterauftragnehmer der Werft, werden koordiniert und abgestimmt.
2. Qualitätssicherung des Beschichtungs-stoffherstellers
Beim Beschichtungsstoffhersteller ist eine Betrach-tung/Analyse des Qualitätssicherungssystems durch-zuführen. Die Einsichtnahme von relevanten Unterla-gen bezüglich Herstellungsprozesse und deren Kon-trolle sowie der nachfolgenden Qualitätsprüfungen beim Hersteller muss ermöglicht werden. Hierzu kann ein Ortstermin notwendig sein.
3. Abnahmen des Stahlbaus und Oberflä-chenvorbereitung
Die korrekte bauliche Ausführung ist zu verifizieren.
– Schweißnähte sind gemäß der Spezifikation auf Nahtüberhöhung, Nahtübergänge, Oberflächen-beschaffenheit und Schweißspritzer zu kontrol-lieren.
– Die Oberflächenvorbereitung muss gemäß der Spezifikation bzw. den darin genannten Normen vorgenommen werden und wird durch den Be-sichtiger auf Einhaltung der Vorgaben überprüft.
– Die maßgeblichen Parameter der Oberflächen-vorbereitung wie z. B. eingesetzte und kontinu-ierlich überwachte Strahlgutqualität, Strahl-druck, Umgebungsbedingungen beim Strahlen (Stahl- und Lufttemperatur, Luftfeuchte, Tau-punkt usw.) sind gemäß der Vorgaben einzuhal-ten, und die Bedingungen zu dokumentieren.
– Der erreichte Oberflächenvorbereitungsstandard ist für alle relevanten Oberflächen ebenfalls zu dokumentieren (und durch die beteiligten Par-teien abzunehmen).
4. Qualitätssicherung des Applikateurs (Per-sonen, Ausrüstung, Verfahren)
– Der Applikateur muss durch geeignetes Personal und einwandfreie Arbeitsgeräte sicherstellen, dass die Anforderungen an die Verarbeitung der Beschichtungsstoffe eingehalten werden.
– Ein bestehendes Qualitätsmanagementsystem mit definierten Arbeitsabläufen und vorgesehe-nen firmeneigenen Qualitätskontrollen muss nachgewiesen werden.
– Die Überprüfung der bestehenden Bedingungen vor Ort mit positivem Ergebnis ist als grundle-gende Voraussetzung anzusehen. Sie ist vor Be-ginn der Arbeiten durchzuführen und stichpro-benweise während der Applikation zu bestäti-gen.
– Gegebenenfalls ist ein Austausch von ungeeig-netem Personal bzw. Gerät auch in der laufen-den Fertigung vorzusehen.
5. Applikationsbedingungen
– Die Umgebungsbedingungen, wie beispielswei-se Luft- und Stahltemperatur, Luftfeuchte, Tau-punkt, Überarbeitungsintervalle, erreichte
VI - Teil 10 GL 2010
Abschnitt 6 Zertifizierung von Beschichtungsarbeiten Kapitel 2Seite 6–1
B

Schichtdicken, Zwischenabnahmen usw., müs-sen kontinuierlich aufgenommen und dokumen-tiert werden.
– Die Protokollierung und Bewertung der maß-geblichen Daten und Ergebnisse erfolgt durch den verantwortlichen GL-Besichtiger.
– Geeignete Mess- und Dokumentationsmittel müssen zur Verfügung stehen.
6. Erprobung, Ausbesserung
Spezifizierte Nachbehandlungen wie z. B. "hot curing" der Beschichtung sowie die relevanten abschließenden Prüfungen, wie z. B. Seewassertest, werden ebenfalls,
gleichermaßen wie etwaige erforderliche Nachbesse-rungen, durch den GL-Besichtiger dokumentiert und abgenommen.
C. Zertifizierung
Sämtliche Unterlagen bezüglich der unter B. genann-ten "Bestandteile der Zertifizierung" sind beim GL einzureichen. Basierend auf der erstellten Dokumenta-tion wird nach zufrieden stellender Prüfung die Zerti-fizierung vorgenommen und ein entsprechendes Zerti-fikat erstellt.
Kapitel 2 Seite 6–2
Abschnitt 6 Zertifizierung von Beschichtungsarbeiten VI - Teil 10GL 2010
C

Abschnitt 7
Kathodischer Korrosionsschutz
A. Allgemeines
Das Design und die Auslegung der kathodischen Schutzsysteme müssen die spezifischen Anforderun-gen der Struktur oder des Bauteils berücksichtigen. Diese Schutzsysteme müssen den Korrosionsschutz für die spezifizierte Schutzdauer gewährleisten.
Um einen ausreichenden Schutz garantieren zu kön-nen, muss die Struktur ausreichend polarisiert sein. Die in Tabelle 7.1 spezifizierten Schutzpotentiale sind einzuhalten.
Die kathodischen Schutzsysteme müssen mit der zur Anwendung kommenden Beschichtung kompatibel sein, d. h. durch deren Anwendung darf keine Beein-trächtigung der Qualität und Funktionalität der Be-schichtung erfolgen. Ein Nachweis der Beständigkeit soll gemäß den Anforderungen der STG-Richtlinie Nr. 2220 oder eines gleichwertigen Standards erfolgen.
Das Schiff oder die zu schützende Struktur ist in eine geeignete und zweckmäßige Anzahl von kathodischen
Schutzzonen (KSZ) einzuteilen. Dabei handelt es sich um Oberflächen unterschiedlicher korrosiver Bean-spruchung oder unterschiedliche Wirkbereiche auf-grund geometrischer Vorgaben. Die Flächen der je-weiligen KSZs müssen möglichst genau bestimmt bzw. abgeschätzt werden. Die Auslegung der notwen-digen Schutzstromdichte für eine KSZ soll gemäß den Empfehlungen der Tabelle 7.2, die des jeweiligen Schutzpotentials gemäß Tabelle 7.1 erfolgen.
Der erforderliche Schutzstrombedarf für eine KSZ (IKSZ) ergibt sich aus dem Produkt der KSZ-Fläche (AKSZ) und der jeweiligen Schutzstromdichte (iKSZ) wie folgt:
Gleichung I: KSZ KSZ KSZI A i= ⋅
Für die Außenhaut von Schiffen mit dem Klassenzu-satz IW und für Seewasserballasttanks sind die GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35 zu beachten.
Tabelle 7.1 Schutzpotentiale für den KKS verschiedener Metalle in Seewasser
Bereich des Schutzpotentials (Ag/AgCI/Seewasser) Zu schützende Struktur aus Werkstoff
Negatives Mindestpotential Negatives Höchstpotential
AlMg-, AlMgSi-Legierungen – 0,80 V – 1,10 V 1
Stahl / Gusseisen
– Aerobische Bedingungen – Anaerobe Bedingungen
– 0,80 V – 0,90 V
– 1,10 V – 1,10 V
Hochfeste Stähle (Rp0,2 ≥ 700MPa) 2 – 0,80 V – 0,95 V
Nichtrostende Stähle 2, 3
– Wirksumme ≥ Wmin. 4
– Wirksumme < Wmin. 4
– 0,30 V – 0,60 V
– 1,05 V – 1,05 V
1 Zu beachten ist sowohl eine mögliche Auflösung durch Überschutz als auch die Gefahr der Wasserstoffversprödung bei höherfesten Legierungen.
2 Bei Stahlsorten, die empfindlich gegenüber Wasserstoffversprödung und Rissbildung sind, und bei Duplexstählen, die (z. B. aufgrund falscher Wärmeeinbringung) eine ungünstige Gefügestruktur aufweisen, ist ein Schutzpotential nicht unter – 0,83V einzuhalten.
3 Auf hohe Festigkeit angelassene martensitische Stähle (Rm >1.000 MPa) sollten ein Schutzpotential zwischen – 0,50 und – 0,70 V haben.
4 siehe Abschnitt 3, D.2.1.1.
VI - Teil 10 GL 2010
Abschnitt 7 Kathodischer Korrosionsschutz Kapitel 2Seite 7–1
A
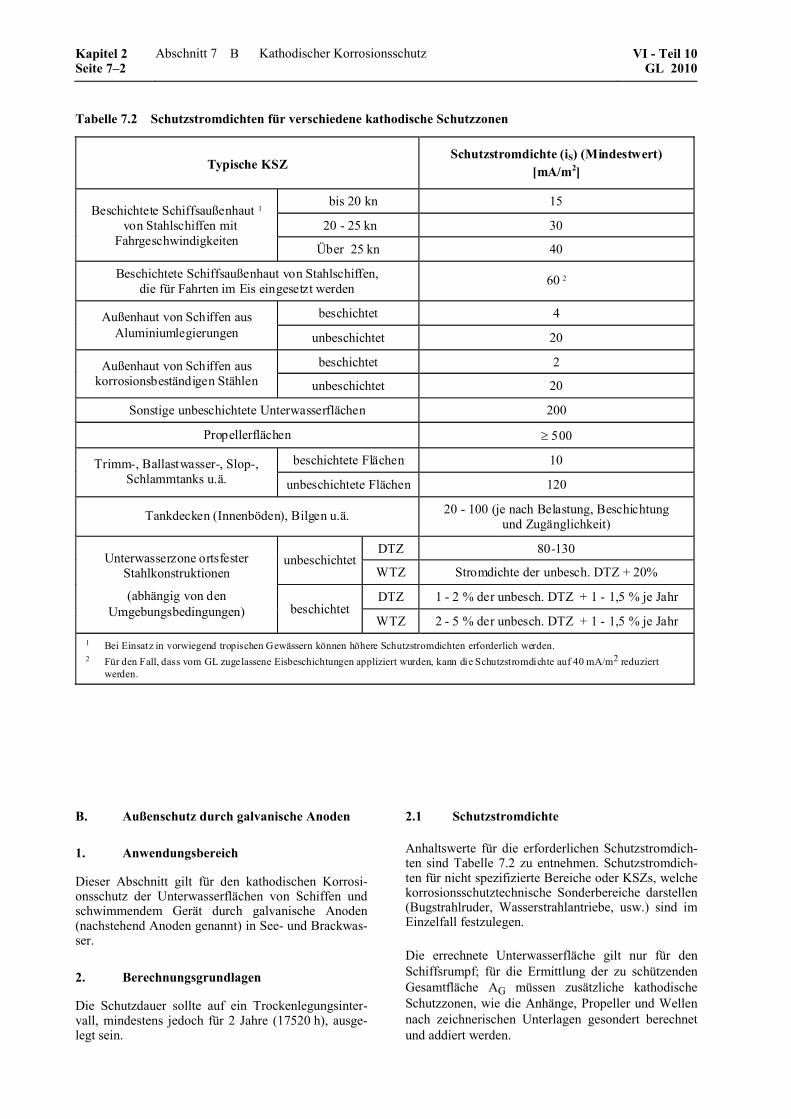
Tabelle 7.2 Schutzstromdichten für verschiedene kathodische Schutzzonen
Typische KSZ Schutzstromdichte (iS) (Mindestwert)
[mA/m2]
bis 20 kn 15
20 - 25 kn 30 Beschichtete Schiffsaußenhaut 1
von Stahlschiffen mit Fahrgeschwindigkeiten Über 25 kn 40
Beschichtete Schiffsaußenhaut von Stahlschiffen, die für Fahrten im Eis eingesetzt werden 60 2
beschichtet 4 Außenhaut von Schiffen aus Aluminiumlegierungen unbeschichtet 20
beschichtet 2 Außenhaut von Schiffen aus korrosionsbeständigen Stählen unbeschichtet 20
Sonstige unbeschichtete Unterwasserflächen 200
Propellerflächen ≥ 500
beschichtete Flächen 10 Trimm-, Ballastwasser-, Slop-, Schlammtanks u.ä. unbeschichtete Flächen 120
Tankdecken (Innenböden), Bilgen u.ä. 20 - 100 (je nach Belastung, Beschichtung und Zugänglichkeit)
DTZ 80-130 unbeschichtet
WTZ Stromdichte der unbesch. DTZ + 20%
DTZ 1 - 2 % der unbesch. DTZ + 1 - 1,5 % je Jahr
Unterwasserzone ortsfester Stahlkonstruktionen
(abhängig von den Umgebungsbedingungen) beschichtet
WTZ 2 - 5 % der unbesch. DTZ + 1 - 1,5 % je Jahr 1 Bei Einsatz in vorwiegend tropischen Gewässern können höhere Schutzstromdichten erforderlich werden. 2 Für den Fall, dass vom GL zugelassene Eisbeschichtungen appliziert wurden, kann die Schutzstromdichte auf 40 mA/m2 reduziert
werden.
B. Außenschutz durch galvanische Anoden
1. Anwendungsbereich
Dieser Abschnitt gilt für den kathodischen Korrosi-onsschutz der Unterwasserflächen von Schiffen und schwimmendem Gerät durch galvanische Anoden (nachstehend Anoden genannt) in See- und Brackwas-ser.
2. Berechnungsgrundlagen
Die Schutzdauer sollte auf ein Trockenlegungsinter-vall, mindestens jedoch für 2 Jahre (17520 h), ausge-legt sein.
2.1 Schutzstromdichte
Anhaltswerte für die erforderlichen Schutzstromdich-ten sind Tabelle 7.2 zu entnehmen. Schutzstromdich-ten für nicht spezifizierte Bereiche oder KSZs, welche korrosionsschutztechnische Sonderbereiche darstellen (Bugstrahlruder, Wasserstrahlantriebe, usw.) sind im Einzelfall festzulegen.
Die errechnete Unterwasserfläche gilt nur für den Schiffsrumpf; für die Ermittlung der zu schützenden Gesamtfläche AG müssen zusätzliche kathodische Schutzzonen, wie die Anhänge, Propeller und Wellen nach zeichnerischen Unterlagen gesondert berechnet und addiert werden.
Kapitel 2 Seite 7–2
Abschnitt 7 Kathodischer Korrosionsschutz VI - Teil 10GL 2010
B

Der Schutz von Öffnungen, wie z. B. Seekästen und anderen KSZs, die außerhalb des Wirkungsbereichs liegen, ist zusätzlich auszulegen.
2.2 Rechnerische Ermittlung des Schutzstro-mes
Der erforderliche Gesamt-Schutzstrom ist:
Gleichung II: G G SI A i= ⋅
Hierin bedeuten:
IG = Gesamt-Schutzstrom
AG = zu schützende Gesamtfläche
iS = Schutzstromdichte
Der Schutzstrom für gesondert zu handhabende ka-thodische Schutzzonen ist nach
Gleichung I: KSZ KSZ KSZI A i= ⋅
zu ermitteln.
2.3 Rechnerische Ermittlung des erforderli-chen Anodengewichtes
Das erforderliche Gesamt-Anodengewicht ist:
Gleichung III: G SG
g
I tm
Q⋅
=
Hierin bedeuten:
mG = erforderliches Gesamt-Anodengewicht
IG = Gesamt-Schutzstrom
tS = Schutzdauer
Qg = Strominhalt der Anodenlegierung
Das erforderliche Anodengewicht einer gesondert zu handhabenden KSZ ist:
Gleichung IV: KSZ SKSZ
g
I tm
Q⋅
=
Besteht ein gesondert zu betrachtender Bereich, wie z. B. ein Bugstrahlruder, aus mehreren kathodischen Schutzzonen (Impeller, Halterung, Tunnel), so ist die erforderliche Gesamtmasse durch Addition zu berech-nen.
3. Anodenauswahl
3.1 Anodenwerkstoffe
Als Werkstoffe für galvanische Anoden müssen Alu-minium- oder Zinklegierungen gemäß den Anforde-rungen der Tabelle 7.3 bzw. Tabelle 7.4 oder gemäß VG 81255, gleichwertigen Normen oder vom GL ge-nehmigten Spezifikationen zur Anwendung kommen.
Tabelle 7.3 Galvanische Anoden aus Zinklegie-rungen für Anwendungen in Seewas-ser
Element GL-Zn1 GL-Zn2
Al 0,10 – 0,50 ≤ 0,10
Cd 0,025 – 0,07 ≤ 0,004
Cu ≤ 0,005 ≤ 0,005
Fe ≤ 0,005 ≤ 0,0014
Pb ≤ 0,006 ≤ 0,006
Zn ≥ 99,22 ≥ 99,88
Potential (T = 20 °C)
– 1,03 V Ag/AgCl/See
– 1,03 V Ag/AgCl/See
Qg
(T = 20 °C) 780 Ah/kg 780 Ah/kg
Wirkungsgrad (T = 20 °C) 95 %
Tabelle 7.4 Galvanische Anoden aus Aluminium-legierungen für Anwendungen in Seewasser
Element GL-Al1 GL-Al2 GL-Al3
Si ≤ 0,10 ≤ 0,10 Si + Fe
Fe ≤ 0,10 ≤ 0,13 ≤ 0,10
Cu ≤ 0,005 ≤ 0,005 ≤ 0,02
Mn –– –– 0,15 – 0,50
Zn 2,0 – 6,0 4,0 – 6,0 2,0 – 5,0
Ti –– –– 0,01 – 0,05
In 0,01 – 0,03 –– 0,01 – 0,05
Sn –– 0,05 – 0,15 ––
Andere El. ≤ 0,10 ≤ 0,10 ≤ 0,15
Al Rest Rest Rest
Potential (T = 20 °C)
– 1,05 V Ag/AgCl/See
– 1,05 V Ag/AgCl/See
– 1,05 V Ag/AgCl/See
Qg (T = 20 °C) 2000 Ah/kg 2000 Ah/kg 2700 Ah/kg
Wirkungsgrad (T = 20 °C) 95 %
Andere Werkstoffzusammensetzungen, als in Tabelle 7.3 oder Tabelle 7.4 spezifiziert, sind für galvanische Anoden nur dann zulässig, wenn deren Eignung und Schutzwirkung durch entweder langjährigen, erfolg-
VI - Teil 10 GL 2010
Abschnitt 7 Kathodischer Korrosionsschutz Kapitel 2Seite 7–3
B

reichen und dokumentierten Einsatz bzw. durch ge-eignete Prüfmethoden nachgewiesen werden kann.
Anoden aus Magnesiumlegierungen sind in der Schiffs- und Meerestechnik nicht zulässig, weder für Lade- oder Ballastwassertanks noch für den Schutz der Schiffsaußenhaut oder als temporärer Schutz. Eine Ausnahme bilden reine Süßwasseranwendungen.
Bei Umgebungstemperaturen von mehr als 25 °C sind die verringerte Kapazität und Effektivität der galvani-schen Anoden in der Auslegung und Anordnung zu berücksichtigen. Dies trifft insbesondere bei heißen Querschotten (wie z. B. Wänden zu Brennstofftanks) zu. Konventionelle galvanische Anoden aus Zink sind nur bis zu einer Umgebungstemperatur von 50 °C für den Schutz von Stahl einzusetzen. Falls besondere Legierungen bei Temperaturen über 50 °C eingesetzt werden sollen, muss deren elektrochemische Charak-teristik und Schutzwirkung gesondert nachgewiesen werden. Die Kapazität von Aluminiumanoden verrin-gert sich ebenfalls. Bei erhöhten Temperaturen kann sie als Näherung im Temperaturbereich von T = 20 bis 80 °C gemäß folgender Formel berechnet werden:
Gleichung V: ( ) [ ]gQ (t) 2000 27 T 20 C Ah kg= − ⋅ − °
Erfahrungen zeigen, dass es ebenfalls besondere Le-gierungen für Aluminiumanoden gibt, die bei erhöhten Temperaturen höhere Stromkapazitäten besitzen als die nach Gleichung V berechneten Werte. Der Her-steller muss dann diese Werte nachweisen und garan-tieren.
3.2 Form und Halterung
Form und Größe der Anoden müssen für den Einsatz-zweck geeignet sein. Für die Schiffsaußenhaut sind flache Anoden zu spezifizieren, um Strömungswider-stände minimal zu halten. Vorgaben werden in VG 81257 gemacht.
Dabei ist darauf zu achten, dass die gewählten Anoden nach Anzahl und Formen die erforderlichen Schutz-ströme und das berechnete Anodengewicht erbringen.
In Abhängigkeit vom Werkstoff, an dem die Anoden angebracht werden, sind Halterungen aus Schiffbau-stahl (S), nichtrostendem Stahl (NR), nichtmagneti-sierbarem austenitischem Stahl (NM) oder Aluminium (Al) zu verwenden.
S = GL-B oder hinsichtlich der Festigkeit und Schweißeignung gleichwertige Stahlsorte
NR = X6CrNiMoTi17-12-2 (1.4571) nach DIN EN 10088-2 oder hinsichtlich der Festigkeit, Schweißeignung und Korrosionsbeständig-keit gleichwertige Stahlsorte
NM = X2CrNiMoN18-14-3 (1.3952.9) nach WL 1.3952-1 oder hinsichtlich der Festigkeit, Schweißeignung, Korrosionsbeständigkeit und Nichtmagnetisierbarkeit mindestens gleichwertige Stahlsorte
Al = AlMg4,5Mn (3.3547) oder andere Sorte nach EN 573, die bei der Bestellung zu vereinba-ren ist
Die Halterung aus Schiffbaustahl, verzinkt mit einer Schichtdicke > 25 μm, muss frei von Rissen und Ver-unreinigungen sein. Bei Aluminiumanoden sind Zink-beschichtungen nicht geeignet.
Die Halterung aus nichtrostendem oder aus nichtmag-netisierbarem Stahl muss gebeizt sein.
Die Halterung aus Aluminium muss frei von Verun-reinigungen sein.
4. Anordnung der Anoden
4.1 Anoden-Befestigung
Die Verbindung zwischen Anode und der zu schüt-zenden Fläche muss metallenleitend sein. Deshalb sind die Anoden anzuschweißen.
Bei geringen Außenhautdicken und bei empfindlichen Werkstoffen und bei Plattformen sind aufgesetzte Platten (Dopplungen) von ausreichender Dicke anzu-schweißen, die allseitig etwa 20 mm gegenüber den Anschweißstellen der vorgesehenen Anode überstehen sollen.
Sind in Sonderfällen - die mit dem Auftraggeber ver-einbart werden müssen - Schraubverbindungen nicht zu vermeiden, muss eine metallenleitende Verbin-dung, z. B. durch Schweißpunkte, hergestellt werden.
4.2 Schattenwirkung und Öffnungen
Die Anoden sind so anzuordnen, dass Schattenwir-kung weitgehend vermieden wird.
Öffnungen in der Außenhaut, wie z. B. für Seekästen, Seitenstrahlpropeller und dergleichen, sind zusätzlich zu schützen. Es ist zu berücksichtigen, dass Öffnungen nur bis zu einer Tiefe des ein- bis zweifachen Öff-nungsdurchmessers durch außen angebrachte Anoden geschützt werden.
4.3 Anodenfreie Bereiche
Um die Zuströmung zum Propeller nicht zu stören, soll ein vom Propellerdurchmesser abhängiger Bereich nach Abb. 7.1 von Anoden freigehalten werden.
Die angegebenen Maße sind Anhaltswerte, die von der Form des Schiffsrumpfes und der Geschwindigkeit abhängen.
Bereiche, in denen die Strömungsverhältnisse unbe-einflusst bleiben müssen, z. B. die Umgebung von Sonardomen oder die Nähe von Öffnungen für Stau-druckmessanlagen, sind nach den jeweiligen Herstel-lerangaben ebenfalls anodenfrei zu halten.
Im Bugstrahlrudertunnel sollten die Anoden nach Absprache mit dem Hersteller der Anlage angebracht werden.
Kapitel 2 Seite 7–4
Abschnitt 7 Kathodischer Korrosionsschutz VI - Teil 10GL 2010
B

�
������������
�����
� ��
�����������������������������������������������������
Abb. 7.1 Anodenfreie Zone im Bereich des Propel-
lers (Beispiel) nach VG 81256-2
4.4 Vollschutz
Die nach B. erforderlichen Anoden dienen dem Ge-samtschutz des Schiffes und sind an der gesamten Unterwasserfläche des Schiffes zu verteilen. Dabei sind für den Heckbereich bei Einpropellerschiffen etwa 25 % vom Gesamt-Anodengewicht und bei Mehrpropellerschiffen etwa 30 % vom Gesamt-Anodengewicht zu verwenden; für die Anordnung siehe 4.6.
Das restliche Anodengewicht ist auf das Mittel- und das Vorschiff zu verteilen.
Die Anoden sind im Bereich der Kimm so anzuord-nen, dass sie beim Anlegen des Schiffes nicht beschä-digt werden können. Sind Schlingerkiele vorhanden, sind die Anoden abwechselnd auf deren Ober- und Unterseite anzuordnen; reicht die Schlingerkielhöhe hierfür nicht aus, werden die Anoden in Schlinger-kielnähe am Schiffsrumpf abwechselnd ober- und unterhalb angebracht.
Die bugnahen Anoden sind in Richtung des Strö-mungsverlaufes anzustellen und so anzuordnen, dass sie nicht durch die Ankerkette beschädigt werden können.
4.5 Teilschutz (Heckschutz)
Bei Schiffen, bei denen ausschließlich das Hinterschiff geschützt wird, sind im Rahmen des Vollschutzes nach 4.4 etwa 25 % bzw. etwa 30 % des Gesamt-Anodengewichtes aufzuwenden. Bei diesem Teil-schutz des Schiffes sind mindestens 2 Anoden gleicher Form oder 10 % des eigentlichen Heckschutzes zu-sätzlich anzubringen. Diese Zusatzanoden sind 3 - 8 m vor der vordersten Anode des eigentlichen Heckschut-zes zu positionieren. Zur Erlangung bzw. Aufrechter-haltung des Klassenzusatzes IW ist in jedem Fall ein Schutz des gesamten Unterwasserschiffes zu gewähr-leisten.
4.6 Anordnung im Heckbereich
Bei der Festlegung der Anodenanordnung im Heckbe-reich sind die örtlichen Strömungsverhältnisse und die nachstehenden Einzelpunkte zu beachten:
– Über dem Propellerbrunnen und an der Steven-sohle kurz vor dem Propellerbrunnen ist beider-seits mindestens je eine Anode anzubringen.
– Im Bereich des Stevenrohraustritts sind die erforderlichen Anoden (mindestens eine auf je-der Seite) anzuordnen und dabei ist der anoden-freie Bereich nach 4.3 und Abb. 7.1 besonders zu beachten.
– Zum Schutz der Wellenböcke sind in der Nähe ihrer Befestigung beiderseits am Schiffsrumpf Anoden anzubringen; Größe und Werkstoff der Wellenböcke beeinflussen die Anodenanzahl.
– Im Regelfall sollen Propeller und Wellen in den kathodischen Korrosionsschutz der Außenhaut einbezogen werden. Diese Teile sind über Schleifringe auf den Propellerwellen und Bürs-ten leitend mit dem Schiffsrumpf zu verbinden. Zur Erzielung einer niederohmigen Verbindung hat der geteilte Bronze- oder Kupferring noch eine eingewalzte Silberlage, auf der die Bürsten aus Metallgrafit laufen. Die Übergangsspannun-gen sollten unter 40 mV liegen. Zur Kontrolle ist ein Messinstrument über eine separate Koh-lebürste fest zu installieren.
– Es ist möglich, Propeller und Welle allein durch einen auf die Propellernabe oder die Welle auf-gesetzten Zinkring kathodisch zu schützen.
– Ruder schnellfahrender Schiffe (Fahrgeschwin-digkeiten größer 30 Knoten) sollen im Regelfall nur durch dem Ruderprofil angepasste Anoden, z. B. Form RA nach VG 81257, geschützt wer-den. Ist dies nicht möglich, ist das Ruder durch Kabel- oder Kupferbandverbindungen zum Schiffsrumpf in den Gesamtschutz einzubezie-hen.
– Ruderhacken sind beidseitig mit je einer Anode zu besetzen. Die Breite der Anode soll kleiner sein als die Höhe der Ruderhacke.
4.7 Besonderheiten
4.7.1 Metallschiffe mit Besonderheiten
Für Schiffe mit Sonderantrieben (z. B. Voith-Schneider-Antrieb) und für Schiffe mit besonderen Ruderformen (z. B. Kort-Düsen oder Ruderpropeller) sind Maßnahmen erforderlich, die mit dem jeweiligen Hersteller und dem GL abzustimmen sind.
Für Sonderschiffsformen (z. B. Tragflächenboote, Schiffe mit Strahlantrieben, Doppelrumpfschiffe) sind bei der Auslegung des Außenschutzes die Konstrukti-on und die Strömungsgeschwindigkeit zu beachten.
4.7.2 Schiffe mit nichtmetallischem Rumpf
Beim Schutz der metallischen Anhänge müssen Ano-den, die auf dem Rumpf angebracht werden, entweder über Schweißlaschen oder durch Kabel mit den zu schützenden Teilen leitend verbunden werden, wobei
VI - Teil 10 GL 2010
Abschnitt 7 Kathodischer Korrosionsschutz Kapitel 2Seite 7–5
B

in jedem Fall auf metallenleitende Verbindung zu achten ist.
Ist kein zentrales kathodisches Schutzsystem vorhan-den, sind Ruder durch Anoden, Propeller und Wellen durch auf Propellernaben oder Wellen aufgesetzte Zinkringe kathodisch zu schützen.
C. Innenschutz durch galvanische Anoden
1. Anwendungsbereich
Dieser Abschnitt gilt für den kathodischen Korrosi-onsschutz der Innenbereiche von Schiffen und schwimmendem Gerät durch galvanische Anoden.
Die Spezifikation gilt nur für Flächen, die hinreichend lange - mindestens 50 % der Betriebszeit - und mit einer Elektrolytlösung genügender Leitfähigkeit - mindestens Brackwasser - beaufschlagt werden. Im Süß- und Flusswasser wirken die Anoden einge-schränkt.
2. Berechnungsgrundlagen
2.1 Schutzstrombedarf
2.1.1 Schutzstromdichte
Anhaltswerte für die erforderlichen Schutzstromdich-ten sind Tabelle 7.2 zu entnehmen.
2.1.2 Schutzdauer
Die Schutzdauer soll mit 5 Jahren (43 800 h) oder in Abstimmung mit dem Auftraggeber angesetzt werden.
2.1.3 Belastungsfaktor
Die Größe des Belastungsfaktors (fB) ist abhängig von dem Zeitraum, in dem die Flächen mit der Elektrolyt-lösung bedeckt sind.
Bei ständiger Belastung (gefüllten Tanks/Zellen) ist der Faktor mit 1 anzusetzen.
2.1.4 Zu schützende Gesamtfläche
Es wird die von der Elektrolytlösung maximal bedeck-te Fläche der Berechnung zugrunde gelegt.
2.2 Anodengewicht
Das erforderliche Anodengewicht je KSZ ergibt sich nach
Gleichung VI: KSZ S BKSZ
g
I t fm
Q⋅ ⋅
=
fB = Belastungsfaktor
3. Anodenauswahl
Hinsichtlich der Anodenwerkstoffe sind die Hinweise unter B.3. zu beachten.
4. Anordnung der Anoden
4.1 Allgemeines
Die Anoden sind so anzuordnen, dass Schattenwir-kung auch in konstruktiv komplizierten Bereichen weitestgehend vermieden wird.
Die Anoden sind aufgrund des unbestimmten Fül-lungsgrades vorwiegend in unteren am meisten be-netzten Bereichen anzuordnen.
Es ist zu beachten, dass mehrere kleine Anoden eine bessere Stromverteilung ergeben als eine große Anode gleichen Gesamtgewichtes.
Über die in B. angegebenen Hinweise hinaus ist für die Innenräume zu beachten, dass es aus nachstehend aufgeführten Gründen erforderlich sein kann, die Anzahl der Anoden zu erhöhen:
– Bei niedrigen Wasserständen wird der Wir-kungsbereich der Anoden eingeschränkt.
– Durch Einbauten kann Schattenwirkung entste-hen.
– Die Auswirkung edlerer Werkstoffe (Element-bildung) muss örtlich kompensiert werden.
In Extremfällen kann es sogar erforderlich sein, Ano-den über das nach 2.2 errechnete Gesamtanodenge-wicht hinaus anzubringen, um die erforderliche An-zahl von Anoden zu erreichen, die für eine gleichmä-ßige Verteilung des Schutzstromes benötigt wird.
4.2 Anoden-Befestigung
Die Verbindung zwischen Anode und der zu schüt-zenden Fläche muss metallenleitend sein. Deshalb sind die Anoden anzuschweißen.
Bei geringen Materialdicken und bei empfindlichen Werkstoffen und bei Plattformen sind aufgesetzte Platten (Dopplungen) von ausreichender Dicke anzu-schweißen, die allseitig etwa 20 mm gegenüber den Anschweißstellen der vorgesehenen Anode überstehen sollen.
Sind in Sonderfällen - die mit dem Auftraggeber ver-einbart werden müssen - Schraubverbindungen nicht zu vermeiden, muss eine metallenleitende Verbin-dung, z. B. durch Schweißpunkte, hergestellt werden.
4.3 Aluminium-Anoden
Aluminium-Anoden dürfen nur so angebracht werden, dass sie beim Herunterfallen eine Fallenergie von 275 J nicht überschreiten, d. h. zum Beispiel, dass eine Aluminiumanode mit einem Gewicht von 10 kg nicht höher als 2,75 m über den Boden angebracht werden darf.
Diese Einschränkung gilt nicht für Ballastwassertanks.
Kapitel 2 Seite 7–6
Abschnitt 7 Kathodischer Korrosionsschutz VI - Teil 10GL 2010
C

D. Außenschutz durch Fremdstrom
1. Anwendungsbereich
Dieser Abschnitt gilt für den kathodischen Korrosi-onsschutz der Unterwasserflächen von Schiffen und schwimmendem Gerät durch Fremdstrom in See- und Brackwasser.
2. Berechnungsgrundlagen
Es gelten die gleichen Berechnungsgrundlagen wie in B.2.
Öffnungen in der Außenhaut, wie z. B. Seekästen, Ausgüsse, Stabilisatorkästen, Strahlruder, Scoops, nicht leitend verbundene Teile, Voith-Schneider-Propeller, Wellendurchführungen und andere kathodi-sche Schutzzonen, die außerhalb des Wirkungsbe-reichs liegen, sind zusätzlich durch galvanische Ano-den zu schützen.
3. Anordnung von Anoden und Steuerelek- troden
Die Auslegung der kathodischen Fremdstromanlage erfolgt schiffs- oder strukturspezifisch. Folgende Ent-wurfskriterien sind generell zu beachten:
– Die Fremdstromanlage ist symmetrisch auszule-gen, d. h. an Back- und Steuerbord ist die glei-che Anzahl Fremdstromanoden und Steuerelekt-roden an gleicher Stelle anzuordnen. Bei asym-metrischer Anordnung muss mit Schäden am Schiff gerechnet werden.
– Es ist mindestens je eine Anode an Steuer- und Backbord im Heckbereich des Schiffes - vor-zugsweise im Bereich des Maschinenraumes - anzuordnen.
– An beiden Seiten ist mindestens je eine Steuerelektrode anzuordnen, die sich zwi-schen Anode und Propeller befindet und einen möglichst großen Abstand zur zuge-hörigen Anode aufweist (Mindestabstand ca. 10 % der Schiffslänge).
– Bei Schiffen mit einer Länge (Lpp) über 175 m ist eine zweite Fremdstromanlage im Bugbereich zu installieren.
– Bei zwei Fremdstromanlagen ist die Anla-ge für den Bugbereich so anzuordnen, dass
sich die Steuerelektrode zwischen Anode und Bug befindet.
– Die konstruktive Einbindung (Kofferdamm) der Anoden in die Außenhaut muss fachgerecht sein. Bei Schiffen mit GL-Klasse ist dies Ge-genstand der Zeichnungsprüfung.
– Die Anoden weisen eine relativ hohe Stromab-gabe auf, die ohne geeignete Maßnahmen zur Beschädigung der Beschichtung führen würde. Daher muss um die Anoden ein Schutzschild entsprechender Schichtdicke und Größe aufge-baut werden, sodass eine gute Stromverteilung gewährleistet ist.
– Im Abstand von mindestens 0,8 m vom Anodenrand ist eine GFK-Beschichtung, eine Spachtelmasse oder eine gleichwertige Beschichtung mit einer Trockenschichtdi-cken von mindestens 3 mm an der Anode und 2 mm am Außenrand dieses Bereiches aufzubringen. Für den restlichen Bereich des Schutzschildes kann eine Beschichtung mit einer Trockenschichtdicken (ohne An-tifouling) von min. 500 μm verwendet werden.
– Die Schutzschilde aus GFK-Beschich-tungen, Spachtelmassen und / oder Be-schichtungssystemen müssen gegen die in den Spannungstrichtern auftretenden Be-lastungen beständig sein (z. B. elementares Chlor), dürfen nicht verspröden, müssen eine ausreichende Duktilität aufweisen und dürfen sich auch bei längeren Dockliege-zeiten nicht verändern.
– Für die Schutzschilde ist eine Lebensdauer von 10 Jahren anzustreben.
– Das Ruder ist mit entsprechender Kabelverbin-dung und der Propeller ist über einen Wellen-schleifring in den kathodischen Schutz einzube-ziehen. (Siehe auch 4.6.)
– Die Kapazität des Gleichrichters ist so auszule-gen, dass der geforderte Schutzstrombedarf in jedem Fall gewährleistet wird und mindestens eine 1,5-fache Kapazitätsreserve für zu erwar-tende Beschichtungsschäden vorhanden ist.
In Abb. 7.2, Abb. 7.3 und Abb. 7.4 ist der Fremd-stromschutz für ein Schiff schematisch dargestellt.
VI - Teil 10 GL 2010
Abschnitt 7 Kathodischer Korrosionsschutz Kapitel 2Seite 7–7
D

�
�
�
���������� � �������
!�� �"����#$�����������������%���������� �� ��
&��������������'(����������)���'((*+������,����+
-���#(�.���������
%��/�����#����� .�0����1����������2����
3 ���#����� .�0����4����
Abb. 7.2 Schematische Anordnung einer Fremdstromanlage
3 �������� .
1����������2���� -�#(�.���������
((*�5�,�#�����
��������������!�� �"�����
Abb. 7.3 Schematische Anordnung einer Fremdstromanlage (Heckbereich)
Kapitel 2 Seite 7–8
Abschnitt 7 Kathodischer Korrosionsschutz VI - Teil 10GL 2010
D

!�� �� ��
$�����#�������
6����������!�� �"/��������
�7#6������
�����
4������
!����#�����
$������%����"���
-�#(�.���������
,�#�����
��������������!�� �"�����
(�������'6�������8�+
Abb. 7.4 Schematische Schaltung einer Fremd-stromschutzanlage
4. Überwachung und Steuerung
4.1 Fremdstromschutzanlagen sind mit potential-regelnden Stromversorgungsgeräten auszurüsten, die eine träge Regelcharakteristik aufweisen dürfen. Die Steuerelektroden müssen einzeln abgefragt werden können, so dass der Schutzstrom für Back- und Steu-erbordseite differenziert angepasst werden kann.
4.2 Eine Umschaltmöglichkeit von Automatik- auf Handbetrieb ist vorzusehen.
4.3 Folgende Anzeigen müssen mindestens vor-handen sein:
– Leuchtmelder "Ein"
– Leuchtmelder "Handbetrieb"
– Sammelleuchtmelder "Störung"
– Leuchtmelder "Anodenausfall bzw. Anoden-gruppenausfall"
– Messgeräte für "Anodenstrom", "Anodenspan-nung" und "Potential" (Eingangswiderstand der Messschaltung ≥ 1 MΩ)
4.4 Der Sollwertgeber für das Einstellen des erforderlichen Potentials ist mit einer Feststellvorrich-tung zu versehen.
4.5 Eine automatische Anodenstrom- und Ano-denspannungsbegrenzung ist vorzusehen.
4.6 Bei Drahtbruch oder Kurzschluss an den Steuerelektroden muss im Automatikbetrieb der Schutzstrom automatisch abgeschaltet bzw. auf Null geregelt werden.
4.7 Jede Sammelstörungsmeldung ist für Melde-zwecke über einen potentialfreien Kontakt (Wechsler) auf die Klemmleiste des Stromversorgungsgerätes zu führen.
4.8 Die Regelgenauigkeit der eingestellten Steu-erelektrodenspannung (Sollwert) soll bei Automatik-betrieb innerhalb ± 10 mV liegen.
4.9 Die Messgeräte sind so anzuordnen, dass ein problemloses regelmäßiges Ablesen der Messwerte möglich ist.
4.10 In regelmäßigen Abständen sind die Potenti-alwerte, die Spannungsdifferenz am Wellenschleifring und gegebenenfalls der Anodenstrom und die Ano-denspannung zu registrieren.
E. Wartung des kathodischen Schutzsystems
Bei Dockung sind die galvanischen Anoden auf Ab-trag und Beschädigung und auf evtl. Passivierung bzw. auf gleichmäßigen Abtrag zu kontrollieren. Eben-falls sind die Halterungen der galvanischen Anoden auf elektrischen Kontakt zu kontrollieren.
Bei Fremdstromanlagen muss der Zustand der Refe-renzelektroden, der Fremdstromanoden und das anodi-sche Schutzschild auf Schäden überprüft werden.
Bei Strahl- und Hochdruckwascharbeiten an der Au-ßenhaut sind die Referenzelektroden, die Fremdstrom-anoden und die anodischen Schutzschilde vor Beschä-digungen zu schützen.
Die Spannungsdifferenz zwischen Schleifring der Propellerwelle und den Bürsten darf höchstens 40 mV betragen, um Schäden in der Propellerlagerung und an der Propellerwelle zu vermeiden. Hinweise der Her-steller sind zu beachten
F. Dokumentation des kathodischen Schutz-systems
Das installierte kathodische Korrosionsschutzsystem ist durch eine Dokumentation zu belegen und kann dem GL zur Prüfung vorgelegt werden. Bei Schiffen mit Klasse des GL, die den Klassenzusatz IW tragen sollen, ist die Vorlage der nachfolgend genannten Unterlagen vorgeschrieben, siehe GL-Vorschriften für Schiffskörper (I-1-1), Abschnitt 35. Die Dokumentati-on muss, soweit zutreffend, folgende Punkte umfas-sen:
– Auslegungsdaten der Anlage (gewählte Schutz-stromdichten und Potentialbereiche für die spe-zifischen Bereiche des Schiffes für jede KSZ)
VI - Teil 10 GL 2010
Abschnitt 7 Kathodischer Korrosionsschutz Kapitel 2Seite 7–9
F

– Anordnung der galvanischen Anoden am Schiff
– Spezifikation der galvanischen Anoden, d. h. Typ oder chemische Zusammensetzung, Masse, Kapazität, Hersteller, Abnahmezeugnis
– Typ und Anordnung der Referenzelektroden und der Fremdstromanoden sowie der Ruder- und Propellerverbindungen
– Typ und Auslegungsdaten des Gleichrichters
– Spezifikation des anodischen Schutzschildes
– Spezifikation der Steuer- und Regeleinheit
– Design der Kofferdämme
Kapitel 2 Seite 7–10
Abschnitt 7 Kathodischer Korrosionsschutz VI - Teil 10GL 2010
F

Abschnitt 8
Normenverzeichnis
A. Normative Verweise
ISO 1461 Durch Feuerverzinken auf Stahl aufge-brachte Zinküberzüge (Stückverzinken) - Anforderungen und Prüfungen
ISO 8501 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstof-fen - Visuelle Beurteilung der Oberflä-chenreinheit
ISO 11124 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungs-stoffen - Anforderungen an metallische Strahlmittel
ISO 11126 Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstof-fen - Anforderungen an nichtmetallische Strahlmittel
ISO 12944 Beschichtungsstoffe - Korrosionsschutz von Stahlbauten durch Beschichtungs-systeme
ISO 14918 Thermisches Spritzen - Prüfung von thermischen Spritzern
ISO 14919 Thermisches Spritzen - Drähte, Stäbe und Schnüre zum Flammspritzen und Lichtbogenspritzen
EN 1395 Thermisches Spritzen - Abnahmeprü-fungen für Anlagen zum thermischen Spritzen
EN 4618 Beschichtungsstoffe - Begriffe
EN 12473 Allgemeine Grundsätze des kathodi-schen Korrosionsschutzes in Meerwas-ser
EN 12474 Kathodischer Korrosionsschutz für un-terseeische Rohrleitungen
EN 12495 Kathodischer Korrosionsschutz von orts-festen Offshore-Anlagen aus Stahl
EN 13173 Kathodischer Korrosionsschutz für schwimmende Offshore-Anlagen aus Stahl
EN 13174 Kathodischer Korrosionsschutz für Ha-fenbauten
EN 13507 Thermisches Spritzen - Vorbehandlung von Oberflächen metallischer Werkstü-cke und Bauteile für das thermische Spritzen
EN 13509 Messverfahren für den kathodischen Korrosionsschutz
EN 14879 Beschichtungen und Auskleidungen aus organischen Werkstoffen zum Schutz von industriellen Anlagen gegen Korro-sion durch aggressive Medien
EN 22063 Metallische und andere anorganische Schichten - Thermisches Spritzen - Zink, Aluminium und ihre Legierungen
VG 81255 KKS, Werkstoffe für galvanische Ano-den
VG 81256 KKS von Schiffen, Außenschutz durch galvanische Anoden
VG 81258 KKS von Schiffen, Innenschutz durch galvanische Anoden
VG 81259 KKS von Schiffen, Außenschutz durch Fremdstrom
DIN 50900 Korrosion der Metalle - Begriffe
DIN 50927 Planung und Anwendung des elektro-chemischen Korrosionsschutzes... (In-nenschutz)
DIN 50929 Korrosionswahrscheinlichkeit metalli-scher Werkstoffe bei äußerer Korrosi-onsbelastung
DIN 50930 Korrosion metallischer Werkstoffe im Innern von Rohrleitungen, Behältern...
DIN 81249 Korrosion von Metallen in Seewasser und Seeatmosphäre
NORSOK Standard M-CR-503 – Cathodic protection
NORSOK Standard M-501 – Surface preparation and protective coa-tings
IACS – Shipbuilding and Repair Quality Stan-dard
SEW 390 Nichtmagnetisierbare Stähle
SEW 395 Nichtmagnetisierbarer Stahlguss
VI - Teil 10 GL 2010
Abschnitt 8 Normenverzeichnis Kapitel 2Seite 8–1
A

B. Richtlinien der Schiffbautechnischen Ge-sellschaft e.V.
STG 2215 Korrosionsschutz für Schiffe und See-bauwerke, Teil 1 "... Neubau"
STG 2216 STG-Datenblatt für Beschichtungsstoffe
STG 2220 Prüfung und Beurteilung der Verträglich-keit von Unterwasserbeschichtungen ... (KKS)
STG 2221 Korrosionsschutz für Schiffe und See-bauwerke, Teil 3 "Instandhaltung..."
STG 2222 Reinheitsgrade für Druckwasserstrahlen
C. DVS Merkblätter
DVS 2301 Richtlinie für das thermische Spritzen von metallischen und nichtmetallischen Werk-stoffen
DVS 2304 Gütesicherung beim thermischen Spritzen
Kapitel 2 Seite 8–2
Abschnitt 8 Normenverzeichnis VI - Teil 10GL 2010
C